• Compare the features; DoppstaDt is light years aheaD of any Competition.
• these are the most effiCient, Cost effeCtive wooD waste grinDers in the worlD toDay.
• “Compromise” is not part of our voCabulary!
• rental units always available. ask about our noobligation, on-site Demos.
• Screen changes in under 10 minutes; without tools!
• Drum hammers automatically swing in and out, won’t break off.
When this client’s old wood grinder burned up, they didn’t want to get burned again by their insurance.
• The replacement policy would only pay for a brand new, but much smaller wood grinder.
• After seeing the Doppstadt in action, they asked the insurance company to reconsider and signed our contract to purchase a bigger reconditioned Doppstadt minutes later !
• The magnitude of Doppstadt features, such as 10 minute, no-tool screen changes and swing-mount drum hammers that won’t break off, fit this client’s needs exactly and they now have a supremely cost-effective wood waste grinder with zero compromise!
THE FULL LINE-UP OF EQUIPMENT
• Mercedez-Benz Diesel Motors
• Auto-Reversing Fans
• Hydraulic Cooling Systems
• Full remote Control
• Soundproof Engine Compartments
• Wheel or Track Chassis
SHREDDERS GRINDERS
• Mercedez-Benz Diesel Motors
• Automatic Reversing Fans
• Screen Changes in Under 10 Minutes
• Hydraulic Self-Propelled Drive
• Patented Variable LoadSensing Feed System
• Complete Remote Control
• Drop-in Drums Replace in Minutes
• Self-Propelled Drive
• Hydraulic Tensioned Clearing Brushes
• Hydraulically Folding Discharge Conveyors
• Drum Load Sensor Controls Feeder
SCREENERS SORTERS
• Available in 3 Standard Sizes, or Custom Built to Your Specifications
• Specially Engineered for MSW, C&D, and even Compost and Green Waste Applications
• Most Efficient Sorting Stations in the Industry
• Maximum Doppstadt Quality, Maximum Doppstadt Reliability
CANADIAN BIOMASS
Everything
9 What about Bio-oil?
It might be the next big biofuel, but challenges stand in the way of bio-oil’s popularity.
20 Big-volume Producer
Biomass isn’t a new development for this eastern North American forest management company.
24 Conveying & Storage Gear
You need to move your biomass; these equipment and service providers can help.
31 Battle for Fibre
Wood fibre that used to be burned as waste is now a hot commodity.
Photo: Paul Janzé
TFire in the hole!
The biomass industry needs to develop and adhere to best practices for fire prevention.
he North American biomass industry is exploding. Literally. For April 2010, a quick search of the Internet uncovered three reports of wood dustrelated fires in that month alone. A Massachusetts pellet plant had a wood dust fire—its second since January; a Pennsylvania cabinetmaker had a sawdust explosion—its fourth fire in seven years; and a Maine paper plant had a bark and wood dust fire—its third fire since December 2009. According to a presentation by Aon Reed Stenhouse, an insurance broker and risk management firm, 77 wood-related dust explosions and fires were reported in the news between 2003 and the start of 2010. That’s almost one per month. And those are only the ones that made the news. Are the majority of these incidents due to willful negligence, or is it inexperience and a lack of recommendations and best practices on the part of the biomass industry?
It’s not just wood pellet plants that are going up in flames. Hog piles burn, dust from pulp chips burns or explodes, equipment produces shorts or sparks that ignite sawdust, and dust from pellets explodes during large bulk handling. In addition to potential employee injury and fatality, these incidents destroy property and inventory and result in downtime that affects the company’s bottom line. The numerous explosions and fires are also making it increasingly difficult for biomass facilities to get reasonable, if any, insurance coverage.
A case in point is the Canadian wood pellet industry. Our wood pellet producers are starting to feel the repercussions of fires and explosions across North America,
with insurance premiums escalating, insurers becoming reluctant to include wood pellet plants in their portfolios, and refusal of insurance for at least one Canadian pellet plant. All pellet plants are being lumped together as high risk, regardless of investments in fire prevention, and all are suffering for problems experienced by a few plants. This has prompted a response from the Wood Pellet Association of Canada (WPAC). At its March meeting in Ottawa, it reported its attempts to work with insurers in developing best practices that would allow producers to control risk to levels that would satisfy insurance providers. Best practices include: housekeeping standards to minimize dust build-up; functioning fire safety and prevention measures/ systems; self-inspection programs and record keeping; preventive maintenance programs; third-party auditing and certification of fire/explosion risk management systems; and industry-wide monitoring, evaluation, and annual program revision.
To be effective, such a program would require all pellet industry members to participate. It might involve different premiums for different levels of risk mitigation.
Others in the wood products industry are not immune to these issues. WPAC is taking steps to improve fire safety and insurance matters for its members. The rest of the biomass industry should lend support in developing and implementing effective best practices or risk being left behind in the dust.•
Mail: 90 Morgan Rd, Unit 14 Baie d’Urfé, Que H9X 3A8
Canada - 1 Yr $48; 2 Yr $85; 3 Yr $115 Single Copy - $9.00
(Canadian prices do not include applicable taxes) USA – 1 Yr $44 US; 2 Yr $75 US Foreign – 1 Yr $75 US
Occasionally, Canadian Biomass magazine will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above..
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
www.canadianbiomassmagazine.com
BioMASS
BC revises Boiler staffing rules treBio to make pellets nova sCotia Biomass power update
The province of British Columbia has amended the Power Engineers, Boiler, Pressure Vessel, and Refrigeration Safety Regulation, making two changes to the safety system. The first change explains the exemption of low-pressure thermal fluid plants from prescribed staffing requirements. The change is intended to recognize advances in control technology for these nonpressurized systems. Changes specify that low-pressure thermal fluid plants of any size may be exempt from staffing requirements provided that they meet specific criteria. Generally, the plants may be exempted from staffing requirements if they have automated control systems, commissioning systems, functional testing programs, and maintenance programs that have been approved by a professional engineer. All of these documents have to be registered by
a provincial safety manager. Owners will be required to ensure that functional testing and maintenance programs are carried out as approved by a professional engineer.
The second change amends the qualification requirements for boiler safety officers. Previously, only first class power engineers or, in certain circumstances, second class power engineers, were eligible to become boiler safety officers. Under the revision, the prerequisite is that the applicant must meet the qualification requirements of the National Board of Boiler Inspectors for obtaining a National Board Commission. The intent of this change is to broaden the skill set and prospective applicant pool for Boiler Safety Officers.
The changes are effective immediately. A complete copy of the changes can be obtained from the British Columbia Safety Authority.
Trebio will be the first company to set up operations on the site of the former Smurfit-Stone pulp mill in the Outaouais community of Portage-du-Fort, Quebec. It will specialize in manufacturing wood pellets to supply the residential, commercial, industrial, and institutional markets in Canada, the United States, and Europe. The plant will have a production capacity of about 130,000 tonnes/year.
The Canadian government is making an investment of $3.5 million in the form of a repayable contribution for the startup of the enterprise. Added to this funding is a $500,000 repayable contribution from SADC Pontiac, which is the
Community Futures Development Corporation serving the area, as well as a $9-million loan from the government of Quebec. The project will necessitate an overall investment of $19 million.
SSPM Pontiac, a subsidiary of Green Investment Group Inc., purchased the Smurfit-Stone plant in Portage-du-Fort last February and hired local workers to clean, repair, and redevelop the site for the eventual establishment of firms like Trebio. SSPM Pontiac will invest some $15 million in the first phase of the project, which involves developing an industrial park to house companies that will further the economic diversification of the Pontiac area.
A revamped proposal has been put forward by NewPage Port Hawkesbury to supply 60 MW of biomass electricity to Nova Scotia Power. However, both activists and an expert steering
panel on Nova Scotia’s natural resources strategy suggest that more study of the potential effects of the proposal on forest harvesting and subsequent ecosystem effects are needed.
Bio-mile gets $1-million grant BioMASS update
The Bioeconomy Incubation Office for Applied Research and Commercialization Centre (BIO-ARCC), a key part of Drayton Valley’s Bio-Mile, received a grant of $1 million from Rural Alberta’s Development Fund. The Bio-Mile aims to be Alberta’s first fully integrated bio-industrial business park. As a key component of the project, the BIO-ARCC is a not-for-profit, solutions-oriented centre of excellence
for business incubation, skills development and training, applied research, and commercialization, which will offer a number of services to the innovative biobased businesses in Alberta. BIO-ARCC will work with partners in industry, academia, and government to support and advance sustainable bio-industrial initiatives based on forestry, agriculture, and other resources.
Quality pellets, guaranteed. For perfect pellets the entire production system must work together flawlessly. Buhler enables total process control by providing a complete process design package and key equipment for drying, grinding, pelleting, cooling, bagging and loading. This, combined with Buhler ’s integrated automation system, unrivaled after sales support and training provides a seamless solution, guaranteed.
The creation of BIO-ARCC is expected to bring a number of highly skilled jobs to the Drayton Valley area. It’s also expected to lead to the development of a specialized knowledge-based resource for the bioindustry in Alberta and serve as a model that can be adapted by other communities across the province. Development is still at an early stage, but the funding means work on the BIO-ARCC can now begin in earnest.
in Brief...
Woodville Pellet to open
The Woodville Pellet Corporation is planning to open a pellet plant near Kirkfield, Ontario, and be producing pellets by early summer, according to the Lindsay Post. With a planned capacity of 60,000 tonnes/year, the plant would process wood waste into pellets for the Ontario heating market.
Miramichi pellet plans
Construction of a pellet plant in Newcastle, New Brunswick, is slated to begin later this year, pending financing details. According to a report in the Telegraph-Journal, the Miramichi Premium Pellet plant will be located adjacent to the Northumberland County Woodlot Owners Association headquarters in the Miramichi Industrial Park, with three-quarters of the pellets exported to Europe.
Labrador pellet plant proposed
Atlantic Fiber Resources Ltd. and Innu Development LP are looking to establish a lumber mill and pellet plant in Labrador. The partnership, Atlantic Fiber Innu Ltd., proposes constructing a 12-million-bdft capacity lumber mill and a 160,000 tonne/year pellet plant. The proposed facilities would be located in Goose Bay.
Forest communities get support
The solution behind the solution.
A three-year, $100-million measure has been established to support Quebec communities in expanding and diversifying their economic activity. The initiative will provide funding for local projects that improve the performance of enterprises in communities hit by the crisis in the forest sector. Targeted projects will include those relating to new market development, recovery plans, equipment acquisition, and development and processing of forestry waste (biomass).
Yukon first nations studY Biofuels
The Canadian Northern Economic Development Agency (CanNor) is investing in emerging industries in the Yukon with funding to the Dakwakada Development Corporation (DDC). CanNor will provide $50,000 to the DDC to assist its exploration of biofuel opportunities in the territory.
DDC is the business investment division of the Champagne and Aishihik First Nations. It is exploring the potential for a wood fibre-based biofuel industry in the traditional territory of the Champagne and Aishihik First Nations and in the rest of Yukon.
CanNor’s investment will enable DDC to work with industry and business plan-
ning specialists to determine if this is a viable economic opportunity, and if so, develop a business plan.
There is a recognized abundance of potential waste wood sources in the Yukon. For example, trees killed by fire or beetle infestations could be harnessed for use in a Yukon-based wood pellet plant.
nl extends pellet heat reBate
The province of Newfoundland and Labrador is extending a rebate that helps homeowners switch to wood pellet heating. The provincial government’s 2010 budget is providing $500,000 to continue the Residential Wood Pellet Appliance Rebate Program, which provides a 25% rebate to homeowners purchasing a wood pellet appliance. Homeowners interested in purchasing and installing a wood pellet appliance have until March 18, 2011, to apply for a rebate under the 2010 program. Since the program was first introduced in late 2008, 405 rebates at an average of $580 each have been issued
to qualifying homeowners. Two local companies –Exploits Pelletizing Inc. in Bishop’s Falls and Cottles Island Lumber Co. in Summerford – are currently manufacturing pellets. A third pellet plant under construction in Roddickton by Holson Forest Products anticipates having pellets available by fall 2010.
Details on the rebate, program requirements, and application forms can be obtained from the Newfoundland and Labrador Department of Natural Resources website, from wood pellet appliance vendors in the province, or by calling 709-637-2349.
Biomass Ad Final:Layout 1 1/4/10 12:26 PM Page 1
A northern renewable energy industry would lead to employment and contracting opportunities, reduce the territory’s dependence on imported oil and propane fuel, and potentially lead to lower energy costs for businesses and residents. Clearing of waste wood would also serve to reduce the danger of forest fires.
Beltran Technologies, Inc. 1133 East 35th St., Brooklyn, NY 11210 USA 718.338.3311 • Fax: 718.253.9028 info@beltrantechnologies.com www.beltrantechnologies.com
Beltran’s advanced technology converts carbon-based waste into profitable bioenergy, biofuels and co-products your company can use now!
• Biomass feedstock-flexible system can use low-value agricultural, animal, industrial, wood or municipal wastes.
• Advanced gasification reactor, wet electrostatic precipitator and engine-generator are closely integrated for optimum efficiency.
• Scalable, adaptable solution for harvesting safe, renewable energy, reducing pollution and CO2, and turning costly waste into sustainable profit.
Ask for our free TECH REPORT, From Waste to Watts.
Piling for Dollars
MPiling residues may take more time at the outset but is compensated by improved biomass quality and grinder uptime.
