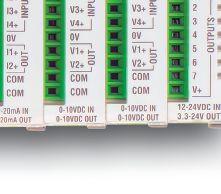
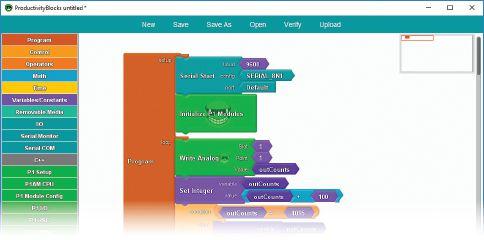
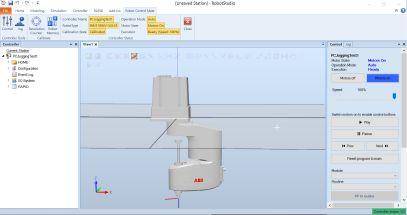
The Productivity ® Open UL/CE-certified open-source CPU mimics the Arduino® MKRZero microcontroller, seamlessly supporting both standard 3rd-party MKR shields and industrial PLC I/O. Use the Arduino IDE (C++) or the ProductivityBlocks graphical programming interface (below) to quickly code the P1AM-100 controller for your application.
With the ProductivityOpen platform you get all the features of a standard Arduino plus the power and reliability of an industrial controller for only $49!
Productivity1000 industrial I/O
2 YEAR
What can it do?
The P1AM-100 CPU is a blank canvas and with the right know-how, you can make it do almost anything.
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
Kristina Urquhart
How
With
Borrelli
Joachim Finke
OVERHEARD ON TWITTER
@JVcooperative
Resources like this make me happy! Check out this resource about different educational pathways to careers in automation, such as a machinist, mechanics, mechatronics, robotics and
more! ow.ly/ V7c250zv3KC
@AutomationMag
This is a comprehensive and very useful resource! Thanks to all who put this together.
@RapidPlatform
Thanks for the early write-up bit. ly/2T503wM, @ AutomationMag! #industry responds through associations @CMoldmakers @APMACanada @albertamfg for Canada’s safe return to work.
@Mentor_Works
Can your business manufacture essential therapeutic, equipment, and products in response to #COVID-19? You could receive funding for up to 100% of project costs via #NGen.
Last month, MA hosted a webinar on safety strategies for returning to work. Our guest speaker, Robert Vomiero of Ontario’s Workplace Safety & Prevention Services, shared enhanced measures that have been recommended for manufacturing workplaces – and stressed that as we focus on new protocols, we can’t forget to comply with pre-existing standards (if you missed the webinar, access the free recording at automationmag.com/webinars).
While the manufacturing sector was deemed essential and many producers did not close during the COVID-19 lockdowns, every operation has been affected by these additional safety regulations. This has resulted in staggered shifts, employees working from home when possible, distancing measures, temperature checks, etc.
This is our new normal – at least until mass immunization, which, by conservative estimates, is still at least a year away. And it’s likely that many of these new safety protocols won’t disappear once we’re vaccinated against the coronavirus. If anything, this pandemic has ensured that stricter hygiene practices are here to stay.
Companies are ramping up longterm production of PPE. A recent deal with the federal government and Quebec’s Medicom (p. 6) will see production of N95 masks continue until at least 2030. Stories like this are good news for manufacturers, and for the Canadian supply chain. To read about how supply chains will use automation to become more resilient as a result of the crisis, read our cover story on p. 12.
This month’s issue is usually our wrap-up of Hannover Messe, where we bring you the latest trends in industrial
CONNECT
automation for the coming year. The conference, of course, was cancelled until April 2021 – but in its absence, we have launched a new platform to talk about automation technologies.
It’s a podcast called Machine Language – and the first episode is already live at automationmag.com/podcasts. On the last Tuesday of every month, you’ll hear me interviewing industry experts about topics related to automation and machinery, including robotics, sensors, motion control, software, Industry 4.0, cybersecurity and networking, and artificial intelligence.
Our first episode features an interview with Shelley Fellows, chair of Automate Canada, and Mike Bilton, chair of the Canadian Association of Mold Makers. The sister associations have been working together to assess the impacts of COVID-19 on the mold, tool/die, and industrial automation sectors through member surveys.
In the episode, Fellows and Bilton discuss some of the major concerns brought forth by manufacturers, and some unexpected positive impacts of the coronavirus crisis. They also highlight health and safety best practices, and dig in to how Industry 4.0 technologies will help manufacturers become better equipped to deal with the next crisis.
“The wise companies are looking at this as an opportunity to invest in some new technologies,” said Fellows during our chat. “[It’ll be] interesting to see what will happen when they sustain it – for those who are going to sustain it – and make it part of their business diversification strategy.”
Have an idea for a Machine Language podcast episode? Find my email address below. Happy listening! | MA
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Platform launches to connect companies with suppliers of PPE
A new website that connects workplaces with suppliers of personal protective equipment (PPE) launched last week as part of a joint initiative to address supply chain issues.
The Rapid Response Platform, accessible at rrpcanada.org, was launched by several industry associations including Automate Canada, the Canadian Association of Mold Makers (CAMM), Automotive Parts Manufacturers’ Association (APMA), and Canadian Manufacturers & Exporters (CME), along with the support of business development partners.
Using the platform, companies can request PPE or offer to supply it.
The focus for the manufacturing sector continues to be how to address return-to-work guidelines, according to a recent member survey by Automate Canada and CAMM. The associations have conducted weekly surveys of the mold, tool and die and industrial automation sectors, mainly in Southern Ontario, since mid-March.
In the week seven survey, respondents said their largest PPE shortages are masks (both non-N95 and N95) and gloves. When asked why they didn’t have sufficient quantities of PPE, cleaning supplies or temperature sensing units, respondents identified that limited availability is driving the shortage.
“Employers are doing a fantastic job of providing structured guidelines and implementing as many of the recommended health and safety practices as they can into their schedules, all the while respecting the voices of their employees. But what stands out most for me is the level of maturity and resilience our tooling and equipment sector is showing as a whole through all of this… it’s really something to be proud of,” says Mike Bilton, chair of
CAMM.
After hitting a peak in the early weeks of the COVID-19 crisis, the association’s data in recent weeks showed that temporary layoffs had slowed dramatically. In this most recent survey however, the number of employees that are temporarily laid off increased.
According to the associations, this increase could be due to continued uncertainty about the
restart dates at large manufacturing facilities, which has been pushed back several times.
Concerns about qualification
for government subsidy programs had been expressed by the industry; the increase in layoffs may reflect the fact that once
Slash cabling costs with EtherCAT P
EtherCAT P integrates EtherCAT communication with system and peripheral voltage supply in one 4-wire standard Ethernet cable. The I/O system for EtherCAT P with IP 67 protection takes full advantage of One Cable Automation: material and installation costs, as well as the required installation space in drag chains, cable trays and control cabinets are significantly reduced. The compact and robust I/O modules cover a wide signal range, from standard digital I/Os to complex analog signals and measurement technology. More than 100 additional EtherCAT P components are available. Find out more now!
The Rapid Response Platform connects businesses with PPE suppliers.
subsidy programs opened for registration, some manufacturers indeed did not qualify.
“Companies reported that projects have restarted and that new orders continue to come in,” says Shelley Fellows, chair of Automate Canada. “Since the disruption in manufacturing has led to opportunities for some to benefit from an investment in new technologies, [it’s] a very promising sign as many of Automate Canada and CAMM members offer advanced technology products.”
COVID-19 PRODUCTION
GM to produce face masks at Oshawa plant
General Motors will produce one million face masks a month at its Oshawa plant in Ontario after reaching an agreement with the
federal government.
According to The Canadian Press, the company will retool and reorganize part of its plant in a way similar to its operations in Michigan, U.S. in order to produce the personal protective equipment.
About 50 workers will work on two shifts to produce the masks, which will be sent to the government at no cost.
The GM plant shutdown in Oshawa in December 2019 affected about 2,600 employees.
In a statement, Ontario Federation of Labour president Patty Coates said more PPE orders are needed for manufacturers in the province. “We urge the government of Ontario to follow the lead of the federal government, use their emergency powers and order manufacturers across Ontario produce much-needed PPE,” Coates said.
Virox receives $850K for disinfectant production
Virox Technologies, a manufacturer of disinfectants, will scale up its production with $850,000 in funding from the Ontario government’s program that helps businesses retool to make COVID-19-related equipment.
Virox is the first manufacturer to receive money from the Ontario Together Fund announced in April.
Virox is planning to install a high-speed manufacturing assembly line to ramp up production of its accelerated hydrogen peroxide products, which are used in households and professional settings.
It is estimated that the new equipment will allow the company to produce 6,000 cases per day, which will help meet increased demand from the healthcare sector and general consumer market during the outbreak.
For Motion Feedback in
The project will create 20 full- and part-time jobs and help retain 120 positions in Oakville.
The Ontario Together web portal appeals to Ontario’s manufacturers, entrepreneurs and innovators to provide essential supplies and equipment to support front-line workers in their fight against the COVID-19 pandemic.
All submissions received through the portal are being reviewed and prioritized to focus on solutions that can respond to where the need is greatest and can be implemented quickly.
SNC-Lavalin to engineer N95-mask manufacturing facility
SNC-Lavalin will supply engineering services to AMD Medicom Inc. (Medicom) in the establishment of a Canadian manufacturing facility that will produce N95 and surgical masks for local health-care providers.
The governments of Canada and Quebec recently enlisted Medicom to produce tens of
millions of masks, starting in July.
Headquartered in Montreal, Medicom has medical-grade personal protection equipment production facilities around the world in Asia, Europe and the United States.
The new 60,000-square-foot facility will be located in Montreal and the masks produced will be primarily used to supply the Canadian market.
The SNC-Lavalin’s Industrial Solutions team provides engineering services in project management, structural, mechanical and electrical engineering, process and automation, as well as in fire protection.
To house the new production lines, an existing building is being retrofitted to host multiple new machines with overall capacity of millions of masks per month. New conveyors, a ventilation system, a compressor, a packaging system and a central palletizer will also be installed.
One of the main challenges is the very tight timeline, and more specifically the preparation of the existing site to properly host multiple new mask manufacturing lines.
Manufacturers receive $21M in NGen funding
Next Generation Manufacturing Canada (NGen), which facilitates the country’s Advanced Manufacturing Supercluster, has so far invested more than $21 million in projects for technology, equipment and medical devices needed to fight COVID-19.
Since NGen announced its $50-million COVID-19 funding program in late March, it has received over 900 expressions of interest from advanced manufacturing companies across Canada.
The projects approved so far include the development and manufacturing of ventilators and components, test kits, face shields and a coating material that kills bacteria and viruses on contact.
“Manufacturers across Canada have stepped up to the challenge.
Their capacity to innovative and mobilize advanced technologies has allowed them to respond rapidly, both in scaling up production of health care products and in delivering new solutions to front-line workers,” says Jayson Myers, CEO of Next Generation Manufacturing Canada, in a statement.
“It’s really been an all-of-Canada approach. Collaboration has been key in fighting COVID-19, and it will remain important as we prepare to open up the economy once again.”
One of the projects that has been approved is a joint effort by Canadian Emergency Ventilators and Starfish Medical in Toronto. The project is providing ventilators for use in COVID-19 triage scenarios. The project is manufacturing what will be known as the “Winnipeg Ventilator,” which will be suitable for large-scale manufacturing and use during the COVID-19 crisis.
Quebec company to make RFID tracker for social distancing
A Quebec-based technology company has developed an RFID social distancing tracker that employees could wear in the workplace that alarms if they get
too close to another worker.
Noovelia, a company that specializes in digital and physical flow management for businesses, has named its social distancing tracker Kencee u2.
Kencee u2 was adapted from one of Noovelia’s existing products that has been tested in aeronautic environments. The device operates with radio frequencies (RFID) via ultra-wide band technology, which allows for maximum accuracy.
The tracker detects other trackers, so it is only effective when all employees are wearing one. If an employee breaches the recommended two-metre distancing measures, the tracker emits a sound, lights up and vibrates.
“This crisis is far from being resolved,” says Alain Lemieux, vice-president of strategic development and acquisitions at Noovelia. The tracker can be used “to protect the employees’ health, who are the principal resources of businesses and, thereby, the business continuity,.”
