the low-hanging fruit of packaging line automation comes to full Fruition Story on page 16
Page 22
Roland Love, Plant Manager, Fruition Manufacturing Limited
SEPTEMBER 2012
VOLUME 65, NO. 9
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198
SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227
GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228
AJoseph@canadianpackaging.com
ART DIRECTOR
Stewart Thomas • (416) 442-5600 x3212 SThomas@bizinfogroup.ca
PRODUCTION MANAGER
Cathy Li • (416) 510-5150 CLi@bizinfogroup.ca
CIRCULATION MANAGER
Diane Rakoff • (416) 510-5216
DRakoff@bizinfogroup.ca
EDITORIAL DIRECTOR
Lisa Wichmann • (416) 442-5600 x5101 LWichmann@canadianmanufacturing.com
EXECUTIVE PUBLISHER Tim Dimopoulos • (416) 510-5100 TDimopoulos@bizinfogroup.ca
BIG MAGAZINES LP
Vice-President of Canadian Publishing • Alex Papanou President of Business Information Group • Bruce Creighton HOW
EDITORIAL AND ADVERTISING OFFICES:
Drive, North York, ON, M3B 2S9; Tel: (416) 442-5600; Fax (416) 510-5140.
SUBSCRIBER SERVICES: To subscribe, renew your subscription or to change your address or information, contact us at 416-442-5600 or 1-800-387-0273 ext. 3555.
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $72.95 per year, Outside Canada $118.95 US per year, Single Copy Canada $10.00, Outside Canada $27.10. Canadian Packaging is published 11 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
DISCLAIMER: This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking speci c advice from quali ed engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its af liates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
PRIVACY NOTICE: From time to time we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods: Phone: 1-800-668-2374 Fax: 416-442-2191 Email: privacyof cer@businessinformationgroup.ca
Mail to: Privacy Of ce, 80 Valleybrook Drive, North York, ON M3B 2S9
We acknowledge the nancial support of the Government of Canada through the Canada Periodical Fund (CPF) for our publishing activities. Canadian Packaging is indexed in the Canadian Magazine Index by Micromedia Limited. Back copies are available in microform from Macromedia Ltd., 158 Pearl St., Toronto, ON M5H 1L3
ON TO GREENER PASTURES
One of the beauties of the ongoing quest for sustainable packaging is its well-proven, self-sustaining momentum that just keeps advancing this noble cause forward—despite shaky economic fundamentals and the lack of commonly accepted science and standards used to arrive at realistic aims, targets, objectives and conclusions.
More and more companies worldwide are embracing packaging sustainability as a key cornerstone of their broader SCR (social corporate responsibility) agendas, which is encouraging all on its own, and more of these companies are starting to pull their resources together in joint collaborative research efforts that promise to add up to far more than just the sum of their individual inputs when they finally deliver their solutions into the eager marketplace.
Especially so, we think, when these partnership span vastly different sectors, which is what we have with the recent formation of the Plant PET Technology Collaborative (PTC) group, best described as a “strategic working group” formed by five of the North American CPG (consumer packaged goods) industry’s iconic stalwarts The Coca-Cola Company, Ford Motor Company, H.J. Heinz Company, NIKE, Inc. and Procter & Gamble (P&G)
Although this star-studded line-up may seem somewhat random in light of the different endmarkets served by these corporate heavyweights, there is one very important common thread that actually makes them a natural fit: each one is a bigtime user of PET (polyethylene terephthalate) plastic, using vast quantities of the stuff to manufacture plastic bottles, apparel, footwear, and automotive fabric and carpet respectively.
Until quite recently, making PET consumed vast amounts of fossil fuels, but thanks to some cutting-edge scientific and industrial research
carried out by The Coca-Cola Company, it is now entirely possible to make new-generation PET entirely from plants—sugar-cane in Coke’s case—if not quite yet commercially feasible on a truly global scale.
It is deemed commercially feasible enough for Coke, though, to have shipped more that 10 billion of its breakthrough PlantBottle plastic containers to 24 different global markets last year, according to the program’s general manager Scott Vitters, who predicts that PlantBottle containers will achieve manufacturing cost parity with their traditional petroleum-based counterparts by 2020.
According to a PTC press release, “This new collaborative was formed to support new technologies in an effort to evolve today’s material that is partially made from plants to a solution made entirely from plants.
“By leveraging the research and development efforts of the founding companies, the PTC is taking the lead to affect positive change across multiple industries [and] will aim to drive the development of common methodologies and standards for the use of plant-based plastic, including life-cycle analyses and universal terminology.”
And that’s naturally music to the ears of Erin Simon, senior program officer of packaging for the World Wildlife Fund (WWF)
“Fossil fuels like oil have significant impacts to the planet’s biodiversity, climate and other natural systems, so sustainably managing our natural resources and finding alternatives to fossil fuels are both business and environmental imperatives,” Simon states.
“It’s encouraging to see these leading companies use their market influence to reduce dependence on petroleum-based plastics, and we hope other companies will follow their lead.”
All aboard!
30
32
NEW MEAT PACKS GIVE CONSUMERS A HEALTY BREAK FROM ALLERGY RISKS
Although food allergies are undoubtedly on the rise in Canada, meat-loving consumers can now enjoy a diverse range of healthy, all-natural delicatessen products from Piller’s Fine Foods to satisfy their meat cravings without worrying about a potentially severe allergic reaction.
Just launched across Canada this month, the new Simply Free range of packaged deli meats from Piller’s was developed as a completely gluten-free product family containing none of the more common food allergens such as milk, peanuts, tree nuts, mustard, sesame, egg, fish, soy and sulphites.
“Consumers are looking for simple food products that meet the dietary needs of the whole family, especially foods that are less processed, more natural, contain real ingredients and are great-tast-
ing,” says Rita Weigel, director of marketing at Piller’s Fine Foods in Waterloo, Ont.
“Our new Simply Free deli meat line meets these needs,” says Weigel, adding the diverse choice of different products offered by the brand was produced at the company’s four Ontario-based processing plants in Waterloo, Brantford, Arthur and Toronto.
“The sliced meats, wieners, meat snacks, sausage, ham and smoked breakfast ham are free of gluten and all other major food allergens, and have the taste everyone can enjoy,” says Weigel, complimenting Canadian-based packaging services providers Milestone Integrated Marketing (graphic design), Optium Packaging (prepress) and Winpak (printing) for jointly developing the new attractive, highly informative and consumer-friendly flexible pack-
aging for the Simply Free brand. (See Picture)
Retailing at most major grocery stores across the country, all 10 of the Simply Free products— also including pepperoni sticks, turkey breast, and hardwood smoked salami—are also free of nitrite, says Weigel, citing worrying statistics about the growing incidence of food allergies.
According to Health Canada, an estimated 1.8 million Canadians may be affected by food allergies, and the numbers are on the rise—especially among young children.
This is especially true for gluten allergies, with about 2.5 million Canadians estimated to be gluten-sensitive, while more than 300,000 may be afflicted with celiac disease.
The prevailing theory for the rise in food allergies is the so-called the Hygiene Hypothesis, which suggests the general weakening of our immune systems due to repeated vaccinations, antibiotics, super-clean homes, etc., making our bodies hypersensitive to relatively benign things in the environment that used to be largely harmless for most of the population.
While it’s only a theory, it does reflect the general trend of rising food allergies throughout the western world, especially in Western Europe, Canada and the U.S.
NEW NORAMPAC CAPITAL INVESTMENT COMES AT A PRICE OF A MILL CLOSURE
Leading Canadian paper packaging and tissue products group Cascades Inc. is stepping up the restructuring efforts at its Norampac division by investing $22 million in new modern production equipment at four of its folding-carton and microlithography plants in central Canada, but the capital expansion will come at the cost of a folding-carton plant in Lachute, Que., which will close down by the first quarter of next year at the latest.
While the Kingsey Falls, Que.-headquartered Cascades says that about 40 per cent of the Lachute plant’s 155-employee workforce will be offered employment at other Norampac and Cascades facilities in Quebec, closing down the operation
was imperative to improving Norampac’s ability to compete more cost-effectively in the fiercely contested folding-carton markets.
On the upside, Norampac plants in Winnipeg, Viau, Que, and Cobourg and Mississauga, Ont., “will benefit from the installation of new modern equipment that will optimize their production and efficiency,” according to Cascades.
Marc-André Dépin.
“The installation of modern and versatile equipment in these plants will lead to an enhanced synergy between the microlithography and folding-cartons sectors,” according to the company’s
press release issued in early September.
“The modernization of equipment will be achieved through the installation of two new state-of-the art printing presses in the Viau and Mississauga plants—one of which has a printing capability of up to seven colors and an ultraviolet drying process,” Cascades states.
“The optimization project also includes the installation of new equipment in the group’s other folding carton plants, namely a new gluer in Winnipeg and forming equipment in Cobourg.
Consumers select and stay with the food products that look best and are freshest.
Chantler Packaging has invested in the technology and plant certifications to help you hold on to your customers:
• Fully integrated custom manufacturer of pouches, roll stock, poly bags and specialized solutions since 1930. Inhouse extrusion, flexo printing up to 8 colors and custom slitting/ converting.
• Omri listed, suitable for packaging organic products.
• ISO 22,000 PAS 223 (HACCP) worldwide food safety certified. We're the only such flexibles and pouch plant in Canada.
If you're looking for leadership in food safety, traceability and automation, call Chantler Packaging today
“Thanks to its unique characteristics, this new equipment will allow the plants to better respond to the growing demand for more varied and better-quality packaging and printing,” Cascades states.
Adds Norampac president Marc-André Dépin: “These investments are in line with Cascades’ strategy that aims to modernize and improve the profitability of our packaging assets.
“This is our group’s most important investment in the folding-carton sector in several years,” states Dépin.
“The folding-carton market in Canada continues to be key to our strategy in the packaging sector because this market benefits from stable growth that closely matches that of the consumer market for food products—sheltering it from the negative cycles that affect industrial products,” Dépin explains.
“Cascades occupies an enviable position in the folding-carton market in Canada,” he says, “ and these investments will allow us to consolidate and improve upon this position in the coming years.”
TWO NEW HEALTHY AND TASTY WAYS TO HELP CANADIANS QUENCH THEIR THIRST
While nothing provides a healthier hydration choice than water, its bland natural taste often leads consumers to make another beverage choice boasting more flavor.
But this tradeoff is slowly being put to rest with last month’s addition of two bold flavors to Nestlé Waters Canada (NWC)’s popular line of zero-calories, zero-sugar Nestlé Pure Life Natural Fruit Flavoured Beverage products.
Now retailing across Canada in sixpacks of 500-ml plastic containers, the new Acai Grape and Wildberry extend the brand to comprise six different flavors sold in this packaging format— including Acai Grape, Lemon, Raspberry and Wildberry
The expanded product line also includes the Cherry-Berry and Watermelon flavored drinks, sold in nine-packs of smaller 330-ml bottles.
All of the PET (polyethylene terephthalate) containers used to package the brand are molded in-house at NWC production facilities in Puslinch, Ont., and Hope B.C., with Hammer Packaging supplying the decorative labels to both operations.
“Nestlé Pure Life Natural Fruit Flavoured Beverages are an affordable, healthy alternative to sugared beverages, particularly for weight-conscious consumers who want to live a more wholesome life by choosing a caloriefree beverage featuring natural fruit flavors, rather than artificial flavors, or
for those who simply want to stay properly hydrated with a more flavorful beverage,” says Carol Guier, NWC’s marketing manager for domestic brands.
“These products are bottled in Hope and Puslinch, Ontario from the same great sources used to produce Nestlé Pure Life Natural Spring Water, which is Canada’s most popular domestically-produced water.”
GREEK YOGURT PACKS SCOOP UP GRAND PRIZE
It’s not often that a brand new product achieves cult-like status with the consumer public in its first year, but that’s exactly what
Danone Canada’s Oikos Greek Yogurt —launched in the summer of 2011—has done, scooping up the Best New Dairy Product award in Retail Council of Canada’s most recent Canadian Grand Prix New Product Awards annual competition.
Chaired by a jury of 32 consumer packaged-goods industry experts, the Oikos yogurt made a strong-enough first impression to be named the Best New Canadian Product across all of the competition’s product categories.
Inspired by traditional Greek recipes and developed at Danone’s production facilities in Boucherville, Que., the low-fat, high-protein Oikos boasts a distinctive taste profile and a rich, creamy texture that makes it a healthy, enjoyable food on its own or as an ingredient in many popular recipes.
“The dairy category is full of innovation, and many new products are being released every year,” says Danone Canada’s marketing director Catherine Fortier. “Being named best new product of such a category is a remarkable honor.”
The process used to make Oikos yogurt requires three times as much milk as is found in regular yogurt, according to Danone, yielding a dense product that is high in protein. Made from just three ingredients—milk, cream and active culture—each 175gram serving contains up to 17 grams of protein, double the amount of regular yogurts, with minimal fat content. Boasting attractive product packaging inspired by a Greek island coastline and designed in Montreal by Pigeon Branding+Design, the Oikos brand currently retails in four-packs of 100-gram single-serving, fruit-bottom cups in blueberry, strawberry and honey flavors, with 100-percent recycled and recylable outer sleeves; and in 500-gram plastic tubs in plain and vanilla flavors.
HOW DO YOU STACK UP...
…Environmentally Speaking?
Sustainability is the big theme. Everyone is making claims. Everyone is fed up with “greenwashing”.
If you’re looking for the straight goods on sustainable packaging, why not call Farnell Packaging? We convert high quality flexible packaging from our own films. We have the following certifications: ISO 9001:2008 quality management system; HACCP certification for packaging materials and food safety; and PACSecure for up-front biological, chemical and physical hazards.
Call today for the straight goods on responsible packaging.
"Listen. Understand. Activate."
FIRST GLANCE
HEAVY HITTER
Designed for corrugated industry applications, the new heavy-duty model SCU-8 strapping machine from Samuel Strapping Systems can be configured with two, three or four Samuel VK20 strapping heads, according to the company, while also allowing users a broad choice of polyester or polypropylene strapping in various widths and gauges. Made from heavyduty structural steel with a heavy-steel platen and reinforced under-conveyor supports to handle compression forces of 1,000 to 8,000 pounds on corrugated loads, the SCU-8 features an externally-located programming port, external tension adjustment, redundant safety relay contacts, reliable heat-seal technology, and an Allen-Bradley CompactLogix PLC (programmable logic controller) with Ethernet connectivity for userfriendly operation.