By Mark Ryans
oisture content is the enemy of direct uses for forest biomass such as heat or combined heat and power (CHP) and is undesirable for most other uses of biomass, whether as feedstock for pellets or other bioconversion pathways. If we recognize the true value of biomass and reward for it, we can start to invest in managing it properly.
There are various ways of reducing moisture content, both in the field and at the mill. The choice of techniques will depend on the final use for the biomass. For heat or CHP, expending energy to dry the material at the mill is not the general practice. To produce a feedstock for pellets, however, the moisture content needs to be very low, say below 15%, before pressing. This level is almost impossible to achieve in the field, so additional drying energy is needed at the mill. Drying methods may employ steam dryers, belt dryers, rotary drum dryers, or other methods, with the more efficient ones using waste heat streams from the conversion process. Whatever method used at the mill, a good head start and more efficient system overall can be achieved by proper residue management in the field. Residues may not be the feedstocks for some applications, but may be used to furnish the drying heat.
Residue management is a matter of common sense and integration with the conventional harvest. Piles should be made in exposed, sunny and windy locations. A log or tree length should be put under the large end of residues to reduce their contact with wet soil. Aligned piles, as opposed to haystacks, allow for air circulation. They also facilitate feeding the grinder or chipper, as the material is not tangled like a bird’s nest and the operator can easily identify the pieces to grab with less boom manipulation. Properly constructed piles also reduce costs by maximizing grinder productivity.
On full-tree operations with stroke delimbers or roadside processors, the operation is problematic because the creation of residue piles can interfere with delimbing or processing, and skidding may be occurring at the same time in a hot-logging operation. A post-harvest, pre-comminution piling operation may be the simplest way to go, considering that residues are still not viewed as a coproduct on many operations across Canada, and the contractor recovering the residues is usually separate from the logging contractor. However, residue piles can be built during the conventional harvest on a well-integrated operation.
The photos show an excellent example
of an integrated operation with biomass recovery. On Boyd B. Harding’s operation in northern New Brunswick, the top of the tree is placed on the residue pile during delimbing. The delimber then swings across the road with the tree length and makes a pile of conventional products on the other side. The residue pile is angled to facilitate loading the chipper, with the butt of the tops pointing in the direction where the van will exit the block. The contractor also controls the harvesting operation, so any small trees pushed over with soil in the roots are left in the cutover. He also builds the road to a standard for the chipping operation. Despite lower delimber productivity, the company sees the financial benefit of managing the operation for both biomass and conventional roundwood products. In pre-comminution piling operations, an excavator should be used, rather than a bulldozer. Dozers are faster and readily available but put excessive amounts of snow and dirt into the pile. An excavator or purpose-built piling machine with a boom and open-tined grapple or rake is much better at building a proper pile in terms of shape and orientation, proximity to the road, and cleanliness. Ideally, the pre-piling operation should take place a few months ahead of the comminution operation to facilitate drying; some of the contaminants may fall or wash off the debris. The pre-piling machine can also be used as the loader for the grinder.
Based on our studies to date, the cost of pre-piling residues after full-tree harvesting is easily recuperated by higher productivity and uptime of the grinder and through a better quality product, i.e., lower moisture content and less contamination. •
Mark Ryans is with FPInnovations–Feric Division and can be reached at mark.ryans@fpinnovations.ca.
The delimber operator piles residues and conventional products on opposite sides of the road during processing.
The residue pile is angled to facilitate loading the chipper and to accommodate the exit direction of the van.
Photos: Feric
What about Bio-oil?
It might be the next big biofuel, but challenges stand in the way of bio-oil’s popularity.
By Stefanie Wallace
Turningsolid wood into liquid fuel sounds like an interesting concept. One way to do this is by pyrolysis, which involves placing biomass such as sawdust or wood chips into a reactor and rapidly heating it at extreme temperatures without oxygen. The conversion process, called fast pyrolysis, is true to its name, taking only seconds to occur. The lack of oxygen prevents combustion and breaks the biomass down into solid, liquid, and gas components. The liquid component is bio-oil, or pyrolysis oil, and can be burned to generate heat or power, processed further, or stored until needed.
Currently, a few Canadian companies are using the fast pyrolysis process to produce bio-oil. Ensyn Technologies, incorporated in 1984, has designed and built seven pyrolysis plants in North America. Its biggest, located in Renfrew, Ontario, processes about 100 bone-dry tonnes (BDt) of woody biomass daily. Dynamotive Energy Systems, incorporated in 1991, operates out of Vancouver, with offices in the United States and Argentina. Dynamotive has a standby pyrolysis plant in Guelph, Ontario, and its West Lorne plant in the same province has the capacity to process 130 BDt/day of biomass. London, Ontario-based Agri-Therm is a newer company, collaborating with the University of Western Ontario. It’s currently at the pre-commercial stage of building mobile pyrolysis plants that can be transported to the biomass; its MPS100 unit is designed to process 10 BDt/day.
But 100 tonnes of biomass doesn’t equal 100 tonnes of bio-oil. A variety of
feedstocks can be used to create pyrolysis oil, including tobacco, sugar cane waste, coffee grounds, and grape residue, and the conversion rate varies with the feedstock, says Jennifer MacDonald, chief operating officer of Agri-Therm. Woody biomass is the most popular feedstock among Dynamotive, Ensyn, and Agri-Therm.
“On the pilot plant scale a few years back, we used a whole bunch of different biomass sources,” says Tom Bouchard, chief operating officer of Dynamotive. “Other feedstocks run through the fast pyrolysis process just as well as woody biomass, but woody biomass produces a higher ratio of pyrolysis oil.” Dynamotive’s conversion rate is approximately 70%, meaning for every tonne of woody biomass processed, 700 kg of bio-oil is produced. Ensyn’s conversion rate is about 70 to 75%, according to Randal Goodfellow, senior vice-president of corporate relations for Ensyn. MacDonald says that Agri-Therm’s conversion rate is approximately 60%.
Ensyn gets its feedstock of wood shavings from a neighbouring hardwood flooring company. Dynamotive uses strictly hardwood sawdust at its West Lorne facility, as it is also in partnership with a neighbouring wood flooring company. The biomass is clean when it comes from the flooring companies, but both Dynamotive and Ensyn take steps such as metal detec-
tion to ensure there are no contaminants. The other products of fast pyrolysis aren’t put to waste. Bouchard says that roughly 15% of the output is surplus gas that’s used to power the reactor, making the process essentially self-sustaining. The other byproduct is biochar, which MacDonald says can be used for various products, depending on the initial feedstock. For example, biochar from wood can be used to add a smoky flavour to a barbeque sauce, and biochar from tobacco can be used in pharmaceuticals.
market Challenges
The process and its products sound promising, but challenges lie between bio-oil and popularity. “It’s a completely different chemical makeup than biodiesel or ethanol. It’s not ready for transportation applications, unlike biodiesel and ethanol,” says Bouchard.
Although it has only 40 to 50% of the heating value of other fossil fuels, bio-oil can replace light or heavy fuel oils in industrial boiler applications or be used in co-firing or gasification. “Bio-oil is best positioned in stationary fuel applications, like a boiler or a kiln, where it can burn against another fuel as a second oil,” says Bouchard. He notes that because pyrolysis oil is acidic, it requires specific changes to machinery for its use. “Storage tanks
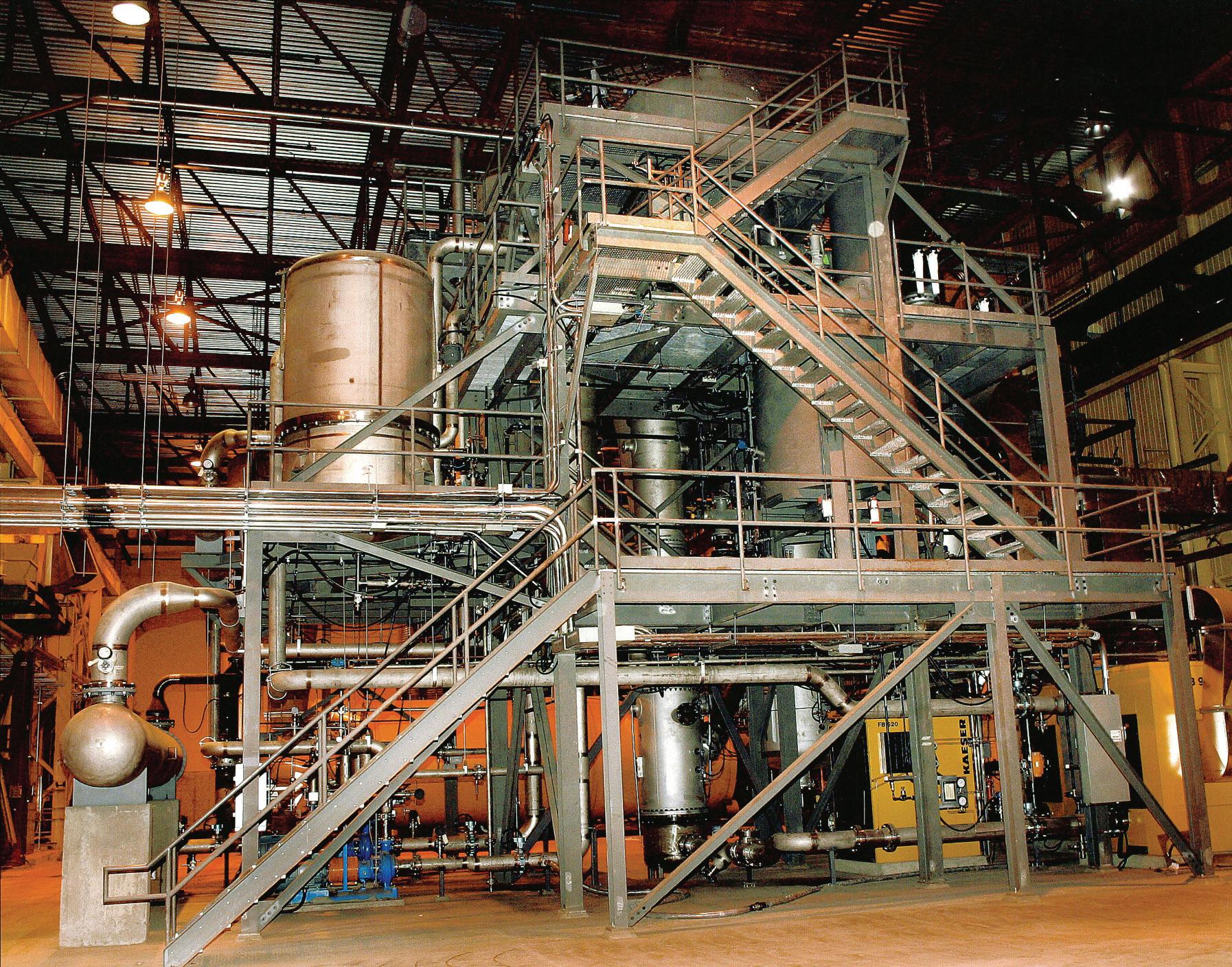
Ensyn’s pyrolysis technology uses a tornado of sand to heat biomass to 500°C and then cool it within seconds. If the biomass has 45% or less moisture content, only electricity is required to run the pumps, conveyors, and fans. If the moisture content is more than 45%, some pyrolysis oil is used to help fuel the process.
Photo: Ensyn Technologies
and machinery need to be stainless steel or fibreglass, which isn’t a problem, but of course it takes time and money to switch over to those,” he says.
The location of the feedstock also is an issue because of the cost of transporting biomass long distances. “If you build too large of a plant for the biomass you have available, you have to start trucking in biomass from a long distance,” says Goodfellow. “This starts costing too much, both economically and environmentally.”
Bouchard agrees. “If you have customers and plants where the biomass is, you can develop a local market. There’s potential, but it takes time.”
MacDonald, Goodfellow, and Bouchard all concur that there’s significant potential for foresters to provide feedstock for the production of bio-oil. “Residual materials, bark, and sawdust are great feedstocks,” Goodfellow says. “The other part of the forestry sector most people don’t think about is the end-of-life materials, meaning con-
struction and demolition materials. There are more and more jurisdictions globally that are making the forestry sector responsible for the end-of-life materials, and that is good feedstock for the process.” However, because the market is in its infancy, there is no established economy for bio-oil, and the potential goes unfulfilled.
Despite the challenges, bio-oil proponents stress the benefits of bio-oil. “It has 50% of the nitrogen oxide compounds that are found in fossil fuels,” says MacDonald. It also has low sulphur content.
Then there are the improved economics of transporting bio-oil rather than raw biomass. “We feel it’s an economical way of concentrating a natural source of energy,” says Bouchard. “You’d have to have about five trucks of sawdust to get the equivalent BTUs as two trucks of bio-oil,” he says. “We believe the bio-oil process is a good way of getting the energy in as small of a package as possible from nature to the industrial application.”
Goodfellow is optimistic about market development. “We have many different market applications and market timings. There are a lot of uses for pyrolysis oil that are yet to be developed,” he says, noting that Ensyn’s current market includes specialty chemicals and stationary fuels. “The demand is growing,” he adds. “We’re deploying with companies that have their own biomass and have their own thermal or electrical needs.”
MacDonald is also optimistic. She thinks that developing a market for biooil will be a task to embrace because of the benefits. “I don’t think it’s going to be a huge challenge to place the bio-oil and biochar,” says MacDonald. “It’s all beginning, and it’s very exciting.” •
Instead of trucking biomass to the pyrolysis plant, AgriTherm’s mobile pyrolysis unit goes to the biomass. Because biomass is bulky and costly to transport, this process is more cost effective, says Jennifer MacDonald, chief operating officer of Agri-Therm.
