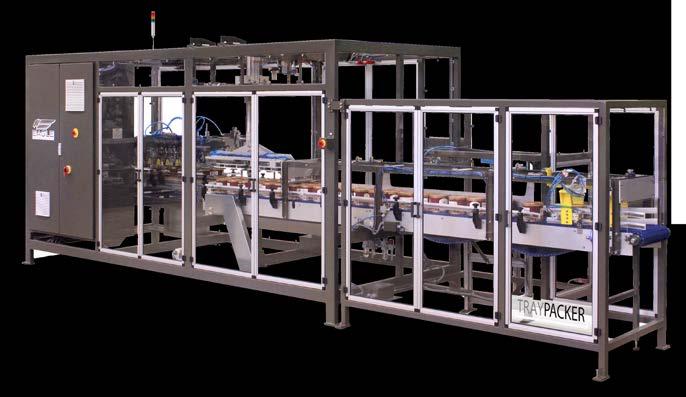
The 9550’s breakthrough design eliminates mechanical adjustments, wear parts and failure points that cause everyday operational problems.
Using Intelligent Motion™ technology, the entire machine is automatically and precisely controlled. In addition, the 9550 applies the label directly onto the pack without the need for an applicator.
The smarter way to print and apply labels
www.videojet.com/9550
MARCH
2017 VOLUME 70, NO. 3
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
ACCOUNT MANAGER
Adnan Shah • (416) 510-5117 AShah@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228 AJoseph@canadianpackaging.com
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
e-mail: rthava@annexbizmedia.com
Tel: (416) 442-5600 ext 3555
Fax: (416) 510-5170
Mail: 80 Valleybrook Drive, Toronto, ON M3B 2S9
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $74.50 per year, USA $130.95 US per year, Outside Canada $149.00 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
It may have been the deal of the decade in the global food industry, but last month’s failed US$143-billion hostile takeover bid launched by Kraft Heinz to acquire Anglo-Dutch CPG (consumer packaged goods) rival Unilever is unlikely to go down in corporate history as an epic case of missed opportunity for either side.
Although there is no telling if Unilever’s swift “thanks but no thanks” refusal to accept the offer is the end of the story—given Kraft Heinz’s seemingly endless appetite for game-changing megamergers—it’s safe to say there are thousands of Unilever employees all over the world sleeping better at night in the knowledge that their jobs are relatively safe for time being.
Having developed a fierce and fearsome reputation for massive job cuts, heartless plant closures and relentless penny-pinching across all of its business units, Kraft Heinz has undoubtedly become the proverbial Big Bad Wolf of the global CPG business, devoid of sentiment or moral obligation to any cause higher than fattening its bottom line.
And while it would be a stretch to paint Unilever as a model of selfless altruism and social philanthropy, there is no denying a huge gap in the two companies’ respective corporate cultures—especially when it comes to environmental sustainability.
Primarily controlled by investment magnate Warren Buffett and Brazilian private equity firm 3G Capital, Kraft Heinz is one of a very few large multinationals that does not even bother with producing a corporate sustainability report, which seems like a an arrogant omission for a company with a massive global environmental footprint.
In contrast, Unilever practically wrote the book on environmental sustainably and corporate social responsibility—namely the Unilever Sustainability Living Plan —hailing the virtues of a gentler, kinder
and softer capitalism “with a human face” that sees clean environment and happy consumers as partners in the company’s quest for continued growth, rather than annoying obstacles and roadblocks to it.
Aiming to cut Unilever’s environmental impact in half by 2020 from 2008 levels and to improve the lives of one billion people worldwide, the plan often reads like it was penned by Greenpeace or a human rights institute, rather than a corporate heavyweight with serious financial obligations to its shareholders.
And full credit to Unilever shareholders for buying into this humane corporate vision relentlessly championed by the company’ charismatic chief executive officer Paul Polman, who only a few weeks ago publicly reasserted Unilever’s commitment to making all of its plastic packaging fully reusable, recyclable or compostable by 2025.
“Our plastic packaging plays a critical role in making our products appealing, safe and enjoyable for our consumers,” Polman stated. “Yet it is clear that if we want to continue to reap the benefits of this versatile material, we need to do much more as an industry to help ensure it is managed responsibly and efficiently for post-consumer use.
“To address the challenge of ocean plastic waste we need to work on systemic solutions—ones which stop plastics entering our waterways in the first place,” Polman said, pledging Unilever’s commitment to developing and sharing a practical technical solution to recycle multilayered sachets, particularly for coastal areas most likely to allow plastics to leak into the ocean.
“We hope these commitments will encourage others in the industry to make collective progress towards ensuring that all of our plastic packaging is fully recyclable and recycled,” he said.
For our part, we would hope to see Kraft Heinz be sufficiently encouraged to do the same, but something tells us not to hold our breath, at least for the time being.
George Guidoni
processor starts upon two new production lines to accommodate growing consumer demand for fresh spinach packaged inside resealable plastic tubs offering extended product shelf-life.
DEPARTMENTS & COLUMNS
Fresh fruit distributor comes up to speed with in flying colors with thoughtful end-of-line packaging automation.
Thriving pet food manufacturer goes the extra stretch to ensure optimal product protection for its high-quality product offerings.
packaging machine-builder enhances the functionality of its equipment with leading-edge system components. 35
How product inspection systems manufacturers are responding to evolving market needs and stricter food safety requirements.
Your preview to next month’s inaugural ProFood Tech exhibition.
Cover photography by Naomi Hiltz
RESIN PRODUCER OFF AND RUNNING WITH NEW REACTOR
Calgary-headquartered plastics resins producer Nova Chemicals Corporation has commenced the commercial production of polyethylene at its massive new LLDPE (linear low-density polyethylene) gas phase reactor at the company’s production site in Joffre, Alta.
Said to be the first new LLDPE reactor to come online in the Americas region in over a decade, the new reactor was successfully started up last December to begin producing commercial quantities of butane LLDPE for customers in the flexible packaging industries.
“The new capacity allows NOVA Chemicals to meet the growing demand for flexible films used in food packaging, heavy-duty sacks and can liners,” says Nova Chemicals senior vice-president of polyethylene business Chris Bezaire.
“The new supply of LLDPE from our PE1 Expansion Project will enhance NOVA Chemicals’ position as a leading polyethylene supplier in the Americas,” says Bezaire, “helping our customers grow and succeed in their businesses.”
According to Nova Chemicals, a wholly-owned subsidiary of the International Petroleum Investment Company (IPIC) of the Emirate of Abu Dhabi, United Arab Emirates, the new reactor will boost its annual LLDPE capacity by one billion pounds—raising its total polyethylene capacity up to five billion pounds per year.
CASCADES SONOCO PLANT TO GET US$16-MILLION UPGRADE
Cascades Sonoco, a joint-venture company of consumer packaging manufacturer Sonoco Products Company and Kingsey Falls, Que.-headquartered paper products group Cascades Inc., has announced a US$16-million investment to expand its existing manufacturing facility in Birmingham, Ala.
A large part of the investment will be geared towards upgrading the plant’s proprietary new FlexShield, FluteShield and SurfShield water-based coating technology, with the aim of producing 40,000 to 50,000 tonnes of sustainable coated materials annually.
The new coatings, recently introduced to the folding carton and corrugated industries, are described as “revolutionary water-based functional and barrier coatings designed to replace the standard LDPE coating used in take-out container folding carton applications,” as well as wax replacement technology for the corrugated industry.
“This investment represents a significant geographic expansion for water-based products by Cascades Sonoco, especially in the fast-growing southeastern U.S.,” says Rodger Fuller, senior vice-president of Sonoco’s Paper & Engineered Carriers and Display & Packaging business units for Canada and the U.S.
Installation of new equipment for the water-coating line will begin early this year, according to the company, with full startup expected in the second quarter of 2018.
“This strategic investment will certainly help Cascades Sonoco expand its product offerings into the highgrowth consumer-oriented markets,” says Luc Langevin, president and chief executive officer of the Cascades Specialty Products Group.
SINGLE-USE PODS TO CHANGE THE FACE OF SHAVING FOR MEN
For a product used by millions of men almost daily, man’s shaving cream has seen surprisingly little innovation since the introduction of shaving gel back in the 1970s.
But thanks to a recent breakthrough collaboration between the Pacific Saving Company and leading water-soluble packaging films pioneer MonoSol, LLC of Merrillville, Ind., the traditional walls of cans and tubes dominating the men’s shaving aisle may soon have to make room for the lightweight stand-up pouches packed with the single-use dissolvable pods similar to the water-soluble packets that revolutionized the laundry and dishwashing product categories in recent years.
Launched earlier this year at Target retail stores in the U.S., the Single-Use Shaving Cream Minis are currently retailed in 40-piece resealable stand-up pouches.
“There has been a great deal of innovation and disruption happening in shaving for razors and blades, but not much for shaving creams and aftershaves,” says Stan Ades, co-founder of Pacific Shaving Company in San Francisco, Ca. “We strive to develop innovative and effective shaving care products for men and women, and Single-Use Shaving Cream Minis fit perfectly with that goal.”
The food-grade, water-soluble film supplied by MonoSol helps to dispense highquality shaving cream in easy-to-use, premeasured pouches that release their contents when exposed to water, with each pod producing enough cream for a full shave.
Says MonoSol president Scott Bening: “We’re always asking what can’t we put in a packet that dissolves in water.
“We have seen success in laundry detergents, automatic dishwasher detergents, food coloring, and pool and spa products in water-soluble film, so why not enhance convenience in personal care products?”
Adds Ades: “Like laundry and automatic dishwasher single doses, we expect the Minis to change the way people shave, particularly in a world striving for convenience.”
Nova Chemicals Coporation has completed the capital-intensive PE1 expansion project at its Joffre production complex.
NOTES & QUOTES
n Israel-headquartered specialty packaging producer Aran Group, manufacturer of high-barrier bags for IBC (intermediate bulk container) and BIB (bag-in-box) applications, has commenced operations of its Aran U.S.A. manufacturing subsidiary (picture above) in Greer, S.C., while also establishing strategic warehouse and distribution centers in California and Brampton, Ont., as part of a US$5.2million investment. “We sell products in over 40 countries worldwide, and our new plant and two distribution centers enable us to provide faster service and support our customers across the Americas,” says vice-president of sales and marketing Felix Mallul. Founded in 1983, Aran provides specially-engineered bags—ranging in size from one-quart to 300-gal-
lon capacity or more—for aseptic and nonaseptic packaging of fruits and vegetables, purees, sauces and condiments, dairy products, liquid eggs, edible oils, wines and water.
n Toronto-headquartered specialty labeling and packaging product group CCL Industries Inc. has reached a tentative deal to acquire Innovia Group, a leading global producer of specialty BOPP (biaxially-oriented polypropylene) films and polymer banknote substrates, from U.K.-headquartered venture capital firm The Smithfield Group LLP for an estimated $1.13 billion. “CCL will be an excellent long-term owner for both our employees and customers,” says Innovia’s chief executive officer Mark Robertshaw. “CCL recognizes and values Innovia’s world-leading technology, R&D and differentiation in films and security markets, and sees a high degree of complementarity with CCL’s own capabilities and markets to establish new growth opportunities for their business.”
n Diversified packaging products group Sonoco of Hartsville, S.C., has completed the acquisition of Hickory, N.C.-based flexible packaging converter Plastic Packaging Inc. (PPI), which specializes in short-run, customized flexible packaging for consumer brands in the food, pet-food, confectionary, and personal-care markets. Employing about 170 people at two manufacturing facilities in Hickory and Forest City, N.C., PPI generated estimated revenues of US$42 million last year, according to Sonoco. “This acquisition grows our flexible packaging assets in the southeast U.S., adding short-run capabilities that allow us to offer additional specialty and customization capabilities to our customers,” says Rob Tiede, senior vice-president for Sonoco’s Global Consumer Solutions business. “PPI complements Sonoco’s existing technologies and leverages our expertise in flexible packaging, while expanding our customer base in complementary markets.”
n Industrial automation components supplier Beckhoff Automation LLC of Savage, Minn., has opened up a new 3,300-square-foot regional sales and support office in Mason, Ohio, (picture above) to provide improved technical sales and engineering services for customers in Ohio and the Great Lakes region. “The Great Lakes states offer a wealth of new business opportunities for Beckhoff, with strong growth industries such as machine building, automotive assembly and consumer product manufacturing,” says Aurelio Banda, president and chief executive officer of Beckhoff Automation North America. “Our PC- and EtherCATbased control solutions are ideally suited for these and other common applications in the region, given their inherent flexibility and high performance.”
Ishida Weighers
NOTES & QUOTES
n Hayward, Ca.-headquartered food processing and packaging machinery group Heat and Control Inc. has commenced construction of a new manufacturing facility (rendering above) that will house the company’s Spray Dynamics Group business. Acquired in 2011, Spray Dynamics specializes in the manufacture of precision spraying, dispensing and applicating systems for a wide range of liquid and powder food ingredients such as oils, seasonings, vitamins, tack and release agents, chocolate, syrups, candy coat ings, anti-oxidants and anti-clumping agents. Located in Union, Mo., the 103,000-squarefoot facility—scheduled for completion in the third quarter of 2017—will initially employ 50 to 60 people. With room to accommo date over 100 full-time staff in the future, the new Union plant will house a state-of-theart R&D facility and a testing center with a fully-integrated production line comprising processing, conveying, coating and pack aging equipment. “The new facility reflects all the hard work and dedication the Spray Dynamics team has given over the past 19 years,” says Spray Dynamics general manager Dave Homeyer.
n Glendale, Ca.-headquartered labeling films and materials group Avery Dennison Corporation has reached a tentative deal to acquire the Israel-based pressure-sensitive materials supplier Hanita Coatings for an estimated US$75 million. “In addition to expanding our product portfolio and pro viding new growth opportunities, Hanita Coatings’ culture of innovation and longstanding commitment to R&D are a strong fit with our own company’s 80-year history of innovation in materials science,” says Av ery Dennison president and chief execu tive officer Mitch Butier. With 2015 sales of about US$50 million, Hanita Coatings manufactures coated, laminated, and metallized polyester films for a broad range of industrial and commercial applications, including top-coated polyester films are used in the manufacture of durable labels and ultra-high barrier films used in cold-chain packaging.
n Diversified packaging products group Sonoco has announced a US$20-million investment in the development of a packaging center to support Duracell ’s new North American battery packaging operation near Atlanta, Ga. Headquartered in Hartsville, S.C., Sonoco’s Display and Packaging group will install and operate a state-of-the-art primary packaging equipment at the new center, provide all the required packaging materials, and produce retail merchandising displays that will be packed on-site. “This unprecedented go-
to-market packaging solution for Duracell is unlike any effort provided in our industry,” says Sonoco president and chief executive officer Jack Sanders. “As a solutions company which offers multiple packaging products and services, we are able to meet all of Duracell’s unique packaging and retail merchandising needs.”
n Plastic Industry Association (PLASTICS) has been selected as the new formal name of the rebranded plastics industry group formerly known as SPI: The Plastics Industry Trade Association. Formed in 1937 and headquartered in Washington, D.C., the 80-year-old trade group has also launched a new logo (image above right) that provides a better representation of the plastics industry supply chain, comprising brand-
owners, equipment manufacturers, material suppliers, moldmakers, processors and recyclers. “To continue to drive the industry forward for decades to come, our national board made a decision to evolve our purposedriven organization,” says PLASTICS president and chief executive officer William Carteaux. “We’re not a society: we’re an association that helps to shape the future of the industry, and our new identity reflects the way forward.”
