The 9550’s breakthrough design eliminates mechanical adjustments, wear parts and failure points that cause everyday operational problems.
Using Intelligent Motion™ technology, the entire machine is automatically and precisely controlled. In addition, the 9550 applies the label directly onto the pack without the need for an applicator.
The smarter way to print and apply labels
www.videojet.com/9550
MAY
2017 VOLUME 70, NO. 5
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
ACCOUNT MANAGER
Adnan Shah • (416) 510-5117 AShah@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228 AJoseph@canadianpackaging.com
VICE PRESIDENT Tim Dimopoulos • tdimopoulos@annexbizmedia.com
COO
Ted Markle • tmarkle@annexweb.com
PRESIDENT & CEO Mike Fredericks
ANNEX BUSINESS MEDIA
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
e-mail: rthava@annexbizmedia.com
Tel: (416) 442-5600 ext 3555
Fax: (416) 510-5170
Mail: 80 Valleybrook Drive, Toronto, ON M3B 2S9
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $74.50 per year, USA $130.95 US per year, Outside Canada $149.00 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
ANNEX PRIVACY OFFICER
privacy@annexbizmedia.com
Phone: 800-668-2374
DISCLAIMER:
THE AUTOMATION TRANSFORMATION
Much has been said and written in recent months, including on the pages of this publication, about the grim impact of robotics and other automation technologies on future employment prospects for millions of currently–employed and budding professionals across a broad range of industries, especially those with a significant manufacturing component.
What we have not seen much to date, however, is any possible upside alternative to the standard selffulfilling prophecy of mass unemployment and social havoc brought about by automation technologies taking over the modern workplace.
So it was profoundly reassuring to read a new white paper report prepared by the A3 (Association of Advancing Automation) trade group representing North America’s leading developers, suppliers and end-users of automation technologies.
Comprising the membership of three separate but closely-allied industry organizations AIA (Advanced Vision+Imaging), RIA (Robotic Industries Association) and MCMA (Motion Control & Motor Association), A3 offers a refreshingly upbeat take on how the future labor market may unfold in a well-argued 10-page report aptly titled Work in the Automation Age: Sustainable Careers Today and into the Future
Citing a plethora of well-grounded facts, data and anecdotal evidence, the report urges today’s businesses to embrace the unfolding Fourth Industrial Revolution not only as a net job creator for the untold millions of millennials about to enter the job market, but also as a liberating “wave of new opportunities and benefits,” according to A3.
“From steam to electricity to computers—and now to automation—society is transformed by technological advances that increase productivity and prosperity and broaden the availability of innovative goods and services.
“But more than anything,” the study proclaims, “society is transformed by new, rewarding jobs that improve workers’ health and safety and allow them to apply their innate creativity and problem-solving skills.”
While such platitudes may not sit well with a lifelong blue-collar line worker displaced by an installation of a brand new robotic pick-and-place system that can run around-the-clock without ever pausing for a washroom or smoke break, the A3 report points out that the prevalence of such direct cause-and-effect employment termination has been vastly overstated, without overwhelming abundance of factual evidence to back it up.
Part of the problem, the study suggests, is the misguided tendency to equate jobs with workplace tasks, which distorts the notion of automation as a job creator right from the get-go.
The real truth is actually, “More robots, more jobs,” the report asserts, citing online retailing colossus Amazon and auto giant General Motors as textbook examples.
“Amazon had more than 45,000 employees when it introduced robots in 2014, [and] while the company continues to add robots to its operations, it has grown to over 90,000 employees, with a drive to hire more than 100,000 new people by the end of 2018,” the report points out.
“Similarly, General Motors grew from 80,000 U.S. employees in 2012 to 105,000 in 2016, while increasing the number of new U.S. robot applications by about 10,000.
“We see similar results from multinational companies with thousands of employees to small manufacturing companies,” the report’s authors state, arguing that “as employers add automation technologies such as robots, job tasks and tasks are changing, but the number of jobs continues to rise.”
And for everyone’s benefit out there, long may that continue!
See our exclusive Special Report presenting and celebrating all winning entries in the recent 2017 PAC Leadership Awards national packaging competition, starting opposite page 14.
G eorge Guidoni
INNOVATIVE GOURMET FROZEN MEALS BRAND FINDS A FINE NEW TORONTO HOME
The word fine may not immediately spring to mind when talking about frozen foods, but there is a reason why some of Toronto’s most upscale fine food retailers are happy to stock the füdi brand of gourmet-quality frozen meals at their refined establishments.
Already retailing in the Toronto area by Whole Foods Market, Ambrosia Natural Foods and Nature’s Emporium, the locallyproduced line of globally-influenced entrées can now be also be found at each of the six Pusateri’s food boutiques across the city, including the two prestigious Saks Food Hall sites on Bay Street and in the posh Yorkville neighborhood downtown.
According to Pusateri’s category manager Brenda Fontes, the füdi
brand of freshly-made frozen entrées—directly inspired by the French contemporary method of sous-vide cooking—is a natural fit for the chain’s upscale product selection.
“At Pusateri’s we focus on procuring and introducing the most exciting and exclusive items for our loyal guests,” says Fontes, “and füdi’s concept of a convenient, local, and great-tasting meal option really fits well with our product offering. We are very pleased to welcome it to our stores.”
Founded in 2012 by company president Maurizio Racco, Füdi Foods sources all its meat exclusively from Beretta Farms in Kingston, Ont., which raises all its natural-fed livestock free-range, and hormone- and antibiotics-free. The meat and all other locally-sourced ingredients are sliced, diced and cooked right at the Füdi headquarters in Brampton, Ont., using the innovative sous-vide (under vacuum) technique, whereby the food is vacuum-sealed and slow-cooked at a low temperature in water until it is perfectly cooked through.
TRANSFORMING CONVEYOR AUTOMATION
Innovative Belt, Modular Belt and Flexible Chain Conveying Solutions
✔ Industrial & Sanitary Styles
✔ Easy Integration
✔ Industry Best Transfer Options
✔ Fast Delivery
“Only a generation ago, every meal started with a simple trip to the neighborhood farmers’ market and the corner butcher shop,” says Racco, adding that some of his fondest memories as a child were trips to the farmers’ market with his family.
“Every hand-selected ingredient we slice, dice and add to our gourmet recipes is sourced right here in southern Ontario,” he says, “and our all-natural, preservative-free sous-vide cooking process coaxes the maximum amount of flavor from every ingredient for every bite.
“The result is a wholesome selection of international dishes painstakingly perfected to appeal to the discriminating foodie in all of us.”
After the dishes are cooked, they are flash-frozen and packed inside elegant 370-gram plastic stand-up pouches designed by MHz Design Communications in Toronto. Providing nineto 12-month product shelf-life, the recyclable plastic pouches are color-coded around the brand logo and at the bottom for easy selection from among eight different globally-inspired recipes that faithfully replicate Italian, Cajun, Caribbean, Indian and Argentinian cuisine influences.
Ink Jet Printer
Next-generation leadership performance
NOTES & QUOTES
nHartsville, S.C.-headquartered packaging product group Sonoco has completed a US$230-million acquisition of Peninsula Packaging Company, a leading manufacturer of thermoformed packaging for fresh fruit and vegetables operating four production facilities in the U.S. and one in Mexico.
“We are extremely pleased to have Peninsula joining the Sonoco family of leading consumer packaging products,” says Sonoco’s chief operating officer Rob Tiede. “Combining Peninsula’s product lines with Sonoco’s packaging capabilities positions us extremely well to capture new growth in the rapidly expanding fresh and natural products category, while greatly accelerating and enhancing our ability to offer our customers the most diverse consumer packaging formats and solutions in the industry.”
nORBIS Corporation, Oconomowoc, Wis.-headquartered manufacturer of reusable injectionmolded plastic products for material handling, distribution and protective packaging applications, has named its Toronto facility as the company’s 2016 Plant of the Year for the third time in recognition of the plant’s exceptional performance in safety, employee engagement, operational excellence, and superior quality and service levels.
“Best-in-class manufacturing is critical to our leadership in the reusable packaging industry,” says ORBIS president Bill Ash. “This year, the Toronto plant is being recognized for this caliber of performance,” says Ash, adding the 140-emlopyee plant—specializing in production of bakery trays, distribu-
tion totes, environmental bins/carts and beverage shells—was one of 11 ORBIS manufacturing facilities considered for the prestigious recognition.
nHenkel Adhesive Technologies group, part of the Düsseldorf, Germany-headquartered chemical and consumer goods conglomerate Henkel AG & Company, KGaA, has reached a definitive agreement to acquire the assets of Darex Packaging Technologies, Cambridge, Ma.-based supplier of sealants and coatings for metal packaging applications, including food-andbeverage and aerosol cans. Employing about 700 people at 20 manufacturing sites worldwide, Darex posted revenues of nearly US$300 million in fiscal 2016.
“We are excited about the opportunity to add the high-performance Darex business to our existing Adhesives Technologies portfolio,” says Henkel’s chief executive officer Hans Van Bylen. “Darex’s experience in developing innovative, high-performance sealants and coatings will underpin our commitment to provide our global customers with best-in-class solutions. This
business is the perfect fit for our existing portfolio serving the metal packing industry, and would therefore strengthen our position in this highly attractive and non-cyclical business.”
nProduced by Bemis North America, a division of the Neehan,Wis.-headquartered plastic packaging products group Bemis Company, Inc., the Hunt’s Recipe Ready brand tomato paste pouch received a total of five awards at the recently-held 2017 Flexible Packaging Achievement Awards annual ceremony of the Flexible Packaging Association (FPA) in Boca Raton, Fla. Developed as a lightweight alternative to the traditional six-ounce tomato paste metal cans to deliver a portion-controlled, twotablespoon serving of the product with simple tear-and-squeeze dispensing, the package won the competition’s coveted Highest Achievement Award as the best package of all 75 different package designs evaluated in the entire competition, along with three gold and one silver awards in four special categories.
•
•
A sampling of fresh produce packaging manufactured by the Peninsula Packaging Company.
Toronto plant employees celebrate their facility’s formal recognition as the company’s 2016 Plant of the Year.
