Dan Milanovic, President, The Elite Meat Company


Ryson makes a full line of spiral conveyors that can satisfy most vertical conveying needs. Ryson Spirals need less floor space than conventional conveyors and are faster and more reliable than any elevator or lift.
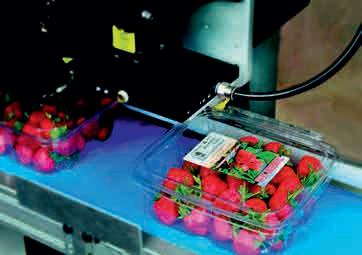
Unit Load Spirals convey cases, totes and packaged goods smoothly on our slat style belts and are available in 8 standard slat widths ranging from 5”to 26”.
Mass Flow Spirals handle full and empty bottles, cans and jars in mass up to 2000 units per minute. Available in 4 different slat widths ranging from 10” to 20”.
Narrow Trak Spirals are new super compact spiral conveyors designed to handle your smaller loads and can run at speeds in excess of 200 fpm. They can be configured for end or side tranfer, with products being conveyed in a single file or in a continuous mass flow.
Visit Ryson Booth N-5528

High Capacity Spirals are in response to our customers need to go higher and handle more weight. The load capacity is 75 lbs. per linear foot of conveyor with speeds up to 200 FPM.
Multiple Entry Spirals The Multiple Entry Spirals allow loads to enter the spirals from several different elevations. A new high speed induction conveyor provides controlled spiral entry.
Quality and service come first at Ryson. We are the number one spiral manufacturer in the USA. For application assistance or more information, give us a call or visit www.ryson.com









OCTOBER 2016 VOLUME 69, NO. 10
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph (416) 510-5228 AJoseph@canadianpackaging.com
ART DIRECTOR
Katerina Maevska • (905) 713-4389 kmaevska@annexweb.com
PRODUCTION MANAGER
Barb Vowles • (416) 510-5103 BVowles@annexbizmedia.com
CIRCULATION MANAGER
Anita Madden • (416) 442-5600 x3596 AMadden@annexbizmedia.com
VICE PRESIDENT
Tim Dimopoulos • tdimopoulos@annexbizmedia.com
PRESIDENT & CEO Mike Fredericks
ANNEX BUSINESS MEDIA
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.

Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
e-mail: rthava@annexbizmedia.com
Tel: (416) 442-5600 ext 3555
Fax: (416) 510-5170
Mail: 80 Valleybrook Drive, Toronto, ON M3B 2S9
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $74.50 per year, USA $130.95 US per year, Outside Canada $149.00 US per year, Single Copy Canada $10.00, Outside Canada $27.10.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
ANNEX PRIVACY OFFICER
privacy@annexbizmedia.com Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2016 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
We acknowledge the [financial] support of the Government of Canada


For all the bad press that the meat industry and its products, especially red meat, have been subjected to in recent years from a wide range of critical interest groups and even the health community, the idea of a meatless future is still by and large a utopian fallacy, and amen to that dear brothers and sisters!
To paraphrase an old truism, if God really wanted us all to be vegetarian, he would not have made animals taste this good.
That said, having the benefit of an assured market demand for its products does not excuse the global meat industry of its CSR (corporate social responsibility) obligations and shifting consumers tastes and preferences that manifest themselves in increasing calls for tighter regulation to make the meat sector a more humane, safer, cleaner and eco -friendlier business.
Naturally, packaging has a key role to play in all this, which is why the U.S.-based Sealed Air Corporation, producer of the famed Cryovac brand of meat packaging materials and solutions, deserves due praise for doing the industry a big favor with its annual Power of Meat study, whose sound methodology and thoughtful analysis help meat processors stay abreast of the many important unfolding and upcoming changes in the marketplace for the good of their bottom line, their employees and the consumer public.
Now in its 11th year, the 2016 Power of Meat study provides a largely upbeat assessment of the North American meat markets by making it clear that the industry remains a key source of daily nourishment for the vast majority of North American consumers.
“Nearly eight in 10 shoppers believe a balanced diet is essential to good health [and] an even greater number of shoppers (82 per cent) believe meat and poultry are valuable sources of protein and other nutrients for a
balanced diet,” the report notes. “This belief reflects the growing popularity of protein, which has experienced seven-percent growth in sales.”
As rosy as that all sounds, a closer look reveals that much of that sales growth had been driven by higher meat prices, rather than volume, with beef sales recording a 6.1-percent sales increase despite experiencing a 4.1-percent decline in volume sales.
While this imbalance is less pronounced in other meat categories, the overall trend of paying more for less should be viewed with a certain amount of caution on the meat industry’s behalf, as continuously taking consumers for granted rarely results in a happy ending.
As the Power of Meat study points out, “High inflation for some protein varieties has caused the shoppers to change how they shop—whether by type of meat and poultry, volume or channel and indicates continued caution or many consumers following the economic downturn.
“Over the course of 2015, 60 per cent of shoppers made changes to what, where, when and how they purchase meat and poultry,” the report states.
“The lion’s share of shoppers who made changes (60 per cent) spent the same amount but purchased fewer or different items.
“This group was followed by shoppers who spent less money (25 per cent) and those who chose to increase spending (15 per cent).”
While such numbers are not reason to panic, a cautious consumer in a fragile economy is a factor that cannot be blissfully ignored—not when you’re talking about 25 per cent of the customer base.
Like it or not, affordability is a big part of the modern consumer’s mindset these days, and the sooner our leading meat processors, distributors and retailers address this elephant in the room, the happier they will be in the long run.
thermoform packaging machinery to keep up with robust growth in the foodservice marketplace. Cover photography by Naomi Hiltz
3 UPFRONT By George Guidoni
4-8 NEWSPACK Packaging news round-up.
9 FIRST GLANCE New solutions for packaging applications.
10 ECO-PACK NOW All the latest news on packaging sustainability.
11 imPACt A monthly insight from PAC, Packaging Consortium
12 NOTES & QUOTES
industry briefs & updates
13 EVENTS Upcoming industry functions.
52 CHECKOUT By Julie Saunders Joe Public speaks out on packaging hits and misses.
George Guidoni





23 THREE TIMES THE CHARM By George Guidoni
An inspired packaging redesign prompts Ontario craft brewer to invest into new canning line capacity to meet surging market demand.
30 THE RIGHT PATH TO GROWTH By George Guidoni
Canadian-based flexible packaging group enjoying quick growth in the U.S. markets with thoughtful integration of newly-acquired business assets.
35-50 PRESHOW REPORT
Our extensive preview of next month’s PACK EXPO International 2016 packaging technologies and innovations exhibition in Chicago, Nov. 6-9, 2016.
36 ADVANCING ROBOTICS
The robots’ relentless rise up the value chain.
39 BOOST YOUR NET WORTH By Maria Ferrante
How the Industrial Internet of Things is shaking up status quo
41 WINDS OF CHANGE IN WINDY CITY
Our sneak preview of PACK EXPO International 2016 show-floor exhibits.
Everybody likes to think they’re different from the rest in one unique way or the other, but pleasing everyone’s individual taste to the max gets tricky when you’re talking about millions of people.
Unless you are Diet Coke, whose extraordinary new One of a Kind marketing campaign seems destined to rewrite the book on what today’s digital printing technology can do for major consumer brands
trying to find a personal connection with their target consumers—one at a time if necessary.
Bottled and canned at six Coca-Cola Ltd. and Coca-Cola Refreshments Canada plants across Canada, the popular no-calories cola beverage has been flying off the shelves since the remarkable packaging redesign project that has resulted in millions of different new vibrant graphic designs appearing on


the 500-ml plastic bottles and 355-ml and 237-ml glass containers of the storied Diet Coke brand, Available across Canada while the supplies last, the limited-edition One of a Kind bottles will not have any repeat designs among them, while the 355-ml and 222-ml cans will use an expansive but limited range of different graphic patterns.
“The ‘One of a Kind’ campaign showcases the great taste of Diet Coke that Canadians know and love in a completely new way,” says Michael Samoszewski, Coca-Cola Ltd.’s vicepresident for the sparkling business unit.






“With millions of designs to choose from, Canadians will have fun finding that one Diet Coke bottle that truly reflects what makes them unique and ‘One of a Kind’.”
To create the unique packaging, Diet Coke worked with global printing systems manufacturer HP Inc. to leverage its innovative HP Indigo digital printing technology developed in Israel, which was the first country to conduct the One of a Kind promotion.
After first creating 36 ‘base’ designs inspired by the bubbles, fizz, taste and spirit of the Diet Coke soft-drink, designers used the HP SmartStream Mosaic hyper-customization software for automatic creations of millions of entirely new graphics as imaginative variations of the base—all printed with the HP Indigo digital oppresses.
During the printing process executed by Perennial Packaging Group, a special algorithm automatically performs a variety of actions—such as zooming and rotating—to alter specific areas of the designs, creating millions of entirely new original graphics.
Says Samoszewski: “We are always looking for new and innovative technologies make our packaging interesting and engaging to Canadians.
“The ‘One of a Kind’ program is about connecting with Canadians who not only love the great taste of Diet Coke, but who see their unique personal style reflected in one of the millions of available designs, made possible with HP’s innovative SmartStream Mosaic software,” Samoszewski says.
Since its rollout last month, the One of a Kind campaign has been heavily supported by a fully-integrated marketing program including a 30-second television spot, and 30- and 15-second digital and social media ads featuring top Canadian female tennis player Genie Bouchard, depicted her battling a tennis ball machine to create her very own One of a Kind bottle design, which will feature on only 200 selected bottles.

















For a company that produces only one product, albeit in ever-growing volumes, Toronto-based craft brewer Steam Whistle Brewing seems to have an uncanny knack for making its bottles and canned beer feel new all over again—thanks to some truly memorable keepsake giftware used to promote its flagship Steam Whistle Pilsner brand in the marketplace.
And true to form, last month’s release of the company’s new customdesigned Retro Lunch Box gift-pack
across Ontario at LCBO (Liquor Control Board of Ontario) retail outlets—a colorful embossed tin reminiscent of the 1950s construction worker lunch–boxes—will have the company’s long-time fans talking for a while this fall.
Built to last, the Retro Lunch Box has a chrome plated handle and sturdy front clasp and hinges borrowing from yesteryear’s popular toolbox designs, with just enough space inside to accommodate a six-pack of the



Wayne Bryant rejoins Reiser Canada as Vice President of Sales
Wayne Bryant has rejoined Reiser Canada as their Vice President of Sales. In his new role, Mr. Bryant will lead Reiser’s Canada sales team and be responsible for the continued sales growth of Reiser Canada.
“Wayne is the consummate salesperson and his customer-first philosophy and management style are a perfect fit for Reiser,” says Roger Reiser, President and CEO of Robert Reiser & Co., Inc.
Mr. Bryant has broad knowledge of the Canadian food equipment industry, having focused much of his career in sales and sales management within that industry. For the past ten years, he served as Country Manager for CFS Canada and more recently as Director of Sales at Multivac Canada. Prior to that, Bryant held various roles at both Reiser Canada and Reiser UK.

company’s signature-green 473-ml cans of Steam Whistle Pilsner
“Built to last, it reminds one of the tackle boxes and tool boxes like the ones our granddads used,” says Steam Whistle’s marketing coordinator Holly Postlethwaite.
“It’s shareable, portable, collectible and, best of all, drink-able.
“Inspired by the idea of the classic boxed lunches of the 1950s and how they satisfied the appetite of honest, hardworking folks, Steam Whistle wanted to bring that satisfaction back to be shared with friends, co-workers and family,” Postlethwaite explains.
According to Steam Whistle, the company’s in-house designer Ashley Brown worked with 39 different initial design concept before settling on the final lunch-box design, which was manufactured in limited quantities by Ottawa-based giftware supplier 2ii Inc.
Says Brown: “It was critical to design a lunch box that could stand the test of time and stay iconic for years to come.
“Since most of Steam Whistle’s designs are inspired by retro-aesthetic, it seemed a natural starting point to draw some inspiration from tin lunch boxes dating back to the 1950s,” Brown recalls.
“I found immense inspiration in the shape of the lunch box: it alone offered that retro flare we desired.
“We all can imagine construction workers pausing for a moment to enjoy their lunch with fellow co-workers. It was a simple pleasure.
“One of the goals with the Retro Lunch Box was to capture this very feeling and idea,” Brown continues. “There was no need to over-complicate the graphics: my role was to ensure the graphics complimented the shape and didn’t work against it.
“By using a similar shape to the 1950s era, it reminds us of a simpler time when lunch was the reward for hard work.
“Hopefully our customers can enjoy our beer in the same way with a relaxing setting and good company.”
To accommodate the distribution of the hefty lunch-box six-packs to the LCBO outlets, Steam Whistle’s longtime packaging partner Packaging Technology Inc. (PTI) of Concord, Ont., designed the high-strength ‘Mother Tray” and Lunch Box Wrap for shipping and displaying the Retro Lunch Boxes on the shelf-level, as well as supplying a structured insert between the boxes made of BC-flute corrugated partition.
According to LCBO, the Retro Lunch Box has already been a runaway hit with the Canadian consumers.
“We have had a number of very successful special packs over the years from Steam Whistle, but none have taken off like the Retro Lunch Box,” says LCBO’s acting category manager for beer and cider Mark Wilson.
“It has lots of consumer appeal, and is also a great fit with Steam Whistle’s brand positioning,” Wilson states.
Adds Steam Whistle’s director of sales and marketing Bromlyn Bethune: “The Retro Lunch Box is resonating with consumers: in fact, we’re blown away by the response.
“We sold 80 per cent of the inventory within the first two weeks and our social feeds are flooded with people sharing images and praise.
“We’re grateful for the reception, and as we stay committed to producing one beer Canadians can be proud of, we will continue to push the boundaries in creativity combining Canada’s Pilsner with that touch of nostalgia and fun that our customers love.”





