The new BRX Micro PLCs are determined to get it done!
The new BRX PLC family incorporates many high-level features in a small, solid package - allowing it to stand strong no matter the challenge. Loaded with options and using the very popular Do-more! DM1 technology as its engine, this micro controller packs a big punch for a little price!
Alyssa Dalton
automotive assembly
Anatoli Naoumov
NOTABLE TWEETS
@ItrisAutomation
Pleased Isolation is no longer a viable security solution for ICS. Now we need risk visibility and prevention buff.ly/2upFyix.
@hue_brown
ABB to buy GE industrial business for $2.6B to gain access to #US market.
#Acquisitions are still strong.
@IFR_Robots
China breaks historic records in automation
- IFR_Robots predicts annual increase of 15 to 20% until 2020.
@CBCAlerts
U.S. slaps nearly 220% preliminary duties on Bombardier jets after rival Boeing claimed aircraft unfairly subsidized by Canada.
@Avnu_Alliance
@AutomationMag dispells common OT/IT myths, explains why protocols like #TSN simplify factory floor management bit.ly/2tRYjwa.
Opportunity at our fingertips
There’s no time like the present – an adage that holds truer today than many old proverbs. Last month I attended the Canadian Manufacturing Technology Show in Mississauga, and after sitting in several conference sessions, I noticed an underlying thread connecting the various presentations.
Industry 4.0 is here and the time to act is now. For Kevin Goering, associate partner, McKinsey & Company, it’s all about the “insane” amount of data available in this digital age of manufacturing.
“Connectedness is reaching new levels across the globe and not only [in terms of] people but also [our] assets through the IoT,” he said. “This all comes down to being cheaper, better, faster.”
A recent McKinsey study finds the manufacturing sector generates more data than any other sector, but only 1 per cent of stored manufacturing data is used today. “People don’t really know how to use it, how to store it, or how to drive better decision-making but for everyone in this room, I think it’s a great opportunity. Whether you are the technology provider or the company looking for solutions, everything is sitting here ready to be used,” he said.
Goering suggests the first step toward leveraging Big Data is to determine the value that will be driven by the optimization network or digitalization process. “Identify what areas you need to improve, where there is value for you as a company, and then be selective about your strategy development. Think about where you have a gap.”
Another important factor to project success is getting buy-in from stakeholders, said Bob Martin, industry partner, solutions manager, Cisco Canada. The priorities of senior management must be understood. “What are the ultimate business outcomes that a leader is looking for? Is it reducing costs? Is it being more agile or becoming more competitive?”
Ben Hope, technology driver for advanced manufacturing and Industry 4.0, Festo Canada, stressed that Industry 4.0 must be something that begins today, with people being an important component of its success. “People are at the core of everything. We’re the workers and we’re the consumers so we need a place in Industry 4.0.”
“People are spending a lot of money on [Industry 4.0 projects] right now,” said William Healy III, Balluff marketing management director, referring to research from Morgan Stanley & Automation World, GE & Accenture. “We’re seeing capital budgets for IIoT applications grow 18 per cent, but this one is the most shocking to me. Seventy-three per cent of companies are already investing more than 20 per cent of their overall technology budget on Big Data. This means your competitors are investing in Industry 4.0.”
After years of hearing about the potential manufacturing power of Industry 4.0, it’s clear this fourth industrial revolution is upon us. Can you afford to sit on the sidelines? | MA
Your resource for Canada’s industrial automation news
EDITOR
Alyssa Dalton adalton@annexweb.com
PUBLISHER
Klaus B. Pirker kpirker@annexweb.com
VICE PRESIDENT & EXECUTIVE PUBLISHER
Tim Dimopoulos tdimopoulos@annexbizmedia.com
ART DIRECTOR
Graham Jeffrey gjeffrey@annexweb.com
ACCOUNT CO-ORDINATOR
Debbie Smith dsmith@annexbizmedia.com
CIRCULATION MANAGER
Urszula Grzyb ugrzyb@annexbizmedia.com
COO
TED MARKLE tmarkle@annexweb.com
PRESIDENT & CEO Mike Fredericks
CONTRIBUTING WRITERS
Tyson Carvell, Chuck Cimalore, Dwayne Donaldson, Victoria Gaitskell, Paul Hogendoorn, Taleen Merjanian, Anatoli Naoumov, Jennifer Rideout, Craig Torrance
Manufacturing Automation is published seven times a year by:
Annex Business Media 80 Valleybrook Drive, Toronto, ON M3B 2S9 Tel 416-510-5187 Fax 416-510-5170
United States — $71.95 (US) per year and Foreign — $82 (US) per year
Students — $20 per year
EDITORIAL ADVISORY BOARD
AL DIGGINS, President and General Manager, Excellence in Manufacturing Consortium, and Chairman and CEO, Canadian Manufacturing Network
DAVID GREEN, Technology and Business-to-Business Consultant
KARIN LINDNER, founder and owner of Karico Performance Solutions
DON MCCRUDDEN, Vice-President, Business Development, Festo
DAVID MCPHAIL, President and CEO, Memex Automation
NIGEL SOUTHWAY, Business Productivity Consultant and Author on Lean Thinking
We acknowledge the [financial] support of the Government of Canada. CONNECT @AutomationMag adalton@annexweb.com AutomationMag.com
BILL VALEDIS, Vice-President, Precision Training, Products and Services Inc.
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Reko International Group has announced its plans to construct a new manufacturing and innovation facility. Encompassing more than 40,000 square feet of production space, the facility will be adjacent to its current premises on Silver Creek Industrial Drive in Lakeshore, Ont.
Construction is expected to cost roughly $5.5 million and should be complete by early 2018, allowing Reko to expand its offering of automation equipment, molds and machining services to current and new customers, it says.
Reko International Group is a technology-driven manufacturing organization located in Southwestern Ontario. Its areas of expertise include robotic factory automation solutions, machining of large, critical parts, and plastic injection and low compression acoustic tooling.
CenterLine to build a new plant at Windsor campus
CenterLine (Windsor) Ltd. says it will build a new manufacturing plant, adding to its existing campus of three Windsor, Ont., facilities.
The greenfield construction project will be 85,000 square feet in size and offer 72,000 square feet of manufacturing space and 13,000 square feet of office space. It will be located on a five-acre parcel that fronts onto Morton Industrial Drive and be positioned to compliment existing operations.
The new company division will be dedicated to the manufacturing of several welding and joining brand products that have been developed and launched by CenterLine over the last few years.
The announcement comes as CenterLine celebrates its 60th anniversary this year.
“Due to the rapid sales growth and strong customer acceptance of those products, this new facility will satisfy product demand without disruption or displacement of existing manufacturing processes currently performed at CenterLine’s other facilities,” according to a statement from the company.
The success of its operations, CenterLine says, is a “direct
result of the tremendous skills and dedication of its staff and the strong leadership of its management team.”
Construction is expected to be completed in the spring.
“Low cost” doesn’t have to mean “low quality”.
Production boost: The new CentreLine plant offers 72,000 square feet of manufacturing space.
AUTOMATION UPFRONT
EDUCATION
B.C. partners with Surrey for manufacturing research study
A partnership between the British Columbia government and the City of Surrey is developing new strategies to help local manufacturers grow their operations and create new jobs.
With $125,832 in funding from the province, the city has hired a research consultant to identify and address current labour market challenges within the sector and identify strategies to create more jobs to support industry.
“With rapid technological advancements in the manufacturing industry, upgrading our operations often means new skillset requirements among our staff. Initiatives that can help us close skill gaps are valuable in
maintaining our competitiveness in a rapidly changing industry,” said Dan Reader, president at Murray Latta Progressive Machine.
An initial study commissioned jointly by the City of Surrey, Simon Fraser University and Kwantlen Polytechnic University found that the current size of the advanced manufacturing and innovation economy workforce in Surrey could grow by as much as 134 per cent over the next decade.
According to the province, Surrey is already home to a range of manufacturing businesses, spanning from robotics and technology companies to machinery and furniture producers. The new study will focus on working with industry and local academic institutions to close the technical skills shortage in the sector, as well as address emerging skills requirements as a result of rapid and disruptive technological
developments associated with the digitalization of B.C.’s economy. As well, the study will look at investment opportunities across the Lower Mainland, with a focus on Surrey.
3D PRINTING
Siemens, HP partner to advance 3D printing for industrial production
PROGRAMMABLE thru-bore encoder
The new Model 58TP Programmable Accu-CoderPro™ encoder is so configurable, it might be the only compact, incremental thru-bore encoder you need. With the simple-to-use interface, you can program:
CPR – any resolution from 1 to 65,536
Waveform – choose from 32 options Output type – 6 different outputs
The Model 58TP offers:
• Standard and metric bore
Thru or hollow bore options
• sizes up to 5/8” and 15 mm
Variety of mounting
• options and connector types
•
• Sealing to IP67
Operating temp of -40º to 100º C
HP and Siemens say they have partnered to accelerate 3D printing for industrial production through the creation of a new HP-certified Additive Manufacturing software module from Siemens.
The new software module, Siemens NX AM for HP Multi Jet Fusion, is now available from Siemens PLM Software as an extension to Siemens’ design-to-production solution for additive manufacturing. According to the parties, the NX software module will allow customers to develop and manage parts in a single software environment for their HP 3D Printing projects, “avoid costly and time-consuming data conversions and third-party tools, and improve their overall design-to-finished-part workflow efficiency.”
“HP and Siemens are bringing together the best in design and manufacturing workflow software for the best in 3D printing, unleashing a wave of new product possibilities with the speed, quality and economics required
for the modern digital industrial era,” said Michelle Bockman, global head of 3D Printing Commercial Expansion and Development, HP Inc.
Siemens and HP plan to align future technology roadmaps to enable designers and engineers to “completely reimagine products to take advantage of HP’s 3D printing capabilities, escape the limitations of conventional manufacturing, and cost-effectively produce new products at faster speeds,” they say, noting that this will lead to “greatly expanded” opportunities for industrial 3D printing.
Siemens says the new software module will enable NX customers to combine design, optimization, simulation, preparation of print jobs, and inspection processes for HP Multi Jet Fusion 3D printed parts in a managed environment. Users can load multiple 3D part models into NX, and auto nest and submit them to an HP 3D printer in a single environment. The NX and Multi Jet Fusion integration promises to eliminate the need for data conversion between software applications or process steps and, in the future, is intended to allow “unprecedented control,” including material characteristics down to the individual voxel-level. This will result in the ability to print parts with variable textures, density, strength and friction, as well as thermal, electrical and conductivity characteristics, they say.
PHOTO: SIEMENS, HP
Software deal: HP and Siemens say the new module will help users “improve overall design-to-finished-part workflow efficiency.”
CLOSURE
GE to shutter 125-yearold plant
More than 350 workers will be losing their jobs as the General Electric plant in Peterborough, Ont., ceases manufacturing next year.
According to Kim Warburton, a spokeswoman for GE Canada, drop in global demand for the company’s goods prompted the decision. Sales volume at the plant has fallen by 60 per cent over the last four years, she said, reported The Canadian Press.
The 125-year-old plant, which is also the company’s first in Canada, will lose 358 manufacturing workers by the fall of 2018. The plant currently produces large engines for the oil and mining industries.
According to The Canadian Press, an engineering division
of the plant will remain in operation, with 50 engineering service workers employed.
Unifor, the union which represents the plant’s workers, accused GE of outsourcing production to the United Kingdom, Brazil, France and Mexico.
INVESTMENT
Northern Gold Foods expands into Ontario
Northern Gold Foods Ltd., a West Coast company that makes cereal, granola and breakfast bars, plans to build a new $9.5-million production facility in Welland, Ont.
The plant is expected to run two high-speed production lines and create 55 new jobs in the Niagara-area city, just west of Buffalo. This will be Northern Gold’s second production plant overall and its first in Ontario.
The province will contribute roughly $1.4 million to the new site to secure a company investment of just over $8 million. The new plant is scheduled to be up and running by 2019.
Sport Systems Canada invests $1.4 million to expand plant
Ontario is partnering with Sport Systems Canada, an Ontario sports equipment and seating manufacturer, to help expand its facilities, creating 10 new jobs and retaining 21 positions in Almonte, Ont.
