




Luc Van Winden, R&D Manager, Veg Pro International Inc.
Martine Leduc, Sales and Marketing Coordinator










More flexible and efficient automation with IndraDrive Mi
With IndraDrive Mi, the intelligent drive system, you relocate the entire drive technology from the control cabinet directly into your machines. That saves space, sharply reduces the wiring costs up to 90% and optimizes your energy balance. Thanks to the integrated motion logic, complex motion sequences can be achieved right at the drive level. The IndraDrive Mi is a fully-equipped automation system, with a wide variety of certified safety functions and multi-protocol interface. Put the intelligence of this system to use in your modular machine concepts as you start your journey into Industry 4.0.
See us in booth 1523 at ATX/Packex Toronto, June 16-18.

With its breakthrough design, the 9550 applies labels directly onto packs without the need for an applicator, while self-adjusting label placement accommodates varying line speeds, throughput and package sizes. Revolutionary Intelligent Motion™ technology targets zero unscheduled downtime as it precisely and automatically controls the entire system.















2015 VOLUME 68, NO. 5
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198
SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227
GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228
AJoseph@canadianpackaging.com
ART DIRECTOR
Sheila Wilson • (416) 442-5600 x3593 shwilson@annexnewcom.ca
PRODUCTION MANAGER
Barb Vowles • (416) 510-5103 BVowles@annexnewcom.ca
CIRCULATION MANAGER
Anita Madden • 442-5600 x3596 AMadden@annexnewcom.ca
ANNEX PUBLISHING & PRINTING INC.
Vice-President Annex Business Media East Tim Dimpoloulos tdimopoulos@canadianmanufacturing.com
President & CEO Mike Fredericks mfredericks@annexweb.com
HOW TO REACH US: Canadian Packaging, established 1947, is published monthly by Annex Publishing & Printing Inc.
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
EDITORIAL AND ADVERTISING OFFICES:
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 442-5600; Fax (416) 510-5140.
SUBSCRIBER SERVICES: To subscribe, renew your subscription or to change your address or information, contact us at 416-442-5600 or 1-800-387-0273 ext. 3555.
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $72.95 per year, Outside Canada $118.95 US per year, Single Copy Canada $10.00, Outside Canada $27.10. Canadian Packaging is published 11 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
©Contents of this publication are protected by copyright and must not be reprinted in whole or in part without permission of the publisher.
DISCLAIMER: This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
PRIVACY NOTICE: From time to time we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods: Phone: 1-800-668-2374 Fax: 416-442-2191 Email: vmoore@annexnewcom.ca
Mail to: Privacy Office, 80 Valleybrook Drive, North York, ON M3B 2S9
PRINTED IN CANADA
PUBLICATIONS MAIL AGREEMENT NO. 40069240, ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
We acknowledge the financial support of the Government of Canada through the Canada Periodical Fund of the Department of Canadian Heritage for our publishing activities. Canadian Packaging is indexed in the Canadian Magazine Index by Micromedia Limited. Back copies are available in microform from Macromedia Ltd., 158 Pearl St., Toronto, ON M5H 1L3


Of all the bad, really bad words commonly used in the packaging industry, the word ‘waste’ is arguably the closest thing to an F-bomb equivalent there is—in virtually all its forms, meanings and contexts. So it should not come as a surprise to hear that consumers also hate waste in all its iterations—especially when that waste directly costs them in good old hard-earned cash, albeit mostly in pennies at a time.
It’s a lamentable fact of everyday life that far too many consumer product packaging is discarded after use even still containing small amounts, however minute, of perfectly good and usable product that cannot be recovered from its original packaging without resorting to drastic means and measure better-suited to sitcom comedy sketches. Just think of the good old toothpaste: Who can really claim with an open heart that they have used each and every drop before opening up a new one?
But despite the absence of any organized collective lobby voice on consumers’ behalf to the CPG (consumer packaged goods) brand-owners to give this issue their undivided focus and attention there is an awful lot at stake for companies to lose in terms of brand loyalty, respect and recognition once consumers collectively wake up to the reality of this everyday petty scamming, intentional or not.
In fact, it is happening already, according to a recent comprehensive survey of 1,000 U.S. consumers on this very subject conducted by an innovative surface coating technologies startup LiquiGlide Inc. of Cambridge, Mass.
When told how much of their commonly-used everyday products like shampoo, conditioner, toothpaste and body lotion gets thrown away, 89
13 WINNING ATTITUDE By George Guidoni
per cent of respondents said they thought it was “a huge waste” and 57 per cent said they think the manufacturers are “screwing them over.” Using an improvised ‘hate scale’ to determine how much they hate this, consumers actually ranked it less favorably than going to the dentist, doing household chores and paying taxes—trailing only behind the joys of waiting for a cable repairman.
More tellingly, some consumers go to incredible lengths to make sure they get their money’s worth: from the tried-and-true storing of bottles upside down and adding water to cutting containers open, using spatulas, and applying centrifugal force.
“When asked for the ‘craziest way’ they’ve gotten the product out of its packaging, respondents admitted to smashing, heating, stepping on, licking, sucking and biting—all to get those precious few last drops.” How’s that for packaging rage?
Naturally, there would be no reason for LiquiGlide to do a survey like this unless it had a solution in mind and, happily enough, that’s the company’s recently-launched, multi-patented specialty coating that makes the inside of a bottle or other containers just wet and slippery enough to facilitate 100-percent removal of its entire contents, down to the proverbial last drop.
A winner of the Silver Award in the Food Waste Reduction category of this year’s PAC Global Leadership Awards packaging competition, LiquiGlide’s propriety coating—a two-component formulation developed at the Massachusetts Institute of Technology (MIT) —is showing a lot of promise as a potential game-changer for the global CPG industries, along with countless industrial, medical and other applications.
If and when it really catches on won’t, it’s come a moment too soon for consumers and industry alike.
Progressive Quebec produce grower puts itself on solid growth path ahead with cutting-edge product innovation, a high-energy workforce, and world-class packaging skillset and competencies. Cover photography by Pierre Longtin
3 UPFRONT By George Guidoni
4-5 NEWSPACK
Packaging news round-up.
6 NOTES & QUOTES
Industry briefs and company updates.
8 FIRST GLANCE
New technologies and solutions for packaging applications.
10 ECO-PACK
All about packaging sustainability.
11 imPACt
Monthly insight from PAC, Packaging Consortium
50 EVENTS
Upcoming industry functions.
50 PEOPLE Career moves in the packaging world.
51 ANNOUNCEMENTS
Company and marketplace updates.
52 CHECKOUT By Sarah Harper
Joe Public speaks out on packaging hits and misses.
20 CULTURAL EVOLUTION By Andrew Joseph
Retired food industry veteran sets up oneof-a-kind home business venture to offer Canadian consumers a taste of high-end deli luxury and indulgence with unparalleled product authenticity and elegant packaging presentation.
25 FULL IMAGE PROFILE
Image-based code readers really earn their keep at Kraft Canada’s high-speed sauce packaging lines.


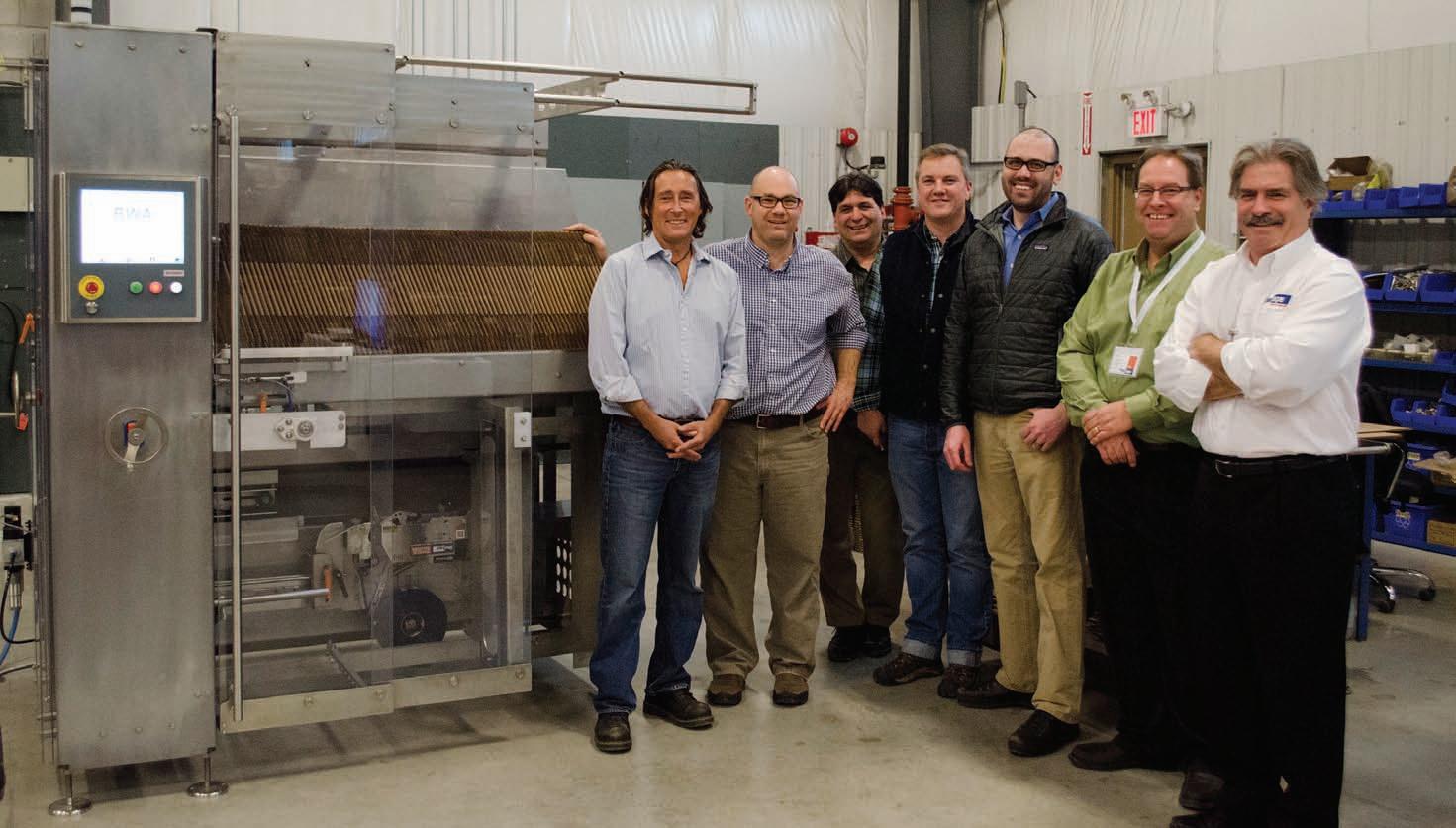
29 BLUEPRINT FOR SUCCESS By Andrew Joseph
An Ontario machine-builder startup off to a flying start with a new type of caseformer that aims to redefine the role of secondary packaging equipment in fastmoving food production environments.
49 FROM START TO FINISH By Del Williams
Foil-sealing technology helps food startups get a leg up.
Our preview of next month’s PACKEX Toronto 2015 national packaging exhibition begins on page 33



Although it is undoubtedly one of the world’s favorite tourist destination, you don’t have to actually go to Italy to taste some of that country’s most celebrated beverage experiences— t hanks to Canada’s leading water products bottler Nestlé Waters Canada (NWC)

Launched at leading retailers and upscale restaurants across Canada earlier this spring, the new Sanpellegrino Melograno e Aranciata (Pomegranate Orange) drink—containing 10-percent orange and six-percent pomegranate juice from concentrate—features a unique European flavor profile and is made with only high-purity can syrup, according to the Puslinch, Ont.-headquartered NWC, rather than the commonly-used corn syrup.
“Made with the juices of delicious oranges and
pomegranate, Sanpellegrino Sparkling Fruit Beverages Pomegranate Orange has a strong aroma of pomegranate combined with a delicate taste of orange to create a fresh tartness and a finish tending toward sweetness,” says NWC marketing manager for international brands Jennifer Semley-Robert.
Marketed as a nonalcoholic adult sparkling alternative to cocktails, the 330- ml cans of the new flavor—each boasting its on individual foil seal wrapped around the can’s lid for extra hygiene, the moderately sweet drink is made with all-natural ingredients and bursting with small carbonated bubbles to create an intensaly refreshing taste.
According to NWC, the Sanpellegrino Sparkling Fruit Beverages family was relaunched in 2009 fol-
lowing a significant reformulation aimed at making the beverage sodium-free and to boost its overall juice content.
“With the pure pleasure that comes from drinking them, Sanpellegrino Sparkling Fruit Beverages afford consumers everything they want in a beverage product and represent a great example of how our company is giving consumers what they want in increasingly novel, healthy and environmentally sustainable ways,” Semley-Robert states.
Joining a growing upscale global beverage brand also comprising the Aranciata (Sicilian orange), Aranciata Rossa (blood orange), Clementina (Clementine orange), Limonata (lemon), Melograno e Aranciata (pomegranate orange) and Pompelmo ( grapefruit), the new Melograno e Aranciata can be purchased from grocer across Canada in shrinkwrapped six-packs, or as single-serving cans at fine dining establishments.
“Each of the beverages boasts a revitalizing flavors that truly embraces the bubbly, breezy, care-free lifestyle of Italy,” says Semley-Robert, crediting the origin and quality of the fruits used in their production for their strong mass appeal worldwide. In addition to using the famed, centuries-old S.Pellegrino











Sparkling Natural Mineral Water as the main ing redient, the Sparkling Fruit Beverages are also uniquely distinct in the marketplace due to their special pasteurization and flavoring processes, according to the Stamford, Conn.-headquartered brand-owner Nestlé Waters North America
• Pasteurization. A heating process for food and beverage that guarantees an optimal preservation of the product and makes the addition of preservatives unnecessary, pasteurization was first used by Sanpellegrino in 1932—at the time acknowledged as a revolutionary advance—in combination with the old Italian tradition “spremuta,” or literally-squeezed juice.
• F lavoring. The process uses the old-school Italian traditional recipe, whereby the concentrated is kept at low temperature until the orange paste is kneaded with concentrated orange oil.
“The only additional ingredients are essential oils, which are strictly natural and extracted from fruit, to add a unique fragrance that recreates for the sensory experience of holding a ripe, freshly picked piece of fruit.
“The balance between the bubbles of the naturally occurring (non-synthetic), delicate CO2 gas bubbles and the flavor of real juices gives the beverages their unmistakable taste,” says NWC.
Widely scorned and vilified by environmentalists as one of the worst packaging waste excesses of the modern age, the much-maligned single-serve coffee pods may finally be on their way to green redemption—thanks to promising efforts by the venerable Toronto coffee roaster Club Coffee to develop a fully compostable coffee capsule with minimal carbon footprint.