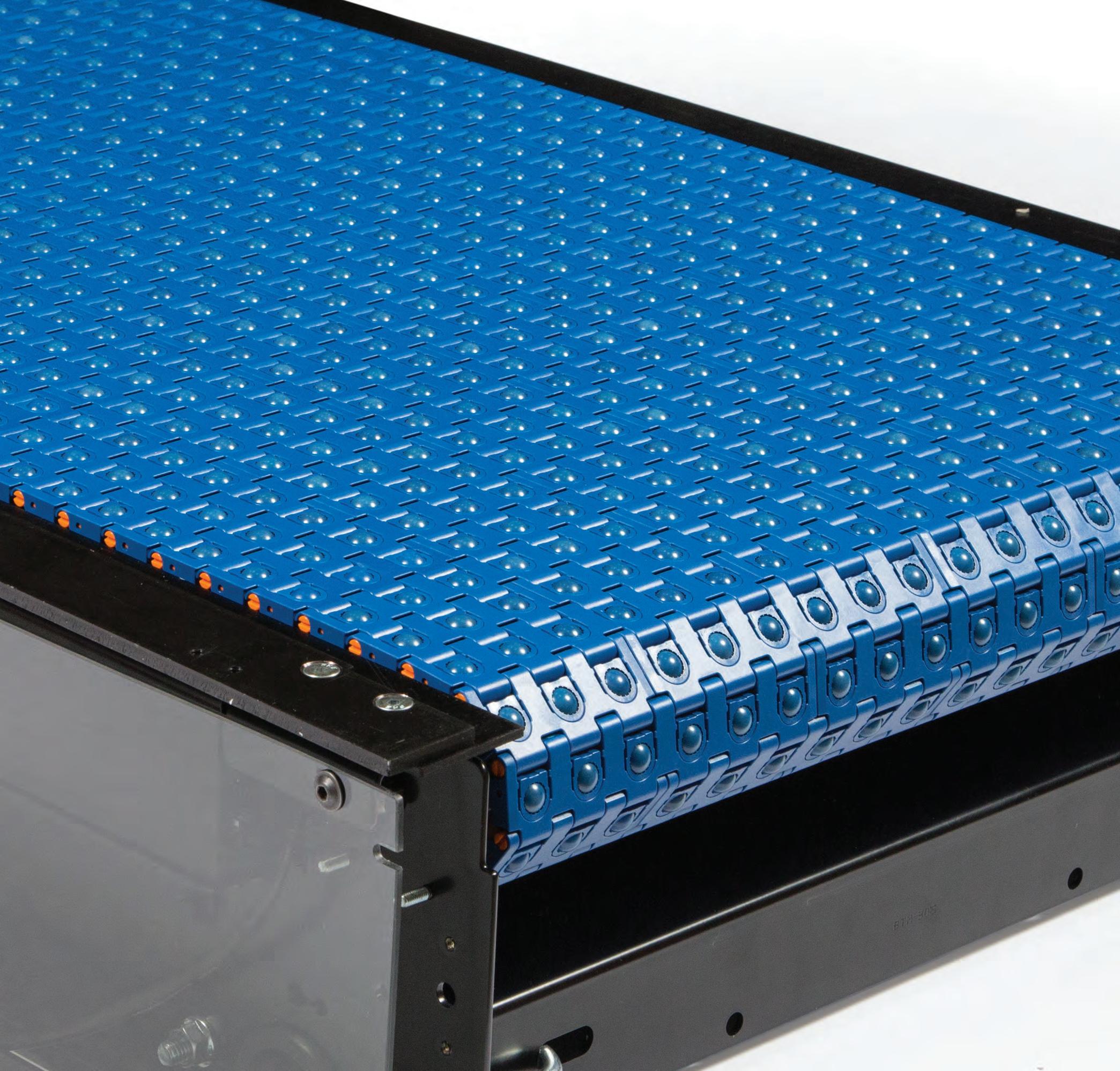
one easily-integrated station could divert, transfer, and sort?
The MODSORT station is an innovative low-noise, low voltage modular transfer and diverter station. It can easily integrate with new or existing material handling systems, eliminating the need for a lift, pneumatics, or Z-direction position feedback devices, and can help achieve energy savings from 50-60% when integrated with a motorized roller-based system.
MODSORT utilizes System Plast™ 2253RT Roller Top Belt featuring a 1-inch on-center sphere array, allowing very small packages to be moved. Motorized Drive Rollers and controls allow flexibility in wiring, the ability to move everything from exceptionally small polybags to boxes, and safe, efficient, quiet and low-maintenance operation. For more information, visit www.RegalPTS.com/MatlHandling
AT LONG LAST
Technical Support
Before and after sale support includes same-day parts shipment, rapid-response service, applications assistance, engineering, installation and operator training.
Demonstration + Testing
Test the latest inspection equipment at Heat and Control demonstration centers.
Heat and Control offers a complete line of metal detectors, checkweighers and X-ray inspection systems for pharmaceutical products from the leading manufacturers: Ishida and CEIA.
CEIA Metal Detection
The world’s largest manufacturer of metal detectors, with over 90,000 units installed. CEIA PH21-Series pharmaceutical metal detectors deliver unparalleled accuracy and sensitivity to all metals and provide high throughput rates for pills, tablets, and capsules. In addition, CEIA offers a complete range of solutions for packaged and non-packaged tablets, powders, liquids and other products; with all solutions including FDA 21CFR compliance.
Ishida X-ray Inspection
Find foreign objects including metal, glass, bone, plastic, hard rubber, shell and stones. Or detect product defects like cracks, voids, missing items and improper weights.
Ishida Checkweighers
Verify product weight, count, or missing items with DACS checkweighers. User-friendly controls include advanced data collection and management features.
Designed to facilitate fully-automatic packaging of tricky long-shaped food product like pretzels, the new product transfer system from Multipond features a fully-integrated six-axis articulated arm robot combined with a multihead weigher in an innovative configuration that enables the fully-programmable robotic arm to move freely in all directions. The systems uses its four-point tool to pick up two lots of two portions from the multihead weigher simultaneously and to pack them neatly into the provided trays. Capable of packing up to 60 pieces per minute, the self-cleaning transfer system employs an 3D camera integrated into the transfer system to send information about the position of the tray-sealer to the software, which in turn initiates the required action by the robotic arm. If the camera detects that a tray has been positioned incorrectly, or is not there at all, the four-point tool will not be filled at this position.
Multipond America Inc (In Canada: Abbey Packaging)
NEW AND IMPROVED
The model FR 200 flowwrapping machine from Harpak-ULMA is a new entry-level rotary flowwrapping system featuring robust construction, upgraded controls allowing for higher production speeds, and newly developed sealing rollers and cross-sealing jaw options. According to the company, this new model is equipped with the latest motion-control technology, including a control based on an industrial PC, to provide the machine with the capabilities of higher-level models across a wide range of applications—enhanced with ergonomic machine design and highly durable construction.
Harpak-ULMA
SEAL THE DEAL
The new Model 436 case-sealer from A-B-C Packaging Machine Corp. features all-stainless-steel construction to enable its continuous use in dairy and juice plants with strict and frequent washdown requirements, as well as in other manufacturing facilities with harsh acidic or caustic environments. Capable of reaching hot-melt sealing speeds of up to 50 cases per minute, the new case-sealer can run a full range of corrugated cases with only three manual adjustments to accommodate the changeover, as well as the plastic crates used on busy dairy processing lines. Also available in a tape-sealing version, the compact-design machine incorporates the company’s proprietary features to ensure square cases, including contoured flap folders, and a spring-loaded compression section to create highly secure seals.
A-B-C Packaging Machine Corp.
A HANDY DESIGN
The new ultra-compact DataMan 70 series fixedmount barcode reader from Cognex Corporation, small enough to fit into the palm of one’s hand, is powerful enough to perform the most challenging label-based barcode reading applications at higher read rates for linear and 2D label-based barcodes than single-line and raster laser scanners, according to the company. With its flexible configuration enabling it to fit into the tightest spaces on production lines or inside machinery, the reader employs advanced barcode reading algorithms, powerful image formation capabilities, and individually controlled LEDs to ensure continuously high read rates—even for damaged or distorted label-based codes.
Cognex Corporation
FIRST GLANCE
FRONT ROW VIEWS
Designed to combine enhanced safety, flexibility and performance with a contemporary and modular design, the new HL6200 rowforming palletizer from Columbia Machine, Inc. facilitates optimal workplace safety with the use of Category 3, Performance Level D safety components that include fully-integrated upper and lower guarding; full-height light curtains; patentpending dual-slot automatic hoist pins; ergonomic low step-height machine access; level interior rollers surfaces; and interlocked hoist area access doors. Capable of palletizing up to 120 cases per minute, the HL6200 combines Columbia’s easy-to-operate Product Manager HMI terminal and bi-parting stripper apron and modular construction into a compact, modular footprint to allow users to create and modify layer patterns, view and export production reports, adjust drive speeds and timer settings, and to access manuals and schematics through the HMI with minimal effort. For its part, the bi-parting stripper apron is thoughtfully combined with the case stops in the row-forming area— allowing the HL6200 to create gaps both front-to-back or side-to-side. Columbia Machine, Inc.
THE HEAVY HITTER
Designed to handle heavy product weights of up to 50 kilograms, the new NextGuard Pro X-ray inspection system from Thermo Fisher Scientific features an extended, rugged, washdown-ready conveyor capable of handling multiple large packages—including bagged rice or pet food, blocks of cheese, larger boxes and other dense products that are too heavy for a typical conveyor to accommodate—while also incorporating a complete rejection system. Featuring a fully-integrated single belt design intended to eliminate potentially difficult product transfers between inspection and rejection, both the standard 1.5-meter-long NextGuard C330 and the wideaperture NextGuard C500 Pro X-ray machines can be outfitted with vari -
ous modular infeeds and outfeeds to reach lengths of up to 3.5 meters, providing plenty of room for for the addition of rejection mechanisms, photoeye sensors, shielding and other options.
Thermo Fisher Scientific Inc.
CRAFTY BY DESIGN
Roberts PolyPro has introduced a new range of vibrant, attractive can handles developed specifically for the needs of the burgeoning craft beer industry. Designed to handle two-, four- and six-packs of canned beer, the fullyrecyclable HDPE (high-density polyethylene) handles feature specially designed tabs to hold, lift and remove the han -
dles from the cans, while offering brewers a wide choice of vibrant PMS (Pantone Matching System) colors to choose from. Said to use up to 30 per cent less plastic to make than the ordinary bland-colored handles, they can be applied manually or, as the volumes grow, via a new semi-automatic Roberts PolyPro handle applicator that can package up to ten 24-can cases per minute, using either 12-or 16-ounce beer cans.
Roberts PolyPro (Div. of Pro Mach, Inc.)
MULTIVAC Canada Inc. Announces
New Executive Team Appointment
MULTIVAC Canada Inc. is pleased to announce that Evan Segalowitz has been appointed as Vice President of Sales and Operations, and joins the company on April 3, 2017.
“Mr. Segalowitz has 15 years of experience in the Food Industry and Capital Equipment industry. He has previously held the positions of Director of Retail Sales, Canada at Canada Bread, Director of National Foodservice Distributor Sales, Canada, at Canada Bread Frozen Bakery/ Olivieri Foods, and Business Development Manager for Foodservice at Maple Leaf Foods. Most recently, Evan held the role of General Manager of Markem-Imaje (a Dover Company). This valuable industry experience along with his Business Degree from the Richard Ivey Business School at Western University, serves MULTIVAC Canada and its customers very well.“, says Nestor Plawiuk, President and Managing Director. “We are pleased to have Evan join the team at MULTIVAC Canada Inc.”
Western Canada Sales Appointment
MULTIVAC Canada Inc. has formally announced an addition to their sales team in the West with appointment of Darren Smit as Regional Sales Manager, Western Canada.
Mr. Smit’s focus on the West will include Alberta, Saskatchewan, and Manitoba. He is uniquely qualified for the role with over 20 years experience in the packaging industry and his extensive sales-focused experience. “With his extensive background in the packaging industry and his personal knowledge of the market in Western Canada, we are excited at the prospect of focused expansion of MULTIVAC in the West”, says Paul Marsden, Director of Sales. “We look forward to strengthening our relationships in the prairie provinces and expanding our customer support in the West. We are pleased to welcome Darren to the MULTIVAC team.”