Photo: Agri-Therm
Back to the Future?
DRecycling an ash disposal method from the pioneer days may be a better option than landfilling.
By Evelyne Thiffault
uring the 17th century, there was a high level of commercial activity around wood ash in NouvelleFrance. Settlers were clearing forestland for crop cultivation, creating large amounts of residual wood that was not needed for fuel or construction material. The residual wood was burned to ash, which was leached to produce a potassium extract called potash, used in making glass, soap, and soil fertilizer. NouvelleFrance became the world’s largest potash exporter by the end of the 18th century. However, the industry faded as potash from mineral deposits were exploited in the following centuries, replacing the use of wood ash in agriculture.
There is an interesting parallel to be made: wood ash was long a byproduct of forest clearing for agriculture, provided a supplementary income to settlers, and was a necessary soil amendment for agriculture. Nowadays, increasing amounts of wood ash are produced as a byproduct of bioenergy production from forest biomass. It is often said that this ash should be recycled back to forest stands; this is the mitigation measure frequently offered to appease soil scientists concerned about the ecological effects of biomass harvesting. Let’s take a closer look.
Intensifying forest harvesting puts added pressure on forest soil fertility: it drains more nutrients from the ecosystem and reduces the soil’s capacity to neutralize acidity. Returning ash to forest sites thus seems like an obvious and sensible solution, as it returns some nutrients to the soil (calcium, magnesium, potassium, and phosphorus) and counteracts soil acidity by raising pH. In Nordic countries such as Sweden and Finland, the fertilizing value of ash in forest stands has been recognized since the early 20th century. However, research shows that wood ash may cause
problems in forest systems, which are more complex than agricultural systems. Ash recycling in forests does not always have the desired positive effects. Its pH-raising effect can negatively affect some plant communities, e.g., moss and lichen species. More worryingly, ash often contains high concentrations of heavy metals such as cadmium, which may have negative effects on plants and animals, accumulate in food webs, and leach into water. However, some good news is that scientific studies show that most negative effects are minimized when ash is applied in moderate doses and stabilized forms (i.e., crushed or pelletized). Also, ash is effective at counteracting acidity in soils and in surface waters. It has also proven effective at correcting tree nutritional deficiencies of potassium and phosphorus, which are common in forested peatlands. Some field trials in Nordic countries have shown up to 30-fold increases in tree growth following ash treatment in peatlands. However, this growth is only seen on fertile sites that have abundant nitrogen. On poor peatlands or mineral soil, ash may even impair growth, most likely by disrupting the nitrogen cycle. Thus, except at some specific sites, growth improvement is not a valid reason for ash recycling. However, as my Nordic colleagues say, one of the main rationales for ash recycling to the forest is not for forest management, but to get rid of cumbersome waste. Otherwise, the ash goes to landfills, which is costly and not ecologically sound. Ash recycling for waste management is currently used mainly by small heating plants
in Europe. A main bottleneck preventing it from becoming more widely used is the current lack of efficient and economical ways to spread it on forest sites.
Is wood ash recycling in forests an option to consider in Canada? With growing interest in using forest biomass for bioenergy production, ash volumes will increase, along with questions about their management. The rationale in Europe is likely to apply here too, with ash recycling more a matter of waste disposal than forest management. If Nordics haven’t found a way yet to make it economical, it is unlikely to be so in the near future in our
“The residual wood was burned to ash, which was leached to produce a potassium extract called potash, used in making glass, soap, and soil fertilizer.”
forests, as a large proportion of them are under extensive, rather than intensive, management and are not easily accessible.
I believe the best opportunity for wood ash recycling is the historical one: as a soil amendment for agriculture. The practice has been regaining momentum in Canada since the 1990s. It presents many ecological benefits, as it comes from a renewable source and its carbon footprint is leaner than that of other amendments such as agricultural lime. These benefits are similar to those associated with forest biomass for bioenergy. •
Dr. Evelyne Thiffault is a research scientist in forest biomass at Natural Resources Canada and provides Canadian Biomass with her thoughts on sustainable biomass harvesting.
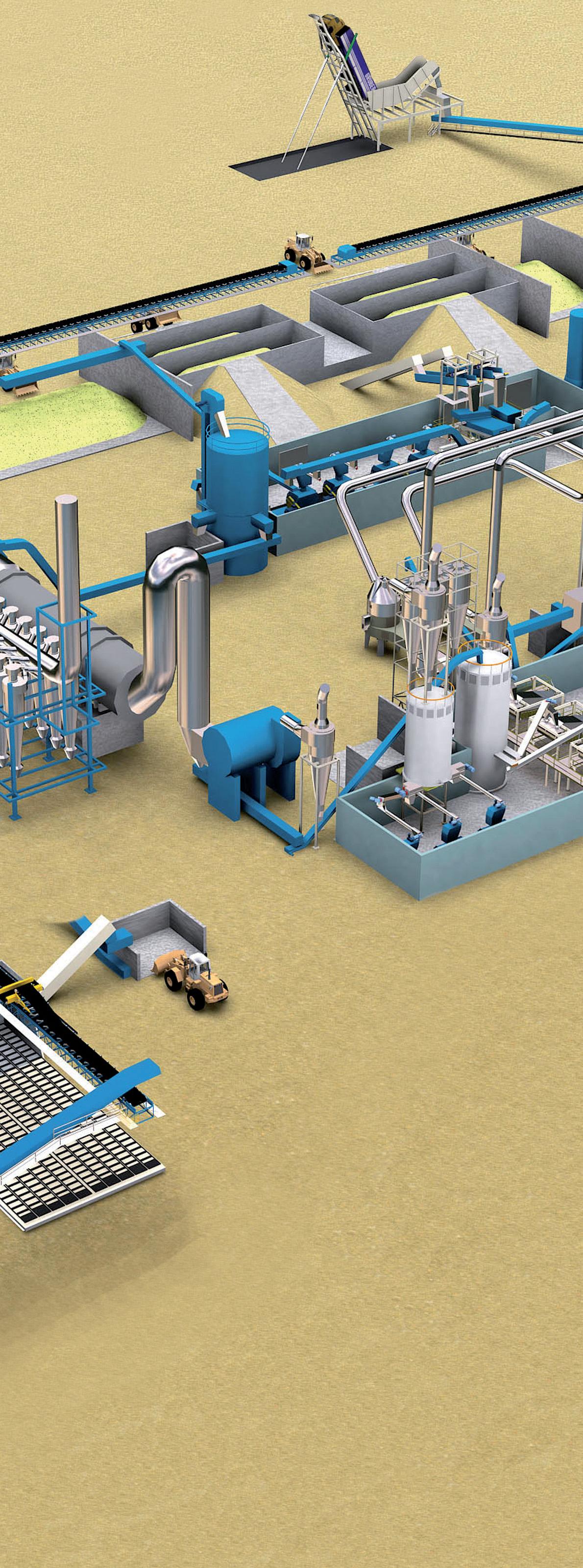
Move your Biomass
The biomass conveying system is the foundation of any processing facility. Here’s everything you never even knew you’d need to know about the optimal system.
By Paul Janzé
Biomass
is not an easy material to handle. It appears in a myriad of species, forms, and sizes; it knits together, doesn’t flow well, consolidates and packs easily; it can have a wide range of moisture contents, basic and bulk densities, and calorific values; it will freeze; it is very dusty, catches fire easily, and is self-combustible; and it can contain all manner of contaminants. Conversely, wood pellets are uniform in size and moisture content and are free flowing, but they’re fragile, degrade easily, and require special handling.
Increasing numbers of power utilities are eyeing biomass as a source of fuel, primarily as a means of lowering CO2 emissions. New biomass boilers are being constructed, but many coal-fired boilers are being converted for co-firing with biomass or converted to 100% biomass. Biomass can be introduced into combustors as hog fuel, wood pellets, or injected as a powder. In Canada, many people and companies have extensive experience handling woody biomass in all its myriad forms. However, with the recent rush to use biomass for renewable energy, there are a lot of interested and well-intentioned but woefully inexperienced people vying for grants and proposing new projects, who have little or no experience with biomass.
Care must be taken in the design of your biomass handling system, whatever the form. The topic of design is as varied and complex as the material itself. My intent is to provide a description of things
to consider when designing systems to handle woody biomass in the form of hog fuel and pellets.
A general tendency in most projects is to view the biomass handling system as the least glamorous part of the processing facility, and it is the area where most people try to cut costs. In any project, it is imperative to minimize costs, but the biomass processing system is not always the best place to do so.
design Considerations
The purpose of a biomass processing and handling system is to produce a feedstock that is consistent in constituents, size, and moisture content. Depending on the variety and form of the raw incoming material,
processing systems can be quite complex. Many factors affect the design of the biomass system, including the type of facility, capital cost, location and space, type and required quality of material, method and timing of delivery, and climate.
Type of facility: The requirements for a facility that generates power for sale and must run 24 hours/day, 350 days/year at more than 95% uptime are much more rigorous than for a facility that uses the energy in-house and doesn’t suffer punitive damages from being off-line. A power producer must guarantee reliability; therefore, the fuel handling system must be reliable and in some cases redundant. Additionally, an independent cogeneration or combined heat and power facility must
Photo: Laidig
meet the requirements of both the host company and the power recipient.
Capital cost: Generally, the cost of the biomass handling system is not a constant percentage of the cost of whole facility; the smaller the facility, the greater the percentage cost of the fuel handling system in relation to the cost of the whole facility. Hence, there is greater pressure to reduce costs at
smaller facilities, which often results in an inferior biomass handling system.
Location and space: A facility that is located in an urban area will likely be required to meet stricter environmental conditions than one isolated in the country, possibly including an enclosed biomass handling system and an odour control system. Biomass handling and storage requires
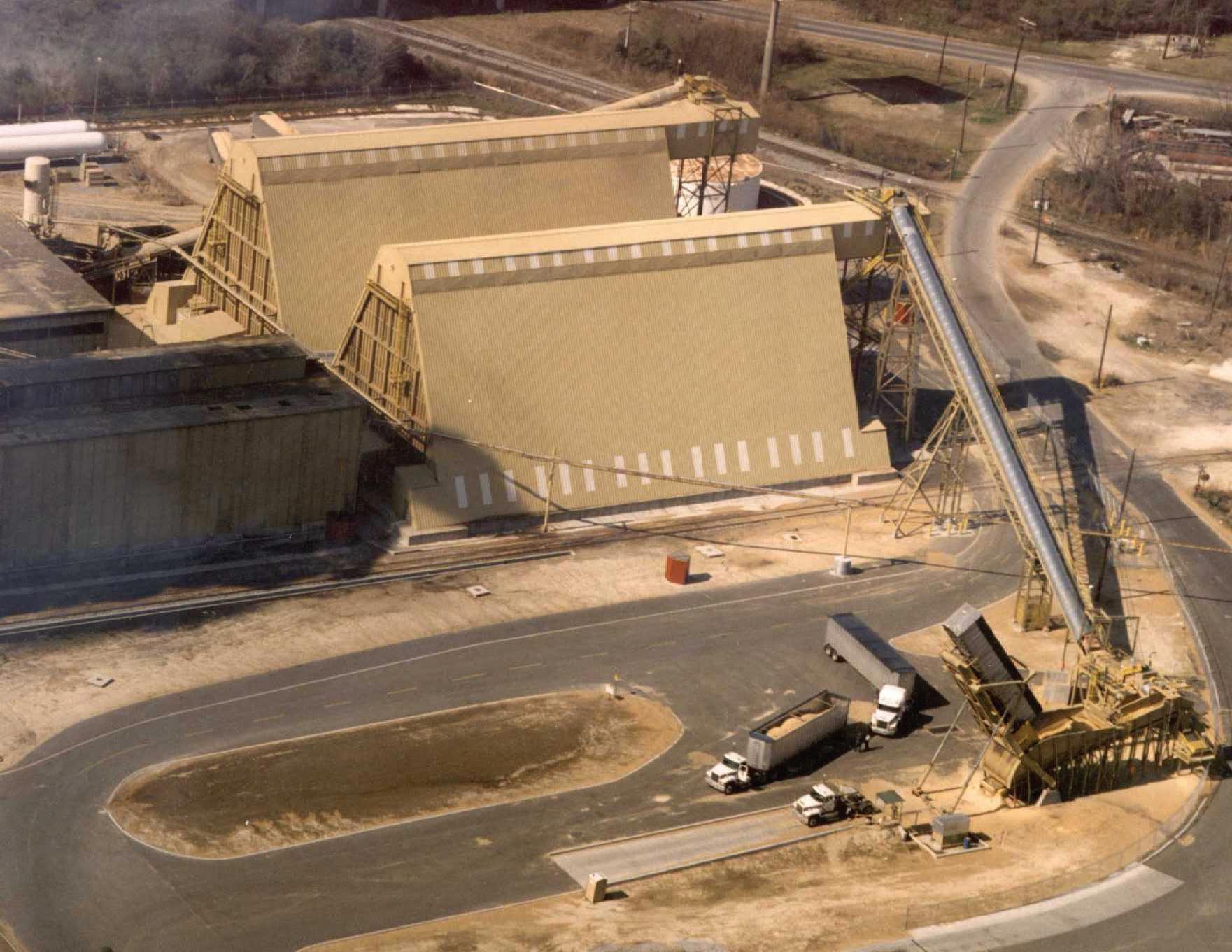
MAIN: Covered storage is costly and only necessary in special circumstances. In most climates and locations, open storage piles are suitable.
