


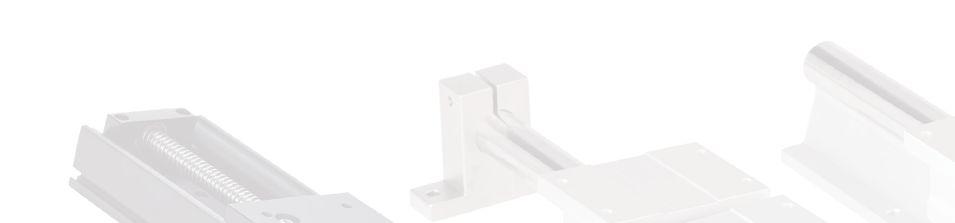
Get reliable linear motion at low prices with the award-winning customer service and support you expect from AutomationDirect! Our line of linear motion products is designed to provide smooth, precise and durable linear actuation. With supreme versatility and low maintenance, these affordable, motor-ready actuators can meet both your linear motion and budget requirements.




Value Line Linear Actuator



Low-cost, versatile linear slide actuator with hard-coated aluminum guide shafts. Unit can be mounted horizontally, vertically, or inverted without loss of load capacity.
• Max load capacity: 110 lb
• Max speed: 15 in/sec
• Travel: 6, 12, 18, 24 inches
• Ready for NEMA 17 motor















Self-contained linear slide actuator designed for light loads in harsh or wet conditions in a very small package.
• Compact design
• Stainless steel lead screw
• Max load capacity: 125 lb
• Max speed: 20 in/sec
• Travel: 6, 12, 24, 36 inches
• Ready for NEMA 17 motor
Create strong, secure shaft assemblies with high-quality shafts and shaft supports.
• Aluminum, steel & stainless steel shafting
• Linear or rotary shafts (with and w/o grooves)
• • Removable top maintains alignment













Twin Round Shaft Actuator
Continuously-supported round rail slide with ball screw actuation provides a very robust precision linear motion.
• High-accuracy ball screw
• Continuously-supported guide rails
• Max load capacity: 920 lb
• Max speed: 6 in/sec
• Travel: 12, 24 inches
• Ready for NEMA 23 motor



Passive sliding elements can be combined with actuators to build a huge variety of machine mechanisms.
• Linear ball bearings



• High-quality clear anodized aluminum blocks
• Carbon-steel shafts



Video Series on Linear Motion: http://go2adc.com/lm









Treena Hein
Vince Martinelli

@Raven Telemetry
According to a study, 6% of Canadian manufacturers invest in data analytics. This is the next step for competitive companies.
Great September issue, @AutomationMag!
@eC4energy
We’re providing power quality intelligence to food manufacturer in Ontario plant: http://bit. ly/2QxDIVK
@SachinAKher
Risks impacting manufacturing plant operations: http://bit. ly/2vY4uhC via @ AutomationMag
@Mentor_Works
Top reasons to adopt custom packaging solutions: optimize for success.
http://hubs.ly/ H0dtbhT0
@GE_Canada
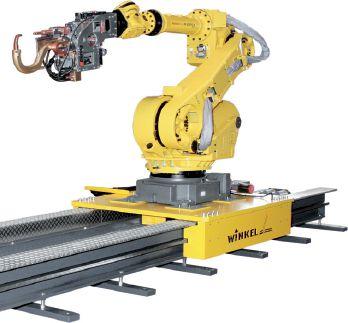
In Bromont, QC, we’re pioneering robotics for aviation manufacturing around the world.
Thank you, #teamGEcanada. pic.twitter.com/ uENn73Rzs8
BY KRISTINA URQUHART
Industry 4.0 and the Industrial Internet of Things (IIoT) was, unsurprisingly, the topic of conversation at last month’s International Manufacturing Technology Show (IMTS) in Chicago. We’ve been writing about this monumental shift in the industry for years now, but connected manufacturing is really only starting to trickle down to the SMEs that make up much of Canada’s output. The reason why it’s been a slow start is obvious: cost. So maybe the better question to ask is, why now?
At IMTS, Will Healy III, marketing management director for Balluff Inc., answered the million-dollar question in his presentation called “An Introduction to Smart Manufacturing, IIoT and Industry 4.0 & Why You Should Care.”
“ Why are we investing in automation? It is to improve productivity,” he said. He noted that modernization is long overdue, citing sobering stats from ARC Advisory Group that $65 billion in automation systems are reaching endof-life, with four in 10 manufacturers having little to zero visibility into the real-time status of their operations. And 50 per cent of manufacturers become aware of a problem only after a breakdown happens.
D ata and devices are what help move a manufacturer from mere maintenance or even preventative maintenance – which has an 82 per cent random failure pattern – to predictive maintenance, or anticipating problems before they happen for improved uptime. Those devices may be RFID readers that track parts, sensors that push data through I-O Link or tablets that run monitoring
or workflow apps. Healy sa ys that at this point, manufacturers need to be using tablets in their operations “or you will fall behind.” Our writer Treena Hein explores some of the ways tablets and apps are advancing the industry in “It’s All About Apps” on p. 18.
B ut before you go out and buy up a bunch of tablets, you need to figure out how they are going to fit into your organization. Determining your company’s objectives is fundamental to navigating the IIoT world, says Healy. Some of the common goals he mentioned are reduction of manufacturing costs, higher machine availability, traceability, reducing downtime and improving product quality, but there may be others.
He recommends several steps to incorporate mobile devices into your business. The first is to build a team composed of a variety of people in your organization, from plant managers to engineers to operators to maintenance to IT, to determine who needs what data. Establishing what you do and don’t need to know is key, because, as Healy says, “If you have too much data, you have zero data.”
Then you need to investigate that data and ascertain a strategy before you attempt to get buy-in and a budget from the powers that be. After you obtain the go-ahead, data is “about action. Make small changes every day,” Healy advises. The goal should always be to optimize the data to work for you.
Have you successfully incorporated mobile devices into your manufacturing business? Tell us about it at kurquhart@ annexbusinessmedia.com. | MA
@AutomationMag kurquhart@annexbusinessmedia.com AutomationMag
EDITORIAL ADVISORY BOARD
AL DIGGINS, Chairman of the Board, Treasurer and General Manager, Excellence in Manufacturing Consortium
DAVID GREEN, Technology and Business-to-Business Consultant
KARIN LINDNER, Founder and Owner of Karico Performance Solutions
DON MCCRUDDEN, Vice-President, Business Development, Festo
DAVID MCPHAIL, President and CEO, Memex Automation
NIGEL SOUTHWAY, Business Productivity Consultant and Author on Lean Thinking
BILL VALEDIS, Vice-President, Precision Training, Products and Services Inc.
Your resource for Canada’s industrial automation news
EDITOR
Kristina Urquhart kurquhart@annexbusinessmedia.com
PUBLISHER
Klaus B. Pirker kpirker@annexbusinessmedia.com
VICE-PRESIDENT & EXECUTIVE
PUBLISHER
Tim Dimopoulos tdimopoulos@annexbusinessmedia.com
ART DIRECTOR
Graham Jeffrey gjeffrey@annexbusinessmedia.com
ACCOUNT COORDINATOR
Debbie Smith dsmith@annexbusinessmedia.com
CIRCULATION MANAGER
Urszula Grzyb ugrzyb@annexbusinessmedia.com Tel: 416-442-5600 ext. 3537
PRESIDENT & CEO
Mike Fredericks
CONTRIBUTING WRITERS
Todd Mason-Darnell, Treena Hein, Paul Hogendoorn, Michael Joaquin, Vince Martinelli, Jennifer Rideout
Manufacturing Automation is published seven times a year by:
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1 Tel: 416-442-5600
Fax: 416-442-2191
Printed in Canada
ISSN 1480-2996
Publication Mail Agreement #40065710
CIRCULATION
email: lmalicdem@annexbusinessmedia.com Tel: 416-510-5187 Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1
SUBSCRIPTION RATES
Canada — $42 per year
United States — $74 (US) per year and Foreign — $84.50 (US) per year Students — $20 per year
ANNEX PRIVACY OFFICER
email: privacy@annexbusinessmedia.com Tel: 800-668-2374
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
The contents of Manufacturing Automation are copyright © 2018 by Annex Publishing & Printing Inc. and may not be reproduced in whole or part without written consent. Annex Publishing & Printing Inc. disclaims any warranty as to the accuracy, completeness or currency of the contents of this publication and disclaims all liability in respect of the results of any action taken or not taken in reliance upon information in this publication. We acknowledge the [financial] support of the Government of Canada.

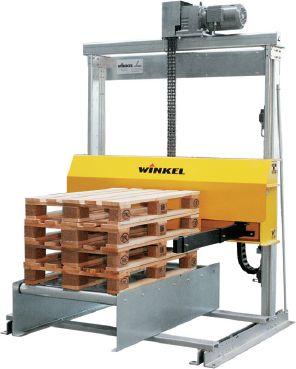
Handling Specialty supplies GE plant with production solutions
Handling Specialty, an Ontario-based custom engineering and material handling specialist, has supplied 24 pieces of equipment to the Brilliant Factory, a GE project in Welland, Ontario.
The Brilliant Factory – GE’s moniker for an IT/OT factory where machine intelligence, hardware, software and data converge – is beginning production of large-scale reciprocating gas engines for the power generation industry after breaking ground on the plant two years ago.

Handling Specialty’s contract with GE, valued between $12 and $14 million, is to design and build equipment to position the engines, technicians and manually guided vehicles that offer pathways to each assembly station.
The operator moves the vehicle with a handheld remote control until it reaches smart tape on the floor. The smart tape uses embedded QR codes and a laser to then automatically guide the vehicle to its final position.
Handling Specialty also provided a 15- and 30-ton engine rollover station that can rotate and slide reciprocating engines from side to side as technicians work on them.
In addition, the company created five personnel lifts,
which feature sliding bridges that technicians can use to position themselves all around the engine. The lifts can be operated from the ground or on the platform itself.
The contract has led to Handling Specialty working with GE on its Brilliant Factory in Jenbach, Austria to provide custom equipment solutions.
GE has implemented the Brilliant Factory concept in a
number of its 400 global factories with the goal of less waste and no unplanned downtime.
Cascades has announced its intention to close two sheet plants in Barrie (Jellco) and Peterborough,
Ontario by December 31, 2018.
The company says the plan is part of its ongoing efforts to optimize its corrugated packaging platform. Production will be deployed to other Cascades facilities in the province.
“This decision will enable us to better align our existing production capacity and to improve service for our valued customers,” says Charles Malo, president and



