Pump maintenance: don't wait until it's too late

r new Quarter 1 2023 Innovations Industry News Applications Expert Opinion Repair or replace? It's a moving feast
FOCUS ON: Circular Economy FOR THE MAINTENANCE, REPAIR AND REPLACEMENT OF ROTATING MACHINERY The journal from
Re-Conditioned Motors
Cage up to 1mw Ex Stock
Slip-Ring up to 500kw Ex Stock
D C Motors
High Tension Motors 3.3Kv
Geared Motors
Two Speed Motors
Vibrator Motors
New Motors
Cage up to 400kw Ex Stock
Slip-Ring up to 315kw Ex Stock
Geared Motors and Vibrators
Large Stocks of Electric Motor Spares Both Current and Obsolete Including:-



Brook Crompton Series 7 Steel Motor Spares
Brook Crompton Series 6 Cast Iron Motor Spares
Fan Covers
Terminal Box Assemblies

Endshields
Bearing Covers
Slip-Ring Assemblies

Brushgear
Carbon Brushes







Cooling Fans

Variable Speed Drive Specialist


Schneider Altivar Range of Variable Speed Drives from 0.18kw to 315kw available Ex Stock


-gate.co.uk

87 Kingstown Broadway, Kingstown Industrial Estate Carlisle, Cumbria, CA3 0HA Tel : 01228 552000 Fax : 01228 552001 E -Mail: electrics@park
Editor Chris Callander chris@renew-mag.com
+44 (0)1732 671123
Contributing Editor Suzanne Gill suzanne@renew-mag.com
Publisher Andrew Castle andrew@renew-mag.com

+44 (0)7785 290034
Accounts
Touchwave Media Ltd accounts@renew-mag.com
Production G and C Media Ltd production@renew-mag.com
Founded in 1945, the Association of Electrical and Mechanical Trades is an International Association representing companies in the electrical and mechanical service and repair industry.

In November last year, I had the pleasure of welcoming delegates to our annual AEMT conference for an insightful range of presentations that both informed and challenged us, alongside valuable networking opportunities. You can read more about the day on page ten.

As a community of repair shops and associate members, we are responsible for keeping the wheels of industry turning – we keep water in the taps, electricity in sockets and food on the shelves.

I’ve never been more convinced that we can unlock our collective potential and lead the way by working ever more closely together and forging collaborative relationships and partnerships.
I am also a firm believer in the power of the group. During my tenure as President, I hope to find ways for the estimated 6000 thousand employees within our member companies to connect and build meaningful and enduring relationships.
I see the role of the AEMT as being a catalyst and an enabler of change for and on behalf of each member and all current and future employees of our member organisations.
We are laying the foundations for the future generation and will measure the success of the investment by each new interaction and connection between members.
A fundamental part of laying those foundations is ensuring that young people have the opportunities to learn the skills they need and that they understand the opportunities our sector can offer them. It is widely recognised that more can be done in this area, and to that end, I would encourage everyone reading this to look at page 11, where we report on an inquiry being set up by Engineering UK to explore what is behind a decline in Apprentice takeup. You can share your views with the inquiry and help shape future activity.
That just leaves me to wish all our members and readers a Happy New Year, and I hope you enjoy the first issue of Renew in 2023.
Renew is a controlled circulation journal published quarterly on behalf of the AEMT by Touchwave Media and G and C Media. For a copy of the magazine’s terms of control and to request a copy please email circulation@renew-mag.com
The content of Renew magazine does not necessarily reflect the views of the editor, publishers, or the AEMT. The publishers accept no legal responsibility for loss arising from information in this publication and do not endorse any products or processes mentioned within it. No part of this publication may be reproduced or stored in a retrieval system without the publisher’s written consent.
© AEMT. All rights reserved.
www.theaemt.com Quarter 1 2023 CONTENTS 3
Shaun Sutton, President, AEMT
AEMT Tower House Business Centre Fishergate York YO10 4UA www.theaemt.com NEWS features Focus on Circular Economy Opinion 42 What’s behind Siemens’ motor and drive split-out 22 Single-phase motors must comply with new efficiency requirements 24 VSDs’ role in decarbonising the water industry 26 How data fuels success in maintenance 6 Industry news 10 AEMT update 11 Skills 12 AEMT Awards update 14 Product news 18 Project updates 34 Europump presents its approach to the circular economy 36 Repair or replace? It's a moving feast 38 Pumps in the circular economy Twitter @AEMT_Updates 12 38 28 Preventing electrical erosion of bearings in EV drivetrains 30 Pump maintenance: don’t wait until it’s too late 32 Preventing costly motor failures: Four simple steps PEFC/16-33-254 PEFC Certified This product is from sustainably managed forests and controlled sources www.pefc.org Cover image courtesy of ABB
Megger Electrical Test and Measuring Equipment


For over 130 years, Megger has been the premier provider of portable test and measuring instruments for electrical power applications. Although Megger is best known for its world-famous range of insulation testers, we can assist your acceptance, commissioning and maintenance testing for predictive, diagnostic or routine purposes. By working closely with electrical utilities, standards bodies and technical institutions, Megger contributes to the dependability and advancement of the electrical supply industry.
TC3231
Thermal Camera
n Image capture frequency 9 Hz
n Thermal sensitivity (NETD)
≤150 mKn
n Hot spot and cold spot tracking
DCM305E
Earth Leakage Clampmeter

n 0.001 mA resolution
n Up to 100 Amp range for standard ac current measurements

n Low pass filter to aid stability of readings
DLRO2
2 Amp DucterTM Low Resistance Ohmmeter
n New “difference meter” for quick data comparisons
n Safely tests the resistance of inductive loads at 1A
n <600 V active protection against inadvertent live connections without blowing a fuse
MPD Scan
Handheld Scanner for PD Surveying

n Fast verification of partial discharge activity in MV and HV plants
n Universal application range due to a wide variety of sensors
n Integrated camera and QR code scanner
AVO835
True RMS Multimeter

n High/low sensitivity live circuit detection
n Phase sequence measurement for 3 phase
MPQ1000
Power Quality Analyzer

n Automatic CT recognition
n Onboard data analysis
n 1000 V ac and 1000 V dc range
MPQ1000
MPD
SCAN
DCM305E
DLRO2
TC3231
www.megger.com n +44 (0) 1304 502100
Megger Baker Electric Motor Analyzers
The Baker Instruments family of electric motor analyzers provides a comprehensive suite of tests which characterize the health of your motors and generators. These testers are valuable in industrial settings for predictive maintenance, and in motor repair/rewind shops for troubleshooting and QA.
ADX
Automated Diagnostic Test Equipment
n Asset-centric approach promotes turnkey testing for operators
n Separating Asset from Installation provides greater insight into asset service needs and issues
n PowerDB Dashboard secure cloud-based analysis software
n Choice of Manual, Automatic, or Sequence testing
n Screen-level context sensitive help
n Adaptable search capability
n Asset management tools
NetEP
Site Installed Dynamic Monitoring System
n Permanently installed, fully automated machine system monitoring solution which evaluates each component of the electromechanical system and identifies electrical and environmental factors that will accelerate insulation degradation
n The system continuously acquires health and performance data on up to 32 electric motors and the rotating machine systems they operate
MTR105
Rotating Machine Tester
n Full colour graphic display built to CAT III, IP54 and for use up to 3000 metres,
n Adjustable IR from 10v up to 1kV and 200GΩ using: 3 Phase Spot, PI, DAR, IRt and Guard Terminal
n 4 wire Low Resistance (uni and bidirectional measurements) , LCR, Temperature, Motor rotation, diode test
n Voltage (measures ac 10 mV up to 1000 V; dc 0 to 1000 V; TRMS), Frequency (15Hz to 400Hz), Phase Rotation
DX
Static Motor Analyzer
n High voltage tests, Surge, Surge PD, IR, DAR, SV, Ramp and HiPot from 4kV up to 15kV
n Winding Resistance, Inductance, Capacitance, Impedance, RIC test, D/Q
n Test results can be stored on the DX or transferred to PC for analysis and reports with Surveyor DX software
EXP4000
Dynamic Motor Analyzer
n The Megger Baker EXP4000 is a portable Dynamic Motor Analysis System






