Specialty paint business comes alive with made-in-Canada packaging lines See story on page 13
PRODUCE MARKETING ASSOCIATION TRADE SHOW PREVIEW MONTREAL, QUE APRIL 15-17, 2015 page 18
With its breakthrough design, the 9550 applies labels directly onto packs without the need for an applicator, while self-adjusting label placement accommodates varying line speeds, throughput and package sizes. Revolutionary Intelligent Motion™ technology targets zero unscheduled downtime as it precisely and automatically controls the entire system.
See the Videojet 9550 in action at PackExpo 2014 in Chicago.
MARCH 2015 VOLUME 68, NO. 3
SENIOR PUBLISHER
Stephen Dean • (416) 510-5198
SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
FEATURES EDITOR
Andrew Joseph • (416) 510-5228
AJoseph@canadianpackaging.com
ART DIRECTOR
Sheila Wilson • (416) 442-5600 x3593 shwilson@annexnewcom.ca
Vice-President Annex Business Media East Tim Dimpoloulos tdimopoulos@canadianmanufacturing.com
President & CEO • Mike Fredericks mfredericks@annexweb.com
HOW TO REACH US: Canadian Packaging, established 1947, is published monthly by Annex Publishing & Printing Inc.
80 Valleybrook Drive, North York, ON, M3B 2S9; Tel: (416) 510-5198; Fax (416) 510-5140.
SUBSCRIBER SERVICES: To subscribe, renew your subscription or to change your address or information, contact us at 416-442-5600 or 1-800-387-0273 ext. 3555.
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE): Canada $72.95 per
DISCLAIMER: This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
PRIVACY NOTICE: From time to time we make our subscription list available to select companies and organizations whose product or service may interest you. If you do not wish your contact information to be made available, please contact us via one of the following methods: Phone: 1-800-668-2374 Fax: 416-442-2191 Email: privacyofficer@businessinformationgroup.ca
Mail to: Privacy Office, 80 Valleybrook Drive, North York, ON M3B 2S9
PRINTED IN CANADA PUBLICATIONS MAIL AGREEMENT NO. 40069240, ISSN 008-4654 (PRINT), ISSN 1929-6592
UPFRONT
EMBRACING THE NEW DIGITAL AGE DIMENSION
t has been a long time coming, but the so-called 3D printing technology is finally getting the worldwide attention of both business and public alike as one of the most promising breakthrough technologies representing the future of tomorrow’s next-generation manufacturing.
Ironically, the technology itself is anything but new, having been both widely available and familiar to the manufacturing design community under the initial ‘rapid manufacturing’ and “autofab (automated fabrication)” monikers since the late 1980s.
What is new, however, is the widely reported push to deploy the technology’s additive manufacturing modus operandi to create useful everyday objects with real mass appeal directly from CAD (computer-aided design) files in a hands-off process whereby powdered polymers and other materials are activated by lasers to form solid-state product layers on top of one another in pre-programmed shapes until the finished product is assembled in full—seemingly out of thin air.
ing supplier Stratasys Ltd., the Unilever plant recently produced injection mold tools for a range of popular household care and laundry products with a run of about 50 units for a wide variety of prototype parts—including bottle caps, closures and toilet rim blocks (picture below) —fabricated from the tough, durable Digital ABS plastic material.
“With Stratasys 3D printing technology, we can design and print a variety of injection molds for different parts that can undergo functional and consumer testing—all on the same day,” relates Unilever’s R&D and prototyping specialist Stefano Cademartiri. “Before, we would have to wait several weeks to receive prototype parts using our traditional tooling process.
“With 3D printing we’re now able to apply design iterations to the mold within a matter of hours,” Cademartiri reveals, “enabling us to produce prototype parts in final materials such as polypropylene by 40 per cent faster than before.
With its potential to usher in a real era of mass customization and personal stay-at-home product design and assembly, 3D printing will undoubtedly impact countless goods-producing sectors in much more profound ways than could be conceived now.
Naturally, this includes packaging and its vast CPG (consumer packaged goods) global end-user client base, with the Italian division of global CPG powerhouse Unilever providing a textbook example of using 3D printing to cut lead-times for some product prototypes by 40 per cent.
Using proprietary PolyJet 3D printing technology developed by Minneapolis-headquartered 3D print-
COVER STORY
13 PAINTING BY NUMBERS By Andrew Joseph
“Having previously outsourced our thermoforming requirements, we found that we were accumulating significant labor costs and having to contend with lengthy lead-times,” Cademartiri recalls. “However, since 3D printing these parts ourselves we’ve reduced lead-times in the conceptual phase by approximately 35 per cent.
“This technology has enhanced our overall manufacturing process—allowing us to evaluate our designs to eliminate those that are not suitable before committing to mass production.”
And while it will be some time yet before 3D printing becomes a mass production technology in its own right, given how fast it’s been catching on in the last couple of years, it would take Luddites of the last resort to bet against it happening sooner rather than later.
Leading U.S. manufacturer of arts and crafts paints, gets a real bang for its buck with installation of state-of-the-art filling-and-capping lines installed by a stalwart Canadian packaging machine-builder. Cover photography by Laura Tarquino
DEPARTMENTS & COLUMNS
FEATURES
18 HISTORY OF GROWTH
CPMA Annual Convention & Trade Show preview. 19 FULL METAL JACKET By Steve Gidman Metal detection vs X-Ray inspection. 20 SAFE COMFORTS 21 CELEBRITY ROASTS
All about packaging sustainability.
Monthly insight from PAC, Packaging Consortium
ANNOUNCEMENTS Industry and company updates.
EVENTS
industry functions.
PEOPLE Career moves in the packaging world.
36 CHECKOUT By Julie Saunders
Joe Public speaks out on packaging hits and misses.
22 REINVENTING THE VEAL By Andrew Joseph
Innovative Quebec meat processor offers a fresh new take on bacon perfection with a commercially viable and healthy alternative to pork.
27 ONWARDS TO VICTORY
28 FINE KETTLE OF FISH By George Guidoni
Ontario fish processor lays foundation for a thriving export business built by harvesting one of the most underrated and overlooked Great Lakes commercial fish species.
SEAFOOD COMPANY AT TOP OF ITS PACKAGING GAME WITH NEW BRAND LAUNCH
While it’s still a relatively small fish in a very big pond of a market dominated by multinational heavyweights with much vaster resources and geographic reach, Ontario-based seafood processor Toppits Food Ltd. is clearly setting sail in the right direction for sustained future growth, having just launched a gluten-free line of high-quality frozen breaded fish caught or farmed exclusively in MSC (Marine Stewardship Council) -certified waters.
Launched soon after opening up its first stand-alone Toppits Seafood Market retail outlet just north of Toronto in Vaughan, Ont., last December, the innovative seafood pro -
cessor’s new Toppits retail product family of gluten-free breaded fish comprises mouth-watering Toppits Black Pepper Cod, Lightly Seasoned Haddock , and Savoury Lemon Sole to offer health-savvy Canadians a tasty alternative to traditional massproduced frozen fish products.
“We are delighted to introduce Canadians to our delicious gluten-free breaded fish line that is certified by the Gluten-Free Certification Program (GFCP) and is also MRC-certified as sustainable,” says company owner Heather Gremont.
“The number of Canadians choosing to follow a gluten-free lifestyle is increasing and we’re sure that Toppits’ tender flaky fillets will quickly become a family favorite.
Shawpak Systems Ltd is pleased to announce Mr. Andy Vieira has joined the Shawpak Systems Team as Technical Sales –Product Inspection for the region of Quebec and the Maritimes.
This will further the Technical Sales resources within these regions specializing on the METTLER TOLEDO Product Inspection Product Line, HI-Speed CheckWeighing, and Safeline Metal Detection and X-Ray Inspection Systems.
Mr. Vieira brings with him a wealth of knowledge and experience for Product Inspection within the Food and Pharmaceuticals Industry, with the METTLER TOLEDO Product Line and will be a good addition to the existing Quebec based Shawpak Team.
www.shawpak.com
www.mt.com
“I believe it is well worth noting that we are the first in Canada to have a breaded certified gluten-free and MSC-certified fish,” Gremont points out.
Processed in Canada, the Toppits brand gluten-free breaded fillets are made from 100-percent natural fish with no additives, according to Toppits, with the tender, flaky, hand-cut portions coated with lightly crisp gluten-free breadcrumbs seasoned just right to achieve a highly satisfying taste profile:
free fillets are packed in 400-gram retail boxes— supplied by Beresford Box Co. Ltd. of Waterloo, Ont.—featuring stunning product photography on the front panel to make an instant connection with the shoppers, according to Toppits vice-president of sales John Mauro.
“Consumers eat with their eyes first, making the design component very important if you want to grab the consumers’ attention in the first place,” says Mauro, adding Toppits recently worked with a highly authoritative marketing consultant as part of a comprehensive strategic rebranding reflected in the new product packaging.
“The clean and crisp packaging graphics are well matched by eye-appealing product images that really make you want to try the product, with the light-blue splashes of color also helping to grab the consumers’ attention,” Mauro told the Canadian Packaging magazine.
• Bold highlights of back pepper for the Black Pepper Gluten-Free Cod;
• Delicate and crispy Lightly Seasoned GlutenFree Haddock with mild notes of garlic and onion;
• Light notes of a citrusy lemon zest for the Lightly Seasoned Gluten-Free Haddock Competitively priced with the conventional wheat-based breaded fish products, the gluten-
“Combined with the prominent Gluten-Free & MSC logos, this packaging really makes us stand out from the competition,” says Mauro, adding the new products can be purchased at select retailers across Canada—including Sobeys, Metro, Longo’s and Farm Boy—as well as at popular independent grocery retailers like Lady York, Battaglia Food Markets, Sharpe Market, Monastery Bakery & Delicatessen, The Garden Basket Food Markets and Yummy Market Portioned in individual breaded fillets weighing an average of 100 grams, the three gluten-free products are also available in bulk 10-pound cases for foodservice establishments and institutions, according to Mauro.
Boasting product shelf-life of 24 months from date of production, the fillets achieve their gluten-free credentials by using a special coating system comprised of corn, rice and potato, Mauro explains, as well as by being processed and packaged inside an officially GFCP -validated production facility.
effectively prevent
gluing.
That‘s why you‘re set up perfectly with us.
Says Mauro: “The CFGP certification process incorporates more than just testing protocols to ensure certified products are gluten-free.
“Using proven food safety standards and an unbiased certification process, the GFCP delivers the only true global standard for the production of safe, reliable gluten-free products,” he states.
“Moreover, all the ingredients are sourced from our trusted partners around the world to ensure that our highest measures of quality are consistently met,” he adds.
“Having the MSG certification proves that we have the right standards and policies in place to work with fisheries, manufacturers, and customers to ensure that our fish stocks are traceable, healthy, and available for the generations to come.”
Showcasing over $2,000,000 of finished packaging machinery inventory, the Paxiom System Center is the perfect environment for testing your product on one of our many packaging solutions.
Nordson melters are no exception.
Freedom® System
ProBlue Liberty™
Products Improve As They Evolve.
prevention against
Industry-leading Freedom® and ProBlue Liberty™ tankless hot melt systems, provide a revolutionary technology that gives you the maximum prevention against char buildup.
■ Tankless melter designed with a ProBlue® footprint melts only what you need, when you need it
Go tankless and see your packaging line evolve. Contact your Nordson representative, or call (800) 463-3200 to go tankless.
■ Tankless melter with MiniBlue® II SureBead® applicator minimizes char throughout the system and reduces downtime due to nozzle clogs
Weighing & Counting Solutions…
Digital prepress equipment and systems supplier Esko North America has completed a US$1-million expansion of its Esko Innovation Center at the company’s headquarters in Miamisburg, Ohio, with a special ceremony attended by its senior management team and local township officials. Now housing the company’s software support group, customer training and demo centers, marketing and business development, human resources and administration personnel, the 33,500-square-foot building currently employs about 80 people to support the company’s growing North American client base, while serving as a hot spot for demonstrating new ideas and solutions, experimenting with new processes, and producing samples for packaging, wide-format and commercial print products. “The process of building our new demo facility took months of careful planning and we are very proud of the end result, as well as how effectively our staff will be able to work with our customers in what we believe is an exceptional showplace for the direction of graphics communication and packaging,” says Esko Americas president Jon Giardina.