With the ultra-compact C6015 Industrial PC, Beckhoff has again expanded the application possibilities of PC-based control. Wherever space or cost limitations previously prevented the use of a PC-based control solution, this new IPC generation offers an excellent price-to-performance ratio in an extremely compact housing. With up to 4 CPU cores, low weight and unprecedented installation flexibility, the C6015 is universally applicable in automation, visualization and communication tasks. It is also ideal for use as an IoT gateway.
Processor: Intel® Atom™, 1, 2 or 4 cores
Interfaces: 2 Ethernet, 1 DisplayPort, 2 USB
Main memory: up to 4 GB DDR3L RAM
Housing: Die-cast aluminum-zinc alloy
Dimensions (W x H x D): 82 x 82 x 40 mm
chief operating officer of Cascades Containerboard Packaging.
The closures will affect approximately 65 employees, who may be transferred to other business units where possible.
manufacture
The transit commissions of Montreal and Laval, Que. have placed Canada’s largest-ever order for battery-electric buses, which will be fulfilled by North America’s largest transit bus and motor coach manufacturer.
New Flyer Canada, a subsidiary of NFI Group Inc., says it won the contract to build 40 zero-emission Xcelsior Charge transit buses over two other competitors. A notice to build the buses is expected after a nine-month review of a pilot bus, which is due to get the go-ahead on Oct. 31.
Thirty of the buses are going to Montreal’s transit authority (STM) and 10 to Laval’s transit agency. The order is supported by funding from the provincial and federal governments.
Both transit authorities plan to become fully electric in the future. In the meantime, they run pilot bus programs.
The Winnipeg-based New Flyer Canada says the Xcelsior Charge transit buses are already operating in Toronto, Vancouver and several large American cities.
KP Tissue and Kruger Products have released a plan for a capital investment of $575 million to construct a new state-of-the-art



















tissue plant in the Brompton area of Sherbrooke, Quebec.
The project will establish more than 180 new jobs in the area and will feature Canada’s largest and most modern through-airdry (TAD) machine. TAD uses less fibre to achieve a softer and plusher product.
The new plant will be situated near an existing facility of the Kruger Group and will produce about 70,000 metric tonnes per annum of bathroom tissue and paper towels for the Cashmere, SpongeTowels and Purex brands.
Construction of the project is expected to begin in early 2019, and the plant is slated to commence production in early 2021. The project will generate over $250 million in direct expenses in Quebec and one million person-hours for the construction of the new plant.
The project is supported by the Quebec provincial government through Investissement Québec, which has agreed to invest $105 million by way of a convertible debenture. The remaining financing for the project is currently being finalized.
“This project is on an unprecedented scale for Kruger Products and will give us the additional capacity to continue to grow our business into the future,” says Dino Bianco, CEO of Kruger Products. “The Brompton site will also be part of a critical manufacturing hub in the region, working with our other locations in Crabtree, Gatineau and Sherbrooke.”
$1.2M in
The Canadian government has announced investments of more than $1.2 million for Temisko, Cardinal Equipment and 4229339 Canada Inc.- Les Jardins de l’Île. The funding, allocated under Canada Economic Development for Quebec Region’s Quebec Economic Development Program, will create five jobs in the region. It will also improve the companies’ production capacity, allowing them to acquire strategic equipment and continue to grow.
The total investment was over $2.2 million, but $1,022,146 is a repayable contribution.
Temisko specializes in the design and construction of customized semi-trailers and platforms to transport heavy, non-standard and extensible equipment. Its project is already underway with the acquisition and installation of production equipment such as aluminum welders, an automated welding robot, a forklift and overhead cranes.
Cardinal Equipment’s already-completed project involved acquiring and installing a new plasma-cutting table for use in manufacturing equipment for sawmills and biomass conversion.
Les Jardins de l’Île is a farming company that grows some produce and plants, all of which are certified organic. Its project will involve the construction of a building and the acquisition of new processing equipment
including a cold room, built-in freezer and packaging machine.
“My goal is to help businesses prosper and innovate so that they may be more competitive and create good-quality jobs and wealth for Canadians,” says Navdeep Bains, minister of innovation, science and economic development. “The support of these three businesses in the Témiscamingue RMC contributes, without question, to the achievement of these objectives and to the region’s economic vitality.”
The Excellence in Manufacturing Consortium (EMC) has announced that its two-year program to help manufacturers in Northern Ontario enhance their

productivity, competitiveness and business management capacity was a success.
In 2015, EMC began hosting lean management system (LMS) training sessions and “productivity cluster” events for senior management as part of a $427,945 investment from FedNor, the federal government’s economic development organization for Northern Ontario. They offered classes, discussions, coaching and
consulting assistance.
Lean manufacturing refers to a systematic process of small, incremental changes meant to reduce waste without affecting productivity.
“Knowing where to start is very important,” says Al Diggins, chair, treasurer and general manager of EMC. “A lean advisor worked with companies and recommended what tools they needed to accomplish their goals, focusing on one
specific area at a time. As part of this project, each company that participated in the LMS training selected a project that would result in a minimum return on investment of $50,000.”
Based on feedback from participating firms and managers, the LMS program generated significant return on investment, as well as significant economic, financial and employment benefits. In addition to boosting employee morale, enhancing staff engagement and reducing wasted time, the 10 companies that shared feedback cited initial annual savings of $10,000 to $499,000, depending on their area of focus.
Diggins says they started the program after realizing a training gap in Northern Ontario. “Intially, uptake was slow because the lean approach was new to many companies, so people were naturally skeptical. However, upon completion of the training, we






had created a pool of believers, many of whom are ready for the next round.”
Digital Engineering, a process management technologies firm in Thunder Bay, was one of 57 companies that participated in the productivity cluster program and encouraged its staff to take advantage of the training.
“For a long time we had realized that there was a definite need to improve our processes and drive efficiency,” says Les Perrault, president of Digital Engineering. “The productivity events that we attended provided us with information on how to evaluate our work flow and the tools that can be used to implement a continuous improvement program. Even more importantly, they have helped us understand the importance of creating an organizational culture that can motivate and engage our employees.”
Lorne McDonald, production manager at Metso in North Bay, has a similar outlook.
“When we first started talking about Lean, staff really did not understand. In many cases, they feared headcount reductions or added work. However, over the last two years, we have seen great change. We now have visitors – both company employees from other sites and vendors
– commenting on how much we have changed. For example, [we’re using] tool boards in place of large tool boxes and our safety stats are improving. We are now at over 932 safe days. So, the question is why?” says McDonald.
“It’s because people have an opportunity to suggest and implement ideas.”
Canada is poised to become a future leader in robotics with the right government support in place, according to a new study conducted by CATAAlliance and Sciencetech.
The advocacy group and the engineering consultancy surveyed 465 Canadian companies for their report titled, “Automation of the manufacturing sector: Market study of Industrial Automation in Canada – 2017.” Almost 75 per cent of the respondents declared that they use robots or other advanced automation.
When it comes to robot density and deployment, Canada currently lags behind other major robotics centres such as the U.S.,
China, Japan and South Korea. But Canada does have 136 robots per 10,000 employees – well above the world average of 69 robots per 10,000 employees. That puts Canada at an estimated 26,000 robots with an average purchase and install price of $200,000, for a total investment of $5.2 billion.
Professor Clément Gosselin, director of the robotics laboratory at Laval University and the Canada Research Chair in robotics and mechatronics, says in the report that there’s no reason Canada can’t increase that total investment or even outpace foreign markets. He points to GE Aviation’s 2013 investment in a global automation and robotics R&D centre in Bromont, Quebec, as well as federal investments in university research throughout the 1990s as foundational in Canada’s nascent robotics industry. But Gosselin says any current government investment doesn’t do enough to discourage the purchase of foreign equipment or to promote a madein-Canada strategy.
“In order to have a complete robotics program, it is also important to consider injecting money into universities and research centres – not to increase the volume of research, but to link up with the commercial phase,” he notes. “We have excellent
research results in robotics. Now they have to be transformed into commercial products.”
One of the industry professionals surveyed was Patrice Charlebois, industry segment manager at Festo. He agrees with Gosselin, stating, “For too long, the government of Canada has shifted away from manufacturing jobs. Manual labour has been devalued. It is the opposite of Germany where manual labour has always been the object of all the attention of the government. The result is that Canada has many good engineers, but a chronic shortage of technicians.”
The CATAAlliance and Sciencetech study recommends ten actions that the Canadian government should undertake to strengthen the manufacturing industry and have it compete on a global level:
1. Establish a nationwide Canadian Manufacturing Day that recognizes and celebrates the manufacturing trades through open houses.
2. Collect and distribute case studies chronicling the use of robotics in SMEs, which were noted in the survey as trailing behind large and very small organizations in their adoption of automation.
3. Institute a tax credit for the






portion of SME investment that relates to the acquisition of automation equipment.
4. Mobilize the industry associations to be the conduits for information about the government programs.
5. Officially recognize the Group of Experts in Automation and Robotics (GEAR). The survey identifies Canada’s robotic integrator industry as one-ofa-kind but not well known. Using already-established manufacturing centres as hubs or “clusters” may prove to be attractive for new talent or investors.
6. Create a structure to support applied research for industrial automaton equipment manufacturers, as well as company-university partnerships.
7. Implement a “Made in Canada” strategy that puts high value on innovation here at home, rather than on exporting the
output of Canadian integrators.
8. Promote standardization among integrators and establishments embracing Industry 4.0.
9. Embark on pilot projects with integrators and universities to learn how automation can best be incorporated into different industries.
10. Fund a “FutureSkills Lab” to log the impacts of automation and to help employees displaced by automation access more varied training.
The survey shows that a lack of skilled labour is the main problem affecting Canada’s manufacturing industry. A greater level of involvement from the government would not only help to promote the industry as a viable career choice for those entering the workforce, but also ensure a robust, diverse strategy to position Canada as a global robotics leader.