Getting their kids to eat enough veggies has long been a parental challenge of the highest order, but thanks to some groundbreaking product innovation from leading Canadian dairy product group Ultima Foods, Inc., busy parents can make sure they do their part by adding one of several new IÖGO Nanö brand yogurts into their lunch-box on their way on the way to school.
Launched a few weeks ago just in time for the annual backto-school season, the newly-expanded IÖGO Nanö range of popular, kid-friendly yogurts now comprises several tasty and nutritious flavors combining freshly-made mixtures of fruits and vegetables in a variety of engaging, colorful and vibrant singe-serve packaged designed by the Mississauga, Ont.-based branding specialists Davis Design.
Offered in a choice of drinkable
bottles, foil-lidded cups, stand-up spouted pouches and squeezable tubes, the new IÖGO Nanö flavors now include inspired original fruit-and-veggie blends such as banana/ squash, blueberry/beet, peach/carrot and applecherry/beet, along with several fruit-only flavors.
Says IÖGO brand marketing director Eliane Ouimet, “On top of adding vegetables for the first time ever, we also felt it was important to keep convenient packaging to continue offering truly kid-friendly products to our consumers, especially with our squeezable pouches.
“Also as offered in our current nanö line, we are well known for the cap we designed for children to able to drink from spill-proof cups,” Ouimet states. “It’s very practical for parents as the cap is resealable and spill-proof— ensuring kids can enjoy their nanö anywhere without making a mess.
While winning high-profile international hockey competitions has long been second nature for Canada’s top male and female hockey players, this dominance has not always translated into the world of luxury distilled spirits—at least until the recentlyheld 2016 Wine & Spirits Wholesalers of America Spirits Tasting Competition in Las Vegas, Ont. Distilled and bottled in Kelowna by Orchard City Distilling Co. at the heart of British Columbia’s famed Okanagan Valley, the ultra-premium High Stick Vodka —packaged in 750ml hand-blown glass hockey stick— managed a rare hat-trick by winning a Double Gold and being named the Best of Show vodka at the annual event—beating out 53 other worldcall vodkas evaluated by the event’s judging panel.

women’s teams consistently reaching the top of the podium in the Winter Olympics,” says High Stick Vodka president Illarion Shulakewych.
“We are proud to have achieved the same distinction with High Stick Vodka, a premium vodka proudly made with premium Canadian ingredients.”
Shulakewych says the High Stick Vodka recipe uses only the finest local grains and the purest artesian mountain water, along with a distillation process using an 18 bubble plate copper still to filter out all the impurities all impurities are filtered out and create the highest quality spirit.
“On the international stage, Canadians have gotten used to a double gold in hockey with the men’s and
“A Canadian bar shelf is incomplete without High Stick Vodka as the centerpiece it deserve to be,” says Shulakewych, adding he expects most people who purchase the premiumpriced product are not likely to open it, preferring to keep it around as a keepsake and a conversation piece.
Ten years after receiving the first distillery license awarded in Ontario in about a century, London, Ont.based Black Fly Beverage Company is bringing innovation to the largest spirit category in Canada with the launch of bob’s SUPER SMOOTH vodka brand—a premium whey vodka that delivers what it promises — a super smooth, silky and remarkably







drinkable vodka with a remarkably smooth and silky profile that rivals many brands in terms of quality at a highly competitive price-point.
Unlike traditional vodka that is made from potatoes, grain, or corn, bob’s SUPER SMOOTH whey vodka contains no grain, lactose and or gluten, while its unique triple-distilled, charcoal-filtered process virtu-








ally eliminate any “burn” when enjoyed on its own.
“To craft bob’s SUPER SMOOTH, we take the highest quality distillate and blend it with Ontario spring water drawn from a source that Canadian Geographic calls ‘the purest spring water on the planet’,” explains Black Fly co-founder Rob Kelly.


“The result is remarkably smooth vodka that can be enjoyed neat, on the rocks, or rocking’ your favorite mix.”














Initially sold across Ontario at the provincially-owned LCBO (Liquor Control Board of Ontario) retail stores, the 750-ml PET (polyethylene terephthalate) plastic bottles feature a unique three-dimensional “Hang Smooth’ hand signal created with state-of-the-art body scanning technology developed by Pickering, Ont.-based decorative printing specialists E3 Systems Ltd.
“Our non-breakable PET bottle is tailored to address the preferences of today’s consumers looking for lightweight, safe-to-handle, eco-packaging that is highly recyclable, offering multiple end-uses for the recycled material,” says Black Fly co-founder Cathy Siskind-Kelly.
“We are committed to bringing to market ultra-premium products at price points that offer tremendous value, which is a win-win for our consumers, and we bob’s SUPER SMOOTH with this mission in mind.”

Designed as a simple way to eliminate the risk of leaks in packaging or components, the new LEAK-MASTER EASY system from WITT-Gasetechnik uses a straightforward water bath method, whereby the test sample is placed in a water-filled chamber and compressed air is used to evacuate the air space above the water level. At leakage points, the resulting vacuum causes air or filling gas to escape and bubble up to the top of the chamber in a clearly visible way. Available in five different models—with chamber volumes ranging from five to 55 gallons—the LEAK-MASTER EASY is available in five variants—making it possible to detect even the smallest of leaks in packaged food items, electronic goods, pharmaceutical products, bubble wrap and PET plastic bottles. Providing an easy way to see not only whether the product is leaking but also where the leak is, the LEAK-MASTER EASY is offered with an optional touchscreenoperated electronic control module which makes it possible to record, save and transmit all of the test results.
WITT-Gasetechnik
401
Designed for reliably securing of 40x48inch pallet loads of packaged goods and for accommodating double-stacked pallets, the new StakCap system from ORBIS Corporation is designed to provide a stable top cover for container loads to maintain uniform weight distribution when stored or transported. The top cap’s low-profile design allows for a high nesting ratio to create more floorspace on plant, storage and trailer floors, according to the company, while enabling the use of more varied pallet and tote combinations to minimize the risk of collapsed loads during shipping and storage.

can handle all thermoformable grades of PET, OPS, HIPS, PLA, PP, and PVC plastic films, according to the company, with its 800x570-mm forming cavity capable of forming up to 150-mm above and below the sheet line. With powerful 75-ton cutting force of the form ing and cutting stations, the GN800 features a standard oven that is four times the index length of the forming area, with the additional space between
the forming and cutting stations providing extra cooling time when running heavier-gauge materials or PP plastics. Handling sheet width of up to 880-mm, the machine can run sheet thicknesses ranging from 0.25-mm to 1.5-mm—using high-efficiency Solar heaters, and cut-in-place capabilities, and independent top and bottom servo plug-in drives to achieve better material distribution.
ORBIS Corporation 402
Designed for a broad range of food, medical, and industrial packaging applications, the new high-speed GN800 form/cut/stack thermoformer from GN Thermoforming Equipment

GN Thermoforming Equipment 403
Contiform AseptBloc, Canadian Packaging, 200x273 mm, CC-en31-AZ0?? 09/16

















































Sustainability always works better as a team game, and for leading German aseptic packaging producer SIG Combibloc, it’s game on.
As of the end of August, all of the aseptic cartons supplied by SIG Combibloc to its customers worldwide can be fully-validated as eco-friendly packaging by labeling them with the internationally-recognized FSC (Forest Stewardship Council) logo—meaning that all the



wood fibers used in their construction are sourced from responsibly-managed forests, as defined by FSC’s strict criteria.
“As one of the leading manufacturers of carton packs for foods and beverages, safeguarding the planet’s forests is a key corporate goal for us,” says SIG Combibloc’s chief executive officer Rolf Stangl.
“Hand-in-hand with that goes our commitment to ensuring that the cardboard we use for our carton packs comes 100-percent from certified sources.”









FSC has recently developed a new version of its logo, featuring the ‘Forests are Forever’ slogan, to help brands better connect with consumers an emotional level.








According to the company, its internally-developed Corporate Compass metrics are applied throughout the procurement of all materials, products and services used in its manufacturing operations, and its commitment to using the recently-updated FSC logo (see above) is another step forward in its long-time collaboration with the certification authority.








In fact, SIG Combibloc was one of the first packaging manufacturers to have all its all its production sites worldwide certified in accordance with the FSC’s criteria for a continuous product chain-of-custody (CoC), thus providing undisputable documentary evidence of its high environmental standards.
As FSC International director general Kim Carstensen explains, “Food and beverage manufacturers can make important contributions to saving the environment and safeguarding social interests in the forest by working with FSC, while also securing a crucial competitive advantage for themselves.
















As a pioneer in smart automation technologies, Schneider Electric makes it easier for you to offer your customers better connected machines. Our future-ready machine solutions intelligently connect people, devices, machines, and data to simplify machine design and boost business efficiency. Both today and tomorrow. How you can benefit from digitization and the IIoT Download our FREE white paper to learn more today!



“Manufacturers and retailers can demonstrate their environmental and social commitment by offering FSCcertified products.
According to FSC’s new eco-labeling guidelines, each food and beverage manufacturer can make its own decision on displaying the FSC label visibly on the carton pack to position itself as an environmentally responsible company.
To give manufacturers enough scope to integrate the FSC label into their respective packaging designs, SIG Combibloc encourages its customers to position the FSC label on one of the four fully printable display surfaces of the carton packs, as well as onto the socalled ‘lateral ears’ of the cartons or on the carton base.
According to SIG Combibloc, “This solution is an effective option, for small-size carton packs with limited space.”
• 2406 Members
• 4000+ Database Contacts
• 1539 LinkedIn; 1383 Twitter; 210 Facebook followers
• 37 Newsletters
• 31 Educational Days
• 26 Project Meetings
UBM – PACKEX Toronto & PACEX Montreal 25% Discount on floor space for PAC Members only
PAC Global Leadership Awards showcasing innovative products, celebrated with Package Design partners Exclusive 25% Discount for entries for PAC Members
PAC Canadian Leadership Awards showcasing members innovation, celebrated and featured at PACKEX Toronto 25% Discount for entries for PAC Members only
• Members discounts 25% - 50% off
• 15 Webinars
• 15 Plant Tours
• 12 Social Networking
• 6 Conferences
• 5 Seminars
• 2 Galas
PAC TO THE FUTURE Conference 25 Speakers, 200+ Attendees


Discounts on Innovation Reports UK’s packaging innovation specialist

IFS PACsecure – 110 packaging manufacturers certified, 7 countries, and long term agreement with partners IFS

Graphics Canada – intelliPACK hosting a 2 day workshop and pavillion April 6 – 8, 2017. 25% Discount on workshop/floorspace PAC Members only A SMART PACKAGING Innovation Accelerator Partnership with CPEIA

Designed for packaging manufacturers Reduce risk, reduce cost
Insuring Canada’s packaging industry

Saving members $ thru recovery solutions, Innovation Gateway, and customized solutions for the toughest challenges

Food Waste thru advanced technical packaging solutions and creating industry awareness



Pilz Automation Safety Canada, has announced that Andreas Sobotta has accepted the position of CEO & General Manager of the Canadian operation. He is an experienced professional with many years in the electrical and controls world and has held various leadership roles at Davis Controls, Festo, Siemens, Phoenix Contact and most recently Hammond Manufacturing.
“I am very excited to join such an innovative company which spends over 20% of their global sales in R&D. The Canadian team is very enthusiastic and I look forward to growing with them”, Sobotta says.
n Calgary, Alta.-headquartered plastic resins producer NOVA Chemicals Corporation has announced the completion of its PE1 Expansion project—a third gas phase reactor at the company’s production site in Joffre, about 20 kilometers northeast of Red Deer. (See Picture) According to the company, a wholly-owned subsidiary the International


Multivac Canada Inc., Brampton ON - one of the leading providers worldwide of packaging solutions for food products of all types, life science and healthcare products as well as industrial items, is pleased to announce the appointment of Paul Marsden to Director of Sales.

Pilz, with their Head Office near Stuttgart/Germany, is a global leader of safety automation and offers safety automation products and solutions, as well as safety services like risk assessments, plant assessments and CE markings.


Tom will be responsible for developing solutions for customers’ automation needs beginning from conception through the sale and implementation.
Tom has previously held several positions where he was responsible for project management and engineering of Automated Systems.

Tom can be reached at: 774-504-0218 or thomasmurphy@harpak-ulma.com

Harpak-ULMA would like to welcome Martin Merker, their newest Regional Sales Manager for Western Canada. Martin is based in Ontario. His territory will consist of the provinces of Alberta, Saskatchewan, Manitoba and Ontario. Martin is no stranger to the packaging industry. He has extensive experience in sales and project management working for several large packaging companies.
Martin is looking forward to working with the Western Canadian customers to solve their packaging challenges!

Petroleum Investment Company (IPIC) of the Emirate of Abu Dhabi, United Arab Emirates—the new reactor is designed to produce approximately one billion pounds of LLDPE (linear low density polyethylene) annually. Most of the new capacity will be used to produce the company’s NOVAPOL to meet growing demand for flexible film products such as food packaging, heavyduty sacks and collation shrinkwrap films.
“Our expansion of the Joffre site with the addition of a third gas phase LLDPE reactor is a key component of our growth strategy to support growing polyethylene demand,” says NOVA Chemicals’ senior vice-president for the polyethylene business Chris Bezaire, adding that the new reactor will boost the Joffre site’s total annual production capacity for polyethylene resins to approximately 3.5 billion pounds by the end of this year. “As we collaborate with our customers, we are excited to bring updated technology to drive better resins, structures and applications,” says Bezaire, noting the NOVAPOL butene LLDPE resins already enjoy good industry reputation for their “excellent balance of physical properties, product uniformity and consistency, and best-in-class gel performance.”
n Guelph, Ont.-based food safety certification authority NSF-GFTC —formerly known as the Guelph Food Technology Centre (GFTC) —has officially changed its name to NSF International, reflecting a change ownership structure following its 2013 acquisition by NSF International of Ann Arbor, Mich. As part of that name change, the organization has also completed its move to a new, 20,000-square-foot facility near the University of Guelph campus, which will house its eLearning capabilities along with its well-established food packaging, labeling, and product and process development services.
“NSF International was pleased to have merged with NSF-GFTC and its members three years ago, and our role has been to continue to fortify the Canadian market by investing in our staff and infrastructure for our clients,” said Kevan Lawlor, president and chief executive officer of NSF International.
“NSF International’s Canadian clients also have access to a growing global organization dedicated to food safety and quality to protect human health,” says Lawlor, citing a wide range of services NSF provides to more than 1,500 Canadian businesses and over 7,000 global food safety professionals.
Oct. 17-19
Tuscon, Az.: 2016 MHI Annual Conference, material handling, logistics and supply chain forum by MHI. At Hilton El Conquistador. To register, go to: www.mhi.org/conference
Oct. 18-19
Malmö, Sweden: Top Packaging Summit, international conference by Packbridge. At Quality View Hotel in Hyllie. To register, go to: www.toppackagingsummit.com
Oct. 20
Chicago: ABCs of IML: A Basic Course, training seminar on im-mold labeling and in-mold decorating technologies by InMold Decorating Association (IMDA). At DoubleTree Hotel & Conference Center Chicago North Shore. To register, go to www.imdassociation.com
Oct. 21-23
Huntsville, Ont.: The Meating Place 2016, biennial conference of the Ontario Independent Meat Processors (OIMP). At Deerhurst Resort. Contact OIMP at (519) 763-4558.
Oct. 19-26
Düsseldorf, Germany: K 2016, international trade fair for the global plastics and rubber industries by Messe Düsseldorf GmbH. At Messe Düsseldorf Fairgrounds. Contact Messe Düsseldorf (Canada) at (416) 598-1524.
Nov. 1
Toronto: How Green is your Customer?, conference by the Paper & Paperboard Packaging Environmental Council (PPEC). At the Islington Golf Club. Contact PPEC at (905) 458-8807; or via email ppec@ppec-paper.com
Nov. 6-9
Chicago: PACK EXPO International 2016, international packaging technologies exhibition by PMMI-The Association for Packaging and Processing Technologies. Concurrently with Pharma EXPO 2016 pharmaceutical and packaging conference and trade show by ISPE (International Society for Pharmaceutical Engineering). Both at McCormick Place. To register, go to: www.packexpo.com
Nov. 14-15
Amsterdam, The Netherlands: AIPIA World Congress and Exhibition on active and intelligent packaging, by Active & Intelligent Packaging Industry Association (AIPIA). At Mövenpick Hotel Amsterdam. More information at www. aipa.info
Nov. 14-17
Paris, France: ALL4PACK Paris,
global marketplace for packaging, processing, printing and handling by Comexposium Group. At Paris Nord Villepinte. To register, go to: www.all4pack.com
Nov. 15-17
Vienna, Austria: Multilayer Packaging Films 2016, conference by Applied Market Information Ltd. (AMI). At Austrian Trend Hotel Savoyen. To register, go to: www.amiplastics.com
Nov. 29-30
Berlin, Germany: European Bioplastics Conference, by European Bioplastics. At Steigenberger Hotel. To register, go to: www.europeanbioplastics.org
Nov. 30 – Dec. 1
Montreal: Advanced Design & Manufacturing (ADM) Expo, multishow event by UBM comprising PACKEX Montreal, Expoplast, Automation Technology Expo
(ATX), Design & Manufacturing and Powder & Bulk Solids (PBHS). All at Palais des congrès de Montréal. To register, go to: www.admmontreal.com
Dec. 5-7
Nairobi, Kenya: East Afripack 2016, regional processing, packaging and converting technologies exhibition by Ipack-Ima Spa. At the Kenyatta International Conference Center. To register, go to: www.ipackima.it