The Canadian Printable Electronics Industry Association (CPEIA) is a new industry group formed earlier this past fall with a mandate to bring together key Canadian and international players in industry, academia and government to build a strong domestic printed electronics (PE) sector through implementation of critical development strategies to facilitate growth through networking, stimulate R&D and investment, build a strong PE supply chain, and drive the broad adoption of PE technologies by end-use customers. Headquartered in Ottawa, CPEIA is the result of a three-year initiative by the National Research Council of Canada (NRC) to drive the growth of a strong PE domestic sector, which currently comprises about 50 Canadian companies with significant business interest in PE technologies, which can be used to manage inventory,
track items as they are shipped, monitor environmental conditions and turn any form of packaging into a smart device with labeling and tagging solutions that are capable of wireless communications. “A few years ago, many PE applications would have been considered science fiction, but not any more,” says CPEIA’s executive director Peter Kallai, citing a multitude of business growth opportunities enabled by PE technologies for industries such as packaging, printing, advanced manufacturing and microelectronics. Tel. (613) 795-8181; or go to: cpeia-acei.ca
Industrial robotic systems integ rator Motion Controls Robotics, Inc. has commenced an expansion of the company’s current 57,000-squarefoot headquarter facility in Fremont, Ohio, to accommodate new office space, a new machining center, and new cleanroom robot service and refurbishment areas necessitated by the company’s
NOTES & QUOTES
strong growth in sales and employment over the course of last year. Scheduled for completion in March of 2015, “The primary goal for the expansion project and for the additional hiring we are doing is to ensure continuous improvement in ontime delivery performance and product quality for our customers,” says company president Scott Lang, adding the expansion will provide about 4,000 square feet of new production space for the Fremont plant.
Krones helps Steam Whistle do one thing really, really well – package Canada’s premium pilsner
Steam Whistle Pilsner offers the style and flavour of the great pilsners of Europe, yet is brewed fresh locally at their independent, Canadian brewery. Crafted under the watchful eye of the Czech-born Master Brewer, this golden-coloured Bohemian pilsner is made using only four all-natural ingredients, a distinctive recipe, traditional methods, and a whole lot of passion.
How is this brewmaster know-how and brewery freshness retained until it reaches you? With the assistance of Krones’ TFS filter, Lavatec bottle washer, VOC can filler, and Modulfill bottle filler. All this ensures quality through zero-bacteria control, minimum oxygen pickup and accurate fill heights. Just some of the measures that Steam Whistle takes to be the worthy reward at the end of your day.
Flanked by visiting local township officials, Esko Americas president Jon Giardina (second from left) and Esko North America director of marketing Keri Blackburn cut the ceremonial ribbon at the newly-expanded Esko Innovation Center in Miamisburg.
INITIAL SUCCESS TAKES THE COFFEE CAPSULE RECYCLING PROGRAM NATIONWIDE
Despite being widely scorned and vilified as one of the most serious new repeat environmental offenders of this decade so far, the supposedly unrecyclable single-serve coffee pods are in fact finding a useful second life in Canada— thanks to a progressive waste recovery program jointly conducted by office supplies distributor Grand & Toy, an affiliate of global office products giant Office Depot, Inc., and Toronto-based recycling specialists TerraCycle Canada, Inc.
First launched last year on trial basis in southern Ontario, the five-month K-Cup Pack program’s resounding success has prompted both partners
to not only widen the program to nationwide basis this past January, but also to extend it to include other commonly-used office supplies and computer accessories.
“We originally launched the pilot program based on stakeholder feedback that we received from our associates, suppliers and customers who identified waste and recycling as our most important sustainability issue,” says Grand & Toy’s sustainability manager Serguei Tchertok.
“At Grand & Toy, sustainability has long been an important part of our business, and with this newly-expanded program, our customers now
have an opportunity to conveniently divert more waste from the landfill by recycling products that are considered waste by most municipalities.
“This is just one more step in our ongoing commitment to promote sustainability and minimize the adverse environmental impacts of our operations,” says Tchertok, explaining that in addition to the coffee capsules, the program will also collect mixed office supplies like binders, pens, pencils, staplers, scissors, file folders, etc., as well as computer accessories like keyboards, computer mice, web cameras, wires and cords.
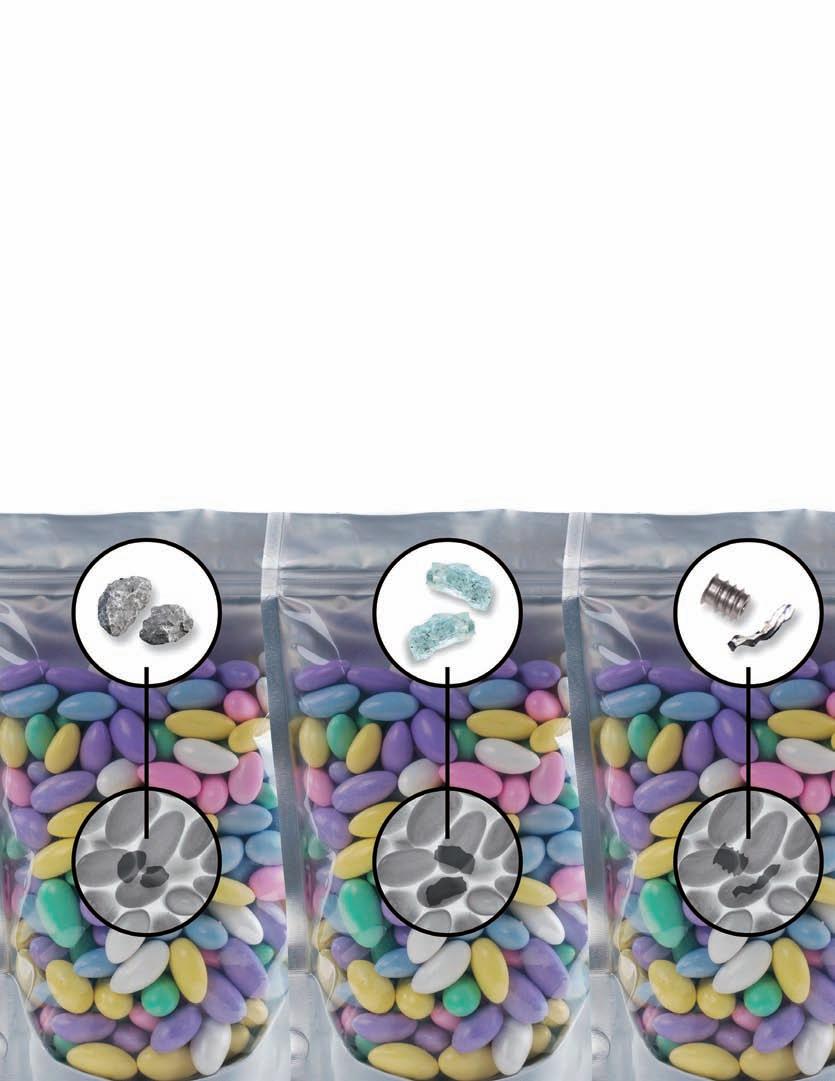
Each of the three types of office waste has its own specially-designated col lect ion box that can be purchased from Grand & Toy to collect the items described on the box label. (Pictures above)
Answers you need
Good enough to eat? You’ll have the answers with Thermo Scientific™ X-ray product inspection technology. State-of-the-art image generation and analysis help you take food safety and quality to the next level. And, products in our NextGuard™, Xpert™ and POWERx lines are easy to use and own, making our simply packaged solutions even tastier.
Simply packaged
All the Zero Waste Boxes come with a pre-paid UPS shipping label for direct forwarding of the collected recyclables to TerraCycle’s warehouse in Ajax, Ont. Ultimately, it will be sent for processing that employs mechanical and manual sorting techniques to separate the collected waste into metals, fibers and plastics.
After sorting, the metals are smelted to prepare them for the recycling stage; fibers from paper waste and woodbased products are recycled or composted along with any other organic materials; and plastics undergo extrusion and pelletization to be molded into new products made from recycled plastic, covering a full gamut from park benches to plant pods and outdoor waste bins.
In addition, any salvageable electronic waste is refurbished and reused, with all the data wiped from the applicable ewaste, according to TerraCycle.
“Canadians are among the world’s top recyclers, so we’re thrilled to see the growing demand for more Zero Waste Boxes,” says TerraCycle’s chief executive officer Tom Szaky, who founded the company in 2001.
Says Szaky: “Grand & Toy was the first Canadian retailer to support this innovative solution, and we’re pleased to continue working with them to offer even more recycling opportunities to Canadians.
“We are confident that this program will continue to grow,” Szaky concludes.
SMART & VERSATILE
Smart describes the precision mandrel-forming technology from RockTenn. Whether it’s our high performance Meta® Tray 8 – which outperforms any other tray in the produce market – or our 2-piece telescoping case design, the Meta® System is versatile to meet the needs of your operation.
PAINTING BY THE NUMBERS
American arts and crafts paint manufacturer gets inspired performance from state-of-the-art Canadian filling and capping equipment
ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY LAURA TARQUINO
While the history of the company is a little hazy on whether the owners read a how-to book it published on how to create business success, what is undeniable is that Plaid Enterprises, Inc. of Norcross, Ga. has had 38 years of continuous successful growth, and is now considered a manufacturing leader of quality arts and crafts products for the retail segment.
When Plaid began operations in 1976, it did so as a family-run business with three employees publishing how-to books, expanding its domain between 1977 and 1989 to include products relating to: general crafts; home decorating; and paints and coatings.
The privately-held international investment holding firm Dyson KissnerMoran Corporation purchased Plaid in 1989, which provided Plaid with growth opportunities thanks to DKM’s capital support structure.
Nowadays, the can-do know-how of Plaid has evolved the company into a firm with over 350 employees in the United States—and a sourcing office in Shenzhen, China—with over 5,000 SKUs (stock-keeping units) distributed in over 50 countries.
“Plaid manufactures and markets do-it-your self products for customers worldwide, offering artist and craft acrylic paints and much more,” Plaid chief executive officer and president Mike McCooey told Canadian Packaging maga z ine during a recent interview.
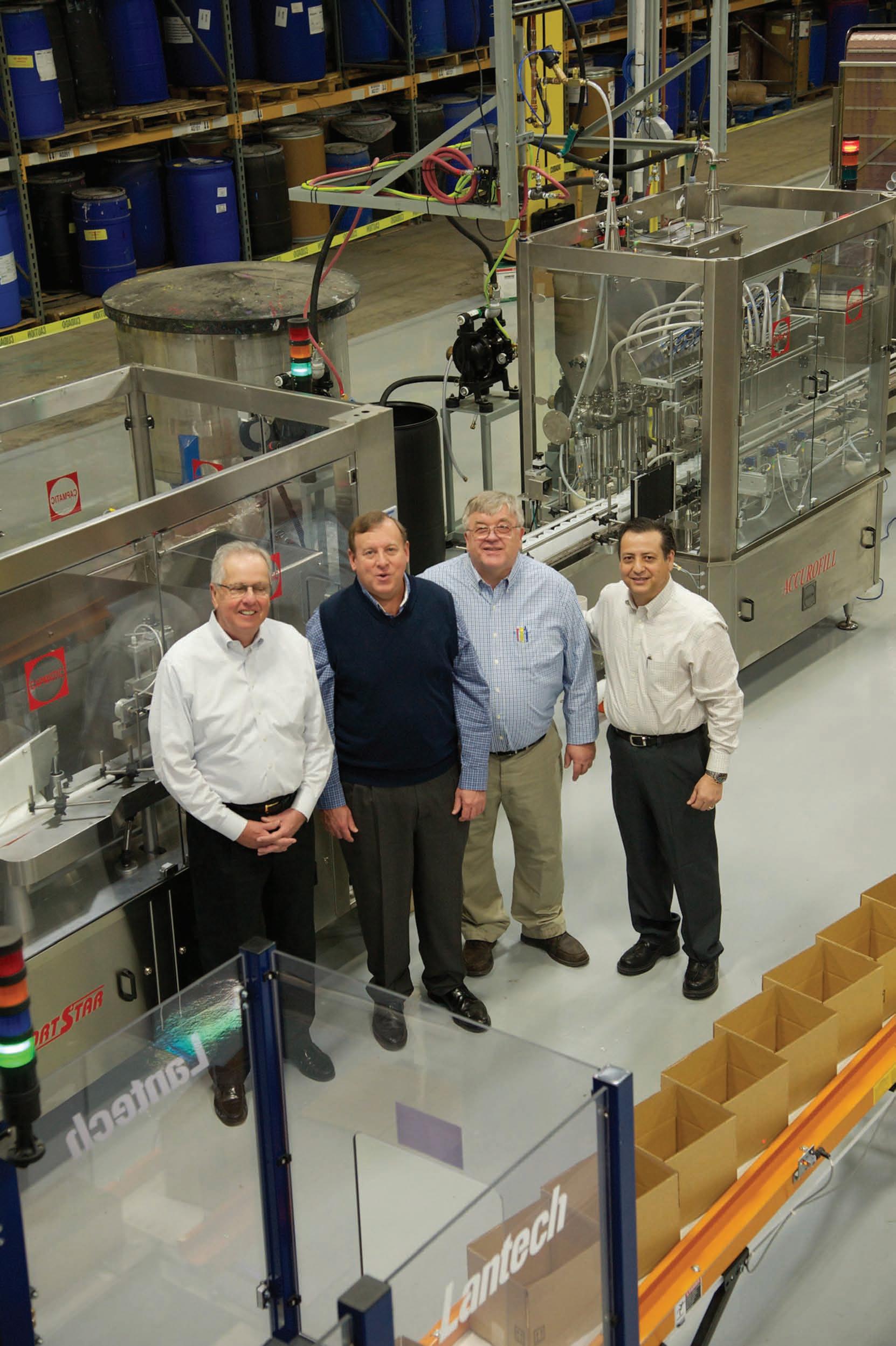
From left: Thomas find good cheer with the turnkey Capmatic filling and capping line installed at the company’s 270,000-square-foot production facility in Decatur, GA.