Beckhoff Automation has opened its second Canadian location in Laval, Quebec to provide sales and service support in the region.
The 2,223-square-foot facility sits within Greater Montreal and features collaborative space for Beckhoff customers and employees to develop innovative automation and control projects. A dedicated training room is available for customers to increase their engineering knowledge of
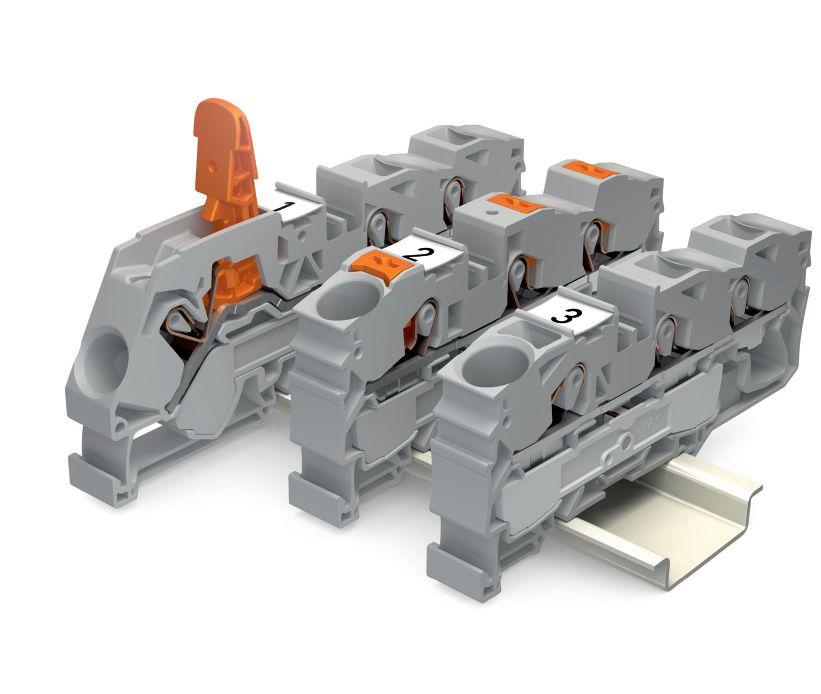
• Choose the right version for your application: lever, push-button, or open tool slot
• All three versions share the same Push-in CAGE CLAMP® technology for direct insertion of solid or ferruled conductors – no tools needed
• Mix and match technologies on the same rail and share accessories (jumpers, marking, etc.)
the company’s PC-based control solutions and to gain more programming expertise in areas such as PLC, motion control, safety technology and IoT connectivity.
“The strong legacy of manufacturing in Greater Montreal, and Quebec in general, spans a number of industries that increasingly rely on PC- and EtherCAT-based control technologies,” says Calvin Wallace, managing director of Beckhoff Canada.
Ted Sarazin, regional sales manager for Quebec and eastern Canada, runs day-to-day activities at the Laval facility. “Customers across Canada, and regionally here in Quebec, have recognized the benefits of control systems that feature PC-based hardware, EtherCAT networking and TwinCAT software technology,” says Sarazin. “This office location makes direct interactions with customers more efficient as we provide local product support and application engineering to help their business operations grow.”
The Canadian headquarters of Beckhoff Automation is located in Mississauga, Ontario.
Rockwell wins $50M contract for Chilean mine
Rockwell Automation has won a US$50-million contract to supply a mine control system to Codelco, the Chile state-owned copper mining company, for its Chuquicamata underground mine.
Rockwell Automation will help to transform the open-pit mine – which is considered the world’s largest by excavated volume – into a “super cave” mine that uses a block-caving extraction process. Block caving is a mining method in which blocks of ore are undercut to induce caving, allowing it to break up and be drawn off, pulled by gravity. The process is expected to extend the life of the mine by at least 40 years.
The contract includes a detailed engineering, supply, configuration and assembly of four structures that comprise the mine’s control system. This consists of an integrated operational platform, security system, supervision and control network, predictive maintenance and a general administrative network.
“We are pleased that Codelco has selected us for this epic mining project,” says Alejandro Capparelli, president, Rockwell Automation Latin America. “We are committed to helping our customers bring the connected enterprise to life. Our work together will increase mine throughput and lower operating costs.”
Rockwell Automation is currently working on the engineering and construction phase, in advance of a project start-up by mid-2019. Annual production is projected to be 320,000 U.S. tons of fine copper and 15,000 U.S. tons of molybdenum.
Cambridge, Ontario–based automation solutions provider ATS Automation Tooling Systems Inc. has entered into a definitive agreement to acquire KMW Konstruktion, Maschinen- & Werkzeugbau GmbH & Co. KG and KMW GmbH (collectively, “KMW”), a German-based supplier of custom micro-assembly systems and test equipment solutions.
The addition of KMW’s micro-assembly technology and expertise are expected to strengthen ATS’ current offerings in the electric vehicle (EV) market.
Micro-assembly systems are critical elements in the assembly of various components used in electric vehicles, including motors, power storage systems, braking, steering and electronic modules. KMW is expected to provide ATS with an internal source for complimentary conveyorized micro-assembly and test capabilities,
further enabling the company to provide full automation solutions and meet customer demands for a complete turnkey offering.
“The EV market is one of strategic significance to ATS,” says Andrew Hider, ATS CEO. “Having the capabilities that KMW offers in-house will enhance our offering in the EV market, while reducing supplier risk.”
Established in 1993 and headquartered in Koblenz, Germany, KMW has 68 employees and offers complete custom micro-assembly machines and solutions, clamps and tooling, as well as in-process test systems.
In its last fiscal year, KMW had revenues of approximately €14 million and an EBITDA margin of over 20 per cent.
ATS will pay €19.5 million for KMW in an all-cash transaction and expects the deal to close in the third quarter of its fiscal 2019, subject to closing conditions.
ATS specializes in custom automation, repeat automation and automation products. Founded in 1978, ATS employs approximately 3,800 people at 20 manufacturing facilities and over 50 offices in North America, Europe, Southeast Asia and China.
The company also recently announced that it landed a CAD $80-million contract from a global automotive manufacturer for a fully automated battery assembly system. The full order bookings include design, build, installation and post-delivery support, including training. The enterprise program is for a new customer, will involve three ATS facilities, and is expected to be delivered over the next two years.
OnRobot, the Denmark-based cobot technology provider, has purchased Purple Robotics, developer of the world’s first gripper specifically for cobots.
The acquisition takes place two months after the merger of OnRobot, Perception Robotics
and OptoForce.
Purple Robotics was established by Lasse Kieffer, Henrik Tillitz Hansen and Peter Nadolny Madsen, all of whom have a background as product developers at Universal Robots, the company behind the world’s first cobot. Kieffer, Purple Robotics CEO, says he looks forward to joining the OnRobot organization together with his colleagues.
“It has been really good fun to create a brand new robotics company and to disrupt the market for vacuum grippers with our invention,” he says. “It makes a lot of sense and creates significant synergy to join forces with OnRobot, which has already created a strong, global sales organization. This means that we can focus 100 per cent on developing the world’s coolest robotics products. Together, we can go far.”
Three months after launching the vacuum gripper, 40 partners in 25 countries have established partnership agreements with Purple Robotics to implement the patented innovation.
The Purple Robotics dual vacuum gripper can, so to speak, give a robot arm two “hands” and thereby the ability to handle several items simultaneously, solving multiple tasks in one movement. Additionally, it has an electric pump integrated in the gripper itself, meaning users do not need

to worry about hoses, compressed air and cables as with conventional vacuum gripper solutions. It takes less than 30 minutes to install the Purple Robotics gripper on a robot and start it up. The vacuum gripper is able to gently and efficiently handle items of many different dimensions, weights, materials and shapes. The lifting capacity is 10 kilograms (22 pounds) and the robot gripper is designed for use on a wide range of lightweight robots from all robot manufacturers.



Omron Canada has made three new appointments across the country. Michael Joaquin (top left) is the new safety services specialist in Toronto, responsible for Omron’s strategic and tactical actions to increase sales within all of the company’s Sean Garrity (middle left) takes the position of territory account manager for British Columbia, and will be responsible for building relationships and opportunities to collaborate on projects with end users, EPCs, system integrators and OEMs. Bashar Abuhamdan (bottom left) has been appointed account manager for Southern Alberta. Abuhamdan will be responsible for managing Omron’s end users, EPCs, system integrators and OEMs.
Mary Ramsey is the new executive director of the International Society of Automation (ISA), the non-profit professional association that sets standards in engineering and technology to improve the management, safety and cybersecurity of modern
automation and control systems used across industry and critical infrastructure. Prior to her role at the ISA, she served as the senior vice-president of process automation for the Americas at Schneider Electric.
Bombardier has appointed Danny Di Perna as chief operating officer, aerospace. Di Perna assumes
responsibility for leading the company’s aerospace engineering, procurement and transformation functions. Bombardier’s aerostructures and engineering services segment will also report to Di Perna. “We are thrilled to welcome Danny to the Bombardier leadership team,” says Alain Bellemare, president and CEO. “He is an exceptional
and engaging leader, with deep aerospace experience and a proven track record of success improving operational efficiency at leading industrial and aerospace companies.” Di Perna brings more than 30 years of aerospace and industrial experience to Bombardier. Most recently, he served as vicepresident of global sourcing for GE Power. | MA

The Core product range from Festo featuring the Stars of Automation

Festo quality at a competitive price covering 80% of your automation tasks. From actuators to accessories for factory and process automation. Reduce your procurement complexity for both the electric and pneumatic control chain by simply following the stars. www.festo.ca/stars

We chat to CALVIN WALLACE, Beckhoff Automation’s new managing director for Canada, about how he plans to expand on the success of his predecessor.
MA: Congratulations on your new appointment as managing director. How have you settled into your new role?
CW: I started my new role on May 1 of this year. The first two or three months, I was working closely with Joe Ottenhof, who is the past managing director of Beckhoff Canada. At this point, I’m pretty much independent and Joe has been stepping back and cutting down his hours.
The Mississauga location is the Canadian headquarters and I’m based [there]. We have our training centre, our application specialists there as well, a complete customer service team, warehouse. It’s a fully transactional facility. Right now, we’re primarily focusing on Ontario, Quebec, Alberta and British Columbia.
MA: How has the Canadian market been for Beckhoff, and how do you plan on building on Joe’s success over the next couple of years?
CW: Certainly the Canadian market has been strong over the last three or four years. We’ve had a lot of success building business in Quebec primarily over the last two or three years – a lot of our growth has been coming out of there. [Ed: As of press time, Beckhoff had just opened an office in Laval, Que., to better serve the region. See p. 9 for more information on the new location.] Our focus moving forward would be expanding geographically west as well, and building our focus in B.C. and Alberta with our new process automation products.
MA: You’ve been working at Beckhoff for about 12 years. How did you get into the industry before that?

CW: I went to college for robotics and electronics control back in the ’80s. Before Beckhoff Automation, I was the vice-president of a local distributor in the London area for the automation market, focusing on control and mechanical products at Axiom Technologies. I was there for 14 years, and then was looking for more of a technical challenge. And Beckhoff attracted me because of the technical story and the innovative products.
MA: How have you seen the company shift over the past decade?
CW: We’ve grown from a reasonably small, privately held automation company to really a force now – getting close to one billion euros. Certainly in the industry, customers recognize the Beckhoff name and
they recognize what Beckhoff can do for their company and their machines. We continue to release more and more products, and it seems like we are releasing more innovative products at a faster rate than say, 10 years ago. That’s been the main change. The geographic or global coverage continues to improve and be strong. Where our customers ship machines, we have support for them.
MA: How have you seen the overall automation industry change?
CW: The machines continue to become more and more complex and users are expecting more from the machines they purchase. They are looking for, generally, very flexible machines that can run many different SKUs or products through. That
comes back to smart factory or Industry 4.0 concepts where they need to have the machine adjust to a customized product that’s being fed through it, or a customized product that they need to manufacture for a customer. Motion control is a big part of that, to be able to have many more actions of motion control on a machine to be flexible and adjust to the parts. That’s a big part of what we do in Canada.
An important part of our business over the last two years is one of our new products, the eXtended Transport System, or XTS [a mechatronic system that combines a linear motor with power electronics and position measurement], which is part of smart factory concepts. We’re seeing that product being used a lot in packaging and even more in assembly applications.
MA: What’s a common challenge that Canadian customers have when they come to you for a solution?
CW: Data is really important. The end users are expecting more and more data from the equipment, like how the machine is running, and where they can focus on improvements. Like I mentioned, they’re looking for more and more flexibility on the number of products that can run through the machine. And machine footprint – the size of the equipment – continues to be really important. Square footage within a facility is extremely expensive. The XTS is another example where using that product allows our customers to really reduce their footprint and still have the flexibility that they need. Of course, traditional high performance and precision is demanded and expected.
With our high-performance technology, we can provide that. But the real trends are data, flexibility and the physical size of the equipment.
MA: In your opinion, what’s one best practice that all manufacturers should implement if possible?
CW: Having machines that run efficiently. That’s not a new story, especially in the automotive industry. I’ve been to some meetings and sessions with business leaders, and one of the concerns they have is with the corporate tax structure changing in the United States, now their competitors who are manufacturing products have a much lower tax rate than they did a year ago. They have to revisit and double-back on efficiencies across the board, because we had almost a 20 per cent tax benefit in Canada.
And now that’s gone. I would say that’s probably the most urgent [for manufacturers], is to revisit their efficiencies and their cost structures because they’re going to have difficulties winning future contracts without relying on that cost advantage that they had before. That’s the biggest problem I see when I talk to business owners and end users.
MA: What are some future goals for Beckhoff?
CW: IoT is something we are focusing on. And machine vision is going to be a big deal for Beckhoff. I’m happy with the discussions I’m having with customers already. It’s still in the process of being released globally, so it’s not something that we are shipping at this point. But there is great demand on machine vision, and that comes back to quality
and efficiencies. We’ll have a complete system with the XTS, with vision – it’s a really, really tight, fully integrated system. We’re entering the HMI world as well and it will be another important category for us. It’s worth noting process automation as well. It’s a whole new market for us as we’ve been focusing on traditional factory or discrete automation.
From a global perspective, Hans [Beckhoff, managing director for Beckhoff Automation GmbH] talks about getting as close as we can to our customers, both expanding our facilities so we can be closer to our customers for relationships and training and support. Certainly I see a trend that we will continue to do that. There will be continued investment in facilities in Canada and globally as end users use more and more Beckhoff. | MA


