Procesos de manufactura y de fabricación industrial
ESPECIFICAR
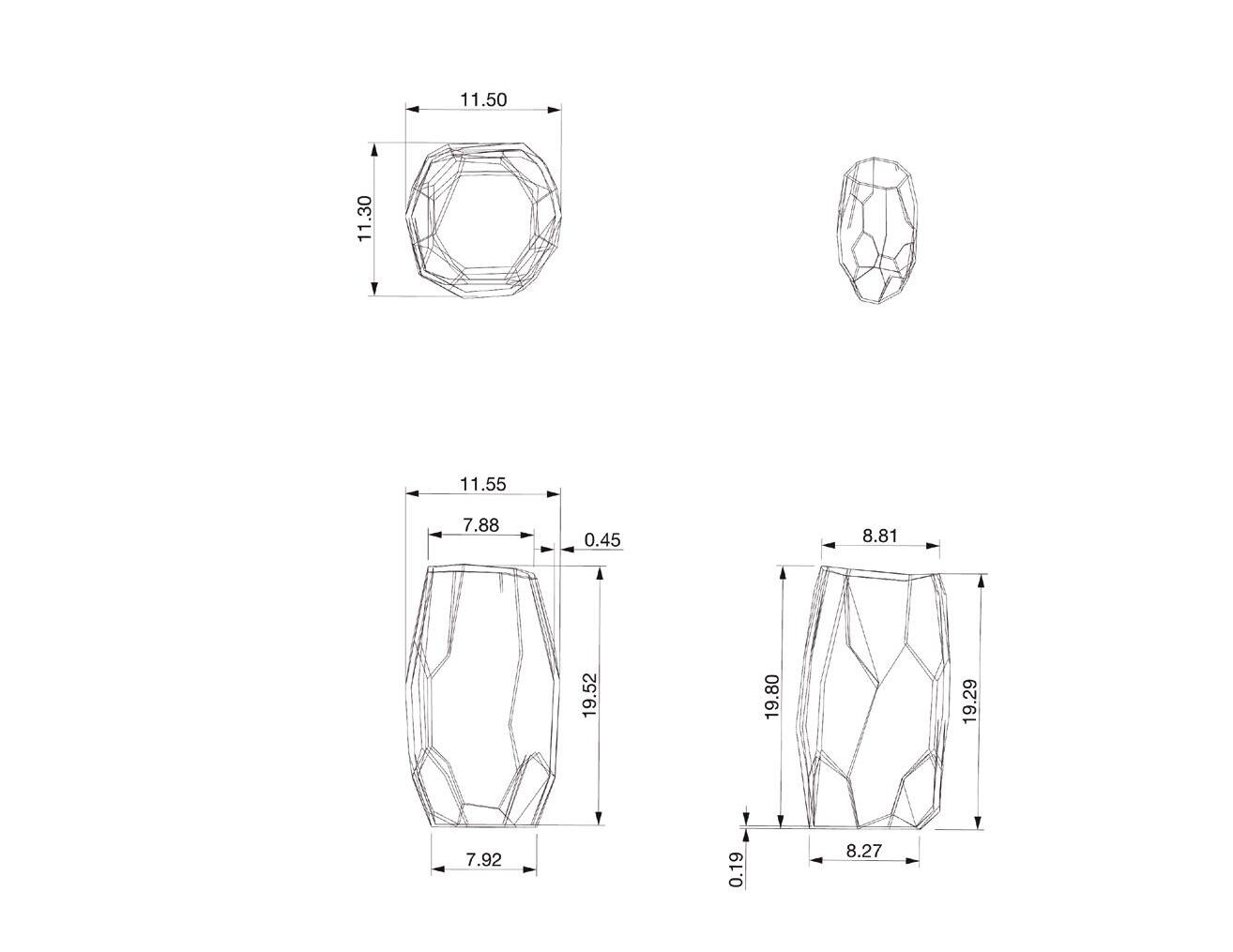
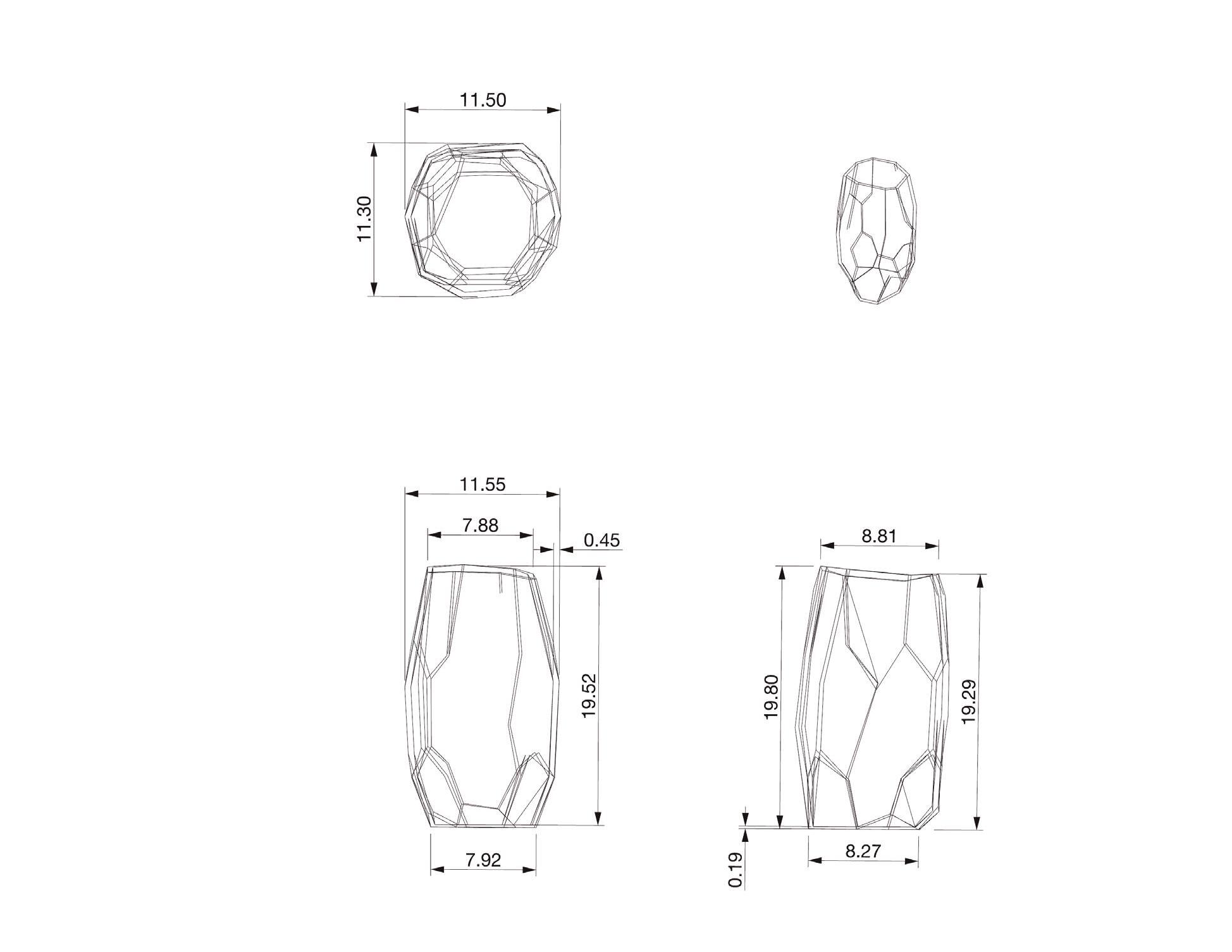
Modelo original enfrentado al proceso real
PROOVEDOR
Reseña y descripción breve sobre metodología de trabajo
CONTEXTO
JUSTIFICACIÓN Y ELECCIÓN DEL CONTEXTO PRODUCTIVO
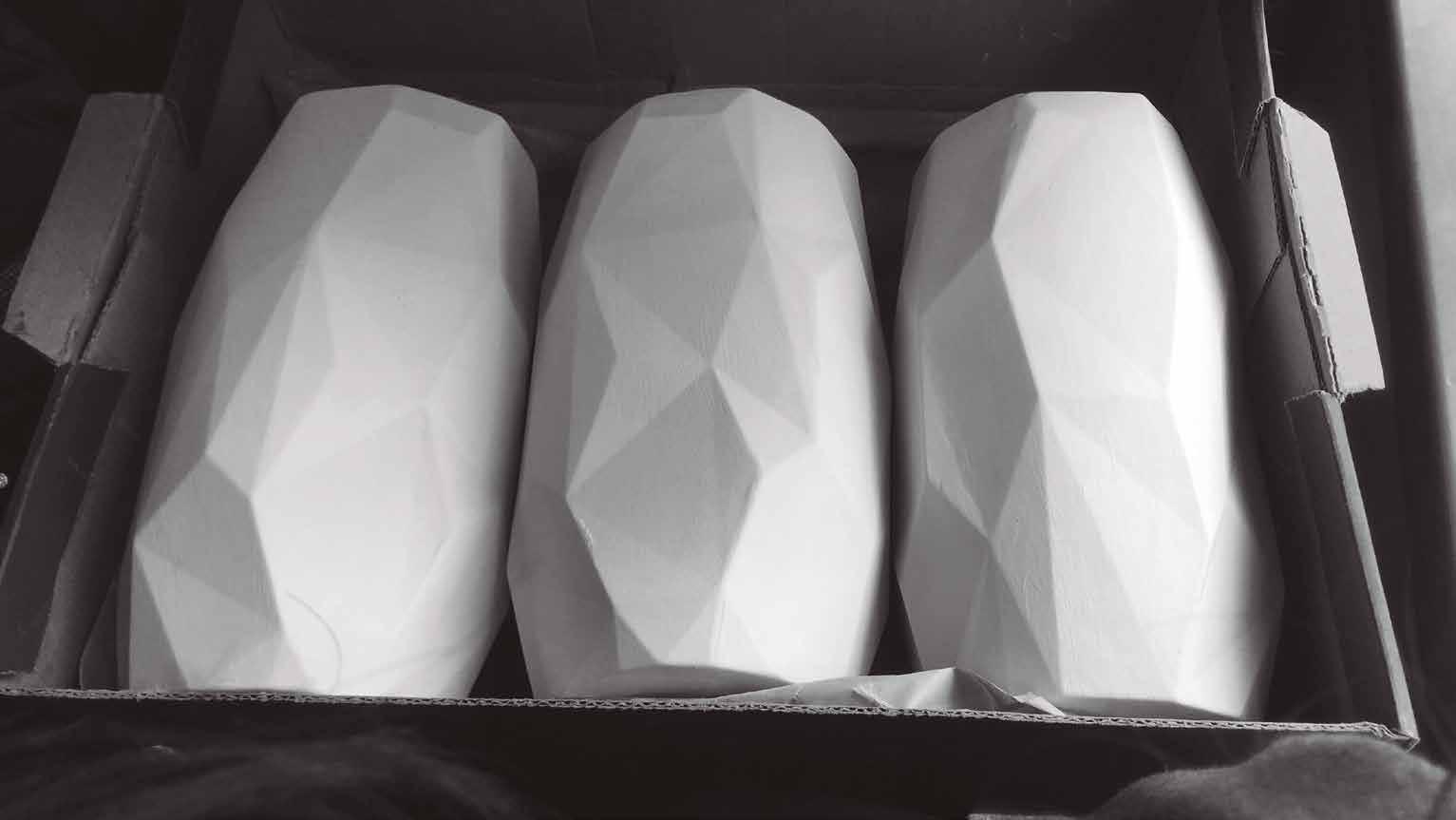
El hombre, como parte de un todo, se ve expuesto de una constante geometria que compone su realidad. Esta rompe y se relaciona con las formas orgánicas que lo comforman dando origen a una interacción armoniosa y equilibrada. Este diseño propone una serie de polígonos irregulares que encajan entre si, construyendo un sistema complejo que se rige bajo la linea de pensamiento actual donde priman las figuras geométricas conocidas como “Low Poly” (Kliever, s.f)
Se cree que al exponer mediante polígonos la desigualdad como factor de estética, crea dentro del usuario una sensación de desestabilidad atractiva que contiene dinamismo y fluidez, guíando al subconsciente a ver esta pieza como algo frágil y complejo que deriva hedonismo.