Plaid Enterprises manufactures and packages 20 of its own bestselling brands of arts and crafts paints such as Folk Art, Apple Barrel, Mod Podge and other labels.
Besides the arts and crafts paints, the 270,000-square-foot Decatur, GA.-facility located in the suburbs of Atlanta also manufactures stitchery kits, liquid adhesives and stencils, fashion products, jewelry, glues, and needlecrafts; decoupage products; products in areas such as faux finishes and glass crafts to new artists and markets, including home improvement; and soy paints and stains, and tools and accessories for decorative painters, home decor enthusiasts, and creative crafters.
But for Plaid, it certainly appears as though paint is where its current success lies, producing several million gallons a year of acrylics for fabric, wood, glass, ceramic, plastic, and metal projects; books, tools, and accessories for crafting.
“Roughly 80 per cent of what we manufacture is actually our own brands,” explains McCooey, citing the brands Folk Art and Apple Barrel, as well as Mod Podge, Plaid, Delta Creativ e, Bucilla Needle -
work Products and Stencil Decor. “The Plaid product portfolio currently offers 20 leading brands.”
McCooey adds that it’s not that hard to find Plaid brand products. Along with the distribution in over 50 countries, across North America, it can be found in such national movers as: Walmart , Target , Michaels, HomeDepot.com , Lowes , HSN (Home Shopping Network) and The Shopping Channel , Amazon , Ebay, Kroger, various dollar stores and many more.
ONLINE WONDER
But despite the proliferation of eager consumers waiting to snap up the arts and crafts materials from these businesses, Plaid and its social media partners also has a growing online presence (www. plaidonline.com), with over one-million followers across a variety of social media networks including 600,000 Google+ fans, 145,000 Facebook follow-
ers, 72,000 newsletter subscribers and an astounding 400,000 unique visitors to its daily blog that features original content from its Plaid craft design team, as well as craft experts and guest bloggers.
“We use social media outlets to provide our followers and fans with daily ideas, inspiration and recipes, which of course helps drive retail performance,” mentions McCooey. “We even have Plaid Craft TV, 200 videos and counting of web-based craft programming with 36,000 subscribers on YouTube.”
While the company is social media savvy, it is also undeniably busy, operating its paints production facility 24/7, with no real cyclical peaks or valleys.
And yet, says McCooey, only a very small portion of its product is actually sold on-line, noting that Plaid’s low selling point of each SKU doesn’t usually warrant a consumer wanting to pay the additional shipping and handling costs.
A side view of the No. 8 production line at Plaid, equipped with Capmatic’s Accurofill bottle filler, an Alpha chuck capper and an accumulation table.
The Capmatic SortStar bottle unscrambler is specifically designed to handle a wide range of plastic bottle sizes without the operator needing to resort to change parts.
After plastic bottles are filled on the Accurofill, they are swiftly conveyed to an Alpha model capper—both manufactured by the Montreal-headquartered Capmatic Ltd.
An Accurofill filler, designed and manufactured by Capmatic, is used to package a range of four- to 32-ounce arts and craft paint bottles at an average of 40,000 units per day.
“We are considered a major supplier in the craft industry,” relates McCooey. “Most of our product is sold directly to retailers, and it is important that we are cost-efficient to meet their pricing goals.”
At Plaid, raw materials are received either palletized or in tankers, and then common base paints are made some 2,000 gallons at a time and then stored until needed.
“We have base storage tanks ranging in size from 3,000 to 6,000 gallons,” says Plaid chief financial officer and chief operating officer John Michalek, adding that most of its paints are common base.
“As for the unique batches, we make those one at a time in the 24 to 300 gallon range,” he notes.
After unique or common base paint is made, the batches are then tinted. Quality Assurance personnel then approves the batches after checking viscosity, pH, WPG (weight per gallon) and color.
After approval, these batches are moved to the packaging line for filling, with Michalek saying that Plaid tries to limit the wait for filling between 12 to 18 hours maximum.
The packaging process involves a stand-up unit or unscrambler standing the bottles upright in the line, filled, capped, induction sealed, cap retorqued, cap dot labeling, bundling, inner pack labeling, erecting and packing of corrugated cases, sealing the full cases, and then adding a master carton label to the side and top of the box.
“The top labels on the master carton have a readable barcode, and is used by our team of order pickers to ensure the correct product is readied for customer delivery,” states Michalek.
After cartons are hand-stacked on pallets, shrinkwrapped and then sent to the warehouse, where if not directly sent to a product-pulling
could do to improve their production, reduce labor costs and improve the quality of their packaging to better support and supply their clients.”
location, the pallet is placed into an overstock area.
Key to Plaid’s impressive production line efficiencies is a turnkey unit from Capmatic Ltd., that helps it achieve filling of a range of four- to 32-ounce bottles at an average of 40,000 units per day. At the same time of the Capmatic purchase, Plaid also acquired new bundling equipment manufactured by Polypack Inc., consisting of an ILB24L-P multipack shrink bundler that can wrap any configuration of bottles, boxes, and oddshaped items with its no-transfer wrapping that allows unstable-product multipacks to be produced; and a Polypack gantry case loader for the shrink bundler.
“Prior to our Capmatic line purchase, we did not have such a wide range of bottle filling applications,” relates Michalek.
Headquartered in Montreal, Capmatic designs and manufactures high-quality customized packaging equipment from semi-auto to fully-automatic systems and complete packaging lines.
Plaid purchased a complete turnkey system consisting of Capmatic’s:
• SortStar bottle un scramble;
• Accurofill 8H (eight head) piston filler;
• Alpha chuck capper;
• an accumulation table;
• LabelStar System 3-Top label application station;
• LabelStar System 1-Wrap around labeler;
• BeltStar re-tourquer;
• and a n induction seal machine manufactured by Enercon Industries
“With business being good and the future bright, we needed greater capacity, as well as a need to improve our quality control and productivity,” says McCooey. “It’s why we contacted Capmatic and then added our line No. 8, installing it during the last week of January 2015.”
According to Capmatic application engineer Domenic Imperiale, the project was virtually trouble-free right from the beginning.
“After Plaid’s director of continuous improvement Arturo Gomez contacted us with a request for quality filling and capping equipment, I traveled to their facility to review their set-up and to analyze the issues they were having,” explains Imperiale. “I then created a report detailing what Capmatic
He says he proposed Capmatic’s SortStar bottle unscrambler that requires no change parts; a custom-designed Accurofill filling machine that allows Plaid to perform product changeovers in five minutes or less; and an Alpha capper with a dual cap feeding station to minimize downtime.
“We also worked on the overall equipment layout to provide the minimum footprint, taking into account operator needs, while making the line as efficient as possible,” relates Imperiale.
The Capmatic SortStar bottle unscrambler is specifically designed to handle a wide range of plastic bottles. According to Imperiale, it uses a centrifugal disk and adjustable guides directly controllable through the Rockwell Automation Allen-Bradley brand HMI (human-machine interface) to allow it to run a variety of bottles without the need for any change parts. Any and all mechanical adjustments are equipped with numeric counters for easy and repeatable changes.
Though specially-designed, Plaid’s Capmatic Accurofill is indeed constructed from a base Capmatic automatic volumetric piston filler with specialized rotary valve systems that gives it the capability of filling liquids, semi-viscous and viscous products, such as: shampoo, cosmetic cream, cough syrup, chunky peanut butter, salsa, food product, petroleum gel, oil, and, of course, paint, which was specifically why Plaid purchased it.
The Accurofill also utilizes a Capmatic vision system to ensure the product corresponds to the correct bottle format.
For capping, the Alpha monoblock-style system was selected—a single-indexing multi-station platform which can be configured to handle many different applications. The machine is designed to work with free-standing containers or with the use of a puck system.
Although capping was the preferred method of closing system for Plaid, Imperiale says the Capmatic Alpha can also provide plugging, and crimping/ R.O.P.P. (Roll On Pilfer Proof) closing systems.
Says Gomez: “We like the Alpha’s low profile design. It’s easy for our crew to clean and maintain. As well, it comes with removable stainless steel access doors on the front and back of the machine which gives, should we require it, quick and easy access to all internal hardware and electrical controls—it’s a wonderful design.”
According to Imperiale, the BeltStar retorquer
A Capmatic LabelStar System 1-Wrap wraparound inline labeling system places product labels around the round bottles at high throughput speeds.
A Polypack ILB24L-P multipack shrink bundler featuring no transfer is used by Plaid to wrap unstable product multipacks of paint bottles.
Plaid utilizes an iCON small-character laser coder manufactured by ID Technology, capable of printing up to four lines of text.
capping system offers quality performance and maximum controllability for impeccable proficiency with regards to inline capping without the use of conventional spindles.
“It utilizes servo-driven belt systems to provide an accurate amount of torque, ensuring the paint
caps are securely on, with no chance of leakage,” explains Imperiale. “It basically helps reduce rejects and improves line efficiency.”
The line also utilizes a labeling unit—two actually. The LabelStar System 1 is an inline labeling system that easily wrap applies labels around round
THE GLM-I evo WITH THE Vision System BVS-I® ARE THE NEW STANDARD IN WEIGH PRICE LABELING AND INSPECTION
• 100% Quality inside
• 200 packages/minute
• Metal and X-ray Inspection
Call us now for more information or to schedule a demo: 732-565-6000 or us.info@bizerba.com www.bizerba.com
bottles. It utilizes a feed screw, star-wheel indexing and a dual belt separator to provide extremely efficient label application.
As part of its quality assurances programs, Plaid uses an iCON small-character laser coder from ID Technology, a division of Pro Mach on the Capmatic LabelStar to apply specific lot code data, as well as a vision system manufactured by Cognex Corporation to ensure proper label alignment, and a reject system for any defective containers—all purchased via Capmatic for use with the filling/packing line.
A Capmatic LabelStar System 3 labeler is utilized near the end-of-the-line to apply labels to the top of caps and to the side of the master cartons filled with bottled paint product. It is capable of applying labels at speeds up to 250 per minute, but as Gomez admits, Plaid doesn’t require such speed at this juncture. Yet.
Keeping things green in more than a color scheme is also very important for Plaid, according Plaid director of operations Norman Thomas, saying the company has gone through great pains to ensure it is not merely compliant with sustainability issues, but exceeds them where possible.
“About seven years ago, Atlanta suffered through a drought,” begins Thomas. “Water is a major component in our paint, and any prolonged period with a water shortage would be devastating to our business.
“To avoid future instances of a pro -
After filling and capping, a Capmatic LabelStar System 3 labeler is used to apply a topdot adhesive label onto bottle caps for additional branding impact.
A Cognex vision system inspects and verifies the label positioning inside a Capmatic LabelStar System 1 labeler.
Line operator Oscar Rozales monitoring the HMI (human-machine interface) control panel on the SortStar bottle unscrambler.
longed drought affecting our produc tion, we put down a well.
“Obviously the drought was not long, and since we never had to rely on the well water for our paint, we utilize it instead in our washdown routine and clean-up processes,” explains Thomas.
He adds that all of Plaid’s washdown water is recaptured and then sent to its own water treatment operation where the water is treated to pull the solids out before releasing it into the county sewage system.
In another example of keeping things green, Thomas says it recycles its cartons.
“We purchase our bottles from a local manufacturer and have them shipped to us in returnable cartons.
“Each carton contains 750 bottles and each carton is recycled in excess of 20 times before it needs to be re placed,” explains McCooey.
For Plaid, it saves some 66,600 car tons from ending up in the trash and landfill, and only has, as Thomas notes, had to replace a small number of cases each year.
All in all, Plaid Enterprises is ex tremely pleased with its new filling and packaging line from Capmatic.
“Our continuous growth every year for 38 years has certainly put us in an enviable situation, as it proves con sumers enjoy our high quality arts and crafts products,” sums up McCooey.
“Our new Capmatic line provides us with an upgrade on line efficien cies and capacity, as well as production speeds while enhancing our over-all quality assurance guidelines.
“We’re certainly in a great place right now for our current and future produc tion requirements.”
t he c anadian corrugated industry develops creative packaging solutions that are cost effective, versatile, environmentally sound and food safe. o ur boxes are designed with high-impact graphics that communicate your brand. w e focus on what matters: what’s inside the box.