BY PAUL HOGENDOORN
Regular readers of this column probably wonder if I am still working, or if I’m retired, given that so many of the columns I’ve written highlight my recent recreational pursuits and adventures, many of them with my granddaughter.
The truth is that not only am I still working, but also the last two years I’ve been working harder than I did in almost any other period in my 35year career. The difference, though, is that I have learned a few things on the ever-converging life and business journeys – and one of those things is how to keep things in relative balance, even when going full throttle. Along with the stresses and challenges of starting up a new business that is bringing new technologies to a conservative industry and challenging decades-old (centuries-old?) paradigms, I’ve taken small breaks here and there to climb famous towers and bridges, hike Niagara escarpment trails and drop anchor in places unchanged since before the first European settlers arrived here. And most of those things I did with my granddaughter (inset, at right).
O n our last such adventure, we talked about one day participating in the Amazing Race Canada reality TV show, and then concluded that, in effect, we were already doing that now. We were sitting on the back deck of a boat just off shore at Grand Bend, Ontario, and then a single moment later, we were soaring 550 feet in the air. It was spectacular, and the whole experience caused me to think about how different things would have been if I didn’t say “yes” to many of the unusual requests I’ve said yes to – with most of those really unusual requests coming from her.
It made me think of how the lessons we learn in life apply to us in business, and the lessons we learn in business can apply to us in life. Not every question should be answered with “yes,” but I’ve learned that my natural inclination for too many questions always seemed tilted toward “no.”
Sometimes it’s better to try and fail than never to have tried at all.
Often, these revelations come after long hours of hiking, climbing or
Paul Hogendoorn is president of FreePoint Technologies. “Measure. Analyze. Share. Don’t forget to share.” He can be reached at paul. hogendoorn@getfreepoint.com.

One minute we would be sitting on the back deck, and the next we would be soaring. If only getting a company off the ground was that easy.
riding – or they are epiphanies that come days later, upon reflection. With the parasail adventure, I knew the inspiration, whatever it may be, needed to come quickly, because the whole thing was only going to last 10 or 12 minutes; one minute we would be sitting legs forward on the back deck, and the next we would be soaring, feeling as if we were suspended, thumbtacked to a cloud. If only getting a company off the ground was that easy, I mused. But it’s not.
And then it hit me.
I wondered why it wasn’t that easy to get a company or new idea off the ground, and why people are more inclined to say no and resist a new idea than embrace it. And then I thought about the boat that was pulling us, with its 600-cubic-inch engine, and the sail that was suspending us, and the taut, thin line in between – and I realized it was the resistance of the wind that lifted us to the sky, and not the pulling of the boat alone. Without the resistance, there would be no lift. If it was just a matter of power and speed, we would be skipping along the surface of the water, at perhaps 70 kilometres per hour, but we wouldn’t get in the air. We wouldn’t be enjoying the experience – in fact, after only a short while, we would be exhausted, beat up and drenched. We needed

the right balance of speed and power, along with resistance, to get into the air. Resistance is good. In fact, it’s necessary. We also needed that taut, thin rope to keep it all connected. The best phrase to describe that rope when everything is working well is “under tension.” There is always tension whenever there is resistance – and there is always resistance whenever there is lift.
The person driving the vision, or idea, or company, is likely thinking primarily about the power and speed of the towboat and all of its capacity, and may actually be thinking of all the resistance as a bad thing. But some of that resistance is essential if indeed you want your idea, or business, to soar.
My takeaway advice from this recent 12-minute adventure: 1) say yes more often to more things that get out of your comfort zone (and this incudes recreational things); 2) expect resistance, even a lot of it, with a healthy dose of fear; and 3) learn how to find the kind of resistance needed to create the lift that gets you off the deck and soaring. | MA




As the inventors of the original safety light curtain, we have accumulated over half a century‘s worth of experience and expertise in all things safety. And what do we do with that experience? We continue to innovate – so our customers can take it to the next level. We used our expertise to create the deTec4 Prime: Versatile thanks to its flexible connection concept. Freely positionable with optimal resistance to interference. Extremely easy to use with a visualized display. And a minimum of connection work when cascaded systems are needed. It’s a masterpiece based on the original. We think that’s intelligent. www.sick.com/deTec4

BY JENNIFER RIDEOUT
On the factory floor, every new connection point is an opportunity for operations teams to monitor, analyze and optimize performance. It’s also a security risk.
As connectivity increases through networked sensors, devices and other Internet of Things (IoT)–enabled equipment, so does complexity – and so do security concerns. Providing operations technology (OT) teams with IT network connectivity, and not a cybersecurity backbone to ensure the network stays secure, is not enough.
Consider that every new asset you put on the network is another security consideration, and another risk that requires monitoring. In many factories, the sheer number of assets is making it difficult for OT professionals to understand their security posture, let alone have visibility across the entire network, at any given moment.
Many manufacturers also lack the digital tools to identify what normal network activity looks like, which makes it almost impossible to identify threats when an abnormal condition arises. Why? Industrial control system (ICS) environments consist of many types of equipment operating many different industrial IoT protocols. Getting a centralized view is difficult, to say the least.
These networked assets have made manufacturing environments an attractive target for cybercriminals, who understand that many are vulnerable to threats. These cybercriminals use ransomware to extract money from manufacturers, often by threatening to shut down production or delete intellectual property. And let’s not forget that much of the equipment in Canadian factories is more than 20 years old. It was never designed to guard against sophisticated cyberattacks.
So what does this all mean? It means that it’s time to give OT professionals the digital tools they need to keep factories secure. It means that OT must take ownership of cybersecurity. And it means that IT professionals need to help.
To start, many OT professionals do not have sufficient training or education in cybersecurity, which are necessary to manage and

protect against advanced ransomware and other threats. Manufacturers must make it a priority to educate their operations teams in this area. Because while your IT department can, and should, help operations teams understand and manage security policies, they are not familiar with the complexities of factory operations and manufacturing technologies.
The key, then, is for OT and IT professionals to work together to keep factory equipment and networks secure. IT has the expertise to provide operations with the tools and training needed to secure factory networks, and OT has the manufacturing expertise required to advise IT on the nuances of a production environment.
Here are four ways that IT and OT professionals can work together to provide OT with the digital tools that keep factories secure:
1. Empower OT while keeping IT in control of security
What: Allow IT to define security policies that dynamically apply themselves based on OT’s intentions and input.
Why: OT needs to be able to take ownership of security to ensure continuous operations, but requires IT expertise to do so.
2. Segment networks
What: Create discrete network zones within your overall topology that restrict access and prevent infection.
Why: Cybercriminals are looking for any entrance point they can find. For example, one case of the WannaCry ransomware attack in
May 2017 started from a single workstation that was connected to the network at large. Segmentation helps to prevent infections from spreading too far.
3. Provide a full view of industrial network topology for OT
What: Empower OT with a centralized network dashboard so they can stay abreast of conditions and deep dive into individual assets.
Why: OT needs better context around security to successfully enforce it.
4. Enable remote access
What: Enable secure, remote access to securely bring in remote expertise such as contractors and vendors to help solve issues, apply patches and more, without needing to involve IT in every incident.
Why: Allowing OT to enable access to select assets for third-party organizations helps increase agility and ensure continuous operations.
To maintain all processes and keep factories safe from cyber threats, OT professionals need to be more self-reliant. Without visibility into the network, they can’t understand activity or identify anomalies. And without the ability to manage and apply security policies, they’re too dependent on IT – slowing down responses, creating confusion and impacting productivity. By giving operations teams the right digital tools to understand and protect against threats, all manufacturers will sleep better at night. | MA

BY TREENA HEIN
Apps have been around for years in the manufacturing sector and their use is only going to expand, due to the way they add so much intelligence and value in the quest to better manage assets and processes.
“Apps were critical in the past, they are critical now and they will be even more critical going forward,” says Craig Resnick, vice president of consulting at ARC Advisory
Group. “It’s all about increasing productivity and profitability, as well as eliminating unscheduled downtime through gathering and sharing information effectively.”
A straightforward example of how an app adds value, says Resnick, would be a sensor detecting if a motor is running too hot or vibrating uncharacteristically. “This sensor data is then sent to the cloud or a local ‘edge’
device, which contains analytics software to convert this data to meaningful information,” he explains. “This information is then used to, for example, schedule a service call and a replacement motor to be shipped to synchronize with this service, which helps to avoid an unplanned downtime.”
This app example demonstrates the effectiveness of the Industrial Internet of Things (IIoT) – the ability to connect manufacturing by embedding sensors into assets and gathering immediate data, then sending a signal to the people who can check the process or service the asset. (In Resnick’s view, edge
“It’s all about increasing productivity and profitability, as well as eliminating unscheduled downtime through gathering and sharing information effectively.”