n Test domains: Power quality, machine performance, current, spectrum, torque, variablefrequency drives, continuous monitoring, transient analysis (e.g. start-up), motor efficiency
PPX
High Voltage Motor Tester
n For high voltage machines and large form-wound coils, the Baker PPX series extends HiPot and Surge test voltages of the DX and AWA up to 40 kV.
n Available models: PPX30 (30 kV) - PPX40 (40 kV) - PPX30A (30 kV with armature testing capability)
MTR105 PPX
NETEP
EXP4000
DX ADX
www.megger.com/baker n 800-752-8272
ELECTRICAL TESTING CAPABILITIES STRENGTHENED
HOUGHTON INTERNATIONAL’S electrical testing capabilities have been strengthened with the purchase of new Omicron test equipment to complement its existing range of insulation quality analysers.
The new tester units – a CPC 80 control unit and CP TD12/15, a 15kV high voltage source and MPD 800 partial discharge management analyser – form a modular testing system that will bolster Houghton International’s testing capabilities both in-
house and on-site. The equipment provides partial discharge (PD) and capacitance and power/dissipation factor (tan delta) testing for high voltage electrical equipment such as motors, generators and HV coils, and its modular design makes it compact and portable – ideal for site work and areas with limited space.
The system uses software to provide sensitive and precise PD, capacitance and tan delta measurements for reliable, accurate dielectric condition
monitoring. The testers are designed to improve efficiency and make test processes quicker with automated testing procedures and built-in presets, while automatic noise suppression provides reliable results even under extreme conditions.
Furthermore, the system has been produced with safety in mind, minimising risk when working with high voltages. IEC and IEEE standards are built-in to ensure compliance.
PARTNERSHIP SET TO REDUCE CARBON FOOTPRINT OF ABB’S INDUSTRIAL PRODUCTS
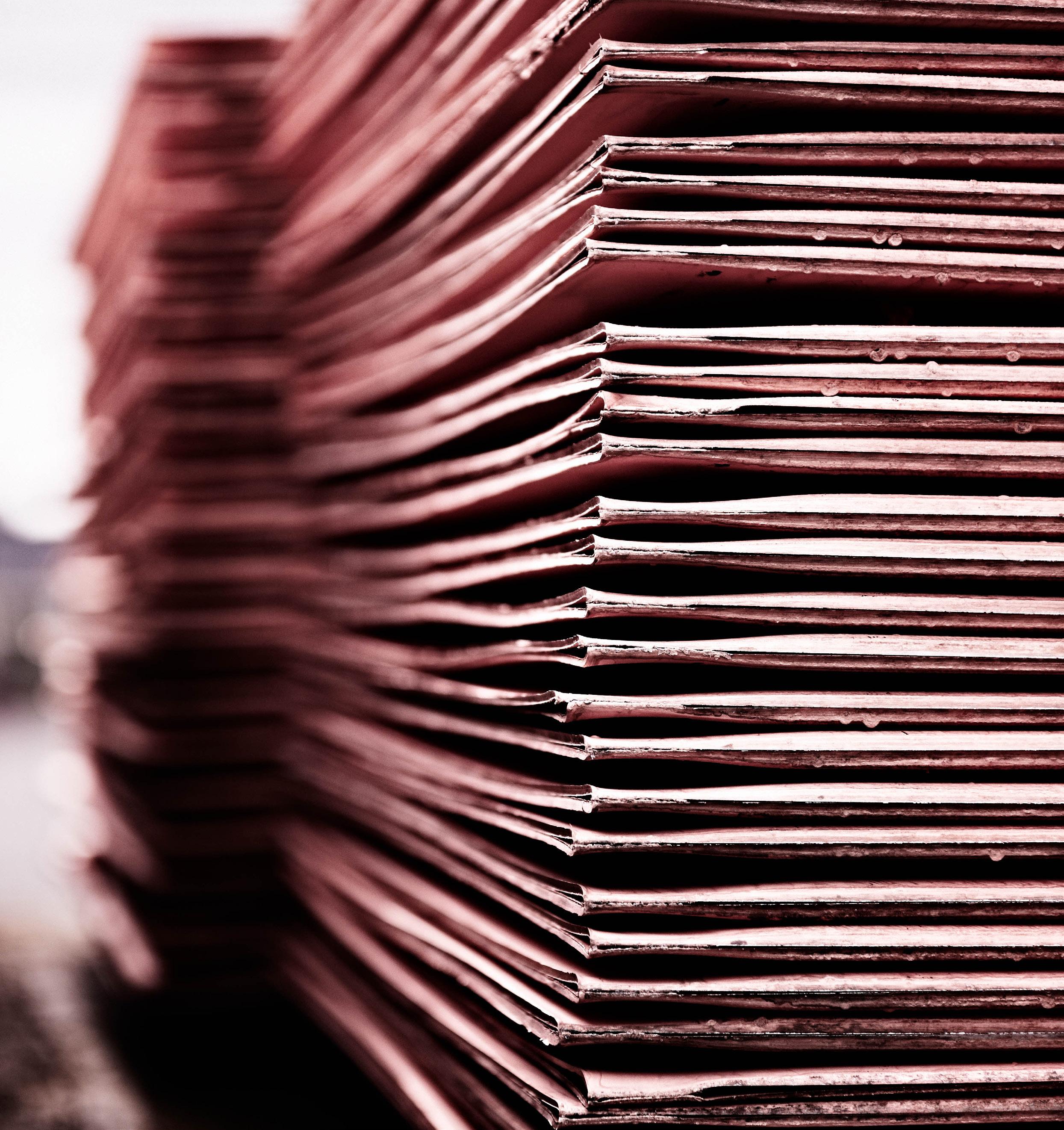
ABB HAS ANNOUNCED THAT IT IS partnering with Boliden to reduce the carbon footprint of its industrial products. ABB is working with the Swedish mining and smelting company to build a strategic cooperation to use low carbon footprint copper in its electromagnetic stirring (EMS) equipment and high-efficiency electric motors. The aim is to reduce greenhouse gas (GHG) emissions while driving the transition to a more circular economy.
The partnership with Boliden is integral to ABB’s strategic ambition to reduce the environmental impact of raw materials used in its products by replacing them with lower-carbon alternatives. Apart from using recycled copper, ABB has committed to increasing the use of recycled electric steel and recycled aluminium.
The cooperation includes ABB placing the first order for Boliden’s certified recycled copper through Finnish metals manufacturing specialist Luvata. Hollow conductor wire

made from the material will be used in ABB’s EMS products for steel and aluminium manufacturing.
Furthermore, as of 2023, ABB will purchase Boliden’s low-carbon and recycled copper to cover the demand for its IE5 UltraPremium Efficiency SynRM and e-mobility motors produced in Europe. Copper is a vital material for manufacturing industrial electrical equipment, but its production is energy intensive. To address this, Boliden has developed low-carbon copper that is mined using fossil-free energy and also produces copper using secondary raw material from recycled products. The carbon footprint of these products is 65% lower than the industry average. A typical 75kW motor weighing 650kg might include 80kg of copper. Using Boliden’s copper saves approximately 200kg of CO2 emissions for every one of these motors manufactured. Each stirrer has up to 2,700kg of copper, saving up to 6,700kg of CO2 per stirrer.
TOPPING OUT AT NEW MENZEL MOTOR PLANT

MENZEL ELEKTROMOTOREN celebrated the topping out of its new headquarters on the outskirts of Berlin, Germany, on 16 December 2022. This modern electric motor plant being built on a 24,000m² plot will accommodate approximately 6,500m² of production area, along with spacious offices and a cafeteria. The new factory will feature the capacity to manufacture and test larger, heavier drive systems. The production flow will be optimised and Menzel will create numerous new jobs. The established, family-run company
manufactures large AC and DC motors up to 20MW for industrial facilities all over the world and, thanks to its huge inventory, can also adapt drives for any requirements at short notice. The experienced team provides individual and reliable service, firstrate product quality and expert advice on drive applications in all kinds of industries.
www.theaemt.com Quarter 1 2023 INDUSTRY NEWS 6
LV AC motor market grew by 21.2% in 2022
UPDATED RESEARCH FROM INTERACT Analysis shows that the low-voltage (LV) AC motor market has fared well in terms of growth over the past few years, largely as a result of higher prices. In 2022 alone, the market grew to $17 billion with prices increasing by around 35% to 40% in the first half of the year.
As prices rose exponentially in 2022, this allowed for a 21.2% growth rate for the LV AC motor market. However, it is expected that a slight price decline in the second half of the year will have a knock-on effect on revenue and growth rates. Looking out to 2023, price declines will continue but the volume sold looks set to remain high, matching the 2022 rate. Overall, growth is expected to slow but not fall, as the current economic climate and high interest rates are likely to influence demand for LV AC motors, particularly within the machinery sector.
The demand for motors tends to mirror the performance of the manufacturing sector. In 2023, LV motors market growth is projected to slow to around 0.29% in unit sale terms, with revenues falling by >10% due to reciprocal price decreases. The manufacturing sector is also likely to experience slow growth in 2023 because of high interest rates and economic uncertainty caused by the Ukraine-Russia war. Many customers are thought to have overstocked in previous years and the
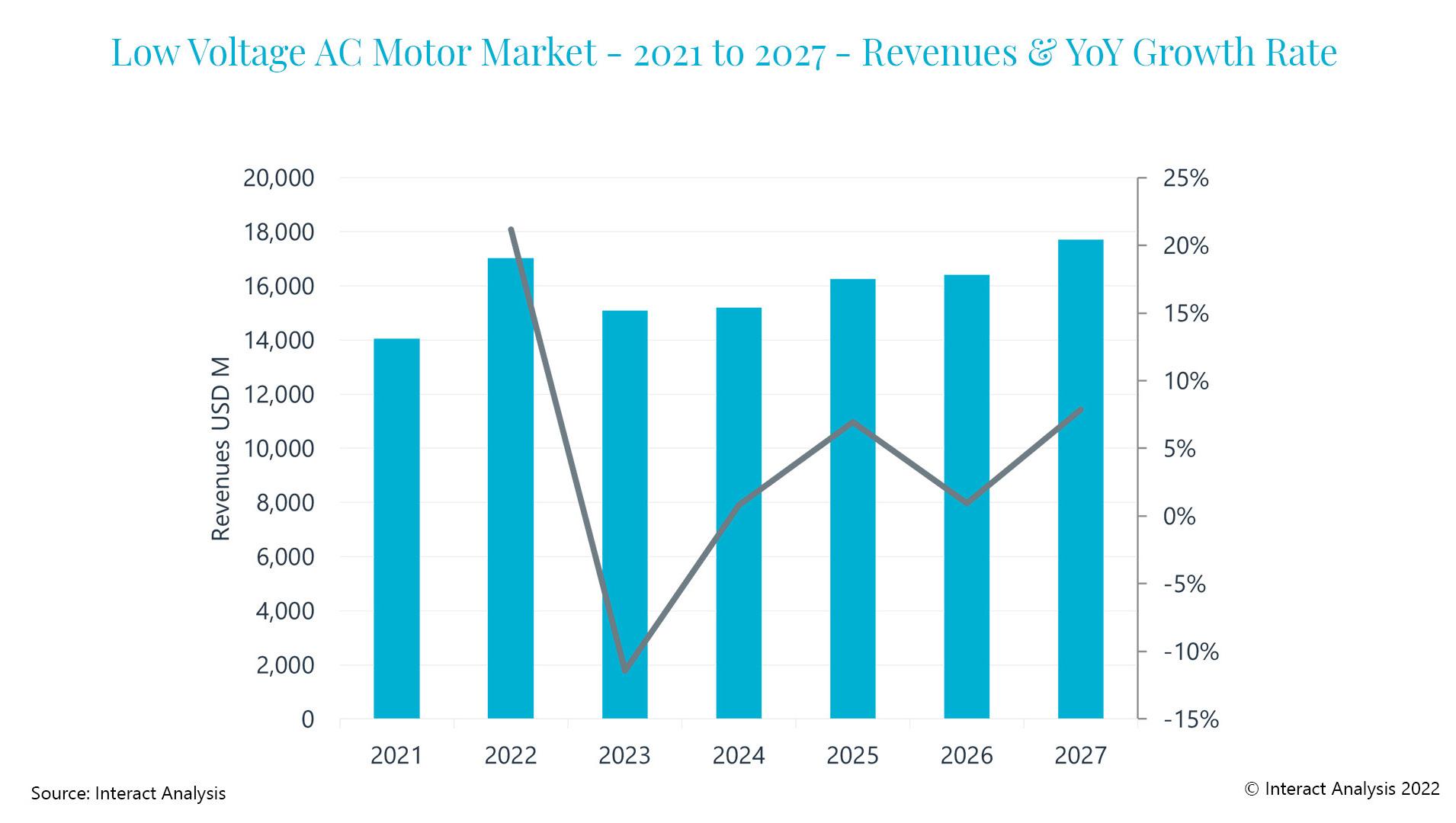
motor market is emerging from this period of exponential demand. Taking a longer term look at the market, it is anticipated that 2026 will see a year of economic decline affect sales.
Adoption of IE4 motors has been well received by EMEA and legislation regulating the efficiency of motors in the EU continues to be a driving force for the market. While EMEA has tended to produce the highest priced motors, IE4 legislation has pushed prices up further and has also forced other regions to increase the price of their LV AC motors. By 2027, almost 30% of market revenues in EMEA regions will come from
IE4 motors, in part because all 75kW and 200kW motors must be IE4 compliant in 2023. However, the situation in the Americas regions is very different due to a lack of regulation concerning IE4, with average selling prices likely to remain stable until 2027 as they currently sit just behind that of the EMEA region. The APAC region currently holds the lion’s share of the LV motor market revenues but there is little in the way of regulation for IE4 motors. The majority of motors produced in the region are IE3 compliant and APAC looks set to be the largest market for lower efficiency motors out to 2027.
Lack of grid-level battery storage holding back green investment
CHRIS REA CBE, THE MANAGING DIRECTOR OF THE Rotherham headquartered global engineering and reliability company AESSEAL, has called for grid-level battery storage to become a UK investment priority.
Based on expert analysis, electricity demand could be reduced by an estimated 17.5% by investing £21 billion in a 60GW battery array, which can provide 10GWh of energy for a six-hour period, saving almost 15 million tonnes of CO2 emissions annually. To give one comparison, Hinkley C will generate 7% of the UK’s electricity at a cost of £26 billion.
However, while there has been a commitment to nuclear, it remains unclear who needs to make the investment in battery storage, which is necessary to unleash the full power of the oftenpromised ‘green revolution’.
Commenting on a whitepaper available on the environmental best-practice website, Betterworld.Solutions (bit.ly/BetterArray) Chris said: “Wind and solar are unpredictable generation, and charging electric vehicles cannot come directly from the grid at
peak demand times, so battery arrays are essential for a green electricity future.”
Meanwhile, his own company, AESSEAL, is not allowed to export excess solar energy to the Grid in Derby. Other Betterworld members report that in large parts of the UK there is a restriction on connecting green energy to the Grid; in many cases, the restrictions apply until 2030.
While AESSEAL says that they will be pushing ahead with green investments, including solar energy, despite the obstacles, Chris is concerned that other businesses wishing to invest in solar energy will be deterred.
He added: “Small businesses can and would deploy their capital more readily if they could connect a battery array to the Grid and benefit financially from the ability to buy and store energy at a sufficiently lower cost than the price it could be sold for at peak times.
“Improving the business case for battery arrays requires connection to the grid and a fairer price for energy supplied.”
Industry NEWS 7
The LV AC Motor market experienced exponential growth in 2022 which is forecast to decline significantly in 2023.
Quarter 1 2023 www.theaemt.com
ERIKS COMPLETES £21M INFRASTURE INVESTMENT
SPECIALISED INDUSTRIAL PRODUCTS
supplier ERIKS has completed a £21m infrastructure investment, headlined by a state-of-the-art fulfilment centre, to improve its product range along with the speed and accuracy of supply.
Following 18 months of development and testing, ERIKS’ new Fulfilment Centre of Expertise (FCE) in Oldbury is now fully open and operational, with its huge 11,000m2 warehouse space backed by what the company claims is one of the most advanced warehouse management systems anywhere in Europe.