Plaid Enterprises chief operating officer John Michalek (left ) and plant director Norman Thomas examine filled arts and crafts paint bottles being conveyed to the high-performance LabelStar System 3 top cap labeling unit.
Plaid plant employee David Hall operating Capmatic’s LabelStar System 1 inline bottle wraparound labeling system.
HISTORY OF GROWTH
Canadian
fresh produce business has plenty of reasons to cheer at upcoming jubilee industry showcase
Staying fresh and relevant for 90 years is a remarkable display of shelf-life excellence and resilience.
And it wouldn’t be stretching the truth to claim that this proud historical track record making a visit to Montreal’s stunning Palais des congrès de Montréal fair grounds next month is a mustattend occasion for any forward-thinking packaging company hoping to capitalize on promising business opportunities in Canada’s multibilliondollar fresh produce sector.
As a host venue to the 90th Annual Convention and Trade Show of the venerable Canadian Produce Marketing Association (CPMA), the glamorous exhibition center will be a buzz of activity from April 15 to 17, 2015, as the Ottawabased CPMA will mark its 90 th year of representing and promoting the diverse interests and agendas of its broad-based membership comprising leading Canadian growers, importers, exporters, wholesalers, retailers, packaging suppliers and other key stakeholders of a burgeoning fruit-and-vegetable marketplace generating over $4 billion to Canada’s GDP (Gross Domestic Product) growth each year.
Featuring over 275 already-confirmed exhibitors, this year’s event is poised to attract over 3,000 participants from all segments of the produce supply chain and to showcases produce from around the world.
Organized under this year’s theme of Educate, Innovate, Create, the country’s largest fresh-produce event will provide a unique forum for industry leaders to build key business relationships in Canada through a combination of education and networking opportunities, according to the CPMA chairperson Bernedette Hamel of Metro Richielieu Inc.
“In this day and age, we are regularly faced with challenges to the various aspects of our business,” states Hamel.
“To overcome these challenges, we rely on education, creativity and innovation to consistently find new and effective ways to move our products from field to fork.
“At this year’s convention, our new and exciting ‘Learning Lounge’ will offer opportunities to learn more about innovation and creativity in the produce industry.”
States Hamel: “We have reached a momentous milestone and are proud to be celebrating our 90 th year serving the produce industry in the vibrant city of Montreal,” Hamel states.
“Our commemorative 2015 Convention and Trade Show will provide an invaluable and carefully conceived businessto-business platform that has consistently supported the development, success and sustainability of our industry.
“Being the largest of its kind in Canada, it really is the mustattend event of the year!”
In addition to the show itself,
“The CPMA team will deliver innovative and thought-provoking business programs on
topics that are essential to our industry’s success,” says 2015 convention chair Jim Di Menna of JD Marketing Inc
“Beyond the business program, our entertainment and hospitality program will continue to provide a more casual forum for conversation and collaboration,” Di Menna adds.
Here is sampling of some the event’s highlights:
• Chair’s Welcome Reception, toasting and celebrating CPMA’s 90 years of serving the produce industry;
• New ‘Learning Lounges’ located throughout the trade show floor hosting a broad array of highlyinformative educational sessions and seminars;
• Keynote presentation by Ron Tite, a renowned marketing professional and bestselling author recently named to the Top 10 Creative Canadians list complied by the Marketing Magazine. Titled Telling Your Story, Tite’s presentation will offer an insightful view into the art of connecting with real people in real situations to achieve real outcomes to capture best practices, close a sale, and grow the business;
• A n Interactive Panel of renowned thought-leaders representing some of North America’s leading retailers and foodservice distributors addressing the Implementing Fresh Everyday growth strategy.
Moderated by Reggie Griffin, former senior vicepresident of The Kroger Company, the interactive panel will feature:
• Teri Miller, category manager of produce at Food Lion;
• Pierre Dandoy, vice-president of operations at QC Market Store, Loblaws;
• owner Mike Longo and Pat Pessotto, vice-president of fresh merchandising at Longo’s;
• Oleen Smethurst, general merchandise manager for produce at Costco Wholesale Canada ;
• A ndré Gagné, vice-president of merchandising at Metro Banner Ontario, Metro Richelieu;
• R ich Dachman, vice-president of produce at Sysco
For more information on the 2015 CPMA Annual Convention and Trade Show, please go to: www.cpma.com
The 90th edition of the CPMA Annual Convention and Trade Show is epected to draw over 3,000 visitors over the course of the tree-day event at Montreal’s Palais des congrès de Montréal, with over 250 exciting exhibits showcasing the latest technologies and solutions for the country’s fresh-produce industry.
The colorful and outgoing Freggie CPMA show mascot was created to promote the group’s children’s healthy eating programs, designed to empower kids to take responsibility for making healthy food choice through better nutritional awareness and education.
FULL METAL JACKET
Metal
detection technology stays well in tune with the times to remain a
highly viable and effective product inspection option
lthough metal detection is often portrayed as an ‘old’ technology—in contrast to the ‘new’ X-Ray systems—metal detection hardware and software is evolving all the time and offers food producers many benefits.
In most food applications, for example, there is some sort of ‘product effect’ on the detector, which the equipment must factor into its operation.
With most of today’s metal detectors, this ‘phasing’ or calibration is an automatic process, simplifying the integration of a system into a line.
And with fewer, and often less technically skilled line operators becoming the norm in the food
assurances about regular system checks to ensure that all QA (quality assurance) systems—including metal detection—are functioning correctly.
Consequently, some retailers will put pressure on suppliers, or potential suppliers, to invest in X-Ray contaminant detection.
Being able to demonstrate the reliability and improved sensitivity of installed metal detectors (with FM software, for example) may be one way that suppliers can resist this sort of pressure.
So why choose metal detection over X-Ray?
The answer will depend on the application, as X-Ray remains far more expensive, both in terms of capital cost and running costs.
A company could easily expect to pay in the region of $90,000 to $120,000 to install new X-Ray, technology compared to between $8,000 and $30,000 for metal detection, depending on the size and complexity of the application.
samples on an hourly basis, at the beginning of a product run or at a shift change, and whenever any settings are updated or changed.
Using vastly upgraded software and much more intuitive human-machine interfaces enables continued use of existing Fortress metal detection systems well after their initial field installations, often providing a very cost-effective alternative to X-Ray inspection.
This also hold true also for the human-machine interface (HMI), which are becoming more intuitive all the time.
As might be expected, the sensitivity of systems has also improved.
For example, Fortress Technology’s latest FM software can improve performance in most applications by at least 40 per cent, thanks to an algorithm which factors in both time and amplitude with any given detection signal.
This responds to increased demands from retailers for the ability to detect ever-smaller metal contaminants.
In recent years, retailers have become more riskaverse when it comes to food safety and quality, increasingly imposing their own, often more stringent protocols and standards on their suppliers.
As well as ensuring that the required form of inspection is in place to the necessary specification, the retailers’ ‘safety net’ will also often include
The challenge for product manufacturers is to know as much about potential sources of contamination as possible before selecting the type of inspection equipment.
Obviously, if your potential contamination is all or mostly metal-based, it makes sense to consider metal detection as a first option.
On the other hand, for some products where the risk comes from a range of contaminants or non-metal contaminants, an X-Ray system might be advisable.
In either case, here are five top tips to keep in mind when investing in a metal detector for the first time, or upgrading an existing system to the required levels:
1. Do not overlook testing procedures and record-keeping.
In food environments, testing requirements are becoming increasingly complex.
We advise running detection and rejection of test
To that end, always check the industry standards and auditing requirements for testing frequency and procedure.
2. Consider installing metal detectors at specific checkpoints along the manufacturing process.
Leaving it until the end of the production line could result in high levels of ‘false rejects’ and unnecessary disposal of good product and packaging.
To that end, an area survey prior to delivery and installation is a highly recommended practice
3. Auto-testing devices are useful when system access and positioning or environmental conditions hinder testing.
4. Investigate system compatibility before making an investment.
Our company’s “Never Obsolete Commitment” is a parts, service and backward-compatibility program that enables customers to upgrade any existing Fortress detector to help food processors remain compliant.
5. Foil challenges.
Generally speaking, metal detectors are capable of phasing out and running products packaged in laminate foils with a good level of sensitivity.
However, pure aluminum foil found in packaging such as an oven-ready tray, may be too challenging, thereby necessitating the use of a ‘ferrous in foil’ metal detector.
Steve Gidman is president of Fortress Technology Inc., Toronto-headquartered manufacturer of metal detection systems for the global, food, beverage, pharmaceutical industries.
SAFE COMFORTS
West Coast frozen pasta producer enjoying vastly improved comfort levels with successful X-Ray system installation
Awell-made lasagna is arguably one of the greatest Italian comfort foods to earn itself long-enduring worldwide fame and universal affection, and Surrey, B.C.-based Zinetti Food Products Ltd. takes much pride in keeping that tradition alive by producing a line of highquality frozen lasagna and other pasta entrées retailing in the frozen food sections of Costco retail stores across Canada and the U.S.
Well-regarded in the private-label frozen foods segment for its unwavering commitment to producing great-tasting, high-quality meals, the privately-owned company has taken its well-earned reputation and impressive record for food safety up several notches a few months ago with an installation of a model X33 X-Ray food inspection system manufactured by Mettler-Toledo Safeline, part of the product inspection business of global supplier of industrial and laboratory scaling and measurement technologies Mettler-Toledo International Inc.
“I spoke with a few of the leading X-Ray machine suppliers, and they had the best experience with Mettler-Toledo,” says Zinetti Food maintenance manager Ash Engele. “We sent samples to three suppliers, and they were the first to get all the important data back to us.
“The slam-dunk came when my friend, Jeff Smith from Mountain Pacific Machinery, said that Mettler-Toledo was the best and explained why, covering all the details with us to ensure we had a perfect fit, and then sold us the X33 system.”
The next-generation X33 features a new 20-Watt X-Ray generator that dramatically reduces power use and energy costs while maintaining the same high detection sensitivity, compared to the 100Watt generator utilized on previous system versions. Moreover, the X33 model also improves
According to Mettler-Toledo, the X33 ’s outstanding detection sensitivity helps identify metal, glass, bone, stones and other dense foreign material for quick removal of contaminated products from the production line, while also measuring gross mass for portion control, inspecting for packaging defects, and checking seal integrity.
ROUGH START
“We first started looking for an X-Ray system several years ago,” Engele recalls. “We installed a unit from another supplier on a trial basis in 2008, but after getting a lot of ‘false rejects’ we decided it wouldn’t work for us, putting the whole idea on the back burner.
“However, we decided to revisit it last year,” says Engele. “I spoke with Mettler-Toledo, who assured me their systems could easily handle our products.”
Says Engele: “Given our past experience, we wanted a supplier that had a local technician, which was why we decided to go with Mettler-Toledo.
“Their local service tech is very knowledgeable,” Engele extols. “He installed the unit, set it up for our products, and trained us to use it.
“It’s good to know that if we run into any issues we can’t solve, he can be here quickly to get us back up and running.”
Engele explains that Zinetti Food Products selected an X3302 model that is wider than the standard X33 unit, so that it could handle the company’s entire range of products.
With its 400-mm wide belt, the X3302 system is employed to inspect Zinetti’s large three-kilogram family-size meals, as well as the 300-gram singleserve meals.
“Sometimes we run the same product for an entire shift and sometimes we have several products to run at once,” Engele relates.
“This X-Ray system is the easiest machine on our line to change over,” Engele states. “It takes just a few seconds on the control panel to select the next product from memory and it’s calibrated at the push of a button—without actually having to send product through.
“Moreover, the touchscreen interface is very easy to use: our operators like the icons and the product lists and images, finding the X-Ray system very straightforward,” Engele relates.
“And we also like the different levels of password protection, whereby an operator cannot unintentionally create or delete a product,” says the plant’s HACCP coordinator Azin Kad. “That’s because it’s only our engineers and quality assurance personnel who are allowed deeper access into the controls.”
OUTSIDE HELP
Adds Engele: “Because we rely on a lot of outside vendors for ingredients, the possibilities that there could be a stone or shard of glass making its way into the final package are endless.
“And as we continue to grow and put more products out for the public to consume, our risk correspondingly increases along with our volume.
“But our new X-Ray system gives us another critical layer of protection,” Engele asserts. “It represents another important step towards ensuring optimal food safety performance.
“It give us and our retail customers real confidence that we’re maintaining the highest product quality levels,” Engele sums up.
“At Zinetti Food Products, we go above and beyond making great tasting foods that people enjoy, so it’s only natural for us to make sure our food is safe to keep them coming back for more.”