Samuel Strapping Systems
BUILT FOR SPEED
401
cap feeding and placement with sensors to verify the presence of all critical package components, the MB 60M is equipped with an Allen-Bradley PLC (programmable logic controller) and PanelView Plus 600 HMI (human-machine interface) to ensure user-friendly operation, complemented by the machine’s ‘balcony’ design to facilitate easy maintenance and cleaning.
ESS Technologies, Inc. 403
SETTING THE STANDARD
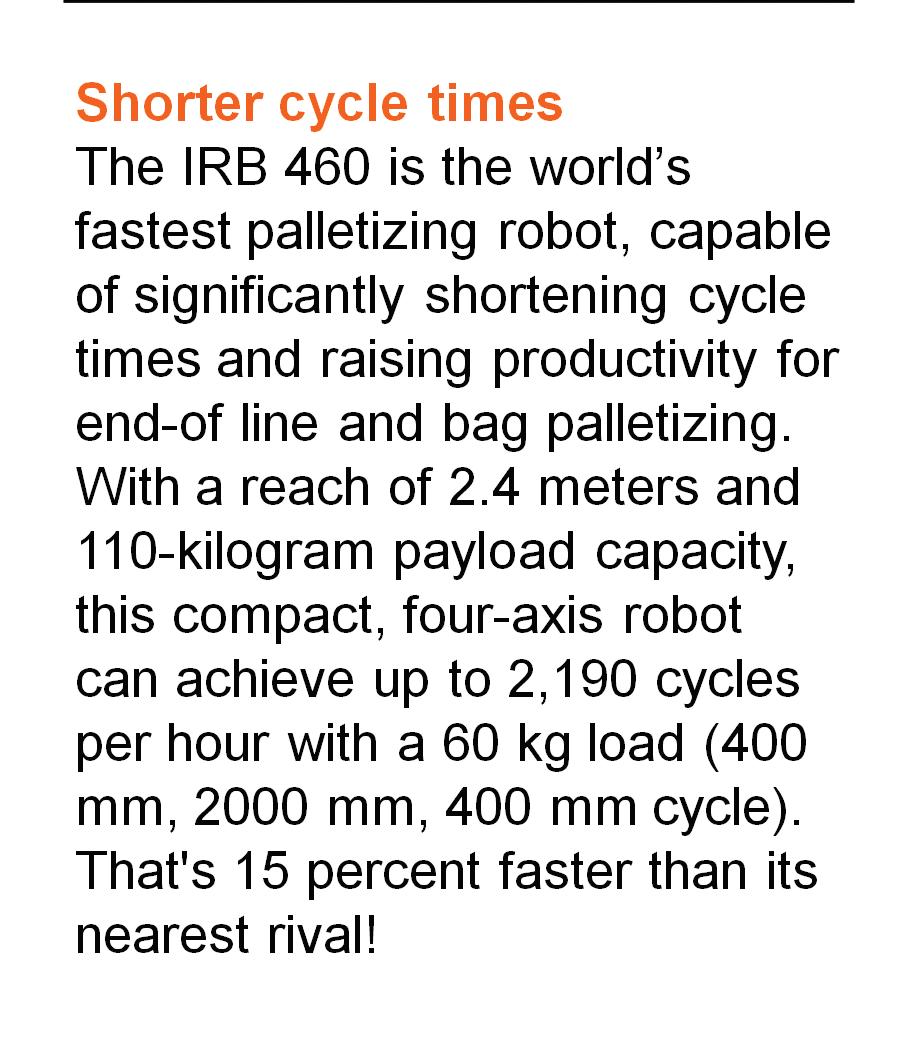
Designed for high-speed assembly and pick-andplace applications requiring frequent product reorientation across a broad range of food-andbeverage, consumer packaging, consumer electronics and automotive industry applications, the new model IRB 120T six-axis root from ABB Robotics was developed as a faster version of the earlier IRB 120 robot by providing a significant increase in the maximum speed of three of the axes. According to ABB, new design enhancements enable a 10-percent speed improvement in a regular picking cycle, and as much as a 25-percent speed increase with the addition of 180° orientation to one axis. Weighing just 25 kilograms, the IRB 120T robot offers a three-kilo standard payload and 580-mm reach, superior path repeatability of 0.01-mm, and outstanding motion control and path accuracy to provide a highly agile, fast and precise small-footprint robotic solution.
Designed for challenging, around-the-clock applications in the food-and-beverage industries, the new model 296TS Continuum tray/shrink systems features an intuitive graphic operator interface with an advanced diagnostic program that automatically directs the operator to a fault screen in the event of a problem, while also generating automatic scheduled maintenance alerts. Designed to operate at up to 80 trays per minute, the 296TS Continuum system is designed to facilitate a smooth transition during the product/tray merge, with its proprietary Zero-Gap infeed technology ensuring balanced, jam-resistant packing lanes by utilizing precise geometry and sensors to maintain a continuous container supply to downstream lanes and the grouping section. The machine’s wrapping section incorporates an innovative on-demand film wrapping wand—controlled by a servo motor and a sensor—that runs only when it’s needed, while its film feed section incorporates a simple, singlepass, error-free film thread system.
Standard-Knapp
ABB Robotics 402
SIMPLE MECHANICS
BAR HOPPING
404
lutions of 203- or 300- dpi, the PA1200DT can also be set up to apply labels to a single surface or as a corner wrap. After a label is printed, it is stripped from the liner and held by suction on the tamp applicator pad, which is mounted on a heavy-duty swing arm that extends over the conveyor to tamp the label to the front surface of the carton. The tamp pad then returns to its starting position to collect another printed label for a quick second application onto the side or the top of the carton.
Tharo Systems, Inc.
STAR OF THE SHOW
406
Designed for optimal productivity and minimal downtime in challenging high-speed applications involving powders and loose granular products, the Star Auger fillers from WeighPack Systems Inc. feature a tool-less hinged hopper that significantly reduces changeover and cleaning time, a rubber gasket that completely eliminates product leakage, and a see-through viewing glass to help operators maintain a watchful eye on the product in the hopper.
Constructed from foodgrade stainless steel, the high-performance fillers are available in 28-liter hopper Star Auger 100 and the 50L-liter hopper
Star Auger 200 models, with both servo-driven machines equipped with a PLC (programmable logic controller) and color touchscreen operator interface. Optional features a fully-automated feedback scale that automatically recalibrates the auger to compensate for any sudden changes in product density.
WeighPack Systems Inc.
DUAL PURPOSE
The new model MB 60M monoblock filler/capper from ESS Technologies, Inc. is designed as a fully-mechanical, cost-effective solution for filling and capping various liquids and creams at speeds of up to 60 bottles per minute. Incorporating mechanical components for the drive, filling, and capping mechanisms, the machine’s vibratory feeding system can easily handle a broad range of vials, bottles and micro-tubes, according to the company, while its mechanical volumetric filling system ensures consistent filling accuracy of up to +/-0.5 per cent. Providing fully-automatic
Designed for loading bar-shaped products such as nutrition bars into tri-seal cartons, the new robotic loader from Delkor Systems Inc. is a compactfootprint machine capable of loading up to 400 bars per minute by precisely placing multiple bars with each pick inside the cartons in single or multiple layers. Featuring a robust stainlesssteel frame and FDAapproved materials on all foodcontact surfaces, the robotic workcell employs an articulating end-of-arm tool designed for gentle but firm control of the bars during loading, while employing the system’s servo-driven side belts for accurate indexing and positioning of cartons into the cell.
407
Delkor Systems Inc. 405
DOUBLE DUTY
The new model PA1200DT dual-tamp label printer-applicator from Tharo Systems, Inc. is designed as a highly efficient solution for printing and applying labels onto two adjacent carton/ product surfaces, including front/side, front/top or front-only patterns. Employing Tharo’s H-Series thermal/thermal-transfer printers with print reso-
Launched after 10 years of research-and-development, the new DualX Technology line of X-Ray inspection systems from Anritsu Industrial Solutions USA is a highly-advanced contaminant detection system that significantly advances the detection of lower-density contaminants across a broad range of food and pharmaceutical manufacturing applications. According to the company, this is achieved by utilizing two X-Ray energy signals to provide automatic ability to differentiate the product profile from the contaminants. This powerful new capability enables automatic and accurate detection of hidden, low-density contaminants—including glass, stones, wire, rock, rubber and bone—with one small-footprint, highly durable, maintenance-free machine with simple ‘Auto Learn’ functionalities to facilitate user-friendly operation and quick set-up.
Anritsu Industrial Solutions USA
408
ECO-PACK
RECYCLED CORRUGATED PACKAGING EARNS GREEN ACCOLADES
While the water-bottling industry has more than its share of vocal critics casting doubt on the sector’s environmental record and credentials, doing the right thing for the environment is a daily priority for Nestlé Waters Canada (NWC), whose use of 100-percent recycled corrugated trays and pads has earned the Puslinch, Ont.headquartered beverage producer an important nod of approval from one of the country’s leading packaging suppliers.
In fact, being selected as a recipient of the 2011 Certificate of Environmental Sustainability Award of the Toronto-headquartered packaging products manufacturer Atlantic Packaging Products Ltd.—introduced to recognize companies committed to sustainable packaging practices—offers compelling proof of the company’s tireless efforts to reduce its environmental footprint in a meaningful and quantifiable way, according to NWC president John Zupo.
“We are very pleased to be recognized by Atlantic Packaging for our use of 100-percent recycled corrugated containers in our product packaging,” says Zupo.
“This decision on our part is a testament to the passion, hard work, and environmental commitment of our supply chain group towards finding ways to incorporate recycled corrugated into our products—further reducing our carbon footprint,” Zupo explains.
According to NWC, the company’s use of Atlantic Packaging’s 100-percent recycled corrugated to ship all of its product from the company’s main bottling plants in Puslinch and Hope, B.C.—as well as its distribution centers in Puslinch, Chilliwack, B.C. and Laval, Que.—has saved an estimated 57,384 mature trees from logging last year, which is enough to cover 30 football fields.
“This usage also represents the equivalent diversion of approximately 95.6 truckloads of waste that would have been otherwise destined for landfill,” points out NWC’s director of supply chain operations Dave Thorpe.
Adds Atlantic Packaging president Dave Boyle: “We congratulate the supply chain group at Nestlé Waters Canada on this recognition and commend the company for its commitment to the environment through sustainable packaging practices.
COMPOSTABLE FILM A PERFECT TEA-TIME SOLUTION
With environmental responsibility often used as a major selling point in the marketing of organic foodand-beverage products, making sure the packaging of those products matches the lofty aspirational goals is all part-and-parcel of building and maintaining a loyal customer base among today’s wellinformed, eco-savvy consumers.
Founded in Germany in 1979, Lebensbaum is renowned around the world as a true pioneer in the production of organic tea, coffee and herbs, having built up its reputation over the years on a combination of pure-tasting ingredients, ecological foresight and social responsibility.
Recently, the company has further cemented its status as a progressive, ecologically sound enterprise by switching over its full range of organic teas to the compostable NatureFlex NVR film developed by Innovia Films Ltd —U.K.headquartered producer of BoPP (biaxiallyoriented polypropylene) and cellulose films operating production sites in the U.K, Belgium, Australia and the U.S.
According to Lebensbaum’s managing director Achim Mayr, introducing packaging materials made from renewable sources is a key part of the company’s sustainability strategy, which has been well-served by switching to the twoside coated, heat-sealable, renewable, and certified NatureFlex NVR film with an intermediate moisture barrier.
“The NatureFlex film combines the packaging quality and functionality we are looking for with our ambitious environmental consciousness, which fits in perfectly with our mission,” says Mayr, complimenting the film’s performance characteristics displayed in the rigorous box
overwrap and individual flowwrap applications used to package the organic tea products.
Boasting inherent dead fold and anti-static properties, high gloss and transparency, resistance to grease and oil, good barrier to gases, aromas and mineral oils, and a wide heat-sealing range, the NatureFlex films provide an effective renewable solution for a broad range of packaging and converting applications.
Starting out its life as an allnatural product derived from wood fibers originating only in the forests certified to strict FSC (Forest Stewardship Council) or equivalent standards for responsible forestry management, the cellulose film is engineered to break down completely in either a home compost bin or inside an industrial composting facility within weeks, according to Innovia,
“We are delighted to offer new innovative packaging solutions based on our NatureFlex film—especially for the tea and coffee industry,” says Innovia’s sales account manager Joachim Janz.
“Our NatureFlex films offer both suitable aroma barrier and a functional barrier to mineral oil migration which has been scientifically confirmed to last for five years,” Janz explains.
“A good mineral oil barrier is especially welcome in the tea industry,” Janz states, citing recent published reports in Germany about various tea products as being especially susceptible to mineral oil contact and contamination.
“The use of renewable cellulose derived from certified managed plantations, and the fact it is certified home-compostable, really rounds off this new packaging solution,” Janz adds.
“We’d also like to thank Nestlé Waters Canada for its continuing and very determined efforts to recycle the corrugated containers used in its facilities,” Boyle adds.
“Last year, the company diverted 96 per cent of this valuable commodity from landfill.”
IN-STORE RECYCLING A BEAUTIFUL THING
A new in-store recycling initiative launched last month by the Richmond, B.C.-based London
Drugs allows Canadian consumers to recycle their beauty packaging and chocolate wrappers at each of the 75 stores operated by western Canada’s leading drug-store chain across British Columbia, Alberta, Saskatchewan and Manitoba.
Implemented in partnership with the Torontobased recycling and upcycling services provider TerraCycle Canada, the program encourages shoppers to drop off their used beauty packaging and chocolate wraps at the designated collection boxes (see pictures) by donating $0.02 to the Canadian Cancer Society for every collected wrap.
The collected wraps are then shipped to a TerraCycle recycling facility to be reprocessed into new plastic material—used to manufacture a growing range of useful new products like park benches and waste bins.
“We are delighted to partner with London Drugs on this in-store recycling initiative,” says TerraCycle Canada’s general manager Nina Purewal, acknowledging the important role played in the program’s startup by current corporate partners Garnier and Nestlé Canada Inc.
“All of the parties involved are committed to sustainability,” she says. “London Drugs has demonstrated the value of recycling in-store for quite some time, so we think they’re the ideal collection location for two of our most-popular waste-collection programs.”