Launched to rave reviews art last month’s SCAA 2015 annual exposition of the Specialty Coffee Association of America (SCAA), the company’s new PürPod100 pods were conceived and designed to bypass the inherent recycling difficulties involved in the collection and materials separation of the conventional platbased coffee pods by being made from renewable, bio-based materials that are 100-percent compostable and can be completely digested by bacteria inside industrial composting facilities.
“The amount of used single-serve pods sent to landfills last year could have circled the earth 11 times—an unacceptable amount,” says Club Coffee’s chief executive officer John Pigott.
“We now have the most viable solution available to address that issue—a pod that will be certified as 100-percent compostable and can be converted to useful compost.
“As a large manufacturer and distributor of packaged coffee, we have a responsibility to our customers, and to society, to reduce the environmental impact of our activities,” says Pigott.
According to Club Coffee, the new pod is currently undergoing a rigorous testing process to meet U.S. and international standards and certifications required by municipal and commercial compost manufacturers, with the certification process expected to be completed in the coming months.
Developed in partnership with international experts and scientists at the University of Guelph in southwestern Ontario, the the PürPod100 pods should be available in the United States market later this fall with the purchase of Kauai Coffee, Chock full o’Nuts, Hills Bros. Coffee, Copper Moon, Boyd’s Coffee and Paramount Coffee brands.
According to Club Coffee, the PürPod100 pods—featuring a ring made from coffee chaff, the skin of the bean that comes off during the roasting process—is compatible with most Keurig home brewing systems, including the new Keurig 2.0 brewers.
While the company’s name may be new to Canadian users of metal detection equipment, the newly-formed Sesotec Canada Ltd. business in Cambridge, Ont., is anyhthing but a newcomer to the product inspection field.
Previously operating under the banner of S+S Separating and Sorting Technology, the recently-renamed Sesotec GmbH in fact boasts over 30 years of experience in manufacturing and servicing a broad range of metal detection, X-Ray inspection, magnetic separation, and sorting systems widely used by the food, plastics and recycling industries across North America and worldwide.
According to Sesotec Canada’s director of sales for the food business Doug Pedersen, last month’s launch of a Canadian subsidiary is its Germany parent company’s acknowledgment of Canada as an important strategic end-user market for food production, plastics processing and recycling operations, which are all core segments for Sesotec.
“For the past 30 years, Sesotec has worked with clients in a wide range of industries to develop practical and cost-effective solutions to product inspection, metal detection and contaminant removal problems using innovative and reliable technology,” says Pedersen.

“With many thousands of metal detection and separation systems installed worldwide, Sesotec is one of the leading manufacturers, and the only one with such a wide and flexible product range,” says Pedersen, noting Sesotec also operates subsidiary companies in the U.S., U.K,, Singapore, China, India, France and Italy.
“Using its extensive technical resources, both at the main facility and in subsidiary companies, Sesotec engineers can evaluate even the most difficult applications and provide our customers with realistic performance estimates.” Tel. (519) 621-6586.

Krones helps Steam Whistle do one thing really, really well – package Canada’s premium pilsner
Steam Whistle Pilsner offers the style and flavour of the great pilsners of Europe, yet is brewed fresh locally at their independent, Canadian brewery. Crafted under the watchful eye of the Czech-born Master Brewer, this golden-coloured Bohemian pilsner is made using only four all-natural ingredients, a distinctive recipe, traditional methods, and a whole lot of passion.
How is this brewmaster know-how and brewery freshness retained until it reaches you? With the assistance of Krones’ TFS filter, Lavatec bottle washer, VOC can filler, and Modulfill bottle filler. All this ensures quality through zero-bacteria control, minimum oxygen pickup and accurate fill heights. Just some of the measures that Steam Whistle takes to be the worthy reward at the end of your day.


Spiroflow Holdings, Inc., Monroe, N.C.headquartered manufacturer of automated material handling systems for bulk products, has completed the acquisition of Food Control Solutions, Inc., a prominent systems integrator and industrial automation technologies supplier for the food and dairy industries headquartered in North Olmsted, Ohio. “This acquisition will allow us to provide complete end-to-end automated process solutions to our customers,” says Spiroflow Holdings co-chairman
Jeffrey Dudas, noting Food Control’s recognized systems integrator status for the Allen-Bradley automation and process control technologies manufactured by leading automation supplier Rockwell Automation, as well as a certified Wonderware systems integrator. “The combined strength of our teams permits us the powerful ability to expand our reach into our respective customer bases and provide a complete range of products and services that no other supplier can offer,” Dudas adds.
Transcontinental Capri, the flexible packaging business unit of Vaughan, Ont.-headquartered TC Transcontinental Packaging based in Clinton, Mo., has achieved the Safe Quality Food (SQF) Level 3 certification for food safety assurance for both of its production plants, making them formally compliant with the Global Food Safety Initiative (GFSI) requirements established by the Safe Quality Food Institute. Primar -
ily involved in the manufacture of flexible plastic packaging for cheese, yogurt and other dairy products, Capri facilities underwent a rigorous certification process comprising desk audits, physical audits and reviews—conducted and confirmed by the National Sanitation Foundation (NSF) to implement robust and documented food safety control mechanisms designed to provide consumers an assurance of safety all the way through the food supply chain. “I am really proud of our people at Transcontinental Capri and their hard work to provide consumers with a quality product that is very safe,” says Brian Reid, president of the Printing and Packaging sector of TC Transcontinental. “The SQF Level 3 certification confirms to employees, suppliers, customers and the industry that food packaging safety will always be essential to TC Transcontinental.”






Leading flexible packaging products group Bemis Company, Inc. has picked up a Gold Award in the packaging excellence category and a Silver Award in the sustainability category of the annual Flexible Packaging Achievement Awards competition of the Flexible Packaging Association (FPA) for the McCormick Skillet Sauce flexible pouch the company produced for leading spice and seasonings manufacturer McCormick & Company. Designed as a light weight alternative to the traditional bottles and jars used in the skillet sauce category, the new pouch’s design (see picture) facilitates a clean pour of the sauce and also lets the consumer connect with a unique and appealing shape, with the easy-tear-open ‘cap’ ensuring mess-free product use, with no scissors required. “We’re honored to be recognized along with our customer for a breakthrough concept to the market,” says Bemis director of marketing Don Schnabel. “We strive every day to better understand our customer’s businesses and challenges, as well as collaborating to position their products for even greater success.”
Columbia/Okura LLC, Vancouver, Wash.-based manufacturer of automated, robotics-based pal letizing equipment, has formed a strategic alliance with Fischbein Americas, Statesville, N.C.-based supplier of bag closing and packaging technologies, aimed at providing single-source, endto-end, fully-automated bag packaging solutions to North American customers. “Our two companies have worked together for well over a decade, and this formalization of our strong working relationship into a strategic alliance was the next logical step in our evolution,” says Columbia/Okura president Brian Hutton. “This strategic collaboration allows both companies to provide our mutual customers with best-of-breed equipment and truly optimized, integrated line performance with intelligent software communications.”


Showcasing over $2,000,000 of finished packaging machinery inventory, the Paxiom System Center is the perfect environment for testing your product on one of our many packaging solutions.
After years of development, QC Industries has launched a new range of HydroClean Sanitary conveyors featuring modular construction that enables them to be quickly disassembled without using any tools for quick and easy cleaning. According to the company, the modular design incorporates

an innovative configuration of pull-pins, sides and guides that can slide off in one piece, as well as stand brackets that can be simply flipped down and out of the way. After this, the tail end can then be flipped up to relieve tension on the belt, allowing operators to remove the belt, drive and tail for indepth cleaning. The HydroClean Sanitary conveyors are built on a 304 stainless-steel frame to NSF (National Sanitation Foundation) standards to minimize the risk of bacteria growth, with the sanitary design further enhanced via a self-draining frame, flat horizontal surfaces, no exposed threads, and hex-head fasteners with sealed ball bearings.
QC Industries 402

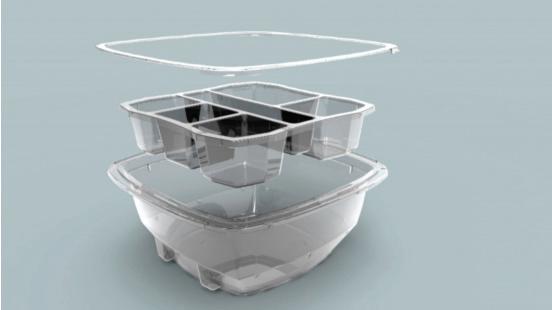
Milliken & Company’s recently-launched Millad NXTM 8000 additive has been selected by leading plastic products and systems manufacturer Milacron LLC to create the new range of clear polypropylene Klear Can brand containers—developed as a more user-friendly and higher-performance alternative to the traditional metal food cans. Said to be 40 to 50 per cent lighter than metal cans of equivalent volume size, the stackable Klear Can containers feature two layers of ultra clear polypropylene (PP ) resin clarified with Milliken’s advanced Millad NXTM 8000 additives to produce optical clarity comparable to that of glass-like polymers such
as polycarbonate, crystal polystyrene and acrylics. The end resilt is a fresher, cleaner and brighter look for containers that that of conventional PP-based applications for greater retail shelf impact. Featuring the same easy-open and traditional lids as metal cans, the Klear Cans allow brand-owners to differentiate their products at the point of purchase, while enabling consumers to clearly see the quality and freshness of fruit, vegetables and other foods through the clear container walls. Formulated to enable the containers to maintain up to two-year product shelf-life, the BPA (bisphenol-A) -free Millad NXTM 8000 additive can also be used for a diverse range of other packaging applications such as sportsdrink bottles, thermoformed cups and clamshells, detergent bottles and closures, food packaging and storage containers.
Milliken & Company
Milacron LLC

403
404
The newly-commercialized SURPASS HPs667AB polyethylene resin developed by NOVA Chemicals Corporation is a high-density polyethylene (HDPE ) designed for cast film, extrusion coating, extrusion lamination, and some barrier molding applications. Boasting innovative molecular architecture that enables it to achieve up to 50-percent moisture and oxygen barrier improvement over conventional technology, according to the company, the resin also features superior stiffness to facilitate notable layer or lamination reductions. According to Nova, this enables both packaging converters and brandowners to improve the sustainability and shelf-life performance of packaged foods in a wide range of applications such as dry foods, snacks, packaged liquids, and various dairy products.
NOVA Chemicals Corporation

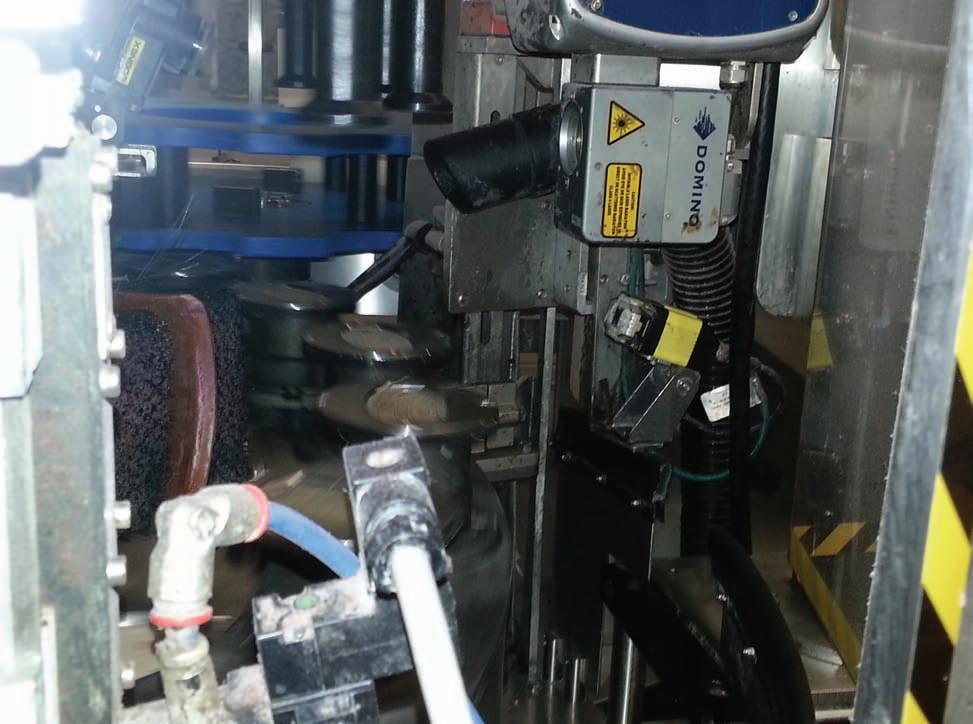
sion is a fully-automatic printer and verifier of product-specific labels commonly used in the food industry. The system combines a printing module with a high-resolution camera and a reject system for faulty labels, with the printing module containing a thermal-transfer printer to apply high-contrast ink to every label with superior precision to clearly communicate the use-by date, provenance, list of ingredients, allergens and other required product information to the customers. A high-resolution camera then checks the printed lables m for quality factors such as legibility and completeness—allowing producers to determine any deviations from the specified quality. Processing a multitude of different label formats and automatically adjusting itself to changing line speeds, the system effectively prevents incorrect or illegible labels from getting in circulation, according to the company.
Mettler Toledo CI-Vision 407
405
Capable of printing and checking up to 500 labels per minute, the new high-speed Label Check Station (LCS) system from Mettler Toledo CI-Vi-

Effective July 1, 2015, Paul Cooke has been appointed Regional President Americas and President & CEO of Bosch Rexroth Corporation U.S. Mr. Cooke will continue as Senior Vice President Sales within the Business Unit Industrial Applications at the headquarters in Lohr, Germany until the end of June 2015.
Paul Cooke joined Bosch Rexroth in 1982 and has served in positions of senior leadership at Bosch Rexroth in the United Kingdom and Germany, most recently as Senior Vice President Sales and Industry Sector Management for Machinery and Engineering. Cooke has over 30 years of experience in both Industrial Technology and General Management. He received his Bachelor with Honors Degree in Mechanical Engineering from The University of Newcastle upon Tyne, England.
Berend Bracht, who is currently Regional President Americas and President & CEO of Bosch Rexroth Corporation U.S. is resigning from the organization for personal reasons. “We thank Mr. Bracht for his high level of commitment in the many years of service to Bosch Rexroth. We wish him all the best for the future,” said Dr. Karl Tragl, the chairman of the executive board of Bosch Rexroth. Bracht was appointed to his current role in 2006.

Designed to inspect tablets and capsules that are gravity-fed from the tablet press, the new Xtreme Pharmaceutical metal detectors from Eriez offer a high-performance solution for removing minute pieces of ferrous, nonferrous and stainless-steel contaminants from the packaging and production process to meet stringent FDA (U.S. Food and Drug Administration) requirements, while easily accommodating spacerestricted areas within tablet and encapsulation rooms. Featuring an adjustable stainless-steel support stand with casters, the highly-sensitive and robust Xtreme Pharmaceutical metal detectors are equipped with adjustable sensing heads and easyto-clean chutes for optimal user-friendliness, flexibility and convenience, according to the company.

Eriez 408

Made from a proprietary low-friction polymer engineered for dry, high-speed conveying on bottling and packaging lines, the dry-running System Plast NG Evo conveyor chain and belt from Regal Power Transmission Solutions is claimed to exceed all the previous benchmarks established by the original NG material in terms of delivering higher breaking load, greater elasticity, lower coefficient of friction, much greater abrasion resistance, and significantly reduced energy consumption and noise levels. When used with companion Nolu-S wear strips and guides—made with a specialty resin with a solid lubricant that dramatically reduces the coefficient of friction—an average high-speed conveyor line in an average facility can achieve up to 30-percent reduction in energy consumption, according to the company. Regal Power Transmission Solutions 409
ENSURE PRODUCT SAFETY, BRAND PROTECTION AND TRACEABILITY

PREVENT PRODUCT RECALLS AND wASTE



ENSURE YOUR h Yg IENE STANDARDS ARE m ET BY wAS h IN g IT DO wN w IT h OUT RIS k IN g ANY DA mAgE (IP66)

ThE NE w 9400 SERIES INkjET PRINTER DESIgNED TO mANAgE YOUR OVERALL EqUIPmENT EFFECTIVENESS (OEE)
If improving the EFFICIENCY of your production is one of your priorities, the new 9450 coder was engineered for you. The new Markem-Imaje 9450 is designed to be fully available, keep up with your line speed and secure each of your products with the right code!
Take step towards efficiency call 800-267-5108 Visit us at www.markem-imaje.com/9450

Although edible seaweed has been consumed as part of a regular diet in some cultures for centuries, it may be a little while before products like the Ocean’s Halo Seaweed Chips catch on in North America’s mainstream consumer markets in a really big way.
But when they do, their eco-minded brandowner—San Francisco, Ca.-based New Frontier Foods Inc.—will already be one step ahead of the game on the sustainability front, having selected bio-based NatureFlex flexible packaging material to retail its highly innovative product.
Manufactured from wood pulp by the U.K.based Innovia Films, Inc., the certified compostable NatureFlex materials are engineered to ensure superior barriers to oxygen and moisture, according to the company, which worked with leading Canadian packaging converter Genpak LLC to produce the high-quality stand-up pouches used to pack the brand’s five different flavor varieties. (See Picture)
Says Ocean’s Halo co-founder Robert Mock: “We were introduced to the compostable packaging alternative NatureFlex by Genpak, which is a leading food packing company with manufacturing locations in both the U.S. and Canada.