The manufacturer produces and assembles bleachers and sports equipment for customers across Canada and the international market. It has been providing equipment and expertise to customers, such as schools, universities and municipalities, for more than three decades.
With support from the Eastern Ontario Development Fund, the company is expanding its facility and purchasing new production equipment. The province is backing the project with a $180,500 contribution, while Sport Systems will invest approximately $1.2 million.
ENERGY
New program aims
to improve industrial energy efficiency
Improving energy efficiency contributes firsthand to reducing greenhouse gas (GHG) emissions, improving industrial competitiveness and increasing profitability.
At the Energy and Mines Ministers’ Conference, Canada’s Minister of Natural Resources, Jim Carr, launched the new Energy Star for Industry program, an
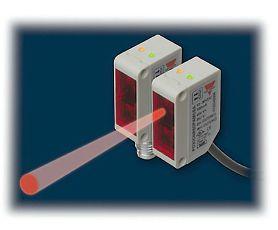
Whether it’s our industry leading range of solid state relays and contactors, or our vast range of sensors, motor controls, energy meters and voltage/current monitors, CARLO GAVAZZI has the solution for your application needs.
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
AUTOMATION UPFRONT
expansion to the existing Energy Star Canada program that aims to help the Canadian industry contribute more to the transition to a low-carbon and clean-growth economy.
“Energy Star for Industry will help Canadian industrial facilities reduce energy use and save money, helping Canada meet its commitment to reduce greenhouse gas emissions and combat climate change,” said Carr.
According to the ministry, the Canadian industrial sector contributes to roughly 37 per cent of the country’s GHG emissions. Energy Star for Industry aims to improve energy efficiency in the industrial sector by helping facilities track, analyze and reduce their energy consumption, thus helping to reduce operating costs and improve competitiveness.
Energy Star for Industry certification provides energy performance indicators (EPI) that can be used to benchmark an industrial facility’s energy performance. The Integrated Steel Mill EPI is the first to be available in Canada. Additional EPIs are being developed to expand Energy Star for Industry certification to include commercial baking, automotive assembly and cement and fertilizer manufacturing in Canada.
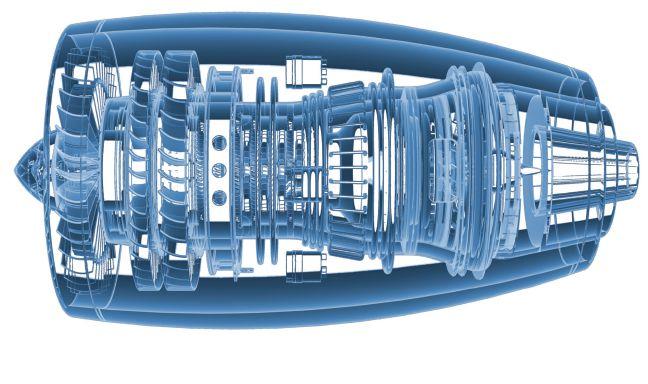
Advanced Powders & Coatings (AP&C), a subsidiary of Arcam AB and a GE Additive Company, has inaugurated its new $31-million additive manufacturing facility in Saint-Eustache, Que., which it says will welcome 106 new employees by the end of the year. The plant will produce titanium powder — a fine, sand-like metal powder that 3D printers fuse together, layer by layer, to build jet engine and gas turbine parts from the ground up, describes GE. With a total production capacity of 750 tonnes and eventually 1,250
tonnes at full capacity, the “highly automated” plant, according to AP&C, will be one of the largest employers in the region.
“We are very pleased that the factory was delivered on time and on budget, thanks to the dedicated efforts of our team who led the development project. We are also especially thankful to our investors and partners without whom this accomplishment could not have been possible,” said Alain Dupont, president of AP&C.
The new plant will have 12 reactors, and GE says that access to power is one reason the team decided to locate the facility in Quebec, which gets 90 per cent of its electricity from hydropower.
GE says it has been “heavily involved in digitizing its factories,” noting that all machines at the new Saint-Eustache plant have sensors inside that collect data and allow the team to monitor the powder manufacturing process. The plant’s new R&D lab will develop new ways to make powders as well as powders from different alloys.
“We already have a lot of data, and we want to turn the plant into a fully intelligent factory that connects all the different stages, from production to inventory,” said AP&C chief technology officer Frederic Larouche.
“The need for high-end titanium powder is driven by the fast growth and adoption of additive manufacturing. Arcam, AP&C and GE Additive are determined to serve the industry through cost-efficient solutions thus converting traditional manufacturing into Additive Manufacturing. A requisite is to offer highest quality powder for production at competitive cost and sufficient volumes,” continued Magnus René, CEO of Arcam.
ARTIFICIAL INTELLIGENCE
New AI research centres in Ontario and California
and manufacturing automation company, has opened artificial intelligence (AI) research facilities in Toronto, Ont., and Pleasanton, Calif., to serve the semiconductor, healthcare and retail industries.
The new centres will bring together teams of multi-domain experts, combining artificial intelligence, robotics and machine learning along with domain knowledge.
“Our customers had been using AI-based expert systems developed by Triassic for medical diagnosis, for enhanced customer experiences and for high yield manufacturing automation,” said Aneesh Suhail, CTO, who has been appointed head of the AI research centres. He will run the new centres as well as guide the research teams. “We had started working with the world leader in visual computing which is based in North America. We also provide our platform to one of the first AI aided medical imaging systems providers. Our solutions for retail industries focus on giving enhanced experiences to customers and workforce. Machine learning and AI-based in-store solutions from Triassic are used by one of the largest luxury vehicle retail chains.”
“Together with our long term partners, we will develop industry specific AI-based solutions using our generic AI platforms from our new centres,” continued Sivakumar, TSPL CEO. “Our experience in enabling real-time
enterprises using software, hardware and AI platforms gives a unique value proposition to our partners and end customers. Triassic is leveraging its extensive background in process control and industrial automation to provide unique solutions in manufacturing. Triassic has built a robust framework to collect IoT [Internet of Things] and sensor data and turn them into actionable insights for the customers for semiconductor process control.”
INTERNATIONAL
THE UNITED STATES
Magna expands in Alabama with aluminum casting facility
Magna is expanding operations to add aluminum casting capabilities at its Kamtek facility in Birmingham, Ala., in an effort to help automakers address the global demand for decreased carbon dioxide emissions and improved fuel economy through vehicle lightweighting, it says.
The company invested approximately $60 million to add the 150,000-square-foot facility. At full capacity, the expansion has the potential to generate more than 100 jobs.
The new facility will feature a manufacturing process — high-pressure aluminum casting — that further enables Magna to provide vehicle lightweighting
Data-driven automation: All machines at the new AP&C plant have sensors that collect manufacturing data for monitoring purposes.
and part-reduction solutions for customers, it says, adding that the new capabilities improve upon traditional steel multi-piece welded assemblies, which can take upwards of 12 stampings to produce one structural component. High-pressure aluminum casting allows production of full structures in one piece, reducing vehicle mass without compromising performance, structural integrity or safety, it notes.
“We remain focused on lightweighting to help improve fuel economy while decreasing vehicle emissions over time,” said John Farrell, president of Cosma International, Magna’s body and chassis operating unit. “The Kamtek expansion demonstrates our dedication to meeting these challenges head-on through leading-edge manufacturing processes that streamline vehicle weight reduction for our customers.”
The facility produces structural
components for various customers including Mercedes-Benz, Volkswagen and Nissan.
UNITED KINGDOM
Jaguar Land Rover to electrify all new vehicles by 2020
Beginning in 2020, all new Jaguar Land Rover vehicles will be electrified. The company made the announcement at its inaugural Tech Fest, a series of debates and a free public exhibition about the future of mobility.
“Every new Jaguar Land Rover model line will be electrified from 2020, giving our customers even more choice. We will introduce a portfolio of electrified products across our model range, embracing fully electric, plug-in hybrid and mild hybrid vehicles. Our first fully electric performance SUV, the Jaguar I-PACE, goes
Expanded operations: Magna will invest around $60 million into the new facility.
on sale next year,” said Dr. Ralf Speth, Jaguar Land Rover CEO.
The British automaker joins several other major automakers, such as Aston Martin and Volvo, in the move away from relying on combustion engines.
DEAL MAKERS
Ross
Controls buys industrial division of Automatic Valve
Ross Controls has announced the acquisition of the industrial
division of Automatic Valve Corp.
“We have the highest respect for Automatic Valve’s reputation and are thrilled to add its products and customers to our company. This acquisition is exciting for many reasons and, most importantly, because Ross and Automatic Valve share a common culture as family-owned companies and a common vision – providing the highest quality products to customers, backed by outstanding customer service,” said Jeff Hand, Ross president and CEO.
AUTOMATION UPFRONT
“Ross and Automatic Valve also share a passion for innovation and for customer-centric engineering solutions supported by world class manufacturing techniques.”
The acquisition expands Ross’ product portfolio and provides new opportunities in the process, power generation, and mobile transportation industries, among others. Integrating the business will be transparent to current Automatic Valve customers and market channels, as Ross will continue to design and manufacture the majority of Automatic Valve’s industrial product portfolio in Novi, the parties say.
According to a joint statement from the two companies, Ross did not acquire Automatic Valve’s Nuclear division. It will continue to service its nuclear power customers while operating under a new name — Automatic Valve Nuclear. Established in 1921, Ross
MOVERS & SHAKERS
Danfoss has named Ashwani Girdhar its new regional sales manager to support its heating business in Canada. Specifically, he will focus on growing sales and supporting Canadian customers of Danfoss’ hydronic comfort controls portfolio, including energy-saving radiator thermostats, and AB-QM pressure independent control valves. He will also work to support the company’s business in district energy. Girdhar previously spent six years as a senior sales manager for Danfoss in India.
Memex says it has restructured its sales management in an effort to capitalize on the growing number of opportunities precipitating from the rebound in U.S. manufacturing. The Burlington,
designs and manufactures pneumatic valves and control systems, and is a developer of fluid power safety solutions and poppet valve technology. Selling to OEMs and end-users, Ross operates a number of manufacturing and distribution facilities around the world, including Canada.
Automatic Valve, with a history dating back to 1945, manufactures pneumatic industrial valves for a range of industrial automation, automotive and process control applications at its Novi, Mich., facility.
Omron to acquire Microscan Systems
Omron has entered into an agreement with Spectris plc regarding an acquisition of its U.S.-based subsidiary Microscan Systems. Headquartered in Renton, Wash., Microscan Systems is a
global provider of barcode scanning and decoding technology for industrial applications. The company develops a range of code reading devices, including barcode readers, 2D barcode readers, and barcode verifiers.
Welcoming Microscan Systems as the newest member of the Omron Group, Omron says it seeks to further advance the control of manufacturing equipment and production lines, using IoT to connect virtually all objects on a manufacturing floor, including components and machines. As well, Omron says it will help customers avoid frequent quality issues by tracing the source of problems.
Through the acquisition, Omron says it expects to acquire various code readers incorporating Microscan Systems2D code reading technology, and integrate these with the automation
technology employed in its line of control equipment.
TPC Wire & Cable acquires Electra Cord
TPC Wire & Cable has completed the acquisition of Electra Cord. Located in Ohio, Electra Cord makes custom-molded cable assemblies, power cords, and cord sets for OEMs in various end markets.
“The acquisition provides unique fabrication and manufacturing capabilities that will help us expand our product and service offering to OEM customers in key regions of the country,” said TPC president and CEO Jeff Crane.
Founded in 1979, TPC is a supplier of high-performance wire, cable, connectors, assemblies, and accessories for industrial environments.
Ont.-based company has hired John Artman as its vice-president of sales. John Rattray has transitioned from vice-president of sales to senior vice-president of business development and marketing. David McPhail, president and CEO, noted that these management changes will better position the company to meet the growing demand for datadriven manufacturing solutions.
Schunk has named Bo Shomaker its new vicepresident of sales, Tooling and Workholding. Bringing with him 27 years of experience in the metalworking industry, he started his career in engineering and quickly moved into technical sales where he has held positions in territory sales, application solutions and was then promoted to regional sales management and executive management.
