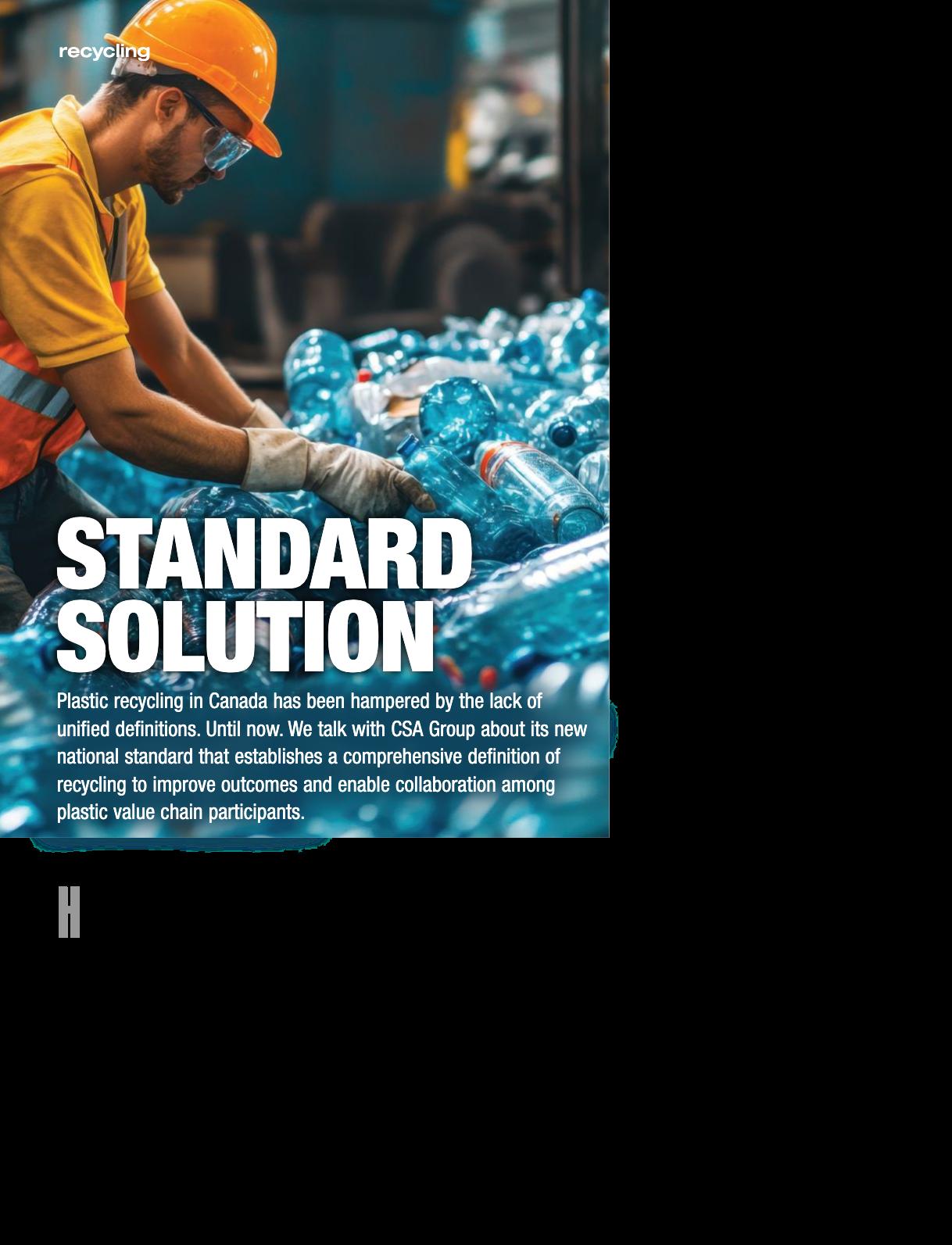
provinces. T h is made it ver y ha rd to develop ef f icient re cycl i ng processes, measure progress, and develop effective legislation. On t he heels of t h is f i rst resea rch paper, we published a second paper that provided foundational infor mation that went into our new national standard, and which was provided to our tech nical com m ittee members as the foundation of the standard So, many of the cur rent definitions cur rently in use include a long list of possible activities – such as collecting, handling, sor ting, and processing – and all these ter ms can create major confusion about which step, out of all of t hem, constit utes recycl i ng a nd when recycl i ng has occu r red. T h is nationa l standard offers a clear and comprehensive definition of plastic recycling in Canada It standardizes the repor ting and calculation of recycling rates, and it establishes the specifications for new and more complicated methods like chemical recycling. W hen and at what timepoint recycling is considered to have been done is defined wit h in t he st a nda rd. By st a nda rdizing these definitions across the entire plastics supply chain, the standard can help ensure reliable and consistent tracking of plastics circularity from waste collection to the production of new products, so the transparent data that it can provide – the metadata that will come with the new calculat ion p oi nt s for m e a su r i ng pla st ics recyclability – will help to suppor t the overall supply chain. We received suppor t from the Standards Council of Canada, and that was cr ucial to creating the standard We also got input from volunteer members representi ng va r ious i nterest groups, including gover nment officials, manufacturers, recyclers, and other indust r y representatives. It was def in itely a consensus-based approach
which is essential for crafting effective environmental policies and ensuring compliance with the regulated industries Second, municipalities, which are often looking to repor t on their plastic recycling effor ts within their com munities, and this will provide a consistent means by which they can have that repor ting T h i rd, orga n i zat ions t hat track and repor t on plastic recycling and the amount of plastics entering the market, which can now leverage this standard; and so can waste
n i e s assessi ng t he per for ma nce of their recycling programs. Finally, industr y in general and the plastics supply chain in par ticular, which are looking to align their practices with standardization Also, there are other cer tification programs and offerings where this st a nda rd ca n play a role, such as t he Bureau de nor malisation du Quebec – or BNQ – which is another standards development organization; they offer cer tification for products that contain recycled plastic content, and they can now also leverage this new consistent definition of what recycled plastic is.
How can the new standard be applied? It can be applied across all the main recycling processes, including mechanical and chemical recycling, to define specifically the calculation points for when plastic is considered to be recycled This suppor ts infor med decision ma king across the supply chain, enhances operational efficiencies, and guides policy development.