BELOW: Biomass delivery by barge is popular on the west coast and requires unloading equipment, a receiving hopper, and an onshore transport system.
considerable space. However, biomassfired facilities are often located adjacent to other existing facilities and space can be at a premium. The available space has a tremendous effect on layout, and layout affects process operability and capital cost.
Incoming material: For the purposes of this article, the incoming material is pre-processed hog fuel or wood pellets. The handling systems for hog fuel and wood pellets would be quite different. For hog fuel, if possible, establish quality specifications with your biomass suppliers that have material, size, moisture content, and contaminant requirements. Establish a fuel sampling process to ensure quality. Wood pellets are usually manufactured to an industry standard.
If the quality and form of the incoming material is quite different from that of the required combustion fuel, then suitable processing equipment will be required onsite. It is my experience that the quality of incoming material will not always be as specified, and you must have the ability to deal with sub-quality material, either with equipment or procedures.
Delivery method and timing: How the material is delivered has a big effect on the biomass handling system. The systems required for truck, rail, and barge receiving and unloading are quite different and affect the layout, cost, and process. The delivery hours per day and days per week and interruptions in supply must also be considered. If the fibre source is shut down for prolonged periods, you will need more storage. If you have established supply contracts and your plant is down for a prolonged period, you will need more storage or will need to find another place that can take the material temporarily.
Climate: The biomass handling system for a facility located in northern Canada is much different from one on the west coast or one in the southern USA, so make sure your system designer has the appropriate experience.
Consider that an EPC (engineering, procurement, and construction) or design/ build contractor will want to minimize
Photo: Paul Janzé
LEFT: A self-cleaning magnet to remove tramp metal is best located over a pulley transition where the biomass is briefly suspended in air.
ABOVE: A new side-dumping tipper is effective at dumping Super B-Trains in cold climates.
his/her costs and often does so in the biomass processing area. To avoid this, hire a competent owner’s engineer with good biomass handling experience to do the conceptual design and write the design/build specification document for your biomass handling system.
assemBling the pieCes
Generally, a hog fuel handling system requires the following subsystems.
Delivery/receiving system – The design of a truck receiving system depends on the type of truck being used to haul the biomass. Trucks can be self-unloading or non-self-unloading and can vary in size from a single trailer to Super B-Trains. Additionally, trucks tend to come during daylight hours, so the system must be designed to handle the peak flow.
A delivery receiving system using selfunloading trucks would include a truck scale, receiving hopper(s), and conveyors. Self-unloading trucks are available as endor side-dumping or with live floors. For non-self-unloading trucks, a truck tipper is required. End-dumping tippers come in many configurations and sizes. A new side-dumping tipper has been shown to be very effective at dumping Super B-Trains
in extreme cold climates.
Biomass delivery by rail requires a railcar scale, a railcar moving system, an unloading system, receiving hoppers, and conveyors to storage. Unloading systems can be as simple as mobile equipment or can be an end-dumper or, for high capacity, a roll-over dumper.
Biomass delivery by barge is popular on the west coast, and the unloading equipment varies. The best and most simple system uses mobile equipment that drives onto the barge via a ramp. The ramp is equipped with a receiving hopper that the mobile equipment fills. The hopper discharges into the conveyor system to storage. Other systems use dockside knuckleboom loaders or overhead cranes with clamshell buckets. Delivery by barge requires a docking or mooring facility, and possibly a warping system, that will accommodate water level changes.
Conveying systems – Belt and chain conveyors are most common because of their reliability. Generally, belt conveyors are less costly, but require more real estate because of their lower operating slope; however, belt conveyor slope is greatly reduced in cold climates to prevent material slippage. Conveyor speed should be kept quite low, less than 400 feet/minute. Belt loading should also be kept low to allow for oversized material. A belt weigh scale is often included.
Chain conveyors can operate at steeper slopes and are suitable for shorter or complicated runs. Avoid concave vertical curves. Use abrasion-resistant wear plates; however, rocks and grit tend to become
Photos: Paul Janzé
embedded in the UHMW (ultra-high molecular weight polyethylene material) and will wear out chain quickly, so take care where you use them. Chain conveyors are costly, so resist the urge to undersize components to save on cost.
Avoid chute valley angles less than 45°. With some materials and in some conditions, even this is not steep enough.
Dilute phase pneumatic conveyors have long been used for transporting hog fuel. They are less costly than belt or chain conveyor systems, but have high power requirements and can generate a lot of fugitive dust.
Screening/metal removal system –
A scalping screen is recommended for removing gross over-sized material, which you can expect to get in your system regardless of the assurances of your biomass supplier. The disc type of screen is best suited to this tough application and is also quite good at removing stones larger than the screen opening. Use abrasion-resistant steels and don’t undersize the screen.
Depending on the quantity of gross over-sized material rejected by the screen, there may or may not be a grinder/hog. If
one is required, use a solid rotor, high inertia hog. Additionally, a metal detector belt should be installed before the hog to stop the feed if large pieces of tramp metal are detected.
Ferrous metal removal is essential and can be accomplished with a magnet. There are several magnet types and arrangements available, but the primary magnet should be self-cleaning. Avoid locating magnets in the cross-belt configuration, as the magnet will have difficulty removing metal that is underneath the load. Locate the magnet over a pulley transition, where the material is falling and is suspended. If possible, locate the magnet after the scalping screen to ensure that gross over-sized material will not jam between magnet and conveyor.
Storage and reclaiming system –
The amount of storage required depends on: (1) the minimum amount of material required to maintain reliable operation; (2) the longest period of time that the flow of incoming material may be interrupted; and (3) the longest amount of time that the plant must continue to receive biomass when it is not consuming fuel.
Covered storage is costly and only
Wood Grinding
(Wet and Dry)
Optimum
IT DOESN’T TAKE AN ECONOMIST TO HELP SOLVE OUR NATION’S BIGGEST CHALLENGES. IT TAKES A LOGGER.
With woody biomass, the forest has untapped, and unlimited, possibilities. It can create jobs. Strengthen communities. And increase our energy independence. It’s why we’re doing everything we can to help you harvest this potential on the forest oor by helping give you a voice in energy policy and your own town hall. And it’s why we’ve created a complete biomass harvesting system designed to help you harvest biomass in a competitive and eco-friendly way. So see your dealer or call 1-800-503-3373. At John Deere, We’re For Loggers.
Paul Janzé
has its place. Choosing the right system depends on: the material, the amount of storage required, the amount of live-storage required, the need for first-in/first-out flow, the ability to accurately meter the material, the need for mixing, and whether covered storage is required. I’ve found that fully automatic systems with 100% live-storage are prohibitively costly. Most projects that I’ve been involved in end up with something less, usually with enough live-storage for two to four hours of operation with no intervention.
Under-pile chain reclaimers are the lowest cost but have the smallest live-storage and tend to bridge. Ladder-stoker reclaimers have been in use for decades, are quite reliable, and have somewhat more live-storage. Depending on their size, over-pile rotary chain reclaimers can have live-storage of 12 to 24 hours, but are more costly.
Under-pile rotary screw reclaimers work well and do a good job of mixing, but are costly. Under-pile linear screw reclaimers also work well, do a good job of mixing, and can have the largest live-storage volume; unfortunately, they are very costly.
necessary in special circumstances, e.g., in certain urban environments that mandate it, where the biomass is quite dry (less than 25% moisture content) and the climate very wet, or where the material is wet and there is a possibility of it freezing into lumps. In most climates and locations, open storage piles are suitable. Using wind fences can minimize dust issues.
Pile building can be accomplished by mobile equipment, over-pile belt or chain conveyors, slewing/luffing stackers, or pneumatic conveyors.
There are many storage and reclaim systems available and each
Live-bottom silos are suitable for storing some biomass such as wood chips, sawdust, pellets, and shavings, but are not recommended for hog fuel that contains a wide variety of sizes and stringy bark.
Conveying system to combustor – The conveying system to the combustor should include a weigh scale and tramp metal magnet. Additionally, a final scalping screen is recommended. The type, quantity, and size of fuel feed bins is usually specified and supplied as part of the combustor package. The conveying system to the combustor should be capable of distributing the hog
manufacturing and construction capabilities are extensive from vertical stationary hogs, portable systems to complete turnkey projects. We have in house engineering to provide onsite support before, during and after installation. We are very proud of our customer relations with 24/7 service for over 30 years.
The conveyor system from the reclaimer to the combustor feed bins should be variable speed to keep a near-constant level in the fuel bins.
Photo:
fuel uniformly so that the fuel bins remain full.
The conveyor system from the reclaimer through to the combustor feed bins should be variable speed and should remain full to minimize the lag time between the reclaimer and the fuel feed bins, thereby keeping a near constant level in the fuel bins. With today’s accurate bin level sensors controlling the feed conveyors to the combustor, it is no longer necessary to overfeed the bins and have a return conveyor system to the storage pile.
Dust collection systems – Hog fuel can be quite dusty, and you should provide for dust containment, suppression, and collection in your design. In some cases, high-efficiency cyclones may suffice, but in others, bag houses will be required. If the dust is sufficiently fine, spark detection, deluge systems, and abort gates may be required.
Rock/sand removal systems – Rock and sand removal systems are costly to install and operate and are rarely used. It is far better to prevent the rocks from entering the material flow than it is to remove them afterwards. Consequently, outdoor storage piles should be paved.
Bark presses/dryers – In most greenfield cases, it is best to design the combustor to suit the moisture content of the material being used as fuel, rather than attempting to dry the biomass. However, in some brownfield installations, bark dryers are necessary to reduce the moisture content of the biomass to a range that is compatible with the combustor. Sometimes on the west coast, biomass is so wet (over 60% moisture content) that bark presses are necessary to reduce the moisture content to 55%.
pellet Considerations
Wood pellets are quite dry (12 to 15% moisture content), fragile, and break easily each time they are handled, so a material handling system for wood pellets has special requirements, including keeping them dry. The dust produced by degrading pellets is very fine, combustible, and explosive; therefore, dust collection systems with spark detection, deluge systems, and abort gates are essential.
Minimize the number of times the pellets are handled and use gentle handling equipment, including: self-unloading, live-floor trucks or bottom dump railcars; live-floor hoppers; conventional belt conveyors or steep angle belt conveyors; silos with gentle loading chutes and sloped bottoms to variable opening discharge chutes; belt conveyors to the fuel bins; screw distribution conveyors over the bins; and dust collection systems. If the wood pellets are being co-fired with pulverized coal, they will also need grinding or pulverizing before injecting into the combustor. •
Paul Janzé has more than 30 years of experience in engineering design, project management, and equipment manufacturing and maintenance, primarily in the forest products and energy industries. His material handling experience includes biomass handling and processing of forest residuals, logs, lumber, chips, wood waste, straw and poultry litter, sludge and biosolids, municipal solid waste, and coal and ash handling. His specialties are fibre flow analysis, process optimization, and designing novel solutions to complex processing and handling problems. Visit Paul’s blog at www.advancedbiomass.com or contact Paul at Ausenco Sandwell in Vancouver, 604-684-9311, pjanze@ausencosandwell.com.
Big-volume Producer
Biomass isn’t a new development for this eastern North American forest management company.
By Bill Tice
Biomass
is often associated with new and innovative sources of fuel for power generation, but at Acadian Timber, it has been a big part of the company’s business for over two decades.
“We actually started delivering biomass through a slash recovery program back in 1989,” explains Normand Haché from his office in Plaster Rock, New Brunswick. Haché is a registered professional forester and a superintendent for Acadian, which handles all aspects of forest management, from growing seedlings to harvesting and delivering logs and wood fibre. “That first project was for a company in Maine that was looking for a secure supply of biomass,” he adds. “They were located just over 70 kilometres from our base here in New Brunswick, and the contract provided us with a steady stream of local business. It turned out to be a great market for a previously unused product.”
At that time, Haché and his fellow employees were the woodlands group of Fraser Papers and they handled all of the lumber and pulp and paper company’s forestry and fibre supply activities. Following the success of the Maine project, they added to their biomass repertoire in the mid1990s when Fraser Papers installed a 45MW biomass-fired power plant of its own at its pulp and paper mill in Edmundston, New Brunswick. From that point on they never really looked back, says Haché.
BeComing aCadian
Things did change for Haché and the rest of the staff and crew of the Fraser Papers’ Woodlands Group in January of 2006
Boyd B. Harding, Acadian Timber’s biggest contractor, runs a fleet of four Morbark whole-tree chippers to process the biomass left over from harvesting.
when they became part of Brookfield Asset Management Inc., a global asset manager focused on property, renewable power, and infrastructure assets. Brookfield, which has more than $100 billion of assets under its management, now controls over 50% of Acadian Timber Corp. and also holds a controlling interest in Longview Timber, Fraser Papers, and British Columbia’s Island Timberlands. Despite the ownership change and name change to Acadian Timber, Haché says
that their mandate remained relatively unchanged and they continued to deliver logs and other fibre, including biomass, to over 100 customers, primarily in New Brunswick, Maine, and Quebec. Today, Acadian Timber works in many areas of New Brunswick and Maine. The company is one of the largest timberland operators in the region and owns almost 450,000 hectares (1.1 million acres) of private land, 92% of which is productive forestland. “We own 310,000 hectares
(765,000 acres) here in New Brunswick and another 126,000 hectares (311,000 acres) across the border in Maine,” explains Haché. “We also manage 532,000 hectares (1.3 million acres) of New Brunswick Crown land,” he adds.
inCorporating Biomass
Biomass fits well with Acadian Timber’s business model, as the company can incorporate biomass production into its day-to-day and long-term planning and operations. Haché says it “just makes sense,” as with a little extra work during the block planning and harvesting processes, they can use almost 100% of the
timber on a block. It creates synergies for everyone involved.