Precisions Drive Systems (PDS) has named Bob Barone vice president. According to the company, Barone brings a wealth of experience to PDS, including owning and operating an architectural millwork company, as well as holding product management and sales positions. His experience in wood, plastic and engineered composite manufacturing applications will help assist customers with their spindle needs – both with new equipment and repair service, adds PDS.
Rockwell Automation has announced that its board of directors has elected president and CEO Blake D. Moret as chairman of the board effective Jan. 1, 2018. Moret succeeds Keith D. Nosbusch, who has served as chairman since 2005 and remains a director. The
company will continue to have an independent lead director.
Luigi Guido has been named vice-president of sales for the Global Retool Group (GRG) America LLC. As the chief sales representative for GRG America, Guido will oversee the company’s relationships with existing and new customers, says the company, as well as direct efforts to “build awareness and drive sales” for GRG’s production machinery rehabilitation and retooling area.
Kyle Smith has been named a CenterLine (Windsor) account manager, where he will represent CenterLine products and services within the U.S. while assisting Canadian clients on their American-based projects. He brings nearly five years of sales, customer relations and weld support experience. | MA
National Manufacturing and Distribution Centres: Calgary, AB • Edmonton, AB • Airdrie, AB • Milton, ON Mississauga, ON • Etobicoke, ON • Perth, ON
Regional Manufacturing Facilities: Delta, BC • Calgary, AB • Winnipeg, MB • Mississauga, ON Lachine, QC • Dartmouth, NS Call toll-free: 1-800-268-3578 Learn more at eatoncanada.ca
INDUSTRY WATCH
BY PAUL HOGENDOORN
Paul Hogendoorn (paulh@getfreepoint.com) is co-founder of FreePoint Technologies, “Measure. Analyze. Share.” (Don’t forget to share!) Visit www.getfreepoint.com for more information.
Summer in the rear view mirror
For me, this past summer was different than typical summers. I didn’t have a single significant vacation and instead, had many small little adventures, including boating on Georgian Bay, a motorcycle trip, and a great hike on an inspiring trail. Each one was a chance to recharge my batteries and reflect on the adventures of life and business, and discover a few things that perhaps I should have learned a long time ago. Here are a few of those reflections.
Leadership requires more than just following your internal compass — it requires learning the language of others. Expecting others to follow you is not enough, you have to help them see the goal themselves, even when you are not there. This past year, I’ve had to deal with bankers and accountants in ways I’ve never had to before. I realized that it’s not enough for me to understand what we as a company are doing, it’s equally important for them to understand it in their own terms, not just mine. Although my internal compass is enough for me, I needed to learn their language so that they could see where we are going too. It’s good to lead by example, but that implies you are always there in sight of those you are leading, and that’s not always the case. The people you lead must have their eye on the destination, and not just on watching you as you lead. On a motorcycle trip, when the leader gets disconnected from the rest, there’s no need to pull over to the side of the highway to wait — which is not just boring, it’s also dangerous — because everyone knows the destination and the route to get there.
Vision requires having an outcome in mind that is greater than what you want to achieve for yourself. It’s a journey, not a destination. On one of my trips, I took a couple of friends on a tour around the Manitoulin Island, stopping to visit many of my favourite places from my past. After the trip was over, I asked one friend what his favourite part of the trip was. He said that every place was special, but what he liked most was that “the price of admission was high.” Traveling by motorcycle is not as easy and comfortable as travelling by car,
and sleeping in tents is certainly not as convenient as staying in hotels. We had to invest more of ourselves into the travel, and as a result, the entire trip itself was what was most satisfying — not just one specific destination or place along the way.
Vision requires having an outcome in mind that is greater than what you want to achieve for yourself. It’s a journey, not a destination.
Business and entrepreneurship is an adventure. Years ago, I attended a friend’s wedding, and in a toast to the couple, my friend’s father shared the story of his own life — where he recalled escaping Germany at the outset of the war, only to have to later escape Poland and start all over a third time. Just as I was wondering how this story related to his son’s wedding day, he summarized it all by saying his “life had been like climbing a long and steep mountain, and that if the climb was not as long or as steep, or the mountain as high, the view today would not be nearly as beautiful.”
That thought was on my mind the day I hiked the Cup and Saucer trail on the Manitoulin. Along with Randy Hess, I began a new adventure four years ago by cofounding FreePoint
Technologies. I wasn’t looking to create a job for myself, nor did I feel the need to start a new career. It was just an idea that we believed was worth doing, and so we set off on the adventure, with more of a direction in mind than a destination. There were many times along the way when it would have been easier to turn around than to continue, and with each new challenge, the question is asked anew: Do we turn around here, or do we go forward? We decided to keep going forward.
Along the Cup and Saucer trail, my buddies and I encountered a few hikers coming back down. “Keep going,” they encouraged. “Don’t stop until you see it — not the small one, but the big one.” There were no specific signs, they said, but “you’ll know it when you see it.” They were right — we knew it when saw it, and it was worth the price of admission.
I hope your summer was equally satisfying, and that you got your batteries recharged and ready for the coming seasons of adventure in your business. | MA
WARNING
Not suitable for repairing flimsy connectors (or your reputation).
Rugged, reliable industrial automation products from Turck are built to perform in the toughest conditions, and our engineered solutions are customized to meet your application challenges. Cheap knock-offs can’t compare. Turck works!
M8 Ethernet Connectivity
Turck’s smallest Industrial Ethernet connectivity solution to date, with uncompromised functionality and the ability to transfer up to 100 Mbps of data.
MACHINE SAFETY
BY TALEEN MERJANIAN
Taleen Merjanian, corporate marketing manager, has worked in the security and life safety industry with Johnson Controls (formerly Tyco Integrated Fire & Security) for over 20 years. In her role, she works with the Canadian division of Johnson Controls to provide comprehensive fire protection, security and life-safety solutions and services for businesses and large enterprises.
Integrated fire and life-safety oversight
Industrial managers are responsible for keeping high-risk work environments safe and compliant while increasing productivity, simplifying management and controlling cost. To do so, they must take into consideration unique and wide-ranging challenges like the use of hazardous materials, complex machinery and evolving regulations.
To help maintain a safe environment while maximizing productivity, industrial managers should consider integrated, comprehensive system oversight that fosters accountability, efficiency and compliance across all active systems.
System design and installation Industrial settings require tailored technology and safety solutions that meet a variety of code and regulatory standards, so technology installations benefit from a comprehensive vision and understanding of full system requirements. With multifaceted criteria to consider, it is advisable to work with experts who have a broad range of regulatory experience.
Without extensive industry expertise, specialized contractors may not adhere — or improperly adhere — to NFPA compliance standards that protect employees and operations. While some violations may be unnoticeable to the untrained eye, they could potentially cause a plant to shut down temporarily or put lives and property at risk. For example, when non-fire protection contractors install private fire service water supply mains, they may violate some requirements of NFPA 24: Standard for the Installation of Private Fire Service Mains and Their Appurtenances if they fail to install the required welded carbon steel pipe and install non-compliant pipe instead. If corrosion subsequently builds up within the pipe, the residue can clog nozzle heads or other critical valves, potentially preventing the water from flowing and thus, causing a system failure.
To avoid oversights, start with a professional risk assessment to help identify the unique threats and vulnerabilities in your facility. With close attention to detail, this assessment enables industrial managers to adopt the
proper fire and life-safety solutions that meet their facility’s needs and mitigate risk without disturbing operations.
Testing and maintenance
Effectively managing an industrial facility is a balancing act between plant safety and productivity. Pressed for time and resources, it is easy to let day-to-day operations take precedence over tedious safety testing and maintenance. Working with a licensed fire and life-safety inspector to oversee full system maintenance improves accountability and frees industrial managers to focus on managing operations. Additionally, with broad industry experience and continuous training on code changes, licensed inspectors can identify a potential violation or risk before disaster strikes, a shutdown is ordered, or costs escalate. When issues are identified early, it gives an opportunity to address problems in a cost-effective manner, mitigating hazards or code violations.
Control and monitoring
There are many reasons to implement an integrated, dedicated system to control and monitor all fire protection operations and activities. First, while many industrial facilities use PLCs or DCSs to monitor fire and life-safety systems, it is a code violation to do so. PLCs and DCSs are industrial computer control systems that continuously monitor devices and make decisions based upon a custom program to control the state of output devices. Standards set by the Underwriters Laboratories of Canada (ULC) require parts and components to
Pressed for time and resources, it is easy to let day-to-day operations take precedence over tedious safety testing and maintenance.
be individually registered to the ULC. This helps ensure that critical parts and processes perform properly in the case of an emergency. If a system’s components are controlled by a separate PLC or DCS system, there is no assurance they will perform well together as designed, nor is it guaranteed they will perform in adverse conditions.
Additionally, a dedicated system enables you to test, maintain and repair life-safety systems without impeding or disrupting the DCS-controlled production systems that are essential to uptime, productivity and profitability. A DCS can be connected to fire systems to monitor information in a control room and help management make critical decisions, but it should never be used to control these systems.
Benefits of a single-source fire and life-safety provider
also known as a distributed control system, is a platform for automated plant control and operation.
Industrial facilities present high-risk environments with unique challenges for facility managers who oversee fire and life-safety systems. The recommended course of action is to build a single-source relationship with a fire and life-safety provider that is responsible for the design and upkeep of all systems and equipment. Working with a single provider relieves facility managers from continually coordinating inspections, tests and maintenance.
With integrated, comprehensive fire and life safety system oversight in place, facility managers are better equipped to minimize disruption and focus on creating what matters most: a safe, secure environment, maximum efficiency and uptime, and a healthy bottom line.” | MA
Your Total Power Solution
The most trusted brands, all under one roof. Phoenix Contact, TDK-Lambda, AP, SolaHD, Bel Power Solutions, SL Power, Cosel, Panasonic, Meanwell, Dantona Industries, Power-Sonic, XP Power, Traco Power, EOS Power, Altech Corp., and hundreds more.
BY JENNIFER RIDEOUT
Is your factory future-proof? Probably not GOING DIGITAL
The Oxford dictionary defines future-proof as ‘(a product or system) unlikely to become obsolete.’ I admit, in an era of unprecedented technology advances, the concept of a future-proof factory floor may seem disingenuous. After all, what is bleeding-edge today will be table stakes tomorrow.
B ut there are enough commonalities across these advancements in technology that the idea of a future-proof factory should be taken seriously. In a word…Ethernet. The introduction of industrial IT networks to unify, protect and streamline data on the factory floor has revolutionized manufacturing, and that can no longer be ignored.
The advantages an Ethernet IT network creates on the factory floor — improved product quality, machine utilization and a reduction in unplanned downtime, to start — breeds continued success for early adopters. Their advantage multiplies the longer it takes competitors to adopt new technologies. And while an industrial network is a large part of future-proofing your factory floor, ensuring interoperability with technology for years to come, there are other considerations to ensure you have a factory that’s built to last.
Is your factory future-proof? Consider the following.
Must-have #1: Talent
Investing in your people and technology go hand-in-hand. Without the right technology, your people cannot produce their best work. Without the right skills and talent in your organization, even the best technology will go to waste.
A future-proof factory requires the right technology and the right talent to operate it. My colleague dove into this topic a few issues ago, explaining how investments in technology and talent can complement each other.
An investment in video conferencing technology, for example, not only makes it possible to introduce remote troubleshooting and video on the factory floor — it also provides a way to train employees and offer continuing education programs.
Must-have #2: Cybersecurity
The introduction of Ethernet to the plant floor has created new challenges for IT and manufacturing leaders. One of the most significant is cybersecurity, as factories continue to be one of the most attractive targets for malware and ransomware attacks.
At a minimum, any plans to future-proof your factory must include a defence-in-depth cybersecurity strategy. Yet manufacturing leaders often underestimate the importance of this issue. One-fifth of Canadian manufacturers admitted they have not taken any steps to defend against cyber attacks. Would you trust those companies with your data?
A cybersecurity strategy protects not only your data and equipment, it also increases consumer confidence. And with proper security layers in place, such as an Industrial Demilitarized Zone (IDMZ) and access controls, data goes where you want it to — nowhere else.
A futureproof factory requires the right technology and the right talent to operate it.
Consider this: Do you have the right talent to lead you into the future?
