6 minute read
Pålitliga mätningar av texturerade ytor

from Ytforum 06/20
by Ytforum

Hittills har det bara varit möjligt att mäta skikttjockleken på ytbehandlingen vid kanterna på perforerade metallplåtar. Som ett resultat blir skiktet runt perforeringarna ibland för tjockt, vilket kan leda till sprickbildning. Nu finns en beröringsfri mätprocess som gör det möjligt att mäta skikttjockleken i det perforerade området snabbt, icke-förstörande och med hög precision.
Perforeringarna i aluminiumformarna garanterar kontinuerlig ventilation och minimerar energiförbrukningen.
Advertisement
Att mäta skikttjocklek för kvali- gör det möjligt för företag att använda sin tetssäkring och processkontroll produktionskapacitet, material och energi har alltid varit en utmanande mer effektivt. uppgift. Detta gäller särskilt vid ojämna ytor och specialsubstrat, KOSTSAMMA OCH såsom rostfritt stål. En effektiv lösning TIDSKRÄVANDE på problemet har tidigare inte funnits KONTAKTMÄTNINGAR och konsekvensen har varit slöseri under Tidigare användes kontaktmetoder för produktionsprocessen samt att onödig att mäta skikttjockleken och detta kunde tid lagts på kvalitetskontroll, åtgärdande endast göras efter att beläggningen hade av fel och potentiellt även omtillverkning härdats och svalnat. Med denna metod av komponenter. Noggranna, snabba uppstod en fördröjning mellan applicemätningar och lättillgängliga data minskar ringen av färgen och identifieringen av inte bara kostnader utan hjälper också till problem, till exempel för tunna eller för att göra processerna mer hållbara. Detta tjocka skikt. Beroende på processen kunde
denna fördröjning vara mellan 30 minuter och flera timmar. Förutom det faktum att dessa kontaktmätmetoder inte var tillförlitliga på strukturerade ytor, var de också kostsamma och tidskrävande och kunde inte garanteras ge konsekventa kvalitetssäkrings- och processkontrollresultat. För att lösa detta problem beslutade ILAG att arbeta med en kund för att utvärdera ett system som kan mäta beläggningstjockleken på produktionslinjen. ILAG är en ledande tillverkare av non-stick-beläggningar för konsumtionsvaror, såsom köksredskap, bakplåtar och mindre köksapparater. Företagets produktionsan-
Skikttjocklek Coatmaster (μm)
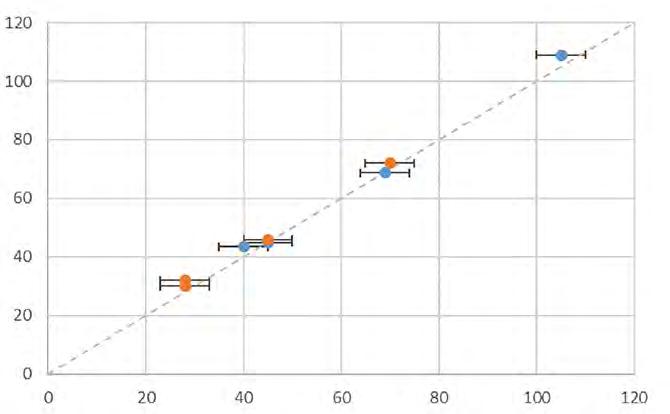
Skikttjocklek mikroskopmätning (μm)
Perforerad Icke-perforerad
Sambandet mellan beröringsfria mätningar och mikroskopmätningar i de perforerade och icke-perforerade områdena (R2 = 0,99).
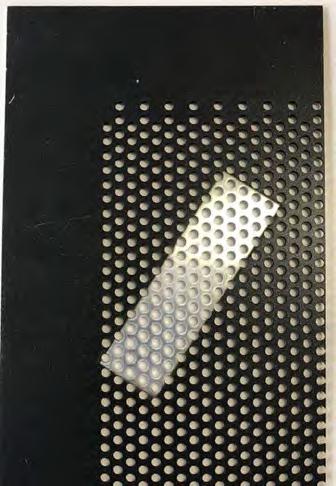
Provpanel med perforerade och icke-perforerade områden och fastlimmad provtejp.
läggningar finns i Wangen i Schweiz och i Shanghai-området i Kina. Deras utvecklingsavdelningar är baserade i Schweiz.
HÖGA STANDARDER FÖR PRODUKTION AV KOMMERSIELLA BAKREDSKAP Bakplåtar som används i kommersiella bagerier måste uppfylla höga krav, eftersom bakning är en tids- och resurs- kritisk process. Priset på bakredskap har gått stadigt neråt under några år och marknaden har blivit alltmer konsoliderad. På grund av prispressen ökar behovet av högeffektiva produktionsprocesser och för kostnadseffektiva beläggningar som garanterar en lång livslängd för slutprodukterna.
Kommersiella bakformar tillverkas vanligtvis av perforerad aluminiumplåt (figur 1). Perforeringen säkerställer att bageriprodukterna, såsom baguetter, kontinuerligt ventileras. Detta gör att fukten som byggs upp när degen värms slipper ut genom hålen och resultatet blir en fin brödskorpa. Perforeringarna hjälper också till att minska den mängd energi som går åt för att laga brödet. En icke-perforerad plåt använder mer energi för att nå önskad temperatur än en som är perforerad.
Inom bakredskap är det normalt att skikttjocklekar mäts på plåtens icke-perforerade kant, eftersom det hittills inte har varit möjligt att göra snabba och tillförlitliga mätningar nära hålen.
EN JÄMFÖRELSE MELLAN TRE MÄTPROCESSER För att utveckla en mätmetod i det perforerade området gav ILAG ett universitet i uppdrag att undersöka olika mätprocesser för skikttjocklek och avgöra deras lämplighet för att mäta ytan på en plåt av perforerad aluminium. ILAG applicerar en tvåskiktsbeläggning på deras aluminiumplåtar. Universitetet testade en mängd olika processer för att mäta färgens tjocklek: ett virvelströmsystem (som endast kunde användas i de icke-perforerade områdena), en destruktiv mätmetod med hjälp av ett 3D-mikroskop samt beröringsfri mätning med det avancerade termiska optiksystemet (ATO) från Coatmaster.
Virvelströmmen och ATO-systemen kalibrerades på den icke-perforerade ytan vid kanterna på burkarna. Den beröringsfria metoden användes för att göra mätningar i området runt hålen. För jämförelseändamål mättes beläggningstjockleken i båda områdena med ett 3D-mikroskop (figur 2). Resultaten av testerna vid kanten av plåtarna var lika med alla tre metoderna. I det perforerade området visade jämförelsen att beröringsfri mätning motsvarade mikroskopmätningen (figur 3).
TERMISK SKIKTTJOCKLEKSMÄTNING PÅ MINDRE ÄN EN SEKUND Coatmasters system mäter skikttjockleken med en termisk metod på ungefär en tiondels sekund. Mätningens standardavvikelse är mindre än 0,25 μm, i jämförelse med mikroskopmätningen där standardavvikelsen kan vara så mycket som 2,5 μm, beroende på vilken typ av mikroskop som används. Till skillnad från mikroskopet ger Coatmaster-enheten möjlighet att utföra oförstörande, beröringsfria mätningar i det perforerade området med en mycket större noggrannhet än den förstörande metoden. Laboratorieresultaten visar att beläggningarna i det perforerade området är upp till 50 % tjockare än vid kanten av plåten. När mätningarna endast görs vid kanten resulterar det ofta i att beläggningen runt hålen blir för tjock. Om beläggningen är tjockare än specificierat kan detta leda till oönskade effekter såsom sprickbildning. Sprickorna kan orsaka att bakplåten korroderar