Dry application? Why buy more checkweigher than you need? That’s the premise behind the new Thermo Scientific™ Versa Flex checkweigher. It has the precision and performance our Versa platform is known for, but with the right features for checkweighing dry food products.
More choice in checkweighers. Another example of how we’re bringing you the answers you need, simply packaged
us at Pack Expo 2016, Booth S-2130
out more at thermofisher.com/VersaFlex


Whether you are labelling cartons at a distribution centre or adding variable information labels to your clamshells, Weber has a label printer-applicator to fit your production line. Weber’s systems are modular so that they can be built to print and apply labels to tops, bottoms, sides, around corners, into recessed areas, and just about any other place you need your labels attached.
And you can print your variable data labels with a wide range of print engines from 203 to 600 dpi at up to 12” per second. Connections to external devices are easy with the numerous I/O’s and the unit’s controller can be remotely operated via a 15’ umbilical cord. The entire system can be monitored using your favourite web browser.
Weber’s Model 530 0 Series label printer-applicator is built to operate 24 hours a day, 7 days a week, and can be configured for standard tamp- blow print-apply, or air -blow, direct -tamp, corner - wrap, split-tamp, two label twin -tamp, swing -tamp and many other configurations.







Weber’s Model 430 0 Series is a more economical version built to operate 16 hours per day and 6 days per week. Available in tamp -blow and swing - tamp variations, the Model 4300 has most of the abilities of the 5300 Series, with a few less features.
Busy Ontario meat processor steadily winning the relentless race against time with cutting-edge, top-quality thermoform packaging technology

BY ANDREW JOSEPH, FEATURES EDITOR
BY NAOMI HILTZ
Back in 2008, Canadian Packaging magazine first visited up-and-coming meats processor
The Elite Meat Company, to see how its facility upgrades and capital investments had helped it grow its foodservice business.
A s of 2016, the Federally-inspected meat and poultry processor has seen its sales continue to rise with more consumers craving its high-quality pea meal bacon, select meat cuts, ground beef, diced beef, breakfast and BBQ sausage offerings, among many other products.
The success has prompted the company to once again expand its facility and add more top-notch equipment via capital investments, and evaluate opportunities now presenting themselves in other Canadian and American markets.
Since starting the Ajax, Ont.-based business back in 1995—after growing up in the business working


with their parents in the industry—company president Dan Milanovic and his brother and vicepresident Sasha Milanovic, alongside director of sales Peter Daly have worked extremely hard to triple their business over the past 10 years by selling their Elite brand of products throughout the Canadian foodservice industry.
“We actually process more than just peameal bacon,” notes Dan Milanovic to Canadian Packaging magazine during a recent visit to the now 28,000 square foot facility with 54 employees, upgraded in 2015 by an additional 10,000-square feet and more automation.
The facility is recognized as HACCP (Hazard Analysis Critical Control Points) and SQF Level IIcertified and is a Canadian federally-inspected facility.
“Approximately 50 percent of our production is beef, 45 percent pork, which includes peameal bacon and breakfast sausages, with the remaining five percent taken up by processing veal, lamb and poultry consisting of chicken and turkey,” explains Milanovic, adding that Elite Meat produces some 335 SKUs (stock-keeping units) in total.
A long with peameal bacon, the company provides custom processing and packaging of fresh and frozen pork, beef, lamb and poultry for the retail, foodservice and further processing industry.
Meat products are delivered and procesed to the facility daily, though the pork cuts destined for the production of pea meal bacon require a special 48hour minimum immersion in proprietary brine, created in 1972 by the Milanovic brothers’ father, who continues to play an active role at Elite Meat.
W hile some may compliment the company’s growth, Milanovic says the growth strategy has been more of a tortoise than a hare plan.
He says that as a family business, his parents instilled a philosophy of having to work hard and smart to achieve objectives and goals.
“While there are businesses who subscribe to the adage of jumping in with both feet for the sake of increased volume, we have always taken a more strategic approach,” explains Milanovic.
“We carefully evaluate the pros and cons of all opportunities and decide if, in both the short- and long-term, will benefit or hurt our business.
“It is vital to minimize risk through thorough evaluation of every growth opportunity.”
E lite Meat last expanded its facility in 2015, effectively doubling its production output—triple of what it was back in 2008.
Despite the considerable growth, the company considers itself to be methodical in the way it prepares for change, with Milanovic citing how it decides whether to accept new customers, researching whether or not the sudden influx of a large customer could upset the flow of the rest of its production schedule and output to other customers.
“Keeping our customers happy—from the smallest to the largest—is of paramount importance to not only myself, but to all of our employees,” relates Milanovic. “It’s a matter of pride in ourselves and respect for all our customers,”
It’s the same thoughtful process the company utilized when it came time last year to make a capital investment purchase of a third packaging machine—the iSeries thermoformer from the Canadian operations of Swiss-based VC999.


E lite Meat and VC999 have been working together since 2002, when the meat processor first purchased a single-chamber automatic vacuum seal machine and shrink tank, later adding a doublechamber vacuum seal machine.
A fter the large facility upgrade in 2006 also expanded Elite Meat’s processing, cooling and freezing potential, it added a state-of-the-art Rollstock RS320 thermoformer from VC999.
“It’s not simply a matter of us choosing VC999 and their machines because we are used to them,”
explains Milanovic. “They had to earn each and every one of our purchases.”
The decision to invest in an iSeries thermoformer was born not only for the need to expand the Elite Meat production capacity and capabilities, but also with an eye to expand into new markets and channels.
“We have continued to do very well in the foodservice channel,” relates Milanovic, adding that his company continues to receive queries and encouragement from consumers and retailers who

seek their products out, particularly Elite peameal bacon.
“When we examined our interest in the retail segment, we knew we would have to increase our packaging capability which meant changes and additions to the packaging equipment,” says Milanovic.
He stresses, however, that his company is not involved in the retail market segment at this time, nor does it have any plans to do so—just that it wants the capability to do so should the objectives change.
Even then, despite already owning and continuing to operate a VC999 vacuum chamber machine and RS320 thermoformer, Milanovic says that when it came time to purchase another thermoformer, they wanted to look at all their options.
He says they met with all the major thermoforming machine manufacturers at a recent PACK EXPO tradeshow in Las Vegas, each of whom set up tours for Milanovic to visit non-competitive meat processors to get a first-hand look at their particular equipment in operation, as well as an opportunity to talk with the operators of the equipment to get their personal feedback.
“It wasn’t a quick decision for us,” notes Milanovic. “We met everyone, we talked and asked questions and after several months with all our facts in front of us, we made our decision.
“The number one thing I took away from meeting the machine operators, was the ease-of-operation of the iSeries thermoformer machine,” Milanovic explains.
“The praise I heard about the iSeries gave me even more confidence in VC999.
“I do think that a very important factor in running one’s machinery is for you to have a great working relationship with your supplier,” Milanovic offers, “and with VC999, we certainly do.”
For Elite Meat, Milanovic says he was also impressed with the back-up features, noting that the iSeries is connected to the internet meaning VC999 can perform a machine diagnostic from its North



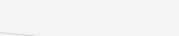
It’s not a box. It’s a billboard. Canadian corrugated is a billboard for your brand. It’s tried, tested and new.











American headquarters in Kansas city or anywhere in the world, for that matter.
“There’s also a camera provided with a waterproof case that can be plugged in to remotely visually show VC999 any issues which, along with the direct access link to the internet, can help them get the machine up and running—downtime doesn’t profit anybody,” says Milanovic.
“While I really did give all the thermoforming equipment manufacturers a fair and even look, the capabilities of the VC999 iSeries played into our decision.
He says that the flexibility of the iSeries line was also a huge factor for the company.
“If we want to pursue the retail channel, we want equipment that will offer the packaging options we will need.”
Noting that Elite Meats packs pork tenderloin, pork backribs, buckeyes, sausages and peameal bacon on the new iSeries, exactly as it did on the RS series, “now we can run the products through it much faster, knowing that it also provides a better seal giving the products a longer shelf-life,” says Milanovic.
VC999 calls the iSeries the most innovative, intelligent, interconnected and integrated machine on the market, and features a full range of machines with frame lengths from 7.2 meters up to 12 meters with web widths from 320mm up to 720mm.
According to VC999 Canada vice-president Remi Boudot, “Because the iSeries machine possessed such a wide range of machine frame and width,
we were able to design the ideal package for them that would allow Elite Meat to use the least possible amount of plastic film and still be large enough to accommodate the diversity of the product they are producing—as meat products are not always processed equally in size of shape.”
Boudot says the iSeries thermoformers can work at speeds of 16 to 18 cycles per minute contingent on the application.
“Depending on the customer, the iSeries thermoformer can be sized to match –up to the customer production requirements, as well as the loading process,” says Boudot. “Manuallyloaded machines are often limited in speed owing to the human factor, but for others, we can apply a robotics package to load product to maximize package line efficiency.”
The mechanical design of the iSeries is constructed with solid-frame stainless steel, with removable panels, and an incline surface with a smooth finish that makes it easy to clean and maintain.
There is also a completely new and innovative two-stage high-pressure LLP die lift system that provides power and precision while developing 15 tons of closing pressure with its intensifier technology, that provides customers like Elite Meat with excellent forming and sealing results across the board, regardless of what product it packs.
Boudot says the Milanovic brothers were looking for a thermoform machine that had better speed than the one they had purchased in 2008—one that also possessed superior seal technology to reduce the number of rework packaging.
A nother bonus is the iSeries’ ability to easily switch between thin plastic film and thicker rigid film without the necessity of die adjustments.
According to Boudot, the iSeries was designed with the operator in mind.
“Not only does it feature quick and easy access to all areas including the highend vacuum valves, it also has swing-out pneumatics, is grease-free and requires low maintenance,” relates Boudot.
“Also, the servo-driven thermoformer is industrial PC computer-controlled with remote access control also available, with a 1GB speed transmission throughout the machine which provides overall better control, faster service through the internet connections and better security.”
Some of the other equipment used at the Elite Meat facility, includes:
• three IQ3 metal detection units from Loma;
• a Videojet Technologies Dataflex Plus industrial thermal transfer printing system;
• plastic film for the iSeries thermoformer provided by VC999’s XtraPlast division;
• Ross brand meat press from Reiser;
• t wo fast and easy-to-use Handtmann inline grinders/sausage stuffers;
• corrugated shipping containers converted by Coyle Packaging Group and Goldrich Printpak
• block grinders from Butcher Boy, and Weiler brand mixer/grinders from Provisur



Technologies
Regarding the chief difference between retail and foodservice for himself and Elite Meat, Milanovic says that “if we are confronted with a logistics challenge for one of our foodservice distributors, we can work with them to delay delivery for a day or two.”
In retail, Milanovic points out, “the packaging is more specialized.”
The equipment must be dependable and fullyoperational to ensure delivery deadlines are not missed.
“With our iSeries, we can process two to three
times more loins a week, if needed,” explains Milanovic. “Thanks to an efficient packaging line, we can increase production output from the boning line by adding more skilled workers.”
He says that by increasing the amount of trimming produced on the boning line, he has also increased the sausage production capacity.
“It’s a chain reaction,” smiles Milanovic. “Because of that one new piece of equipment, we now have the capacity to substantially grow our entire business.
“In addition, we are better equipped when we receive a large order on a tight timeline, as we have the line time, the skills and the equipment to meet
our customers’ expectations.”
E lite Meat company director of sales Peter Daly recalls starting at the company 10 years ago, sitting down with the Milanovic’s to strategize how they would maximize and grow with the equipment they had.
“It was determined that only after we had fully exploited our capacity that we would then physically expand our operations and invest money in new equipment,” notes Daly. “It’s a plan that has worked well for us.”
He says that it was also important for Elite Meat to maintain its focus on the foodservice industry and to not branch out into retail for the sake of potential low margin volume growth.
“We saw some large and small processors close after becoming too heavily committed within the retail segment.



“ Retail can really hurt the inexperienced.”
B oth Daly and Milanovic agree that maintaining its focus in foodservice has been key through these past years of growth.
D aly says that by being selective and strategic about the market segments targeted and new products chosen to introduce, Elite Meat has positioned itself to be recognized by the trade as a quality processor, which is now known for high value, competitively-priced meat products.
“We have been asked by multiple retailers to package our peameal bacon for their stores,” Milanovic says, “but the challenge is top try and meet their price-point expectations and hence, margin.
“To date, these opportunities, although tempting, could threaten the valuable brand equity that we have worked hard to create over the past 40 years.
“ We’re not a low-cost meat company. We process highend, quality meat products at a reasonable price.”
By not compromising the brand quality and pricing all products fairly to all customers, we believe that our customers and those consumers who know our product are confident that we will not compromise our quality,” Milanovic notes.
“Our respected position in the market, for instance, as the Number 1 selling brand of peameal bacon in food service across Canada, reinforces that position for all our products and our name.”
W hile Elite Meat is now confident that it has the packing equipment in hand should it decide to




















take on the retail market, Milanovic says that the strategy for growth also includes plans to enter the foodservice market in the U.S.
Explains Milanovic: “ Just like our very effective foodservice sales broker, Magnum Food Industry, that we have here in Canada, we are currently looking for a company equally as trustworthy to represent our foodservice meat products in the United States.”