devices – data repositories physically situated close to where the data was generated – are used with apps where data is gathered in real-time; the cloud is mostly used for storage of data after a detected situation is dealt with.)
Some interesting real-life industry app examples are described in a recent report called “Five Manufacturing Companies with Mobile Apps that Got it Right,” from Atlanta-based app developer Stable Kernel. The Womble Company built an app that serves the firm itself, and its suppliers and customers, by integrating a barcode scanner that tracks every piece of pipe the firm produces. Through the app, Womble has seen significant improvements in customer relations and productivity, 100 per cent inventory traceability and
more. Another example in the report is Caterpillar Underground Mining, which built an app that tracks all equipment (locations, part numbers, lot numbers), warehouse inventory and more; it has reduced regular cycle count by 50 per cent.
Resnick cautions, however, that while in-house apps being made by some manufacturers can certainly be effective, all software is going to require updating and even overhaul. Therefore, there must be contingencies in place if, for example, the app designer leaves the company. That’s one of the reasons Resnick believes most manufacturers are using out-ofbox app solutions. They are both proven and cost effective (with training included, often through YouTube).
However, Alexandra Tregre, business development manager at Stable Kernel, is of the opinion that out-ofthe-box apps often do not properly address the unique challenges most enterprises face, nor are they always built for scalability or efficiency. “Even out-of-the-box solutions need to be modified to address the specific use case to solve business challenges and improve workflows,” she notes. She adds that “every company that wants to deploy mobile software must make the decision to either pay less for a cheaper, hybrid development solution and risk a poorly built, insufficient
product that produces technical debt, or to invest in the product up front and mitigate risk.”
Quebec-based Poka is an example of an app maker that has produced many customized solutions, helping manufacturers to drive performance and productivity with real-time information. For the Leclerc Group, a North American snack manufacturer with over 950 people employed across many facilities, Poka has reduced variation in production across eight plants. As a result of these improvements, Leclerc saw a reduction in downtime by 9.5 per cent, and start-up and changeover time accelerated by 31 per cent.
WestRock, a $14-billion paper and packaging company, issued iPads with Poka apps in 2016 to help deliver video-based training and work instructions to their workers across their global operations. The result is better comprehension and retention of information as well as a 50 per cent reduction in the time it takes to capture and document procedures.
In terms of how manufacturing apps are generally being sold, Resnick notes that a lot of them are now being marketed as a service, moving away from a model of paying once as a capital expense. “You pay a monthly fee that comes out of the operational side of budget, and updates are automatic,” he says. “For the app firm, it helps
secure the customer long-term.”
Going forward, both Resnick and Raman Chitkara – who recently retired as global technology industry leader at multinational professional services firm PwC (PricewaterhouseCoopers) – predict the increasing use of artificial intelligence (AI)
in app development – software programs that can make decisions based on huge amounts of historical data. Chitkara predicts that AI will be able to coordinate and integrate apps, directing them to work with each other to find proactive rather than reactive ways to produce desired
outcomes. For her part, Tregre also believes that combining AI/ machine learning and leveraging the Internet of Things provides limitless opportunities for apps in manufacturing. As manufacturers continue down the path of using high-tech to maintain a competitive advantage, she
We’ve compiled a roundup of some of the major apps in the manufacturing world. View the full list on automationmag. com. Companies not listed are welcome to alert us to your app.
Siemens
The Siemens Digital Innovation Platform integrates apps and software for product lifecycle management, application lifecycle management, electronic design automation, operations management and more. It supports open IoT, 3D modeling and manufacturing operations. plm.automation.siemens.com/ global/en/our-story/visiondigital-innovation/
Rockwell Automation
One app example from Rockwell is TeamONE, which both syncs and keeps industrial communications local, being designed for hybrid connected industrial environments. It incorporates worker knowledge with data from automation devices. rockwellautomation.com/ rockwellsoftware/applications/ factorytalk-teamone.page
ABB
Apps within the firm’s manufacturing execution system provide the orchestration and synchronization of all the entities involved in the manufacturing process, giving insight to operators, production engineers, plant managers and more. new.abb.com/cpm/ manufacturing-executionsystem-mes-mom
Schneider Electric
Apps and software provide a standards-based foundation that unifies people, processes and assets for continuous operational improvement and real-time decision support.
schneider-electric.com/en/ work/solutions/for-business/ food-and-beverage/ smart-manufacturing.jsp
Honeywell
Various apps and software provide a real-time view of all materials, parts and finished goods flowing through manufacturing operations to optimize processes, ensure product pedigree and maintain consistent quality control. honeywellaidc.com/solutions/ environment/manufacturing
Microsoft
The Microsoft Azure IoT suite of apps includes Remote Monitoring, Connected Factory, Predictive Maintenance and Device Simulation. azureiotsolutions.com
LeanApp and LeanMan
The LeanApp is described as “the Kaizen Event app for iPad,” designed to help Lean practitioners measure and analyze processes. Users enter measurement data, which is interpreted and generated into reports that can be shared instantly. Similarly, the LeanMan app allows manufacturing businesses to observe and measure their production process data in real time, and receive interpretation and
reports instantly to help identify where process improvements can be made. leanapp.info
SYSPRO
This system integrates, synchronizes and controls the manufacturing lifecycle, keeping finished inventory at a minimum, simplifying forecasting, planning for materials requirement and capacity, and more. There is an advanced scheduling functionality and the ability to track actual labour versus estimated labour. us.syspro.com
Oracle
Oracle Manufacturing Cloud manages processes and streamlines the production cycle as part of a supply chain system. The firm’s asset maintenance software and apps provide a complete view of assets. oracle.com/applications/ supply-chain-management/ solutions/maintenance-cloud .html
iFIX
This app helps deliver faster insight and operational efficiency in asset management. The overall interface layout is designed to provide operators with the most informed view of the problem or task at hand, personalized to them. ge.com/digital/products/ifix
Salesforce for Manufacturing
This firm’s apps can “make each interaction for inquire-to-order and field service operations a
sees “huge” opportunity for developing innovative high-tech solutions that meet the needs of workforces wherever they are, “and mobile apps are at the crux of that.”
Looking ahead, Resnick lists another hot app trend to be digital twinning (when an asset
personalized experience [and] enable 24/7 customer-centered collaboration.”
salesforce.com/ca/solutions/ industries/manufacturing/ overview
Poka
Poka apps (for operations, health and safety, quality assurance, HR and more) allow access to real-time information to solve recurring problems, more easily train staff, digitize lockout tag-out procedures, standardize processes, assign maintenance tasks, follow-up, enable collaboration and more. poka.io
NetSuite Manufacturing Edition
NetSuite Manufacturing Edition is a cloud-based integrated manufacturing app that tracks inventory and warehouse activities and links them to the value chain. It provides manufacturers ways to manage inventory level stocking at multiple locations, and more.
netsuite.com/portal/industries/ manufacturing.shtml
Humanity
This app enables managers to spend less time scheduling as it includes the capacity to import and integrate business data to predict scheduling needs, to collaborate and communicate with coworkers, to create training programs to onboard new staff and facilitate staff development, and more. humanity.com | MA
“Every company that wants to deploy mobile software must make the decision to either pay less for a cheaper, hybrid development solution and risk a poorly built, insufficient product that produces technical debt, or to invest in the product up front and mitigate risk.”
is delivered to a plant, a digital simulation of the asset comes with it). “With a turbine, for example, you can run the turbine’s digital twin first and determine with the simulation if there are problems that can be solved before the actual turbine is commissioned,” he explains. “Such as additional heat or vibrations being generated above the design specification based on abnormal bearing wear, which could lead to unplanned downtime.” Two other major trends, says Resnick, are augmented reality (being able to see what’s in front of you but also wearing a device that provides additional information in your visual field) and virtual reality (an entirely virtual visual field) to do things like practice training scenarios.
Tregre agrees. “The continued application of VR, AR, touchless tech and so on all have great potential to be leveraged within manufacturing apps to further advance the value of mobile products by solving critical problems and challenges of the future,” she notes. “These technologies allow companies to further automate complex processes via apps while also responding real-time to the critical data that is gathered.”
H owever, while Chitkara acknowledges that further digitization and automation of the industrial world will be very transformational with numerous benefits, he stresses that it must also be prepared for challenges. Increasing digitization, he warns, will give industrial firms a “full taste” of what it means to be technology companies – which means navigating how to manage strong dependence on software, cloud computing and so on. He firmly believes that digitization
in the industrial arena is not going to be as easy and rapid as it
has been in the consumer sphere. Tregre adds a cautionary note on app development and use. “We see large enterprises neglecting a research phase at the beginning of a project,” she says, and without that solid research, “the app will be built on assumptions and fail to deliver the intended results or provide any value.”
And one last thought – also cautionary but empowering, too. Among others, Stable Kernel believes that the increasing use of apps will be critical to attracting young talent in the manufacturing sector – so much so that the company wrote a paper on the topic, viewable on their website, stablekernel.com. | MA




































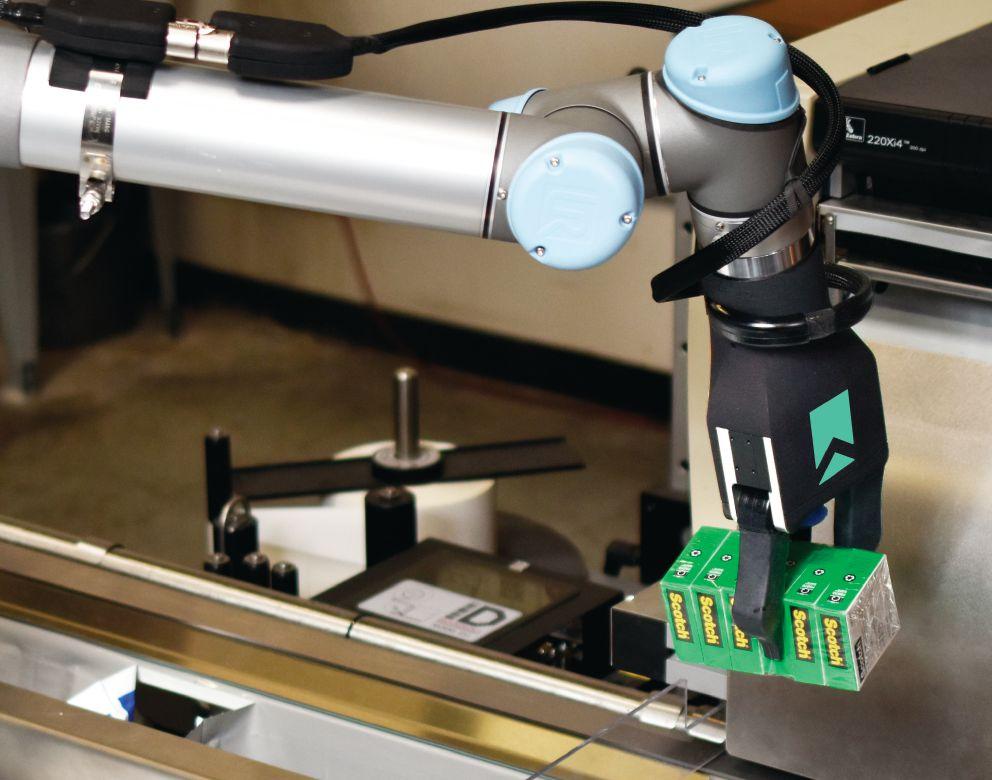
Robotic piece-picking supports logistics and end-to-end manufacturing operations
BY VINCE MARTINELLI
Traditional material handling processes focused on moving products by the case or pallet from distribution centres to brick-and-mortar retail stores, where customers would do their shopping. Today, with the convenience of e-commerce, people are shopping over the internet more
frequently and buying fewer items at a time. E-commerce has turned the traditional material handling and logistics landscape on its head, compelling us to rethink the overall approach to intralogistics operations within the four walls of the fulfillment centre.
The problem boils down to pieces and people. The “pieces” part of the problem comes from this shift towards
Range, rate and reliability are the key requirements for someone identifying a piece-picking solution for their business.



shipping individual items, driven by surging online order volume, with double-digit growth spanning millions of SKUs. How can automation cope with this flood of individual items?
The “people” part of the problem comes from tight labour markets in many regions, shrinking labour pools in others and a tendency for people to avoid sticking with mundane pick-and-place task-based roles. Even with automated storage and retrieval (ASRS) systems, intelligent conveyors and sorting systems, people play a key role in handling items as they move through the facility. How will retailers grow and sustain outbound volume with the human resource challenges they face?
The solution? Automation of
In a continuous cycle where a robot transfers items one at a time between two adjacent totes, rates of 1,000 units per hour or more can be sustained.
simple, menial warehouse tasks by way of robotic piece-picking, designed for the new realities of e-commerce and for integration with a wide range of warehouse systems.
T he adoption of robotic piece-picking for supply chain is still in an early stage, but many retailers and fulfillment centres are already testing and integrating this new technology into their warehouses in order to stay ahead of the competition.
The challenge for someone trying to pick the best option is deciphering the techno-babble and identifying a solution that meets the needs of their business in terms of three key requirements: range, rate and reliability, or simply, the 3Rs.
Range of items is a measure of the SKU variety and order diversity in your operation.
SKU count alone is not a perfect measure of variety in regard to size and shape of items. There are many identically packaged tubes of toothpaste, bottles of shampoo and cereal boxes, for example. Even so, it’s likely that the more SKUs your company stocks, the greater the variety of these classes of items and the greater the size options offered. People deal with this variety easily, but traditionally robotics have only been used when the range of items is very low, such as in a manufacturing production line.
But the sheer variety of items is not the only challenge. With demand shifting to direct-to-consumer purchases, your customer order profile may only have between one and two units on average, compared to traditional store -restocking orders that may
have 20 or even 100 order lines.
Even with some small sets of