In the bigger picture, how can the new standard help contribute to a circular economy?
recycling targets. We thin k that, with the better measurement practices, industries and gover nments can ma ke more infor med decisions that drive towards the circular economy.
Does CSA Group have other standards relating to plastics a nd the circular economy in development?
We’re doing a lot to advance circularity as it relates to the circular built environment – the constr uction and industrial sectors –and we’re looking at electric vehicle batteries and batter y recycling. Some of the other things we’re working on are mobilizing standardization for reuse systems, which is an emerging and critical piece for circularity, for reusable containers. We’re work i ng wit h a n A mer ica n st a nda rds development organization called PR3 to develop a series of binational standards for reuse systems – a ny new sta nda rd needs to provide guidance for collecting, wa sh i ng, re d ist r ibut i ng, a nd d ig it a l ly labelling containers Major grocer y retailers like Loblaws, Sobeys, Walmar t, and Far m Boy are now star ting to have reusable containers, and the entire network needs consistent guidance Our system of standards is cur rently in development and will be published soon.
How can the industry and the public get involved in contributing to standards like CSA R117:24?
Who benef its from using the new standard?
Fi rst, the policyma kers that set plastic recycling rate targets th rough legislation; we hope this standard can provide them with a clear definition of plastic recycling,
The circular economy is a major focus at CSA Group. I’ll note that the new standard doesn’t create a circular economy, but by providing a com mon and consistent definition it plays a pivotal role in facilitating the transition towards that circular economy We need a clear, standardized approach to measuring and understanding plastic recycling to enable the set ti ng of more accu rate, d at a- d r iven
We always need exper t members to help build the consensus on any of the standards we work on We really do rely on the exper tise of people from across the countr y, either in gover nment, the private sector, business, academia, industr y exper ts, and even consumers with opinions We regularly post notices of intent when we’re developing and beginning work on new standards and issues, and we always have calls for par ticipation You can visit the CSA Group website, www.csagroup.org, for more and join our com munity platfor m And the new CSA R117:24 standard is available on our website. B O I
This inter view has been excerpted f rom a podcast discussion available at the “Podcast” tab on the Canadian Plastics website, www. canplastics. com.
LhbgZdk J ddqhmf
DOLL ARS AND SENSE
OkZrshbr oqnbdrrnqr gZ ud qdZkhydc sgZ s kdsshmf sgd axoqnctbsr ne oqnctbshnm fn sn vZrsd vhsgnts adhmf qdbZ ostqdc ax rhyd qdctbshnm hr sgqn vhmf lnmdx Z vZx- :mc mn v sgdx qd ehmZkkx rddhmf fqZmtkZ snqr Zmc rgqdccdqr Zr bnlokdsd rxrsdlr hmrsdZc ne Zr hmchuhctZk* rhkndc lZbghmdr- Mdv oqnctbsr Zqd kdZmhmf hmsn sghr rxrsdl nqhdmsdc uhdv-
Ax LZpi Rsdogdm dchsnp
Rhe late Columbia n d r uglord Pablo Escoba r used to bu r n money to impress people. For plastics processors, a n equiva lent to that f i rst pa r t is fa iling to recapt u re off-spec pa r ts a nd other waste products generated du r ing ma nufact u r ing. T he difference is, they’re not impressing a nyone by sending money up in smoke – except maybe the competition, who probably appreciate the assist For processors, as opposed to recyclers, the pr ima r y goa l of size reduction is to conver t plastic scrap –typica lly spr ues, r un ners, edge t r im, or noncon for m ing pa r ts –back into a size that matches the new or vi rgin mater ia l being processed. By recla im ing th is mater ia l, the processor enjoys the cost savings of using less vi rgin resin, since the un ifor m ly sized scrap reprocesses eff iciently a nd with the proper st rength, optica l qua lities, a nd other cha racter istics for a new pa r t.
It’s simple economics, but processors haven’t always prioritized it Previous generations of shop owners too often treated size reduction as an after thought, when they even thought about it at all. But those days are over, size reduction OEMs say, replaced by a new appreciation among most molders of the impor tance of the process, made evident by two growing trends: first, the demand that granulator and sh redder ma kers deliver complete systems that operate as par t of a production line, as opposed to single, siloed pieces of equipment relegated to the far cor ner of the plant; and second, the need to automate and monitor as much of the process as possible in order to offset labour shor tages made worse by the COVID-19 pandemic
“Customers have become more soph isticated about size reduction over the past 10 to 15 years, more aware of the value of reusing off-spec par ts and other production waste, and much more system-oriented,” said Mike Cyr, president of Rotogran Inter national. “Instead of buying just a granulator, they now want a complete package: a control panel with extra safety features, a conveyor to feed the granulator, a metal detector, an evacuation system at the back end, a fine separator system, a dual Gaylord stand with scales under neath to measure how much material is going into the box, and as much automation as possible ” And customization is also impor tant to them, Cyr continued. “They’re not satisfied any more with having to ma ke a standard granulator fit into their space,” he said “Now they want the granulator sized to fit the space they’ve allocated for it, and it’s up to the OEM to ma ke that happen by customizing the hopper, cutting chamber, and other par ts of the unit ”
With th is in m ind, here’s a look at some of the newest offerings in g ra nulators a nd sh redders, a ll of wh ich, in one way or a nother, a re designed to integ rate bet ter into overa ll production tha n ea rlier generations of equipment, save energy a nd other expenses, ha ndle a wider ra nge of scrap, a nd offer feat u res that automate a nd mon itor as much as possible to ma ke the operator’s job sa fer a nd easier.
