A single, high flow unit contains an automatic drain air filter with clogged filter indicator, relieving regulator, lockable shut-off valve, pressure gauge and air dump. Interchangeable inlet and outlet port inserts allow easy mounting to most pipe sizes.
Both models offer:
• 0-120 psi (0-8 bar) operating range
• 20 micron air filter with automatic drain (5 micron filter element sold separately)
• Mounting hardware included (thru-panel mounting brackets sold separately)
• Operating temperature range: -10 to 50°C (-14 to 122°F)
• IP 65 ingress protection rating & CE approval
Electric model (shown) also includes:
• Adjustable electric soft start
• Electric shut-off valve
• Adjustable pressure switch with LED indication
Are
Couldn’t
Alyssa Dalton
Patrick Zirnhelt
BY ALYSSA DALTON
NOTABLE TWEETS
@destacochat
Highlights of #Automate2017 including #oneDESTACO
Virtual Reality
demo from @AutomationMag
@RIA_robotics
RIA’s Carole Franklin spoke with @ AutomationMag about common #robot safety misconceptions: http://ow.ly/ SFJO30bk6ej
Auto strength in Canada
According to Brendan Sweeney, growth is the one word that can be used to sum up the findings of a recent report that examines the stability of the overall Canadian vehicle production and auto industry employment over the last five years.
Grand Caravan and Chrysler Pacifica minivans.
Your resource for Canada’s industrial automation news
EDITOR
Alyssa Dalton adalton@annexweb.com
PUBLISHER
Klaus B. Pirker kpirker@annexweb.com
VICE PRESIDENT & EXECUTIVE PUBLISHER
Tim Dimopoulos tdimopoulos@annexbizmedia.com
ART DIRECTOR
@MSAccel
Great piece from #MSAalumni
@DataRPMHow #IoT can help predict & prevent failures: https://aka.ms/ gex57h
@Universal_ Robot
“Think of #cobots like a tool for changing tasks” Americas
GM @URRobotsUSA speaks w @ AutomationMag @AutomateShow http://urrobots. com/90
Sweeney is the author of A Profile of Canada’s Automotive Manufacturing Industry 2012-2016 and project manager of The Automotive Policy Research Centre, headquartered at McMaster University in Hamilton, Ont. He notes that employment in vehicle assembly and automotive parts manufacturing grew every year to 140,404 in 2016, signifying an increase of 14,704 people, while annual vehicle production averaged just below 2.4 million units over the past five years. The report finds the increase in employment and slight decrease in vehicle production is due partly to a shift away from the production of passenger cars and towards light trucks, which require more person-hours to assemble, and to a shift towards higher value-added vehicles.
It’s interesting to note the FCA Windsor minivan plant, which employs more than 6,000 people, as well as Ford Oakville and Toyota Cambridge are among the six largest manufacturers in Canada by employment, according to the report. It also estimates roughly twothirds of all vehicles produced in Canada include medium-sized SUVs, such as Toyota RAV4, Ford Edge, Honda CR-V, Chevrolet Equinox as well as Dodge
“This proportion is likely to increase in the near future as Toyota replaces Corolla production with the RAV4 at its assembly plant in Cambridge and as GM begins to assemble pickup trucks in Oshawa,” Sweeney said. “As well as the ongoing economic recovery in Canada and the United States, the auto industry has benefited from recent investment announcements stemming from contract negotiations between Unifor and Ford, General Motors and Fiat Chrysler. Also, the federal and Ontario governments have implemented and refined several public policy tools to support investment in traditional manufacturing and emerging vehicle technologies.”
In order for Canada’s automotive industry to continue growing, Sweeney believes it must expand its existing footprint. “If we’re going to grow, we need to build more plants,” he stressed.
And just about a month before the report was published, Ford of Canada, along with the federal and provincial governments, announced a $1.2-billion investment in its Windsor operations with others in Ottawa, Waterloo and Oakville, creating and maintaining 800 jobs.
We must all invest in growth initiatives in order to remain competitive. Now is the time to invest in innovation, people and automation. | MA
United States — $71.95 (US) per year and Foreign — $82 (US) per year Students — $20 per year
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
We acknowledge the [financial] support of the Government of Canada.
AUTOMATION UPFRONT
INDUSTRY 4.0
CRIQ and Festo open “Canada’s first” cyberphysical laboratory
The Centre de recherche industrielle du Québec (CRIQ) has opened what it says is Canada’s first-ever cyber-physical laboratory in Saint-Laurent, Que., describing it as an investment that will give Quebec-based manufacturers access to a “real factory of the future.”
Described as a comprehensive, smart factory to be used as a learning and research platform, the laboratory will allow participants to observe and understand the affects of Industry 4.0 technologies before having to commit to the investment required to transform their own company.
“Thanks to our partnership with Festo — a worldwide giant in Industry 4.0 technologies — we will be able to provide value-added services to companies along with the innovation ecosystem and thereby accelerate the digital transition in the Quebec manufacturing sector,” said Denis Hardy, president and CEO of the CRIQ.
“Festo Canada regards Industry 4.0 as a group of key technologies which together can enable smart and agile manufacturing systems. An increasingly productive manufacturing sector is a major contributor to a thriving economy. Investment in Industry 4.0 technologies can make that vision a reality for Quebec. We are delighted to be a part of this initiative in Quebec through our highly constructive co-operation with our colleagues at CRIQ,” added Roger Hallett, president and CEO of Festo Canada.
Lab equipment will be provided by Festo Didactic.
“After successfully providing educational training and industrial solutions in Quebec for forty years, opening the cyber physical with CRIQ to fuel the advanced manufacturing sector is a natural next step,” said Thomas Lichtenberger, CEO of Festo Didactic North America.
Sandvik, PARC partner to advance digital manufacturing
Sandvik Coromant says it is strengthening its capabilities in digital manufacturing by signing a research agreement with PARC, a Xerox company. The deal means PARC will provide Sandvik with
a footprint in Silicon Valley and R&D resources in digital manufacturing.
Under the terms of the
agreement, PARC will allocate resources to conduct R&D technologies within digital manufacturing for Sandvik Coromant.
Long-term strategy: The parties say the deal will help them develop solutions in digital manufacturing and Industry 4.0.
AUTOMATION UPFRONT
As well, Sandvik will acquire all intellectual property and technology related to PARC’s software for process planning and automated manufacturing cost estimation for subtractive manufacturing.
“This partnership is a natural step and in line with Sandvik Coromant’s long-term strategy to develop attractive solutions in the field of digital manufacturing and Industry 4.0,” said Magnus Ekbäck, vice president and head of business development and digital machining for Sandvik Coromant. “With this cooperation we will significantly strengthen our capabilities within digital machining.”
“Manufacturing is entering a dynamic new phase as the cyber and physical worlds converge, and the complex and diverse industry needs significant innovation to truly progress,” said PARC CEO Tolga Kurtoglu. “The missing piece for complete design
automation and manufacturing of complex products has been the integrated coupling of design and manufacturing, which we have been developing at PARC for many years. We’re pleased to partner with Sandvik Coromant to see these innovations come to life on the global stage.”
ROBOTICS
North American robotics market surges 32% in unit volume
North American robotics companies posted the strongest ever first-quarter results, according to the Robotic Industries Association (RIA), a not-for-profit trade association, adding that both robot orders and shipments achieved record levels.
An all-time high total of 9,773 robots valued at roughly $516 million were ordered from North
PROGRAMMABLE thru-bore encoder
The new Model 58TP Programmable Accu-CoderPro™ encoder is so configurable, it will be the only compact, incremental thru-bore encoder you need. With the easy-to-use interface, you can program these specs:
– any resolution from 1 to 65,536 Waveform – choose from 32 options Output type – 6 different outputs
The Model 58TP offers: Thru or Hollow Bore
• Flexible Mounting Options
• Standard and Metric Bore Sizes up
• to 5/8” and 16 mm Variety of Connector Types
• Operating temperature range of
• -40º to 100º C
Call EPC today to learn how the Model 58TP can be your encoder solution.
American robotics companies during the first quarter of 2017, a 32 per cent growth in units over the same period in 2016. Meanwhile, order revenue grew 28 per cent over the first quarter of last year. Robot shipments also reached new heights, with 8,824 robots valued at $494 million shipped to North American customers in the opening quarter of the year, noted RIA, adding that this represents growth of 24 per cent in units over the same period in 2016.
“The automation industry continues to grow robustly as companies invest to increase productivity and boost competitiveness while also providing opportunities for workers,” said Jeff Burnstein, RIA president. “We are excited to hear about the new jobs being created and how companies such as Amazon, GM and others are training and retraining their workforce to enable them to embrace these higher skilled jobs.”
Growth in automotive related industries soared in the first quarter of 2017. Robots ordered by automotive component suppliers were up 53 per cent while orders by automotive OEMs increased 32 per cent. Another good sign for the future of robotics was the continued growth in non-automotive industries like metals (54 per cent), semiconductors/ electronics (22 per cent), and food and consumer goods (15 per cent).
OPERATIONS
CRRC to build plant in New Brunswick
CRRC has announced it will build a plant in Canada to further expand its marketing channels in North America. The plant will manufacture heavy load, special railway vehicles and railway vehicle brakes.