Installed last year at the Zinetti Food Products pasta processing facility in Surrey, the X3302 X-Ray product inspection system from Mettler-Toledo has enabled a marked improvement in quality control performance at the plant’s packaging line, which uses the user-friendly system to inspect the company’s full range of frozen products, from three-kilogram lasagna (inset on left) to 300-gram single servings.
PACKAGING FOR FRESHNESS
CELEBRITY ROASTS
Upscale coffee roaster thrives through the years with top-notch product excellence and valuable technology input from its innovative packaging partner
Headquartered in Maspeth, N.Y., Eldorado Coffee Roaster s roasted its first coffee beans in 1980. At the time, company president and owner Segundo Martin saw an opportunity to use new packaging technology to provide high-quality coffee to local consumers.
Acting on knowledgeable expert advice offered by his Colombian-born wife and enjoying access to the finest coffee beans anywhere, Martin had a hunch that combining this top-quality product with improved, cost-effective packaging would result in a winning formula.
He was absolutely right, of course.
Segundo’s idea was to utilize Bosch’s recently introduced one-way valve technology to supply coffee in a flexible package made on a VFFS (vertical form/fill/seal) machine. At the time, flexible packages made from VFFS machines were not often used for coffee because of how it degasses after roasting. The gases would expand the package, causing the sealed bags to explode. To release the pressure, a filament could be sealed into the end seams, but this approach allowed oxygen to enter the package—resulting in spoilage and lower-quality coffee.
The solution lay in applying a one-way valve, which released the pressure while blocking oxygen ingress, keeping the coffee fresh and flavorful for consumers.
Segundo reached out to Bosch Packaging Technology for a fully integrated valve applicator with one of its VFFS machines.
As a result, in 1983, Eldorado received the first Bosch VFFS system in the U.S. that automatically applied an outside valve—laying the foundation for a partnership that has allowed both companies to grow together.
“In the more than 30 years we’ve been using the Bosch machine, it has never let me down,” states Segundo. “With its high productivity and reliability, the machine has helped the company achieve such profitability that it has been one of the most valuable investments I have ever made.
“In fact, the Bosch bagger is still on our production floor, running and helping our company grow.”
After years of solid business growth and expansion, in 2013 Eldorado needed to add capacity for its flexible packaging formats in both pillow bags and gusseted stand-up packages.
By this time, the company’s bag sizes ranged from small, two-ounce bags of ground coffee to five-pound bags of whole bean coffee.
The latter was a result of growth in the company’s food service business in which Eldorado provides and services coffee machines, coffee and other consumables to foodservice establishments.
The new packaging system Segundo had in mind for Eldorado needed a feedback
loop between the checkweigher and the auger, so that any changes in coffee density would be automatically and immediately compensated for by the auger.
The goal was more consistent and precise fill weights in each package, reducing the give-away volume and keeping Eldorado running as efficiently as possible.
Therefore, it was critical that the packaging machinery be flexible, highly efficient and fully integrated between the auger, bagger and checkweigher.
Based on the established and trusted partnership, Segundo inquired about Bosch’s new, highly flexible SVI 4020 AR intermittent-motion bagger. The SVI 4020 had a maximum bag width of 400mm, allowing it to handle the large and small bag sizes in both pillow and gusseted stand-up formats. Seeking a single-source solution provider, Eldorado placed Bosch in charge of the entire system, after which it proceeded to integrate a Spee-Dee model 3600 servo auger, an Ishida checkweigher, a
Baumer hhs Names New President and Sales Representative
Dayton, Ohio-January 22, 2015 - Baumer hhs, a product innovation leader in the packaging industry, is pleased to announce the appointment of Chris Raney as hhs President. In addition, Baumer hhs welcomes new sales personnel, Rob Bradshaw, to accommodate demands of continuous growth.
Markem-Imaje model SmartDate X40 printer, and nitrogen gas flush system into its SVI 4020 vertical bagger. (Picture left) Naturally, Bosch first tested the system at its plant in New Richmond, Wis., to ensure the filling accuracy and speeds that Eldorado needed before installation at the company’s facility.
“The result has been great,” extols Segundo, noting that the feedback loop from the checkweigher has resulted in a 10-percent reduction in giveaways as a result of enabling the nitrogen gas flushing to reach the residual oxygen target plus the bagger runs at high speeds.
Over the years, Eldorado has invested in additional machinery to package coffee in different formats, including cans, which are filled at the company’s second facility in Philadelphia, Pa., according to Segundo.
“We couldn’t be happier in having our original Bosch bagger running alongside their next generation bagger,” Segundo says, adding he looks forward to taking Eldorado’s unique partnership with Bosch Technology to the next level in the coming years as his company continues to grow its business and client base with the new packaging formats.
Chris Raney brings over 25 years of relevant industry experience to his new role, as President of Baumer hhs, with more than 10 years in the folding carton market in North America. He has worked for Bobst in various roles in the UK, Switzerland and in the USA, where from June 2002, he was Vice President of the Folding Carton Business Area. Most recently Raney was VP Packaging for Heidelberg USA, Inc. He has extensive experience in leading and building strong sales and service organizations to ensure that the company excels and delivers world-class customer-focused performance.
“We welcome Chris’ experience and leadership to the Baumer hhs team,” said Detlef Engling, Managing Director. “In his new role as President, he will provide leadership and guidance to our team. His results-oriented approach and ability to think strategically will help hhs continue to grow profitably, while extending our track record of innovation and exceeding our customers’ demands.”
Raney is thrilled to be a part of Baumer hhs, building on a great brand with significant opportunities for growth in the industry. Chris is looking
forward to strengthening the business in some key areas that affect customers on a day to day basis. He also states, “The good news is that I will be able to continue to work with the people that I know and count as friends!”
Rob Bradshaw will be based in Illinois as the Midwest Sales Manager and will lead Midwestern region sales efforts. He comes toBaumer hhs after 14 years with Support Products, most recently as Vice President & General Operations Manager. Bradshaw has more than twenty years of experience as a sales professional within the industry.
“Rob’s background is outstanding,” added Engling, “He is already familiar with some of our products and key customers, which is a plus.” Bradshaw’s entire career has been spent in the printing industry and he looks forward to continuing that tradition by providing the best solutions to Baumer hhs’ current and future customers.
Chris Raney, President Rob Bradshaw, Sales Representative
REINVENTING THE VEAL
Innovative Canadian meat processor pioneering veal bacon as a healthier and tastier alternative to traditional pork staple
ANDREW JOSEPH, FEATURES EDITOR PHOTOS BY PIERRE LONGTIN
Citing an eastern European heritage, a Canadian meats processor takes old-world products and brings them into the 21st century making them available to a wider swath of consumers across the globe thanks to a daring change in ingredient philosophy.
Known as Les Ailments Edelweiss Foods, until 2012 the privately-owned Laval, Que. company was known as a processor of European-style of pork products such as bacon, ham and sausages, but realized the way the company was set-up, expanding its customer base was going to be difficult, owing to the main fact that the meats processing industry is highly competitive and dominated by a few companies across Canada.
Realizing it couldn’t immediately compete with the deep pockets of the competition, Edelweiss owner and general manager Bohdan Lozynsky realized that simply having high-quality meat products was a great start but hardly enough to allow doe the growth he wanted.
“When I purchased Edelweiss Foods in 2012, it was already a well-established business—two in
not
at the positive consumer response to his Halal-certified meats, including the Old
tell you, there is a lot of competition in the pork segment, and while I’m not afraid of a challenge, I’d prefer a challenge where there was a good chance I could come out as a market leader,” enthuses Lozynsky.
“We currently have 23 products we created that have been approved under the strict guidelines of the ISNA Canada for the Halal Certification Agency,” states Lozynsky adding that the company has indeed reinvented itself.
“We were known for our quality Eastern European-style products, but now we are now perhaps better known for our quality and unique Halalstyle Eastern European meat products.”
fact,” Lozynsky told Canadian Packaging during a recent interview.
Edelweiss itself was founded in 1982 after the merger of two Montreal-based companies that had individually established a well-respected reputation for their European-style deli-meat products since 1938.
“Great products, respect and reputation are all very important to us at Edelweiss, but you can only chew on respect and reputation for so long until you need to stand up and forge your own reputation,” explains Lozynsky.
At the time of the Edelweiss purchase in 2012, Lozynsky notes that it was processing lots and lots and lots of pork, even offering three types of ham.
But despite inheriting an established sales base, Lozynsky was correct in his observations that the Canadian pork industry was rife with competition, and that he needed to try and establish a separate identity for the company in order to take that next step forward.
His answer was, in 2012, to begin creating products Halal -certified products of meats people wanted to eat but were restricted from indulging in because of religious doctrine.
“As anyone in the meats processing business can
Despite popular opinion, the term ‘halal’ isn’t just a food issue—it’s the Arabic word for ‘permission’ and relates to any object or action permissible for a Muslim to utilize according to Islamic law.
One of those key permissions is the inability to eat bacon, as the Islamic religion forbids to consumption or pork products.
“That’s why we began to offer a real meat alternative—a tasty veal bacon, that we process and package on behalf of our customers,” notes Lozynsky.
According to Lozynsky, Edelweiss Foods does not create foods to sell under its own brand, rather it is a processor and packager of products for a wide range of customers who ship and sell various meats products throughout Canada, the U.S. and the Middle East.
Edelweiss Foods is situated within a 15,000-square-foot processing plant operated by a total of five skilled employees—a small operation, perhaps, but thanks to what Lozynsky says is an incredibly positive reaction to his veal bacon, he might soon have to start thinking about increasing the size and scope of the business.
Lozynsky says that about 85 per cent of Edelweiss Foods’ private label production is on behalf of Écolait Ltd, the largest milk and grain-fed veal production and processing company in the province of Quebec, with the two companies entering
Holding onto the very well-received Vivo ... bien élevés brand of veal bacon produced and packaged on behalf of Ecolait, Edelweiss Foods general manager Bohdan Lozynsky says he is impressed but
surprised
Fashioned Smoked Meat Beef Brisket slice (inset above) sold under the Myriam brand label
PACKAGING FOR FOOD
into a complex ownership-partnership deal at the end February 2015.
Based in St-Hyacinthe, Écolait had in September of 2014 entered into a 10-year collective agreement with the Atlantic Veterinary College at the University of Prince Edward Island to evolve its animal welfare practices into a global standard, establishing the Vivo ... bien élevés brand.
As of late February, Écolait and Edelweiss have entered into a partnership to produce other exciting new Halal-certified meat brands.
The first product offered under the brand is the Vivo bacon made from veal, that Lozynsky proudly states will ring true with all bacon lovers.
“Edelweiss processes the meats—our customers
provide the meats they want us to process—using traditional methods where we smoke the meat, place it in a warehouse to cool, slice and then package it,” relates Lozynsky.
The Vivo veal bacon product contains just five percent fat per portion and over eight grams of protein.
“Along with it being gluten-free, low-fat and containing the lowest amount of sodium possible, the veal bacon actually possesses an average shelflife from 55 to 60 days,” Lozynsky notes. “It’s a healthy and tasty alternative to regular bacon.”
According to a press release from the time of the Vivo debut, Écolait president and chief executive officer Mario Maillet states: “We used all the re -
quired resources to help this value-added, milk-fed veal product meet the standards we set in terms of quality, health and great taste.”
Initially available only at METRO and IGA supermarkets in Quebec, the popularity of the tasty, high-end veal bacon—it doesn’t have that catchy name yet— vacon? —has gone through the barn roof, and Edelweiss now has shipping requests from all over North America and the Middle East.
Without any sales in the bank at the time, Maillet was extremely positive about the veal bacon product: “This wonderful and tasty endeavor is just the beginning, and other equally innovative veal products will soon be available.”
Maillet obviously knew what he was talking
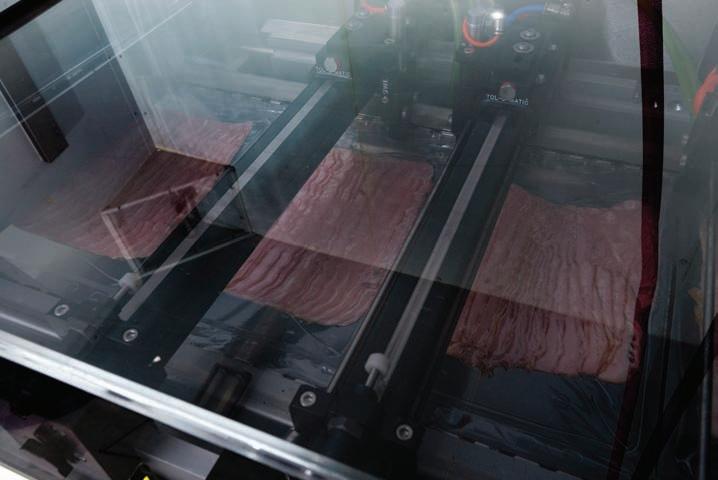
A machine operator changes settings on the user-friendly HMI (human-machine interface) control panel used to program and operate the Repak RE15 thermoformer.
