Backed by more than 40 years of continuous inkjet expertise, the latest Videojet CIJ printer is designed for uptime peace of mind and errorproof operation. The 1580 features the SIMPLICiTY™ user interface, CleanFlow™ technology, Dynamic Calibration, SmartCell™ components and optional VideojetConnect™ Remote Service to drive significant printer improvements through everyday operations.
Your customers will tell you they have more on the line than dinner. It’s why we built the checkweigher and metal detector combination system. This integrated solution protects consumers by detecting the smallest contaminants and with high accuracy weighing cuts waste while improving safety compliance.
Learn more about our precise, reliable equipment with the smallest footprint in the industry at anritsu.com/infivis.
BANDWAGON VEGANISM HARD TO
TMARCH 2020 VOLUME
73, NO. 3
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
Tim Dimopoulos • tdimopoulos@annexbusinessmedia.com
COO Scott Jamieson
ANNEX BUSINESS MEDIA
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
Tel: 416-442-5600
Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year, USA $138.00 US per year, Outside Canada $156.50 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
here are many valid reasons why people turn to vegetarian and vegan diets, and personally we have no beef with any of them. However, there is a difference between making a personal choice and demonizing perfectly healthy and nutritious meat products on the grounds of global warming, no less, mistreatment of animals and revisionist food science.
sumer packaged goods) companies eager to capitalize on the unfolding vegan trend. In some cases, this eagerness to please what is still a comparatively tiny share of North American consumers is prompting some CPGs into rash new product launches that seem to make little sense other than simply being on-trend.
Much has been written in mainstream press lately about the enormous carbon footprint of beef production and consumption around the word, specifically about the amount of methane produced by grazing cattle, but what about the footprint of growing and cultivating the dozens of different plant ingredients and additives required to make a plant-based burger taste something like approximating the real deal?
And who is to say that they are indeed healthier for consumers in the long run? At the moment, there seems to be no regulatory scrutiny of the numerous ingredients used in meat substitute products, and while one has to admit that many of them are starting to taste better than they used to, one has to wonder just how much salt, sugar, nitrates and other preservatives go into achieving that passing taste test.
No one can predict the long-term health impact of the new plant-based products flooding the supermarket shelves nowadays, but one could say with some certainty that the lack of some essential amino acids and iron content found naturally in meat and dairy products can have unhealthy consequences down the road.
As always, moderation is key, but moderation seems to be in short supply these days amongst CPG (con-
Notably, the recent launch of the Colgate Zero toothpaste and mouthwash seem to be misguided attempts at market disruption with all the potential market longevity of New Coke, purple ketchup and toasted French fries, to name a few glorious branding failures.
With toothpaste and mouthwash not actually being food products, it’s hard to see the logic behind such a drastic product reformulation—essentially the removal of all artificial flavors, sweeteners and colors—for products that only make it into the digestive track in trace amounts at most.
It’s also rather confusing for consumers like yours truly to accept that traditional toothpaste and mouthwash contain offending animal-based byproducts that required urgent elimination for greater consumer good, with brand-owner Colgate-Palmolive Company offering little evidence of how the new organic versions of these products are just as effective, or as longlasting, as traditional oral care products.
Having good intentions does not always translate into a better or healthier choice for consumers, and trying to adapt passing trends to product categories where they don’t naturally belong sounds like pandering to a segment of population whose real clout in the marketplace is as questionable as their desire to force their eat ing habits on everyone else.
COTTAGE COUNTRY CRAFT BREWER AND DAIRY PRODUCER SERVE UP LIMITED-EDITION TREATS
No one understands better than long-time partners Kawartha Dairy and Muskoka Brewery that no trip to southern Ontario’s cottage country is complete without a pint of Kawartha ice cream and a cold beer.
And while the warm summer months may feel an eternity away at the moment, Muskoka and Kawartha Dairy have recently collaborated to create a bold new flavor of ice cream and beer that is sure to evoke the heart-warming nostalgia of classic summer treats.
Launched simultaneously last month, Muskoka’s new
limited-edition Key Lime Pie Pale Ale and Kawartha’s Key Lime Pie offer a compelling example of cross-industry parntership that benefits both parties and, above all, the Ontario consumer.
According to Muskoka Brewery president Todd Lewin, the Bracebridge, Ont.-based craft brewer has already created a plethora of limited-edition beers inspired by the iconic ice cream producer in the last few years.
“The response to our Salty Caramel Truffle Bock and our Black Raspberry Thunder Milkshake IPA was incredible,” Lewin extols, “so it only made sense to take this collaboration one step further.”
With fine undertones of a key lime pie’s famous graham cracker crust, the Key Lime Pie Pale Ale is marketed as a combination of beer and dessert.
Thanks to the Muskoka Brewery team vigorously finessing the key elements of the pie-inspired treat, every sip of the 5.6-percent ABV (alcohol by volume) beer indulges in notes of velvety key lime and sweet graham cracker, followed by a zesty tart aroma reminiscent of the classic pie.
Launched last month at Muskoka Brewery’s annual Muskoka Hullabaloo festival, the Key Lime Pie Pale Ale is now available at Muskoka brewery’s storefront, as well as select LCBO (Liquor Control Board of Ontario) outlets and grocery stores across the province. For its part, the Key Lime Pie ice cream now retails at all Kawartha Dairy store locations.
NOTES & QUOTES
nPixelle Specialty Solutions, Spring Grove, Pa.-based producer of specialty papers for printing and labeling applications, has completed the acquisition of two specialty paper mills from Verso Corporation. Located in Jay, Me., and Stevens Point, Wis., the new assets now position Pixelle as the largest specialty papers producer in North America, with annual production capacity exceeding one million tons. “At this industry-leading scale, we can provide customers with advanced capabilities such as barrier coatings, customized coating technologies, release and casting chemistries, inkjet innovations, document security and shortrun custom colors,” says Pixelle’s chief executive officer Timothy Hess. Now operating a network of four specialty paper mills—also including mills in Spring Grove and Chillicothe, Ohio—Pixelle currently runs a total of 12 paper machines, along with a converting facility in Freemont, Ohio, to manufacture multiple specialty paper grades.
nLeading industrial automation solutions provider Omron Automation Americas of Hoffmann Estates, Ill., has donated a substantial monetary gift and high-end robotics equipment to support the opening of a mechatronics lab at California State University, Chico (CSU Chico), which is the second-oldest institution in the 23-campus CSU system. Established in 1887, CSU Chico is the first
university in the U.S. to boast an accredited program in mechatronics engineering, and the addition of cutting-edge equipment will make it an even more attractive option for students interested in the subject, according to Omron. “Omron’s mission is to improve lives and contribute to a better society, and a large part of this effort involves educating today’s students to help solve tomorrow’s problems,” says Nigel Blakeway, chief executive officer of Omron Management Center of America and president of the Omron Foundation. “We are honored to be able to help the next generation of robotics talent gain the skills necessary to innovate and thrive in the future,” says Blakeway, adding the new 2,505-square-foot lab features mint-condition condition industrial equipment typically used at advanced next-generation factories worldwide. “We saw a strong opportunity with Chico State to give a bright and hardworking group of students the opportunity to work directly with state-of-the-art automation equipment, the sort that they will likely encounter in their first engineering jobs right out of school,” adds Robb Black, president and chief executive of-
ficer of Omron Automation Americas.
nDeerfiled, Ill.-headquartered protective packaging solutions supplier Pregis LLC has carried out several significant capital investments in the company’s European operations, including:
* The opening of a new energy-efficient facility in Stevenage, UK, which includes a Customer Experience area and the Paper Specialist Centre (PSC) under one roof. According to Pregis, the dual-purpose facility doubles the output of its 100-percent recycled paper production to support growing European market needs for paper cushioning and void-fill applications.
* The opening of the new Film and Foam Specialist Centre in Heerlen, The Netherlands, which converts blown plastic film into the company’s broad portfolio of recyclable inflatable packaging systems. “We are keenly aware that environmental objectives are driving many of today’s packaging decisions,” says Pregis president and chief executive officer Kevin Baudhuin. “The protective packaging solutions we have created are designed to reduce material consumption and, most importantly, eliminate damage, which is one of the most positive ways to benefit the environment.”
AN IFS PACSECURE CERTIFIED COMPANY
CUSTOM PRINTED PACKAGING
SMILE FOR THE CAMERAS
Designed to simplify product and process inspections with ultra-small footprint, the new compact MicroHAWK V/F400 and V/F300 series smart cameras from Omron Automation Americas combine code reading and vision inspection capabilities into a single miniature device to inspect products that vary in size, shape, or desired inspection type. According to Omron, the camera’s cutting-edge liquid lens autofocus technology and advanced X-Mode algorithms can read any code on any surface—including curved, shiny or otherwise textured materials—to minimize downtime and keep the production moving smoothly. Easy to embed within space-constrained equipment or to mount onto small robots, the high-resolution five-pixel cameras can be supported wide variety of supported communication interfaces, including Ethernet/IP and PROFINET
Omron Automation Americas
BAGGING RIGHTS
Midwest Engineered Systems Inc. (MWES) has developed a new robotic case-packing solution for bagged products to help manufacturers free up their valuable labor resources for more productive value-added tasks, according to the company. The new case-packer uses machine vision to locate products as they enter the machine and translates that information to the robotic picking arms—conveying not only the location of the product but its orientation on the belt, thereby ensuring a far more precise placement into secondary packaging. The robots themselves use a proprietary vacuum end effector designed specifically for the rigors of picking and placing bagged products. Not only can the system be adjusted to handle more fragile materials, it also automatically adjusts itself to account for the varying topology of the bags themselves. Capable of packing up to 80 bags per minute with its two-robot configuration, the MWES machine uses advanced grippers to ensure near-zero drop rate, according to the company, even while running at exceptionally high pickand-place speeds. With the entire casepacking machine encapsulated within its own welded steel frame, the new system is also offered in three-robot configuration capable of case-packing 120 bags per minute.
Midwest Engineered Systems Inc.
SEALED & DELIVERED
Harpak-ULMA has introduced a new flow-pack capable of applying a chevron
seal for medical device aseptic packaging applications. Featuring four peelable side seals for dramatically improved ease of opening, the chevron seal makes cost-effective flowwrapping of infusion bags, IV sets, medical kits, etc., a feasible alternative for dimensional, larger, or bulky disposable products that require a strong but easy-toopen seal, according to the company.
Harpak-ULMA
WEIGH TO GO
Designed for weighing challenging, often wobbly cylindrical products such as cans, bottles and vials, the new model HCA-IS checkweigher from WIPOTEC-OCS, Inc. utilizes
an innovative revolving weighing system to achieve superior accuracy even at high speeds to help eliminate reputation-damaging underfills or costly overfills across a broad range of food, pharmaceutical and cannabis packaging applications. With a maximum throughput of 400 pieces per minute, the high-speed checkweigher easily fits into existing packaging lines, according to the company. Available in both single and double-lane versions, the HC-A-IS Checkweigher features a 15-inch touchscreen display for easy menu-driven operations.
WIPOTEC-OCS, Inc.
FIRST GLANCE
TOP MARKS FOR VERSATILITY
Designed for high-speed foodand-beverage, pharmaceutical, cosmetic, parts marking and other primary coding applications, the new SQ-50F fiber laser marking system from Squid Ink Manufacturing, Inc. provides permanent coding of text, time and date, barcodes, serial numbers, etc., on a broad variety of surfaces that include ceramics, plastics, matte metals, rubber, and composite materials. Due to the short wavelength of the fiber laser, the SQ-50F provides an ideal solution for customers that require a highcontrast code on materials not easily marked with CO2 marking systems, according to the company, while also offering more than 50,000 additional hours of use. Designed with versatility in mind, the easily configurable system can be set up in minutes, with the system’s integrated focus finder and marking area preview window projecting right onto the user’s product. For applications requiring both vertical and horizontal marking, the laser head can be rotated 90° in less than five minutes—providing users with the ability to mix different fonts and logos into a single message, as well as the option to produce
Ink Jet Printer
discrete codes for anti-counterfeiting and traceability applications.
Squid Ink Manufacturing, Inc. (Div. of Engage Technologies Corp.)
PUT IT ON PAPER
Syntegon Technology (formerly Bosch Packaging Technology) has developed a new paper-ON-form retrofit kit for cold-sealable paper packaging on existing horizontal flowwrapping machines, said to be suitable for papers from different packaging material manufacturers. Consisting of a patented flowwrap forming unit and sealing jaws for paper cold-sealing applications, the new kit is already being used on existing lines from international manufacturers for packaging chocolate bars in paper, according to the company. The upgrade kit can be used for different types of paper as well as for conventional packaging materials, whereby the forming unit and sealing jaws are pre-configured by the Syntegon Technology experts based on the desired pack size and the material characteristics before being installed on existing Syntegon Technology machines, such as the popular Sigpack series flowwrappers. Syntegon Technology
HOOKING UP FOR GREATER GOOD
Designed to pair up with virtually any cobot (collaborative robot) arm, the new cable management kit from igus, Inc. consists of universallydesigned hook-and-loop mounting brackets and more than 100 links of the company’s innovative triflex R cable carrier, which offers superior cable protection compared to corrugated tubes. Unlike corrugated tubing, the triflex R multi-axis energy chain is designed with ball-and-socket links that enable individual pieces of the system to be replaced if one of them is damaged. In addition, triflex R cable carrier also has a defined bend radius to ensure the minimum bend radius of the cables won’t be obstructed; a built-in torsion stop for ensuring even torsional load between the carrier and the cables; and two chambers for cable separation to help reduce excessive cable wear. The kit’s hook-andloop mounting brackets with a non-skid backing can be fastened around any diameter cobot arm, according to igus, making it easier for engineers to choose a kit regardless of the robot manufacturer. The brackets are also easy to install and are designed with rounded edges to reduce the risk of injury for humans interacting with
Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing Hitachi’s reputation for Reliability, Efficiency, and Ease of Use.
DUTCH PET FOOD BRANDS ADVANCING THE CIRCULAR ECONOMY OBJECTIVES
Sustainable packaging and paper manufacturer Mondi has recently partnered with Yarrah Organic Petfood BV to develop more sustainable packaging for its Yarrah and DANO pet food brands.
The Harderwijk, Netherlandsbased pet food manufacturer reached out to Mondi when the company wanted to switch to a fully recyclable pouch and eliminate their multilayer laminate packaging altogether, as it is exceptionally difficult to recycle.
In addition to wanting a fully recyclable pouch, Yarrah also needed the pouch to be resealable to keep pet food and snacks fresh, while adding convenience for the pet owners.
“At Yarrah, we are committed to make a change for the better—for pets, for the people we
work with, and for our planet,” says Bas van Tongeren, chief executive officer of Yarrah. “We continuously investigate how we can improve what we do, and our plastic packaging has been on our wish list for a long time.”
After taking time to investigate the different pouch options, the pet food producer decided that Mondi’s award-winning BarrierPack Recyclable allpolyethylene film was the best solution for their needs.