The new facility, located in Moncton, N.B., will create more than 200 jobs in the first phase and generate more than $1 million in tax revenue for the local government annually, says the company.
The plant was jointly set up by Sichuan-based CRRC Meishan Co., Ltd., a freight train maker under CRRC, Moncton-based ARS Canada Rolling Stock Inc., a local railcar manufacturer and service supplier, and a CRRC subsidiary in Hong Kong.
Potato processor invests in new tech
The Government of Canada has announced support to help upgrade the processing facility at East Point Potato 2009 Inc. in Souris, P.E.I.
The $500,000 repayable contribution, made available from the Atlantic Canada Opportunities Agency (ACOA), will allow East Point Potato to purchase and
Robot record: RIA finds a record high of 9,773 robots were ordered from North American robotics companies during Q1 2017.
install new equipment in an effort to increase productivity.
Shareholders of East Point Potato 2009 Inc. come from sixth generation potato farms that pack their own potatoes as well as product from farms in the surrounding region.
3D PRINTING
New group works to help enterprises build additive manufacturing strategy
Stratasys says its new Expert Services Group in North America is designed to help manufacturers build their additive manufacturing strategy and workflow — to gain the benefits of 3D printing for improved production processes.
Led by Dr. Phil Reeves, Stratasys Expert Services aims to target the “entire digital manufacturing ecosystem,” it says, including 3D
printing, automation and manufacturing digitization, and will offer a range of services to help “accelerate the capture of benefits from additive manufacturing across all stages of technology adoption and across all vertical markets.”
“We can support companies across the entire maturity spectrum from the novice first looking to assess the technology, right through to a highly experienced multinational that has decided to scale up its use of additive manufacturing,” said Dr. Reeves, who holds more than 20 years of experience delivering and managing consulting services in the additive manufacturing industry. Services include:
• Opportunity evaluation to determine where and how 3D printing can add value;
• Data analysis to find waste, bottlenecks and inventory
that could be removed with 3D printing;
• Technology mapping to determine feasibility of 3D printing for production;
• Strategy development to maximize 3D printing profitability through capital investment planning and supply chain development; and
• Safety and environmental management.
Renishaw opens additive manufacturing solutions centre
Engineering and technologies company Renishaw has opened its first North American additive manufacturing solutions centre in Kitchener, Ont., complementing its existing network of solutions centres in the the U.K., Germany, India and China.
The new Canadian centre, it says, is the latest step in its
investment into making additive manufacturing a mainstream process used in series production in various industries, including: aerospace, automotive, oil and gas, and consumer products.
Staffed with application engineers, the solutions centre provides customers with access to additive manufacturing technology and expertise at a “predictable, manageable cost,” explains the U.K.-based company, adding that customers can also gain knowledge and confidence in a “secure”
“It helps the business from a cost, productivity and capacity standpoint.”
Increase output with cost-effective, flexible UR robots
Whippany quickly and cost-effectively boosted output to meet surging demand. A UR robot with direct I/O integration tends a CNC machine around the clock, adding 2 shifts without additional operators—and without buying another CNC machine. Easy programming allows for flexible redeployment. Increase production cost-effectively and flexibly with collaborative UR robots.
Scan code to read case study and watch the video: www.universal-robots.com/case-stories/whippany-actuations-systems Find your distributor: www.universal-robots.com/distributors
Phil De Mauro, Manufacturing Engineering Manager, Whippany Actuation Systems
Easy programming and safe, flexible deployment
Direct I/O integration with CNC machine
Expert network: The centre will connect customers with additive manufacturing technology.
AUTOMATION UPFRONT
development environment.
“The new solutions centre will provide customers with a cost-effective, rapid learning environment where companies can build confidence and knowledge in the applications of additive manufacturing,” said Marc Saunders, director of global solutions centres. “The Canadian centre forms a vital node in the global network.”
Officially inaugurated last November, the centre offers a range of Renishaw technologies including the AM250 and AM400 additive manufacturing systems, as well as metrology and finishing equipment.
INTERNATIONAL
UNITED STATES
Honeywell starts up new auto refrigerant production plant
In an effort to meet the growing demand for its next-generation mobile air conditioning refrigerant, Honeywell has started commercial operations at its new Geismar, La., manufacturing plant.
With this start-up, the plant becomes the world’s largest site for producing the Solstice yf auto refrigerant.
According to the company, the plant is one of its most advanced production sites and will showcase some of Honeywell’s own process and automation technologies, including Honeywell Connected Plant.
Honeywell says it “invested heavily” in the construction and supply of the Geismar facility, increasing its workforce by more than 20 per cent, as well as supporting nearly 1,400 construction jobs as part of the project.
“Our new Geismar plant will be a leading source of supply of Solstice yf for our global automotive customer base,” said Rick Winick, automotive refrigerants business director.
INDIA AND AFRICA
Chevrolet announces plans to pull out of several markets
General Motors has announced it will pull the Chevrolet brand out of India, South Africa and East Africa by the end of the year.
The company says it will focus its GM India manufacturing operations on producing vehicles for export only and will transition GM South Africa manufacturing to Isuzu Motors.
“As the industry continues to change, we are transforming our business, establishing GM as a more focused and disciplined company,” said GM Chairman and CEO Mary Barra. “We are committed to deploying capital to higher return initiatives that will enable us to lead in our core business and in the future of personal mobility.”
Barra explains the company wants to focus on markets that will help drive its profitability and strengthen its business growth.
The automaker expects to save
roughly $100 million per year as a result of the changes, adding that it will take a charge of $500 million in the second quarter to complete the actions.
DEAL MAKERS
BFM names two new Canadian distributors
The maker of the BFM snap-fit flexible connector system has appointed two new distributors to help service the Canadian market: HiTech Piping (HTP) and Rate Technology Systems.
Quebec-based HTP will provide sales service to the province of Quebec and the rest of Eastern Canada, while Rate Technology Systems, which is based in Toronto, will cover Ontario and — until additional distributors are appointed — the rest of Western Canada.
BFM Global Ltd describes the fitting is a spigot and snap-in flexible connector system that boasts a 100 per cent sealed transition, promising to eliminate the problems associated with traditional hose-clip connector systems.
Methods 3D signs partnership deal with Markforged
Methods 3D, a provider of 3D printing solutions, says it will provide sales, service and support for the Markforged line of 3D printers, which includes the Onyx series, Mark Two and Mark X. According to the parties, the partnership will expand access to both companies’
advanced additive manufacturing solutions to manufacturers across North America.
Markforged describes itself as an innovative 3D printing company that delivers same-day working parts made of carbon fiber composites, noting that it invented a continuous carbon fiber filament printing method.
“Markforged printers are an ideal complement to our extensive suite of additive manufacturing solutions,” said Jamie Hanson, Methods 3D COO. “With Markforged, we will significantly enhance our customers’ production efficiencies by enabling them to quickly create tools, jigs and fixtures for myriad industrial applications. Our deep experience in metalworking manufacturing combined with Markforged’s expertise in high strength parts is a perfect match for meeting today’s demanding manufacturing challenges.”
The partnership will also enable Methods Machine Tools’ Automation Group to design, integrate and provide solutions for its CNC machining automation systems “with the ability to print unique end of arm tooling components for robots, jigs, fixtures and more.”
“Methods 3D offers a broad additive manufacturing platform and is on the leading edge of 3D printing as well as traditional manufacturing,” added Greg Mark, CEO of Markforged. “We are excited to partner with a company that has a proven track record of delivering excellent, innovative manufacturing solutions.
Auto announcement: Chevrolet to exit the Indian, South African and East African markets.
MOVERS & SHAKERS
Wago Canada is announcing Patrick Butler as its new regional sales manager in Southwestern Ontario.
Born and raised just outside of Toronto, Ont., Butler has spent 16 years with Phoenix Contact as a district application specialist, a regional sales manager, and regional channel manager.
MPW Industrial Services has named Justin Pierce director of engineering and manufacturing, responsible for technology and fabrication capabilities companywide. With nearly 3,000 employees and 72 locations in Canada and the United States, MPW Industrial Services provides industrial
cleaning, water purification, and facility and environmental management services to customers in various industries such as chemicals, refining, oil and gas, automotive, and food and beverage.
Intelligrated, a North Americanbased automated material handling solutions provider, has announced the election of Matt Wicks, vice president, product development, manufacturing systems, to the Robotic Industries Association (RIA) board of directors. Wicks’ two-year term began following the board’s January meeting. RIA said Wicks was elected for his background in systems integration and robotic applications in high-growth logistics markets, including
Power ful & Compact Modular Box
Platform
experience with warehousing, distribution and e-commerce fulfillment operations.
The board of directors of Bison Gear & Engineering has announced John Burch will lead as company CEO. He joined Bison Gear in 2008 as regional sales manager, later progressing to his role in November 2015, as the executive vice president, Go To Market. Burch succeeds Marcus J.S. Bours who, since June 2016, has served as the interim CEO.
NAI, a manufacturer of end-to-end connectivity solutions, has named Jason E. Porter as
director of engineering and continuous improvement. In this position, Porter will report to CEO Jon A. Jensen. “Jason has deep product, manufacturing, and quality systems experience in the connectivity marketplace, especially for high-performing technologies that both NAI and our customers build and support,” said Jensen.