Key Account Sales Appointment
MULTIVAC Canada Inc. has formally announced an addition to their sales team with appointment of Ken Poxon as the Key Accounts Manager.
Mr. Poxon’s focus will be on the key accounts with MULTIVAC Canada Inc. and his responsibilities will be national by providing support to various client locations across Canada. He is uniquely qualified for the role with over 20 years experience in the packaging industry, which includes his most recent position as the Territory Manager for Marel coupled with his previous experience at MULTIVAC. “With his extensive background in the packaging industry and his previous knowledge of MULTIVAC Canada’s market, we are excited at the prospect of specialized attention on our key accounts”, says Paul Marsden, Director of Sales. “We are very pleased to welcome Ken back to the MULTIVAC Canada team.”
Evan Segalowitz
Darren Smit
Ken Poxon
Since its founding over a decade ago, San Francisco, Ca.-based Alter Eco has remained a relentless champion of sustainable practices—as evidenced by its Benefit Corporation and Public Benefit Corporation certifications confirming the company’s commitment to using business for the greater public good.
Always striving to maintain the highest social and environmental standards, the specialty foods importer and distributor is dedicated to full-circle sustainability throughout its operations and supply chain by pursuing a four-pillar business strategy based on:
• the sourcing of products in strict accordance with Fair Trade principles;
• production of only organic and non-GMO foods;
• offsetting of carbon emissions via large-scale reforestation programs in the cooperatives that produce its crops;
• creating minimal waste by working towards 100-percent compostable packaging.
On the packaging side, Alter Eco is certainly living up to its pledge with the recent commercial launch of the company’s new Gone4Good pouch—used to package theOrganic Rainbow Heirloom Quinoa brand grains, sourced from the Andes Region of South America.
Made with the NatureFlex cellulose packaging film derived largely from wood-based chips, the new pouch was first unveiled last spring at the Natural Products Expo in Anaheim, Ca., where it received the Nexty award of show sponsor New Hope Media as the best package at the event.
Produced by the Japanese-based Futamura Chemicals Company Limited, the NatureFlex family of flexible packaging films is certified compostable—meeting the ASTM D6400 standards for industrial composting—and provides the high barrier protection needed for many food products distributed by Alter Eco.
When combined with a compostable sealant layer, the overall structure provides a perfect fit for Alter Eco’s performance and sustainability goals, according to its co-founder Mathieu Senard.
“Sustainability is the core of our business, and as a leader in this space we’ve worked tirelessly to pioneer the first compostable pouch that will truly revolutionize the food industry,” Senard says.
“We’re thrilled to be at the forefront of eco-friendly packaging,” he notes, “and our new pouches give consumers a more sustainable option that doesn’t negatively impact our planet—all with the same convenience of existing food pouches.
“We’re hopeful that this necessary good-for-the-planet innovation will encourage other brands to follow suit,” says Senard, noting that growing global demand for stand-up pouches is projected to reach 24 billion pouches by 2018, with only a tiny portion of that output being either recyclable or compostable.
“We are proud to be working with forward-thinking brands like Alter Eco,” says Chris Mitchell, Futamora’s commercial vice-president for the Americas region.
“This packaging innovation is the result of years of intense research and development,” Mitchell says, “and it was made possible due to the efforts of many people on the Alter Eco team, as well as our co-supplier and converter partners.”
PLASTIC RECYCLING SHOWS SLIGHT GROWTH IN CANADA
Canadian consumers appear to be firmly committed to recycling their household plastic waste and packaging, according to a new report released last month by the Canadian Plastics Industry Association (CPIA)
Based on a voluntary survey sent out to more than 500 companies that handle recycled plastics in North America, the 2015 Post-Consumer Plastics Recycling in Canada report says that at least 322 million kilograms of post-consumer plastic packaging were collected in Canada for recycling in 2015—a 0.4-percent increase from 2014—with higher collection rates for empty HDPE (high-density polyethylene) bottles driving the overall gain.
According to the study results, there were 5.7 million more kilograms of HDPE bottles collected for recycling in 2015 than the year before—offsetting a 4.4-million-kilogram drop in the amount of other collected plastic packaging, which comprises non-bottle rigid plastics (such as deli, dairy, bakery and produce containers) and flexible film packaging, such as plastic bags and outer wrap.
“Every piece of plastic matters, and we are proud to report seeing slight increases in the amounts of both plastic materials collected,” says CPIA president and chief executive officer Carol Hochu.
According to the Mississauga, Ont.headquartered CPIA, about 79 per cent of the collected plastic in 2015 was “reclaimed,” or in other words used in the manufacture of new plastic packaging and various industrial and consumer products ranging from pipes, pallets and buckets to fleece jackets, decking and lawnand-garden care products.
While CPIA says that it is encouraged by the slight overall growth in plastic recycling, the venerable association says the demand for recycled plastic from material recovery facilities (MRFs), reclaimers, exporters, brokers and other handlers of used plastic continues to exceed the available supply—resulting in “underutilized capacity.”
“Canada’s plastic recycling infrastructure is key to our circular economy,” says the association’s vice-president of sustainability Joe Hruska.
“Every recyclable piece of plastic collected can be fully utilized and be incorporated into another product cycle.”
Express Packaging Chooses the Ax-Series Inkjet for a Reason.
"It [the Ax350i] saves us money, it runs faster for us and we have clearer print.
Reason.
We've used other suppliers in the past but no one has equalled the production that a Domino printer puts out and the service that Domino technicians back it up with."
-
Fred Hartzler, President, Express Packaging
“It [the Ax350i] saves us money, it runs faster for us and we have clearer print. We’ve used other suppliers in the past but no one has equalled the production that a Domino printer puts out and the service that Domino technicians back it up with.”
- Fred Hartzler, President, Express Packaging
To find out more or to book a demo, visit www.ax-series.com
THE RULES
THE VITAL PARTNER AND CATALYST FOR THE PACKAGING VALUE CHAIN
THE PAC BRAND EVOLUTION
THE VITAL PARTNER AND CATALYST FOR THE PACKAGING VALUE CHAIN
THE VITAL PARTNER AND CATALYST FOR THE PACKAGING VALUE CHAIN
Program Revolution
PACKAGING BRAND DESIGN AND INNOVATION EXCELLENCE
MAKING GOOD THINGS BETTER
Thriving upstart granola
bar processor raises its production efficiencies to a whole new level through thoughtful packaging automation and line integration
BY ANDREW JOSEPH, FEATURES EDITOR
BY NAOMI HILTZ
As one of the world’s most versatile breakfast and snack foods, granola offers food processors plenty of leeway for recipe innovation and experimentation.
And for those companies who truly master it, the rewards can be massive. So massive, in fact, that producing enough to meet the red-hot market demand can become a real problem.
“Although that’s our Number One challenge right now, I must say that it’s a pretty good challenge to have,” says Nima Fotovat, president of the fast-growing granola processor Riverside Natural Foods Ltd. in Vaughan, Ont., located literally across the street from Toronto’s northern boundary along Steeles Avenue.
“To put it simply, we need to figure out how we can produce more product within the same more or less fixed parameters, such as available facility space or human resources,” Fotovat told Canadian Packaging on a recent visit to Riverside’s operations.
Founded by Fotovat in 2013, Riverside has made lightning fast progress in establishing itself as a promising new force in the highly competitive market segment with unique new recipes developed to turn granola’s popular perception of a healthy-but-boring blends of rolled oats and nuts right onto its head.
Drawing on his long experience in the Canadian nutrition-bar industry and a natural entrepreneurial knack for food innovation, Fotovat proceeded to create the unique new MadeGood line of granola bars and treats,
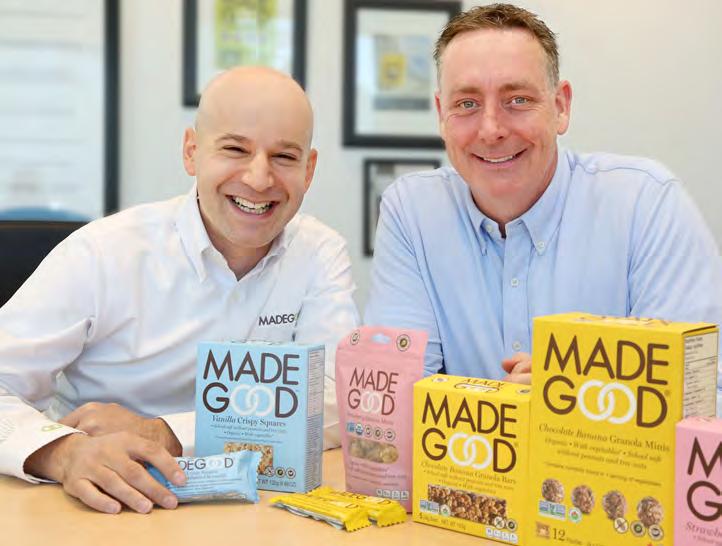
Riverside Natural Foods Ltd. president Nima Fotovat (above left) and Propack president Chris Follows stand in front of the recently-installed new dual robotic top-loader utilizing the high-speed ABB IRB FlexPicker pick-and-place robot (left) to automate the process of finished granola bars inside the cartons in one smooth continuous process.
PHOTOS
AUTOMATE NOW
fortified with real vegetables, at the company’s original Riverside’s 100-percent allergen- and nut-free facility in Vaughan.
Organic, school-safe and packing the same amount of nutrients as one serving of vegetables, the whole-grain MadeGood granola snacks—offered in standard-shaped and sized MadeGood Granola Bars and the bite-sized, ball-shaped MadeGood Granola Minis—are also low in sugar and vegan- and kosher-certified to boot.
According to Fotovat, the combination of flavors and healthy all-natural ingredients tapped a rich vein of growing demand by health-conscious Canadian consumers for an enjoyable and nutritious alternative to the multitude of sugar-packed nutrition bars already out in the market.
“We have enjoyed pretty good growth,” says Fotovat, explaining the company’s recent opening of a brand new 27,000-square-foot BRC (British Retail Council) food safety-certified plant that recently started up just across a parking lot driveway where the peanut-free facility makes the MadeGood brand products.
According to Fotovat, the company’s rapid growth has been aided to some extent by the timely rise of the healthy organic, allergen-free, gluten-free and the portable food categories.
“But I also like to think that we have continued to achieve success in this competitive marketplace because we offer innovation, good service and, above all, a quality food product that the consumer finds highly appealing,” Fotovat proclaims.
“I do think that what sets us apart is the quality of our snack bars—not just from a taste sense, because it is very tasty, but also because of the life quality we bring to every unit produced here.
“We choose our ingredients very carefully,” Fotovat explains.
“We use dried fruits in our granola products because they not only have great taste and a naturally-long shelf-life, but also provide good nutritional value as a good source of fiber, vitamins, minerals and antioxidants to help provide a healthy immune and digestive system.”
Fotovat points out that Riverside only uses gluten-free, organic oats to add to the whole grains contained in the MadeGood product recipes.
“There’s only a few sources for oats like this in Canada, and just a handful more in the U.S.,” says Fotovat.