Kencee u2 is designed, manufactured and assembled in Louiseville, Quebec.
The project is currently in phase one, says Lemieux, with 10,000 units to be produced in the first run. Deliveries will start in mid-June.
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
• Configurable safety controller PNOZmulti 2: Modular and compact solution as flexible as your application
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Safety gate system PSENmlock: Safe interlock and guard-locking in one product with optional escape release
safety gate system: Your gate. Our system. Your safety.
“Our team is already working on the further development of our tracker to offer, in future versions, different possible configurations including access management with logbook, movement history and proximity alarm traceability, as well as real-time localization.”
ATS to provide equipment for test-kit manufacturing
ATS Automation Tooling Systems has received a $65-million order for two automated systems that will produce components for COVID-19 test kits.
The Cambridge, Ontario–based ATS Automation will design, build and deliver the systems within the next four months to Tessy Plastics, a global contract manufacturer headquartered in New York that specializes in
injection moulding and custom automated assembly solutions. The systems will enable production of 10 million units monthly.
“ATS’ involvement in this critical program for Tessy Plastics brings forward our significant capabilities in life sciences coupled with our ability to quickly enable manufacturers to scale production at the highest levels of quality demanded in the medical device industry,” says Andrew Hider, chief executive officer of ATS.
ACCOLADES
Automation companies land on Canada’s best workplaces list
A number of manufacturing and automation companies have placed on the 2020 list of winners
Modular
The Electromate team was #28 on the Canada’s Best Workplaces list of companies with fewer than 100 employees.
AUTOMATION UPFRONT
for Canada’s Best Workplaces.
The list, compiled by Great Place to Work Institute Canada – part of a global organization that collects data on workplace cultures – was published in a special supplement to The Globe & Mail on April 17, 2020.
A total of 150 companies placed on three lists of 50 each: Best workplaces with fewer than 100 employees, 100-999 employees and 1,000+ employees.
In order to determine the best workplaces across all industries, Great Place to Work Institute Canada issues a confidential employee survey, which counts for two-thirds of an organization’s final score.
The remaining one-third comes from an in-depth review of the organization’s culture.
Together, they provide data relative to the organization’s five pillars: credibility, respect, fairness, pride and camaraderie.
“Creating a ‘Great Place to Work’ has been pivotal in driving our employee satisfaction and engagement, which has directly resulted in driving customer satisfaction and revenue,” says Warren Osak, founder and president of Electromate, which placed 28th on the list for companies with fewer than 100 employees.
“The success of our organization is nothing more that the collective capacity of our people to create immense value, and I’ve learned over time that culture
isn’t just a thing to help create enterprise value – it’s the only thing.”
The 2020 Best Workplaces in Canada winners operating in the manufacturing and automation sector are: Electromate (Vaughan, Ont.), True North Solutions (Calgary), Axonify (Waterloo, Ont.), JMP Solutions (London, Ont.), Lakeside Process Controls Ltd. (Mississauga, Ont.), Cisco Systems Canada (Toronto), SAP Canada (Toronto), Whirlpool Canada (Mississauga, Ont.), Hyundai Auto Canada Corp. (Markham, Ont.) and Vermilion Energy (Calgary).
SAFETY
Ontario releases return-to-work safety guidelines
The Ontario government has released safety guidelines for the manufacturing industry, among other sectors, to prepare workers to return to work during the COVID-19 pandemic.
At the time of this writing, essential businesses such as manufacturing plants are open, as are retail stores with street-facing entrances.
“We all want to reopen our businesses, services and favourite places across the province, but we must do it in a safe and responsible way,” said Premier Doug Ford in a statement.
“By taking these steps, we will
be prepared to get people back to work when the time is right.”
The sector-specific guidelines feature recommended actions employers can use to adapt to the new COVID-19 reality, including ways to ensure appropriate physical distancing, changes to the workplace, and promoting proper workplace sanitation.
The government has also issued downloadable posters to promote the safety tips.
Starting this week, 58 new labour inspectors will join the province to communicate COVID-19 safety guidelines to essential workplaces or enforce emergency measures, including physical distancing and the closure of non-essential businesses.
The government says it is committed to a careful, stage-by-stage approach to loosening emergency measures and reopening Ontario’s economy. Public health and workplace safety will remain the top priority, while balancing the needs of people and businesses.
EQUIPMENT
Tafisa
Canada completes $23M upgrade of Line 1
Tafisa Canada has completed a $23-million upgrade of its Line 1 continuous particleboard press.
The manufacturer, based in Lac-Mégantic,Quebec, refurbished its original press, which is used to produce particleboard
panels for the company’s thermally fused laminate (TFL) line of decorative panels.
“This latest investment brings our Line 1 particleboard press to the most advanced, state-ofthe-art industry standards,” says Louis Brassard, Tafisa CEO, in a statement.
The project was completed over nine weeks in collaboration with Siempelkamp, a provider of press lines for the wood-based panel industry.
The installation began in February and was nearing completion when government authorities declared a public health emergency due to the pandemic.
The project was able to proceed at a reduced rate alongside extra sanitary measures to ensure a safe environment for workers and employees.
Line 1 was one of the first original continuous presses to be installed in North America 28 years ago. The new continuous press will enable Tafisa to prepare for a potential capacity increase. This investment will provide for more consistent physical properties, better surface characteristics and more precise control over panel thickness, Brassard says.
NEW DIGS
Buhler Industries moves U.S. production
Buhler Industries is increasing production at its facility in
Tafisa Canada recently completed a $23-million upgrade of its Line 1 continuous particleboard press.
Endress+Hauser is celebrating 30 years in Canada with a customer experience centre in Burlington, Ontario. Construction will commence once COVID-19 restrictions are lifted.
Willmar, Minnesota and closing its factory in Fargo, North Dakota, affecting 35 jobs.
According to the Winnipeg, Manitoba–based company, this move will increase efficiency and reduce overhead costs at the Willmar factory, which manufactures products under the Farm King brand.
Buhler, a manufacturer and distributor of agricultural equipment, says the move was precipitated by unpredictability in the agriculture commodities market and fluctuations in the exchange rate, as dealers in Canada sell several US-based Farm King-branded products.
Product lines currently manufactured at the Buhler Industries facility in Fargo will be relocated to the Willmar factory during the summer months and production in Fargo will cease on September 30, 2020.
Farm King dealers in Canada and the United States will not experience delays in delivery of whole goods or service parts.
Buhler’s products are marketed under the brand names Versatile and Farm King. The company operates manufacturing facilities and distribution centres in Canada and the United States.
MILESTONES
Endress+Hauser Canada celebrates 30 years
Process automation specialist
Endress+Hauser Canada is celebrating its 30th anniversary in 2020.
The company was incorporated on May 1, 1990 with 13 employees, in Burlington, Ont. The Montreal office opened shortly thereafter.
Since then, offices have been added in Calgary and Edmonton – the latter now part of a 20,000 square-foot customer support centre that opened in 2017. Today, the company has more than 140 employees working across the country.
A new, 47,000-square-foot
customer experience centre in Burlington designed to achieve LEED Gold certification for energy efficiency will commence construction once COVID-19 restrictions are lifted.
The facilities in Edmonton and Burlington, both of which include a process training unit (PTU), are meant as examples of technology in motion where Endress+Hauser showcases technologies in the process automation world and provides customers with hands-on experiences and training.
Besides a PTU, the Burlington building will house a calibration laboratory, an expanded workshop and a large customer training centre. The PTU concept, featured in Endress+Hauser facilities globally, is essentially a pilot plant with a range of Endress+Hauser instrumentation installed.
“It’s been a memorable three decades, full of extraordinary achievements that have also put us in a position to do extraordinary things in the future,” says Anthony Varga, CEO and general manager for Endress+Hauser Canada.
DEAL MAKERS
Accenture acquires Callisto Integration
Accenture has acquired Callisto Integration, an Ontario-based provider of digital manufacturing services to large companies in the food and beverage, chemicals, utilities and other industries.
Among Callisto’s services are the design and implementation of manufacturing execution systems, Industrial Internet of Things (IIoT) systems and shopfloor control systems.
These systems ensure the materials, workers and equipment for each production order are ready when needed. They also provide real-time data on the production process.
The 160 Callisto employees join Accenture’s Industry X.0 practice. Industry X.0 uses
digital technologies – such as the IoT, data analytics and artificial intelligence – to improve how companies design, engineer and manufacture products and services and operate industrial facilities.
Callisto is headquartered in Oakville, Ontario. It also has two offices in the United States as well as offices in Warwick in the United Kingdom and Rotterdam in the Netherlands.
Festo partners with MassRobotics
Festo has partnered with the Boston-based MassRobotics to develop new automation and robotics solutions.
MassRobotics is an independent, non-profit innovation hub for robotics and smart connected devices.
The organization’s “escalator” model is designed to allow startups to establish and grow in order to provide value for MassRobotics’ partner organizations.
MassRobotics also creates a learning environment to engage youth and entrepreneurs through science, technology, engineering and math (STEM) workshops, competitions and technical internships.
“Combining Festo’s in-depth know-how in manufacturing applications and automation technology with the MassRobotics community will enable Festo to engage with robotics and automation startups,” says Alfons
Riek, vice-president technology and innovation for Festo, in a statement.
Allied adds to supplier network
Allied Electronics & Automation is adding a full suite of products from Amphenol–Anytek and B&B Manufacturing to boost its terminal block and synchronous drive product offerings.
Amphenol is an interconnect product manufacturer. As a member company of Amphenol Industrial Products Group, Anytek provides terminal blocks and electrical solutions widely used in industrial control and other fields.
B&B Manufacturing is a synchronous drive pulley manufacturer and supplier of standard, custom, and prototype synchronous drive applications used by distributors and original equipment manufacturers (OEM) in the power transmission and precision mechanical component industries.
MOVERS & SHAKERS
The OPC Foundation has appointed Michael Clark as the director of OPC Foundation North America. Stefan Hoppe, president and executive director, selected Clark to support OPC North American membership, and to act as a spokesperson for the foundation throughout the region. With over 30 years of experience, Clark is internationally recognized in the process automation sector for his expertise in Industrial Control System (ICS) fieldbus protocols. As a vendor-neutral advocate for the end-user community, Clark became the founding director of BusCorp Inc., a Canadian-based consulting firm dedicated to design, implementation, commissioning and training in the competencies of ICS networks and fieldbus systems.
COVID-19 leadership challenge: putting people first
COVID-19 is real and it already feels like a different world than we knew it just a few months ago. Everyone has been forced to slow down – people, companies and even fast-paced industries like manufacturing.
Many employees and leaders are struggling with the tremendous amount of change and uncertainty that this global pandemic has brought to our doorsteps. It has never been more difficult for leaders to demonstrate emotional intelligence while navigating through uncertainty at the same time. Employees have so many questions and the leaders often don’t have all the answers.
There is a range of different emotions that comes with these turbulent times but people, especially those in the manufacturing industry, are not used to talking about their emotional state. They’d often rather hide how they feel and pretend they are okay.
Many leaders may notice a change within themselves and within their team members, but they hope that nervousness, fear and anxiety will just magically disappear without having to talk about it. Emotions are deeply personal, rather than factual.
Is there a difference between fear and anxiety? Yes, there is. Fear is the emotional response of a real or perceived imminent threat, while anxiety is the anticipation of a future threat.
Anxiety is a natural stress response and not necessarily a bad thing, because it pumps adrenaline into the body. It can stimulate and help people to use this energy to reach new heights. Anxiety and other negative emotional states are rarely the problem – but not knowing what to do about it can be.
During these uncertain times, people are overwhelmed, stressed and they often worry about their future. It is important to recognize that worrying comes from the way people think, and how they think comes from what they focus on.
Where is the opportunity for leaders in all of this? There are several ways to connect with employees:
1. Improve on emotional intelligence. Employees at all levels have to be given the tools on how to manage their emotional state. Emotions need to be dealt with, processed and released in order to live a healthy and productive life. The first step is the awareness that they can do something about it.
2. Pay attention to energy management. How many hours are lost because employees’ mental energy and productivity is wasted on things that are outside of their control?