Luigi Guido has been named vice-president of sales for the Global Retool Group (GRG) America LLC, the North American subsidiary of the globally based Global Retool Group. In this role, Guido will oversee relationships with existing and new customers, says the company, as well as direct efforts to “build awareness and drive sales” for the company’s expertise in production machinery rehabilitation and retooling. | MA
www.advantech.com
INDUSTRY WATCH
BY PAUL HOGENDOORN
Paul Hogendoorn is the co-founder of FreePoint Technologies, “Measure. Analyze. Share.” (Don’t forget to share!). He can be reached at paulh@getfreepoint.com or www.getfreepoint.com.
Making our industry millennial ready
We are at a very interesting time in our industry; indeed, we may be at the cusp of a significant paradigm change, and a critical one.
We still have more than seven million hands-on, value-adding jobs in our small- and medium-sized plants in Canada and the U.S. and a large percentage of those workers are planning to retire in the next five to 10 years.
Automation efforts continue relentlessly, and Industry 4.0 and Smart Manufacturing are objectives on the horizon, but that is still a relatively long way out. In Canada, an estimated 85 per cent of our machines are 28 years old or older. In the U.S., the numbers are likely better, but it is still an issue. Our people will be retiring faster than these machines will be replaced, and companies are finding it a challenge to attract — and then retain — a younger workforce.
The reasons for this difficulty is a story in of itself, but this column is about the opportunity that is presenting itself to forward-thinking manufacturers as a result of the changes going on in our society and in the way the next generation communicates. It is inevitable for our manufacturing industry to change significantly in the next five to 10 years, but the question is, will it be for the better or for the worse? Because hands-on manufacturing jobs are critical to the economic well-being for so many families and communities, I’m hoping it will be for the better. Aiming to eliminate those jobs through automation doesn’t serve our society well; in my opinion, integrating the younger generation of workers in the workplace in a more meaningful way is a better course.
Henry Ford is often credited with making the automobile affordable for the average person. What he doesn’t get enough credit for, however, is raising the average wage so the average worker could afford an automobile. As he brought the price of cars down, he also brought the annual workers’ income way up.
In my opinion, Henry Ford created the middle class we still enjoy today.
A manufacturing job is a good job. It generally pays a decent and sustainable wage, and its economic multiplier effect is estimated to be a healthy seven-times direct revenue factor. Every dollar created by a manufacturing company is estimated to bring seven additional dollars into that community. Contrast that with many retail jobs, where most of every dollar spent leaves the community. It would be foolish to imagine, or aim for, a manufacturing industry that automated away these seven million hands-on jobs.
Our factories once provided more than jobs; they provided a sense of community, belonging and even family.
But here’s our challenge: many of the people doing these jobs are retiring, and the next generation is in little rush to step in and take them. A big reason is because the factory work environment is not aligned with how this generation works, communicates, interacts and thinks. Trying to fit them into these workplaces is like trying to drive square pegs into round holes. We are not going to be successful if we think we have to change them to fit our jobs.
However, I believe we can be exceedingly more successful if we can make our jobs fit them. By doing that, we will not only attract more young people to our factory jobs, we will get the benefit of fresh thinking, new perspectives, youthful enthusiasm, and a chance to get our internal, in
plant communities healthy again. Our factories once provided more than jobs; they provided a sense of community, belonging and even family. Our millennial generation craves things like community, social interaction and being part of something exciting. As we start to adopt some of their attitudes and adapt to this changing reality, we can make our companies more exciting as well.
Admittedly, this column is a 30,000foot view, but that’s appropriate because it’s actually being written at 30,000 feet — I’m currently on a plane flying to Silicon Valley to share these thoughts with others in the software industry. The future of IT in manufacturing has to be about more than simply connecting machines, collecting data, and making data decisions. It has to be about connecting people as well, and reconnecting meaning with work.
Our jobs yield more than products and income, they return satisfaction and contribute to purpose as well. Our society needs these things as much, or more, than it needs the products and the income. To me, sustainability ultimately means making sure the industry remains healthy and vibrant for the next generation’s benefit and purpose, and the next generation is coming now. | MA
MACHINE SAFETY
BY WSPS
Six easy ways to ensure conveyor safety
Don’t let emergency stop buttons and pull cords lull you into a false sense of security. They’re the conveyor equivalent of the engine oil light on your car’s dashboard: If the light goes on — or you’re reaching for the emergency stop button — it may be too late.
“Being able to reach the emergency stop does not mean you are safe,” said WSPS machine safety specialist Michael Wilson. “Safeguarding is about protecting you from getting to the hazard itself, or stopping the hazard before you can reach it. An emergency stop achieves neither.”
Applying the hierarchy of safeguarding controls
Wilson recommends six types of solutions to ensure conveyor safety. “Our first step would be to approach any risk through elimination or substitution,” he noted. They sit at the top of the hierarchy of controls, a concept that ranks types of solutions from most to least effective. Here’s more on each of the six types.
1. Elimination
Ask yourself these questions. Can we automate the process? Separating people from the process reduces the risk. Can we eliminate pinch points and other hazards when sourcing a new conveyor system? During the design phase, can we reduce the frequency of under-conveyor clean-ups, conveyor maintenance, removing jams, and other risky activities?
2. Substitution
Can we replace dangerous equipment with safer equipment? Is your maintenance department still using that nasty chemical cleaner, or have they replaced it with a less hazardous cleaner? It may not clean parts as well, but may be less harmful to the people who have to use it.
3. Engineering controls
This is where safeguarding comes into play. Buying equipment? Make sure the manufacturer meets the CSA’s recently revised CSA Z432-16, Safeguarding of Machinery. Adding guards to existing
equipment? Follow the standard. When do you need a guard? Think MAC (Moving Parts + Access + Consequences). Can a person reach around, under, through, or over? Don’t confuse deterrent devices, such as guardrails, with safeguarding. Deterrent devices can reduce the probability of access to the danger zone but won’t totally prevent access. That’s what safeguards do. Also, consider designing equipment in a way that allows routine maintenance tasks to be performed without removing guards.
4. Awareness
Keep employees aware of hazards. These devices can raise awareness among even the most distracted employees:
• lights, beacons, strobes
• computer warnings
• signs
• restricted space painted on floor
• beepers, horns, labels
• posted procedures
5. Administration
Use administrative controls, like safe
“Safeguarding is about protecting you from getting to the hazard itself, or stopping the hazard before you can reach it. An emergency stop achieves neither.”
work procedures, to ensure the safe and correct use of the equipment. Options include:
• safe job procedures
• safety equipment inspections
• training
• lockout during maintenance
• workflow planning and design
6. Personal protective equipment (PPE)
W hile protective headgear, safety glasses, hearing protection and other forms of PPE reduce the risk of injury or damage, they’re the least effective control.
“ I once worked with someone named Jason,” Wilson said. “He didn’t like the way his safety glasses cut into the side of his head. Rather than find a different pair, he broke off the arms, drilled through the lenses, and with twist ties hung the armless glasses from the baseball hat he always wore. To anyone walking by, it looked like he was wearing the glasses, but they offered no protection. Watch out for the Jasons.” | MA
Your Total Power Solution
The most trusted brands, all under one roof. Phoenix Contact, TDK-Lambda, AP, SolaHD, Bel Power Solutions, SL Power, Cosel, Panasonic, Meanwell, Dantona Industries, Power-Sonic, XP Power, Traco Power, EOS Power, Altech Corp., and hundreds more.
GOING DIGITAL
BY RICK HUIJBREGTS
There’s nothing to fear but fear ITself
One of the most significant opportunities available to factory leaders is the convergence of operational and information technologies (OT and IT) on the plant floor; and yet, adoption of IT in Canadian factories remains slow, a fact due — at least in part — to several misconceptions and fears about Ethernet-based networks. I understand why the introduction of IT into your industrial environment sounds frightening. An IT network increases your vulnerability to cyberattacks, right? And it makes floor management more complex? Oh, and didn’t you hear that you’d lose control of the factory floor once an IT network is in place?
The truth is that an Ethernet network does not increase your vulnerability to cyberattacks, does not make floor management more complex, and certainly does not surrender control of the factory to your IT colleagues. In fact, the right IT network will not only make your factory more secure, more efficient, and give you more control — it will make your job easier.
Myth #1: An IT network makes my factory floor vulnerable to cyberattacks
While it is true that legacy industrial controls are vulnerable to outside threats once connected to the Internet, the myth that IT makes your factory floor vulnerable is false. The reality is that this vulnerability exists whether an IT network is in place or not. The industrial automation and control systems (IACS) on your factory floor are already a security risk. Your machines were never built to protect against sophisticated threats.
It is a fact that as more of your industrial control systems become connected to the industrial Internet, more of these vulnerable machines become a target for hackers. In 2014, the Dragonfly malware program targeted more than 100 IACS. Attacks on industrial networks
Rick Huijbregts is the vice president of digital transformation and innovation at Cisco Canada. He leads a team responsible for fuelling the digitization of customers across the country. He can be contacted at rhuijbre@cisco.com.
continue to rise each year. It is vital that these legacy control systems, which can be 20 years old or older, be secured against today’s cyber threats. But concern over vulnerabilities is not a reason to avoid an IT network on your factory floor. Why? Because the right IT network — a secure IT network — mitigates these threats and improves your floor’s security posture.