A Bizerba Scaleroline A550 automatic industrial slicer provides integrated weighing technology for high-precision portioning of the Edelweiss veal bacon products.
An Edelweiss employee placing pre-weighed portions of veal bacon by hand into a bottom pocket of film on the Reiser Repak RE15 form/fill/seal thermoforming machine.
PACKAGING FOR FOOD SAFETY
“While some customers ask that we follow their own recipes, 85 per cent of them utilize a recipe we created specifically for them,” explains Lozynsky, adding that customers also submit all packs and labels for Edelweiss to incorporate into the packaging process.
One of the key pieces of equipment utilized by Edelweiss is the ReiRepak RE15 it purchased in May 2014.
about, because Lozynsky wasn’t about to sit on his laurels, and has continued to expand and change menu, but notes, however, that the key is that they are all Halal -certified.
The 23-product list of Halal -certified products produced by Edelweiss are: veal bacon, beef bacon; veal chicken mortadella; beef and chicken pepperoni; beef brisket centercut; smoked turkey; smoked chicken; chicken wieners; veal chicken wieners; beef chicken wieners; oldfashioned smoked meat; beef salami; veal burger patties; smoked turkey breast; smoked chicken breast; smoked duck breast; beef loin; roast beef (inside); beef spencer; beef roll; veal roll; veal pepperoni and veal loin.
“While we still process pork for long-time customers, 90 per cent of our production now revolves around veal, beef and chicken, and we are continuing to switch our products to become further Halal-certified,” relates Lozynsky.
Regardless of what is being processed, all Edelweiss customers provide the meat.
Reiser is known within the food processing industry as a specialist in the manufacture of form/fill and seal machinery, as well as new forming technologies, offering deep-draw machinery that provides the user with efficient packaging options while contributing savings in film consumption and quality of service and maintenance.
While all the Repak features are important, Lozynsky says it provides exactly what he needs right now while offering future growth for his company.
“We chose the Repak RE15 because while it gives us exactly what we need for our present needs, it also gives us the flexibility to increase our production rates as future demand requires,” explains Lozynsky.
“On the Repak RE15, the quality of the seal it provides has contributed to a longer shelf-life of our products,” he adds, noting that he also admires the speed it lends the entire production line. The Repak RE15 is constructed of stainless steel and has been designed to provide excellent food safety even during the mundane but very necessary operation of cleaning. Designed with rounded edges, the Repak thermoformers are designed and manufactured with angled edges to avoid the accumulation of water, cleaners or particulates, allowing for a complete washdown.
Other excellent features of the Reiser Repak RE15, include:
• Easy access for maintenance;
• Quick and simple product changeover that helps save on labor costs while making on-time deliveries;
• Although all Repak ’s can be automatically loaded, Edelweiss manually loads its RE15;
• A simple-to-use and operate HMI (humanmachine interface) touchscreen;
• F lexibility to integrate the thermoformer with all brands of labeling and data coding print systems. “Our veal bacon product is considered a higherend product, and customers like Écolait need the packaging and packing we provide to be of a very high quality,” notes Lozynsky. “We get that from the Reiser Repak RE15.”
The Reiser Repak horizontal form/fill and seal packaging machines are multi-talented, able to produce vacuum and modified-atmosphere packages (MAP) from flexible and semi-rigid materials, as well as Vacuum Skin Packages (VSP), and packages with formed top webs.
The Repak machines use the rapid air forming method to maximize the distribution of film into the critical areas of a package, such as corners. This allows the operator the option of thinner and less expensive forming films while also achieving higher cycle times through the use of shorter vacuum and ventilation times.
Standard on all Repak models, is its 4-Point lifting system on the forming and sealing dies, that allows it to have extremely powerful film sealing pressures. The so-called ‘kinetic central close system’ has the die-set balanced centrally where the optimal distribution of force can be realized.
“I am also a fan of the Repak RE15’s small footprint, but the machine’s operation and hygienic aspects are so good, that it’s like having a very highend packaging machine at my disposal,” relates Lozynsky.
According to Reiser, the RE15 and RE20 versions of the Repak, are indeed designed and manufactured to the same standards as the larger, higher-end pieces, utilizing the same die lift technology, the same frame design, and the same operator interface—they are simply more compact machines with different cycle rates.
“The Reiser people have impressed me with their excellent level of service,” extols Lozynsky. “Their very experienced technicians treat us and our equipment the right way.
“Within the meats packaging industry, they have a very good reputation, and have done everything to maintain that with Edelweiss,” says Lozynsky. “I am very happy with Reiser.”
Other equipment utilized by Edelweiss at its facility includes:
A close-up view of veal bacon slices entering the Reiser Repak RE15 thermoformer for final sealing.
Portioned or whole, all packaged smoked meats pass through a Sesotec metal detection unit as part of Edelweiss Foods’ stringent quality assurance program.
The Edelweiss facility employs a Handtmann VF 200 vacuum filler for the filling, portioning and linking many types and recipes of sausages.
Packs of veal bacon await application of exterior brand packaging after being hermetically sealed in clear film packaging supplied by Norstar.
PACKAGING FOR FOOD SAFETY
• A metal detection unit manufactured by Sesotec (formerly S+S Separation and Sorting Technology);
• Festo pneumatics to power the rejection system placed after the metal detector;
• Pre-printed corrugated flats by Norampac, a division of Cascades Canada ULC;
• Norstar Corporation rollstock film utilized by the Repak RE15
• Bizerba Master top and bottom labeler and weigher, and a Bizerba A550 automatic slicer;
• Handtmann VF 200 vacuum filler utilized specifically by Edelweiss for sausage filling, portioning and linking;
• Reiser Fomaco meat injector for use for all types of curing, marinating and tenderizing applications. It features a Schneider Electric Magelis control panel;
• Corrugated cartons supplied by Norampac, a division of Cascades Canada ULC
Lozynsky admits that as a new owner, the prospect of altering the path of the established Edelweiss Foods was indeed a daunting one, but the quick and recent success the company has enjoyed has moved all doubt far to the side.
“Being known as a pork processor creating European style products was a comfort zone for Edelweiss, but in order to progress, one has to step outside the comfort zone from time to time,” explains Lozynsky.
“But now we have carved out a reputation as a creator of Halal-certified products, including beef, chicken and veal.
“The global Islamic community is huge,” sums up Lozynsky, “so there is a large market out there for us to cater to. Along with great customers like Écolait who are receptive to our new concepts and product designs, we are getting requests from national poultry processors who want to work with us to develop muscle (beef) products for them.
“The future looks pretty good for Edelweiss.”
nfeed systems to single file product
Industry leading performance down to to 0.2mm detection capabilities • Dual-X Poultry bone detection
Checkweighing Solutions:
• Full range of models for all wet or dry applications • Standard and High Accuracy models • Compact combination
detectors Metal Detection: • DuAL WAVE & Easy setting • Full featured machine; small footprint • High sensitivity and stability
Package Inspection: • Leak inspection for plastic containers • Vacuum and pressure inspection for rigid containers • Fill height monitor & dud detectors • NEW Vision Inspection Solutons
• Full range of solutions including free-fall, conveyorized, pipeline, and pharma/tablet • High sensitivity and stability
info@abbeypackaging.com
After product is packaged, it moves to a Bizerba Master weigher and top and bottom
What Happens
ONWARD TO VICTORY!
Domino effects give fast-growing Pennsylvania craft-brewer a key winning edge
Beer is never just beer for folks running the Victory Brewing Company in Downtington, Pa.
Founded in 1996 inside a local pub in the picturesque Chester County, about a half-hour drive west of Philadelphia, the privately-owned microbrewer has grown in proverbial leaps and bounds well befitting its authenticity-oriented philosophy.
Nowadays operating two brewery production facilities with a combined 312,00 square feet of production space, Victory Brewing produced an impressive 125,713 barrels of beer last year, while ramping up production at its newer, 212,000-square-foot, state-of-the-art plant in nearby Parkesburg, which has capacity to produce over 600,000 barrels of beer annually.
Employing over 60 full-time people, Victory Brewing’s growing product portfolio comprises 12 year-round beer brands—including the colorfully-named Victory HopDevil, Prima Pils, Golden Monkey and Storm King Stout —and nine seasonal and specialty beers like Moonglow Weizenbock , Winter Cheers, Summer Love Ale and Mad King’s Weiss, among others.
Bottling most of its output in 12-ounce, 22-ounce and 750-ml glass bottles, Victory Brewing currently distributes its products throughout 35 states in the U.S., while also exporting some of its artisan beers to select Canadian and overseas markets, including the U.K, Germany, Australia, Sweden, Japan and Singapore.
“We’re going to continue on expanding in double digits for the foreseeable future,” states director of brewery operations Adam Bartles, citing projected annual growth rates of 20 to 30 per cent over the next several years.
Founded by a couple of life-long friends who met each other on a school bus in 1973 as fifth-grade students, Victory Brewing’s success is largely credited to the company’s unwavering focus on product quality, traditional craftsmanship and the use of best all-natural ingredients.
“By coupling technology with the highest-quality ingredients such European malts, whole flower hops and 45 unique yeast strains, with commitment to quality, our customers have come to expect the best from Victory Brewing Company,” Bartles asserts, noting each of the company’s beers boasts its own distinctive taste profile and personality.
As Bartles explains, a big part of a quality beer enjoyment experience revolves around making sure that each brew is enjoyed just at the right time and moment.
“Some beers we want to be enjoyed as fresh as possible, while others taste very good after they are laid down and aged for several years,” Bartles explains.
“That’s why we put the date on every bottle we fill,” says Bartles, stressing the importance of using only the highest-quality product coding and marketing equipment at the brewer’s packaging lines that’s available in the marketplace.
SHARED MOMENTS
“In the craft beer industry, we often share our experience with different vendors with each other,” says Victory Brewing’s director of engineering Steven Galliera, recalling how he approached Paso Robles, Ca.-based Firestone Walker Brewing Company for advice on selecting the optimal date-coding technology for his company’s needs.
“They told us that we should take a serious look at the equipment supplied by Domino Printing Sciences,” Galliera relates.
Founded in 1978, the Cambridge, U.K.headquartered Domino Printing Sciences plc enjoys a glowing global reputation for the development and manufacture of high-quality coding, marking and printing technologies, as well as its worldwide aftermarket products and customer services.
Offering one of the most comprehensive portfolios of complete end-to-end coding solutions spanning primary, secondary and tertiary applications to meet the compliance and productivity requirements of manufacturers across many indus -
tries—including food, beverage and pharmaceutical—Domino supplies a broad array of innovative inkjet, laser, print-and-apply and thermal-transfer overprinting technologies for the application of variable and authentication data, barcodes and unique traceability codes onto product and packaging.
After evaluating all the available options, Victory Brewing ultimately selected Domino’s advanced model D320i laser coders to handle its high-priority date coding task. (Middle photo)
Capable of producing unlimited lines of text in any orientation, and in many fonts and sizes, Domino’s D320i scribing laser is managed by the company’s proprietary intuitive remote TouchPanel controller that allows the printer to be located virtually anywhere on the production line to apply permanent, highly legible codes onto a wide array of materials, at low to high production speeds, with superior dependability, according to the company.
“One of the key reasons we chose Domino is the reliability and repeatability of their laser technology,” Galliera agrees.
“That’s very important to us because we don’t want to lose any production time during the product changeover since we know we have customers that are eagerly waiting for our product to arrive,” says Galliera, adding that the laser’s inherent versatility was also an important selection factor.
“Because we utilize 12-ounce bottles, 22-ounce bottles and 750-ml bottles here at Victory Brewing, one of the challenges we had to overcome was to install the laser to be able to incorporate all those different sizes while applying the ‘enjoy by’ date onto the bottle labels,” he explains.
“To help meet this challenge, Domino engineers came up with an ingenious design—a custom-engineered stand that has a graduated X and Y axis—to allow us to have a repeatable numerical solution for each of those bottles when performing our changeovers,” Galliera states, adding the experience has ensured that Domino remains the brewer’s supplier of choice for its future product coding needs.
As Bartles concurs, “With the Domino laser, and the repeatable code placement we have now, it’s one less thing for us to worry about as we continue to focus on expanding our production capabilities and growing our markets.”
For More Information:
FINE KETTLES OF FISH
A Great Lake bottom-feeder surfaces as a prized catch for an innovative Ontario fish processor thriving in the lucrative overseas export markets
BY GEORGE GUIDONI, EDITOR
PHOTOS BY JOHN PACKMAN
With his Big City upbringing and a rewarding Bay Street career as a private equity finance specialist, John Neate may seem like the proverbial fish out of water in his new role as president and chief executive officer of the Great Lakes Food Company in a small southwestern Ontario town of Chatham, about a one-hour drive from the Windsor-Detroit border crossing to the U.S.