According to Mondi, the monomaterial BarrierPack Recyclable is a flexible, high-barrier, laminate packaging solution designed for the needs of the emerging Circular Economy—offering a .more sustainable packaging solution for diverse applications ranging from stand-up pouches for
dishwasher tablets to resealable pouches for organic dog food.
Lighter than PET (polyethylene) laminates of the same thickness, the BarrierPack Recyclable is also available in a wide portfolio of different thicknesses and barrier properties.
The BarrierPack Recyclable has recently earned a received a stellar rating of being 95-percent recyclable from Institute cyclos–HTP GmbH (the Institute for Recylability and Product Responsibility), who independently tested the materials and issued a certificate.
Graeme Smith, Mondi’s head of product sustainability, flexible packaging and engineered materials, says that while there is no single route towards sustainability, collaborating with partners on ideas for sustainable practices is always a good first step.
“We collaborate closely with our partners to create bespoke solutions ensuring that our customers can deliver on their sustainability commitments,” Smith says. “We ask our customers about the needs of their business, the product and our planet—and BarrierPack Recyclable is one of these solutions that came out of asking the right questions.”
Adss van Tongeren: “With this alternative from Mondi, we make another step in reducing our carbon footprint, and we will not stop here.”
MOLDED PULP FOR LONGER SHELF-LIFE
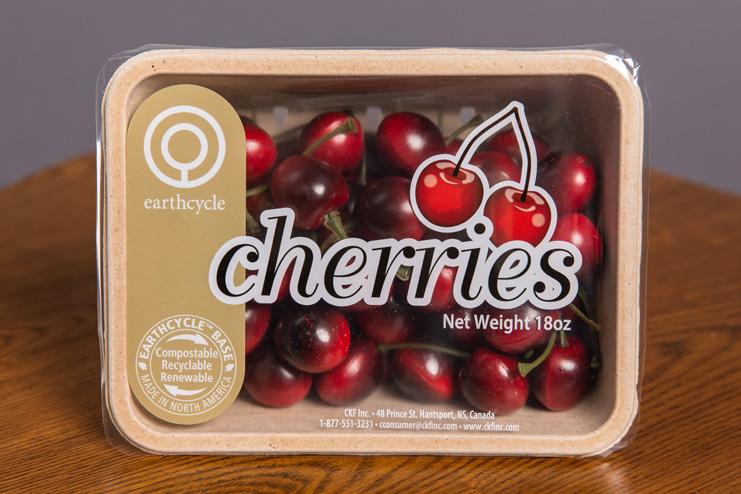
Canadian packaging producer CKF Inc. has launched two new versions of its sustainable award-winning Earthcycle packaging designed for high-throughput top-sealing of avocadoes and berries.
Produced at the company’s molded pulp packaging facility in Hantsport, N.S. the two new Earthcycle designs include the EC 210 two-piece avocado tray, compatible with flowwrap machines and fitting 10 down in standard master cases; and the EC 865 top sealable punnet, which is well-suited for containing fruit such as cherries, blueberries, strawberries, and different tomato varieties.
Certified as home-compostable products by global third-party auditing group AB Vincotte, Earthcycle packaging was awarded a bronze medal for innovation at the Fruit Logistica 2019 global produce industry showcase last year in Berlin, Germany.
According to CKF, the two new designs have demonstrated the same shelf-life benefits of existing Earthcycle packaging, with a 20-percent improvement over the commonly-used PET clamshells.
As CKF’s vice-president of sales and marketing Brad Dennis explains, “This superior shelf-life performance helps brand-owners address the food waste issue in addition to their disposal concerns, as well as ensure value for our customers in the packaging supply chain through its freight efficiencies and seamless automation.”
Says Dennis: “The sustainable packaging value proposition is no longer just about the end-of-life for packaging.
“Our value to the retailer and packer alike is to provide a clear benefit in terms of shelf life, reduced waste, less plastic, improved sales and, ultimately, a lower carbon footprint.”
NEW CONTACT LENS RECYCLING PROGRAM
Leading global eye health company Bausch+Lomb, a subsidiary of Bausch Health Companies Inc., has partnered up with international recycling company TerraCycle to launch the first-of-its-kind Bausch+Lomb Every Contact Counts recycling program in select eye care offices across Canada.
Considered nonrecyclable through municipal facilities because they are too small to be captured by standard sorting machinery, Canadians who wear contact lenses can now recycle their disposable contact lenses and blister-pack s.
“More than 290 million contact lenses end up in Canadian landfills or waterways yearly,” says Matt Nowak, Bausch+Lomb Canada’s director of sales and marketing.
“As more consumers switch to wearing daily disposable lenses, this number will increase significantly.”
Under the program, consumers can search for the nearest participating eye care professional to recycle all brands of disposable contact lenses and blister-pack packaging through that location.
After being collected, the contact lenses and blister packs are then shipped to a TerraCycle recycling facility for separation and cleaning. The metal layers of the blister-packs are recycled separately, while the contact lenses and plastic blister pack components are melted down into plastic, which can be remolded to create new products.
DON’T MISS THIS
Join an audience of Senior Level Executives, Retailers, CPGs, Packaging Manufacturers, Suppliers, Design Agencies, Municipalities, Waste Management & Recovery Processors, and more as you hear from today’s top packaging innovators.
This event will also host the PAC Sustainable Packaging Student Design Competition, featuring 11 schools, sponsored by Nestle.
SHOW REPORT
MEAT OF THE MATTER
A look back at packaging and processing innovation at last month’s IPPE 2020 show
Making a victorious return in Atlanta, Ga., last month, the revered International Production & Processing Expo (IPPE) gave visitors and exhibitors the opportunity to become well-versed on the latest technological developments and concerns facing the poultry, meat and feed industry.
If you missed the show, fret not—Canadian Packaging has rounded up some of the featured machines that made an appearance at IPPE 2020
SAFETY FIRST
Regal Beloit showed attendees their Sealmaster PN Gold Mounted Ball, Spherical Roller Bearings, Hub City Stainless Steel HERA and LEESON Extreme Duck Ultra Motor from the Washguard motor line. The Sealmaster PN Gold Mounted Ball and Spherical Roller Bearings have high performance triple lip seals to protect against contaminant ingress, thus increasing uptime and reducing labor costs. Additionally, the Hub City Stainless Steel HERA gear drives help reduce and consolidate storeroom inventory with less SKUs. Finally, the LEESON Extreme Duck Ultra Motor offers a Q-Car rotor cartridge for access to the motor interior, extra high breakdown torque, and is ideal for feather picking and other wet applications.
Regal Beloit
ELITE PERFORMANCE
Klöckner Pentaplast (kp) used the IPPE 2020 show showcase their Elite recyclable tray, which is made entirely of post-consumer PET plastic. Featuring monolayer materials, the Elite tray was developed as a sustainable for protein packers with multiple MAP (modified-atmosphere packaging) applications. The Elite tray has one of the strongest seal strength in its class with a 60-percent improvement in burst test strength, in addition to 24-percent in vacuum chamber testing compared to standard PET/ PE packs—resulting in reduced leaker rates, less rework, and less food waste and spoilage. The Elite tray allows 33-percent more trays per pallet and more trays per truck., resulting in 24-percent fewer pallets used per year. Klöckner Pentaplast
I, ROBOT
Reiser treated attendees to live demonstrations of their robotic packaging systems, most notably their JLS Automation feeding product into the Repak horizontal form/fill/seal packaging machine.The Repak FFS produce vacuum and MAP (modified-atmosphere packages) from flexible and semi-rigid materials, vacuum skin packages, and packages with formed top webs. The
JLS provides supplies with simple, user-friendly robotic packaging solutions for the food industry that will elucidate convoluted packaging debacles. JLS robotics are an ideal solution for increasing output and reducing costs.
Reiser
KEEP ON ROLLING WITH THE CHANGES
Leading German weigh-price labeling systems manufacturer Espera-Werke GmbH displayed the company’s new compact ES7800 multiroller printer that allows for individual weighing and labeling of small product batches without downtime for label roll changeover. Distributed in Canada by Heat Sealing Packaging Supplies & Equipment, the unique multiroller printer is specifically designed for the ever-changing market, according to the company, as this machine offers high performance and functionality with minimum floorspace requirements With only one printer and labelling system, the unit’s five fan-shaped cassettes hold different labels and can label goods without loss of time for label change— thereby allowing for one product to be labeled individually non-stop or for different products will be labeled with different labels. According to Espera, “This new multiroller printer offers new possibilities for an efficient and space-saving weigh price labelling system—all at a convincing price-performance ratio.”
Heat Sealing Packaging Supplies & Equipment
SEALED & DELIVERED
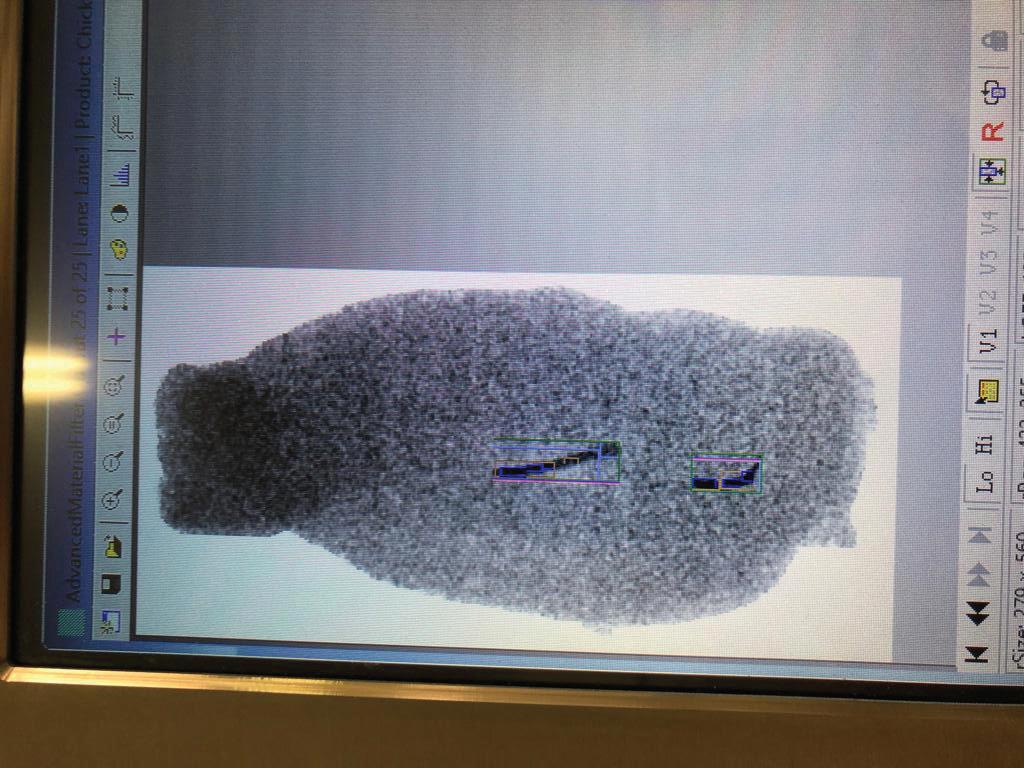
Distributed in Canada by Heat Sealing Packaging Supplies & Equipment, the new Sealpac food trays were developed under the manufacturer’s ‘GO Sustainable!’ initiative. Following extensive market research and customer discussions, Sealpac worked closely with several innovative packaging suppliers to develop sustainable and easy-to-use solutions, including:
• FlatSkin, which uses a cardboard carrier, made from bleached or unbleached fiber, that can be printed on both sides with low-migration printing inks and varnishes. The carrier is coated with a polymeric protective layer, while a highly transparent barrier skin film fixates the product directly onto its flat support—enabling excellent vertical presentation—with an attached peel-tab simplifying the opening of the skin-pack. After taking out the product, the thin polymeric layer is easily removed from the cardboard to allow for separate disposal.
• TraySkin, a highly transparent barrier skin film that fits the contours of the product like a second skin to prevent drip loss, while preserving the color, flavor, integrity and tenderness of the product.
• EasyLid, an innovative solution that combines an injection-moulded PP trays with a proprietary Sealpac tray-sealing technology that provides the tray with common sealing edge, as well as an additional ring. A peelable seal is applied to the regular sealing edge, whereas the additional ring is hermetically sealed in the same process to activate the lid function.
Heat Sealing Packaging Supplies & Equipment
POULTRY IN MOTION
Hardworking
West Coast poultry processor leveraging new thermoform packaging capabilities to diversify its product portfolio and build up brand recognition in retail markets
BY GEORGE GUIDONI, EDITOR
PHOTOS BY DAVE BUZZARD
Waking up with the chickens is a time-honored and rewarding daily ritual for many good folks working at Rossdown Farms & Natural Foods in southwestern British Columbia’s scenic and fertile Fraser Valley region.
Founded in Abbottsford in 1968 by Dan Wiebe and his family, the four-generation family business has come a long way since starting out as a fairly modest local farmer of chickens and turkeys—today operating a highly vertically-integrated business model that allows it to have full control of every aspect and input into the production process, from farm to plate.
From producing and hatching the eggs to feeding, growing, processing and packaging the poultry, Rossdown employs about 350 people across its operations, including its own hatchery and feedmill first opened up in 1999.
RETAIL FOCUS
In 2007, the company opened up its own CFIA (Canadian Food Inspection Agency) federally-inspected processing facility that today produces four of its five main retail brands, including Rossdown (fresh, cooked, and further-processed chicken and turkey products); Thomas Reid (free-range organic fresh-cut and ground chicken), Maple Hill (organic whole and chicken parts), and Kings Loong Kong (specialty Asian chicken).
Rossdown also owns the Island Farmhouse Poultry operation on Vancou-
A finished retail vacuum-pack of the Rossdown brand chicken legs is held up for final visual inspection prior to being packed for shipping.
From Left: Drake Scherer, maintenance engineer with Abbotsford, B.C.-based Rossdown Farms & Natural Foods and Alessandro Sestina, head of industrial sales with Reiser (Canada) Ltd., flank the Variovac Optimus thermoform packaging machine used to produce high-quality vacuum-packs of the company’s premium quality fresh chicken products.
ver Island, which distributes its flagship brand across the Vancouver & Gulf Islands off British Columbia’s coastline.
All in all, the company supplies over 500 different SKUs (stock-keeping units) to the local retail and foodservice markets in a variety of packaging formats that include rollstock, top-sealed trays and MAP (modified-atmosphere packaging) vacuum-skin packs, along with various other vacuum-packs for it raw and cooked sausages, pepperoni sticks, deli roasts and other value-added meat products.
Working two shifts a day, the busy Abbottsford plant houses six production and packaging lines that range from processing the birds, cutting the meat and packaging the finished products.
“While demand for chicken is generally steady throughout the year, Christmas and Thanksgiving tend to be particularly busy to accommodate turkey orders,” says company president Dion Wiebe.
“There is a great deal of planning that goes on in the months and weeks leading up to the holidays.
