All pneumatic motion requires clean and dry air with enough flow to provide the required pressure. The process of filtering, regulating and lubricating compressed air is known as air prep. The NITRA family of air preparation components include:
option) in sizes from 1/8” to 1” NPT port sizes and 4-57 PSI
with same options in one unit
• Lubricators in 1/8” to 1” port sizes
• Total air prep units that combine all air preparation functions in one compact unit
Solenoid Valves
Solenoid valves are electrically controlled to direct air flow to sequence operations in pneumatic systems. Solenoid valves are used to control cylinders, rotary actuators, grippers and other pneumatic devices. Use a manifold to simplify plumbing for a bank of valves. Modular systems even allow networked control of valve group.
• Available as stand-alone units or as part of a compact modular valve system
• Stand-alone units can be used with optional manifolds to make system
• Available in 3-port/3-way, and 5-port/4-way styles
• 4-way valves come in 2-position or 3-position styles with center closed or center open
Pneumatic Cylinders
The most popular style of pneumatic actuator uses compressed air acting on a piston inside a cylinder to move a load along a linear path.
Orders over $49 get FAST FREE SHIPPING
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
15 Getting a grip on 3D
A vehicle controls manufacturer keeps the end user in mind during a recent upgrade of its 3D printing capabilities
By Kristina Urquhart
Low-risk robots
Robots as a service: why more companies are taking the plunge, what’s available in Canada and what’s ahead
By Treena Hein
Making a mask
An Ontario automation company has designed and built manufacturing equipment to help produce a new mask line and accelerate the availability of made-in-Canada PPE
By Kristina Urquhart
How IIoT advances are fueling two diametrically opposed trends in safety system design By Michael Joaquin, Pam Horbacovsky Klancewicz & Todd Mason-Darnell
MA sits down for a Q&A with the founder of Attabotics, a robotic warehouse system inspired by ant colonies
Kristina Urquhart
FROM THE EDITOR
Cybersecurity: turning awareness into action
Recently, I watched a Netflix documentary called The Social Dilemma. It was largely about the impact of social media on human behaviour, but it raised some interesting questions about artificial intelligence and big data – particularly who has access to that data, and what they can do with it (see p. 11).
One of the topics covered was the role of social networks on election security. The film argues that it’s inaccurate to say Russia “hacked” Facebook to influence results in the 2016 U.S. presidential election, because the Russians used regular advertising channels to post their information and then target it to specific groups. So, while Facebook’s marketing platform may be fairly unregulated, it’s a legitimate method all the same.
This got me thinking about cybersecurity in the manufacturing sector. Through some reading, I have learned that hackers often do something very similar to get control of industrial networks – they use what’s already there. In the June episode of MA’s podcast, I asked IT expert Andre Vittorio, president of Idealogical Systems, what manufacturers should be aware of when it comes to cyber threats. He likened the factory network to a series of doors.
“Gone are the days when people could kick a door open and try to get into your network by brute force methods [...] you could put all kinds of locks on and then you have the key. Well, cybercriminals are trying to trick you into giving them a copy of the key,” he says. “Because then it doesn’t matter how strong those doors are.” (Listen to the interview at automationmag.com/podcasts).
In a factory, security concerns bridge both information technology and operational technology (OT) systems. Traditionally, OT has been relatively insulated from cyberattack compared to IT – but as more PLCs and machines get connected to the Internet, vulnerability grows (see p. 13). It presents a bit of a paradox: the concept of Industry 4.0 hinges on the access to and computation of data to drive operational efficiency, but the very systems that make manufacturers more agile and responsive also put them at increased risk.
How to mitigate that risk? There are several ways, but ultimately a strategic approach is best left to a
@AutomationMag
chief information security officer (CISO) – not necessarily an IT person, but someone with skills in technology, communications, digital forensics and/or law, says Jean-Guy Rens, director of the Canadian Advanced Technology Alliance (CATA) and author of CATA’s recent study Cybersecurity in Canada – Survey of Cybersecurity in the Manufacturing Sector and Critical Infrastructure.
“Cybersecurity is not just a technological discipline,” says Rens. “It also covers governance, communications, employee training and thirdparty management.”
Rens says an SME, however, is unlikely to be able to hire a CISO – not only due to lack of resources, but also because the environment doesn’t usually offer the stimulation and career growth a cybersecurity manager may seek. In this case, rather than attempt to bring someone in house, a SME should contract a firm that specializes in cybersecurity and threat detection.
Unsurprisingly, respondents cited finances as the main reason why cybersecurity initiatives tend to be lacking. Sixty-five per cent of the 200 companies surveyed invested less than $100,000 on cybersecurity in 2018, and most of them were SMEs. Nearly a third of the total companies interviewed said they want to receive a financial incentive from the government for their cybersecurity activities – and those respondents were all SMEs, too.
October is Cybersecurity Awareness Month, so we’re offering plenty of insightful content over the next few weeks to further develop your cybersecurity strategy. First, we’re covering security risks as part of our virtual Industrial Control Systems Roundtable on Oct. 7. (You can register for free on our website).
And during the week of Oct. 19, we’re bringing you Cybersecurity Week, sponsored by Fortinet, which includes a free webinar, Securing the Manufacturing Value Chain, Oct. 20 at 3 pm ET/12 pm PT.
Cybersecurity doesn’t have to be one of those “we’ll-do-it-later” decisions, like opting to back up your computer only after you see the blue screen of death. By then, it’s simply too late. | MA
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1
SUBSCRIPTION RATES
Canada — $43 per year
United States — $75.50 (US) per year
Foreign — $86 (US) per year
Students — $20.50 per year
ANNEX PRIVACY OFFICER
email: privacy@annexbusinessmedia.com
Tel: 800-668-2374
Occasionally, Manufacturing AUTOMATION will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Linamar Corp. is receiving a $2.5-million investment from the Ontario government to support the retooling of its assembly line to manufacture ventilator components.
The project involves the production of 10,000 Ontario-made e700 ventilators at Linamar’s Guelph, Ontario facility.
Linamar Corp., which supplies the automotive, agriculture and aerial work platform markets, partnered with O-Two Medical Technologies and several other companies, including Bombardier, to produce the devices.
The investment is part of the $50-million Ontario Together Fund, which provides financial support for manufacturers that retool to create products that aid in stopping the spread of COVID-19.
“Businesses like Linamar, O-Two Medical, and Bombardier have stepped up with solutions to help at a critical time,” says Vic Fedeli, Ontario’s minister of economic development, job creation and trade, in a statement.
“Ontario’s economic recovery would not be possible without the collective efforts of everyone in every corner of this province. We applaud our world-class manufacturing sector for helping ensure the province has the Ontario-made solutions to respond to the needs now and any future emergency, should it arise.”
ATS lands $20M order for syringe manufacturing line
ATS Automation Tooling Systems has received a $20-million order from a medical device manufacturer to design, build and deliver several automated safety syringe manufacturing systems to meet potential demand related to COVID-19 vaccine production.
The Cambridge, Ontario–based manufacturer, which specializes in custom and repeat automation
in a range of industries including life sciences, is developing the systems for a program related to the U.S. government’s Operation Warp Speed initiative, which seeks to increase the ability to produce safety needles and syringes in the United States.
The automated systems will feature ATS’s new Symphoni digital manufacturing technology, which the company says adds to
Linamar Corp. is receiving a $2.5-million investment from the Ontario government to retool for production of ventilator components.
the productivity of automated assembly processes by eliminating non-value-added production time.
The high degree of standardization, modular building blocks and plug-and-play nature means Symphoni systems have the flexibility to adapt to new products and processes.
Symphoni systems are 100 per cent programmable, so all movements are mapped out and synchronized through a technique known as electronic gearing, resulting in a “symphony of motion.” It meets the manufacturing demands of high-volume consumables such as syringes because it assembles them at very high rates in a compact footprint while assuring compliance to the medical device industry’s rigid quality standards.
“Our teams remain focused on helping manufacturers address the critical need for medical equipment brought on by the
COVID-19 pandemic,” says Andrew Hider, chief executive officer of ATS, in a statement.
The program will be completed over the next 10 months.
Manufacturer gets $2M to make lighter, more breathable masks
An Ontario manufacturing company is receiving $2 million from the provincial government to produce face masks for healthcare and front-line workers in the fight against COVID-19.
Smart Safe Science, based in Bracebridge, will create 50 local jobs and, when at full capacity, produce 200,000 masks monthly for the region.
The company plans to make a face mask that is lighter and more breathable to help avoid the common fatigue from wearing other types of masks for a prolonged period of time.
The filter used in the mask will be NIOSH 95+ certified, which is the type used in N95 masks.
For Motion Feedback in Industrial Automation,
As part of the development of this mask and other safety products, the company tapped into technical expertise at several Ontario universities, including Lakehead University, Laurentian University, McMaster University and the University of Toronto.
The mask comes with attachments that monitor body temperature while the person is wearing the mask.
This technology will allow the user to connect a smart device in the mask to their phone using an app that will transmit critical real-time data about the user’s health status.
Smart Safe Science further plans to purchase equipment and expand its facilities to reach the targeted end-production capacity.
The company is a subsidiary of True North Printed Plastics, a company that makes electronic interfaces for items, including airplanes, military and medical equipment.
COVID-19 CONCERNS
EMC launches pandemic recovery coaching program
Excellence in Manufacturing Consortium (EMC) is launching a new program that offers executive
coaching and support from subject matter experts across Canada.
The EMC is partnering with the National Research Council of Canada Industrial Research Assistance Program (NRC IRAP) on the initiative, which was prompted by the COVID-19 pandemic.
“This program will help manufacturers better understand the current situations they face, and identify and deploy a clear path forward,” says JP Giroux, president of EMC, in a statement. “It is imperative that we come together and support the expanse of our manufacturing network.”
The executive coaching and subject matter expert resources are intended to provide individual manufacturers with hands-on support in planning, mapping and deploying steps to normalize productivity, as well as engaging in improvements along the way.
Topics may cover advanced manufacturing and technology, productivity, fostering a healthy work environment, mental and psychological safety, labour and HR.
Also included in the program will be an online learning series, for which topics may include best practices for return to productivity, creating a healthy production environment, the future of manufacturing in the “new normal,” and the role of advanced manufacturing, digitization and automation.
The EMC is providing resources to manufacturers to help recover after the first wave of the pandemic.
Survey: Manufacturers focusing on diversification
Diversification plans are on the agenda as manufacturers rebound from the initial shock of the pandemic, says the latest survey conducted by the Canadian Association of Moldmakers (CAMM) and Automate Canada.
Exploring opportunities in new industry sectors – like medical equipment, other segments of the automotive industry, aerospace, and food and beverage – was listed as a priority among respondents, along with expansion into new export markets such as Mexico and South America.
“We know our industry is resilient,” says Mike Bilton, CAMM board chair.
“We were hit hard but, we were ready with a strong team on our board, with Automate Canada
and with our local economic development organization. Many of our members are still struggling, some are rebounding, and some are thriving. We now are looking ahead to ensure we get back on track even stronger, by applying what we’ve learned to date.”
The associations have been conducting monthly impact surveys of the industrial automation, mold making and tool and die sectors following weekly checkins during the first few months of the pandemic.
In the August survey, the top concerns for manufacturing were border restrictions and a return to profitability given pressures from a weakening economy.
One hundred per cent of respondents reported that they had resumed operations. The number of employees on temporary layoff also dropped to a six-month low and the number of employees on
furlough dropped precipitously from an average of 400 each month to under 20.
The number of new RFQs is now consistently higher than the number of programs being cancelled. Sixty-six of respondents reported receiving new RFQs in the August survey, down from the 77 per cent of respondents reported in July.
Eighty per cent of manufacturers have begun planning for a second wave of COVID-19 and are focusing on improving profitability.
WORKFORCE
Bombardier to cut 200 at Ont. plant
Bombardier plans to lay off 125 workers at its Thunder Bay, Ontario plant beginning this month, with another 75 layoffs to occur
before the spring.
The company is finishing up its contract to produce 18,000 ventilators for the provincial government.
Last year, the Thunder Bay plant laid off half of its 1,100 workers when its contracts for rail cars with Metrolinx GO and the Toronto Transmit Commission expired.
After the latest round of layoffs, about 270 workers will remain at the plant. — With files from The Canadian Press
INVESTMENTS
Feds invest $7.8M in three advanced manufacturers
The federal government is investing a total of $7.8 million in three of Ontario’s advanced manufacturers to implement
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified customers.
automation and move into Industry 4.0 processes.
The investment will create 116 skilled jobs and maintain 30 more in the York Region.
Mélanie Joly, minister of economic development and official languages and minister responsible for FedDev Ontario, made the announcement Aug. 25 alongside Francesco Sorbara, member of parliament for Vaughan-Woodbridge.
“These three projects build on our region’s role as a pillar for manufacturing and innovation,” said Sorbara in a statement. “As our economy recovers, it is reassuring to see local companies not only remaining productive, but expand opportunities for residents in York Region.”
Vision Profile Extrusions manufactures the world’s thirdmost produced synthetic polymer and polyvinyl chloride (PVC) for use in the installation of windows and doors, primarily for construction.