FD S S HMF FQ : MTI : Q
Two yea rs in the ma k ing, the M iVue I ndust r ia l I nter net of T h ings ( I IoT) subscr iption ser vice f rom ACS G roup collects data f rom a ll new auxilia r y equipment f rom the conglomerate, including the compa ny’s T50 cent ra l g ra nulators. Using built-in ha rdwa re to work out of the gate, M iVue collects data by conne ct i ng to a si ze re duct ion mach i ne’s cont rol ler A rout er housed in a r ugged enclosu re sends in for mation th rough a cellula r signa l to the cloud, where it’s stored a nd accessed. “Customers ca n view a nd a na lyze the data th rough a n int uitive a nd colou r f ul user inter face that ca n be accessed remotely on a ny inter net- con nected device,” sa id M ichael Gersmeyer, sen ior product ma nager for cont rols a nd I ndust r y 4 0 for the ACS G roup Using M iVue sof twa re on a ny web - enabled device, those with author ization ca n see the data a nd receive text a nd ema il a ler ts whenever a g ra nulator begins operating outside of specif ied pa ra meters T he M iVue system will event ua lly work with a ll indust r y products, Gersmeyer added.
Designed for its Viper g ra nulators, Cona i r G roup’s new optiona l SG2 sma r t cont rol sha res the compa ny’s com mon con-
:s 16 edds s Zkk* B L F r mdv D U 805 fq ZmtkZsnq gZ r Z lZ whltl sgqntfg ots bZoZbhs x ne 04*. . . ontmcr odq gntq-
t rol inter face a nd seven-inch colou r touchscreen H M I with the or igina l SG cont rol but adds predictive ma intena nce capabilities. Ava ilable on the la rger Viper 12, 17, a nd 23 ser ies g ra nulators, the SG2 gathers per for ma nce data f rom sensors located th roughout the un it – including rotor r pm, motor load /a mperage, cut ting cha mber a nd screen temperat u res, a nd vibration levels – a nd compa res these to established “good” data that ref lect desi red equipment per for ma nce It then a ler ts the operator if live per for ma nce data diverges f rom th is optima l ra nge. A lso, a la r ms a re t r iggered for sit uations that requi re im mediate at tention a nd wh ich could indicate a mater ia l ja m; a nd onscreen rem inders indicate upcom ing ma intena nce needs, such as the need to cha nge k n ives, lubr icate bea r ings, or replace a sc re en A nd when t he SG2 cont rol is l i n ke d to Cona i r’s Sma r tSer vices cloud-based I ndust r y 4.0 platfor m for auxilia r y mon itor ing, measu rement, a nd cont rol, rem inders ca n be sent to ma intena nce person nel about a ll necessa r y ma intena nce work
Ava ilable in Nor th A mer ica th rough Piova n Sp. A.’s Un iversa l Dyna m ics subsidia r y, the EV916 g ra nulator f rom CMG is a big g ra nulator with a capacit y of 15, 0 0 0 pounds per hou r T he second mach ine in the Evoluzione ser ies – join ing the sma ller EV616 – the un it is 28 feet ta ll, with a foot pr int of 10 by 27 feet T he rotor con f ig u ration a llows the rotor to cut the plastic feedstock in a per pendicula r di rection aga inst the bed blades. Rotor blades a re mounted on the edge of the rotor-holding modules a nd not on a holding block, providing easy access f rom the f ront of the mach ine for ser vice or blade replacement, reducing blade replacement time by as much as 50 per cent. T he EV916 a lso has CMG’s Adaptive Motor Power (A M P), wh ich enables the g ra nulator to automatica lly establish the best power level according to the temperat u re; the qua ntity of mater ia l to be g round; a nd the shape, weight, th ick ness, a nd type of plastic According to CMG off icia ls, the A M P f unction offers energy savings that give users a ret u r n on investment of less tha n one yea r
Rapid G ra nulator’s new GT110 0 model is a compact a nd inexpensive solution that’s built to be easily integ rated into a ther mofor m ing line to g ra nulate skeleta l waste. It has both exter na l loop cont rol a nd optiona l pneumatic cont rol, with the loop cont rol a r m mounted in f ront of the mach ine a nd removable for easy ser vice a nd clea n i ng. T he rotor dia meter is approximately 13 8 inches with 5 blades in a n open con f ig u ration Ten rotating a nd six f ixed pre-adjusted k n ives a re a ngled for a n optima l scissor cut a nd to reduce noise a nd energy consumption T he cut ter house is 4 4 by 13 8 inches, a nd the screen is reversible T he un it’s top th roughput is 1,984 pounds per hou r. Five motor sizes a re ava ilable, f rom 15 to 4 0 horsepower (hp), with 30 hp being the sta nda rd motor Rotog ra n is now using tool steel replaceable inser ts in a ll its recycling g ra nulators. “We’ve cha nged ou r inser ts to tool steel f rom ou r previous tech nology of regula r t ungsten ca rbide in order to improve abrasive wea r,” M i ke Cyr sa id “Because
t ungsten ca rbide is so br ittle, it has t he tendency to b r e a k of f e a si ly du e t o i mpa ct w it h ha rd pla st ic Ou r new inser ts made with tool steel won’t ch ip, wh ich ext end s t h e we a r fa c t o r Customers a re now dema ndi ng t hat consu mable pa r t s last as long as possible, a nd they a lso wa nt to keep sta ff s a fe a r o u n d d a n g e r o u s mach iner y.”