A past recipient of the Retail Council of Canada’s national awards recognizing its innovative in-store recycling pro-
The Lebensbaum box and individual tea-bags wrapped with the compostable NatureFlex NVR lm manufactured by Innovia Films.
Atlantic Packaging Products national sales manager Adam Pauwels (left) presents his company’s 2011 Certi cate of Environmental Sustainability Award to Nestlé Waters Canada’s president John Zupo (center) and director of supply chain operations Dave Thorpe.
CLOSURES MANUFACTURER CLOSING IN ON GREEN MILESTONES
If packaging sustainability begins at home, then Portola Packaging, Inc. is doing many things right to put its house in order in respect to serious carbon-footprint reduction.
According to the Naperville, Ill.-headquartered manufacturer of plastic closures and containers for dairy, juice and other food segments, the company’ North American facilities—including three Canadian-based production plants—have reduced their total energy usage by almost 20 per cent in the last two years, while also recycling more than 5.5 million pounds of different materials since 2010.
“Our conservation goals begin with responsible manufacturing, which includes upstream processes utilizing material in the most efficient way possible so that there is less need to recycle on the back end,” says Portola president Kevin Kwilinski.
“We also believe in partnering with our customers and communities to help make that happen,” says Kwilinski, noting the company recycled over three million pounds of recycled
grams, London Drugs estimates to have diverted 42,200,000 pounds of waste from landfill to date with in-store programs that allow customers to recycle a wide range of purchased items—including smoke alarms, non-rechargeable batteries, small appliances and VHS tapes— along with hard-to-recycle materials such as Styrofoam containers.
“London Drugs is excited to partner with TerraCycle and become the first major retailer in Canada to offer our customers these new recycling streams,” says London Drugs senior vicepresident and chief operating officer Clint Mahlman.
“We believe our customers will respond enthusiastically when learning that they now have the ability to discard and recycle all beauty packaging and chocolate wrappers in all of our stores,” Mahlman states.
“This is an important solution for our customers and London Drugs, as we move one step closer toward our companywide waste diversion goal of 95 per cent by 2015.”
materials last year, including plastic regrind, corrugated, paper, aluminum and steel.
In 2010, Portola recycled 2.5 million pounds of such materials through concerted recycling efforts initiated at its eight North American plants, which target production scrap/regrind of mostly HDLP and PP (high-density polyethylene and polypropylene) materials, corrugated shippers, hydraulic oil waste, scrap metal, aluminum cans and paper waste.
According to Kwilinski, the company is also working with customers on an individual basis to convert its shipments from standard corrugated boxes to the heavy-duty, triple-wall Gaylord brand bulk containers to enable it to ship up to 35 per cent more closures per truckload.
“At Portola, we believe that good environ-
mental stewardship is an ongoing process,” says Kwilinski. “As such, we have engaged all of our employees in the process to reuse, reduce and recycle.
“We encourage all of our team members to generate new, environmentally-sound ideas so that we can continue on this path,” says Kwilinski, adding that the company’s impressive energy conservation performance improvement in the last two years was achieved through implementation of 20 different new initiatives—including wastewater management, replacement of poorefficiency equipment and improving air compressor optimization—across the eight plants.
Adds Garnier’s brand director Sheila Morin: “We are very proud to work with London Drugs to give a second life to our beauty products.”
Greener packaging heats up new opportunities for Canadian companies
Reminiscent of the 1980s cola wars, Pepsi and Coke are once again duking it out, but this time the weapon of choice is not who has the best taste, but who has the greenest packaging. After Pepsi announced earlier this year that it had invented the first plastic bottle made entirely from plant-based resources, Coke volleyed back that it will be developing 100 per cent plant-based plastics—plastics that are produced from such natural materials as pine bark, sugar cane and corn husks, and don’t use any petroleum in the manufacturing process. For Pepsi and Coke, the choice is clear: packaging is an effective means of product and brand promotion, and a key marketing tool.
Meanwhile, there is rising demand for new packaging innovations that can help other companies achieve their sustainability goals. At its recent Sustainable Packaging Conference VI in Toronto, Walmart emphasized its three environmental goals: to be supplied by 100% renewable energy; to create zero waste at all their operations; and to sell products that are safe and sustainable for both people and the environment. To help meet these goals and satisfy consumer demands, Walmart is looking to its suppliers, and has even developed a scorecard that tracks items like greenhouse gases per ton of production, material value, product/package ratio, recycled content, transportation, renewable energy and innovation.
But consumers aren’t the only ones calling for more sustainable packaging practices. With an eye on fast-filling landfill sites, as well as the growing fuel and infrastructure costs of transporting refuse, governments at all levels and around the world are looking for ways to discourage packaging waste, and are considering measures from taxation to new regulations to enforce them. Several cities in North America have now banned plastic bags, for example, and even a city in China has followed suit. At the same time, market watchdog groups are casting a keen eye on the environmental practices and “green” credentials of companies, and thanks to the Internet, can instantly broadcast their findings worldwide.
What kinds of solutions are foreign packaging buyers looking for?
• Reduced packaging
• Lighter packaging
• More recycled content
• Better recyclability
• Using different and non-traditional materials
• Using renewable resources
• Reducing energy consumption in the production process
While this fast-paced evolution may seem daunting, it offers many opportunities for Canadian companies as well, says Todd Evans, Director, Corporate Research at Export Development Canada (EDC). “Sustainable innovation is the key to our success,” he says. “Investing in greener packaging technology, and making sustainability a key part of a company’s corporate social responsibility program, can result in cost savings as well give Canadian packaging companies a competitive advantage on the world market.”
And that market is a growing one. According to a Pira Intl report, The Future of Global Packaging to 2016 (available for download at www.pirainternational.com), the global packaging market is expected to reach $820 billion by 2016, driven by such factors as increasing disposable income in emerging and transitional economies such as China, India, Brazil, and some eastern European countries. The Pira report notes that although the U.S. was the largest consumer of packaging in 2010, with a demand of $137 billion, China was not far behind at $80 billion, and it is anticipated that China will surpass the U.S. by 2017, while India’s packaging demands double to $24 billion.
Currently, the global market for sustainable packaging is estimated at around $100 billion.
Evans points out that opportunities to provide greener packaging now go well beyond making packaging recyclable and include the entire production process, such as using cleaner energy in the manufacturing process and reducing the distance travelled by investing in plants located closer to clients. “In the example of Walmart, new opportunities lie in understanding Walmart’s criteria and having the processes in place to help them meet their goals.”
Green is the new black
A great advantage of incorporating sustainable practices wherever possible is that it also helps to control costs. “Finding a way to use less packaging, or create lighter packaging materials or packaging that takes up less space—commonly referred to as lightweighting or smallsizing—will save you money on shipping costs, especially with the rising price of crude oil,” says Evans. “In-
vesting in a tighter supply chain, by moving your manufacturing operations closer to major clients, for example, can reduce costs by as much as four to five per cent.”
And when designing more environmentally friendly packaging, manufacturers should consider the full lifecycle of their products, including its afterlife, says Louis Métivier, co-owner of Recyc RPM, inc. in St-Damien, Québec. Recyc RPM specializes in recycling polymers through specialized grinding, washing, pelletizing, compounding and blending processes, and has about 150 customers across North America and in many other countries around the world.
“When packaging is made from two or more different types of materials, such as laundry detergent containers that use a different grade plastic for the cap than for the bottle, the task of removing the cap from the bottle can create added expense and increase the risk of contamination,” says Métivier. He adds that an official logo indicating how much of a package is made from post-consumer recycled materials could boost sales and help consumers make more environmental choices.
For Canadian companies that think they have the equipment, technology or products to meet the global demand for greener packaging, EDC has a number of events and resources. An EDC matchmaking program at PackEx in Montréal is taking place November 14 to 15, and an EDC-DFAIT partnership is meeting with Chilean packaging companies to get a sense of their needs and interest in procuring from Canada. An informative Packaging Value Chain document has also been developed. (For more information on these initiatives, please contact Lynn Côté at lcote@edc.ca; to be kept informed of all EDC events, please visit www.edc.ca/events/en/pages/upcoming-events.aspx.)
For Canadian suppliers such as Métivier, running a greener business has another, even greater reward. “It’s the right thing to do. For ourselves, for our children, and for the planet.”
Jane Daly, freelance writer for EDC.
If you have an inventory of printed labels, there’s a good chance that you’re still labeling your products the old fashioned way – with preprinted labels you buy and keep in stock. our alternative is to instantly print your own labels with a QuickLabel digital color label printer. It’s a faster, more cost effective way to label your products – ideal for managing label costs for diverse product lines, private labeling, and personalizing your product labels.
Says Love: “We supply our main customer with fills—including raspberry, two types of strawberry, blueberry, caramel, lemon, cherry, chocolate, cinnamon, glaze, Venetian Boston Cream and a beverage base—we do so for their quick-service shops right across Canada.”
As the company’s production requirements and volumes grew over the years, Love relates, so did the need to automate many of the secondary packaging processes previously performed manually— for both safety and productivity reasons.
While the actual filling of the product into high-barrier plastic pouching was always expertly handled by the plant’s two highly-automated, hardworking Cryovac vertical flexible bag fillers manufactured by Sealed Air Corporation the downstream manual handling of the twokilogram, hot-to-touch pouches rapidly coming out of the fillers had some of the line’s production personnel handling as much as 1,000 kilograms of product per shift, Love recalls.
From Left: Roland Love, Plant Manager, Fruition Manufacturing Limited; John Desterke, Maintenance Manager, Fruition; Jaime Alboim, Packaging Automation Specialist, MD Packaging Inc.; Marcin Jolda, Production Supervisor, Fruition.
“We knew we had to automate eventually,” says Love, adding that the plant also needed to boost its productivity in order to remain a cost-competitive, flexible manufacturing operation.
FRUITFUL ENDEAVORS
BY ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY COLE GARSIDE
Filling a void is something that comes naturally to folks running Fruition Manufacturing Limited —both figuratively and literally— because the company’s daily business depends on it. Established in 2005, it’s a sweet business indeed for the Oakville, Ont.-based custom manufacturer of fruit-based fillings, fondants, icings and various other toppings for foodservice customers in the baking, confectionery and dairy industries.
“We are an innovative manufacturer of fruitand sugar-based filling products with a comprehensive line of recipes that will make any mouth water in delight,” Fruition plant manager Roland Love told Canadian Packaging on a recent visit to a busy, state-of-the-art, 30,000-square-foot facility—located about a 40-minute drive west of Toronto—operating under some of the food industry’s highest standards for product quality and safety, along with plant sanitation and hygiene.
Packaging line automation yields sweet productivity and safety paybacks for Ontario doughnut llings processor
Faithfully adhering to the AIB (American Institute of Baking)’s consolidated standards guidelines, the HACCP (Hazard Analysis and Critical Control Points) -certified facility also boasts kosher certification, Love points out, with the building’s 10,000-square-foot production and packaging area operating in a strictly-observed ‘nut-free’ production environment.
Custom Service
Being a key supplier of custom-made fillings to one of Canada’s largest national fast-food restaurant operators—boasting a popular and wide-ranging daily selection of freshly-made doughnuts— requires the Fruition plant to maintain a fast-paced production schedule, according to Love, to meet demanding production deadlines.
“We are a really busy company because we are involved in what is a very quick-turnaround business,” says Love, explaining the plant’s 24-hoursa-day, five-days-a-week, three-shift operation, including all required sanitation procedures.
“The whole packaging line was a very laborintensive job area,” he recalls, noting that the packaging line’s cramped 5,000-square-foot floorspace presented a significant challenge for a sudden massive influx of automated equipment. Or so it seemed, until Love contacted packaging equipment distributors and line integrators MD Packaging Inc. of Markham, Ont., in May of 2010, while looking to replace an existing, worn-out case-packing system.
noting that the pack-
After taking a close look at Fruition’s packaging line, MD Packaging suggested a number of ways it could obtain significant productivity improvements by automating its entire end-of-line packaging operations with one fully-integrated, turnkey line that would fit within the tight footprint.
“Being a really busy company, we are always appreciative when someone offers suggestions on how we could create efficiencies while being progressive,” Love relates, adding that he was very impressed with the new packaging line proposal put forth by MD Packaging sales and service representative Jaime Alboim.
“The main concern we always had about automating this part of our operations was the fact that we really have a very small amount of available floorspace,” Love recalls.
“But Jaime did a good job of convincing me that MD Packaging would provide us with the equipment we needed, and to fit it within the 5,000-square-foot confines.
“And in the end, they were true to their word,” says Love, complimenting Alboim for overseeing a smooth execution of the entire project—from conceptual design to equipment installation and startup—by December of 2011.
“The way this whole new automated line came together actually took us pleasantly by surprise,” he states. “It was a great way for us to forge a new partnership.”
Fruition manufactures and packages fruit-based llings for baked goods customers.
Working on the project in partnership with York, Pa.-based packaging machinery supplier and integrator JLS Automation enabled MD Packaging to complete the entire project to full customer satisfaction, according to Alboim, while meeting all the pertinent Ontario occupational health-andsafety requirements.
“Given the space constraints we had to work with and the complexity of the automation required, this whole line fits into what MD Packaging and JLS call their ‘customer-centric’ approach to business,” says Alboim, relating that every detail and each step of the project was carefully thought out and discussed with Fruition to ensure everybody was on the same page at all times.
“There are always a few unexpected hiccups in any project, but working with Fruition was a truly great experience because we really worked as partners,” Alboim confides.
Walk Away
“We always want to walk away from a project knowing that we did everything we could—from design to startup—to live up to both the customers’ and our own expectations,” he reflects.
According to Alboim, MD Packaging supplied about 80 per cent of the equipment required for the line from JLS Automation.
Recalls Alboim: “JLS took the lead on designing and implementation, and MD Packaging took care of the additional 20 per cent of the equipment, while remaining the focal contact with Fruition
throughout the entire project.”