“Basically, our management plan forms the basis of everything we do,” he explains. “We plan at least one year out and we know where we are going and what we will be doing. When we get to the block and start working, the delimber operator makes the decisions. He decides if a log is sawmill quality, a peeler for plywood, a pulp log, or biomass. He separates the logs into the different sorts, and when he delimbs and bucks the logs, he makes a separate pile for the tops and branches, as they will go into the slash recovery program.”
LEFT: Harvesting details are planned ahead so that residue chipping and trucking is as efficient as possible. BELOW: Normand Haché, superintendent for Acadian Timber, says that biomass fits well with the company’s business model.
Most of the logging and biomass production for Acadian is done by contract crews and is handled with a combination of feller bunchers and grapple skidders. “That’s the process for 85% of the blocks we harvest,” Haché explains. “About 10% is done with processors and porters (forwarders), while the balance is hand felled and then transported with a TLD Gauthier carriage system out of Saint-Gilbert, Quebec. This cable system is mainly used in buffer zones.”
In total, Haché says, Acadian works with nine logging contractors, but only four of the contractors handle biomass. Two of those four will do both biomass and more traditional harvesting. Between Acadian’s own timberlands in New Brunswick and in Maine, the company has a “long-run sustainable yield” of 928,000 cubic metres/year – 651,000 cubic metres on the Canadian side of the border and 277,000 on the U.S. side. They also have an annual allowable cut on the New Brunswick Crown land of 1.1 million cubic metres, of which 650,000 cubic metres is harvested by sub-licensees and the balance is handled directly by Acadian Timber. In terms of biomass, Haché says they have averaged about 350,000 tonnes of biomass annually over the past five years, making the company one of the largest biomass suppliers in the region.
Biggest ContraCtor
Acadian’s largest logging and biomass contractor is Boyd B. Harding, a homegrown logging and transportation company from Plaster Rock. “We handle logging, chipping, and trucking for Acadian’s traditional logging side and their biomass business,” says Darren Burgoyne, trucking supervisor and senior manager at Boyd B. Harding, which has been in business for around 35 years. Today, the company employs in excess of 80 people year round and runs seven crews on a regular basis – three for handling logs that will go to sawmills, panel mills, and pulp mills, and four for biomass harvesting and processing. Burgoyne, who grew up in Plaster Rock and has been with the company for
23 years, says that Acadian Timber is by far their largest customer, adding that they typically harvest about 200,000 cubic metres of roundwood annually for Acadian and last year processed close to 240,000 tonnes of biomass for the company.
In terms of equipment, Boyd B. Harding runs a fairly substantial fleet of gear, including four Morbark 30-inch whole-tree chippers, a Tigercat 822 and two Tigercat 860 feller bunchers, four Caterpillar 322 machines all equipped with Denharco delimbing heads, and 16 skidders – one is a Tigercat E620C and the balance of the skidders are Cat 524, 535, and 545 models. “We have two skidders working with every delimber, and each site has at least one spare skidder in case of breakdowns,” Burgoyne explains. “That way, we can keep our productivity up.”
Log loading is all contracted out. For biomass, the company’s Morbark chippers feed straight into waiting chip vans. Each of the chippers has its own dedicated Caterpillar skidder for moving materials to within reach of the chipper’s grapple.
On the biomass side, Burgoyne says they have worked with Acadian since day one, back in 1989, and have developed a system that really works for them in terms of efficiency and productivity. “We take a good look at how far out the chippers are working and we know the turnaround times for the trucks from the bush to the delivery point, so we basically just make sure we have enough trucks arriving at each block at the right times,” he explains. “We don’t want a truck sitting in the bush waiting and we don’t want the chipper to have to shut down because he has nowhere to put the chips. Our goal is at least 10 loads/day from each chipping site and, in many cases, we will do more.”
triCks of the trade
Burgoyne says that they have developed a few tricks over the years to help the crews meet maximum productivity when it comes to biomass production. “It’s just little things,” he notes. “For example, in the winter we change the angle of the knives in the chippers, which makes them last longer between knife changes. We also position the equipment on angles so that we can minimize moving; we always work from the right-hand side when we are coming out of the bush so that production flows; and we make sure our branches are piled neatly, which minimizes tangling. If we can save just a few seconds on each grapple load being put into the chipper, it adds up to a huge amount of time and a big increase in productivity over the course of a day. We target one load of biomass in the truck every 30 minutes.”
Safety is of course a big concern, and Burgoyne says they have developed a homemade system for safely and efficiently dealing with one issue many biomass producers face – Y-shaped trees. “We have welded a piece of steel on to the side of every chipper we own, and if the operator gets a Y-shaped tree, he just slides the Y under the steel and it breaks off as he pulls the tree through. He doesn’t need to get out of the cab with his power saw, which is not only safer, it’s quicker.”
truCking Challenges
One major challenge Burgoyne says that they must deal with is trucking weights, especially when they cross the border into Maine. “They can bar you from entering the United States if you are overweight,” he explains. “We have gone with lightweight
Material Handling for Woody Biomass
Biomass
Pulverized
trailers from Manic Trailers in Quebec, and all of our trucks are equipped with air ride and gauges that provide the drivers a pretty good idea of where they are at.”
Burgoyne knows the trucking business well. He was a driver for five years with Boyd B. Harding before moving into management, and the company owns Tobique Western Star, which is the truck manufacturer’s dealer in northwest New Brunswick. They have also gone “high tech” by equipping each truck, including the chip trucks, with a global positioning system (GPS) that records speed, downtime, and travel routes. “We call it ‘the black box’, and it provides me with a printout every Monday that shows exactly what each truck did for the previous week,” says Burgoyne. “If I see on the printout that a truck sat in the woods for an hour and a half, I can start asking why, and even in terms of speed, the trail the truck covered will turn a different colour if they exceeded the speed limit. Shadow Tracker manufactures the units and our cost was about $700 per truck. It was another $1500 for the base unit, but in my opinion, the payback was quick and it was worth the investment.”
For Acadian Timber, biomass has become a mainstay of its business, and contractors such as Boyd B. Harding keep the fibre flowing. Acadian’s Haché sums it up nicely. “Developing and building the biomass business has been great for us, our customers, and for our contractors,” he says. “We are able to take a product that would have been burned in the bush 25 years ago and turn it into a viable and profitable business that is good for everyone’s bottom line and the environment, as it allows us to use almost 100% of the fibre we harvest.” •