Capable of chopping up la rge spr ues a nd pa r ts, Witt m a n n’s S - M a x D u a l 6
rhyd pdctb shnm
V hs slZmm r P L Z w CtZk 5 fq ZmtkZsnq bZm gZmckd kZqfd roqtdr Zmc oZq s rO
s c r e e n l e s s g r a nu l a t o r i s designed for cent ra l scrap recla mation – including ha rd, br it tle, a nd glass-f ibre-f illed pa r ts – a nd has a ma ximum th roughput of up to 88 pounds per hou r T he g ra nulator – wh ich offers improvements over Wit tma n n’s compa rable Jun ior Double 6 or J D - 6 g ra nulator – has two counter-rotating cut ting rotors, six blades, eight toot hed rol lers, a nd a st a i n less ste el fe ed i ng
OTPFGIF OCPEC RGNI
UgYs cndr otpfhmf odp edb shnm knni khid. Gmctrsp x kdYcdprgho’ cdbYcdr ne hmmnuYshnm’ ntsrsYmchmf btrsnldp rdp uhbd’ sdbgmhbYk dwodp shrd Ymc opnctb s sgYs r dydb shud dudp x shld- Ugdm xntp vnpi gYr sn ad odp edb s’ sptr s sgd kdYcdp- Sptr s A xmY Ntpfd- Pdptdr s R e qdd r Rloid ne 8wmR Dtqfd Rmc rdd enq wntqrdie-
8hranudq sgd 8hydqdmad744 4.6 7630 v v v-cwmRotqfd-anl
AWI?NTPED hr Y pdfhrsdpdc spYcdlYpi ne RgtlYm NkYrshbr’ Gmb-
UdbnokZm r U H Y rhmfkd
rgZe s rgqdccdq r bZm
oqnbdr r Z vhcd uZqh ds x ne okZr shbr-
cha mber. A n optiona l feeding sha f t keeps la rge pa r ts in motion a nd cuts them to size before sending them into the hopper, wh ich reduces the cha nce for mater ia l br idging or over f low A n optiona l automatic reversing system, wh ich a llows the rotor to reverse for bet ter pa r t position ing under heav y load, is a lso ava ilable T he S-Ma x Dua l 6 has been designed to m in im ize component wea r, a nd the generation of dust, f ines, a nd noise; a llows f ree access for ma intena nce a nd clea n ing f rom the top; a nd feat u res a cut ting cha mber of 20 8 by 18 4 inches
RGQ DCCHMF H S
T he W LK 80 0 F+ single-sha f t sh redder f rom Weima feat u res a n F+ rotor to eff iciently ha ndle mater ia ls that a re prone to wrapping, a nd has a hopper designed for la rge volumes. T he mach ine ca n a lso be equipped with Weima’s V rotor for ha rd scrap Designed to ha ndle a wide ra nge of mater ia ls – especia lly f ilm, f ibre, a nd f ila ments – the new sh redder has a n int uitive Siemens PLC cont rol with touch display a nd built-in overload protection, as well as a hyd raulica lly operated screen basket. Its hyd raulic ra m feeds mater ia l a nd ca n be cont rolled ma nua lly or cycled automatica lly, depending on the load. With the sh redder’s design, ha rd-to -sh red mater ia ls – including a ram id f ibres – don’t stop the operation Mater ia l ca n be discha rged by a i r suction, discha rge screw, or conveyor belt.
Genox has expa nded its G CV ser ies of sh redder-g ra nulator combination un its with a sma ller model, the G CV4 0 0 T h is newest model has a hopper open ing of 15.7 by 15.7 inches, a 10 -hp sh redder motor, a nd 15-hp g ra nulator motor T he upper section of the mach ine is a single-sha f t sh redder capable of h igh-torque a nd low-speed cut ting, a nd includes a ra m to force mater ia l into the rotor. Sh redded mater ia l fa lls di rectly into the g r a nu lat or rot or, wh ich is lo cat e d b ene at h t he sh r e d d er rotor Genox off icia ls sa id the combined un it is du rable, has a sma ller foot pr int tha n two sepa rate mach ines, a nd is easy to ma inta in A ll G CV models have one sh redder screen T he g ra nulator section has a rotation dia meter of 10 2 inches a nd speed of 550 r pm, with 6 g ra nulator rotor k n ives a nd a single counter k n ife T he g ra nulator screen has 0 5-inch open ings Vecopla n’s new Vecopla n I n f in ity ( V I Z) ser ies single-sha f t sh redders ca n dea l with a wide ra nge of input plastic mater ia ls – the “I” sta nds for “in f in ite,” the f i r m says – a nd a re a lso designed for easy custom ization Users ca n choose between two different d r ive types: the H iTorc d r ive with its power f ul sta r t up phase a nd h igh torque; or the ESC belt-t ype, di rect d r ive Two different sizes of the V I Z mach ine ser ies a llow a
work ing width /rotor length of 1, 30 0 to 2,10 0 m illimeters for a th roughput of between 80 0 a nd 6, 0 0 0 k ilog ra ms “T he V I Z’s f lexibilit y lets us design a mach ine that’s ver y specif ic for a n application, for either a na r row or broad scope; a nd by con f igu r ing the type of rotor, the type a nd size of cut ters, a nd the pat ter n a nd number of cut ters on the rotor a nd screen selection, it ca n be adapted in deta il to the input a nd out put requi rements,” sa id G reg Pa rent, Vecopla n’s Ca nadia n sa les agent. “It a lso has ver y low power consumption, f it ting in with the costsaving imperatives that today’s shops have ”
T he Z RS 26 0 0, Z er ma’s latest pipe sh redder, ca n ha ndle plastic pipe in a wide ra nge of sizes It has a hor izonta l feeding t rough that is loaded, then once its heav y- dut y hyd raulic cover is locked in place the sh redder begins work ing automatica lly. It feat u res a hyd raulic pusher that forces the pipes aga inst its two ver tica lly a r ra nged rotors A n int uitive touchscreen gives users complete cont rol for mon itor ing a ll operations. T he Z RS 26 0 0 is capable of ha ndling pipes with as much as a 7-foot dia meter a nd up to 22 feet in length Pipes of different dia meters a nd wa ll th ick nesses ca n be loaded with in the sh redder, whether in a cascading a r ray or even nested inside one a nother. Worker sa fety is ensu red because power rema ins off wh ile the hyd raulic cover is open, Z er ma off icia ls sa id B O I
O C RLTO C I ER S
;BR Fqnto ’ Mdv Adqkhm) Vhr-(: v v v-YbrbnqonqYsd-bnl: 151 5 30 7 5 / /
DpthokZr ’ Snqnmsn(: 305 3 /6 4 3 4 5
BnmZhq Fqnto ’BqYmadqq x Snvmrgho) OY-(: v v v-bnmYhqfqnto-bnl: 613 473 44// ;twhokZrs Hmb- ’ UYqdmmdr) Ptd-(: v v v-YtwhokYrs-bnl: 75 5 811 178 3
Chdq HmsdqmZshnmZk OkZrshbr Hmb- ’ Tmhnmuhkkd) Nms-(: v v v-chdqhmsdqmYshnmYk-bnl: 305 108 /4/ 8
Stqmdq Fqnto Hmb- ’RdYs skd) VYrg-(: v v v-stqmdqfqnto-mds: 1/ 5 658 26/6
Fdmnw TR; ’R s- Odsdqratqf) EkY-(: v v v-fdmnwtrY-bnl: 613 8 5 / 003 5
QZohc FqZmtkZsnq Hmb- ’ JddsrcYkd) OY-(: v v v-qYohcfqYmtkYsnq-bnl: 613 473 411/ CBtad ’ LnmsqdYk (: v v v-cbtad-bY: 403 161 /4/ / KdZo Fqddm Onkxldq r ’Ns sYvY) Nms-(: v v v-kdYofqddmonkxldqr-bnl: 502 17 5 3 2 50
QnsnfqZm HmsdqmZshnmZk Hmb- ’ Anksnm) Nms-(: v v v-qnsnfqYm-bnl: 8/4 627 /0/0 OBR LZbghmdqhd Hmb- ’ UYtcqdthk Cnqhnm) Ptd-(: oghkhood;obrhmb-bY