FIRST GLANCE
DYNAMIC DESIGN AND FUNCTION
Dynamic Conveyor has redesigned its narrow DynaCon radius turn conveyors to accommodate small parts or packages of product that need to be transferred around tight corners on fourto 10-inch-wide conveyors with lateral turns. Like all modular DynaCon conveyors, the DynaCon radius turn conveyors can be designed with one or numerous opposing turns that run the gamut from five to 180 degrees, yielding additional energy savings by enabling the use of one drive motor on long-running conveyor lines Dynamic Conveyor 401
RIGHT ACROSS THE BOARD
Providing an eco-friendlier alternative to solid bleached sulphate (SBS), the 100-percent recycled MasterWorks Ultra 100 Whiteback paperboard from PaperWorks Industries, Inc. is engineered to provide the same appearance and performance attributes of traditional SBS board, including high brightness of both front and back, high stiffness and low grain ratio. With improved strength-to-weight ratios compared to traditional CRB (coated recycled board), the food-grade board boasts environmental certifications of the Forest Stewardship Council and the Recycled Paperboard Alliance PaperWorks Industries, Inc. 402
PRIMARY PACKAGING SOLUTIONS
THE NEXT BEST THINGS
Distributed by Weber Marking Systems of Canada, the new Next Series 8 range of continuous inkjet printing systems from BestCode are outfitted with an array of value-added features to facilitate reliable high-speed printing of both small- and large-character product codes and other variable product information in real time. Designed for optimal user-friendliness and performance levels even in harsh industrial environments, the Next Series 8 continuous inkjet printers offer numerous benefits, including:
• Extended operation times, enabled by the advanced CleanStart feature for automatic printhead cleaning, providing more that 500 hours of operation between human interactions with the equipment.
• Automated end-of-day coding and marking routine, facilitated by the AutoOff Go Home button that automatically prompts the printhead cleaning and shuts the system down until restart.
• True non-contact printing of dry, permanent, and reliable marks and codes on a wide range of substrates, including plastic, glass, paper and more, with ink throw distances from 12-mm up to 50-mm.
• High-speed printing at speeds exceeding 2,000 feet/minute for one line of text; over 600 feet/ minute for two lines; and 300 feet/ minute for three or four lines of text.
• Wide character size range: from 0.6-mm on the edge of a toothpick or paperclip up to 19-mm print on sides of corrugated cases and other large-character applications.
• Large-volume ink and solvent tanks to hold multiple liters of fluids for extended run time, enabling continuous operation for over 1,000 hours between ink refills.
• Enhanced ease-of-use with a large 10.4-inch color touchscreen control panel offering a vivid display with large intuitive buttons and status indicators, along with OneTouch single-step operator functions used throughout the interface.
Weber Marking Systems of Canada 403
THE INCREDIBLE BULK
Designed for moving bulk material from boxes into a mobile bin with a vibratory feeder that services multiple downstream processes, the new TIP-TITE bulk transfer system from Flexicon Corporation features stainless-steel construction to allow
FIRST GLANCE
for safe handling of corrosive materials and/or washdowns between the production runs of contamination-sensitive food, nutraceutical, pharmaceutical and chemical products. With casters mounted at the base of the bin to be rolled away from processing areas for a complete washdown, the system accepts boxes loaded at floor level and raised hydraulically to seat against a discharge hood. The assembly is then hydraulically elevated and tipped, which mates the spout of the discharge hood to a gasketed receiving ring installed on the lid of the mobile bin. The dust-tight connection allows the opening of a pneumatically actuated slide gate for discharging of the material into the bin with no contamination of the product or plant environment, while permitting for the partially-empty boxes to be returned to the plant floor with no dusting.
Flexicon Corporation 404
SHIFTING GEARS
SEW-Eurodrive Co. of Canada Ltd. is launching a new pick-up and delivery service—tailored specifically for manufacturers—to facilitate effective maintenance, servicing and repair of gear units and gearmotors, as well as other components. The service begins with SEW providing manufacturers with a signature-red Pick-Up Box free of charge, and then working with their logistics partners to collect the boxes when they are full to safely transport them for repairs and maintenance. Once collected, the company’s highly experienced service technicians will check and carry out repairs on the collected equipment right upon arrival, according to the company.
SEW-Eurodrive Co. of Canada Ltd. 405
PLAYING IT SAFE
Pilz Automation Safety Canada, L.P. has expanded the PSENslock safety gate system with two new product types: one offering expanded
diagnostic functions, with the other type enabling OSSD (Output Signal Switching Device) outputs to be switched independently from the guard locking device. The PSENslock safety gate system is designed to provide effective provides safety gate monitoring with electromagnetic process guarding for gates, flaps and covers in one compact product, according to the company, with the two new types enabling users to benefit from faster diagnostics or greater design freedom.
Pilz Automation Safety Canada, L.P.
SHELFISH INTENT
406
Designed primarily for use in produce packaging applications requiring extended shelf-life, the new OX-TRAN 2/12 oxygen permeation instrument from MOCON, Inc.
Contiform AseptBloc, Canadian Packaging, 200x273 mm, CC-en31-AZ0?? 09/16
enables produce marketers and their material suppliers to quickly obtain accurate oxygen permeation data with a user-friendly system featuring simplified setup, a new user interface, and increased automation capabilities. According to the company, the OX-TRAN 2/12 system is equally well-suited for brand-owners as well as film manufacturers and converters who either use or sell flexible materials for produce applications—using the instrument across the supply chain to ensure that quality standards are being met at every stage of the process.
MOCON, Inc. 407
LIVING ON THE CUTTING EDGE OF TRUE PACKAGING SUSTAINABILITY
Achieving perfect packaging sustainability may often seem like trying to meet and ever-shifting target, but with companies like the aseptic packaging products group Tetra Pak steadfastly leading the charge, simply turning back is not really an option.
Earlier this year, Tetra Pak announced the launch of new Tetra Brik Aseptic 1000 Edge beverage carton, featuring the LightCap 30 biobased resealable closure and bio-based inner film lining—both produced from polymers derived from sugar cane.
Combined with the dominant paperboard material, the new packaged boasts renewable content of over 80 per cent—the threshold for fourstar certification from Belgian-based certification agency Vinçotte, recognized as the world’s leading authority for assessing the renewable content of packaging products.
The new package also boasts up to 17-percent lower carbon footprint than a standard aseptic package, according to an independent LCA (lifecycle analysis) study conducted by IVL Swedish Environmental Research Institute
“Increasing the use of renewable materials, defined as natural resources that can be replenished over time, plays an increasingly important role in mitigating resource scarcity and climate change,” says Philippe Dewolfs, president of Vinçotte’s certification committee.
“This is the only aseptic carton package we have certified so far that has qualified for four-star certification,” Dewolfs points out.
“There is a growing trend that consumers want
to do more for the planet, and they want brand-owners to help them achieve this,” says Charles Brand, Tetra Pak’s executive vice-president for product management and commercial operations.
“With the authentic certification from Vinçotte, our new package gives customers credible information to communicate with consumers, and helps them differentiate their products.”
Says Brand: “Our ultimate goal is to produce all of our packages using only sustainably-managed renewable materials, and launching the new Tetra Brik Aseptic 1000 Edge with Bio-based LightCap 30 package is a significant milestone for us on that journey.”
Requiring no additional investment to run the new package on existing Tetra Pack processing and machinery, the globally available Tetra Brik Aseptic 1000 Edge with Bio-based LightCap 30 package shows that the company is on track with its long-term sustainability goals, announced in 2012, including:
• To use only FSC (Forest Stewardship Council)certified paperboard;
• To produce a package with 100-percent renewable materials content;
• To achieve 40-percent global recycling rate;
• To cap the company’s climate impact across the value chain at 2010 levels by 2020.
According to Tetra Pak’s vice-president of environment Mario Abreu, the company has so far achieved 23.6-percent recycling rate and has reduced its GHG (greenhouse gas) emissions by 15 per cent, while increasing the number of Tetra Pak cartons sold worldwide by 16 per cent.
UPSCALE VODKA TO LIGHTEN UP
While glass is usually a euphemism for class in the world of luxury high-end products, the renowned Sobieski brand of Polish vodka is bravely breaking away from that dogma with a recent switch from heavy 1.75-liter glass containers to the featherweight PET (polyethylene terephthalate) plastic bottles manufactured by leading Austrian packaging products group Greiner Packaging
According to the vodka’s brand-owner Marie Brizard Wine & Spirits Group, “The light weight of the bottle makes transport from producer to the point-of-sale not only simpler, but also helps to save on carbon-dioxide emissions during transit.
“In addition, the risk of breakage is reduced, consequently preventing potential product rejects, and the bottle can also be reused any number of times by consumers after the vodka has been used up.”
Despite the switch to plastic, the Sobieski brand vodka still maintains elegant appearance achieved by a high-quality engraving process used to decorate the injection stretch blowmolded container.
“The raw material and the modern production approach used on this product ensure greater bottle transparency, thereby highlighting the engraving of the brand logo even better,” says Günter Ausserwöger, sales director for Greiner Packaging’s Kavo division. “The bottles now completely match our client’s expectations for what a premium brand should look like.
“The PET bottles meet environmental demands since they can be easily recycled and reused, which .means many plastic bottles become just plain bottles again, while the fibers made from recycled PET can be used in the textile or other industries.”
BAGMAKING MACHINE-BUILDER AIMING TO CLOSE THE PLASTIC RECYCLING LOOP WITH PACKAGING AFTERLIFE
Overflowing landfills, plastic waste in our oceans … the issue of plastic pollution is no longer merely a concern of environmental activists.
It has become a matter of public interest and government legislation, while also prompting many big retailers to embrace waste reduction and recycling programs.
The trend towards sustainable packaging has been growing significantly in the past years, bringing into focus reusability, biodegradability and recyclability of the packaging materials.
But with the development of the production technology for woven plastic sacks made from rPET (recycled polyethylene terephthalate), Austrian-based industrial machinery manufacturer Starlinger & Co. GmbH has recently discovered a whole new opportunity of closed-loop production for this type of packaging.
“We are building on decades of vast experience in woven polypropylene sack production—a type
of packaging that is reusable and recyclable”, says Stéphane Soudais, head of Starlinger’s Consumer Bags Division. “Since 2013 we have been able to produce PET tape fabric from virgin PET and recycled PET pellets on our machines, which can be used for a variety of packaging applications.
“Now we have achieved another breakthrough in working with recycled PET, enabling us to produce rPET tapes directly from PET bottle flakes.”
Soudais explains that the fabric made of PET tapes can be converted to various types of woven sacks or used for technical applications—such as for carpet backing or geo-textiles.
“With this material, producers of woven plastic packaging have the option of true closed-loop production.”
Says Soudais: “In the area of consumer products,
where many stakeholders are already putting a strong focus on sustainability, fabric produced from rPET flakes can be used for various types of sacks.
“They can provide an attractive package for dry bulk goods such as fertilizer, building materials, pet products, kitty litter or pet food, as well as grains and flour,” Soudais explains, citing his company’s new rPET-based PP*STAR pinch-bottom type bags (see picture) manufactured on Stralinger-made machinery.
“This is a very sustainable packaging option that gives the product both a high-class look and best possible protection,” Soudais asserts.
“Fully-recyclable, these bags can be used to produce PP*STAR pinch bags again—or any other woven plastic bag type for that matter—thereby completely closing the loop in the packaging cycle.”
one easily-integrated station could divert, transfer, and sort?
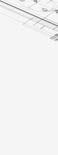
The MODSORT station is an innovative low-noise, low voltage modular transfer and diverter station. It can easily integrate with new or existing material handling systems, eliminating the need for a lift, pneumatics, or Z-direction position feedback devices, and can help achieve energy savings from 50-60% when integrated with a motorized roller-based system.
MODSORT utilizes System Plast™ 2253RT Roller Top Belt featuring a 1-inch on-center sphere array, allowing very small packages to be moved. Motorized Drive Rollers and controls allow flexibility in wiring, the ability to move everything from exceptionally small polybags to boxes, and safe, efficient, quiet and low-maintenance operation. For more information, visit www.RegalPTS.com/MatlHandling
What is SMART PACKAGING?
SMART PACKAGING is an active or intelligent interactive packaging system that delivers benefits and added functionality to the value chain.
What is our GOAL?
To accelerate the development and broad adoption of SMART PACKAGING innovations.
Membership gets Founding Member status and a seat at the Leadership Council
intelliPACK Member Developed Case Studies
SMART PACKAGING is an active or intelligent
VISION
DEFINITION
MISSION
and added functionality to the value chain.
To unite leading organizations across the packaging value chain to collaboratively explore, evaluate and mobilize innovative and sustainable SMART PACKAGING solutions.
OBJECTIVE
To facilitate the convergence of ideas with all supply chain stakeholders to create awareness, educate and facilitate the commercialization of SMART PACKAGING solutions.
GOAL
To accelerate the development and broad adoption of SMART PACKAGING innovations.
GEOGRAPHIC BOUNDARY
Serving North America while sharing solutions globally.
GUIDING PRINCIPLES
Alignment with likeminded organizations.
PARTNERSHIP
IntelliPACK is a partnership between PAC and CPEIA and their respective member companies.
SEALED AND DELIVERED
Ontario fresh produce stalwart maintains buoyant business growth with leading-edge processing line integration and skillful packaging innovation
BY GEORGE GUIDONI, EDITOR
BY NAOMI HILTZ
There’s no such thing as too much growth in the highly competitive fresh produce business—as long as you have the right tools and skillset to cope and keep up with it in step with market demand and trends.
Which is exactly what the Burlington, Ont.-headquartered Ippolito Fruit & Produce Ltd. has managed to accomplish on a consistent basis for over 70 years, and counting.
Founded in 1946 in Hamilton by Carmelo and Filmonell Ippolito, the modest local produce wholesaler has grown in proverbial leaps and bounds under the ownership of four successive generations of the company’s founding couple.
Nowadays operating four affiliated prospering businesses under the Ippolito Group corporate umbrella, the vertically-integrated grower, packer, processor and distributor of a broad range of fresh produce and salad mixes for retail, wholesale and foodservice markets across eastern Canada is embarking on yet another major growth-driven expansion—prompted by the modern consumers’ reignited love affair with fresh spinach.
SUPER TROOPER
As one of today’s trendiest so-called ‘superfoods,’ lauded for its rich iron content and many other nutritional benefits, spinach has actually been at the heart of Ippolito’s business throughout most of the company’s existence, with its bestselling Queen Victoria and Frisco’s brands enjoying steady market share growth since well before the turn of the century.
And while the company’s product portfolio has grown and diversified significantly over the last couple of decades—now comprising of over 200 high-quality SKUs (stock-keeping units) ranging from lettuce and brussel sprouts to squash, asparagus and ready-to-cook vegetable mixes—processing and packaging fresh spinach remains an around-the-clock, year-round activity driving many of the company’s important strategic decisions on capital investment and resource allocation.
Already ranking as the largest privately-owned fresh produce supplier in Canada, Ippolito has recently started up two new state-of-the-art spinach processing and packaging lines at a newly modernized, 75,000-squarefoot facility located a few city blocks away from its elegant central headquarters building in Burlington’s east end.
Commissioned, assembled and integrated under the watchful eye of Ippolito’s director of engineering Doug Alexander, a 30-year food industry veteran with extensive production and process control experience under his belt, the two new side-by-side lines are already setting new productivity and quality control benchmarks for other Ippolito facilities to emulate down the road.