The Woodbridge-based company is a member of the Vision Group of Companies, with more than 970 employees in Canada. With a $2.3-million repayable contribution from FedDev Ontario, Vision Profile Extrusions will be able to adopt leading-edge processes, integrating first-in-Canada and first-in-industry capabilities in robotics and automation.
This will allow the company to increase capacity of its PVC processing line, strengthening its position in key export markets including the United States and Latin America.
Through this project, Vision Profile Extrusions expects to create 36 skilled jobs and maintain 30 jobs in Woodbridge.
Axiom Group is in the plastic injection molding and mold-making industry, and has operated in Aurora for over 30 years.
The company was an early adopter of manufacturing and automation technologies to increase productivity. A $4.5-million repayable contribution from FedDev Ontario will allow the company to automate and digitize
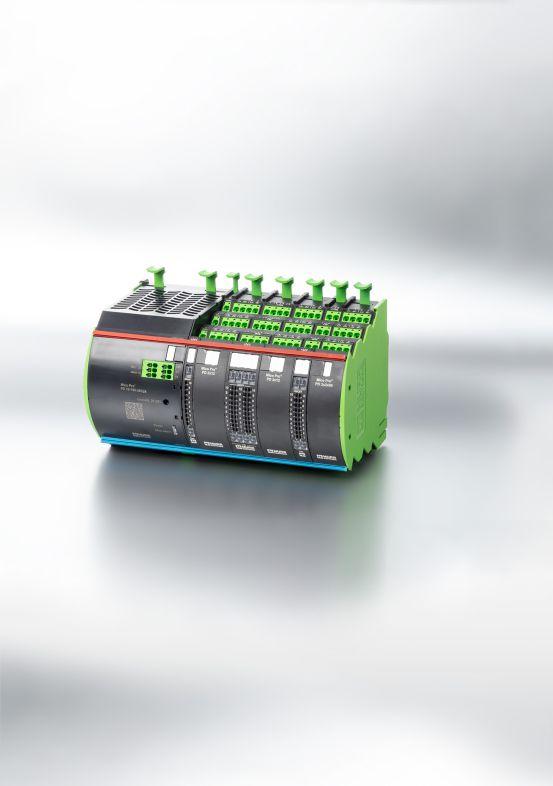
Weidmuller has created a technology partnership to drive adoption of single-pair Ethernet cabling (pictured).
its processes to improve its Industry 4.0-enabled facilities.
This will help Axiom increase its capacity to develop high-tech molding for automakers, as well as expand its development, design and quality control capabilities. Through this, Axiom expects to create 60 skilled jobs in Aurora.
DuROCK is a manufacturer of products in exterior insulation finish systems (EIFS), specialty coatings for floors and walls and specialty interior and design finishes.
The Woodbridge-area company has a patent-pending non-combustible EIFS solution on the market: the PUCCS NC.
With a $1-million repayable contribution from FedDev Ontario, DuROCK will establish a new manufacturing facility.
This will allow the company to produce 2,000 PUCC-ROCK boards per day in order to meet the growing demand for this technology. Through this project, 20 skilled jobs will be created in Woodbridge.
TRAINING
Ontario
funds $37M for training in crossindustry deal
The Ontario government has announced $37 million for skills training in a variety of industries including advanced
Ontario invests $9.3M in automotive skills training
The Ontario government is investing $9.3 million in 11 training projects to help approximately 2,000 students and job seekers prepare for automotive and advanced manufacturing careers.
The funding will support projects from a range of organizations, including auto manufacturers, industry associations, training providers and public universities and colleges.
manufacturing.
The funding will go toward 86 projects to provide more than 15,000 people with training for new jobs or upgrading their existing skills.
The programs include internships and other hands-on learning experiences, and in most cases, the training is provided at no charge.
Among the companies receiving funding is The Ford Motor Company of Canada in Oakville, which will get more than $954,000 to create up to 244 coop learning spots to give college and university students practical, hands-on experience for careers in manufacturing, vehicle connectivity and business operations.
“As part of our government’s made-in-Ontario plan for growth, renewal and economic recovery, we are making multi-billion-dollar infrastructure investments in transit, highway and broadband projects,” said Premier Doug Ford during the announcement, which was made at the International Brotherhood of Electrical Workers Local 105 Training Centre in Hamilton.
“To get the job done, we need to train as many electricians, welders, carpenters, and other skilled workers as we can. Today’s investment will ensure we have the right people rebuilding our province and contributing to our long-term success.”
The training projects range from hands-on learning opportunities for students in co-op or internship settings to short-duration college courses that help laid-off workers learn to operate high-tech machinery or gain credentials for jobs in the auto or advanced manufacturing sector.
MILESTONES
HARTING
celebrates 75 years in business
The HARTING Technology Group celebrated 75 years in business on September 1, 2020.
The connectivity manufacturer got its start making everyday products such as waffle irons and irons, and now supplies industrial connection technology for data, signal and power.
A few months after the end of World War II, Wilhelm Harting and his wife Marie Harting launched the company in Minden, Germany under the name Wilhelm Harting Mechanische Werkstätten.
After years of making electric and connectivity components, in the year 2000, HARTING went through a strategic realignment, becoming a technology group rather than solely a component supplier.
Now, three-quarters of a century after it first opened, the company’s products and solutions focus on Industry 4.0 and facilitating digitization. HARTING has also successfully opened up new markets in e-mobility and
resource-saving power generation.
In addition, the company manufactures electromagnetic actuators for automotive and industrial series production, charging equipment for electric vehicles, and hardware and software for customers and applications in automation technology, mechanical and plant engineering, and robotics and transportation.
HARTING operates 14 production facilities and 44 sales companies worldwide, with 5,300 employees.
DEAL MAKERS
Weidmuller heads up single-pair Ethernet technology partnership
Weidmuller has created a technology partnership with several industrial automation companies for the progression of single-pair Ethernet (SPE).
Phoenix Contact, Reichle & De-Massari (R&M), Fluke Networks and Telegärtner join the cable and connector manufacturer as core members of the SPE System Alliance. The partners in this group are pursuing the goal of driving the development of SPE further forward for the Industrial Internet of Things (IIoT) and may branch out to other areas as well. Datwyler, Kyland, Microchip Technology, Rosenberger, SICK, O-Ring, Draka/Prysmian Group, and University 4 Industry have also joined the SPE System Alliance. With increasing digitization, a network infrastructure is required
for the Industrial Internet of Things (IIoT). Perceived by experts as the next generation of communication architecture, this is where the new single-pair Ethernet (SPE) technology comes in – it promises a continuous connection from the sensor to the cloud.
Allied and Schneider Electric partner on control panels
Schneider Electric and Allied Electronics & Automation are partnering on a suite of digital resources that can help customers design, build and maintain industrial control panels and cabinets.
Tools and information are available on Allied’s Build a Better Control Cabinet digital hub.
The hub offers access to a product selection tool that streamlines the process of researching, identifying and purchasing industrial control panel components and other products.
Also included are technical guides from Allied and Schneider Electric on control panel design, machine control solutions and sensor selection.
AVEVA to acquire OSIsoft in $5B deal
Industrial software giant AVEVA will acquire OSIsoft, provider of real-time industrial data software and services, for $5 billion.
The companies will combine their product offerings, bringing together industrial software and data management to help
linear from 0.1 – 100 t No. 1 in Heavy Load Handling economical and innovative robust, value for money, from stock
Pallet stacker Robot tracks
Harting family celebrates
customers in industrial organizations to accelerate their digital transformational strategies.
Integrating OSIsoft’s PI System into AVEVA’s engineering, operations and performance software portfolio will create a data foundation that can drive big data, cloud and AI-driven insights.
OSIsoft’s PI System enables customers to collect, normalize, store and stream real-time, high-fidelity operational data to applications, analytics and AI and ML platforms.
PI System acts as a single system of record for operations data, designed for massive cloud-enabled scale and data sharing across enterprises.
“Data has been enabling organizations to more effectively determine the cause of problems by allowing them to visualize what is happening in different locations, departments and systems,” says Craig Hayman, CEO of AVEVA, in a statement. “This agreement will enable our customers to improve business processes as well as eliminate inefficiencies.”
The transaction is expected to close at the end of 2020.
WAGO teams up with Motion Technologies
WAGO Corporation has partnered with Motion Technologies, Inc., which will serve as WAGO’s newest solutions provider.
Motion Technologies is a UL508A certified control panel shop, metal fabricator and total solutions provider.
With over 20 years of industry experience, Motion Technologies will provide for WAGO’s connection and automation customers in areas such as material handling, packaging and petrochemical.
Robotiq partners with Festo, Pickit on cobots
Robotiq has partnered with industrial linear motion specialist Festo and 3D vision maker Pickit on solutions for collaborative robots.
Pickit and Robotiq technologies have previously been used together in bin-picking applications, leveraging Pickit’s 3D vision and Robotiq’s grippers.
With the new strategic partnership, Robotiq and Pickit will use Festo industrial automation products to develop all-in-one application solutions for the manufacturing world, particularly in bin-picking and palletizing.
“We are proud to be working with Pickit and Festo, both industry leaders in their respective fields of 3D vision and industrial linear motion,” says Samuel Bouchard, CEO of Robotiq.
“Our shared commitment to getting factories automated quickly, easily and efficiently will be multiplied by combining our expertise.”
MOVERS AND SHAKERS
Lafert North America has appointed Douglas Backman as its sales director for North America. Backman will have the responsibility of driving all aspects of sales, including strategic business relationships, while providing vision for sales strategies and their implementation. According to the company, Backman brings over 30 years of diverse growth and leadership in the electrical industry with experience in both Canada and the U.S. He was the vice-president of Danfoss (Vacon) Canada Inc. for the past 10 years, and has won numerous awards throughout his career. Backman says he looks forward to expanding the current success of Lafert North America while ensuring the customer remains the focus.
Matcom, an industrial machinery installer in Vaughan, Ontario, has appointed Wayne Lefebre as project manager. With 40 years of industrial machinery experience, Lefebre has a high level of proficiency in managing projects, completing rebuilds and new installations. Lefebre will be applying this expertise, from small machine shops to large tonnage stamping, to his new role with Matcom. Lefebre entered the industry in quality assurance before growing his own business, which excelled for over 10 years. “We are delighted to welcome Wayne to the Matcom family,” says Matthew Rix, president of Matcom. “His experience brings a wealth of project management expertise that will help to strengthen Matcom and maintain its position as a leader in the industry.”
Bosch Rexroth will see a change in leadership at the end of this year as Paul Cooke, president and CEO of Bosch Rexroth
North America, is set to retire on December 31. Cooke, who is based in Charlotte, North Carolina, served 38 years in various international positions within Bosch Rexroth. His successor as of December 1, 2020 will be Greg Gumbs, most recently vicepresident and general manager of electrical automation solutions at EATON Corporation. Gumbs joined Bosch Rexroth effective September 1 in preparation for his future responsibility and is also based in Charlotte. Gumbs held various drive systems engineering, sales, marketing, services and management positions within Rockwell Automation before taking over as director commercial sales support and market development. In 2007, Gumbs joined the EATON Corporation industrial sector as vice-president sales Americas and worked his way to vicepresident and general manager of EATON Electrical Automation Solutions.
Mahr Inc. has appointed Bill Taylor as the general manager, sales, for the U.S. and Canada. In addition to field sales, he will oversee the marketing, product management, application engineering, service and distribution teams. Taylor has more than 20 years of industrial experience and has held leadership positions with companies including Kistler Instrument, Kokusia Inc. and Wellman Thermal Systems. “Bill’s extensive experience will help drive the Mahr sales team forward as the company regains its focus on growth in the coming months,” says Bryan Orr, vice-president sales for the Americas and executive director of Mahr Inc.
Douglas Backman
Paul Cooke
Greg Gumbs
Bart Houben, VP sales and marketing, Pickit (left) and Samuel Bouchard, CEO, Robotiq (right).
INDUSTRY WATCH
BY PAUL HOGENDOORN
Does data lie?
Does data lie, or does it always reveal the truth? It’s an interesting question, at an extremely interesting time in world history. Readers of this column are likely to recall my oft-shared opinion that “context matters,” and that the narrative is as important to collect and consider as the empirical data. This has never been as important as it is now, with all the data collected, analyzed and shared about COVID-19.
Data may be empirical and unbiased in and of itself, but the collection and analysis applied to it are not. For this, we have to understand confirmation bias – a human condition that we all have to one degree or another. People tend to filter out messages they don’t agree with and hold firmly to those they do, continually reinforcing what it is they already believe. Once an opinion or a bias has been established, it is very hard to have an outside influence change it. The filtering process is often applied to data analysis by selecting only specific subsets of the data, and tailoring the analysis to arrive at a desired conclusion. Taken out of context, and with a specific intent in mind, data can be used to lead to a desired conclusion, leveraging the implied credibility and “truth” of data. Regarding intent, people analyze data with an inherent confirmation bias built in. Even the “scientific method” begins with a hypothesis – a human assumption of what they suspect is correct, from which a series of tests is then designed to prove or disprove that assumption. Scientists, by and large, are extremely disciplined in their approach, and remain open to either possibility, genuinely driven with the pure intention of new discovery.