MODELO FINAL
PROCESO FINAL DE MODELA CIÓN PIEZA ORIGINAL
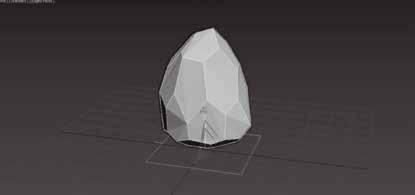
I. Se creó un archivo nuevo cuyas unidades fueran en centímetros. Se generó un dodecaedro a partir de “Extended Figures” y se variaron los parámetros predeterminados para que todas las caras tuvieran el mismo radio.
II. Se añadió un modificador llamado “Noise” que, como su nombre lo indica, distorsiona la figura variando la posición de los vértices de un objeto a lo largo de cualquier combinación de tres ejes.
III. Tras tener la forma deseada, se añadió el modificador “Displace”, cuyo propósito es modificar, mediante la fuerza de empuje, la geometría del objeto.
IV. Se convirtió esta figura en un “Editable Poly”, para que se pudieran editar los vértices, lineas y superficies que componen la misma.
V. Tras tener el modelo listo, se defasó la superficie 5 mm con ayuda del modificador “shell” y se exportó la figura a .STL para importarla a Rhino y configurar las medidas. Se hicieron varios ajusten en el archivo original hasta tener el modelado ideal.
PROCESO DE GESTIÓN
GESTIÓN
DETERMINANTES GENERALES EN PROCESO DE GESTIÓN
La razón principal por la cual decidí realizar solamente tres piezas fue porque querian que estas piezas inciales fueran muestras de acabado más que nada.
Los costos finales
100 mil pesos
3 piezas en crudo + molde en estaño
50 mil pesos
3 piezas con acabados
MANUFACTURA
PROCESOS DE MANUFACTURA. MATERIALES Y UTILAJE
Se mando a imprimir el modelo original en fibra PLA, un polímero con propiedades semejantes al PET, que se utiliza para hacer envases. Se mando en un formato .STL para que KISSlicer (software de impresion) pudiera previsualizar el modelo.
Se masilló la pieza para brindarle uniformidad a cada una de las facetas. Sin embargo mediante se aplicaba la masilla fueron desapareciendo cada una de las caras, reduciendo la complejidad de la pieza. Por lo que se optó por imprimir nuevamente el modelo y dejarlo tal cual.
SEMI-INDUSTRIAL
El molde de escayola se realizó en dos partes. Se creó una linea imaginaria, pensando en el despiece, que iba de borde a borde. Se procedió a hacer el molde macho- hembra con una mezcla homogenia de yeso en polvo y agua en partes iguales.
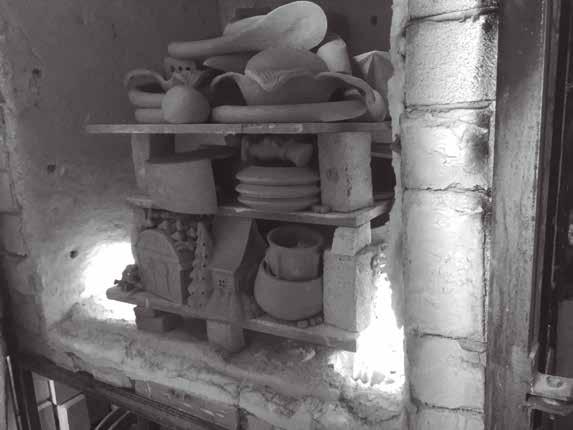
Una vez secas las piezas, en “crudo”, se procede a realizar la quema. Se colocan el horno de gas a 900 grados centigrados por 2 horas. Para el esmalte, se colocan las piezas pintadas en el horno a 1000 grados centigrados por 3 horas y se dejan secar 14 horas.
La mezcla se hace con: carbonato de calcio, archilla rio negro, caolín, y silicato de soda Se debe añejar por 10 días y pasar por un tamis al momento de vertirla dentro del molde. Cada pieza se demora en fabricar aproximadamente medio dia.