M ilanovic is very pleased with the performance of the VC999 iSeries , as well as the flexibility options it affords Elite Meats.
“ The iSeries from VC999 does more than simply package our meats in a clean and efficient manner that gives every package a high-quality look to match the high-quality meat inside.
“ Thanks to the option of gasflushing, we could pack directly into semi-rigid trays and create reclosable packaging,” sums up Milanovic.
“T his new high tech thermoformer can help make our packaging even better than it was in the past—the sky’s the limit.
“It’s great to have additional options for growth.”
Ontario craft brewer catches lightning in a can with classy packaging redesign and a smooth canning line startup
BY GEORGE GUIDONI, EDITOR
PHOTOS BY COLE GARSIDE
If good things come to those who wait, then Cameron’s Brewing Company provides a compelling example of why patience is a blessed virtue in Canada’s fast-growing craft beer business.
Founded 19 years ago by Cameron Howe in Mississauga, Ont., the privately-owned microbrewer is hardly a newcomer to the burgeoning craft beer market—having been honored with well over 140 prestigious awards for its craft-brewed recipes over the years at dozens of international beer industry competitions.
But after six years of fine-tuning its brewing competencies at its current digs in Oakville, Ont., under the watchful eye of current co-owner and president Bill Coleman, the company has really come into its own this year as a serious player with a fresh packaging redesign of its core product portfolio and installation of a brand new canning line to fuel a spectacular sales surge across Ontario.
“Our sales have grown by 300 per cent since we launched the new cans earlier this year,” Coleman told Canadian Packaging on a recent visit to the company’s fully-owned, 30,000-square-foot facility that offers plenty of extra room and capacity for what is expected to be a vastly accelerated growth curve for Cameron’s three core flagship brands in coming years.
With the province of Ontario finally relaxing its long-time ban on retail beer sales outside the traditional LCBO (Liquor Control Board of Ontario) and The Beer Store outlets by letting select grocery chains and independents to sell limited quantities of beer to consumers while they do their regular grocery shopping, Coleman is highly upbeat about the company’s future growth prospects and opportunities.
“Our main beer brands have remained unchanged because we
always produced a great beer,” says Coleman, “but our new packaging is a real game-changer for our overall branding strategy.”
With cans now accounting for over half of all beer sales across Canada, Coleman says that switching the main Cameron’s brands from bottles to cans was always in the cards, but not before the company had the perfectly updated designs to launch into a marketplace already brimming with a growing variety of eye-catching product labeling and packaging savvy.
To achieve the desired high-impact shelf presence, Cameron’s hooked up with Toronto-based boutique graphic design agency Cactus Design, giving it full creative license for a radical rebranding of its mainstay Captain’s Log Lager, Ambear Red Ale and Cosmic Cream Ale varieties, along with several seasonal products.
Based on the overwhelmingly positive market response to the new can packaging—now retailing province-wide in 65 per cent of the 600-plus LCBO locations and at 45 mainstream Ontario grocery stores operated by leading food retailers Sobey’s, Loblaw’s and Longo’s, along with family-owned Pino’s and La Mantina’s—choosing Cactus to handle the rebranding project seems a brilliant masterstroke.
In fact, Cactus Design principal Ian Fleming credits his team’s personal familiarity with Cameron’s beer as one of key factors behind the highly imaginative and inspired graphic redesign touching on all the main graphic elements and talking points.
“Being craft beer fanatics who have always admired Cameron’s delicious craft beers, the opportunity to update the brand icon and the packaging was a very exciting and interesting project for our agency,” Fleming recalls.
“Although the Cameron’s brand




line’s



had been around for nearly 20 years, it had not been updated since its launch in 1997,” says Fleming, saying the outdated original packaging had “extremely weak shelf presence” that was just not connecting with LCBO or The Beer Store customers.
This shelf presence deficit became especially pronounced in recent years as LCBO adjusted its retail strategy to place greater emphasis on individual can sales.
With craft brewers quickly embracing that change with a flood of new canned products, the task of making Cameron’s brands stand out on the crowded shelves was a considerable creative challenge, Fleming acknowledges.
“As the Ontario-made craft beer category has exploded in the past five years, with many new brands coming into the market, packaging has become a very important factor in how consumers feel and engage with craft beer brands,” he explains.
“Most consumers do not have a deep knowledge of craft beer,” Fleming reasons, “so when they go to the Beer Store or LCBO they are often choosing a section of craft beers to try based on the packaging.
“With the female shoppers increasingly assuming the role of primary purchasers for the family in the important new grocery channels as well,” he points out, “creating packaging with a distinct and interesting shelf presence that tells a story about the beer and your brand is crucial.”
To pull this feat off for Cameron’s, the Cactus team first went about updating the brand’s original ‘Barley Man’ logo, now depicting a stylized bearded farmer carrying oversized barley sheaves tucked under his arm.
(See pictures above)
“The challenge was to update the brand icon while still maintaining its history and heritage,” Fleming explains, noting that in addition to being a key packaging graphic, it’s also the main marketing emblem
appearing on Cameron’s branded apparel, glassware, coasters and other promotional items.
“The new Barley Man is very distinct, dynamic and modernlooking,” says Fleming, “helping the brand stay fresh and relevant.”
As for the rest of the cans’ packaging real estate, Cactus decided to deploy an array of classic Canadiana imagery—mountains, black bear, lighthouse, sailboats and pine-trees— to lend a unique voice to each of the three core brands.
“The can designs are modern representations of classic Canadian imagery, places and stories,” he explains.
“We were very careful to take a unique direction that would be visually interesting and distinct on the shelf, while maintaining a style that didn’t alienate our long-time customers, but was more likely to attract new ones.
“The cans’ simplistic and colorful graphic style is intended to make them fun and approachable,” he states, “because the Cameron’s brand is inclusive, friendly and approachable.
“You can be a craft beer snob or totally new to craft beer and enjoy our beers just as much.”
Says Fleming: “The Cameron’s team puts so much effort into creating fantastic craft beers, that we had to ensure the packaging communicated innovation and quality, while remaining genuinely authentic to the company and its history.”
According to Coleman and Cameron’s brewmaster Jason Britton, the new cans hit all the high notes spoton with their eye-catching design, which is direct-printed right onto the 473-ml aluminum Tallboy-style cans shipped to the Oakville facility from a Crown Metal Packaging canmaking plant in Batesville, Miss.
“Crown has been supplying us with cans for last the several years,” says Britton, “and we have always been impressed with their high-quality cans


that never give us problems on the line.
“We also love their customer service.”
Shipped to Oakville in bulk in towering palletized loads, the colorful cans are filled on the plant’s all-new canning line—installed in early 2016—designed and integrated into a turnkey system by Palmer Canning Systems, Chicago-based beverage line integrator specializing in craft-brewing equipment installations.
Running at the average throughput speed of 42 cans per minute, the compact system comprises:
• An automatic high-level depalletizer. Stationed directly above the canning line on the main floor, the compact depalletizer sweeps the cans off the pallet layer by layer and rinses the interior of each can via a compact S-shaped rinser.
• A monoblock 12-head counter-pressure filler with a single-head seamer, which purges all the oxygen from the cans prior to filling and quickly applies pull-tab can ends to the top of the precision-filled cans.
• A plastic-belt conveyor, a rinser and a drying station to put finishing touches on each can before they pass through the inkjet date-coder.
• A Domino model A320i continuous inkjet coder used to apply highly legible production date codes to the bottom of passing cans.
For now, all the case-packing and palletizing is done manually, but Britton says the company is currently studying its options in the marketplace with the view of automating its end-of-line packaging operations, once volume demand justifies the expected ROI (return-on-investment).
“After the site preparations were done, it took about two weeks to have the system installed and fine-tuned,” says Britton, “and it was time sell-spent.
“This system has exceeded our expectations as far as commissioning of the line, the installation, and the performance and quality levels,” he states, adding the company also enjoys “great” local technical support it receives from Buxton Mechanical Solutions, Inc., Palmer Canning’s Canadian representatives.
“After doing our canning on a mobile canning machine prior to this installation,” Britton relates, “we are very happy with how successful we have been with the new Palmer system to date.”
The well-maintained Oakville plant currently
FFG gap measurement
• Is unique: exact measurement of printed corrugated boxes


• Checks the gaps formed when the panels are folded
• Is based on a patented method
• Is part of the Baumer hhs Box Monitoring system




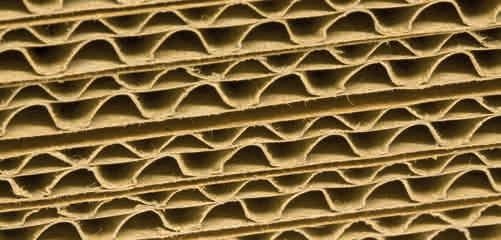
A precision landing in flexibility and quality: the new Flowmodul from Schubert.







from Schubert, visit www.schubert-magazine.com


employs 10 full-time production people to turn out a dozen to about 20 different SKUs (stock-keeping units).
“We are only using a third of the building right now for production, with the other half used primarily for storage of cans, boxes and other supplies, so we have plenty of room to grow and add to our capacity as the market dictates,” he says.
“We have set up the brewery much like a LEGO toy set, all positioned to drop in additional fermenting vessels to boost capacity and new packaging equipment to handle that capacity.
“We strongly believe in automation as a future strategy for us, but the level of that automation has to match our production demands at the time, while maintaining our commitment and passion for handcrafted beer.
“We still have to grow a little more to justify the more intensive automation investment,” says Britton, noting the company’s short-term plans aim to quadruple its current output volumes.
“Right now we are experiencing growth in all of our segments,” says Britton, noting that while canning accounts for about 70 per cent of total production, its




draught beer (keg) business is also booming. Adds Coleman: “The great thing about cans is that you can go into the LCBO and pick out a can from one of several Ontario craft beers and virtually travel the province by sampling them.
“Or taste-test other provinces’ beer, the U.S., or the world for that matter: consumers are migrating to cans because they love their convenience and the uniqueness of the product experience they offer.”
While the company’s existing bottling line has been largely underused in recent times, “You never say never in this business,” Britton remarks.
“The market can be cyclical: what’s out of style one day may well be back in style in the future, but at the moment it’s really all about cans for us as a primary focus,” Britton states.
“The growth of our can business has been truly extraordinary, especially since the redesign that has really rejuvenated our brand.”
To keep its market momentum going, Cameron’s is launching a new Brewmaster’s Selection four-pack this month, featuring two cans of the three main brands, along with two new seasonal canned offerings—Black Forest Dark Lager and the Bamberg Castle Smoked Ale.
According to Coleman, the company’s strategy of introducing a new Brewmaster’s Selection four-pack twice a year—packaged in attractive, high-strength folding cartons supplied by the Mississauga-


based Zebra Paper Converters —has been exceptionally well-embraced by craft-beer enthusiasts.
“Our four-packs are always popular because we offer consumers a real choice in a small package,” Coleman remarks, “with our two regular beers and two seasonal beers they may never have had before.”
Both of the seasonal beers in the new Brewmaster’s Selection pack are unique Germaninspired recipes made with the freshest and highest-quality ingredients, Coleman asserts.
“The designs offer a fresh take on a European feel that mixes well with the Canadiana look of the core brands,” he points out.
Because the two seasonal beers are only sold for a limited time from October to February, the Crown-made “silver bullet” cans in which they are packaged are shrinksleeved rather than direct-printed, Coleman explains, due to the short-run print requirements.
“It’s just much more economical,”says Coleman, crediting Toronto-based label manufacturer Tapp
Label Company for supplying the colorful, highquality rollstock shrinksleeves, which are applied onto the cans at a nearby Alliance Packaging plant in Oakville.
“Both Tapp and Alliance are doing a fantastic job for us,” says Coleman, singling out the 12-color Bamberg Castle brand full-body shrinksleeves from Tapp Label for special praise.
For the European-trained brewmaster Britton, the license and freedom to experiment with new flavors and recipes on a regular basis is a priceless perk of the job.
“It’s a very unique and artistic challenge to produce ‘never-before’ beers,with rare and inspiring flavors,” he states. “It really helps us to stay relevant in the marketplace.
“Consumers can always get a beer, but where do they go to find, say, a Scandinavian-style ale brewed with brett and aged in a foeder?
“That’s not as easily available as people may think.
“So as a company, we are always looking for gaps and holes in the marketplace that we can fill with new products, such as our two new German-style seasonals,” says Britton, adding there is really no such thing as too many beers in today’s craft beer market.
“The flavor threshold and the flavor palette are endless, so the more new beer is made by companies that are truly passionate about their beer, the better,” Britton asserts.
“Likewise, the sudden emergence of so many new small brewers is also a good thing for the industry and the consumer public.
“Having a local brewery is like a throwback to having a local butcher, a local baker, a local barber and local candlestick-maker all down the street,” he chuckles. “It is a perfect reflection of today’s ‘buy local’ consumer mindset.”
“The society is changing, and this change is providing us all with an opportunity to show what craft beer is all about.”
Coleman concurs: “In places like Oregon, craft beers account for at least a quarter of all beer sales in the state, whereas in Ontario we’re still at about five or six per cent of the market.



“Even in British Columbia and Alberta, craft beers own 15 per cent of the market,” Coleman points out.
“So when people ask me how long the current growth for Ontario-made craft beers can continue at such a fast pace, I say ‘Forever’.”
As a board member of the Ontario Craft Brewers (OCB) association who is genuinely relishing life in the craft beer business, Coleman devotes a lot of time to helping build up the industry and helping new microbrewers to get up and running.
“This is an industry made up of family-run businesses with an incredible amount of genuine passion for what they do,” he states.
“And personally, I just love the craft beer industry for introducing the general public to all the different and exciting new taste options. “
Just 15 years ago, everything tasted almost the same: the pilsners, the lagers, the IPAs … they all tasted alike, with miniscule differences in taste profile and flavor,” Coleman reflects.
“What craft brewers have done is encourage the consumer to be more experimental and adventurous,” he sums up, “and the consumer is in turn pushing the brewers back to be even more experimental and adventurous themselves.
“It is a virtuous circle and long may it continue!”













flexible packaging powerhouse finds a perfect pathway to reaching its lofty strategic objectives in the vast U.S. marketplace
BY GEORGE GUIDONI, EDITOR PHOTOS BY RADEK DANIELEWICZ
Everybody enjoys seeing a good business plan come together, especially with the vast amount of money and effort invested by the Montreal-headquartered printing, packaging and media giant TC Transcontinental, which set a goal of becoming one of North America’s leading suppliers of flexible packaging products.
While the plan is still a work in progress, the rapid growth of the recently formed TC Transcontinental Packaging division is absolutely breathtaking in its ambition and scope.
The company already ranks as one of the continent’s top 25 flexible packaging suppliers by revenue.
TC Transcontinental entered the packaging arena in 2014 with the acquisition of U.S.-based Capri Packaging. The second acquisition, Ultra Flex , came a year later and further expanded the packaging division’s capabilities and reach into new vertical markets.
The growth continues with the recent addition of Robbie Flexibles in June of this year, opening up supplemental opportunities in the company’s packaging expansion initiative.
At this pace, there is really no telling just how big a force TC Transcontinental Packaging may become in the North American packaging market, especially considering the company was a virtual non-entity in packaging only three short years ago.
Certainly, TC Transcontinental’s acquisitions represent an exceptionally bold leap forward.
One of the most interesting acquisitions was arguably the addition of
Ultra Flex, which proved beneficially symbiotic to both TC Transcontinental Packaging and Ultra Flex (now known as TC Ultra Flex ).
While TC Transcontinental Packaging benefited by acquiring a company that added firepower to its platforms and leadership in strategic markets, TC Ultra Flex has already been the beneficiary of significant capital investment on the part of TC Transcontinental.
“TC Ultra Flex’s strength lies in directly serving branded consumer products, both national CPG (consumer packaged goods) brands and private-label products for leading retailers,” says vice-president of business development Todd Addison, one of the company’s original co-founders and, by extension, its longestserving employee.
“I think TC Ultra Flex brings to the table a well- established national sales force and the diverse range of markets that we serve and lead.”
Founded in 1974, TC Ultra Flex is a remarkably successful growth story in its own right, with its unique beginnings in flexible packaging for the apparel industry.
It currently employs over 300 people at a state-of-the-art, 220,000-squarefoot facility in New York City’s famed borough of Brooklyn.
As one of the biggest manufacturing employers in the local area, the company has done a stellar job over the years to build and maintain a leading share of the U.S. tobacco, coffee and confectionery markets.
Supporting the growth are high-quality flexible printing and laminations, along with a full gamut of converting capabilities.