“Over the past two years, we have built a great partnership with Genpak to bring our products to market with not only high-quality material, but also with a like-minded approach to the environment,” Mock relates.
Made from sustainably-grown seaweed and other natural ingredients, the Ocean’s Halo Seaweed Chips brand is produced in five gluten-free flavors— Chili Lime, Sea Salt , Korean BBQ , Hot & Spicy and Texas BBQ —that require optimal shelflife protection to guard against moisture vapor in order to maintain the crunchiness of each chip.
“Our challenge was to develop a structure that
It doesn’t take a great leap in logic to draw a link between respect for the environment and concern for animal welfare, with Canadian pet-food upstart Open Farm Inc. happily underscoring that connection with a progressive packaging waste collection and recycling program for the 4.5-pound multiwall bags used to pack the Toronto company’s premiumquality brand of dog-food.

Claimed to be Canada’s first dog-food brand made exclusively from “ethically raised and sourced” meat and fish products, Open Food has partnered up with waste recycling and upcycling specialists TerraCycle Canada Inc. to enable green-minded dog-owners to not only prevent the packaging from reaching landfill for free, but actually help direct it for use in the manufacture of many useful new products—ranging from park benches to food and water bowls.
Under the program, consumers who purchase Open Farm dog-food from any participating retailer can join the Open Farm Brigade program online at terracycle.ca, and after amassing at least two pounds worth of empty Open Farm bags, they can download and print a free shipping label from the TerraCycle website and call a nearby UPS office for a free next-day pickup.
The package is then sent to a warehouse in Toronto to be weighed, sorted, recycled, and eventually used to make various new products, including dog leashes. (See Pictures)

“We’re delighted that Open Farm has come on-board as the first pet-food brand to recycle their packaging waste with TerraCycle Canada,” says Tom Szaky, Canadian-raised founder of the Trenton, N.J.-headquartered TerraCycle. “This is an important first step for a sector in which 95 per cent of pet-food packaging is thrown in the garbage.”

According to Open Farm, all its products are made from grain-free recipes using a select set of premium proteins, fruit and veggies that are raised naturally and responsibly in line with recognized industry standards.
“As an animal lover and ethical eater myself, I feel it’s important to work only with farmers who raise their animals in accordance with strict ethical and humane standards,” states company co-founder Jacqueline Prehogan. “When we learned that almost all pet-food packaging was nonrecyclable, we had to find a solution, which is why we partnered with TerraCycle.”
provides excellent barrier properties and works well on the packaging equipment,” recalls Genpak’s development manager Bill Reilly.
“Oceans Halo, Innovia and Genpak worked closely together to develop this functional and completely compostable structure,” Reilly says, adding each flavor in the brand is distinguished by its respective bag’s unique color.
According to Mock, the seaweed chips were formulated to not only taste good enough to be put into the snack-aisle, but also be nutritious enough to retail in the grocers’ fresh-produce aisles.
“Organic, baked, great-tasting, and packed with vitamins and minerals, these chips are completely free of GMOs, transfats, MSG and artificial ingredients,” says Mock, adding the chips are already retailing in select U.S. geographic markets by progressive grocers like Whole Foods Market, Sprouts, Safeway and Central Market
Says Ocean’s Halo co-founder Mike Shim: “When we were faced with packaging choices, we were 100-percent committed to compostable bags because it’s the right thing to do.
“Health and sustainability is one of our core pledges to our customers,” Shim states, “and compostable bags are an integral part of that pledge.”
If a happy cat is a sure sign of a happy owner, as an old Chinese proverb has it, there is plenty of happiness to go all around with Nestlé Purina PetCare’s recent launch of the highly innovative Pro Plan Renew brand of premium, natural clumping cat litter.

Made entirely from a mixture of corncob and cedar without using any artificial fragrances, the lightweight, virtually dust-free litter—offered in Unscented and Balsam Wood Scent formulations at over 1,200 PetStore retail outlets across North America— is packaged in fully-recycled and 100-percent recyclable containers made from molded pulp fiber derived primarily from OCC (old corrugated case) materials. Designed and manufactured by the Oakland, Ca.headquartered Ecologic Brands, Inc., the six- and 10.5-pound containers are produced using made via a proprietary combination of heat and pressure that make the jugs strong enough to hold the litter, while maintaining effective moisture resistance to ensure the product inside remains dry throughout its use.
Completely recyclable in most communities via local municipal recycling streams, as well as the special recycling bins located at most PetStore locations, the containers are topped with friction-fitted caps that are also made from recycled pulp fibers, with zero plastic content. (See Pictures)

“Many consumers are on a journey to improve their impact on the environment, and so is Purina,” says Nestlé Purina PetCare’s sustainability manager Diane Herndon. “The Pro Plan Renew litter is an exciting step in our journey, combining the benefits of a corncob and cedar litter with recycled and recyclable packaging for a totally new product experience that eco-minded cat-owners can really appreciate.”
Adds Ecologic Brands’ Canadian-born founder Julie Corbett: “Ultimately, the Purina Pro Plan Renew jug delivers a packaging solution that goes beyond addressing one component of sustainability, and instead looks to revolutionize the packaging industry by addressing the entire life-cycle of the package.”
Founded in 2008, Ecologic Brands has produced over five million fullyrecyclable paper bottles, jugs and other rigid containers in various shapes and size since 2010, with the company’s client base now comprising 20 well-known CPG (consumer packaged goods) industry brand-owners.




























Clients want someone who really understands their project and will help them get to the finish line - cost-effectively, on time, and delivering on their expectations.
Plan Automation does just that, offering clients a comprehensive project management approach from start to finish.
• Processing Design & Engineering Support
• Food Safety Inspection
• Packaging Automation
Your project is our project.
We don’t require a contract or any commitment - we will invest our skills, time and research.
With over 175 combined years of industry experience, we will help you find the best processing, food safety inspection and general automation solutions by dedicating our extensive resources to guarantee results.
June 16-18 | Booth# 1176


Produce grower channels positive energy and upbeat attitude to strengthen its market growth through continuous product and packaging innovation

BY GEORGE GUIDONI, EDITOR PHOTOS BY PIERRE LONGTIN
As intangible as they may be, it is sometimes hard to overstate the importance of positive thinking and an upbeat attitude in helping a company achieve and surpass its goals and targets—even in one of the most competitive markets out there.
Even more so when that positivity and self-confidence have been honestly earned through good old hard work and keen business smarts, as the Sherrington, Que.-based vegetables processor Veg Pro International Inc. has done year after years since its 1998 startup.
Nowadays ranking as one of Canada’s largest vegetable growers by tonnage, the family-owned business has grown in proverbial leaps and bounds virtually right from the outset, according to the
company’s vice-president of operations Anthony Fantin.
As one of a group of local investors—led by Gerry Van Winden and four family farm operators—behind the launch of what has evolved into one of Quebec’s most remarkable home-grown business success stories, Fantin in many ways personifies the competitive, self-assured ‘can do’ mindset that has continuously steered Veg Pro to greater heights on a consistent basis.
With a solid track record in the fresh produce wholesale industry, the opportunity to be part of a professionally promising and rewarding entrepreneurial journey was just too good to pass up, according to Fantin, who studied industrial relations at Laval University prior to entering the food business.
To this day, it’s a career decision that the fluently trilingual (English, French and Italian) Montreal

Retailing in four different flavor varieties in fresh produce sections of major grocery outlets across Quebec and Ontario, the Asian Stir Fry kits boast colorful branding graphics designed by the Effet Boomerang marketing agency. native has never had to regret or rethink even for a millisecond.
“There is a lot to be said in favor of working for

a family-owned business operating under a set of traditional family values in a real teamwork environment,” Fantin told the Canadian Packaging magazine in a recent interview.
“We take a lot of pride in what we have achieved so far but the best part is that we strongly feel the best is still to come,” says Fantin, fondly recalling the early days of operating out of a tiny 8,000-square-foot plant on the outskirts of Sherrington, a close-knit southern Quebec rural community of less than 2,000 residents.
But whatever Sherrington itself may lack in terms

of population size and scale, according to Fantin, is more than aptly compensated by the region’s favorable climatic conditions, high-quality soil for growing the company’s core vegetable products (lettuce, spinach, celery, carrots, onions, shallots, etc.) and strategic proximity to the company’s primary geographic markets.
“Being located in the most southern part of Quebec, with its own little warmer microclimate that is very favorable for growing lots of the veggie crops that are most important for our operations, is definitely a source of advantage for our company,” Fantin relates.


“The rich dark soil in these parts is very similar to the type of soil you would purchase from a gardening products center to pot your plants in your home garden, and the location couldn’t be better,” he points out.
“Being located about 35 kilometers south of Montreal and only 15 kilometers north of the U.S. border enables us to export our products as far down south as Maryland.
“The proximity to our key markets is a really important factor for us,” says Fantin, adding the company distributes its flagship Fresh Attitude retail line of salad kits, along with its private-label of-





ferings, right up to the western reaches of Ontario and throughout the Maritimes provinces out east.
“Most of our customers serviced by our processing plants are basically within the range of overnight delivery,” Fantin relates.
“We don’t leave much to chance when we put our product on the truck—most of it gets delivered to customers within one to 14 hours at the most.”
As a highly skilled and knowledgeable grower operating over 7,000 acres of prime farmland in the region, the company’s high degree of integration—from harvesting right through value-added processing and packaging—also plays a key role in maintaining a competitive cost structure, according to Fantin.
“We grow about 90 per cent of all produce that goes into our processing facilities,” says Fantin, also accounting for the output of the company’s nearby carrot-and-onion packing facility, as well as significant acreage of farmland owned by the company in sunny Florida, where it also operates a packing plant in Belle Glade.
Says Fantin: “Being our own grower means we always know exactly what the product is, what conditions it was grown in, how much water was applied, how much fertilizer was used, and all those factors that enable us to predict our products’ shelf-life with very good accuracy.
“It’s not really exact science, but we are generally very good at ensuring at least 10-day shelf-life for our customers’ DC (distribution center) operations,” says Fantin, relating that many of the products tested in-house have demonstrated extended shelf-life potential of up to 14 to 16 days.
“Being integrated like this also enables us to manage the whole process better in order to remain cost-competitive in a highly competitive marketplace that has a lot of big companies fighting fiercely for market share all the time,” says Fantin, citing the likes of Dole, Del Monte, Chiquita and other multinational food giants that Veg Pro competes with on day-to-day basis.
“We really are a small company compared to those Big Boys,” he notes.
But be that as it may, it is a much bigger company than it was not all that long ago.
Employing roughly 800 people throughout all of its farming, processing and office operations, the company’s central 80,000-square-foot value-added processing facility in Sherrington—started up in 2007 and last expanded about two-and-a-half years ago—is currently gearing up for another major plant expansion this fall that will see it double in physical size and footprint, Fantin relates.

Already employing 450 people on an aroundthe-clock, three-shift schedule—two production shifts and one daily sanitation shift in between— the plant already houses 11 high-volume, highspeed production lines to keep up with healthy demand for its products from both consumers and retail customers alike.
“We are looking at adding another five our six lines once the new plant addition is complete later in the year,” says Fantin, describing Veg Pro’s outstanding growth track record over the years.
“We have experienced growth rates ranging from 20 to 40 per cent every years since we started,” says Fantin, stressing the importance of the company’s continuous investment in new processing and packaging technologies for helping drive that growth.
“I don’t want to use the words ‘state-of-the-art’ because it’s such an often-overused term nowadays,” he says, “but all our production lines are operated with modern, late-model machinery and equipment, with a fair bit of automation on some of the lines, that enables our staff to obtain very good productivity performance levels.
“And even though our production costs are fairly competitive, we’re always looking at ways to better ourselves,” says Fantin, adding the company’s internal department of continuous improvement is



Veg Pro International’s vice-president of operations Anthony Fantin is one of the thriving Quebec company’s original co-founders and shareholders.
a key driver of its whole-hearted commitment to manufacturing and customer service excellence.
Boasting all the pertinent, fully-validated GFSI (Global Food Safety Initiative) and HACCP (Hazard Analysis and Critical Control Points) certifications for food safety and quality, the busy facility is a committed GMP (Good Manufacturing Practices) devotee, Fantin confides, with plenty of built-in process flexibility to adjust to changing production volumes and demand with minimal process disruption or downtime.
“Above all, we are fortunate to have very good and dedicated employees working for us,” Fantin proclaims.
“Dealing with a highly perishable product naturally dictates a need for a vary fast-paced work environment, and we are lucky to have a lot of young people employed throughout the organization—

from field to plants to key office positions—who bring high levels of energy and enthusiasm, working in sync with all other staff towards achieving the same common goals.”
All these attributes and competencies will be leveraged to maximum potential in the coming months, according to Fantin, as Veg Pro follows up on the recent launch of the company’s highly innovative Fresh Attitude Asian-Style Stir Fry kits—introduced with much fanfare at major grocery retailers last November across Quebec and Ontario.
Currently comprising four popular recipe choices—including General Tao, Teriyaki, Thai and Sweet and Sour—the fresh, never-frozen kits containing an assortment of Asian-style veggie mixes, noodles or rice, and authentically-made sauces and

toppings are packaged in patent-pending, multicompartment microwavable bowls that incorporate a unique steaming process to cook all of the kits’ ingredients to the optimal serving temperature.
“I don’t want to sound pretentious, but it only seems fair to say that we have founded a whole new mini product category with our Stir Fry kits,” Fantin states, praising the company’s hardworking R&D (research-and-development) department, led by R&D manager Luc Van Winden, for creating “a real winner.”
Says Fantin: “Most stir-fry kits out in the market simply cannot be microwaved, whereas our speciallyengineered plastic bowls hold the steam very well to offer consumers a great meal solution for consuming a healthy serving of fresh-grown steamed vegetables with a very appealing taste profile.
“I actually hope that our competitors follow suit

and offer consumers similar products in order to grow this whole new category segment,” says Fantin, citing “rave reviews and feedback” from food critics, self-proclaimed consumer ‘foodies,’ retailers and foodservice customers alike.
“We have seen the sales of the new Stir Fry kits grow steadily from week to week ever since the November launch,” confides Fantin.
While the initial sales numbers have not been skyrocketing at the same breathtaking pace as when Veg Pro first launched its Fresh Attitude salad kits, “We are very confident about this product’s growth potential,” he states.
“The big difference is that launching our salad kits was basically all about giving consumers an additional choice to all the other salad kits already out there in the marketplace,” he explains. “All we really did was enter a segment that was already there.
“With these Stir Fry kits, we are talking about a totally new product that nobody even though about doing the way that we have done it—making it microwavable and so consumer-friendly to prepare and enjoy in mere minutes.
“Not only is this a whole new offering that requires a whole new habit of purchasing this sort of product,” he extols, “but the fact that it is such a high-quality product, with a taste profile that appeals to so many people, makes us thing that this is a product that can really take off in the marketplace.
“Maybe launching it in November was not the best time to do it strategically, and perhaps we could have waited until April or May to get a better initial growth curve,” he reflects, “but being first to mar -

ket is also important in terms of the bigger picture.”
According to Fantin, the Fresh Attitude Asian Stir Fry kits launch was a culmination of more than a year’s worth of intense product development, testing and market research efforts involving many crossfunctional teams and plenty of creative, collective brainstorming.