“Everyone pitches in where and when it’s needed,” Wiebe adds. “We are all mutitaskers here, each with a variety of responsibilities.”
While acknowledging that it is fairly rare to see a medium-sized business operated as a vertically-integrated enterprise, Wiebe says he would not have it any other way.
TIGHT CONTROL
“A fully integrated operation translates into quality products,” Wiebe asserts, “and Rossdown Farms and Natural Foods is one of a very few fully-integrated poultry processors in the country.
“By allowing us to control all of the inputs and ensure that we add quality and value at every stage, we are able to provide our customers and consumers with premier Canadian poultry, made with all-natural ingredients.”
According to Wiebe, the company’s uncompromising focus on quality and product purity has enabled Rossdown to establish a highly loyal client base, whereby Rossdown now ships its conventional, antibiotics-free and organic chicken products to foodservice, private-label, meal kits and retail customers across Canada, the U.S., and internationally.
“Our products are also Halal-certified,” notes Wiebe, citing formal endorsement of the BC Muslim Association, “and for any further processed items or ready-made meals, we only use simple and natural ingredients.
“Being a medium-sized business al-
The high-performance Variovac Optimus thermoform packaging machine is designed for user-friendly operation facilitated by the system’s 10-inch touchscreen user interface (inset) that displays all the key machine status information and key performance indicators in real time.
Bottle Design by KRONES
KRONES has the expertise to support your entire product packaging lifecycle – from initial design to finished product. Our Bottle Design and Engineering services can help reduce time to market, while delivering a product worthy of notice on the shelf.
3-phased approach:
1. Conceptualize Based on market needs, bottle design experts develop several initial concepts that range in fluency and design flexibility.
2. Visualize From your feedback, a unique design vision is created and formed into a prototype. From here the design can be visualized and better defined.
3. Finalize Concepts are realized and engineered into finished design, taking into consideration product material, porosity, product integrity, recyclability, etc.
Contact us for your free consultation.
Jon Larson
+1 414-409-4473
jon.larson@kronesusa.com
Visit us at the KRONES Booth #13A73
lows us to quickly adapt to new market conditions and provide our customers with unique products and services,” Wiebe reflects.
“As consumer become more and more educated about their food, they are demanding foods that are sustainable, raised humanely and healthy,” he states.
“Rossdown has always been dedicated to provide our customers with highquality products, made with only all-natural ingredients,” states Wiebe, citing several universally recognized food safety certification that include HACCP (Hazard Analysis Critical Control Points); the SQF food safety certification of the Safe Quality Food Institute (SQFI); and organic certification for the Rossdown brand’s organic products.
ANIMAL INSTINCTS
Wiebe says he is particularly proud of earning the international GAP (Global Animal Partnership) certification, which validates that the company’s antibiotics-free and organic birds are raised in an animal welfare-certified environment.
With Rossdown being exceptionally strict about how its flocks are raised and what they eat, the birds are allowed to wonder through the barn as they please, while the company’s feedmill expertly produces nutritionally balanced rations, depending on the growth stage and type of bird.
The mill is also capable of producing specialty diets to meet different market requirements of the discriminating public.
As the company’s website proclaims, “Our free-range flocks have full access to the outdoors, and they’re raised in safe, comfortable barns with extra space to
The freshly hand-cut chicken legs are gently loaded in pairs inside the pre-made pockets of plastic film used as a base for the final vacuum-sealed packages formed on the Variovac Optimus machine.
All vacuum-packs processed on the VarioPac Optimus thermoformet pass through the inline METTLER TOLEDO metal detection system prior to proceeding to the labeling and case-packing sages.
The Variovac Optimus machine employs patented Rapid Air System technology to ensure flawless precision forming and sealing of the flexible and semi-rigid plastic films around every vacuum-packed product it processes at high speeds of output.
Sealmaster® PN Gold™ Bearings with high performance triple lip seals to protect against contaminant ingress
regalbeloit.com/Food
Energy efficient gear and sanitary drive packages with Hub City® Stainless Steel HERA® Gear Drives
LEESON® Extreme Duck® Ultra Motor with full-body encapsulation to keep what’s outside out
Grove All-Stainless Steel Worm Gear Reducers feature food grade synthetic lubricant with singlereduction ratios up to 100:1
Durable, corrosion resistant products that prevent downtime so you can focus on productivity and safely processing food every day!
Creating a better tomorrow™...
roam freely inside and outdoors.
“With Rossdown Farms, you can take comfort in knowing that we’re as committed to animal welfare as you (consumers) are.”
Located in the Township of Langley, Rossdown’s feed milling division hascapacity to produce around 20,000 tonnes per year of sciencebased, balanced poultry ration, to take care of all of the company’s internal feeding needs at its CFIA-approved hatchery building. .
According to Rossdwon, its Canadain Organic-certified chickens and turkeys are raisedwithout the use of anibiotics; are never fed animal byproducts of any sort; and are fed nonGMO (gnetially-midified organism) grains exclusively.
Being an agile and largely self-reliant business also enables the company to make fairly quick investment decision regarding capital upgrades and equipment purchases, which Wiebe considers an important part of growing the company’s brand and further-processing business.
CAPITAL GAINS
“In 2018 we upgraded many of the machines in our plant,” Wiebe relates, “which significantly increased automation and capacity at the facility.”
According to Wiebe, one of the most significant installations of new machinery involved the arrival of a brand new Variovac Optimus thermoform packaging machine supplied by Reiser (Canada) Ltd. of Burlington, Ont. Capable of both semi-rigid and flexible film application, the compact and highly versatile machine can produce both vacuum or MAP, skin, shrink packaging or hot-filling at robust throughput rates of up to 13 cycles per minute for shallow vacuum-packs.
Like all made-in-Germany Variovac machines—distributed in North America by Canton, Ma.-based packaging and processing machinery supplier Reiser—the Variovac Optimus thermoformer employs the proprietary Variovac Rapid Air System to achieve high-precision precision forming on every package it processes.
“This machine was designed to be simpler, faster and better,” says Wiebe, complimenting the Rapid Air System technology for ensuring superior package quality.
“The machine’s high-pressure forming method, with no vacuum assist, provides for better film distribution in the corners and ultra-fast forming speed of only 30 milliseconds,” he extols.
“It does not stretch film because the film is always maintained at optimum temperature for forming,” he adds, “enabling us to use thinner forming films.”
As for the machine’s hygienic design features, Wiebe says he appreciates its “full stainless-steel construction, easy access for cleaning, colorcoded tubing contained in a designated frame inside the machine, almost no plastic parts, and requiring only one forklift to pick up and move the entire machine without additional supports.”
Offering user-friendly three-button opera-
Rossdown Farm maintenance engineer Drake Scherer says he appreciates the highly hygienic design of the Variovac Optimus machine, which is a critical consideration for the federally-inspected Abbotsford processing facility.
A Rossdown Farms machine operator checks out the alignment of a new roll of plastic film installed onto the Variovac Optimus thermoform packaging machine capable of reaching speed of up to 13 cycles per minute, depending on the product shape and package dimensions.
COVER STORY
tion (Start, Stop, Reset), an E-stop, flexible programmability, recipe management storage, full-colour touchscreen 10-inch HMI (human-machine interface) terminal and optional remote diagnostics, “The machine is very easy to set up and troubleshoot,” Wiebe points out.
“It displays failure messages/analysis of any of its components, such as pneumatic lifters, with visual location of the safety switches on the screen to make it obvious what’s wrong,” says Wiebe, while also lauding quick changeover times, small footprint, non-proprietary parts, and expert technical support local support provided by Reiser Canada’s local representative Alessandro Sentini.
“Being a modular machine, we can easily extend it at a later date to accommodate any additional volumes if required,” he adds.
With the company making new product development and brand recognition top strategic priorities, it is safe to assume that the plant’s Variovac Optiumus machine will be a very central part of those efforts.
“Minimal packaging and high product quality are very important to our consumers,” says Wiebe.
“Packaging, particularly in the retail setting, plays a significant role in marketing our products,” he states.
Says Wiebe: “There is a great deal of time, energy and resources dedicated from all of our departments to ensure that our packaging displays our products in an appetizing manner; showcases the right information about the brand and the product to the consumer; is functional an easy to use for both our retailers and end consumers; and is easy and efficient for our production team to work with.
“The Variovac Optimus machine has been a terrific addition to our plant in helping us achieve those objectives.”
GREEN CHOICES
Wiebe adds that Rossdown makes it a point to search out the most environmentally sustainable packaging materials it can source for its products.
“We believe that our packaging must have a minimal environmental impact by being as recyclable as possible, among other things, and we work hard every day to make our organization as sustainable as possible,” he asserts.
“We never shied away from being leaders when it comes to the environment,” adds Rossdown’s market development/ human resources manager Pat Wiebe, noting that nearly all of the company’s mainland division are located within kilometers of each other.
“With the transportation between locations being so minimal, with only a
limited impact on the land, our carbon footprint is fairly limited,” says Wiebe, citing a growing local shopping trend among Canadian consumers, especially on the West Coast.
“This should assist a us in achieving our goals to develop our brand and increase the processing side,” Pat Wiebe points out.
“Rossdown purpose is to offer healthy food choices that are fresh and locally grown,” Wiebe concludes, “and we are working towards establishing who we are in the marketplace with stronger brand recognition and state-of-the-art packaging capabilities.”
Please see the Variovac Optimus thermoform packaging machine in action at the Rossdown Farms & Natural Foods poultry processing facility in Abbotsford, B.C., on Canadian Packaging TV at www.canadianpackaging.com
SUPPLIERS
Machine builders, design
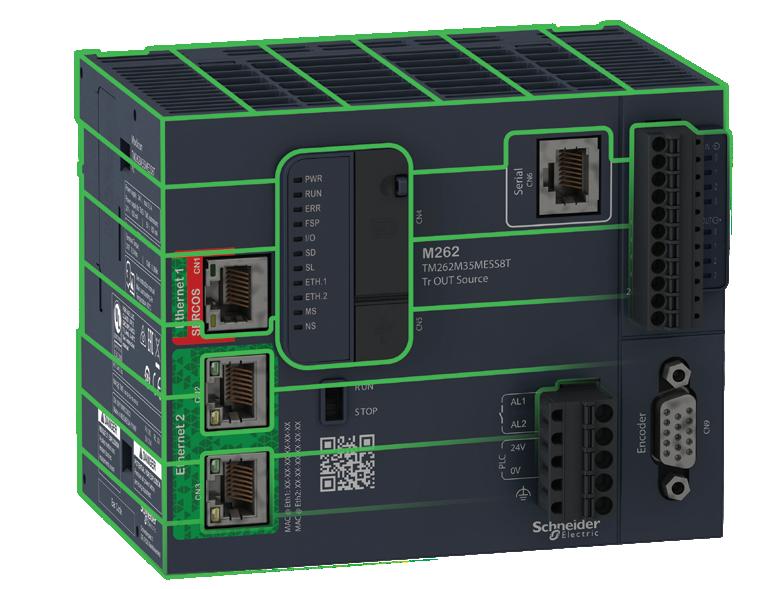
machines with Modicon M262 logic and motion controllers
Modicon M262 offers easy, scalable machine integration into any environment.
Discover the new, IIoT ready controller embedded with end to end cybersecurity to provide direct cloud connectivity and digital services.
Reiser (Canada) Ltd.
ModiconTM M262
EcoStruxureTM Machine Advisor
ALL THE RIGHT STUFF
Popular Montreal sausage producer beefs up its processing and production capabilities with high-end vacuum filling machinery
BY GEORGE GUIDONI, EDITOR
PHOTOS BY PIERRE LONGTIN
With Germany said to be home to more than 1,200 different types, styles and varieties of meat sausage, one could duly expect the country to manufacture some of the best sausage meat processing equipment in the world.
Not only does this straightforward logic make sense, it is also reasserted in real life, day after day, on the shop floor of companies like Salamico Co Ltee in the Montreal suburb of Saint-Laurent, Que.
Founded in 1958, the family-owned producer of a broad variety of sausage, charcuterie and other prepared meats has not risen to its current level of private-label market prominence across Quebec by cutting corners on the quality of meat processing and packaging machinery it employs.
This is especially true when it comes to the all-important sausage meat stuffing and filling equipment, according to the company’s co-owner Guillaume Hutter.
With an expansive product portfolio comprising more than 25 varieties of sausage—along with a long list of hams, bacon, salamis and smoked meats—the company markets a large part of its output to buthcher shops, grocery stores and merchants in Montreal and the surrounding area.
In addition, it operates a popular retail meat shop under the Boucherie & Charcuterie Salamico banner in Montreal’s Saint-Eustache district, retailing its precooked meats and butchery products to a loyal local following of discerning meat conoisseurs.
The Salamico meat processing plant produces a broad array of European-style sausages and pre-cooked and smoked meats for the private-label, hospitality and institutional markets across Quebec.
From Left: Salamico Co Ltee co-owners Julie and Guillaume Hutter, grandchildren of company founder Willy Hutter, showing off a rack of freshly-made knackwurst sausages produced on the state-of-the-art Handtmann vacuum filler portioner installed at their Montreal area production facility in late 2017 to help the operation boost its throughput and capacity.
“We are actively involved in the HRI (hotel, restaurant and institution) and private-label markets, as well as the independent meat shops,” says Hutter, grandson of the company’s Swiss-born founder Willy Hutter.
“We’re producing our meat products five days a week, employing 30 people on one-shift operational schedule,” Hutter says, “and at the peak production times during July we can process about five tonnes of product per day.”
As Hutter relates, he and his co-owner sister Julie both acquired their passion for the meat business from their father Gérard, “who taught us everything we know about meat processing and the importance of customer service.”
As the company’s website proudly proclaims, “Salamico has always strived to live up to its mission of offering its customers hams, sausages, sausages and salamis of exceptional quality and freshness, with the good service provided by competent and passionate staff that take care of meeting our customers’ needs with impeccable professionalism.”
With utmost repect for European recipe authenticity and culinary traditions—from German-style bratwursts and knakwursts to Polish kielbassa and Hungarian debreziner—Salamico sources and uses the highest-quality natural ingredients for its meat creations.
That means the highest-quality cuts of pork, veal, lamb, beef and poultry, as well as natural seasonings like bread crumbs, skim milk powder, salt, spices, onions, garlic and smoke.
“We try to buy our primary cuts locally as much as we can,” Hutter comments, “but for some meat, like lamb, we have to rely on imports now and then.”
From grilling raw sausage and sliced cold-cuts to various meat spreads and pates, Salamico’s inspired range of European meat delicacies literally has something for every meat lover out there, as evidenced by more than 150 different SKUs (stockkeeping units) in the company’s product portfolio.