But by his own admission, the affable 42-year-old hockey dad could not be happier about his decision to leave the suit-and-tie world of high-stakes corporate finance behind in favor of running a truly unique fishing business with a niche product that is enjoying extraordinary growth potential and consumer demand in the highly lucrative markets in China and Japan.
Focusing exclusively on fishing, processing and packaging of the tiny, but widely abundant Lake Erie fresh-water rainbow smelt, which made its way into the local water back in the late 1800s at the height of the Great Lakes regional trade boom.
CELEBRITY SKIN
While proceeding to turn a fairly ordinary smalltown commercial fishery into Canada’s largest smelt processor, Neate has dramatically revamped the tiny minnow’s historically unheralded commercial significance with a new-found celebrity status as a low-priced, plentiful source of protein with all the good-for-you health attributes of the more renowned Great Lakes fish staples like perch and pickerel.
“We call our smelt the ‘Lake Erie candy’ because it has a very mild taste, unlike the more ‘fishytasting’ salt-water sardines, so it goes down very nicely on one’s plate whether it’s seasoned, battered or just fried straight up,” says Neate, recalling how
Great Lakes Food Company president John Neate is joined by production manager Helen Hamm in the reception area of the company’s smelt processing and cold storage facility in Chatham, Ont., where the company packages several variations of Lake Erie fresh-water smelt under its flagship Great Lakes Smelt label for a fast-growing foodservice and retail customer base in the lucrative U.S., Chinese and Japanese markets, as well as for Canadian-based grocery retailers such as Loblaws and Sobeys.
PACKAGING FOR SHELF-LIFE
all other nearby fish processors thought he was “absolutely crazy” when he decided to stop processing perch, pickerel and other more traditional species in order to focus exclusively on smelt.
“Being very high in vitamins like B12, calcium, iron and all the other good nutritional stuff that you get from eating fish, what made smelt such an attractive business proposition is the fact that it is such a value-priced source of protein, compared to other fish,” he explains.
“The boat price of perch and pickerel is over 10 times higher than that of smelt,” points out Neate, crediting this price differential for the company’s dramatic market share gains in China in the past couple of years, where the company’s Great Lakes Smelt brand is widely retailed throughout the country’s Sam’s Club grocery outlets.
“In China everything is about price, price, price,” says Neate, who started up a local Chinese subsidiary about three years ago to enable Great Lakes Food to sell its smelt directly to local retailers.
“By law, Chinese retailers have to buy from Chinese vendors, so we invested the time and money to open up a company there in order to better control
the marketing, distribution and pricing of our product,” he explains.
The company’s big breakthrough in China came about two years ago when Great Lakes Food took a chance to exhibit at a large local seafood trade show, Neate reveals.
STEALING THE SHOW
“We just turned up the fryer right at the booth and the crowds just swarmed us from then on until the end of the show,” he cheerfully recalls.
“We probably gave out over 1,500 samples of smelt over the course of three days!”
This deft display of being in the right place at the right times has paid off in spades for Great Lakes Food, which relies on export markets for about 95 per cent of its revenues.
“At the moment Japan remains our biggest overseas market, but I won’t be at all surprised if China eclipses it by the end of this year,” Neate states.
“They can’t seem to get enough of our product, and we can’t catch enough of it here to fill their insatiable demand for inexpensive, but high-quality protein.”
As it stands for now, though, Great Lakes Food is already by far the largest single quota-holder of the lake-wide annual allowable smelt catch harvested by the company-owned fleet of five trawling boats.
With two windows of opportunity throughout the year to make its annual catch—a brief fishing season starting in the middle of March after the fish has spawned and a longer July-October timeframe accounting for about 75 per cent of the yearly haul—the company’s fleet head out from its docks at Port Dover daily as early as 5 a.m., using radar and sonar guidance technologies to locate the most promising schools of smelt ready for harvesting.
With the Chatham plant situated a good two-anda-half-hour drive west of Port Dover, the boats aim to make it back ashore with the catch by 2 p.m.
This allows just enough time to truck the fish in large insulated totes to the Chatham plant—a former VersaCold cold-storage warehouse purchased in 2013—so that it can place the catch inside the on-site IQF (individually quick-frozen) freezer room by 6 p.m. daily.
“We freeze about 140,000 to 150,000 pounds of smelt on average daily during our busy season,”
The pack room’s line workers constantly inspect raw frozen smelt making its way toward the packaging area to remove any broken or deformed pieces of the processed smelt before they make their way up to the automatic weighscales located overhead.
Manufactured by Key Technology, the fully-automatic, stainless-steel multihead weighscales dispense the processed smelt into precise one-pound portions that are fed in continuous sequence down to the Acceleron vertical from/fill/seal bagging machine below.
After being conveyed upwards on an incline conveyor powered by heavy-duty Nord Gear motors, the bulk smelt is dumped onto a vibratory conveyor from Eriez Magnetics to shake off any excess moisture before reaching the automatic weighscales.
The high-speed, fully-automatic Acceleron bagging machine from Triangle Packaging Machinery uses pre-printed rollstock plastic film supplied by Chantler Packaging to fill and seal perfectly forme one-pound bags of smelt at running speed of one bag per second.
PACKAGING FOR SHELF-LIFE
says Neate, noting it takes an average of 60 individual smelts to make a pound of finished, readyto-cook product.
Upon arrival to the 54,000-square-foot-facility the fish is unloaded into a high-volume hopper and placed onto shaker tables to get rid of excess water and loose ice used to keep the fish cold during transport.
The fish are then individually quick-frozen and place in cold storage for two days.
Once removed from storage, the fish are graded by size for its various markets.
The smelt is then placed again inside cold storage until they are packed inside the plant’s 3,700-square-foot packing room for packaging.
GOOD VIBRATIONS
Once there, the smelts are laid down and transferred in bulk upwards via an incline vibratory conveyor from Key Technology to the automatic, multihead weighscales overhead, which dispensed it in precise, one-pound loads down to the Acceleron model rollfed pouchmaking machine—manufactured by Triangle Packaging Machinery Co.—which automatically fills and seals the smelts into one-pound bags at one bag per second.
The one- and two-pound bags are then poly-packed to fill the company’s five- and 10-kilogram bulk packs.
Throughout the process, plant personnel constantly inspect the continuous product flow to remove any deformed, mangled or undersized pieces of fish off the line before reaching the Acceleron vertical form/fill/seal bagger.
Neate explains that both the size and type of product variables are largely determined by the end market destination.
“Our markets have changed over the years,” Neate told Canadian Packaging or a recent visit to the lively 54,000-square-foot Chatham operation, which employs up to 60 people during the busy peak season during the summer months.
“We used to sell lots of H&G (head and guts removed) smelt to traditional Italian, Portuguese and Greek ethnic food markets in North America, but their younger generations just don’t eat as much smelt as their parents did.
“Instead we now sell a lot of ‘whole round smelt,’ looking just the way it does when it’s caught, to the growing markets on the West and East Coasts of the U.S. that have big pockets of population of Asian descent, with California being our biggest market in North America.”
Similarly, both the Japanese consumers like their smelt eaten with both the heads and guts still attached, Neate relates, whereas Chinese consumers prefer their smelt to be degutted but with heads still on, with bigger-sized smelts always preferred over the average smelt length of three to four inches.
All of the filled corrugated shipping containers, supplied in pre-printed blanks by Georgia-Pacific, must pass the highprecision metal detection test performed by a custom-built, pre-calibrated large-aperture Eriez Xtreme metal detector.
Equipped with an Accuglide three-tape head, the 3M-Matic case-sealing machine from 3M Company applies strips of 3M’s Tartan 369 clear tape onto the filled five-kilogram boxes of product just prior to the final metal detection test.
The high-strength Tartan 369 clear case-sealing tape from 3M ensures a durable seal for shipped product.
“The thing about bigger smelt is the fact that it has a lot more guts in it, which can make the fish taste bitter.
“Therefor the Chinese market prefers to have the guts removed,” Neate relates, adding he is constantly impressed by the many cooking techniques that Chinese consumers use to prepare their smelts, from barbequing them on skewers to steaming to deep-frying in breaded batter.
As the sealed bags of product start making their way down the line for secondary packaging, an automatic box-erecting system, manufactured by Combi Packaging Systems, forms the corrugated shipping boxes from flat blue-and-white blanks— decorated with the company’s branding logos and graphics—supplied by a Georgia-Pacific boxmaking plant based across the border in Michigan.
CODE OF CONDUCT
To look after its product coding and traceability needs, the pack room employs a SmartDate X40 thermal transfer coder from Markem-Imaje for inline coding of the rollstock bags, with a model PZ Pilot Pro inkjet coder from Squid Ink Manufacturing utilized to apply all the required product information onto the five- and 10-kilogram corrugated shipping carriers that are manually loaded with finished onepound bags by the packaging line operators.
The loaded and coded cases then pass through a model 3M-Matic case-sealer manufactured by the 3M Company—equipped with the Accuglide three-tape head for secure sealing—and make their way to the final, and most critical, quality
PACKAGING FOR SHELF-LIFE
assurance test executed by the plant’s recentlypurchased, high-performance Xtreme series metal detection system manufactured by Eriez Manufacturing Co. of Erie, Pa.
While a large portion of the plant’s processing and packaging equipment was acquired secondhand from a mothballed Campbell Soup Company plant, according to Neate, “Metal detection
is the one thing you don’t mess around with in the food business.
“This is something you really must buy brand new and pre-calibrated for your specific application needs,” says Neate, pointing out that the Xtreme metal detector plays a critical role in the plant’s adherence to a strict HACCP (Hazard Analysis Critical Control Points) food safety protocol.
A heavy-duty vibratory conveyor from Eriez Magnetics is one of the key pieces of processing equipment employed at the Great Lakes Food plant’s pack room in Chatham.
The high-performance Xtreme series metal detection system at the Great Lakes Food plant was custom-engineered with an extra-large aperture to enable a full metal inspection of the larger 10-kilogram boxes used to ship product to the Chinese market.
A high-performance PZ Pilot Pro model inkjet case-coder from Squid Ink Manufacturing applies all the required product traceability information onto the side of each passing carton filled with one-pound bags of frozen fresh-water smelt.
An overhead view of a line worker positioned on the mezzanine level performing visual inspection of bulk smelt to ensure optimal product consistency and appearance.
PACKAGING FOR SHELF-LIFE
Produce packages with the same look and feel as a traditional bacon package.
Printed and registered top and bottom films.
Produce packages with or without J, L, or clear bacon carry boards.
High-speed reliable production.
Superior seals significantly reduce leakers.
Packages can withstand HPP. Take advantage of EZ peel film.
Washdown machine provides better sanitation and hygiene.
Produce standard and custom retail packages, as well as bulk packages, all on the same machine.
Upgrade your retail bacon packaging to a whole new level with the Reiser Bacon Packaging System. Reiser engineers have done it again. This time they’ve developed a packaging solution for retail bacon that sets the new standard. With printed and registered top and bottom films, the ability to run with or without a carry board, superior seals, EZ peel film, and a package that can withstand HPP, the high-speed Reiser form/fill/seal packaging machine brings the newest technology to your bacon packaging line. This is the one machine that does it all. Not only does it easily produce a range of retail and bulk package formats on a single machine, the rugged Bacon Packaging System also eliminates costly maintenance and downtime.
“There are plenty of opportunities throughout the process for tiny metal particles to get into the package along the way, and this system from Eriez helps us ensure that there isn’t any metal ending up with any of the fish we ship to our customers,” Neate proclaims.
Perhaps even more noteworthy, Neat is quick to single out Eriez’ design and engineering staff for custom-building this particular Xtreme series model to handle the plant’s unique application requirements— specifically of being able to perform a full metal detection test on the extra-large-sized, 10-kilogram boxes used for shipping bags of smelt to the Chinese market.
BIGGER BOX
“At the time, Eriez did not have a model that would fit the larger box dimensions that we needed, but they took on the challenge, did some redesign work, and came back to us with a custom-built metal detector with a much larger aperture that would easily handle the new 10-kilo box dimensions.
“I believe we are the first company in Canada to use such a large-aperture metal detector, and we are making very good use of it,” Neate states, praising the system’s user-friendliness, high sensitivity levels, and easy programmability.
“We never have any false readings from this metal detector,” he says, “and our line staff enjoys working with it because it has proven to be highly reliable and easy to operate.
“Whenever the alarm goes off, the box is immediately removed off the line, opened up and carefully inspected by our line operators to find out the cause of the problem—even if that means opening up every single bag inside the box to find it.”
Says Neate: “You really can’t put a price on the value of having a reliable metal detection technology in place
Company president John Neate inspects one of the many highly-stacked loads of product being kept at a perfect freezing temperature of -18°C inside the plant’s expansive cold-storage warehouse while awaiting shipment to foodservice and retail customers.