Consider this: Are your machines safe from cyber threats?
Must-have #3: The right industrial network
Most factories have an industrial network. The problem is that many legacy industrial networks are flat, with no segmentation of traffic between controls, process devices, supervisory devices, and factory operations. The problem? If an issue arises in one part of your factory — let’s say hackers compromise one machine — there is no barrier from that machine to the rest of your floor. Or, if the single switch networking your PLCs and HMIs fails, the damage to production could be debilitating.
T he other risk of a flat network is bandwidth. Factory managers run the risk of adding devices that can’t be supported, out-scaling the network and causing outages. The right industrial network follows a segmented design architecture, so traffic is routed properly, securely and without data loss. That same architecture should prioritize network redundancy, so if one switch fails, another picks up the excess traffic. Production stays online, your machines are secure, and your network can handle the addition of new machines moving forward.
Consider this: Is your industrial network flat?
Must-have #4: Culture
Building a factory for the future requires leadership. Implementing the items above requires significant financial, time and human resource investments that should not be ignored. To be successful, leadership must fully commit to these changes and initiate a cultural shift for employees to follow. Data supports that manufacturers who make these changes see improvements in factory productivity, uptime, and machine health. Introducing these concepts to leadership and having a conversation around factory vulnerability is a good way to gauge readiness for a future-proof factory.
Consider this: Has your company’s leadership embraced the adoption of advanced technology?
The demand from customers for highly personalized, ready-made products will not decrease. The manufacturers that can deliver on these expectations will have the technology, people and culture to thrive in the digital era. Will that be you? Only time will tell. | MA
Jennifer Rideout is the manufacturing marketing manager for Cisco Canada. She is responsible for developing go-to-market strategies for the manufacturing sector in Canada, including channel alignment and content development. She can be contacted at jerideou@cisco.com.
Manufacturing AUTOMATION chats with RAEANN SCHMIDT, machine operator at Ontario Drive & Gear, for her thoughts on co-op programs and on-the-job training.
MA: What is a typical day like for you?
RS: As a machine operator, a typical day varies for me, and it’s either between running parts or setting up and running parts. It also depends on whether the shift before me was running any parts or not.
At Ontario Drive & Gear, we usually run three different shifts. We design, build, test and assemble transmission and gear parts all in-house, and we’ve been really busy lately, so I actually just switched to the midnight shift.
MA: What is your favourite thing about working at Ontario Drive & Gear?
RS: I would have to say it’s the variety. I have the opportunity to move around from time to time. I do mainly work on the gear cutters but because we always have many new jobs coming through, I can do [different tasks].
MA: What drew you to a career in machining?
RS: I always knew I wanted to be in the trades, but I kind of picked machining on a whim, I won’t lie. I’ve always been a hands-on learner; I like [working with] my hands much more than sitting at a desk. My high school offered an introductory course to some trade technologies, and students were able to learn a bit about some industrial careers: auto shop, machine shop and computer technology. I think that without that course, I wouldn’t have had much exposure to machining. I might have a clue about what [that career entails] but without the course, I probably wouldn’t have chosen machining for myself. My parents both held careers in the skilled trades — my dad works with electroplating and
my mom used to make forks for forklifts — so I knew a bit about the trades [growing up].
MA: How did you get started at Ontario Drive & Gear?
RS: I was in the two-year Mechanical Technician – General Machinist co-op program at Conestoga College, and because my program had a co-op element, I had to work somewhere for a year. Ontario Drive & Gear came in and did a presentation to my class so I applied for a co-op placement
with them and ended up getting hired. We all took a year off [our classes] to do our placement and when it was completed, we went back to school after. When my placement finished, I was hired to join the team! It was actually my three-year anniversary this September.
MA: What value did on-the-job training give you?
RS: Being an apprentice coop really helps with learning about the [job]. I was doing anything and everything. [As an
apprentice co-op] I did millwork, tooling and manual work, like polishing on a manual machine.
I’ve actually gotten quite a bit of training during my time at Ontario Drive & Gear. They have a good relationship with the college and they believe in [constant] training. Along with their own in-house gear course, Ontario Drive & Gear offers a free CNC programming course for upgrading skills. It’s held in [one area of the plant] and a [Conestoga College] instructor comes into the facility. Last time it was offered at two different times of the year and employees just had to sign up to [attend]. This past May, I attended the Koepfer Gear School in Chicago. The machines I’ve been running and cutting gears on are Koepfer brand, and I had the opportunity to attend this three-day course. It was in-class training and then we went on [several] shop tours and got to see the machines in use. Three of us from Ontario Drive & Gear went down, and of the 30 students total, we were the only Canadian there. It was really neat.
I find [this kind of training] to be necessary with all the changing technology — it’s a must in the machining industry, really.
MA: What advice would you give to someone thinking of a career in manufacturing?
RS: Stick with it, you can’t be faint of heart. A lot of it depends on the actual shop itself. Ontario Drive & Gear is the first shop I’ve worked in during my threeyear career, and some of my colleagues say that compared to others, our shop [offers] a very clean work [environment].
To read about other Movers & Shakers in the industry, please visit http://bit.ly/2xlF6lc.
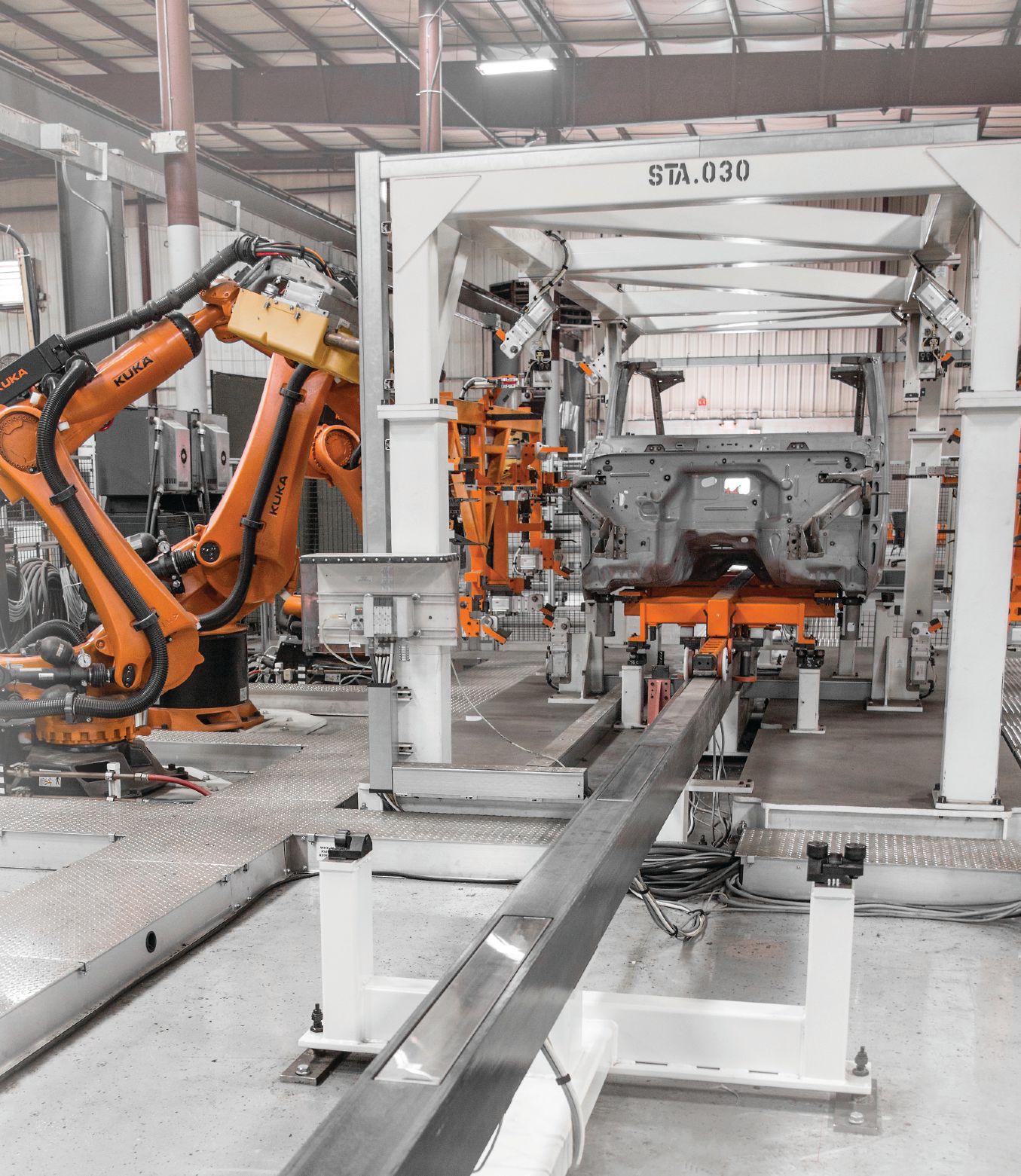
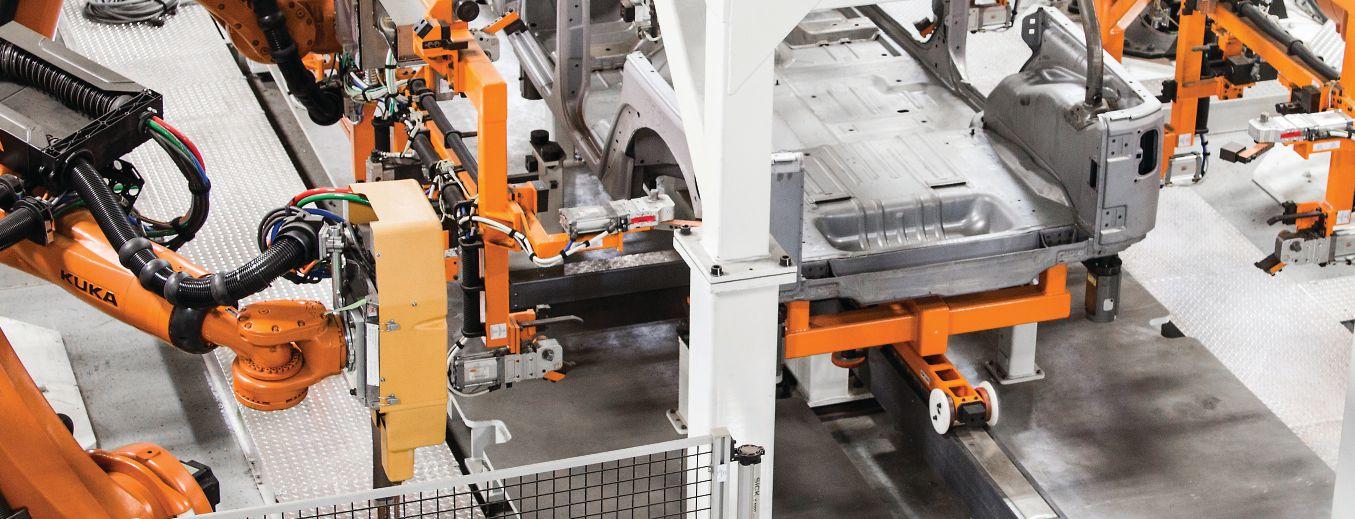
AUTOMOTIVE ASSEMBLY AN ADVANCEMENT IN
A new vibration-proof body shop transfer system targets zero maintenance
BY ALYSSA DALTON
As the saying goes, good things come to those who wait, but in this case, it looks like good things also come to those who are the very first in line.
Employing more than 6,000 people, FCA Windsor Assembly Plant produces the 2017 Chrysler Pacifica, Chrysler Pacifica Hybrid and Dodge Grand Caravan. Two-and-a-half years ago, it signed up to be the launch customer for a new body shop
transfer system, embracing a new technology from KUKA Systems that promises to be 30 per cent faster than conventional friction-based transfer systems.
Developed and patented in the United States, KS PULSE (Propulsion Using Linear Synchronous Energy) is a body shop transfer system that moves car and truck body sections
“There
from robotic workstation to workstation as they are built. It generates electromagnetic force to propel dedicated carriers or pallets along a rail between workstations, designed specifically for automated assembly lines in body-in-white production where the work cycle — the task performed in each station — is between 30 to 60 seconds, says Kevin Laurence, who came up with the original technology concept. Today Laurence is director in charge of PULSE products and development at KUKA Systems.