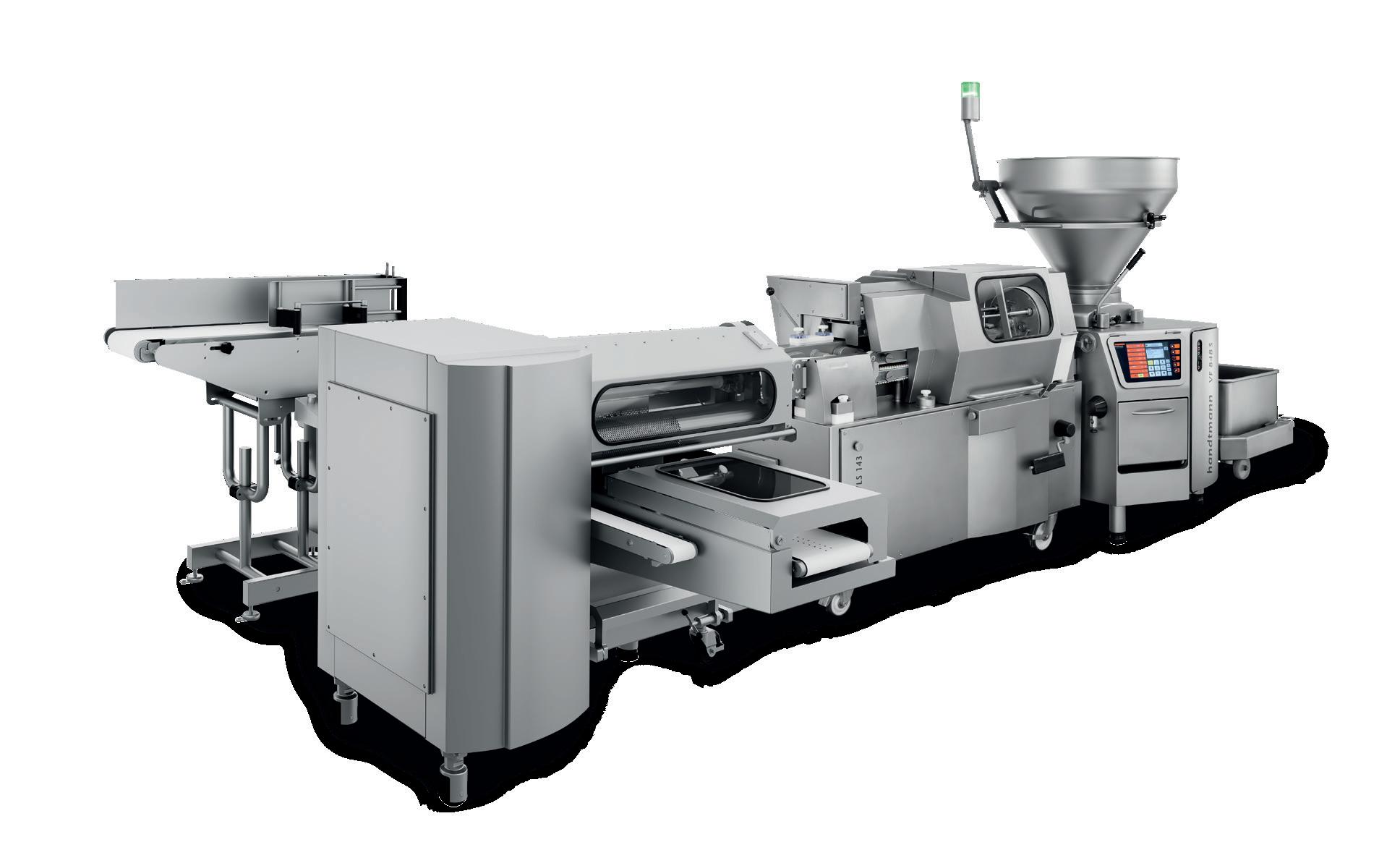
Salamico’s continuous focus on product and service perfection naturally translates into using the best production machinery offered in the market—as validated by installation of a state-of-the-art vaccum stuffing and filling machine manufactured in Germany by Albert Handtmann Maschinenfabrik GmbH & Co. KG
As an operating division of the German industrial products congomerate Handtmann Group—which also serves global markets for process technology, systems engineering, plastics engineering and light metal castings—Handtmann Maschinenfabrik focuses primarily on filling and portioning technologies for the meat, dairy, bakery, confectionary and pet food
A Salamico plant employee performs the required cleaning and sanitation steps on the hygienically designed Hantdmann VF 838 S vacuum filler during a product changeover.
PACKAGING FOR FRESHNESS
Salamico co-owner Guillaume Hutter says he is highly impressed by the unfailing accuracy of the new Handtmann FV 838 vacuum filler portioner, along with the intuitive operator-friendlinessprovidedbythemachine’sbuilt-inuserinterface(inset).
industries worldwide.
“Our relationship with Handtmann goes a long way back,” Hutter reveals.
“Our first machines from them go back to 1970s, when we had purchased two model VF 20 stuffers that remained in full service until the early 2000s,” he recalls.
“In 2010 we purchased a new model VF 616 vacuum stuffing machine,” Hutter adds, “which has also performed very well for us.
“Their reputation as a world leader for quality and reliability of their equipment has proven itself for us for over 30 years—we have produced more than 17 million [sausage] portions using it!”
A few years ago, the Salamico plant also installed a compact VF 50 Vacuum Filler Portioner model, which it uses primarily for allergen-free products manufactured in smaller quantities.
Enjoying steady growth during the 2010s, Salamico found itself in need of a significant boost to its manufacturing capacity in 2017, leading Hutter to turn to the Waterloo, Ont.-headquartered Handtmann Canada Limited
While he initially thought about purchasing a second VF 616 system for the plant’s new second line, Hutter was advised to wait a bit until that year’s IFFA global meat industry show in Frankfurt, Germany, where Handtmann was planning to introduce the then-new VF 838 S vacuum filler portioner.
“Once the show got under way,” he recalls,“Handtmann’s local sales rep Andre Mathieu sent me all the documentation on the new machine and explained
A Salamico employee skilfully shapes the sausage meat processed on the Handtmann vacuum filler portioner into precisely weighed 200-gram links encased in natural casings made from sheep intestines.
A Salamico machine operator using the built-in interface incorporated into the older-model Handtmann VF 616 vacuum filler design (inset) to program the durable and highly reliable machine for the next batch run.
how exactly it would improve our process.
“That’s all we needed to proceed with the purchase,” says Hutter, noting Salamico became the first company in North America at the time to own a VF 838 S vacuum filler portioner.
“When we first got the machine delivered, one of our employees dropped a key component onto the floor and it broke in half,” Hutter recounts.
“With this being the first such machine in North America, I was really impressed to see Handtmann deliver us the required replacement part the very next day,” he re lates.
“After that, they had it all hooked up, connected and ready to go in one day.”
Says Hutter: “I can’t say enough good things about Andre and their technical specialist Benoit Audet, who will always pick up the phone, even in the evening or on weekends, to give us pointers or to answer whatever questions we may have.”
“I have known them for about seven years, and they are true professionals who will only sell customers a solution that they need, rather than a machine that they would like to push in the market.
“Such responsiveness to our particular needs is very important to us,” says Hut ter, adding he has once again been highly impressed by Handtmann machinery’s leg endary reliability.
“In the two-and-a-half years we have had the VF 838 S running here, we prob ably had a total of one-and-a-half days of machine downtime,” he says, “which was quickly resolved with minimal disruption.”
Reliability aside, Hutter is also delighted with the machine’s exceptional weighing accuracy—especially considering the line’s robust throughput speeds of about 200 portions (sausages) per minute.
“I honestly love the precision of this new machine,” Hutter extols. “If we are running 100-gram sausages on a given day, I can be sure that each sausage we make will weigh exactly 100 grams, and that they will all look consistent and uniform.
“For a co-packer like ourselves, this pre cise portion control provides a big com petitive edge,” says Hutter, while also laud ing the VF 838 S system for its overall user-friendliness.
“Handtmann really made the ma chine with the operator in mind,” he says, “meaning it’s simple to use and quick to train our staff on using it.
“It is also easy to clean and sanitize, which enables us to do very quick product changeovers.”
According to Handtmann, the flex ible and powerful machine’s long-term stable portion accuracy is achieved via the company’s proprietary low-wear vane cell feeding system that also helps ensure gen tle product feeding and handling—result ing in superior appearance of the finished
Get into the loop with kp Elite
Made from 100% recycled and recyclable PET, kp Elite is a sustainable packaging innovation in protein packaging. Clear and actionable labelling puts everyday packaging back into the recycling loop to have another life. Something everyone can feel good about.
A close-up of a full rack stand of beautifully crafted knackwurst sausages drying out in the Salamico plant’s chiller room.
PACKAGING FOR FRESHNESS
product.
Moreover, the machine’s ergonomic and hygienic smooth-surface design is enhanced with automatic preand interim-cleaning functions to help ensure superior sanitation, according to Handtmann.
“This new-generation vacuum filler has over new 100 new performance and safety features in it compared to previous versions,” say Handtmann Canada’s Mathieu, citing more efficient geometry of the main pump, bigger van size, and improved positioning of the meat pump vacuum.
With reliable servo-controlled precision, a large built-
in touchscreen HMI (human-machine interface) terminal and Ethernet connectivity, “This is really a modern omnidigital solution with direct connectivity to all the downstream equipment,” Mathieu states.
“Everything that happens in all the production steps can be seen on the HMI screen in real time,” he adds, “as well as all they key machine performance indicators, which enables the maintenance staff to prevent potential machine breakdowns and downtime.”
For his part, Hutter says it is just a matter of time before Salamico turns to Handtmann again to help increase the plant’s production levels and capacity.
“We are starting to approach that point,” says Hutter, noting that the unfolding trend to plant-based protein products has not had any major adverse impact on the growth of his business.
“I think that in the future people will probably eat less meat overall,” he reasons, “but they will tend to consume better-quality meats.
“And with quality being our main calling card, I think that we will continue to grow well into the future,” says Hutter, adding that Salamico has already developed several niche alternative meat products that have been well received by its private-label customers.
“For us, being competitive is not necessarily about being the biggest meat producer by volume,” he says, “but rather about being the best in satisfying our cus-
tomers’ needs and expectations, which we do by using traditional methods, cooking in small batches, and so on.
“The meat business is a very fast-moving and dynamic business,” Hutter explains, “which makes it all the more important to have full confidence in the equipment we use.
“With Handtmann equipment, that is not an issue,” says Hutter, adding he is already evaluating the prospect of installing a more fully-integrated turnkey Handtmann hanging line for the plant’s next capital upgrade.
“We are committed to growth,” he concludes, “and we are committed to Handtmann getting us there along the way.”
Please see Handtmann’s model FV 838 Vacuum Filler Portioner in action at the Salamico plant on Canadian Packaging TV at www.canadianpackaging.com
SUPPLIERS
Sales Achievement Announcement
PLAN Automation is proud to announce that they were awarded Best in Sales 2019 – Channel Partner from Eagle PI
They would like to thank their entire team for all of their hard work and dedication! www.planautomation.com/x-ray
Baumer hhs Names Richard Pallante President of USA and Canada Subsidiary
Dayton, Ohio, January 27, 2020
Baumer hhs has promoted Richard Pallante to President of its USA and Canada subsidiary. He will have the primary responsibility for managing sales, service, and marketing activities for all US and Canadian based business segments. He will continue with business development activities for the company’s end of line packaging business as well.
“Rick will continue to guide and grow our new and core businesses, and we are pleased to promote him to this important position,” said Percy Dengler, Managing Director for Baumer hhs.
Pallante joined the company in 2017 as Business Development Manager – Packaging and made important strides in moving Baumer hhs into the end of line packaging segment. Pallante was previously with Nordson Corporation for 32 years.
Pallante received a Bachelor of Mechanical Engineering from the University of Dayton and an MBA from Georgia State University. He is a member of the Packaging Machinery Manufacturers Institute and serves on its Program Planning Committee.
Baumer hhs is a leader in detecting and dispensing cold and hot melt adhesives used to produce folding cartons, corrugated packaging, post press graphic arts, and carton and case erecting and sealing.
For more information, visit www.baumerhhs.com
The Salamico plant produces a wide variety of raw, cooked, cured and smoked European-style sausages to suit virtually any occasion or taste preference.
From left to right: Mat Bédard (PLAN Automation), Melissa Wirrig (Eagle PI), Amin Jamshidian (PLAN Automation), Amy Nixon (PLAN Automation), Kyle Thomas (Eagle PI)
NET RESULTS
Relentless focus on innovation and customer service excellence transforms Montreal folding-carton manufacturer into a world-class printing and packaging powerhouse
BY GEORGE GUIDONI, EDITOR
PHOTOS BY PIERRE LONGTIN
While speed and quality used to be considered as key competitive advantages in the fiercely contested foldingcarton market, nowadays such attributes are just mere pre-requisites for market entry, without any guarantee of long-term viability or success.
Given the considerable start-up capital costs any aspiring boxmaker must incur well before the first print run, this is hardly a market for getrich-quick opportunists or fair-weather latecomers.
This makes everything that Montreal-based folding carton manufacturer Netpak has achieved to date, in a relatively brief time frame, all the more remarkable and compelling.
Founded in 2003 by Salvatore Novello and Carlo Cammalleri, Netpak today ranks as Quebec’s largest privately-held manufacturer of printed folding-carton packaging—serving a diverse base of North American customers in the food-and-beverage, pharmaceutical, cosmetics, retail, and tobacco markets.
Driven by innovation in all aspects of the folding-carton business, Netpak has assembled a highly skilled team of authoritative industry experts to provide guidance and creative direction from the conceptual phases to the finished product.
Always keen to invest in the latest state-of-theart machinery and technologies, the company has built up a formidable, world-class arsenal of leading-edge production and prepress equipment.
Netpak takes a great deal of pride in being one of the first printing and packaging companies in North America to receive the highly coveted BRCGS certification that validates the highest standards in quality management practices by applying the HACCP (Hazard Analysis & Critical Control Points) and GMP (Good Manufacturing Practices) principles specific to the food and pharmaceutical industries.
Specifically, the BRCGS certification is based on reaching exceptionally high standard compliance levels for:
• Senior Management Commitment, whereby senior management personnel are fully aware of the process requirements and are committed to its implementation across the production cycle.
• Hazard & Risk Management Analysis (HARA) that encompasses hazard
BOXMAKING
analysis and critical control points (HACCP).
• Product Safety & Quality Management, related to the technical requirements for product quality, traceability, procedures and hygiene practices that are built upon the principles of ISO 9000 quality management standards.
• Site Management, mandating ongoing observance of high standards for production, facility and its environment, including its layout and maintenance, equipment maintenance, cleanliness, pest control and waste management.
• Product & Process Control, related to the requirements at the product design, structural and development stage, include quality assurance, process control, product inspection and testing.
• Personnel, related to the enforcement of high standards for staff training, protective clothing and personal hygiene.
In addition to the BRCGS certification, the Netpak facility also boasts the prestigious GMI (Graphic Measures International) accreditation for printing processes and the globally recognized ISO 90001 certification for quality management practices, with focus on customer satisfaction, management engagement, process orientation and continuous process improvements.