The equipment MD Packaging sold and installed on the line includes:
• two M-Series plus print-and-apply labelers from Domino Printing Solutions;
• a Wexxar Packaging WF30 case erector with an extended infeed and stainless steel enviroguard package;
• a Wexxar Belcor 250SS case-sealer;
Continues
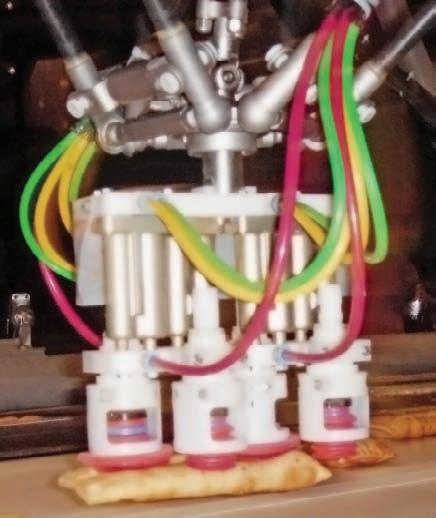
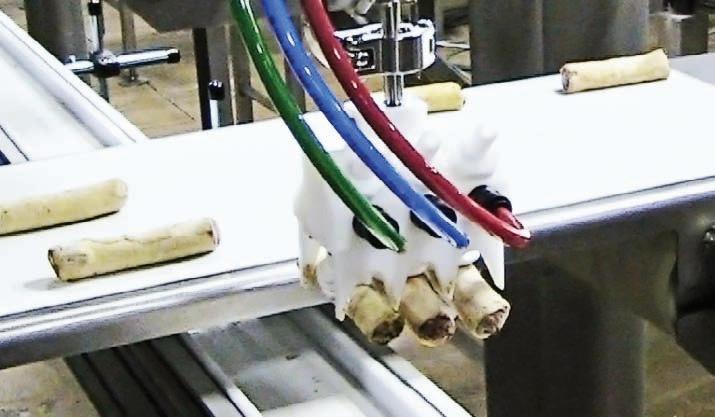
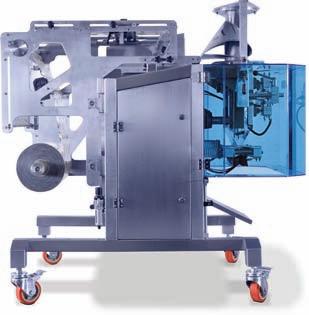
Integrated by MD Packaging, Fruition’s automated packaging line utilizes ABB’s IRB 360 FlexPicker delta robotic system out tted with a Cognex machine vision system (inset) to quickly pick up and place two-kilogram plastic pouches of fruit llings into cartons below at high speeds.
FRUITFUL ENDEAVORS
Continued from page 17
• two Mettler-Toledo High-Speed Beltweigh XS Combi checkweighers, used to verify the weight of filled bags coming out of the Cryovac fillers;
• one Mettler-Toledo S3600XE checkweigher combined with a Cognex vision system, used to verify barcodes and the presence of a label. The Cognex vision system changes the parameters in the case weight on-the-fly, with product information ensuring that not only the appropriate weight settings are used for different case weights, but that all statistics are also captured for the individual product SKUs (stock-keeping units).
In addition to all of this data, the case-weigher also checks for open minor and major flaps through special software that Mettler-Toledo developed along with an array of product sensors. All of this captured data is sent to a central reject system if anything is off.
Alboim believes that this particular system is
very unique in the market, and something that sets Mettler-Toledo High Speed apart from other inspection equipment manufacturers.
“Those are all lines that we (MD Packaging) sell and support locally, so it made sense to use our locally-trained technicians to do that,” says Alboim, adding that MD Packaging also provides full local after-sales support, including replacement parts and preventative maintenance service.
Metal Heads
MD Packaging also redeployed two existing Thermo Scientific APEX 500 metal detection units Fruition had been using as stand-alone systems, mounting them onto the two Beltweigh XS checkweighers to help save on the line’s floorspace.
Equipment supplied by JLS Packaging through MD Packaging and installed by JLS includes: a dual JLS Osprey case-packing cell with two ABB model IRB 360 FlexPicker second-generation delta robots, which pick up individual pouches of Fruition’s filling and place them at high speeds into cases.
Our new wide belt conveyors allow you to create space efficient layouts and predictable production flows. The system is designed for the transportation of large individual items or large flows of smaller products.
Find out more about the new wide belt conveyors and how you can use them to get the most value out of your production. Contact us today at info.ca@flexlink.com or give us a call at (905) 639-6878.
Employing Wexxar’s WF30 case erector, the packaging line at Fruition came together as a joint project of JLS Automation and MD Packaging to help Fruition optimize the production line ef ciency at the company’s Oakville plant.
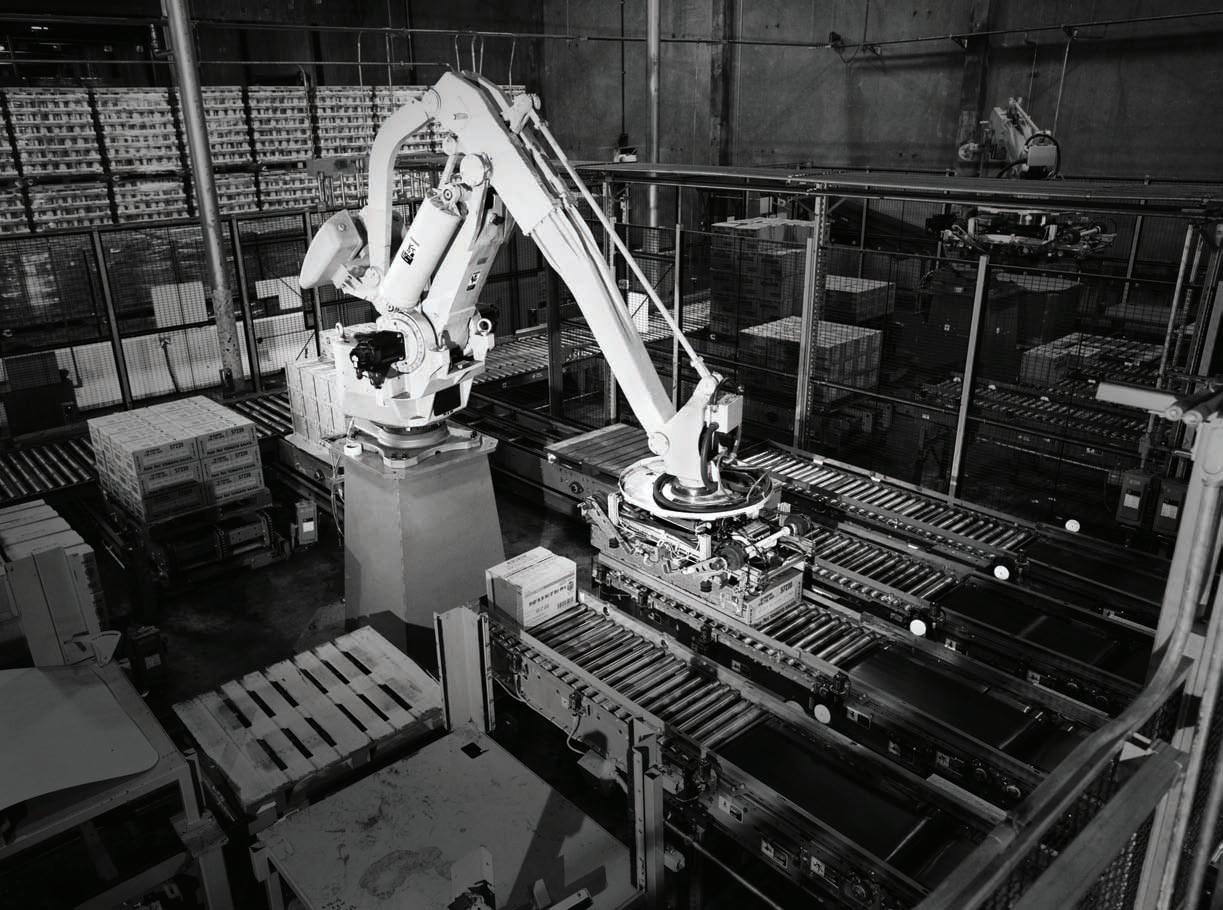
Part of Fruition’s end-of-line packaging solution, an ABB palletizing robot neatly stacks product casespreprogrammed layer pattern.
Heavy-duty SEW-Eurodrive motors power the conveyor belts used for smooth transport of Fruition’s product through all the packaging line stages.
Featuring Rockwell Automation’s AllenBradley PanelView 1000 HMI (human-machine interface) all the vision, material handling and transferring equipment, this line also boasts a fullyautomatic palletizing cell, comprising an automatic pallet dispenser, a Lantech automatic stretchwrapper, and an ABB model IRB 660 palletizing robot with a PanelView 1000 HMI terminal.
Alboim says the JLS Osprey case-packing cells utilize vision-based technology for tracking of both the product and the cases—allowing for very fast changeover and agility by bypassing the need for mechanical flights or accumulation for picking.
“We can effectively increase efficiency on the cells by picking on angles in random positions and loading dynamically through the index,” Alboim explains. Working with one of their other strategic partners, JLS also supplied the conveyance lines that join all of the equipment together.
The conveyors are powered by strategically positioned SEW-Eurodrive motors to ensure even transfer along the packaging line.
Says Alboim: “Each conveyor is controlled and synched to the PLC (programmable logic controller) independently, and each has its own VFD (variable frequency drive) so that we can tweak the infeed discharge to create gaps between the pouches on the conveyor, and adjust performance accordingly.”
The entire line was also built with stainless-steel
conduit to facilitate easy assembly and for sanitary purposes.
While Love thinks that JLS and MD Packaging did a great job on the packaging line, he also gives praise to Falls Electric of Niagara Falls, Ont., which “did a lot of wiring in our facility for the line to operate properly—and did so quickly and effectively.”
The Osprey case-packers were the first part of the line to be installed—quickly followed by the palletizing side—but Love says that the whole project was all about collaboration.
“We believe that collaboration is the cornerstone to any successful implementation, and we did not want to compromise that feeling.”
Alboim agrees: “For us, Fruition represents over a year of collaboration prior to purchase in trying to understand their requirements—both existing and future—and designing a system agile enough to accommodate both.”
Busy Year
While every step in the project created its own challenges, Fruition worked well with both MD and JLS to resolve issues without compromising the initial intention of MD Packaging, which was to provide an automated line that would take Fruition further than expected in production capabilities for years to come.
And so far, it has worked.
Love notes that while the filling speed remains the same, along with saving line workers some serious lifting, Fruition has seen the same jobs completed in eight hours, compared to 10 with the manual packing.
“We created a safer work environment, but we also have increased our throughput, meaning we can now handle larger orders from our customer base, which they are taking advantage of,” states Love.
Love also credited his employees for their dedication to performing at a high level to make the switch to an automated packaging line virtually seamless.
Alboim agrees: “The people at Fruition are among the most dedicated I’ve seen—always rising to the task and always willing to do what it takes to get the job done.
“Introducing automation like this into a facility takes a great deal of willingness from people to dive in and help when it’s needed, and the people of Fruition made the transition very easy.”
Adds Love: “I think it helps a great deal that Fruition has a very engaged staff of people committed to quality, which is important not only to us, but also to them because everyone eats the product as consumers.
“We know that if we continue to put out a safe, quality product, we will continue our impressive growth well into the future,” Love sums up.
“Our new packaging line from MD and JLS has been a great addition to our already existing high company ideals.”
A Mettler Toledo Hi-Speed checkweigher ensures proper weight of each pouch of fruit lling.
Domino’s M-Series Plus print-and-apply system attaching product labels to the panel of each Fruition shipping carton.
A Festo servomotor incorporated into the design of Wexxar’s WF 30 case erector installed on the new packaging line.
A Wexxar Belcor 250SS case sealer uses an adhesive tape to close cartons of Fruition product.
PACKAGING FOR FRESHNESS
PERKS OF THE TRADE
Ontario coffee roaster off to the races with a new single-serve, eco-sensitive foodservice solution
ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY COLE GARSIDE
Despite the nature of the business, work is anything but a grind for an expansive family clan running the day-to-day operations of Muldoon’s Own Authentic Coffee Company in Mississauga, Ont.
In fact, having fun while working almost seems to be something of a required skill at the lively coffee roasting and packaging operation housed in a spotless, 20,000-square-foot coffee facility owned and operated by the hardworking Muldoon brothers, Jimmy and Shaun, who claim to be at the forefront of a profound evolution in the way Toronto-area office workers get their daily coffee fix.
“Our mantra is simple: we buy great green coffee beans, we roast it slow, and sell it fast to commercial businesses who provide coffee for their employees,” Jimmy Muldoon told Canadian Packaging on a recent visit to the 50-employee operation— including 10 Muldoon family members—serving a steadily growing customer base currently comprising over 1,500 commercial enterprises in the GTA (Greater Toronto Area) region.
Despite the relative abundance of long-established coffee-shop operators and coffee product and equipment suppliers in the metropolitan Toronto area, Muldoon says that the company has managed to carve out and nurture an important marketplace niche by deliberately targeting busy, high-density
Working with the Toronto-based integrator Abbey Packaging, Muldoon’s Own purchased and installed a new Italian-crafted OPEM Kikka vertical form/ ll/seal machine to manufacture its new single-serve coffee pods.
Own Authentic Coffee Company
Ont. are looking to take a larger cup of the Greater Toronto Area of ce coffee market with their own greener, single-serve coffee pod.
office complexes where getting a good cup of coffee is just not as quick or easy as Muldoon insists it should be, which he says can actually have a negative impact on workplace productivity and morale.
“Our coffee and equipment will increase an office’s productivity by keeping the employees in the office longer.”
Muldoon explains: “I know it sounds like a mad thing for a Scotsman to do, but we will provide our coffee and equipment free of charge for a week for a potential customer to prove exactly how office productivity can be increased simply by not losing employees going out for an extended break to find a decent cup of coffee.”
Roasting and processing approximately 400,000 pounds of coffee per year, Muldoon’s Own markets 10 different products under its own brand name, including fair-trade Flying Scotsman, Highland Blend and Columbian Supremo; the Costa Rican Tarrazu; Donut Shop and Breakfast blends; the West Coast Signature, Guatemalan Rainforest Alliance and Mocha Java; and a fair-trade Swiss Water decaf recipe.
Family Ties
The company also stocks over 500 auxiliary items such as coffee cups, lids, stir sticks, dairy powders, etc., according to Muldoon, whose family ties to the coffee business stretch both far and wide.
“The Muldoons clan first started a family business in Glasgow, Scotland, in 1971 under the name Carefree Vending, which was a fully-automated services provider supplying a host of vending machines offering snacks and tobacco products,” he recalls.