We offer a complete range of innovative inkjet, thermal transfer, laser, digital, print & apply systems, software, consumables and services to help you…
Verify code accuracy
Manage any recalls
Assure full compliance
Reduce product rework
Minimize line downtime
With breakthrough technology and state-of-the-art software for any need, Markem-Imaje is redefining what’s possible so you can maximize your production and lead the way in your own market.
1-800-267-5108 www.markem-imaje.com

Operating a busy 24-hours, five-days-a-week schedule with occasional weekend “buffer shifts” to meet seasonal demand swings, the TC Ultra Flex plant supplies a diverse range of high-barrier laminations, printed rollstock and non-foil lidding.
The Brooklyn operation also produces an exceptionally wide variety of bags and pouches including stand-up, quad-seal, three-side-seal and flat-bottom pouches and bags in all shapes and sizes.
The sizes range from large, 35-pound bags used for bulk dry pet-food to half-pound pouches for products such as pre-cooked rice and very small unique pouches for varied markets across the U.S., Canada and even the Caribbean.
The progressive company continually upgrades its technological capabilities with proactive investment in new production and converting machinery, and, as part of the TC Transcontinental Packaging division, recently completed a multimillion-dollar facility expansion to improve process workflow.
The upgrade also involved adding new cutting edge pouch and bagmaking machinery as well as the highly anticipated arrival of a new multicolor flexographic printing press from Germany.
“To support this expansion and facilitate

efficiency, we installed a new integrated workflow technology system that allows us to easily manage all aspects of production from order input and inventory management, through to shipping and invoicing,” says Addison.
“We added equipment that is the most efficient, yields the highest speeds, maximizes output, minimizes waste and optimizes our equipment utilization.”
“A large part of this recent expansion was moving and upgrading our converting area and opening up an additional bay for a new press,” Addison explains, noting the busy Brooklyn plant now houses multiple state-of-the-art, highdefinition flexo presses and converting lines, along with leading-edge prepress capabilities.
“Our industry is as tough as any other out there,” Addison says, “and to remain competitive we must provide our customers with value.
“We deliver value by providing what our customers need to be responsive and competitive in their markets, which means producing a product that they trust in terms of product integrity, high quality and performance.”
“One key aspect of quality is image reproduction,































with high-definition printing and prepress being key to attaining it,” he adds.
“Having an internal prepress department allows us to be self-sufficient and flexible because we can prepare our own plates,” says Addison, citing the company’s proud track record of quick turnarounds and speed- to-market.
“We are constantly driven by our customers’ needs to produce packaging that is convenient, smarter and more cost-effective than what they already have,” Addison notes, citing a pronounced shift in the pet- food industry from traditional multiwall paper bags to the so-called “polybox” stand-up bags and other similar flexible structures
that enhance consumer convenience and extend product shelf-life.”
“Our Team is geared to understand our customers’ and their customers’ requirements for their specific market and to develop and recommend improvements for sustainable alternatives, new material development that is lighter and stronger, or an alternative bag or pouch design that ultimately provides value-added convenience for the consumer”.
“To support these efforts,” Addison continues, “we have built a strong R&D (research-anddevelopment) mindset that permeates our organization.
“Everyone in the plant contributes to R&D one way or another, and we have a team with solid experience and knowledge of polymer science to create appropriate substrates for the products our customers need to package.
“The on-site, fully-equipped R&D laboratory demonstrates the commitment to the company’s R&D efforts.”
As Transcontinental Ultra Flex evolved over the years from supplying apparel packaging to its present focus on food-based products, the company has obtained and maintained all the pertinent international certifications for product quality and food safety—namely SQF (Safe Quality Food) Level 2 , IMS (Integrated Management Systems) and AIB (American Institute of Baking) accreditations.
Discover how big packagers are using EcoStitch™ all-electric adhesive dispensing technology to improve uptime, reduce maintenance and part changes, and decrease adhesive usage by up to 75%, all while maintaining strong bond integrity in this detailed white paper.
HTTPS://DELIVR.COM/2HNZ3

“It is our food safety philosophy to act and behave like a food manufacturer,” Addison points out. “We see packaging as an essential ingredient in the food supply chain, and we have the processes in place to ensure food safety.”
“Sustainability is a major trend that we see across all industries nowadays,” says Addison, “and we work hard to source enviro-friendly substrates to devise new flexible packaging alternatives that can reduce the environmental footprint and excess packaging.
“Our R&D experts continually develop innovative structures and adhesives that use less material while providing protective barriers that sustain the product
quality that consumers require and expect,”he explains.
Addison proudly cites numerous energy efficiency, water usage reduction, waste diversion and heat recovery initiatives implemented at the Brooklyn plant over the years.
“When it comes to the environment, minimizing our environmental footprint has always been a priority for us,” Addison proclaims.
“Being a manufacturing business operating in a densely populated urban center, we embraced this responsibility by remaining committed to the pursuit of solutions that integrate renewability and
In food processing there are plenty of things to worry about. Your product coding equipment shouldn’t be one of them.
Hitachi Continuous Inkjet Printers have set the standard for reliable, user friendly, and cost effective product coding and marking for more than 35 years. With a reputation for relentless reliability and up to 50% less fluid consumption than other brands, our printers keep your uptime up and your operating costs down. Call us at 1-866-583-0048 or visit us online at www.hitachi-america.us/ice/inkjetprinters/.
increased energy efficiency.
“We make no excuses for being an aggressive and highly driven competitor in the marketplace: We are a New York company, after all!” Addison is quick to note.
“And with TC Transcontinental Packaging being such a growth- driven, forward-looking business, our dedicated workforce is very excited about this new chapter in our company’s continued growth,” he says.
“We have a wonderful hard-working, diverse workforce at TC Ultra Flex representing about 25 different nationalities, and they all take great pride in the work they do,” says Addison, pointing out that the average production worker has about 20 years of experience with the company.

While Addison acknowledges that the North American market for flexible packaging remains a fairly fragmented and a highly price-competitive business, he is highly upbeat about the new market synergies and opportunities awaiting TC Ultra Flex as an integral part of TC Transcontinental Packaging.
“We cover a broader gamut of packaging constructions, technologies, enduser clients and markets to complement what TC Capri currently does, and now TC Robbie adds even more to the mix,” Addison points out.
“So this is a very good match for us and TC Transcontinental Packaging, both strategically and culturally, with complementary and extended services providing additional firepower to the whole TC Transcontinental Packaging network.”
Addison further asserts that being a part of TC Transcontinental Packaging will only enable TC Ultra Flex to continue to grow from strength to strength by leveraging its formidable mix of equipment capabilities, technological expertise, a well-trained talented workforce and a coast-to-coast technical support team to grow its business well into the future.
“As part of TC Transcontinental Packaging,” Addison concludes, “we can now leverage our synergies with other TC Transcontinental Packaging production facilities, expand our national sales force and cross-selling opportunities and gain from a parent company that is genuinely committed to investment in new technology, continuous improvement, innovation, talent development and growth.”
In Canada contact:


The year’s biggest packaging event poised to unveil a wealth of leading-edge innovation and know-how

While no two trade shows are ever exactly alike, the biennial PACK EXPO International exhibition of packaging technologies in Chicago is in a league of its own when it comes to making an already great event even more memorable, exciting and rewarding for both exhibitors and the visitors than its last stellar edition.
And there is no reason to doubt that this virtuous trend will be displayed in it full glory next month, as PACK EXPO International 2016 and the co-located Pharma EXPO 2016 once again turn Chicago’s majestic McCormick Place fairgrounds into dazzling showcase of packaging and processing innovation geared to resolve the many productivity and technological challenges faced by today’s CPG (consumer packaged goods) manufacturers and brand-owners.
Coinciding with the final countdown to the widely-anticipated U.S. presidential election night, the hometown of the country’s current president Barak Obama will provide a spectacular once-in-a-lifetime backdrop to one of the global packaging industry’s biggest meeting places.
Running Nov. 6-9, 2106, alongside the colocated Pharma EXPO 2016 exhibition of the International Society for Pharmaceutical Engineering (ISPE), the show’s producers PMMI, The Association for Packaging and Processing Technologies , is expecting more than 50,000 people to attend the four-day event— featuring over 2,300 exhibitors from around the word showcasing their latest machinery, materials, software, designs and other cutting-edge innovations.
To make it easier for show attendees to wrap their heads around all the multiple innovations displayed at PACK EXPO, the specially-designated Showcase of Packaging Innovations area will display the best-of-class packaging innovations and award-winning designs in one easy-tonavigate location in the Upper North Building at Booth N-5765.
“Packaging has evolved over the years into vessels that not only protect the products inside but enhance them,” says PMMI president and chief executive officer Chuck Yuska.
“The Showcase of Packaging Innovations at PACK EXPO International will spotlight the more outstanding innovations and inspire future breakthroughs in design and technology.”
The packages featured in the showcase are winning entries from competitions all around the

world, including from global packaging competitions organized by leading international packaging industry groups such as ABRE (Brazilian Packaging Association); AIMCAL (Association of International Metallizers, Coaters and Laminators); AMEE (Asociación Mexicana de Envase y Embalaje); FPA (Flexible Packaging Association); FSEA (Foil and Specialty Effects Association); HCPC (Healthcare Compliance Packaging Council); IMDA (In-Mold Decorating Association); IAE (Instituto Argentino del Envase); IoPP (Institute of Packaging Professionals); OpX Leadership Network ; PPC (Paperboard Packaging Council); SPC (The Sustainable Packaging Coalition); and WPO (World Packaging Organisation)
“We are proud to have been involved with the Showcase of Packaging Innovations since its inception at PACK EXPO 13 years ago,” says Karen Carter, commercial vice president for Dow Chemical Company’s North America Packaging and Specialty Plastics business.
“The cutting-edge packaging designs presented in the Showcase over the years have made a major contribution to moving the industry forward,” says Carter, “and we are eager to continue that legacy at this year’s show.”
In addition to seeing all this world-class packaging first-hand, PACK EXPO also offers a perfect opportunity to learn what goes into making such packaging with its unique Innovation Stage area, which will feature live presentations from some of the industry’s leading experts and authorities on a broad range of the industry’s hot-button issues.
Located at McCormick Place’s Grand Concourse

area, the highly-informative 30-minute sessions will run concurrently throughout the event on three side-by-side stages.
With a total of 59 sessions confirmed at press time, the Innovation Stage will address many top-of-mind issues and trends such as:
• Internet of Things
• Machinery safety
• Standards & technology to improve productivity
• Sustainability
• Flexible manufacturing systems
• Smart packaging
• Contract packaging
• Global packaging trends
• Digital print technology
• Multipack solutions
• Ultrasonic technology
For its part, the Pharma EXPO show will host an additional Innovation Stage in the West Lobby—addressing innovations such as blister packaging solutions, thin-film flexible packaging, photostability testing, and protective packaging and serialization solutions.
“We know that our attendees have a lot to accomplish while attending PACK EXPO and Pharma EXPO,” says PMMI’s Yuska.
“With that in mind, the importance of offering valuable education on the show floor is a top priority for us,” Yuska asserts..
“The PACK EXPO and Pharma EXPO Innovation Stages give attendees access to an unparalleled range of processing and packaging education and innovations, conveniently located in close proximity to the exhibits.”
For more details on PACK EXPO International 2016, go to www.packexpo.com or www.pmmi.org
one are the days when robots could only be found in end-of-line palletizing applications. As diversifying packaging demands increase the proliferation of stock-keeping units (SKUs), there is a greater need for flexibility on the lines that, thanks to technological advances, can be met by robotic technologies.
Additionally, more stringent protocols stemming from regulations such as the U.S. Food Safety Modernization Act (FSMA) challenge manufacturers to proactively upgrade operations to eliminate opportunities for product contamination and increase worker safety, while improving productivity.
With these and other demands to contend with, the processing and packaging industries are taking automation and robotics to new heights by implementing the next generation of tools to measure risk and efficiency along the way.
As the 2014 Trends in Robotics report from PMMI, The Association for Packaging and Processing Technologies, points out, “Despite the internal challenges manufacturers face to justify the use of robots and the challenges OEMs face in designing robotic solutions, both demographics see robots moving upstream in the packaging and processing line as the technology becomes more affordable.”
In many ways, reality has already caught up to the prediction. According to PMMI’s report, by 2014 some 75 per cent of end-users were already employing robotics at some point on their manufacturing lines by 2014, compared with only 20 per cent in 2008.
Two years later, industry professionals continue to see this momentum unfold.
“We increasingly see robots moving upstream from traditional applications like palletizing to food picking and placing,” says Michael Cicco, president and chief operating officer at FANUC America Corporation.
“We actually have robotic systems that are used in direct contact with primary foods such as meat and cheese,” says Cicco, citing the carving of raw meat as a notable upstream processing application.
According to Cicco, FANUC’s model M-710iB vision-enabled robot provides a highly efficient method for carving meat and producing far less waste than doing so manually, while vastly improving workplace safety and ergonomics.
The relentless rise of robotics is driven by several factors, including manufacturers’ needs for fast, flexible and accurate execution of repetitive processing and packaging tasks, technological breakthroughs, and more stringent regulatory standards for food safety.
Under the FSMA’s Preventative Controls for Human Food provisions, many food-processing companies must establish and implement a food safety system that includes an analysis of hazards and risk-based preventative controls.
“As automation has pushed upstream, there is greater scrutiny around construction of robots,” says