In addition to these highly coveted accreditations, Netpak is well aware of its CSR (corporate social responsibility) and environmental obligations in respect to minimizing its carbon footprint.
To that end, Netpak has earned three leading global eco-certifications that in-
clude PEFC (Programme for the Endorsement of Forest Certification); SFI (Sustainable Forestry Initiative); and FSC (Forest Stewardship Council)
As Cristina Gauthier, Sales and Marketing Manager, explains, “Consumers are becoming more aware of where products come from, how they are made and their impact on the environment. Well aware of our responsibility towards our community and its environment, Netpak thrives at improving our processes to minimize environmental impact, while using raw material sourced from responsibly managed forests.”
With expert use of special inks, varnishes and texturing effects, Netpak offers its customers a plethora of innovative and customizable finishing solutions aimed at turning paper boxes into bona fide visual masterpieces, including hot stamping; metallic inks; UV high-gloss coating; texture-like varnishing; embossing; laminating; and interactive printing.
As muh as the company’s thirst for innovation impacts its finished product quality, it also extends to how Netpak likes to run its day-to-day internal processes operations, leveraging the latest technologies to optimize its productivity levels.
Last year, for example, Netpak became the first North American company to deploy the complete Packaging Suite of ERP (Enterprise Resource Planning) software for folding carton production developed by leading business software designer EFI (Electronics For Imaging, Inc.)
As one of the folding carton industry’s more technology-savvy players, Netpak
An elevated view of the seven-color Mitsubishi Diamond press with anilox coater unit and direct printing capabilities on paper, film, foil, paperboard and other substrates.
A Netpak printing press operator carefully evaluating a sample sheet of paperboard processed on the KBA Rapida 106 sheet press for print quality and clor consistency.
The Netpak prodcution facility in Montreal operates two 41-inch six-color KBA Rapida 106 sheetfed offset presses with full UV varnish capabilities and high-speed throughput rates of up to 18,000 sheets per hour.
The Netapk facility uses a broad range of specialty inks, varnishes and coatings to producea broad range of high-qulity folding cartons for customers in the food-and-beverage, pharmaceutical, cosmetics, retail and tobacco markets.
was already a textbook example of leveraging advanced traceability procedures that integrate job creation capability and automated, robotized connectivity to maintain its competitive advantage in automation and plant-wide efficiencies that yield enhanced flexibility and speed-to-market.
Already a user of EFI’s packaging software as the cornerstone of its automated workflow, along with an intelligent estimation and planning solution, Netpak’s upgrade to the complete technology was a ringing endorsement of its existing partnership with EFI.
“We’ve seen great results from the first phase of updates in our software infrastructure,” says Netpak’s co-founder Salvatore Novello.
“Ultimately, we reached a point in our company’s growth where we be-
BOXMAKING
Boost your food packaging productivity with Ossid and PACKPRO.
With our full-system approach, you have confidence in the best combination of packaging machines, materials and equipment service for consistent productivity. PACKPRO is proud to offer you innovative food packaging equipment solutions from Ossid, an industry leader.
EQUIPMENT
Ossid is the North American leader in tray packaging and sealing equipment for case-ready products. Ossid’s machines feature cost-efficient innovations for versatility in the food packaging industry with systems for VSP tray, VSP on board and MAP tray packaging needs.
SERVICE AND PARTS
You can rely on PACKPRO’s highly skilled field engineers and quick access to OEM parts for prompt local service and maximized uptime of your packaging lines.
MATERIALS
The choice is yours. From conventional trays to compostable alternatives and trays made of 100% recycled and recyclable PET, PACKPRO can help you achieve your quality, productivity and sustainability goals.
Contact PACKPRO for a food packaging consultation today!
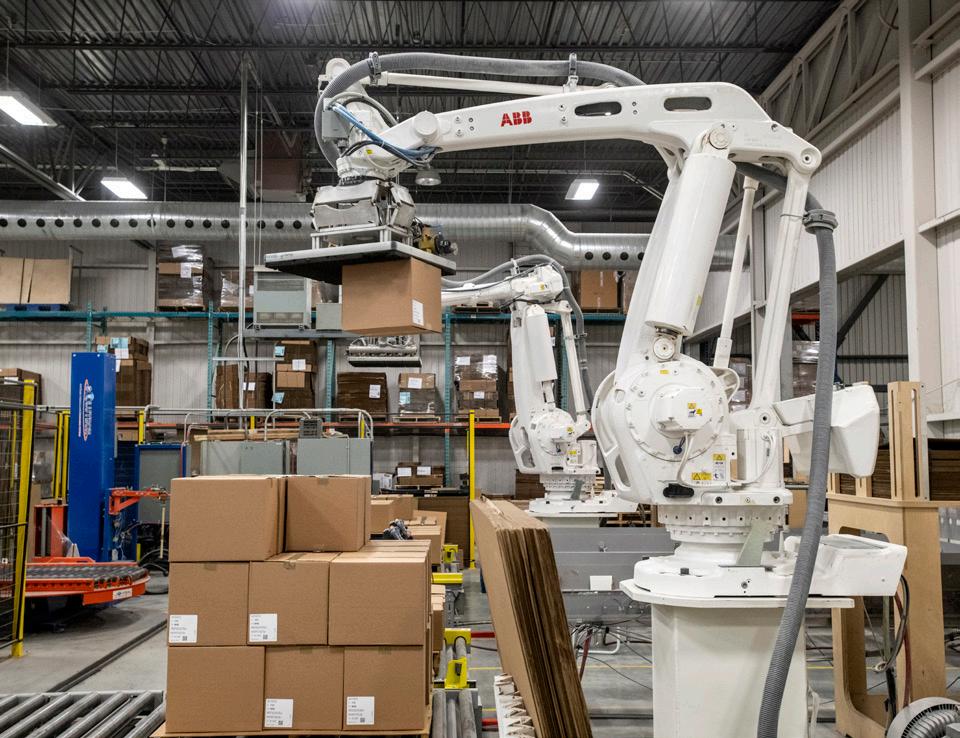
An ABB palletizing robot building a mutilayered pallet load of product onto a wooden shipping pallet.
A side view of one of the plant’s two high-speed six-color KBA Rapida 106 sheetfed printing presses capable of reaching speeds of 18,000 sheets per hour.
A Netpak diemaker putting on finishing touches onto the handcrafted molds used the boxmaking process.
The high-performance Bobst Alpina 130 folder-gluer swings into action at Netpak’s highly automated production facility.
lieved we could further optimize procedures in order to support our business objectives. We evaluated our roadmap and focused on areas where performance could be improved, such as shop floor data collection and scheduling.”
As Novello explains, Netpak transitioned into an advanced production intelligence platform that allows users to automatically collect accurate and live data including counts, press statuses, speeds and other critical information directly from production equipment all in real time.
The transition also included deployment of a dynamic scheduling software that automatically adjusts schedules as conditions change—giving users the ability to remove possible operational bottlenecks well before they happen.
According to Netpak’s chief operating officer Georges Berbari, “We are linking shop floor data collection with automated scheduling to add more value and productivity gains to allow Netpak to be
more efficient and uniquely position us against our competitors.”
“With these recent workflow enhancements, we expect to make massive improvements to our overall order-to-cash process and push jobs through the plant faster, which will be a big win for us and for our customers,” says Berbari, adding that Netpak also invested in a Business Intelligence (BI) module to obtain valuable business insights and to support the management team in making key decisions.
Driven by a shared passion for innovative packaging solutions, customer service and brand growth, Netpak takes pride in offering its customers turnkey services that go beyond what many companies would expect from their folding-carton supplier,, including structural design, JIT (just-in-time) delivery, warehousing, inventory management, R&D (researchand-development), co-packing, and a unique Paper Stocking Program designed to offer customers flexibility and choice to procure alternative carton solutions
at an efficient cost.
In other words, whatever it takes to live up to its self-styled corporate vision of: “Consistently providing exceptional packaging and printing solutions through the highest-caliber employees, state-of-theart technologies and innovative practices, in a manner that meets and exceeds our clients’ expectations.”
(Electronics For Imaging, Inc.)
Canada Bobst North America Inc. Xerox Canada Mitsubishi Heavy Industries, Ltd.
Does your inspection equipment suffer from poor reliability and robustness?
LOMA’s IQ4 RUN-WET® Metal Detector Systems are totally IP69K rated for high-temp, harsh washdown and have been engineered following hygienic and sanitary design principles to make cleaning easier.
Quicker cleaning, faster starting, and more uptime. That’s smart food safety!
Protection from water ingress and bacteria just got easier 800-872-LOMA |www.loma.com
Another view of a high-payload ABB palletizing robot in action at the Netpak facility.
The busy Netpak facility makes heavy use of automated machinery and ERP software to run a smooth process flow.
A close-up of the KBA Rapida 106 six-color sheetfed press running virtually at the maximum speed rate.
AUTOMATE NOW
THE BIG CHILL
Leading stretchwrapping equipment manufacturer adapts its renowned rugged end-of-line machinery for low-temperature operations
The chilly Canadian winters are not to everyone’s taste, but for the Wulftec International Inc. management team, the recent onset of the cold season provided an opportune moment of inspiration to make its high-performance stretchwrapping machinery go well beyond the standard seasonal limitations.
When building material suppliers see their packaging equipment freeze up after being moved to outdoor locations, the bundling of bricks, blocks, and masonry products with standard stretchwrapping machines typically becomes impossible when exposed to arctic conditions.
Similarly, many manufacturers of ice cream and frozen foods often find themselves short-changed when trying to perform routine end-of-line packaging operations in below-zero warehouse environments to achieve better quality and productivity.
With such applications requiring stretchwrapping equipment that could stand up to frigid temperatures,Wulftec believed there was an emerging market niche for a system that could operate efficiently in -30°C to 70°C temperatures.
But developing this equipment would require surmounting considerable technical challenges.
As a long-time leading provider of robust endof-line packaging solutions, Ayer’s Cliff, Que.-based Wulftec patiently built up its brand by offering equipment with heavy-duty construction to withstand the rigors of rugged industrial and outdoor environments.
Designed and fabricated for customers across a wide range of food, beverage, printing, building products, and metal coil applications, Wulftec machines are renowned for their use of non-proprietary components that simplify the end-users’ maintenance requirements.
With its corporate motto proclaiming “We Fear No Packaging Challenge,” Wulftec fully embraced the idea of opening up this potential new market niche, but as the technical challenges of cold-weather operation were carefully evaluated, some critical design issues, mostly involving the machinery’s pneumatic components, started mounting up.
*Low-temperature pneumatic components: Conventional pneumatic components were not designed to withstand -30°C temperatures. Special seals, O-rings, and solenoids would be required for freezing environments.
*Air supply quality: Humidity in the compressed air supply rapidly turns to ice when subjected to arctic conditions, which can harm pneumatic valves and cylinders and potentially stop machine operation. Knowledge of the customer’s compressed air quality would prove critical to solving the low-temperature air-drying problem.
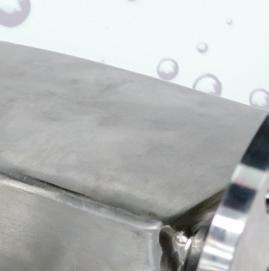
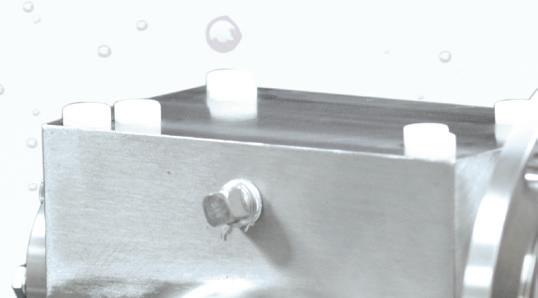
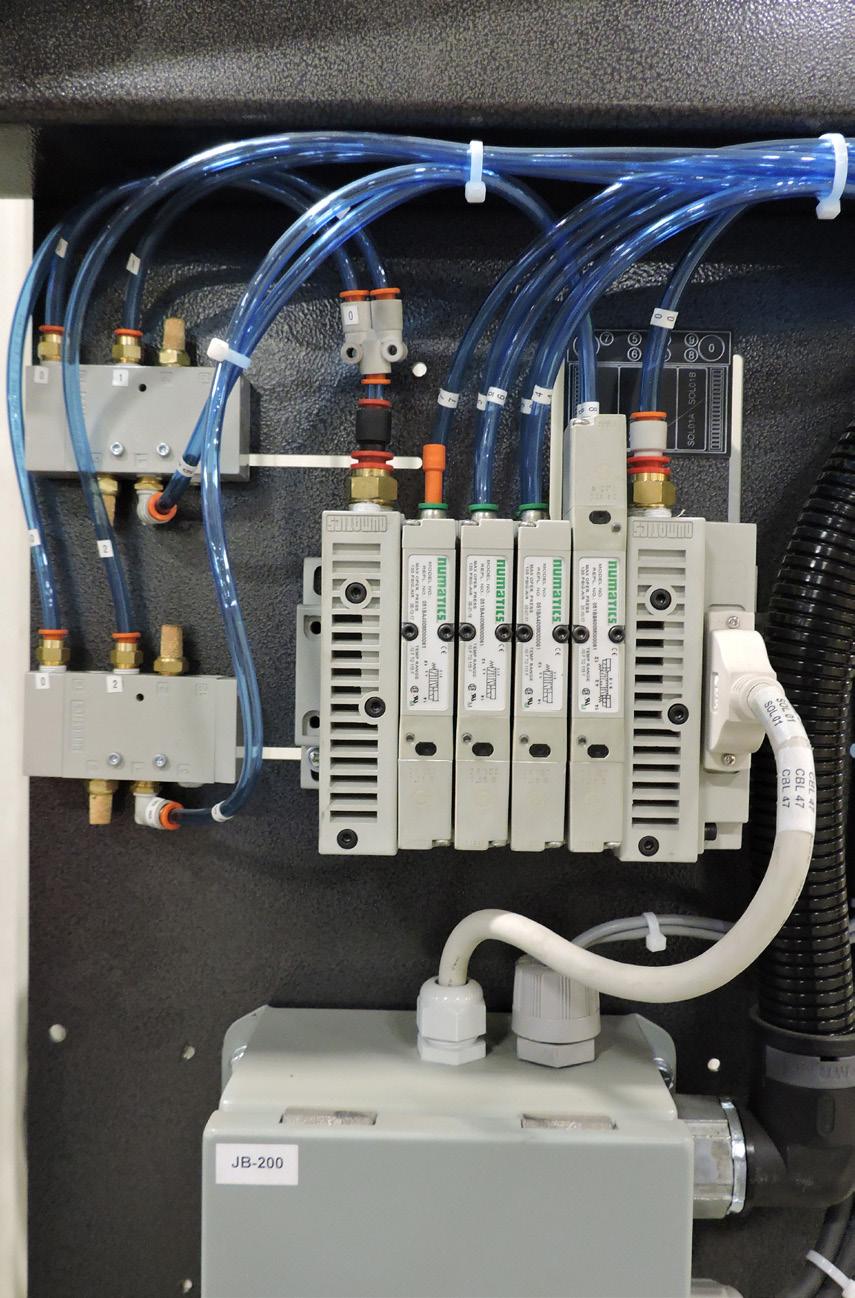
Wulftec’s director of operations Guy Lopes (right) and Emerson’s district sales manager Gaetan Lariviere review the stretchwrapping machine’s ASCO Numatics Flexiblok slow-start FRL assembly. The assembly was modified with a -40ºC rated regulator, along with another key component rated at -32ºC, and then tested to verify that it could operate at exceptionally low temperature levels.