A secure IT network intelligently and logically monitors traffic, giving your IT team end-to-end visibility of possible threats. As a result, you can rest easy knowing your machines are protected against attacks that could trigger production downtime, physical machine damage or IP theft.
Myth #2: An Ethernet network will complicate floor management
A common misconception about IT on the factory floor is that an Ethernet network, be it wired or wireless, makes production management more complex and time-consuming. In fact, the converse is true. The introduction of an IT network simplifies equipment management by providing a single pane-of-glass view for floor managers.
Imagine this: Instead of walking the floor and manually recording data from each machine on your line, you simply open an application on your tablet and see how each machine is performing in real time. In addition to performance, the application also overlays historical data into the results, giving you alerts for machines that may need maintenance soon or are underperforming. And all of this is because your industrial control systems are connected to a common IT network that collects this data in one space.
You can get hours back in your day, freeing you for more strategic priorities, such as improving OEE or identifying
The right IT network will not only make your factory more secure, more efficient, and give you more control — it will make your job easier.
Dragonfly
The Dragonfly malware was reportedly designed to target pharmaceutical companies, according to various security experts and media sources.
areas for improved utilization. An IT network also signals the end of the days of the closed-loop legacy network, where information wasn’t shared between systems. Advancements in protocols such as Time Sensitive Networking (TSN) are ensuring the future of factory floor management will be easier and more intelligent than before.
Myth #3: I will lose control of the factory floor to IT Relinquishing control is a concern I frequently hear from floor leaders who are hesitant to deploy an IT network in their factory. If you share this concern, know you are not alone. Converged IT/ OT networks is an emerging reality for many manufacturers, and managing these networks requires open communication from both teams. But here is a secret you should know: IT doesn’t want to manage your factory floor.
Your company’s IT team is plenty busy with user and device management, network administration, security updates and patches, and many other day-to-day tasks. The last thing they want to do is add management of the factory environment — and all those machines — to that list. But IT will want to work in tandem to ensure your factory is secure and up-to-date. So, while this means having to negotiate when to schedule downtime to perform network upgrades and repair machinery, it also means you have greater visibility and insight into production without giving up control.
The time to delay deploying Ethernet networks on the factory floor has passed. To be competitive in today’s global market, Canadian manufacturers must embrace the advantages of the industrial Internet and an automated, responsive IT network. Take heart, floor leaders, the truth is there’s nothing to fear but fear ITself. | MA
THIS DIDN’T IMPORTANT JOBSITE IT HELPED KEEP THE
JUST POWER AN DURING A BLACKOUT, COMPANY’S LIGHTS ON.
Forward-thinking solutions that can make a big impact on your business INDUSTRIAL
CENTRE STAGE
Flow Water operations officer and plant manager, Mike Bajurny, gave Manufacturing AUTOMATION a tour of the
tetra-pack-water
producer’s new Aurora, Ont., plant which began operations last month.
MA: Tell me about the production operation here. How much of it is automated?
MB: The majority of the plant uses automation, all stages of the process — filling, capping, and moving of the product — with the exception of palletizing. The line operates with only four people.
The water goes from the one micron absolute filter (the pre-filter), into the 0.2 micron absolute filter. This filter is so small, it’s actually the same filter they use to wash the water to clean microchips, and because the [filter] is very, very tiny, it doesn’t affect the water at all. We don’t do any industrial processing, no distillation, reverse osmosis, ozonation, chlorination or anything like that. After going through the UV light, the water moves through the stainless steel piping over to the filler.
As the rotational jaws close, they seal the top of one, the bottom of the other package and at the same time, it’s filling it from the top. You get the unfolded packages that go into the rotary, final folder and they come out the other side, folded and aseptically sealed. We put the time and date stamp on them and then they go through the conveyor system. All the machines are connected to one another. If there’s a stoppage in the system, then the machine will shut down and that’s what we don’t want — we want to keep it rolling.
At the capping station, there is a 1 litre and a 500 millilitre capper, which heats it up, glues the cap, holds it in place and carries on. Over at the cardboard packer, the machine pushes 12 packs into the box and sends it out the other side, glued and ready to be placed on pallets.
With the new plant, the new packaging and the new machine, we now have the bio-cap which is made of sugar cane. It’s a fully renewable resource so that puts us at 74 per cent renewable resources. This [makes] us a world leader in my understanding. We are very excited about this. If you look at our original packs, they have a different cap, a PE polyethylene one. Our new caps have a little leaf stamped on it and feature a larger opening, making it easier to pour out the last little bit of
delicious water. We actually had suggestions from a lot of customers who were calling and emailing us — “I can’t get the last little bit” — and we are very happy to introduce the new cap with this new operation.
MA: It looks like some areas of the building are still under construction. What’s next on the to-do list?
MB: We’re right at the beginning phase. Operations are just starting this week (first week of May). We’ve done lots and lots of
testing — weeks and months of it — and we’re ready. Right now we are running six- to eighthour shifts, four days a week. In one day’s production, we can produce 43 pallets of water with one tanker — that’s a lot of sales to do. But once we get to that point, we’ll go to five days, then six days, then maybe a night shift as well.
Everything on the production side is complete, we just need to finish the rest of the office space, the locker rooms, the change rooms, and the office drywall. The lab is finished now. The thing to note is the size of the plant — we have lots of room to grow. Eventually we hope to have a machine to make the pallets for us but they run a couple million dollars each, and we’re just not at that phase yet. Baby steps, right?
MA: Why did Flow Water choose Aurora as the location of its first brand-owned production facility?
MB: The proximity to Toronto is a big factor. It’s very close to [the downtown core] and being in Aurora doesn’t take us out of the Greater Toronto Area for shipping purposes. It’s also very easy to get to the [water] source in Bruce County, Ontario. Getting a four-axle, 53-foot-long water tanker in and out of downtown Toronto was not the easiest thing to do, so it was [important] for us to try to stay out of that area. There’s always the question of why not put it at the source, but then you’ve got to transport your pallets, your paper [for packaging], caps, empty pallets, and your finished products and get everything out the door. By choosing [this location], we’re saving a lot on shipping and fuel costs, which in turn affects our environmental footprint. | MA
TAKING CHARGE
Three technologies driving change in enterprise asset management
BY PATRICK ZIRNHELT
Businesses in every industry are currently undergoing massive digital transformation, creating opportunities to leverage emerging technologies and enable innovative approaches to business practices.
B ut these are not just flash-in-the-pan technologies. They are long-term shifts in the way we use technology, requiring a strategic approach if they are to provide bottom-line benefits. Here are three of the top technologies set to disrupt the enterprise asset management (EAM) landscape: the Internet of Things (IoT), machine learning, and the next generation of mobility.
1. First, the Internet of Everything Businesses are reaping the rewards of IoT. Industry experts predict that by 2020, the number of connected devices worldwide will top 50 billion. IoT is allowing organizations to collect more information, quickly respond to changes and act on new business
intelligence. But as we move into a world where everything is connected, a new smart infrastructure will need to be put into place, with planning and asset management tools capable of dealing with the scale and lifecycle of dispersed — but connected — assets.
The connected EAM – Proactive accident avoidance
T his is where modern enterprise asset management shows its worth. For example,
IP-enabled remote cameras are starting to make their way into the cockpits of large earthmoving vehicles used in mining. These cameras can be connected to centralized software which uses facial recognition to monitor for signs of tiredness and either trigger an audible alarm to alert the driver or a produce a response from HR to pull the operator from active duty.
While this will minimize the risk of serious accidents, it will of course have knock-on
Pilz Services for Machinery Safety are international and customized. Our service professionals provide global support in all matters of functional safety in all industry sectors. From Risk Assessment to Safety Design to CE Marking. Profit from our high level of knowledge of national regulations and standards! We reduce risk, implement technical machinery safety and take responsibility with the certification services we provide.
effects on operations with increased downtime as a machine sits unmanned. With the right EAM in place, however, a dynamic scheduling tool can automatically adapt and quickly reschedule a suitably qualified and available alternative employee. This is the type of scenario that will play out across the entire enterprise. With more real-time data facilitating immediate operational decisions, it is the EAM’s job to produce business actions to minimize the disruption to operations.
The new formula: CBM+IoT
IoT is taking this approach one step further with condition-based maintenance (CBM), enabling the EAM solution to automate intelligent responses to potential faults. CBM monitors the health of assets to determine if any maintenance is required and create a maintenance history for ongoing analysis. Sensors in the asset monitor for specific indicators which signal asset deterioration or performance decrease.
This data can be captured, shared and analyzed before being fed directly into the EAM to get an enterprise -wide view of asset status and automatically schedule work orders, all in real-time. In addition to this, it allows organizations to build up aggregate data sets on performance and operations which can be analyzed to inform repair or replace and other asset lifecycle decisions.