It has 21 vertical lifts, more than 400m of high-speed conveyors, sophisticated scanning and weighing systems for every order and robust Industry 4.0 configured IT infrastructure with real-time monitoring.
While a large part of the £21m investment has been pumped into the FCE, ERIKS has also spent millions of pounds updating its technical services
offering, with significant improvements made to its engineering sites in Cardiff, Southampton and Chesterfield and its product technology centres in Barnsley and Warrington.
The engineering sites focus on servicing, repairing, and upgrading pumps, motors and geared drive equipment, as well as providing a base for ERIKS site services teams.
David Gillies, Chief Executive Officer at ERIKS UK & Ireland, commented: “Our goal was to create an industrial fulfilment centre that sets new standards for our sector. Following this investment, we are now able to achieve levels of accuracy, speed and service that have never been seen from an industrial distributor.
“The FCE and its vast warehouse space will enable us to provide customers with an unrivalled range of specialised industrial products and services, all controlled through dynamic warehousing systems.
“We can now pick and pack thousands of components daily with total accuracy and dispatch them, so the customer receives them faster.”
LEARN MORE ABOUT THE CIRCULAR ECONOMY

Around the world, businesses, innovators, policymakers, and cities are recognising that our take, make, waste linear economy – in which finite resources are extracted to make products that are used, generally not to their full potential, and then thrown away – is no longer working for people or the planet. They are embracing the circular economy – a framework based on three principles, driven by design: eliminate waste and pollution, circulate products and materials (at their highest value), and regenerate nature – as a way to help build long-term growth and tackle global challenges such as climate change, pollution, and biodiversity loss.
The circular economy is a big idea, and it’s here to stay.
To help those interested in learning how we can build and scale an economy to create resilience and prosperity for business, the environment, and society, and getting to grips with the concept of the circular economy and what it looks like
AWARD FOR WILO FACTORY
WILO’S SMART FACTORY AT THE COMPANY’S HEADQUARTERS in Dortmund has been awarded ‘Factory of the Year 2022’.

The award’s organisers, A.T. Kearney and SV Veranstaltungen, recognise specifically used digitalisation solutions that have significantly increased the efficiency of the new production within a very short period of time.
According to the jury, the new factory in Dortmund is setting
in practice, the Ellen MacArthur Foundation has launched a new learning course – Circular Economy: The Big Idea.
Available on the Future Learn platform (bit.ly/CEbigidea), the course aims to provide a comprehensive overview of the circular economy, in principle and practice, in an easy-to-follow online format.
The course is free to take, with a charge for certification if required. It runs entirely online, is self-paced and split into three modules, designed to be completed over three weeks – the circular economy concept, circular design, and the role of policy. The multi-media format includes videos presented by the Ellen MacArthur Foundation’s learning team, text resources, and examples and case studies demonstrating the circular economy in action.
There is also a chat function for learners to leave comments and discuss course topics.
FEATURE 8 www.theaemt.com Quarter 1 2023 Industry News 8
standards in digitalisation and sustainability. Among other things, the jury also recognised the company’s hydrogen strategy.




















UPDATE FROM THE AEMT SECRETARY
Given the speed at which our government changes policies these days, I'm hesitating to make any comments in this quarter's update for fear of it being outdated by the time it is is published. We are at the beginning of a new year, and there will be many new opportunities to watch out for. It's also a good opportunity to take stock of the last 12 months and reflect on what was another remarkable year for our industry.
We've had three years of turbulence now, and it looks like 2023 will not get any more stable. Fortunately, businesses have become accustomed to such times, and I believe our industry shows remarkable resilience to such disruption. The AEMT's membership grew by 3% last year, and we saw the same levels of interest in training as in 2019.
While the energy crisis creates challenges for business overheads, it also raises opportunities for our sector to help industry reduce energy and material wastage. By supplying newer, more efficient machinery we can help lower energy bills – or by renewing existing machinery, we can maintain and, in some cases, increase its efficiency. The £1m annual investment allowance (AIA), which was made permanent by Liz Truss's government, is now in place until March 2023, so there is little time left for businesses to take advantage of this policy.
It's generally accepted that the UK and many other countries will face a recession this year. History has shown that businesses that plan for growth during these times and continue to invest fare better than those that don't.
The rising demand for electric motors from the EV market will ensure that the supply of new rotating electrical machinery will be
high. Coupled with the continued disruption of Covid in China, this means that purchasing new equipment will be both challenging and expensive. Fortunately, AEMT members are in the position to help businesses with these investments, with access to large stocks of machinery and the ability to repair machinery around the clock.
In terms of the AEMT, we are looking forward to an exciting year in which we want to grow the membership and improve our training offering via a new eLearning platform to be launched this Spring.
If you've any comments or suggestions or would like to discuss any of the above points, please don't hesitate to contact me. You can email me at thomas@aemt.co.uk or call 01904 674 899.
CONFERENCE DELIVERS VALUABLE INSIGHTS AND INSPIRATION
ON NOVEMBER 17, 2022, at the Coventry Doubletree by Hilton and ahead of the Association’s gala awards dinner held later that evening, the AEMT staged its Annual Conference, during which practical information, innovative ideas and valuable inspiration were shared with an engaged audience made up of companies who manufacture, distribute, install, service, maintain and repair industrial machinery technology such as electric motors, drives, pumps, fans, gearboxes, generators, transformers, switchgear and ancillary equipment.

Delegates were treated to a series of presentations and discussions on a range of topical issues, including how the correct use of data from connected motors can deliver better service decisions; how advances in additive manufacturing and 3D scanning have enabled repairs that were not possible using conventional methods; and how these new technologies are helping to advance the design of electric motors.

The topic of how SMEs can access the type of external support for technical innovation, process improvement and business development, which seems readily available to larger
organisations, was also addressed, as was the process by which small businesses can gain greater success in their PR and social media endeavours.
The challenge of retaining and recruiting staff was also tackled with talks on how to inspire the engineers of tomorrow, how ex-military personnel can fill the engineering vacancies of today, and what HR practices can be undertaken to protect and retain staff during the cost-of-living crisis.
Between the presentation sessions, delegates were able to visit the range of display partners showcasing new technologies and solutions from across the sector, offering a fantastic opportunity to discuss the latest trends and developments and network with industry peers.
Copies of all the presentations delivered at the conference, including PDF downloads, can be found on the event’s dedicated website, and anyone interested in submitting a paper for consideration for the 2023 AEMT conference should contact andrew@touchwavemedia.co.uk
www.aemtconference.com
www.theaemt.com Quarter 1 2023 AEMT Update 10
INQUIRY INTO DECLINING APPRENTICESHIP STARTS
FORMER LABOUR AND CONSERVATIVE MINISTERS
Lord Knight and Lord Willetts, with support from the charity EngineeringUK, have launched an inquiry to uncover the reasons behind the worrying decline in UK engineering, manufacturing and technology apprenticeships starts seen in recent years.
Given the skills shortage and a growing demand for engineers and technicians, the inquiry will look to identify vital solutions that could help increase the number and diversity of young people taking up apprenticeships in the sector.

Employers, training providers, young people and those who work with them are all being urged to get involved in the ‘call for evidence’ by submitting their views, evidence or ideas to improve this muchneeded career pathway into the sector.
Despite a modest uptick in numbers last year, engineering-related apprenticeship starts in England are still 9% lower than in 2014/15. What’s more, the uptake varies by subject, with a worrying 34% decline for engineering and manufacturing technologies.
The call for evidence is seeking views and ideas from the sector on four key areas:
Opportunities – What part do apprenticeships play in helping to meet the UK’s skills needs in engineering and technology?
State of play – What are the reasons behind the overall decline in engineering apprenticeship starts in recent years? We are particularly interested in understanding more about supply and demand.
Barriers – What are the barriers for businesses taking on young people as apprentices, and what are the barriers for young people in accessing them?

Solutions – What do you think needs to change to help increase the number and diversity of young people taking up and completing engineering and technology apprenticeships?
The inquiry - ‘Fit for the future: growing and sustaining engineering and technology apprenticeships for young people’ has opened its call for evidence until February 27, 2023. For more information and to respond, visit:
www.engineeringuk.com/fitforthefuture
For more information or to book any of the couses listed please visit www.ex-repair.com COURSE TITLE START DATE LOCATION Ex Theory Monday, 30 January 2023 Aberdeen Ex Hands-On Wednesday, 1 February 2023 Aberdeen Ex Refresher Wednesday, 1 February 2023 Aberdeen Ex Theory Monday, 20 February 2023 Loughborough Ex Hands-On Wednesday, 22 February 2023 Loughborough Ex Refresher Wednesday, 22 February 2023 Loughborough Ex Refresher Tuesday, 7 March 2023 Loughborough Ex Theory Monday, 20 March 2023 M1 North Area Ex Hands-On Wednesday, 22 March 2023 M1 North Area Ex Refresher Wednesday, 22 March 2023 M1 North Area Ex Theory Monday, 15 May 2023 Loughborough Ex Hands-On Wednesday, 17 May 2023 Loughborough Ex Refresher Wednesday, 17 May 2023 Loughborough Ex Theory Monday, 19 June 2023 Kuala Lumpur Ex Hands-On Wednesday, 21 June 2023 Kuala Lumpur Ex Refresher Wednesday, 21 June 2023 Kuala Lumpur Skills 11 WANTED Hawker Siddeley Brush Switchgear Brush VS1.OCB. Type R4/1MKIV 11 KV 400 AMP Ormrod Diesels 01695 731847 julie@ormrod-diesels.co.uk www.ormroddiesels.com
Forthcoming AEMT led Courses & Events
FIT FOR THE FUTURE: GROWING AND SUSTAINING ENGINEERING AND TECHNOLOGY APPRENTICESHIPS FOR YOUNG PEOPLE Inquiry led by Lord Knight and Lord Willetts Call for evidence In partnership with ©Technicians Make Happen Quarter 1 2023 www.theaemt.com
2022 AEMT Awards: Winners revealed
The winners of the 2022 AEMT Awards were announced during a gala presentation ceremony in Coventry on November 17. This year's programme attracted an increased number of entries across the seven categories, with all the finalists being deemed to be of the highest quality by the independent judging panel.

