Ensuring repeatable, reliable processing of InP photonics
VOLUME 27 ISSUE VIII 2021
INSIDE News, Analysis, Features, Editorial View, Research Review and much more
Front Cover CS8 v3RS.indd 1
@compoundsemi
WWW.COMPOUNDSEMICONDUCTOR.NET
ADVANCING THE HYBRID PIC
THE FLAWS IN HAITZ’S LAW
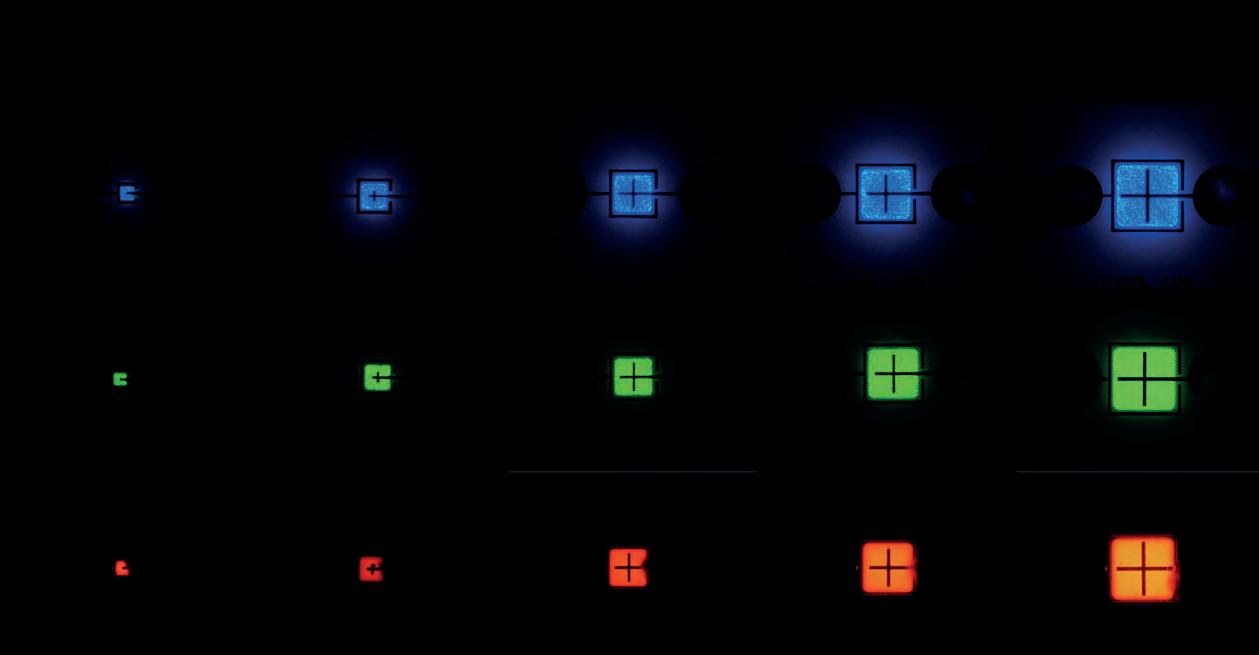
BUILDING BETTER DISPLAYS
Innovations in InP laser design will keep the energy consumed by the internet in check
A successor is needed, now that the focus has shifted to the LED’s efficacy and colour quality
Passivating sidewalls with atomic layer deposition empowers microLEDs with a size-independent efficiency
26/11/2021 12:05