The same is not true for anyone trying to influence the opinion of the masses on any topic – social, political, or now most notably, COVID-19. There is a steady stream of headlines each day revealing new “facts” and implied truths based on data, but the data is seldom presented in full and accurate context – because it no longer needs to be; the headlines and factoids are already feeding into a firmly entrenched confirmation bias.
Paul Hogendoorn co-founded FreePoint Technologies with the goal of giving manufacturers the benefit of information technologies that inform, empower and motivate their most critical asset – their people. Contact Paul at paul.hogendoorn@getfreepoint.com.
Taken out of context, and with a specific intent in mind, data can be used to lead to a desired conclusion.
intelligence (AI) and machine learning (ML) technologies. The problem here though, is that these technologies are already being used widely in society for exactly the opposite reason – to influence our behaviour by first learning it, then finding ways to influence it. Social media feeds AI systems that learn your behaviour and your opinions to predict your inclinations, then delivers you a steady diet of small messages designed to influence your next purchasing decision, or your next vote. Before the internet and social media, these things happened broadly, through newspapers, TV news and radio stations. Our confirmation bias was fed by our choice of what paper we subscribed to, and which news stations we watched or listened to. Regulations and oversight were in place to protect society. With social media as the I/O device into so many of our lives, and the power of AI and ML technologies as the processing engine, empirical data can be collected, analyzed, and reports engineered with even more power and impact, and with the perception of scientific neutrality – with less oversight, accountability, or protection for society.
show that the new tooling has a significantly lower meantime between failure. The quality department uses data to prove that scrap rates have gone up and that warranty costs will rise for an extended period of time. All of them use data, but most often, the purchasing department wins the day because its data and metrics are easiest to understand, resulting in a strong confirmation bias that needs to be overcome.
The near-term effect weighs heavier than the long-term cost. Purchasing gets the nod because they achieve their immediate-term goals while the effects only show up in financial statements indirectly sometime next year, or four years from now. The other voices have a long, hard uphill climb to influence the company to the eventual proper decision later, costing the company exponentially more than they may have saved with the short-term decision.
And so it is with COVID. Politicians’ approval ratings are at an all time high – whether right wing or left wing, and the six-o’clock news has not had this many regular, engaged viewers tuning in daily in a long while. It’s an uphill battle for those with an opposing view.
Some may hold that to perform true nonbiased, empirical analysis, the human influence needs to be removed, and that perhaps this could be done by employing artificial
D ata is useful for many things, and data-driven decisions are valuable. But context and intent are key. In manufacturing companies, the purchasing group uses data as empirical proof they have lowered costs of tooling. Engineering however, uses data to
Data doesn’t lie, but that doesn’t mean data is always telling the truth. For that, we have to be willing to dig deeper, understand context, and when necessary, examine intent. Technologies may provide us with ever-increasing amounts of data, and increasingly powerful analysis tools, but there are no shortcuts or opt-outs. It’s still up to us personally to really understand what the data is telling us. | MA
BY MATTHEW MONGEON
of federal and provincial government grants, loans and tax credits. contact@mentorworks.ca
Grant helps to identify manufacturing bottlenecks
Many would think the ongoing pandemic would slow a company’s ability to find competitive advantages and adopt new technology, but Ontario manufacturers have been doing just that thanks to the recently announced Technology Assessment Program (TAP).
Administered by Canadian Manufacturers & Exporters (CME), the Technology Assessment Program (TAP) supports manufacturers in southern Ontario looking to complete a technology assessment to improve their systems, processes and equipment.
S outhern Ontario manufacturers can receive funding covering 100 per cent of the costs to bring in a third-party technology assessment consultant to a maximum of $25,000 of eligible costs. Some of the benefits of technology adoption include higher innovation capacity, lower operating costs, increased customer satisfaction and increased product quality.
Overview
The Technology Assessment Program (TAP) helps businesses understand what technologies are best suited for their needs while offering greater return on their investments.
Once the assessment is finished, a qualified service provider (QSP) will formulate a plan to enable businesses to make informed decisions on which new technologies to assess, purchase, adopt, implement, train and maintain. These qualified service providers must be authorized by CME, with businesses being able to apply to be a QSP on the Canadian Manufacturers & Exporters website.
Qualified assessors will work on-site with organizations to build a customized action plan on how to enhance productivity by making the most of existing assets and implementing the latest advanced manufacturing technologies including software, hardware and cloud computing.
Funding for this program is provided by FedDev Ontario, which is Canada’s economic development organization for southern Ontario.
Who is eligible for funding?
To be an eligible applicant, manufacturers must:
• Be based in southern Ontario per the census map;
• Have between 16-499 full-time employees in southern Ontario;
• Demonstrate financial stability;
• Be an incorporated business (federally or provincially) for two years or more continuously; and
Some of the benefits of technology adoption include higher innovation capacity, lower operating costs, increased customer satisfaction and increased product quality.
• Be a member or non-member. (non-members are eligible).
What projects are eligible?
A company’s technology assessments can focus on areas such as:
• Waste reduction;
• Productivity;
• Process flow;
• Energy efficiency (production level);
• Quality (for example, ISO certification);
• Environmental impact (various green certifications); and
• Information and management systems.
Qualified service providers (QSPs) authorized by CME must complete the assessment. If there is a current partnership with an expert who is not CME-approved, they can apply to be added to the list of QSPs found on CME’s website. Internal experts are not eligible.
What expenses are eligible?
Canadian Manufacturers & Exporters (CME) commonly gets applications asking for items that are ineligible for
funding, such as meals and entertainment. These costs will not be approved for funding and could even jeopardize the success of an application.
• Consulting fees (including travel) are eligible.
• Receipts for travel must be submitted with the final claim to be eligible.
• Entertainment and meals are not eligible costs.
• Assessments that have been completed before approval are not eligible costs.
When is the deadline to apply?
The CME TAP program will continue to accept applications until December 31, 2021 if they have a completion date no later than January 31, 2022. Funding for this program is approved on a first-approved, first-funded basis. Assessments must be completed within 90 days of the application’s approval and cannot commence before approval.
Due to the high levels of demand for grant funding through the Canadian Manufacturers & Exporters Technology Assessment Program (TAP), it’s strongly recommended that you start the application process sooner rather than later as it’s common for grant programs to stop accepting applications before their original deadline when they have exhausted their budget.
If you believe your project is eligible for grant s through TAP, consider speaking us to find out if your business should apply for funding. | MA
Matthew Mongeon is a marketing coordinator at Mentor Works, an Ontario-based company that helps businesses build and execute their funding strategy through a mix
BY RICK PETERS
OT teams struggle to keep pace with cybersecurity
The world of operational technology (OT) has undergone enormous transformation in recent years, fueling efficiency gains in the world’s factories, transportation and energy companies. Today’s supervisory control and data acquisition (SCADA) systems are increasingly connected to the internet, which makes them conditionally more accessible and potentially at risk despite the intelligence value gained via cloud-based analytics.
However, along with the perceived operational efficiency gains has come a sharp rise in cyber risk. Systems once “air-gapped” and fully isolated from the internet are now part of the connected world and exposed to the threats that come with that expanded attack surface. Just how big a challenge that has become was apparent in Fortinet’s 2020 State of the Operational Technology and Security Report It found that the challenges of securing OT systems continues to dominate to-do lists as OT leaders grapple with ever-more sophisticated attack strategies. Layer in the complexity of managing the business challenges surfacing due to COVID-19 and it’s clear that the way forward for organizations will not be trivial.
The report identified four main trends that underscore the state of OT security across organizations. Properly understood, these can enable the industry to create a more secure and efficient OT environment.
First, it’s clear OT leaders are getting their hands dirty. Eighty per cent of those polled shared that they are regularly involved in making cybersecurity decisions for their organizations, and more than half suggested they have final say in those decisions. In fact, nearly 75 per cent stated they are also regularly getting involved in their organization’s information technology cybersecurity strategies.
flagged as a big challenge. The report revealed that organizations are tracking some security elements well, most notably security vulnerabilities (64 per cent) and intrusions (57 per cent). Conversely, fewer than half said they are sharing the outcomes of their risk management efforts, or taking steps to ensure executive leadership have a view into basic cybersecurity data. That represents a significant lack of transparency.
The lines that used to separate IT and OT continue to blur as both play a critical role in ensuring business continuity across their organizations.
Cybersecurity has become core to the OT lead’s job description. Perhaps not surprisingly, 61 per cent of respondents revealed they expect their chief information security officer (CISO) to take on all OT security responsibilities over the next 12 months. The trend here is clear. The lines that used to separate IT and OT continue to blur as both play a critical role in ensuring business continuity across their organizations.
Measurement and analysis were also
Perhaps most troubling is that only eight per cent of respondents experienced zero security intrusions over the previous 12 months. Ninety per cent indicated they dealt with a single breach, with 72 per cent reporting three or more attributed to cyber-based attacks. These attacks are consistently costly as more than half of the OT teams surveyed said they resulted in lost productivity. Meanwhile, 39 per cent admitted that physical safety was a real risk, and a smaller percentage revealed actual operational outages that directly affected revenue.
Report reveals best practices
To delineate contrasting actionable insights, the 2020 report divided respondents into two distinct groups – the eight per cent who recorded no intrusions, and the eight per cent who experienced 10 or more breaches. The point is to identify the behaviours that could be useful in recognizing why some OT teams performed at
a top-tier level. Sure enough, some interesting trends became quickly apparent.
First, the best performers were also the best at sharing actionable intelligence. Top-tier organizations were 133 per cent more likely to track and report on any vulnerabilities they found and blocked, and were four times as likely to ensure their OT activities were made visible to their IT security teams. Clearly, implementing robust measurement and reporting directly leads to positive security outcomes across the organization.
Team structure and accountability also plays a key role. Top-tier firms were twice as likely as bottom-tier respondents to have a CISO responsible for OT security. What’s also interesting: top-tier OT leaders were 25 per cent more likely to be measured by their response times to security vulnerabilities. Likewise, a similar number of respondents implied they reported their compliance with industry regulations to executive leadership. Taking ownership appears to pay dividends.
D espite their best efforts, OT leaders are largely falling behind when it comes to implementing comprehensive best cybersecurity practices. While every OT organization faces unique challenges, OT leaders who commit to identifying security gaps and adopting best practices will eventually realize a more robust and proactive cybersecurity defense. Such strategic commitment translates to increased confidence and trust that highly valued cyber physical assets are continuously protected. | MA
Rick Peters is chief information security officer, operational technology, North America at Fortinet.
In a recent episode of our podcast, Machine Language, JONATHAN GROSS, managing director of Pemeco Consulting, shared the short- and long-term ways manufacturers can digitally respond to the pandemic
Manufacturing AUTOMATION: COVID-19 is changing digital models really rapidly. How would you say that digital transformation is being necessitated by the pandemic?
Jonathan Gross: Even before COVID-19, the concept of digital transformation was hot. McKinsey did a study pre–COVID-19 where they surveyed manufacturing business leaders, and those business leaders revealed that 70 per cent of their companies believe that Industry 4.0, –– this idea of intelligent, automated factories – was key to their future, but that same study also revealed that 85 per cent of business leaders still didn’t have a plan in place.
We’ve gotten through a major shock to the system that touches pretty much every facet of a company’s business operations –local and overseas supply chains have been majorly disrupted, few industries have been immune from major demand side volatility, demand is either way up or it’s way down, or we’re even experiencing demand for totally new products. If reacting to these changes in supply and demand weren’t enough, add workforce management and remote work and other human capital issues into the recipe, and these are major, major changes.
What COVID-19 is doing here is it’s underscoring a need for speed, a need for agility. How quickly can you shift your supply chains, your production? How quickly can you shift your operations so that you can maintain throughput with a skeleton workforce, can you make major decisions remotely, and so forth?
If we take a look at what’s [been] going on down in the States with Tyson Foods, they suffered a COVID-19 outbreak that infected more than 17,000 people, killed 91 workers and
threatened the heart of North America’s meat supply system. In response to COVID-19, Tyson Foods is now rapidly deploying robotics in its meat processing and packing plants, whereas before you know the company had relied on people. We are seeing COVID-19 rapidly accelerating digital initiatives.
MA: What about for an SME?
What are some of the ways that digital transformation could help a smaller company face wave two of the coronavirus or big-scale challenges later on?
JG: Small companies need to understand how we can respond to major shifts. What are the things we could implement between now and then in order
to be more responsive? The plumbing of an organization – if we can’t go in, can we continue to operate? IT infrastructure that houses mission critical systems, for example, what can we do to make sure that those are supported? Can we virtualize? Can we host systems access, can we have access to the system, anytime, anywhere? Collaboration, remote workforces – this is the future of work but that future is now today. If we have existing business systems that are underutilized, what are changes we can make in the short term to automate, to integrate, to systematize? There are big opportunities for small businesses to make incremental changes to get ready for wave two.
MA: What’s been the biggest digital transformation roadblock for SMEs during the pandemic?