*Bearing and gear box lubrication: When starting the machine after downtime, frozen components may not perform properly due to lubrication issues.
Bearings and gear boxes would require reengineering, modification, or heating elements to work efficiently in low temperatures.
Overcoming these technical challenges would be vital to creating a dependable packaging system that could withstand below-zero temperatures.
Wulftec leveraged the expertise of its supply base to help resolve the issues surrounding cold-weather operation.
Emerson’s ASCO Numatics pneumatic prod-
The stretch-wrap machine’s ASCO Numatics Flexiblok slowstart FRL assembly was modified with a -40ºC rated regulator, plus another component rated at -32ºC. The dump valve’s solenoid was replaced with a -40ºC rated coil and connected to the body with cold-weather O-rings.
AUTOMATE NOW
Developing a stretch-wrapping system for frigid conditions would bring new technical challenges, specifically, any humidity in the pneumatic system’s compressed air supply would rapidly turn to ice-damaging valves and cylinders.
ucts had been incorporated in Wulftec’s equipment for almost 30 years, and the companies had forged a close relationship.
Emerson technical specialists helped Wulftec’s design team identify the pneumatic products that would need upgrading to meet the application’s extreme conditions.
These included directional control valves and manifolds, aluminum-body cylinders, bellows, slides, and air preparation equipment with dump valves.
Wulftec’s equipment design called for pneumatic components based on NFPA standards.
The ASCO Numatics NFPA product line simplified component selection and made installation and assembly easier.
While the ASCO Numatics brand comprised the in-
888-220-8737 | sales@fortresstechnology.com
dustry’s broadest range of -35°C-rated components, additional engineering work was necessary to certify the pneumatic system for sub-zero operation.
The Wulftec-Emerson team identified low-temperature switches for position sensing and spool detection.
An ASCO Numatics pilot valve that was ATEX-rated to -40°C was added and the assembly was tested successfully at -30°C.
The stretchwrapping machine’s first design called for a filter, regulator, and lubricator (FRL) with two lowtemperature dump valves with quick-exhaust, soft-start capabilities.
But this solution did not have the needed airflow and was too expensive.
Emerson recommended a higher-flow FlexiBlok FRL
IN METAL DETECTION
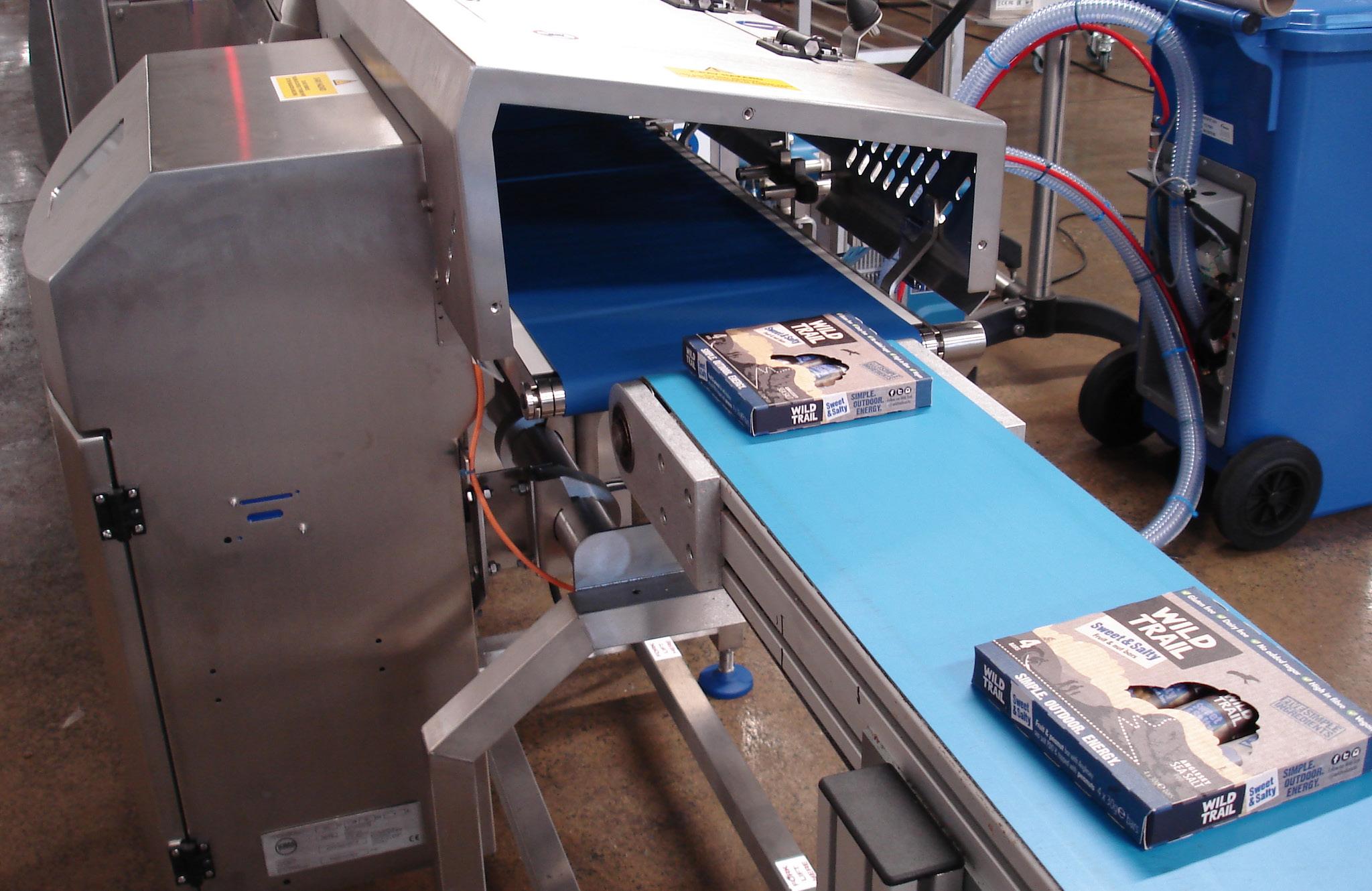
The world’s first metal detector to use mul�ple field direc�ons, the Interceptor DF achieves a 100% detec�on sensi�vity increase. The Interceptor DF has been designed to inspect low profile products such as chocolate bars, confec�onery, packaged meats and nutri�onal bars.
VISIT US BOOTH 323
with a single, dual-redundancy dump valve to lower the cost.
However,the standard FlexiBlok components did not have -30°C certification.
The solution:install a FlexiBlok slow-start assembly with a -40°C-rated regulator, plus another component rated at -32° C
The components were joined with a ring seal and tested to prove they could withstand lowtemperature operation
Engineering work also was needed on the FRL’s dump valve.
While the product’s body was rated at -40°C, the solenoid was not.
Emerson identified an ASCO Numatics solenoid in Europe that fulfilled the specifications.
The solenoid was mated to the valve body with cold-weather O-rings and testing confirmed the modified device could function reliably in sub-zero environments
One additional step:theASCO Numatics cylinders were modified with low-temperature seals to add durability in cold-weather conditions.
To determine the compressed air-quality standards needed for the new machine,Wulftec turned to its user base
Customers agreed that humid air entering the pneumatic system would be a problem in freezing temperatures
Emerson’s technical experts recommended more robust air-drying equipment that could eliminate the operating problems associated with harsh environments
Once the appropriate components were selected, Wulftec and Emerson tested the entire pneumatic system at -40°C to ensure reliable low-temperature operation
The other components most vulnerable to below-zero conditions were the machine’s bearings and gearboxes
Working with its suppliers, Wulftec discovered that most of these products were available with low-temperature ratings.
However, some devices required heating elements to warm the lubrication for normal start-up and operation
By conquering these issues, Wulftec introduced the industry’s first line of low-temperature stretchwrapping systems and has sustained its leadership in this growing niche market
Greater customer satisfaction and product innovation are key parts of Wulftec’s continuous improvement journey
The low-temperature stretchwrapping equipment has evolved with the market as stretch film becomes thinner and higher performing
At -30°C,the film becomes brittle and more difficult to process.
Wulftec has modified the low-temperature line to effectively manage these new materials. Wulftec also has called on Emerson’s expertise for pneumatic system enhancements.
With modular construction,higher flow,and a low-temperature dump valve, applying the ASCO Numatics Series 652 FRL to the stretchwrapping machine helped lower operating and maintenance costs while, enhancing system flexibility
Image shows the Emerson 2005 series manifold and the L series spool valves that can withstand the low temperature requirements for Wulftec’s applications.
FOOD SAFETY FIRST!
An inside story of how a metal detector revolutionized flat flake food inspection
Always known as an innovator in North America’s food inspection market, last year Fortress Technology unveiled yet another food safety first—a metal detector that inspects low profile, high value foods vertically and horizontally concurrently to achieve the highest sensitivity on the planet. Fortress President Steve Gidman explains why nothing else on the market comes close to the Interceptor DF (Divergent Field) when looking for thin, non-spherical metal contaminants in product and how the company set about developing this revolutionary new system.
Tell us about how the idea for the Interceptor DF metal detector came about. After speaking to several food manufacturers about their inspection processes, we discovered that many were experiencing some trouble detecting thin, flat metal flakes in their products.
Certain upstream applications —for example, mixing, conching, rolling, scoring and molding—can lead to smaller flake and shaving-shaped metal contaminants which are impossible to find on conventional single-plane metal detectors.
We realized that adding a second electromagnetic field to work in the vertical plane could solve this problem.
Therein lay the foundations for the Interceptor DF
Of course, this was no mean feat; the real complication was getting the two fields to cohabitate without compromising either’s performance.
But we were able to engineer the right solution in the end.
The Interceptor DF was created to identify flat metal flakes in low profile foods.
Conching, rolling, scoring and molding can make chocolate and confectionary more susceptible to smaller flake and shaving-shaped metal contaminants.
METAL DETECTION
SUPERIOR PACKAGING STARTS WITH REISER.
Do you want SUPERIOR flexibility? You’ll love the range of packages that Reiser form/fill/seal machines can provide.
Do you want SUPERIOR production? You’ll love the speed.
Do you want SUPERIOR package seals? You’ll love not worrying about leakers and returns.
Reiser’s packaging technology and expertise are the powerful combination you need to produce a SUPERIOR package.
How does the Interceptor work and what makes it different from other inspection machinery?
Different to other multi-scan metal detectors on the market, the Interceptor DF can be customized to different aperture sizes and uses multiple coil sets to instantaneously drive the electromagnetic fields in different directions.
Rather than missing a metal contaminant because it hasn’t aligned with a specific field, it looks for signals over a broad spectrum, from multiple angles.
The stronger disturbance from one field compensates for the weaker signal from another.
This increases the probability of identifying and rejecting products containing nonspherical metals by over 100-percent.
Although it is more expensive than a ‘regular’ food metal detector, it’s still only about 25-percent of the cost of a new XRay system, yet performs better and is more reliable at picking out metal of all types and sizes.
How does the machine improve usability?
One of the ways we ensured ease of use across mixed product lines was to build the Interceptor DF with the capability to learn and recall the signature of any given product with just one pass.
To increase supply chain transparency and product traceability, automatic product tracking and data capture software is included as standard.
These electronic records can then be viewed, filtered and exported, and can supplement or replace manual documentation.
What applications can the solution be used for?
As well as dry products, such as chocolate, confectionery, nutrition bars, cookies and biscuits, the Interceptor DF can also be used to inspect small thin packages of conductive products like cheese and deli-meats. Already we have installed initial units and there are more in the pipeline.
So far, the response has been great and we’re expecting to expand on the Interceptor DF concept in the future to improve performance across additional applications.
2020
The latest innovative creation from Fortress Technology, the Interceptor DF uses a simultaneous multi-frequency operation that effectively processes the transmission and reception of multiple frequencies continuously over a broad spectrum, greatly improvong the detection of ultra-thin contaminants that are often encountered in processing lines.
ON CLOUD WINE
Automated packaging machine adds new formats to wine producer’s
growing portfolio
Rotkäppchen-Mumm Sektkellereien covers virtually every wine drinker’s wish list with a wide, comprehensive range of products.
A packaging machine offering flexibility, quick format changes and excellent performance is needed to ensure that both large and small bottles are packed in an appealing and versatile way.
Ultimately, only the Innopack TLM from Gerhard Schubert GmbH and KHS GmbH could take on the challenge.
It is the only available packaging machine that can handle this wealth of variants economically and reliably.
Rotkäppchen-Mumm Sektkellereien, headquartered in Freyburg on the River Unstrut in eastern Germany, can look back on a company history of 180 years and has grown into a world-leading manufacturer of sparkling wine, wine and spirits.
The company is the market leader within this sector in Germany.
The MMchen, the Piccolos of the well-known and successful brand MM Extra, have been a household name for connoisseurs for decades.
The assortment is now much more extensive and offers the right product for everyone: whether Rotkäppchen Flaschengärung Riesling, alcohol-free Mumm Rosé Dry or Jules Mumm.
The packaging for this sparkling variety needs to be as multifaceted as the product itself for the trade and the end-consumer.
The packaging variants range from batches to individual bottles in a gift pack, which are bundled in wraparound cartons of 24 for ease of transport, to clusters of four bottles.
While the list already included nine formats when Schubert took in the order, further formats were added during the commissioning of the machine.
This is also due to the fact that market requirements are changing ever faster and the shelf space provided by retailers is not always increasing ,despite the growing variety of products.
This is why for example, in the future, 12-pack cartons will have to be filled with two six-packs instead of the previous three times four bottles.
At the same time, Rotkäppchen-Mumm is continuously expanding its range, whether in terms of varities or bottle volumes.
With this in mind, the Innopack TLM will be able to pack 750-mlwine bottles, for example, quickly and safely in wrap-around cartons holding six bottles.
Because of these complex requirements, Rotkäppchen-Mumm opted for an Innopack TLM: a combination of a KHS packer and a TLM system from Schubert.
This block solution from the two leading system manufacturers implements all desired formats in a single machine and with up to 600 products per minute.
It is designed in such a way that only a few format changes are necessary and tools can be changed quickly.
The Innopack TLM will also create additional packaging variants, which can be implemented in the future.
F3 robots destack the blanks for the gift packages from the magazine. F2 robots erect the boxes during transfer and place them on the Transmodul.