2. Second, we have machine learning and predictive analytics
IoT is expanding rapidly, but the important question decision makers need to ask is, What actionable intelligence is it producing? If IoT is the capture, exchange and storage of information, then it is the analytics capabilities of enterprise solutions which will be providing the answers to that question. EAM software today must not only accept incoming data from connected devices. But it must put executives in control of that information, enable them to drill through to actions taken as a result, and configure observation workflows.
The rise of the machine...learning
Condition-based maintenance was designed to combat entire production lines grinding to a halt by providing real-time maintenance indicators, allowing quick responses to faults that are happening right now. But machine learning is taking condition-based maintenance one step further to ask, Can we predict what maintenance will be required ahead of time?
Unlike CBM, machine learning doesn’t rely on pre-programmed algorithms but
Because machine learning systems use data collected from IoT-enabled sensors, they can constantly refine models to make analytical predictions on asset performance and efficiency.
enables the machine to learn from huge aggregate data sets to identify new trends and insights. Because machine learning systems use data collected from IoT-enabled sensors, they can constantly refine models to make analytical predictions on asset performance and efficiency.
Machine
learning in action
For example, an operating motor creating its own vibrations can monitor and feed back this data in real-time. If vibrations suddenly spike outside a set threshold, an engineer might be scheduled to perform maintenance. But what if the spike was caused by a truck driving too close to the machine rather than a fault in the asset?
With machine learning, the analytics software will know to ignore such spikes and only dispatch an engineer for maintenance when it receives signals of asset degradation that fits the data. EAM will automatically schedule a work order for an available engineer with the right skill set to perform maintenance work, as well as identify the right tools and parts for the job. These advanced warnings will allow organizations to efficiently leverage global supply chains, streamline resource allocation for maintenance operations and reduce local stock levels for spare parts.
3. Third, future mobility
Mobile technology has been benefiting businesses for some time now, with improved communication, field access to computing functionality and documents, accurate data recording and more. But there are a couple of technologies starting to make their way into the enterprise which are set to have a significant impact.
Can augmented reality solve resource shortages?
A common problem facing asset-heavy organizations is having people with the right skill sets in the right place at the right time — even with the right scheduling tools, workers can’t be in two places at once. Companies are working to bring forward a remote expert to assist in complex maintenance — augmenting worker’s skills with virtual over-the-shoulder coaching. With these solutions, not only can the expert engineer see the issue at hand, but augmented reality (AR) can guide a
technician through even the most complex of tasks using visualized hand gestures and tools.
This is just the type of technology which could be extended to provide mechanics and technicians virtual ‘sight’ of components hidden from view behind other systems or structures, or pin-point exactly where a fault lies by augmenting reality with reference plans and drawings. The key benefit of context-aware AR technology will be reducing the time it takes to complete complex maintenance tasks in difficult environments.
Interactive voice control
The role of a maintenance engineer is very much a hands-on job, and it’s not uncommon for them to work in confined spaces or challenging environments. It is for this reason that the list of potential benefits from interactive voice systems in mobile apps should make strategic planners take notice. Productivity, accuracy and efficiency would all rise as engineers no longer need to sacrifice wrench time to input data at the end of a shift or even manually interact with EAM on a mobile device. In some cases, voice-driven computing for hands-free operation could mean techs could interact with EAM software in situations where they need use of both hands, increasing both productivity and safety.
This technology has the potential to transform how engineers work, with an engineer asking their mobile device to report the status of an IoT-enabled asset, requesting parts data or accessing instructional or asset documentation.
Prepare for change
EAM software is now taking advantage of disruptive technologies like IoT, augmented reality and hands-free computing, but the fundamental fact remains that executives need to manage assets in a safe and reliable way which guarantees their availability, safe operation and productive capacity. These human and machine interfaces for EAM software must make asset data usable for decision support, and be configurable and agile enough to adapt to changing business needs. | MA
Patrick Zirnhelt is the vice president of Enterprise Service & Asset Management at IFS North America.
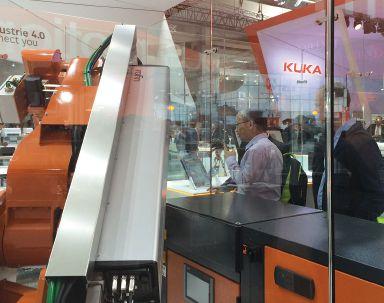
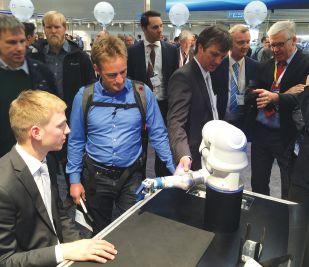
WRAP-UP HANNOVER MESSE
Catch up on what you missed at this year’s mecca of industrial automation technology
BY ALYSSA DALTON
Taking place April 23 to 28, Hannover Messe 2017 drew roughly 6,500 exhibitors and 225,000 visitors together for five action-packed days of industrial technology. The lead theme of Integrated Industry – Creating Value put a spotlight on the benefits of Industry 4.0 and the role of humans in tomorrow’s integrated factories It is clear that robotics continue to be a driving force behind the advancement of automation technology in manufacturing.
The next era of robotics It seemed like the new generation of robots was everywhere at this year’s event, driving home the fact that robotics — both traditional and collaborative — will continue to transform manufacturing operations by communicating with humans and other machines through connectivity, artificial intelligence (AI) and sensors.
“The key element we’ve shown in the past is sensitivity [and] we want to be able to have
these safe, sensitive robots that are outside of their cages so that means we can interact with them and have them be more present in our lives,” said David Fuller, chief technology officer at Kuka Roboter GmbH, at an exclusive media press conference.
One innovation highlighted at the Kuka booth was Kuka Connect, a Cloud-based software platform that allows users to connect with their robots from anywhere at any time.
“It seems kind of basic with all this talk of Industry 4.0, but this is fundamentally how we start the vertical and horizontal integration of new platforms and new capability. From this, you can gain better efficiency and uptime [because you know] when to service your robot,
and can better manage and commission it, and in the end, deliver better cycle time and overall throughput,” Fuller said, describing Kuka Connect as the very beginning of a platform that will eventually grow to include production optimization, condition monitoring and predictive maintenance applications, among others.
“One of the things that we’re more optimistic about...is that if you have a safe robot — that can be out of the fence — the barrier to its usage is the cost to implement the specific solution. With deep learning and AI, we believe over time, you just simply train your robot to follow what you’re doing and it can learn the process and thus have robots do more things. And this is really the heart, the promise of AI,” noted Fuller.
“These robots can learn from one another, but it’s still humans telling them what to do. In other words, they are universally deployable intelligent tools designed for use by factory workers,” said Dr. Jochen Köckler, member
“There was huge interest in the displays in the robotics halls. Not only are cobots an exciting prospect for large companies — many SMEs were also at Hannover Messe to find out about these new helpers.”
of the managing board at Deutsche Messe, noting that collaborative robots will become increasingly attuned to and be able to support humans in their work. “There was huge interest in the displays in the robotics halls. Not only are cobots an exciting prospect for large companies — many SMEs were also at Hannover Messe to find out about these new helpers.”
Multimarket commitment
Beckhoff Automation is just one of the dozens of companies that debuted new product innovations at Hannover Messe 2017. The company introduced several new products designed for process technology applications at Hannover Messe, including the CPX series control panels for use in hazardous areas and the ELX series EtherCAT terminals, announcing a stronger commitment to the oil and gas, process-oriented industries. This closely follows the release of what the company describes as the world’s smallest Industrial PC, the C6015. Introduced earlier this year, the IPC measures 82 x 82 x 40 mm and features a quad-core CPU for compact and powerful control solutions.
At a press conference, manager director Hans Beckhoff noted that the company generated global sales of 679 million euros in 2016 — a 9.5 per cent increase over the previous year — crediting much of the success to new product development, broad market penetration and improved distribution network coverage.
“We really feel that with our offering today in that space, [it is] almost to the point where we can connect to any kind of network that’s existing. We can go into a process facility and have our tools, not just from a hardware offering standpoint but also from the communications standards, that we are now able to work with and from a software standpoint,” said Aurelio Banda, Beckhoff Automation North America CEO. “Having the FDT, DTM type interface gives us the ability to come right into an existing environment and get applied, and moreover, get learning so that way in the
future, it’s a new type of installment. It gives us the ability to embark with new customers, to give them the lead affect that they need to have for their specific designs.”
Top honours
The jury selected fleXstructures GmbH of Kaiserlautern, Germany, as the winner of this year’s Robotics Award for its IPS robot optimization software. The award recognizes technological innovations that make a contribution towards robot-assisted solutions in the field of industrial automation or towards the development of mobile robots and autonomous systems.
fleXstructures GmbH says its IPS robot optimization software primarily helps automotive manufacturers gain a competitive edge by programming and commissioning their robot cells faster and more flexibly. By simulating millions of potential robot path combinations, the software coordinates
movement paths and sequences across multiple robots in an effort to maximize efficiency and avoid collisions, explains fleXstructures, adding that the simulations optimize movement paths to ensure maximum service life for the hoses and lines attached to the robots.