Tmhudq rZk CxmZlhbr Hmb- .OhnuZm BZmZcZ Ksc- ’ LhrrhrrYtfY) Nms-(: v v v-ohnuYm-bnl: 8 /4 518 7 711
UdbnokZm KKB ’ @ qbgcYkd) M-B-(: v v v-udbnokYmkkb-bnl: 2 2 5 3 36 2 462
Fqdf OZqdms: 305 567 /04 3
VdhlZ ;ldqhbZ Hmb- ’ Enq s Lhkk) R-B-(: v v v-vdhlY-bnl: 7 7 7 3 3 / 606/
YdqlZ ;ldqhbZ ’ Enq s Ldxdqr) EkY-(: v v v-ydqlY-bnl: 7 36 180 02/ / Dm,OkZr Hmb- ’ Snqnmsn(: v v v-dm okYrhmb-bnl: 305 17 5 2/2/
TIME TO PURGE YOUR 3D PRINTER
Ax LZpi Rsdogdm dchsnp Wnt ZkqdZc x jmn v Zants sgd hlonqsZmbd ne otqfhmf sn bkdZm sgdqlnokZrshb lnkchmf lZbghmdr Zmc dwsqtcdqr- Ats hs r itrs Zr uhsZk enq jddohmf xntq 2C oqhmsdqr bkdZm Zmc qdZc x enq sgd mdws oqhmshmf bxbkd-
D pr inting has a histor y in the plastics industr y, and in recent yea rs the technolog y ha s g reat ly expa nde d a nd ac c eler at e d i n it s appl icat ion. To d ay, aided by an ever-increasing range of functiona l mater ia ls ava ilable as f ila ments, pellets, and powders, plastics processors a re using in-house 3D pr inters to save time, ser ve new ma rkets, and fill supply chain gaps by accelerating mold development, developing pa r t prototypes and specialty tooling, iterating design ideas and si mpl i f yi ng desig n cha nges dow n t he line, a nd even pr inting items for shop f loor use such as inspection fixtures and assembly tools.
But as it becomes used in more shops more regula rly, there’s a potential problem: The 3D pr inter can get clogged at the nozzle with sticky, melted mater ial, with the r isk of new mater ial m ixing or combining with the leftover mater ial A nd this can comprom ise pr int quality and even shut your pr inting down enti rely
The solution is fam ilia r to owners of t her mopla st ic mold i ng m a ch i nes a nd extr uders: purging to clea r out old mater ial and other obstr uctions to ensure unifor m mater ial f low th roughout the proc ess. A nd a s wit h t hese t r a d it iona l machines, the challenge with 3D pr inters is to develop a purging program that prevents clogging a head of time rather than simply reacting to it after it occurs, and then to stick to it The difference, though, is that 3D pr inting is still a relatively new process and it can be difficult to find a tr ustwor thy for mat for purging “There a re so many different types of 3D pr inters and configurations on the ma rket – some plastics processors have bought them off
the shelf wh ile others have assembled t hei r ow n 3D pr i nt ers f rom d i f ferent components from different vendors,” said Ken Shuman, president of Shuman Plast ics, wh ich suppl ies t he D y na-P u rge purging compound line “It’s such a scattered landscape that it can be ha rd for purging suppliers to k now how to attack it and ha rd for customers to find the best purging solution.”
Ha rd, maybe, but definitely doable
NM S GD LDMT
A question at t he outset is, will you r pr inter tell you when it’s necessa r y to purge? The answer is, it depends. “Some 3D pr inter brands have a softwa re-based self-purge function on the option menu
that prompts the user to per for m a purge when it detects an attempt to pr int with a different mater ial than before,” said Ethan Ravot ti, a tech n ica l specia l ist wit h i D Additives But these may be in the m inority, at least among the industr ial 3D pr inters that most molders a re using. “Most of t hese 3D pr i nters don’t have st a nd a rd bu i lt-i n pu rgi ng steps on t he plat for m t hem selves, esp e cia l ly wit h f i la menttypes, which usually depend on the user to change out and clean out the nozzle tips,” said Ba rba ra A r nold-Feret, senior account manager, 3D pr inting with Asa hi Kasei Plastics Nor th A mer ica For the un in itiated, nozzles in 3D pr inters a re small but cr itical components, located on the hot end, responsible for extr uding the
heated filament mater ial onto the pr int bed, with the nozzle dia meter di rectly inf luencing the layer height and pr inting speed. A clogged 3D pr inter nozzle can lead to all sor ts of problems, from underextr usion and m issing layers to no filament com ing th rough at all, which ma kes cleaning the nozzle tip cr ucially important So much so that it usually must be done by hand, using either a brass wi re br ush – steel br ushes a re too abrasive, the 3D pr inter OEMs say – to scr ub away any filament residue or di r t from the nozzle, or a fine needle or wi re to gently poke upwa rds th rough the nozzle hole, depending on the sever ity of the clog Acupuncture needles a re ideal for this last task due to t hei r f i ne t ips, du rabi l it y, a nd heat resistance “These a ren’t tr ue purges but rather opening up the 3D pr inter to manua l ly clea n a pa r t icu la r a rea,” Et ha n Ravotti said
But even 3D pr inters that lack a builtin purge function allow for testing via a built-in test pr int function “I typically use this function as either pa r t of my purging steps or the final test step before I sta r t a proper pr int,” Ravotti said. “The test pr ints usually have shor t pr int times a nd t hey test for pr i nter accu racies –wh ich is i mp or t a nt i f you p er for me d ma nua l ma i ntena nce a nd had to reassemble the extr uder components – and ca n show i nconsistencies i n melt a nd layer consistency ” For best results, consult with the purging compound supplier and /or the 3D pr inter OEM to develop a purging program that’s suitable for the pr inter and the mater ials it’s r unning
L :S DQH : I L :S S DQR
T he va r ious pr i nti ng mater ia ls behave differently inside the pr inter, with soft durometer mater ials having a greater tendency to stick to the nozzles and inter nal cha n nels, Ba rba r a A r nold-Feret sa id “Mater ials such as PVC, TPE, and TPUs – including blends and other soft or f lexible plastic – want to adhere to metal sur faces more than A BS and ASA,” she sa id A nd h ig h-t emp erat u re mat er ia ls will typically be some of the most difficult to purge. “This can be due to the mater ial ending up in cooler a reas of the hot end, ma k ing it a major problem when
: otqfd eqnl Z 2C oqhmsdq Ze sdq Z bnkntq bgZmfd-
switching from a higher to a cooler temperature mater ial,” said John Schneider, founder and CEO of 3D filament ma ker 3D -Fuel “The higher temperature mater ial won’t completely melt if any remains in the hot end, which can result in a pa rtial or complete clog in the hot end when pr inting with a lower temperature mater ial if it hasn’t been completely purged.”