Cicco, “which is why we now we make a whole line of food-ready products.
“For example, we have a new 20-kilogram robot that we’ve branched into two directions: one that has a more industrial look with open cables for welding applications; and another with fully enclosed design and smooth surfaces for the food industry.”
According to Cicco, the sanitary design of a foodready robot must be rugged enough to withstand the harsh chemicals required to clean equipment that has food contact.
“People are always looking to use automation for tasks that are dangerous, dirty and dull,” Cicco says, “and sometimes what is dull can also be dangerous.
“Bad things can always happen when people aren’t engaged in what they do; it’s a risk.”
Fred Hayes, PMMI director of technical services, concurs: “The robot shows up every day, it doesn’t get tired, and it doesn’t take breaks.
“And there are places where you want to put robots because people could get hurt,” he states.
The fundamentals of machine safety in Europe and North America are primarily based on the so-called “documented risk assessment,” which is a standardized process for identifying hazards, troubleshooting potential issues, and resolving them.
Risk assessment around robotics on processing and packaging lines has changed as technological capabilities and applications have evolved.
Today, many end-users already require suppliers to
provide a documented risk assessment upon the purchase of a machine.
Along with risk assessment, OEE (overall equipment effectiveness) has also emerged as a hot-button issue in robotics automation, reflecting a growing need for reliable OEE tools that go well beyond assessing robotics and automation.
These tools are often used to determine where manufacturing lines can stand to benefit from advanced technologies to operate their lines faster and more efficiently, while meeting a wider assortment of demands from their CPG clients.
“Right now, the big push away from hard automation to robotics is driven by the need for greater operational flexibility,” says Travis Powell, robotics and automation manager at a globally-operating dairy products manufacturer Schreiber Foods
“Our palletizers and other package handling equipment needs to be flexible due to fast-growing demand for RRP (retail-ready packaging) for so many different product categories.
Says Powell: “Our [private-label] customers need shelf-ready packaging because retailers don’t want to bother hanging up items on pegs.
“They want the European model of taking a case, ripping off the top and putting that case on the shelf so they can display the product.”
Because many conventional fixed mechanical packaging devices cannot handle more than a few case types, Schreiber Foods implemented robotic operations to ensure the company’s customers had the options they required.
“We work with our customers at the sales and marketing levels to understand what they require from their RRP,” Powell relates.
Because such requirements vary from one customer to another—with some requesting two-piece display cases and others requesting a tearaway front—Schreiber engages several parties to arrive at the right solution, including integrators and packaging vendors that offer design services.
“We work with automation companies that provide flexibility for different shelf-ready package options so that we can give our customers the variations they demand,” Powell explains. “What we deliver depends on our equipment capabilities.
“We always want our equipment to provide the package handling capability that is required both now and in the future.”
As PMMI’s Hayes points out, today’s manufacturers will not wait for tomorrow’s crop of engineers before they have access to increasingly smarter, faster and more sensitive robotics and automation solutions.
“Collaborative robots are really coming into play in a big way now,” Hayes states. “This opens up a whole new area for robots and people working side-by-side, which will continue to grow well into the future.
“Because safeguarding these robots is done differently, there are new standards being created now to accommodate this growth.”
For its part, FANUC is already ahead of the curve in developing robots that share a workspace with real people.
This past year, the company showcased its CR-35iA robot, featuring a large work envelope and a 77-pound payload.
In operation, a worker can simply drop a pallet in the middle of the floor and the robot will stack boxes so that a forklift can move it away and drop another.
According to FANUC, integrated vision is another key area for expansion of robotic applications, with greater accuracy and speed of pick-and-place applications continuing to increase.
With some robots already being able to find the right part and put it in the right place, many upstream food-handling applications can vastly improve their productivity with robotics.
“With raw food products, you don’t know what shape the product is going to take,” said Cicco. “So we have developed a number of vision products that are able to see non-conforming shapes,” Cicco relates.,
“It is preprogrammed to see something that is not the color of the conveyor then determine the shape.
“It can identify the middle of a product like sliced turkey and tell the robot where to pick it up,” says Cicco, noting that the next generation of robots will offer CPG producers unprecedented application versatility.
“In the 1980s we had a robot that could handle one box style all day long; now the robots can handle hun-
dreds and thousands of different box styles,” Cicco says.
“The options are infinite with the right programming,” he says. “Although the robot is not necessarily self-learning, it is preprogrammed.
“You give it constraints and dimensions and the internal software identifies the most stable pattern for those dimensions and stack the boxes on the pallet.”
With stronger operating systems and
enhanced vision sensors, Cicco says the next major area for robotics to conquer is “deep learning,” or the ability for robots to figure out tasks on their own without preprogramming.
With FANUC having already showcased its Deep Learning robot in Japan last year—with the robot using trialand-error to determine how to complete assigned tasks—that next leap forward in robotics technology already seems to be launched.













Since 1978 , Domino has evolved to offer a comprehensive portfolio of end-to-end coding solutions designed specifically to meet compliance and productivity requirements. But our advantages don’t stop with our remarkable products. We work hard every day to ensure our service is just as exceptional as our products.
At Domino, our people constantly do more to provide you with a true difference in printing.
The difference is in our people. The difference is in our printing.




Maria Ferrante, Senior Director, Marketing & Communications, PMMI
BY MARIA FERRANTE
The much-heralded Industrial Internet of Things (IIoT) is here— transforming the manufacturing floor as we know it. Just think how technology has changed our personal lives in just a few short years, whereby cellphones have gone from being used to make calls to controlling our thermostats, monitoring home security systems and checking up on our kids via webcam.
These same kinds of advances in connectivity, control and automation are now being applied to processing and packaging lines.
The result of these Internet-enabled systems brings a new level of flexibility, performance and cost advantages, but also a layer of concern about data, plant information and product security.
In basic terms, IIoT is the network of physical objects-devices, machines, systems, computers and other items embedded with electronics, software, sensors and network connectivity that enables these objects to collect and exchange data.
While this data is often exchanged through Cloudbased networking, some companies are utilizing corporate networks as an extra layer of protection.
“There is no doubt that the Internet of Things is becoming a must in current and future manufacturing operations in order to remain efficient and effective in an ever more competitive world,” says Richard Larsen, vice-president of facilities & equipment for leading U.S.-based food ingredients supplier Honeyville, Inc.
“These smart and necessary tools enable us to gather data, analyze that data, and use that data to remain competitive.”
Of course, IIoT goes far beyond collecting data.
“Data for the sake of data is useless,” says Katie Moore, global industry manager for manufacturing at GE Digital. “The IIoT is about getting connected and enabling us to use the data and insights to make smarter business decisions, driving efficiencies, product quality, and improving processes such as power and water usage.”
For this to be done effectively, machines need to be connected. But are processors and packagers ready for this change?
According to a recent study from The MPI Group, manufacturers have incorporated smart devices or embedded intelligence in only 25 per cent (median) of their production equipment and processes.
But this is quickly changing, with the same report predicting that 76 per cent of manufacturers will increase the use of smart devices or embedded intelligence in the next two years.
One notable way that equipment suppliers and their customers are already using this technology is
to remotely monitor equipment in order to diagnose problems quicker.
“Service data shows that 70 to 80 per cent of machine problems can be diagnosed and remediated remotely,” says Mark Ruberg, vice-president of business process for leading packaging equipment manufacturing group Pro Mach, Inc.
“It is the monitoring side where we are really seeing the benefits, whereby data analytics provide real-time information that pinpoint problems before customers experience downtime.”
“We can look at factors like the intensity of a photoeye sensor, monitor air pressure, a pneumatic system’s ‘total health’ status, stretch film usage/ stretch, glue application, energy consumption of the motors/drives and more,” says Ruberg. “For example, if there is dust build-up on a light curtain, we can send a signal to blow air on the light curtain to remove the dust bringing the light curtain’s performance back up to 100 per cent.”
Naturally, this level of connectivity comes at a cost.
quality loss, etc.
“We are monitoring OEE with visual displays to reduce downtime and improve operating efficiencies,” Greengrass relates.
“The benefit in pushing this information to those that need it is this allows issues to be addressed immediately,” he notes. “Improvements and early


“Cost justification remains a big issue, with real operational data and objective results lacking to justify investment in IIoT systems,” says Roy Greengrass, head of corporate engineering at a leading global food processor Del Monte Foods, Inc.
“Because many food manufacturers already operate with lean staffs and low margins, they don’t have the inherent risks and downtime impact of other capital-intensive industries,” Greengrass explains. “If the price for IIoT goes down considerably, food companies may then be able to justify investing in it.”
But despite the cost, one key manufacturing metric that can be impacted by IIoT is Overall Equipment Effectiveness (OEE), which is one of the key ways in which manufacturers measure the availability, performance and quality of their manufacturing operation and using the obtained OEE measure to improve processes.
“OEE is the best initial key performance indicator to look at: it is the gateway to optimizing your process,” says Moore. “It is almost plug-and-play, providing information right at your fingertips,” Moore says.
That is exactly what’s happening now at Del Monte, according to Greengrass.
“We have focused on connecting our packaging line machines via Ethernet data highways with existing PLCs to a cloud and plant-based system that monitors our downtime and operation from an OEE perspective,” Greengrass reveals. “The data is available either locally or is accessible from any remote location.
“In addition, new sensors for our process are often ordered with an Ethernet connection to allow remote monitoring and future connectivity,” he adds.
But measuring OEE is just the beginning. The true value of OEE comes from understanding the underlying losses: availability loss, performance loss,
detection of quality defects, as well as better insights into the root cause of manufacturing issues, are the major benefits.”
Despite the apparent benefits, every discussion about IIoT begins with security.
“Industrial control networks are a target-rich environment,” says Rob Dargie, electrical engineer with leading global consumer goods distributor Amway. “Security is always the first, second and third questions that customers ask about.
“We have handled that by putting our monitoring on a dedicated network, so that it is a completely different path,” Ruberg says.
While you need to consider the security of your systems, experts say it is just as important to assess the security of your suppliers’ systems.
“The big cyber security concern is about the connection from or to the internal systems, which also utilizes the Internet to communicate with outside Cloud resources and services,” says Mike Muscatell, information security manager with U.S.based snack-foods giant Snyders-Lance, Inc.
“Anything connected to the Internet has a certain level of exposure.”
As Muscatell observes, “Today’s exposure factors have increased due to demand for ease-of-use with mobile connectivity to information and systems.
“The question that should be asked is, ‘What data is leaving and how?’,” says Muscatell, adding that focusing on cyber security awareness should provide IIoT newcomers with a strong measure of reassurance.
“The same security solutions that protect the entire organization should also be in place to protect the manufacturing environment,” he says. “At the end of the day folks just want things to work,” he concludes, “and if they are provided with adequate information on what to be more aware of in terms of cyber security, then the related risks could potentially be significantly reduced.”


To meet manufacturers’ demands for high-speed applications such as bottle cap printing and pull tab engraving, Videojet Technologies, Inc. will showcase the company’s new Videojet 7610 fiber laser marking system, designed specifically to meet CPG manufacturers’ growing demand for challenging high-speed bottle-cap printing, pull-tab engraving, and many other applications requiring reliable applications requiring the marking of high-contrast codes on hard plastics and metals, such as aluminum cans, extruded tubes and cables.
According to Videojet, the new 100-Watt fiber laser allows manufacturers to mark highly legible codes at line speeds of up to 600 meters per minute, which is about 122 per cent faster than the company’s previous Videojet 7310 20-Watt fiber laser.
“Our new 7610 model has improved speeds on a range of substrates to allow manufacturers to mark more products at the same great print quality,” says Videojet’s laser business manager Sascha Ammesdoerfer, adding the 7610 model has virtually no maintenance and a source life expectancy of up to 100,000 hours.
In addition to faster line speeds, the new 100Watt fiber laser has a large marking window that provides more time to mark, according to Videojet, further increasing product throughput and maximizing productivity.
Moreover, the Videojet 7610 fiber laser also features a PC software interface for the creation and production of marking jobs for on-the-fly applications and general laser marking, while its SmartGraph software can also be used for laser system configuration, parameter setting, template creation, and job set-up and editing.
Booth: #S-2948
Spiral conveyor systems pioneer Ryson International Inc. will be unveiling two new versions of its Narrow Trak Spiral Conveyor high-throughput, space-saving compact vertical conveyors designed to handle small loads of product.
Equipped with new six- and nine-inch-wide
nesting slats that provide an efficient flat conveying surface without gaps, achieving run speeds of 200 feet per minute, the Narrow Trak spirals offer a significantly larger elevation change capacity than what is currently available in the small package marketplace—offering an efficient alternative to side gripper conveyors because they can run at high speeds and do not need to be adjusted for varying product sizes.

The compact unit is equipped with the Ryson’s proprietary low-friction chain slat arrangement to ensure high capacity, high speed, low energy consumption, low maintenance and long life at a diverse rand of industries including food-andbeverage, pharmaceutical, nutraceutical and personal-care products.
Booth: #N-5528

Heat and Control, Inc. will unveil the new line of Ishida IX series X-ray product inspection systems that was developed to “raise the bar in performance and usability with a global range that meets all local territory standards,” according to the company.
Offering customers easy maintenance and stress-free operation, the range includes a robust fail-safe system that prevents a contaminated product reaching the consumer in the event of a power outage or breakdown, helping to minimize the potential for costly recalls.

Markem-Imaje will display the company’s comprehensive range of leading-edge marking and coding technologies used for primary and secondary packaging, as well as for case-coding applications, backed up by its free 24-hour customer helpdesk support.
“We will show our entire line-up of marking and coding technology, along with a live customer support center with two of our specialists taking calls to show our free 24-hour support that comes with our products,” says the company’s marketing director for the Americas region Ashish Kapoor.
“We combine our expertise in marking and coding technology and customer support to influence outcomes at a much higher level in areas like regulatory compliance and coding integrity,” Kapoor explains.
“You’ll see our printers in action, including how they minimize downtime and rework while helping with brand enhancement.”
Booth #S-2514
“We continue to see aggressive investment in quality control and inspection systems because product and consumer safety are paramount to our customers,” says Brian Bar, sales manager for packaging and inspection systems.
“Our new (IX) series is a further boost to our customers’ confidence that their product is being inspected by the most accurate systems in the marketplace.
The new Ishida IX range consists of three advanced X-ray systems, including:
• The IX-EN series, designed for manufacturers requiring an affordable but highly accurate entry-level inspection solution for applications involving uniform products such as bread, dried fruit, sliced cheese, yogurt and confectioneries.
• The IX-GN series, intended for use manufacturers looking for the highest level of certainty and the best possible performance for a wide range of products, detecting pieces of stainless steel as small as 0.3-mm in diameter, along with aluminum, glass, stones, rubber, dense plastic and shells and at high speeds.
• The IX-G2 series, engineered to provide the highest level of quality assurance to processors and manufacturers of complex products including poultry, meat, vegetables and cereals, according to the company.
Booth # N-4706
Make every job different cost-effectively, with HP digital solutions for corrugated packaging and displays



HP has reinvented the versatility, productivity and quality of corrugated printing so that you can stay ahead of your competitors. From basic corrugated to high-value boxes, reduce delivery times on long and short runs while providing offset-substitutable quality. Always with end-to-end support from HP.
The HP PageWide T400S Press gives you preprint and digital in one. The HP Scitex 17000 Corrugated Press ensures high-quality results delivered cost-effectively. Meanwhile, the HP PageWide T1100S Press with Multi-lane Printing Architecture cost-effectively prints multiple short runs with variable box sizes on one roll.
As with all HP PageWide Presses, you can take advantage of HP PrintOS, an open and secure cloud-based print production operating system to help you get more out of your HP presses and printers, simplify and automate your production process, and enable new forms of collaboration. Call us at 1-877-811-1417 or find out more at www.hp.com/go/pagewidepress/corrugated, www.hp.com/go/scitex/corrugated and www.hp.com/go/PrintOS

Schubert Group will showcase a broad range of the company’s high-speed modular TLM toploading machines for high-speed flowpacking applications with a live demonstration of flowpacks containing cylindrical wafer sticks being placed into display cartons and closed by a model F2 closing robot.
In operation, the model F2 loading robot takes 12 flowpacks per cycle from the grouping chain and inserts six products in each box—before placing them onto the discharge belt—at speeds of up to 300 flowpacks per minute.
In operation, the F2 loading robot takes 12 flowpacks per cycle from the grouping chain and inserts six products in each box.
In addition, the company will also demonstrate its new single-axis Transmodul rail-based robot with contactless power and data transmission, using vacuum power to place erected carton boxes onto the format plate to ensure a safe and exact transport of products and packaging through the Schubert machine from start to finish.
Booth: #S-4366
Matthews Marking Systems will showcase the productivity benefits of the company’s new MPERIA universal print management controller, designed to simplify print and information management throughout primary, secondary and tertiary packaging lines to help end-users meet compliance regulations, reduce marking and coding costs, create global messaging consistency, and reduce production downtime.
Developed as a universal platform for various Matthews print technologies, the scalable MPERIA allows operators to now manage messages and settings for multiple printers across one or several production lines or packaging locations.