Conveying & Storage Gear
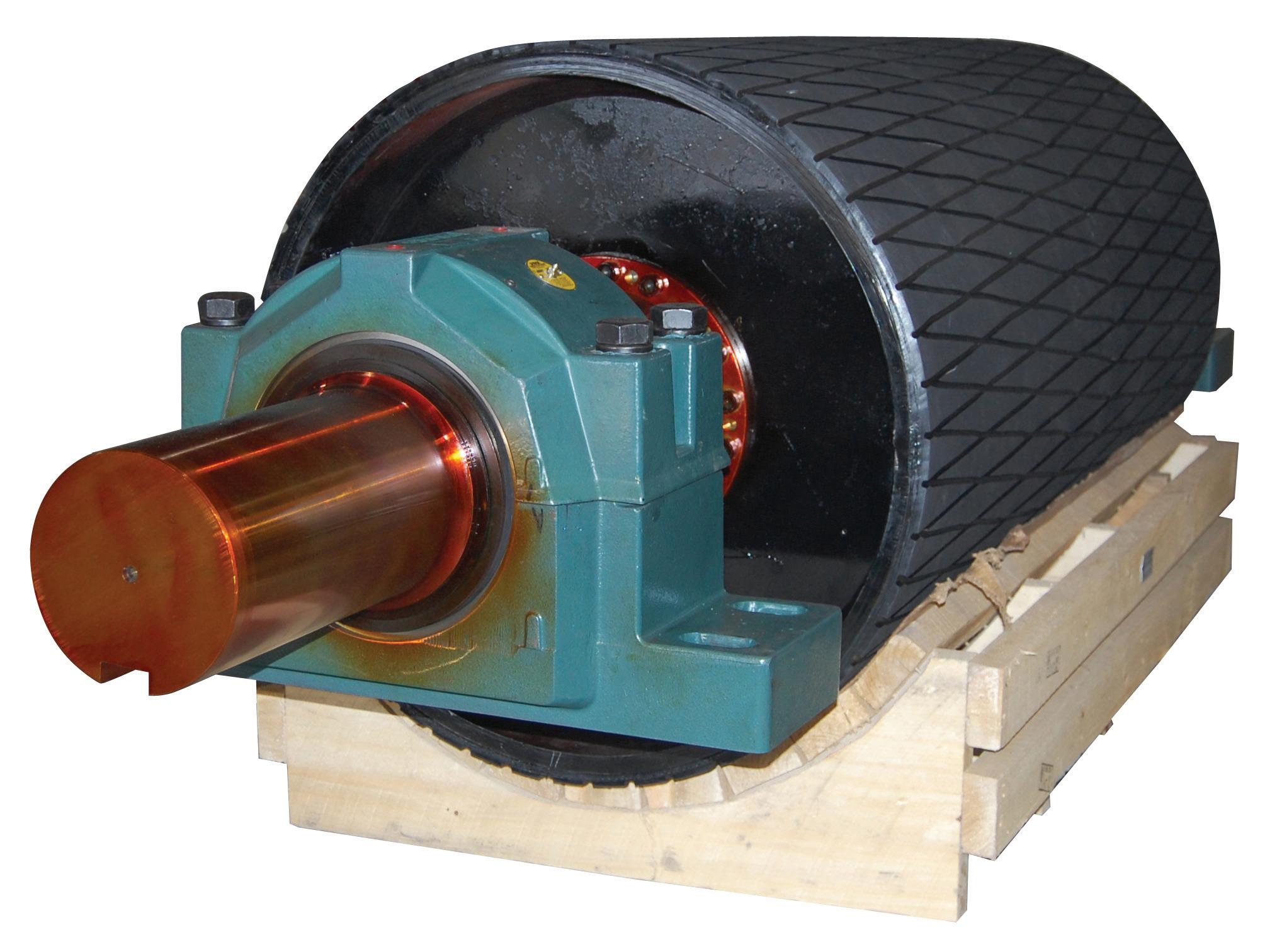
SUPERIOR INDUSTRIES
Superior Industries, which manufactures conveyor systems and components, has a new Core Systems design program. Core Systems offers drive and tail pulley assemblies custom-engineered for specific applications. It creates cost efficiencies for customers by ensuring that drive components are ideally suited for the particular job specifications while making sure that power requirements are met. Each customengineered drive assembly is delivered as a pre-assembled package, eliminating the costly labour involved in on-site assembly and reducing installation time. The shaft on each assembly is protected by a specially developed rust prevention treatment. www.superior-ind.com, 1-800-321-1558
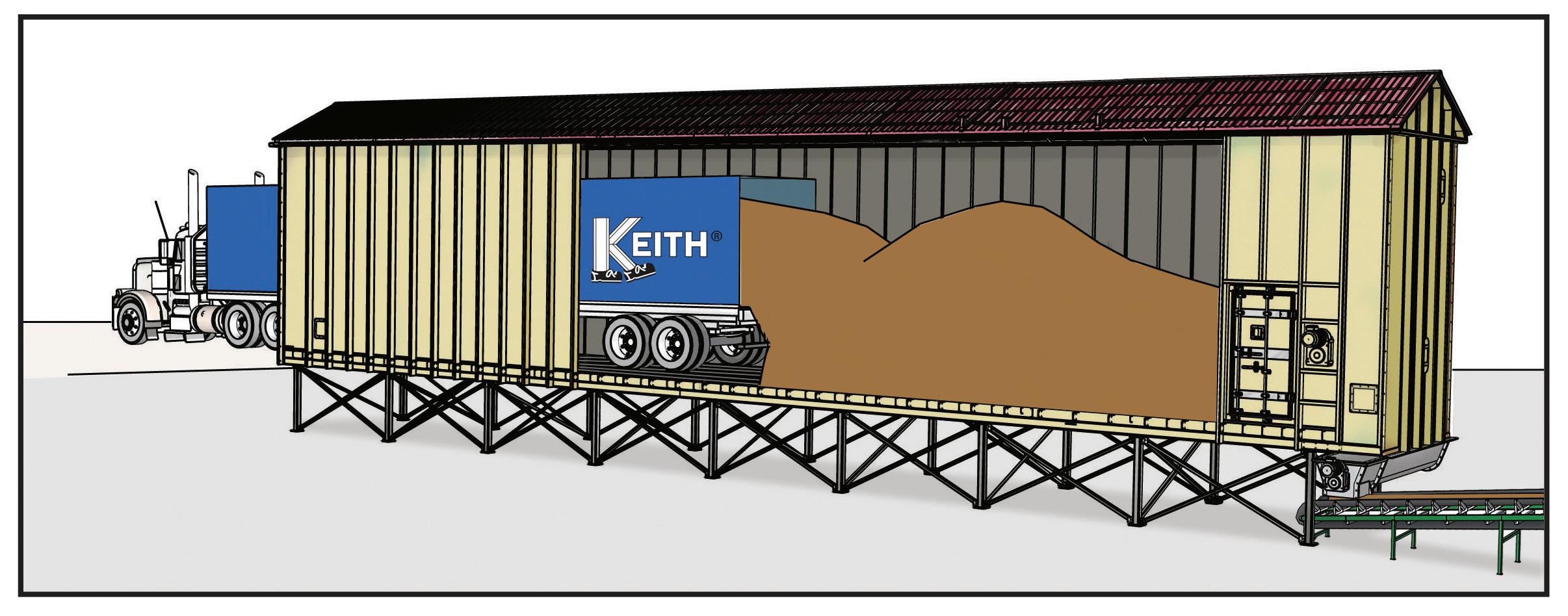
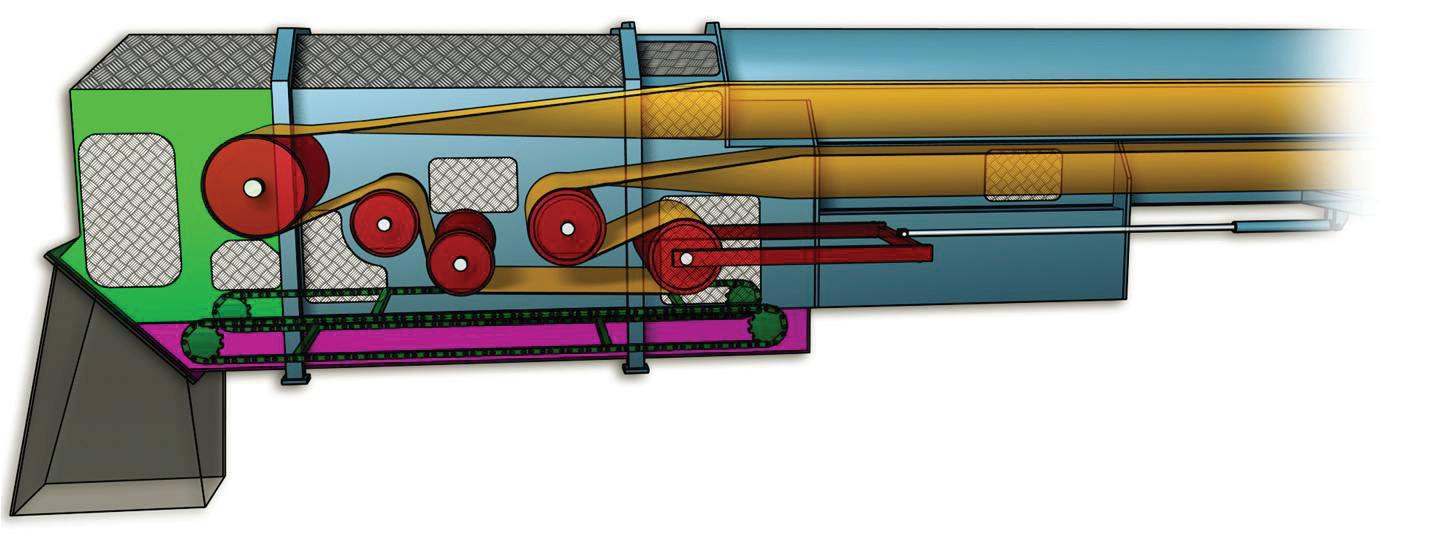
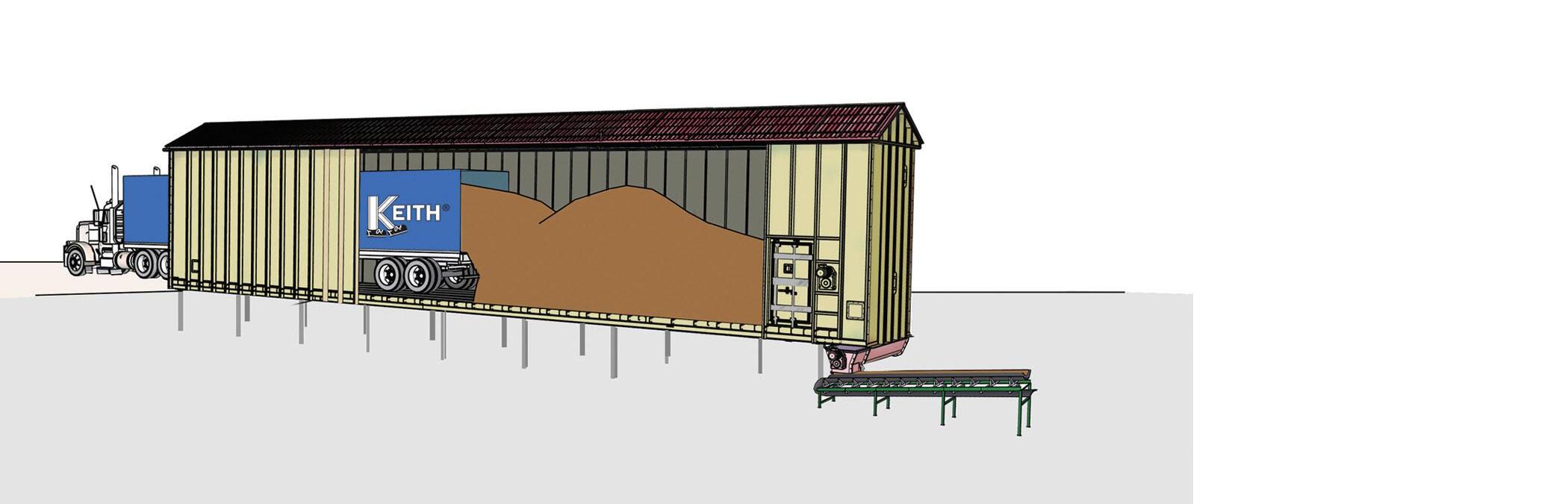
KEITH WALKING FLOORS
Walking Floor systems from Keith Manufacturing are integrated into material handling systems as receiving, storage, and metering bins. The Keith DrivOn bin is designed to facilitate the delivery of material directly into the plant distribution system. Material is unloaded directly onto the DrivOn bin, where it is stored and metered as needed. The Walking Floor system handles difficult materials, providing the ability to move solid materials of almost any size. The load is distributed across reciprocating slats, resulting in a conveyor with low power requirements. Systems are designed for commercial, agricultural, and industrial customers and used in many applications. www.keithwalkingfloor.com
WESTERN PNEUMATICS
Western Pneumatics manufactures equipment and systems to handle all types of wood byproducts. Belt, chain, or screw conveyors can move and meter large or small mass flow rates of material. Dust control plays an important role when moving wood; with the new POP filter, Western Pneumatics can clean various air volumes with the most efficient patented cleaning system. High-pressure systems can move large quantities of wood efficiently to various places at a plant site. If wood needs to be transported off-site, Western Pneumatics’ truck bins are the heaviest built and can store 15 to 42 units per bin. www.westernp.com, 1-541-461-2600
To complement our material handling feature in this issue of Canadian Biomass, we have compiled a listing of new products, product upgrades, feature products, and systems and service providers for biomass conveying and storage. All information has been provided by the suppliers and manufacturers.
EDEM/OPTIMIL CONVEYORS
All Edem medium, heavy, and extra-heavy duty vibrating conveyors for wood waste, chips, hog fuel, and oriented strand board/panel board operations are available in both unbalanced and dynamically balanced configurations. Every Edem vibrating conveyor has a rugged coil spring/ eccentric shaft drive assembly. This simple, reliable design feature means that Edem conveyors have very low horsepower requirements. Power is provided by a premium-efficiency, totally enclosed fan-cooled electric motor and standard/Vbelt drive. Each conveyor is custom engineered to exact customer requirements. Options include double action screens and perforated plate sections, plus units with Edem metal detector and patented magnetic traps that remove tramp metal. www.edem.com, info@optimil.com, 604-946-6911
LAIDIG SYSTEMS
Laidig Systems offers a solution to silo/bin hang-up problems: higher delivery rates using the rugged and improved Model 698 Silo and Reclaimer System. This track-driven reclaimer has a sweep auger rotating 360° around the bin, helping create mass flow and enhancing first-in-first-out flow. The Model 698 Reclaimer handles a variety of biomass materials including wood chips, sawdust, shavings, corncobs, and other cellulosic materials for both process and fuel. In addition to the complete line of track-driven silo reclaimer models, Laidig offers an entire family of heavy-duty flat bottom and cone bottom reclaimers, which can be installed into new or existing silos, bins, and domes. www.laidig.com, 1-574-256-0204, sales@laidig.com
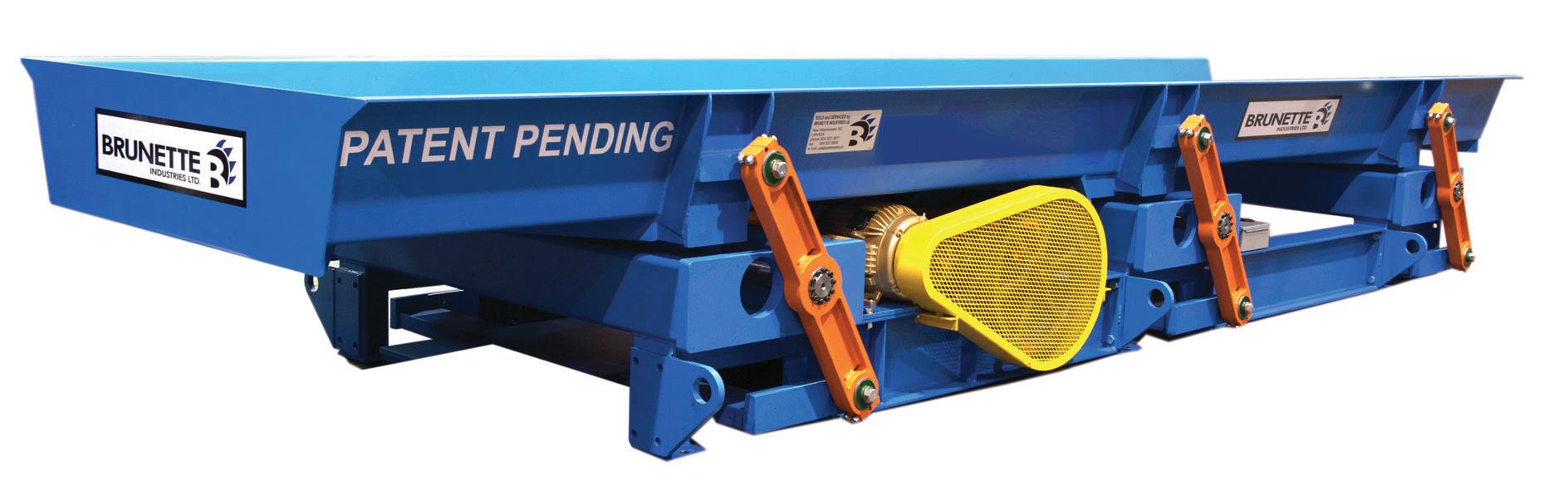
BRUNETTE INDUSTRIES
Brunette Industries is launching a novel and simple vibrating conveyor. Its design optimizes low-cost maintenance and maximum uptime efficiencies by being fully balanced at all strokes and using a springless vibratory mechanism. The stroke is changed by adjusting the rpm of the drive motor via a VFD input. This versatile conveyor is suitable for many industries, including biomass, recycling, pellet manufacturing, sawmilling, plywood manufacturing, oriented strand board manufacturing, food processing, and agricultural industries. It is available in different widths and lengths, complete with size-specific screening options and metal detection. The Brunette Vibrating Conveyor is built to suit the customer’s needs. www.brunetteindustries.com
HALLCO LIVE FLOORS
Hallco Live Floor systems are used for the self-loading and unloading of all forms of woody biomass, demolition debris, tree trimmings, mill residues, and green wastes. Hallco Industries can supply any number of its drive units and deck styles to fit any trailer specifications. www.hallcoind.com, info@hallcoind.com
CLARKE’S FLO-MATIC STORAGE BINS
The Clarke’s Industries’ FloMatic storage bin provides for an economical means of storage and metering of waste wood products. Material enters through the top of the bin and is distributed full length via a mechanical conveyor. The FloMatic bin has reinforced negative sloped steel wall panels that are smooth on the inside. The discharge system from the bin uses a heavyduty auger that is forced into the material pile by a traverse mechanism drive. As the auger turns, it discharges a controlled flow of material out one side of the bin onto an accumulation conveyor, which transports the material outside of the bin. www.clarkes-ind.com, 1-541-343-3395
BRUKS CONVEYOR REDESIGNED
Bruks has redesigned the head pulley unit on the popular Tubulator air-supported belt conveyor to include provisions for a snub pulley, an integrated gravity take-up pulley, and an extended discharge chute with a scraper conveyor to control fugitive dust and debris inside the enclosure. In combination with industry-standard belt scrapers, the Bruks Tubulator head pulley remains clean. This new unit has been incorporated into several installations. A cushion of air supports the belt down the length of the conveyor, which has no idlers. Small fans provide air pressure to suspend the belt inside a tube. www.bruks.com, Desmond Smith: 1-360-348-2220 or des@bruks.com
DOPPSTADT DUS CONVEYORS/SORTERS
PROCESS BARRON RECLAIMERS
ProcessBarron has been manufacturing and installing rugged, reliable biomass reclaimers throughout North America for over 20 years. From underpile drag chain reclaimers, circular screw reclaimers, and travelling screw reclaimers to fixed or radial stack-out conveyors, ProcessBarron does it all. Reclaimers vary in fuel storage capability, but ProcessBarron will custom design a system to match power production needs and budget constraints. Reclaimers are coated with special abrasion materials to protect them from erosion, with shafts, bearings, and drive components engineered to handle the forces and stress of biomass. Motion sensors and plugged chute monitors also are available to provide reliable operation.