3. Establish rapport. If team members resist progress and change, it is usually because there is a lack of rapport with their immediate manager. It is so important that managers are interested in what’s going on for their team members. What are the team members’ fears and desires? If managers show that they care about their employees, then the employees will ultimately care about the business.
4. Assign a new meaning. What meaning can you give to COVID-19? Is it the opportunity to build hope, trust and a greater level of connection that will help innovation and creativity –or has it become a struggle of survival without learning new things?
5. A new way of being. If leaders think more about “how to be” rather than what to do, it will create new opportunities and outcomes.
Here are some strategies manufacturers
Employees at all levels have to be given the tools on how to manage their emotional state.
should put at the forefront for their employees’ mental, emotional and physical health:
• Allocate energy wisely – to family and friends, health and wellbeing, self-improvement, contributions to others, and to work, of course
• Breathe and think before responding
• Avoid taking things personally
• Reframe a negative situation into a positive one
• Refuse to stress over things that cannot be controlled or changed
• Value small experiences to boost happiness
• Take regular technology breaks
• Reducing screen time
• Spend “alone time” to recharge batteries
• Take control of emotions by asking “Is this really worth getting upset about?” or “How much will this matter one year from now?”
• Restore energy by spending time in nature
• Be patient and kind with yourself and others
These times require extraordinary leadership. It can be a challenge to bring out the best in people, but it isn’t nearly as difficult as many may think. All it requires is the ability to keep an open mind and the willingness to approach things from a different perspective. Putting people first will help companies to have a “comeback” that is better and stronger than ever. | MA
Karin Lindner is the founder of Karico International Inc. She works with leadership teams to increase their personal and organizational effectiveness by fully engaging the energy, talent and intelligence of the workforce.
INDUSTRY WATCH
BY PAUL HOGENDOORN
Paul Hogendoorn co-founded FreePoint Technologies with the goal of giving manufacturers the benefit of information technologies that inform, empower and motivate their most critical asset – their people. He can be reached at paul.hogendoorn@getfreepoint.com.
The rule of threes: insights for recovery or reinvention
There are some people you can brainstorm with, some you can plan with and some you can work with.
Facing or recovering from a crisis makes this “rule of threes” more real. If you only needed to make small changes, or if your goal is only incremental improvement, then perhaps you can effect the actions you are looking for with meetings and consensus building, followed up by summaries of the meeting, perhaps some intended points of action, and then more meetings.
But, if you are facing a cliff, and there is no ready-made route to follow, or if you need or want to ‘pivot,’ or do something more than maintaining or improving status quo, you need to know who you can brainstorm with, who you bring into the conversation later and who to leave out until it’s all figured out.
A colleague forwarded to me a copy of a 2003 study titled “Piloting the Rocket of Radical Innovation, by Greg A. Stevens and James Burley. Its subtitle stated that selecting the right people for the right roles dramatically improves the effectiveness of new business development (NBD), and goes on to suggest that most early-stage NBD projects fail because the individuals typically selected to lead are risk adverse, patient and persistent.
These projects should be done by people with high-risk tolerance, creativity and openness to the “irrational” process of NBD. The study uses the Myers-Briggs Type Indicator (MTBI) to identify the type of individual that suits these roles the best, coming to the clear conclusion that there is indeed a specific type of person that excels in these roles, but that they are a very small minority – only about 12 per cent of people.
Over the years, I have written several columns thanking or praising my “all-stars” (mentioning them only by their initials). These are the people who throughout my career as an entrepreneur and business founder were the difference between the business or product’s success and failure. I did
not specifically seek them out, because I didn’t have the benefit of the type of knowledge and insight shared in the referenced study. In some cases, these “all-stars” sought me out, being drawn in by what we were attempting to do. But in most cases, it was a simply a filtering process.
There’s a time to brainstorm, a time to gain buy-in from your leading group and a time to act.
Over time, I came to realize who I should draw into a conversation at the brainstorming stage, who I should draw in to develop a plan and strategy, and who I should only draw in to the conversation after the plans and strategies were well thought out and documented. This is a form of “triage.”
Triage was a term first used in WWI. It meant assessing the incoming wounded and determining: who was seriously wounded and could be saved, who could wait, and who couldn’t be saved. It sounds cruel, as our tendency would be to want to save everyone, but without triage – breaking it into threes – many more would’ve died.
We make the same mistake in business when we think we should get everyone on the same page at the same time. This is a point well illustrated throughout a recent book by Ben Horowitz called TheHardThingAboutHard Things, in which the author filtered out a select few people over the course of his career that he could approach whenever his company faced significant challenges or paradigm-altering
opportunities. He knew who to brainstorm with, and then which group to gain buy-in from, and then which group to execute a plan with.
In my previous column (“Pushing the reset button”), I surmised that one of the two benefits of a crisis was that it helped you figure out who would go into a tough battle alongside you, and who won’t. In my December 2019 column “Zero to one” (a pre-COVID column), I surmised that “the few who believe and are willing to take the first step have to contend with the many [who] only see the roadblocks or don’t think its worth it.” This lines up well with the aforementioned “Piloting the Rocket” study on radical innovation. I’ve always been a big fan of Jim Collins, and often reflect on his landmark book From Good to Great It teaches the importance of having the right people on the bus, and in the right seats. These are incredibly valuable insights at a time like these, when companies are seeking to return to “normal,” except that perhaps “normal” has now changed. A crisis is a good time to evaluate whether or not you have all the right people on the bus and in the right seats. But before you even get to that, you need to know which people you can turn to – to help find the right destination, and to help you as you drive the bus – or pilot the rocket – to get there. | MA
COVID-19: WHAT’S NEXT FOR SUPPLY CHAINS?
Automation technologies for supply chain management are necessary to prepare for the next crisis
BY KRISTINA URQUHART
Tenuous relationships with overseas suppliers, outdated models of monitoring demand and a lack of end-toend visibility created a perfect storm for manufacturing supply chains as COVID-19 lockdowns brought the world to a halt this spring.
Jonathan Wright, global head of cognitive process re-engineering at IBM, says supply chains have become increasingly lean over the past decade as manufacturers tried to meet consumer desire for low costs. Aside from new product innovations and seasonal changes, supply and demand had also remained relatively stable.
“Our supply chains became actually quite fragile, but we didn’t realize how fragile they were,” he says. “We had gotten to a point where we could have a just-in-time supply chain. And in a stable world, that makes sense. The issue is when you have a supply shock or a demand shock.”
As a result, Wright says the manufacturing industry in North America will see rapid implementation of automation technologies for supply chain management over the short term. “That acceleration will give people
confidence that automation and AI and machine learning can have a huge impact,” he says.
The time is now Wright estimates that pre-pandemic, the timeline for a manufacturer to integrate Industry 4.0–enabled technologies and automation systems into its supply chains might have been about five years. Now that the new coronavirus has exposed vulnerabilities and ultimately changed the way we do business, he expects that timeline to be closer to one or 1.5 years.
As the sector emerges from the COVID-19 lockdowns, the focus for companies should be on platforms that bring advanced technologies together to provide real-time insight and action into their supply chains. “Smart” supply chains that enable an organization to make adjustments on the fly will establish better resiliency and stability the next time there is a crisis.
“Organizations at the moment are being forced into new ways of working. We are using AI and machine learning to drive demand sensing at an incredible pace, and it’s really pushing organizations into a place where they’re seeing the benefit,” Wright says.
“Nobody’s going to say, ‘Oh, that was great, now let’s go back [to the way it was before] and do it in a manual way, or just based on ERP. No, they’re going to say, that was really cool. How do we take that same learning into my next process – into my expediting process, into my logistics process, into my manufacturing process?”
The domino effect
When the COVID-19 outbreak hit China earlier this year, the first factor to cripple supply chains was that 90 per cent of Fortune 1000 companies rely on tier-two suppliers in that region.
When the city of Wuhan went into lockdown in February, impact to global supply chains was swift. With tier-two supply compromised, tier one was affected. And consumers quickly felt it.
“It was almost instantaneous,” says Wright. “And it was across industries. COVID, we think, is indiscriminate in the way that it impacts individuals – and it felt indiscriminate in the way that it was impacting all businesses from a supply perspective.”
The supply chain was further weakened by the fact that companies may not have had deep relationships with those tier-two suppliers, resulting in only partial visibility as to what was going on halfway around the world – and thus organizations had little understanding of how vulnerable they might be were something to go awry.
ATS Automation in Cambridge, Ontario was one of the companies that did have insight into how its supply chain
Ninety per cent of Fortune 1000 companies rely on tier-two suppliers in China and were immediately impacted with the first coronavirus lockdowns.
The lockdown changed needs in a way that the supply chain – and, in turn, end distribution centres – couldn’t respond to without a vast amount of flexibility.
might be affected by the lockdowns in China. Andrew Hider, CEO, says that as a manufacturer of automation systems for critical life sciences manufacturing, one of the company’s top priorities early in the pandemic was to evaluate their biggest areas of risk.
“China was a key one on that radar, and so we started understanding the per cent efficiency [of our suppliers],” Hider says. “What are they running at, so we can know – are they at risk or not?” As ATS discovered potential bottlenecks in China, the company quickly looked to its domestic supply chain to find opportunities for dual sourcing.
“We went from a broad pandemic risk process that we’d had in place, to very specific around this [issue], where we solidified it to ensure that our supply chain was ready.
“By no means is it perfect, but we have identified high-risk areas and we’ve either identified an alternative, or how we’re going to manage through that.”
Planning comes up short
The pandemic brought another unexpected challenge for supply chain leaders – restrictions on movement led to a rapid change in consumer buying behaviour.
“Our demand planning and demand sensing capability [were] woefully short to be able to respond to it,” Wright says.
That’s because traditional demand planning for supply chains has been centred on time-based, or historical, data, meaning that what came before informs what comes next. Wright’s analogy: “It rained yesterday; it’ll probably rain tomorrow. It rained this time last year; it’ll probably rain this time tomorrow.”
The lockdown changed all of that. It altered needs in a way that the supply chain – and, in turn, end distribution centres – couldn’t respond to without a vast amount of flexibility.
Take this as an example: under normal circumstances, a manufacturer might regularly sell its product as singles, so that’s what is readily available in the supply chain. But the lockdown caused a shift in buying behaviour – more people started to buy family packs.
“That meant further up the supply chain – in the manufacturing point – I needed to have actually been able to get the signal that I need to prepare more family packs, and then change my production line to family packs,” Wright explains.
How automation will help
For manufacturers to ensure rapid response times, they need better end-to-end visibility. That means being able to “see” into the entire process, from manufacturing through to distribution warehouses. It means connectivity
between production facilities and logistics operations across countries and continents.
Technologies such as artificial intelligence (AI), machine learning, blockchain and the Internet of Things (IoT) facilitate this connected environment by making predictions, tracking inventory and dynamically redeploying goods. Using machine learning and IoT, data on buying behaviours can be drilled down to a postal code level for real-time demand sensing.
Products equipped with sensors can be tracked in real-time – so that everything can be monitored, from temperature to weather to location to who has handled goods – and that data can entered into a blockchain for record-keeping. Digital twins – virtual representations of physical assets or processes –strengthen supply chain modelling, allowing operators to test and set alternate logistics pathways in advance of a catastrophic event.
Where people fit in
Post-pandemic, Wright says there will be a focus on moving to what he calls “intelligent workflows” – humans working to solve problems rather than executing processes that can be completed by smart technologies.
“Intelligent workflows [are] where we start moving away from just process-centric technology to technology that spans across a workflow – like expedited orders or demand to fulfill,” Wright says. “We’ll see automation driving some of the base processes, allowing people to have a more valuable role to play.”
The continued restrictions on movement due to the pandemic will also highlight the accelerated need for automation to drive productivity. Wright expects manufacturers to focus on ways to increase automation while ensuring their people are working effectively and collaboratively – as “better versions of themselves,” he says.
If AI and machine learning drive planning, for example, human planners can focus on exception management and strategy. “Because of that, they’re actually more fulfilled,” Wright says. “Because of that, they drive more innovation. Because of that, they’re driving better client or customer satisfaction.”
What’s an SME to do?
AI, blockchain, digital twins and IoT are technologies that the industry talks a lot about – but for a small- or medium-sized manufacturer, still might still seem out of reach.