Pairing an intuitive, touchscreen GUI (graphical user interface) with PC-based hardware, the user-friendly MPERIA has the ability to drive

multiple technologies—including such high-resolution inkjet, thermal inkjet, and drop-on demand valve-jet—from a single interface, while facilitating seamless integration with ERP (Enterprise Resource Planning) systems and databases to reduce coding errors and improve productivity. Available with optional automation integration functions for scanners and material handling control devices, MPERIA is easily connected via Ethernet or by simple command line interface over its serial port, while also offering the option of wireless connectivity by utilizing its Virtual Network Computing capabilities.
Booth: #S-3429
•
•







Regal Beloit Corporation will be using the show to launch the company’s new MODSORT modular transfer and diverter station, which eliminates the need for a lift or pneumatics, and can be easily integrated into new or existing material handling systems with the ability to transfer a wide array of products.
The MODSORT station features the System Plast 2253RT roller top belt, which allows it to uniquely transfer and divert packages based on the sphere’s vector speed and direction while also featuring a one-inch, on-center sphere array to allow for very small packages to be diverted.






According to the company, the station can divert on-the-fly or stop and divert at a true 90-degree angle, making it especially well-suited and ideal for polybags and small packages, as well as for handling larger boxes.
Additionally, several MODSORT stations can be placed end-to-end to create a medium-rate sorting line, integrated with conveyors to create transfer stations within conveyor systems, or custom-made to work with existing picking and packaging stations.
“Through a rigorous process to understand customers’ and integrators’ pain points, we’ve been able to develop a product that meets their needs through a transfer and diverter station that is simple, has the flexibility to transfer a wider range of products, and is easy to maintain,” says vice-president of marketing Mike Suter.
“Due to its flexibility, this station eliminates the need for a tray required on a pneumatic pop-up converter to transfer polybags, which continue to increase in popularity today due to recent changes in shipping costs.”
In addition to reducing shipping and handling costs associated with using a tray to transfer polybags, MODSORT can help achieve energy savings between 50 and 60 per cent—compared to traditional conveyors—when integrated with a motorized roller-based conveyor system, according to Suter.
Booth: N-4746


Thermo Fisher Scientific will demonstrate the company’s Versa Flex line of checkweighers designed specifically for dry food, personal-care and pharmaceutical product applications. Available in two different versions—the fixed-height Versa Flex and the high-adjustable cantilever Versa Flex GP —the high-accuracy checkweighers are designed to improve accuracy and reliability, while decreasing product giveaway, maintenance and total cost-of-ownership across a multitude of applications involving products such as baked goods, snack foods, prepared foods, condiments, pastas/rice/beans, baking ingredients (flour, sugar, etc.), personal care products such as diapers, soaps and creams, and various pharmaceuticals.
Booth: #S-2130

Fogg Filler Co., a prominent manufacturer of rotary filling systems for the liquids industry, will showcase its three new washdown options to help companies achieve better reliability and environmental performance in enclosure washing processes:
• The basic enclosure wash sprays the cleaning from the top of the enclosure to sanitiz-

ing the walls and everything in them, providing an economical solution in applications requiring the enclosure to be kept wet for easier, occasional light hand-cleaning.
• The ultra-wash option is intended to virtually eliminate or minimize in-between hand-cleaning by generating a more targeted flow from the top, middle, and bottom of the machine.
• The enhanced ultra-wash option that allows the user to sanitize with foam—including caustic rinse and acid sanitizer—achieves a more consistent level of cleaning via a computer-controlled process.
Booth: #S1718

With product inspection now being a top-of-mind topic for just about every manufacturer in the food sector, industry professionals will find plenty of possible solutions for their needs at the always-lively exhibit of Eagle Product Inspection. One of the world’s leading designers of X-Ray inspection technologies for food sectors ranging from bakery and snacks to dairy, meat and poultry, ready-to-eat meals and confectioneries, the Tampa, Fla.-based manufacturer—distributed in Canada by PLAN Automation—intends to highlight the many benefits of this high-precision technology,at the show with several system demonstrations, including:
• Eagle FA3/M: a multiapplication system which provides inline fat measurement and contaminant detection for fresh, chilled, frozen and hot-boned loose bulk, frozen or tempered (naked) meat blocks and unwrapped meat conveyed in plastic crates. According to Eagle, the FA3/M is a highly sanitary system in full compliance with IP69 ingress protection, meaning it is able to withstand high-pressure washdown cleaning routines.
• Eagle Pack 430 with MDX. Designed for X-ray inspection of mid-sized packaged products and multilane applications in the food, pet-food and pharmaceutical/personal-care industries, the Pack 430 PRO features Eagle’s dual-energy MDX (Material Discrimination X-Ray) technology, designed to detect foreign bodies previously unseen by singleenergy X-ray or other conventional inspection means in difficult product applications.
• Eagle Tall PRO XSDV. Designed for the inspection of high-speed can, jar, bottle and composite lines, as well as other upright container formats where having two X-ray views improve inspection rigor, the Eagle Tall PRO XSDV is ideal for customers with limited line space, according to the company.
Booth: #S-1623



Montreal-based machine-builder WeighPack Systems, Inc. will demonstrate its new model Sleek 40 Wrapper in action wrappings up to 60 packages per minute with a maximum web width of 40-mm.
Incorporating three servo motors to ensure quick and easy product changeover, the system’s infeed conveyor automatically transfers the loaded product to the forming box, where a cylindrical roll of film pulled by the flowwrapping machine is transferred from the roll and through the forming box. Once there, the film tightly wraps around the product and the crimper wheels seal the back horizontal area of the pouch.
Once the desired pouch length is achieved, the rotary seal bars then seal and cut the pouch to create an attractive finished product that includes a pouch with top/bottom seals and one horizontal back seal.
Standard features include pre-programmed and stored product set-up, stainless-steel frame construction, user-friendly color touchscreen HMI terminal, auto open/close rotary fin wheel assembly; and precision rotary seal jaws with jam detecting logic.
Booth: N-4916

Eagle Packaging Machinery will showcase the company’s high-performance POPLOK automatic tray forming solution designed to erect self-locking corrugated and paperboard trays without using any glue or pressure-sensitive tapes for 100-percent packaging recyclability.
The fully-mobile system can handle a large variety of flat blank sizes to produce an impressive array of formed trays—with or without hinged lids—by placing flat blank trays in a hopper and pulling the trays into the forming section and under forming plows to erect the side and end panels, while simultaneously folding the minor flaps. The finished trays then pass through a set of side bars that fold and lock the roll-over flap into place.
Booth: #N-4916
Weber Packaging Solutions will showcase the company’s new model L-A 6000 label printerapplicator, develop to address growing demand for newer, faster and more versatile labeling systems.
According to Weber, the new L-A 6000 system is exceptionally well-suited to meet the requirements of busy distribution centers required to label variable-sized cartons at ever-increasing line speeds with accurate shipping information.

The highly reliable and cost-effective printer applicator uses the well-proven tamp-blow method to print and apply up to 40 labels per minute to products that can vary in height up to 500-mm in smooth continuous operation where a sensor initially determines the height of the approaching product for labeling and, at high-speed, moves it to the correct position.
According to Weber, this application method reduces the traveling distance to enable a 50-percent faster label application than label printerapplicator with a pneumatically-driven cylinder.
Moreover, the system’s modular construction allows easy access to components for servicing and or maintenance, while also enabling convenient changing of labels and ribbons and easy cleaning of the print module’s thermal printhead.
Booth: #3541

Fortress Technology Inc. will show off the performance benefits of the company’s new Interceptor metal detector, incorporating innovative simultaneous multifrequency technology to provide food producers with challenging product inspection applications and a cost-effective alternative to the more expensive X-Ray inspection systems to meet their food safety compliance goals.
Like all other Fortress-built metal detection systems, the Interceptor metal detector is backed up by the company’s unique Never Obsolete Commitment program, whereby every installed Fortress metal detector will always be supported with parts, software upgrades and a global customer service team for the system’s entire life-span.
Booth: #S-1647

Sesotec will display the company’s new INTUITY metal detector, featuring cuttingedge multi-variable-simultaneous-frequency technology that is claimed to make it up to 50 times more sensitive than other competing systems in the marketplace.
Designed to provide accurate visual images of the product signal for intuitive use and optimum performance, along with a highly sanitary design, the INTUITY metal detector can inspect packaged and unpackaged products to detect even smallest metal particles in products to ensure optimal product purity, according to the company.
Booth: #S-4225

Bradman Lake will display the company’s highperformance Flowtronic FT120 flowwrapping system, featuring an innovative ILPF (inline phase feeder) infeed system designed to form a queue of product and then to phase individual product into the infeed flights of the FT120 flowwrapper—controlling the speed of the machines by monitoring the level of product presented to the wrapping leg.
In addition to demonstrating the FT120 model horizontal form/fill/seal (HFFS) machine as part of a complete primary and secondary packaging line, the company will also display a broad range of fully-automatic packaging systems such as the VGR2000 vision-guided robotic pick-and-place loading system; the compact model 2/60 singlehead lock carton former; and the RA60 three-flap carton closer.
Booth: #S-1721

Harpak-ULMA will display the company’s diverse and comprehensive range of fully-integrated, highperformance packaging machinery for a broad range of food packaging applications, including G. Mondini tray-sealers (see picture); ULMA primary packaging equipment, DIGI weigh/price/labelers and RAMA secondary packaging machinery equipment.
Booth: #S-3774

Herrmann Ultrasonics, Inc. will showcase the company’s innovative new ULTRAPACK AMG generator, designed as a highly flexible and modularly configurable device for ultrasonic sealing applications across a gamut of packaging tasks.
Outfitted with intelligent sensors to automatically adjust its welding parameters to ensure consistent process quality, the generator’s new HighPrecision Distance Measurement (HDM) function provides instant detection of double allocation for pouch or SUP (stand-up pouch) applications, as well as wrong positioning and creasing in the seal area.
In addition, the device’s Energy Correction (EC) function constantly adjusts energy input per weld as the weld tools get warmer within the process during the welding process.
Booth: #S-2573
PneumaticScaleAngelus will demonstrate a broad array of advanced filling, capping, labeling, seaming
and centrifuge technologies for a full gamut of beverage industry applications.
Having recently acquired leading French filling machinery manufacturer Hema , the company will be eager to showcase its new Global Filler system, which combines a PneumaticScaleAngelus-built Servo Capper and a Hema-made ServoDriven Volumetric Filler to provide a turnkey high-performance bever -

age packaging system.
“Since Hema has joined the PSA family, we now have another global filler option with many options to fit customer needs,” says the company’s vice-president of sales Adam Brandt.
“Both technologies have been huge successes in the industry so pairing them together creates a filler that will be unstoppable, with options that customers can mix and match to best suit their needs.”
Booth: #S-2100

Represented in Canada by PLAN Automation , Italian equipment manufacturer Weight Pack will display its comprehensive range of highquality, quality, rotary net weight filling and capping solutions for liquid products, including a new cost-effective, high-performance aseptic filler, pictured above.
Booth: #S-3949

Douglas Machine, Inc., leading North American case-packing and shrinkwrapping technologies manufacturer represented in Canada by PLAN Automation, will exhibit its full line of all-servo top- and end-load case-packing solutions, along with the company’s high-speed, servo-motion shrinkwrap systems and related end-of-line packaging systems designed to deliver cutting-edge packaging automation capabilities for CPG manufacturers across a multitude of industries.
Booth: #S-2820

Pineberry Manufacturing Inc. will showcase the company’s new open-source HSF Friction Feeder, which can be easily integrated into existing manual and automated packaging lines.
Controlled via a user-friendly touchscreen PLC controller from Schneider Electric, the HSF Friction Feeder is a simplified, compact, cost-effective solution that provides the end-user/operator with full availability of real-time machine performance data, while delivering optimal speed and accuracy.
“There are fewer connections and wires going from the combination of the HMI PLC and the servo control power supply, that was previously in a large 24x24-inch grey box and is now incorporated in the integrated servile device,” explains Pineberry president David McCharles.
“The HSF is an open-source platform that sig -
nificantly reduces the overall number of components to the machine.
“The controller itself has replaced proprietary control boards, and all the parameters that were previously only accessible through a PC or laptop are now displayed on a simple photographic terminal.
“It’s a smarter machine but overall it’s a simple machine to use,” he says, “allowing you to get the information you need from the terminal through an app on a smartphone.
Quite simply, open-source technology is the way the future is being built today.”
Booth: #S-1432

Sun Chemical will showcase the company’s diverse range of SunBar oxygen barrier coatings formulated to enable effective lightweighting of packaging by removing EVOH (ethylene vinyl alcohol polymer) substrate layers from flexible packaging, as well as offering improved laminate flexibility.
Designed to provide a smooth, homogenous, pinhole-free layer that can be easily overprinted with inks and laminated to a variety of secondary films, the SunBar barrier coatings provide cost-effective, recyclable, biodegradable and press-ready solution for brand-owners looking to achieve reduced carbon-footprint without compromising the brand’s shelf appeal or the package’s functionality.
Booth: #N-4876

