Shifting to 200 mm silicon carbide
200 mm 150 mm
76 mm
100 mm 50 mm
VOLUME 27 ISSUE VII 2021
INSIDE News, Analysis, Features, Editorial View, Research Review and much more
Front Cover CS7 v4RS 5MG.indd 1
@compoundsemi
www.compoundsemiconductor.net
II-VI’S GOLDEN ANNIVERSARY
PROBLEMATIC POINT DEFECTS
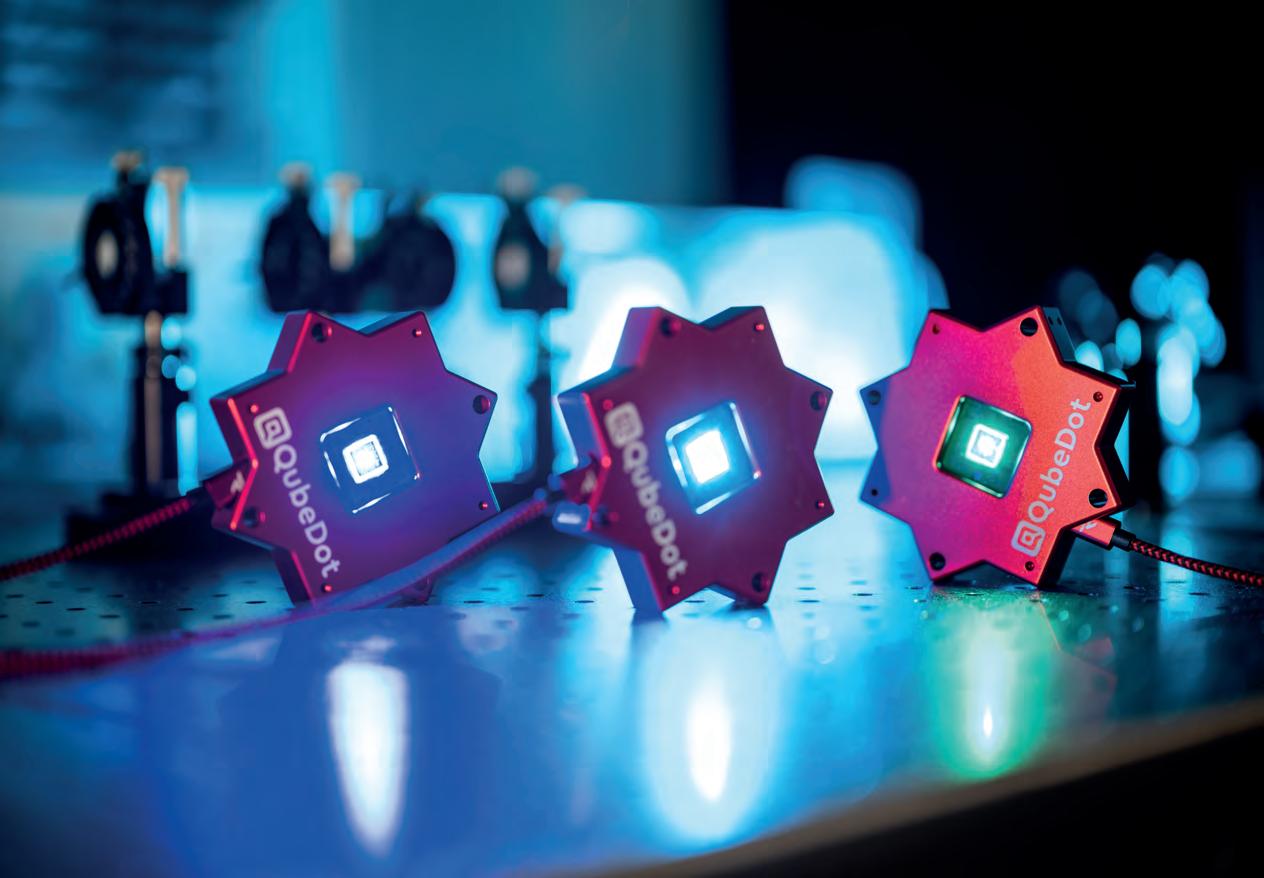
MORE MARKETS FOR MICROLEDS
A candid interview with II-VI co-founder Carl Johnson offers a wonderful insight into the early years
The intrinsic light-quenching point defect is dragging down the efficiency of GaN-based LEDs
Many opportunities beckon for light engines made with microLEDs that vary in pitch, size and wavelength
30/09/2021 10:57