“There’s a lot more to it than just creating a recipe,” he states. “Not only do you need to determine the right mix of vegetables and find the right taste profile, there is also the matter of finding the right equipment to pack it, finding the right containers to pack it in the right containers to put it in and, above all, finding a way of making it to reach a retail pricepoint that will not run away consumers at the store level.
“Having done all those things gives us hope that the sales part will fall into place in due time,” Fantin adds, citing the general market trend to eating more vegetables as part of a healthier life-style among the increasingly health-conscious Canadian consumers.
Being well in tune with the Canadian consumers’ growing appetite for healthier food options also makes Veg Pro very sensitive to those consumers’ increasing demand for more environmentallyfriendly manufacturing practices and sustainable packaging. According to Fantin, being a good and green corporate citizen is really second nature to a company that at the end of the day depends on a healthy environment to earn its livelihood.
To that end, Veg Pro only uses the fully-reyclable and widely-recycled virgin PET (polyethylene terephthalate) plastic 142-gram and 312-gram bowls— supplied by Precision Packaging and Par-Pak—to package the lion’s share of its Fresh Attitude brand of lettuce-based Spring Mix, Caesar, Greek, San Marino, Spinach Leaf and other traditional salad
kits, with the microwavable Stir Fry polypropylene bowls also said to be fully-recyclable.
“If we can’t offer packaging made from recycled materials, we’ll make sure offer packaging that is fully recyclable,” Fantin states.
“Internally, we use reusable containers almost exclusively, which enabled us to reduced our waste disposal to the bare minimum, and we also compost all of the product waste from our plants,” he relates.
“Also, being the only veggie processor on the east cost to grow its product on the east coast, combined with our proximity to the markets we serve, helps us maintain a much lower carbon footprint than our competitors, many of whom a reliant on produce grown on the west coast,” adds Fantin.
“So for people worried about carbon footprints and the amount of greenhouse gases emitted in the air to make their food products, we provide a very good eco-friendly option,” Fantin asserts.
“Being environmentally-friendly is something we are naturally very much in sync with; we just prefer not to advertise it as a marketing tool but to do it simply because it is the right thing to do,” he sums up.
“It’s just not our style to be shouting from the rooftops about us recycling everything and composting all our waste,” Fantin concludes. “For us at Veg Pro, it’s just a way of life—simple as that.”

Upgrade to thermoform packaging provides longer

ANDREW JOSEPH, FEATURES EDITOR
BY COLE GARSIDE
These days, when a gentleman reaches the age of financial security and family happiness, the long-awaited downtime is often taken up with a mild array of hobbies and other pursuits that are as far removed from work life stages as possible.
But not so for Frank Abballe, former owner of a well-respected deli meats processing company.
After selling the business a few years ago, Abballe picked up a hobby that he could pursue virtually every single day within the comfort of his own home in Trenton, Ont., if you can really call it a hobby, that is.
As the owner and president of La Cultura Salumi Inc., Abballe runs his extremely high-end Italian deli meats processing facility on the main floor of his own home, with the living quarters set on the second floor.
“It’s all about the passion,” Abballe told Canadian Packaging magazine during a recent visit to the 10,000-square-foot facility, situated on 48 acres almost smack dab in between Montreal in the east and Toronto in the west.
Construction of the dual-purpose plant and home began in 2011, with processing starting up in March of 2012.
“To my knowledge, it’s the only meat plant like this in North America,” explains Abballe, “with the live-work concept.”
Abballe says the plant is monitored on a 24/7 basis, with someone always present at the facility— to watch over the meat curing process.
As Abballe says: “It takes a lot of attention and passion to create the real authentic products we do, and like many such Italian-style delicatessen meat processors, we rely on generational family recipes.
“Our recipes are pretty darn impressive.”
Letting us in on a little secret, Abballe explains that his company name implies the bringing of Italian culture to Canada to make the authentic timetested ‘salumi’—Italian for ‘cold cuts’—recipes.
“The true high-quality Italian meat products have never been processed for export,” states Abballe. “They are only consumed in Italy.
“Products manufactured in Italy for the North American market are really called ‘export products.’

“Real Italian products should be from animals born and raised in Italy, slaughtered in Italy, and dry-cured in Italy.
“That is the very definition of a real authentic Italian products.”
Abballe explains: “Saving you the cost of a plane ticket, La Cultura Salumi can create the absolute very next best thing—a taste of Italy as good as anything you’ve ever had in your mouth before.”
Abballe’s passion for meats is as credible as it comes. Although having come to Canada as a young boy, he says the family’s farm back in Italy called him back repeatedly over the years.
So when he was old enough, Abballe began working alongside what he calls “the Italian masters of air-dried meats” in order to learn and perfect the art and value of hand-selecting each piece of meat, and the benefits of personal attention to detail.
“The secret to La Cultura Salumi is simple, yet difficult to achieve: patience, excellence, quality,” he reveals. “When you taste any of our meats, you’ll understand exactly what I mean.”
The processing facility location was chosen for a quality-related reason as well, notes Abballe.
“The reason we built the plant here on farmland

in the Quinte West area is because we know that when one drycures meat products naturally with lots of air and humidity, you need to have the best quality air possible.
“This is the way such products are crafted in Italy,” relates Abballe.
“No one of any self-respect makes such high quality products in an industrial area,” describing his products as “European meat products that nobody makes here in North America.”
These products include Beef Bresaola, Beef Carpaccio, Horse Bresaola, Turkey Bresaola, and Pork Culatello, all made with high-quality meats from all the animal species mentioned above, including water buffalo farmed in Montreal.
La Cultura Salumi also makes its own sausages—a lean, thickwith-meat Tuscany pork sausage—as well as a delicious yogurt made from water buffalo.
“I source my meats from local farmers and reputable wholesaler’s suppliers,” explains Abballe. “We receive the meat, hand-place salt and applicable spices on it, and then place the whole batch into one of our dry aging rooms.
“It could be weeks or even months,” he acknowledges, “but when the product is ready, we send samples to the laboratory to ensure it is clear of harmful bacteria and then slice and package each product in vacuum bags and store them in our finish cooler prior to shipping to our customers.”
Abballe asserts that no one else makes the kind of products here in North America that La Cultura Salumi makes.
“With our recipes and the supreme quality I demand, no one else comes close. Plus it is difficult for processors to tie up so much time and money to age some of the products for the necessary 14 to 16 months.”
A provincially-licensed plant, La Cultura Salumi supplies its high-grade deli meats to Ontario customers in both the retail and foodservice segments, distributing to Off The Bone Meat Products in Toronto, and selling to high-end restaurants and shops in Toronto such as Bar Isabel, Sanagan’s Meat Locker, Sanremo Bakery, Fiesta Farms, Summerhill Market and other upscale specialty grocers.
According to Abballe, the name of the game is constant improvement.
“Every year since we opened, we have invested in new machinery and equipment to help us create our products in a better way,” notes Abballe. “As well as purchasing processing and packaging





technology, we also have the best of the best for our dry curing pro -
The latest choice piece of equipment to grace La Cultura Salumi was designed and manufactured Multivac, a Germany-headquartered global leader in horizontal thermoform fill-seal packaging equipment.
After contacting its Canadian divMultivac Canada Inc., La Cultura installed a brand new R105 thermoformer earlier this year.
“La Cultura had specific needs and wants for the packaging needs of their premium product. After a thorough assessment and discovery process, we were able to provide the right packaging solution to deliver those needs and wants—an economical, but sophisticated packaging solution for a premium product.”
They knew what they wanted, and what they needed,” explains Multivac Canada key accounts manager Chris Salmon, “and after discussing with Frank what he needed and why, we agreed with his assessment.”
After narrowing down all options to two choices, Salmon says “Multivac won this project simply because we were able to deliver a compact machine with the ability to form packages with both flexible and rigid materials.”
Adds Abballe: “Multivac has an excellent reputation in the processed meats industry and are an acknowledged leader in thermoform package machine design.
“I had already done my own due diligence on Multivac, and I knew that it was a company I could put my trust in.”

Abballe explains he wanted a machine that could create a package that could offer a high-end presentation package that would accurately reflect the quality of the products inside.
“The way the Multivac R105 thermoformer packs our pre-sliced





meats with the addition of different types of MAP (modified atmosphere packaging) gas helped us provide a long product shelf-life and maintain the original quality of my products,” he relates.
Salmon notes that the Multivac R105 thermoformer owned by La Cultura Salumi is actually unique in its design from other R105 models, something it did to cater to the meat processor’s specific requests.
“This R105 is built with special forming inserts containing a rib design,” relates Salmon.
“These ribs actually hold the meat product up and away from the bottom of the package, which allows the MAP to flow under the product.”
He says that because the product La Cultura Salumi produces is dry-cured, this package design was specifically designed to not only protect the product, but also to extend its shelf-life.
“Then there’s that rigid ability of this R105 thermoformer,” mentions Salmon. “When I say it has rigid ability, it means that the operator can run a thicker film through it in order to create a very rigid package—essentially creating a lower web tray that won’t flop around in the consumer’s hand when they pick it up.
“It creates a very rigid package.”
Salmon adds that although La Cultura Salumi isn’t looking for a pack-forming machine to break speed records any time soon, he is confident that the economical and compact R105 thermoform
machine will be able to meet and exceed any packing tasks put to it.
“Since La Cultura Salumi usually opts for a thicker film base, we had to fit the R105 with a special knife-cutting assembly to easily slice through it,” says Salmon. “The FS knife punch assembly is able to provide the customer with a rigid package with smooth, rounded corners.”
For Abballe, there’s not one little thing he prefers over the other as far as his R105 is concerned.”
“For me, the Multivac R105 is the total package,” he beams.
“Yes, I love that it can create a consistent highquality pack, but the superior hygienic design of the machine is also extremely important,” he extols.
According to Multivac, the R105 machine provides full wash-down capability—inside and out, with easy-to-access side panels and space for cleaning— allowing the cleaning crew to easily get at all parts of the machine to give it a thorough cleaning.
“With the R105, we have consistently avoided edges and corners in the machines’ construction,” advises Salmon.
“To help avoid build-up of product or cleaning materials, the R105 has smooth slanted surfaces, so that contaminants will not thrive on these machines.”
Inside, Salmon says the whole machine has been fully optimized: from the chain guide and chain design to the lifting mechanisms, mechanical elements, motors, valves and even the cabling.
“In my opinion, no packaging system offers bet-





ter sanitary design than this new generation of Multivac,” Salmon proclaims.
Abballe points out the Multivac R105 is actually very easy to use—with an intuitive control system available in 18 languages—being easy enough for himself to run when his usual operator might be away.
Some of the value-added standard features of the Multivac R105 thermoformer include:
• Durable stainless-steel construction;
• Patented hygienic chain-guide design;
• Industry-leading hygienic design;
• Full IP 65 washdown capability;
• Comprehensive safety systems;
• IPC control system;
• Touchscreen control panel;
• Production data acquisition and storage;
• Cut-off length up to 300-mm;
• State-of-the-art electric lifting system;
• F lexibility in use of materials, cutting systems and formats;
• Easy-access machine frame.
“The Multivac R105 La Cultura Salumi purchased is an excellent small-footprint system that is perfect for the amount of packs they create, with ample additional built-in production capacity should they require it in the future,” says Salmon, explaining that Multivac developed the R105 as a means to bring the benefits of its larger thermoforming systems to the smaller and growing businesses.
With all its film requirements supplied by Winpak, other processing equipment utilized by La Cultura Salumi includes a Sipromac double-chamber vacuumpacking machine and a Bizerba A550 automatic slicer.
“The films from Winpak were actually recommended to us by Chris Salmon,” explains Abballe. “And as an added bonus, the sales representative from Winpak, Mark Bergsma, is fantastic to work with.”
While happy to have his story told in this magazine, “If there’s one thing to regret about a print article on Frank’s La Cultura Salumi meat products, is that the reader is unable to appreciate the fantastic smell of the meats or to taste the mouthwatering goodness,” Salmon sighs.
“However, for consumers unable to make it out to the numerous high-end restaurants in southern Ontario that serve his very high-end meats, or even to the shop at his processing facility, one could now pick up these taste sensations at the grocery store” he says.
Adds Abballe: “I am very happy with the service I have received from Multivac and the equipment they manufacture.
“The R105 thermoforming machine, although very new to our line-up, has performed yeomenlike work with a high level efficiency.
“The packages it creates are worthy of the highquality meats La Cultura Salumi processes,” he sums up, “and I look forward to seeing how far we can work together in the future.”
Kraft sauce production line unlocks code-scanning bottlenecks with powerful image-based readers to eliminate product label changeover downtime
Allergen management is playing an increasingly important role in the packaged foods industry, with manufacturers taking greater care to avoid labeling mix-ups that sometimes lead to expensive recalls and potential liability concerns.
Until recently, Kraft Canada Inc. used to address these concerns at its production facility in Saint-Laurent, Que., by scanning each label after it has been attached on the packaging line to ensure that it matches the package contents.
But over time, the laser scanner type ID readers that the facility used on its busy barbecue sauce line—producing 30 different stock-keeping units (SKUs) at rates up to 265 bottles per minute—became increasingly prone to read failures, especially when changing over a new product with the label in a different location.
“Ensuring that each individual package has the correct label is critical because some of the products have ingredients such as mustard and egg that certain customers may be allergic to,” explains the plant’s senior technician Dave Fortin, relating that whenever the line was changed over to produce a new SKU number, the matching labels would be manually loaded into the filling machine.
To guard from instances where machine operator might load the wrong labels, or that a few wrong labels might be accidentally mixed in with the correct batch, Kraft originally used laser-based ID scanners to read the linear code on each label as it passed by and transmit results to the programmable logic controller (PLC) running the machine, which then compared the code to the proper value and eject the package if it was incorrect.
The main limitation of the laser-based scanners is that they are only capable of reading codes located

within a small field of view, whereas the marketdriven nature of label design often results in the codes being positioned in many different spots on the label, depending on each designer’s preference.
“As a result, whenever the labels were changed, the codes may have ended up in a different position from the previous run,” Fortin recalls.
“This required that the position of the laser scanners be adjusted whenever the product line changed to a new SKU number, taking a considerable amount of the technical staff‘s time.”
Yet even when the laser scanners were positioned perfectly, Fortin recounts, they still often failed to read the code—often for reasons that the team could not readily pinpoint.
“My team was frequently called upon to adjust the code readers, which made it difficult for us to fulfill my other responsibilities,” he states.
“Moreover, considerable amount of time was also required on the part of the production team to inspect each of the packages that could not be read by the scanner to make sure it was correct.”
To resolve the persistent problem once and for all,