Left: A loaded roll of highbarrier plastic film being quickly spliced inline and separated into individual one-pound bags to be filled and sealed at a high throughput speed inside the Acceleron bagging machine.
Left: A Baldor Electric motor powers the roller conveyor transferring loaded boxes of product towards the Eriez Xtreme series metal detection system station located at the end of the pack room’s packaging line.
Manufactured by Markem-Imaje, the SmartDate X40 thermal transfer printer integrated within the Acceleron V/F/F/S bagging machine is used for high-speed inline application of production date codes and other variable product information onto the rollstock high-barrier film supplied by Chantler Packaging.
in the context of how not having it can negatively your business in terms of potential product recalls, brand image problems, unhappy customers, and all those other bad things that can happen because you did not address this issue seriously enough from the outset.”
Neate says this thoughtful attention to detail and a willingness to invest in high-end packaging equipment and materials has facilitated a highly effective, smooth-running, high-throughput process of producing high-quality, one-pound bags of fresh-water, wildcaught rainbow smelt boasting twoyear shelf-life.
“Our success in the high-end Japanese market did not come about by accident,” Neate points out.
“They have highly-demanding specs when it comes to product quality, so our success in serving that market says volumes about the quality product we produce here with this technology.”
All in all, Neate says he has no regrets whatsoever about diving into the commercial fishery business, despite its highly competitive nature.
WORLD VIEW
“It’s a small business, but it has a lot of ‘Big World’ issues in terms of dealing with multiple currencies, multiple languages, and multiple operating jurisdictions,” Neate concludes.
“And despite the competition, there are a lot of good, down-to-earth people in the local fishing industry to make you feel that you are truly doing something worthwhile and important that really helps make a difference in many people’s lives.
“At the end of the day, we are supplying the world with affordable, highquality protein, and that for me is as rewarding a way to earn a living as anything else out there.”
Premier Tech Chronos, Riviere-du-Loup, Que.-based manufacturer of automated bagging equipment and machinery for bulk product pack aging and handling applications, has completed the acquisition of Almeida Martins, Brazilian manufacturer of robotics-based material handling systems, which will operate as part of the company’s Industrial Equipment Group unit. Founded in 1993, Almeida Martins has completed over 800 system installations throughout Brazil, offering Premier Tech Chronos significant business opportunities in a growing market, according to the company. “Premier Tech Chronos and Almeida Martins share a common mission to enrich the lives of our clients, and make each client’s experience as seamless as possible,” Premier Tech Chronos says. “This acquisition will considerably improve our capabilities to better serve global accounts in Brazil and reinforce the brand recognition. Together, we expect to achieve much more in the years to come for our customers in need of packaging line solutions.”
“Environmental performance is a crucial part of Domino’s evolution, and by designing an environmentally sound factory, we can continue that process,” says Domino managing director Nigel Bond, who presided over the opening ceremony highlighted a ceremonial cracking of a coconut to symbolize the Indian custom of bringing health and success. “As a result, our energy consumption will reduce dramatically, while our employees benefit from increased natural light and a cleaner environment,” says Bond, adding that the operation will also benefit from a more efficient and simplified process by housing separate divisions at one site. Says Bond: “The facility will have improved technologies and processes that will allow for a seamless approach—from manufacturing through to the final logistical stages.”
Cambridge, U.K.-headquartered product coding and marking technologies group Domino Printing Sciences plc has formally commenced operations of a brand new 4,000-square-foot facility—dedicated to the manufacture of inks and printers for coding and marking applications— located in a leading business hub in the DelhiMumbai industrial corridor in India, where the company has operated since 1996. Employing about 35 people, the new factory replaces two separate former locations located about 25 kilometers apart, according to Domino, which took about three years to build the new plant in order to adhere to strict ‘green building’ specifications.
Eclipse Automation, supplier of customdesigned automated manufacturing equipment based in Cambridge, Ont., has commenced operations of a new, 15,000-square-foot facility near the company’s headquarters in order to improve its customer service capabilities, according to company president Steve Mai. “The new facility is the next step in expanding service offerings that will allow a greater focus into manufacturing capabilities and establish a more refined footprint at our head office location—leading to greater efficiencies in meeting our customers’ turnkey automation needs,” says Mai, noting the new building will house the company’s machining, service and software departments.
Domino Group managing director Nigel Bond poses with plant management team at the company’s new manufacturing facility in Manesar, India.
EVENTS PEOPLE
March 23-26
Chicago: Automate 2015, industrial automation technologies exhibition by the Association for Advancing Automation (A3). Concurrently with the ProMat 2015 material handling and logistics exhibition by MHI. Both at the McCormick Place. To register, go to: www.AutomateShow.com or www.promatshow.com
March 23-27
Orlando, Fla.: NPE 2015, national plastics exhibition by SPI: The Plastics Industry Trade Association. At Orange County Convention Center. To register, go to: www.npe.org
March 24-27
Cologne, Germany: Anuga FoodTec, international food processing and packaging technologies exhibition by Koelnmesse GmbH. At Koelnmesse fairgrounds. To register, go to: www.anugafoodtec.com
April 11-12
Vancouver, B.C.: CHFA West, natural health and organics industry showcase by the Canadian Health Food Association, with pre-show conference on April 9-10, 2015. At the Vancouver Convention Centre, West Building. To register, go to: www.chfa.ca
April 15-17
Montreal: CPMA 2015, annual conference and trade show of the Canadian Produce Marketing Association (CPMA). At Palais des congrès de Montréal. To register, go to: www.cpma.ca
April 21-22
Montreal: 2015 Canadian Printable Electronics Symposium (CPES2015), by the Canadian Printable Electronics Industry Association. At Institut des communications graphiques et de l’imprimabilité. To register, go to: www.cpeia-acei.ca/symposium/
April 21-22
Mexico City, Mexico: Label Summit Latin America, conference and tabletop show by Tarsus Group Limited. At World Trade Center. To register, go to: www.labelsummit.com/mexico
April 21-24
Barcelona, Spain: Hispack 2015, international packaging exhibition by Fira de Barcelona. At Gran Via Exhibition Center. To register, go to: www.hispack.com/en/
April 28-29
Chicago: 2015 Reusable Packaging Forum, conference by the Reusable Packaging Association. To register, go to: www.reusables.org
April 28-30
Toronto: SIAL Canada 2015, food and beverage products showcase by Imex Management, concurrently with SET Canada 2015 food and beverage technology exhibition. Both at the Direct Energy Centre. To register, go to: www.sialcanada.com
The Carton Council of Canada (CCC), Quebec Cityheadquartered industry association representing the country’s leading manufacturers of paperboard cartons for packaging applications, has appointed Isabelle Faucher as the group’s managing director.
Baumer hhs, German-headquartered manufacturer of camera verification and quality assurance systems for gluing applications in the corrugated, folding-carton, packaging and other manufacturing industries, has appointed Chris
Raney as president, and Rob Bradshaw as sales managed for the midwestern U.S. region.
Baldor Electric Company
Fort Smith, Ark.-based manufac turer of industrial electric motors, has appointed John Malinowski as the company’s senior industry affairs manager.
Ecologic Brands, Inc., Oakland, Ca.-based manufacturer of paper bottles and jars made from recycled fibers, has appointed Sarah Bird as chief commercial officer and Bruce McKay as vice-president of sales.
Expand Your Horizons, Zero in on Solutions
June 16–18, 2015
Toronto Congress Centre | Toronto, Ontario
PACKEX has the answers you need today and the inspiration for tomorrow. PACKEX is the place to go if you’re looking for solutions to a speci c challenge. Don’t have a particular project in mind but want to jump start your idea process? It’s an ideal event for that too. With hundreds of knowledgeable suppliers, educational and networking opportunities, AND something no other packaging expo has—access to ve other related manufacturing events and features—you’ll nd ideas and solutions around every corner.
Bradshaw Raney Bird McKay
Malinowski
Faucher
CHECKOUT JULIE SAUNDERS
CUP RUNNETH OVER WITH PACKAGING GIVE-AND-TAKES
n the depths of winter gloom and despair, it often seems that the thought of a hot cup of tea is the only thing that really gets me going to face another chilly day out. Unlike some tea aficionados who are exclusively devoted to one particular tea brand or brand family, I enjoy experimenting with new tea experiences, but only if the packaging—especially the graphic treatment—is up to the task of convincing me to give the product a try at the retail level. And it’s not just about having a nice-looking box—the individual tea-bags also play a critical role in this endeavor.
For example, the Bettys & Taylor Group’s imported Taylors of Harrogate Yorkshire Gold Orange Pekoe paperboard boasts has a gorgeous illustration of the English farming countryside to convey the sense of rich history and tradition that go into a perfect English cuppa, but the unmarked and unwrapped filtered paper tea bags inside the box come across as disappointingly cheap by comparison, making it something of a letdown.
Tetley English Breakfast brand from Tata Global Beverages compensates for the lack of individual wrappers for the filter tea-bags by packing its tea blend inside circular-shaped tea-bags that easily conform to the shape of the standard tea-cups—thereby providing a refreshing change from the standard square- sh ape that dominates the bulk of tea-bags out in the marketplace.
with informative product descriptions on the side panel—it’s all icing on the cake for a truly tasteful packaging execution.
by Julie Saunders
At the other end of the graphics spectrum, the TAZO Awake English Breakfast Tea uses its contemporary graphics and photographs of isolated ingredients on a white background in a freshly understated way, saving some of its packaging splash for the individual paper wrappers for the filter bags—thereby providing a truly engaging personal experience with every tea break.
With its dark palette and large box seeming more well-suited to marketing coffee rather than tea, the
Likewise, the unusual fabric pyramid shape of Unilever’s Lipton Lemon Ginger Herbal Tea brand— purported to provide more room for proper infusion and a superior taste—also deserves credit for bending the rules is such a creative manner. Alas, while the tea-bag are lovely both in look and feel, their individual elegance are a mismatch for the fairly pedestrian ‘me too’ graphics on the paperbox in which they’re served up, with cluttered imagery and text adding up to less than the sum of its parts.
The main drawback of buying tea bags without individual wrappers is the lack of confidence that a product will retain its optimal freshness while it’s still in use and circulation. However, the Bengal Spice Herbal Tea brand from Celestial Seasonings effectively addresses this concern with the use of a waxed paper liner for the box with a resealable fold-over edge, which at least creates the impression of something being done to preserve product freshness and taste to greater extent. As for the playful, fanciful and exotic graphics enveloping the box—enhanced
On the other hand, I can’t help but feel a bit of “green guilt” when using the individual foil-lined paper wrappers used to overpack the individual tea-bags of the Stash White Chocolate Mocha Black Tea from the Oregon-based Stash Tea Company—not being able to recycle them in my residential Blue Bin. That said, the paperbox in which they are packed has a rich and appealing color palette enhanced by bold and powerful text lettering, while its clever structural design offers a choice of extracting one wrapper at a time from a small opening on the side of a panel or using a folded lid along the edge for full access to the box contents.
In stark contrast, the leprechaun-green cartons of Irish Breakfast 100% Pure Black Tea from Twinings of London is outfitted with a highly functional open-close lid that employs a special has a locking mechanism from front tabs that projects forward from the box edge—making an audible click every time you open and close it. This little tactile touch is a very comforting feature for this premium product, whose lovely landscape illustration works much better on the individual tea-bag wrappers than it does on the box, where it seems a little lost on the front panel’s monochromatic palette and a bit overwhelmed by the accompanying text.
Julie Saunders is a freelance writer living in Toronto.
Photos
Profile Advantage Detecting More Metal In Challenging Applications
Profile Advantage protects brands, exceeds international food safety standards and supports your cost reduction and productivity improvement plans.
+ Brand Protection
Profile Advantage metal detectors with up to 50% improved sensitivity for challenging applications irrespective of packaging material.
+ Compliance
Profile Advantage metal detection systems support the Global Food Safety Initiative (GFSI), the Food Safety Modernization Act and all major retailer codes of practice.
+ Cost Reduction
Profile Advantage metal detectors deliver exceptional reliability, improved ease of use and minimise product waste.
+ Increasing Productivity
Profile Advantage metal detection systems allow for less frequent performance validation routines, increased uptime and provide onboard OEE reporting.
Free WhitePaper
For more information on Profile Advantage metal detection solutions or to download your free white paper " Understanding challenging applications and product effect for improved metal detection" visit or call www.mt.com/md-advantageplus 1-800-METTLER
Working side-by-side with
Gain greater efficiencies in your supply chain. Improve the visual and physical design of your packaging. Develop a process that reduces steps and increases speed-to-market.
From materials and design, to automation and fulfillment, Veritiv™ packaging experts provide solutions that deliver on both form and function. And with approximately 170 distribution centers in North America, our geographic reach is extensive – but we hang our hat on localized and personal service.
From concept to destination, your packaging needs to perform. Learn more about our offerings by contacting your Veritiv representative, or visit veritivcorp.com.