The judging session for the 2022 AEMT Awards again employed a comprehensive suite of assessment protocols together with a corroborative 'points scoring system' to determine the finalists in each category. This process also identified the category winners, although this information was kept a closely guarded secret until being revealed during the prestigious Awards Ceremony.
The 2022 AEMT Awards Winners are as follows: -
PRODUCT OF THE YEAR
Sponsored by PLANT & WORKS ENGINEERING
Preformed Windings: QualCoil H
Preformed Windings is a global leader in the supply of HV diamond coils. The latest HV coil specification launched to the market is QualCoil H, the first 'Class H' resin-rich coil specification in the world, developed over two years and 15,000 hours of R&D with a leading OEM and insulation supplier.
PROJECT OF THE YEAR
Sponsored by EMiR SOFTWARE
Sulzer: National Grid Project
The National Grid detected failing resistance temperature detectors (RTDs) on two Ex-rated, 16MW motors at gas booster stations in England. To secure Ex condition monitoring compliance, it approached Sulzer. As the motors were important for the UK's gas supply network, repairing the fifty-one ton, six-phase synchronous units quickly was vital. Sulzer's Birmingham Service Centre conducted turnkey redesigns and rewinds on both motors, helping National Grid to provide reliable power to millions.
SERVICE CENTRE OF THE YEAR
Sponsored by ABB
Hayley 247
Hayley 247 Engineering Services provide a specialist reconditioning and repair
service for all types of industrial gearboxes and pumps with a lifting capacity of up to fifty tonnes. Combining a general machining and repair facility with a range of on-site services, the company offers a 24/7 operation. It specialises in providing a comprehensive range of reactive and planned mechanical engineering services to a broad range of industry sectors.
SUPPLIER OF THE YEAR
Sponsored by DRIVES & CONTROLS
WES
WES was founded as Wire Electric Supplies in 1990 with the sole objective of providing the best service, quality, and product range to the electric coil winding industries. In a constantly evolving marketplace, WES continues to set the standard in product development and service backup, supplying its customers with the best products that money can buy.
CONTRIBUTION TO SKILLS & TRAINING
Sponsored by SULZER
ADC Electrical
Most people within engineering will be aware of how difficult it is becoming to find and keep hold of good engineering people. This year ADC Electrical has collaborated with Primary Engineer to increase
awareness of engineering within schools in the North East of England, to help produce our next generation of engineers. Although thrilled to have won this award, it is hoped that this may help raise awareness of the Primary Engineer scheme and that others will see its value and want to get involved.
RISING STAR AWARD
Sponsored by FANUC UK
Greig Johnston, Sulzer
Since beginning his apprenticeship with Sulzer in 2018, Greig has committed to learning all he can about mechanical engineering and has taken every opportunity to develop his skills. In under five years, Greig has gained his Level 4 Apprenticeship, a Higher National Certificate (HNC) and a Higher National Diploma (HNC) and is now looking to start a degree in engineering.
DIVERSITY IN ENGINEERING AWARD
Sponsored by PREFORMED WINDINGS
Houghton International
From its systems to its culture, Houghton International seeks to increase diversity and promote inclusion in everything it does. Through comprehensive policies and employee support initiatives, the business strives to provide equal opportunities for employment and progression, supporting
www.theaemt.com Quarter 1 2023 FEATURE 12 Awards Update 12
employees to achieve their goals. It offers an award-winning apprenticeship scheme and engages with schools and young people to promote diversity within our industry by encouraging and inspiring the next generation of engineers.
LIFETIME CONTRIBUTION AWARD
Sponsored by AEMT Gary Downes, EMiR Software

Not many other individuals have dedicated so much of their time and resource to the AEMT. This year's recipient joined the Association in 2003 as an associate member, and since that time, his business has helped upwards of 68 members tosucceed in their workflows, jobs, stock control and much more. In 2011, he joined the Council and was the Association's first ever associate member to become Honorary President in 2017. He was pivotal in initiating many of the most popular events in the AEMT calendar during his tenure. Under his Presidency, the AEMT launched the inaugural Awards Ceremony, and he remains a key supporter five years later. Aside from numerous accolades as President, he has been a stalwart champion of the Association,
continually promoting its events and services via his own channels. And, due to the strong relationships he has built across the industry, he has encouraged many new members to join the AEMT.
Commenting on the awards dinner, Thomas Marks, Secretary and General Manager at the AEMT, said: "We were

delighted with the entire event from start to finish. The venue, food and drink were all excellent, the stage set and overall presentation were fantastic, and the afterdinner entertainment, mind-reader and mentalist Alex Crow, was simply brilliant. Bringing together so many people from across our sector to celebrate the excellent work it undertakes is extremely pleasing, and our sincere congratulations go to the eight winners, as well as each and every finalist."
For more information on the 2022 AEMT Awards and to review the image gallery, please visit the dedicated awards website.
LOOKING AHEAD
The 'call for nominations' for the 2023 awards programme will open in the spring of 2023, so if you or your company have a product, project, service, or other achievements which you feel deserving of industry-wide recognition, be sure to submit an entry. The PR value associated with being selected as a finalist is highly desirable, but if heralded a winner, the value is even greater. TIMES-CIRCLE
www.aemtawards.com
Awards Update 13
Shaun Sutton, AEMT President
No sensors: Servo drive with integrated condition monitoring
DRIVE AND AUTOMATION SPECIALIST
Baumüller has developed a new software solution allowing a completely sensor-free implementation of condition monitoring. The Drive-Based Condition Monitoring software is integrated directly into the servo controller and can be easily retrofitted. The drive-based software solution is another intelligent function from the Baumüller SmartValue modular software system. It helps improve the energy balance in production and lower manufacturing costs. With Baumüller SmartValue, the company offers numerous drive-integrated solutions such as recording, documenting, and optimising the energy consumption of the drive system.
The new function uses previously recorded and analysed process parameters from the current and speed signal as reference values for monitoring the mechanics, such as the motor, fan and hydraulic pump. FFT analysis can then be used to detect changes in the vibration spectrum. These vibrations are attributable, for example, to imbalance or faulty alignment.
If a significant deviation from the reference value is detected during operation, an error signal can be output in good time. This allows planned maintenance for the motor and prevents further damage to, or the failure of, the machine. The comparison measurements can be timed to take place at fixed intervals or on demand, depending on the customer’s requirements and the application. Monitoring is based on adjustable warning and error thresholds. Machine builders can use the measurements for new business models in data-driven additional services.
The new Drive-Based Condition Monitoring software can be integrated with different variants. In a simple version, the converter provides a collective value from the temperature, power and vibration analysis of the motor. This can be clarified in the visualisation, for example, in the form
of a red/green display. For more in-depth information, the software can provide further values, such as the historical progression, the crest factor (ratio of peak to effective value), as well as the kurtosis factor for the number of transients/ outliers in the vibration signal and standard deviation. The exact value that has deviated from the reference value is then output after a change in the current oscillations. The range of functions can also be extended to include the evaluation of an external acceleration sensor. This can be freely positioned on a mechanical system, and the measured values can be additionally analysed.
The damage characteristics can also be optionally output on a clearly organised dashboard.
www.baumueller.com
BOLT-ON SENSOR FOR CONTINUOUS CONDITION MONITORING
SICK has announced the launch of its MPB10 Multi-Physics Box condition monitoring sensor, described as a pioneering and rugged bolt-on device designed to deliver real-time, continuous service data from industrial machines, including electric motors, pumps, fans and conveyor systems, even in the harshest industry environments.
SICK’s first dedicated condition monitoring sensor, the MPB10, is an allin-one device designed to make it easy to monitor and interpret vibration, shock and temperature measurement data delivered right from the heart of machines.
Customisable for the machine and process, users are provided with preprocessed, concise and easy to interpret information that can warn of approaching machine failure.
A stand-alone MPB10 can transmit data over IO-Link to a machine control or

output a simple alarm-based switching signal. With wide-ranging measurement parameters, the MPB10 can be set up according to the type of machine to alert, for example, when values exceed preconfigured thresholds.
Users also have the option to visualise real-time and historic data from the MPB10 on easy-to-interpret, customisable dashboards using the SICK Monitoring Box digital service. Via the Monitoring
Box, operators can also receive email notifications or provide data for integration into cloud-based applications.
The SICK MPB10 detects vibrations (± 8 g) and shocks up to 200g in all three axes via the sensor’s MEMS elements. Multi-stage alerts can be set up to monitor vibration thresholds according to the requirements of DIN ISO 10816-3 in rotating machines. The indicative vibration values in the time and frequency range are significantly easier to interpret than raw data, helping to detect, for example, insufficient lubrication, bearing damage or motor imbalances.
Protected by a rugged IP68 stainlesssteel housing, the MPB10 delivers consistent contact temperature data between −40°C and +80°C, even in dusty or wet environments.

Quarter 1 2023 www.theaemt.com
14 Product News
www.sick.co.uk
Need a Pump?
At John Gaunt Pump Supplies, we have the expertise to specify and select pumps from all major manufacturers for the application you require. We can also recommend replacement units for obsolete pumps.





John Gaunt Pump Supplies Ltd


01954
232323
FOR ALL APPLICATIONS For further information contact us:


Our ZB4500/TC/GV is from our comprehensive range of precision, hard bearing horizontal balancing machines. The machine has been supplied with a split bed to enable larger diameter rotors to be balanced.
All machine installations are backed up by the most comprehensive support and parts service available in the UK.


So whatever your balancing requirement we’ve got you covered.
T:

Unit 2e & 2f Highgate Farm, Over Road, Willingham, Cambridgeshire. CB24 5EU sales@johngauntpumps.co.uk
Many other makes also supplied
E:
www.cembhofmann.co.uk
DYNAMIC BALANCING MACHINES
0161 872 3123 or
enquiries@cembhofmann.co.uk
Simplified precision shaft alignment
MISALIGNMENT CAUSES AT LEAST half of all damage to rotating machinery, but instead of fixing the problem, teams often just treat the symptoms of misalignment by replacing bearings, couplings, and seals because they think alignment takes too long. The new Fluke 831 Laser Shaft Alignment Tool makes shaft alignment easy with an intuitive guided user interface that enables quick and complete shaft alignment without advanced training or complicated programs.