“Over the years, Ippolito has succeed in becoming the supplier of choice for leading retail and other cus-
Director of engineering Doug Alexander (above) demonstrates the ease-of-opening of the resealable two-layer film structure used as lidding for the family-sized plastic tubs used to package the company’s Queen Victoria brand of fresh spinach.
PHOTOS
tomers by maintaining very high product quality and food safety standards in combination with high service levels—offering them our product the way they want it and when they want it,” Alexander told Canadian Packaging on a recent visit to the new facility, operated around-the-clock in a chillroom environment maintained at 2°C temperature.
Boasting some of the most advanced, fully-automated processing and packaging equipment available in the market, the two nearly identical lines—one for bagging and one for tub-filling—were designed to enable the plant to turn out over 3,000 pounds of packaged produce, mostly spinach, per hour, with minimal human intervention.
“One of the primary goals in the design of the new lines was to bring the levels of human intervention and manual labor down to a minimum,” says Alexander, “and I think it’s a mission accomplished.
“Being a 24/7 operation, processing 3,000 pounds of loose-leaf product 12 hours a day, seven-days-a-week, was always going to be a tall order,” Alexander relates, “but thanks to the collaborative approach we used in working closely together with all or key suppliers, we accomplished exactly what we set out to do.
“This was not just your usual design-and-build project,” Alexander points out.
“The outstanding level of collaboration, commitment and professionalism our suppliers have shown from start to finish were absolutely critical to the success of this project,” says Alexander, singling out Burlington, Ont.-based packaging systems in-
Plastic totes filled with fresh-packed spinach are continuously fed onto the two highy-automated packaging lines recently installed at Ippolito’s new processing facility in Burlington straight from the freezer to create a solid-state product flow with minimized exposure to air and light.
The high-efficiency Turetti washing systems installed at the new Burlington spinach processing facility employ an innovative counter water flow method to wash the product, which has reduced the lines’ water consumption requirement by half from previous levels.
Requiring minimal human supervision or intervention, the two fully-integrated production lines at the new Burlington facility can each package up to 1,500 pounds of fresh spinach per hour.
tegrators Abbey Packaging Equipment Ltd. for special high praise.
“When they tell you how a particular piece of equipment is going to perform on the line, you can really take their word for it,” says Alexander, citing a significant reduction in product giveaway enabled by installation of high-accuracy Anritsu checkweighers near the end of the two packaging lines.
“Abbey promised that they would reduce our average product giveaway down to two per cent per package, and that’s exactly what we have experienced,” he extols, citing a nearly 10-fold improvement in product overfills.
NEED TO KNOW
“Before they [Abbey] sell you a particular piece of equipment, they make it a point to understand exactly what your needs and problems are well ahead of time, so that the equipment they recommend has a direct positive impact on improving your productivity levels and line efficiencies,” Alexander relates.
“We have had an Abbey technician onsite here almost every day for seven months to make sure that everything they installed ran at optimal performance levels,” he recalls.
“I can’t say enough about how happy I am with their quality of their service, technical expertise and, of course, the highperformance equipment they delivered, installed and tested for these two new lines.
“Best of all, it’s great peace of mind to know that Abbey is located only a 10-minute drive away from us in case we need some quick technical assistance.”
In similar spirit, Alexander extends considerable credit to the Elora, Ont.-based Mallot Creek Group Inc. and Fedtech Construction Corporation of Vaughan, Ont., for the “top-class” construction engineering work involved in completely overhauling and transforming a mothballed warehouse facility into a modern, spanking-clean food manufacturing plant certified to the demanding SQF Level 2 global food safety standards of the Safe Quality Food Institute
While Ippolito makes the most of Ontario’s growing season to source its fresh spinach locally, maintaining year-round production naturally requires it to import its greens from U.S. southwest during the winter months, meaning a three-day transport from the fields to the processing plants in Burlington.
To get maximum shelf-life from this product, Alexander says it is imperative to get the incoming shipments bulk spinach sorted, packaged and stored for shipping as soon as possible.
“Plants like light, water and oxygen, and if you want them to stay fresh you have to reduce those factors by keeping it dark, keeping it dry, and by reducing oxygen exposure to a minimum,” he explains.
“Once the plants start to respire, their shelf-life begins to lose it longevity.”
To offset that, the two new lines are fed directly from the cooler via a steady flow of filled plastic totes conveyed from the cooler to the front end of the production area.
The plants are then swiftly transported by a custom-built elevator, constructed by Janz Manufacturing, up to the mezzanine level and placed onto an inclined conveyor belt.
From there, the totes move through the high-efficiency Turatti washing and energy-efficient drying and chilling stations for a
Freshness for longer
Produce Packaging Solutions for less
Produce Packaging Solutions for less
Fruits and veget ables are living organisms. Their life cycles often end soon after being picked. FreshSAFE packaging from MULTIVAC protects fruits and veget ables in a specially developed atmosphere, allowing them to st ay fresh, appetizing , and nutritious longer To fnd out what FreshSAFE can do for you, call or write our packaging specialists. MULTIVAC offers:
• 15 Service Technicians Nationwide
Solutions that reduce packaging material and cost versus Clamshells or Snap-on Lids
• Packaging Technology Centres in Ontario (Brampton) and British Columbia (Richmond)
Versatile Packaging Equipment to fit your business
Nationwide Service Support
• 25 packaging equipment models to choose from - Compact, to semi-automatic to fully automated solutions available
Spare Parts next day delivery
• Preventative Maintenance contracts available
Packaging Technology Centre access for conceptual packaging trials
• Equipment training offered in three languages (French, English, Spanish)
Package design support
877-264-1170 | info@ca.multivac.com
Piles of freshly-washed loose-leaf spinach transferred along a vibratory conveyor, powered by an SEW-Eurodrive motor, to shake off excess moisture.
The fully-automatic multibucket Multipond weighscales feature special jagged-edge mechanisms that enable them to dispense the tricky loose-leaf product with optimal accuracy.
thorough spray-rinse, after which they are swiftly transported by a custom-built elevator—constructed by Janz Manufacturing—up to the mezzanine level.
Once there, the spinach is quickly loaded onto an Unrtsun vibratory feeder to shake off the extra moisture and separate the loose leafs from one another before they go through the optical sorter for grading.
Speeding up all these preparatory steps has enabled the new lines to complete steps double the speed of the entire “feed-to-skid” cycle from 45 to about 22 min-
utes, according to Alexander.
“This is much more efficient than having the product sit around and wait in the staging area, where it is exposed to light and heat,” he relates.
“At our other plants we would feed the spinach into a big bin for about 30 minutes, and would run the product in batches, making one big pile after another.
“The problem is that leafy greens don’t work very well with the inconsistent feeding you get with the batch process, whereas doing it this way allows us to
control a steady state product flow right through the line, ultimately resulting in vastly reduced product waste.
“By the time it reaches the packaging stages, the product is coming down the line in nice consistent feed that enables us to get optimal fills into the bags and trays, with minimal product loss along the way.”
After the vibratory feeder separates bulk product into individual leaves, the loose spinach moves through a state-of-the-art Raytec Vision optical sorter for a thorough, high-speed product inspection to remove all unwanted foreign object sand subpar quality leaves out of the product stream.
“This sorter allows me to grade each individual leaf and to detect any foreign material within the product mass, as well as to detect rot and other blemishes on the leaves that need to be caught and rejected,” says Alexander.
“We had an unacceptably high percentage of food product waste in automatic product inspection systems for our previous lines,” he acknowledges, “but the new Raytec sorter has reduced that to less than four per cent, depending on the quality of raw materials coming in.
“The system provides individual leaf inspection at one meter per second, enabling us to move 1,500 pounds of product an hour per each line,” Alexander remarks, praising Jantz Manufacturing and Abbey Packaging for integrating the sorter with the elevator and vibratory conveyors to make it all run like clockwork.
“The two companies collaborated very closely to bring this very unique design concept to life, enabling us to make big strides in productivity and accuracy,” he states.
Adds Abbey Packaging service manager Derek Wood: “The Raytec optical sorter is there to get anything that’s no organic out of the product stream.
The Raytec Vision optical sorter uses high-speed light and infrared cameras to detect and remove field debris and poorquality leaves from the product stream before packaging.
The Multivac T850 tray-sealer employed on one of Ippolito’s two new packaging lines is currently packaging 40 to 60 trays per minute with exceptional accuracy and airtight sealing.
XR75
“Because spinach is collected in the fields and transported on trucks over long distances, there are many ways and opportunities for foreign objects and debris to get in along the way, including branches, sticks, seeds, bugs and many other things consumers do not want in their product,” explains Wood.
In addition, the sorter also detects any rot or unsightly spots on the individual leaves during the inspection, note Wood, gently blowing them off the conveyor belting with
a jet of compressed air.
“You want to do this at this stage because you don’t want to be rejecting an entire finished tub of product because of one bad leaf later in the process,” says Wood.
As Wood explains, the Raytec optical sorter deploys two high-speed cameras positioned at the top of the machine—a visible light camera and an infrared unit—pointed to look across the entire belt and to interact with an array of diodes positioned on the opposite side of the belting.
“As the product moves forward, the system flashes three colors of RBG light (red, black and green), the camera takes a picture with each the three lights, and overlays the images on top of each other over an RBG spectrum to identify and display the leaves visually,” explains Wood.
“This is done every time the belt moves forward a millimeter,”Wood points out,“so with the belt speed of 200 feet per minute, this sorter is essentially generating 60,000 images each minute.”
SHARP LOOKS
After leaving the sorter, the inspected spinach leaves are conveyed to fully-automatic, stainless-steel Multipond weighscales—featuring highly sanitary design and special ‘sharp-tooth’ mechanisms to ensure optimal dispensing of the loose product down to the packaging machines below.
“Our Multipond automatic weighers’ automatic feeding mechanisms allow us to handle a very challenging product that does not move very well, and also tends to gather together in clusters and clumps,” Alexander notes.
“The energy transmitted from the vibratory feeders to the top of the scale helps us to fill the buckets very accurately, almost to the leaf.
“By integrating all the systems leading to this stage so tightly, the buckets can actually make decisions on how to create the ideal combinations for the selected target weight, and then accurately filling it with just the right quantity of spinach leaves.”
“What that means in the end is that a 312-gram package will have seven to eight grams of overfill, rather than 60 to 70 grams we may have had previously,” he points out.
Adds Wood: “These new-generation Multipond scales put a huge emphasis on hygiene, so the entire scale was designed with an IP 69 washdown rating in mind, along with approval sanitary 3A environment, making them extremely easy to clean.”
Arranged on each line in 10-bucket configurations, the 3.8-liter buckets direct the products downward to another Abbey-supplied product distribution system that splits
High-tech Electronic Tablet Counter
Supplied to Ippolito by Peninsula Packaging, the resealable family-sized plastic tubs comning off the Multivac T850 tray-sealer provide extended product shelf-life of at least 14 days, even accounting for repeated opening and closing of the package, without resorting to gas-flushing.
All the finished resealable plastic tubs packaged on the Multlvac T850 tray-sealer pass through a final quality assurance check administered by an Anritsu combination checkweigher-metal detector before proceeding on to the manual case-packing area down the line.
each deposit into two equal halves per bucket—thereby enabling simultaneous packaging of four packages at a time, or two per packaging machine.
One of those packaging machines is a brand new fully-automatic Multivac model T850 tray-sealer that puts loose spinach into rectangular, clear-plastic tubs sealed with a layer of high-barrier two-layer plastic film at speeds of 40 to 60 tubs per minute, albeit Alexander is sure he’ll be able to raise that throughput rate up to 80 tubs per minute after a few more process refinements.
“We believe that this is the most advanced tray-sealer installed anywhere in Canada,” says Alexander, praising the high-performance machine’s robust production capabilities and fully-automatic operation.
Used to package clear rigid plastic tubs shipped to the plant by Peninsula Packaging Co. LLC, the high-speed Multivac T850 machine was specifically customized to enable inline application of a second layer of film coated with a specially-formulated food-safe adhesive, to create a resealable pull-tab.
With a bright-red, easy-peel tab positioned near the top of the printed graphics, consumers can easily peel off the top film layer to open up a lager access area in the center of the package, take out what they need, and simply pad the tab back into place by hand to reattach it to the primary film layer below.
“Thanks to this custom-engineered Multivac machine, we are able to get this challenging two-layer film construction onto the tubs at a remarkably high rate of speed,” says Alexander, citing an overwhelmingly positive consumer and customer feedback to the innovative resealability feature.
“This easy-to-use resealing tab helped to grow the sales of our tub packages by 15 per cent, since we launched it,” Alexander extols. “Being completely airtight, this hermetical seal allowed us to extend the product shelf-life beyond 14 days, while achieving enhanced consumer convenience and reduced food waste.”
According to Alexander, a Multivac technician spend about four months at the new facility to integrate the Multivac T850 into one of the two lines to achieve perfect synchronization between the tray-sealer and the Multipond scales, also installed by Abbey Packaging.
“Multivac Canada provided outstanding service and commitment to integrating the machine seamlessly into the line in order to automate our process,” Alexander states.
“The remarkable collaboration between Multivac, Abbey, Multipond and other key suppliers in connecting the entire system has yielded a highly efficient, continuous process that is all electronically linked from start to finish.
“So if there is ever a problem anywhere along the line, it all shuts down automatically.”
Alexander estimates that the Multivac system currently accounts for about 40 per cent of the plant’s daily output for time being, while the second line’s GEA–made SmartPacker horizontal form/fill/seal (HFFS) machine, also installed by Abbey, accounts for the rest—performing high-speed bagging of spinach inside breathable film pillow bags.
“We have toyed with the idea of incorporating a resealable feature into these bags as we have with the tubs,” Alexander recalls, “but we decided that this may be a project for another day, after we get the tub line hit its optimal throughput speeds.”
That said, the fully-automatic SmartPacker bagger is a high-performance workhorse that incorporates advanced ultrasonic sealing technology to ensure 100-percent seal integrity on every bag it processes, according to Wood.
“It’s a fairly expensive technology to buy into,” he acknowledges, “but if it helps eliminate the five to 10 per cent of rejected bags you get with traditional heat-sealing methods, the end-user will eliminate a huge waste of both packaging substrates and raw product.
“Processing salads requires complete product containment within the bag, and products like spinach and lettuce are hard to get into the bags at high speeds in their entirety, being both dense and prone to a lot of product movement.
“Traditional heat-sealing methods can’t provide a perfect seal when you have a loose leaf of lettuce or spinach positioned in the sealing area,”Wood expands.
“They’ll just seal around it—leaving small holes around the outline of the trapped product and resulting in a wasteful reject of the entire bag,”Wood says.
“Imperfect seals are a huge concern in the produce industry in terms of food safety and product quality,” Wood points out, “and ultrasonic welding is a perfect way to address it.
“The high frequency of the ultrasonic process actually purges the product from the sealing area while the seal is made, ensuring 100-percent seal integrity every time.”
All the finished bags and tubs of spinach pass through the Anritsu SSV Series combination checkweighers-metal detectors for one last thorough quality assurance test, before moving further down the line for product labeling—performed by an Accraply label applicator—and product coding, expertly executed by a SmartDate X40 thermal-transfer printer manufactured by Markem-Imaje
At the end of the line, the finished packages are manually loaded inside pre-printed corrugated shipping containers—supplied by Atlantic Packaging Products Ltd.—case-coded by another Markem-Imaje large-character printer using special wax-jet ink formulation, and stacked onto skids in five-layer pallet loads.