But the pandemic has created a new world – and to stay competitive, SMEs will need to adapt quickly. What may have once seemed foreign is now at the forefront.
Wright says the industry is experiencing a paradigm shift in the way automation
technologies are implemented. In March, some of IBM’s clients had no visibility into their supply chain. Within a month, they were using a dashboard to see their inventory across the country, with AI driving demand sensing.
“The adoption of the new technology is being put into place out of necessity, versus in a pre-COVID world it was out of, ‘Well, I’ve got to have a business case, I need to test it on a small group, I need to trial it, and then maybe eventually we’ll start scaling,’” he says.
“Although [automation] sounds quite highlevel and a significant amount of investment, actually, when you break it down, it isn’t. What we’re talking about is organizations, instead of sticking in their silos, starting to work as an integrated team.”
Wright predicts the marketplace will remain volatile until the reproduction number of coronavirus drops below zero. In light of that, he recommends five steps for SMEs to strengthen their global supply chain networks as they emerge from lockdown. Find the full list online at automationmag.com/a-perfect-stormcovid-19-disrupted-supply-chains-heres-howautomation-will-help
What’s next
Andrew Hider, CEO at ATS Automation in Ontario, expects that his customers will be looking critically at their global supply chains after the pandemic. Before the U.S.-China trade dispute, one ATS client, an insulin manufacturer based in the United States, shifted production from China to the U.S. Despite moving from a low-cost region to a higher-cost region, the client has seen increases in both its gross margin and its level of control over the supply chain.
“That example is just one of many that our customers are going to be faced with,” Hider says. It’s “early for them to start talking about strategy, but they’re already starting to assess how they do it, where they would do it. We’re going to be seeing a whole different dynamic as we commoditize the post-COVID world.”
A supply chain that’s geographically varied will allow for flexibility in times of crisis – and, with additional local production, could reduce carbon footprints and exposure to increasing air and freight rates. Ultimately, the COVID-19 pandemic has shown that mitigating risk is a top priority.
“If I’m looking at a risk lens as well as a financial lens, I may make different decisions about where my future investment comes from,” says IBM’s Jonathan Wright. “Because as organizations grow – and I do think we will return to growth – the supply chain of the future will be a much more robust and productive and profitable supply chain.” | MA
FACING OUR DIGITAL FUTURE
Canadian manufacturers are encountering many hurdles when it comes to technology adoption, according to a recent report
BY GRANT CAMERON
As manufacturers emerge from the COVID-19 pandemic and lockdown, they’ll be searching for ways to make up ground.
Automation, digitization, robotics, AI and other technologies are all tools that could prove useful in paving a new pathway to prosperity.
However, Canada is lagging other countries in embracing the Fourth Industrial Revolution. A recent report called “Embracing Change: Industry 4.0 and Canada’s Digital Future in Manufacturing,” released by Canadian Manufacturers & Exporters (CME) indicates that Canada could find itself on the outside looking in unless companies begin ramping up their plans to adopt innovative new tools and technologies.
While companies in Asia, Europe and the U.S. have aggressively surged forward and adopted new advanced manufacturing and digital technologies, the transformation in Canada has been slow. Manufacturers are struggling compared to their international counterparts and are already in catch-up mode.
According to the report, 55 per cent of Canadian manufacturers have not yet invested in advanced manufacturing technologies and one in five does not intend to do so in the next five years. And, in spite of Canada’s reputation as a leader in AI, the country ranked last amongst the
top-10 manufacturing countries in its implementation.
Exception, not the rule
Despite the strong case for investments in advanced manufacturing technologies, the report found that advanced technology adoption is still more the exception than the rule amongst Canadian manufacturers.
“Manufacturers are lagging when it comes to adopting new technology in their production processes and in their operations,” explains CME chief economist Alan Arcand. “Canada as a whole tends to lag other advanced countries in their performance and innovation and it’s tied to the fact that we tend to have low rates of investment in high technology.”
The report notes that investment has been weak in Canada because of lack of information, the high costs of purchasing new equipment and technologies, the uncertain return on investment, and the fact that manufacturers lack the skilled workers needed to take full advantage of the opportunities of digitization.
“They would be more likely to
invest in new technologies if they had a clear sense of the benefits of those technologies,” says Arcand. “Even if you know what’s out there you may not know what it can do for you if you were to take that risk and spend that money and perhaps adjust your production processes.”
Change is slow
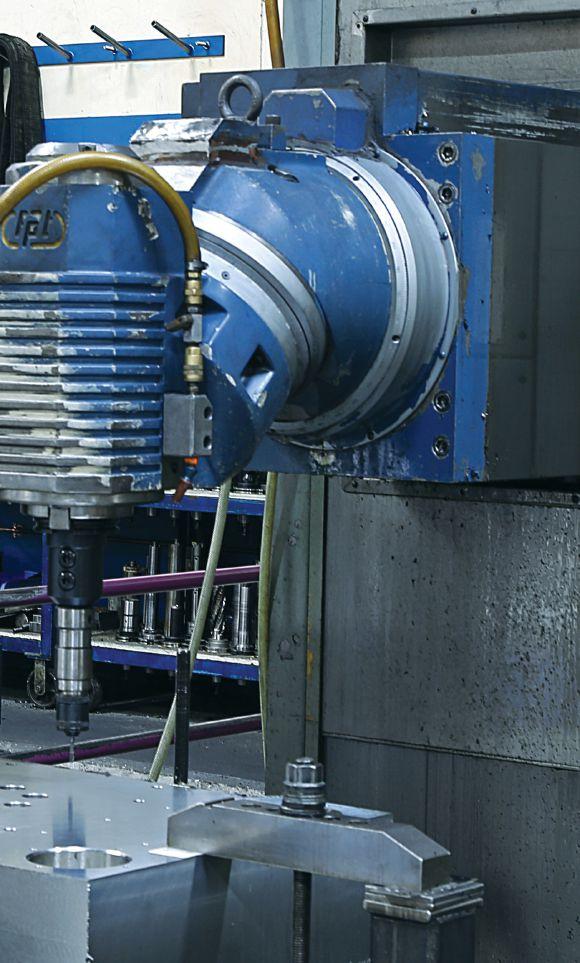
Anthony Tersigni, vice-president of operations at The New Era Group in Toronto, a privately owned group of companies that specializes in the field of precision machining and turnkey manufacturing for OEM equipment manufacturers worldwide, says while some companies are embracing technology through software, industrial controls, automation and machine-monitoring, many companies
“Many companies run by older management have not embraced this kind of automation and are falling by the wayside because of it,” says Tersigni. “We are in the planning phases of our next purchase, which will be robotics and machine monitoring equipment. The biggest hold-back for us is the cost for both hardware and software.”
An employee of The New Era Group works on an FTP Sirio mill at a company facility in Concord, Ont.
have not adapted.
“Many companies run by older management have not embraced this kind of automation and are falling by the wayside because of it. Personally, I am a strong believer in automation as it is going to help Canada and manufacturing in general stay competitive in North America and in the world overall.”
The industry is changing, albeit slowly – though the COVID-19 pandemic may speed up implementation of digital technologies (see more on p. 12). But the costs are still prohibitive to most small companies because the technology is expensive and most small businesses do not have the resources to make informed decisions, says Tersigni.
The New Era Group has dedicated most of its resources to automating its enterprise resource planning (ERP), quoting, payroll and accounting software but intends to move forward soon on revamping the shop floor.
“We have adopted this approach because we feel it gives us the greatest payback with the least amount of effort. We are in the planning phases
of our next purchase, which will be [to investigate] robotics and machine monitoring equipment. The biggest hold-back for us is the cost for both hardware and software.”
Tersigni expects change will come about slowly as the volume of work is still sluggish and most companies have limited cash flow, as getting additional funding from banks or government continues to be difficult. Finding skilled workers to deal with new technologies is also an issue that could hold the sector back.
“This is also a big challenge for manufacturers in Canada as we have trouble recruiting younger workers with these skills specifically,” he says. “Most of the growth that had been achieved in Canada in the 1970s and 1980s had been through immigration and today these immigrants choose not to come to Canada.
“Our education system also provides little support in guiding young people towards our trade.”
More awareness needed Jean-Pierre Giroux, president of the Excellence in Manufacturing Consortium (EMC) – a non-profit association dedicated to helping manufacturers grow and become more competitive, – says a recent survey done by the organization showed that 67 per cent of companies don’t have a digital adoption strategy in place today.
Moreover, 78 per cent had no plans to implement a digital adoption strategy in the next year, and 67 per cent indicated that their company is not ready to adopt and implement a digital adoption strategy.
“That kind of sets the tone as to what’s happening,” he says.
The good news is that the data collected shows manufacturers are slowly moving towards more automation.
“The data is pretty clear. They are asking questions. Companies are asking, ‘Where do I start? What’s my next step? How do I build internal capacity to take this on?’ and that’s where the help should be focused.”
The awareness is starting, he says, and a number of organizations like the CME and the federal government’s NGen – also known as Next Generation Manufacturing Canada and facilitator of Canada’s Advanced Manufacturing Supercluster – are
spearheading initiatives that help. The EMC is also conducting training sessions with supervisors and managers and many are related to bringing in digital equipment or new software or coming up with a plan to re-organize workplaces.
A campaign is needed to help small and medium-sized businesses “skillup” their workers and build their capacity, Giroux says, but it’s really up to individual manufacturers to prepare by picking up the gauntlet and training employees and internal teams to adopt new technologies, rather than rely on outside help.
“They shouldn’t rely only on technology providers or consultants. They’re a very important part of the puzzle but I think one of the priorities that we’re seeing in small and medium-sized business is to work with them so that they can build internal capacity to take on technology projects and to explore options and then to implement them themselves over time. That’s that cultural shift that needs to be there.”
Manufacturers also need to think long and hard about the technology they intend to bring in because there is no one-size-fits-all solution. What works for one company might not work for another, says Giroux.
“What we’re finding is that some companies would be interested in automation and others are interested in productivity-related technology and others are interested in digitization and others are interested in looking at their own culture. These are kind of the four pillars that we’re seeing in that conversation.”
Tersigni of The New Era Group says tax breaks or other financial incentives would be a big help in convincing Canadian businesses to invest in new technology, especially smaller ones that have limited funds.
“In my mind, government should assist manufacturers to invest in new technologies through government-backed programs. All the costs cannot be borne by small business if we are to have a strong manufacturing-backed economy in Canada. We need to work together as Canadians to make this happen.”. | MA
PREPARING FOR RECOVERY
How Canadian manufacturers can navigate out from the COVID-19 crisis
BY DAVE BORRELLI
Canadian manufacturers might have thought the rail blockades earlier this year would represent their biggest impediment to productivity and growth in 2020. Then the outbreak of COVID-19 began, bringing new meaning to the sector’s definition of “crisis.”
While those in other industries might have been able to replicate some sense of normalcy with employees working from home, the challenges faced by manufacturers is of another order of magnitude.
Some of the immediate examples included responding to extreme changes in normal product demand, as well as internal fulfillment capability being impacted by operational and supply chain disruptions.
Other elements of the coronavirus crisis, however, will play out over months or even years after the Canadian economy is officially reopened, one province at a time.
Following growth that occasionally rose as high as four per cent over the last 10 years, for instance, overall output for the sector may drop by 5.7 per cent this year, according to Canadian Manufacturers and Exporters (CME).
Contrast that with data from Statistics Canada, which showed an increase of 0.5 per cent in overall manufacturing sales to $52.6 billion as recently as February. There may be considerable pent-up demand for Canadian products, in other words – but managing it and meeting it won’t be easy.
As with any crisis, effective leadership begins with surveying the landscape and conducting analysis, followed by a strategy that prioritizes actions accordingly.
Each manufacturer’s response will be different, but the following topics are themes consistent across the manufacturing landscape.
Bracing for impact
The first things that manufacturers will need to organize are resources. Cash preservation and access to liquidity facilities (lines of credit) will be a top concern of manufacturing executives as demand remains volatile, supply chains remain uncertain and revenue recognition is strained due to production and logistics challenges.