As the only transfer system that can be
have been many leaps in manufacturing history, like assembly lines, automated machines, robotics, digital control. In KUKA’s opinion, PULSE is the next big leap.”
deployed throughout an entire body shop, PULSE enables end-to-end process optimization, says Laurence, as it eliminates the need to have multiple systems through the facility. “It can be adapted to all body manufacturing processes, and be engineered to fit atypical building dimensions, like low ceilings.”
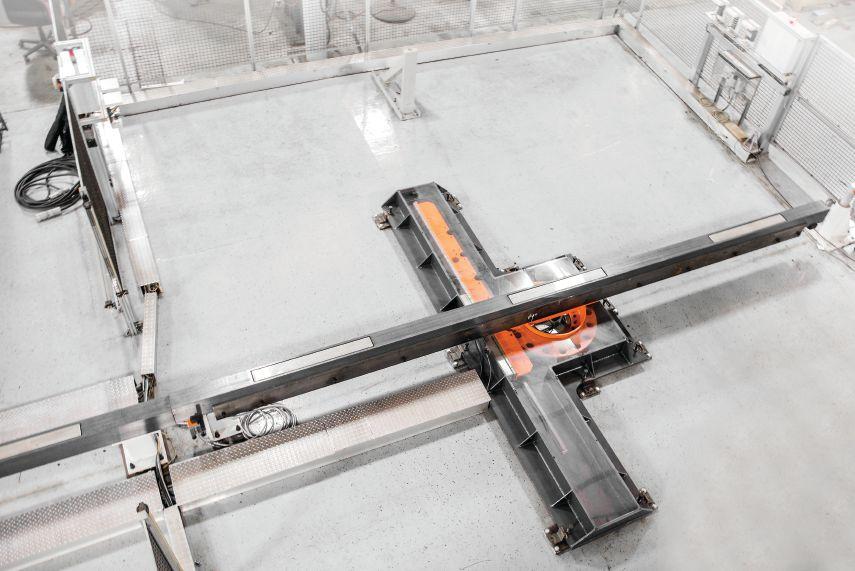
Linear synchronous motors — provided by MagneMotion, a developer of modular conveyor systems — in the rail and magnets on the chassis form the core of the system. After placing the ‘bricks’ next to each other and through programming, “they all act like one motor,” says Laurence. “No matter what system we need to build for a customer, we have all the Lego blocks in our toolbox for the track.”
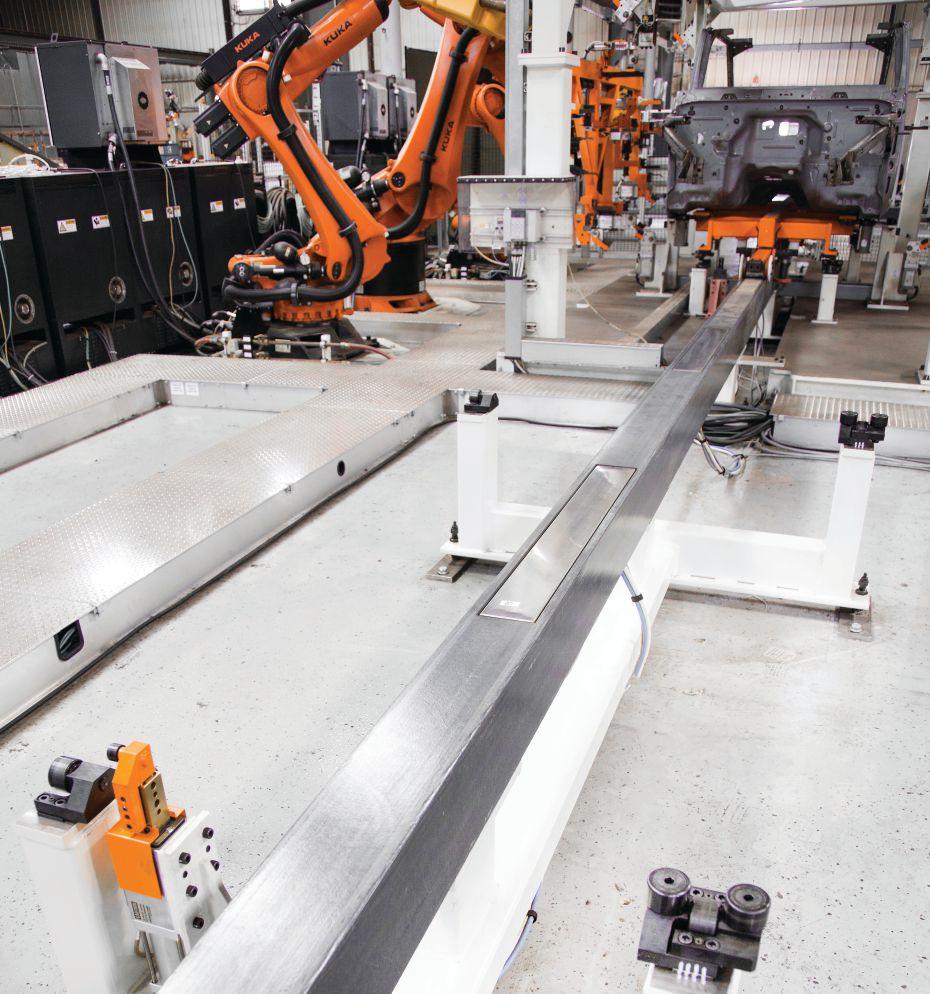
What’s unique about the system is that it is friction-free and completely vibration-proof, Laurence says, and as a result, there are no moving parts to be serviced and zero maintenance needs to be done. The solid state linear motors mean the PULSE line has fewer wear components, such as sensors, connectors and cables, that can fail which improves the overall productivity of a body shop by preventing unscheduled downtime, he says. With no moving parts to generate thrust, Laurence says there is no need to store hundreds of spare parts — taking up precious inventory space — like with traditional transfer systems.
“We could run this with no wheels at all. We could put a piece of UHMW — which is basically a linear bearing without the roller balls — and it would slide on the rail. The reason for that is there is ferrous material inside the motor blocks and then there is magnet on the chassis. There are 1,700 pounds of attracted force that pull those magnets in to the motors and so you need to maintain the 12-mm gap, otherwise it gets stuck to the track. The rollers that maintain the gap are the only moving part on the entire thing,” he explains.
PULSE can also incorporate turntables, cross transfers, elevators and both high- and low-speed rails.
According to Laurence, everything is sized for 15 years, noting that the motors
30%
The KS PULSE System promises to be 30 per cent faster than conventional friction-based transfer systems.
are 100 per cent potted and “based on our duty cycle, it’s about 130 years. None of us will ever be able to prove that but it makes perfect sense if you think about it. It’s an electronic board with some copper coils, and because it’s 100 per cent potted, it’s filled with resin so there are no moving parts.”
A PULSE line can switch among up to four distinct model variations, and its flexible design means it costs “much less” to add a second model-handling capability than it would with conventional transfer systems, notes Laurence. “All you have to do is shoot in the risers and then you bring in the rail and set it on top. Each one of those has six plugs, and because of the configuration file, once you get that loaded, it’s basically just turning the system on. There’s no tuning that has to be done.”
Depending on the application use, customers can choose between the carrier or pallet version. Both systems use the exact same spare parts, keeping the inventory as small as possible, which “makes the lifecycle cost very attractive,” says Laurence.
Automotive installs
Since installing the carrier version of the PULSE system, the FCA Windsor plant says it has seen a production increase in the body shop. PULSE, according to a FCA press release, was
integrated into the line where the inner and outer body side panels are “married” together, adding that PULSE has helped to increase the transfer speed while reducing downtime caused by the previous chain-driven system.
“It brings a part in and drops down to traditional tooling. We didn’t upset how our customer likes to build cars, just because we’re transferring it with PULSE technology,” says Laurence, describing the project in Windsor.
The PULSE installation was part of an extensive multi-billion-dollar overhaul to transform the Windsor body shop into a state-of-the-art facility — more than 80 per cent of the body shop equipment is new or has been modified. After proven success with the Windsor line installation, Fiat Chrysler has ordered another PULSE installation as part of its Sterling Heights plant retool in Detroit, Mich., to build the next generation of RAM 1500 light trucks.
Meanwhile, Jaguar Land Rover has selected PULSE to be its main transfer
system at its new 300,000 m² manufacturing facility in Nitra, Slovakia, becoming the first plant in Europe to implement the system. With an annual capacity of 150,000 vehicles, the plant will produce a range of all-new aluminum JLR vehicles. The first cars are scheduled to come off the production line late next year.
Technological advances
“There have been many leaps in manufacturing history, like assembly lines, automated machines, robotics, digital control,” says Laurence. “In KUKA’s opinion, PULSE is the next big leap. It’s faster, safer, uses less electrical power, requires minimal maintenance, is more reliable with hardly any downtime, and requires only a fraction of the spare parts needed with traditional systems. [It’s] is the most technologically advanced transfer system in the world.”
PULSE first came to be when a customer approached the company for a new solution to fit their specifications.
“The body shop is like a chain, if one link breaks, the whole body shop is down.”
At the 2007 KUKA Toolbox global summit, Laurence and his team began developing the technology as an in-house research and development project.
In 2013, PULSE entered the laboratory testing phase, and after Laurence andhisteamran1.2milliontestcycles, PULSE officially launched in 2015.
“There is about $6.5 million dollars worth of equipment to test in the test lab. We made sure that what we’re selling is actually going to work. Every component that’s in here is represented in a body shop.”
The test lab duplicates the exact framer that operates KUKA Toledo Production Operations (KTPO). Located in Toledo, Ohio, KTPO builds the body-in-white of all Jeep Wranglers sold worldwide and in August, surpasseditstwomillionthproduction milestone. A PULSE line is set to be installedduringtheKTPOplantmakeover next year.
“The whole goal in developing this was, we knew this [would be] new technology and that everybody is going to be afraid of it, so it [has] to be way better in every aspect of the job,” says Laurence. “The body shop is like a chain, if one link breaks, the whole body shop is down.”
Windsor
The FCA Windsor assembly plant became the launch customer for the PULSE body shop transfer system 2 1/2 years ago.
“We knew the PULSE system had to be great,” adds Mike LaRose, executive vice president, KUKA Systems. “We had to make sure the system was bulletproof”
Laurence explains that PULSE can make a 22-foot movement of a 1,500-pound payload between two consecutive stations in 3.2 seconds, an improvementofuptofive seconds over legacy transfer systems. The savings in time means there can be a reduction of process equipment — fewer stations, robots, fixtures, weld guns and other components.
“That’s the genius of what Kevin and his team have done, PULSE is faster than any technology available with better accuracy,” says LaRose. | MA
Get ready for more than just a loan. With TD Equipment Finance, our relationship managers commit themselves to your business. We o er advice and services specific to your needs, including leases, lines of credit, conditional sales contracts and more. Talk to us today and see what we can do for your business.
REDUCING CONSUMPTION
Six steps for effective energy management in manufacturing
BY ANATOLI NAOUMOV
When it comes to energy management, the key word is management, not energy. As such, all the rules of management apply, which means everything starts at the top. This reality determines everything. S o how do we achieve effective energy management in a manufacturing setting?
Step #1 - Effective energy management requires a C-level champion.
Practically speaking, when none of the top guns care about energy management — or, at the very least, energy efficiency — nothing significant will be achieved.
T here can be implementations and installations of energy efficiency projects, conservation programs and
initiatives, reports and presentations — even incentives and bonuses — but the company will miss a major opportunity for reaping strategic benefits offered by effective energy management: differentiation and cost.
Step #2 - Energy is everywhere, and so should energy management.
Your top gun’s job is to set up a cross-functional team to figure out the role energy plays in the value creation chain, and what changes would create the most bang for the buck. The team must identify current consumption and its key drivers, develop energy use reduction strategies, and set targets. Those targets should then be linked to performance evaluation of unit managers.
After all, energy is procured for the production floor, not the corner office.
To make energy efficiency results possible, people on the production floor must have understanding and real-time visibility of consumption. To make efficiency results happen, people on the floor must also have the means and authority to take action and share benefits from achieved results.