While it’s easy to use, the Fluke 831 is still powerful enough for the skilled technician, letting them cover more machines with all the functionality needed on the plant floor — from thermal growth calculations to user-defined tolerances and more.
The Fluke 831 leverages powerful features, like its extend mode to handle gross misalignment and an integrated thermal growth calculator
that automatically factors the dynamic machine changes into the result. Its quick setup and tablet-like intuitive guided user interface make the Fluke 831 laser alignment tool more userfriendly. Adaptive alignment enables maintenance and reliability teams to address the full variety of horizontal, angular, and vertical alignment challenges. While an integrated WiFi cloud solution easily transfers data from the Fluke laser alignment tool to the ARC 4.0 PC software.
The Fluke 831 allows shaft alignment to become a regular part of the maintenance routine leading to less energy consumption through the
elimination of reaction forces inside rotating machinery, increased reliability, reduction in costs through a decrease of spare parts and extended parts life, and increased maintenance intervals due to longer machine life.
www.fluke.com
RUBIX RELEASES NEW SKF COOPER SPLIT E-SERIES BROCHURE
RUBIX, THE UK-BASED INDUSTRIAL maintenance, repair and overhaul (MRO) products and services supplier, has released a new brochure produced with bearings manufacturer, SKF.
‘SKF Cooper Split E-Series Bearings’ is a 6-page brochure highlighting how to reduce downtime, enhance worker safety, and increase efficiency, particularly in harsh or inaccessible applications where mounting, dismantling, or maintenance can be a challenge.

Replacing damaged or worn bearings in heavy machinery that requires servicing or maintenance can be problematic. Often faced with complex dismantling and assembly procedures – involving costly production losses from machinery shut down – it can take more than one person many hours to change a solid bearing. In extreme cases, breaking and replacing a piece of expensive equipment may even be necessary to remove a faulty solid bearing.
These issues can be resolved with
the latest SKF Cooper Split E-Series bearings, which can be easily and quickly replaced in situ, reducing mean time to repair (MTTR) by up to 70%.
Unlike solid bearings, which must be slid onto the shaft, SKF Cooper Split E-Series bearings are split to the shaft, a design that both simplifies and expedites installation and cuts downtime when compared to replacing solid bearings of the same size.
Reducing many of the risks associated with heavy lifting, particularly at height, the latest range of SKF Cooper Split E-Series bearings also makes a contribution to overall worker safety.
Suitable for a range of industrial and marine applications – including belt and
screw conveyors, industrial fans, industrial drive shafts, water turbines, and propeller shafts, to name but a few – SKF Cooper Split E-Series bearings feature a patented brass cage design, with an optimised roller complement, which delivers increased carrying capacity, greater safety margins, longer L10 rating life, and subsequent service life.
bit.ly/RubixSKF
FEATURE 16 www.theaemt.com Quarter 1 2023 16 Product News






www.electrominst.com www.wes.uk.com Contact Electrom’s trusted partner in the UK: Wire Electric Supplies +44 (0) 1952 208 730 sales@wes.uk.com +1 720-491-3580 info@electrominst.com
Energy-efficient motors power Hong Kong's sustainable development
In partnership with motor and drive manufacturer WEG, Belgian fan specialist CBV has contributed to developing a self-sustaining waste-to-energy (WTE) island for Hong Kong's residual waste. It is estimated the island will save 440,000 tonnes of carbon emissions per year, the equivalent of the yearly carbon emissions produced by 2.2 million gas-based cars.
In response to the Paris Agreement, the Government of Hong Kong's Climate Action Plan set a target of reducing the country's carbon intensity by 65 to 70%, compared to 2005, by 2030. The country is progressing steadily in meeting this ambitious goal. In 2019, it had already reduced its carbon emissions by 35%.
The new WTE facility will consist of six lines supplying mainland Hong Kong with two GWh of electricity per day, thanks to a highly efficient WTE process. This is complemented by a state-of-the-art flue gas cleaning system that complies with strict emissions standards.
Waste heat, which is generated as a by-product of working machines, will be used to dry the waste going to mechanical sorting for material recovery. Part of the heat will also be used to power the cooling system of the buildings on the island. A wastewater treatment plant
will ensure that no water needs to be disposed of, while solar panels will guarantee that the power requirements of people working on the island are met.
Moreover, the facility will produce 40m³ of desalinated water per hour, which will be used for processes, building services, and irrigation of the green spaces covering the entire island, including the facades of the WTE facility. The project will also prevent the landfilling of 1.2 million tonnes of residual waste generated by one-third of the citizens of Hong Kong, which is unsuitable for recycling.
The WTE plant comprises three process modules, each consisting of two incineration lines. Each line needs one induced draught (ID) fan and one secondary fan, both of which require motors.

The project used 12 WEG electric motors: six 1300kW model HGF 500 motors, and six 132kW model W22

315S/M motors. The motors will drive the ID and secondary fans supplied by CBV, which are essential components of the incineration trains.
The design-build-operate (DBO) contract for Phase 1 of the integrated waste management facility (IWMF) was awarded in November 2017, and in November 2021, the motors were delivered. According to the Environmental Protection Department of the Government of Hong Kong, Phase 1 of the project is expected to be fully commissioned by 2025, with the contract including a 15-year operation period.
www.weg.net
CEMENT MILL MOTOR IN ECONOMIC THREE-IN-ONE DESIGN
MENZEL ELEKTROMOTOREN HAS built a replacement motor for a cement plant in Pakistan that can drive any of three applications: the raw mill, another cement mill or a fan. The motors originally installed differ in various features, but most importantly, the available installation space was extremely limited. Therefore, a Menzel engineer visited the site to take all the measurements. The solution was a compact slip ring motor in frame size 710 with the cooling system tailored to fit around a steel girder in the cement plant.
To accommodate the existing couplings in two different sizes, Menzel designed the replacement motor with two shaft ends with different diameters. The motor output is configured to ensure efficient
continuous operation in each of the three applications. The machine has a rated output of 4600kW and a rated voltage of 6300V. It complies with protection class IP55. At the customer's request, it was designed in cooling type IC 666, i.e., with permanent external ventilation of the inner and outer cooling circuit. Before delivery, Menzel ran a load test in its in-house test field. Although the customer could not be
there in person, they attended the load test live via video streaming, which Menzel offers as a standard service.
www.menzel-motors.com
FEATURE 18 www.theaemt.com Quarter 1 2023 18 Project Updates

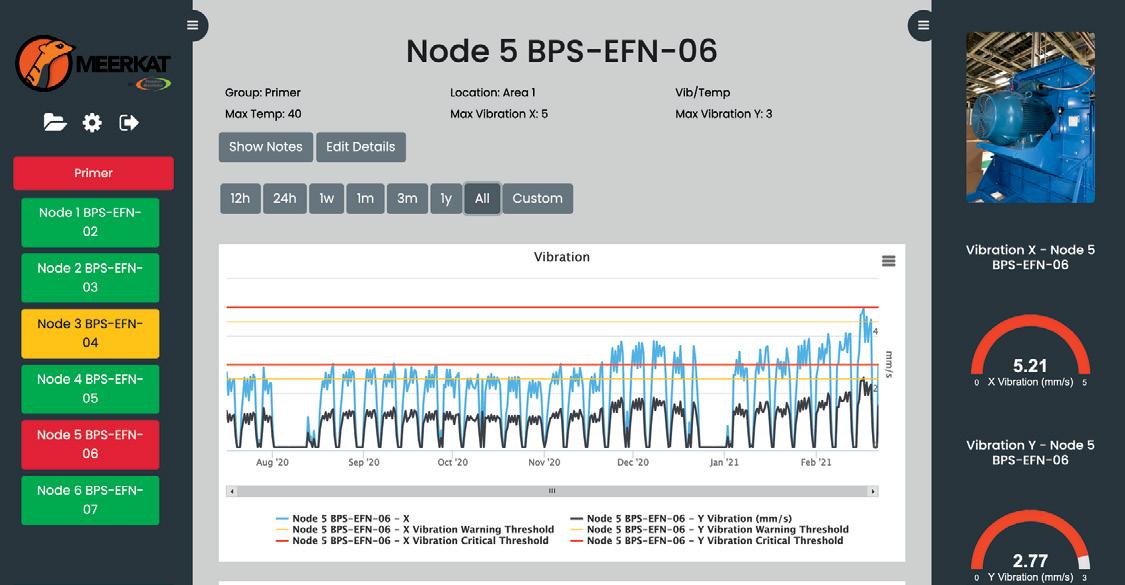



Web hosted condition monitoring Vibration Temperature Current Humidity Pressure Oil Condition 'Monitor data from virtually any source ' Energy Air Quality Occupancy Measure - Monitor - Manage One UK based automotive manufacturing plant saved €316,000 in a six month period by installing a Meerkat wireless vibration & temperature monitoring system on their paint shop extract fans. by hello@fletchermoorland co uk Fletcher Moorland, Elenora Street, Stoke on Trent, ST4 1QG 01782 411021 Book a FREE demonstration at your site, on your plant equipment
The AEMT Project of the Year
Four finalists contested the Project of the Year category at the AEMT Awards, held in Birmingham in November 2022. Renew looks at the projects which made the shortlist.
Project of the Year, sponsored by EMiR Software, is awarded to any project covering electromechanical equipment installation, maintenance, repair or service. A project is defined as a set of stages including identifying an issue, developing a solution, implementing the solution, ongoing service, analysis and support. The four finalists put forward very different projects, but all demonstrated the ability of the repair sector to provide innovative and effective solutions to engineering challenges.
PREFORMED WINDINGS: PROJECT HYDRO – HOLTER
Holter Dam is situated on the Missouri river with seven generators providing up to 84 MVA. Northwestern corporation hoped to increase the output capacity of the hydro facility to increase its operational life and offer additional renewable energy in Montana, with the intention of raising annual generation from 350,000,000 kWh to over 500,000,000 kWh.
Preformed Windings was challenged to increase the output capability of each hydro generator by 50%, while also extending the assets' life and reducing maintenance requirements. This target was successfully achieved thanks to the cutting-edge QualCoil-Hydro specification of HV coil specifically developed to last decades with minimal maintenance.
SDS DRIVES: GLASSBUSTERS
Glassbusters creates glass bottle-crushing technology for the hospitality sector. SDS took a previously cumbersome and lengthy part of Glassbusters' machine builds and simplified every aspect. Previously Glassbusters had to bring all the electrical components of their machines together and subsequently programme, wire and configure these themselves. Their builds took longer and required outside advice.
SDS came up with a solution to run the 'brains' of the Glassbuster machines. Firstly, it proposed an appropriate Schneider Inverter to run their three-phase motors. The inverter could also be programmed to control different functions of the machines to Glassbusters' requirements. SDS was also able to source the complete range of sensors and wiring that helped to operate
the machines. The programming, wiring, and packaging of the completed drives and sensors were managed entirely by SDS so that completed units were ready for each Glassbuster machine.
SULZER: NATIONAL GRID PROJECT
The National Grid detected failing resistance temperature detectors (RTDs) on two Ex-rated, 16 MW motors at gas booster stations in England. To secure Ex condition monitoring compliance, it approached Sulzer.
Sulzer determined that a retrofit wasn't possible due to the RTDs being embedded into the old windings. It instead suggested carrying out turnkey redesign and rewind projects to solve the issue.
Each project encompassed the removal of the motor, the design and installation of replacement RTDs which necessitated a complete rewind, testing, reinstallation and commissioning. The stator windings would also require a redesign to change the position of the RTDs. Additional RTDs were also installed into the stator to offer better protection for the motor in future. All this had to be completed to an exacting deadline to minimise disruption to the National Grid infrastructure.
These complex, large-scale rewinds have ensured that essential components of the UK's gas supply infrastructure have been revamped, are now fully Ex compliant and will continue to operate reliably – helping to secure energy supplies to homes and businesses nationwide.
HOUGHTON INTERNATIONAL: WIND TURBINE GENERATOR REPAIR AND UPGRADE