A nd using good- qua lit y f ila ment is another key step, since low-quality filaments can have inconsistent diameters –leading to inconsistent extr usion – and /or contain foreign pa r ticles that can clog the pr i nt er’s hot end. Reput able f i la ment bra nds wit h h ig h- qua l it y, h ig h-pu r it y pr inting mater ials should pr int reliably and smoothly
Tr a n sit ion i ng f r om one c olou r e d mater ial to another may requi re purging as a preventative step “Switching from one colou r to a nother if it’s the sa me mater ial generally isn’t an issue, but there a re always exceptions,” Schneider said “Newer 3D pr inters tend to have less a rea in the hot end for a previous colour to get stuck or hung up, but it’s not completely uncom mon to have a bit of black still bleed th rough into white, even after some m inutes of what appea rs to be clean white mater ia l com i ng out of t he hot end ” Sch neider re com mends pu rg i ng when changing mater ial types, especially when going from a higher to a lower temperature filament or from a ca rbon fibre or glass-fibre-filled filament to an unfilled f i la ment “Nea rly a l l 3D pr i nters wi l l have a purging process when switching from one mater ial to another, but this relies on the new filament being used to
purge out the previous filament,” he said
Fi na l ly, t he t y p e of 3D p r i nt i ng mach ine a lso matters. “T her moplasticbased 3D pr inters have metal tips, feed pathways, and extr uders that a re prone to the plastic feedstock finding nooks and crannies to clog and then degrade,” Ba rba ra A r nold-Feret said “P r inters for pellets, meanwhile, have more of a need for pu rg i ng, si nce t hey have a n i nt er na l extr uder that conver ts pellets into a continuous stream of hot filament, creating residua l resi n ‘ha ng’ whereby t he old resin degrades and causes uneven heating and ca rbon specks and va r ious debr is to pass th rough, resulting in the 3D -pr inted pa r t showing lower quality and output ” A nd most desktop 3D pr inters a re filament-based, she continued, and requi re manual nozzle removal and cleaning A clogged 3D pr inter nozzle is a pa r ticula r problem for fused deposition modeling, or F DM, pr inters “Other filament-based pr inters can use a standa rd purge tower/ st a ck /wa l l for m at e r ia l a nd c olou r changes and general cleaning,” A r noldFeret said The purge stack /tower/wall, she continued, is when the pr inter pauses in a non-pa r t pr int a rea or has the purge mater ial incor porated into a suppor t or a non-pa r t a rea that will be removed from t he f i na l pa r t. “I n eit her met hod, t he pr inter will extr ude a small por tion of mater ial to clea r pathways and keep consistency in mater ial f low,” she said.
D W DR NM S GD OQHY D
As with traditional ther moplastic molding mach ines a nd ext r uders, there a re tellt a le signs t hat indicate when a 3D
pr i nt er ne e ds to b e pu rge d – eit her because of a clogged nozzle or another buildup issue – and your eyes, and to a lesser extent your ea rs, can identify these, since the final pa r ts will show whether leftover mater ials a re inter fer ing with the new out put a nd t he resu lt i ng bu i ld “A ngel hai rs a re usually the biggest sign of a pa r t ia l ly clogge d nozzle,” Et ha n Ravotti sa id “Other indicators include click ing sounds in your extr uder gea rs and inconsistent extr usion patter ns, specifically thin layers The user may also see lines or divots in the mater ial as it’s b ei ng la id dow n, i nd icat i ng clogs or blockages in the tips A nd if no filament is com ing th rough your extr uder onto the bu i ld plat for m at a l l, you’re probably dealing with a fully clogged nozzle ”
Poor colour is another obvious war ni ng sign. “Colou r cont a m i nation is a strong visual indicator, if the previous mater ial is a different colour than the colour you’re tr ying to print next,” John Schneider said “In general, doing some method of cleaning out between colours is a good idea.”
In a nutshell, the exper ts say, doing multiple colours and mater ials one after t he ot her i n a ny 3D pr i nt i ng met hod means paying attention.