Step #3 - Set an energy consumption baseline and track usage regularly.
The creation of an energy consumption
40%
According to NRCan, a major energy retrofit — one that includes several retrofit measures across multiple building systems — can lead to savings of up to 40 per cent.
baseline must be the starting point of any energy management effort. This understanding will direct energy efficiency work and enable actionable evaluation of results.
In the absence of a baseline, how else are you going to determine and report results? A comparison to last year’s bill is a risky idea, especially for the energy manager’s year-end bonus. I mean, just try predicting your utility bill after the following: high-efficiency motors installed on the production floor; production volume increased by 5 per cent; size of final product changed by 12 per cent; tariffs grew by 5 per cent; reject rate varied between 5 to 8 per cent. Were I in charge of energy efficiency, I would not like my performance evaluated against the utility bill.
Tracking energy efficiency projects results may make the difference between triumph and disaster in the boardroom. Accurate energy consumption tracking and recording any changes in factors that drive consumption are the keys to demonstrating results that can withstand any boardroom criticism.
Besides, accurately tracking energy use and acting on deviations not only routinely leads to reduced consumption, but also uncovers operational issues, quality risks and performance losses.
Step #4 - Distinguish between utility bill and utility consumption. Your utility bill is determined by consumption and tariffs, while energy consumption is determined by production needs. Plus, not all kWhs cost the same! Natural gas can be procured at substantially different prices. Consider both energy procurement and energy consumption to find ways of lowering that utility bill. Consider:
• Over-cooling a frozen food warehouse overnight at lower nightly rates will lower consumption during peak times, or reduce peak demand.
• Staged start of major machines decreases demand.
• Accurate forecast of natural gas consumption allows you to buy it in lower-priced blocks.
Step #5 - Recognize value beyond energy cost reduction.
E nergy does not disappear; it powers up machines that either create value or create waste. Non-energy waste routinely exceeds the cost of wasted energy. Consider these energy trouble alerts at an industrial bakery:
• Increased electricity consump tion at freezer may signal loss of insulation or open door. Both may lead to product loss, slippery floor or mould.
• Compressor coming online during non-production hours signals air leaks or unauthorized operations.
• Increased electricity consumption by a mixer during stable production may mean wrong recipe or the need for preventive maintenance.
On the positive side:
• Better lighting results in fewer mistakes in packaging and sorting.
• Stable load extends life of motors and prevents production stoppage.
E nergy management measures often create value for businesses even without a reduction in energy consumption. For
example, power factor correction can reduce the electricity bill with no changes on the production floor. In the same manner, harmonics do not affect electricity consumption, yet they can disable electronics, leading to costly production stoppages.
Step #6 - Communicate results consistently.
S takeholders and employees
pay attention to their company’s environmental standing, so make results public, visible and transparent. Better yet, engage employees in energy conservation and link results to their paycheques, or maybe offer a
$50 “energy conservation” yearend bonus. Proud employees demonstrate higher productivity and lower absenteeism, and stay longer with the company as well — all this because you embraced the rules of management. | MA
World’s first in digitalized pneumatics: Festo Motion Terminal VTEM The Festo Motion Terminal VTEM is opening up radical new dimensions in the world of automation. It’s the world’s first valve to be controlled by apps. It combines the advantages of electric and pneumatic technology for numerous functions that currently require more than 50 positions.
www.festo.com/motionterminal
Anatoli Naoumov, MBA, MSc, CMVP, is a managing partner and “chief energy waste buster” at GreenQ Partners, and has been involved in various areas of business analysis and development for over 15 years for companies in Canada, the Netherlands and Russia. He has been certified as measurement and verification professional (CMVP) by The Association of Energy Engineers (AEE) and The Efficiency Valuation Organization (EVO).
ICE IT OFF
Industrial cleaning with ice offers environmental advances and cost savings
BY VICTORIA GAITSKELL
Coulson Ice Blast, a British Columbia startup that launched this February, recently commenced mass production of a new technology using blasted ice for industrial cleaning. It calls its mobile ice-blasting machine the IceStorm90 because it produces what looks like a storm of ice pellets that can be focused into a stream as narrow as two inches wide. Although it operates along lines similar to earlier technologies that blast a medium such as pressurized water, sand, sodium bicarbonate, or dry ice pellets onto a soiled or contaminated surface, Coulson Ice Blast vice president Foster Coulson says ice blasting represents a major advance in environmentally friendly cleaning.
“As far as I know, we’re the only ones doing it, and we’ve spent a lot of time and energy filing new patents to protect the technology. It’s something unique and special, and we’re very excited to bring it to market and really try to advance the state of industrial cleaning — which hasn’t really seen any innovation in the last 70 years since dry ice blasting technology was invented in 1947. Over the same time period, environmental regulations have significantly increased, yet innovations in technology have been lacking.”
How it works
Coulson says ice blasting technology exceeds almost every environmental regulation that has been set. “It involves no added chemicals, no environmental contaminants, negligible airborne contaminants, and minimal residual water waste. It’s pretty much the most environmentally friendly way you can clean.”
“On average, our system uses 95 per cent less water than a pressure washer,” he specifies. “By contrast, pressure washing varies with the technology, but it can use up to about 1,200 U.S. gallons of water per hour.
Depending on what you’re blasting, trying to treat and dispose of that amount of water can be very costly.”
He explains that the environmental advantages of cleaning with ice derive partly from the fact that it is the only medium that can exist during blasting in all three phases of matter: solid, liquid and gas.
“It hits the surface it’s cleaning as a solid, then half of it turns into a gas which evaporates, and the other half stays in a liquid form which pulls airborne contaminants down to the ground instead of releasing them into the atmosphere.”
By contrast, he says other forms of chemical, abrasive and dry ice blasting often produce hazardous airborne contaminants, so much so that workers operating these forms of blasting typically require artificial respiration or breathing protection devices. He says the ice blasting process creates relatively little residual waste.
“On average, blasting at three pounds a minute you’ll have around 10 gallons an hour of water residual waste.” In terms of media costs, ice is also cheaper than, say, dry ice blasting pellets, which cost from 90 cents up to two dollars per pound. According to Coulson, ice costs less than one cent per pound to make or 12 cents per pound when purchased.
Coulson says other factors that make ice attractive as a cleaning medium are that it is natural and readily available. “For other chemical processes and dry ice blasting, you
need to buy artificial media in the form of premade chemicals or dry ice pellets. But ice is natural and bare-bones basic. If you wanted to, you could make it inexpensively yourself from any type of water source — tap water, for example — and store it indefinitely in a freezer. Contractors often store ice in 300-, 400-, or 500-pound totes where it lasts for four or five days.” As alternatives to making ice yourself, Coulson Ice Blast also sells ice-making machines and offers ice distribution through its partnership with Reddy Ice (U.S.A.), an ice manufacturing company.
He adds that ice is one of the only cleaning media that can turn corners during blasting. “If you needed a cleaning agent that can travel, say, along a 30-foot hose with S-curves and a 90-degree corner, few media could do the job, because most of them lose energy travelling around corners and get stuck. But ice would be able to clean perfectly throughout the whole length of the hose.”
Success in the industry
Ice blasting is suitable for a range of industries including aerospace, plastics, power generation, printing, and pulp and paper.
One example is the AFCO Denso/Bosch plant in South Carolina, which uses the equipment to deburr copper motor parts. “Since 1995, AFCO has continuously operated an Ice Blast machine to deburr copper motor armature faces for fuel pumps. The use of Ice Blast to deburr has been crucial to producing our high
quality fuel pumps...for the North American automotive industry,” wrote AFCO project engineer
Jack Engram in a statement. “Ice Blast technology continues to be a cost-effective solution for our deburring and precision cleaning needs. Aside from normal maintenance, the Ice Blast equipment has performed reliably for the last 20 years. The ability to rely on this machine eases our minds in production because we are confident that the Ice Blast will achieve the necessary standard of clean every time.”
Meanwhile, the British Columbian branch of Disaster Kleenup International (DKI), a North American disaster restoration contractor with estimated annual revenues in excess of $1.7 billion, uses Coulson Ice Blast equipment to remove lead paint from concrete.
Rich Canadian roots
Coulson Ice Blast grew out of a family business started by Coulson’s grandfather, Cliff, when he launched a small logging company in Port Alberni on Vancouver Island in 1960. Coulson’s father, Wayne, subsequently grew the company into The Coulson Group, a conglomerate whose other activities have included manufacturing wood products and aviation. Within the last two years, they sold off the logging and lumber operations to concentrate on aviation and ice blasting. While Wayne continues as president and CEO of The Coulson Group, Coulson’s brother Britton is vice president of the aviation division, which involves overhauling aircraft components and aerial fire suppression.
The natural surroundings of Port Alberni yield such local attractions as salmon and sport fishing, provincial parks, hiking trails, mountain climbing, Cathedral Grove (an old-growth forest of towering Douglas fir trees, some over 800 years old), and Della Falls (Canada’s highest waterfall). Given this superb environment, it is not surprising that environmental friendliness is a key value underlying The
Coulson Group operations. Its association with ice blasting equipment began in 2012, when it wanted to remove paint from a Martin Mars aircraft it had acquired and repaint the plane in their fleet colours: red and white. The paint removal task raised technical problems, however, since the Martin Mars can only take off on water, it had to stay situated beside a lake. This complication ruled out
pressure washing, which requires more water than was available at the plane’s site. Sand blasting was equally impractical, since the Martin Mars is the world’s largest flying water bomber, too big to permit the full containment that sand blasting requires.
Instead, an engineer at The Coulson Group suggested and built an ice blasting machine using technology he learned at
a previous job at Universal Ice Blast, an American company that manufactured ice blasting equipment until it went bankrupt in 2001. The Coulson Group was so pleased with the machine’s results that they tracked down the former owner of Universal Ice Blast, purchased the technology from him, and have been refining it and planning the future of Coulson Ice Blast ever since. | MA
Servo Mount Gearheads Low Backlash For Life!
HPN Harmonic Planetary® value series provides a low cost solution without the need to compromise on quality or performance. This new value series of planetary gears carry the reputation for quality and reliability for which Harmonic Drive® products are known throughout the world.
• Helical Gearing
• Available in 5 frame sizes
• Peak Torque: 9Nm to 752Nm
• Ratios: 3:1 to 31:1, new two-stage ratios available soon
• Shaft output available with key and centertapped hole or with center-tapped hole
Partners in Precision
WATER TREATMENT PLANT CHALLENGE
Pumping out a powerful solution for Metro Vancouver
BY DWAYNE DONALDSON, CRAIG TORRANCE AND TYSON CARVELL
As the second largest secondary treatment facility in Canada, Metro Vancouver Regional District’s Annacis Island Wastewater Treatment Plant (MV AIWWTP) in Delta, B.C., presently serves about 1.3 million people in 14 member municipalities in the Fraser Sewerage Area (FSA).
The pumping facility at the Annacis Island plant is a critical part of the infrastructure, as collection and conveyance systems transport the FSA wastewater to the plant. The three 1,200-horsepower influent pumps and four 684-horsepower trickling filter pumps have been in service for about two decades and were at their
end-of-life stage. These large pumps regulate the level of raw sewage in the wet well, conveying it into the treatment plant. Should these fail during high flow situations, there are overflow gates, but these bypass raw wastewater into the Fraser River, which would lead to consequential fines and penalties due to its environmental impact. The trickling filter pumps power the flow of the partially treated waste over trickling filters for secondary treatment, which capture most of the bacteria before the final purification processes.
MV AIWWTP decided an upgrade project was needed, but replacing the pumps, power distribution and control equipment without taking the
facility offline was a critical element. It recently called on the knowledge and solutions of Rittal, E.B. Horsman & Son, and 3 Phase Power Systems to help develop and enhance a complex pumping system for efficient performance while meeting the challenge of rising energy costs.
3 Phase Power, a specialist of industrial power system design with more than 20 years of experience, faced three major challenges during the quotation, design, manufacturing and implementation stages of this project.