Fortin contacted local representatives of the wellknown machine-vision and product ID technologies manufacturer Cognex Corporation of Natick, Mass.
“I suggested to Kraft that they consider image-based code reading technology,” says Mike Palmieri, senior technical sales representative for Cadence Automation, a Cognex systems integrator located in Ste-Thérèse, Que.
According to Cognex, the basic idea behind image-based technology is that the reader captures an image and uses a series of algorithms to process the image to make it easier to read.
A typical algorithm will search the entire image for the code and identify the position and orientation of the code for easy reading, while other algorithms work to compensate for any degradations in code quality due to the differences in material types and surfaces.
A key advantage of the image-based approach is that it not only reads the standard linear codes at much higher read rates, according to Cognex, but that it also excels at reading the 2-D (two-dimensional) matrix codes.
Being able to hold and store a much larger volume of data than linear barcodes, these high-density ‘stacked’ codes provide a considerable amount of redundancy that is used for error correction— making the codes readable even when damaged.
For the Kraft line’s application, Palmieri recommended the Cognex DataMan 300 image-based ID reader, whose exceptionally high image resolution also provides for a five-by-five-inch field of view—sufficient enough to capture an image of the entire label with the necessary resolution to read the code, regardless of its position and in spite of any degradation.
“The DataMan 300 also provides built-in Ether -









You’ve set the bar high on your production line, and PACK EXPO Las Vegas is the best place to find suppliers with equally high standards. No other trade show in 2015 will offer so many state-ofthe-art processing and packaging solutions, as well as a program rich in networking and educational opportunities. Make sure to be there.


























































net connectivity, which makes it easy to communicate with a PLC and plant network at a very affordable pricepoint,” Palmieri says.
The DataMan 300 reader uses an advanced new 1DMax+ algorithm, which incorporates Hotbars technology designed to handle difficult ID code-reading applications on high speed lines.
According to Cognex, the Hotbars technology uses texture to locate barcodes at any orientation to extracts high-resolution 1-D (one-dimensional) signals for decoding, with whereby the Hotbars finder analyzing a raw source image to produce a list of regions where an ID code is likely to reside, along with the orientation and other properties of the code.
Moreover, the DataMan 300 series offers the flexibility of integrated and controllable modular lighting and optics—enabling the user to purchase just one model and then select the appropriate lens to match the required working distance and field of view.
In addition, the controllable, fieldchangeable lighting modules allow the user to create the best possible lighting conditions to ensure optimal read rates, according to Cognex.
Fortin started by replacing a laser scanner with a DataMan 300 ID reader in one of the barcode reading positions on the barbeque sauce line.
From the moment it was installed, Fortin recalls, the image-based reader virtually eliminated read failures, providing 99.9-percent-plus read rates.
Because the line has four spurs requiring a total of four ID readers, Kraft quickly made the decision to replace the three other ID readers on the barbeque line with the DataMan 300 units.
Still delivering the same near-perfect read rate accuracy, while freeing up technical staff from the task of adjust the position of the reader, the company eventually replaced other existing laser scanners on the plant’s three other production lines with the DataMan 300 readers.
Fortin relates that he now easily handles the installation set-up of the DataMan 300 code readers himself, using
the specially-designed pan-and-tilt brackets that he buys with each code reader to mount the scanners into place.
After connecting the reader to a personal computer and adjusting the light and focus on the camera, Fortin connects the reader to a PLC via an Ethernet connection.
The reader’s camera supports all popular PLC communications protocols, while a photodetector in the inspection station provides a signal to the PLC that a bottle is in the station ready for inspection.
The PLC then instructs the ID reader to capture an image and to send it back to the PLC for final verification. If the code does not match the product currently running on the line, the PLC directs an instant transfer of the bottle to a reject conveyor.
“The outstanding performance of the DataMan 300 ID readers now saves the technical team a considerable amount of time, while protecting customers by ensuring the accuracy of our labels,” says
Fortin, adding he can install a DataMan camera by himself in about two hours.
“Over time, the DataMan 300 ID readers have significantly improved the efficiency of all the packaging lines where they have been installed,” Fortin relates.
“In the past, our technical team had to spend a considerable amount of time adjusting ID readers on various packaging lines, while the production staff also had to spend a lot of time dealing with the many bottles with good labels that the laser scanner ID readers were not able to read.
“The new image-based ID readers have solved these problems by providing near-perfect read rates,” Fortin sums up. “Moreover, they are also quite economical to purchase and very easy for us to maintain.”


RockTenn’s precision mandrel-forming technology forms cases around a fixed mandrel, minimizing case-skew and maximizing structural integrity, resulting in cases that outperform standard RSC’s in production efficiency and stacking strength. Meta® Systems’ unique case forming process offers the ultimate in flexibility and enables improved box performance in your production line and distribution system. Why work harder when you don’t have to?
To learn more about our precision mandrel-forming technology, contact RockTenn Automated Packaging Systems at 407.843.1300.
Ontario equipment designer and engineering services provider brings innovative secondary packaging concepts to the consumer goods market
For any group of people contemplating starting up their own business, the main question to ask and answer is the existentialist ‘why’? As in why the proposed business is important or essential in today’s or even tomorrow’s marketplace.
While many would-be business propositions might have a dream that is uniquely their own, for success to occur, the product or service provided must be something that is needed by the prospective customers or consumer.
While some might argue that there are no original ideas left, real entrepreneurs will happily examine a market and determine where a real need is going unfulfilled, and fill it with something the industry and the consumer will both find innovative and helpful to the bottom line.
Frustrated by a perceived lack of innovation within the CPG (consumer packaged goods) sector, one Canadian company recently decided to stop complaining about it and dedicated itself to resolve the issue of what they called an “obvious dearth of forward momentum.”
Called Bluewater Automation, the upstart Canadian design and engineering packaging machine company was founded in December of 2012. Headquartered in Toronto, with multiple regional offices placed throughout both Canada and the
U.S, the new company is wasting no time in making itself known in the packaging industry circles.
“Although there’s no need to reinvent the wheel, there’s nothing wrong with coming up with a way to make the wheel better for all concerned,” company president Jaime Alboim told Canadian Packaging during a recent interview.
“And Bluewater has done just that,” Alboim proclaims, asserting the crew at Bluewater says it can not only talk the talk, but also walk the walk, as well as anyone out there.
Despite its youthful countenance, the company has plenty of experience behind its nameplate, with a roster of highly experienced employees sharing almost 100 years of collective experience specific to the secondary packaging segment of packaging automation.
“Bluewater is actually a few things,” Alboim explains.
“First and foremost we
are a design and engineering company focused on bringing sanitary secondary packaging equipment into the CPG (consumer packaged goods) market.
Says Alboim: “The second part of our business is as a distributor of value-added CI (continuous improvement) solutions for the CPG market.
“Basically, our objective is to help companies identify areas for continuous improvement and





ging ke eps yo urpr odu ct
implement very simple but fast solutions to help with a customer’s workflow issues.”
According to Alboim, the company was founded because all seven of the partners had been involved in various areas of the CPG market, including endusers, OEMs (original equipment manufacturers) and distributors, and all were frustrated with the lack of innovation both on the equipment and management sides of the business.
“We decided to change the way people think about companies in this market and start from scratch to develop a company based on innovation and progressive business ideals,” Alboim explains.
“All of us were in agreement that something needed to be done to alter the way people think about companies in this market.”


Nothing keeps your product fresher than MAP packaging produced on a Ross IN inline tray sealer.
n Produces MAP packages using preformed trays of almost any size or shape –easily packages your entire product line.
n Consistently produces packages with reliable, high-quality seals that extend shelf-life.
n Fast, highly flexible, and extremely easy to operate.
n Innovative tool/storage cart allows rapid, tool-less changeovers between tray sizes in 10 minutes or less.
n Stainless steel washdown construction and IP67 components.
n Compact footprint allows it to fit into tight areas.
n Test the Ross IN for yourself. Contact us to set up a






Alboim says that the manufacturing aspect of Bluewater’s business is actually a third-party scenario, “Our partner of choice is located in Toronto, and as such we don’t require a huge infrastructure.
“We do however require our manufacturing partner to provide that infrastructure, while we provide the guidance and expertise to oversee product design and manufacturing,” he explains.
According to Alboim, Bluewater struck gold the first time it sat down to design a project— recently debuting the F-16 series caseformer.
As he explains, the F-16 gets its name as a ‘Former’ capable of erecting up to 16 cases per minute, and is available in either a tape-sealing version, F-16T, or the glue-based F-16G
As to why there was such a long delay from the time Bluewater was formed until the time the F-16 debuted, Alboim responds, “We were ensuring we designed and created the best machine possible, which is exactly what we did.”

Beginning












like
lence was key amongst every single end-user we talked to,” begins Alboim.
“And while it seemed obvious that a lot of the equipment available to the end-user was of decent quality regarding sanitary specs upstream and middle-of-line, there did seem to be interest and a real need for the same in the end-of-line production area,” he relates.
Alboim explains that although such end-of-line features as case-packing are historically separate from primary packing and processing areas—especially where food products are concerned—thanks to such factors as space utilization and cost reduction, processors are increasingly looking to obtain faster ROI (return-on-investment) by seeking to move secondary end-of-line packaging equipment into the production areas.
“It might seem like a simple thing to do, but those end-of-line packaging machines simply aren’t designed to be exposed to the washdown environments that are required to maintain a safe and healthy product for consumers and, of course, brand-owners and processors,” explains Alboim.
“So we did something about it by building one.”
The F-16 caseformer is a fully-automatic, stainless-steel, open-form frame machine that comes exactly as Bluewater advertises—a secondary or end-of-line system built and engineered specifically to withstand rigorous washdown applications.
“Our new clean designs are not only suitable for




wet environments but, more importantly, are designed from the ground up to meet strict sanitary specifications,” explains Alboim, noting the team of individuals responsible for the manufacturing of the F-16 are specifically-trained and familiar with industry food safety requirements, including HACCP ( Hazard Analysis and Critical Control Points), NAMI (North American Meat Institute), 3-A Sanitary Standards and more.
“Because what we were creating was brand new, we had no limitations when it came to design in the sense that we didn’t have to worry about legacy products to support or have our spare parts business be put at risk,” Alboim relates.
“By taking two full years talking to prospects and industry experts about what was lacking in the field of caseforming and sealing, it played a huge role in our development of the F-16 system.”
According to Alboim, simply having a great concept isn’t enough if the materials it is constructed from are below-par.
To that end, Bluewater only uses the “most progressive technologies in the market today,” according to Alboim, utilizing the engineering expertise from companies such as Beckhoff Automation, Festo, Shurtape and Xiplinx Technologies
“Each of those companies have had a hand in making sure Bluewater is answering the questions to problems that our clients have identified,” he relates, adding that it was a collective decision of all involved in Bluewater to not only design and build the F-16 with the best materials available, but also incorporate the most forward-thinking control system in the market today.
The small footprint of the F-16 —approximately four by six feet—lends itself perfectly to food plants, according to Alboim, especially where space is at a premium and washdown procedures are a requirement.
The F-16 systems open-form frame is constructed of stainless steel, but Alboim points out it’s not just a standard afterthought.
“I can’t state how important it is to note that when we built the F-16, it wasn’t just a mild-steel machine clad with stainless steel, but rather it was
intentionally designed with stainless steel as the primary material,” he affirms.
Utilizing the services of Beckhoff Automation for controls and troubleshooting of the F-16, “it allows us to have a very simple interface, which also allows for advanced troubleshooting, diagnostics and set-up procedures,” says Alboim, noting that the F-16 also utilizes Beckhoff’s IP69k -rated servomotor for the main drive assembly to give the machine better control of the sealing process.
“We evaluated so many control platforms for the F-16, really performing our due diligence, but Beckhoff gave us exactly what we were looking for at Bluewater,” he explains.
Alboim points out that using the stainless-steel panel PCs from Beckhoff brings more high-performance PC-based control to packaging, food and beverage applications with strict cleaning requirements.
Additionally, the caseformer employs Festo’s industry-renowned advanced pneumatics technology, including an industry-leading IP69k-rated valve bank, the new MPA-C valve terminal that helped set a new standard in clean design, according to Alboim.
“The MPA-C terminal allows us to offer an automation platform that is reliable in performance, meets the highest hygienic standards, is flexible in its configuration, and provides state-of-the-art innovation,” he says.
Alboim describes the MPA-C terminal as being very easy to clean for the end-user, while also being highly resistant to corrosion and cleaning agents, meeting the requirements for protection class IP69K by incorporating USFDA-compliant materials, including NSF-H1 grease.
Available with fully-functional manual overrides, Alboim says the Festo terminal can be expanded up to 32 valves one at a time.
“The MPA-C also has the ability to communicate to many protocols, which simplifies the controls architecture,” mentions Alboim.
“We had evaluated a number of pneumatic platforms for the F-16, and Festo’s progressive, clean design-solution, coupled with its commitment to quality and support, really won us over at Bluewater,” he relates.
Although many end-users underestimate its importance, the F-16 utilizes the PrimeLoc two-inch stainless steel tape head from Shurtape, in order to provide the most-advanced tape head and sealing technology available.
“Surprisingly, many end-users only know that when the package leaves their facility, it was sealed, but not much more after that. We knew we could apply more seal control with a better adhesive system and so we wanted to ensure that even if the end-user wasn’t as up to snuff on such things, we would be on their behalf,” offers Alboim.
According to Shurtape, the secret of its success is the combination of tape and tape application technology, which increases the strength of the sealed cases, even with recycled corrugated content, and it reduces material waste thanks to lightweighting and a proprietary “Good to the Core” capability. It can also increase equipment availability/uptime, as it also reduces tape breakage and poor or improper tape application.
“It even provides greater product protection from pilferage, but still offers a no-knife, easy-open case,” says Alboim adding that along with wireless monitoring, the fully stainless-steel assembly allows for that all-important washdown aspect that Bluewater Automation demands.
Another key supplier utilized by Bluewater is Xiplinx Technologies, who developed SITEFLO, a discrete, semi-automated, mobile software solution that helps the customer rapidly identify performance improvement opportunities in manufacturing facilities in real-time.
According to Xiplinx, managers can utilize SITEFLO to map project workflow and operating procedures and assign continuous improvement activities to technical personnel.
“The response to the SITEFLO product from our customer base has been overwhelmingly positive,” Alboim reveals.
“We’re working on installations with blue-chip companies with whom we have deep relationships with, and can see that their potential ROI will be significant.”
Alboim is confident that the Bluewater Automation caseforming solution will allow greater flexibility to production line design for many endusers in the CPG industries.
“Especially these days, with such rigorous demands for cleanliness at the forefront of thought for both the consumer and food processor, maintaining a clean environment in all aspects of the production line has never been such an important focal point,” he reflects.
“Our F-16 caseformer is exactly what we found the CPG industry asked for, and we have provided—an intricate, small-footprint, full-washdown stainless steel machine that, oh yeah, can also erect cases quickly and efficiently,” he concludes.
“Sometimes you can get exactly what you want and need.”