JG: A lot of smaller Canadian businesses are working with certain integrated systems but a lot of manual processes. We have clients that have come to us and say, we are purchasing off of Excel spreadsheets that we use to plan our material requirements, we’re scheduling our production off of spreadsheets, we’ve got customers that are making demands for us and to be able to change in rapid response to these major shifts was extraordinarily hard. Working off of spreadsheets doesn’t give me an easy ability to see my alternate sources of supply, to run my what-if scenarios, to press a button and perhaps cancel an order change, order quantity, shift dates and so forth.
For smaller companies, a lot of the bigger issues relate to the fundamentals of business – integrated business processing. These integrated systems that effectively control your operations and feed the transactions to the general ledger are ERP systems. Having this all under one hood with one set of capabilities is very, very important. So for example, if I get a note from one of my critical suppliers that the entire shipment has been cancelled because their factories shut down, because of logistics issues or whatever the case may be, I could turn to my system and know that I’ve got an alternate supplier that’s been pre-approved to supply those components to me, and then create the order in that system. Running on an integrated basis and being able to respond really demands business system integration.
This a condensed transcript of our full-length interview with Jonathan Gross of Pemeco Consulting from a recent episode of Machine Language: The Podcast. Find all episodes at automationmag.com/podcasts
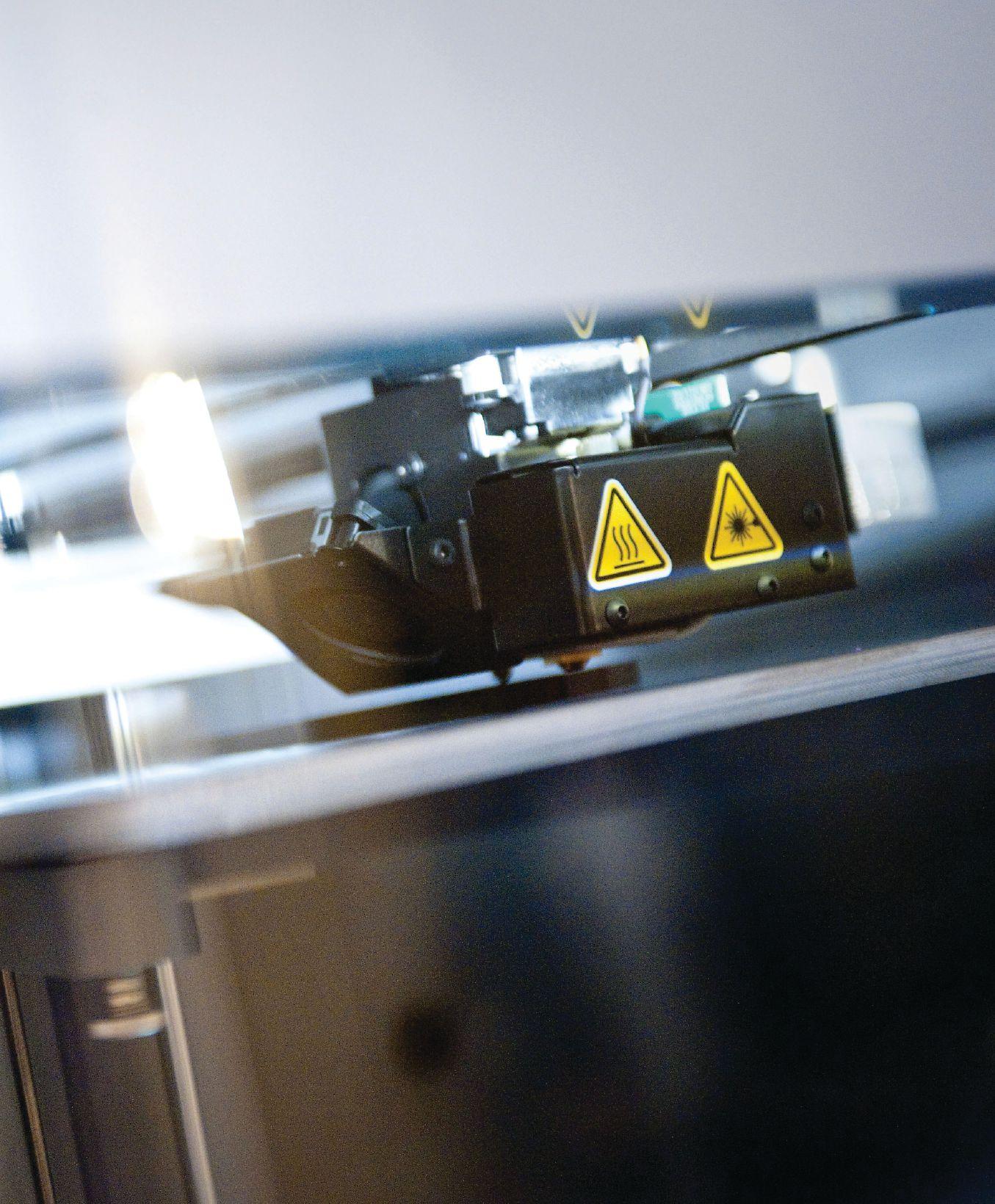
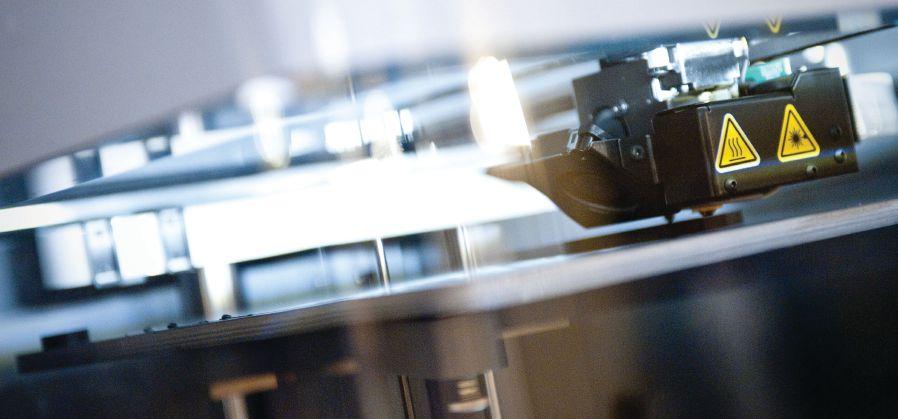
GETTING A GRIP ON 3D
A vehicle controls manufacturer keeps the end user in mind during a recent upgrade of its 3D printing capabilities
BY KRISTINA URQUHART
Additive manufacturing has become more ubiquitous in the industry over the past decade, but many 3D-printed parts never even see the light of day. They’re hidden away in machines or in vehicles, or they’re used in tooling on the factory floor itself. Traditionally, that’s meant that while strength and durability are of utmost importance, being visually appealing and providing comfortable hand-feel are not.
So when Sure Grip Hand Controls, a New Brunswick–based manufacturer, needed a new 3D printer that would help to produce pieces that would be seen, touched and interacted with on a daily basis by end users, the company needed to dig in and do some research to find the right solution.
Sure Grip serves a unique market in Canada, designing and producing manual and electronic driving aids for people with disabilities. These include
hand controls, switches, knobs, pedals and other products that are retrofitted onto mass-market automobiles so that people with a wide range of physical capabilities can drive.
End users in this market often require bespoke products due to injuries that have resulted in unique physical reconstructions, says Cody Howell, operations manager at Sure Grip Hand Controls. “Our product generally works for them but the user interface needs to be quite specific,” he says. “We were spending a lot of time machining and still not coming up with the level of product that we were hoping to get. So we invested in 3D printing to really help that out – for us to make one-off stuff for cheaper and with higher quality.”
Time for an upgrade
As the only hand controls manufacturer in Canada, and one of only three major players in North America, Sure Grip was an early adopter of additive manufacturing in the vehicle controls
125
industry. In September 2012, the company acquired its first printer, a Stratasys Fortus 250, which uses ABS – also known as acrylonitrile butadiene styrene, one of the first and most common materials used in 3D printing.
“One of the reasons that we were needing to get another 3D printer is because we were literally running the Stratasys 24/7,” Howell says. “It never, ever stopped.”
O n Friday afternoons, the team would set a build plate for a 60-hour print, then come in on Monday morning to pick up the finished part. But as orders were increasing, and the team kept building new products that would require 3D-printed parts, the existing printer started to require more maintenance. Aware that if the machine went down, replacement parts may not be available right away, Howell and his team knew it was time to get another printer.
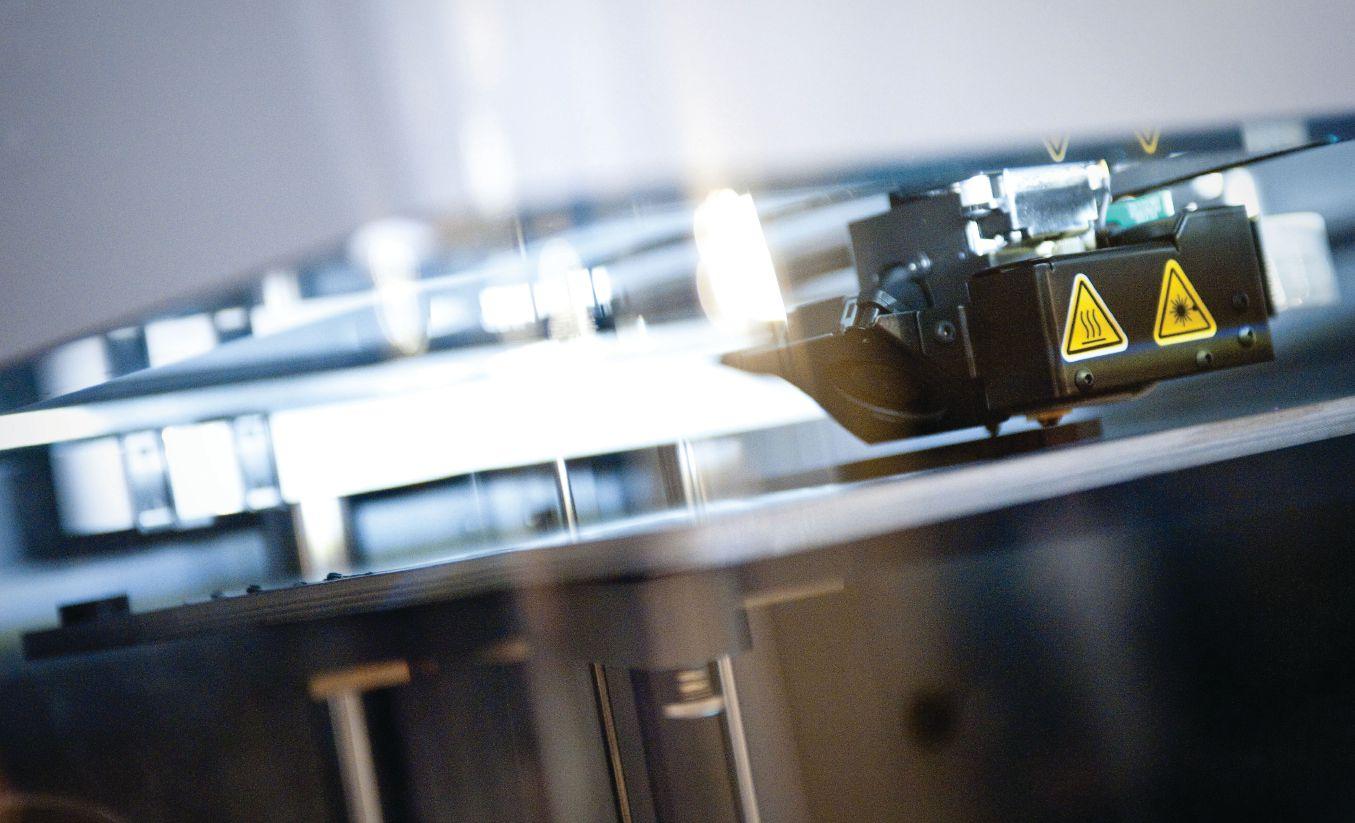
In 2019, Howell decided to research the marketplace to see what was out there seven years after the initial purchase. Technology had indeed come a long way – Markforged, known in the industry for its ability to print with carbon fibre, offered a 3D printing solution that piqued Howell’s interest for the potential integration of robotics. Markforged’s printing material is touted as having such a high strength-to-weight
On the X7 model, Sure Grip prints parts at 125 microns – twice the resolution of its old printer.
“Our process of creating and launching products has become so much more dynamic because we can actually have something to sell within days.”
ratio and the machine such tight tolerances that end effectors for collaborative robots can actually be 3D printed. As Sure Grip plans to implement robotics over the next couple of years, Howell sees this as an opportunity for workholding applications.
“ We can take the things that we’re doing right now and get higher quality. That justifies some of the investment in terms of adding capacity, adding quality to what we’re already doing,” Howell says of the decision to upgrade Sure Grip’s printer.
“ Then on top of that, [we’d have] a machine that we might be able to improve our manufacturing abilities and decrease our R&D costs on bringing new things online. That was that was very interesting to me.”
Custom criteria
Ultimately, Howell settled on the Markforged X7 industrial printer, which contains an auto-calibration feature that
ensures it is ready to print whenever needed, and the option to print with continuous fibre reinforcement.