INSET: The range of Fruchtsecco fruity sparkling wines currently comprises six alcoholic and two non-alcoholic varieties, including the fruity-tart pomegranate flavour.
“It was extremely important for us to know that our new packaging machine would enable us to meet all the requirements of the retail trade for many years to come,” says Joachim Engler, technical manager at Rotkäppchen-Mumm, underlining the decision in favour of the Schubert and KHS solution.
The Innopack TLM developed for RotkäppchenMumm consists of a total of 13 sub-machines with a total length of 33 metres.
They successfully master the enormous complexity of the required packaging tasks and are operated according to format and required capacity.
In the case of gift packaging for the MMchen, for example, up to ten sub-machines can be used.
In the first two sub-machines, F3 robots take up to 550 blanks per minute from the magazine, depending on the desired output.
The F2 robots pick up the individual packs lying in a row, straighten them up during transfer and place them on a Transmodul for further processing.
On the way to the next sub-machine, the tabs are glued where F2 robots seal the underside of the gift packs, stand them up and place them in rows of two on another Transmodul line.
The KHS packer feeds the small bottles and carefully places them into the open top gift packs.
In the next two sub-machines, four F2 robots then also seal the top of the packaging and place it on one of two further Transmodul sections for pre-grouping.
Shortly before the end of the packaging process, the sales cartons come into play: similarly to the gift packages, they are unstacked, erected and placed on their own
Transmodul line.
In the second to last sub-machine, two F2 robots lift and transfer the prepared MMchen into the outer cartons – in four groups of six products.
The Schubert machine fills up to 23 sales cartons per minute, with three Transmodul lines working in parallel.
To ensure that Rotkäppchen-Mumm can finally transport everything safely to the customers, the tabs of the large outer cartons are also glued and closed on the upper side.
The Transmodul is what enables the Schubert and KHS components to work so well together.
These Schubert transport robots can move around the whole line without restrictions thanks to an inductive energy supply, and radio transmission of data and signals.
In the Rotkäppchen-Mumm machine, up to six Transmodul lines are in operation.
The control of the entire system is implemented with only two operator terminals and a uniform software.
This guarantees easy handling of the Innopack TLM.
Thanks to the Innopack TLM from KHS and Schubert, the company benefits from a variety of formats that no other manufacturer could have implemented in a single machine.
SUPPLIERS
Schubert Packaging Automation
FOOD SAFETY
THE BRIGHT IDEA
Snack food manufacturer earns peace of mind thanks to advanced X-ray product inspection technology
Launched back in 2014, award-winning food manufacturer Brighter Foods has the capacity to make over a million bars a day for brand partners across the globe in the slimming, sport, organic, free-from and other niche categories.
Brighter Foods recently invested in X-Ray inspection technology from LOMA SYSTEMS—the leading manufacturer of high performance metal detectors, checkweighers and X-Ray inspection systems for the global food and pharmaceutical industries.
The move supports an increased emphasis in the company’s product checking processes.
The firm’s ongoing reliance in Loma Systems’ metal detectors has continued to provide high levels of contamination detection, however, as a means of complying with code of practice (COP) stipulations, an increasing number of customers needed even greater checks through the use of X-Ray inspection.
This, in addition to recommendations made in their BRC (British Retail Consortium) audit, highlighted that Brighter Foods should consider further investment in X-Ray inspection capability.
The company approached Loma Systems to understand how an X-Ray system could benefit their business.
Following a full audit of Brighter Foods’ current operation, Loma Systems recommended their X5C compact, which checks for a wide selection of contaminants from metal to hard plastics.
Incorporating an air blast reject system to detect and remove any contaminated product, the system is perfect for convenience food, ready meals and small packaged goods.
Occupying a small footprint, the machine can easily fit into a relatively narrow production line length.
The XC5 also provides the added benefit of being able to analyze product integrity, including counting the number of bars within the pack, checking the volume per bar, and ensuring the product is undamaged.
Previously a labor intensive, time consuming process, in the event of any defect, the product is now quickly removed from the production line and logged on the system, so that Brighter Foods can investigate.
Commenting on the X-Ray system, David John, Brighter Foods’ engineering manager, says: “Loma Systems’ X5C X-Ray solution gives us total peace of mind as I now know within each pack we ship there are the correct number of bars, the correct volume and all product is checked for any possible contaminants.”
Like all Loma Systems’ machines, the X5C can be configured to suit the latest code of practice to ensure compliance.
It also has a simplified, yet powerful inspection feature set, plug and play installation and software, reliable inspection and low ongoing running costs.
“Having had experience of Loma Systems previously, Brighter Foods were happy to select them again,” says John. “We are always looking at how to do things even better and this helps underpin our strong quality values.
“With the Loma Systems X5C in place this gives us extra confidence that the products we ship are to the highest quality and reduced the requirements to complete manual checks.
“Overall the performance and reliability the X5C delivers has surpassed my expectations and we can feel comfortable in the knowledge that every bar we ship has been quality and safety checked.
As John happily concludes, “Our customers are very happy we now have these checks in place”.
FLOUR POWER PACKAGING FOR FRESHNESS
Organic flour producer finds perfect ingredients for sustainable packaging success
The recipe for commercial success is high-quality ingredients, expert execution and perfect timing.
All combined in a collaboration between NOVA Chemicals and Emmerson Packaging to help Anita’s Organic Mill, a Canadian manufacturer of organic flour, cereals and mixes, create a fully recyclable, all-polyethylene (PE) stand-up bag.
The story begins in 2016, when NOVA Chemicals introduced a recyclable multilayer PE film structure for use in stand-up pouches to address the growing societal demand for better end-of-life options for packaging.
The structure is compatible with #2 HDPE recycling streams and retains the performance, processability, moisture barrier and cost-competitiveness of traditionally used mixed-material structures, which are not recyclable.
“We had been selling SmartPack, our nonlaminated PE recyclable pouch, for about 10 years,” says Dawn MacDonald, research development manager for Emmerson Packaging.
“We saw where other applications in the market were heading, and we knew we needed to start working on a recyclable, laminated PE bag.
“Within weeks of an internal conversation about developing a solution, NOVA Chemicals coincidently contacted us to explore our interest in working on a recyclable pouch.
“NOVA Chemicals would bring the expertise on resins and film structures, and we would bring the extrusion, conversion and printing know-how,” says MacDonald, noting Emmerson has been a NOVA Chemicals customer for more than 20 years.
Founded in 1956 and headquartered in Amherst, Nova Scotia, Canada, the family-owned company is an industry leader in extruding, converting and printing custom-crafted flexible packaging solutions.
In collaboration with Emmerson, the experts at NOVA Chemicals’ Centre for Performance Applications built upon the basic recipes for recyclable PE films and pouches to create a film structure for a sample all-PE stand-up pouch.
“The challenge was to design a highly engineered film that had the required physical properties to safely package the product and be processable on Emmerson’s conversion equipment without a loss of efficiency or quality,” says Rob Clare, applications development specialist for NOVA Chemicals.
“Being able to match the performance of a typical non-recyclable solution required careful resin selection and a multilayer film design to enable the right heat- and abuse-resistance
from an all-PE solution.”
Once the initial film structure was designed, Emmerson Packaging focused on the extrusion process. With input from NOVA Chemicals’ experts, the packaging manufacturer determined the specific run conditions needed to extrude and convert all-PE film on existing equipment.
“Everything went according to plan and a lot quicker and easier than expected,” says MacDonald. “I give a lot of credit to NOVA Chemicals for its experienced-based recommendations and our team for making the film and pouch so artfully and skillfully.”
In September of 2017, one of Emmerson Packaging’s early all-PE pouches that was used for a commercial food product made its way into the freezer of Jayda Smith, vice-president of sales and marketing for Anita’s Organic Mill in Chilliwack, B.C.
“Anita’s had been using non-recyclable paper bags lined with plastic, which didn’t align with our commitment of making products that are good for both people and the planet,” says Smith. “We were looking for a more sustainable option that would provide food safety and moisture barrier but wouldn’t end up in landfill.
“When I came across the #2 bag in my freezer, I contacted the food company to ask who had made it. That’s when I reached out to Emmerson Packaging.”
The packaging manufacturer was ready. Its ongoing
collaboration with NOVA Chemicals and experience with some initial customers helped shorten the development timeframe needed to meet Anita’s specific packaging needs.
The recyclable pouches, which are also printed by Emmerson Packaging, were on the shelf within a year.
“We had internal expertise on film structures by the time Anita’s contacted us, but we still leaned on NOVA Chemicals for insight on resins, structures and testing,” says MacDonald.
The six-layer film structure used for Anita’s resealable packaging consists of two films laminated together—a three-layer external film and a threelayer internal sealant film made from NOVA Chemicals’ PE resins.
All of Anita Organic Mill’s nearly 70 retail products are now sold in the recyclable bag, enabling approximately 300,000 bags to be diverted from landfill each year.
“Anita’s was first in the baking aisle to offer this type of packaging in Canada, so it was very important to us on many levels,” says Smith. “Collaborating with two other Canadian companies was the icing on the cake.”
SUPPLIERS
NOVA Chemicals Corp. Emmerson Packaging
Pneumatic Components Designed for Hygienic Applications
When factory components come into direct contact with food and beverages, complying with strict hygiene standards is a must. Emerson delivers automation components that are designed for frequent washdowns in extreme operating conditions. The AVENTICS™ CL03 valve systems hygienic design withstands high pressure washdowns, aggressive chemicals and detergents, while having a high flow range. Partner with Emerson for easier integration and improved flexibility for your industry’s most demanding applications. Learn more at: Emerson.com/Packaging
SENSITIVE MATTERS
Is metal going undetected on your production line?
BY DAVOR DJUKIC, NATIONAL SALES MANAGERPRODUCT INSPECTION, METTLER TOLEDO
Sensitivity is the metal detector’s ability to detect a specific type and size of metal contaminant.
A small difference in spherical sensitivity performance can mean a big difference in irregularshaped contaminants that can be detected by your metal detection system.
Investing in a metal detector that delivers the highest possible sensitivity can mean the difference between detecting a contaminant before a product leaves your factory, and potentially facing a costly product recall.
Understanding sensitivity can assist you in making a decision about installing a new metal detector.
Upgrading older equipment, or replacing an existing metal detector with one that delivers better sensitivity can pay for itself simply by avoiding even a single product recall.
There are additional benefits such as virtually eliminating false rejects, which can also have a positive impact on your bottom line.
Industry standards state that metal detectors must be able to detect all types of metal including, ferrous, non-ferrous and stainless steel.
However, the sensitivity of the metal detector can vary depending on the type of metal contaminant present.
Typically ferrous is the easiest to detect, and stainless steel is the hardest to detect.
However, as with many “rules” there are exceptions to this.
A metal detector’s ability to identify a non-spherical contaminant is partially determined by the type of metal contaminant, as well as the metal object’s orientation. Orientation effect is only observed when the contaminant’s cross-sectional area is less than the metal detector’s spherical sensitivity.
To maximize sensitivity the smallest possible aperture size should be used.
Optimum aperture size will be dependent upon the products being inspected,
and in the case of conveyorized inspection, the dimensions and orientation on belt.
The packaging material used to pack a product can affect sensitivity. The production process should be assessed to determine the best inspection point.
Factory conditions can also affect the metal detector’s performance.
It is important to use a metal detector, which has built-in Noise and Vibration Immunity to minimize the risk of airborne electrical interference and local plant vibration affecting the metal detector.
Some products are electrically conductive and as such behave in the same way as metal when passing through the detector.
The latest innovative metal detection solutions, which combine Multi-Simultaneous Frequency and Product Signal Suppression technology, are able to overcome this issue by minimizing the active product signal.
Metal detectors can be run on different operating frequencies.
For dry products, metal detectors are more effective at high, tuned frequencies, but for wet products, a combination of Multi-Simultaneous Frequency and Product Signal Suppression technology is recommended to get the best results.
METTLER TOLEDO metal detectors have a range of different technologies. Choosing a stable, reliable metal detector that delivers enhanced sensitivity levels is an integral part of an effective food safety program to minimize metal contamination.
However, it is equally important to ensure your metal detection system is installed, set up, operated and maintained correctly, so it continues to perform as expected.
Partnering with an experienced product inspection solutions provider such as METTLER TOLEDO, with a local sales and service presence across Canada, ensures you have access to the expertise, training and full lif-cycle support you need to maximize your return on investment.
THIRSTY FOR INNOVATION
BY MELANIE STREICH
The perspectives for the global beverage industry are excellent, ccordig to the latest industry data gatherered by British market researchers Euromonitor International and Gremany’s leading industry group VDMA (Food Processing and Packaging Machinery Association)
While lobal consumption of beverages is increasing, many of these beverages are now being consumed in a different manner—reflecting new consumer demands regarding quality and sustainability of the products and packaging, as well as the ingredients and their origins..
In fact, many consumers are prepared to pay more for regional and hand-made products.
The increase in out-of-home consumption and the desire for more convenience has led to a rising demand for individual beverages in lightweight packaging and smaller batches.
Flourishing markets invariably promote more competition and intensify the pressure beverage manufacturers are already under—; facing fluctuating prices for raw materials and considerable price competition in retail trade.
This calls for energy-efficient, resourceconserving and flexible solutions for a closed circular economy.
The beverage industry needs to be able to react to the continually changing demands of consumers and trade by providing a variety of products in increasingly shorter intervals.
This requires continuous new product modifications and product development, combined with specific marketing measures for different target groups.
Happily, the beverage industry is positioned to meet these rising challenges, and offer numerous innovations with regard to machine availability, production and process optimization, as well as the use of digital solutions and Industry 4.0 measures.
Many of these innovative beverage solutions will be exhibited at the upcoming interpack, global packaging trade fair, which will take place in Düsseldorf , Germany, May 7-13, 2020.
Beverage manufacturers and packagers are reacting to customer demands with intelligent technologies, machines and equipment that conserve resources with recyclable materials that can be used in closed cycles.
Global beverage brands, such as Coca-Cola and Pepsi, are banking on sustainable raw
materials and 100-percent recyclability when it comes to primary and secondary packaging.
Some time between 2025 and 2030, Coca-Cola aims to return one item of packaging to the recycling cycle for every item of packaging that is brought to market. The company also plans to make every bottle fully recyclable.
In 2019, the beverage giant presented the first sample bottle made of 25-percent food-grade Ocean Plastic.
In the course of this partner project between Ioniqa Technologies, Indorama Ventures, Mares Circulares (Circular Seas) and the Coca-Cola Company, an initial 300 bottles have been produced, with the aim of illustrating the potential of “enhanced recycling.”
“These enhanced recycling technologies are tremen-
dously exciting,” says Bruno van Gompel, technical and supply chain director at Coca-Cola in Western Europe.
“And not just for us, but for the entire industry, as well as society.
“They are accelerating our prospects of a closed reusable materials cycle for plastic, which is why we are investing in these technologies.”