HPN Harmonic Planetary® value series provides a low cost solution without the need to compromise on quality or performance. This new value series of planetary gears carry the reputation for quality and reliability for which Harmonic Drive® products are known throughout the world.
• Helical Gearing
• Available in 5 frame sizes
• Peak Torque: 9Nm to 752Nm
• Ratios: 3:1 to 50:1
• Quick Connect® mounting system
• High Efficiency
• Backlash: <5 arc-min (single stage), <7 arc-min (two stage)
• Fast Delivery
• Shaft output available with key and centertapped hole or with center-tapped hole

faster-moving (more popular) products, order diversity is high, especially when trying to process orders quickly to meet same- or next-day deliveries limits batch size. Combining these factors means that an associate doing ASRS tending or sorter induction may not see the same item twice in a row very often through the day. Does a robotic solution need to support 100 per cent of your products to have a reasonable payback? Probably not. Bicycle tires and toothpaste, for example, do not often flow through the same storage and processing steps in a warehouse. They are unlikely to be packaged together and will normally ship in separate boxes. A toaster oven may ship in its own box and always be processed as a single item. That said, the wider the range of items that your robot workcell can pick, the better. It simplifies material flow, and gives you flexibility to consider using such a system at one or more pain points in the operation.
Robotic piece-picking has gotten very fast. In a continuous cycle where a robot transfers items one
at a time between two adjacent totes, rates of 1,000 units per hour or more can be sustained. Commercial off-the-shelf (COTS) robot arms provide options for rapid picking, and task-specific path-planning algorithms improve efficiency. Intelligent solutions that integrate vision and smart grasping hardware with software intelligence are quick to identify items, select a motion path and execute the pick.
A sk prospective robotic piece-picking partners about benchmark performance measures for items similar to what you intend to run through the workcell. These results should be supported by both lab and field data, accounting for variations in solution design. The supplier should be willing to discuss trade-offs in order to optimize the system for your operation, whether an existing facility or a greenfield design. They may recommend changes to inbound procedures, including how items are presented in totes and how they are packaged, to make it simpler for an automated system to perceive and grasp items. Robotic piece-picking can meet the throughput requirements for
reliability and contributing to continuous improvement for your key quality metrics.
R obotic piece-picking also must achieve a high degree of robot independence, operating with minimal human intervention, in order to satisfy use requirements and maximize benefits for warehouse processes. Robot independence can be achieved by having high operational reliability, incorporating error and exception handling into the software control systems, and providing a simple, robust mission control protocol for interfacing to host systems in the facility.
many typical DC and FC processes – and it is improving rapidly.
Another consideration regarding rates and throughput is how quickly robotic piece-picking can be deployed and integrated into your systems. The best systems can be deployed in roughly a day by a single technician and feature simple interfaces. As the installed experience base continues to evolve and standardize, these systems will become even more plug-and-play. There is no need to wait for the operational savings afforded by robotic piece-picking.
Robotic piece-picking is reliable if it provides order integrity – always picking the right quantity, and successfully transferring it to the place location. Robots can also provide and contribute to order integrity by validating an item, such as via barcode scan or image matching, verifying that the proper inventory was presented to the piece-picking system. Similarly, robots can capture data regarding picking tasks, including images, that can be used to confirm task completion, improving overall operational
R obotic systems must be mechanically reliable. They should leverage highly reliable COTS technology and subsystems that are supported by data from production use at scale. For newer elements, such as gripper hardware, quick-swap designs and on-site spares programs help sustain continuous operation.
I n addition, a successful robotic piece-picking solution must be reliable even in the case of exceptions or errors. It’s easy to plan for happy-path scenarios, where everything is perfect. But this ignores the fact that even in the best-run facility or with the best robotic piece-picking workcell design, there can be errors. A well-conceived solution will have a simple message interface that can easily integrate with the warehouse control system (WCS) to coordinate and resolve issues –and the issue should resolve automatically, which requires robust error handling in the integration message protocol.
An early example pilot project involved a Canadian e-commerce company evaluating robotic piece-picking for the ASRS pick-tending use case.
The system was deployed and integrated with the existing WCS software and physically at the ASRS system port. The task included picking from different bins in sub-divided totes and placing
Reliability improved throughout the trial with attention being paid to how some items were arranged in the bins.
to the proper outbound carton or tote, for several orders that were in queue. The robotic system would receive pick missions from the WCS and would confirm mission success after placing the item in the appropriate container. In the event of an error, including empty source tote, misaligned tote dividers, or a missed pick, for example, the system would log and annotate the error, message the WCS with an error code and then the workflow would proceed based on a predefined set of error handling rules.
The robotic system was initially able to pick over 70 per cent of the SKU population with no modification to how the items were slotted in the storage totes and with no modifications to packaging. Keeping in mind that not all SKUs represent an equal proportion of volume, this was encouraging. Depending on the product details, robotic systems may be able to pick 90 per cent or more of the overall SKU set and an even higher per cent of volume, for products that are managed in ASRS.
An interesting example of a product that can be hard for robots to pick is men’s belts. If they arrive at the facility ready to hang on racks in a store, it’s not a great form factor for robotic perception and grasping systems. Rolling the belts and securing them in a snug plastic bag secured with an elastic makes them easier to pick and also prepares them for pack-out.
R aw rates for the robotic system were in the 400-500 uph range, including delay times in messaging between the systems – which can be reduced in future work – and time to reach to the
farthest outbound container. This range is fast enough to where the throughput is now limited by the upstream and downstream systems. It could be further optimized in stations designed with robot ergonomics in mind.
Reliability improved throughout the trial with attention being paid to how some items were arranged in the bins. If bagged t-shirts were packed tightly and arranged vertically in the totes, it would make it a two-hand pick for a person, as one hand separated the items and the other grabbed an item. For the robotic system, laying the items on their side enabled successful single gripper picks. These and other “lessons learned” are driving new feature development based on capabilities of the robotic vision system and machine learning, as well as adaptive hardware systems.
In this example project and others, suppliers and customers are quickly learning how to effectively leverage the capabilities of robotic piece-picking to tackle the challenges in the dynamic world of e-commerce.
Robotic piece-picking at work
Robotic piece-picking is automation in action. The basic value framework is driven by the 3Rs of range, rate and reliability as they apply to your business, and best-in-class solutions have a clear set of common characteristics that offer high levels of 3R performance. When these new and complex technologies are combined intelligently, the results are simple: items are picked and placed predictably, and customers receive their orders on time. | MA








MASON-DARNELL & MICHAEL JOAQUIN
Experienced safety managers are usually well versed in the consequences of poor safety practices, which may include fines, worker’s compensation costs, high turnover, lost productivity, worker injuries and even fatalities on the job. Even so, misunderstandings about machine safeguarding requirements place many facilities at risk for noncompliance and serious accidents.
Several trends are contributing to this disconnect. As older workers retire, many industrial facilities lack the engineering expertise required to ensure that their machines meet modern safety standards. In addition, the increasing use of automation may be leading to complacency at some plants. Manufacturers may not realize that even if a process is automated, the machines still may not be compliant.
Here, we discuss several misconceptions that industrial safety and facility managers often hold when it comes to machine guarding.
MYTH #1
Safety is something you can just take care of once and then forget about. Safety is an ongoing requirement, and companies must have regular risk assessments performed on their machines to ensure that they meet the most recent safety standards. Companies often wonder what they should look for in an assessment service provider. When selecting an assessment service, perhaps the most important thing is to make sure that the team is composed of safety experts and engineers rather than sales professionals. The provider needs to have a thorough understanding of machinery control systems and should hold relevant industry certifications from a professional organization (such as TUV Rheinland) and, in some circumstances, professional engineering credentials. The provider should also have professional liability insurance.
Good administrative controls and comprehensive employee safety training can replace good engineering.
This is a misconception that can put employees in harm’s way. The very foundation of machine safety consists of a hierarchy of controls that

regards engineered solutions as the preferred method. Administrative controls and employee safety training are necessary and helpful, but they are typically used as supplementary controls to mitigate residual risk. They don’t take the place of properly implemented safeguarding and safety systems.
MYTH #3
Older machines can be “grandfathered in,” so they don’t need safeguarding.
This is false. No equipment is exempt from current machine-guarding standards, and so-called “grandfather clauses” simply do not exist for machine safeguarding. An exemption does exist under some robot standards, and it applies to a robot’s safety circuit integration.
Managers at facilities with older equipment may believe their machines are grandfathered in because they were built before machine-guarding standards existed or that brand-new equipment is always compliant. These are common misconceptions that can lead to violations. New equipment is rarely compliant unless the customer specifies machine-guarding compliance in the design.
MYTH #4
If a Ministry of Labour inspector recently visited your facility and
didn’t say anything about a specific set of machines, then those machines must be compliant.
This may not be the case. An inspector doesn’t need to pass judgment on every single piece of equipment at a client facility, and it’s possible that another inspector who arrives later may issue orders for compliance on a machine that the first inspector already examined.
MYTH #5
The CSA and ANSI standards are law. Legislation and standards are separate things. A standard is a guideline that can be used to demonstrate compliance with the law. Legislation is the law, and it can be imposed by enforcement officers. Legislation is known as “non-voluntary” compliance, whereas a standard – which isn’t enforceable by inspectors – is known as “voluntary” compliance.
MYTH #6
If you’re moving a machine to a new location and you already had it assessed for risk, you don’t need to have another risk assessment done after you move it.
This is not necessarily true. Depending on the complexity of the machine, moving it to a new location could create a requirement for a new risk assessment.
If you have several machines that are identical, you only need to do a risk assessment for one of them.
As with the previous myth, this statement depends on the complexity of the machine. Even seemingly insignificant differences between machines and their positioning relative to one another could change the outcome of a risk assessment. For instance, the addition of a small step to one of several otherwise identical machines could be sufficient to place a worker in harm’s way.
There are machine safeguarding exemptions for smaller companies.
This is completely false. All companies are required to safeguard their machines properly and protect the lives and safety of their employees. What may depend on company size is the amount a company must pay in case of a safety violation.
Voluntary vs. non-voluntary
Know the differences in compliance: legislation is non-voluntary and standards are voluntary.
In the case of a failure to protect safety, the worst that will happen is that the company will pay a fine.
Many executives and supervisors falsely believe that they can’t be held personally responsible for accidents that may occur. The truth is that Bill C-45 (also known as the “Westray Bill”) amended the Canadian Criminal Code imposing serious penalties for violations that result in injuries or death. It attributed criminal liability for these violations to corporations, their representatives and those who direct the work of others. This means that executives can actually do prison time for failing to protect the safety of their employees. In addition, the direct supervisor can be held personally responsible and may need to pay a fine.
Safety is too expensive, and it reduces efficiency by adding extra steps to key processes. If there’s one myth we want to completely debunk in this article, this is it. Safety measures can save money in the long run by helping to avoid expensive and traumatic incidents. Although the upfront investment cost is always a major consideration, it shouldn’t deter facility leaders from implementing safety solutions. The costs of an accident – in terms of fines, worker compensation, lost productivity and poor morale – could be several times the initial investment cost. | MA
Automation Americas, which is an industrial automation partner that creates, sells and services fully integrated automation solutions that include robotics, sensing, motion, logic, safety, and more. omron247.com
AGV-HP High-Accuracy Galvo Scanners