www.processbarron.com
ALLIED BLOWER
Allied Blower & Sheet Metal Ltd. is a turnkey systems expert with over 35 years of design, fabrication, installation, and service expertise in conveying, handling, and storage equipment. Allied worked on the first North American high-moisture wastewood energy system, as well as numerous pellet mills and wood energy projects across Canada, including the current Kruger tissue/Nexterra syngas power plant in New Westminster, BC. Customers include Pope & Talbot, Luscar, Pacific BioEnergy, Pinnacle Pellet, Peace River Coal, Epcor, Grande Cache Coal, Canfor, and Weyerhaeuser. Allied completes more than 3,000 projects annually, creating systems for dust control, wood, and pneumatic conveying, and fabricating components and systems for gas cleaning and volatile organic compounds control.
www.alliedblower.com, Bruce Wendel: 604-930-7000
MACHINAGE PICHÉ
Doppstadt DUS waste wood/fibre conveyors and sorters are available with electric or diesel hydraulic drives and have integrated SM start/stop controls. Units have 64-inch discharge chutes with open troughing at chute areas. Options include hydraulic head and tail fold, cross-belt magnet, auxiliary hydraulic connections, stabilization crossbars, and transportable models. www.groundworx.ca, 780-463-7077
Founded in 1983, Piché designs and manufactures wood handling and processing equipment. The company is Canadian Welding Bureau-certified and also works in the industrial manufacturing sector as a subcontractor. It is managed by a young, dynamic team boasting several years of experience. This team is backed by qualified professionals in engineering, estimating, accounting, administration, project management, manufacturing, and installation. The manufacturing facilities, equipped with state-ofthe-art technology and qualified employees, enable Piché to design a wide variety of high-quality industrial equipment at low cost. The machining department has the tools required to produce both precision and larger parts.
www.picheinc.com
Pellet Power
CCanada should follow Europe’s lead and co-fire wood pellets in its coal-fired power plants.
By Gordon Murray
anadian coal-fired power plants don’t co-fire with wood pellets because it would cost more than coal combustion. Despite the substantial environmental benefits of pellets, power companies have no incentive to reduce emissions of greenhouse gases (GHGs). Even Ontario Power Generation is now considering a switch to natural gas, rather than biomass.
In January 2010, Canadian environment minister Jim Prentice announced that Canada would reduce emissions by 17% from 2005 levels by 2020. In late April, he met with chief executives of energy
co-fire pellets with coal to reduce GHG emissions. In contrast, no Canadian power companies co-fire. Thus, the domestic market for pellets is virtually non-existent.
“For at least a decade, power producers in Europe have been co-firing wood pellets with coal, with more than 100 such plants running currently.”
Fully replacing coal with pellets can reduce GHG emissions by 91% for a coal plant and by 78% for a natural gas combined-cycle power plant. It also reduces emissions of nitrous oxides by 40–47% and sulphur oxides by 76–81%. Even cofiring a mix of 10 or 20% wood pellets with coal provides a significant reduction in GHG emissions. These numbers were determined by a recent Canadian study (Zhang et al. 2010, Life cycle emissions and cost of producing electricity from coal, natural gas, and wood pellets in Ontario, Canada, Environmental Science & Technology 44:538–544).
option for electrical power generation. Unlike coal or natural gas, wood pellets are renewable and carbon lean, meaning that CO2 released during combustion is offset by CO2 captured during subsequent plant growth. The energy in wood pellets (17.2 gigajoules/tonne [GJ/t]) is about the same as that in the lignite coal (16.3 GJ/t) mined in Saskatchewan. Wood pellets burn much like coal and are a consistent size. They break into small particles when processed, which means that they can be mixed with coal without needing a separate system.
companies to propose that coal-fired power plants be phased out over the next 10 to 15 years. He said that Ottawa also plans to impose absolute emission caps on existing coal-fired power plants and establish a market-based system so utilities can buy credits to meet those targets.
“The approach that we've been working toward involves a cap-and-trade system relating to thermal coal, and the requirement of phasing out those facilities as they reach the end of their useful, fully amortized life,” Prentice said.
Currently, wood pellets are not even on the radar. Canada’s 30 wood pellet plants now produce about 1.5 million tonnes/year, with about 90% exported. The vast majority go to European power companies, which
Canada presently consumes 60 million tonnes/year of coal. If Canadian utilities began co-firing with 10% wood pellets, it would create a six million tonne domestic market, quadruple the Canadian wood pellet industry, create more than 1,500 jobs, and eliminate 9% of CO2 emissions from Canadian coal power plants. Experience shows that coal power plants can co-fire up to 30% pellets without burner adjustments.
The European Union has rules requiring member countries to generate 20% of electricity from renewable sources by 2020. For at least a decade, power producers in Europe have been co-firing wood pellets with coal, with more than 100 such plants running currently.
Co-firing is the lowest risk, least expensive, most efficient, and shortest-term
The barrier to co-firing in Canada is that it’s more expensive than dedicated coal systems. However, as the Europeans have found, the environmental benefits far outweigh the costs. Implementing cofiring in Canada will require government regulatory support for lowering GHG emissions. In the 1980s, the Canadian government successfully regulated the introduction of unleaded gas to reduce lead emissions into the environment. Implementing of the use of wood pellets for cofiring with coal is a similar initiative that needs government support.
In a February 1, 2010, speech Prentice said, “For those of you who doubt that the government of Canada lacks either the willingness or the authority to protect our national interests as a ‘clean energy superpower,’ think again. We do and we will.”
The government should convince Canada’s major electricity producers of the benefits of co-firing wood pellets with coal so that our country can make immediate progress toward the goal of 17% emissions reductions. •
Gordon Murray is executive director of the Wood Pellet Association of Canada. He can be reached at 250837-8821 or gord@gordonmurray.ca.
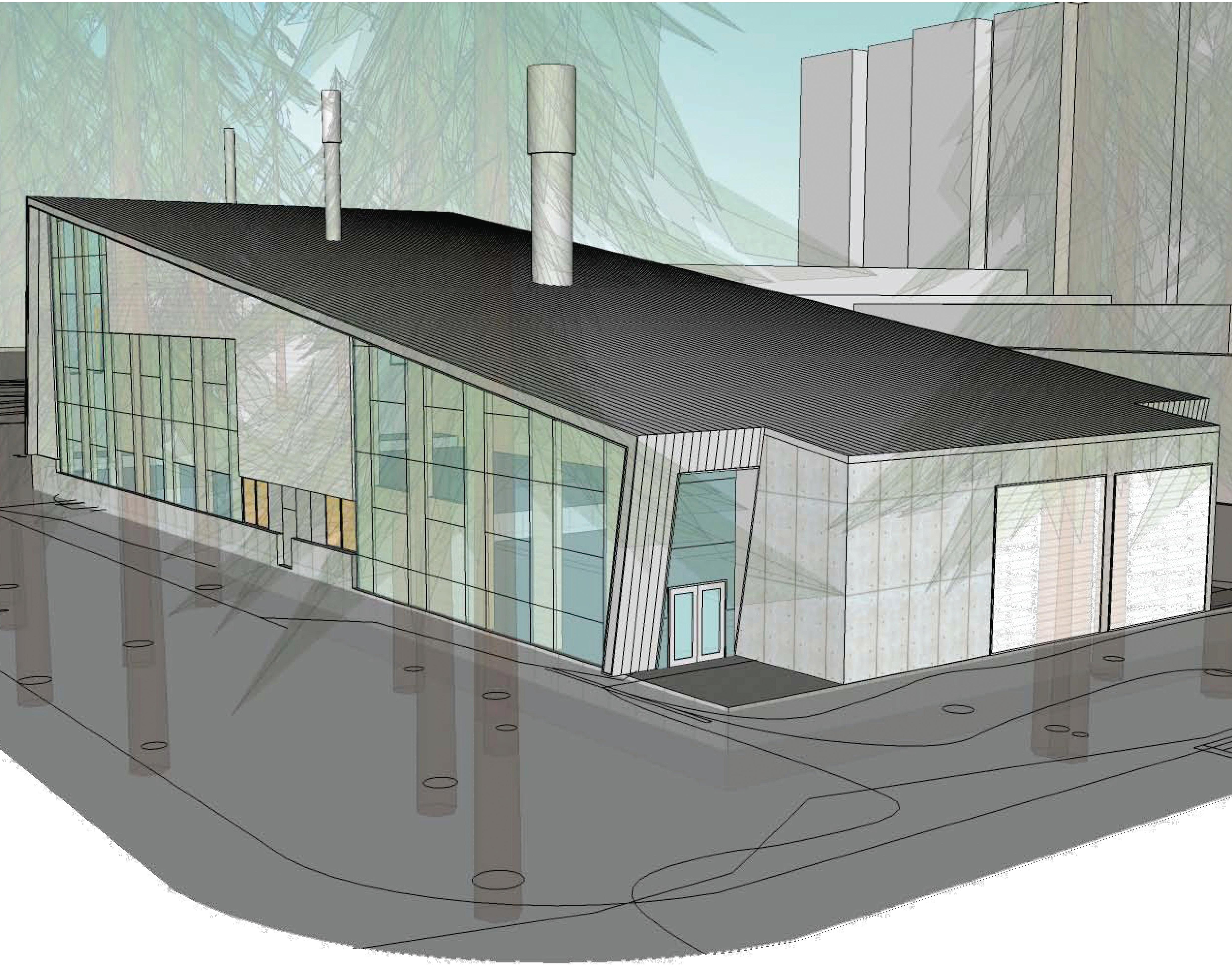
Chp at uBC – ontario pellets
The University of British Columbia’s Vancouver campus will be the site of a new, biomass-fuelled combined heat and power demonstration system.
This system will combine the gasification technology of Vancouverbased Nexterra Systems Corp. with GE Energy’s high-efficiency gas engines to convert local, clean woody biomass into heat and power for campus use.
“In a standard biomass combustion-based combined heat and power (CHP) system, the biomass is burned to produce a hot flue gas that is used to produce high-pressure steam, which is then fed into a steam turbine to generate electricity, as well as hot water and/or low pressure steam,” says Jonathan Rhone, CEO of Nexterra. In contrast, with the system to be installed at University of British Columbia (UBC), the biomass will be gasified to produce a combustible fuel known as synthetic gas, or syngas. The syngas will then be further cleaned by Nexterra syngas conditioning technology and direct-fired into a GE Jenbacher high-efficiency engine that will produce electricity and heat.
Rhone believes this system will be a “game changer” for the CHP market. “Its high efficiencies, reduced emissions, and low operating costs enable a shift from large, centralized biomass plants to smaller, decentralized facilities,” he says.
Rhone claims that this CHP system can provide very high net efficiencies – up to 30% for power only and up to 60% in cogeneration mode – which results in significantly lower fuel costs per unit of energy generated. Because no high-pressure steam is involved, fewer or no steam engineers are required. These factors can help make the system economical at small scales of 2–10 MW.
Dave Woodson, managing director of building operations at UBC Vancouver, says the university has a few potential biomass suppliers in mind, including the city of Vancouver and UBC’s own research forest, and will likely use a broker to coordinate the details. The system is designed to produce 2 MW of power for the campus. It will also generate enough steam to displace up to 12% of the natural gas used for campus heating, reducing greenhouse gas emissions by up to 4500 tonnes/year.
ABOVE: This combined heat and power system will be the first demonstration of its kind in North America producing syngas. Nexterra CEO Jonathan Rhone says that a number of learning institutions in North America have shown interest in the system since the University of British Columbia announced the project.
LEFT: New pellet plants are planned for Ontario, where few pellets are made currently. They’re aiming to supply local residential heating and large-scale power generation markets.
house gas emissions. “The ultimate goal is to get our greenhouse gas emissions to zero,” he says.
“Through this collaboration, we intend to prove the technology at a commercial scale, standardize it, and then replicate it across British Columbia, Canada, and globally,” says Rhone.
Nexterra will install the CHP system equipment and provide the necessary training, startup, and performance testing, says Rhone. “UBC will be preparing the site, providing the foundations and building, as well as making all utilities connections to the building and new system.”
The UBC research facility has a number of bioenergy experts and resources available. An exciting part of the project is the new learning opportunities it will provide. It is beneficial to students who are training to become the next generation of engineers, says Woodson, noting that it’s important to see how far a creative or novel idea can go. This is the first of what UBC hopes will be many new projects for the campus in an effort to reduce green-
“UBC is like a city,” adds Woodson. “We have this really neat opportunity to use the campus and view it as a community, where there aren’t multiple entities that would have competing interests,” he says. “There are a lot of people here supporting the project. We can work through any issues and use it as a means of demonstration, and show that these things can be done.”
Although some details of the project are still under negotiation, construction is expected to begin by mid-2010. The system is expected to be up and running by November 2011.
– Stefanie Wallace
tillsonBurg pellets
Canadian Biofuel is about to begin building a $5-million densified biomass fuel manufacturing plant in Springford, just north of
Illustration: Nexterra/UBC
Tillsonburg, Ontario, pending finalization of funding. Production of pellets and briquettes is planned for mid-August 2010. They’ll be destined for greenhouse boilers and residential stoves.