“We use pure organic, big flake oats and brown rice crisps—two whole grains that contain healthy amounts of fiber, vitamins, minerals, antioxidants and disease-fighting phytochemicals,” he says.
According to Fotovat, all the products manufactured by Riverside use a pure, coldpressed, high oleic sunflower oil that is high in unsaturated fat, low in saturated fat and has zero transfats, which are all highly sought-after product attributes in terms of combating the risk of heart attacks, strokes and heart disease.
In addition to producing the MadeGood brand, Riverside also does some private-
A close-up view of the EOAT (end-of-arm tooling) picking up and placing wrapped granola bars 12 at a time into an open carton at the new Riverside Natural Foods facility in Vaughan, Ont.
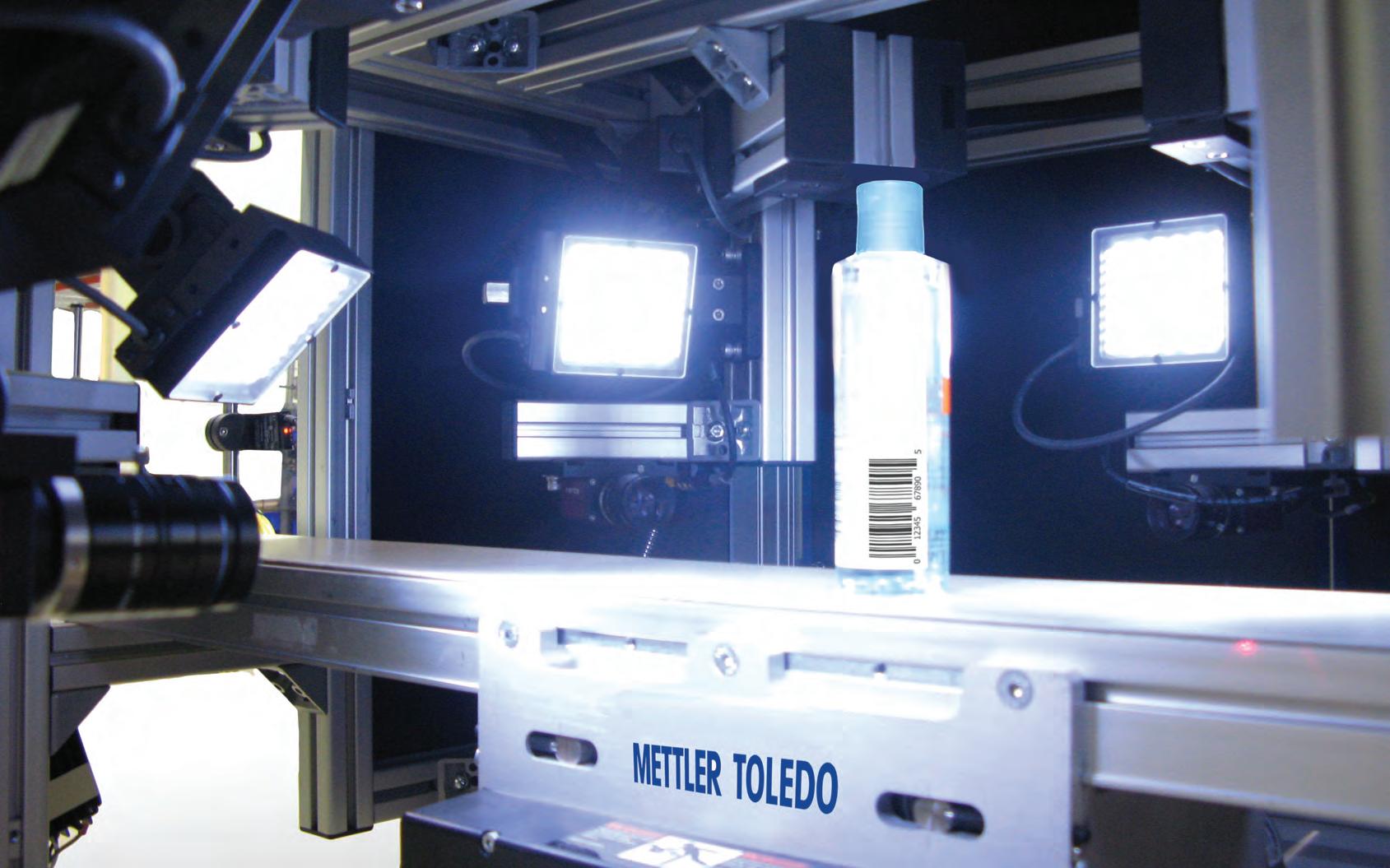
The new Riverside Natural Foods plant houses two production lines equipped with MettlerToledo Safeline X-33 X-Ray inspection equipment, purchased through Shawpak Systems.
Picture the coffee you picked up at the drive-thru this morning. Or the thick, creamy Greek yogurt you took to work.
The mac & cheese that’s waiting for you at home. Or the cat you turn to for the toughest paper towels.
The healthiest bread, or the deli meat that goes in between. Or the peanut butter that sticks to it the most.
The one name behind Canadian whisky, or the first label That pops to mind when you think of an iconic chocolate bar.
Whatever you imagined, chances are You’ve already seen some of our finest work.
celebrating 40 years of building brands See more at our YouTube channel
2017 PAC BOARD OF DIRECTORS
Chairman Robert Cockerill, RCC Inc.
Immediate Past Chairman
Bruce Smith
Director of Global Packaging Molson Coors Brewing Company
DIRECTORS AT LARGE
James Davidson, Director Commercial Development Amcor Flexibles
James D. Downham, Pres.& CEO PAC, Packaging Consortium
Sheldon Gouthro, VP Sales Maritime Paper Products Ltd.
Brent Heist, Global Packaging Sustainability Procter & Gamble
Jennifer Hottinger-Sloan, Director, Packaging Coca-Cola
Kim Rapagna, Head, Corporate Responsibility Metro Inc.
Louis Lemaire, VP Sales Graphic Packaging Int’l Canada
Linda McGregor, VP Acct Director Davis
Albino Metauro ,Executive Vice President Cascades
Richard Pileski, SVP, Printed Packaging Jones Packaging
Jon Pyper, NA Associate Director, Sustainability & Advocacy Pkg & Specialty Plastics
The Dow Chemical Co.
Daniel Reshef, Manager Steward Relations & Sustainability Canada Fibres- Urban Resource Group
Mike Richmond, President Innovation, Packaging, Strategy Network
Yasmin Siddiqi, Marketing Manager – USA & Canada SIG Combibloc
Laura Studwell, Industry Marketing Manager OMRON Automation & Safety
Scott Tudor, Director Sustainability Sobeys Inc.
Denis Vachon, Sales Manager O-I Canada Corp.
Pat van de Bospoort, VP Food Processing Tech. Maple Leaf Foods Inc.
CELEBRATING THE 65TH YEAR OF PAC COMPETITIONS AND AWARDS
It’s impressive to think that PAC has been celebrating packaging excellence since 1952. The pictures in our archives provide some interesting insight into our past. The legacy lives on as the PAC Leadership Awards competition continues to attract some of the most innovative packaging entries from across the global packaging community.
As the competition evolves and adjusts to the shifting trends we continue to see movement in all areas. The brilliant Brand Marketing categories continue to grow, while there is a transition going on in the Specific Package categories. Some are declining, while the decorated corrugated category is exploding. We are seeing outstanding packaging as a result of the technological advancements in this important category. As such, we will be making a special effort this year to recognize these exciting and dynamic package achievements.
In person, 28 dedicated industry professional experts diligently graded each entry in the competition, while 11 sustainability and instore marketing experts performed their package evaluations online. I wish to extend my personal gratitude to all the participating judges for their contribution to this long-running PAC competition, as well as for ensuring that all the entries received objective and expert scoring and evaluation.
Our committee this year, under the leadership of Kevin Collins of Rayment & Collins, continued to adopt the nuances of today’s packaging innovations, while ensuring the legacy of our Awards Gala lives on.
We are most grateful for their enduring commitment to overseeing such a dynamic competition, and for bringing the fun and energetic Awards Gala to life. Our other committee members include: Shirley Buchanan of Davis, Stuart Werle of Werle Design, Elizabeth Ferrier of Molson Coors and Ken Leonard of SGS
We would also like to extend our thanks to the Canadian Packaging magazine – our long-standing media partner and sponsor of the competition’s Consumer’s Voice Award – for its continued support to both the PAC community and the packaging industry at large.
This year we are presenting two BOS – Best of Show awards, including:
• Consumer’s Voice Award from Canadian Packaging. As selected from all submissions, by Canadian Packaging magazine.
• PAC Packaging Award. Selected from all submissions.
Congratulations to all of the 2017 competition winners for their brilliant packaging submissions and leadership to our industry. Drop by the PAC booth at PACKEX Toronto from May 16-18, 2017, to get a close-up look of all of the entries and winners.
Sincerely,
James D. Downham President & CEO, PAC, Packaging Consortium
Shirley Buchanan, Glenn Davis Group
#SmartPrintShop
Push to Stop is how we see smart print production in the future. It is based on networked processes and intelligent machines that organize and work through all print jobs independently. Completely autonomously. The operator only intervenes if necessary. This is invaluable because it frees you up to concentrate on what really matters. Simply Smart.
Structural Designer: Ampac, A Division Of Proampac
Pre-Press/Printer: Ampac; A Division of Proampac And Schawk (pre-press)/Ampac; A Division of Proampac (printer)
CHOKÉO
Entering Company: Little Big Brands
Customer: Grand Pré/Chokéo
Graphic Designer: Little Big Brands
Structural Designer: Tetra Pak
Pre-Press/Printer: Tetra Pak
Entering
IRRESISTIBLES COOKIES
Entering Company: St. Joseph Communications Customer: Metro
IRRESISTIBLES MAPLE PRODUCTS
Entering Company: St. Joseph Communications
Customer:
Pre-Press/Printer:
/
2017 BEST OF SHOW
PAC BEST OF SHOW:
PAC PACKAGING AWARD
IÖGO
Davis, Ultima Foods
iÖGO’s highly recognizable brand spans across the yogurt aisle, from core products to probiotics, Greek, and drinkables. But with scale came consumer confusion. Davis partnered with iÖGO to re-stage the portfolio and design a holistic system – one that would define the brand’s unique point of view while creating more distinction between segments at shelf.
The redesign delivers Dramatic Simplicity™, making it easier for all shoppers to find their iÖGO, while also delivering on iÖGO’s unique personality. From the vibrant fruit vortex on each iÖGO product, to the wide-eyed cheerful nanö characters, the master brand engages consumers of all ages.
BEST OF SHOW:
CONSUMER’S VOICE AWARD
Diet Coke "One-Of-A-Kind"
Coca-Cola; HP and Perennial
Through use of HP Indigo Digital Printing Technology and using the HP Mosaic proprietary digital software, Diet Coke was able to create millions of unique bottle designs for all single serving glass and plastic bottles.
Leveraging the bottles as the star of the show, the Diet Coke “One of a Kind” program was created, presenting an exciting opportunity to share Diet Coke with more than just Diet beverage consumers. Through design it created a 1-to-1 connection that all Canadians could get excited about by allowing them to find the unique bottle that matched their personal style. So whether they were an avid Diet Coke consumer, or someone who had never had one before, the “One of a Kind” program was a great reason to give it a try.