“We’ve invented a process technique whereby while we lay down the plastic, we’re actually embedding a continuous piece of fibre along a path. And we can build those paths up layer by layer,” says Michael Papish, vice-president, marketing at Markforged. “If you think about the way that you put rebar into concrete to make what is otherwise a structuralist object into a much stronger and organized reinforcement, that’s exactly what we’re doing with the printing of plastic.”
Markforged’s base material is called Onyx, a micro carbon fibre–filled nylon that has a high strength property to make parts durable. The printers are equipped with a secondary nozzle that allows for the optional continuous reinforcement material – fibreglass, Kevlar or carbon fibre – to be printed simultaneously and inlaid into Onyx as
it melts.
Sure Grip is using the standard Onyx material in many applications, such as in its flagship product the RF mini, a remote spinner knob that controls secondary vehicle functions for drivers who don’t have use of two hands. Howell notes the matte finish of Onyx doesn’t reflect light as much as ABS does, which makes the visual quality of the final product that much better. Sure Grip is also experimenting with the fibreglass material on a few parts.
“Often in our industry, we think about things like part strength, durability, toughness, but in this case, feel is also important,” says Papish. “Because this is a part that a human touches and uses, it needs to be customized to that person. A traditional injection moulding approach is good at making a large volume of very standardized parts at a low cost.
“In this case, it would actually be quite expensive to use that manufacturing technique, because you’d be making a large number of customized parts. The mould would need to be changed, or you’d need to come up with some mechanism to mould the base unit, and then come up with ways of attaching those customization pieces. When you 3D print it, you can print each one custom, so each one can be tailored to the user. And that gives you much more flexibility.”
Increasing capabilities
Aside from the production of parts, one of the biggest benefits of 3D printing for Sure Grip has been rapid prototyping, says Howell. The company is able to iterate and test designs on the Markforged printer quickly. “Our process of creating and launching products has become so much more dynamic because we can actually have something to sell within days,” he says.
Rapid testing has led to better manufacturing outcomes as well. “If it doesn’t work or we want to change the position of the clamp, or we want to orient it in a different way, you hit print and show up the next morning and it’s ready – versus having to go back, change it all in CAD, reprogram it CAM, get another piece of steel, face it off and then mill it, which can be a multi-day process,” Howell says. “Now, the jig is being built when we’re all home in bed.”
Sure Grip is using the X7 to print
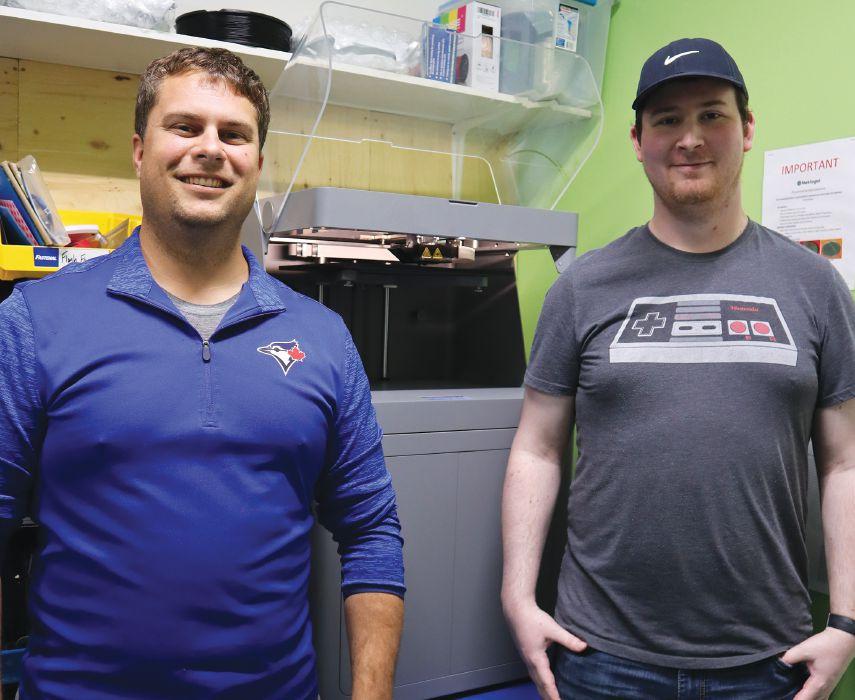
From left: Cody Howell, operations manager at Sure Grip, and Cory Mader, CAD tech, along with their new acquisition.
the prototypes for their own tooling, too, such as CNC milling jigs and dies that bend eight- to 10-gauge plate. This way, they don’t need to use their wire EDM to make prototypes out of steel, helping to save on costs. The X7’s turbo printing feature, which allows for parts to be produced at a faster rate but at a lower resolution, is available if there are internal parts that won’t be seen or handled by Sure Grip’s end customer. (In 3D printing, the lower the number of microns of layer height, the higher the resolution of the finished piece.) The best quality setting on Sure Grip’s seven-year-old printer was 300 microns, and the new printer’s lowest quality setting is 250 microns. Sure Grip is now printing its parts at 125 microns to provide an acceptable visual quality for its products.
With Markforged’s dashboard, operators can constantly monitor the utilization rate of the X7 and get a notification when the rate is high enough that they should consider buying an additional unit to increase throughput.
Integrating robots
As Sure Grip’s de facto leader – Howell’s father, who started the company, has stepped back recently to focus on his health – Howell says he is looking to the future. Right now, in addition to the 3D printers, the company has some traditional automation in place including
two CNC mills, a Takisawa 4000YS CNC lathe, a waterjet table, a wire EDM and a sinker EDM. But Howell has identified dozens of processes that could be partially or fully automated, including sanding, finishing, deburring, machine tending, welding and assembly, which he expects will be possible with collaborative robots (cobots).
He’s also keen to onshore as much of Sure Grip’s production as possible, both in response to the coronavirus crisis and a certain made-in-Canada pride. The company already sources most of its circuit boards locally, as well as its plastics. Howell expects that installing cobots will help the company to stop relying on less-expensive labour in China, and to save on some costs precipitated by the COVID-19 lockdowns. Before March, Sure Grip employed 39 people. Now they’re at 33 – but at their lowest point on March 31, they were down to 12. As they ramp back up to full production, Howell expects not to hire back a couple of people and implement robots instead.
“ [Our] three-to-five -year plan is to basically integrate robotics in everything that we’re currently doing, and then use the savings of time and energy, and the increased utilization of
space – because we’re going to be able to run them overnight unattended – to reshore as much of our production as we can,” Howell says. “I don’t want us to be a nation or a society that just outsources everything. I think that we need to make things. That’s really important.”
Howell says that the power to iteratively design products on the fly is what has strengthened Sure Grip’s business model in a niche market. Customers send requests for one-off products that the team will realize are suitable for a wider audience. “Now as the orders come in, we’re able to 3D print them and improve them incrementally as we’re going along, but we’re still getting revenue coming in,” he says.
This model decreases the need for market research, trial units, feedback and all of the other traditional steps that go into making a product.
“It’s been really neat that way. We’ve been able to help a lot of people. People are out there driving comfortably and they’re driving safely because we had a 3D printer. If we didn’t have that piece of technology, with conventional manufacturing methods we just wouldn’t have been able to get the job done.” | MA
The Markforged X7 printer includes the option to add continuous fibre reinforcement, such as fibreglass or Kevlar, to parts.
Sure Grip currently employs 33 staff, down a total of 6 since before the pandemic started. Howell expects not to rehire a couple of people, instead investing in robotics and automation.
LOW-RISK ROBOTS
Robots as a service: why more companies are taking the plunge, what’s available in Canada and what’s ahead
BY TREENA HEIN
COVID-19 has brought many issues to the forefront for Canadian manufacturers, among them an unstable labour situation and the unforeseen costs of distancing, disinfection and other new safety protocols. Addressing the labour issue, which was already a widespread industry stressor, with technology is a good idea – but the pandemic has made cash scarce for many firms right now.
However, the current desire to reap the benefits of automation is strong. Honeywell’s 2020 Intelligrated Automation Investment Study, for example, found that over 50 per cent of U.S. companies are increasingly open to investing in automation to survive changing market conditions brought about by the pandemic.
So, what’s really needed is a very low-cost, low-risk automation option – and that’s exactly why the “robots as a service” (RaaS) concept is gaining
traction. While it’s been around for more than 15 years, it was identified as an “emerging trend to watch” by industry pundits a couple of years ago. And last year – before the pandemic –global consulting firm ABI Research predicted that there will be 1.3 million RaaS deployments globally by 2026.
Why RaaS?
“RaaS can help during periods where employees can’t be at work or there’s a spike in demand,” says Yarek Niedbala, vice-president of sales at KUKA Robotics Canada. “[RaaS] contracts can be negotiated to allow companies to terminate the agreement when employees are able to return to work or when demand drops.”
He adds that with robotics in place, there are fewer operators on the plant floor, which means a lower likelihood of spreading COVID-19.
L abour issues aside, Jonathan Chang, overseas marketing manager at ForwardX Robotics, notes that shifts in consumer expectations caused by SKU
1.3M
ABI Research estimates that there will be 1.3 million RaaS units in place globally by 2026.
proliferation have given rise to more high-mix, low-volume manufacturing, making traditional, bolted-down automation options a sometimes-risky choice. So, eyes are turning to RaaS, but how does it differ from robot rental, a service that has been around for quite a while?
Hirebotics co-founder Rob Goldiez first stresses that slapping the term RaaS onto a rental offering doesn’t make it so. RaaS is a system, he explains, that’s comparable to SaaS (software as a service), which “transformed the software industry not just because it was a different way to buy, but also because it allowed companies to quickly scale up or down without the traditionally long implementation cycles of the past.”
That is, compared to a locked-in robot rental contract situation, RaaS is generally pay-as-you-go and highly flexible. A customer that has a particular RaaS unit this week can get a different one next week, or a bigger one, or another one of the same, or return it – depending on changing circumstances.
In addition, at the “service” end of RaaS is the capability to have the robot connected to the cloud, using machine learning to collaborate with other robots and much more. Amazon, Google and Honda are among the companies exploring this, and indeed already offering it.
Shifts in consumer expectations caused by SKU proliferation have given rise to more high-mix, low-volume manufacturing, making traditional, bolted-down automation options a sometimes-risky choice.
Wide array of uses
R aaS can be used in warehouses for item picking, security, cleaning, disinfection and more. In manufacturing, Hirebotics is currently focused on using RaaS for MIG welding. “The shortage of skilled workers is a massive problem in the industry that is only getting worse,” Goldiez explains. “Our BotX [collaborative robot] offering allows companies to, in a matter of hours, have their staff trained and running production. It takes longer to create a new job posting.”
Goldiez notes that there are a lot of things cobots can already do, and that future cobot RaaS applications will likely be in areas “closest to the core of the three Ds – dull, dirty and dangerous – where it’s hard to find people and where human mistakes can lead to quality issues,” he says. “Applications like gluing, grinding and finishing.”
Q uebec-based Waybo currently offers robot cells as a service, which can interface with other equipment such as grinding wheels, marking machines, digital inspection machines and saws.
For its part, ForwardX Robotics aims to offer its RaaS offerings to North American manufacturers for many types of handling applications (its RaaS products are already in place in China).
Speaking specifically about handling uses with autonomous mobile robots (AMRs), Chang says RaaS can be used to automate parts of workflows in the SME factory, including raw material delivery, work-in-progress movement, finished goods transfer and storage, waste material disposal and pallet recycling.
“Furthermore, with intelligent solutions like AMRs, manufacturers can easily adjust workflows and re-route robots to fit their needs,” he says, further cutting costs and increasing productivity.
Challenges of RaaS
As is common with many other forms of automation, it can be difficult with RaaS to nail down the metrics to measure parameters for success. Goldiez adds (and this can be the case with many types of automation) that RaaS can also trigger a fear of failure in plant managers.
“Too many people have heard horror stories about businesses that purchased automation and struggled to get it working,” he says. “Or, they purchased automation that wasn’t flexible and the benefits are only partially realized. There’s also a fear that employees won’t embrace it out of fear of losing their jobs.”
With RaaS in particular, specific applications will require customization of the robotic hardware, which of course requires
time and comes with costs. And with any robotic system, it may also be challenging to successfully achieve high levels of quality and consistency in certain applications. For example, grinding and polishing “where the robot […] needs to ‘feel’ the amount of force that it’s exerting,” says Niedbala. In addition, he explains that some applications require a proof of concept, testing various tools to determine which one works and so on. High-speed applications in particular require lots of optimization.
Niedbala adds that whether a robot is purchased, rented or under a RaaS arrangement, it’s only a part of the robotic cell, which must be designed appropriately for its intended task and requires tooling, fixturing, feeding mechanisms, programming and so on. Indeed, he says sometimes the design and engineering of such a cell can take so long that it makes the RaaS model impractical.
Looking forward
Despite the challenges and select current applications available with RaaS, it’s likely that with labour shortages and constant improvements in capability, adoption of the concept will grow. It’s one of many robotic options now available, and along with the autonomous mobile robots, cobots and more, “today, the customer is spoiled for choice,” notes ARC Advisory Group. Of course, more choices are coming soon. For example, KUKA is about to launch SmartFactory as a Service – the rental of an entire plant run by robots. | MA
Fed up?