PACKEX Toronto is all about real conversations, real connections, and real opportunities. Opportunities like meeting face-to-face with hundreds of top suppliers from Canada, the U.S. and beyond, while seeing the newest packaging products, equipment, and services available first-hand and enjoying productive meetings with suppliers who can provide optimal solutions for innovating your packaging and helping to build and grow your business.
While at PACKEX, take advantage of educational opportunities on important topics in manufacturing today, including: Revolutionizing the Manufacturing Process Through 3D Printing and Additive Manufacturing, Industrial Automation –
LOCATION
Toronto Congress Centre
650 Dixon Road, Toronto, Ontario
REGISTRATION HOURS
June 16-17, 2015
Registration starts at 8:00 a.m.
June 18, 2015
Registration starts at 8:30 a.m.
EVENT HOURS
June 16-17, 2015
10:00 a.m.–5:00 p.m.
June 18, 2015
10:00 a.m.–4:00 p.m.
PACKEX Toronto admission credentials are valid for all three days and give complimentary access to all co-located manufacturing resource events:
• ATX (Automation Technology Expo) Canada
• Design & Manufacturing Canada
• PLAST-EX
• Powder & Bulk Solids Toronto
• Quality Expo Toronto
EVENT PRODUCER
UBM Canon
Tel: (310) 445-4200
Fax: (310) 996-9499
E-mail: tshowreg@ubm.com
Website: www.ubmcanonevents.com
Twitter: http://twitter.com/UBMCanonPkg
the Future of the Smart Plant, Integrated Quality Management, and much more.
In addition, there are more expo features in 2015 than ever before, including guided Innovation Tours of the show-floor pointing out the latest technology in packaging, robotics, and powder and bulk solids; the Speed Networking show feature to help you make new contacts in a new, fun way; and the Center Stage speaker’s forum featuring complimentary presentations.
This year, we also have two sessions dedicated to packaging and presented by NSF-GFTC: Trends in Packaging and Packaging Essentials: Minimize NonCompliance & Maximize Brand Protection
Also new this year, the Toronto Booth Crawl on June 16, 4 to 5 P.M., will move from booth to booth to meet exhibitors and enjoy light food and drinks right at the show floor!
On June 17, PAC, The Packaging Consortium will presents the Winning by Design Summit, focusing on hot trends in retail with featured
speakers from Walmart , Wegmans, Sobeys, and other high-profile, world-class enterprises.
PACKEX Toronto will again run alongside strategically co-located manufacturing events, including PLAST-EX, Automation Technology Expo Canada (ATX Canada), Design & Manufacturing Canada, Powder & Bulk Solids Toronto, and Quality Expo. These additional resources offer you convenient access to even more new products and ideas to benefit your business.
We would like to extend special thanks to our sponsors PAC, The Packaging Consortium , the Canadian Packaging magazine, and all our exhibitors and supporters for their generous contributions in helping making PACKEX Toronto the most comprehensive resource for packaging professionals in Canada..
The management team of PACKEX Toronto 2015 looks forward to welcoming you to the 37th edition of Canada’s longest-running national packaging exhibition!





UBM Canon tradeshow staff members are available on-site to answer any of your questions. You may also visit the Event Management Office in the Pavilion, where any exhibitor concerns and general show questions may be addressed.


PACKEX Toronto is supported by: NSF-GFTC, Package Design Magazine, Packaging Hotline, Pharmaceutical & Medical Packaging News, and Scott’s Directories
Unauthorized solicitations on the event premises are strictly prohibited and will result in removal from the event. Unauthorized photography and video taking are strictly prohibited. Any person wishing to take a photo must first obtain the permission of the exhibitor or event management.
Located in the Patcher Room, exhibitors may leave their press information here starting June 16. The Press Room is staffed by a receptionist and will be open June 16 – 18 from 8 a.m. – 5 p.m.
During event hours, stop by the Event Management Office in the Pavilion for lost items.
In compliance with Americans with Disabilities Act , UBM Canon will make all reasonable efforts to accommodate persons with disabilities at its trade events. Please contact the Event Management Office on-site for special requests.
The Concierge Desk in the main lobby of the conference center will be available to assist with restaurant information and reservations, directions and any other Toronto-related questions.
Concession stands located in the back of the Exhibit Hall will offer a variety of food and beverage choices for continental breakfast, lunch, and snacks during exhibition hours.
There will be NO SMOKING in the exhibit halls or meeting rooms. No one under the age of 18 is permitted in the exhibit halls or conference rooms. Thank you for your cooperation.
Registration Services
c/o UBM Canon 2901 28t th Street, Suite 100 Santa Monica, CA 90405
Tel: (310) 445-4200
Fax: (310) 996-9499
E-mail: tshowreg@ubm.com
Web: www.ubmcanonevents.com
INFO ON TRADESHOW SPONSORSHIPS & PROMOTIONS
Hiram Carrasco, Sales Executive of Sponsorship/ Digital
E-mail: hiram.carrasco@ubm.com
INFO ON EXHIBITION AT FUTURE PACKEX TORONTO EVENTS
Contact: www.PACKEXtoronto.com
Lonnie Gonzales
Tel: (310) 445-3719
E-mail: lonnie.gonzales@ubm.com
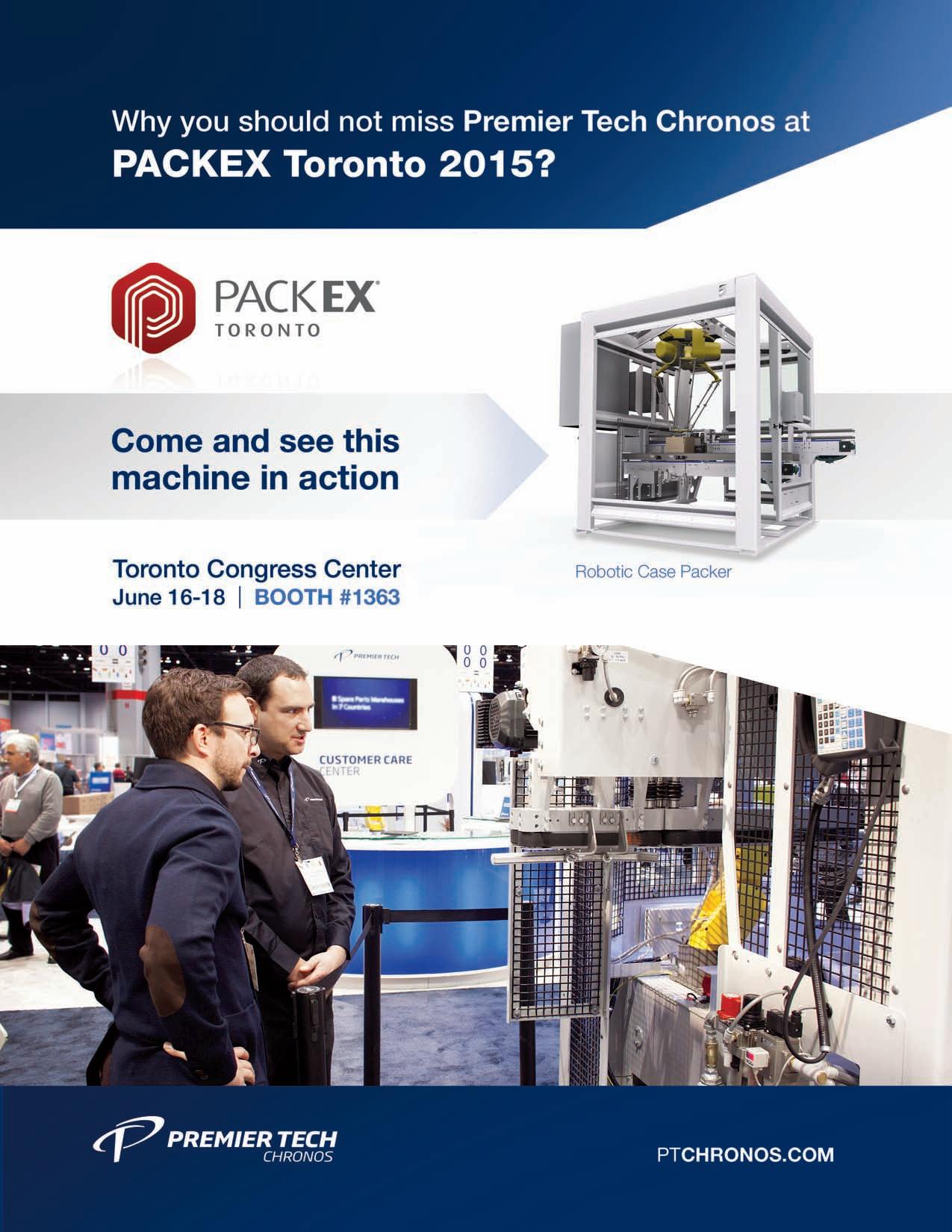




Designed for maximum available production time and operating convenience, the new modular belt conveyor in stainless steel is robust, safe and easy to clean.
The standardized design and modularity make changes of the production line easy. It’s the smart, long-term investment in your bottom line and your operators!
PACKEX Toronto is joined by five additional manufacturing events to deliver more new products and solutions under the same roof. Enjoy free access to all co-located events with your admission badge.

The region’s resource for advanced design and manufacturing professionals hosts a full spectrum of design, manufacturing and process solutions to design and produce finished OEM component and products.
Your showcase for the latest in lean manufacturing, cost reduction, and enhanced productivity products and technologies. See the latest technological advances in automation and assembly, robotics, control software, motors, and much more.


This resource offers you convenient access to the most comprehensive industrial processing and bulk solids handling solutions. Discover the latest in mixers, blenders, conveyors, feeders, dryers, dust collection, screening, separation, weighing systems, and more.
See the full spectrum of plastics processing resources, from primary processing machinery, auxiliary equipment, molds and mold components to materials, contract services, material handling and logistics, and more from hundreds of leading suppliers.


New in 2015, Quality Expo features suppliers showcasing the latest products, services, and technologies, including automatic gauging equipment, electronics test & inspection equipment, handheld gages, quality software, measurement equipment, and more.



3 PI DISTRIBUTION INC. 1251 www.3pidistribution.com
A.R. ARENA PRODUCTS INC. 930 www.arenaproducts.com
ABB CANADA 913 www.ca.abb.com

ABBEY PACKAGING EQUIPMENT LTD. 1413 www.abbeypackaging.com
ABILITY FABRICATORS INC. 456 www.abilityfab.com
ADMAPVAC PACKAGING INC. / EMBALLAGES ADMAPVAC INC. 1185 www.admapvac.com
Bandall’s new band-labeling technology eliminates the need for adhesive and liner as on typical pressure sensitive labels, applying a label as a complete band around your package providing maximum graphic area, material reduction, lower cost and greatly improved production efficiency. See it at the PLAN Automation kiosk in booth #1176.
AESUS PACKAGING SYSTEMS INC. 1289 www.aesus.com
AGRI-PLASTICS MANUFACTURING 1171 www.agri-plastics.net
ALEX E. JONES & ASSOCIATES LTD. 1513 www.alexejones.ca
LTD. 867 www.all-lift.net
POLY CORP. 1566 www.alphapoly.com AMBAFLEX INC. 1574 www.ambaflex.com
558 www.amerivacs.com
ANCHOR PLASTICS LTD. 1395 www.anchorplastics.qc.ca
ARBOR PAK COMPANY INC. www.arborpak.com
ARLIN MFG. COMPANY INC. 1672 www.arlinmfg.com/
USA 1479 www.armor-group.com
ATS-TANNER BANDING SYSTEMS INC. CANADA 1647 www.ats-tanner.ca
AZARBOD 1639 www.azarbod.com
BALLUFF CANADA INC. 1023 www.balluff.ca
BEDFORD INDUSTRIES INC. 1484 www.bedford.com



BELLATRX INC. 1053 www.bellatrx.com
BEST PACKAGING SYSTEMS INC. 1531 www.bestpackagingsystems.com/
BI-AX INTERNATIONAL 1288 www.evlonfilm.com
The Videojet 9550 with Intelligent Motion is a smarter print and apply labeler that targets zero unscheduled downtime and reduces costs and errors in case coding operations. Automatic, precise control of the entire system together with Direct Apply label placement, provides efficient and reliable labeling. See it in booth #1631.
CELPLAST PACKAGING SYSTEMS LTD. 1113 www.celplast.ca
CGP EXPAL 1153 www.cgp-coating.com
CHEP CANADA INC. 1181 www.chep.com
CITY OF TORONTO – TORONTO WATER DEPT. 1369 www.toronto.ca/waterforbusiness

BIZXCEL INC. 1179 www.bizxcel.com
BMB PROCESS & PACKAGING SOLUTIONS 1567 www.bmbpps.com/about.html
BOOTH PACKAGING 1477 www.boothpackaging.ca
BOSCH REXROTH CANADA 1523 www.boschrexroth.ca/packaging
BOX ON DEMAND 1451 www.boxondemand.com
BRECKNELL 1588 www.brecknellscales.com
BUCKHORN INC. 1562 www.buckhorninc.com
BUSCH VACUUM TECHNICS INC. 1241 www.busch.ca
BUSINESS IMPROVEMENT GROUP INC. 1485 www.busimpgroup.ca
BUSTIN INDUSTRIAL PRODUCTS, A DIV. OF ROM CORP. 1454 www.bustin-usa.com
CARTIER PACKAGING 977 www.cartierpackaging.com
CARTONS CORRUGUARD INC. 1554 www.cartonscorruguard.com/home. php
CASTERS IN MOTION CANADA LTD. 1595 www.cimcanada.ca/






















• Increase the flexibility of your robots by adding the
• Production line tooling changed in seconds for maximum flexibility.
• Change tools in seconds for maintenance and repair.
• Increase operator safety by changing tools automatically.
• Million-cycle tested for reliability.
• Food-handling models

Domino’s unique i-Tech features make coding and marking operation easier –with lower maintenance, less servicing and simpler installation.
Domino allows you to focus on your production. Relieving your coding headaches… one reliable code at a time.









CLEARPAK INC. 1657 www.clearpak.com
CONNECT CONVEYOR BELTING INC. 1281 www.connectbelting.com
CONSOLIDATED TECHNOLOGIES INC. 1039 www.consolidatedtechnologies.ca
CONVEYERAIL SYSTEMS LTD. 986 www.conveyerail.com/
CP FORMPLAST INC. 1667 www.cpform.com/
CRE-O-PACK PACKAGING INT’L INC. 1467
www.creopack.com/index. php?lang=english
CRS/VAMIC INC. 1585 www.crsvamic.ca
DC MOLD (HK) LTD. 1670 www.dc-mould.com.cn
DELMAKER PRODUCTS INC. 1266 www.delmaker.com
DEPENDABLE MARKING SYSTEMS LTD. 1346 www.dependablemarking.com
DO-IT CORP. 1079 www.do-it.com
DONGGUAN HING SHING
ADHESIVE PRODUCT COMPANY LTD. 1175 www.hyseal.com
DURHAM DUPLEX 1637 www.durham-duplex.co.uk
EAGLE PI 1176 www.eaglepi.com
EATON 989 www.eatoncanada.ca
ECKERT MACHINES INC. 1491 www.eckertmachines.com
PLAN Automation, is a leading national full-service provider of market leading packaging automation technology for the food, beverage and consumer products industries, displaying in booth #1176 a range of equipment from such notable global suppliers as Eagle PI X-ray inspection, Yamato checkweighers, Bandall banding technology and Wexxar/BEL end-of-line solutions.

ELEMENT INTERNATIONAL 1463 www.element-trade.com/
ELESA USA 1684 www.elesausa.com
ELMES PACKAGING INC. 1481 www.elmespackaging.com
ELMO RIETSCHLE 957 www.gd-elmorietschle.com
EMC CANADA 575 www.pneumatic-emc.com
Fowler/Zalkin builds capping machinery for closures of all shapes and sizes. Whether your caps
roll-on, screw-on or press-on, we have the proven technology to apply them at any speed you require. When dependability, versatility and experience are important, you can rely on Fowler/Zalkin. Go to www.FowlerProducts.com or call 1-877-549-3301 for more information.



















SEW-EURODRIVE in booth # 1013 can help achieve ultimate production goals and produce more for less with its servo motor, gear unit and electronics combined into one highly reliable, efficient, and hygienically designed unit—the Movigear, which reduces total start-up costs and annual operating costs.