All in all, Alexander says he is “highly satisfied” with the way the entire $4.7-million capital expansion project came together.
“We are achieving higher productivity on these two line than at our other Burlington location while using half the water and half the people, and generating just a quarter of the material waste” Alexander sums up. “Naturally, our next step will be focused on bring up the other older plant up to facility’s higher productivity levels and, eventually, expanding our manufacturing capacity with more new lines to help sustain our remarkable growth in a very competitive marketplace.”
The new Ippolito processing plant uses branded pre-printed corrugated mastercases, manufactured by Atlantic Packaging Products Ltd., on PECO pallets to ship its product.
PROPER CODE OF CONDUCT
Finding a needle in a haystack is child’s play compared to pinpointing the source of possible food product contamination taking place hundreds or thousands of miles from a company’s processing and packaging operations.
For all the leading-edge product inspection technologies, hygienic machine designs and strict sanitation regimen in the workplace, product recalls related to food-borne illnesses remain an inescapable fact of life in the fresh produce industry—often highlighted by costly product recalls doing tremendous harm to a brand-owner’s reputation and consumer goodwill.
And while there’s no substitute for 100-percent food safety at all times, having a system in place to track down the source and origin of food contamination in timely manner is an essential line of defense for every responsible food processor out there.
For Burlington, Ont.-based Ippolito Fruit & Produce Ltd., the company’s robust product traceability program is key to maintaining its steady growth in eastern Canada’s retail markets.
“Being a vertically-integrated produce grower, packer and shipper makes it imperative to maintain full control of product quality throughout our cold supply chain—from farm acreage all the way to the retail customer—so that we can trace all product right down to the specific acre where it was grown and harvested,” says director of engineering Doug Alexander.
FULL SPEED AHEAD
To implement this product traceability into the two new high-speed spinach-processing lines started up earlier this year, Alexander had to find the optimal product coding and marking systems to print all the required product information onto the many thousands of packages coming off these lines 12 hours a day, seven days a week, while also collecting, storing and managing all the product data in the company’s IT network for traceability purposes, if called upon.
To that end, each of the two new lines was equipped with a high-speed model SmartDate series thermaltransfer printers manufactured by Markem-Imaje
The SmartDate X40 model coder is used for printing of best-before dates and other required variable ,
pack size and product information and barcodes on the rigid plastic tubs coming off a Multivac model T850 tray-sealer, at speeds of 40 to 60 tubs per minute.
For its part, the second SmartDate X60 model printer is integrated into the nearby bagging equipped with a GEA–built SmartPacker horizontal form/fill/ seal (HFFS) machine packing fresh spinach inside breathable plastic film pillow-bags in a range of sizes.
After the bags and tubs are manually packed inside pre-printed corrugated mastercases, the plant’s two model 5800 large-character inkjet printers, also manufactured by Markem-Imaje, swing into action—printing four lines of text and variable product information alongside each case before they are placed onto the shipping pallets.
“Our Markem-Imaje case-coders use speciallyformulated, wax-based inks to apply the best-before date, product code, pack size and the country of origin onto every shipping carrier,” says Alexander, praising the high print quality and legibility deliv-
ered by the model 5800 coders.
“One of the things I like about these MarkemImaje coders is that they used food-grade wax-based ink, without any volatile aromatics, to provide excellent resolution for all the different characters and easy readability on-sight,” says Alexander.
All in all, Alexander says he’s been very pleased by the reliability and performance capabilities delivered by the Markem-Imaje coding equipment.
“The Markem-Imaje systems have some excellent features that in the future will allow us to integrate our traceability data into our company-wide ERP (Enterprise Resource Planning) system,” Alexander sums up, “so that we can have full product traceability in place even beyond the robust track-and-trace capabilities we have in place already.”
For More Information:
The SmartDate X40 model thermal-transfer printer applies best-before dates onto the top layer of resealable film lidding.
The Markem-Imaje model 5800 large-character printer uses wax-based ink formulation to code corrugated mastercases.
Each corrugated mastercase coded by a Markem-Imaje model 5800 printer features four lines of text to reveal the bestbefore date, product code, pack size and country of origin.
AUTOMATE NOW
M.L. Catania Company Limited director of sales and marketing Mario Masellis (left) and general manager
Neil Catania with some of the semiexotic fruits the Toronto-headquartered company grows, packs and distributes around the world.
FINDING THEIR NICHE
Canadian
distributor
of
fresh fruits uses new trayformer to achieve huge savings on per unit costs
BY ANDREW JOSEPH, FEATURES EDITOR
PHOTOS BY NAOMI HILTZ
Within the global fruitpacking sector, more is usually considered better: more variety, more markets to tap—certainly many a business has tapped that plan to great financial success.
But one Canadian company has shunned the ‘more is more’ mentality, and has instead found global renown and success with its niche business plan.
Founded in 1929 by Michael Leonard Catania at the onset of the global depression, M.L. Catania Company Limited was set up as a produce import and distribution business to service the Toronto area.
Nowadays, the company remains a family business, but rather than the localized Toronto market, M.L. Catania has found its niche as an exotic fresh fruits importer and distributor with a global focus.
Founder’s son Paul Sr. joined the company in 1946,
but it wasn’t until current president and owner Paul Jr. joined the family business in 1975, that the company expanded its vision to be more global, with international expansion throughout the northern and southern hemispheres.
Always a big player in the fresh fruits market, M.L. Catania is now considered to be a true global player and leader.
Despite the company’s continued forward momentum in regards to its growing customer base as a 21st century business that utilizes new world innovation and business approaches, M.L. Catania does so by using an old world tradition of small business charm.
That so-called old-fashioned charm is hardly lost on current ownership, as company director of sales and marketing Mario Masellis attests.
After Chinese gooseberry fruits were transported and grown in New Zealand, Michael Catania was one of the first people in the world to fly there and
import them to Canada.
“It failed miserably,” Masellis told Canadian Packaging during a recent visit to the modern Mississauga, Ont.-based company headquarters. “Figuring it had more to do with its name, our company founder and a few other like-minded individuals got together and came up with a new name for the hairy, but delicious fruit.
“Taking their cue from where these fruits were being grown, and borrowing from the existing national bird, the name kiwi was chosen,” says Masellis. “And the rest is history.”
From within the 40,000-square-foot plant floor with an additional 5,000 square feet of loft storage, Catania says the facility has seven coolers that provide 250,000 cubic feet of cold storage, and provides 3,000 square feet of office space.
M.L. Catania Worldwide continues to sell kiwi, with some 40 percent of its business derived from
AUTOMATE NOW
the importation and packaging of the former Chinese gooseberry across North America and the world.
Catania says that limes and figs each represent approximately 20 percent of its business, with remaining number taken up by a wide range of fruits such as mango, pomegranate, cactus pears, clementines (a hybrid between a mandarin orange and a sweet orange), persimmons, avocado, figs, papaya, plums, grapes, pears, lemons and a few others.
Along with its Canadian-based Catania Worldwide, the company started up several other companies: Stellar Distributing, and Maple Leaf Ranch in Madera, California, and Catania Mexico in Mexico.
Stellar Distributing moves product through the western U.S., and also has a packaging and distribution center in Vineland, NJ that services the east coast of America.
Showing its heritage, the aptly named Maple Leaf Ranch is a division of Catania Worldwide that grows products like figs and persimmons exclusively for Stellar Distributing.
Catania Mexico grows, packs and ships its products—figs and limes—to both the Vineland and Madera facilities, as well as to the Mississauga headquarters.
“Many people think that a particular fruit just comes from one part of the world,” says Masellis. “But to access non-greenhouse fruit year-round, we have farms we deal with all over the world.
“For example, the kiwi we package comes from Italy, New Zealand, the U.S. and Chile, all are available at different times of the year.”
He notes that even though a fruit may be available year round from different sources, M.L. Catania imports different varieties, such as standard mangoes, and the golden mango that is sweeter, with a literal melt-in-your-mouth constancy.
Masellis says that along with growing and shipping their own niche fruits, the company imports its fruits from known growers around the world, adding that the Mississauga facility of M.L. Catania is the Canadian distribution center and importer of fruits from the company’s other divisions in Mexico and California.
“We bring fruit in from those areas and from around the world, creating custom packaging in bulk and in specific sizes per customer requirements,” relates Masellis, adding that the company can count Costco, Loblaws, Sobeys, Metro and others, amongst its large customer base.
M.L. Catania Worldwide has over 50 SKUs (stock-keeping units) consisting of the aforementioned fruits and their various packaging types and sizes.
One of the packaging options from Catania Worldwide is its stackable corrugated tray pack, an initiative that came onboard approximately 18 months ago, and is formed by a very unique piece of automated equipment manufactured by Eagle Packaging Machinery—a VassoyoAir automatic trayforming machine.
Eagle Packaging Machinery—part of the Paxiom Group—was established in 1998 and is headquartered in Miami, Fla.
Eagle Packaging Machinery manufactures a wide range of end-of-line pack-
M.L. Catania uses a VassoyoAir automatic trayforming machine designed and manufactured by Eagle Packaging Machinery to pack lemons, limes and clementine fruits, as well as larger types of fruits such as grapefruit into the stackable corrugated trays.
The HMI (human-machine interface) on the VassoyoAir trayformer manufactured by Eagle Packaging Machinery is easy to use, helping M.L. Catania employees easily alter glue patterns on corrugated tray blanks as required.
A peek inside the VassoyoAir automatic trayforming machine.
AUTOMATE NOW
aging systems, including automatic case erecting, trayforming, pick-and-place and robotic palletizing solutions. Its well-known brands include the Vassoyo, Boxxer and PopLok
M.L. Catania general manager Neil Catania says this VassoyoAir automatic trayforming machine was custom-made to its exact specifications.
“The box we use is special, so we needed a tray former that could efficiently fold down the top flaps, and fold up the side flaps and glue it all together—and that’s what Eagle Packaging Machinery gave us,” expresses Catania.
The VassoyoAir uses Venturi vacuum technology to gently pull a single corrugated blank from the hopper, fed under the glue guns that apply a hotmelt adhesive to the minor flaps of the tray courtesy of a Nordson ProBlue 10 adhesive system.
Catania says that “the Nordson takes the adhesive in a pellet format, sucks it up into the heating chamber of the machine, where it is melted at a temperature of 350°F before it is pumped through a series of hoses to four different nozzles, where it is sprayed onto specific predetermined locations onto the formed corrugate case.”
The blanks continue past a ram mandrel, where it is forced down through corner folders to form the tray.
The tray is then held within a compression area until the next tray enters the forming section, at which time it is dropped onto a discharge conveyor to exit the machine.
“Despite the complexity of our tray format, I’m impressed with the speed of the VassoyoAir in forming it,” says Catania, noting that it is engineered to form and glue stackable produce trays at up to 25 cycles per minute, though they run it slightly slower “at a rate of 22 trays a minute.”
Catania also raved about the VassoyoAir’s ease-of-use.
“It offers us quick change-overs, low maintenance,” he says. “And for our operators, it has a color touchscreen interface that easy allows to alter glue patterns on the corrugated blanks.
“The interface also provides us with
It’s more than just a box.
• It’s Food Safe.
• It’s Reliable.
It’s Recyclable.
It’s a Billboard.
WestRock Company makes the corrugated trays and cartons purchased by M.L. Catania via Stesco Global Packaging Corporation.
Venturi vacuum technology automatically pulls carton blanks one at a time from the VassoyoAir trayformer’s hopper.
A Nordson ProBlue 10 system sprays a hotmelt adhesive to bond the corrugated trays .
AUTOMATE NOW
full access to all functions and timing of the VassoyoAir.”
According to Eagle Packaging Machinery vice-president of sales Anthony Del Viscio, he believes M.L. Catania chose Eagle Packaging Machinery because “we have the unique ability in offering custom-engineered solutions, and take the time to fully-understand the expectation of our customers in order to ensure we not only meet them, but exceed them.”
He says Eagle Packaging Machinery takes great pride in its ability to manufacture robust packaging systems that remain easy-to-use and fairly-priced.
“The VassoyoAir has helped M.L. Catania save some 80 percent in labor costs over hand-folding trays,” relates Catania, adding that they also save on corrugated materials because glued trays use less board—some 25 percent—on these hand-folded trays.
“Then there’s also the fact that we can save space by producing trays on demand rather than having to do so in batches, which helps free-up floorspace,” says Catania. “As well, by not having to store corrugated flats on the floor, and by folding on demand, M.L. Catania has increased its hygiene and eliminated possible contamination risks.”
According to Eagle Packaging Machinery, the VassoyoAir can run large or small tray sizes and with or without a lid, proving options for the processor.
Manufactured by WestRock Company, the corrugated trays and cartons used by M.L. Catania are purchased via the Toronto-based Stesco Global Packaging Corporation, that Catania says provides warehousing of the corrugated blanks until such time that it requires them.
Stesco designed the graphics, and places orders through WestRock, who produce the corrugate, print the box and diecut it to the specific size and shape.
At this point, explains Catania, Stesco warehouses the product, adding that it can be a large quantity owing to the fact that M.L. Catania places daily orders.
“We have a high volume daily output,” notes Catania. “In 2016, we utilized approximately 350,000 trays or cartons.”
He says these WestRock trays are used by Costco stores as retail-ready—the pallet of trays are placed upon the store floor.
Catania continues, “It has some unique features, such as a front flat that folds down once fruit is ready to be placed in it, giving the holding tray a ‘mouth’ to display the fruit, providing the shopping consumer with a great view of the fruit.
“Beyond that,” he adds, “the box has step-up notches on the top and cutouts on the bottom so they can easily interlock on a shipping pallet.”
Even before the filled corrugated trays are strapped to the shipping pallet, “these cases aren’t moving around in the truck,” says Catania. “They are gridlocked in place, meaning we know our fruit will arrive in excellent condition at its destination.”
While the WestRock trays and cartons are provided to M.L. Catania with different graphics per need, it is the same blank used to package lemons, limes and clementines—but easily handles larger-sized fruit such as grapefruit.
“The trays are highly diversified,” Catania relates. “We like them, our customers like them, and so do the consumers.”
He explains that within any high volume work environment, trying to keep
Key to the design of the corrugated trays formed on the Eagle Packaging Machinery VassoyoAir trayformer is the way it forms a stable wall when placed atop each other, ensuring safe transport from its Toronto distribution center to its far-reaching global customer base. Notched trays are converted by WestRock.
M.L. Catania general manager Neil Catania stands beside the corrugated trays formed on the model Vassoyo Air transformer from Eagle Packaging Machinery.
AUTOMATE NOW
costs down is a full-time concern, and is one of the key reasons why the company opted to purchase Eagle Packaging Machinery’s VassoyoAir trayformer.
“We were looking to try and reduce our labor costs,” says Catania.
Prior to purchasing the VassoyoAir, Catania figures it cost $0.25 to make a single tray by hand.
With the automation brought by the VassoyoAir, to erect each tray costs only $0.05, including costs to run the machine, support costs such as the hotmelt adhesive, hydro and compressed air.
“With the addition of the Eagle Packaging Machinery VassoyoAir trayformer we have reduced our overall assembly costs by 80 per cent per unit,” relates Masellis.
“As well, we believe we now have a much superior box thanks to the consistency and precision provided by the automation technology of the VassoyoAir.