Den snabba, exakta, beröringsfria processen är perfekt för användning i industriell miljö under produktion.
snabbare eller i värsta fall att beläggningen ger en otillräcklig barriär mot migration från substratet. Båda dessa förkortar bakformarnas livslängd. Resultatet är att de måste lackeras om efter en kortare tid, vilket leder till högre kostnader. Coatmaster-enheten ger ytbehandlare möjlighet att mäta beläggningstjockleken runt hålen. IDENTIFIERAR SNABBT PROCESSAVVIKELSER Coatmaster-systemet, i kombination med bearbetning och tillhandahållande av lämpliga data, gör att processavvikelser kan identifieras snabbt och korrigeras automatiskt utan att behov av att kvalitetskontrollpersonalen ingriper. Detta påskyndar inte bara produktionen och minskar personalkostnaderna utan säkerställer också att produkterna uppfyller den kvalitetsstandard som krävs, eftersom beläggningsprocessen kan dokumenteras fullständigt för alla detaljer.
Genom att snabbt korrigera för tjocka skikt kan materialanvändningen minskas med mellan 10 och 30 procent. Förutom de system som kan användas för helautomatiserad mätning av skikttjocklek under produktionsprocessen, erbjuder coatmaster också en mobil handhållen enhet baserad på samma teknik (coatmaster Flex) (Figur 5). Det är viktigt att inte underskatta vikten av att ge de ytbehandlade slutprodukterna
Förutom system som kan användas för helautomatisk mätning av skikttjocklek under produktionsprocessen finns också en mobil handhållen enhet baserad på samma teknik.