• Maximizing space and protecting equipment
The first challenge was the available footprint. The footprint restriction was challenging to the point that installing traditional power distribution and control equipment would be difficult. The selected enclosures had to contain all the critical equipment in a small area, while keeping the components environmentally safe and secure. The proposed layout for the project needed to be readily understandable and demonstrate how
The Annacis Island Wastewater Treatment Plant serves about 1.3 million people.
the specifications could be condensed into the available space.
• Timely delivery and innovative solutions
The second challenge was being able to reliably ensure that the required materials would be available within the tight timeline that was required. To accomplish this, 3 Phase Power required partners in British Columbia that had the infrastructure in place to deliver the project seamlessly. It required access to the most innovative solutions, as well as ingenious methods for power systems and wiring.
• Crucial timing, avoiding fines and high costs
Finally, the replacement had to occur during the summer months, when water levels are lower due to lack of precipitation. Waste overflow results in steep fines from the government and must be avoided. The provider was required to deliver in the small window for installation, or else the project would have to be put off for a full year, until the water table was low enough again.
Pumping out solutions
From the beginning of the bid process, 3 Phase Power knew it would have to meet the strict requirements for footprint, space, deliverables and timing. Its first step was to work with Rittal EPLAN. With this software, the project team was able to work within the proposed footprint and include the proposed panels, in a 3D drawing, as a visual, and at the time of the bid, they submitted 3D drawings, bills of materials of the enclosures, ratings and manuals altogether.
When 3 Phase Power won the bid, it turned to manufacturing partner Rittal — a provider of enclosures, climate control and distribution systems and software — to provide the integrated solutions in a timely manner and E.B. Horsman & Son for material supply and logistics. Established in 1900, E.B. Horsman & Son
is an independently owned electrical distributor with 22 locations in Western Canada. To fit the power distribution product into the space of the enclosure, the Rittal Maxi-PLS busbar system was used instead of traditional cabling. Paired with 3 Phase Power’s VACON VFDs for load sharing, the ampacities of the Maxi-PLS busbar provided the necessary power, along with
An aerial view of the Annacis Island Wastewater Treatment Plant in Delta, B.C.
the brackets and busbar support which bolted into the Rittal TS 8 enclosures. As a result, the equipment not only fit into a much smaller space required by the project, but also provided the essential and documented CSA approvals.
“ The key to the quick turnaround time and ease of build was due in part to the modularity and system-based design of the Rittal solution. The Maxi-PLS busbar system, which is CSA certified to 3200A, is designed to easily mount into the frame of standard off-the-shelf TS8 modular enclosures,” said Craig Torrance, director-sales, Rittal Systems.
3 Phase Power says VACON incorporates the latest in VFD technology and has actively developed benchmark applications tailormade for water and wastewater handling. These applications include pump control, hose filling, pump supervision, and multiple pump control applications.
Throughout the process, Rittal and E.B. Horsman & Son stayed ahead of the curve by closely coordinating the ins and outs of the logistics and delivery. The parties managed the flow of product through three different delivery stages, all with one purchase order.
“ They knew the critical dates, timelines and were always mindful of them,” said 3 Phase Power’s Dwayne Donaldson, senior designer and project manager. “E.B. Horsman & Son even staged product delivery from Rittal at their location, so if we were ahead of schedule we could pull things in.”
Tyson Carvell, E.B. Horsman & Son VP marketing, added, “E.B. Horsman & Son was happy to coordinate the material supply, provide logistics and stay on top of the order to ensure that the project moved along smoothly.”
Each part of the project had to be precisely timed because of the narrow window for installation. However, the most critical part was the installation itself. Watching for the right conditions and maintaining a water level low enough to stop the pumps for installation
The solution:
• 3 Phase Power’s VACON VFDs for load sharing, including pump control, hose filling, pump supervision and multiple pump control (PFC) applications
• Rittal EPLAN software to scope out the project
• 93 Rittal TS 8 enclosures for protection
• Rittal busbar and support: 111 meters of Maxi-PLS 2000A, 89 Bus Maxi-PLS 2000 supports
• E.B. Horsman & Son provided the integrated supply solutions
were imperative. 3 Phase Power managed the installation without a hitch, with the timing of the deliverables managed perfectly.
Planning jointly for the future
For future projects, 3 Phase Power is already planning on Rittal. “We’ve been using Rittal enclosures solely for five years or so, and I would be very, very unhappy if we had to switch,” said Donaldson. “The entire plan became a faster project with Rittal, E.B. Horsman & Son, Rittal EPLAN and the use of the Maxi-PLS busbar locked into Rittal TS 8 enclosures, compared to doing it the traditional way.
“ There were some challenges dealing with the MV AIWWTP. Right from the bidding process, our ability to use Rittal EPLAN to model out and relay to the customer what the build was going to look like, showing them the confidence that we knew would fit into their footprint upfront, helped us win the bid,” he continued. “The customer wanted data sheets and a lot of upfront information on the project. Going from a preliminary bill of materials to a full bill of materials to get the project and product moving was very quick and easy. It was a great example of three organizations – 3 Phase Power, E.B. Horsman & Son, and Rittal – all working together from EPLAN to procurement to management. And we all came out with a win.”
Torrance concluded, “It was a real pleasure dealing with 3 Phase Power as they knew exactly what they wanted, and worked side by side with Rittal and E.B. Horsman & Son all the way to put together an innovative solution that worked for MetroVan.” | MA
Dwayne Donaldson is the senior designer and project manager at 3 Phase Power. Craig Torrance is director-sales at Rittal Systems Ltd. Tyson Carvell is VP marketing at E.B. Horsman & Son.
HMI & OPERATOR INTERFACE
System-integrated solutions
Beckhoff Automation showed off its system architecture for packaging machine automation at Pack Expo 2017. Combining control hardware consolidation with PC-based control technology, the company describes its booth as the “centre of automation technology and IT convergence.” Booth visitors were able to BYOD, using their own smartphones and tablets to connect with PC-based control demos – including a wall of IoT-enabled devices,
plus articulated robot arms from Stäubli – using any mobile device with a web browser. One booth highlight was the TwinCAT HMI, a new HMI software platform for visualizations that can scale to suit the screen formats of industrial displays and any mobile device with a web browser. The latest motor and drive solutions with One Cable Technology (OCT) was also shown in the form of demos and test stands for hands-on evaluation. Meanwhile, the new C6015 Industrial PC (IPC) opens up application areas for PC-based control technology, says Beckhoff, especially those with pronounced cost or space restraints. Suited for industrial applications, the IPC measures 82 x 82 x 40 mm, “demonstrating the extensive scalability of PC-based control technology,” notes Beckhoff. www.beckhoff.com
HMI supports more than 200 communication drivers
Boasting state-of-the-art features, the Exor UniOP eTOP310 HMI is now available at Servo2Go. To help reduce implementation costs, Exor says there are more than 200 communication drivers available, enabling users to connect to a variety of industrial devices. The eTOP310 comes in three front panel colours: white (stock), black (special order), and metallic silver (special order), which
will help match or dress up any machine panel. Other features include: distributed I/O capability; on-board PLC available; on-board I/O available; and TFT display with LED backlight. www.servo2go.com
Sunlight readable touchscreen
Tru-Vu Monitors has released the 10.4-in. sunlight readable waterproof touchscreen LCD monitor, SRMHXTRWP-10.4C, which features a five-wire resistive touchscreen monitor that produces more than 1,500 nits of brightness. The waterproof NEMA 4X stainless steel panelmount enclosure and -22 to 176 degrees F operating temperature promises to deliver dependable use in nearly any environment, including inspection and monitoring stations, says the company.
www.tru-vumonitors.com
NEW PRODUCTS
HYDRAULICS & PNEUMATICS
Gripper boasts highest holding forces in small spaces
Schunk has extended its series of digitally controllable magnetic grippers with the EGM-M monopole gripper. With dimensions of 26 x 98 mm, the EGM-M is suitable for handling parts weighing up to 10 kg. As with all the EGM magnetic grippers in this series, the monopole grippers operate with energy-efficient electro-permanent mag nets – they do not require compressed air or vacuum, says the company, adding that only a short current pulse for 300 ms is required for actuation and deactivation. Since no energy supply is required in activated condition, the parts remain securely gripped even in the case of an emergency stop or a sudden loss of power, maintains the company. The EGM-B bi-pole gripper was designed for handling heavy and complex ferromagnetic parts. Available with one-, two- or four-pole pairs in different arrangements, along with pole extensions, they allow the adjustment of individual handling objects. The range of EGM grippers have a gripping force of 1.2 and 22.5 kN, and are designed for parts weighing a maximum of 147 kg, with a material thickness starting from 3.5 mm. For handling of thin sheets, the gripping force can be reduced in eight stages with an additional control unit. www.us.schunk.com
connectivity of its pneumatic valve islands to machine controllers by introducing IO-Link modules that can be integrated with existing Parker valve ranges. Ethernet-based protocol independent and vendor neutral, the module offers plug-and-play valve compatibility for customers currently using Industrial Ethernet, saying they can benefit from similar performance and reduced system complexity at a lower cost, it notes. According to Parker, this communication technology allows devices to be easily integrated in the same way as all commonly used fieldbus and automation systems — users do not need to be trained in a new protocol. As well, the configuration can be stored or written into the code and downloaded to the device without programming. Parker says the module offers many benefits over the use of 25 pin/D-sub connectors as terminating and troubleshooting multiple points of failure is both time-consuming and costly, adding that using standard, non-shielded, five-pin proximity
3D PRINTING
New series to launch in North America
switch cables and connectors help reduce inventory levels. www.parker.com
Larger variants added to tabletop gantry series
Festo has expanded its EXCM compact planar gantry series with two larger variants which, like the original EXCM-10, are suited for performing sub-assembly functions in a benchtop configuration or other small workspace. The new EXCM-30 and EXCM-40 models promise to provide cost-effective plugand-play solutions for small automation jobs in assembly, handling systems and medical laboratory devices that involve two- or three-axis Cartesian motion. Both have scalable strokes along the X- and Y-axes, and are compatible with cleanroom applications. All EXCM gantries can be installed directly on a worktable without an external control cabinet, says Festo, noting that the parallel kinematic drive concept ensures low moving masses. According to the company, the EXCM-30 is suited for small parts assembly and handling applications or in electronics manufacturing and laboratory processes. These
include feeding and screwing in smaller components, applying adhesive points or testing electronics – advancing to contact points, or resistance testing. Meanwhile, the EXCM40 offers a larger working area of up to 2,000 mm in the X direction and 1,000 mm in the Y direction. Thanks to the 48 V power supply, loads of up to 4 kg can be handled.
www.festo.com
Angle seat valves
ODE Valve has introduced the new 21IZ1 series of stainless steel pneumatically actuated angle seat valves for the industrial market. The 2/2 way normally open, normally closed or double-acting valves are available from 3/8 to 3-inch sizes with NPT, Welded end, Tri-Clamp or Flanged connections with flow direction above and below the seat including fluid temperature up to 180 degrees C and a maximum operating pressure of 230 psi. The valve body is made of corrosion-resistant 316 stainless steel.