“We are very, very happy with the Eagle Packaging Machinery VassoyoAir tray erector,” relates Catania. “Our reduced costs are completely in line with what we had expected from our ROI (return on investment).”
More than that, both Catania and Masellis expressed how impressed they were with the exemplary service provided by the VassoyoAir
“In the future, I can honestly state that should the need arise where we needed a tray former, I would not hesitate to purchase more equipment from Eagle Packaging Machinery,” says Catania.
“Eagle has been great,” he says. “Not only did they oversee the install of the tray former, but they took the time to carefully teach our operators how to effectively use the VassoyoAir to get the most out of its automation.
See M.L. Catania video discussing the Eagle Packaging Machinery trayformer on Canadian Packaging TV at www.canadianpackaging.com
“It’s a great machine, and we’re being serviced by a great company,” sums up Catania. “It’s a great example of a modern approach with old-world ideals, and that’s what Eagle Packaging Machinery was able to bring to the table.”
He continues: “Knowing we have suppliers who share our ideals helps us grow our business the way we want to grow our business.”
NOTHINGSAYS FRESH like FABBRI P A CKAGING
Fabbri Automatic Stretch Wrappers produce highly attractive packages that make your products look fresh and “just packed” Fabbri Stretch Wrappers use stretch film to package fresh meat products in preformed trays to provide an in-store wrapped appearance They emplo four-way stretch technology to produce tight, over-the-flange wrinkle-free packages with securely sealed b ottoms and a superb case presentation
And here’s something you might find even more attractive: Fabbri Stretch Wrappers can help increase your profitability Fabbri packaging is produced using low-cost packaging materials And when you factor in its Best in Class low cost of ownership, the Fabbri Stretch Wrapper is your most economical and affordable packaging solution
Compact and robust servo-driven Fabbri packaging machines are built for speed, versatility and the highest levels of productivity Fabbri Stretch Wrappers can handle a wide range of tray sizes with no changeovers, producing up to 62 packs per minute. All models feature a user-friendly full-size control panel for easy operation and maintenance. Test the Fabbri at our Reiser Customer Center and see for yourself how it can improve your packaging Contact Reiser today
M.L. Catania uses the iconic blue wood pallets from CHEP to load cases of its fruit for delivery to its customers.
HUNGRY FOR MORE
Pair of automated stretchwrapping systems helps Ontario pet food manufacturer save on production costs and boost line efficiencies
BY ANDREW JOSEPH, FEATURES EDITOR
PHOTOS BY NAOMI HILTZ
When it comes to our pets—especially cats and dogs—many people consider them to be a part of the family.
Whether it’s dressing them up in doggie fashions, or providing an endless supply of cat toys, pet owners by and large want the very best for their canine and feline buddies.
Giving them the best creature comfort often starts at their feeding bowl, providing high-quality food to support optimum health for a long and active life.
Crafting first-rate food is something Canada’s largest private label dry pet-food manufacturer Elmira Pet Products, based in Elmira, Ont., takes very seriously.
Originally named Martin Feed Mills, the company began operations in 1923 as a chopping mill to grind grain for local farmers.
In 1979, it expanded into pet-food manufacturing, changing its name to Martin Pet Foods to better reflect its new core focus.
Right from the onset, the company developed a super-premium brand to compete against the more established North American pet-food brands. The success of this brand allowed it to invest further with the construction of a new production facility to meet higher capacity levels and quality demands.
“Today we utilize much of that original production facility, with many phases of expansion over the years,” Elmira Pet Products plant engineer Joe Samson told Canadian Packaging magazine during a recent visit to the tidy, 80,000-square-foot production facility employing just over 200 staff.
The fast-growing enterprise started exporting in 1998 with a new therapeutic veterinary pet food product line later added in 1990, achieving ISO 9000 certification in 1995.
The successful manufacturer was sold to H.J.
Elmira Pet Products uses a new Thiele Technologies (a BarryWehmiller Company) UltraStar high-speed, double bag pickand-fill bagging system that it runs at speeds up to 27 units of dry pet food per minute.
Heinz Company of Canada Ltd. in 1996. In 2002, Heinz sold its North American pet food and snacks business to Del Monte Foods Inc. who in turn sold the brands to Mars Inc. two years later.
Bryan Cook, the current chief executive officer of Elmira Pet Products, and a partner purchased the remaining assets left from the Del Monte deal, taking over ownership of the company in 2005.
Leading up to the acquisition, Cook had spent 12 years working his way through all key areas of the operation in various positions.
Since this transitional period, the focus for Elmira Pet Products has primarily focused on the development and growth of a private label customer base through continous advancement of quality and food safety standards for its premium recipes.
While Elmira Pet Products is considered a leader in the world of Canadian pet-food manufacturers, it must compete with many well-known multinational companies, including Procter & Gamble, Nestle, Mars and ColgatePalmolive, with vast financial resources and economies of scale.
Combined, these companies control approximately 80 per cent of the world’s pet-food market worth an estimated US$50-billion in 2007.
Canadian and American consumers are a large part of that market, with approximately 36.5 per cent of households owning dogs, and 30.4 per cent owning cats in 2015, according to the Canadian Animal Health Institute
According to a 2016 market research report by Euromonitor International, the Canadian market enjoys:
• dry cat-food (kibble) retail sales of $427.2 million in 2014, and;
• dry dog-food (kibble) retail sales of $718.8 million in 2014.
Naturally Elmira Pet Products is happy to be a part of this high growth business.
“Our growth trajectory has been and will continue to be steady for the coming years,” states Samson. “A continued focus on meeting the daily needs of our customers and forecasting where they are headed allows us to allocate resources where we will need them.”
Samson says Elmira currently produces over 200 dog and cat-food diets from a wide assortment of quality ingredients such as lamb, fish and chicken.
Samson says 65 per cent of production is dedicated to dog-food, with the remaining 35 per cent for cat-food.
It provides premium pet-food to a full range of clients including those in grocery, mass merchandise and pet specialty retail across North America, as well as to 35 different countries around the globe.
“We offer a full range of products, including holistic, premium, mid-range, and price-sensitive formulations,” explains
STRETCHWRAPPING
is Canada’s full service packaging partner supplying packaging equipment, materials and services to the food industry and industrial businesses.
Autobag 850S
• Engineered specifically for mail order fulfillment applications.
• Wide bag opening minimizes material usage and is ideal for multi-line orders and bulky products.
• Advanced sealing system guarantees smooth, wrinkle-free seals.
• Compact footprint, adjustable height, and casters for comfort and portability.
• Easily integrates with third-party warehouse management systems.
WATER-ACTIVATED TAPES & DISPENSERS
Water-activated tape (or gummed tape) bonds instantly to both virgin and recycled fiber surfaces and therefore, generates an immediate destructive bond resulting in a tamper evident package.
A Hitachi RX2-S inkjet coder purchased via Harlund Industries applies best-before and lot-code data to each pet food bag.
Bags of dry dog food are sealed by the Thiele Technologies bagging system at Elmira Pet Products.
STRETCHWRAPPING
safety always a top priority.
To solidify its industry leadership credentials, in 2012 Elmira Pet Products became the first dry pet-food manufacturer in Canada to become BRC (British Retail Consortium)-certified for food safety. This standard is recognized as a GFSI (Global Food Safety Initiative) benchmark food safety program providing a framework to manage product safety, integrity, legality and quality, and the operational controls for these criteria, in the food industry. In 2016, the company marked its fifth straight year of BRC certification by earning the highest possible “AA” rating.
Samson.
To make the products, a carefully selected variety of dry, liquid and fresh ingredients are added to one of the plant’s five extrusion systems. The extruder cooks the product and feeds it through specialized die plates to achieve the desired shapes.
Elmira Pet Products controls all the essential steps in pet food production including product development, ingredient sourcing and procurement, dry mix, extrusion, packaging and warehousing, fully managing the process from product concept to completion.
This control from start to finish provides Elmira the ability to ensure the highest quality standards are maintained throughout the entire process with food
Since 2014, the company allocated significant capital resources to various food safety initiatives, and its processing infrastructure, including production and packaging equipment. This included a major expansion to the mixing plant, production facility, packaging equipment, facility processes (air, water, steam and wastewater treatment), as well as additional office space for a growing employee base.
The mixing plant was upgraded and refurbished in 2014, adding a brand new 13,000-square-foot ingredient warehouse and receiving area. In addition, 18 dry ingredient silos were added to the site, bringing the total to over 100 such silos.
“We also added new hammer mills to create a better grind to further increase our product quality,” says Samson. “We then updated our existing equipment, support systems and proprietary software to better increase our automation and tracking capabilities.”
This investment included a special facility housing a fifth extrusion system and a fresh ingredient handling area, as well as employee welfare space, according to Samson.
“Pet food follows the same type of rigorous food safety requirements as is seen in the human food industry, with our operators keeping strict documentation of all recipes produced,” Samson relates.
The Elmira Pet Products plant currently operates eight packaging lines to accommodate the numerous bag size and specific material requests of the company’s customers.
“We offer pet-food bags ranging from trial-size pouches up to 20-kilogram polybags with numerous closure types, including: press-to-close, Velcro, and slider closures,” says Samson. “We also have six main bag options, as well.”
The product-specific bag formats include:
• paper self-opening satchel block bottom bags;
• paper pinch-bottom open mouth bags;
• plastic stand-up pouches;
• plastic side-gusseted bags;
Palletized bags of dog food about to be shrinkwrapped by a Robopac Helix 3 automatic rotary arm stretchwrapping unit purchased Canadian distributor PACKPRO Systems.
Elmira Pet Products’ own Nutram brand cat and dog dry food bags are supplied by Peel Plastic Products, a producer supplying much of the paper and plastic bags used by the company.
(From Left) Elmira Pet Products plant engineer Joe Samson, and PACKPRO Systems’ territory manager John Cloutier and packaging equipment specialist Tony Rocha.
• plastic pinch-bottom bags;
• 11-inch wide rollstock bags.
The manufacturer works closely with reputable packaging suppliers such as Peel Plastic Products Ltd., widely-acknowledged as a leader in flexible packaging solutions.
Like all good manufacturers, Elmira Pet Products is keenly aware that strong supplier partnerships are essential for meeting all customer needs, including product quality and secure supply of product.
Along with being a complement to many well-known North American consumer brands, Peel Plastic is also a prominent player in the pet-food industry, in large part through its work with Elmira Pet Products.
One of the more recent additions to the Elmira Pet Products packaging department includes a new packaging line purchased in the summer of 2016, and commissioned last November.
The new line consists of a bagging machine, a metal detection system, inkjet coder, and a pallet wrapping system.
Samson calls the cumulative effect of the new line “an amazing boost to the overall production output and capacity of Elmira Pet Products”.
Passing through a Fortress Technology gravity metal detection unit, the dry kibble product feeds into a Thiele Technologies (a BarryWehmiller Company) UltraStar high-speed, double fill-and-seal bagging system.
“The Thiele UltraStar bagger has the capability to run up to 38 bags per minute, depending on the size of the bag,” notes Samson.
“We’ve done a lot of work with Thiele over the years on large paper and polybag filling applications,” he adds.
The UltraStar bagger utilizes an Allen-Bradley PanelView Plus 1500 graphic terminal, manufactured by Rockwell Automation which facilitates user-friendly operation for the line operators.
A set of Duplex Net Weight Scales, also from Thiele, located above the bagger drops pre-set weights of kibble after the bagger spreads open the mouth of each package.
From there, the equipment discharges the bags, allowing them to move past a Hitachi RX2-S inkjet coder that applies best-before dates and lot code data.
The coder was purchased via Harlund Industries, a Canadian-owned distributor and integrator of highquality coding, marking, and identification equipment and systems.
Not only does Samson have high praise for the Hitachi coders, but also for the Harlund Industries’ exceptional
A stretchwrapped palletized load of Elmira Pet Products dog food ready to be shipped to customer.
A pallet load of dry bagged pet food being wrapped by the Robopac Helix 3 automatic rotary arm stretchwrapper.
service capabilities.
“We brought in our first Hitachi about two years ago,” Samson recalls, “and as a result of the success we have achieved from it, we are now migrating from our older models to these new Hitachi systems.
“Right now we have eight Hitachi inkjet coders purchased from Harlund Industries,” he reveals, “and our ultimate goal is to have 12 of them to service all of our lines and ensure a proper maintenance cycle.”
After the coding, the bags are manually loaded onto skids, which are trans-
ferred via conveyor to an automatic pallet wrapping system equipped with a new Robopac USA Helix 3 automatic rotary-arm stretchwrapping system. Manufactured by the Italian Aetna Group’s key subsidiary Robopac Sistemi, the new stretchwrapper was purchased by Elmira Pet Products via Canadian distributor PACKPRO Systems Inc., a full-service systems integrator headquartered in Stouffville, Ont.
“This was a great opportunity to work with a local Canadian-owned company on a solution to increase packaging efficiencies,” explains PACKPRO territory manager John Cloutier, citing his company’s extensive experience servicing the food industry and other manufacturing sectors.
“Elmira Pet Products had invested resources in the production area to keep up with sales growth,” he explains. “They then needed to do the same in the packaging area to ensure the pallet wrapping could keep up with their new highspeed bagging system.”
With the Robopac Helix 3 stretchwrapping system boasting throughput of 65 loads per hour—more than what was needed for the Elmira project, this has been addressed.
Cloutier recalls that Samson and the rest of the Elmira team were impressed when they saw the capabilities of the stretchwrapper’s “cube technology”.
According to Cloutier, cube technology allows key wrapping criteria such as pre-stretch, containment force and film placement to be changed on-the-fly on the intuitive seven-inch color touch screen.
“By setting pre-stretch controls at 300 to 325 per cent, Elmira Pet Products has realized a savings of up to 25 percent on stretch film alone,” Cloutier relates.
“Not only does this help them reduce their costs, but it helps Elmira Pet Products be greener, as it allows them to divert stretchfilm from the landfill.”
In addition to the benefits seen in film savings, increasing the amount of film tension on the stretchwrapper improves load containment, Cloutier explains, allowing for better product protection in shipping compared to other contemporary stretchwrappers.
“In terms of the important productivity increases, the Robopac Helix 3 wraps a load in about 55 seconds—compared to the three minutes plus it was taking on the previous pallet wrapping equipment,” notes Cloutier.
Samson says he was impressed by the level of commitment shown by both Robopac USA and PACKPRO, with each sending technicians on-site to complete the packaging line installation. These technicians ensured the equipment met all the operational performance expectations, as well as the deadline laid out by
A Fortress Technology gravity metal detection unit at Elmira Pet Products checks dry food product for contaminants as it flows down through the system towards the bagging lines.
Purchased through PACKPRO Systems, the Robopac Sistemi Semi-Automatic Rotary Arm stretchwraper’s LED safety bar glows green to indicate it is ready to operate.
The pet-food manufacturer was so impressed with the performance of system, that it ordered an additional Robopac Semi-Automatic Rotary Arm system to replace a less productive pallet wrapper.
The Rotary Arm uses the same cube technology as the Helix 3 system to ensure stretchfilm savings and improved load containment.
It also utilizes an intuitive seven-inch touchscreen, making it very easy for the machine operators to use.
A key feature is the new LED visual safety bar on the mast that allows the operator to quickly see the status of the machine: green for ready to operate; blue for stand-by/reset; and red for operator assistance required.
Additionally, a safety bumper immediately stops the arm during contact.