Product coding and marking technology specialist Squid Ink will demonstrate its highly versatile new CoPilot 382 inkjet printing system for printing high-quality, high-resolution characters on either porous or nonporous surfaces. Capable of running oil-based or solvent-based inks to print up to 4.2-inch-high characters, razor-sharp text, scanable barcodes and graphic logos at 185- dpi resolution, the cost-effective system can run up to two printheads from a single controller to print on a broad variety of products like coated cartons, plastics, glass, stretchwrap film, metals and much more, according to the company.
The CoPilot 382 printing system’s full-color touchscreen provides access to the system’s internal messages and print functions to create and edit messages via the company’s user-friendly Orion
PC software, and transferring them via Ethernet or USB device.
For larger applications, a virtually unlimited number of CoPilot 382 printing systems can be connected via Ethernet or wirelessly, according to the company, and be controlled through one central Orion print station.
Booth: #S-3574

Corrugated packaging products powerhouse WestRock will display the company’s comprehensive range of “smart” packaging solutions for effective product distribution throughout today’s ever-growing range of retail channels, including Club and Dollar stores, e -commerce operators, and value-added convenience stores.
The company uses its proprietary, precision mandrel-forming technology to arrive at the optimal combination of machine performance and structural design to enables its customer to achieve full in-house automation for channel customization that drastically reduces or eliminates the need for any further out-of-house repackaging.
Booth: #S-2830

Food packaging machinery pioneer Reiser will run continuous demonstrations of the company’s broad range of high-quality equipment throughout the show, including the Ross tray-sealing equipment; Repak form/fill/seal packaging machines; Supervac vacuum chamber packaging machines; and Fabbri stretch film wrappers.
In addition, the company will also use the occasion to introduce its new range of Variovac Optimus form/fill/seal packaging machines (see picture) —a line of rugged, compact, and costeffective packaging machines for producing MAP (modified atmosphere packaging) and vacuumpacks with highly reliable seals to package a wide range of products like meat, poultry, seafood, cheese, fresh-cut produce, and various convenience foods.
Booth: #S-4130



Plastic packaging films group Toray Plastics (America), Inc. will display its broad range of polyester, polypropylene, bio-based and metallized films for flexible and rigid packaging applications, with special emphasis on its Torayfan OPP (oriented polypropylene) and Lumirror PET (polyethylene terephthalate) film technologies, including:
• Torayfan CBS2 brand of moisture-barrier BOPP film, designed for use as the inside sealant web for the packaging of snacks, cookies, crackers, granola, fruit/nut mixes and confectionery products.
• Torayfan MWX6 and MWL metallized, whitecavitated BOPP films for gas-flushed applications, Featuring a proprietary “ultra-barrier” layer on one side for superior moisture-barrier and excellent oxygen-barrier functionality and a hermetic, heat-sealable layer on the other.
• Lumirror QN497 ultra-high, gas-barrier metallized PET film designed to be the inner layer of a laminate film to replace foil in many extended shelf-life, and gas-flushed applications requiring superior moisture-, oxygen-, and aroma-barrier properties, such as coffee packaging.
• Lumirror QN506 ultra-high, gas-barrier transparent PET film offering superior oxygen and aroma barriers in laminations requiring high thermal stability, good machinability and a superior adhesion surface for printing or laminating, with applications including snacks, cookies, crackers, granola, fruit/nut mixes and confections.
Booth: #N-5879
SEW-ThirdPageCanPack.pdf 1 27/09/2016 4:10:51 PM
Multivac, Inc. will demonstrate the company’s world-class expertise in thermoforming packaging with an expansive display of innovative, needsbased packaging solutions for food items, medical products and countless consumer goods. In addition to demonstrating the high-through-

put, fully-automatic MULTIVAC T 850L (see picture) and T 600L tray-sealers in action on a full packaging line that will also include a model 310 conveyor belt labeler and a model MR 831 metal detector.
Other highlights will include the R535 GMP and R 235 thermoformers—designed for maximum flexibility with quick conversions to other pack formats—along with P 600 and C 200 chamber machines, and the compact R 085 thermoform packaging machine for automatically packing small or medium-sized batches across many industries.
Booth: #S-3856

Antares Vision, an established designer of serialization-based track-and-trace solutions for the pharmaceutical industry, will showcase the company’s new high-capacity Print & Check Flex serialization machine.
With line speeds of up to 300 cartons per minute and weight capacity up to 500 grams per carton, the Print & Check Flex is said to be ideally-suited for contract packagers and brand-owners running a wide range of formats on the same lines.
Designed to offer maximum flexibility in terms of carton dimensions, frequent artwork changes and varying code printing specifications, the versatile system can easily handle a wide range of cartons spanning from “match box” to “shoe box” dimensions.
Booth: #W-994 (Pharma Expo)


Bosch Packaging Technology plans to debut its high-performance, fully-integrated system solution for liquid, viscous and pumpable foods with a live demonstration of a complete packaging line programmed to pack two yogurt cups inside wraparound cartons.
Comprising a high-speed Osgood S-series filland-seal machine and a vertical form/fill/seal (VFFS) machine manufactured by its Osgood Industries subsidiary and a Certiwrap Elite wraparound cartoner manufactured by Bosch’s KliklokWoodman business unit, the system was designed to respond to a growing market demand for liquidfood containers multitasked in wraparound cartons, according to Bosch.
The S-series machine is designed to facilitate highly hygienic and accurate container filling at speeds of up to 1,000 containers per minute with a sanitary design and servo-driven indexing filler that is easily adjusted to match the viscosity of the handled product—splashing, foaming and frothing.
For its part, the Certiwrap Elite wraparound cartoner offers an economical secondary packaging solution that uses less paperboard material—without compromising shelf appeal—to pack cups or other rigid containers at speeds of up to 400 cartons per minute.
Booth: #S-3514






CSP Technologies Inc., will display it full range of Activ-Blister solutions for sensitive pharmaceutical applications requiring precise control of the internal atmosphere of existing individual blister cavities, allowing for improved product performance and enhanced shelf-life for the protect moisture- and oxygen-sensitive solid doses packaged on blister machines.
Easily applied via an innovative heat-staking method without the use of adhesives and without changes to the existing footprint of a packaging line, the Activ-Blister solutions use silica gel and molecular sieve technology to outfit the blister to absorb tailored amounts of water vapor, oxygen, or a combination of the two, in a myriad of shapes and sizes to accommodate any tablet and capsule size.
Booth: #W-582 (Pharma Expo)
Rovema North America will exhibit the company’s new model BVK 260 vertical form-fill-seal (VFFS) machine, which is capable of running up to 120 cycles per minute when filling plastic bags in various formats and sizes ranging from 60-mm to 260-mm.

Developed as a replacement for the company’s highly successful VPK-260 continuous-motion bagger the new machine’s servo-controlled, continuous “D” motion cross-seal station is designed to ensure highly reliable sealing for all basic bag shapes and formats, including flat bags and flat-bottom bags.
Booth: #N-6150

Maruho Hatsujyo Innovations (MHI), the U.S. subsidiary of Kyoto, Japan-based pharmaceutical packaging group Maruho Hatsujyo Kogyo, plans to use the show as a launchpad for introducing a new blister machine to the North American market.
Called The Eagle , the modified “Americanized” version of the company’s highly-lauded PF-D1S system, the compact, servo-driven, high-performance machine can produce up to 100 blisters per minute at a maximum index length of 90-mm and maximum index width of 130-mm, with its many value-added features including fast, tool-free changeover in less than 10 minutes, multi-zone pre-heating, recipe-driven format change, and full compatibility with third-party feeders.
Booth: #W-960 (Pharma Expo)

Pharmaceutical packaging specialists Uhlmann Packaging Systems will showcase the company’s new monoblock Integrated Bottling Center 120 (IBC-120).
Suitable for all solid-dose products applications, the IBC-120 is designed for producing highly reliable packages small- to medium-sized batches at a rate of up to 150 bottles (24,000 tablets/capsules) per minute, processing round, rectangular and oval bottles ranging from 45-mm to 200-mm in height and 25-mm to 125-mm in diameter.
According to the company, the turnkey system offers complete process capabilities, including canister desiccant insertion, tablet filling, cotton insertion, servo-controlled capping with torque readout, and the ability to inspect the bottoms of bottles without letting go of them.
Booth: #W-651A (Pharma Expo)

Having significantly grown its North American footprint in the last few years through a series of strategic acquisitions of FOODesign, Florigo and Unique Solutions, Australian packaging machine group tna says it will be displaying its largest-ever equipment offering with truly onestop-shop capabilities.
“The PACK EXPO is now one the most important shows for us, and we have launched some of our leading innovations here,” says tna’s general manager for the Americas region Patrick Avelange.
“Our business is growing rapidly and we’re excited that this growth is allowing us to bring new systems and solutions to the show every year.”
Among the numerous machines to be unveiled at the show, tna is keen to showcase the new robag 3ci rotary vertical form/fill/seal (VFFS) packaging system.
Designed for high-speed packaging of various products— from loose sugar-coated fruit sweets to pre-wrapped chocolate-covered hazelnuts—from a single tube with triple rotary jaw action that is clamed to provide up to 30-percent increase in throughput productivity, with far fewer rejects, the turnkey system incorporates an intelli-weigh omega multihead scale, the patented tna hyper-detect metal detector, and the intelli-read barcode verification scanning system to offer a one-stop packaging solution for confectionary and many other industries. Booth: #S2882
Hitachi’s exhibit will showcase the company’s new highefficiency UX Series product coding and marking printers equipped with a unique diaphragmbased ink circulation system that significantly reduces make-up consumption, according to the company, which is represented in Canada by Harlund Industries Ltd.


The system’s userfriendly control panel makes extensive use of icons to provide visual feedback on its performance to the operators, with both ink and make-up level gauges displaying the correct fluid level and indicating when it’s time to replace each cartridge.
Morover, the printers’ single UX printhead can now print up to six lines of text by employing an innovative print control system, while its ‘industry first’ interlaced drop control system ensures the highest code integrity regardless of print height.
Booth: #S-3756

Capmatic Ltd. will showcase the company’s newlydesigned Synergy Patriot Monoblock filling-and-capping line designed to provide exceptional flexibility for high-speed pharmaceutical packaging applications. Providing multiple applications on one platform, the Synergy Patriot system allows users to fully complete their entire process all while using the least amount of space possible—offering turnkey filling, capping and labeling capabilities, along with a broad range of optional modules and add-ons to for optimal operational versatility and operational equipment effectiveness.
Booth: #S-4159

Squid Ink’s new family of CoPilot Printing Systems offers 3 different print heights for your different applications.
Squid Ink’s CoPilot 128 is a proven choice for printing small character codes or barcodes on egg cartons, PVC pipe, corrugate cases or more. The CoPilot 382 is ideal for replacing costly print and apply labels or printing GS1 barcodes on the side of a box. The CoPilot 256 fits right in between, making Squid Ink’s CoPilot family the ideal solution for your specific coding and marking applications.
For more information visit www.squidink.com or call 1-800-877-5658 for your local Authorized Squid Ink Distributor today.




With summer drawing to a close and my husband once again “lured” into the traditional one last fishing trip with his long-time fishing buddy, an annual shopping trip for fishing supplies seemed like a fitting way to kiss goodbye to this summer’s intensely hot weather—especially so now that our young son seems to be developing more than a passing interest in this venerable Canadian outdoor pastime. The fishing aisle presents a complex array of choices with a staggering range of lures, rods, reels and other tools of the trade promising to attract and catch that ever-elusive Big Kahuna, with packaging naturally playing a big part in drawing the casual fishing enthusiast’s attention.


Manufactured by the Collierville, Tenn.-based Strike King Lure Co., the MiniKing Spinnerbait blisterpack certainly does the trick with its vibrant, bold redand yellow-interlocking logo suggestive of swirling fish and hooks locked in a epic underwater tug-of-war— projecting a sense of rugged self-confidence and can-do attitude to inspire even the novice fishermen to get out there and haul in a memorable, selfie-worthy catch to make all their friends fawn in envy and admiration. I especially appreciate the no-nonsense design of the peg-holed packaging that takes up little space and can be easily stored and recycled after the trip without leaving a trace of mess behind in the Great Outdoors.
Atlantic Packaging1032
ATS-Tanner 12021
Biederman Packaging11718
Capmatic 1044, 12
Cascades 1055
CCCA 11617
Domino 13038
Festo Inc. 13443
Fortress Technology1088
Harlund Industries Ltd. 12934
Harpak-ULMA 11212,47
Heat + Control 12732
hhs Baumer 12225
HP Canada 13242
Krones 1099
Markem-Imaje 12631
Matthews Marking Systems 11920
Mettler Toledo 139IBC
mk North America11819
For its part, the Red Wolf Tip Top Repair Kit package from the Roseburg, Ore.based Red Wolf Tackle Company is a real attention-grabber with its sharp pair of predatory eyes staring right off the store’s peg-rack to project a slightly menacing intent and an untamed call of the wild. As an extra visual hook, the company’s proudly-displayed catchy slogan “fish hard, bite back” provides an amusing juxtaposition with the package’s fairly mundane repair kit contents, consisting of a glue stick and a couple of stainlesssteel rod pole guide tips.
hand, while the use of different color jewel-colored backgrounds to color-code the multitude of different Rapala brand lures provides an irresistible aesthetic value-added to entice the passing shopper to seal the deal at the shelf level. As the company’s raison d’etre statement deftly observes, “That which is irresistible to fish will always be irresistible to the fisherman.”
by Julie Saunders.
One close look at the Rattlin’ Rapala Sinking lure package makes a convincing case why the Finnish-based Rapala ranks as the world’s largest manufacturer of fishing lures—selling more than 20 million of them each year to fishermen in over 140 countries around the globe. Using a highly practical rigid-plastic case to house its beautifully-constructed, life-like bait fish outfitted with extremely sharp hooks, the package generates a “unique rattle chamber” when shaking it by
Multivac 11312,32
Paxiom 1077
Plan Automation13343
Regal Beloit 13645
Reiser 1066, 37
Pilz 11112
Ryson International101IFC
Schneider Electric11010
Schubert Packaging12426,27
Sesotec 13544
SEW Eurodrive 13749
Squid Ink 13851
Thermo Fisher 11413
Uline Shipping
Supplies 12529
Valco Melton 12833
Veritiv Corporation140OBC
Videojet 1021
Weber Marking1156, 14
WestRock 13140
Yaskawa Motoman12122
Zund America Inc.12325


As for purely charming and adorable cross-generational appeal, the Shakespeare’s Disney Fairies Fishing Kit nails it down-pat with a vivid image of a slightly mischievous TinkerBell with her right hand positioned so that you might just believe— if you’re young and impressionable enough—that she is holding the fishing rod out for you. The durable, flexible plastic board panel has the lightweight toy rod securely fastened into place with several plastic ties—firmly protecting the contraption from over-eager young hands—and the dazzling graphic imagery of the backing panel had our young son literally hooked and reeled in at first sight.
Julie Saunders is a healthcare communications specialist living in Toronto.