Meanwhile, the Hermes Award went to German company Schunk GmbH & Co. KG. for its self-learning gripping system, which it says is ideally suited for Industry 4.0 manufacturing environments where humans and robots will collaborate closely. An intelligent modular gripping system for human-robot collaboration, the JL1 co-act gripper is capable of interacting and communicating with its human operator, and it features sensor systems that create a safety “bubble” by tracking the proximity of humans to avoid direct human-machine contact.
An international affair
As this year’s offical Partner Country, Poland sent a total of 200 companies to Hannover, with research and startups a special priority for the country, as noted by Polish Prime Minister Beata Szydlo in her address at the opening ceremony. Show organizers said the largest number of foreign visitors came from China (9,000), followed by the Netherlands (6,200), India (5,300) and Poland, whose 5,000 visitors set a new Partner Country record. | MA
HANNOVER HIGHLIGHTS
A collection of standout demos from the show floor
BY ALYSSA DALTON
FESTO
Drawing a large crowd at the Festo booth was the BionicCobot, a sevenaxis lightweight robot which is moved solely using pneumatic semi-rotary drives. Dr. Elias Knubben, head of Corporate Bionic Projects, says the cobot’s movements are based on the human arm. Currently a concept model, Dr. Knubben predicts the BionicCobot will hit the market in the next three to five years.
HITACHI
Hitachi says its Lumada IoT platform is able to deliver the most advanced capabilities available today, turning data into intelligent action in an effort to drive manufacturing, energy and other industrial businesses. During a virtual reality presentation of Lumada at the booth, company representatives said Hitachi’s rich expertise in OT and IT allows Lumada to help customers solve their challenges by turning them into competitive advantages.
HIWIN
Who knew that robots are also Star Wars fans? Hiwin RA605 series six-axis robots put on quite the lightsaber duel, swiping back and forth to the classic blockbuster theme. Designed for light industrial work, the robots are best suited for pick-and-place and assembly applications, says Hiwin.
Attendees had the opportunity to sharpen their table tennis skills at the Omron booth thanks to Forpheus, a ping-pong robot that promises to “interpret, predict, learn, think, act, connect and communicate” with humans. The third-generation robot not only plays against its opponents but works to tutor them so they can become better players.
HUAWEI
The Huawei booth featured a series of manufacturing solutions, including a 5G-based industrial robot — jointly demonstrated with Kuka — that entertained crowds by rocking out on the drums. The parties say the robot enables flexible manufacturing, delivering cost savings of 40 to 50 per cent. OMRON
QUALITY POWER
Ensuring power and process stability in manufacturing environments
BY YVES BOUHADANA
Robotics, variable frequency drives (VFDs) and programmable logic controllers (PLCs) are prevalent in many manufacturing environments. These microprocessor-based control systems have enabled plants to automate many functions and processes, increasing repeatability and precision in a wide array of industries. These same plants, however, are also more susceptible to variations in power such as anomalies or fluctuations caused by under- or over-voltages, interruptions,
transients, waveform distortion, “noise” or frequency variation.
An interruption in power to a PLC, for example, can mean lost production due to downtime, increased scrap rate or rework costs, as well as clean-up. Depending on the plant, the financial impact can be substantial. It is critical for manufacturers to look at the causes of these most common power anomalies and how to safeguard against them.
Manufacturing processes that rely on motor controllers and VFD systems require a stable DC voltage to ensure smooth operation.
A loss of quality DC power would disable the appropriate speed and torque control of the motors that drive the manufacturing process. A process that uses a conveyor indexing between manufacturing stations, for example, would shut down when power to the conveyor motor is interrupted. Depending on the duration of the outage, work in process on the conveyor at the time might need rework or to be scrapped.
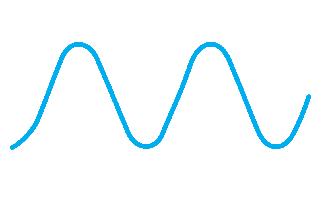
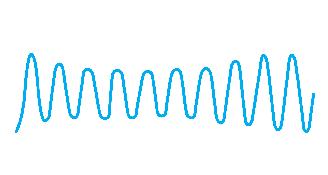
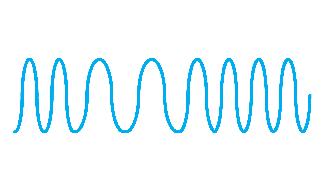
Ideally, power coming from the utility company would have a clean waveform. Viewed on an oscilloscope, this clean sine wave would look like Image 1.
The waveform would look similar whether the voltage was 480V 60HZ,
240V 60HZ, or 208V 60HZ, which are the most common three-phase voltages in North America. Incoming line voltage can be distributed as is or stepped down as needed (480V to 208V, for example, or 240V to 120V).
A load requiring a new neutral is more sensitive to anomalies than loads not requiring a new neutral. The most common primary power disturbances are shown here along with their waveforms as seen on an oscilloscope.
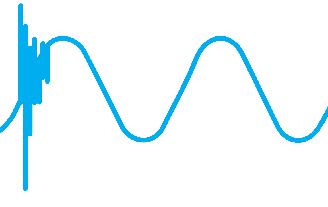
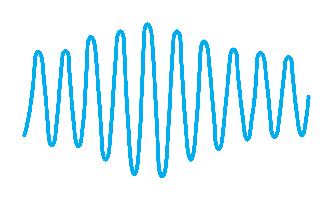
1. Transients: This anomaly occurs during switching of high current loads such as when another motor switches on within the vicinity. Refer to Figure 1.
2. Interruptions: A momentary or longer-term power outage. Blackouts can occur when utility power lines are downed due to storms or accidents or occurrences which temporarily stop the flow of electricity in the power lines. See Figure 2.
3. Under-voltage or sags: Here the “ramping up” of high current loads overloads the power source, causing a damping of the voltage or causing it to sag. These typically occur when multiple pieces of equipment are powered up simultaneously, at the start of a shift, for example. Refer to Figure 3.
$100K/hr
Oracle Corporation estimates that equipment downtime can cost large businesses an average of $100,000 or more per hour.
4. Over-voltage or swells: A rapid load reduction provides a surplus of power in the utility, delivering a swell of power to the equipment still running (Figure 4). This occurs at the end of a shift when a lot of equipment is powered down simultaneously. The system is used to supplying a higher level of power and when that demand is quickly reduced, the excess voltage is delivered to whatever equipment remains operating.
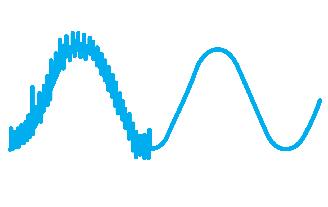
5. Waveform distortion: Non-linear loads like iron motor cores disrupt
and distort the waveform, yielding a non-uniform sine wave; a low power factor input from a PLC is another example. See Figure 5.
5
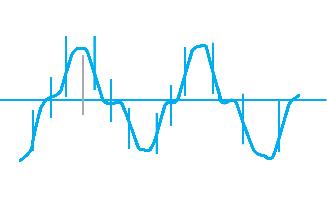
6. Noise or electromagnetic interference (EMI): This is typically caused by high current radio frequency waves introduced into the system. Radio frequency noise can result from radios used in feedback loops; refer to Figure 6.
6
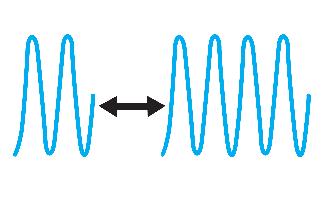
7. Frequency variation: This is generally caused by the acceleration of deceleration backup of generators (Figure 7).
VFDs are often installed on the plant floor in rugged environments where
7
switching constantly occurs — and with it come the inherent transients, sags and swells. Since these anomalies impact the DC output of VFD, the speed and torque of the downstream motors are also impacted, as well as the manufacturing process.
If the power supply is stable, and no outages are anticipated, supercapacitors can store energy to compensate for sags. If outages are anticipated, then batteries can compensate for outages and interruptions. Batteries offer ride-through times (supplied power during the disruption of utility power) of six to 30 minutes, versus supercaps which have a ride-through time of seven to 24 seconds.
S tability of the DC Bus can be achieved in several ways. An uninterruptible power drive (UPD) rectifies the AC voltage, stores energy in capacitors and supplies that energy to the DC Bus when a sag is detected, resulting in a limited deviation of the DC voltage at the DC Bus.
If the DC Bus is not accessible, or multiple VFDs need to be protected on the same electrical network, then an
Depending on the duration of the outage, work in process on the conveyor at the time might need rework or to be scrapped.
uninterruptible power system (UPS) provides power at the input of the VFD, resulting in a stable DC voltage. Double conversion UPS systems with capacitors, which convert AC power to DC power then back to AC power, provide a clean waveform to the VFD as well as 15 seconds of outage ridethrough. | MA
Yves Bouhadana has more than 26 years in the quality power industry, having worked for Emerson Network Power and currently Riello UPS. He is a graduate of University of South Florida with a B.Sc. in Electrical Engineering. Bonitron and Riello UPS have partnered to supply power quality solutions for the industrial manufacturing industry.
For the latest news and features, follow us at @AutomationMag!