Congratulations to the Best of Show Winners!
I’m extremely proud to introduce these brilliant Best of Show winners from Coca Cola and Davis Design. Both are stunning package designs that deservedly receive the BOS recognition. Congratulations to the winners.
You are likely aware PAC has taken our renowned competition awards and gala into the Global arena. This outreach was initiated to serve the growing needs of our members that are expanding their services well beyond the Canadian borders. We are proud of their excellence and gladly support their endeavors.
The Global awards are an annual event while the Canadian awards will continue every two years.You are welcome to showcase your best packages in both.
I can’t think of a better forum to introduce you to the newly revitalized PAC brand and its family. The PAC, Packaging Consortium logo was introduced in 2010 and here we are seven years later hitting the refresh button to ensure that our name and activities are a reflection of PAC’s members and their wishes. We hope you enjoy the newly minted
PAC brand and associated family portfolio with updated logos, website, communications, social media and fun videos.
Sincerely,
James D Downham President & CEO PAC, Packaging Consortium
Now you can go from concept to consumer with a true packaging solutions partner. That’s because brand owners like you can take advantage of all the combined packaging solutions we offer while benefiting from the ability to differentiate their brands and improve their bottom line. Go from concept to consumer with design, prepress, color management, ink, coatings and plates — all from a single source. Request your copy of our white paper, Helping Brand Owners Create the Perfect Package, at www.sunchemical.com/perfectpackage or call 1-708-236-3798.
SUSTAINABLE PACKAGING GOLD WINNER
2017 PAC PACKAGING COMPETITION JUDGES
Safe Food Packaging Ink Technology Meets
Inspired packaging. A world of difference.
Combining market-specific expertise and innovative thinking to create inspired packaging.
We offer the best single-source solution for Cartons, microwave cooking solutions and packaging machinery. .
Our packaging is part of a fully integrated global supply chain with coast-to-coast logisitics dedicated to giving your brand a competitive edge.
Expertise in the Canadian Food Marketplace, the Food Service Market and Micro-breweries makes GPI your partner for success.
more about our packaging solutions.
label work for some leading store brands across Canada and the U.S., and the growing volume of work has not only prompted Riverside to start up a new plant last year, but also invest in some high-end packaging automation technologies at the second facility.
One of its more recent capital investments involved the installation of a dual robotic loader manufactured by leading robotics design and manufacturing company Propack, a prominent Canadian vendor and integrator of automation technology operating out of Beamsville, Ont.
“The LJ robotic pick-and-place machine picks 12 wrapped bars at time and feeds then into formed paperboard boxes,” Fotovat relates.
“By installing the LJ module, we were able to move seven people from performing the same manual job over to other aspects of our production line to help remove bottlenecks.
“So it not only simplified our entire production process,” he extols,“but has helped us save money on labor too.”
Continuing, Fotovat is impressed with the LJ dual robotic loader:“It works through breaks taken by the employees—obviously the machine doesn’t stop.”
With the plant’s production volumes now approaching seven metric tonnes of product per shift, according to Fotovat, “With the recent installation of the robotic product loader, new wrapping equipment, and a new carton former and closer, we have been able to triple the output of our production line.”
As Fotovat relates, the Propack team used its extensive experience and knowledge of packaging systems integration to fit seamlessly into the plant’s product equipment layout, comprising one processing line and two packaging lines.
After the granola ingredients are mixed, formed, cooled and shaped to appropriate product size, the product continues along the same conveying line towards two packaging lines, that are used at the same time before converging back into one line to proceed to case-packing.
As Propack owner and president Chris Follows explains: “We take freshly made product from one line and distribute product to two wrapping legs. Each wrapping leg receives a row of product, meters, and then turns the bars from long-side leading to short-side leading. There’s then an electronic inspection of the bars to ensure dimensional accuracy.
“The distribution line of each row is also inspected to ensure the presentation of the bar is correct for acceptance by each leg,” reveals Follows. In the event the leg is not acceptable, it is placed on an accumulation conveyer so as to not disrupt the operation of the production line.
Fotovat says that getting the conveyor line’s timing to drop and raise took some clever software programming on Propack’s part to achieve equal product distribution along the two packaging lines.
In order to prevent the product sticking together along the conveyor belting, the
AUTOMATE
The operator-friendly Allen Bradley PanelView Plus 1500 HMI (human-machine interface) from Rockwell Automation is used to monitor and operate the Propack LJ dual robotic loader.
A close-up view of one of many SEW-Eurodrive motors used at the new Riverside Natural Foods production facility to ensure smooth power distribution along the conveyor lines.
Riverside Natural Foods president Nima Fotovat (left) and Propack president Chris Follows share a laugh with some finished retail packages of the MadeGood granola product.
The Genesis carton former from Kliklok-Woodman is a top-loading, lock-style, high-speed machine designed to facilitate quick product changeovers to minimize production line downtime.
AUTOMATE NOW
plant uses an InFlight FT seamer from Benchmark Automation, featuring Rockwell Automation’s AllenBradley PanelView Plus 700 interface terminal—to move the product along short conveyors at different speeds.
Each packaging line is equipped with the highperformance Revolution model flowwrapping system manufactured by Campbell Wrapper Corporation, with each machine’s precision-driven servomotors also controlled by an Allen-Bradley interface.
“The Campbell Revolution wrapper is designed to create an end seal and a cross-seal giving Riverside a perfectly hermetic package seal,” says Follows. As the film unwinds from the machine’s reel, a Domino V230i thermal-transfer printer swings into action to apply the best-before and lot-code information onto the plastic wrapping film before it is wrapped around the product.
“Because this Domino system has the ability to print the data in multiple languages,” notes Follows, “the processor can have the product shipped pretty much around the world to wherever it is required.”
Using pre-printed rollfed film supplied to the plant by Lynnpak Packaging Ltd., Bemis Flexible Packaging Canada Limited, and Alpha Poly Corporation, the Revolution wrapper uses the eye-marks registered into the film to wrap the bars precisely the way the customers and consumers can best see them on the bar.
To take care of its uncompromising food safety re-
quirements, each packaging line is equipped with a high-accuracy Mettler-Toledo Safeline X-33 X-Ray inspection system—distributed in Canada by Shawpak Systems of Oakville—for thorough inspection of all products emerging from the flowwrapper.
The robust high-speed X-Ray systems inspect every single wrapped granola bar passing through it to detect the tiniest particles of foreign objects such as metal, glass, ceramics and pebbles, while also helping point out any product density issues.
“These Mettler-Toledo Safeline X-Ray units are a great technology that increases our food safety initiatives tremendously,” says Fotovat, praising the machine’s ability not to generate “false positives” because of the metal-foil wrapping used to package the bars.
Once the bars are wrapped and sealed, the product moves on to the Propack LJ dual robotic loader, which takes the bars exiting each Campbell flowwrapper into a fully-automated robotic cell—equipped with an ABB IRB FlexPicker pick-and-place robotic lift that picks pre-programmed quantities of products to place into open cartons.
“Using this flexible top-load technology to place product into the open cartons allows Riverside to add coupons, to pack product varying in weight, and generally help create a very clean final package,” Follows states.
According to Follows, the robot’s 15-inch Allen-Bradley PanelView Plus HMI conveniently places all the important information required by the operator onto one page of the screen, eliminating the need to flip screens when searching for data.
“There’s even a special ‘Green’ icon indicating that all aspects of the machine are up and running optimally,” explains Follows.“If there was an issue, the screen would direct an operator to which area of the machine needs attention, with a fault notice coming up on the screen.
“As technology continues to improve, we work to ensure that operators are not left in the dark or are intimidated by the technology,” Follows remarks.“We want to ensure that every operator of automation technologies feels comfortable in using them.”
As Follows explains, the HMI on the Propack LJ dual robotic loader saves the parameters of carton changeovers—allowing the operator to quickly choose the required recipe via a simple touch of the screen—and also accumulates data such as how many bars per shift were placed within cartons to generate reports on efficiencies.
The cartons packed by the Propack LJ module are formed with the model Genesis carton manufactured by Kliklok-Woodman, part of the Bosch Group
The Genesis series is part of Kliklok’s family of topload, lock-style carton forming machines developed to combine high-speed forming with ability to handle a wide range of carton sizes—the Genesis box former offers remarkably short changeover times of under 15 minutes, which is a major benefit for the busy Riverside plant.
“The Genesis is a very unique former that picks up the carton using a vacuum after forming through the cavity, in order to place it onto the conveyor,” Follows explains.
“With the lighter type cartons, you still get a positive placement on the conveyor—ensuring no jams occur on the empty carton transportation area.
“In my opinion, this Genesis is the best case former manufactured by Bosch Kliklok.”
To close the loaded cartons, the plant employs a Bosch Kliklok Vari-Right carton closer that steadies the open-top cartons, folds the flaps to close the carton, and activates the Nordson ProBlue hot-melt adhesive applicating system to fully seal each box before it’s placed on a pallet.
“Like Genesis, the Vari-Right closer can accommodate very quick changeovers,” states Follows.
Adds Fotovat: “One of the things that I look for in vendors who might work with us, is their overall culture.
“It should be a service-oriented culture built on getting the job done without taking shortcuts—the same as Riverside.
“While Propack offered us a great piece of equipment that would create better production line efficiency,” he says,“they did much more than just sell us the hardware.
“They used their outstanding integration skills to tie all the machines into a single streamlined solution,” Fotovat states.
“We are very happy with the Propack solution,” he concludes, “which has provided us with a better way to further automate and improve our production process.”
See the video on the operation of the Propack LJ dual robotic loader at Riverside Natural Foods on Canadian Packaging TV at www.canadianpackaging.com.
SUPPLIERS
Propack Processing and Packaging Systems Inc.
Benchmark Automation
Rockwell Automation, Inc.
Campbell Wrapper Corporation
Domino Printing Sciences plc
Lynnpak Packaging Ltd.
Bemis Flexible Packaging Canada Ltd.
Alpha Poly Corporation
ABB Inc.
Kliklok-Woodman (Div. of Bosch Group)
Mettler-Toledo Safeline
Shawpak Systems
Nordson Corporation
Cascades Containerboard Packaging, a div. of Cascades Canada U.L.C.
Corrugated master cases used to pack cartons of Riverside product are converted by the local Cascades Containerboard Packaging facility.
One of two Domino V230i thermal-transfer, high-resolution printers used by Riverside Natural Foods to apply applicable lotcode and best-before information onto the film used to flowwrap the individual MadeGood granola bars.
The First Name in Power Transmission
Power transmission products from Baldor Electric Company offer reliable service and low maintenance to help reduce your total cost of ownership. Our innovative bearings, gearing and power transmission products have solved the toughest applications for over 130 years.
Our technical sales team can help you with the most challenging applications, and our worldwide distributor network ensures immediate delivery.
When it comes to PT solutions, Baldor•Dodge® is the first name in power transmission. baldor.com 479-646-4711
• Unmatched Quality
• Superior Reliability
• Improved Uptime
• Quick Delivery
PACKAGE DESIGN
TWICE THE CHARM
Toronto commercial print shop and its graphic design offshoot feed off each other’s success in the competitive marketplace
BY ANDREW JOSEPH, FEATURES EDITOR
PHOTOS BY NAOMI HILTZ
They say lightning never strikes in the same place twice, but as far as Carlo D’Onofrio is concerned, never say never is a more telling catchphrase in his line of work.