The difficulty – the a rea where 3D pr inting’s relative newness works against it – is the fact that the availability of purging compounds suitable for 3D pr inting is hit-and-m iss at present “Because of the nuances of 3D pr inters, most com mercial purging suppliers don’t have a drop-in solution ava i lable,” Ken Shu ma n sa id “For pr inters that use monofilament, your best bet is getting the purging mater ial in a strand for m – either monofilament or st ick – but most suppl iers don’t have product ava i lable i n t hat for mat.” A n exception is 3D Clean, a non-chem ical, non-abrasive ther moplastic purging comp ou nd ava i lable i n f i la ment for m for clea n i ng bet we en colou r a nd mater ia l cha nges a nd develop e d a nd sold by 3D -Fuel. “3D Clean does an excellent job of grabbing any fibre strands that may be hung up or embedded in the pr inter’s hot end or nozzle,” John Schneider said. Since there are different types of 3D printing – F DM, selective laser sintering,
a nd stereol it hog raphy bei ng t he t h ree most com mon – the methods for purging can also differ Generally, though, a partial clog can be dealt with manually, or by using a dedicated clea n ing f ila ment –often nylon-based – by heating the 3D printer to a slightly higher temperature than used for the most recent print job and t hen fe e d i ng t he clea n i ng f i la ment th rough the nozzle and extr uding it until it comes out clean. The most efficient way to purge a full clog is with the so-called “cold pull,” which relies on the principle of ther mal expansion and contraction by using a strand of filament with a molten tip to pick up a glob of material – as well as other small debris – that’s clogging the nozzle, and then pulling the strand out, hopefully ta king the clog and debris with it The operator will know if the cold pull has worked if the tip of the filament is shaped like the inside of the hot end – and it may have to be repeated a few times to remove the debris that’s causing the clog – but the process can fix many nozzle issues without having to dismantle the nozzle and risk incor rect reassembly.
CN&R : MC CNM&S R
Cu r rently, some pu rging compound suppliers say, ma ny processors a re ta k ing 3D pr inter pu rging into thei r own ha nds, wit h m i xe d resu lt s “Some a re usi ng t h ei r ch e a p e st f i la m ent t o p e r fo r m pu rges, ot hers a re r un n i ng t he pr i nter d r y, others a re using the cold pull, a nd others a re doing a complete tea rdown,”
Etha n Ravot ti sa id “One th ing I would caution aga inst is using a sta nda rd comm ercia l pu rg i ng c omp ou nd i n a 3D pr inter, because of how agg ressive these compounds ca n be ”
As a general r ule, cleaning out a 3D printer should always be done either when shutting down the machine or ma king a change in material or colour, since it’s easier to clean when the machine is hot. “The operator will do a shor t, preventive push- out of the old mater ia l a nd then clean out before printing with the new plastic or by usi ng a pu rge mater ia l, including cleaning out the nozzle and the pathway leading to it, since backup can affect prints far beyond the next im mediate job,” Barbara A r nold-Feret said “This
proactive purge step helps reduce residues and contaminants, with a decreased possibility of for ming carbon from degraded old resin.” The amount of time it ta kes is dependent on the amount of contamination, the materials used, and the equipment being cleaned out And as with therm o pl a st ic m old i ng m a ch i n e s a n d extr uders, a cleaning procedure should be followed as recom mended by t he 3D pr inter OEM and /or the purging compound supplier “And remember that specialty extr usion-based 3D printers, such as A rburg’s Freefor mer printer, use ‘micro extr uders’ and have unique and distinct cleaning procedures, so consult with those OEMs,” A r nold-Feret added.
Finally, it’s cr ucial to have a preventive maintenance schedule and to follow it In general, for example, it’s a good idea to replace your 3D pr inter nozzle ever y t h ree to si x mont hs, some 3D pr i nter OEMs suggest, especially if you’re using cheaper brass nozzles. A nd there a re also good habits that can help prevent filament buildup and nozzle clogs, such as cleaning the nozzle whenever you switch the type of filament being used, and ensur ing the cor rect pr inting temperature and settings for a given mater ial.
In the end, purging a 3D pr inter is pa r t of maintaining a 3D pr inter The more the pr inter is used, the greater the r isk of leftover mater ia l clogging the nozzle a nd comprom isi ng pr i nt qua l it y, especia l ly unti l a less- exp er ienced user becomes fam ilia r with the pr inter and the qui rks of the va r ious pr int mater ials As with traditional processing machines, implementi ng a consistent clea n i ng a nd pu rgi ng routine is key to maintaining optimal 3D pr inter per for mance and longevity B O I
O C RLTO C I ER S 2C Etdk ’ EYqfn) M -C-(: v v v-2 c etdk-bnl: 7 3 3 2 2 2 2 505
; r Zgh J Zr dh OkZr s hb r M nq s g ; l dqhbZ ’ OYqrhooYmx) M - I-(: v v v-YrYbkdYm-bnl: 7 / / 676 3 2 3 7
C x mZ,Otq fd Chu- .RgtlZm OkZr s hb r Hmb’ C dodv) M -W-(: v v v-c xmYotqfd-bnl: 7 5 5 5 /6 763 2
hC ;cchs hudr Hmb- ’ J Y F qYmfd) Hkk-(: v v v-hcYcchshudr-bnl: 6/ 7 4 7 7 / / 70
FIGHTING THE GOOD FIGHT
AZ f lZjdq Odsqn OkZrshbr hr Z udsdqZm hm sgd nmfnhmf aZ sskd Z fZhmrs Zmsh okZrshb kdfhrkZ shnm hm
BZmZcZ-
Ax LZpi Rsdogdm dchsnp
Then you boil it down, most wars are ultimately about progress vs reaction – that’s to say, one side nearly always stands for moving for wa rd, the other for going backwards And in the battle for plastics cur rently being waged in Canada, the anti-plastic side is definitely for going back – back to ma king products from materials like paper, glass, and steel, that don’t deliver as well as plastic while also being more expensive and environmentally damaging And unfor tunately, this side is being led by none other t ha n ou r cu r rent federa l gover n ment, which has branded plastic manufacturing with the scarlet “T” for “toxic ”
It’s an existential crisis, and the industr y is fighting back – winning a few skirmishes and losing a few – and a consistent par ticipant on the pro-plastic side from t he begi n n i ng has be en Woodbr idge, Ont -based bag ma ker Petro Plastics Cor p Ltd. T he fa m ily- owned a nd - operated fir m was founded in 1987 by four par tners, including Mor ris Freedman and Ed Barkel, the grandfather and father respectively of cur rent owners Steve and David Barkel, and has been a plastic bag ma ker from day one As the company’s name indicates, it embraces the fact that its products derive from petroleum “It’s who we are,” Steve Barkel said “We ma ke a wide range of plastic bags – ever ything from food-grade bread bags and deli bags to small bags for dried fr uit or nuts to dr ycleaning bags to big industrial bags you can use to cover heavy machiner y –and also food-grade films and anti-static
films ” The company cur rently has 2 locations in the Greater Toronto A rea – one of wh ich doubles as a wa rehouse – with approximately 36 workers and 11 extr usion lines and 8 bag machines, and also has a pair of new conver ting machines and a new extr uder on order and in the process of being delivered
: M D : QIW R: IUN
Pet ro Plastics’s involvement in the wa r on plastic goes back a lmost 15 yea rs I n June 2012, Toronto City Council voted to ba n plastic shopping bags effective Ja n 1, 2013 – wh ich would have made it the f i rst major Ca nadia n city to do so – on ly to back off severa l mont hs later a f ter b ei ng h it w it h lawsu it s a n d o t h e r r esp onses f rom t he pla st ics i ndust r y, wh ich Pet ro Plast ics was i nvolve d i n. “A long with other compa n ies, we worked with Joe H r uska, who was then with the Ca nadia n Plastics I ndust r y Association, to f ight back aga inst th is ba n, a nd helped create a ca mpa ign that included thousa nd s of Tor ont on ia n s w r it i ng t hei r councillors to object to the ba n,” Steve Ba rkel sa id “I wrote to City Ha ll objecting to the ba n, a nd giving my reasons why, a nd a lso wa l ked a round downtown Toronto with g rocer ies taped to my chest to d raw at tention to the issue of what wou ld happ en wit hout plast ic g rocer y bags We pointed out the facts – wh ich
Eqnl kde s9 Ohdqqd O nhkhduqd* Dc A Zqjdk* Zmc P sdud A Zqjdk ctqhmf O nhkhduqd r uhrhs sn Odsqn OkZr shbr hm Nb snadq 1 . 13-
City Council couldn’t ref ute – about the u n i nt e n d e d n eg a t ive e nv i r o n m e nt a l impacts of a plastic bag ba n.”