Problem: You want to use the latest automation technology. However, the complexity is overwhelming.
Solution: MOVIKIT® software modules! They empower you to perform complex automation tasks easily and without experience. No more login hours. No more complex programming.
Positioning? Synchronization? Torque sharing? Winders? Yes, and even more.
Simple is good...
Treena Hein is an award-winning freelance writer based in Ontario.
MAKING A MASK
An Ontario automation company has designed and built manufacturing equipment to help produce a new mask line and accelerate the availability of made-in-Canada PPE
BY KRISTINA URQUHART
When Andrew and David Glover, co-owners of the Harbour Technologies plant in Windsor Ontario, needed to outfit their employees with face masks in the early days of the pandemic, they ran into the same problem as almost every Canadian business, medical facility and government agency. There weren’t any to be had.
The brothers – who together run their family’s third-generation automation company – decided to take matters into their own hands and make the personal protective equipment (PPE) themselves. But some initial research showed the machines most often used to produce PPE originate in China.
Not only did that present bottlenecking issues at a time when the world was in lockdown, but those machines “had a lot of control systems that were obviously unique to the Chinese market,” says Andrew, “which would make it probably pretty difficult for manufacturing the PPE once we’d purchased that equipment.”
Harbour Technologies already does machine builds and tooling for the automotive, aerospace, oil and gas, and nuclear industries. So, the Glovers thought, why not build the PPE machines, too?
“We investigated designing our own equipment to North American standards – everything from the control systems and the PLCs to the safety systems [to what] would be more common in North America,” Andrew says.
Building an N95 machine
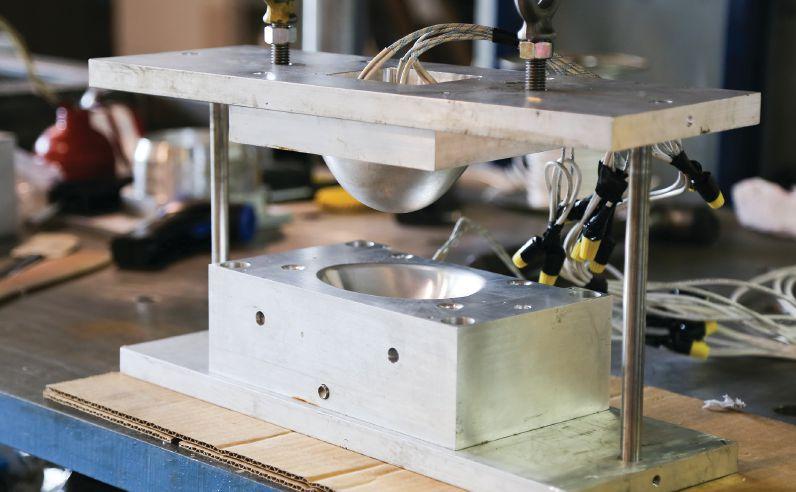
They began building prototype tooling to test fabric materials and filtration media for an N95-style mask. The N95 features a cup design that creates a better seal on the face than the centre-fold KN95 style – this is what makes the N95 so sought-after for use in front-line health care, but also more complicated to manufacture because the moulding and material assembly are completed separately.
They developed several automated operations for the N95-style mask making, including
a cup-moulding process that forms the inner shape of the mask, automated cutting of the mask’s inner filtration and outer spunbond materials, material welding to attach the cup to the filter and the outer material, and die cutting of the mask’s perimeter to provide optimal comfort against the end user’s face. The masks then move on down the line to assembly of the aluminum nosepiece and ultrasonic welding of the elastic headbands, and finally to a vision system for quality checking.
Once the production line was built and operational, the company had the province’s only cup-type N95 mask machine (the other N95 machine operating in Ontario is for the pleated-type N95 masks). It also had the means to create the PPE its staff sorely needed, the in-house capabilities – design, engineering, machining, manufacturing, production and fulfillment – to leverage that PPE into a full-scale brand, and the blueprint for N95 mask-making equipment that they could replicate for other Canadian manufacturers.
A new PPE company
As the Glovers were developing the machinery,
they were approached by their friend Trevor Pare, a graphic design and marketing professional, to help scale up a new brand he was working on called ATMIS Protective Equipment, which would bring made-in-Canada PPE direct to consumers.
“The vision here was to create a name brand that people would be able to recognize and trust because it’s made here in Canada,” Trevor says. “People know where it’s coming from, and they know the people behind it.”
ATMIS developed two disposable, civilian-use masks – the N95-style ATMIS C95 mask, and the surgical-style ATMIS C3. The C95 is built to the same specifications as an N95 mask and offers the same filtration properties, but ATMIS has not yet finished the certification and licensing process with Health Canada.
ATMIS also started designing a new style of face shield they called the ATMIS Sphere –lightweight and low profile, with a clear view the face. The shield, engineered for civilians and those who work in non-medical settings, features scratch-resistant polycarbonate and an anti-fog coating.
They’ve sourced North American–made
Harbour Technologies developed a cup moulding process to make the N95-style masks for ATMIS, a new PPE company.
The company not only had the means to create the PPE its staff sorely needed, but also the in-house capabilities to leverage that PPE into a full-scale brand. They also had equipment they could now replicate for other manufacturers wanting to produce PPE in Canada.
materials where possible, such as made-inCanada foam nosepieces for the shields and an option for filter material from the U.S. “Our systems are designed to be flexible to run different melt-blown filtration materials and thicknesses, allowing [us] to not be dependent on one material source,” explains Andrew.
Ramping up production
The Glovers are currently ramping up to a starting daily capacity of roughly 2,000 face shields, 9,000 N95-style masks and 22,000 surgical masks, all produced by a team of 25 people in Harbour Technologies’ 20,000-square-foot plant – though not for long. ATMIS is already looking for a separate facility to house production and ramp up its workforce, extending to production staff, engineering, maintenance and quality control.
In addition to the equipment for masks and face shields – which will be shipping by mid-October and mid-November, respectively – the Harbour team has designed a robotic machine for manufacturing surgical gowns and is in talks with several Canadian manufacturers that are currently sewing gowns by hand.
“Building the machines, running them, doing the production and actually selling the product gives us a very significant advantage and allows us to scale a lot quicker,” says Trevor. “Scaling up our production might be as simple
ATMIS Sphere
safety glasses would.
as getting [Harbour Technologies] to build another machine and bring it online, or looking at the existing machines that we have and finding efficiencies or other opportunities.”
ATMIS is pursuing large-scale contracts for its products, but also has found a niche for small businesses and consumers, who they say have been overlooked in the rush to manufacture PPE for front-line health-care workers.
“There’s [been] a huge burden put on the Canadian industry that has to purchase PPE,” Andrew says.
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
• Configurable safety controller PNOZmulti 2: Modular and compact solution as flexible as your application
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Safety gate system PSENmlock: Safe interlock and guard-locking in one product with optional escape release
October 14, 2020 - Digital Online Show Visit www.germantechnologyday.com
Modular safety gate system: Your gate. Our system. Your safety.
‘Open for business’
David Glover credits the Harbour Technologies’ industrial partners with helping to build or execute components for the equipment in short order, including panel building, pneumatics and ultrasonic welding.
This has helped to solidify ATMIS’ local supply chain, ensuring business continuity in the face of a second wave of coronavirus. He envisions a collaborative approach among manufacturers to further drive growth of made-in-Canada PPE equipment.
“As production takes off, the demand is going to increase. We’re forecasting we will need more equipment [to be] built, but we’re also open to manufacturing equipment for other suppliers,” he says.
“We’re not a closed door – so other medical suppliers that are looking for equipment, we’re happy to build it. And we’re happy to build custom equipment for them– if they have a unique design that they want to produce, we’re able to do that.”
In addition to the N95-making machine they built for ATMIS, Harbour Technologies is shipping three more N95 mahchines to other parts of Canada for production of the its clients’ own products.
“ATMIS and Harbour alone can’t produce all the PPE required in Canada ourselves,” David says. “We’re open for business.” | MA
The
shield fits on the face like
WHAT’S YOUR SAFETY SYSTEM STRATEGY?
How IIoT advances are fueling two diametrically opposed trends in safety system design
BY MICHAEL JOAQUIN, PAM HORBACOVSKY KLANCEWICZ & TODD MASON-DARNELL
Asafety system is essential for protecting machine operators and other workers on the manufacturing floor from hazardous machine motion. Another less obvious benefit of machine safety technology is that it can help achieve improvements in overall equipment effectiveness (OEE). Manufacturers are starting to take advantage of their safety systems’ ability to help keep machines running and lower the frequency of unplanned stoppages. Technologies that form part of the Industrial Internet of Things (IIoT) are the driving force behind this trend towards using the safety system to enhance OEE, since they reduce wiring, simplify troubleshooting and help gather machine data. As it turns out, manufacturers are employing these technologies in two seemingly opposing ways: either to create modular safety systems that enhance flexibility or to bring an entire plant’s machinery under a single, all-encompassing safety solution. Some companies seek to achieve the best of both worlds.
Using IIoT-enhanced machine safety for equipment availability
Traditional machine safety technology requires that all safety devices on a machine be individually wired back to the safety controller, creating a variety of potential failure points. In this situation, a faulty connection could create an error on the system that would result in time-consuming troubleshooting activities. By using an IIoT safety network instead, manufacturers can reduce wiring requirements and also acquire important diagnostic information. The reduction in the overall number of wires also simplifies installation and cuts costs.
The reduction in wiring and resulting improvements in flexibility and data collection have prompted manufacturers to adopt strategies that garner the most value from IIoT safety applications. Depending on its particular business model, a company may opt for centralized control to simplify hardware and optimize the use of data coming from smart sensors and other networked devices or may
OEE
Another less obvious benefit of machine safety technology is that it can help achieve improvements in overall equipment effectiveness (OEE).
instead put flexibility first and foremost with a modular system.
The case for centralized safety systems
Some manufacturers are currently building comprehensive safety solutions that use just one programmable logic controller (PLC) and one safety controller for an entire production line. This gives them centralized control over safety-related data, simplifies troubleshooting and lowers hardware and training requirements. In the automotive industry, for example, some manufacturers are now bringing the entire panoply of robots on a weld line under one PLC and one safety controller, whereas they used to have a PLC and safety controller for every sub-line. These large-scale safety systems shorten troubleshooting time by making it easier to arrive at the “single source of truth” – that is, the root cause of failure resulting in unplanned downtime. When there are multiple safety controllers, there are more opportunities for variation and errors within safety programs. Each controller might
be programmed a little differently from the next, which delays troubleshooting.
The case for modular safety systems
Traditional safety guarding defined around a specific machine doesn’t allow for much in the way of flexibility. In the past, when manufacturers would build a process line and expect to run it for the next 20 years or so, this strategy worked just fine. Nowadays, companies are producing smaller lots in order to meet the demand for a wide variety of customized products. Moving to an IIoT solution opens up more options for machine configurability and allows for automated changes to things such as muting zones and robot working envelopes depending on the particular product coming down the line. This need is leading to a trend in which manufacturers seek to incorporate smaller safety systems dedicated to one specific cell or piece of equipment that can still network with the larger plant-wide system. Essentially, they want to plug modular safety pieces together as needed in order to meet the demands of flexible manufacturing. This trend is largely facilitated by safety networks and smart safety devices.
Using safety networks and IIoT devices, manufacturers no longer need to laboriously rewire each safety device and then manually reprogram their safety programs when they want to reconfigure a production line. Instead, they can simply connect devices and subsystems to the local safety network. Some automation suppliers enable automatic detection of networked safety devices and offer the ability to automatically create safety programs on safety PLCs. Production line reconfiguration can then be completed with a few mouse clicks.
Aiming for the best of both worlds
C hoosing between a modular approach and a centralized approach generally has to do with the degree of flexibility that a manufacturer aspires to. For contract manufacturers and packagers that need a highly variable line with retooling or reconfiguration taking place regularly, a modular approach works best. Large automotive OEMs, on the other hand, tend to benefit from a centralized approach when they plan to produce a particular body style for several years.
Some large OEMs are trying to achieve a combination of modular and centralized safety
that maximize both flexibility and data omniscience. Going back to the weld line example, this would involve having a single PLC for the entire line containing multiple robots – let’s say 100 or so – while retaining the ability to work with just part of the system whenever necessary. The centralized computing system would allow them to visualize all the goings-on in that 100-robot system, and when something goes down, they’d be able to delineate the hazard zones of the system and allow specific portions of the line to continue running while troubleshooting the affected area.
S everal of the current IIoT developments support both strategies and even help move towards the “best of both worlds” ideal. Whether a manufacturer is using a centralized or modular safety system, having a single integrated development environment for the whole system is a powerful strategy, thanks to the “single source of truth” concept discussed above. A single integrated development environment (IDE) can gather and monitor safety data, define the necessary safety
measures, and provide visibility to the entire system, no matter the degree of flexibility.
Additionally, advances in safety programming software have given rise to automated program verification, which is essentially a sort of “truth table” function that confirms whether the design intent of the safety program has been met. This program verification provides a critical step in demonstrating due diligence and taking “every precaution reasonable in the circumstances” to protect workers – a legislated duty of employers in Canada.