Many companies may be facing payments or maturity on debt facilities in the near term that will increase the risk of credit defaults and potential bankruptcy. On top of this, variable costs such as salary, advertising, travel and entertainment, R&D and non-business critical expenditures must come under increased scrutiny as cash preservation becomes paramount.
34.5K
In March 2020, Canada’s manufacturing sector lost 34,500 jobs.
A recent study from the Canadian arm of consulting firm Deloitte suggests scenario modelling to determine cash flow needs over time, and focusing on cash-to-conversion cycles that look holistically at payables and receivables as well as inventory.
Operational issues
With manufacturers confronting financial challenges, near-term furloughs and layoffs are a concern for shop floor and operational workers and large portions of the knowledge worker community. In March alone, for instance, Canada’s manufacturing sector lost 34,500 jobs. Additionally, many manufacturers have not anticipated remote work to this extent – this has included implementing a remote work infrastructure that both minimizes workforce disruption and justifies labour costs, while also focusing on re-skilling existing workers for the next generation of manufacturing.
Supply chain
With staffing challenges come procedural challenges and material shortages across the entire value chain.
This is ultimately impacting deliveries to distributors and end customers. We can expect the mid- to long-term response will include increased investment in flexible sourcing strategies (see p. 12), in-region sourcing and the exploration of more flexible manufacturing operations (agile lines, contract staffing, additive manufacturing, such as 3D printing, near-net forgings, etc).
The power of flexibility in operations is becoming evident – for example, one collaboration has led to the 3D printing of respirator valves for hospitals in Italy to mitigate COVID-19-induced shortages. Recent investments from NGen (see p. 6) may continue to be a source of support for similar efforts.
Launch and strategy
As expected, formal product launches may be delayed, rescheduled or cancelled because of staffing difficulties or large gathering restrictions. Additionally, existing business units may become insolvent or no longer be a value-add.
This will accelerate divestiture decision-making. Conversely, opportunities will arise for certain industry players to acquire competitors and other related businesses at attractive prices.
Diversified business models and revenue streams will receive increased thought and accelerated execution as core product production and delivery methods experience softness. For example, we may see a shift in after-sales services and advanced services involving pay-per-use and integrated solutions.
Short-term changes
Crisis situations like this present an opportunity for change – but in the short term, many organizations will be focused on keeping business operations running.
Here are some important immediate steps that manufacturers should consider making to improve information flow and respond to challenges in a timely manner:
1. Case management for supply chain and operations issues. This crisis calls for constant communication across customers, dealers, distributors, logistics providers and parts suppliers to help understand and address supply chain and operations issues as they arise. Companies should look to leverage technology (like chatbots or other AI-driven communications tools) to help minimize response-time delay without added stress on the
already-depleting and overwhelmed staff.
2. Hack your own supply chain “control towers.” The integration of analytics tools, on top of existing ERP and supply chain data sources, can bypass traditional supply chain systems that take months or years to implement in order to achieve short-term visibility. These tools can help improve production and plant performance, enhance sales and operations planning, mobilize the supply chain, and respond and react to customer feedback in real-time. (For more on supply chain, turn to p. 12).
3. Implement work from home support. As this crisis forces so many employees to work from home, you’ll need to consider collaboration and productivity applications that empower your workforce to meet customer needs from home.
This doesn’t mean manufacturers have to build a new technology stack from scratch, or replace all their existing IT investments. There are software solutions that can help in areas such as forecasting demand, surfacing actionable insights and collaborating from a distance.
Preparing for recovery
As the immediate crisis subsides, manufacturers will be focused on getting all operations back to normal as fast as possible and an understanding of customer volume and pricing commitments and alignment of operations will be top priority. Successfully navigating this moment requires agility and responsiveness across the entire value chain.
In prior downturns, companies that invested in customer-facing technologies were able to ensure profit growth at an accelerated rate versus their peers. In a recent Bain & Company study, key investments in sales, customer/ channel, and marketing technologies were integral to maintaining margins both during and after an economic recession.
How companies respond and strategize will ultimately decide their post-crisis success. Those that choose to lean on technology to help streamline operational efficiency and plan for long-term success will find it. Those that respond reactively – relying on pre-existing infrastructure and not taking risks – will ultimately fall behind.
Dave Borrelli is AVP, commercial and enterprise west for Salesforce Canada.
SIMPLIFYING CABLING
With standards set, single-pair Ethernet is prepped for take-off
BY JOACHIM FINKE
Today’s major transformative technologies rarely come about with a eureka moment like inventor Alexander Graham Bell’s words that launched the age of voice transmission, “Mr. Watson, come here, I want to see you.”
In the case of single-pair Ethernet (SPE), there is no singular moment of creation on its timeline – just a concerted effort by industry to make it a reality. It has taken over a decade for SPE to evolve from a concept originally envisioned by automotive companies to lighten the cable weight of vehicles to the go-to data communication
solution to help unlock the vast potential of the digital factory. SPE makes it practical to create an Ethernet-based shop-floor-to-cloud network for IIoT ecosystems.
Single-pair Ethernet is particularly noteworthy for the strong investment security it promises early adopters. It is fully supported by a comprehensive set of global standards, years in the making – covering transmission, cables, cabling and the connector interface. It is generic technology; users won’t face a VHS-versus-Betamax choice between different proprietary approaches. It has wide support from component suppliers – cabling and patch-cord companies, connector
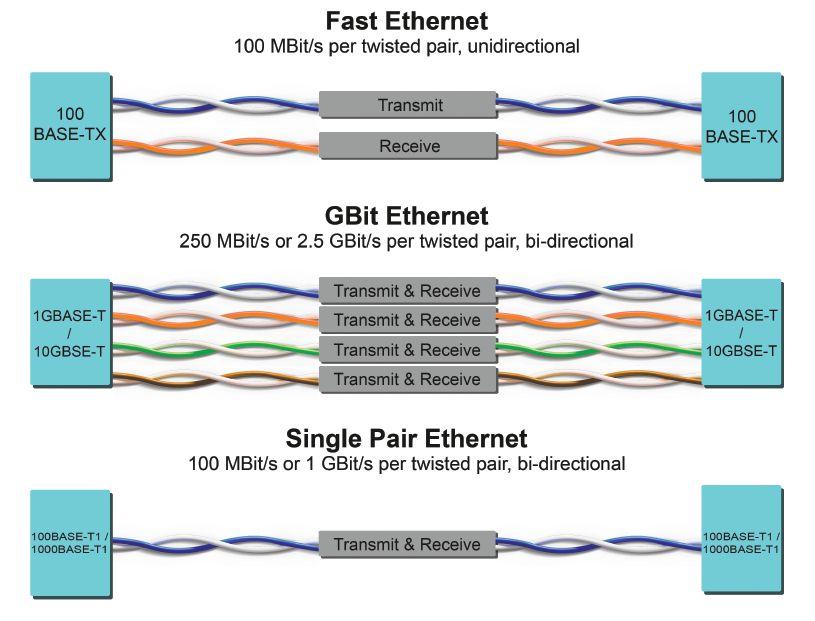
Single-pair Ethernet is complementary to fast or gigabit Ethernet, but not a replacement.
manufacturers, chipset makers, software developers, device makers, etc., assuring a competitive marketplace of standards-compliant products.
That said, SPE is more than just a collection of new infrastructure components. It is a completely new ecosystem that will enable devices and make new applications happen. The digital manufacturing environment requires hundreds, even thousands of smart sensors, actuators, vision systems, switches and controls to collect data for process monitoring and optimization, flexible manufacturing, real-time energy management, predictive maintenance, enhanced workplace safety and much more. These devices require faster transmission rates than fieldbus systems provide, while the existing Ethernet infrastructure is too bulky and expensive.
SPE’s lighter and thinner cabling –up to 75 per cent smaller – and ability to deliver data and power simultaneously over a single pair of twisted copper wire, make it an ideal solution to wire up the shop floor for TCP/IP connectivity. A 100-metre bundle of typical SPE cable weighs about seven pounds; a 100-metre bundle of fourpair Ethernet cable weighs about 15 pounds. The weight differential is mainly expensive copper.
It should be noted that SPE is complementary to fast or gigabit Ethernet, not a replacement for it. Whereas those Ethernet protocols use two or four pairs of twisted copper wires, SPE’s single twisted pair delivers speeds of 100Mbit/s (100BASE-T1) and 1Gbit/s (1000BASE-T1) over distances up to 15 or 40 metres respectively, or 10Mbit/s (10BASE-T1) up to 1,000 metres. That extended range – which conventional Ethernet lacks – provides the basis for linking the shop floor to the enterprise level with a unified SPE protocol.
SPE can end the interpolation of different transmission technologies. SPE’s high throughput (bandwidth of up to 600MHz and speed up to 1Gbits/s) and plug-and-play capability means it can replace fieldbus systems. Gateways and protocol translators won’t be needed to exchange data between fieldbus and Ethernet. Maintenance will be simpler and manufacturers of automation products won’t have to develop multiple fieldbus variants, just Ethernet.
SPE is generic technology; users won’t face a VHS-versus-Betamax choice between different proprietary approaches.
SPE also provides strong investment security, thanks to an embrace of standards. In January, the International Electrotechnical Commission (IEC) published IEC 63171-6 establishing Harting’s T1 Industrial interface as the connector standard for industrial environments (MICE2 and MICE3).
In 2016, Harting proposed that the T1 Industrial interface it had launched that year in an IP20 connector be adopted as the global standard. Two years later, a formal selection process was initiated by ISO/IEC and the Telecommunications Industry Association (TIA) at the request of IEEE. More than 20 national expert panels participated. This led to the IEC 63171-6 standard based on the T1 Industrial interface, along with a standard interface for the building environment (MICE1) proposed by CommScope and published as IEC 63171-1.
Standards set common manufacturing and testing baselines. IEC 63171-6 contains all necessary specifications and test sequences for an SPE connector based on T1 Industrial and is incorporated into the structured cabling standards of the ISO/IEC 11801-z series. These standards provide guidelines on the construction of
More than 20 national expert panels participated in the development of an SPE standard for an IP20 connector.
SPE transmission links: the structure of cabling, the components to meet performance specifications, and the threshold limits for cabling verification.
Compatibility between devices and cabling is assured; components from different manufacturers should be easily inter-connectible without complex adapters. Power over Data Line (PoDL) – the delivery of power in addition to data via single-pair Ethernet – has been standardized by IEEE 802.3bu-2016 with 10 power classes from 0.5W to 50 W.
By contrast, where product categories lack a global standard for whatever reason, it’s caveat emptor – buyer beware. For example, with 1.27” pitch connectors for printed circuit boards, there have been instances of manufacturers cutting corners on contact plating to undercut competitors on price. Independent laboratory analysis found these cut-price connectors to be more vulnerable to corrosion and loss of contact resistance, conditions that typically worsen over time and may lead to premature failure of the connector, PCB and even the device.
My colleagues and I speak with many big machinery and automation companies, and on the question of wireless versus cable-based communications, the feedback is always the same. As long as you have to bring
power to all those shop-floor level sensors and actuators, you will need a cable anyway. Why not use the same cable for communications as well? They are concerned about wireless reliability, possible signal interference or interruption. Latency is a residual issue, albeit less so with 5G than 4G. As for Ethernet, with the advent of time-sensitive networking technology, it now boasts reliable and deterministic communication for mission-critical applications and processes.
With the backing of international standards bodies IEEE 802.3, ISO/ IEC and TIA 42 for SPE, device manufacturers are proceeding to develop infrastructure components and the devices they will support. Prototype chipsets are in circulation and commercial chipsets are expected later this year. Within a few years, expect to see the first wave of smart sensor and actuators with SPE connectivity. Many component manufacturers have joined partner groups promoting SPE development and implementation. Seven companies have launched the Single Pair Ethernet – Industrial Partner Network, a coalition that now has 20 members. Others are taking different approaches – but whatever the path, the influence of standards is likely to assist in the rapid deployment and wide acceptance of single-pair Ethernet. | MA
Joachim Finke is head of PM network interface connectors for HARTING Electronics GmbH.
THE NEW WAREHOUSE WORKER
A patio door manufacturer realizes cost savings and safety improvements with automated material movement
BY KRISTINA URQUHART
Over the past five years, Toronto-area manufacturer Sunview Patio Doors has transitioned its factory from a manual, paper-driven operation to one that’s fully automated.