Squid Ink’s CoPilot prints up to 0.7” of hi-rez characters, text, bar codes, and logos at 185 dpi, with a 4.3” color touchscreen providing access to the internal messages and print functions. Messages are created and edited on Squid Ink’s Orion PC Software and transferred via Ethernet or USB device. See it at booth #1257.
HARLUND INDUSTRIES LTD. 1431 www.harlund.com
HAUG NORTH AMERICA 1170 www.haug-static.com
HENKEL CORP. 1071 www.henkelna.com
HIBAR SYSTEMS LTD. 963 www.hibar.com
HIGH SPEED IMAGING INC. 570 www.hsi.ca
HOVUS INC. 1077 www.hovus.com
HUBBELL CANADA LP 1678 www.hubbell-canada.com
IAC & ASSOCIATES 561 www.iacnassociates.com
IBEC MACHINE KNIFE LTD. 1258 www.machineknife.com
IDENTIFICATION MULTI SOLUTIONS INC. 1534 www.imsinc.ca
INDUSTRIAL METAL FABRICATORS LTD. 1391 www.indmetalfab.com
INGERSOLL PAPER BOX COMPANY LTD. 878 www.ipb.on.ca
INTERWEIGH SYSTEMS INC. 1284 www.interweigh.ca
JDA PROGRESS 1330 www.jdaprogress.com
JOHNSTON EQUIPMENT 1584 www.johnstonequipment.com
JOKEY PLASTICS NORTH AMERICA INC. 1465 www.jokey.com

Weber Marking Systems in booth #1347, will showcase the new BestCode Series 8 CIJ coder and its own large range of print-and-apply labeling, label manufacturing, and continuous inkjet products.

JOWAT CANADA INC. 668 www.jowat.com
KARCHER CANADA INC. 1285 www.karcher.ca
KD SERVICES 1677 www.kdservices.ca/en/
KEL-TECH ELECTRIC CANADA 1177 www.kel-techelectric.com
KMASTERS INC. 1589 www.kmasters.ca

WeighPack Systems in booth #1313, is a single-source manufacturer that prides itself on offering quality construction, state-of-the-art technology at reasonable prices, with a broad range of automatic filling, bagging, case erecting and palletizing machines on the market with models to suit every application, production requirement, and budget.
KORD MOLDED PULP PROTECTIVE PACKAGING 1570 www.kordproducts.com/protective-home/
KUKA ROBOTICS CANADA LTD. 1613 www.kukarobotics.ca
LANGGUTH AMERICA LTD. 1635 www.langguth-America.com
LEUZE ELECTRONIC 1690 www.leuzeusa.com
Buckhorn offers an unmatched selection of reusable packaging solutions designed to protect your products and increase your profitability.

Buckhorn’s new Intrepid 48” x 40” specialty bulk box is the perfect addition to our extensive offering for food and distribution. Made of FDA approved material, Intrepid is designed for a variety of industries including meat, poultry, liquid, semi-liquid, powder and granular applications. It offers a smooth interior and exterior for easy cleaning, and its heavy duty design can handle loads up to 2,500 lbs.
Stop by PACKEX Toronto Booth #1562 to learn more about Intrepid, or visit www.buckhorncanada.com for more information.

LEWIS M CARTER MANUFACTURING 1290 www.lewismcarter.com
LIFT RITE 469 www.liftrite.ca
LM PACKAGING 1385 www.emballageslm.com
LOMA SYSTEMS INC. 1123 www.loma.com
LONGFORD INTERNATIONAL LTD. 1666 www.longfordint.com
With the second generation EMC electromechanical cylinder, Rexroth expands the possibilities for utilizing these compact drive units featuring hygienic design and IP65 protection class at booth #1523.
MARI-TECH SCALES & FOOD EQUIPMENT 1017 www.maritechequipment.ca/ MARKEM-IMAJE 1225 www.markem-imaje.us
MASLINA PACKAGING INC. 671 www.maslinapackaging.com MATTHEWS MARKING SYSTEMS 1240 www.matthewsmarking.com




MD PACKAGING INC. 1323 www.mdpackaging.com
METTLER-TOLEDO CANADA 1513 http://ca.mt.com/ca/en/home.html
MILLIKEN & CO. 1641 www.milliken.com
MULTIVAC CANADA INC. 1331 ca.multivac.com
NEFAB INC. 1572 www.nefab.com
NILFISK INDUSTRIAL VACUUMS 1457 www.nilfiskindustrialvacuums.com
NORTHERN TECHNOLOGIES INTERNATIONAL CORP. 1350 www.zerust.com
NOVUS PACKAGING 1172 www.novuspac.com
NSF-GFTC 781 www.gftc.ca OBX WORKS 675 www.obxworks.com


OMNIFISSION INC. 1323
OMORI NORTH AMERICA INC. 939 www.bwcooney.ca
ORBIS CORP. 1652 www.orbiscorporation.com
PACKAUTOMATION 1553 www.procepack.com
PAL DISTRIBUTORS 1351 www.palgroup.ca/foampak/index.html
Kuka will, in booth #1613, showcase the KR AGILUS , unique in its payload category; setting new standards with six axes, very high speeds, short cycle times, and integrated energy supply system – with all three models, KR6 R700 , KR6 R900 and KR10 R1100 , shown side-by-side.
PAPERNUTS CORP. 459 www.papernuts.ca
PECO PALLET 1291 www.pecopallet.com
PFM PACKAGING MACHINERY CORP. 1247 www.pfmnorthamerica.com
PINEBERRY MANUFACTURING 1550 www.pineberryinc.com
PLAN AUTOMATION 1176 www.planautomation.com




MPERIA™, Matthews’ universal print platform, complete with our VIAjet™ print technologies, allows customers to control multiple print technologies across multiple production lines, integrate with order processing, populate data fields without human entry errors, and interface with new or existing databases – all from a single controller.
- Seamless integration with ERP/WMS systems and databases
- Scalable: control one printer or several on multiple production lines
- VPN Interface allows for remote connectivity and support VIAjet™ print technologies include:
VIAjet™ L-Series THERMAL INK JET
VIAjet™ T-Series HIGH RESOLUTION PIEZO INK JET
VIAjet™ V-Series DROP-ON-DEMAND VALVE INK JET
888-622-7183 www.matthewsmarking.com
We drive automation for your success. We are your partner to inspire innovation. We shape the future together. WE ARE THE ENGINEERS OF PRODUCTIVITY.

QUALTECH / SAMS CANADA 457 www.qualtech.ca
QUICKLABEL SYSTEMS 1435 www.quicklabel.ca
R.E. MORRISON EQUIPMENT 1568 www.remequip.com
R&D ERGO LTD. 1157 www.rdergo.com
REA JET CANADA 1336 www.rea-jet.com
REDEMAC INC. 1579 www.redemac.com
REISER CANADA CO. 1213 www.reiser.com
REPACK CANADA 1468 www.repackcanada.com
RF PATHWAYS WMS 1471 www.rfpathways.com
RIGIDIZED METALS CORP. 463 www.rigidized.com
RINGBALL CORP. 1571 www.ringball.com
RITTAL SYSTEMS LTD. 762 www.rittal.ca
RN MARK INC. 1357 www.rnmark.com
ROBATECH CANADA 1253 www.robatech.ca
ROHRER CORP. 1355 www.rohrer.com

RYDER MATERIAL HANDLING 1685 www.rydermaterialhandling.com
SARONG NORTH AMERICA 774 www.sarong.it
SCHMALZ VACUUM TECHNOLOGY LTD. www.schmalz.ca
SCHNEIDER ELECTRIC CANADA LTD. 1547 www.schneider-electric.com
SDI PACKAGING INC. 1556 www.sdipackaging.com
SENSOR PRODUCTS INC. 2062 www.sensorprod.com
SESOTEC CANADA LTD. 1538 www.sesotec.us
SHAKO FLEXIPACK PVT.
If efficiency of your production is a priority, the new Markem-Imaje 9450 CIJ coder is engineered to keep up with your line speed, secure each of your products with the right code and manage your overall equipment effectiveness (OEE). Visit booth #1225 to learn more.
SHIJIAZHUANG FANGDA PACKAGING MATERIAL COMPANY LTD. 1169 www.fangdapack.com SOOPAK 669 www.soopak.com SPANTECH CANADA 1557 www.spantechcanada.com SQUID INK MANUFACTURING INC. 1257 www.squidink.com
ST. LAWRENCE COUNTY INDUSTRIAL DEVELOPMENT AGENCY 1972 www.slcida.com STANNUM CAN 1573 www.stannumcan.com STARQUIP INTEGRATED SYSTEMS 1663 www.starquip.com
Have you ever wanted to make your machines 15% smaller and 10% faster? ABB’s IRB 1200 allows you to do exactly that. Specifically, it addresses the needs of the material handling and machine tending industries for flexibility, ease of use, compactimprove your performance, up-






STORCAN LTD. 1375 www.storcan.com
STRATUS DESIGN & MANUFACTURING 1590 www.cirrusmwi.com
STRONGARM DESIGNS INC. 962 www.strongarm.com
STRUCTURAL PANELS INC. 1270 www.structuralpanels.ca
TACONIC 1689 www.4taconic.com
TAIPAK ENTERPRISES LTD. 1272 www.taipak.ca
TCH SALES 1167 www.tchweb.com/tchstore/contact.do
TECHNICOR INC. 1252 www.technicor.ca
TECHNO PAK 1163 www.techno-pak.com
TEMKIN INTERNATIONAL INC. 1453 www.temkininternational.com
TIGERPAK INDUSTRIAL SUPPLIES 1352 www.tigerpak.ca
TIGER-VAC INTERNATIONAL 1390 www.tiger-vac.com
TNA NORTH AMERICA INC. 1447 www.tnasolutions.com/contact-us#
TOTAL PACKAGING & SALES 1490
TRANSPARENT PACKAGING INC. 1295 www.tpackaging.com
UBM CANON EVENTS X100 www.ubmcanon.com
UNITRAK CORPORATION LTD. 1231 www.unitrak.com
UNIVERSITY OF GUELPH CO-OPERATIVE EDUCATION CAREER SERVICES 1688 www.uoguelph.ca/campus/map/coop/
VALUE-RITE BUSINESS PRODUCTS INC. 1371 www.valuerite.com
VC999 CANADA 1031 www.vc999.com
VIDEOJET TECHNOLOGIES CANADA LTD. 1631 www.videojet.com
INC. 1441 www.waterstem.com
WEBER MARKING SYSTEMS CANADA 1347 www.weberpackaging.com/canada_home.html WEIGHPACK SYSTEMS INC. 1313 www.weighpack.com


New generation of portion control cup foil-sealers affords the value-added benefits of tamper-evident packaging to many food industry startups eager to grow
BY DEL WILLIAMS
With the general public nowadays consuming more single-portion snacks than ever before, many food startups hoping to hit the market jackpot with their “next great” sauce, spread, condiment, dip, dessert or other culinary delight must figure out how to navigate the delicate balance between conserving precious capital and providing professional-grade packaged products.
For portion cup packaging, that means selecting equipment that can provide the tamper-evident seals that retailers are increasingly demanding as a standard packaging feature at output speed rates that will match their production requirements through the initial stages of growth and expansion.
As simple as the proposition sounds, it is actually often far easier said than done.
Typically commanding price-tags well into the six figures, high-speed portion packaging equipment is pretty much a pipe dream for smaller fledgling operations with very tight capital investment budgets, according to Steve Sallenback, co-owner of an Elk Grove Village, Ill.-based food products co-packer Legacy Foods Manufacturing
This reality is driving a growing market demand for low-cost, manual foil-sealing machines—small enough to fit on a tabletop or kitchen counter— that can allow food startups to produce professional-looking, tamper-evident packaging from Day One and, as the revenues and volumes begin to grow, scale up through the several tiers of increasingly automated and faster models.
Says Sallenback: “The cost of not having tamperevident packaging is probably never breaking into retail or taking your food startup to the next level.
“Beyond taste and value today, even small food operations must prove the product is safe for consumers,” says Sallenback. “Not only have the consumers come to expect it, but retailers themselves are also increasingly demanding such packaging as part of their food safety programs designed to limit potential liability.
“Snap-on lids alone are not tamper-proof and do not provide evidence of tampering, since they can be removed and replaced without any noticeable change,” Sallenback points out.
Besides providing tamper-evident packaging for enhanced safety, a foil-sealed sealed cup also helps to prolong the product freshness, taste and shelflife properties.
“A foil-seal barrier can preserve product shelflife and freshness about four times longer than a typical, non-airtight snap-on lid,” says Kevin O’Rourke, food scientist and chief operating officer at PurFoods, Ankeny, Iowa-based provider of fresh-made meals for home delivery across the U.S.
“If the foil-seal barrier is sealed while the food is hot, and then allowed to cool to create partial vacuum inside the cup, it can further prolong product life and quality,” according to O’Rourke. When PurFoods began its journey as a small star -


tup food manufacturer, the company began testing with the tabletop foil-sealing machines from Wilpack Packaging, Rockford, Ill.-based manufacturer of manual, semi-automatic, and fullyautomated filling and sealing equipment.
“At first, we wanted to see if we could compete with existing food products and we were looking for new avenues of growth,” O’Rourke recalls.
“After starting out with foil-sealing on a smaller scale, we grew to need more and now use two automatic rotary fill-and-seal machines,” says O’Rourke, complimenting Wilpack Packaging for offering helpful consulting and advice to food processors as they move from small operations up through to automated high-volume production.
Based in Tacoma, Wash., wholesale salmon processor Salmon Express Seafood also recognized an opportunity when its loyal customers began asking for retail-sized, portion packaging of the company’s popular brand of salmon roe.
To add a retail side to complement his wholesale business, company founder Alex Tulchinsky also turned his attentions to a tabletop foil-sealing machine from Wilpack.
With helpful advice from Wlipack, he quickly he optimized a new high-growth product category for his business: a half-pound retail plastic jar of salmon roe (pictures above) that is enjoyed rapid growth in the local retail outlets.
“The foil-seal assures customers that our product is safe, and is branded with our name and logo to build brand loyalty,” says Tulchinsky, who also covers the product with a snap-on lid and sells it in frozen state to ensure longer product shelf-life.
The spike in retail sales has encouraged Tulchinsky to explore new retail products in foil-sealed portion packaging for consumers on-the-go.
“To meet the public’s growing appetite for healthy snack-sized food, we’re now considering expanding into salmon jerky, smoked salmon, and
salmon sausages,” says Tulchinsky, who has already worked with Wilpack to create initial product samples. “I believe if we make it convenient, it could become as popular as beef jerky with the health-minded consumers out there.”
To meet the needs of other start-ups like Salmon Express, Wilpack Packaging has introduced an even more economical option called the Seala-Cup system—and affordable foil-sealer capable of handling over 25 different-sized containers— ranging from 0.375-ounce all they way up to 32 ounces—to produce professional-grade foil-sealing at eight to 12 cups per minute, with exceptionally quick size changeovers. (Pictures Below)
“For food entrepreneurs trying to get their product into a retail setting, Wilpack’s manual sealer is the lowest cost foil-sealing machine I’ve seen,” says Legacy Foods’ Sallenback. “It’s a stepping stone to help small specialty food start-ups get onto retail shelves and start building volume with minimal capital risk.”
Sallenback points out the foil-seal’s added advantage of minimizing the potential leaks or spills from containers topped only with non-airtight covers such as snap-on lids.