ESPECIFICACIONES
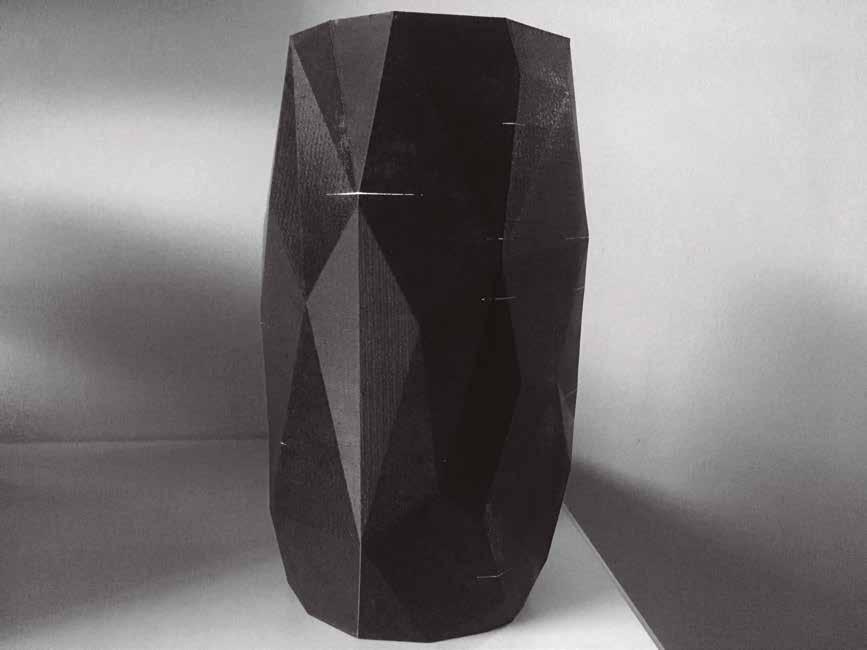
Arcilla liquida. En la quema queda de color blanco. Acadabo de esmalte brillante y mate. Tres colores en total: blanco brillante, rojo brillante y negro mate.
Los terminados fueron hechos por una compañera del artesano. Esta entrego tres piezas mal acabadas y muy mal pulidas.
MODELO ORIGINAL ENFRENTADO AL PROCESO REAL
PROOVEDOR
RESEÑA Y DESCRIPCIÓN DE METODOLOGIAS DE TRABAJO
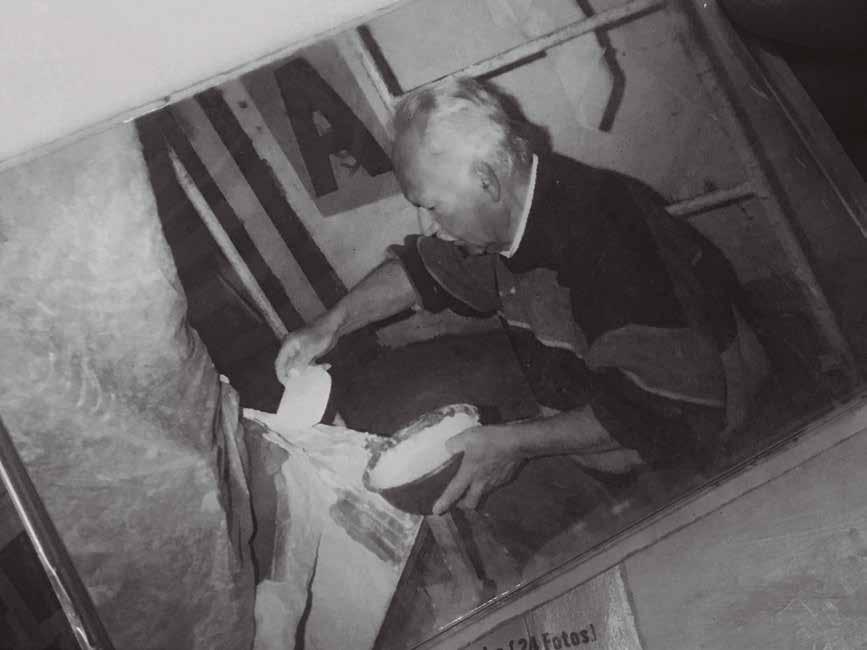
Francisco Fandiño
40 años trabajando como artesano Ceramista de caldas. Fue profesor de Cerámica en el insituto técnico industrial del socorro. Aprendió del oficio con maestros expertos en el ámbito. Su obra cumbre fue un cristo de 3 metros.
Personalmente recomiendo trabajar con él. Me cotizó el precio más bajo dentro de los proovedores. Ademas sus tiempos de trabajo son muy cortos y la calidad de los acabados son delicadas. Un hombre muy paciente con todas las dudas.