While the vending business did very well for many years, a severe economic recession in the U.K during the 1980s eventually drove the family to close the shop and, ultimately, move to Toronto in search of greener pastures.
“By 1991, Carefree Vending was back in operation in its new home based in nearby Brampton, Ontario, and through hard work and great service, we began to grow again.
“Although we did not roast or grind the coffee beans ourselves at the time, we managed to land a large corporate client for our services, which really helped us grow the business,” he relates.
Inevitably, the Muldoons came to a realization that the best way to being able to guarantee the quality and freshness of the product for its clients was to take matters into their own hands and start roasting the coffee beans themselves.
“We started roasting and packaging our own coffees in 1998 and changed the company name to its current moniker to better reflect who we are,” recalls Shaun Muldoon, saying the company has since built up a fair bit of respect within the foodservice industry for elegant packaging that accurately reflected its commitment to high product quality, top customer service, and continuous innovation.
Adds Jimmy Muldoon: “We believe that packaging is, in fact, the ambassador of our products, and as such it must appear and perform to suit the needs of the product and the client.
“It is no secret that packaging sells the product,” he says, “but we believe it is the quality and innov-
Muldoon brothers Jimmy (left ) and Shaun (right ) of Muldoon’s
of Mississauga,
ation of that package which helps to keep it selling over time.”
This ongoing quest for innovation has recently enabled the company to launch its own brand of a single-serve coffee pod, which it developed in collaboration with some like-minded innovative Canadian packaging suppliers.
Resembling a slightly thicker round tea-bag, the easy-open single-serve pack—called the Pod or Muldoon’s Single —contains 12 grams of highquality coffee that produces a perfect cup of coffee in only 30 seconds of brewing time.
Intentionally designed to look like a soft pod— rather than the hard-pod packs commonly found in European markets—each of the Pod portionpacks is elegantly embossed with the family name, Shaun Muldoon explains, to reflect the company’s pride in its creation.
“Our main focus was to create a single-serve solution for a North American audience, but it was also key that it had to properly brew 12 grams of fresh, quality coffee,” adds Jimmy Muldoon.
Greener Choice
While the Muldoon brothers readily acknowledge that their new pods are not likely to pose immediate threat to the current single-serve market dominance in North America enjoyed by the Kuerig coffeemakers and its K-Cup single-serve packages, they insist that their single-serve solution provides its clients with a much more eco-friendly alternative.
By virtue of doing business with many top-tier corporations with sound understanding and awareness of key environmental sustainabil-
ity issues, Muldoon’s Own has met with many of their clients’ “green teams” over the years to address their respective environmental concerns with a befitting solution.
“At the outset, these needs were largely met with our certified Fair Trade and Rainforest coffee products,” relates Shaun Muldoon, “but we always knew we had to find a solu-
PACKAGING FOR FRESHNESS
tion to the plastic cartridge issue, which is a key detrimental factor in that respect for the single-serve coffee makers.
“And that is exactly what we did,” he says, pointing out that the company’s pod is made with specialty, fully-biodegradable coffee filter paper— manufactured in England by the Glatfelter company—designed with a special weave to withstand the pressure of the pod brewing process.
In addition, the pod’s tearaway outer foil package is produced with specialty film, developed by the Mississauga-based Chantler Packaging Inc., that helps reduce the product’s environmental footprint.
PACKAGING FOR FRESHNESS
“The Chantler film contains 66-percent EPI— the best currently available, by the way—that lessens the impact on the environment while still protecting the coffee grounds against light and air,” says Jimmy Muldoon, adding his company has relied on Chantler for many years as a supplier of its fractional packs for thermal brewers and the freshcup films that house the large whole bean bags.
While Jimmy Muldoon estimates that the Mississauga plant is currently running at about 70 per cent of its capacity, “we will be roasting much more once we get into full production with our new, innovative single-serve coffee pods.”
In addition to making the 12-gram Flying Scotsman and Rainforce Alliance pods, the company is also planning to launch another six SKUs in 10-gram pods, with only the Mocha Java and Breakfast coffees not being converted to pod format, at least for time being.
Noting that it already has 150 customers utilizing single-serve pods manufactured by other coffee suppliers, Jimmy Muldoon expects a fairly easy switchover.
“We don’t want to slag the competition, but our new pod-making machine, combined with our own freshly ground estate coffee and specially-tuned coffee machines, provide a superior coffee upgrade that will be offered to all of our customers,” he says.
“We have multiple large clients who know we are currently in Pod production, and they intend to change all of their locations to our pods when we are ready.
“Everyone seems excited by our new pods,” he says, adding that the new Pods will be shipped to customers in elegant, well-designed paperboxes made by the Pickering, Ont.-based Ellis Packaging Limited, which can hold 16 12-gram Pods or 18 10-gram Pods per box.
Home Stretch
“Sorry to sound like Don Cherry, but Ellis Packaging is a good Canadian family-run business that is great to work with,” says Shaun Muldoon, noting that Muldon’s Own takes great pride in building its business via Canadian suppliers—from the broker used to source the coffee beans up to the brewing system that delivers the coffee to the customers.
This Canadian preference also applies to KruPack , a business unit of the Brampton, Ont.based Kruger Inc., which manufactures the large master cases holding six of the Ellis cartons—adding an extra layer of protection during transport, while still providing colorful branding graphics on the exterior of the cases.
The Muldoon brothers were keen to point out that along with utilizing the best coffee beans, the choice of equipment and packaging are key ingredients in the continued success of the company.
“From our key Samiac roaster that is engineered to slow-roast specialty coffees, to our new OPEM pod system that was designed and built to make the best 12-gram freshly-ground, zero-oxygen, easyopening awesome pod that can be made to date— we just love our equipment,” says Shaun Muldoon. Equipment utilized at the Muldoon’s Own facility includes:
• a San Franciscan roaster;
• a Sasa Samiac roaster;
• a Key Pak EL 600 form/fill/seal machine for fractional packs weighing between 2.25-ounces up to one pound;
• a Markem-Imaje Smart Date 3 thermal-transfer printer mounted onto the Key Pak machine;
• a Model GPX coffee bean roller-style grinder from
The Muldoon’s Own OPEM Kikka coffee pod-forming machine uses lter paper manufactured by the Glatfelter company.
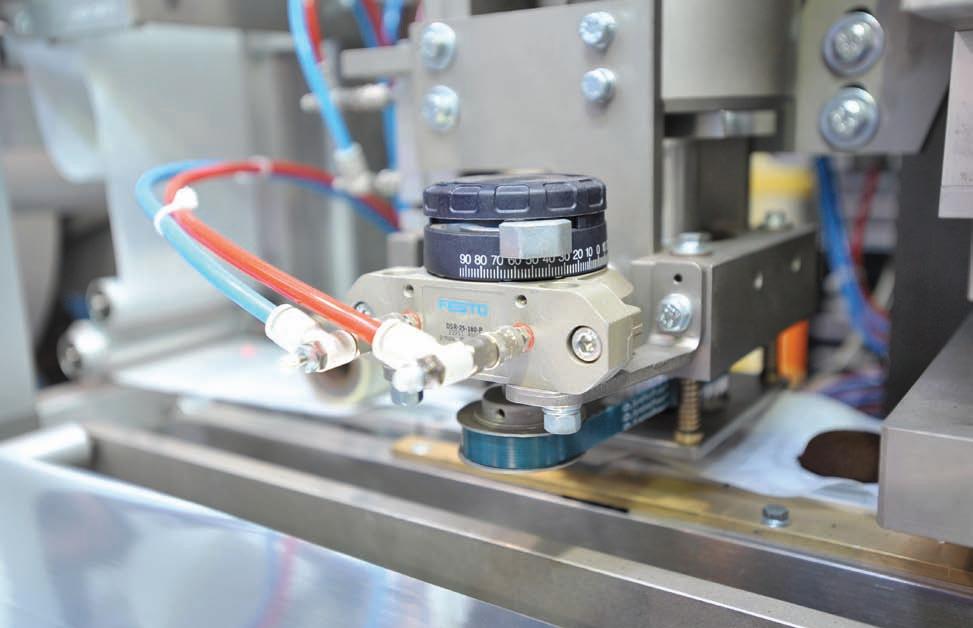
A Festo semi-rotary 0-180 degree air cylinder mounted to the bottom of an auger ller on the OPEM Kikka tamps and twists to release the coffee grounds for even dispensing of the product onto the pod’s lter paper.
The Muldoon single-serve coffee Pod is packed in pouches manufactured with specialty lm developed by Chantler Packaging.
Modern Process Equipment Corporation perched atop the packaging machinery; • an OPEM Kikka pod-making machine outfitted with a Videojet Technologies printer.
Installed by the Toronto-based packaging line equipment integrators Abbey Packaging, the Muldoon’s new Kikka is a compact, integrated vertical packaging machine designed to manufacture single-serve coffee pods utilizing filter-paper with an individual overwrap.
Abbey Packaging was involved in ensuring Muldoon’s Own not only got the best machine for its needs, but also acting as the sole point-of-contact with OPEM.
“We chose Abbey Packaging because we had been using them to service our Key Pak for the past 10 years, and it just so happens they are also the sole Canadian distributor for OPEM, who we feel manufactures the best coffee-related equipment around.”
Rob McNaught, president of Abbey Packaging, says that while there are other manufacturers of pod equipment available, “OPEM was selected due to its experience in the singleserve market, ability to provide local support, and advanced features such as inline grinding, a servo auger filler for accurate dosing, pre-forming and tamping for consistent brewing, and integrated form/fill/seal machine design with gas flush to guarantee shelflife quality.”
Shaun Muldoon is quick to compliment Abbey Packaging’s service manager Derek Wood and lead service technician Rik Vernhout for all their professional assistance with the project.
“I would say that both of those gentlemen were excellent in every aspect of the process, from how they handled OPEM in Italy to the actual install in our plant, which only took about a week.”
Daily Grind
According to Wood, the OPEM machine works by having the ground coffee beans pass through a servo auger filler system onto a pre-formed pod bottom.
After passing a tamping station to form the pod’s circular shape, the top part of the filter paper is placed atop the pod, automatically embossed with the Muldoon’s logo and heatsealed together.
The filled paper pod is then die-cut to shape, after which a robotic arm removes it from the forming chain to be individually wrapped in a plastic film flushed with Nitrogen gas to keep it fresh.
“I really like what Muldoon’s Own is doing,” says Wood. “In Europe, the pod market has always been considered an economical, low-cost solution, but also a low-cost, inferior product.
“But with the new market and attitudes here in North America, Muldoon’s Own has sought to remake the pod’s image into one of quality, while still maintaining an attractive cost-point.”
PACKAGING FOR FRESHNESS
Both Muldoon brothers says they are ecstatic about the results achieved with their new OPEM pod machine to date, and are excited to be running it at top speeds soon.
While Shaun Muldoon admits that there are quite a few competitors out there in the office coffee business, what sets Muldoon’s Own apart is that it actually roasts its own coffee, instead of being a mere middle-man.
“We are not a courier-style provider of coffee who just drops off the coffee—our service level is at another tier,” says Shaun Muldoon. “From our well-trained, long-term staff, to the full customer care we provide, to the clean uniforms of our CSRs (customer service representatives), customer service is not an added service—it’s just a part of who we are.
“Our corporate arena is an area where service, quality and innovation is awarded with long-term
support,” Shaun sums up. “To be honest, in the foodservice sector, the only thing on their wish list is price and free equipment.
“Of course we give them this, but we also provide the best service in the city and a superior blend of coffee, which is now also available in a singleserve, eco-responsible coffee pod.”
BEST BANG FOR THE BUCK
Bargain retail market leader hits paydirt with end-of-line packaging automation
ANDREW JOSEPH, FEATURES EDITOR
PHOTOS BY PIERRE LONGTIN
Saving money never really goes out of fashion among Canadian consumers—especially in the tough economic climate that so many households have been forced to endure over the last few years of tepid economic recovery and slow growth in disposable income.
But while such grim day-to-day home economics is something that most consumers wish could just magically disappear, this budgetary belt-tightening provides a fairly rare opportunity for discount store operators like Dollarama LP to boost their market share and bottom-line results in a big way.
Founded by life-long retail professional Larry Rossy back in 1992, the Montreal-headquartered company has been opening up new stores across Canada at an average rate of 36 outlets per year— today operating a nationwide network of 721 stores selling all sorts of everyday household items at a low, fixed price-point to provide a welcome costof-living break for millions of Canadians.
In fact, there’s been an average of 50 new Dollarama outlets launched across Canada annually over the past few years—indicating not just the lingering economic weakness, but also reflecting the company’s ability to generate an impressive sense of loyalty among its growing ranks of regular shoppers in search of a bargain.
Value Proposition
“Our stores provide customers with compelling value in convenient locations across Canada, including metropolitan areas, mid-sized cities and small towns,” Dollarama vice-president of distribution Guy Champagne told Canadian Packaging in a recent interview.
“We now have stores right across Canada, from St. John’s, Newfoundland, to Prince Rupert, B.C.,” says Champagne, adding the company had achieved its original aim of operating in every single Canadian province back in 2006.
Although the vast majority of these stores are typically situated inside new and established strip malls and shopping centers, the always-busy Dollarama outlets—typically operated by a staff of about 20 people—bring in annual revenues of about $2.3 million each, while employing a total of about 14,000 people nationwide.
Says Champagne: “What has made the company a success is Dollarama’s ability to provide customers with a dependable shopping experience and a
broad assortment of everyday consumer products, general merchandise and seasonal items—all sold in individual or group units at select fixed-price points of up to just $2 per item.”
Dollarama founder Rossy first tried out the fixed-price concept back in 1973 upon taking over the company’s family business and transitioning it from a general merchandise retailer to a single price-point discounter.
The concept proved to be very popular among consumers in Matane, Que., where the very first Dollarama store incidentally opened its doors 20 years ago.
Along with the fixed dollar-point concept, other novel initiatives introduced by Dollarama include
Encompassing of ces and a warehouse distribution center, the 295,000-square-foot Dollarama facility supplies 721 retail stores across Canada.
a store network expansion strategy across Canada that would ensure strong brand awareness and increased sales, as well as sourcing merchandise directly from overseas suppliers.
This strategy helps ensure low purchasing costs and provides a more diverse product offering and choice for the Canadian consumers only too happy to have access to a wide range of inexpensive products they often want or need on a daily basis.
Premier Tech installed its impressive stretchwrapping stations at the main Dollarama distribution center in Montreal.