Amada Miyachi America is offering the KN-II Series pneumatic weld head for opposed electrode welding applications. The KN-II works for welding ring or annular projections with a perimeter length ranging from 0.40 to 7.0 inches, and for micro-electronic cap welding applications requiring co-planarity. The KN-II is used to weld sensors, frequency devices, filaments, heating elements, photonics packages, strain gauges, transducers and more. With its fast force follow-up feature, the weld head eliminates weld expulsion, preventing entrapment of ejected materials in projection-welded electronic devices – a common cause of particle impact noise detection failure. The KN-II features a dual cylinder design that delivers more than 4,000 pounds of weld force. With a die-set design, the weld head boasts rigid construction using a 25-micron matched linear ball bearing bushing and tie rod for precise positioning and planarity. amadamiyachi.com
Motion control and actuation specialist Kyntronics has developed a patent-pending SMART hydraulic actuator (SHA) with a compact footprint, combining the power-to-weight ratio advantage of hydraulic technology with the versatility,
ease of installation and control of electric servo technology. The actuation system precisely controls position, force and speed in applications requiring 500 lb (2,225N) to over 100,000 lb (445kN) of force capacity. The SHA system produces strokes up to 120in (3,048mm) and can be oriented in any position. The solution is powered by a servo motor that drives a hydraulic pump, which generates pressure to act on a cylinder to provide optimal mechanical actuation force. The configuration also features a servo drive controller, actuator, manifold and built-in transducers, providing essential closed-loop precision force and position control. Fieldbus capabilities include Ethernet, CAN and Serial. To compensate for the differential between a cylinder’s cap and rod ends, the hydraulic cylinder includes an outer low-pressure cylinder with a second inner highpressure cylinder, creating a chamber between the two.

with more Web browsers and mobile devices. A new “fast-forward” feature allows the user to skip steps in the configuration process by automatically selecting default options. As well, the new version provides users with easy access to technical specifications, list pricing, 2D drawings and 3D models, an immediate unique part number, plus a cylinder datasheet PDF with outline drawing and an overview of the selections/ options selected. Users of the NFPA configurator can choose from different options to design their cylinder: series, bore size, stroke, mounting style, piston rod diameter and material, rod end style, port and cushion options, seal material, piston rod extension, paint, and pistonretaining set screw option. Aventics NFPA cylinders come standard in 1 ½” to 14” bore sizes (larger bores available) with up to 22 mounting styles, and feature an extra-long rod bearing for maximum support against side-loads. aventics.com
and suitable for operations in harsh environments or where frequent and effective cleaning is a must, CRDSNU now offers options like an extremely long-life dry running seal as well as self-adjusting end-position cushioning. The cylinders are used in food and packaging, chemicals and medical technology as well as in resource extraction. Variants are available with threadless front mounting, which is designed to reduce the risk of contamination. Festo’s proprietary self-adjusting cushioning PPS does away with the adjusting screw, another place contaminants may lodge. The CRDSNU line includes variants and mounting options suitable for many applications, including low-temperature and heat-resistant versions and various piston rod setups: through piston rod, extended piston rod thread, or piston rods with female or special thread. festo.com
A pre-engineered attached controller is a standard option. The controller is properly sized for the application and is pre-configured and tested at the factory to reduce set-up time and eliminate programming. Software tools are available to setup or alter desired motion profiles as required. kyntronics.com

Aventics has upgraded the steel online configurator for NFPA cylinders with a new look and more user-friendly navigation that is compatible
The latest generation of Festo’s CRDSNU round stainless-steel pneumatic cylinders (below) boasts new variants and installation possibilities for extended and contaminant-free operations. Based on the ISO 6432 standard
With the revised version of the online configurator for M4 load sensing valves, Bosch Rexroth helps to master the variety of the flexible valve family and provides necessary design documents. The M4 configurator also now provides an expanded preferred program and an eShop connection, which makes the procurement process faster


and easier. The versatility and technical features in terms of precision, sensitivity and safety make the “all-rounder” control blocks M4-12 and M4-15 reliable components for a variety of mobile working machines and their functions. This includes the sensitive boom control in knuckle-boom cranes, concrete machines and emergency sky lifts, as well as the use in open-circuit travel drives, drilling equipment or forestry machines. A guided selection process opens up a corresponding number of variants based on the required criteria and options (e.g. mono block input, aluminum-free, type of actuation or end plate). As soon as a configuration is complete, comprehensive documentation including a schematic, dimensional drawings and 3D models becomes available. boschrexroth.com

HP has released the HP Metal Jet, which uses 3D printing technology for high-volume manufacturing of productiongrade metal parts. The company says the printer provides up to 50 times more productivity than other 3D printing methods and at a lower cost. Part of the launch is the Metal Jet Production Service, which by early 2019 will allow customers to quickly iterate new 3D part designs and produce final parts in large quantities. HP Metal Jet is a voxel-level binder jetting technology with a bed size of 430 x 320 x 200mm, four times the nozzle redundancy, two times the printbars, and significantly less binder by weight. HP Metal Jet will start
with stainless-steel finished parts, delivering isotropic properties that meet or exceed ASTM and MPIF standards. So far, GKN Powder Mellaurgy and Parmatech are using the HP Metal Jet, and other large companies including Volkswagen and Wilo have placed orders. Commercial solutions will begin shipping in 2020 to early customers and with broad availability in 2021. Reservations for customers to pre-order HP Metal Jet systems are available.

Optomec has unveiled the LENS 860 Hybrid Controlled
Atmosphere (CA) System, a new addition to the LENS Machine Tool Series that has a larger build volume and supports higher laser power, providing more capabilities for high-quality metal hybrid manufacturing. The system has an 860 x 600 x 610mm work envelope and is equipped with a hermetically sealed build chamber that maintains oxygen and moisture levels below 10 ppm for processing reactive metals such as titanium. The system can be configured with closed-loop controls and a high-power 3kW fibre laser, making it ideal for building, repairing or coating mid- to large-size parts. Three more configurations are available, including an open atmosphere system that provides a platform for processing non-reactive metals, and two additive-only models. All systems incorporate Optomec’s LENS 3D Metal Printing technology, which has been enhanced for higher power and faster additive manufacturing. optomec.com

















































The open remote I/O system o ers maximum flexibility for the adaptation of existing system environments with head modules for PROFINET/PROFIsafe, Ethernet/IP and CIP Safety. A simple substitution of the head module allows the communication within di erent networks. Wide ranges of safe and standard I/O modules are available.













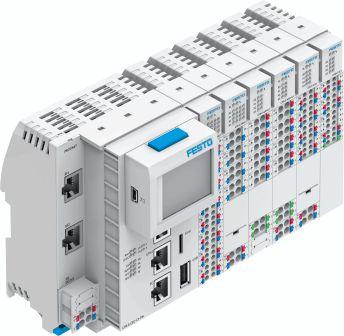
Festo Canada has released its CPX-E modular control system for I/O and motion control. Designed as an EtherCAT master controller and motion controller, the CPX-E provides a standardized platform for stepper and servo motor motion control for parts handling, assembly systems, palletizing, gluing and dispensing. The CPX-E can also control automation systems, like packaging machine palletizing units. Its scalable motion control functions include linear and multi-axis movements like slides and gantries, contour applications and robotics. The choice of components includes control units, bus modules, digital and analog input and output modules. The CPX-E can be deployed strictly as a remote I/O system with bus module or as a centralized or decentralized control system using a control unit. A CPX-E system can be integrated into the most popular fieldbus networks including EtherCAT, PROFINET and EtherNet/IP. It can also be ordered as a package with Festo’s enhanced compact VTUG plug-in valve terminal, and both of them fit together inside a small cabinet. The VTUG plug-in is suitable for control panel installations and includes new panel mount manifolds, back pressure-check valves, a hot-swap module and fixed flow restrictors. festo.com

The ATLAS digital amplifier by Performance Motion Devices can now be used with thirdparty microprocessors or field programmable gate arrays (FPGAs) via serial peripheral interface (SPI) communications.
ATLAS digital amplifiers are suitable for robotics, medical devices, laboratory equipment, scientific instruments, fan and pump control, precision motion and industrial motor control. The amplifiers – which were originally designed to be used in conjunction with the company’s Magellan motion control ICs –offer high power density. The compact single-axis modules provide high-performance torque control of DC brush, brushless DC and step motors. ATLAS is available in 75W, 250W, and 500W power configurations in two module sizes: 27 x 27 x 13mm and 39 x 39 x 15mm, and can be mounted to a printed circuit board in either vertical or horizontal configurations. ATLAS amplifiers integrate a field-oriented control (FOC) digital current loop, which enables finely tuned motor
current control and lower power consumption and noise. They can also record IoT information such as commanded current vs. actual current, temperature, bus voltage, etc.
pmdcorp.com
Unitronics has announced a new variable frequency drive (VFD) line to meet demand for motor and motion control solutions. VFDs, also called inverters, optimize machine performance, save energy and lower machine lifecycle costs across a range of applications, including packaging, conveyance and material handling, machining, pump and fan applications. The new VFDs integrate with UniStream, Vision and Samba, the company’s existing lines of PLC + HMI all-in-one controllers. Unitronics offers options for both single and three-phase VFDs from 0.4 kW and up to 110 kW. Features include EMC built-in filters, braking units, mounting options, sensorless vector and torque control, extended operating range for temperature, STO (Safe Torque Off), Modbus RTU fieldbus and heavy-duty overload capacity. The VFDs are also UL approved, TÜV SÜD Safety and CE Certified. The company’s software enables the user to set up, configure and commission multiple VFDs. Users can also operate their VFD directly from the controller’s integrated HMI panel, allowing them to take advantage of the full-colour touchscreen. Users can also remotely monitor the VFD via the software, web server or a VNC connection. unitronics.com