U ltimately, IIoT technologies in a safety system serve to simplify installation and maintenance, minimize potential failure points, and reduce the amount of effort required for troubleshooting. Whether a manufacturer is leaning towards a flexible, modular system or a more centralized one, these benefits are within reach. Sophisticated data collection and easy reconfiguration come in handy in any application, whether it’s a high-mix, low-volume production line or a high-throughput, single-product one. | MA
Michael Joaquin, P. Eng, Pam Horbacovsky Klancewicz, FS Engineer (TÜV Rheinland), and Todd Mason-Darnell, Ph.D, are safety services specialist, safety product manager, and marketing manager for services and safety, respectively, at Omron Automation.
WORKING LIKE ANTS
MA sits down for a Q&A with the founder of Attabotics, a made-in-Canada robotic warehouse system inspired by ant colonies
BY KRISTINA URQUHART
Calgary-based Attabotics is not just new to the logistics automation sector, but a pioneer in the space. In August, the company was recognized as one to watch by an investment group led by the Ontario Teachers’ Pension Plan Board, which provided $50 million in funding for Attabotics to scale up its manufacturing and commercial deployment, bringing the company’s total funding to $82.7 million.
W hat’s unique about Attabotics’ fulfillment platform is it provides “3D storage” by flipping the layout of a horizontal warehouse onto its side so that it’s arranged vertically, akin in shape and style to an ant colony. Bins are stored in columns, and robotic shuttles on x, y and z axes move alongside to pick and transport the bins down to a workstation on the floor.
We talked to the company’s CEO, Scott Gravelle, about his innovative, insect-inspired solution, which currently has six installations in North America, including one at U.S. retailer Nordstrom and another at an Ontario medical supplies company.
What problem were you looking to solve?
My background originally was in helping companies implement digital manufacturing, so I had worked in manufacturing automation. I was working on a buffer system for the end of the manufacturing line and I needed to have robots move around some shelves. So, I started designing something. One thing I did notice [in my research] is that most automated solutions, with a few exceptions, were a derivative of what I’ll say is a human-centric environment. We walk on the ground, we drive on the ground. That’s why we need roads and aisles to access everything.
All of these automation solutions were derivatives of that. I asked myself what would be ideal for a robot, not for a person. And I didn’t have any ideas, but I figured nature probably already had this problem figured out. I [found] a researcher who had poured molten aluminum down a leafcutter ant colony in the jungle, and then excavated it to see what the internal structure of that colony was. That was the a-ha moment. Ants, being one of the most successful natural systems on the planet, arrange all their storage around a vertical axis
$82.7M
Attabotics has received a total of $82.7 million in funding to launch its warehouse automation solution.
instead of horizontal – from the floor. That led to unique storage geometry and then the world’s first truly 3D robotics shuttle. In the research on what was available in the market, I saw that most technologies had a list of great features to them, but also some drawbacks in the context of modern commerce – certain storage density, and they weren’t designed for picking of single items. They weren’t designed for the collation of single items. And there was so much rigidity in their defined workflows. Knowing from manufacturing that automation is historically rigid and flexible, we decided to improve on every one of these things we could. So we ended up with an automation system that, if ants had a copyright lawyer, I might be in trouble for, but we also tried to create flexibility by having all of the routing and workflow defined by software and not any rigid linear infrastructure. We built it from the ground up to try to optimize for modern commerce instead of taking something that’s been around for a while and trying to tweak it.
This technology is turning what a warehouse looks like on its head – literally. What’s been the response? Customers have been looking for a solution to the problem for a long time. They know the change in consumer behaviour, they know the adoption of e-commerce [is] coming, they know internally their own challenges trying to convert their supply chain infrastructure from distributing to stores to
Advances in flexible manufacturing, spurred on by high-mix product environments and rapid development cycles, have made it easier for Canadian manufacturers to step up.
distributing direct to individuals. There’s always [been] a strong awareness.
As they start planning and rethinking the future, we’ve been lucky enough to be included in a lot of those conversations. Talking to some of the leading thinkers in the supply chain industry working for some of the largest organizations, understanding how they’re approaching the problem, and then seeing how we can best apply that thinking to our technology has been a massive benefit in trying to create a solution that actually solves problems.
How has the coronavirus crisis accelerated the need for a solution like this?
Over a couple of months, we saw what was predicted to be well over five years of growth in a number of different market verticals. People that had never gone online to do certain types of shopping – now, because of the pandemic, have explored that. The expectation is they’re experiencing the benefit of it.
The problem that we thought we had, and that customers or retailers thought they had five years to solve, well, that problem is right here and right now. There’s also acceleration into markets that traditionally weren’t automated because of the demand for e-commerce or digital platforms. They’re now looking for solutions in those markets that were not able to be automated.
How does the 3D storage system technology work?
Because of its unique geometry, we have the highest storage density of any automation system while still providing direct access to any
one of the storage bins. We don’t have to move anything to get to anything else. When you look at the solution, there is a horizontal grid across the very top, like across the ceiling, and there’s a horizontal grid, at the very bottom, right by the floor. That grid is what allows us to not only direct a robotic shuttle to the vertical column but, when it gets to the bottom, also allows us to direct that shuttle anywhere on the perimeter to present that tote.
We are working with a number of different partners to present items for automated picking. We also have interfaces around the perimeter for different kinds of workflows –consolidation, bin-to-bin picks, induction. It’s in essence a big mechanical database of goods. And then we optimize the input and output of goods into that database, and do the routing in a way where there’s no rigidity, there’s no defined paths. We move bins around, and we present those bins with the goods in them in an optimized sequence, anywhere, for whatever work needs to be done. And that flexibility is what allows us to create spatial efficiency and labour efficiency.
Each bin is not just a single item. It can be a unique combination of items that lead to throughput efficiencies in the solution. So there is sometimes an optimization at induction to put the same SKU in multiple locations.
With our sorting algorithm and the flexibility in our route finding, we can optimize picking stations by form factor or product to create a higher level of efficiency and lower error rates.
That makes the robotic each-picking solution set itself up for the most success. [Each-picking is] where we’re approaching
[clients] really aggressively right now, especially in the grocery sector.
Attabotics recently received $50 million in funding from the Ontario Teachers’ Pension Plan Board. What’s the plan for it?
Ontario Teachers’ Pension Plan [has] had a lot of experience in owning companies in this space. They used to own a major portion of Dematic, one of the largest companies in the industry. So they have an incredible amount of acumen and experience in the space, which is invaluable. Many companies are figuring out how to survive after COVID. Now, we are not at all concerned with measures other than how quickly can we get the technology out there.
The support is so encouraging.
We are excited to have worked through that initial process and are now in just our very final stages of the dotting the i’s and crossing the t’s on the commercialization stage. And that is a huge accomplishment given that four years ago this was a CAD model and a PowerPoint presentation in a laptop. I couldn’t be any more proud of the super-talented people on our team and what they’ve accomplished.
What should manufacturers know about automated storage and retrieval systems?
What the markets are experiencing today wasn’t something anyone could foresee. Changing customer behaviour has been more rapid than the evolution in a lot of cases. So, any automation system that can deliver you a great deal of flexibility so your capital investment can stay relevant and contributing as long possible I think is really important. And that’s why we incorporated that into our technology. | MA
A version of this interview, which has been condensed and edited for clarity, originally appeared in a recent edition of Robotics Insider, our quarterly e-book on industrial robotics.
MACHINE VISION & INSPECTION
Embedded vision system
Cognex Corporation has introduced the In-Sight D900 embedded vision system.
The In-Sight D900 features Cognex’s ViDiTM deep learning software inside an In-Sight industrial-grade smart camera. The self-contained system is designed to solve a broad range of complex in-line inspection applications including optical character recognition, assembly verification and defect detection. The system, which can be set up using a small number of image samples, leverages Cognex’s spreadsheet platform and does not require a PC or deep learning expertise to deploy.
The In-Sight D900 is ideal for automating complex inspection applications across a range of industries including automotive, consumer electronics, consumer products, packaging, food and beverage, medical devices and logistics. cognex.com
Vision software update
Matrox Imaging has released a major update to its flowchartbased vision software Matrox Design Assistant X. The integrated development environment (IDE) provides a way to develop vision applications without writing traditional program code. With version 2006, Matrox Design Assistant X now interfaces with the new Matrox AltiZ 3D profile sensors, as well as 3D sensors from third-party manufacturers.
The software works with these devices to process and analyze depth maps. Matrox Design Assistant X also has the capabilities to analyze 3D profiles obtained directly from a sensor or extracted from a point cloud or depth map. The classification steps offered in Matrox Design Assistant X make use of machine learning to categorize image content. The latest update also now lets users capture images directly from one or more CoaXPress cameras using a Matrox Rapixo CXP
frame grabber. Version 2006 of Matrox Design Assistant X now offers CC-Link IE Field Basic, along with EtherNet/IP, Modbus over TCP/IP and PROFINET industrial communication. matrox.com
3D laser line profiler
LMI Technologies (LMI) has launched the Gocator 2490 smart 3D laser line profiler for inspection of large targets.
Gocator 2490 provides engineers with a pre-calibrated 3D vision solution ready to scan and measure out of the box. In packaging and logistics applications, Gocator 2490 is able to scan 1 m x 1 m packages at 800 Hz, with resolutions of 2.5 mm in all three dimensions (X, Y, Z), even at conveyor speeds of two m/s. The sensor is also used for surface inspection and pass/fail control of defects such as packaging dents, tears, punctures and folds. Gocator 2490’s combination of wide field of view and large measurement range is suitable for applications such as volume dimensioning of packages in warehouse
HYDRAULICS & PNEUMATICS
Pneumatic pinch valve
Emerson has released its ASCO Series 273 Pinch Valve for the life sciences manufacturing market. The new series expands Emerson’s pneumatic valve offering to single-use batch applications in bioreactor and fermentation tanks, tangential flow filters, chromatography skids and other drug discovery lab applications. The Series 273 features a pinching mechanism that remains firmly in place to provide better tube retention
automation, automotive body frame inspection, monitoring loading levels on wide conveyor belt systems, and high-volume food processing inspection. lmi3d.com
Hi-res imaging camera
Vision Research introduces the Phantom T1340, a highresolution camera that captures images up to 13 Gpx/s. The 2048 x 1952 low-noise sensor, combined with a compact form factor, are ideal for demanding measurement applications such as object tracking and flow visualization. A binned mode is included to provide higher throughput and a sensitivity boost at one megapixel and below. Workflow features of the T1340 include Phantom CineMag V compatibility. The CineMag also supports direct recording for long-duration events. A 10Gb Ethernet option is available for fast file downloads, enabling users to continue shooting with reduced downtime in any environment. phantomhighspeed.com
and eliminates breakage or damage to the soft tubing. It also includes a safety guard to prevent exposure to moving parts, as well as a manual override feature that lets
operators insert or remove tubing without actuating the valve during unplanned batch switching. A pneumatically actuated pinch valve, the Series 273 makes no contact with process media, features a high lifecycle and provides a reliable pinching force over repeated use. Available in anodized aluminum and 316 stainless steel and includes a position indication option for valve on/ off status feedback.
emerson.com
MOTION CONTROL
Extreme-force actuator
Tolomatic’s expanded extremeforce electric actuator family now includes the RSX128 actuator, rated up to 50,000 pounds of force (222.4 kN). Designed for replacing hydraulic cylinders and designed for 100 per cent duty cycle, the RSX actuator features Tolomatic’s precision-ground planetary roller screws. Applications include assembly, metal fabrication (pressing, punching, clamping), automotive manufacturing and more. Additional frame sizes include the RSX080 which provides 18,000 lbf/80kN and the RSX096P press-model, which is optimized to provide extend force up to (40,000 lbf/178 kN). For all models, IP65 is standard for protection against dust and water spray. IP67 is optional for improved resistance of water ingress. A modified food-grade version, designed for volumetric filling and other high-force food-and-beverage applications, is available as a custom design with food-grade white epoxy coating and stainless-steel components to meet the requirements of washdown applications. tolomatic.com
20-mm linear stepper motor
Nippon Pulse has introduced its smallest linear stepper motor, the PFL20 Linearstep, a highthrust tin-can linear actuator with a 20-mm diameter and a bipolar winding. PFL20 is RoHS-compliant, has a 30/60
mm effective stroke, and can reach 6 N of force at 200 pps. With 24 steps per revolution, the lead screw has a 1.2-mm thread pitch; the PFL20 also reaches 5V-rated voltage, resistance of 33 Ohms/phase and inductance of 12mH/phase. Linearstep motors can be ordered with unipolar or bipolar windings and a variety of usable voltages. In addition to the 20-mm motor size, this motor is also available in 25-mm (captive or non-captive option) and 35-mm diameter sizes. Nippon Pulse’s tin-can linear actuators, including the Linearstep, are also available for customization. nipponpulse.com
3D PRINTING
Multi-material in 3D
Stratasys has released the J826 3D printer, with full Pantonevalidated colour and multimaterial 3D printing. The J826 is particularly suited for enterprises with mid-volume modeling requirements in industries such as consumer goods, electronics and automotive. Built as a mid-range full-colour 3D printer for enterprise shops, the J826 uses high-performance PolyJet materials, meeting the needs of both designers and design engineers. Fully supported
Linear motion control system
Rockwell Automation has released the iTRAK 5730 small-frame intelligent track system for food and beverage packaging. The system uses independent cart technology to support smart, flexible and efficient machines. By using magnetic propulsion, the individually controlled carts can quickly start and stop with high precision, which reduces machine wear. The iTRAK 5730 system has a 50-mm minimum pitch that makes it ideal for primary packaging applications, such as flow wrapping, end-load cartoning, and form-fill-andseal pouching. The iTRAK 5730 also offers integrated safety. Features include safe torque off, Safe Stop 1, a SIL 3, PLe safety rating and the ability to create safety zones. Users can create a digital twin that can be used to
virtually design and demonstrate the system, and to virtually train. rockwellautomation.com
Rodless actuator series
Kollmorgen’s R2A rodless actuators offer smooth operation with a low-friction carriage bearing design available in belt-drive models or screw-driven models. The R2A Series is a system to both position and guide a load and can also be configured as a cartesian system using multiple actuators. The actuators have a maximum stroke length of 1,830 mm (72 in), belt or ball screw options with 0.2 or 0.125 in. leads, maximum thrust forces up to 450 N (100 lbsf), maximum velocity of 2000 mm/s with belt drive models and optional single or dual carriages. The R2A rodless actuators are designed for a wide variety of industrial, scientific, and commercial applications requiring control of linear thrust, speed and position. kollmorgen.com
by GrabCAD Print software, it enables a smooth import of common CAD formats (e.g. Solidworks). The J826 3D printer features a maximum build volume size of 10” x 9.9” x 7.9” (255 mm x 252 mm x 200 mm).