Dollarama’s distribution center project installation team includes (from left) : technician Muhanad Albalah, maintenance team leader Simon Colen, operations manager Charles Cusson, and DC director Sami Yacoub.
Inevitably, the company’s success has attracted some formidable new competitors into the Canadian discount segments—most recently evidenced with the U.S.-based Dollar Tree completing a 2011 acquisition of 86 Dollar Giant stores, located mostly in western Canada.
To this end, Dollarama has recently amended its traditional dollar price-point dogma to include products nowadays sold for $1.25, $1.50, $2, $2.50 and $3 per item, thereby boosting its product selection and variety without hitting the consumer’s wallets too hard.
Dollarama’s effective cost-control strategy is based on keeping out middlemen as much as possible and dealing directly with the product suppliers, with Rossy still making two to three trips per year to China and other parts of Asia to source new products.
Champagne says about half of the company’s inventory arrives from outside of North America—with China accounting for the bulk of that total—to the company’s sprawling, 295,000-square-foot distribution center (DC) facility in Montreal, which employs about 500 people to pick and pack about 11,000 SKUs (stock-keeping units) of product for shipment to individual stores across Canada.
Completed in 2006, “The Dollarama DC is a manual operation at heart, despite its size and scope of operation,” says Champagne, “and we run it as a one-shift-a-day operation.”
Highly Evolved
The Dolllarama DC is always in a constant state of evolution because the company regularly replaces about 25 per cent of its existing inventory each year to keep the product selection updated.
Because there is always a limit to what sort of productivity performance one can achieve with manual labor, about a year ago Dollarama made a bold decision to automate some of the DC’s more labor-intensive operations in the packaging area with end-of-line equipment and machinery manufactured by the globally-renowned Premier Tech Industrial Equipment Group of Riviere-du-Loup, Que.
“Last year Dollarama began to automate some of our processes as a means to lower production line costs, as well as to speed them up to achieve higher throughput,” says Charles Cusson, operations manager and project leader for this initiative, noting that the frequent changes in product inventory necessitate almost constant floorplan layout redesigns.
According to Cusson, the project was commissioned in two phases.
Completed by June of 2011, Phase One of the project involved the installation of:
• 500 liner feet of heavy-duty, zeropressure accumulation conveyors, capable of handling pallet loads weighing up to 3,000 pounds;
Premier Tech’s LW-300-HS stretchwrapping machine dispensing a plastic sheet to cover the top of the pallet load, protecting the cartons of product from possible inclement weather during storage and transport to its stores.
• a total of 12 hydraulic induction stations: eight for loading and four for unloading;
• four high-speed, fully-automatic model LW-300-HS stretchwrapping machines for stabilizing and secur-
Theadvantagesof RossTraySealerscome in everyshapeandsize.
Join other satisfied Reiser customers that trust Ross tray sealing equipment to protect the integrity of their product. Specially designed to produce modified atmosphere packages (MAP), the Ross high-impact seal bar system ensures the highest quality seals every time. Reiser offers a full line of Ross tray sealers to match any packaging requirement. Reiser is your solution – put us to the test. For more information, call Reiser at (905) 631-6611.
Ross S Series Ross Inpack A10
STRETCHWRAPPING
ing the palletized loads for safe shipping.
Almost exactly a year later, Premier Tech had completed Phase Two of
• nine more hydraulic induction loading stations, two of them also capable of unloading;
• another four hydraulic induction unloading stations, and;
• three additional model LW-300-HS stretchwrappers.
Designed for efficient and secure wrapping of palleted loads at speeds of up to 95 loads per hour, the rotary-arm LW-300-HS stretchwrappers have had an immediate impact in boosting the DC facility’s productivity, according to Cusson.
“They are simply great machines, which is why we bought seven of them from Premier Tech,” Cusson extols.
When you talk financing with Farm Credit Canada, we’ll
“Each LW-300-HS stretchwrapper is able to wrap a pallet for us in 38 seconds, compared to 125 seconds with the semi-automatic stretchwrapper we were utilizing previously,” says Cusson, adding the machines retain their high-speed performance even when utilizing the optional top-sheet dispenser to add extra load protection.
In addition to being able to maintain constant film strength and tension throughout the 38-rpm movement of the rotary arm around the pallet, LW-300-HS are also designed to enable fast-and-easy roll changeovers; facilitate easy access to all machine components for quick maintenance and adjustments; and ensure remarkably quiet, user-friendly operation with an easy-to-use interface terminal.
Recalling the machinery installation, testing, startup and troubleshooting stages, Champagne gives top marks to Premier Tech staff for their high level of professionalism and top-notch customer service.
“Premier Tech really demonstrated some very impressive leadership during this project,” Champagne relates, “by showing off their vast knowledge of how to implement complex, tailor-made solutions, and the ability
The Allen-Bradley PowerFlex 40 AC drives provide motor speed control for Premier Tech’s stretchwrapping equipment.
to adapt their systems and components to fit our production environment.
“They certainly impressed me on many levels,” he proclaims.
Adds Premier Tech’s marketing coordinator Pierre-Jean Lajoie-Michaud: “Although the first phase was challenging for both Dollarama and ourselves, both companies learned enough from it to make the second phase a huge success.
“A lot of it was due to Premier Tech’s ability to identify potential areas for improvement, to establish a plan of action for each of them, and to quickly revise initial designs accordingly—without impacting the project delivery date,” LajoieMichaud expands.
warehouse locations, making big efforts to operate in as eco-sensitive manner as possible.
“Although we do not have our own corporate shipping fleet, we rely on close collaboration with third-party carriers to move our product as efficiently and as eco-friendly as possible by using rail instead of highway transport, for example, whenever we can,” Champagne reveals.
“It is something that could not have occurred without the great teamwork between the customer project team led by Charles Cusson and the manufacturer.”
Champagne says that Dollarama is keenly aware of the environmental footprint of moving millions of products across the country to distant store and
Champagne also points out that installing Premier Tech’s stretchwrappers enabled the DC facility to boost its own environmental performance by significantly decreasing the volume of packaging material it consumes in shipping operations.
“The fact that we are able to move more of our product out of our facility quicker than ever before allows us to not only fill orders quicker for our continually growing number of retail stores,” Champagne concludes, “but also to ensure that the products our customers want are always available on our store-shelves.
“A happy customer is a repeat customer.”
The highest read raTes ever
What Would higher barcode read rates mean to you?
high read rates help you increase efficiency, lower costs, and control traceability. With the new dataMan® 300 image-based barcode reader, even higher read rates can now be achieved:
• Intelligent Tuning automatically adjusts lighting, focus and exposure to optimize code reading, with a single button press.
• 1DMax+ with ‘hotbars’ technology reads 1-d barcodes faster and more reliably, even if damaged or badly printed.
• 2DMax+ reads any 2-d code, no matter the printing method, the surface it is marked on, or the code quality.
To get the benefit of the highest read rates ever, visit:
A pair of SEW-Eurodrive motors power one of Premier Tech’s stretchwrappers at the Dollarama distribution center.
ROLLING WITH THE TIMES
Venerable Canadian labeling machine manufacturer continues to crack new foreign markets with help from local Automation supplier
BY ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY COLE GARSIDE
You can’t buy experience nor the uncanny knack for constructing robust and inventive rollfed labeling machines, which has made the folks at Associated Packaging Equipment Corp. a much sought after manufacturer to do business with around the world.
But less so in Canada, much to the chagrin of octogenarian founder, owner and very much hands-on equipment builder Martin Malthouse, who has long been puzzled why his company has always done more business outside the borders of Canada than within.
Situated in a small but buzzing 3,500-squarefoot workshop just north of Toronto in Markham, Ont., Malthouse is a veritable font of information about packaging machine-building history in Canada, having staked his own claim to fame with an invention of his.
“Associated Packaging has been around as a family-owned operation for 45 years,” Malthouse told Canadian Packaging during a recent visit to the 10-employee operation, “and we’re the inventor of the rotary guillotine knife for rollfed labeling machines, not to mention a score of other advanced techniques.”
Despite the talent and expertise surrounding him, Malthouse is Associated Packaging, having been the chief idea man responsible for the manufacture of hundreds of labeling machines built by the company since its inception in 1965.
When the company became the sole agent for Johann Weiss rotary labeling machines in Canada, he quickly found favor with Molson Breweries, who were contemplating the launch of a new product at the international Expo ‘67 exhibition in Montreal. Specifically, Molson wanted to place a label on its new Molson Brador beer that would also help promote their pavilion at the fair.
“Because Molson had a lot of old machinery back then, they looked to Associated Packaging to provide a special machine to apply a front-and-back label onto their glass beer bottles that would advertise their presence at Expo ’67, and highlight their Brador brand of beer,” recalls Malthouse, a selfdescribed ‘thinker-and-tinker’ of the company.
“We sold two labelers to Molson and then Labatt Brewing asked us to provide some machines for them, as well,” he relates.
In 1969 with Associated Packaging having sold 34 machines to beverage producers across Canada, Malthouse had a brainstorm.
“I wondered to myself: if we could just cut a label on the fly, we could reduce the cost of labels,” recalls Malthouse.
“That idea led to the creation of the rollfed label.”
The rollfed label has become a cost-effective option for applications within the food, household and beverage industries worldwide as the wraparound labels offer customers a product featuring a 360-degree shelf presence.
With the creation of the rollfed industry, Associated Packaging has maintained a philosophy of developing rollfed labeling machines for both large and small customers.
“We might be of a moderate size, but we have some
skilled technicians who really know how to build a machine,” says Malthouse. “And our size allows us to really pay attention to the needs of customers.
“It’s why our machines are operated globally, and proving to be low-maintenance machines.”
While remaining the type of manufacturer that will customize a machine for a client, Malthouse explains that Associated Packaging works with three fundamental rollfed label machines: the Polyclad 200, Polyclad 900 and Polystar
The Polyclad 200 is what Malthouse describes as a ‘junior-size’ rollfed labeler suitable to run up to 200 containers per minute.
The Polyclad 900 series rollfed labeler was designed with a 32-inch-diameter, verticaly adjustable, label cylinder that is never removed to make label changes, meaning the user can perform label changes very quickly and efficiently.
Built For Speed
“Speed-wise, depending on the size of the bottle, the Polyclad 900 will run 200-ml bottles at 550 containers per minute,” notes Malthouse.
As for the Polystar, Malthouse calls it a high-end machine capable of running 150-ml bottles at 700 labels per minute and two-liter bottles at 350 units per minute—suitable to handle a wide range of canister, including glass, PET (polyethylene terephthalate) bottles, or cans that utilize paper, film or polystyrene labels.
Automation manufacturer Schneider Electric Canada has worked with Associated Packaging for the past five years, supplying the latest edge in technology to their machines.
Schneider Electric’s senior sales specialist for packaging, OEM and industrial sales Renzo Mueller says: “Over the past five years, Schneider Electric Canada has had the priviledge to work with Associated Packaging Equipment supporting their production of labeling and shrink systems—a co-operation that has helped them develop a range of highly efficient labelers in modular format.”
The servo-driven Polystar was developed using Schneider Electric’s ELAU C200 PacDrive in-line automation system that uses a servo-driven starwheel to give the roll-fed labeler speed and flexibility.
According to Malthouse, Associated Packaging was the first manufacturer to have a labeling cylinder ranging in size from 38.1 centimeters (15 inches) up to 100-cm (39.37 inches) which essentially provides the user with multiple machines.
“By using the ELAU servo controls, the Polystar gives an exact placement of a label onto the container, and that has enabled us to create a labeler that can run very, very fast,” explains Malthouse.
Since Associated packaging utilizes a rotary knife, the PacDrive allows the labeler to actually place more labels on the cylinder head because it has a closer
Martin Malthouse, owner and founder of Associated Packaging Equipment Corp., stands in front of his Polyclad rollfed label machine—a concept he is credited with having invented.
Still very much a hands-on owner, Martin Malthouse examines a rollfed labeler to ensure it works perfectly to his customer’s speci cations.
pitch, provides better control over the container, and even allows for greater vertical stability for containers that might be more unstable in shape.
Star Turn
Malthouse says that thanks to the ELAU PacDrive control, the starwheel’s precision allows the user to save time and money.
“Customers can now do very quick changeovers with the Polystar because the ELAU servomotor easily manoeuvers the starwheel into the proper position to begin production,” states Malthouse. “ELAU enables us to home the stars for every star we need.”
Malthouse says he is very happy with his relationship with Schneider Electric ELAU.
“We had talked to a few companies who said they could create that servo-drive system that would work with our labelers, but no one stepped up to actually deliver.
“But ELAU decided to work with us jointly to develop this machine and have done an excellent job.”
Malthouse says the ELAU software engineers were also superb in their diligence in working with Associated Packaging, ensuring that the software would function properly and easily.
Schneider Electric products have been used in Associated Packaging’s rollfed labeling machines along with its PolyShrink system, a custom-designed machine to shrink OPP, PVC and other like films onto contoured surfaces via controlled hot-air fed through ‘baffled plenums and impingement orifices’, according to Malthouse, ensuring perfect hotair delivery at specific areas of a container.
The PacDrive controllers, servo-drives and servo motors are controlled by Schneider Electric’s:
Inspite of Associated Packaging’s successes, Malthouse found fame in North America to be fleeting. While the Brit expat has called Canada home for the past 30 years, he says he has found more business opportunities in other corners of the world.
Presented with an opportunity in 1980 to sell a labeler to Taiwan and South Korea, Malthouse traveled abroad armed only with a film projector to show them his machines.
Along with an employee, Malthouse was the first Canadian to present rollfed labeling concepts to the Shanghai Packaging Association
“After 18 months of silence, our efforts were rewarded by first selling four machines to a major Chinese company and subsequently receiving orders for 18 more for a grand total of approximately US$3.5 million. Not bad for a Canadian Marco Polo,” he chuckles.
Despite admitting that his company has had a bit of an up-and-down history, Malthouse was adamant that there was still a lot of fight left in Associated Packaging—and himself.
“Inspite of having to get older, I’m still working five days a week,” he states. “The rollfed label business is a big industry with lots of competition to manufacture labelers, but I love the challenges, and as long as I’m able, I’ll be there... working on ways to make a better rollfed labeler.”
Within the inner workings of a Polyclad rollfed labeler, Associated Packaging utilizes automation experts SEWEurodrive and Leeson Canada for their motors.