The winner of the closely fought Project of the Year Award was Houghon International and its work repairing a wind turbine generator.
Grannell Community Energy owns and operates a refurbished Enercon E48 wind turbine, which failed in service after less than a year. Following an inspection of the generator, it was discovered that, in addition to a primary earth fault, there were further faults on the rotor pole windings.
Considering the asset's age and condition and previous partial repair work carried out, GCE accepted the recommendation from Houghton International to carry out a full rewind of both the rotor and stator to minimise the risk of further faults.
Houghton International carried out the repair and rewind of the 26-tonne direct drive generator, using reverse engineering expertise and over 35 years of crosssectoral experience to extend the life and improve the performance of the asset.
The stator insulation was upgraded using Kapton Nomex and 0.5mm Nomex to provide a high dielectric and mechanical strength. The copper was also upgraded to a Class 3 enamel copper with a breakdown voltage of approximately 15,000V, well above the generator's operating voltage of 480V, further improving the dielectric strength of the windings to help maximise operational life and reduce the risk of future failures.
FEATURE 20 www.theaemt.com Quarter 1 2023
TIMES-CIRCLE 20 Project Updates
Houghton International was the winner of the Project of the Year Award for its work repairing and refurbishing a 26-tonne wind turbine generator.
www.brookcrompton.com
Keeping industry turning every second... every day...every year
With over 110 years of technical and design expertise, Brook Crompton offers leading edge energy efficient electric motors across global markets. As the original innovator in electric motor development, Brook Crompton are trusted to power limitless industrial processes and its robust motor design drives fans, pumps, compressors, conveyors and more.
Driven by technology and innovation, Brook Crompton has one of the widest available ranges of electric motors for operation in safe areas, hazardous atmospheres and hostile environments.
The extensive range of stock can be quickly modified to suit customers’ needs and with a high level of technical support from our knowledgeable team we ensure the correct selection of motors is provided for your application.
Brook Crompton’s focus on product and service development ensures we continue to move forward to improve efficiency, offer lower cost of ownership throughout their lifecycle and to reduce environmental impact.
Contact us at: T: +44 (0)1484 557200 E: sales@brookcrompton.com
Single-phase motors must comply with new efficiency requirements

A new dawn for single-phase motors is coming. Whilst three-phase motors have been required to meet increasing levels of efficiency over recent years, single-phase motors have escaped similar demands. That will change on July 1, 2023, as Brian Bannister of Lafert Electric Motors explains.
From July 1 this year, most single-phase motors will be required to meet or exceed IE2 efficiency levels to comply with EU EcoDesign regulation EU2019/1781. This new efficiency will be demanded for single-phase motors with rated outputs from 0.12kW upwards.
Variable speed drives intended for use with single-phase motors will also be required to meet new efficiency standards compatible with the new motor requirements.
The new Regulation establishes ‘EcoDesign’ requirements for the placing on the market or the putting into service of single-phase electric motors and variable speed drives, including where they are integrated into other products.
Achieving the new levels of efficiency required to meet IE2 will come at a cost, due to the need for much more active material, low-loss steel laminations and copper. The consequence of these factors could lead to possible changes to either frame size or performance, or maybe even both.
Producing dual voltage (230/15v) motors might not be possible, whilst dual frequency motors (50/60Hz) will present their own issues. Also, 60Hz motors will be challenging and more costly to produce because of the winding losses incurred at higher running speeds.
A number of motor manufacturers have decided that the new legislation is far too complex and demanding and, consequently, have dropped single-phase motors from their ranges. In contrast, Lafert Electric Motors has expanded the powers that can be offered as the required design changes have been made. Furthermore, the company’s flexible
designs can provide many variations of customised shafts and flanges along with very specific electrical designs.
Due to current production lead times across all industries, however, it is vitally important that any OEM or customer using single-phase motors should ensure they either meet compliance or will have assured continuation of supply from their current supplier after the summer of 2023. The concern is that many machine builders are still in the dark regarding this important mandatory legislation, which might significantly impact their production planning.
There are some single-phase motors to which these new efficiency requirements will not apply. Typically, such motors are designed to operate under specific conditions or configured to perform a particular function. Exempt motors might be employed in challenging environments or used for applications that make it impossible for the new efficiencies to be implemented. For guidance regarding these exceptions and the latest regulatory requirements, it is advisable to consult a motor specialist. TIMES-CIRCLE www.lafert.com
www.theaemt.com Quarter 1 2023 FEATURE 22 Compliance 22
From July 1 this year, most single-phase motors will be required to meet or exceed IE2 efficiency levels.

VSDs’ role in decarbonising the water industry
Martin Richardson, Water Framework Manager at ABB, explains how variable speed drives (VSDs) can represent an easy and cost-effective way for the water industry to progress rapidly to Net Zero.

Electric motors account for a significant proportion of the water industry’s energy consumption. Many motors are run without any kind of speed control, while some use mechanical means such as valves and dampers to modulate flow and pressure. This is inherently inefficient, as the motor is still running at full speed, regardless of demand. A variable speed drive (VSD) instead controls the motor electronically, to always match motor output with actual demand. As such, the motor only uses the minimum amount of energy that it needs, which can save both energy and money.
Pumps, fans and compressors, are centrifugal applications, and as such obey the cube law. This means that a small decrease in speed results in a proportionally higher decrease in energy use. In practice, running a motor at 80% speed requires 50% of the energy required to run at full speed.
HIDDEN FUNCTIONALITY
In most cases, installing a VSD will lead to improved energy efficiency almost overnight simply by reducing the motor’s speed. However, VSDs are highly complex, with modern devices boasting huge amounts of functionality, and so the real savings come when you start exploring what else a VSD can do for you.
For instance, energy tariffs are generally higher during peak demand and lower at night (depending on your supplier). A VSD provides the flexibility to operate intensive or noncritical processes at the right point in time to achieve the lowest cost. Reservoir controls, for example, can pump water into a reservoir overnight when tariffs are lower. And the more you get into this level of detail, the
more you can gain control over processes to uncover other efficiency savings.


Pumping slower for longer can also make a big difference. Consider the example of using a pump to empty a tank. Pumping slower may take more time, but even a small change in pump speed can lead to a disproportionately higher energy saving.
At a basic level, a VSD will save energy on pumping applications. But it also provides the flexibility to rethink control philosophies for applications driven by motors in the water industry and helps to optimise processes so that they reflect varying changes in costs upstream and demand downstream. Modern VSDs are also packed with sophisticated application-specific features such as multi-pump control, which can make a big difference to the resilience of operations.
IMPROVING RESILIENCE
Reducing leakage and bursts will be crucial in working towards the industry’s Net Zero goals. Prevention clearly is better than cure when it comes to leakage; however, many leaks are only detected when roads start flooding with water. As well as wasting water and potentially causing damage to the surroundings, digging up roads to repair pipes uses enormous amounts of carbon. VSDs incorporate internal PID loops, which, in this context, can ensure that pressure is maintained at certain levels regardless of any other variables in play, as the VSD is able to constantly adjust motor speed depending on the circumstances. The VSD can also provide an early warning system for any potential leaks, as issues can be inferred
from the behaviour of the motor and pump. For instance, if a booster pump is running with VSD control and is operating at full speed for more than, for example, one minute, then this usually suggests that there is an issue that needs resolving somewhere, and the VSD can flag this up. Running motors at lower speeds generally will also reduce strain on pipes and valves.
IN SUMMARY
When people think about how to save energy, often the first suggestions are to turn lights off and reduce the heating. However, the difference this makes can be negligible when compared to reducing the energy usage of, for instance, a pump at a pumping station by up to 50%. Moreover, turning off lights and reducing temperatures can end up compromising comfort. A VSD, on the other hand, allows required output to be maintained, at a much higher efficiency, and with no compromise on productivity and effectiveness. When looking for costeffective ways to save energy, the VSD could be the key to unlocking significant progress on the water industry’s road to Net Zero.
bit.ly/ABBwawa
TIMES-CIRCLE
www.theaemt.com Quarter 1 2023 FEATURE 24 Energy Efficiency
Call for nominations opens shortly...


Giving special thanks and recognition to the people, companies, projects and services that play a crucial role in ensuring our food production, utilities, manufacturing processes, transportation and other essential services are maintained and secured.
Endorsements:
“The AEMT Awards is one of the highlights in the industry calendar, and ABB is delighted to have sponsored the ‘Service Centre of the Year’ Category since 2018. I’d like to thank the organisers and offer my congratulations to all finalists and winners on the night.”


 Rob Wood ABB, UK
Rob Wood ABB, UK
“We were delighted to win the Diversity in Engineering category. The AEMT Awards are a fantastic opportunity to network and share best practice within our industry. It’s great to see so many businesses driving innovation and advancement.”


 Eleanor McIntosh Houghton International
Eleanor McIntosh Houghton International

Thursday, November 23rd 2023
DoubleTree by Hilton Hotel, Coventry
The awards are a global celebration of business and professional excellence. They recognise the achievements of both individuals and companies manufacturing, distributing, maintaining and repairing industrial machinery such as electric motors, drives, pumps, fans, gearboxes, generators, transformers, switchgear and ancillary equipment.