The company, which produces about 80,000 windows and doors every year, is bringing its operations into the Industry 4.0 era in response to increasing customization options and higher customer demand for faster delivery times. So far, Sunview has implemented automation such as robotic work cells, an automated storage and retrieval system in the warehouse, and enterprise-wide software that
integrates plant operations.
Two years ago, Sunview was looking to replace its traditional tow motors in order to reduce traffic on the shop floor, and purchased its first autonomous mobile robot (AMR) from the Clearpath Robotics–owned OTTO Motors.
Sunview worked with a robot integrator to implement OTTO at the end of its first production line. Once a patio door comes off the line, an operator sends a signal and OTTO will bring over the next empty pallet. The operator will then load the pallet, and OTTO will deliver the finished goods to the warehouse storage system, where the vehicle will wait to be called again back to the production line.
A safe solution
Kurt Oberparleiter, vice-president of operations at Sunview Patio Doors, says his company called on OTTO Motors to test its AMR ahead of a full-scale plan to eventually replace all of Sunview’s tow motors with autonomous vehicles. He says Sunview’s existing tow motors are frequently damaged when operators inadvertently bump into objects on the spatially challenged factory floor, and they’re also a safety concern for people moving throughout the facility.
When the Sunview team initially researched solutions for material movement, they considered traditional automated guided vehicles (AGV) that use magnetic tape or lasers. “We were worried because those AGVs are easy to defeat,” he says. “If someone moves a garbage can, or there’s some debris on the floor, or if someone walks in front of it, some of those AGVs will require a reset.”
However, OTTO’s fleet of self-driving vehicles – currently available in
An autonomous mobile robot from OTTO Motors transports material in the Sunview Patio Doors warehouse.
three weight specifications for small, medium and heavy payloads – uses laser-based perception and artificial intelligence to move through facilities without additional infrastructure.
Onboard sensors and software learn and understand the working environment and adapt to changes in real time, detecting people, obstacles and equipment along the way.
“OTTO is our best driver in the factory right now. It doesn’t run into anything, it shows up for work on time, it doesn’t complain. It does what’s required,” says Oberparleiter, who says he’s been most impressed with the safety performance of the vehicle. “That really surprised me.”
Cost considerations
The main driver behind the initial implementation, however, was cost. Oberparleiter says that AMRs are less expensive to maintain in the long run because they don’t require the regular propane top-ups and servicing that traditional tow motors do. AMRs also eliminate the need for human drivers, who can be freed up for more challenging and complex tasks.
“We face the common problems that the Toronto market has today in that it’s difficult to get skilled workers,” says Oberparleiter. “It’s hard to get people to come to work – and that’s great. It’s great for the economy; it’s great for people.
“It’s a little bit tough when you’re trying to run a factory and you need everybody to show up every day.”
“I’m glad that we’re doing this legwork to get our factory to where it needs to be in terms of what the future will bring.”
Rick Baker, chief revenue officer at OTTO Motors, says that the company has spent considerable effort over the past few years learning its customers’ needs.
“For some of our customers, it’s about reducing labour. For some, it’s really about safety, and preventing any potential for impact against another human,” he says. “Understanding that unique case about what’s driving them to adopt technology was really important, and then optimizing our system to be able to meet those demands.”
Expanding the ecosystem
OTTO Motors is continually updating its software to ensure maximum reliability, and, since first debuting its self-driving vehicles on the market in 2016, has focused on growth in North America, Europe, Japan and New Zealand, as well as on developing partnerships to offer tools and assemblies that fit atop the OTTO.
is doubling down our efforts to bring scale and leveraging [those partnerships] in market, because we have proven technology that we have spent a lot of time developing for reliability, safety and impact.”
He says that gaining insights from the data collected by OTTO’s AI and fleet management systems is an area of continuous improvement for the company.
“Putting data in context really is where the power lies for the customer,” says Baker. “Our goal is ultimately to give them data about their facility that helps them proactively plan.
“Everyone knows that we can move stuff,” he continues. “The question is, when we move it, how do we move it to optimize for efficiency, ROI, labour, safety – it’s the combination of this that is actually most meaningful. And so the conversations are turning from is this technically feasible to what’s the potential business outcome.”
The OTTO vehicle uses AI and onboard
One of those most recent partnerships is with U.S.-based Boston Dynamics’ logistics robot, Handle, which uses a vision system to pick boxes and pallets and place them on top of the OTTO vehicle.
There will be more comprehensive applications to come, says Baker, “where we’re a part of their overall portfolio. What you’ll see from the go-to-market strategy moving forward
A flexible future
Sunview Patio Doors was able to reach its ROI in about 16 months with its first OTTO robot. Oberparleiter says the company is finishing some other projects over the next couple of years but after that, Sunview plans to replace its entire tow motor fleet with OTTO’s mobile robots.
He says manufacturers looking to implement an AMR may need to be prepared to modify the layout of their factory to optimize the robot’s paths, and to allow it to learn its environment.
“It feels to me like this is the future,” Oberparleiter says. “The age of tow motors and people driving cars and machines inside factories – any kind of vehicle inside a factory – those days are starting to disappear. And I’m glad that we’re doing this legwork to get our factory to where it needs to be in terms of what the future will bring. We need to stay competitive.” | MA This article originally appeared in Robotics Insider, Manufacturing AUTOMATION’s quarterly digital magazine about robotics. Find back issues at automationmag.com/ digital-edition
Sunview Patio Doors was able to reach a ROI of about 16 months with its first OTTO robot.
sensors to adapt to its environment in real time.
GETTING SMART
The pandemic has exposed operational shortcomings for companies that have not yet digitalized. Here’s how smart manufacturing is changing the way we do business
BY BILL DAVIS
In manufacturing, analysts are predicting that technology innovations, productivity and business growth are being driven by the demand for mass customization and converging technology advancements for the next generation of manufacturing infrastructures. This is called “smart manufacturing.”
Going digital
Smart manufacturing is fundamentally a digital approach that assists companies in optimizing every step of the manufacturing machine process, from creating the machine to executing it, manufacturing, and extending into the service life. Also, it helps to create a growth path for addressing a dynamic marketplace. It offers a host of benefits by improving manufacturing
throughput, uptime and performance while minimizing costs, including overhead, operations and capital.
These innovative capabilities are serving to empower smart manufacturing further, allowing machine manufacturers and designers to create more value by closing the loop between manufacturing operations and engineering. All of this explains the growing popularity of smart manufacturing.
Machining capabilities
Machine builders are designing-in the following capabilities to enable smart manufacturing:
• Connectability . Customers expect machines to communicate with the other machinery in their plant, which is facilitated via a
machine builder (OEM).
• Adaptability. With all of the information generated by sensors and actuators, smart machines can recognize changes in upstream products and processes and adjust to these dynamic operating conditions.
• Predictability. An increasing emphasis is on the simulation and predictability of a machine’s performance in the field, requiring a high-fidelity digital twin of the machine.
• Extendability. It is now possible to extend the life of a machine in the customer facility with predictive maintenance and adaptive performance. The objective is to create more value for a manufacturing customer and to optimize the cash flow.
Smart manufacturing brings intelligence into all the aspects of the manufacturing process, encompassing the Internet of Things (IoT), Industrial Internet of Things (IIoT) and Industry 4.0. It is the integration of intelligence in the actual machines, parts, materials, products, buildings and supply chain. It then applies that intelligence
With smart manufacturing, data is the master, not the system.
within a connected, open end-to-end process and infrastructure.
With smart manufacturing, data is the master, not the system.
Maximizing with robotics and simulation
The digital twin is fundamental to implementing smart manufacturing. Using a digital twin that encompasses the mechanical, electrical and programmable logic control (PLC) enables a comprehensive approach to simulate the machine.
For example, when making the machine tool component, an inspection process is added to the manufacturing process for describing what data is to be measured and collected to create traceability and a close-the-loop process based on a high-fidelity digital twin.
The next crucial step is linking the digital twin of the product with the digital twin of the machine. It’s not only building the part and executing it, but also managing delivery, manufacturing, operations and quality.
There is a need to manage manufacturing operations to drive greater efficiencies by coordinating all these activities to deliver the correct parts at the right time.
The advancements in part manufacturing, from additive to higher-performance multi-axis and combination mill-turn machining centres, require CAM software that can take advantage and maximize production capacity. Companies are also incorporating model-based definition into 3D models to leverage the information into robotic inspection programs.
In addition, robotics is becoming a staple in today’s manufacturing environment, with robotic machining and human-assist collaborative robots (cobots). Advanced robotics integration is a part of the smart manufacturing solution to simulate robot performance and integration on the factory floor.
Advanced plant-level simulation capabilities track and trace materials through the factory from raw material to project rack to machine and optimize the layout to decrease both high-traffic areas and dead zones.
Smart manufacturing also addresses the massive complexity of the
machine bill-of-materials (BOM). Each function needs its own view of the BOM that fits the purpose, with traceability back to the single source of truth, requiring advanced analytics and capabilities to schedule, manage operations and execute with quality.
It’s important to have this traceability from the engineering BOM to the manufacturing BOM. For example, the recipe for every part needs to include the CAM code used to make it, and the quality inspection plan (and results) so that the customer has 100 per cent traceability of quality from end to end.
BOM
Smart manufacturing addresses the massive complexity of the machine bill-of-materials (BOM), ensuring traceability from engineering to manufacturing.
All of these capabilities are helping companies take advantage by adopting innovative processes for improving the overall performance of the machine, thus refining products, processes, resolving failures and improving operations of machinery.
What’s changing for machinery suppliers?
Technological advancements are driving industrial machinery companies to fully realize Industry 4.0, with staggering implications. The following trends are re-shaping the engineering, manufacturing and service operations for most machinery suppliers:
• Consumer-driven customization . Machines automate processes to help companies lower costs and expedite delivery of their goods to the end user. Hence trends in the broader consumer market ultimately end up defining what machinery customers need.
A typical consumer product’s development cycle is compressing –lot sizes are smaller, and product life spans are shorter. So, machinery customers need machines that are more flexible and adaptable to an ever-changing product mix, often with customized features or functions that require machine builders to innovate more quickly.
• Smart machines . Machinery component suppliers have completely embraced IoT-enabled devices. Thus, machinery manufacturers are on a steep learning curve in knowing how to take advantage of available information. The number of I/O (input/output
device-driven) channels and different communication protocols (wired networks and wireless 5G) provides an order of magnitude increase in information flow compared to recent years. That means automation code developers are forced to choose which channels to use while building more intelligent machines.
• Hyper-automation. Discrete programming is enabling machine users to gain insights from all of the IoT information. The hyper-automation trend requires vast amounts of data and cloud-based analytics to accelerate learning about machine behaviour and performance to automate machine functions. Hyper-automation is also enabled by the emergence of low-code tools that help machine users mine data analytics for many business processes – manufacturing optimization, engineering reliability and cost reductions.
Global, highly innovative competition has always existed. Still, now the challenge comes from more flexible, agile start-up companies that begin from the basis of machine learning and are not encumbered by existing business processes or legacy customer engagements. Some offer production-as-a-service and other innovative software-enabled service monitoring tools and machine optimizations –even on competitor’s machines.
A comprehensive approach
A machine builder must possess a comprehensive approach to smart manufacturing, allowing machine manufacturers, designers and engineers to create additional value to their machines and manufacturing process through multiple high-tech means. Having an executable digital twin is crucial, along with possessing the software for realizing and implementing all steps in the manufacturing process – including creation, execution and service life. | MA
ETHERNET-LED CONTROL
How industrial Ethernet-enabled integrated motors facilitate data transfer to the PLC
BY ERIC RICE
Industrial Ethernet technology supports manufacturing automation by connecting equipment throughout the factory floor on a common industrial network.
An integral part of the Industrial Internet of Things (IIoT), industrial Ethernet continues to replace fieldbus as the dominant communications platform. As end-users invest in the IIoT to optimize production equipment and processes, the market for industrial Ethernet will continue to expand, replacing legacy communication and control technologies along the way.
Although a popular option and widely supported by virtually every programmable logic controller (PLC), analog control signals are susceptible to noise and electromagnetic interference from other nearby devices. Methodical wiring practices and shielded cable can help reduce problems related to noise, but cannot always completely solve them. This results in the misinterpretation of the value of an analog output by the controlled device causing unacceptable position inaccuracies in some applications. See Figure 1, below.