As owner of commercial printing press operator Colour Innovations and its sister company Raining Communications, a boutique agency of designers, writers, photographers and marketing strategists, D’Onofrio is a strong believer in the benefits of harvesting multidisciplinary synergies and creative talents of both enterprises from one single location to offer their corporate customers a true one-stop-shop solution for all their packaging needs—from design to production.
Sharing the roof of the same 30,000-square-foot production facility in north To-
ronto, the two complementary businesses are able to offer a unique one-two punch combination whereby the sum of its parts far exceeds their individual capabilities in terms of marketplace impact and respect.
As Raining Communications president Brian Hircock explains, “Having Colour Innovations operating under the same roof as Raining has enabled us to take package design to a new level.
“Our ability to combine the strength of expert design services with the experience of strong print business acumen allows for a more in-depth understanding of our customers’ business and vision of their brand,” relates Hircock.
Describing Raining as “an independently-operated agency within the Colour Innovations group of companies,” Hircock was brought in about two years ago by D’Onofrio to lead the boutique agency in expanding its customer base.
While Raining may currently lack in size compared to other more-established pack-
Holding the newly-redesigned Roman Meat Lasagna package, Raining Communications president Brian Hircock (left) stands beside Raining and Color Innovations owner Carlo D’Onofrio, who is holding the older package design it replaced.
age design services providers in the market, “The positive side of that is that it makes us very nimble, so that we are able to partner up with customers and their brands in a meaningful way and to grow with them,” Hircock proclaims.
With direct access to the impressive printing capabilities and converting equipment operated by Colour Innovations next door, “Together we can provide our customers with a more complete end-to-end solution,” says Hircock, pointing out that Raining has full license to work with clients who may not require the print services offered by Colour Innovations, and vice versa.
That said, Hircock is happy to cite the example of Roman Cheese Products Ltd.—a privately-owned based food manufacturer of butter, cheese, dry and condensed dairy products in Niagara Falls, Ont.—as a happy customer of both companies.
Already a long-time customer of Colour Innovations, Roman Cheese recently hooked up with Raining on the advice of Colour Innovation’s account manager Jack Kouyoumdjian to help develop a new branding and packaging presence for the diary producer’s retail line of frozen lasagna products.
“As we listened to the company’s ownership, we could tell that the company takes a huge amount of pride in its products,” Hircock recalls, “and we thought long and hard about how to make that pride shine through in the packaging of their product.”
With 15 different products comprising the entire line of Roman pasta recipes, Raining launched the project by first concentrating on creating a new design for the Roman Meat Lasagna recipe, with the aim of disrupting the category by offering consumers a truly exciting new option in the frozen food aisles.
“We made sure it had beautiful imagery, created by our photographic partner Steven Elphick & Associates, along with a clear descriptor of the product,” relates Hircock.
“We knew we had to add color coding—as existing packaging had none, to differentiate one flavor of the lasagna from another.”
Adds Raining’s creative director James Bailey:“For the consumer, an inability to find their favorite brand will lead them to find an alternative.
“It’s all about making the path to purchase easier for the consumer to find their favorite product,” says Bailey, noting that it was important not to change the brand’s appearance so much that a loyal consumer would not be able to recognize it on the shelf.
To that end, the existing Roman logo was kept, with a few nuanced changes.
“We updated the image by adding a brighter photo showing the pasta, cheese and sauce of the meat lasagna,” Hircock explains.
“We created a new visual signature for Romans Cheese,” he says, “with the differing gingham tablecloth colors being a defining visual prompt for the consumer,” says Hircock.
“The addition of the gingham really ties it all together to ensure that the consumer knows the product has a home-made feel.
“We’ve also added a flavor cue with a graphic under the brand name to show the customer what some of the ingredients are, and to imply that the ingredients are fresh—something Roman is quite proud of,” he states.
Because the package redesign includes a new photographed version of the plated lasagna, Bailey says the design team decided to utilize a line drawing of the flavor cue to avoid visual clutter and overkill.
PACKAGE DESIGN
The
“This is something that we can alter depending on what fresh ingredients Roman wants to show the consumer with a given recipe,” he relates.
“Using a flavor cue graphic tells the consumer so much, but then we can add secondary copy to tell the consumer more,” says Bailey.
Adds Hircock: “The new package is no longer a story of what the product is, but rather a story of why the product is.”
Bailey and Hircock both agree that the wording on the package should match the quality of the graphics.
“We want to ensure that whenever a consumer touches your brand, that the brand’s message is consistent,” says Bailey.
“A lot of times a brand owner may have someone designing their website, someone else designing the logo and someone else designing the packaging,” he notes, “and when you put it all together, the consumer can really start to wonder about who the brand is.
“So even though we may not develop the website, we do want to be involved to ensure that the same consistent message is being imparted through the packaging we create for the brand.”
After the customer has approved the new package design, it is quickly forwarded to Colour Innovations to discuss the project’s technical feasibility.
According to Kouyoumdjian, the company has come a long way since its early days in 1998 as a simple prepress service provider supplying the design community with basic scanning, retouching, color correction and film output services.
“Since moving to our current facility in 1996,” he relates, “we have evolved into a fully state-of-the-art plant offering CTP (computer-to-plate) technology, FM (stochastic) screening, digital photography, digital asset management/ad delivery/remote proofing, and digital communication with clients via T1 lines/FTP.”
One of the printing presses used by Colour Innovations is the Heidelberg Speedmaster 102 11-color, 40-inch prefector press, a hard-working machine that produces the high-quality product that has helped make the printing company a well-respected force in the industry.
redesign of the Roman Meat Lasagna food package necessitated a plethora of design options from Raining Communications, with the color of the gingham table cloth developing into a key feature in providing a defining visual cue for brand recognition and product variation.
A birds-eye view of the Heidelberg 102 Speedmaster printing press housed at the 30,000-square-foot facility Colour Innovations shares with Raining Communications.
PACKAGE DESIGN
To print the packages and other products, Colour Innovations employs a six-color (plus coater) sheetfed, 40-inch Mitsubishi press, along with the Heidelberg Speedmaster 102 11-color, 40inch perfector press.
With a recently-formed new Direct Mail division also residing on the climate-controlled premises, the printer’s comprehensive range of high-quality services enabled it secure a contract with national carrier Canada Post, no less, to produce secure, speciality print for the Crown Corporation.
“It’s a fairly difficult job,” says master printer and Colour Innovations partner and technical support manager of print Steve Kendrick, “but it’s one that Colour Innovations is able to handle expertly well” with its 11-color Heidelberg Speedmaster 102 perfector press.
“Not many printing press houses in Canada have the capability to run a 10-micron F.M. screen,” relates Kendrick, “but we have found the perfect harmony between the substrate and the Heidelberg to create a superior quality product.
Capable of reaching speeds up to 12,000 sheets per minute, the high-end Speedmaster 102 commercial print press uses an eccentric perfecting drum to reduce contact to the freshlyprinted sheet of substrate, according to Heidelberg, resulting in better air circulation, improved perfecting register at high speeds, and reduced wash-up times.
Moreover, the Heidelberg machine’s PerfectJacket Plus a perfecting impression cylinder jacket further reduces wash-up times with its ink repellent properties and improves perfecting quality, and its improved surface characteristics improve the
press’ performance on coated papers with high ink densities.
“The overall benefit is a 50-percent reduction in cleaning requirements and improved perfecting and sheet transfer quality,” says Kendrick.
“It’s a wonderful machine,” says Kendrick. “Not only do we use it for postage stamp production, but also to print magazines, CD and DVD liners and booklets, and high-quality brochures for our customers in the automobile industry.”
According to Bailey, “The ability for Raining to be able to sit down with Steve Kendrick and Carlo D’Onofrio—both well-experienced hands in the print industry allows us to modify our design to ensure it works well with the printer.
“Colour Innovations helps us improve our end game, and you can’t ask for more from a partner,” says Bailey.
For its part, the aforementioned new Roman Meat Lasagna box was printed in a four-color process on the 20-year-old Mitsubishi printing press that has proven to be a highly-reliable and durable workhorse for Colour Innovations.
“The only difficult aspect is that the packaging uses a waxy freezer board substrate that requires a specific coating added to it to prevent moisture from a fridge or freezer attacking the box and collapsing it,” Kendrick recalls.
Other high-end equipment at the facility includes a Masterwork Graphic Equipment MK 1060 ST die-cutter and foil-stamping press purchased two years ago, hailed by Kendrick as “one of the best purchases we ever made.
“It’s incredibly user-friendly, and with the amount of foiling we are being asked to apply by our customers these days, it’s a necessity,” Kendrick explains.
“It’s all about keeping our customers happy.”
Owner D’Onofrio full-heartedly agrees:“It’s a challenge, it’s stressful, but at the end of the day it’s very gratifying to see the quality of work we produce here
“It’s not just about money: it’s about the quality of the product that makes our customers so happy,” he concludes.
“We really are passionate about our work, and it shows in our day-to-day performance.”
SUPPLIERS
Heidelberg
ment Limited
Masterwork Graphic Equipment
MULTIPLE PERSONALITIES
Diet Coke leverages cutting-edge digital printing technology in a dazzling display of mass product customization and personalization across Canada last fall
BY GEORGE GUIDONI, EDITOR
Launched 35 years ago, the Diet Coke brand of sugar-free soft-drink could well be one of the most successful new product developments ever commercialized by its iconic brand-owner The Coca-Cola Company Named as the Brand of the Decade by the authoritative Advertising Age magazine at the end of 1980s, the aspartame-sweetened cola had grown far beyond its original marketing mandate of becoming North America’s Number One brand of diet soda.
For most of this decade, in fact, Diet Coke managed to remain the secondbestselling soft-drink in the U.S. and Canadian markets period—its market share topped only by the company’s flagship Coca-Cola core masterbrand.
While this remarkable market success is attributed to a wide multitude of factors, there is no denying the critical importance of numerous brand extensions, including the Caffeine-Free Diet Coke, and imaginative marketing campaigns periodically carried out by the brand on a massive scale to retain its loyal consumer following.
And while the current health craze sweeping the North American food-andbeverage markets has put curbs on that continuous market share growth in the last couple of years, Diet Coke’s most recent marketing response to reversing
Iconic contoured glass bottles of Diet Coke, each boasting its own unique design graphics, being transferred towards filling and capping stations inside a Coca-Cola bottling plant.
COVER STORY
that trend in Canada has yielded a true masterclass of branding ingenuity and breathtaking packaging innovation enabled by new-generation digital printing press technology.
Launched in September of 2016, the brand’s threemonth-long One of a Kind cross-country marketing blitz produced millions of individually-labeled Diet Coke bottles decorated with unique graphics on each and every single glass and plastic bottle used during the promotion.
Using the HP Indigo 6600 digital printing presses manufactured by leading global printing systems manufacturer HP Inc., the company’s design team worked closely with Perennial Packaging Group to create
millions of unique design patterns for the pre-printed shrinksleeves and rollfed film applied onto the 237-ml and 335-ml iconic contoured Coke glass bottles, along with the 500-ml PET (polyethylene terephthalate) plastic containers.