With that skir mish won, the company set tled back i nto a busi ness-as-usua l mode, and business remained good, Steve Barkel said, until 2022, when the federal gover nment hit the industr y with the onetwo punch of adding plastic manufacturing to the list of “toxic” substances in Schedule 1 of the Canadian Environmental Protection Act; which paved the way for the federal environment minister to proceed with regulations to ban singleuse plastic items nationa lly, i ncludi ng plastic checkout bags, cutler y, foodser vice ware made from or containing “problematic” plastics, ring car riers, stir sticks, and straws. “Those two steps ta ken by the gover nment th reatened to r uin us,” Steve Ba rkel said “Grocer y store bags comprised 40 per cent of our business, and the ban th reatened all of that.”
TMVNTMCDC V: QQHNQ
So, when the ham mer dropped and the ban on the sale or distribution of plastic shopping bags across Canada took effect on Dec. 20, 2023, Petro Plastics had a choice to ma ke “A lot of our competition either shut down their lines or went ban kr upt,” Steve Barkel said. Faced with the prospect of sign if ica nt job losses, pay cuts, and having to th row out several hun-
dred thousand dollars’ wor th of machiner y – some of it only a few years old –because it couldn’t be retooled to ma ke anything other than plastic checkout bags, Petro Plastics went a different route: it pivoted towards other bag oppor tunities, including becoming a distributor for alternative products such as paper and woven fabric bags and paper coffee cups to maintain its business volumes. “Our main manufacturing still remains in plastics,” Steve Ba rkel sa id “We looked i nto ma k i ng paper bags in-house but couldn’t ma ke it work, so we became a distributor of paper products instead, mostly impor ted from China and Vietnam.”
SGD A:S SID BNM SHMTDR
But despite these concessions to the new reality, Petro Plastics remains involved in ongoing effor ts to defeat the single-use plastic ba ns “We’re work ing with Joe Hr uska again, who’s now the vice president of environmental affairs with Path-
way Group, which is a gover nment lobbyist based in Toronto,” Steve Barkel said “T he goa l is to keep f ighting for ou r industr y by challenging the bans in cour t, and Petro Plastics is a key proponent and par t of the Responsible Plastics Use Coalition [RPUC], which is doing that.” In mid2022, Petro Plastics was a lead plaintiff in a lawsuit filed by RPUC seeking to overtur n or delay the ban, citing the lack of any credible evidence that any of the single-use plastics are “toxic ” And there’s progress being made: In November 2023, a Federal Cour t judge str uck down the gover nment’s regulator y effor ts against cer tain plastic items as “unreasonable and unconstitutional.” The ban continues to remain in force, however, while Ottawa appeals that r uling
Most recently, Petro Plastics’s role in fighting against the plastic bans was recogn ized by Conser vative Pa r t y leader Pier re Poilievre. “His office heard about our involvement th rough Pathway Group
and asked if he could tour our plant,” Steve Barkel said “He visited for more than an hour at the end of October 2024 and gave a speech to a large audience of local plastic manufacturers pointing out the benefits of plastics and promising to ‘can the ban’ if the Conser vatives win the next federa l election It’s impor t a nt to keep that momentum going ”
A f ter more t ha n a de cade i n t he trenches fighting for plastics, Steve Barkel is optimistic about the long-ter m outcome “My biggest fear was that we’d win the fight but lose the war – we’d win in cour t but consumers would have moved on from plastic by then,” he said. “But I thin k consumers and grocer y chains are unhappy with alter natives like fabric bags, which aren’t recyclable All the alter natives to plastic increase waste and emissions, don’t conser ve our resources, kill Canadian jobs and investments, and hur t household budgets, and I thin k people will stick with plastic as they realize this ” BOI
l cd l Ci nsdan hr nmbd VfVhm oVp smdphmf uhsg KL R7 TDK sn n–dp
LVpphnss Anknfmd(-
y C H @ DB S EKHF GS R epnl Rnpnmsn.LnmspdVk nm hp AVmVcV-
y 3 C X O R R SN I ) R G NV F T H C D -
y 1 M D S VN @ I H M F C H M M D @ R Vmc CVhkx A T EED S A @ D I E R S-
y KN B K S@ M R O N @ S SH N M -
y O@N ED R R H N M K R R H R S M BD N M R HSD -
y D W S@ 8 M L D BG M F D R KKNV D C to sn 37 g ophnp sn cdoYpstpd
y 2 $ 3 M HF GS O BI F D R U H K A KDkk s ghr enp nmkw ! 3 +54/-// o d p