Figure 1: This diagram shows how an analog signal range of zero to five volts commands an integrated step motor to position a linear actuator over its full stroke, with zero volts translating to full retraction and five volts to full extension. The analog signal comes from a PLC on the machine.
Data transferred over Ethernet is inherently digital and, unlike analog signals, does not change over time or changes in temperature. Ethernet connections support communications to hundreds of devices at a time, whereas each analog signal requires a discrete terminal connection on the PLC.
A conveyor challenge
In one real-world application, a conveyor system is capable of aligning, sorting, merging and singulating a variety of carton sizes for common material handling applications in food processing, beverage packaging, warehouse management, fulfillment and other sectors.
The operation of the conveyor system is actuated by a series of linear actuator mechanisms driven by integrated step motors. With several mechanisms per conveyor section and full conveyor lines consisting of multiple sections, dozens of linear actuator mechanisms and integrated motors are included in each installation (see figure 2).
For a long time, the positions of the linear actuators were commanded by analog signals fed from a central PLC. Because of the previously mentioned problems with analog signals, this control scheme resulted in inaccuracies in positioning cartons on the conveyor. In installations where conveyor sections were particularly wide, position inaccuracies could be as much as two inches. Mechanical guides and fences installed downstream from the conveyor section could remedy these inaccuracies, but only by sacrificing many of the benefits of these conveyor systems in the first place: modularity, programmability, flexibility and fast changeovers between carton sizes.
An EtherNet/IP solution
Switching from analog control signals to industrial Ethernet, specifically the EtherNet/IP protocol, eliminated issues associated with analog signals and enabled the conveyor system to accurately position cartons for all conveyor widths.
While response time of Ethernet versus analog was an initial concern for the company, field tests and optimization of the Ethernet protocol ensured sufficiently short response times for all applications. As many as 100 integrated motors in a single installation could now perform at high speed and with precision – unaffected by electromagnetic noise from surrounding systems. The integrated step motors with built-in Ethernet communications increased the accuracy of the conveyor system in package alignment, while maintaining speeds.
Long cable runs for the analog signals from the central PLC to each integrated motor on the conveyor were replaced with Ethernet cables. Because each integrated motor included onboard EtherNet/IP communications, connections were made directly from the PLC to the network of motors with no gateways or protocol converters. Additionally, each integrated motor provided two Ethernet connections. With so many integrated motors in the system, dual-port Ethernet greatly simplifies the overall Ethernet network architecture.
For example, in a star network, every single motor must connect to the central switch on a dedicated cable. If a motor is located 50 feet away, a 50-foot cable is required to run to the switch. In a line network using Ethernet-enabled integrated motors with dual-port communications (see Figure 3), only the closest motor connects to the switch, with the rest connecting in a daisy-chain configuration. In addition to shortening cable runs between step motors, only one port is needed for the entire network, which means a smaller Ethernet switch. This configuration proves important when many motors are mounted around a machine.
Industrial Ethernet passes data back to the main controller from the connected devices. Different data such as motor temperature and actual position are accessible to the PLC, which supports preventative and predictive
Figure 2: Overhead depiction of a conveyor system that uses linear actuator mechanisms to move cartons into different lanes (up-down) as they progress downstream (left-to-right). Positional accuracy is critical in certain installations, especially when the conveyor system lanes are very wide. Analog control signals struggle to maintain accuracy in these situations.
maintenance. With greater functionality from the motor, more diagnostic information and more data access support the future of the IIoT.
The Ethernet connection also reduces time spent troubleshooting noise and system grounds. Even the best-designed machines are exposed to unexpected sources of electrical noise. Analog installations can take operators a long time to address signal integrity.
Ethernet networks make it easy for program updates and to adapt technology to a wider variety of machines.
Using Ethernet with integrated motors
An Ethernet-enabled integrated motor offers a complete motion control solution with the motor, encoder, drive and controller combined in a single motor package that adapts to existing
As many as 100 integrated motors in a single Ethernet installation on a conveyor system were able to operate at high speed and with precision.
Industrial Ethernet networks. With no cable requirements to connect the drive to the motor, integrated motors result in a compact size and integrated control electronics that allow motor mounting almost anywhere.
The integrated step motors used in the aforementioned conveyor system included encoder feedback for additional capabilities such as automatic stall detection and prevention. In stall detection, the integrated controller compares the actual encoder count to target motor position in real-time, eliminating the uncertainty of whether the motor reached its target position.
If a motor stall occurs, the controller immediately alerts the PLC to avoid disruptions in overall machine function, and requests intervention by a human operator. Stall prevention can eliminate stalls altogether by automatically adjusting motion profiles to maintain optimal torque output. This enables the step motor to continue applying torque even in conditions where target position may be unreachable.
Figure 3: Dual-port Ethernet connections on the integrated motors greatly reduce the lengths of Ethernet cables in the network. The PLC connects to the first motor in the line network with a single cable, and then all other motors are daisy chain–connected to each other. This network topology also reduces the number of ports needed on the Ethernet switch.
Implementing industrial Ethernet solutions for motion control can reduce the amount of hardware needed in a system, shorten changeover times and reduce maintenance costs while improving speed, accuracy and overall system performance. | MA
Eric Rice is marketing director of Applied Motion Products.
CONNECTIVITY
Single-channel weight processor
Hardy Process Solutions has introduced the Hardy HI 6200 single-channel weight processor series designed for PROFINET Industrial Ethernet networks. Operating within PROFINET Conformance Class A (CC-A) as single-network devices, the new HI 6200 is ideal for OEMs and system integrators building machinery where accurate, stable and fast weight data are critical components to successful designs. Ultra-compact at just two inches wide and three inches high (40 square centimetres), the HI 6200 series are designed for machine-level integration in process skids or manufacturing equipment. A high-definition colour TFT display provides intuitive operations and crisp measurements and instrument status. An embedded Webserver makes the device easy monitor and control from any web browser on the user’s network. The product is ideal
for applications in the food and beverage, chemical processing, consumer goods packaging, medical and pharmaceutical, and other manufacturing and processing industries. hardysolutions.com
Modbus to WirelessHART adapter
Fieldbus International (FINT) has launched a solution for connecting Modbus RTU devices to a wireless network, for example in IIOT applications. The model T910 solution is a DIN rail–mounted WirelessHART adapter with Modbus RTU interface. Together with its embedded version of the adapter, model T810, which is tailored for battery
operation, these FINT products can connect Modbus devices to WirelessHART networks. The user simply specifies up to eight variables (floating-point or integer), the status signals, the tag name, and WirelessHART network join credentials (Network ID and Join Key). When the device is installed and powered up, it automatically scans for and joins the WirelessHART network, and then starts communicating. fint.no
HMI & OPERATOR INTERFACE
HMI and SCADA package for OEMs
ADISRA recently released
ADISRA SmartView 4.0, a human machine interface (HMI) and
supervisory control and data acquisition (SCADA) package designed specifically for machine builders and OEMs. ADISRA SmartView allows users to develop interfaces that display the critical information they need to deploy, monitor and analyze a machine’s operation and overall status. ADISRA SmartView
provides the flexibility to design interfaces that are personalized and informative. These interfaces can be linked to manuals, drawings, animations and videos to assist in operation and troubleshooting. ADISRA SmartView is built upon HTML5 so displays are automatically optimized for target devices, and it’s scalable to support Industrial Internet of Things (IIoT) applications. The package delivers visualization, connectivity, interoperability, scalability and integration with other applications. adisra.com
Web-based operator terminal
B&R has added the T80 operator terminal to its Power Panel T-Series. An Intel Atom processor enables versatile, dynamic web-based HMI solutions. The shallow installation depth makes the devices easy to mount in either a control cabinet or swing arm system. The projected capacitive multi-touch screen responds precisely and reliably, even when operated while wearing thick leather gloves. The devices are available with display diagonals ranging from seven-inch to 15-inch. The Power Panel T80 comes with an integrated service page. This opens without having to be installed and allows configuration of the IP address, DHCP server and screen saver. At runtime, application data is stored exclusively in the volatile RAM memory. The performance and stability of the operating system are therefore not affected by data fragmentation. The Power Panels are also available in C-Series variants with an integrated controller. br-automation.com
Modular industrial displays
Emerson has released the new portfolio of RXi industrial display and panel PC products for monitoring and visualizing production processes in manufacturing and machinery. Three display types provide options for a variety of applications. The RXi – Panel PC includes a high-performance and rugged industrial PC for powerful computing capabilities. The RXi – Industrial Monitor works with most industrial or commercial PCs for plant floor visualization, and the RXi –Web Panel supports web-hosted applications. Displays are available in sizes ranging from seven to 24 inches, providing a single, scalable platform for a multitude of operations and applications. Key features for all models include vivid projective capacitive, multi-touch screens that can operate in temperatures from -4 to 149 degrees Fahrenheit (20 to 65 degrees Celsius) and optional sunlight readable screens on select sizes. emerson.com
Rugged tablet for extreme conditions
Dell Technologies has announced its Latitude 7720EX Rugged Extreme Tablet, a durable and modernized tablet for engineers and field workers. The tablet has ATEX and IECEx certifications to meet international standards, and can be used in potentially explosive
environments in the oil and gas, chemicals, manufacturing and energy sectors. Dell customers in North America and Canada can expect to see Class 1, div 2 certifications on the existing Dell Latitude 7220 Rugged Extreme tablet in the coming months.
The Latitude 7220EX Rugged Extreme is a 11.6-inch rugged tablet features a bright, 1,000-nit screen, which increases direct sunlight viewability, and also offers glove-touch capacity. To balance the security of the device with user accessibility, the tablet features a built-in infrared camera with “Windows Hello” facial recognition and an optional next-generation fingerprint reader. delltechnologies.com
Rugged Android tablets
Teguar has introduced its TRT-A5380 Rugged Tablet Series with Android computing for monitoring and controlling manufacturing and processing operations. To handle almost any peripheral device in an inventory of tools, the TRT-A5380-08 and TRT-A5380-10 provide many inputs/outputs. These units
include a built-in barcode scanner option and an eight-pin pogo connector, allowing tablet mounting to a forklift/vehicle/ desktop docking station. The TRT-A5380-08S and TRTA5380-10S provide the same ruggedness and higher processing power in a slim, sleek, ventless enclosure. The “S” at the end of the name denotes the ultra-slim housing that encases eight-inch and 10.1-inch screen sizes. These rugged tablets are lightweight and mobile. They come with a standard hand strap and have other easy-carrying options such as a shoulder strap, back strap and carrying handle. On-board GPS, 4G and Wi-Fi connect workers out in the field to back-end infrastructure, and built-in 13.56 MHz NFC and an optional integrated barcode scanner simplify inventory management. teguar.com
HYDRAULICS & PNEUMATICS
Multi-mount compact cylinder
The new DPDM Multimount compact cylinder is Festo’s smallest and lightest in its class. It’s ideal for many applications compact cylinders perform, such as stopping or stabilizing small work pieces or work platforms in light manufacturing. The cylinder offers a variety of ways to be fastened in place
MOTORS & DRIVES
Explosion-proof brush motors
Kollmorgen has launched the EP series of explosion-proof, SCR-rated, permanent magnet direct current (PMDC) brush motors. The motors meet the requirements of Division 1 and 2, Class I (Group C, D), Class II (Groups E, F), and Class III
environments. Kollmorgen’s EP motors are equipped with standard NEMA 56C face mounting with removable base and Class H insulation. UL recognized and meeting CSA Standards, they are available in several voltages (12, 24, 90, 180 Vdc) and power ranges (1/4 to 3/4 HP) operating at 1750 rpm. kollmorgen.com
Series of AC servo motors, amplifiers
directly. It can be mounted at the front or rear, vertically or horizontally, hence the “multi-mount” in its name. The DPDM is available in single- and double-acting versions, with or without protection against rotation, in a variety of common diameters and stroke lengths. There is a variant with heat protection up to 120 degrees Celsius, and a magnetic piston option for position sensing. The DPDM also can be ordered with a through piston rod for connections at both end of the cylinder, or with a hollow piston rod, which can be used to carry vacuum or compressed air. festo.com
Additional functions and features include an advanced vibration suppression function, multi-axes servo amplifiers, expanded predictive maintenance capabilities powered by Mitsubishi Electric’s Maisart AI technology, a 31.25μs communication cycle time, multi-network capability including compatibility with CC-Link IE TSN and EtherCAT. us.mitsubishielectric.com
Micro-sized digital servo drives
ADVANCED Motion Controls has made three new additions to the FlexPro servo drive family, the FM series. Designed with compact form and power density in mind, the micro-sized drives can outperform larger-sized digital servo drives and still be integrated into tight spaces. The small size of the FM drives makes them ideal for collaborative robots, AGVs, portable devices, lab and warehouse automation and any other integrated design. The new FM drives are equipped with an additional interface board for integration with standard
Mitsubishi Electric Automation announced the release of its MELSERVO-J5 series of AC servo motors, amplifiers and motion control units. The MELSERVO-J5 series can be used in a wide range of industries, including manufacturing, packaging, printing, converting, material handling and more. New to the MELSERVO-J5 series is the “quick-tuning” function that allows users to tune their servo mechanism in approximately 0.3 seconds. The servo amplifier sets the speed loop gain and suppresses machine resonance through the servo on command.