There are 7 categories to choose from including: Product of the Year, Project of the Year, Supplier of the Year, Service Centre of the Year, Diversity in Engineering, Contribution to Skills & Training and the Rising Star Award. Make sure you enter now to be recognised as a leader in your industry.
2022 Partners:


Online Entry at: www.aemtawards.com
How data fuels success in maintenance
Elizabeth Voss, from AI-enabled computerised maintenance management system provider Fiix, looks at how data can help maintenance teams

small changes with big impacts.
Data isn’t just numbers –it’s bigger than that. Data has become one of the most valuable assets a business can have. It adds credibility, helps solve problems, and influences decision-making. In short, it’s what makes good teams great and great teams the best.
For proof you just need to look at the world of sports. Take F1 as an example. The sport’s teams use data to run simulations of every race and every permutation of how that race may pan out, to find ways to cut half a second per lap, helping teams go from the middle of the pack to a podium spot. They use data to create a series of little advantages that they can keep using to improve until they become the best again.
BRIDGING THE GAP
Going from a plant with no planned maintenance to 50% is no small feat. But getting a team to 50% is only half of it (literally). It’s much harder to bring planned maintenance to 80%. Once you’ve tackled all the obvious areas of improvement, you’re left with opportunities that are hard to see, changes that are hard to implement, and outcomes that are hard to measure.
This is where maintenance teams need to lean on data to make these opportunities more obvious. Whether it’s looking at the historical data of an asset to predict where failure might occur, or looking at work orders to calculate total labour hours, data gives us the ability to improve our maintenance programs with confidence.
THE POWER OF MARGINAL GAINS
Marginal gains are all about finding ways to get one per cent better every day, every week, and every month across multiple areas.
To understand the impact of marginal gains, let’s look at another example from sports. If a cyclist in the Tour de France can reduce air resistance by one per cent, it could help them cut 15 minutes off their time through the entire race. Reducing that resistance by what seems like an insignificant number is often all that is needed to take them from the middle of the pack to the top three.
But getting that result isn’t always easy. To make the change, the cycling team would have crunched numbers and analysed trends to
look for opportunities where small adjustments could be made. Now, let’s apply that same process to maintenance. Getting your team to be just two minutes quicker at shift changeovers might not seem like a big deal. But the data tells us that getting two minutes quicker has a big impact; it could mean the difference between completing a big order or not over the course of weeks.
FIND OPPORTUNITIES FOR IMPROVEMENT
Now that we have a good understanding of how marginal gains work, it’s time to look at how to find those opportunities for improvement in a process that’s scalable and repeatable.
www.theaemt.com Quarter 1 2023 Maintenance 26
Data has become one of the most valuable assets a business can have.
deliver
Start with a goal: Having a goal to work towards is the first step of the process. It could be something like reducing waste across your facility. You could have multiple goals at the same time, but for this, we will stick to one.
Identify KPIs and metrics: For marginal gains to work, you need to have measurable KPIs and metrics to track. For this example, the KPI may be the facility’s scrap rate and cost of wasted material.
Pick a system to collect and monitor the data: The easier it is to track the data, the more you will do it. While you can collect data in filing cabinets and spreadsheets, it requires more work and is prone to human error, like inputting a number wrong. There are many options, but a CMMS can make the process easier, so you have access to the data you want when you need it.
Look at factors that could impact your KPIs: Look at factors that
would affect production levels, like components that are deteriorating, repaired, or replaced incorrectly. These result in more scrap and rework and wasted time. From here, your teams can determine whether or not it’s feasible to make changes by looking at metrics like cost and time.
How to make them one per cent better: Examining past trends in the data can pinpoint where to make small improvements. For example, it could be that adding one extra inspection on an asset catches a repair that was causing the quality of products to go down. That extra repair could lead to a one per cent reduction in scrap for the month.
Rinse and repeat: When you’ve gone through the process once,
consider experimenting with other areas of your facility.
SUMMARY
By just logging the day-to-day task that your team is doing anyway, you have already accumulated a lot of valuable data. Each work order you log, each part you use, the labour hours you track, and the cost of repairs are all valuable data points that can be improved. Just like the sports teams we mentioned earlier, they didn’t get from good to great to the best overnight. They did it step by step, implementing change slowly with the marginal gains approach and using the data to guide their decision-making. And before you know it, you’ve gone from good to great to the best.
TIMES-CIRCLE
It could be that adding one extra inspection on an asset catches a repair that was causing the quality of products to go down.
www.fiixsoftware.com 27 Maintenance Wire Electric Supplies Ltd We take pride in manufacturing Copper & Aluminium conductors covered with: +44 (0) 1952 208 730 www.wes.uk.com • Mica • Paper • Glass • Nomex® • Kapton®
Preventing electrical erosion of bearings in EV drivetrains
NSK is currently developing a new and cost-effective way to prevent electrical erosion in electric vehicle drivetrains (EVs). Based on a method of producing a patented plastic over-moulding for deep groove ball bearings, EV manufacturers can make significant savings when compared to 'hybrid' bearings that feature insulating components made from ceramics.
Parasitic current can take many paths through an EV motor due to circumstances such as the presence of an inverter that frequently switches across multiple phases. Specific types of electric motor architecture can also cause a variety of bearing current flows, including rotor ground bearing currents, circulating bearing currents and EDM (electrical discharge machining) currents.
EDM currents, in particular, present a severe risk to bearings, largely due to arcing that occurs at specific voltages. This arcing (load charging) leads to uncontrolled discharging at fairly high ampere values, essentially changing the morphology of the steel bearing rings and balls. Here, material melts and re-solidifies on the metal surface so that ripples several microns deep begin to appear on the bearing raceways of both the inner and outer ring. Excessive noise is often the first indicator of this issue. For EVs, which are becoming more silent with ongoing development, noise is highly undesirable.
NSK decided it was time to set about developing a solution to this long-standing problem, firstly by assessing the conditions that promote electrical erosion, including operating conditions such as load, rotational speed, temperature and lubricant viscosity; the condition of the resulting lubrication (hydrodynamic, mixed, boundary); and electrical properties like resistance (material and capacitive).
Established methods to help prevent electrical erosion essentially comprise either insulation or conduction. If the charges are not too high, it might be sufficient to employ a conductive grease or welldimensioned grounding elements. However, for specific bearing positions, such as the drive-end bearing prior to the gearbox, insulation is required in the form of either ceramic or plastic bearing components. For instance, NSK can use ceramic as a coating on the outer/inner rings, or can manufacture the entire roller elements and balls from ceramic. Although these 'hybrid' bearings provide an optimal countermeasure to electrical erosion, they are also expensive. The requirement for a more cost-effective solution is pressing because the high-voltage architecture of EVs is about to
change from the 400V systems that are dominant today, to 800V. The latter will potentially command 50% of the market as soon as 2030, which will simply double the issue and require even better protection measures for bearings. NSK is therefore proposing the use of a plastic over-moulding made from a high-performance PPS (polyphenylene sulphide) polymer that offers high resistance against heat and a large variety of chemicals, as well as stable electrical and mechanical performance (at temperatures up to 150°C). In addition, unlike many other polymer types, the material provides a low level of water absorption, ensuring dimensional stability.
As shown in Figure 1, comprehensive NSK tests have revealed the performance of the over-moulded bearings compared to the company's standard
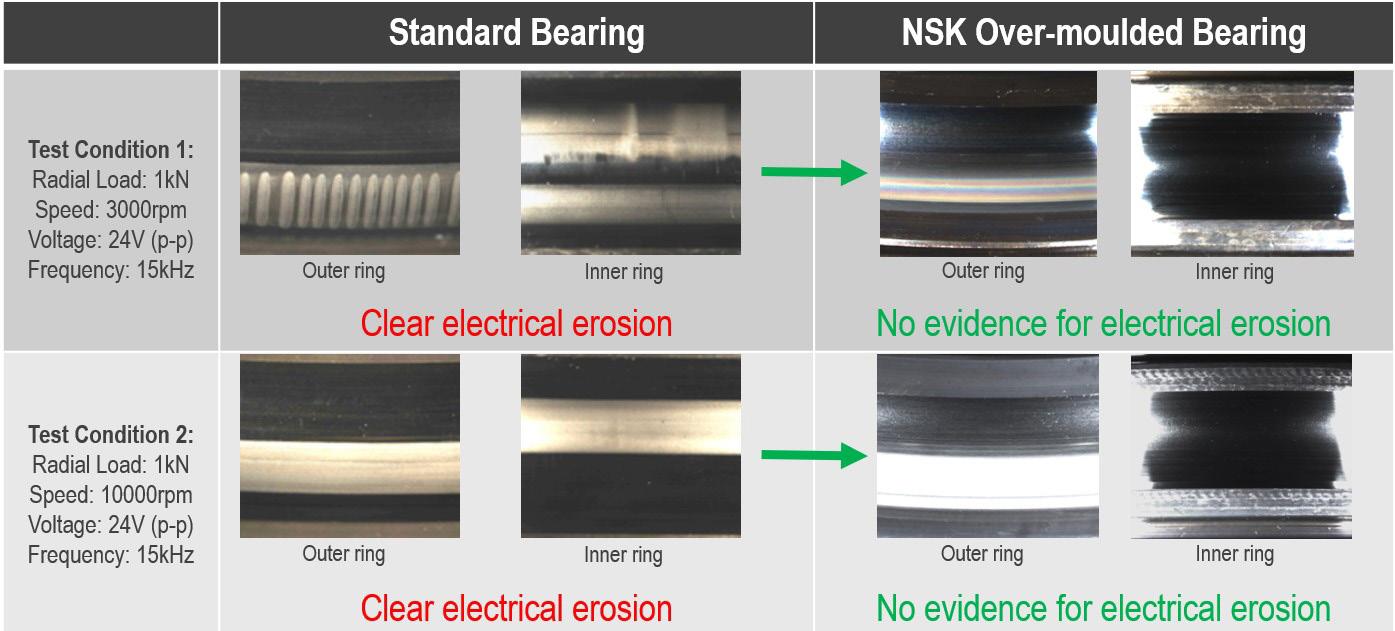
www.theaemt.com FEATURE 28 Quarter 1 2023 Bearings 28
EDM currents, in particular, present a severe risk to bearings.
Figure 1: The performance of NSK's over-moulded bearings was compared to the company's standard bearings under test conditions.
bearings. For example, at 24V voltage and 15kHz frequency, standard bearings showed clear electrical erosion of the inner and outer rings. In contrast, the new NSK over-moulded bearings demonstrated no evidence of this phenomenon. The same outcome resulted at various rotational speeds.



Production of the over-moulding comes courtesy of an innovative injection moulding process located at an NSK facility in Europe to optimise supply to the EV industry. Special mould features ensure homogenous distribution and orientation of the molecules and glass fibres to optimise mechanical performance. Notably, the precision of the over-moulding means there is no requirement for grinding, leaving a 'structured' finish in place. As a result, there is not 100% contact between the housing and the outside diameter of the bearing, creating gaps filled with air. Air is a good insulator and costs nothing. This innovation provides market differentiation for the NSK solution. As a further benefit, the structured finish overcomes the established issue of bearing creep within housings, as it potentially provides a better fit due to multiple contact points (depending on the use case).
Applicable on the inner and outer ring, the patented insulation layer will usually range from 0.7 to 1.2mm in thickness. To accommodate the extra material NSK can offer space-neutral solutions. This is easiest when starting a new bearing design, although NSK can also machine material from the outer diameter of existing bearings accordingly. However, there is a cost element to this solution. As an alternative proposal, OEMs can look to open up the housing that accommodates the bearing, which means NSK will not have to change its process. This pathway allows EV manufacturers to take full advantage of the significant cost savings available compared to hybrid bearings.

This development offers the EV industry a cost-effective solution that negates the electrical erosion of bearings in electrified drivetrains. The over-moulding is currently applicable to NSK's 6008 and soon for its 6206 deep groove ball bearing series (sealed and non-sealed), which are ideal for EV applications.




 TIMES-CIRCLE
TIMES-CIRCLE

www.theaemt.com Quarter 1 2023 Bearings 29
www.nskeurope.com BEATSON FANS & MOTORS 0114 244 99554 www.beatson.co.uk sales@beatson.co.uk Industrial fans Axial impellers Geared motors Electric motors Inverters and starters Fan balancing Repairs and rewinds And all related products and services FROM STOCK PLUS Suppliers to industry since 1928
Pump maintenance: don’t wait until it’s too late
With the potential for unplanned downtime to have massive cost implications, Castle Pumps looks at the importance of having a preventative maintenance programme for your pumps, and what might be involved.