Although not in use at the time of Canadian Packaging magazine’s visit to the facility, the pet-food manufacturer also employs an innovative pickand-place friction-feeding, print-andlabel system on the production line.
This system was purchased in October of 2014 from Toronto-based Pineberry Manufacturing, a globally-renowned provider of robust automation solutions for the printing, packaging, pharmaceutical, food, order fulfillment, and plastic card industries.
The variable-sized bag feeder with integrated print-and-apply labeler is a flexible labeling solution for small and large bags that enables Elmira Pet Products to print-and-apply up to 8.5-inch-wide labels.
According to Pineberry, the system feeds large 18-kilo and small 450-gram bags and will print and apply labels to them.
The larger bags are loaded on-the-fly by Pineberry’s pick-and-place system integrated on the vacuum conveyor so that bags are incorporated into one unit, while the smaller bags can be fed using the integrated Pineberry friction feeder that enables the flexibility to create and apply short- and long-run labeling projects.
Prior to its purchase, Elmira Pet Products was performing the same process manually.
mance, we also expect the same from our equipment.
“Having top-of-the line equipment like the new Thiele bagger and Helix 3 stretchwrapping system we purchased from PACKPRO helps our employees achieve their best performance ever,” he concludes.
“We are always looking for ways to improve our production line efficiencies, and thanks to the new packaging line, we have done just that.”
See the video discussing the Robotic Helix 3 stretchwrapper and Thiele UltraStar bagger on Canadian packaging TV at www.canadianpackaging.com.
Now the Pineberry automated system provides remarkable speed and accuracy, while reducing production line bottlenecks and the risk of human error.
Samson says he and Elmira Pet Products are very happy with the installation of its new packaging line.
“We are very passionate about the products we put out each and every day,” Samson states.
“Not only do we expect our employees to give us their best perfor-
Elmira Pet Products.
AUTOMATE NOW
THINGS ARE LOOKING UP
Montreal-based packaging machinery designer and manufacturer continues its blistering pace specializing in standard and custom machines for blister packaging.
BY ANDREW JOSEPH, FEATURES EDITOR
BY PIERRE LONGTIN
For some people, the garage is place to keep one’s automobile from the impending weather; for others it’s a storage locker for furniture we swear there will one day be a use for; or for those other lucky people, it’s a man cave or a hobby zone.
And then there are those who think it’s a great place to start a business.
While many a would-be entrepreneur has tried their hand at self-starting a business within the humble garage, for every Apple, Google, Amazon or Hewlett-Packard, thousands upon thousands found abject failure.
Despite the odds stacked against them, Mario and wife Terry Carlomusto don’t consider themselves to be lucky to have achieved enough success from their initial single-car garage business, rather they are aware of the hard work and long hours it took to get to their present location—a 20,000-square-foot, non-garage facility housing 30 skilled employees.
Starview opened its garage door for business in 1991, but moved up and out from there into its first facility after three very productive years.
Nowadays located in Dorval, Que., and celebrating its 25th successful year of operation, Starview Packaging Machinery, Inc. continues to be led by company president Mario and controller Terry, as a well-respected designer and manufacturer of a wide array of packaging machinery.
“We manufacture a diverse range of machinery for the packaging industry,” Starview director of operations Eric Carlomusto told Canadian Packaging magazine during a recent interview. Carlomusto is the son of the company founders.
“Starview builds multiple versions of equipment for: blister and clamshell sealing; specialized medical and pharmaceutical packaging, skin packaging and die-cutting; food tray packaging, thermoforming/vacuum forming; customized packaging equipment; and systems with automation and integration,” explains Carlomusto.
When Starview first opened for business, it provided maintenance service contracts for existing blister, skin and thermoform packaging machinery.
Starview Packaging Machinery president Mario Carlomusto (left) with his son and director of operations Eric Carlomusto show off one of the company’s semi-automatic rotary medical package sealing machines at its 20,000-square-foot Dorval, Que.-headquarters.
PHOTOS
Carlomusto says his parents came up with the company name “Starview” as a hopeful charm relating to someone watching over them.
Hope and luck aside, Starview has found its winning formula for success.
“We soon moved from machine maintenance to building simple machine designs of our own, a business that has evolved to where we now have quality packaging equipment installed in companies around the globe,” says Carlomusto.
He emphatically states that “Starview focuses on machine design only. Unlike our competition, we provide a full range of packaging equipment and customization of individual machines. While some companies branch out to offer packaging materials for sale as an agent, or to provide contract packaging—Starview believes in maintaining its focus, because packaging machinery is what we know the best.”
Carlomusto continues: “Although we no longer work out of the garage and have an international clientele, we believe that a key part of our success is that we have maintained a family atmosphere with our customers, where we listen to their needs and provide solutions to help achieve present and future growth.”
Although his parents still run the company, Carlomusto says that Starview maintains a delicate balance between the quaintness of the mom-and-pop show against the modern technological know-how required to build the right machinery for the individual company.
“We offer a full range of machinery for custom and standard solutions, including: skin packaging systems, shuttle, rotary, inline and carousel design blister sealers, sealers for food and medical applications, as well as vacuum formers and roller pressure cutters,” explains Carlomusto, adding that where Starview maintains its advantage, are with its ability to provide value-added options like robotics, vision systems, printing, rejects, conveyors and “and a list of features which put us ahead of our competition that will help our customers get ahead of theirs.”
Starview’s machines are offered worldwide through a network of authorized distributors, such as the Dutch firm Ecobliss Equipment BV, who represent the company in Asia and Europe.
“Our distributors provide sales and service for our machines as well as the packaging materials used in conjunction with the machines,” says Carlomusto.
Noting that the design and manufacture of packaging machinery is a very competitive industry, Carlomusto recognizes it took several years to develop a proven reputation for itself, and now has achieved brand recognition.
“Starview’s success is due to the product quality and reliability and reputation we’ve built over the years,” explains Carlomusto. “Our core strengths are the ability and flexibility to provide machines that are tailored to customer needs from machine size production requirements and various other needs all at a competitive price.”
Helping Starview is OMRON, a preferred supplier for 25-plus years, providing quality components and support that Carlomusto acknowledges has been “a vital element cog in building our reputation in supplying reliable machinery.
“In fact,” he continues, “I dare say that things have evolved past being a business relationship into more of a partnership.”
AUTOMATE NOW
For its blister pack machines, OMRON supplies a wide swathe of products, including: screens; PLCs (programmable logic controllers); AC frequency drives; temperature controllers; solid state relays; proximity sensors; door switches; rotary switches, and; safety relays.
Starview purchases its OMRON products via Proax Technologies Ltd. of Laval, Que.— a local authorized OMRON distributor.
While Proax Technologies has been an Omron distributor for over 30 years, Proax sales account manager Derek Devries and Omron manager for central and eastern Canada Frank Pennimpede have both been with their respective companies for 25 years.
“Both Derek and I were there from the start, when Starview Packaging was just starting up,” recalls Pennimpede.
He says that it was a real team effort between
himself and Derek to build the rapport with Starview that continues to this day.
“Right from the get-go, we provided both parties with technical support and expertise,” Pennimpede notes. “Omron provides automated solutions that matched well with Starview’s production needs, and because of that, Proax was able to demonstrate just how easy and user-friendly our products are to use.”
He says it was always very important to show Starview just how Omron products would work on their machines, as “seeing is believing” but it was also important for to ensure the right product was being considered for Starview.
During this partnership, Carlomusto says both Omron and Proax have done well.
“Both companies have been very helpful in ensuring our success,” says Carlomusto. “As a familyrun business we believe in loyalty, but know we are first and foremost a business, and have opted to
A wide array of products showcasing the packing capabilities of equipment manufactured by Starview Packaging Machinery.
Eric Carlomusto performs a test-run on the Model ERB4/PH-1418 semiautomatic rotary medical package sealing machine.
AUTOMATE NOW
work with Proax because we really enjoy the reliability we get from them and the Omron products.”
Omron manufactured products used by Starview include its: latest programmable logic controllers, HMI (human-machine interface) screens, and AC frequency drives—all products that help provide control to packaging machines.
Pennimpede says that Omron also provides temperature controllers, sensors and other safety products that help seal packages while also providing safe operation for the user.
“However, I think that what really helped solidify our relationship with both Proax and Starview was Omron always being available to provide support when equipment needed programming updates, or those rare times that a machine went down, or being available to provide real input when Starview designs a new machine,” says Pennimpede.
■ Non-contact gluing from top and bottom
■ One blank guide for inner and outer flaps
■ Glue detection from top and bottom
■ Switchover in less than a minute
He says new products are always being discussed for Starview, nothing that “we are currently migrating away from the CP1H series to the newer NX1P2 series, and are presenting the 1S servo as an option for certain Starview machines.”
Pennimpede says, however, that the most important Omron development for Starview is the integration of the Omron Adept Viper 850 six-axis robot onto their machines.
“We are trying to secure the standardization of Omron robotics on all Starview machines,” continues Pennimpede, adding he sees a potential market with Starview of five to 10 units per year.
Produced by Omron Adept Technologies, Inc.—a business segment under OMRON, the Adept Viper 850 robot family is a high-performance line of robots designed specifically for assembly applications, keying on speed and precision.
“The Adept Viper 850 provides great flexibility and accuracy with its six axes,” says Pennimpede, “and can be mounted on the floor or ceiling.”
For Starview, the proof is in the pudding.
“We are very happy with the results our machines have achieved from using OMRON products because our customers are very happy with the results our machines have been able to bring to their production lines,” extolls Carlomusto.
“We have grown with many of our customers, providing simple solutions to many a startup company,” sums up Carlomusto. “A large part of our business is repeat business from existing customers, and working with great companies like Proax and OMRON has been very beneficial to our success.
“It’s a partnership I hope we continue for a long time.”
An Omron MX2 inverter in a Starview packaging machine. Omron parts include an S8VK Power Supply and MX2 Inverters.
FOOD SAFETY
SAFETY IN NUMBERS
Rapid advances in food inspection technologies paving the way for greater consumer protection and regulatory compliance
BY GEORGE GUIDONI, EDITOR
Considering that it only takes one nasty product recall or a food poisoning outbreak to bring even the biggest and most trusted brands to their knees, or worse, an investment in a decent metal detector or an X-Ray inspection unit is a de facto cost of doing business in the packaged foods business nowadays—at practically every stage of its vast global supply chain.
Aside from simply making sound business sense, food companies of all stripes and sizes are increasingly under pressure to fulfill the ever-more stringent regulatory requirements and certification standards to continuously validate their food safety credentials—not only to their retail customers, but also to legislators tasked with ensuring optimal consumer protection for the general public.
With safe food increasingly taken for granted as a right by the everyday consumer public, there has arguably never been a better time than now to be in the metal detection or X-Ray inspection business.
“In the last year or so there has actually been a big step forward in the metal detection technology and performance opportunities,” says Steve Gidman, founder and president of Toronto-based metal detection systems manufacturer Fortress Technology, Inc.
“Detectors that can send and receive multiple frequencies simultaneously are leading this change,” says Gidman, suggesting the new method will soon start phasing out the earlier generations of traditional single-frequency and dual-frequency metal detectors that often required experienced technicians to reset the machines to accommodate product changeovers or changing application requirements.
“In the last few years, the new art of transmitting signals across a number of frequencies at the same time as receiving them has become a commercial reality,” says Gidman, citing successful recent market launch of the company’s new-generation Interceptor series multifrequency metal detectors boasting vastly improved sensitivities and detection capabilities.
According to Gidman, the Interceptor range metal detectors have vastly expanded the application range where they can be used at food-processing plants.
“The significant sensitivity improvement was targeted at the more difficult wet and/or conductive product that were traditionally hard for metal detectors to inspect,” he states.
“This includes bakery products, meat, dairy and seafood—especially in applications which require reliable detection of stainless-steel particles, due to all the stainless-steel equipment being installed on new processing lines for sanitary design reasons.
“Being a very conductive object that tends to hide in conductive materials, stainless steel requires very high frequencies to detect,” he explains.
“But simply switching the system to higher frequencies to achieve that goal also meant compromising the detection of ferrous materials, which are magnetic rather than conductive, requiring low-frequency signal processing.
“Being able to do both high and low frequencies,
along a much wider spectrum than we have historically, eliminates the need for that tradeoff,” Gidman states.
“I have been in this business for decades,” he notes, “and this is arguably the biggest step change that I
Cutline
Fortress Technology employees calibrating the company’s 20th anniversary earlier this year in front of the metal detection systems manufacturer’s Toronto plant, which has recently commenced a major expansion aimed at more than doubling the facility’s manufacturing area to over 52,000 square feet of combined production and office space to meet robust sales growth.
The Interceptor series multifrequency metal detector recently launched by the Toronto-based Fortress Technology.
Sesotec’s Intuity series metal detector uses proprietary object analysis software to generate full product profile display.
Manufactured by Mettler-Toledo, the X37 X-Ray inspection system was designed to enable high-speed inspection of tall and rigid containers used in food and beverage industries.
FOOD SAFETY
Distributed In Canada by PLAN Automation, the Eagle Pro series X-Ray inspection systems from Eagle Product Inspection now offer full washdown protection (left) to enable their use in sanitary production environments, along with high-speed detection of tiniest contaminants.
have seen in metal detection.”
That said, there is no denying that X-Ray inspection systems have made significant market inroads over the last five years or so—often at the expense of metal detection technologies—despite the higher price-tag.
Aside from being able to detect a wider arrange of possible contaminants— including glass, stone, calcified bone, high-density plastic and rubber, among others—X-Ray systems are also lauded for their built-in multitasking that enables them to perform checkweighing, fat analysis, component count, zone mass measurement and shape conformity.
According to Doug Pedersen, inspection systems sales manager at Bartlett, Ill.based Sesotec, Inc., the passage of the FSMA (Food Safety Modernization Act) in the U.S. and the impending new Food Safety Act legislation in Canada have prompted many food producers to beef up their product inspection capabilities.
“This has forced many food processors to become more proactive, rather than reactive, about their food safety standards,” says Pedersen. “It used to be that you
Heat and Control offers a complete line of metal detectors, checkweighers and X-ray inspection systems for pharmaceutical products from the leading manufacturers: Ishida and CEIA.
CEIA Metal Detection
The world’s largest manufacturer of metal detectors, with over 90,000 units installed. CEIA PH21-Series pharmaceutical metal detectors deliver unparalleled accuracy and sensitivity to all metals and provide high throughput rates for pills, tablets, and capsules. In addition, CEIA offers a complete range of solutions for packaged and non-packaged tablets, powders, liquids and other products; with all solutions including FDA 21CFR compliance.
Ishida X-ray Inspection
Find foreign objects including metal, glass, bone, plastic, hard rubber, shell and stones. Or detect product defects like cracks, voids, missing items and improper weights.
Ishida Checkweighers
Verify product weight, count, or missing items with DACS checkweighers. User-friendly controls include advanced data collection and management features.
The new IX series of X-Ray inspection systems from Ishida offers a broad range of models, distributed by Heat and Control, to suit applications ranging from entry-level inspection to high-speed quality assurance for complex products such as red meat, poultry and vegetables.
could get by with just obtaining a HACCP (Hazardous Critical Control Points) certification, install a couple of metal detectors, and you would be covered.
“Nowadays, the stricter compliance rules mean that you want to eliminate all the foreign objects from the product stream well before they even get to the end-of-the-line inspection system, be it a metal detector or an X-Ray unit.