A Schneider Electric Magelis HMI touchscreen provides easy-to-operate capabilities on all Associated Packaging Equipment’s rollfed labelers.
A close-up of a Schneider Electric ELAU servo motor on an Associated Packaging Equipment rollfed labeler.
SUSTAINABILITY
THE CYCLE OF LIFE
Green entrepreneurship reaps many different rewards in global war on packaging waste
BY ANDREW JOSEPH, FEATURES EDITOR
Turning poop into gold may sound like extreme alchemy gone wild, but it’s something that Toronto-born entrepreneur Tom Szaky has been doing literally since his undergrad days back at Princeton University, where he made much more than a few dimes selling worm poop as an all-natural, Earth-friendly, low-cost fertilizer that he was convinced was a product just waiting for open-minded retail customers to embrace.
And embrace it they did—warmly enough to enable Szaky to incorporate his fledgling studentrun operation into TerraCycle, Inc.—today a thriving, globallyoperating company leading the way in collecting many types of hardtorecycle packaging products and turning them into new innovative, affordable consumer goods while offering a brilliant end-of-life packaging solution for millions of tonnes of used packaging headed for landfills.
Founded in 2001 as part of a business plan for a Princeton University student contest, TerraCycle’s beginnings were as humble as one would expect, with Szaky and fellow student Jon Beyer manually collecting waste from the school’s dining hall, processing it into the so-called ‘Worm Gin’ to feed their worms, and turning the worm poop into a fertilizer mix that they packed into discarded beverage containers.
The experience laid foundations for a strong recycling culture that has paid off big-time for TerraCycle over the past decade.
In fact, it almost paid off handsomely in 2003 when TerraCycle won a US$1-million top prize in a local contest looking for a best business plan for an upstart venture.
However, after hearing about the proposed business plans that the contest’s main sponsor had in mind for his company, Szaky refused to collect the cash in order to retain full control of TerraCycle.
It proved to be a worthwhile gamble, as within a few years the company already had the likes of Walmart Canada, Home Depot, Whole Foods Market and other retail chains among its customers—enabling the company to operate on solid financial footing, while sticking to its core values of help-
A frequent and popular speaker at many major packaging sustainability conferences, seminars and exhibitions across North America, Toronto-born TerraCycle founder Tom Szaky will be one of the keynote speakers opening up the upcoming Creating Next Life Solutions conference in Ottawa, Sept. 28-30, 2012, organized by PAC-The Packaging Association
ing the modern consumer society to minimize its ultimately unsustainable packaging footrpint.
By 2007, TerraCycle took its waste reduction to a whole new level after being approached by Honest Tea to see if TerraCycle could do something with their Honest Kids fruit beverage brand’s PET (polyethylene terephthalate) pouches.
After figuring out a cost-effective way to sew the empty pouches together, TerraCycle began “upcycling” them into colorful pencil cases for school kids. Before long, the company began collecting and sorting all sorts of other consumer packaging waste that could be “upcycled” into useful new products.
To secure adequate supply of discarded flexible packaging, TerraCycle partnered up with schools and
Images
other public institutions to collect the waste and sell it to TerraCycle, who would then have thirdparty manufacturers make colorful new products bearing the original brand’s signature banners, icons, logos, graphics, etc.
The beauty of the whole virtuous circle is that absolutely none of the collected pouches and other flexi-packs ever come near a landfill, according to TerraCycle Canada’s director of communications Denise Barnard, while brand-owners have a great opportunity to make a valid and credible statement about their sense of environmental responsibility.
“It’s all about taking waste products and using them to create new upcycled and recycled products that feature the original brand, which in turn provides the [brandowner] partner company with great recognition,” Barnard told Canadian Packaging in a recent interview.
“And because of the significantly lower material costs, TerraCycle can have these new eco-friendly products manufactured without charging much of a premium,” says Barnard, citing an extensive list of stylish-looking upcycled products such as binders, pencil cases, folders, lunchboxes, backpacks, tote bags, faux jewelry, potting supplies, bird-feeders, trash cans and recycling bins. (See Pictures)
Global Appeal
Naturally, many leading multinational brand-owners and retailers were quick to seize on the idea— not only in North America, but also in the U.K., Argentina, Mexico, Germany, Brazil, France, Sweden, The Netherlands, Denmark, Norway, Belgium, Luxembourg, Switzerland and Spain.
In Canada, the company is currently working with over 20 major brands— including Nestlé, Kool-Aid, Mr. Christie’s, Huggies, Sally’s, Schneiders, Garnier, Old Navy and Sharpie —to collect their used packaging that would otherwise end up in a landfill.
“About 95 per cent of all the waste we receive is recycled, with five per cent upcycled into new products,” says Barnard.
Most of the waste in Canada is collected via TerraCycle-operated Brigade programs, Barnard explains, which involves about 800,000 people across Canada, with elementary school children accounting for about 70 per cent of that total.
All the collected waste—along with any additional pre-consumer waste, such as overruns from its business partners—is sent directly to the company’s New Jersey facility, where it is separated, sorted and shipped to local third-party manufacturers for upcycling.
SUSTAINABILITY
Barnard says the company currently operates 22 Brigade programs across Canada, with several new ones launched so far this year: Old Navy Flip-Flop Brigade ; Cigarette Waste Brigade ; Staples Brigade (in-store collection of used writing instruments); Schneiders Lunchmate Brigade ; and the London Drugs Brigade.
Launched last month across London Drugs Limited ’s 76 stores in western Canada, the London Drugs Brigade encourages shoppers to drop off their used beauty
packaging and chocolate wrappers at collection boxes in London Drugs stores, with the retailer donating $0.02 per each collected package to the Canadian Cancer Society and shipping them on to TerraCycle.
Says Barnard: “As of the end of August, TerraCycle Canada has helped divert 54,995 kilograms (121, 244 pounds) of packaging waste from landfills in Canada by literally creating new life for old packaging, and we are really just getting started.”
Plan to Attend This Comprehensive Resource for Packaging Professionals
EXHIBITION AND CONFERENCE: November 14–15, 2012 Palais des congrès de Montréal Montréal • Québec
What you can accomplish with a visit to PACKEX Montréal:
MEET face-to-face with hundreds of top suppliers
SEE the latest advances in packaging and processing
FIND new equipment, materials, and services
COMPARE solutions side by side
NETWORK with industry peers
GAIN FRESH IDEAS to innovate your packaging, streamline your process, and accelerate your projects!
Find additional solutions at these co-located events:
SPONSORED BY:
For details on exhibiting or attending, visit:
Sept. 20-23
Istanbul, Turkey: Eurasia Packaging 2012 Istanbul, international packaging industry fair by Tüyap. At the Tüyap Fair and Congress Center. To register, go to: www.packagingfair.com
Sept. 24-26
Atlanta, Ga.: 2012 Polyurethanes Technical Conference, by the Center for the Polyurethanes Industry (CPI) of the American Chemistry Council. At the Omni Hotel. Contact Marie Francis at (202) 249-6514.
Sept. 28-30
Ottawa: A World Without Packaging Waste, national conference by PAC-The Packaging Association. At Fairmont Chateau Laurier. Contact Lisa Abraham at (416) 646-4640, or via email labraham@pac.ca
Oct. 1-3
Chicago: Packaging that Sells, conference by BNP Media. At Embassy Suites Chicago. Contact Amy Riemer at (978) 475-4441; or go to: www.packagingthatsells.com
Oct. 1-4
Atlanta, Ga.: 2012 SuperCorr, corrugated industry exhibition and conference by TAPPI (Technical Association of Pulp and Paper Industries) and AICC (Association of Independent Corrugated Converters). Contact Kristi Ledbetter of TAPPI at (770) 209-7319, via email KLedbetter@tappi.org, or go to: www.supercorrexpo.org
Oct. 2-5
Tokyo, Japan: Tokyo Pack 2012, packaging technologies exhibition and conference by the Japan Packaging Institute (JPI). At Tokyo Big Sight exhibition center. To register, go to: www.tokyo-pack.jp
Oct. 14-16
Chicago: 2012 Paper Recycling Conference, by Recycling Today Media Group. At Marriott Downtown Chicago. To register, go to: www.PaperRecylingConference.com
Oct. 21-23
Louisville, Ky.: Adhesive & Sealant 2012 Fall Convention, by the Adhesive & Sealant Council Inc. (ASC) At Louisville Marriott Downtown. To register, go to: www.ascouncil.org
Oct. 24-26
Monaco: Luxe Pack Monaco 2012, international luxury goods packaging exhibition and conference. At Grimaldi Forum. To register, go to: www.luxepack.com
Oct. 28-31
Chicago: PACK EXPO International 2012, global packaging technologies exhibition and conference by Packaging Machinery Manufacturers Institute (PMMI). At McCormick Place. Contact PMMI at (703) 243-8555; or go to: www.packexpo.com
Nov. 6-8
Mumbai, India: International PackTech India 2012, processing and packaging technologies exhibition by Messe Düsseldorf GmbH. Concurrently with the drink technology India 2012 international beverage industry exhibition by Messe Düsseldorf GmbH and Messe München GmbH. Both at the Bombay Exhibition Center. Contact Messe Düsseldorf North America at (312) 7815180; or go to: www.mdna.com or www.packtech-india. com
register, go to: www.imiconf.com
Nov. 14-15
Montreal: PACKEX Montreal, packaging technologies exhibition by UBM Canon. Concurrently with Expoplast 12, ATX Automation Technology Expo Montreal, Design & Manufacturing Montreal, Contract Manufacturing Expo, Powders & Bulk Solids and AerCon. All at Palais des congrès de Montréal. To register, go to: www.canontradeshows.com
Nov. 14-16
Hollywood, Fla.: Security Printing Conference, by Information Management Institute (IMI). At Hollywood Beach Marriott. To register, go to: www.imiconf.com
Nov. 19-22
Paris, France: EMBALLAGE 2012, international packaging exhibition by Comexposium. At ParisNord Villepinte. To register, go to: www.emballageweb.com
2013
Jan. 21-24
Chicago: Automate 2013 and ProMat 2013, colocated automation technologies and material handling exhibitions by Automation Technologies Council (ATC) and the Material Handling Industry of America (MHIA) respectively At McCormick Place. Contact Jeff Burnstein of ATC at (734) 9946088, or via email jburnstein@robotics.org; Carol Miller of MHIA at 704-676-1190; or go to: www.ProMatShow.com
Jan. 29-31
Atlanta, Ga.: International Production & Processing Expo, joint exhibition by the U.S. Poultry & Egg Association (USPOULTRY), American Feed Industry Association (AFIA) and American Meat Institute (AMI). At Georgia World Congress Center. To register, go to: wwww.uspoultry.org
Feb. 13-14
Paris, France: Pharmapack Europe, pharmaceutial and medical device packaging exhibition by UBM Canon. At Grande Halle de la Villette. To register, go to: www.pharmapack.fr
March 19-21
Nov. 7-8
Philadelphia, Pa.: 2012 Automation Fair, industrial automation technologies exhibition, including the ManufacturingPerspectives conference, by Rockwell Automation. At the Pennsylvania Convention Center. To register, go to: www.rockwellautomation.com
Nov. 12-14
Hollywood, Fla.: Thermal Printing Conference, by Information Management Institute (IMI). At Hollywood Beach Marriott. To
Munich, Germany: CCE International, corrugated and carton industries exposition by Mack Brooks Exhibitions. Concurrently with the ICE Europe international converting exhibition. Both at the New Munich Trade Fair Centre. To register, go to: www.mackbrooks.com
April 9-11
Orlando, Fla.: ICE USA, International Converting Exposition (ICE) by Mack Brooks Exhibitions. At the Orange County Convention Center. To register, go to: www.ice-x-usa.com
May 14-16
Toronto: PACKEX Toronto, packaging technologies exhibition by UBM Canon. Concurrently with PLAST-EX, ATX Automation Technology Expo Canada, Design & Manufacturing Canada, Powder & Bulk Solids and Sustainability in Manufacturing All at the Toronto Congress Centre. To register, go to: www.canontradeshows.com
October 28-31, 2012
Advance your knowledge. Advance your network. Advance your business. The packaging and processing industries are constantly changing. To stay ahead of the curve this year, there’s one place you need to be – PACK EXPO International 2012. It’s the largest collection of innovative packaging and processing solutions in the world. Register today!
Produced by:
NOTES & QUOTES
Montreal-headquartered label manufacturing group Labelink has completed the acquisition of the business assets of Labelad—Toronto-based supplier of pressure-sensitive, shrinksleeve, rollfed labels and flexible packaging products—for an undisclosed amount. According to Labelink president Stephen Bouchard, the current Labelink and Labelad customers in Quebec and Ontario will benefit from the immediate synergies and cost-savings enabled by this strategic acquisition. “Other benefits to the combined customer base include a full-scale manufacturing contingency support with multiple locations in Ontario and Quebec, the introduction of a wider platform of new products into both regions, and a significant increase of both flexographic and digital print capacity,” says Bouchard.
Toronto-headquartered specialty packaging products group CCL Industries Inc. has signed an exclusive distribution agreement for Canada and the U.S. with the Indian-based ACG Pharmapack, one of the world’s leading suppliers of PVC films and coated aluminum foils for pharmaceutical-grade tablet and capsule blister packaging lines. Under the arrangement, ACG will continue to handle sales of packaging equipment directly from the company’s U.S. office in New Jersey, while CCL Label will upgrade its label manufacturing facility in Raleigh, N.C., with new wide-web slitting and state-of-theart converting technology to make the finishedpurpose film and foil labels for customers in the North American healthcare industries. Says ACG’s chief executive officer Michael Franklin: “For our pharmaceutical customers in North America, this will result in easier access to printed and unprinted films and foils for blister packaging from ACG, combined with the great customer service they have come to expect from CCL Label.”
Burnaby, B.C.-based industrial equipment parts distributor Motion Canada —a division of Birmingham, Ala.-headquartered Motion Industries, Inc.—has opened a new branch office in Cranbrook, B.C., to meet growing local demand for the company’s broad range of industrial maintenance, repair and operation (MRO) replacement parts and components. “The addition of this branch reflects our ongoing commit-
Appointment
Markem-Imaje Inc. is pleased to announce that Brian Duff y joined the company in late 2011 as a Key Account Manager.