connectors. FM060-5-EM (5 A continuous, 10 A peak) and FM060-10-EM (10 A continuous, 20 A peak) are connected to the power supply and motor using screw terminals, while the FM060-25-EM (25 A continuous, 50 A peak) features pre-soldered connection leads. The drives are 50.8 x 25.4 x 26 mm (2 x 1 x 1.03 in) with 10-55 VDC input. They offer incremental encoder and BISS C-mode feedback, torque, velocity and position operating modes, Phoenix and Molex connectors and IMPACT architecture.
a-m-c.com
MOTORS & DRIVES
Medium-voltage drives
Rockwell Automation’s PowerFlex 6000T medium-voltage drive shares the same powerful control hardware and firmware as the company’s PowerFlex 755T low-voltage drives. The PowerFlex 6000T also has an add-on profile in the Studio 5000 design environment. The add-on profile is the pre-configured data translator, visual user
ROBOTICS
20-kg payload collaborative robot
Yaskawa Motoman has debuted a new 20 kilogram–payload HC20XP collaborative robot (cobot). The cobot is well suited for applications where robots need to safely work with, or in close proximity to, humans. The HC20XP is an IP67-rated cobot equipped for continuous use in damp or splash-prone environments. Made of cast aluminum for durability, this model features an easy-to-clean surface. NSF H1 food-grade grease is included as standard, enabling use in settings where there is a possibility of incidental food contact. The HC20XP features a 1,700 mm maximum reach, making it ideal for a broad range of material handling, machine tending or assembly tasks. Meeting established safety
interface and data configurator all rolled into one. It is also the primary tool that sends drive data to the common control system. In addition to simplified operation and integration, the PowerFlex 6000T has other new features that make it easier to use including a larger 10-inch colour touchscreen enhanced HMI, forensic data recorder functionality for troubleshooting, extensive input power monitoring capabilities for kW, kVA, kVAR, elapsed kWh, MWh, power factor, and quick and secure flash-over-fibre firmware updates for all main control boards and power cells from a single file. rockwellautomation.com
SENSORS
Distance sensors for assembly
Balluff has released two new variations in its line of distance sensors for assembly applications. The BOD002M offers a 50 to 100 mm working distance and a resolution down to 10 μm, and the BOD002N with a 50 to 650 mm working distance and a resolution down to 100 μm,
combining the output modes of three previous models into one. Other improvements include an upgrade to IO-Link v1.1, an OLED display instead of an LCD, and a class 1 laser. The sensor provides ambient light suppression as well as filtering to eliminate possible interference, which is especially helpful when working with challenging targets such as those with reflective or black material. The sensor also includes a precision mode for high accuracy at reduced processing speed. Setting the various modes and functions can be done through IO-Link or, alternately, with push buttons and the integrated display. balluff.com
standards (ISO 13849-1 and ISO 10218-1) and complying to ISO TS 15066, the HC20XP offers four modes of collaborative operation, including Power and Force Limiting (PFL), where dual channel torque sensors in all joints constantly monitor force to safely react to contact. motoman.com
SCARA robot calibration
ABB has simplified the use of its SCARA robots by giving users the ability to commission and control the robots from their PC through RobotStudio,
the company’s simulation and offline programming software. Robot Control Mate is an addon to RobotStudio, enabling users to jog, teach and calibrate robots from their computer. For the first time, ABB’s offline
programming software can be used to control the physical movements of a robot in real-time. Robot Control Mate also makes robot programming possible when a FlexPendant is not in place. Robot Control Mate will first be available on the IRB 910INV ceiling-mounted robot and will be expanded to other robots in ABB’s portfolio later this year. RobotStudio is a PC-based solution for programming, configuration and virtual commissioning before installation. The offline programming tool enables users to create, simulate and test a complete robot installation in a virtual 3D environment without disturbing their actual production line. abb.com
Threefinger gripper
OnRobot has released the compact, large-stroke 3FG15 three-finger gripper. The 3FG15 makes previously hard-toautomate precision handling of cylindrical parts easier to program and deploy, and provides
flexibility for a wide range of part sizes. The 3FG15 gripper has a maximum stroke of 150 mm that can easily handle multiple processes. The three-finger design with a 15-kg (33-lb) payload provides a strong, stable grip for both form fit (internal) or friction fit (external) gripping, adding flexibility to any implementation. The gripper’s design, developed for machine-tending tasks, automatically centres workpieces, resulting in a strong grip, with gripping force from 10 N to 240 N, and precise placement in machine chucks. The gripper is also ideal for packaging and palletizing applications, and is compatible with any major collaborative or light industrial robot arm through the One System Solution, which provides an interface between the robot arms and any OnRobot end-ofarm tooling. onrobot.com
Photoelectric sensors with IO-Link
Carlo Gavazzi has launched photoelectric laser sensors with integrated IO-Link communications. The LD30 series are laser sensors featuring great background suppression based on the Time of Flight (ToF) sensing principle. These series of photoelectric sensors have a sensing range of up to 1,000 mm for either dark or white objects. The background
TEST & MEASUREMENT
suppression has been increased four times compared to previous versions. When these sensors are used in an IO-Link network, important data points, like the actual distance to the target, can be obtained. Every sensor can be configured in more than half a million combinations through IO-Link, which increases flexibility to solve challenging applications. These sensors have been designed to fulfill the industrial requirements and provide accurate detection of objects of different sizes, shapes or surface structures, in the food and beverage, machine tools, packaging and wrapping, plastic and rubber and material handling markets. gavazzionline.com
Non-contact displacement measuring system
Kaman Precision Products has released the DIT-5200L non-contact displacement measuring system. The system is ideal for servo control position feedback, stage positioning and angular displacement indication, as well as X-Y orbit position feedback and stylus position. Applications for
the DIT-5200L include optical stabilization and magnetic bearings. The DIT-5200L features enhancements to Kaman’s previous DIT-5200 product. Capable of sub-nanometer resolution, the DIT-5200L provides thermal stability of ±.03 percent and high sensitivity – up to 10 volts per mil (V/mil), or 39 millivolt/per micron (mV/μm). With a size of only 7.7 cubic inches, the DIT-5200L is linear, to 0.1 percent of the full range, and is available in single and dual channel configurations. kamansensors.com
MA’s Technology Handbooks
are a series of digital magazines that focus on a single product category within Canada’s manufacturing industry. Posted on MA’s website as an interactive flip-style magazine, our Technology Handbooks provide specific market and product information, as well as trends within that specific product category, to machine builders, component manufacturers, end-users and system integrators.
For more information, contact Klaus Pirker at kpirker@annexbusinessmedia.com or (416) 510-6757.
Linear position potentiometers
AutomationDirect is now carrying GEFRAN linear potentiometers and accessories. A signal conditioner can be used with the potentiometers to convert the signal to 0-10V or 4-20mA. Eight series of linear potentiometers are available. Configuration styles include slide housing, heavy-duty cylinder with rod eyes, rodless slide, spring loaded with ball tip, 1/2-inch diameter cylinder with flange, rod eye or bracket mounting, and 3/4-inch cylinder with rod eye mounting. Stroke lengths vary from 10 to 1,000 mm. automationdirect.com
Digital depth gages
Mahr has expanded its line of digital depth gages with the pocket-sized 30 EWRi for fast depth measurements, and the universal depth gage 30 EWR-U/40 EWRi-U. The 30 EWRi is a compact depth gage with a 0.06-inch (1.5 mm) contact and one-inch (25 mm) gaging range with integrated wireless data transmission. It is ideal for use in manufacturing and inspection at the point of manufacture. With the touch of a button on the gage, keyboard, timer, remote control, or foot switch, acquired data is sent from the gage to an i-Stick radio receiver plugged into a computer USB port. mahr.com
#AutomationInCanada
#AutomationInCanada
The industrial automation community has pulled together to help keep essential manufacturing running during the COVID-19 crisis. We asked you for your messages of support, encouragement, contributions and stories to share with your peers – and you delivered!
“[We’re] excited to see our partners helping the community, deploying collaborative robots in making critical PPE available to first responders, schools and nursing homes. Hats off to our Canadian Certified Systems Integrators, Revtech Systems [pictured above] and Hannafin Automation [below], that in record time were able to take their UR cobots and put them to work in new impressive application cells, each day producing hundreds of face shields. In times like these, ‘flexible automation’ has a new ring to it.”
– Universal Robots
“The Excellence in Manufacturing Consortium (EMC) is grateful to everyone who continues to support efforts to suppress the spread of COVID-19. We are proud to be part of a network of manufacturers who are diligently working together to support each other, and the public, amid this crisis. In that same spirit of aid in a time of need and best practice sharing, we applaud all of our members, and non-members, for contributing to the recently developed Member Needs Help COVID-19 support resource made easily accessible for manufacturers across the country. Moving forward, EMC will continue monitoring the pulse of the industry, providing assistance, opportunities and efficiencies to member manufacturers across Canada!” – The EMC Team
“It was a quick pivot when we saw what was needed; the entire Eclipse Automation team put their skills to the test and now we are producing mask assembly systems, and manufacturing N95 and surgical masks at our Cambridge site. Providing reliable domestic PPE solutions is our contribution to the fight.” – Patty
Attwell,
Eclipse Automation
“As global citizens, we are honoured to be able to answer the call for help in hopes of minimizing the spread of this pandemic. When called upon to help, our team rushed to transform production lines to produce hand sanitizer for areas where it is most urgently needed. I am proud to work with such innovative and dedicated employees who not only care enough to make a difference but have the spirit to make it happen.” – Rajeev Gautam, president and CEO of Honeywell Performance Materials and Technologies
“Wajax has recently donated over 5,500 pieces of personal protective equipment, such as masks, gloves and goggles, to local hospitals across Canada. Thanks to everyone on the front lines working hard to keep our country strong. You need to stay up and running, and we’re here to ensure you do.” – Wajax
“At Festo, innovation never stops. We’re being creative working from our home offices. We are tirelessly working on solutions for medical applications – for example, for components for laboratory automation or for devices for patient care. Even in these difficult times, we’re doing everything we can to make sure our customers and partners emerge from this difficult situation stronger and more productive than ever before. On behalf of our team, THANK YOU to all front-line workers – we’re stronger #CanadaTogether!” – Festo Inc.
“In a time of crisis, it’s encouraging to see our partners rise to the challenge and use our robotic grippers in new and unprecedented ways. We’d like to give a shout out to PSI Technologies [for] developing a robotic COVID-19 testing application, limiting human-to-human contact in a potentially contagious setting. To our employees working from home, we extend our gratitude for keeping up our one- to two-day lead time – a team effort despite all of us being apart.” – OnRobot
Need reliable and high speed I/O data over long distances?
Interconnectivity for pneumatics and electric automation
The new I/O system in IP65/IP67 enables powerful I/O modules and existing valve manifolds to be directly integrated to a fieldbus.
• Up to 500 I/O modules including IO-Link masters
• 50 m cables between modules
• Simplified integration using L5X export/import on Rockwell systems