“That means putting more inspection units in more higher-risk areas throughout the process, be it in the inspection of raw materials, pipeline detection for liquid foods, gravity free-fall conveyors, and so on,” says Pedersen, noting that the German-headquartered parent company Sesotec GmbH manufactures both metal detectors and X-Ray systems, along with optical sorters.
“For many installations, we will recommend using more than one technology,” says Pedersen. “For example, there my be instances where you may want to put your metal detector right on top of your optical sorter to remove some of the lager pieces of metal, which the sorter will detect but can’t remove from the process.”
According to Pedersen, making a choice between installing either a metal detector or an X-Ray machine is based on a faulty premise to begin with.
“The key thing is to buy the technology that best addresses the specific food safety risk of your application,” he asserts. “If a metal detector is enough to do the job, then go with it; if not, look at X-Ray machines, optical sorters and whatever else you may need to address the risk within the process.
“It’s not an ‘either or’ proposition,” says Pedersen, suggesting that even the X-Ray’s technology’s often-cited advantage of offering built-in checkweighing capabilities is often “oversold” as a marketing gimmick.
“Checkweighing with an X-Ray unit has its merits when you’re looking to find your gross underweights,” he reasons, “but if you want to collect reliable weight data for statistical process, to achieve true weight compliance, or to eliminate product giveaway, a dedicated checkweigher would be the way to go.”
According to Pedersen, the real beauty of X-Ray inspection technologies lies in its inherent ability to not only detect product impurities, but to generate a much fuller product profile all-around.
All new Sesotec-made X-Ray systems feature proprietary object analysis software that enables them to reveal everything in the package, he explains.
“So not only are they able to inspect completely random products, but they’re now getting to the point where they can recognize the difference between a chicken leg and a chicken breast of pork rib and pork belly, for example, and tell you exactly what the product is,” Pedersen relates.
Similarly, Sesotec has also made significant technological advancements in metal detection with the launch of the company’s new Intuity range of metal detectors—featuring innovative “variable multi-simultaneous frequency” to generate an electromagnetic picture of the product on the unit’s interface.
“Hence the user actually has a visual representation of what the product looks like,” he extols. “A metal detector with electromagnetic signature capability traces the shape of the image and follows it as it changes—thereby finding metals that would have otherwise been hidden.
“The reject images constructed with this visual electromagnetic signature software have far more meaning to the human eye that a bar-graph moving on the screen,” says Pedersen, using a traffic hazard analogy to make the point.
“Conventional metal detection technology would tell the driver only that there is danger ahead, whereas a metal detector that provides an image of the product signals would tell the drive where the danger is coming from and, to an extent, what kind of danger he is facing.
For all that, the significant market share gains achieved by X-Ray inspection systems over the last several years are an irreversible trend, according to PLAN Automation’s X-Ray product inspection specialist Mat Bedard.
“In fact, the demand for X-Ray inspection is so robust that the company has recently started up an X-Ray machine rental service that allows food compa-
nies short-term rentals of one of several Eagle Product Inspection X-Ray systems it distributes in Canada.
“For companies who don’t have the money, renting a machine from us for a few hours, days or months can provide an optimal solution,” says Bedard, noting that most of the rental business is driven by emergency product reclaim scenarios requiring quick and thorough inspection to trace suspected product contamination.
“Last year we did 45 emergency reclaim installations across Canada,” says Bedard, “ranging from a few hours to a few months, with clients ranging from tiny mom-and-pop shops with no product inspection whatsoever to multinational food companies whose existing inspection equipment is either tied up or out of commission.
“We have a constantly updated fleet of six to eight X-Ray machines than can inspect anything from a small granola bar to a full shipper case of product,” Bedard says, noting that Eagle’s proprietary MDX (material discrimination X-Ray) technology provides a highly reliable means of product contamination detection.
“The MDX technology provides the ability to detect low-density materials such us glass, rock, rubber and plastic more efficiently by assessing the product’s molecular weight and chemical composition,” he explains.
For meat-processing applications, meanwhile, Eagle’s proprietary DEXA (dual-energy X-Ray Absorptiometry) technology provides unrivaled product inspection and analysis capabilities, according to Bedard.
“In the meat industry, DEXA is primarily used to assess the product’s fatto-lean ratio (fat analysis) for any kind of meat—fresh or frozen.
“The accuracy of these systems is just phenomenal,” Bedard extols, citing +/0.5 CL (chemical lean) value on average.
“We can do raw meat inspection at up to 150 tonnes per hour,” says Bedard, “working with either ground or wholemuscle, fresh or frozen, in bulk or in cases.
“We are talking about true 100-percent inspection—not product sampling,” he stresses, “with superior bone detection capabilities that provide for a dramatic reduction of bone issues at meatprocessing plants.”
Says Bedard: “In addition, our patented MDX technology is capable of detecting inorganic contaminants in a variety of packaged or unpackaged products, readily lending itself to detecting foreign bodies in a variety of applications, such as innovative packaging designs such as foldout cardboard sandwich packaging and bulk inspection applications, which
can plague traditional inspection tools.”
FOOD SAFETY
Nevertheless, Bedard agrees that both metal detection and X-Ray inspection have a large role to play in future technological development and advances in the area of food safety.
“X-Ray inspection may not always be the answer for everyone and everything,” he acknowledges.
“The best food product inspection solutions are usually a combination of different technologies and different locations in the process—from incoming raw product inspection to final package discharge, and at all the critical control points in between.
“That’s why it’s really important for companies like our-
selves to truly understand what the clients are trying to achieve and to provide them with the right technology choice for their needs and application requirements.”
Save space and increase throughput with Ryson Mass Flow Spiral Conveyors.
Save space and increase throughput with Ryson Mass Flow Spiral Conveyors.
They are designed to mass flow full and empty bottles, cans, jars and similar containers. Available in 10”, 12”, 16” and 20” wide conveying surfaces with capacities of up to 2,000 units per minute. Built on the already proven and reliable Ryson Spiral technology.
They are designed to mass flow full and empty bottles, cans, jars and similar containers. Available in 10”, 12”, 16” and 20” wide conveying surfaces with capacities of up to 2,000 units per minute. Built on the already proven and reliable Ryson Spiral technology.
Quality and service come first at Ryson. We are the number one spiral manufacturer in the USA. For application assistance or more information, give us a call or visit www.ryson.com
Quality and service come first at Ryson. We are the number one spiral manufacturer in the USA. For application assistance or more information, give us a call or visit www.ryson.com
See our Spirals run in Booth 1207 at ProFood Tech
See our Spirals run in Booth 1207 at ProFood Tech
See our Spirals run in Booth 805 at Pack Expo East
THE FULL SERVING
Inaugural food processing technologies showcase promises a feast for the eyes and a wealth of knowledge for the mind
When you have three world-class organizations working towards the same common goal, chances are the end product will likely be much bigger than the sum of it parts. In this light, there are many high expectations in the air for the upcoming ProFood Tech exhibition at Chicago’s state-of-the-art McCormick Place exhibition grounds next month, April 4-6, 2017.
Billed as the most comprehensive food and beverage show in North America, ProFood Tech is poised to transcend market sectors with a dazzling showcase of cutting-edge technologies and innovative solutions focused on all the food and beverage sectors, including baking and snack, beverage, frozen/prepared foods, dairy and meat/poultry/seafood.
Jointly organized by the producers of leading global trade-show series PACK EXPO and Anuga, along with the International Dairy Foods Association (IDFA), the three-day event will feature an estimated 6,000 processing professionals, more than 400 of the world’s top suppliers, 150,000 net square feet of exhibit space, and 45 hours of ‘blockbuster’ educational programming, according to organizers.
“The North American market has been underserved when it comes to food and beverage processing events,” says Chuck Yuska, chief executive officer and president of PACK EXPO producer PMMI, The Association for Packaging and Processing Technologies
“The upcoming ProFood Tech exhibition will bring together the collective resources of three of the world’s top show producers to ensure that is no longer the case.”
Developed under the guidance a “Who’s Who of Food and Beverage” advisory council—including senior executives from global industry stalwarts such as Tetra Pak, Delkor, Krones, Chr. Hansen, Serac, Azo, Harpak and Deville Technologies—the inau-
gural ProFood Tech will offer attendees a close look at new industry innovations and crossover technologies to meet the needs of large multinationals with interests in multiple segments, according to Yuska, as well as smaller niche companies that focus on more specific needs.
In addition to the exhibits, the event will feature a world-class conference program, presented by IDFA, and free 30-minute Innovation Stage presentations to provide a quick and convenient way to learn about critical food and beverage solutions to improve operations.
These lively sessions will feature recognized leaders in the food and beverage industry providing valuable insights on the latest in consumer behavior, new flavor trends, and best practices in food processing and engineering.
“Each 30-minute Innovation Stage session at ProFood Tech will focus on fresh looks at breakthrough technologies, innovative applications and proven techniques,” according to PMMI.
“Show visitors will have ample opportunity to learn from industry experts on topics such as hygienic opera-
PMMI chief executive officer Charles Yuska (left) and vicepresident of market development Jorge Izquierdo expect ProFood Tech to fill a void for a North American trade show devoted exclusively to food and beverage processing.
WHAT’S NEXT: FOOD AND BEVERAGE TRENDS
IMPACT INDUSTRY GROWTH
PMMI, The
FOOD INDUSTRY TRENDS
BETTER-FOR-YOU FOODS
Organic
There
tions, improving sustainability, advanced spray technologies, and using robotic automation to fill labor shortage.”
For its part, the ProFood Tech Conference Program was structured to offer a wide range of of educational experiences to engage, inform and inspire the attending delegates.
Each day will start off with a ‘Big Picture’ keynote address by an influential industry leader, followed by a wide selection of concurrent sessions.
Several sessions will feature groundbreaking research about consumers, the impact of developing innovative products, and how consumers influence product development, according to IDFA.
Featuring an entire track of sessions devoted specifically to consumer trends and marketing, the conference will also comprise the Master Series of provocative panel discussions about current product trends, alongside the Tech Talk sessions focusing on new ways to improve production efficiency and operations.
Additionally, the show’s ProFood Tech Learning Hub area will host the Regulatory Matters forum, where expert speakers will make presentations on key hotbutton issues such as the Food Safety Modernization Act (FSMA), recall avoidance, cGMPs (Current Good Manufacturing Practices), conducting internal audits, traceability, documentation, food safety management, sanitary plant/equipment design and much more, with opportunity to discuss these key regulatory chal-
lenges with experts and peers following each session.
In advance of the inaugural ProFood Tech exhibition, PMMI has developed new infographic (see image above), exploring the steadily growing consumer focus on health-and-wellness issues and environmental sustainability.
According to PMMI data, there has been a 25-percent increase in vegetarian, and a 257-percent surge in vegan, global food and drink product launches in the last five years.
“Increasing consumer demand for more healthful foods and beverages continues to fuel the rise of organic, vegetarian and vegan products,” says PMMI’s vice-president of market development Jorge Izquierdo.
“Meanwhile, growing demand for convenient, on-the-go and single-serve options underscores the need for brandowners to accommodate more active consumer lifestyles,” Izquierdo points out.
In addition to their own health-andwellness, consumers are also showing greater concern for the environmental impact of the supply chain—particularly, the 1.3 billion tons of food waste representing one-third of food produced for human consumption each year.
Meanwhile, the interest in greater packaging sustainability remains at strong levels, according to PMMI.
“Shifting consumer preferences for natural, healthy and earth-friendly brands place new demands on the man-
PRE-SHOW REPORT
ufacturing operations of food and beverage processors,” Izquierdo says.
“These companies must fine-tune their product lines to accommodate new ingredients, implement alternatives to chemical preservatives, and often build or modify their production lines for greater flexibility,” he notes.
“Additionally, they must do it all while minimizing changeover times and learning curves for the machine operators,” Izquierdo states.
According to PMMI’s senior director of media and industry communications Sean Riley, a lot of these trends are driven by the profound impact of the socalled millennial generation—defined as men and women aged 18 to 34 in 2015—which is now estimated at about 75 million people in the U.S. alone.
“It is almost impossible to discuss the trend toward healthful foods and beverages without addressing the impact of millennials,” says Riley, citing a recent Wall Street Journal article reporting that only one in five U.S. millennials has ever tried a Big Mac at a McDonald’s fastfood restaurant.
“Part of the reason for this surprising observation is the ever-growing number of choices consumers have to get their fast burger fix,” Riley reasons.
“However, the seismic shift taking place in today’s food markets is also driven by the tendency of the United States’ largest generation to spend their money with businesses and brands that reflect their values.
“Food and beverage brands that are unable to gain their trust are likely to struggle, and a big part of that trust comes with clean labels and all-natural ingredients,” Riley states.
“For food and beverage manufacturers looking to attract millennial consumers, the solution to simply offer more organic options isn’t quite so simple,” Riley cautions.
“As in the case of McDonald’s with its Big Macs, the food industry has done business a certain way for decades,” he notes, “and adjusting to this new organic world is a massive undertaking that requires the adoption of entirely new processes that take both time and money.”
According to the U.S.-based Organic Trade Association, organic food products accounted for US$39.7 billion of the US$43.3 billion in total organic product sales last year.
This represents 11-percent growth for organic foods since 2014, according to the association, compared to the threepercent growth for the global food market overall.
For more information on attending and registering for ProFood Tech, please go to: www.profoodtech.com
SEALS OF APPROVAL
Harpak-ULMA will introduce the new breakthrough PLATFORMER technology from G. Mondini, which won a 2016 Innovation Award at last year’s All4Pack exhibition in Paris, France. Developed to combine the best attributes of thermoforming and tray-sealing machinery, the new packaging system is combined with Trave tray-sealing mschinery to first form the trays and then create a tray-seal package in an innovative process that significantly cuts the tray footprint before the forming process occurs—reducing tray scrap to just one per cent or less. With changeover time of less than 10 minutes, involving only two components, the PLATFORMER offers packagers the option of either using pre-made trays or trays formed inline.
Booth #1703
OFF THE BEATEN TRAK
Ryson International Inc. will unveil two new versions of the company’s Narrow Trak spiral conveyors for applications requiring gentle and efficient handling of small product loads. Featuring super compact design to save valuable production space, the Narrow Trak spirals are outfitted either with six- to nine-inch-wide nesting slats to facilitate reliable end-transfer of small cartons and packages, or sidetransfer of small bottles or containers in a single file or in a continuous mass flow at speeds of over 200 feet per minute. According to Ryson, the Narrow Trak spirals offer a significantly larger elevation change capacity than what is currently available in the small package marketplace—providing a good alternative to side gripper conveyors because they can run at high speeds and do not need to be adjusted for varying product sizes. This compact unit is equipped with Ryson’s proprietary low-friction chain slat arrangement that ensures high capacity, high speed, low energy consumption, low maintenance requirements, and long service life.
Booth #1207
PACKAGING FOR SHELF-LIFE
FRESH FOOD FOR THOUGHT
There is little doubt that the global food industry is a growth market. Over the last five years, sales of packaged foods worldwide increased by an average of two per cent annually—reaching 750 million tonnes in 2015.
Not surprisingly, Asia has been both the largest and the fastest-growing region during this time, whereas demand
Demonstrating the new
INTUITY
The latest in metal detection
in mature markets of Europe and North America—already boasting high per-capita consumption of packaged foods—has remains stable, albeit at high levels.
While growing population, increasing urbanization and rising prosperity will keep on making the demand for packaged foods rise well into the future, it is important to note the evolving consumer needs changing behavior change—marked by a clear trend yo higher-quality, innovative, convenient and personalized food products.