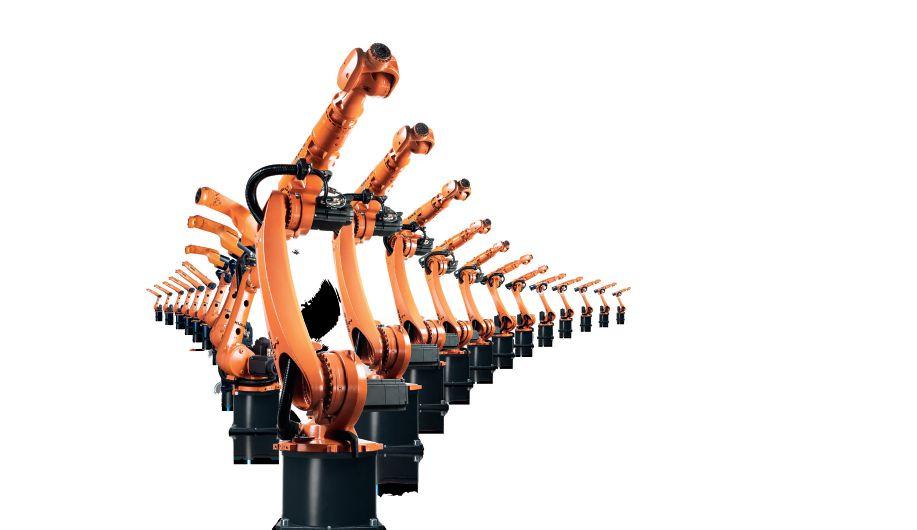
World’s largest range of robots
www.kuka.ca | (905) 670-8600 for low payload applications
The KR CYBERTECH robot family is the specialist in handling applications for large components, machining, assembly, palletizing and arc welding
Figure
Figure
Figure
NEW PRODUCTS
HYDRAULICS & PNEUMATICS
Hydraulic chuck for machine spindles
Big Kaiser says it is introducing the world’s smallest hydraulic chuck for HSK-E25 machine spindles, completing its range of Super Slim hydraulic chucks. The Super Slim type of Hydraulic Chucks (HDC) are the “perfect” tool holders for precision finishing processes in confined areas with drills, reamers, ball mills, end mills, diamond reamers and grinding tools, says the company, adding that cutting tools with shank diameters of 3 or 4 mm can be clamped directly and are suited for high-speed micro machining applications. The Super Slim HDC require a single wrench for clamping and unclamping, a “much easier and safer solution” compared to heat shrink tool holders, explains the company. The external body diameter of the chuck nose is 14 mm and a gauge length of 40 mm. Each tool is balanced for speeds up to 60,000 rpm and runout accuracy of less than 3 microns at 5xd.
distribution of the lubricant in an effort to extend the gripper’s service life. The PGN-plus-P also features an enlarged drive piston area which increases grip force so that higher workpiece weights can be handled, notes Schunk. In addition to the larger piston, the wedge drive mechanism has been redesigned for lower friction and greater surface area, it adds. The PGN-plus-P is suitable for use in areas with high temperatures, contamination, and aggressive media as well as for cleanrooms. On request, the module is available with spring safety, mechanical gripping force maintenance, compensation units for compensating angular misalignment, dustproof versions, or as special
high-precision versions. www.us.schunk.com
Hydraulic punch
ITC Electrical Components’ Akku-Compact flex hydraulic punch by Alfra is a handheld unit where the punch head is separate and connected through a high-pressure hose to the pump unit. The maximum punch hole size is 82 mm in 3 mm mild steel and 152 mm in 2 mm mild steel. According to the company, a pressurelimiting device prevents damage to the tool when the punching is complete.
ITC Electrical Components is a master distributor of electrical components based in Concord, Ont. www.itcproducts.com
HMI & OPERATOR INTERFACE
Configurable panel PC
www.us.bigkaiser.com
Pneumatically powered gripper
Schunk says it has introduced several improvements on the original PGN-Plus by way of its new PGN-Plus-P gripper. According to the company, permanent lubrication is provided through continuous lubrication pockets in the guidance, adding that for short strokes in particular, the principle of minimum quantity lubrication ensures quick and even
Automated hydraulic ball valves
Bonomi North America has released a line of high-pressure carbon steel ball valves that come in two-way and three-way configurations with a choice of NPT or SAE thread end connections. Suitable for use in hydraulic applications, both the two-way valves (3200 NPT/3300 Series SAE) and the three-way valves (3400 NPT/3500 Series SAE) are available in 3/8-in. through 1-in. sizes. While a lever handle is standard, an integral ISO 5211 mounting pad simplifies actuation on the new valves, says Bonomi. www.bonominorthamerica.com
Advantech’s IIoT Automation Group has launched the PPC-6151C, a 15-in. resistive touch TFT LCD display modular configurable panel PC with a 2.5-in. SATA HDD bay. The PPC6151C can be equipped with or upgraded to include various certified mini-ITX motherboards and configured to specific application requirements, says the company. In addition to multiple I/O ports, including RS-232/422/485, DisplayPort 1.2, VGA, USB 3.0, Line-Out, Mic-In, the system features an
integrated PCI/PCIe x 4 slot for expansion. www.advantech.com/ea
Control panels for hazardous areas
Beckhoff Automation says machine builders and manufacturers can use its new CPX control panel and panel PC series for applications in hazardous areas, classified Zone 2/22. The CPX
portfolio boasts a wide selection of screen formats, sizes, installation options and features. The range of formats includes 15-in. (4:3), 19-in. (5:4), and 21.5-in. (16:9 widescreen) versions, says the company, adding that process industry applications can also benefit from advanced capacitive
multi-touch technology. Both the CPX29xx and CPX39xx series offer control panels for integration into control cabinets, as well as IP 65-rated standalone panels for mounting-arm installation. The same applies for the fanless Panel PCs in the CPX27xx and CPX37xx series.
www.beckhoffautomation.com
Touchscreen controller
Cypress Semiconductor is offering a capacitive touchscreen controller that boasts best-in-class waterproofing, glove touch and resistance to electromagnetic interference. The Automotive TrueTouch CYAT8165X controllers, which target screens up to 8.5 inches, is suitable for fingers of different sizes and gloves of various materials and thicknesses, including ski gloves, and automatically switches between glove and finger tracking without requiring the drivers to switch settings. www.cypress.com
MOTORS & DRIVES
Sensor for motors provide health checks
ABB says its ABB Ability Smart Sensor for motors uses sensors to pick up multiple data from low voltage motors and provides information about motor health and performance through a smartphone or a dedicated web portal. By converting regular LV motors into intelligent, connected machines, the solution promises to enable advanced maintenance planning that will
CONNECTIVITY
Software toolkit aims to simplify IIoT connectivity
Honeywell Process Solutions has released a software toolkit that promises to simplify the interconnection of industrial software systems, enabling them to communicate with each other regardless of
help businesses to cut costs and boost productivity. ABB says predictive analytics based on data from the solution can reduce downtime by up to 70 per cent, extend motor lifetime by as much as 30 per cent and cut energy consumption by up to 10 per cent. Sensor modules can be factory fitted on new motors or retrofitted on installed motors within minutes, says the company, adding that they are available for both ABB and non-ABB motors. Initial monitoring functionality will cover bearing health, vibration, surface temperature, speed, supply frequency, and number of starts. Later releases will expand the range of functionality, and
energy consumption monitoring is expected to be added during Q3 2017. www.abb.com
AC motors
ma-mag-BOXER-AD-march-2017.pdf 1 07/03/2017 11:16:25 AM
platform, operating system or size. The Matrikon FLEX OPC Unified Architecture (OPC UA) software development kit (SDK) is suitable for applications where minimal memory and processing resources are common. Growing adoption of the IIoT and Industrie 4.0 is driving requirements for open and secure connectivity between devices and edge-to-Cloud solutions, explains Honeywell. www.honeywellprocess.com
AutomationDirect’s IronHorse line of general purpose threephase motors now includes the MTRP-series 56HC-frame premium efficiency motors available from 1 hp to 3 hp. The rolled steel motors are available in 1800 and 3600 RPM models and feature 4:1 constant torque and 10:1 variable torque speed ranges, TEFC frames, cast aluminum end bells and removable mounting bases. MTRP-series motors meet RoHS and Low Voltage Directives, and are CSA and EU approved. www.automationdirect.com
Product sizing tool helps machine builders design stepper motors into their applications
Kollmorgen has released a product selection tool, Kollmorgen Stepper Optimizer,
which it says provides multiple ways for machine builders to discover which Kollmorgen stepper motor works best in their application. The tool offers two main features: browse and application sizing/selection. The Browse feature is most useful when a Kollmorgen motor winding is already identified, or when users want to quickly access catalogue part numbers. Users can review performance and thermal curves for each winding, and even modify the available
voltage and current to match their stepper drive configuration. Each winding page also includes motor specifications and ratings. The sizing feature is recommended for machine builders designing and sizing an application from scratch. Optimizer will first ask for any known application requirements, such as: available current, input voltage, ambient temperature, and duty cycle. www.kollmorgen.com
SEPTEMBER 25 – 28, 2017
THE CUTTING EDGE
NEW PRODUCTS
TEST & MEASUREMENT
New features added to digital IC amplifier
Several new features have been added to Mahr Federal’s Millimar C1200
Canada’s national stage for manufacturing technologies, best practices and industry connections.