“Since a foil-seal is far more spill-proof than a simple snap-on lid, it protects consumers against unwanted leaks or spills in the grocery bag,” says Sallenback, adding the pre-printed foil-seals also provide effective last-minute branding possibilities on portion control cups with the startup’s name, logo, ingredients and other brand messaging.
“Portion control cup, are in fact one of the most important and cost-effective ways for startups to promote their brand to retailers and the public,” Sallenback states, noting that foil-seals provide a much higher value-added packaging option for portion control cups that other alternatives, such as squeeze packets, by being inherently safer, easierto-use, and less likely to make a mess.
“Whether single use or deli style, cups are today’s preferred means of effective portion control,” he sums up. “Today’s low-cost foil-sealing machines, along with companies that collaborate with startups to help them grow, can provide a lot of new opportunities for food entrepreneurs, retailers, and the public alike.”
Del Williams is a freelance technical writer based in Torrance, Ca.
May 19-23
Milan, Italy: IPACKI MA, international packaging and processing technologies exhibition by IPACK-IMA spa. Concurrently with MeatTech, Dairytech and Fruit Innovation (May 20-22) vertical sector expositions, and the Converflex package converting and Intralogistica Italia supply chain exhibitions. All at Fiera Milano. To register, go to: www.ipackima.it
May 31 - June 1
Montreal: Bakery Congress 2015, trade show and conference by the Baking Association of Canada. At Palais des congrès de Montréal. To register, go to: www.baking.ca
June 9-11
New York City: EastPack, packaging technologies exhibition by UBM Canon. Concurrently with MD&M East, ATX (Automation Technology Expo) East, PLASTEC East, Atlantic Design & Manufacturing and HBA Global Expo. All at the Jacob K. Javits Convention Center. To register, go to: www.UBMCanon.com/NY15
June 9-11
Chicago: InterBev Beverage 2015, international beverage retailing exhibition by Nürnberg Messe North America, Inc. Concurrently with the FMI Connect food retailing exhibition by the Food Marketing Institute (FMI). Both at the McCormick Place. To register, go to: www.interbev.com
June 16-18
Toronto: PACKEX Toronto 2015, national packaging industry exhibition by UBM Canon. At the Toronto Congress Centre. To register, go to: www.canontradeshows.com
June 16-19
Mexico City, Mexico: EXPO PACK México 2015, packaging technologies exhibition by PMMI-The Association for Packaging and Processing Technologies. At Centro de Exposiciones Banamex. To register, go to: www.expopack.com.mx
June 17-20
Shanghai, China: Shanghai World of Packaging (SWOP) 2015, multi-show international exhibition by Messe Düsseldorf Shanghai comprising China Pharm 2015, PacPro Asia 2015, FoodPex 2015 and BulkPex 2015 international trade fairs. All at the Shanghai New Exhibition Center. Contact Messe Düsseldorf (Canada) at (416) 598-1524 or Messe Düsseldorf North America at (312) 781-5180.
Sept. 15-18
Chicago: Process Expo 2015, the global food equipment and technology show by Food Processing Suppliers Association (FPSA). Concurrently with the InterBev Process 2015 beverage technologies exhibition by Nürnberg Messe North America, Inc. Both at the McCormick Place. To register, go to: www.myprocessexpo.com
Sept. 19-20
Industrial automation components and controls manufacturer Schneider Electric has appointed Juan Macias as president for the company’s Canadian operations.


Intelligrated, Cincinnati, Ohio-headquartered manufacturer and integrator of automated secondary packaging and material handling equipment, has appointed Tracy Perdue as sales manager for the southern U.S. region, to be based at the company’s offices in Alpharetta, Ga.
Toray Plastics (America), Inc., North Kingstown, R.I.-based manufacturer of plastic films for packaging and other industrial applications, has appointed David Fletcher as senior manager for the company’s Strategic Alliance Group business unit.

Toronto: CHFA East, natural health and organics industry showcase by the Canadian Health Food Association, with pre-show conference on Sept. 17-18, 2015. At the Metro Toronto Convention Centre. To register, go to: www.chfa.ca
Sept. 28-30
Las Vegas, Nev.: PACK EXPO Las Vegas 2015, packaging technologies exhibition by PMMI-The Association for Packaging and Processing Technologies. Concurrently with the Pharma EXPO trade show of the International Society for Pharmaceutical Engineering (ISPE). Both at the Las Vegas Convention Center. To register, go to: www. packexpolasvegas.com
Sept. 28-Oct. 1
Toronto: Canadian Manufacturing Technology Show (CMTS) 2015, national industrial equipment and technology exhibition by SME. At The International Centre (Mississauga, Ont.) To register, call 1 (888) 3227333, ext. 4426; or go to: www.cmts.ca
PMMI-The Association for Processing and Packaging Technologies has elected Laura Studwell, food, beverage and packaging industry marketing manager with industrial electronics and automation controls supplier Omron Automation and Safety of Hoffman Estates, Ill., to serve a four-year term on PMMI’s Emerging Leaders Committee, which is mandated to prepare the rising future leaders of the North American packaging industry through mentoring and specialist knowledge and expertise on industry issues addressed by the PMMI.
Chester, Pa.-based foldingcarton manufacturer and converter Dee Paper Box Company, Inc. has appointed Steve Harrell as its new president.


Advanced Vision Tech nolog y Ltd (AVT), Israel-headquartered manufacturer of automatic inspection and quality control systems for package printing and converting applications, has appointed Kevin O’Shields as sales manager for the U.S. south and southeast regions, to be based at the company’s North American offices in Atlanta, Ga.
PrintLink, Buffalo, N.Y.-headquartered professional per sonnel recruitment firm special izing in the North American printing and packaging industries, has appointed Serge Trajkovich as vice-president and general manager of the company’s PrintLink Canada business.


Pharma Tech Industries, Athens, Ga.-headquartered cont ract manufacturer and co-packer of pharmaceutical powder products, has appointed Dennis Kinsey as director of business development.
Stow, Ohio-based PneumaticScaleAngelus, a Barry-Wehmiller Companies subsidiary specializing in the manufacture of fillers, cappers, can seamers and labelers for pharmaceutical and consumer packaged goods industries, has completed the acquisition of Hema, a prominent French manufacturer of filling systems for complex liquid food products like edible oils, canned meats, dressings, pate, etc. “The merger of the Hema organization into our family dramatically enhances our strategy to become a dominant force in the global markets, and strengthens our ability to remain responsive to customers’ needs anywhere they need us to be,” says PneumaticScaleAngelus president William Morgan. The merged company will rank as the world’s largest manufacturer of filling-and-capping systems, with annual revenues of nearly US$200 million. Since its 1936 startup in Quimper, France, Hema has completed more than 3,500 machine installation around the world—many of them in latter years while operating as a subsidiary of leading French automated packaging machine-builder Sidel Group
Hartsville, S.C.-headquartered packaging products group Sonoco has completed a US$360million acquisition of Weidenhammer Packaging Group, Europe’s leading manufacturer of composite cans, drums and rigid plastic containers headquartered in Hockenheim, Germany. “We are excited to welcome Weidenhammer’s leadership team and its 1,100 associates into the Sonoco family,” says Sonoco president Jack Sanders. “Creating a global leader in rigid paper packaging, this acquisition is expected to increase Sonoco’s combined global consumer-related packaging and services business to approximately $2.8 billion in annual sales, while increasing Sonoco’s net sales in Europe to approximately 21 per cent of total sales.”
Long Beach, Ca.-based polyethylene producer Valfilm North America, Inc., a wholly-owned subsidiary of the Brazilian-owned VALGROUP Packaging Solutions, has completed the acquisition of a polyolefin films manufacturing facility in Findlay, Ohio, from The Dow Chemical Company for an undisclosed amount.
Leading German manufacturer of beverage bottling line equipment Krones AG has acquired the assets of Schaefer Förderanlagen- und

Maschinenbau GmbH, a developer of patented technologies used in high-performance palletizing and pallet-handling systems employed at beverage production facilities—generating sales revenues of about US$3 million last year. In addition, Krones has acquired a 100-percent ownership stake in the Gernep Group, Barbing, Germany-based manufacturer of low- and medium-output labelers used in the beverage, food, cosmetics and pharmaceutical industries.
a regional East Coast office in Fort Lee, N.J., SGP Packaging intends to offer North American customers a diverse range of high-quality, European-made glass bottles, jars and other packaging in more than 10 different glass colors, according to the company, in sizes ranging from 50-ml to 50 liters.

St. Louis, Mo.-headquartered rigid plastic packaging products group TricorBraun has been honored with the 2015 WorldStar award in the Health and Beauty category of the annual WorldStar Packaging Awards competition of the WorldStar Packaging Organisation (WPO) in recognition of its role in successful product launch of the hello range of oral-care products. (See Picture) Unlike the traditional ‘hostile’ messages aimed at killing and fighting germs and bacteria, the hello brand family wanted to convey the brand’s ‘Seriously Friendly’ product message with a matching package design that would stress the product’s user-friendly attributes, according to TricorBraun, which designed:

• A n upside-down, squeezable ‘tottle bottle’ that doesn’t crumple like traditional toothpaste tubes;
• Clear 473- ml and 985- ml PET (polyethylene terephthalate) plastic bottles that feature a unique curved shape and a ‘swig-friendly’ flavor ring, with the base of the bottle embossed with the trademark ‘Seriously Friendly’ brand slogan;
• Portable, leak-proof, seven-milliliter containers of hello brand breath spray with a 30-degree, lock-in-place collar for dispensing just the right amount of spray.
SGP Packaging has been selected as a formal corporate name for the newly-formed U.S. division of the French-owned, globally-operating glass packaging products group Saint-Gobain-Verallia, which operates 23 glass manufacturing and two glass decorating facilities across Western Europe. Headquartered in Fairfiled, Ca., and also operating
Sonoco Alloyd, part of the Sonoco Display and Packaging business of Hartsville, S.C.headquartered packaging product group Sonoco, has picked up the 2015 WorldStar Packaging Award of the World Packaging Organisation for the Whirlpool Water EveryDrop water filter package that the company developed for a popular brand of on-the-go water filters. “The Whirlpool Water EveryDrop is a perfect example of Sonoco Alloyd’s core values and abilities— innovation, collaboration and design—that are solidifying our original and innovative packaging designs,” says Sonoco Alloyd general manager Jeff Christensen, citing the package’s award-winning features such as the water droplet shape of the clamshell cavity for optimal brand communication, as well as the 3-D printed water droplet effect enhanced by a refreshing graphic color scheme.
St. Louis, Mo.-headquartered industrial equipment and machinery group Barry-Wehmiller Companies, Inc. has expanded the operation of its Barry-Wehmiller Design Group subsidiary with the opening of a new office in Columbus, Ohio, to specialize in process design, process automation, regulatory compliance, control system integration, and other technology services for a variety of industrial applications in the life sciences, consumer products and light industrial sectors. “We are very pleased with the growth of our Columbus organization over the last several years,” says Design Group partner Brian Joesten. “Together with our Chicago, St. Louis and Indianapolis offices, we have an extensive breadth of capabilities across the upper mid-west and greater Ohio Valley,” Joesten adds. “With nearly 800 engineers and technical professionals across the U.S., we are committed to building an environment to attract exceptional technical competencies into the firm.”



The ground has finally thawed, the snow is finally gone, and before you know it ... hello summer! My God, I’ve missed it so much this year that I’m wasting no time in getting the barbeque ready to start firing up some delicious little packaged goodies that deserve to earn much favor among health-savvy Canadian consumers in the glorious summer months ahead.

What kid or kid-at-heart doesn’t love a big, juicy, fresh-off-the-grill hot dog? Here in Ontario we love hot dogs so much that street vendors in the city offer them year-round, but for the most part it’s a real summertime treat that most of us associate with summer rituals like ball games, BBQs, picnics, campouts and other outdoorsy pursuits made all the more memorable with a bit of indulgence in these iconic tubular slabs of meat placed inside a fresh bun and dressed up with your favorite condiments and garnishes of choice. While they’ll never be a poster child for healthy eating per se, most parents can rest assured they won’t do their kids much harm with the Schneiders Country Naturals Jumbo Wieners brand of hot dogs from Maple Leaf Foods Inc., made from pork raised without any antibiotics and an ingredient list that does not require a chemist to understand. Although the 375-gram vacuum-sealed pack does not deviate much from the standard shape, the metallic matte finish of the high-barrier plastic film, along with a nearly fullbody product label boasting high-impact graphics and callouts, make it a real standout on the grocery shelf, enhanced with clearly legible product information conveyed in a hand-crafted font that really underscores the wieners’ all-natural cred and appeal.
For its part, Marc Angelo Foods is doing a great job of portioning with the packaging for the company’s

flagship brand of Honey Dijon Flavoured pork loin centre steaks—packed in two perfectly shaped 100gram cuts of beautifully-marinated, boneless pork meat that allows you a choice of cooking for two at once, or saving one chop for later use by simply separating the portions along the middle of the pack. The paperboard sleeve attached to the top of the two-compartment thermopack features a beautiful photograph of the finished grilled chops, along with a reassuring gluten-free certification label, and the high-barrier, punctureresistant film used to seal the meat offers a effective alternative to the shrinkwrapped meat trays that sometimes lead to accidental leaks that can leave a highly unpleasant odor and a wet mess all over the rest of your grocery purchases bagged next to them. The product is also a great time-saver for those of us without the time or patience required to marinate your meats well in advance of the actual cooking and dining, while its see-through presentation makes sure you always know exactly what you are getting, leaving no trace of mystery about this meat.
For those who do prefer a DIY method of marinating their meats, McCormick Canada has you perfectly covered with its Club House la Grille brand, with its new Smokehouse Maple marinade said to require a mere five minutes of your time to make the meat perfectly ready for the grill. While the package clearly aims for premium shelf status with its beautifully-labeled, wide-mouth glass jar, I can’t help thinking that the consumer would be betterserved with a squeezable plastic bottle, which would also require less shelf-space in the fridge for storing any leftovers. Looking at the ingredient list also left me a little uneasy for two reasons: the fact that sugar is the first listed ingredient; and other important product information replaced with a phone number and a website address—hardly a vote of overwhelm-

ing confidence in the product’s healthy composition in and of itself. Compelled to investigate, I went online to the website to get more information, which told me how many calories, sodium, protein and fat are contained in a 15-ml serving. Aside from being left unclear why this could not be listed somewhere on the product label, I was also left unsure about exactly how much sugar is in the product. After trying to get an answer via the phone number, I was told the sugar content was “zero,” in defiance of all logic for a product listing sugar, syrup and molasses as its primary ingredients.
With more and more people turning to vegetarian food options these days, throwing a big BBQ party and pleasing each and every one of your guests is not quite as easy as it used to be in the old days. Thankfully, products like the President’s Choice brand of Thick & Juicy Portobello Swiss Vegetarian Burgers make that task much easier then it needs to be. A worthy addition to the famed Loblaws store label that often rivals many national brand offerings in terms of product quality and taste, the product’s cardboard packaging uses and leverages the same consistent graphic treatment used for all of its burger products, with the mouthwatering image of the grilled veggie burger aptly supported by its clearly-stated declarations of being gluten-free and made without the use of artificial colors or flavors. Containing four burgers—two per each of the two blister-packs inside the carton—this product is guaranteed to please your vegan friends, while also packing enough juiciness, flavor and aroma to appease even the heartiest carnivores on your guest list.

Photos by Sarah Harper


June 16-18, 2015 Booth 1513






From materials and design, to automation and fulfillment we provide award-winning solutions that deliver on both form and function. And with approximately 170 distribution centers in North America, our reach is extensive – but we hang our hat on localized and personal service.
• Gain greater efficiencies in your supply chain
• Improve the visual and physical design of your packaging
• Develop a process that reduces steps and increases speed to market
• Meet your sustainability goals and earn certifications
Your packaging needs to perform – from concept to destination. Learn more about our offerings by contacting your Veritiv representative, or visit veritivcorp.com.