GAM is offering the GPL-V (shaft) and GPL-H (hollow), their lowest backlash (≤ 0.1 arc minute) planetary gearboxes for horizontal and vertical robotic applications. The gearboxes are sold and serviced through Electromate. A patented design ensures that the backlash will not increase over the lifetime of the gearbox. Very high tilting rigidity results in excellent positioning accuracy with a rated 20,000 hours, which is over three times longer than comparable gearboxes in the market. The torque range is from 400-3,000Nm, and the gearboxes are available in seven frame sizes from 180-330mm. The noise level of 65dB makes it ideal for MRI applications where low noise levels are critical. The efficiency is over 90 per cent, allowing for lower power consumption, which could result in choosing a smaller motor. electromate.com
The third generation of MKK and MKR linear modules from Bosch Rexroth are ready to be connected to one-point lubrication systems. In the corrosion-resistant versions, hard chrome-plated ball screw drives and ball rails ensure a high resistance to chemicals. The linear module consists of an anodized aluminum profile body with integrated ball rails and the option of a ball screw
drive or a belt drive. Rexroth provides both drive types in the new generation, initially in
sizes 65, 80 and 110. They are interchangeable with previous versions in the same dimensions and do not require large constructive adjustments. The corresponding components, ball screw drive and runner block are ready for one-point lubrication with liquid grease or oil. If the user is using their own lubricants, they can order the corresponding linear module components with only corrosion prevention and complete the initial lubrication for start-up by themselves. In the standard version of the module, the manufacturer delivers the linear module with initial lubrication ready for use. boschrexroth.com
Omron’s new palm-sized NX1 machine automation controller is part of the NJ/NX machine automation controller family and collects synchronized data from sensors, servo motors and other devices within the same fixed cycle time using multicore technology that executes high-speed data processing tasks and machine control tasks simultaneously. The controller then sends all collected data to the host IT system while keeping control performance at the ideal level. Three industrial
Artila Electronics has launched the FreeRTOS programmable device server Aport-214PG. Merging the legacy RS-485 based devices into an industrial Ethernet network can be a challenging task to system integrators due to slow responses and various data format. The Aport-214PG is powered by a 32-bit Atmel SAM4E16E 120MHz Arm Cortex-M4 processor, which

Ethernet ports – EtherNet/ IP and EtherCAT – along with an OPC UA server interface for industrial automation and information technology are
housed in a compact design at 66 mm wide. The NX1 provides synchronized control of I/O and motion within a 1-ms cycle time and motion control of up to 12 axes to enable high-speed, high-precision control. The built-in EtherNet/IP, EtherCAT, OPC UA and database connection functionality allows information usage within and between machines as well as visualization of production status with MES/ SCADA, traceability using a SQL database and other applications. omron.com
is equipped with 256KB SRAM, 3MB Flash and FreeRTOS real-time operating system. The module features one 10/100 MHz Ethernet port, two RS485, four isolated digital input channels, two relay output channels and micro SD socket. The C programmable device ships with a FreeRTOS+lwIP board support package, device manager utility and example programs. Users can download the Toolchain, Atmel Studio from the Atmel web site. Web configuration and I/O controls
are available in the Aport-214PG development kit. The device manager utility also features device discovery. artila.com


Rockwell Automation has announced the Allen-Bradley PanelView 5510 as its latest HMI solution, part of the PanelView 5000 family of graphic terminals. Display sizes on the graphic terminal range from seven to 19 inches with widescreen, touch and keypad options. EtherNet/ IP with device-level ring and embedded switch technology help to support network fault tolerance and reduce downtime. On-screen buttons and enhanced navigation help to increase operator efficiency. Using the Rockwell Software Studio 5000 View Designer application, the PanelView 5510 HMI features Logix tag-based alarms, a PDF viewer, a terminal emulator, and VNC remote access, as well as real-time and historical trending. rockwellautomation.com
Advantech’s IIoT Automation

Group has released modular industrial panel PCs based on three performance-segmented models – a control panel, industrial thin client and an industrial monitor. The design allows the computing modules to be interchangeably combined with various display modules to provide up to 15 flexible
platform solutions for specific field applications. They feature wide temperature support, an IP66-rated true-flat front panel with built-in Wi-Fi/NFC antenna, anti-scratch surface and optional NFC reader.
The TPC-5000 series control panels are equipped with a sixth-generation Intel Core i processor, which delivers up to a 20 per cent superior computing performance. Advantech’s thin-client box module with HTML5 compatibility features a low-power consumption Intel Atom processor that satisfied green requirements and can support a secondary display for increased monitoring flexibility. The FPM-7000 series has a modular design allowing the video I/O to be configured and the base monitor module to be combined with display panel modules of varying size. advantech.com

B&R recently introduced the fourth generation of its display transmission technology, which it calls Smart Display Link (SDL). SDL4 is based on HDBaseT 2.0 and can span up to 100 metres between the industrial PC and the display device, allowing users to equip expansive machines and systems with multiple remote HMI panels. SDL4 makes it possible to transmit display content and other data over much greater distances. An

Balluff’s new SmartCamera is for inspection and identification applications, in colour or monochrome. The SmartCamera is designed to simplify overall usability while delivering a robust assortment of features like flexible connectivity and on-board image processing tools. The company says it is
additional highlight of SDL4 is its use of standard Ethernet cables, which reduces cable costs over longer distances. The thin cable and slim RJ45 connector are a good fit in tight situations such as feed-through openings and swing arm systems. The SDL4 transmission technology is independent of software and operating systems and integrates all communication channels – including USB, touch screen and function keys – using one single cable. An SDL4 converter allows up to three panels to be connected to one automation PC, and a fourth automation panel displaying different content can also be operated via an additional SDL4 interface. The company says this feature is its response to the needs of modern manufacturing systems, which increasingly include multiple locally mounted operator panels. br-automation.com
the most connected camera available, with an on-board IO-Link master in addition to Ethernet/IP, Profinet, TCP and UDP communication. The SmartCamera can be integrated into any major control network. balluff.com
Matrox Imaging is introducing the Matrox Rapixo CXP, a new series of multilink CoaXPress 2.0 frame grabbers. Leveraging the latest version of CoaXPress, the Rapixo CXP boards support data rates of up to four times 12.5 Gbps, with a PCIe x8 host computer interface to match for highspeed, high-resolution machine vision applications. Rapixo CXP

features up to four connections, and strives to further simplify integration with support for Power-over-CoaXPress (PoCXP) that combines power, command and data interfaces onto one cable. Matrox Rapixo CXP boards offer custom onboard image processing using their field-programmable gate array device and can also host the license for Matrox Imaging software, which the company says avoids the need for a separate hardware key. Meanwhile the inclusion of the PoCXP design streamlines the entire system set-up by combining the camera’s power interface with its command- and datainterface onto the same coaxial cable. matrox.com

AutomationDirect is now offering the PS Series of fork sensors, also known as slot sensors. Fork sensors are U- or L-shaped through-beam object-detecting sensors that have the transmitter and receiver built into the opposing “fork” arms of the sensor housing. The new sensor additions include harsh duty U-frame sensors for food applications, L-frame or angled fork sensors for unique mounting situations and fork sensors for liquid detection. Depending on model, PS series fork sensors are available in visible red, infrared and laser lighting, and in sensing ranges from five mm to 220 mm. Advantages of fork sensors include installation with only one connection point, an identical mechanical and optical axis, and constant alignment with transmitter and receiver. All PS series fork sensors are IEC IP67 rated and CE, RoHs and REACH compliant. Harsh duty sensors are also IP69K rated. automationdirect.com
Balluff has introduced a new family of stainless-steel fork sensors that offer resistance to aggressive cleaning agents, chemicals and coolants. The sensors, with PMMA optic lenses, are suited especially for packaging, food and beverage industries, but can be used in a variety of applications across many industries. The IP67/IP69K housing allows for washdown. The new fork sensors feature normally open and normally closed outputs for easy integration into control systems. Multiple light sources – red light for easy setup or infrared light source for highly contaminated or environments with water or mist in the air – enables this sensor to be used across a multitude of applications. The sensor features a pigtail with M12 connector, integral LEDs for output function and power-on indication that aids in troubleshooting. balluff.com
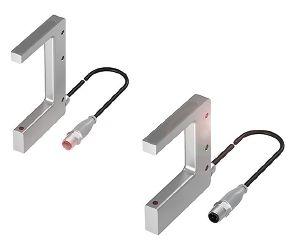
Alliance Sensors Group has added a new spring-loaded gage head to its offering. The GHSx-19 Series Linear Variable Inductive Transducer (LVIT) springloaded position sensors are contactless devices designed for dimension or position measuring applications. GHS19s are offered in nominal full-scale ranges from 6.35 to 100 mm (0.25 to 4.0 inches) with excellent resolution and high stroke-to-body-length ratios. The maximum tip

contact force on the item being measured is one pound. GHS19 sensors have a 0.75 inch (19 mm) diameter aluminum or stainless-steel body with a 1/2-20 UNF-2A thread 1.5 inches (38 mm) long with two 19 mm (0.75 inch) hex jam nuts for drop-in installation in place of a spring-loaded DC LVDT gage head. These sensors use a probe equipped with a No. 9 contact tip and are offered with a PT02-10-6P connector. They are available with a choice of one of four analog outputs. alliancesensors.com
INDEX

















“The key to building ownership for continuous improvement efforts is to close the accountability loop. To do this, keep the gains visible.”







“‘Lean experts’ tend to focus on symptoms on the shop floor and rush to fix them – and only them. This is terrible and bound to fail.”


“We don’t have bad people, just bad processes. […] By concentrating on the process and building continuous improvement there, you will have the culture change you are looking for.”


Ten years ago, as the global recession waned, I observed the emergence of two major Lean trends – one that saw it deployed in a wider range of industries and disciplines, and another that has carried Lean thinking to the corner office.
In the last decade, the basic ideals of flow and pull and the philosophy of employee engagement have expanded well beyond manufacturing, outward to healthcare, service and government. These industries have grown to understand the opportunity to reduce stagnation of flow, be it parts, patients or information.
For example, in healthcare, the early objections that “Patients are not widgets” have been replaced with discussions of “single-patient flow” and




“patient-centered care.” Service companies such as banks and insurers that once said, “We don’t make anything” have come to recognize improved information flow as the key to competitiveness. Similarly, within each industry, Lean deployment has extended laterally beyond the front line to engineering and administration, creating gains in some cases greater than from front-line improvement.
The last decade of Lean evolution has directed our attention to Lean culture and management systems. Speaking in 2007 at the Lean Enterprise Institute, Jim Womack declared, “The age of Lean tools is dead.” This was the era of Lean management. David Mann’s book Creating a Lean Culture provided a


“Lean innovation starts with a new product or business model hypothesis and goes directly to the customer, seeking to quickly validate the innovation’s appeal, demand and assumptions.”

“Leadership is not just what you do but how you do it. It’s about a consideration of fellow employees who you treat with respect, consideration and value. It’s about setting an example and doing things for the right reasons, regardless of ROI, and being the first to volunteer.”




breakthrough for executive leadership and organizational alignment. Defining leader-standard work as a new way to lead in a Lean environment, Mann offered a practical approach to goal setting, execution and accountability that has since been widely embraced. Then, in 2008, the Shingo Institute presented a new model for enterprise excellence based expressly upon core principles and behaviours of leaders, managers and workers. The realization that management engagement is essential to all Lean engagement has been, in my opinion, the most significant development in Lean transformation in memory.
Both trends – one horizontal and one vertical – are still early in development. The jury is still out on their long-term impacts, but both show promise. | MA
Bruce Hamilton is the president of GBMP, director emeritus for the Shingo Institute and a sought-after speaker concerning management’s role in lean transformation. gbmp.org

SCHUNK Co-act EGP-C Gripper
The first certified Industrial Gripper for Collaborative Operations .
schunk.com/egp-c
Easy to program, system simulation, integrated safety and built-in diagnostics

To compete in a global market, machine builders must deliver high-performance machines that are faster, more automated and more flexible – while meeting specific customer requirements and keeping design costs in check. Siemens new way of motion control utilizing S7-1500T and S210 Servo offers innovation including an unprecedented level of integration, necessary for a sustainable competitive advantage.