längre livslängd. Detta möjliggörs genom applicering på ett kontrollerat och spårbart sätt med den önskade skikttjockleken. Genom att mäta skikttjockleken noggrant kan lackeringsprocessen justeras direkt för att förhindra att sprickor bildas. Detta minskar korrosionsbenägenheten hos slutprodukterna.
TEXT: ANDOR BARISKA, COATMASTER AG & FLORIAN PICK, INDUSTRIELACK AG FOTO: COATMASTER

”Nej”
Vad menar Anton? Fota QR-koden och se filmen varför Anton är så bestämd.
/Anton Lundh, Platsansvarig, Måleriproduktion Syd AB

Greiff was here
Huvudkontor Motala +46 (0)141 23 73 30 info@greiff.se | www.greiff.se
PROTEAM Process & Cleantech AB
PROTEAM – För att nordisk industri förtjänar det bästa

• Hänggods • Trumgods • Korg/Pallgods • Kombi
Industrivattenreningar:
•Satsvis behandling •Kontinuerlig behandling •Vakuumindunstare •Jonbytare
Energivattenreningar:
•Skrubbervatten •Kondensvatten
Ombyggnad och optimering av:
•Manuella och automatiska processanläggningar för kemiska och elektrolytiska processer • Industrivattenreningar •Energivattenreningar

Processventilation
• PVC • PP • PP´s • PE
FU-kontrakt
•Förebyggande underhåll •Daglig tillsyn •Veckotillsyn •Akutservice •Reservdelshållning
Tillbehör/reservdelar
•Transportörer •Skrubbers •Droppavskiljare •Behandlingskar/Lameller/Sandfilter •Pumpar/Omrörare •Filter •Badvärmare •Nivåvakter/pT 100 givare/
Termostater •Överhettningsskydd • m.m.
Process-kar i:
• PP • PE • PVC • CPVC • PVDF • GAP •GAP-linade invändigt med termoplast
Process-tankar 100 l till 35m3:

• PP • PE • PVC • GAP •GAP-linade invändigt med termoplast
Konsulttjänster:
•Anläggningsoptimering •Projektledning • Konstruktion •Inköp •Rörmärkning
Proteam Process & Cleantech AB Lokalkontor, Sandviken www.proteam.se Polisvägen 5, 618 30 KOLMÅRDEN Centralvägen 40, 812 31 STORVIK +46 11 39 18 00 +46 (0)70-527 67 71
Är du intresserad av att anlita oss eller veta mer om vad vi kan erbjuda, kontakta:
Roberth Mattsson Mikael Andersson Stefan Turesson Camilla Hess Peter Johansson +46 (0)72-190 18 50 +46 (0)70-385 14 41 +46 (0)72-226 18 50 +46 (0)72-219 18 50 +46 (0)70-527 67 71 roberth.mattsson@proteam.se mikael.andersson@proteam.se stefan.turesson@proteam.se camilla.hess@proteam.se peter.johansson@proteam.se