To keep up with the competition, food producers worldwide need to respond to changing consumer trends at a short notice and to bring new products into the market more quickly.
As the already immense variety of food products continues to increase, product life-cycles are becoming shorter and lot sizes continue to shrink.
At the same time, rising wages and prices for energy and raw materials are driving up costs— resulting in dwindling margins.
Not surprising, there has never been a greater need for food companies to focus more on efficiency, productivity and flexibility when investing in new machinery and equipment.
As a good starting point, the upcoming interpack 2017 global trade fair processing and packaging technologies in Düsseldorf, Germany, May 4-10, 2017, will display a broad spectrum of modern innovative solutions for efficient and safe processing and packaging of food.
Representing the entire food supply chain with tailored solutions for all industry sectors, the exhibition will offer a perfect platform to generate new ideas and to discuss technical solutions with machine-builders and their suppliers.
But implementing more efficient and reliable processes for food production and packaging is a gravely important subject that goes far beyond mere machinery availability.
The entire production process must be optimized to function smoothly in order to achieve the maximum efficiency of the entire system and
educe the costs of production.
There are two main drivers behind the need to maximize process efficiency: reducing downtimes and minimizing material waste.
To respond to those drivers, the technology used for food production and packaging must be both responsive and adaptable.
So whenever new ingredients are introduced, for example, it should be possible to change the processing methods, cooking temperatures, dispensing procedures, etc., with minimal downtime.
This requires investment in a robust automatic recipe management system—with a continuous flow of information and a connection to process control—to ensure powerful, highly automated production processes.
Flexibility is another must-have competence in the packaging sector, where product diversification is an increasingly prized competence.
Companies must meet the growing market demand for numerous package sizes—from singleserve to family packs—and packaging lines and machinery must therefore be extremely flexible
PACKAGING FOR SHELF-LIFE
in order to produce a high range of formats and allow quick, tool-free format changes.
The strong trend towards eversmaller batch sizes also requires short changeover and minimal start-up times.
The link between set-up times and productivity levels had never been as pronounced as it is today—driving strong demand growth for machinery and equipment that can be quickly cleaned during product or format changes.
According to recent studies by leading German industry group VDMA (Mechanical Engineering Industry Association), equipment cleaning times in the food industry currently account for 20 to 30 per cent of the average production time, depending on a plant’s technological prowess.
With the optimization of cleaning processes deemed to be great importance, the automated CIP (Cleaning-in-Place) systems have become a highly sought-after technology to provide food plants with defined and time-optimized cleaning processes, along with the lowest possible use of resources such as water, energy, detergents, disinfectants, and so on.
Producing food in a safe and hygienically acceptable way—meeting all the key international standards and guidelines—means the machinery and equipment used for this purpose must be hygienically designed.
This means that the construction design of this machinery must not contain and crevices or edges where waste material, microorganisms or soil could accumulate—facilitating quick and easy cleaning procedures.
Another critical area that food processor must address is the implementation of efficient and reliable trackand-trace solutions that will ensure complete transparency about the origin of food products as they make their way through the supply chain.
Whether the product is in processing, filling or packaging stages, data must be reliably gathered and stored at each of these phases, which requires proper labeling featuring linear barcodes, two-dimensional (2D) codes like Data Matrix, or RFID (radio frequency identification) tags.
In addition to addressing traceability, track-and-trace solutions can also uncover weaknesses in the logistics chain.
For instance, RFID technology can provide real-time information on the exact location and the route the
goods take, and hence report any interruption in the cold chain. As a result, trade routes can be designed more efficiently—further reducing costs.
The increasing investment in food processing and packaging machinery is an accurate reflection of the global demand for convenient and safe food.
According to VDMA, the value of global trade in food processing and packaging machinery rose by a total of 52 per cent in the past 10 years—reaching US$53 billion in 2015.
The largest demand for this machinery in still found in
Europe, which accounts for about 33 per cent of all sales, followed by Asia (22 per cent) and North America (13 per cent).
Increasingly, however, demand growth is also driven by the emerging economies in Latin America, Middle East and Africa, where a growing backlog in consumption will ultimately result in further development and expansion of food production.
For further information on interpack 2017, please go to: www.interpack.com
When
you need to move at a blistering pace...
Shoot for the stars
When Starview Packaging needed an automation partner that could match the speed, flexibility and accuracy of their blister packaging machines, they turned to Omron Adept’s innovative six-axis articulated robot, the Viper e850.
If you are developing a new machine or upgrading an existing model, look to Omron as your trusted partner for superior automation.
A HEALTHY OUTLOOK
BY MELANIE STREICH
With more and more people worldwide getting better access to healthcare, global demand for pharmaceutical products is poised to grow at a healthy pace well into the future.
According to current market research, global pharmaceutical expenditures will increase by 31 per cent by 2020—from US$1.03 trillion to almost US$1.4 trillion— driven in large part by growing populations and increasing prosperity in the so-called “pharmerging” markets such as China, India, Brazil, Indonesia, North Africa and the Middle East.
In terms of actual global daily consumption, IMS Health estimates that by 2020, the world will be consuming 4.5 trillion standard units—a 24-percent increase from 2005—and that roughly half of the world’s population in 2020 will have access to modern pharmaceutical products, compared to only one-third in 2005.
DOMINO NORTH AMERICA APPOINTS NEW SECTOR DEVELOPMENT MANAGER, PHARMACEUTICAL
Domino North America is excited to share the recent Promotion of Paul Hammond to the role of Sector Development Manager, Pharmaceuticals. Paul assumes the role from Mark Shaffer, now the Director of Sector Development for North America.
“Coding plays a critical role in successful implementation of serialization solutions and proper integration with OEM equipment and Software is paramount,” said Director of Sector Development Mark Shaffer. “Our success in the sector rests on our ability to support those OEM partners along with our customers to ensure reliable solutions. Paul’s background in both Product and Account Management at Domino, as well as his extensive experience with Pharma and CMO customers allows him to step in the role with a seamless transition for our valued customers”
With over 15 years of sales and product management experience, Paul Hammond offers a fresh perspective on supporting the pharmaceutical industry. “Over the years at Domino I have been fortunate to support many of the top Pharmaceutical brands, as well as CMOs and a number of industry specific OEMs. The reality is that serialization requirements have changed the game, and having a supplier who understands those requirements and the unique demands of the sector is critical to helping you achieve your goals successfully,” Hammond shared. “My primary goal is to create a collaborative partnership with Domino, our valued network of OEMs, and – most importantly – our end users. Serialization is a complex concept, and marking and coding is an important piece of it. I will continue to provide the guidance, support and service that has built our reputation in the sector.
Domino has long been the preferred supplied of coding technology to the Pharmaceutical sector. The appointment of Paul Hammond expands our resources and will help strengthen that position to meet the ever changing demands for years to come.
Above: As protection from piracy, punch-outs incorporated into a folded paperbox clearly indicate when a package has been opened.
Right: Two-dimensional barcodes and other track-and-trace solutions are at the heart of serialization strategies used to ensure product quality and safety in the global pharma sector.
Much of that growth will come from soaring demand for generic drugs in the aforementioned pharmerging economies, whereas drug consumption in the industrialized countries will remain largely stable, with growth confined to specific therapies and ongoing development of personalized and new biopharmaceutical medicines for rare, chronic or genetic diseases.
Other key market trends cited by IMS Health include:
• Ongoing decline in the importance of “blockbuster” products with a high turnover rate;
• Increasing cost pressures on pharmaceutical companies, intensified with growing competition in the generic drugs segment;
• Growing regulations pertaining to pharmaceutical product quality and safety, along with international standards harmonization.
In this context, there’s no surprise that “efficiency” is quickly becoming the industry’s big catchphrase, with specific emphasis on minimizing machine downtime and material waste.
The production of highly potent drugs is very complex, requiring precise processes and the highest safety measures along the entire processing chain for both product and staff. And while therapies with personalized medicines are still relatively rare, their distribution will increase significantly in the future, resulting in greater product diversity and small-batch production.
To meet these demands, while improving speed-to-market and ensuring product safety, pharmaceutical companies are increasingly requiring more modular and multipurpose solutions from machinery suppliers and system engineers,
For manufacturers of pharmaceutical processing and packaging systems, the upcoming interpack 2017 global packaging technologies fair in Düsseldorf, Germany, May 4-10, 2017, will provide a fitting grand stage for displaying the latest innovations in machine design, flexibility and performance.
One of the most alarming developments that the global pharmaceutical industry must address is the growing number of counterfeit drugs—and issue that can pose a lethal risk for patients, high revenue losses for legitimate producers, and long-term damage to the industry’s image and reputation.
To address the issue, legislators worldwide are establishing appropriate guidelines to ensure optimal product safety throughout production and packaging.
To a large extent, these initiatives are increasingly implemented worldwide through the use of serialization, whereby all packages must be labeled with a unique, nonpredictable serial number to ensure that production output can be clearly assigned right down to the individual sales packaging.
When properly implemented, products can be retraced completely through the entire value chain using highly efficient, computerized tracking and tracing systems, such as new 2D barcodes or RFID (radio frequency identification) tags.
This enables consumers to check and verify that the product is genuine with their smart phones both at the point-of-sale and at home.
And starting in 2019, all the pharmaceutical products sold in the EU (European Union) countries must not only be serialized, but also provide tamper-evident functions proving beyond doubt that the package has not been opened previously.
For this purpose, tamper-proof protection will be placed inside the secondary cardboard packaging, so that when the consumer opens the box, a pre-set perforated breaking point tears open—making it clear that this package has now been opened for the first time.
For further information on interpack 2017, please go to: www.interpack.com
March 19-21
Aventura, Fla.: 2017 Executive Leadership Conference, by PMMI-The Association for Packaging and Processing Technologies. At Turnberry Isle Miami. To register, go to: www.pmmi.org/elc
March 19-21
Boston, Mass.: Seafood Expo North America, international seafood industry trade show and conference by Diversified Communications. Concurrently with the Seafood Processing North America exhibition. Both at Boston Convention and Exhibition Center. To register, go to: www.seafoodexpo.com
March 21-23
Munich, Germany: ICE Europe 2017, international converting technologies exhibition by Mack Brooks Exhibitions Ltd. At Munich Trade Fair Center. To register, go to: www.ice-x.com/europe
March 21-23
Muscat, Oman: Oman Plast 2017, international plastics, rubber, chemicals, printing and packaging exhibition by Silver Star Corporation. At Oman Convention & Exhibition Centre. To register, please go to: www.silverstaroman.com
March 23
Green Bay, Wis.: Converters Expo 2017, package converting and printing exhibition by Packaging Strategies and BNP Media. At Lambeau Field Atrium. To register, please go to: www.ConvertersExpo.com
March 27-29
Ft. Lauderdale, Fla. : BOPP Film 2017, conference by Applied Market Information Inc. At Ft. Lauderdale Marriott Coral Springs Golf Resort. To register, please go to: www.aimconferences.com
March 29-30
Cleveland, Ohio: Advanced Design & Manufacturing (ADM) Cleveland, a multishow event by UBM Americas. At Cleveland Convention Center. To register, go to: www.cleveland.am.ubm.com
April 3-6
Chicago: ProMat 2017, manufacturing and supply chain exposition by MHI. Concurrently with the Automate 2017 industrial automation exhibition by the Association for Advancing Automation (A3). Both at McCormick Place. Register at: www.mhi.org
April 4-6
Chicago: ProFood Tech, the food & beverage processing event by PMMI, The Association for Packaging and Processing Technologies, Anuga Koelnmesse GmbH and the International Dairy Foods Association (IDFA). To register, please go to: www.profoodtech.com
EVENTS
April 5-7
Miami, Fla: AWA International Sleeve Label Conference and Exhibition 2017, by AWA Alexander Watson Associates. At Hilton Miami Airport. To register, go to: www.awa-bv.com
April 6-8
Toronto: Graphics Canada Expo, graphic communications and printing showcase by Printing Equipment and Supply Dealers’ Association of Canada. At Toronto International Centre. To register, go to: www.graphicscanada.com
May 4-10
Düsseldorf, Germany: interpack 2017, global trade fair for packaging technologies by Messe Düsseldorf GmbH. At Messe Düsseldorf fairgrounds. Contact Messe Düsseldorf (Canada) at (416) 598-1524 for information on participating as part of the Canadian Pavilion or as individual exhibitor. To register, go to: www.interpack.com
Ink Jet Printer
CHECKOUT RHEA GORDON
GIRLIE PACKAGING A FEAST FOR THE EYES
emale cosmetic users spending a lot of money to buy specific products to enhance their looks have a right to certain expectation from the packaging of those products. Are they portable and small enough to fit into a purse? Are they reliably resealable and spillproof after being used for the first time? Does the product’s package design make it simple to use outside the comforts of home? Happily, it seems like today’s leading cosmetic brand-owners are paying more than just the obligatory lip service to the consumers’ needs and desires for a little extra valueadded with their purchase.
up a GOSH “tester” in the store—to discover that the wand’s applicator handle has two LED lights to help you easily apply lip gloss even in low-light conditions. When the applicator top is opened, tiny round sensors pop out to turn the lights on. When done, closing the top promptly pushes sensors to the ‘off’ position. No mirror? No problem, as the hard tube inside the package has one incorporated right into its side. This is one bright portable idea that is not to be easily glossed over!
opening and closing the package. Turning the cap counter clockwise raises the pump from its hidden position, whereas turning clockwise it lowers the pump to sit flush with the top edge—providing a highly effective safeguard against accidental openings and the resulting messy spills.
The Light’n Shine Lip Glaze from GOSH Copenhagen of Denmark has literally illuminated cosmetic packaging to a whole new level of aesthetic flair. Lip gloss is often sold in a small tub, a squeeze-tube or a hard tube— with or without an applicator—typically with no special features to catch the eye. That’s more or less what I expected from this product until I opened
In hiring Carl Maalouf as new head of Canadian sales, HARTING expects to leverage his extensive engineering background to expand its presence in the Canadian market.
Maalouf graduated from McGill University with a BEng degree in Chemical Engineering and is fluent in both English and French. He joins HARTING after eight years in the industry focusing on technical sales and key account management.
“Finding a candidate with engineering training and experience was a prerequisite,” says Jon DeSouza, President of HARTING Americas. “HARTING is focusing on being a addition to meeting their component needs.
Retailing exclusively at the Shopper’s Drug Mart outlets, the Quo brand of cosmetics imports its Age Excellence Foundation product from Italy in transparent packaging that makes the product inside fully visible in the area between the silver-colored cap and the decorative bottom strip, with the sturdy rigid plastic outer tube housing a separate compartment containing the foundation. Using the product for the first time, I was happy to discover that the silver top is a actually a permanent part of an ingenious pumping mechanism employing an innovative system for
While cupcakes once lived in the land of kids’ parties, nowadays many gourmet bakeries and confection shops specializing in designer cupcakes that replace formal wedding cakes are all the rage. As if to highlight this trend, the Triplet Sprinkler jar from Twinkle Boxer Decor makes optimal use of the sugary shapes and specialty items used by professional cake decorators to serve up a truly tasteful moodlifting experience. Removing the cupcake top reveals a trio of separate pie-shaped jars inside—each with its own flip-top lid—containing a multitude of tiny pink and white pearlized beads to create a decidedly girlie ambiance wherever it’s placed.
Rhea Gordon is a freelance writer living in Toronto.
Profile Advantage Detecting More Metal in Challenging Applications