THE INTERNATIONAL CENTRE, MISSISSAUGA (TORONTO), ONTARIO ATTEND | EXHIBIT | SPONSOR cmts.ca
Digital IC amplifier, increasing its application range and user security. According to the company, the new functions include dynamic measurement capability, enhanced display tolerance viewing, and password protection for the setup menu. The Millimar C1200 Digital IC amplifier is designed to replace analogue meters, boasting analogue-like display performance with “very fast” response technology. The display provides digital and analogue readings with selectable resolutions/ scales. The measurement capability added to the C1200 allows users to capture max, min, or max-min (TIR) values. Finally, security is enhanced with password protection for the setup menu, which can now be locked and accessed using a four-digit PIN number. www.mahrexactly.com
System monitors fixed and mobile assets
Globalstar and Proactive Sensing describe the ProactiveOne as a “revolutionary” industrial-grade system capable of monitoring both fixed and mobile assets, “just about anything, anywhere.” Combining Globalstar satellite technology with Proactive Sensing monitoring and notification capabilities, the ProactiveOne
requires no external connections and is suitable for monitoring and recording environmental and equipment conditions at remote, unattended locations where power and cellular service is unavailable. Boasting out-of-the-box operations, ProactiveOne is compatible with existing third-party web platforms and supports a range of both integrated and external sensors. Ideal applications include monitoring temperatures of refrigerated transport, tank level pump performance in oil fields, and flow and pressure monitoring for wastewater treatment plants. www.globalstar.com www.proactivesensing.com
Dual-display digital multimeter
Saelig describes its Siglent SDM3065X benchtop multimeter as an economical 6-1/2 digit dual-display digital multimeter that is suited to high-precision, multifunction and automation measurement applications. According to Saelig, it combines basic high-accuracy measurement functions with multiple math and display choices, and features that include histogram, trend chart, bar chart, statistics, hold measurement, dBm, etc. The front panel features a 4.3-in. (480 x 272) colour TFT-LCD display that shows the 2,200,000 count readings. Its interfaces for remote storage and communication include USB Device, USB Host and LAN. The Ethernet connection interface supports the common SCPI command set, adds Saelig, noting that the unit includes built-in cold terminal compensation for thermocouple temperature measurements.
www.saelig.com
Pressure sensors aim to set new value standards
Festo’s next generation pressure sensors SPAU and SPAN promise to offer customers “excellent functionality and versatility along with fast, easy installation
ROBOTICS
Shaft collars and couplings for robot design
A range of standard and custom manufactured shaft collars, couplings, clamps, mounting devices, and rotary encoders are being introduced to robot makers by Stafford Manufacturing. The shaft collars, couplings and mounting components include 4,000 standard parts
and commissioning.” These additions to the Festo range of sensors are designed to simplify choice and reduce complexity for engineers. SPAU is Festo’s flagship machine and cell level pressure sensor, while SPAN is an all-new 30 x 30 mm model. According to Festo, the IO-Link functionality makes SPAN and SPAU “fast and easy” to set up and commission and also enables remote maintenance and parameterization. The
in various materials, sizes and configurations. www.staffordmfg.com
Harnessed robotic dress packs boasts quick replacement Igus is now offering standard “readychain” ready-to-use robotic dress packs for simple installation as well as multi-axis cable guidance and protection. The standard assembled dress packs consist of triflex multiaxis cable carriers, chainflex continuous-flex cables, hoses, and other components that can be adapted to suit the needs of each customer’s individual needs, says the company. In an effort to suit the needs of all robotic systems, igus pre-harnessed dress packs are available with optional connectors harnessed to more than 20 manufacturer standards. www.igus.com
MA’s Technology Handbooks
are a series of digital magazines that focus on a single product category within Canada’s manufacturing industry. Posted on MA’s website as an interactive flip-style magazine, our Technology Handbooks provide specific market and product information, as well as trends within that specific product category, to machine builders, component manufacturers, end-users and system integrators.
For more information, contact Klaus Pirker at kpirker@annexweb.com or (416) 510-6757.
freely programmable SPAU comes with either protection class IP65 or IP67 and can be employed with six possible electrical connections including plug, 4-pin, M8 and M12 as well as nine possible pneumatic connections. Meanwhile, SPAN shares the same intuitive menu guidance used in SPAU and is available with or without a built-in visual display. The display version boasts a clear, two-colour, back-lit LCD to let users monitor their systems. www.festo.com
Wireless laser tracker
Automated Precision Inc. (API) has introduced the OT2 Core wireless laser tracker that utilizes wireless and controller-free laser tracker technology. The company describes the OTC Core as a high-performance laser tracker that delivers
“essential” laser tracking measurement capability, adding that its size and wireless operation promise “high accuracy” measurement. Based on API’s Omnitrac 2 laser tracker unit, the OT2 Core boasts many of the same features including an Autolock sensor that can recapture a lost beam. The laser tracker features no external controller so no cable is needed to connect the tracker to its operation system. www.apisensor.com
Acklands Grainger 15 Advantech Industrial Automation Group 9
Electronics Inc. 1
2
Canada 5
2017 28
Canada 11
Products Company 6
Inc. 19
Canada Inc. 23
BACKSTORY
Are you forcing the wrong supply chain optimization to fit your organization?
How is your supply chain optimization solution working for your organization? For years, Canadian manufacturers have understood the potential of using supply chain optimization (SCO) solutions to solve complex operational challenges and improve their supply chains. A recent research project conducted by IndustryWeek Custom Research and FICO found that three out of four manufacturing companies have been using or plan to use supply chain optimization solutions within the next 12 months. While a select few have successfully been able to leverage the potential benefits of these increasingly sophisticated analytic tools, many have only scratched the surface.
I mplementing a supply chain
WHAT MA PUBLISHED IN...
2008
“Manufacturing sector struggles to maintain workforce, study says.”
2010
“Manufacturers continue to experience high levels of supply chain risk.”
2011
“We believe that the utilization of standard, unmodified open Ethernet technologies is critical to the future of an optimized plant and supply network, and the ability to drive continued advancements in productivity.”
2012
2014
“Many corporations are redefining their supply chain, considering more regionalized forms of manufacturing, and in some cases, reshoring from more remote supply locations to be close to the customer.”
2016
“It’s an industry where there’s a lot of respect...between the whole supply chain and the value that each of us bring in the supply chain, and one where [we are] able to innovate not only in product but in servicing.”
optimization strategy has been a key business priority for manufacturers in hopes of either maximizing capacity utilization, identifying and sustaining process improvements, finding people with the right skills, improving customer satisfaction or improving their bottom lines overall. However, many organizations are not able to see or measure the benefits from their SCO investments.
It all comes down to the analytics. For many of these organizations, the problem lies in not being able to identify what their key priorities are ahead of deploying a SCO program — and this is an issue. While additional analytic solutions can be added to complement existing ERP implementations, supply chain optimization can be most effective when a company is
“You’ve got to know where you are, you’ve got to know where you want to get to, and you’ve got to know how you’re going to get there.”
2015
“Scheduling promotions and discounts tightly in conjunction with production and supply-chain planning can yield even more predictable results.”
able to identify what questions they want answered from the outset, and begin gathering and analyzing the right data, right away.
These questions will be dependent on the organization. For example, better demand responsiveness and cost reduction are likely high priorities for Company A, whereas finding talented people is a higher priority for Company B.
Many organizations are still trying to force SCO strategies that simply are not meant to serve their needs.
FICO/IndustryWeek’s report found that more than half (54 per cent) of responding manufacturers had been using SCO solutions for more than a year, yet of those, well over half feel that their SCO optimization efforts are trailing or just keeping pace with their competitors. | MA
Kevin Deveau is vice president and managing director, Canada, at FICO. He is responsible for growing FICO’s Canadian market share and strengthening client relationships. To read the full version of this article, visit bit. ly/2qOiuco.
More than 1,200 Modules for your Robot
The unique standard line of modules for mechanical, sensor and power connections of handling modules and robots.
Feed-through Rotary feed-through DDF 2
Connecting Adapter plate
Monitoring
Changing Quick-change system SWS consisting of SWK (quick-change head) and SWA (quick-change adapter)
Joining and compensating Compensation unit TCU
Gripping SCHUNK gripper PGN-plus 2-finger universal gripper with multi-tooth guidance
Remote, yet reliable
SIMATIC RTU3030C: the new energy self-sufficient Remote Terminal Unit for harsh environments
Measuring points in remote locations are a tremendous challenge for plant operators. But now there’s a solution! The SIMATIC RTU3030C remote terminal unit (RTU) works reliably even in the most remote regions and under the most adverse environmental conditions. This means that it can monitor measuring points and reliably transmit the collected data wirelessly to the control center. The SIMATIC RTU3030C can also report an alarm when threshold values are exceeded. And thanks to its optimized energy consumption, the SIMATIC RTU3030C requires no external power source. It supplies itself either from a battery or accumulator with solar panel. The RTU is thus fully autonomous and extremely flexible to use.