Ian Moncrieff, president and CEO, is leading the project. “The site includes 20,000 square feet of warehouse space, an office, and seven silos that can hold 9,000 to 10,000 tonnes of pellets and briquettes,” he says.
A bagging plant will also be built. “Bags will be sold out of a showroom, where we’ll also provide the opportunity to purchase pellet stoves and boilers,” says Moncrieff.
The planned annual production capacity of the plant is 23,000 tonnes of briquettes and 27,000 tonnes of pellets. This volume is expected eventually to double. The production increase will likely be achieved by adding a third shift.
Although the final decision has yet to be made, the plant will likely use ring-die pellet-making technology. Moncreiff says that there are a couple of other technologies available in Canada (PSI in New Brunswick and IMI in Walkerton, Ontario), but after evaluating the options, he is leaning towards LaMeccanica of Italy.
The briquette-making system may be mechanical or hydraulic, says Moncrieff. Although he does not know of any Canadian densified-fuel briquetting technology currently on the market, he says, “there is a company in Waterloo, Ontario, that makes briquetting mills for other applications, and we are working with them to create a prototype.”
At first, cardboard, wood, and agricultural residues such as corn stalks and soybean straw will be used. The plant’s ultimate feedstocks, however, will consist of Miscanthus grass, prairie grass, switchgrass, and hybrid willow grown by local former tobacco farmers. It takes two to three years for these perennial crops to mature to the point that they can be harvested for feedstock. At six or seven tonnes of biomass per acre, more than 15,000 acres will be required to make 100,000 tonnes of product annually. The venture is also involved in a research study with Ontario Power Generation to investigate biomass options to supplement and replace coal by 2014 at the Nanticoke Generating Station.
– Treena Hein
hearst pellet plant
Industries LacWood is preparing to open northern Ontario’s newest pellet plant. Normand Lacroix is president of Industries LacWood in Hearst, Ontario, a company of approximately 60 employees that manufactures wood products such as bed slats and
shelving units. Lacroix intends to expand his business by opening an internally operated pellet plant, which is expected to be fully running by June 2010.
“We are implementing this project to add value to the end cuts of the raw material we are already using,” says Lacroix.
According to Lacroix, Industries LacWood uses high-quality wood to make its products, and the pellets will be no different. At this point, the raw materials that will be used to produce the pellets will come strictly from the company’s factory.
“We put high importance on the quality of the raw material, which I think is something that will set us apart from other plants,” Lacroix says. He notes that the wood he uses is dried to 10% moisture content, and he intends for the pellets to have a high BTU content.
Industries LacWood will build most of the equipment used in the plant, with the exception of a hammermill and a pellet mill. The hammermill will process the raw wood before it’s fed into an electric-powered, all-in-one pelletizer that Lacroix has purchased from Sweden Power Chippers. The pelletizer will press out 6 mm by 2 cm pellets and then cool them. It has a production rate of one tonne/hour of pellets.
After researching various types of pellet mill, Lacroix decided that this particular machine would best suit his needs. “We have the knowledge and capacity to build the conveyor and everything else we need,” Lacroix says. “It is a fully internal project.”
Lacroix also purchased a Taylor scale and Fischbein sealer to package the pellets. They will be bagged on-site and distributed by Industries LacWood. Lacroix is planning to offer a variety of distribution options, including 30- to 40-lb bags, one-tonne bags, and large bulk bags.
Lacroix believes he will have no trouble supplying his targeted residential market. “We are expecting to produce about 7,000 tonnes/year,” he says. Although this is a small output compared to the larger-scale pellet plants, Lacroix doesn’t foresee a problem with developing his market. “It really will be a product produced in the north, for the northerners. The population here is more sensitive to green energy, so that is what we want to promote,” says Lacroix. Industries LacWood is interested in supplying to the agricultural industry, and Lacroix is looking into offering the pellets to greenhouses. There are no current plans to target an industrial market, but Lacroix has not dismissed that option. •
– Stefanie Wallace
Where’s the Money?
TA solid financial plan is critical to getting your project funded.
By Reg Renner
he number one stumbling block for a Canadian bioenergy project is a lack of adequate financing. Previously, I’ve discussed the importance of a vision and a functioning team, but without adequate equity and capital investment, the dream could die. Credit strength questions are often left until the end of the project, with the hope that it will come together somehow. I’ve seen elaborate business plans without even a simple pro forma income and expense spreadsheet. Often there is no construction budget, cash flow timeline, or detailed breakdown of income sources. To launch a successful bioenergy project, you must start with a solid financial plan.
In the movie Cool Runnings, a Jamaican bobsleigh athlete asks his bank manager to sponsor his dream of competing in the winter Olympics. The bank manager cannot contain his disbelief and scepticism, and breaks into uncontrollable laughter. Fortunately, the movie is a comedy, but if you have been working in bioenergy for long, you know the feeling. We may like comedy, but we hate rejection, so we often procrastinate and avoid this difficult, yet vital, task.
Bank managers are not the enemy, they are the guardians of our savings accounts and are paid to evaluate and minimize risk. So let’s look at what’s required to arrange financing for your project, rather than complaining about the bank’s lack of vision.
You may only get one chance to impress an investor or lender, and that person is faced with numerous projects vying for investment dollars. Which of those projects would you pick? The professional answer is: the one that has the least risk, the most available cash, and the best financial plan. You cannot walk in with no off-take market agreements and no money in your back pocket and expect someone to write a cheque based on your enthusi-
asm for the project. Think about why so many announcements are made and so few bioenergy projects are actually built.
At a recent bioenergy conference, a bank manager said to the crowd of project developers, “You need a secure 10-year wood fibre supply agreement, an off-take market agreement for five years at 80% of production, proven cash flow, and 60% equity.” He later told me that he was trying to chase away the ”tire kickers.” I have worked with this lender before and know that he would consider projects with lesser qualifications. However, your project needs to be prepared for that level of scrutiny. I can guarantee that a lot of prospective bioenergy groups went home discouraged that day; the lesson is that you need to be thoroughly prepared before you approach a potential investor or lender.
ect to qualify for financing. These days, getting 95% project financing is near impossible. The more money you have available, the lower the perceived risk and the greater the chance of getting the project financed under attractive terms.
2. Do I have relevant business experience? If, for example, you have never made a biomass pellet or you have no wood harvesting experience, this issue needs to be addressed. The goal is to minimize risk and stand out in the crowd of bioenergy project developers. If your skill set is lacking, try to find a team member or committed business partner who can fill
“Think about why so many announcements are made and so few bioenergy projects are actually built.”
For a bioenergy project to be successful, you must focus on the need for financing during the early stages of business plan development. Map out a strategy on how to raise sufficient money. This may be the most difficult part of the project.
There are several key components to creating a solid financial plan and attracting potential investors and lenders. Ask yourself the following five questions.
1. How much cash am I prepared to invest? The easy answer is “the more, the better,” but realistically, a target of 25% of the project costs is a good place to start. You may need to share the equity risk with other partners to get there, but it’s better to deal with this issue up front, rather than being told later that you don’t have enough of your own capital in the proj-
the experience gap. The people involved are very important, as it’s up to them to deliver on the business plan.
3. Do I have a related company with strong credit that can offer support? This could make a huge difference in how the project is perceived, as it shows successful business experience and a willingness to put your proven expertise on the line. It is extremely difficult to arrange financing for a bioenergy project that does not want to have its parent company back it or its owners sign personal guarantees. If you are a start-up company with no parent company backing and limited cash resources, you should be prepared to look outside of traditional banking and be ready to consider joint ventures or other creative partnerships to access capital.
Our customers want complete pellet production plants from a single source –We have the expertise to deliver turnkey process equipment.
Your benefit from an experienced and wellknown reliable supplier of complete wood production plants: - Complete pellet plants including engineering from one source - Main equipment from Dieffenbacher Group - Turnkey plants with performance guarantee - Fast start-up and reliable production
4. Do I have a financing advisor? Experienced project developers know it’s a good idea to pay for feasibility, engineering, and market studies, and they also realize the value of financing advisors. A good broker/advisor searches for project funding from numerous sources and stays current with the latest financing developments. As a new industry, bioenergy financing can include numerous options, depending on credit strength, project size, and company history. An experienced financing advisor can help you sort through the options and point you in the correct direction while minimizing time wasted.
5. Do I have a spreadsheet-based financial plan that can model different scenarios? With a computer-based spreadsheet, you can make quick and accurate changes to your financial plan based on any “what if” questions or changing feedstock and market conditions. One project I am advising is on its ninth version of its financial plan, which remains accurate for today’s inputs and market conditions because it was built to model different scenarios quickly and easily. Your plan must be accurate to make it to the top of the investor’s list, and the ability to make quick changes based on market developments shows a high level of sophistication to a potential lender.
I have not yet mentioned government funding, but that is not an oversight. Far too many project developers are chasing government grants in the hope of securing the additional funding needed to turn a project into reality. In truth, accessing government money is a time-consuming process and, if you qualify, the money often comes after the project is complete, not during the construction phase when it’s really needed. Grants can help, but they’re not the easy money many people believe they are.
You can be a start-up company with minimal cash, but you must have a thorough financial plan that includes income and expenses, cash flow projections, and a construction budget. It is also a good idea to work with a financing advisor who can get your plan to the right people. Remember, if it were easy, everyone would be an Olympian. When discussing your financial plan, team, and vision, keep in mind that potential investors and lenders are looking for shared risk and good credit strength. Start building your credit strength now. •
Reg Renner of Atticus Financial in Vancouver, BC, finances machinery such as biomass boilers and densification equipment. With 38 years of greenhouse/horticultural experience, he also recently helped secure carbon offset credits for four greenhouse clients. E-mail: rrenner@atticusfinancial.com.
AD INDEX
Blower 31
Kahl 15
Technologies 7
6
23
2
Battle for Fibre
Wood fibre that used to be burned as waste is now a hot commodity.
By Bill Tice
With biomass-powered energy production becoming mainstream, fibre allocation and supply have become hot topics. This year’s annual Washington State University International Wood Composites Symposium, held in Seattle, Washington, at the end of March, was no exception. A main concern for many attendees, especially manufacturers of wood composite products such as panels and laminated veneer lumber, is the availability and price of wood fibre. Traditionally, these products were made with fibre from sawmill residuals, but some industry experts say that fibre demands from the biomass market are driving raw material costs up and creating supply shortages. Others say that although the amount of biomass energy produced in the United States is still relatively low, with subsidies, it can still take a bite out of the fibre supply.
Dr. Paul Smith, professor of forest products marketing at Penn State University in University Park, Pennsylvania, gave a talk entitled, “Green Policies and the U.S. Interior Wood Composite Panel Supply Chain.” He said, “We are not going to solve all of our energy problems with wood, obviously, because if you look at the U.S. energy supply, only 7% is renewable. Of that renewable slice about half is biomass, and of the biomass, about one-third is woody biomass. If you do the math, it’s just a little over 1% of the U.S. energy supply that comes from woody biomass. If we double that, we are up to a whopping 2% of our energy supply. I guess you have to start somewhere, but this puts the debate into context, which is important when you look at this Biomass Crop Assistance Program (BCAP).”
BCAP, delivered by the U.S. Department of Agriculture Farm Service Agency, could provide a $500-million subsidy in 2010 to entities that deliver eligible biomass material to designated biomass conversion facilities for use as heat, power,
bio-based products, and biofuels. Eligible materials could be manufacturing and harvest residues, urban waste, pulpwood, and bio-plantation matter. “This is going through hearings, and one of the sticking points is this ‘manufacturing residues,’ which is very controversial,” Smith said. He said that industry must deal with the unintended consequences of government policy.
David Smith, instructor of wood products manufacturing at Oregon State University in Corvallis, Oregon, also discussed BCAP in his talk, entitled, “Wood: the Renewable Fuel.”
“It just amazes me how much attention is being paid these days to the world’s largest use of wood,” he said. “It’s kind of surprising to some people to recognize that we make a lot of industrial and consumer products out of wood but the biggest use of wood in the world is still for energy.”
Smith estimated that the world uses 500 quadrillion BTUs of energy annually,
a number he readily conceded is incomprehensible to most people. To put it in perspective, he said it would equal the output from 17,000 Bonneville Dams, which is a giant 20-turbine power facility in the Columbia River Gorge that has almost 1100 MW capacity. Smith said that global energy demand will rise and questioned where future supply will come from. He explained that under BCAP, sawmill operators are welcoming the chance to receive a subsidy by selling sawmill residues to energy generators. “The particleboard, MDF, and hardboard plants are the losers; they are now forced to compete against subsidized energy markets for the little materials the sawmills are generating in this curtailed economy.”
For many people in both the forest and energy industries, it’s a debate that will certainly continue. Discussions at events such as the Wood Composites Symposium can only help in developing a solution. •
Blue Chip Investment
Get the maximum return on your investment with a Peterson 4300 Drum Chipper! With the capability to produce a 3/8" – 1" sized chip, the 4300 can meet your biomass needs quickly and efficiently at a lower cost per ton! Increase your payback with optional sizing grates that expand your market options.
Just one look at a Peterson 4300 can show you why we build the most innovative biomass processing machines in the market. For nearly thirty years, Peterson’s attention to detail and obsession with creating the highest quality, highest volume producing machines makes the 4300 drum chipper a sure investment.
Want to see what a Peterson 4300 can do? Visit us at www.petersoncorp.com or give us a call at 800.269.6520. Let Peterson prove to you why the best part of the tree is the chip!