IO-Link connectivity added to valve portfolio
As part of its global focus on factory automation, Parker Hannifin has added smart
Matsuura Machinery USA will debut its Lumex 3D printer hybrid series to the North American market at Additive Manufacturing Americas 2017, to be held in Pasadena, Calif., December 6-8. The Matsuura Lumex Avance series, comprising the Lumex Avance-25 and Lumex Avance-60 machines, combines selective laser sintering (SLS) and high-speed milling (HSM) and is intended to manufacture “highly complex, integrated dies, molds and parts in shapes and configurations previously not attainable using traditional milling methods,” says the
company. The Avance-25 model is predominantly used in the high-value die and mold market, says Matsuura, noting that it can process parts up to 256 x 256 x 185 mm as standard, although there is an option that allows for processing parts up to 256 x 256 x 300. Dies and molds featuring complex geometries can be fabricated as single pieces, said to shorten lead times, and reduce costs to half or one-third
www.odevalve.com
those of conventional manufacturing methods, says Matsuura Machinery. Meanwhile, the Avance-60 offers a maximum work size and is able to process parts up to 600 x 600 x 500 mm and incorporates a 1 kW laser for shorter sintering times. The Avance-60 features a fully integrated, automatic powder supply, collection and recycling system, says the company, adding that metal powders are distributed in the sintering chamber without the need for operator contact, eliminating powder dispersion and ensuring a safer working environment, it notes.
www.matsuurausa.com
SENSORS
Photoelectric sensors
Carlo Gavazzi has announced the PD30CN series of photoelectric sensors with PointSpot Beam. The visible red light narrow beam promises to make detection more accurate and allow detection of smaller objects, if compared to standard sensors, but larger than those a laser can detect. When compared to laser sensors, the PointSpot beam strives to be safer, says Carlo Gavazzi, adding that there are no concerns with damaging people’s vision and/ or eyes. The series consists of a background suppression version as well as a polarized retro-reflective version, both with a narrow red light PointSpot beam. The sensing distance is controlled by means of a potentiometer on the back of the housing and the adjustment is optimized for easy settings, adds the company. According to Carlo Gavazzi, the sensors
are suited for applications found on various equipment: packaging, palletizers, material handling, plastics and machine tools.
www.gavazzionline.com
Additional sensor mounting bracket configurations
Thirty-two new sensor mounting brackets from Wenglor have been added to AutomationDirect’s sensor accessories offering. New brackets are available for inductive, magnetic, capacitive and ultrasonic proximity sensors, along with photoelectric, laser and fibre optic sensors, and in 3-mm, 4-mm, 5-mm, 6.5-mm, 8-mm, 12-mm, 18-mm and 30-mm sensor sizes. New mounting bracket configurations include right-angle plastic brackets with and without insertion stops, says AutomationDirect, adding that a right-angle bracket with a finetune feature that allows vertical and horizontal adjustment for sensor placement is also
available. Swivel mount brackets are available for 8-mm, 12-mm, 18-mm and 30-mm sensors; the brackets are constructed of stainless steel or with a stainless steel mounting plate and aluminum head. The right-angle swivel brackets mount on a 12-mm rod and provide 360 degree vertical and horizontal adjustment.
www.automationdirect.com
Linear position sensors
Alliance Sensors Group has announced the expansion of the ME, MR, MHP, and now the SS-7, series of linear position sensors used to measure the ram position of hydraulic and pneumatic cylinders in industrial applications. With no magnet required, ASG says the installation and cost of ownership is “dramatically reduced without sacrificing accuracy specifications.” The ME (embedded version), MR (port-mount version), MHP (port
mount 25-mm hex housing) and SS-7 (Subsea port-mount) series fit into a gun-drilled cylinder the same way a magnetostrictive sensor would be installed but without the counterbore necessary for the magnet. ME/ MR/MHP sensors use a coil design and are based on a contactless inductive sensing technology that employs a solid probe construction style which requires a conductive tubular target or a small diameter deep hole gun drilled in the cylinder rod for operation.
www.alliancesensors.com
Level probe for tough environments
The Gladiator Smart Admittance Level Switch from Hawk Measurement detects the level of liquids, slurries, powders or solids in a tank or vessel. As the level of the product rises to the level of the probe, or drops
below that level, the capacitance measured at the probe changes. The Gladiator detects this change and produces an output. www.hawkmeasure.com
NEW PRODUCTS
MACHINE VISION
High-resolution cameras
The Allied Vision Prosilica GT4090, GT4096 and GT5120 high resolution cameras feature the new 12, 16, and 26 Megapixel ON Semi PYTHON CMOS sensors with In-Pixel Correlated Double Sampling (IP-CDS) global shutter technology, which boasts reduced noise and increased dynamic range. Additional features include Fixed Pattern Noise Correction (FPNC), Defect Pixel Correction (DPC), and
Trigger over Ethernet, says Allied Vision. Prosilica GT cameras are designed to operate in extended temperature ranges and fluctuating lighting conditions, notes the company, adding that they are ideal for applications that require high-resolution high-quality images, or for users looking to switch over from CCD to CMOS cameras with similar resolutions and sensor sizes. Besides the monochrome versions, the GT4090, GT4096 and GT5120 models are also available as NIR versions,
DATA ACQUISITION
SCADA system
Seeq Corporation announces the availability of a Seeq connection module for Inductive Automation’s Ignition SCADA system. The new Seeq integration module promises to simplify integration of Seeq Workbench into Ignition displays and server gateways. According to Seeq, Ignition customers in manufacturing, mining, pulp and paper, food and beverage, and other process industries use Seeq Workbench to find insights in their data for better
promising to deliver increased sensitivity in the visible and near-infrared spectral range, and with several mount options (F, EF, M42, M58).
www.alliedvision.com
Machine vision system
Cognex has introduced the In-Sight 7000 series, describing it as a suite of ultra-rugged, highly modular standalone vision systems. The second generation In-Sight 7000 series promises to perform “fast and precise inspections that keeps pace with increasing line speeds, while its compact form factor easily fits into space-constrained production lines.” The In-Sight 7000 modular design offers more than 400 different field configurations, and is IP67-rated and includes Flexible Image Technology. Like all Cognex In-Sight vision systems, the In-Sight 7000 uses In-Sight Explorer to set up and monitor machine vision inspections. This software includes the EasyBuilder interface with stepby-step application setup and
the In-Sight spreadsheet view for increased control. The vision system features an LED ring light that produces diffused illumination across the entire image, and a variety of light colours, optical filters and polarizers.
www.cognex.com
Carbon composite inspection system
Hexagon Manufacturing Intelligence has introduced a new carbon Composite Inspection System, specifically designed for the aerospace industry. Based on Apodius 3D technology, the new system promises to deliver advanced inspection and analysis of lightweight carbon-fibre components at an “unprecedented level of speed and detail.” The solution automates the manual visual inspection process of carbon composites, and helps to reduce
to define composite production errors, says the company.
www.hexagonmi.com
X-ray inspection systems
production outcomes. Seeq is a software application for engineers in process manufacturing organizations to “wrangle, investigate, and share insights on production data,” describes the company. Seeq and the Ignition SCADA platform, working together, promise a “great combination, enabling customers to get the best of both an innovative monitoring and a data management platform, as well as rapid, interactive analytics on collected data.” www.seeq.com
component weight and material usage, notes the company, adding that the system is comprised of a portable ROMER Absolute Arm with Integrated Scanner, the HP-C-V3D Apodius Vision Sensor camera-based scanning hardware, and the custom-built Apodius Explorer 3D real-time software package. The ROMER Absolute Arm SI acts as a global reference system for data collected by the Composite Inspection System, addressing a range of industries including aerospace, automotive, marine, electronics and more. This solution boasts high-definition fibre orientation and geometry measurement, as well as complete three-dimensional model creation and analysis. Operators can perform actual-to-target value comparison and detect, document and classify previously difficult
The X36 series of adaptable x-ray inspection systems from Mettler-Toledo Safeline X-ray aims to help food and pharmaceutical manufacturers achieve maximum efficiency on their processing lines. The series boasts the most advanced imaging technology on the market to provide high-detection sensitivity for a range of packaged applications. Systems are designed to detect and remove contaminants, while simultaneously performing product integrity checks, from checking the mass of complex products to the seal integrity on single or multi-lane applications, without compromising throughput rate and process efficiency, the company says. With a choice of detector diodes, 0.8 mm or 0.4 mm, generator sizes, and detector width options, systems can be customized for the packaged products being scanned. The series comes preloaded with a multilingual software option, enabling operators from different countries to use it in their own language.
www.mt.com
Inspection cameras boast more details, less downtime
Ridgid says its latest generation of handheld inspection cameras are purpose-built to help inspect, locate and diagnose issues faster than ever. The Micro CA-150 inspection
camera has a 3.5-inch colour display to diagnose in tight dark spaces. The camera’s internal memory can save up to 20 images that can be reviewed later, on-screen. Meanwhile, the Micro CA-350 inspection camera, now standard with a 12V rechargeable Li-Ion battery, lasts up to eight hours and takes 45 minutes to recharge, so users can perform more inspections in a shorter period of time, says Ridgid, adding that the camera’s image rotation and digital zoom make capturing still images and videos easier.
www.ridgid.com
Cameras with Sony IMX255
and IMX253 sensors now
available
Ximea has released more models with Sony CMOS Pregius sensors and USB3 Vision. It started with models based on IMX174, IMX252 and IMX250, and now Ximea has made accessible to the general public the first units with Sony CMOS IMX255 sensor providing 8.9 Mpix at 43 Fps, as well as cameras using the Sony IMX253 sensor with 12.4 Mpix at 31 Fps. The newcomers are part of the xiC line of cameras enhanced with the USB3 interface. Sony models from the IMX family based on the Pregius
technology have Global shutter and are able to supply 8-, 10- or 12-bit pictures with the Dynamic range higher than 70 dB, promising “exceptional light sensitivity.” www.ximea.com
Food packaging inspection at Pack Expo 2017
At Pack Expo 2017, Matrox Imaging demonstrated a food packaging integrity and verification project created using Matrox Design Assistant 5 flowchart-based vision software. Verifying label application as well as reading dot-matrix text, the project ran on the 4Sight GPm vision controller paired with the new Iris GTR smart camera and two additional cameras. A software demo station allowed visitors to explore the capabilities of Matrox Imaging Library (MIL) 10, with its new MIL CoPilot interactive evaluation and prototyping environment, as well as the integrated project templates of Matrox Design Assistant 5. The Iris GTR is an IP67-rated smart camera powered by CMOS image sensors. www.matrox.com
BACKSTORY
Focusing on culture in ISO 9001 organizations
As quality leaders, it is our role in the organization to provide differentiation from the competition. This starts with quality process engagement across functions and definitely must be made a high priority with top management. The key elements are strategy, data and analysis that we can use to help communicate this to top management in order to drive this culture and important differentiation for the organization.
ISO 9001, the international standard that specifies requirements for a quality management system (QMS), helps organizations to consistently provide products that meet regulatory requirements. This standard makes top management responsible and accountable for carrying out a certain
WHAT MA PUBLISHED IN...
2004
“We were at the point in our operation where we were successfully producing quality products, yet we didn’t have a way to measure efficiency.”
2008
“The true measure of success: How redefining success can help in today’s manufacturing environment.”
2009
“Manufacturers move from Lean to agile manufacturing to adapt to dynamic global markets.”
2013
2014
“Clearly stated vision and values, and unequivocal leadership, are key components to a successful culture of quality that can help organizations drive results, according to new research from ASQ and Forbes Insights.”
2016
“Lean manufacturing principles create a framework for reducing waste and inefficiency while promoting productivity, quality and sustained growth.”
number of activities themselves. It provides a list of activities top management need to be involved with — some of those tasks, top management can delegate, some they cannot. ISO 9001:2015 helps bring together people at the highest levels into the quality management system. No longer does it centre on the quality management department. Leadership not only needs to promote quality management as a process but actually understand how all processes fit together.
Quality leaders need to wear a lot of hats, be business savvy and emphasize quality. A great supporting tag line is “quality starts with me.” A lot of organizations use similar tag lines within their organization to ensure everyone in the organization understands that they play an important role in
“Everything is recycled, everything needs automation and help, and we, the community of techies, may be neglecting a huge area of application.”
2014
“Quality as defined by senior executives will be different from quality as defined by the quality professionals listening to customers question products or services that don’t meet their expectations.”
adopting a culture of quality. It helps cross-functional leaders, teams and individual contributors in an organization to understand their role within the organization and how it impacts on the final product and perception by customers. This is a good place to cultivate where quality initiatives can form. It is important to embody that tag line and lead the journey to transform quality away from being seen as not just a conformance activity, and rather a performance activity.
Continue reading this article at bit.ly/2eLDxVP | MA
Chuck Cimalore is president and CTO of Omnify Software. He is an expert in businessready PLM solutions for small to mid-size businesses and has helped original equipment manufacturers streamline development cycles, accelerate product innovation and improve bottom-line profitability.
More than 1,200 Modules for your Robot
The unique standard line of modules for mechanical, sensor and power connections of handling modules and robots.
Feed-through Rotary feed-through DDF 2
Connecting Adapter plate
Monitoring
Changing Quick-change system SWS consisting of SWK (quick-change head) and SWA (quick-change adapter)
Joining and compensating Compensation unit TCU
Gripping SCHUNK gripper PGN-plus 2-finger universal gripper with multi-tooth guidance