As Coca-Cola’s brand manager Melanie Isaac explains, the primary idea behind producing all this oneoff packaging was based on enticing the millions of Canadian Diet Coke drinkers to celebrate their individuality and uniqueness by being able to choose whatever design catches their fancy at the moment of purchase— knowing that there is no other design just like it anywhere else.
“The One of a Kind digital printing program pre-
sented a unique and exciting opportunity to appeal to more than just the everyday dietbeverage drinkers,” she explains.
■ Non-contact gluing from top and bottom
■ One blank guide for inner and outer flaps
■ Glue detection from top and bottom
■ Switchover in less than a minute
“We saw that uniqueness and personalization have become of growing value and relevance to people across an increasingly wide spectrum of the population,” she says, “and we quickly identified packaging as the primary means to support this growing consumer trend and an opportunity to connect with a larger Canadian audience.
“For those who may already drink Diet Coke, the unique designs provided a unique way to celebrate the brand they love,” says Isaac.
“For those who may not have had a Diet Coke for a while, it was a great way to get their attention and rekindle their interest in the brand.
“And for those who may have never had a Diet Coke, it was a reason to give it a try,” Isaac proclaims.
“The ‘One of a Kind’ program was all about connecting with Canadians who not only love the great taste of Diet Coke, but who see their unique personal style reflected in one of the millions of available designs,” adds Michael Samoszewski, Coca-Cola Ltd.’s vicepresident for the sparkling business unit.
“With millions of designs to choose from, we gave Canadians an opportunity to have some real fun with our brand by finding that one special Diet Coke bottle that truly reflects what makes them unique and ‘One of a Kind’.”
None of this would have been commercially feasible without the HP 6600 digital press technology and HP’s proprietary SmartStream Mosaic hyper-customization software for automatic generation of millions of entirely new graphics from one of 36 base designs.
Inspired by the unique bubbles, fizz, taste and spirit of the Diet Coke soft-drink, the base designs were developed over the intense
14 months of preparation leading up to its September 2016 launch, which also included development of a multi-dimensional media, public relations, experiential, and in-store marketing campaign to support the rollout.
“The unique technology allowed us to start with a few base designs to create millions of permutations of the base designs—resulting in millions of unique, never duplicated layouts,” says Isaac.
“The labels were re-registered in the HP Indigo 6600 using Mosaic Software to create and manipulate the base artwork into a single unique variable print from multiple base artworks.
“The result was a truly ‘One of a Kind’ image on each bottle,” says Isaac, noting Diet Coke first used this technology in 2014 to execute its inaugural global One of a Kind campaign in Israel—where the HP Indigo digital presses and inks are actually manufactured for the world markets.
The successful execution of that widely lauded marketing initiative—generating about two million individual bottle designs—quickly enticed CocaCola’s Canadian and U.S. businesses to follow suit last year, according to Isaac.
“In addition to the two glass-bottle SKUs (stockkeeping units), we also used the same technology on a 500-ml PET bottle using rollfed labels,” Isaac notes.
“We also created three unique designs for the Diet Coke 355-ml and 222-ml cans, albeit we used a different printing technology for that part of the project.”
By any measure, the One of a Kind campaign was a resounding success in Canada, according to Isaac.
“The market response was amazing, with the 237ml six-packs in particular, selling far faster than expected,” Isaac extols. “The One of a Kind program was well-received by customers and consumers alike.”
At this year’s 2017 Canadian Leadership Awards national packaging competition of PAC, Packaging Consortium, the One of a Kind packaging was selected as the winner of the best-of-show Consumer’s Voice award sponsored by the Canadian Packaging magazine, as chosen by a seven-person judging panel consisting of regular contributors to the magazine’s popular last-page Checkout product review column.
“We leveraged packaging design to create a meaningful one-to-one connection that Canadian consumers could get genuinely excited about,” Isaac says, “because it allowed them to find that unique design that matched their personal style—while reinforcing the brand message that although Diet Coke is available in millions of unique designs, it still has that same great taste.
“As the program’s value relied solely on the design side, superior packaging execution was paramount to its ultimate success,” Isaac sums up. “No other brand in our competitive set has ever executed a program like this in Canada, and we are proud of all the recognition and applause that this initiative, the largest for Diet Coke in 2016, generated across the country.”
SUPPLIERS
HP Indigo Division
PACKAGE DESIGN
SINGULAR HARMONIES
Montreal specialty foods stalwart stirring the market pot with an exotic range of single-serve sauces for the upscale foodie crowd
They say you must not judge the book by its cover. Fair enough, but it’s safe to say that multitudes of Canadian consumers coming across a brand new line of gourmet single-serve sauces from Montreal-based Aliments Ouimet-Cordon Bleu Inc. in coming months will find it hard to resist the sheer elegance and sophistication of the categorytransforming packaging developed for this highly innovative new product line.
Launched to a glowing consumer response at IGA supermarkets throughout Quebec exactly a year ago, the new La Pantry brand of globally-inspired singleserve sauces—expected to roll out nationwide in September—offers a compelling reminder that good things in life often come in a small package.
Meticulously prepared by top-class culinary experts at the company’s fully HACCP (Hazard Analysis Critical Control Points)-certified, 90,000-square-foot production facility in the Montreal borough of Anjou, the new La Pantry sauce collection is a groundbreaking Canadian
product innovation on many levels.
For one, “It is the very first single-serve sauce offered in the Canadian market,” says Cordon Bleu’s brand manager Gabrielle Saturnin, correctly pointing out that the vast majority of canned sauces and gravies sold in the marketplace almost inevitably result with consumers having to deal with leftover product after cooking at home.
Instead, the easy-open, 78-gram portions of the La Pantry brand’s premium-quality Creamy Mustard, Madagascar Pepper, Thai Coco Style, Teriyaki Mango, Piri Piri and Apple BBQ sauce recipes offer a perfect one-use solution for bringing to life any poultry, pork, red meat or seafood dish to create a perfectly seasoned culinary experience just by pouring the can’s contents onto their home-cooked meat and side-dishes.
“With theses gravies, all the consumers have to do is just pour the sauce over their food at the end to bring out more flavors with their meat and vegetables,” says Saturnin.
“The ingredients for each one of our six savory sauces are sourced from the best and most reputed spice suppliers all over the world,” Saturnin told Canadian Pack-
aging, citing overwhelmingly positive feedback from consumers who have tried the product to date.
“We are getting a lot of very positive comments both on our Facebook page and all over social media in regards to the sauces’ flavors, the quality of the ingredients, the texture and the taste, without a single complaint in the whole year since we launched them,” she relates.
While the new premium product is clearly marketed primarily at the more sophisticated “foodie types and busy professional people who just don’t have the spare time during the week to cook everything from scratch,” Saturnin acknowledges, it also offers a highly appetizing option for families wanting to experience new global flavors in the comforts of home.
“Everybody can pick and choose their favorite flavor for their own plate, and the small-portion serving makes sure there is no waste at the end, as opposed to other sauces on the market,” says Saturnin, citing mini-
From Left: Cordon Bleu brand manager Gabrielle Saturnin, president Robert McKenzie and marketing director Pierre Morin join Bo Branding & Design’s president Marc Beauregard, account manager Julie Farah-Lajoie, and creative director Clement Dura.
BY GEORGE GUIDONI, EDITOR PHOTOS BY PIERRE LONGTIN
mal eight-month shelf-life for the La Pantry single-serve cans.
Saturnin relates that the family-owned Cordon Bleu, which has operated in the regional fine foods distribution business under various corporate banners since 1933, always keeps a close eye on the unfolding food trends in Europe, where the single-serve sauce concept has been growing in popularity for years.
“After some further research and some fact-finding visits to the European markets, the idea of doing singleserve sauces/gravies in Canada suddenly seemed perfectly feasible to us,” Saturnin relates.
“We surveyed this idea via an online questionnaire with leading market research company Nielsen in the Quebec region, as well as in the broader Canadian market, and the results were unanimous: this concept had great potential.”
To bring this potential to life, however, Cordon Bleu knew that it would have to develop a truly exceptional package for the brand in order to create a true ‘disruption’ in the fairly staid product category, largely dominated by the tallish tin cans in wraparound paper labels displaying dated graphics of filled gravy spoons and bowls.
Moreover, Cordon Bleu wanted a package that would grab the consumers’ attention right at the store’s meat counter section, rather than fight for space and con-
PACKAGE DESIGN
sumer’s eyeballs with the bigger-sized cans in the more traditional canned-foods store aisles.
Unable to find a suitable can shape or format in Canada, Cordon Bleu turned to leading Spanish canmaker Domiberia to supply the elegant, round-edged metal cans featuring proprietary IML (in-mold labeling) capa-
PRIMARY PACKAGING SOLUTIONS
Tare-In / Tare-Out 100% Weight Verification
bilities to produce superior and durable product graphics right into the cans’ surface layers.
Says Saturnin: “Using cans limits what you can do to differentiate your product to the design of your label or shrinksleeve, but this in-mold technology really helped us a lot to find an original way to design our cans to make them look sexier.”
To take it a step further, Gordon Bleu also called upon the Laval, Que.-based print services provider L’empreinte to develop a matching paperboard sleeve to add even more visual impact to the new can package, while also contacting prominent Montreal-based branding consultants Bo Branding & Design to help tie all the different packaging elements into one cohesive, engaging and attractive brand message and image to entice the consumer public.
“We decided to create a whole new brand (La Pantry) to support this exceptional new product,” says Saturnin, “so there was a lot riding on the final execution.
“This was the first real new product launch done by our company in the past 10 years, so it was important to bring something very original to the market with a novel concept that would catch the eyes of our new clientele.”
With the final La Pantry package selected as a Gold Winner in the New Brand Food & Beverage category of this year’s 2017 Canadian Leadership Awards competi-
CPMA MEMBERSHIP HELPS YOU SUCCEED
Our network at community.cpma.ca lets you connect with over 2,000 industry peers— anytime! Connect at our Town Halls and Fall Harvest events Attend, exhibit and sponsor at our Annual Convention and Trade Show.
CPMA informs you of regulations and legislation that will impact your business. You also get our regular bulletins and newsletters packed with useful information.
Food safety questions?
Now you can ask CPMA’s on-staff food safety expert 2 free label reviews. CPMA members get two free label reviews a year. Ask us about our Doing Business in Canada tool as well.
CPMA online Produce Essential Credential training module, webinars and podcasts keep you up to date. Learn more at elearning.cpma.ca Canadians recognize and trust Half Your Plate. As a CPMA member, you can use the logo for free!
enquire about our label review service for fresh produce. Prevent delays and potentially costly reprints by using the Canadian Produce Marketing Association’s label review service. Our members benefit from two free label reviews per year, with additional reviews at only $250 each. CPMA members also have exclusive access to Labelling Guidelines for Shipping and Master Containers of Fresh Produce in the Canadian Marketplace.
Clean, safe conveying
Designed for maximum available production time and operating convenience, the new modular belt conveyor in stainless steel is robust, safe and easy to clean.
The standardized design and modularity make changes of the production line easy. It’s the smart, long-term investment in your bottom line and your operators!