Mr. Duff y comes to Markem-Imaje with over a decade of experience in the field of product identification including sales of highly complex equipment and systems integration solutions. He will be responsible for a select number of the largest customers in Canada. His experience and demonstrated abilities in satisfying sophisticated customer needs will be a welcome addition to the Markem-Imaje team.
ment to meet the needs of our customers in the Cranbrook area,” says Motion Canada president Dermot Strong, whose company now operates 52 branches across Canada in all provinces except Prince Edward Island. Tel. 1 (800) 526-9328
German packaging equipment group Bosch Packaging Technology has reached an agreement to acquire the assets Ampack Ammann, Königsbrunn, Germany-based manufacturer of filling, dosing and packaging machines for lowgerm and aseptically processed liquid and pasty foods such as dairy products, baby-foods and hospital ready-serve meals. Operating its own dedicated R&D facility (see picture) and employing around 250 people, Ampack Ammann generates annual revenues of about $43 million, primarily serving manufacturers of dairy, semi-liquid and nutritional food products. “Ampack Ammann is a technological leader in the area of low-germ and aseptic processing of pre-formed cups and bottles, which will complement our existing product portfolio in this segment,” says Bosch Packaging president Friedbert Klefenz.
European-based private venture capital group Permira has completed its US$500-million acquisition of leading end-of-line packaging and material handling systems manufacturer Intelligrated of Mason, Ohio, with company founders Chris Cole and Jim McCarthy retaining their senior executive management positions and a “significant stake” in the company. According to Permira, the new investment will help the well-established global supplier of integrated material handling solutions for end-users in the packaging, warehousing, distribution, consumer product manufacturing and other industries (see picture) solidify its customer base in North America, pursue a rigorous expansion in the emerging markets, and strengthen its focus on the aftermarket services market. “We are thrilled that a world-class investment firm such as Permira has recognized the growth potential in our business,” says Intelligrated’s chief executive officer Chris Cole. “This is a strong endorsement for Intelligrated and our highly talented workforce, and we look forward to taking advantage of Permira’s unique global perspective and industry insight ... to help us to continue on our strong growth trajectory.”
Luxembourg-headquartered glass and metal packaging products manufacturer Ardagh Group has reached an agreement to acquire Tampa, Fla.-based glass-
maker Anchor Glass Container Corporation in a US$880-million deal that will significantly increase Ardagh’s market presence in the U.S. Currently ranking as the third-largest glass manufacturer in the U.S., Anchor employs approximately 2,700 people at eight plants to make about 5.6 billion glass containers per year—generating annual revenues of around US$800 million. “This transaction is very significant in the globalization of Ardagh’s glass business and follows on from the recent acquisition of Leone Industries in New Jersey,” says Ardagh Group’s chief executive officer Niall Wall, adding the acquisition will give Ardach an estimated 23-percent share of the U.S. market.
Plastic beverage containers manufacturer Amcor Rigid Plastics has started up a new on-site bottle manufacturing operation at PepsiCo Inc.’s bottling facility in Mountain Top, Pa., where the Purchase, N.Y.-headquartered softdrink giant produces its signature Gatorade brand range of sports drinks. Boasting annual capacity of about 650 million hot-fillable PET (polyethylene terephthalate) bottles, according to Amcor, the new inline operation provides considerable sustainability benefits for the bottler compared to the previous practices of purchasing PET containers from a variety of different merchant suppliers, while also eliminating the expenses of unnecessary handling, secondary packaging and freight costs. “We’re very excited about establishing this onsite operation because it expands our relationship with PepsiCo and gives us an opportunity to better serve a key strategic customer,” says Larry Weber, general manager of Amcor Rigid Plastics’ North American Beverage Group unit.
Omega Design Corporation, manufacturer of container handling and packaging equipment systems for pharmaceutical and consumer healthcare industries, has opened up the new Demo Lab facility (see picture) at the company’s headquarters in Exton, Pa., to showcase its broad range of bottle unscramblers, bottle-puck handling systems, shrink bundlers, secondary orienters, and canisterand pouch-style desiccant feeders to current and prospective customers. Operating state-of-the-art serialization solutions supported with advanced machine vision and track-and-trace systems, the Demo Lab also provides educational and consulting services in supply chain security and the pending e-Pedigree legislation in the U.S., expected to be first implemented in California in 2015. Says company president Glenn Siegele: “As unit-level serialization continues to gain momentum in markets across the world, we see this as a place where visitors can gain a better understanding of what this means specifically for their individual companies by providing customized solutions to a complicated overarching issue—one that soon may come into play on an industry-wide scale.” Tel. (605)3636555, or go to: www.OmegaDesign.com
Toronto-based Unisource Canada, Inc., leading supplier of packaging, printing, imaging and wide-format products, materials and technologies, has appointed Mike Brown as the company’s national director of packaging sales, responsibile for sales activities of all 18 locations operated nationwide by Unisource Canada, a whollyowned subsidiary of Norcrsoss, Ga.-headquartered Unisource Worldwide, Inc.
MD Packaging Inc., Markham, Ont.-based conveying and packaging systems supplier and integrator, has appointed Mark Cooper as technical and product manager for all of the company’s X-Ray inspection equipment and services.
RMT Robotics, Grimsby, Ont.based supplier and integrator of robotic gantry-based order fulfillment and AGV (automated guided vehicle) systems, has appointed Andrew Bell as customer care manager, and Bill Torrens as director of the company’s ADAM Systems Group unit.
Roseland, N.J.based package converting and printing technologies supplier Bobst North America Inc. has appointed Marcus Rozatti as the U.S. West Coast regional sales manager for the company’s Corugated Sales Group unit.
Diversified Graphic Machinery, Red Bank, N.J.-based manufacturer of foil-stamping systems and equipment used in lithographic package printing and converting applications, has appointed Dan Quenzer as national sales manager.
Eaglestone Equipment , St. Charles, Ill.-based manufacturer of conveying systems for food processing and packaging applications, has appointed Charles Horacek as sales manager.
Delkor Systems, Minneapolis, Minn.-based manufacturer of automated cartoning, case- and traypacking equipment, has appointed Rosalia Buencamino as marketing and communications manager.
turer of plastic dispensing closures and related controlled-access packaging products, has appointed Kristin Springer as product application engineer.
Pawcatuck, Conn.-headquartered plastic extrusion equipment and technologies manufacturer Davis-Standard, LLC has appointed Jim Winning and Glenn Beasley as senior sales engineers for the company’s Specialty Systems Group buisness unit.
PaperWorks Industries, Inc., Philadelphia, Pa.-based manufacturer of recycled paperboard packaging products, has appointed Mark Staton as president and chief executive officer.
Magnum Systems, Inc., Kansas City, Ks.-based manufacturer of pneumatic conveying and material handling equipment for dry bulk product applications, has appointed Gary Saunders as president and chief executive officer.
SATO America, Inc., Charlotte, N.C.-based manufacturer of thermal printers, labeling software and RFID (radio frequency identification) technologies, has appointed Tim Cook as vicepresident of sales for North America.
Westborough, Mass.-based blown plastic films manufacturer Danafilms has appointed Mark Turano as sales manager and Clark Sylvester as plant manager for the company’s Westborough facility.
Water is Mother Nature’s greatest refresher, but sometimes a little flavor goes a long way in making what’s good for you taste good too. Imported by Toronto-based Kraft Canada Inc., the Mio Liquid Water Enhancer brings any bottle of water to life with an assortment of flavors—including Berry Pomegranate, Fruit Punch, Mango Peach and Strawberry Watermelon —with a slight squeeze of syrup concentrate from the droplet-shaped container made from BPA-free, pearlizedgrey, recyclable plastic with a snug, snap-in flip-top lid. The shrinksleeve wrap around the container doubles as a high-impact, high-graphics label using different colors to match the flavors, while also securing the lid in place and providing perforated easy access to the cap. Although the label prominently claims that each container packs enough enhancer to make 24 servings, the tiny grey-on-grey type on the back defines the “serving’ as only 250 ml—or half the volume of the standard 500-ml water bottles. But let’s not allow this bit of truthiness in advertising diminish the innovative flair of this ingenious, on-the-go packaging that truthfully delivers on the product’s witty catchphrase: “Flip it. Tip it. Sip it.”
Like many shoppers, I’ve always tended to associate the Brampton, Ont.-based Maple Lodge Farms with the company’s flagship brand of Chicken Wieners, so I was pleasantly surprised to come across its new packages of Chicken Bacon Style —offered in Original and Cracked Peppercorn flavors—just a little further down the aisle of the
refrigerated meats section. Mixed in a busy cluster of competing pork and chicken bacon packs, I nearly overlooked it—if not for the savory product photography, with a promise to be ready to eat in under three minutes. Unlike the typical bacon packs that leave you with the task of storing leftover product without making a fatty mess, this vacuum-tight, 375-gram beauty boasts a high-quality Zip-Pak closure that lets you take out just what you need and keep the rest fresh for later. I was also intrigued by the pack’s prominent “High Pressure Protection” proclamation, and the package’s backside does a nice job of highlighting the safety and shelf-life advantages of advanced HPP (high-pressure processing) technology offering unrivaled means of completely eliminating all traces of listeria , salmonella , E.coli and other nasties from the contents. Nothing like having science on your side when it comes to food packaging!
what else the powder would absorb besides odors—moisture, humidity, who knows? No such worries with this 340-gram, white plastic, shaker-style container topped off with a snug flip-top lid that lets you sprinkle out as much of the sodium bicarbonate powder as you need, while securely protecting the rest from all the tiny invisible elements floating around a busy kitchen.
by Elena Laglois
For as long as I can remember, baking soda has always been sold the same way—no matter what brand—as a loose powder in a paperboard box. Sure, over the years the box evolved to include ventilated sides for better absorption of refrigerator odors, but odor absorption is not my primary purpose for the stuff—it’s baking. Which is why I was thrilled to discvover the new plastic bottle of the venerable Arm & Hammer Baking Soda brand from Church & Dwight Co., Inc. on a recent cross-border shopping trek. I’m really hoping to see this new package in Canada soon, because it offers vastly more consumer convenience and peace of mind. Whenever I used to put the opened box of soda back in the pantry, I always wondered
One of the downsides of shopping at big Club Stores like Costco is that with everything sold in huge quantities, you better make sure you really like what you buy—since you’ll be consuming a lot of it. This would make it tricky for a fish-lover like me, the only one in my two-adult household, to enjoy my frequent “pescatarian” indulgences—if not for the bags of single-serving packs of Olivia brand of frozen fish from IFC Seafood of Laval, Que. Choosing from the brand’s generous variety of delicious fish is made quick and easy with a tantalizing recipe picture and bold type printed on front of the high-barrier, resealable bags of individually vacuum-packed pieces of fish, which you can inspect up-close by flipping the bag over to reveal its translucent, see-through backside. Considering a lot of this product originates at a faraway fish-farm near Turkey, I find the quality of this fish to be remarkably good in light of all the distribution stages involved before it lands in my kitchen. No doubt, high-quality packaging must have at least something to do with it.
Elena Langlois is a Toronto-based freelance writer.
Photos
DecentralizeD DriVe systems
moVigear
Movigear® is distinguished by its high level of system efficiency, a significant factor in reducing energy costs. The integration and coordination of all the drive components lead to a long service life and system availability. Movigear® is an intelligent system with its own control concept. Its high-quality networking helps reduce startup time and supports monitoring and maintenance tasks. When combined with a functional user software, drive tasks can be solved as quickly and easily as possible.
moVitrac ® lte B
The range of functions provided by MOVITRAC® LTE B is particularly well adapted to less complicated applications. Its user-friendly design makes integration quick and easy, it also meets the high quality requirements of everyday requirements. The Movitrac® LTE B is also available in IP66/NEMA 4k making it suitable for special ambient conditions. These frequency inverters operate reliably and flexibly even when exposed to dust or water.
Psc
Planetary servo gear units
The low backlash PSC planetary servo gear units are designed for torque classes from 30 to 305 Nm. They are designed to offer the greatest possible flexibility and ROI, as not every application demands machines designed for maximum performance. These planetary servo gear units are the basis for versatile, dynamic, and above all cost optimized drive solutions.
moVitrac ® ltx
Simple, fast and diverse: as part of the Smart Servo Package, SEW-Eurodrive offers the new Movitrac® LTX servo inverter for universal use. It stands out with advantages such as ease of operation, short startup times as well as optimized costs. Available in two sizes and covers a power range from 750W to 5.5 kW. The Movitrac® LTX is particularly suitable for use in applications such as secondary packaging, handling, and logistics.
Decentralize D D ri V e
DecentralizeD DriVe systems
In many industries and applications, implementing economical automation concepts means utilizing decentralized systems throughout. Long rows of control cabinets with complex wiring, expansive space requirements and long distances between control cabinet and motors are too rigid and not very economical. Only the combination of flexible, versatile, economic and target-oriented modules will provide an efficient solution. This is the reason why system operators opting for decentralized drive systems from SEW-Eurodrive are always ahead of the game.
our Drive solution Pyramid.
The demands on material handling systems today have never been more wide ranging or more challenging. That’s why SEW-Eurodrive offers drive solutions for every kind of industry application. From the simple to the sophisticated, our pyramid of solutions allow you to control costs and limit complexity by giving you the ability to tailor our products to the exact intelligence and performance specs you require. Reducing energy consumption is also an important imperative today for the modern production line. Just ask Coca-Cola, who achieved a sensational 75% reduction in energy consumption by incorporating 40 of SEW-Eurodrives’s revolutionary decentralized MOVIgEAR® units in a recent overhaul of a European bottling plant transport line.
SEW’s customer resource portal for expert consultation, information and services.
Results from Rexroth: Increase productivity, save energy, grow faster
Successful food and packaging operations need to maximize flexibility without sacrificing productivity or increasing costs. Innovative Rexroth drive and control technology helped Paper Machinery Corporation launch the first all servo-driven paper cup forming machine, enabling faster changeovers while cutting both energy use and machine development time. Only a technology leader like Rexroth can help its customers, and theirs, create and sustain that kind of competitive advantage. The Drive & Control Company
Results from Rexroth: Increase productivity, save energy, grow faster
Successful food and packaging operations need to maximize flexibility without sacrificing productivity or increasing costs. Innovative Rexroth drive and control technology helped Paper Machinery Corporation launch the first all servo-driven paper cup forming machine, enabling faster changeovers while cutting both energy use and machine development time. Only a technology leader like Rexroth can help its customers, and theirs, create and sustain that kind of competitive advantage. The Drive