Like other J8-series printers, the large, seven-material capacity means operators can load their most frequently used resins. Multiple print modes let users adjust the speed and quality of the print to meet specific needs, from high-quality mode to high-speed mode. stratasys.com
Copper 3D printing solution
Markforged has announced the release of pure copper for the Markforged Metal X system. The new material is available for the Metal X system, Markforged’s patented platform that safely
and rapidly 3D prints metal. Copper is the latest metal to join the lineup of materials, which also includes aerospace superalloys like inconel 625, 17-4 PH stainless steel, H13 tool steel, D2 tool steel and A2 tool steel. With systems across six continents, the Metal X is used to deliver on applications such as functional prototypes, tooling and fixtures, and end-use production parts to help customers reduce manufacturing costs and improve supply chain efficiency. markforged.com
SENSORS
Magnetic discs for absolute rotary magnetic encoders
Balluff’s new magnetic discs, for use with absolute rotary magnetic encoders, allow for use in tight spaces with high precision and a low form factor. The discs offer non-contact and wear-free measuring. Balluff offers a diverse portfolio of standardized flat and hub-shaped discs to match a variety of configurations. Inside diameters as small as three mm and up to 70 mm are available. Mechanical modifications can be created to meet specific application requirements. Whether used with a complete system with sensor and electronics or integrated into a company’s electronics with the IC-MU encoder chip, this wide range of compact magnetic discs provides mechanical integration and accuracy. balluff.com
Force sensors series
With the latest generation of SlimLine sensors, Kistler has optimized their series of force sensors. The SlimLine ring force transducers feature improved linearity in low measuring ranges. This makes the application of these small force transducers even more flexible. The individual SlimLine sensors of the C series replace the predecessor models and offer additional benefits for operators: they’re more sensitive with improved linearity, especially in low measuring ranges. Kistler is producing the revised sensor series in a
clean room. The components are welded under nominal load conditions, reducing the recommended preload from 50 per cent to a mere 20 per cent of the nominal range. The compact design is particularly relevant for the measurement of press-in or punching forces as well as large forces in force shunts, for monitoring progression tools and for small dynamometers. Thanks to their high rigidity, SlimLine sensors are ideally suited for monitoring dynamic forces –measurements over several minutes are now possible. kistler.com
Rotary encoders with Modbus
POSITAL has expanded its series of rotary encoders and inclinometers to include
models with the Modbus RTU communications interface. Modbus RTU is a communications protocol that is commonly used in mid-sized control systems (up to 32 nodes). Available for almost four decades, it is supported by many PLC manufacturers. The interface is used in packaging lines and mobile machinery. The Modbus RTU protocol makes use of the RS485 transmission standard, based on shielded twisted pair cabling. This combination can communicate
HMI & OPERATOR INTERFACE
Android-backed industrial tablet
The Pepperl+Fuchs brand ecom has expanded its Tab-Ex tablet series with the Tab-Ex Pro, based on the latest Samsung Galaxy Tab Active Pro. The new tablet features a larger 10-inch touchscreen and applications such as augmented reality, to give a desktop-like experience outside of the field. The Tab-Ex Pro is suited for IIoT-capable applications and simplifies data exchange with SCADA/DCS systems, enterprise resource planning systems (SAP, IBM Maximo), project management systems and computer-aided system planning. The tablet is ideal for a wide range of tasks such as inventory, material
reliably over distances of more than 1,000 metres, even in the presence of electromagnetic interference. POSITAL IXARC encoders with the Modbus RTU interface are available in a wide range of mechanical configurations. POSITAL’s Modbus support extends to the company’s TILTIX range of inclinometers. These devices are used in material handling equipment, safety systems for mobile machinery and anywhere else it is important to monitor the tilt angle of equipment or components. posital.com
Image sensor for 3D detection
tracking, maintenance, and supply chain and asset management. Tab-Ex Pro runs on the Android 10 operating system, featuring a Qualcomm SDM670 Octa-Core 64-bit 2.0 GHz, 1.7 GHz processor with 4 GB RAM. The Tab-Ex Pro is designed for industrial use and rated IP68 for protection from dust and water, making it resistant to impact and vibration. pepperl-fuchs.com
HMI and SCADA interface
ADISRA has announced the SmartView V4.0 Service Pack 1 (SP1), available for immediate download on their website. ADISRA SmartView is a complete human machine interface (HMI) and supervisory control and data acquisition (SCADA) package, designed specifically for machine builder OEMs and
Teledyne e2v has unveiled Hydra3D, its new Time-of-Flight (ToF) CMOS image sensor, tailored for 3D detection discrete part manufacturers so they can develop effective interfaces for monitoring and analyzing machine operation and overall status. New development enhancements include templating functionality supporting re-use of advanced graphic objects and screens across multiple applications, and the added flexibility of using tags to dynamically adjust the file and pathnames for recipes and reports. The display resolution of an application is now changed to match any target deployment. Screens can now incorporate animated GIFs, improved button functionality for screen navigation, an added corner radius property for many graphic objects (used for creating a more organic look), and a new MultiTagViewer object for displaying array data based on offset and size. There are now built-in statistical process control functions for visualizing the min, max, median and standard deviation of tags within trend objects. adisra.com
DATA ACQUISITION
and distance measurement.
The sensor supports the latest industrial applications, including vision-guided robotics, logistics and automated guided vehicles. The sensor features a 10 µm three-tap cutting-edge pixel, designed with Teledyne e2v’s proprietary CMOS technology and produced by Tower Semiconductor. Incorporating a resolution of 832 x 600 pixels, Hydra3D provides fast transfer times starting from 20ns, demodulation contrast and sensitivity. The sensor can be operated in real-time at short, mid and long-range distances, in both indoor and outdoor conditions, while providing temporal precision. Two versions will be available targeted at performing the Time-of-Flight principle at short-range distances (up to five metres) or mid-range distances (up to 10 metres) and with a field-of-view of 60° x 45° or a field of view of 40° x 30°, while capturing realtime 3D information at a full resolution.
teledyne-e2v.com
Intelligent edge automation platform
Virtual model for CNC
CNC specialist NUM has launched digital twin technology that enables machine tool manufacturers to use Industry 4.0 simulation techniques. For automation products such as machine tools, a digital twin is a virtual model that uses simulation, real-time data acquisition/analysis and machine learning techniques to allow full evaluation of a machine’s dynamic performance before constructing a physical prototype. NUM’s digital twin technology package can accommodate real-time data acquisition and analysis. It is based on the ISG-Virtuous hardware simulation software produced by Industrielle Steuerungstechnik GmbH (ISG). The Flexium+ controller that is intended to be used
Red Lion has released its FlexEdge Intelligent Edge Automation Platform, which combines Linux with Crimson 3.2 software into one operating system. This fusion enables a single FlexEdge controller to provide advanced networking, security and automation, and integrates information technology and operational technology. Powered by Crimson 3.2 software, the FlexEdge platform provides customers with the flexibility to modify controller functionality as application needs change. Customers can enable additional functionality through fieldunlockable software upgrades. With FlexEdge’s modular communications sleds, users can now deploy multi-cellular radio gateways for critical communications applications. And, for environments with demanding requirements, the platform offers multiple isolated serial ports, routable Ethernet ports, optional serial, USB, Wi-Fi, and cellular communications sleds, and field-installable I/O. redlion.net ADVERTISER
in the physical machine is connected via an EtherCAT network to a standard PC, and interacts with the simulation software in real-time. The PC acts as the twinned virtual machine – with all simulated, virtual components behaving like real components in terms of their interfaces, parameters and operating modes – to accurately replicate the structure and dynamic performance of the real machine. The movements of the machine are displayed realistically on the PC, using the supplied 3D simulation software. num.com
INDEX
Contact Klaus B. Pirker • KPirker@annexbusinessmedia.com
MA’s Technology Handbooks
are a series of digital magazines that focus on a single product category within Canada’s manufacturing industry. Posted on MA’s website as an interactive flip-style magazine, our Technology Handbooks provide specific market and product information, as well as trends within that specific product category, to machine builders, component manufacturers, end-users and system integrators.
For more information, contact Klaus Pirker at kpirker@annexbusinessmedia.com or (416) 510-6757.
MA rounds up research reports and industrial automation applications to help manufacturers make smart decisions on the path to digital transformation
Supply chain challenges plague pros
Körber has released the results of its 2020 State of Supply Chain Complexity survey. Among the top findings: manufacturing and fulfillment complexities only continue to grow – and 91 per cent of supply chain professionals cannot stay ahead of these challenges.
More products, distribution channels and customer expectations make supply chains more complex. Körber polled 1,200 global supply chain professionals to learn how they cope with supply chain complexity, how they feel their solutions stack up against the competition and how they’re managing the transition from manual to automated processes.
Technology integration and customer demand ranked
Committing to the cloud
SMART INNOVATIONS
among the top challenges today’s supply chain faces. The issues that respondents said most often contribute to their company’s supply chain complexity include:
48% integrating and ensuring software, materials handling equipment (MHE), and technologies work together throughout the entire logistics ecosystem
46% integrating functions across the supply chain –from manufacturing to end-customer deliveries
46% meeting consumer expectations for speed, cost and adaptability
Source: 2020 State of Supply Chain Complexity Survey
In a recent global survey of 400 senior IT professionals from organizations in industries including manufacturing, public sector, retail, financial services and telecom, 51 per cent of respondents from Canada strongly agreed that cloud computing is essential in enabling business continuity within their organizations, compared to 49 per cent globally. Canadian businesses looking to adopt cloud services also face significant challenges, notes the COVID-19 Cloud Impact Study, which was conducted by Aptum Technologies. Here’s what respondents said were their biggest barriers:
23%
Twenty-three per cent of respondents in Canada said it was getting full visibility into all cloud environments through a single portal, versus 21 per cent globally.
25%
Twenty-five per cent of respondents in Canada cited control and governance of access to cloud environments as a barrier, whereas globally, it was only 18 per cent.
Source: Aptum Technologies COVID-19 Cloud Impact Study
24%
Twenty-four per cent of respondents in Canada said a clear mechanism to detect and respond to security threats across all cloud environments is a challenge, compared to 21 per cent globally.
The Virus Fighters’ Handbook, a smartphone app co-developed by Festo and Germany’s Fraunhofer Institute for Manufacturing Engineering and Automation (IPA), provides a digital manual for field personnel on how to operate and maintain open source equipment, including ventilators, in the fight against COVID-19. The app is based on Festo’s Smartenance remote maintenance app, adjusted with input from medical experts from several hospitals, and intended primarily to benefit irregular staff recruited to work in field hospitals and who are unfamiliar with the equipment. Registered users receive detailed information from medical professionals and service professionals via the app about how to build, operate and maintain the equipment. The Smartenance software is normally used for the maintenance and servicing of machines and systems in industrial production.
NGen offers upskilling initiative for advanced manufacturing
Next Generation Manufacturing Canada (NGen) is covering 50 per cent of the cost for manufacturers to enroll their employees in training for skills development and certification programs. The initiative, called AmpUp (Accelerating Manufacturing Performance Upskilling Program), has a list of available courses by established trainers to choose from. Courses are online and available to NGen members. Non-members can sign up for free. Applicants can download and complete a training plan at ngen.ca/upskilling, and, once approved, will be contacted by NGen.
Have a research report or smart automation application to share? Send to kurquhart@annexbusinessmedia.com and you could be featured in Manufacturing AUTOMATION!