Operated by leading German beverage production equipment manufacturer Krones AG, the The Krones MetaPure recycling facilities are one example of enhanced recycling technologies.
These facilities can recycle between 150,000 and 200,000 tonnes of PET bottles per year in various material qualities, including food-grade PET.
The objective is to ensure that beverage bottles and
BOTTLING
other plastic packaging can be recycled completely, including their materials.
Krones subsidiary Dekron presents another successful example of such a product—the DecoType Select direct printing machine.
The machine can print on containers made out of 100-percent rPET using ink that can be removed from the PET without any residue during recycling.
At the end of 2019, German beverage production systems manufacturer KHS GmbH first presented its packaging development that focuses on the entire lifecycle to the public.
The aptly named Beyond Juice is a new bottle development for sensitive beverages such as fruit juices.
The recyclable PET bottle is made out of 100-percent recyclate and is equipped with the FreshSafe PET barrier solution.
This ensures that fruit juices and spritzers have an up to ten times longer shelf life compared to uncoated plastic bottles.
A wafer-thin glass coating makes this possible, preventing oxygen from entering the bottle and carbon from escaping.
“Beyond Juice is more than just a fruit juice bottle; it is our tangible answer to the challenges the beverage industry currently faces,” says Philipp Langhammer, product manager barrier technology at KHS Corpoplast
“In light of the current discussion on plastics, environmentally friendly and practical solutions are becoming more and more important.”
The label area is small, allowing sorting facilities to identify bottles as PET bottles and recycle them without problems. The right glue further ensures that labels can be removed easily to prevents contamination of the recycling stream.
Foil is not used when the bottles are sold in six packs, and are instead held together by glue dots, which can be removed during recycling.
CSB-System announces Nestor V. Plawiuk as the new C.E.O., CSB Canada.
Hermann Schalk, Vice President and Commercial Director of CSB Solutions, announced that he has hired Nestor Plawiuk as the new C.E.O. of CSB Canada. He joins the company at a time of tremendous growth for CSB-System in Canada.
Plawiuk started his career in the meat processing in operations and manufacturing. He has held a number of senior executive, sales and technical positions with world class companies in Canada and the USA – Multivac, CFS, Premier’s Choice, Stein/FMC, and Griffith Foods.
Most recently, Plawiuk has spent the last two years running his own business consulting company focusing on strategic planning and business development with various clients in the food related industries in Canada.
“I am excited to join the CSB group and am looking forward to working with our Canadian customers and the team in Canada to help improve their business and expand CSB’s user group.”
Since 1977, CSB-System has successfully provided integrated software solutions that allows food processing companies to efficiently orchestrate all aspects of their operations, dramatically increasing their profitability. From front office business intelligence, process control and production planning, to QA/Product recall, CSB has all aspects of the food processing company covered. CSB combines excellent industry know-how with state-of-the-art technologies in modular and scalable solutions for the meat industry.
Nestor Plawiuk
Phone: 1-519-579-7272 ext. 203
Email: nestor.plawiuk@csb.com
10 Duke Street West, Suite 103 Kitchener, ON, N2H 3W4
“By eliminating the surrounding foil, we have reduced packaging waste by up to 90 per cent,” says Langhammer.
Sustainable product solutions need smart production processes that increase energy efficiency during production, lower carbon emissions in the long term and reduce material and resource consumption.
Digital interconnectivity and monitoring help optimize product quality and plant availability.
Next generation bottle fillers, for example, require up to 20 percent less energy, and at the same time reduce carbon emissions by up to 50 per cent—all thanks to optimized vacuum pumps.
“We have installed pressure sensors in every single filler valve. These sensors seamlessly identify any deviations from set values as well as breakages,” explains Manfred Härtel, product manager filling at KHS, explaining the automated processes used in the Innofill Glass DRS bottle filler.
A camera-assisted controller monitors the high-pressure injection system and regulates the development of foam, which in turn reduces product losses by up to 50-percent.
The use of process warmth combined with lower water consumption during cleaning also has a positive impact on the machine’s energy balance and reduce production costs.
At the end of 2019, the Ende group introduced the prototype of a selflearning filling valve to the public.
Aided by artificial intelligence, the valve is expected to optimise the production process whilst at the same time significantly reducing operating and maintenance costs.
“To achieve this, we have developed cyber-physical systems that allow the valves themselves to find the best way to fill a certain container with a certain beverage in the most efficient manner and as quickly as possible,” extols Jochen Ohrem, expert of R&D Management at KHS.
For its part, Krones AG offers its customers continuous supportby by trained service specialists, using remote support to troubleshoot and resolve problems should unscheduled downtimes and short-term difficulties occur.
Plant operators can also request augmented reality support. This option uses smart glasses, which give the support specialists virtual, on-site access.
The data-based system is able to identify and resolve weaknesses in the production process at an early stage.
Support specialists continuously monitor the production process from the outside to notify users of emerging problems in due time, and to and guide plant operators through the troubleshooting and resolution process.
Innovations like these, and the many others that will be exhibited at interpack 2020, prove that the long-promised “Smart Factories” are no longer visions of the future but are already a reality today.
n Chicago-headquartered food processing and packaging machinery group Duravant LLC has appointed Chuck Adams as the company’s chief commercial officer.
n Tekni-Plex Medical, the medical device subsidiary of Wayne, Pa.-headquartered packaging group Tekni-Plex, Inc., has appointed Bob Donohue as head of sales and business development for the Americas region, and Dan Lazas as global head of sales.
n Cincinnati, Ohio-headquartered packaging machinery group ProMach has appointed Bret Ranc as the company’s new chief operating officer.
n Davis-Standard, LLC, Pawcatuck, Conn.-headquartered manufacturer of plastic extrusion and converting machinery, has appointed that James Johnson as sales manager of sheet and foam product for the southeast region of the U.S., and Rich Kanarski as manager of technical product management.
n Food packaging machinery supplier IMA Dairy & Food USA Inc. of Leonmister, Ma., has appointed Andrew Butler as area sales manager for the U.S. Midwest region.
n Leading German injection molding and other plastic processing machinery manufacturer Arburg GmbH+Co KG has appointed Guido Frohnhaus as managing director of technology and engineering.
n Florham Park, N.J.-based cosmetics contract manufacturer and co-packer WWP has appointed Josh Kirschbaum as the company’s new chief executive officer.
Packaging Machinery Sales Representative
Located in Vaudreuil-Dorion (West Island), Consolidated Technologies Inc. is a leading manufacturer of End of Line Packaging Machinery (food, beverage, pharmaceutical, nutraceutical, personal care, etc.)
Job Description
We are presently seeking a Montreal office-based sales representative / business development to join our team. The ideal candidate must have a proven track record in sales of packaging equipment for a manufacturing organization with 3-5 years of experience in a similar position. This candidate must be able to travel in Quebec, Ontario, Maritime.
Permanent full-time position. Competitive compensation, with base salary, commissions. Travel expenses covered by the company. Car and valid driving licence needed.
Responsibilities
• Visit existing customers on a regular basis
• Obtain regular information about ongoing and future projects
• Keep track of opportunities and barriers as they arise
• Call directly on prospective customers
• Identify and confirm potential customers and decision makers
• Participate in tradeshow exhibits
• Negotiate contracts
• Cultivate and maintain a professional and positive image
• Develop an annual action plan, including a quarterly sales call schedule
• Develop sales objectives for existing and potential accounts
Charlotte, N.C.: SNAXPO 20, international snack industry trade show by SNAC International. At The Weston Charlotte.To register, go to: www.snaxpo.com
March 23-25
Muscat, Oman: OmanPlast, international plastics, rubber, petrochemical, chemical, plastics recycling and packaging industry exhibition and conference. At Oman Convention & Exhibition Center.To register, go to: www.omanplast.net
March 24-26
Munich, Germany: LOPEC, the international exhibition and conference for the printed electronics industry. At Messe München.To register, go to: www.lopec.com
March 25-27
Las Vegas, Nev.: 2020 PRINT UV conference, global UV printing forum by Print UV Productions. At Encore by Wynn Resort.To register, go to: www.printuv.com
April 1-2
Birmingham, U.K.: Med-Tech Innovation Expo 202 0, medical design and manufacturing exhibition by Rapid Medtech Communication Ltd. At National Exhibition Centre. To register, go to: www.med-techexpo.com
April 15-17
Montreal: SIAL Canada, North America’s food innovation show by Expo Canada France. Concurrently with the SET Canada food equipment and machinery exhibition. Both at the Palais des congrès de Montréal. To register, go to: www.sialcanada.com
April 20-24
Hannover, Germany: Hannover Messe 2020, global industrial technologies and products showcase by Hannover Messe. At Hannover Messe fairgrounds. To register, go to www.hannovermesse.de
ANNOUNCEMENT
Francois Lestage Vice President & Global Business Leader
AstroNova, Inc. (NASDAQ: ALOT), a global leader in data visualization technologies, announces the launch of GetLabels™ (www.getlabels.com), the newest brand in the Company’s Product Identification family. Complementing QuickLabel® and TrojanLabel®, the leading brands for digital color label printers and specialty presses, GetLabels is the world’s premier blank label and thermal transfer ribbon supplier for resellers and brand owners. GetLabels has developed hundreds of unique label materials engineered to cover the aesthetics, functionality, and durability requirements of a broad range of applications. This enables customers to produce their own labels and tags in-house – to their specifications – with just-intime flexibility.
Francois Lestage, who has been with AstroNova since 1996, has been named the Vice President and Global Business Leader of the supplies business, and GetLabels falls under his authority.
Donohue Lazas
CHECKOUT
PACKAGING INNOVATION IS ALIVE AND WELL
As the debate over environmental impact of the $20-billion global bottled water industry continues to rage, the time seems ripe for some bright minds to come up with refreshing alternatives to traditional plastic water containers. By any measure, the new resealable aluminum water can from Quebec-based startup Cycle Water is a bright idea on many levels. While aluminum cans have historically been used to provide beverage products with extended shelflife, they were limited in terms of convenience by the fact they were not resealable one the pull-tab has been pulled open. And while the water bottle topped off with crew-caps can be but resealed and reused at least a couple of more times, they are just not recycled as often as the aluminum can tend to be, for a variety of reasons. So by borrowing the best attributes of both, Cycle Water has introduced a 437- ml aluminum can with a unique closure that allows consumer to pull the lever on the top and then slide it back into the closed position, avoiding accidental spills and keeping the leftover contents fresh. Thoughtfully, the top surface of the lid also has instructions on operating this mechanism etched into the surface for added simplicity. As with bottle, you can also rinse out and refill the can several times afterwards a few time before finally setting it aside for recycling. When you consider that aluminum cans in general cool faster, store efficiently, are lighter to transport and, notably, are nowadays made with 65-percent PCR (post-consumer recycling) content, you can feel pretty good about making this “impact conscious” choice over a plastic bottle.
As many of you may have noticed, Bluetooth speakers are becoming increasingly commonplace around the home and workplace. Easily portable for use on a desk, in the car or at a park, mobile speakers are quickly becoming a must accessory for on-the-go audio entertainment, and the new Mini H2O 3 Rugged Bluetooth Speaker from Altec
Lansing is a great new technological gadget retailing in clean and fully transparent packaging that makes it an irresistably compelling impulsive purchase. The packaging consists of a rugged cardboard openbox bottom with an insert to hold the speaker in place, with the clear rigid plastic top making for an effective display case that secures the speaker firmly in place until opening. The cardboard bottom uses blocks of simple imagery to illustrate the product’s “Water Proof, Snow Proof [and] Dirt Proof” design attributes, while the bold black lettering on the front and back of the box does a nice job of displaying the brand’s name and details of the display’s contents, which include a handy carabiner. The flat top of the display case is deftly stylized with opaque printing of the company’s logo and the “Just Listen” teaser line enticing consumers to give it a try. With several speaker colors to choose from, the straightforward packaging allows for high-impact in-store display of the product either on the shelf or a display rack, enabled by the built-in foldable hanging tab at the top.
Combining product advertising, packaging and a recipe book in one nifty box, the Authentic Cookina Reusable Grilling Sheet from Quebecbased Cookina Inc. comes in a an attentiongrabbing black-and-orange box mimicking the traditional elongated square cartons used to house rolls of aluminum foil rolls, cling-wrap, waxed paper and other similar tube-rolled baking and cooking materials. Typically retailing in the barbecue sections of hardware stores, the box vividly displays various photographs showing the many potential uses of the cooking sheet in a busy arrangement that really makes it stand out on the shelf. Using multiple fonts and color to convey instructions and product attributes—including FDA approval and No PFOA & BPA compliance—the carton also incorporates a clever holographic security seal embedded with a hidden a registration code consumers can use to join the ‘Cookina academia privileged customer
experience’ online. Busy packaging can often be too much of a good thing, but this clever box utilizes every bit of packaging real estate deliver all the essential product information one needs to inspire outdoor cooking enthusiasts onto memorable feats of barbecue glory with minimal mess.
PHOTOS BY JEFF MAY
With fruit and vegetable smoothies having become a popular mainstay beverage amongst the growing ranks of healthy eating devotees, Evive Smoothies co-founders Claudia Poulin and Dominic Dubé have created a wonderful way to enjoy these vegan delights in single-serve triangular cubes. Arranged in a circle of the round plastic container tray fashioned afte a typical ice-cube tray, the eightpiece Evive Smoothie Cubes can be easily removed one at a time and added to the base liquid, frozen or thawed, to blend or stir a delicious and healthy beverage concoction with minimal effort. Retailing in resealable 405-gram bags containing three trays, the product is well served by its enticing graphic design depicting and the key product ingredients and internal packaging components placed around a frosty mason jar filled to the brim, and then some, with a delicious-looking smoothie. The top of the flesh-colored bag uses sharp black font to clearly communicate the product attributes to the consumer, while the bag’s backside panel contains all the important preparation instruction and required nutritional content information. Thoughtfully, one of the bag’s side panels is also left see-through clear to allow consumers have a peek at the contents inside. Certified under the Non-GMO Project program and also carrying an Ecocert Canada label to indicate its primarily organic composition, this inspired product innovation is a joyful example of what flexible packaging can do for creative brandowners eager to cultivate and nurture strong brand loyalty amongst its targeted consumer demographics and beyond.
Jeff May is owner and proprietor of Scallywags, a popular midtown Toronto sports pub specializing in live coverage of major international sporting events. For information and broadcast schedule, go to: www.scallywags.ca
Cost-Effective Combination Systems for Limited Production Line Space
METTLER TOLEDO offers checkweighers combined with metal detection, x-ray, or vision inspection technology, allowing you to achieve reliable performance insight during the production process.
Our complete line of combination systems feature standard and customized solutions, are single operation for complete quality control, and allow you to easily achieve full compliance with local weighing regulations and retailer standards.
Discover how METTLER TOLEDO checkweighing combination systems will help you achieve safety and production excellence today by visiting or calling 1-800-METTLER www.mt.com/ca-combo-systems