For more information, please contact us at +1 905-639-6878 or by email at info.us@flexlink.com.
PACKAGE DESIGN
tion of the leading national packaging trade organization PAC, Packaging Consortium, Bo Branding’s contribution to the project was critical to its overall success to date, Saturnin acknowledges.
Says Bo Branding & Design president Marc Beauregard:“From our perspective, it was imperative to give La Pantry a rustic feeling with a contemporary edge.
“The big challenge here was finding the delicate balance between creating authentic brand imagery and applying it to the latest can decorating technology,” he recalls.
“In fact, the organic shape and vertical display of the can is so new, that most consumers do not even realize that it’s a can at first glance,” Beauregard points out.
“The combination of these two factors has allowed La Pantry Cordon Bleu to attract a new and younger generation of consumers.”
As Beauregard elaborates, “At Bo Branding & Design we always like to test our clients’ design boundaries.
“For the La Pantry project, our initial concept development phase included a variety of design streams that evoked different levels of Aliments Ouimet-Cordon Bleu’s brand design ‘wish list.’
“Together with our client and through plenty of trialand-error, we were finally able to pinpoint the winning La Pantry brand ‘look-and-feel’ to give this wonderful new product due creative justice,” he states.
“It’s an arduous process,” he concludes, “but it always translates into success for our clients.”
Saturnin fully concurs: “We gave Bo Branding full creative freedom to present us with different options while respecting our stated objectives, and they turned out some really great work for us to choose from.
“They are real packaging experts who have won some prestigious packaging awards in the past,” she says, “which is why they are also our regular design agency for our company’s other main brands.
“Because the La Pantry packaging is so very small, being based on a single-serve idea, developing a truly original package with an eye-catching design was a formidable challenge.
“Full credit to Bo Branding for being able to equilibrate all the branding elements and the photos of the
plate on the paperboard sleeve so harmoniously as to make the main elements—the brand and the flavor— truly stand out.
“All the comments we are receiving from our social media and industry colleagues about the package design are very positive,” she states.
“We also did extensive sampling of our products in some IGA locations, along with in-store tastings, and all indications are that people really love this packaging,” says Saturnin.
“It has really shown all our customers how creative, trendy and innovative we can be at Cordon Bleu,” she sums up, “and we are really eager to share this outstanding product and package with the rest of Canada in the very near future.”
May 16-18
Toronto: PACKEX Toronto, packaging technologies exhibition by UBM Americas. Concurrently with ATX Canada, Design & Manufacturing Canada, PLAST-EX and Powder & Bulk Solid s as part of ADM ( Advanced Design & Manufacturing) Toronto. All at the Toronto Congress Centre. To register, go to: www.packextoronto.com
May 16-18
Milan, Italy: Packaging Première, luxury goods packaging exhibition by Organizzazione Promozione Spazi srl (O.P.S.). To register, go to: www.packagingpremiere.it
May 17-19
Washington, D.C.: AWA IMLCON & IMDCON 2017, in-mold labeling & decorating conference and exhibition by AWA Alexander Watson Associates. At Hilton Miami Airport. To register, go to: www.awa-bv.com
May 23-24
Chicago: Automation Conference & Expo, by PMMI Media Group. At Chicago Marriott O’Hare. To register, go to: www.theautomationconference.com
May 24-26
Toronto: CPES2017, printable, flexible & wearable electronics symposium by the Canadian Printable Electronics Industry Association. At Centennial College. To register, go to: www.cpex1017.ca
June 1-2
Amsterdam, Holland: Sustainable Foods Summit, by Ecovia Intelligence. At Mövenpick Hotel. To register, go to: www.sustainablefoodssummit.com
June 6-8
Berlin, Germany: Plastic Closure Innovations 2017, conference by Applied Market Information Ltd (AMI). At Sofitel Kurfürstendamm. To register, go to: www.amiplastics.com
June 20-21
Cologne, Germany: Plastics Recycling Technology 2017, conference by Applied Market Information (AMI). At Maritim Hotel. To register, go to: www.amiplastics.com
June 21-22
Paris, France: Pack & Gift, promotional packaging and giftware exhibition and conference by IDICE. At Porte de Versaille. To register, go to: www.packandgift.com
July 9-11
Las Vegas, Nev.: Cosmoprof North America, international beauty prod -
ucts and cosmetics exhibition by North American Beauty Events LLC. To register, go to: www.cosmoprofnorthamerica.ca
Sept. 11-17
Munich, Germany: drinktec 2017, world fair for the beverage and liquid food industry by Messe München GmbH. At Neue Messe Exhibition Centre. To register, go to: www.drinktec.com
Sept. 19-20
New York City: MakeUp in New York, international beauty products exhibition by Bauteam US Inc. To register, go to: www.makeup-in-newyork.com
Sept. 20-23
Bangkok, Thailand: Pack Print International 2017, packaging and printing machinery, materials and processes exhibition by Messe Düsseldorf. At Bangkok International Trade & Exhibition Center. In Canada, contact Messe Düsseldorf (Canada) at (416) 598-1524; or go to: www.mdna.com
Sept. 25-27
Las Vegas, Nev.: PACK EXPO Las Vegas 2017, international packaging technologies exhibition by PMMI-The Association for Packaging and Processing Technologies. Concurrently with Pharma EXPO 2017 pharmaceutical and packaging conference and trade show by ISPE (International Society for Pharmaceutical Engineering). Both at Las Vegas Convention Center. To register, go to: www.packexpo.com
NOTHING EXTENDS SHELF LIFE LONGER THAN VACUUM SKIN PACKAGING FROM REISER.
Maximize the shelf life and eye-appeal of your perishable food products with Vacuum Skin Packaging from Reiser.
■ Reiser form/fill/seal Vacuum Skin Packaging (VSP) provides nearly twice the shelf life of a traditional MAP package.
■ Reiser VSP packaging wraps tightly around the product’s shape, acting as a second skin while removing all atmosphere from within the package.
■ High-clarity, wrinkle-free, glossy skin film provides an attractive presentation that puts the focus on your product.
■ Reiser VSP packaging machines are available in a range of model sizes to match specific application and output requirements.
CHECKOUT SARAH HARPER AND SAWYER LEWIS
OHOW PACKAGING REALLY MATTERS TO THE MILLENNIAL GENERATION
ne can’t help but be amazed at all the intense marketing efforts, time and money being spent by major brands today in a holy quest to win over the highly sought-after millennial generation, whose views on packaging may be vastly different from when I was in their age bracket. In fact, I sometimes wondered whether they even thought about packaging at all when buying their products. To find out, I turned to our family’s resident millennial, Sawyer Lewis, whose passion for reading and a natural knack for writing is more advanced than any other 13-year-old I have encountered in my lifetime. I think you’ll agree that her unique take on millennial-targeted packaging below— spread over the next three mini-critiques—are well worth a read, a little family bias and cheerleading notwithstanding.
Packed with dozens of vitamins, minerals and nutrients, kale is truly a superfood that has taken the world by storm. Nowadays commonly added to salads, smoothies and even dehydrated into chips, kale can give the good old potato a run for its money among today’s health-conscious young foodies—especially with products like the Ultimate Kale Chips Pink Salt from Solar Raw Foods. Boasting a charming sketch of a kale chip peeling back the package to reveal the treat inside with a see-through window cutout, the 100-gram resealable stand-up pouch is definitely a treat for the eyes with its bold pink colors, fun fonts and, of course, an appetizing view of the perfectly-shaped kale chips inside. Blended with pink Himalayan salt and creamy cashews to provide a wholesome treat for both vegans and meat-eaters, this delicious snack ticks all the right boxes for being organic, raw, vegan, gluten-free and, above all, made in Canada. What’s not to love, eh?
As the list of endangered species seems to be growing longer with each passing day, it’s comforting to know that there are companies trying to do their part to help reverse this sad decline of our precious biodiversity. Based in Indianapolis, Ind., Endangered Species Chocolate deserves plenty of kudos not only for the lovely packaging of its delicious bars of fruit-infused dark chocolate—boasting emphatic images of our more vulnerable furry friends—but also for the explicit on-pack pledge to donate 10 per cent of all net sales of the product to worthy conservation causes and organizations working to help protect wildlife. Sporting all the proper eco-label certifications for being vegan, gluten-free, fair
trade, and non-GMO, the rich, dark-brown background and majestic red ribbons framing a bear’s photograph on the Dark Chocolate with Raspberries bar wrapper combine to create a wonderful feelgood package befitting the sweet, smooth, dark chocolate, laced with fresh raspberry chunks throughout, inside the eyecandy packaging.
Sometimes it can be upsetting to think about the people behind a product originating overseas, but simply shutting your ears to the stark deficit of fairness in global wealth distribution isn’t the solution. While it’s hard for today’s consumers in wealthy western countries like Canada to help balance the scales in isolation, making a conscious choice to address the problem through an ethical purchasing decision is somewhat easier these days thanks to companies like Level Ground Trading and its Tulsi brand of Direct Fair Trade -certified loose leaf tea. Sourced at the base of the Himalayan Mountains and packed inside simple earth-brown, flat-bottom, triangular paperbags featuring black-and-white photographs of the company’s real-life workers, this ‘smooth and soothing’ tea really pulls at all the right heartstrings without overpreaching the product’s goodwill message. The back of the bag relates a touching story of the company’s origins and its help in providing water filters to the local schools in India, and a small key-shaped tag on the top of the package makes it functionally resealable, while keeping it all naturally simple and real.
Impressed by Sawyer’s observations, I asked her to find a tasty meat-free barbeque alternative that the whole family could enjoy during the upcoming BBQ season. Not surprisingly, her selection of the Portobello Mushroom Burger s from Sol Cuisine turned out to be a highly inspired choice—easily passing every family member’s exacting taste test. Ditto for the packaging, which clearly displays all the vegan, gluten-free, non-GMO product attributes we were looking for, along with a Celiac Support Association’s certification logo and a refreshingly clean ingredient list. The tidy 284-gram papepbox contains four individually shrinkwrapped mushroom patties, which are grouped in two-patty servings to facilitate effective portion-control discipline and to prevent freezer burn for any remaining leftovers in between the summer family barbecues.
If I learned anything from Sawyer’s contribution to this article, it’s that today’s food-and-beverage companies will continue to be held to ever-higher standards by the fast-growing millennial generation well into the future. Not only will they have to invent exciting new ways to show the world what they can bring to the table, they will also be tasked to explain how they made their product, who helped them make it, what makes it good for the consumers and, ideally, how is it good for the environment. With packaging being the main communication vehicle to get those points across, you can be sure that millennial-friendly packaging is here to stay for a while.
Freelance writer Sarah Harper and her stepdaughter Sawyer Lewis both live in Kingston, Ont.
PHOTOS BY SARAH HARPER
Prevent Costly Label Mix-ups and Recalls with CI-Vision
METTLER TOLEDO CI-Vision inspection systems allow you to inspect a variety of package integrity applications and labels.
Be compliant with FSMA requirements for mislabeling and misbranding — a vision inspection system will accurately identify mislabeled products, remove them from the production line and alert system operators of the error.
Learn more and download the ‘Label Mix-up Prevention’ white paper by visiting www.mt.com/ca-label