Industrial plants, factories and vessels rely heavily on the reliability of their equipment and machinery, pumps being a core part of this. Downtime of a pump can be costly in terms of loss of output and the cost of repairs. Imagine your pump plays a critical role in your production line, responsible for dosing a specific quantity of ingredients into a mix. If the pump unexpectedly fails, then the production of the mix comes to a halt. A pump failing on board a ship out at sea can have even worse implications, especially if required for the vessel's safety or operation. Pump maintenance is, therefore, an integral operation within any plant to limit this costly downtime.
Maintenance is commonly split into two classifications corrective and preventive. Corrective maintenance is essentially undertaken to cope with a pump failure that has already occurred. It has to be undertaken as quickly and efficiently as possible to get the installation up and running again with as little impact on operation as possible.
Relying on corrective maintenance, however, is an issue. It means that maintenance is only carried out once a problem has already arisen, rather than preventing the problem from happening in the first place. To avoid downtime caused by unexpected problems with a pump, it is important to introduce a preventive maintenance schedule.
EMPLOY PREVENTIVE MAINTENANCE
If you have a pump on site and don't already have a maintenance programme in place, then your first step should be to make someone
responsible for the task, maybe your in-house engineer or operations team. Most pump engineers offer servicing contracts and can carry out any required maintenance then and there. However, it's good practice to be able to inspect the pumps yourself more regularly to catch any issues in between your services.
A pump maintenance programme would generally involve a periodic check of the pump's performance, inspecting the wearing parts and lubricating the bearings and joints. It is good practice to carry out a visual inspection of a pump installation on a daily basis. Spotting an issue early is one of the best troubleshooting methods for preventing pump breakdown.
Most of the things to look out for should be easily visible, these include:
• Leaks: Check the pump and pipework for any leaks that need to be dealt with, as they will result in reduced performance and loss of pump output as well as mess. Common leaking points are from the stuffing box or the mechanical seals. Mechanical seals are a wearing part and need to be routinely replaced.
• Unusual noise: One of the first
signs of a problem with a pump is noise. Like anything with a motor, a consistent hum is normal when the pump is running. However, abnormally loud noises or a clunking or crunching sound is likely to indicate an issue such as worn bearings. A popping sound, particularly near the impeller, could mean the pump is experiencing cavitation, which can cause a lot of damage.
• Extreme vibration: A properly installed, well working pump should not overly vibrate; therefore, any vibration deemed excessive should be investigated. Common causes include impeller imbalance or damage and misalignment of the pump and motor.
• Corrosion: Rusting, cracking or discolouration of the pump casing or pipework need to be acted on immediately, as these are all signs of corrosion. Corrosion can not only result in pump failure by weakening the casing and
www.theaemt.com FEATURE 30 Quarter 1 2023
Pump Repair & Maintenance 30
It is good practice to be able to inspect your pumps yourself.
components but can also cause contamination of the fluid being pumped.

• Overheating: A pump, motor or bearings getting really hot should not be ignored as it always indicates some form of problem. Some explanations may be internal rubbing/wearing of parts, that the wrong power has been put into the pump, that the pump has been running against a dead head or that it has been running at a duty it cannot efficiently maintain.
• Clogging: The presence of solids can result in the clogging of impellers or valves if the pump cannot handle the size of the solids that have attempted to pass through. You will usually notice clogging quite quickly as the pump will not deliver the same fluid quantities.
Whilst these are typical daily checks, other checks are required less regularly. One of the most significant causes of pump downtime is pump owners not routinely replacing
wearing parts and instead waiting for them to fail before changing them. It is recommended to replace certain components, such as the mechanical seals and impellers, every one to two years to prevent leaking and other issues. Best practice is to hold stock of typical wearing parts on-site to avoid delay in maintaining your pump if any components fail.
EMPLOY A MAINTENANCE SCHEDULE
Preventive pump maintenance should be planned into a periodic maintenance schedule. By setting out when certain tasks should be carried out, maintenance becomes a smoother, more efficient process, and tasks don't get forgotten. Not only does it reduce the likelihood of unexpected pump failures and downtime, but it also helps reduce the cost of ownership, as replacing
wearing parts, for example, is a much cheaper process than replacing an entire pump.
Examples of pump maintenance schedules are widely available on the internet or from your pump supplier. As well as the daily checks we have already looked at, they typically include weekly checks on aspects such as suction and discharge pressures, monthly checks on areas such as lubrication, and checks on auxiliary devices, which may only be needed annually. It is also worth noting that backup pumps should not be ignored where maintenance schedules are concerned. At least annually, backup pumps and systems should be brought up to full operational duty with all the elements in the checks for the regular duty pumps carried out.

www.castlepumps.com
 TIMES-CIRCLE
TIMES-CIRCLE
Pump Repair & Maintenance 31
EMiR customers are industry leaders, like you, in all of these electro-mechanical products... Call us today and see how EMiR can help you 0845 009 4588 Visit www.emirsoftware.com to book a demonstration Please scan this QR code to find out more DRIVES COMPRESSORS CONVEYORS ELECTRONICS HVAC MOTORS GEARBOXES PUMPS HYDRAULICS GENERATORS FANS/BLOWERS PLANT MACHINERY SEALS & BEARINGS TRANSFORMERS CONTROL PANELS EMiR Software has over 25 years experience providing software that manages any and all of these services: REPAIR FIELD SERVICE SALES MANUFACTURE & ASSEMBLY DISTRIBUTION ELECTRICAL CONTRACTORS PLEASE QUOTE “RENEW21” TO RECEIVE A SPECIAL OFFER DISCOUNT FROM THIS ADVERT
Backup pumps should not be ignored where maintenance schedules are concerned.
preventing costly motor failures: Four simple steps
Fluke, a specialist in the manufacture of compact, professional electronic test and measurement tools and software, explains how running preventive maintenance routines and arming maintenance engineers and technicians with the right tools and knowledge can help avoid motor failures and reduce overall downtime costs.
Motor control systems used in critical manufacturing processes are becoming increasingly complex, which makes it more crucial than ever to keep them at peak performance. Equipment failure is expensive, whether due to the cost of replacement parts or lost production.
Arming maintenance engineers and technicians with the right knowledge to prioritise workloads and run efficient and effective
preventive maintenance programs can help avoid motor failures and reduce overall downtime costs. It is important to consider mechanical and electrical issues when troubleshooting motor failure. Here are four steps to preventing failures in motor drives and rotating components:

1 – CAPTURE INITIAL ASSET CONDITION DATA AND SPECIFICATIONS AT INSTALLATION
The first step in preventing motor
failure is to capture critical information on the asset – including operating conditions, machine specifications, and performance tolerance ranges – at installation. Having data that confirms how the asset is supposed to run makes it easier to detect any variations from the original installation when regular preventive maintenance checks are conducted.
Proper installation lays the foundation for the asset’s life and can extend that life. Before getting the asset up and running, check for issues such as:
www.theaemt.com FEATURE 32 Quarter 1 2023 Test & Measurement 32
• Soft foot: where the mounting feet of a motor are uneven
• Pipe strain: stresses and forces acting on the rest of the equipment transferring backward into the motor
• Shaft voltage: exceeding the insulating capacity of the bearing grease, which causes flashover currents to the outer bearing
• Motor winding insulation resistance
• Power consumption, harmonics, and electrical unbalance
• Overall vibration levels
2 – ESTABLISH A PREVENTIVE MAINTENANCE SCHEDULE AND STICK TO IT
Once the initial asset condition data has been captured, it is advisable to set up a regular preventive maintenance schedule to track the operating conditions of the motors in a facility. On each preventative maintenance round a comparison of the new measurements to the motor specifications and tolerances captured at installation can be made to identify any anomalies. Add thermal imaging to routine testing to capture the heat output of motors and assets. High sensitivity thermal imagers capture minute temperature differences to indicate that a motor is running too hot or too cold, helping maintenance professionals to find the root cause.
Mechanical issues will occur over time; however, assets can last longer if a regular preventive maintenance program is followed and mechanical problems are fixed early. Some common mechanical issues include:
• Misalignment: where the motor drive shaft is not in alignment with the load
• Shaft imbalance: where the centre of a rotating part does not lie on the rotational axis
• Shaft looseness: caused by excessive clearance between rotating and stationary elements inside a motor
• Bearing wear: with surfaces sliding against each other without enough lubrication to keep them apart
Many breakdowns that arise from mechanical issues show up first as vibration. Incorporating a vibration sensor system into a preventive maintenance schedule can help to catch many problems before they lead to motor failure.
3 – STORE AND RECORD INDIVIDUAL MEASUREMENTS TO ESTABLISH A BASELINE
Create a baseline of an asset’s performance by saving the measurements and thermal images taken during a preventive maintenance routine. Any change in the trend line of more than 10% to 20% should be investigated to identify the underlying factors. The per cent change in the trend line that warrants further investigation should be based on a system’s required performance or the asset’s criticality. Since variable frequency drives (VFD) take one wave shape and convert it to another, establishing a baseline for running motors will allow maintenance technicians to see when the output changes. A true-RMS multimeter and a portable oscilloscope with a bandwidth of at least 200MHz can diagnose problems related to VFDs. Some of these oscilloscopes offer guided test setups and automated drive measurements to simplify complex motor-drive troubleshooting and provide reliable, repeatable results. It will be possible to quickly detect problems such as:
• Reflections on drive output PWM signals: where there is an impedance mismatch between the source and load
• Sigma current: where stray currents are circulating in a system
• Operational overloads: such as a motor under excessive load
Portable oscilloscopes operating on a lower frequency range and
thus less expensive, can validate wave shapes and help technicians to decide how to repair a VFD. As with many other asset repairs, it is more cost-effective to catch and repair issues in the early stage than to run to failure and need to replace the whole asset or system.
4 – RUN A TREND ANALYSIS
Once a baseline has been established, it is important to continue tracking and recording measurements regularly. Storing data and creating a trend analysis can help diagnose many powerquality-based problems, such as:
• Transient voltage: indicated by high voltage peaks that are very short in time that come with switching loads.
• Voltage and current imbalance: with differences between the voltage or current phase magnitudes or angle
• Harmonic distortion: where unwanted additional sources of high-frequency AC voltage or current are supplying energy to the motor windings
These issues should be validated with power quality analysers that are capable of capturing the transients or high-frequency harmonics. Based on the results, external intervention may be required to repair the problem or even install additional electric equipment like active harmonics filters.
BE PROACTIVE
Markus Bakker, Field Application Engineer at Fluke Corporation, said: “Equipping your maintenance engineers and technicians with the proper tools, knowledge, and data will enable them to identify signs of motor problems before they become serious. Following the four steps described above will help catch issues before a motor fails, which will help avoid the cost of asset replacement and downtime.”
Quarter 1 2023 www.theaemt.com Test & Measurement 33
TIMES-CIRCLE www.fluke.com
Assets can last longer if a regular preventive maintenance program is followed.
Europump presents its approach to the circular economy
Europump, the European Association of Pump Manufacturers, which represents 16 National Associations in 12 EU Member States, Russia, Switzerland, Turkey, and the UK, has recently produced a position paper that explains how the European Pump Industry interprets the requirements of the Circular Economy Action Plan and how the associated initiatives will dovetail into its future work and activities.
The European Commission has adopted the Circular Economy Action Plan (CEAP), which was initially introduced in March 2020. It is one of the main building blocks of the European Green Deal, Europe’s agenda for sustainable growth. The transition to a circular economy is expected to support the efficient use of natural resources and create sustainable growth and jobs. It is considered a prerequisite to achieving the EU’s climate neutrality target and halting biodiversity loss.
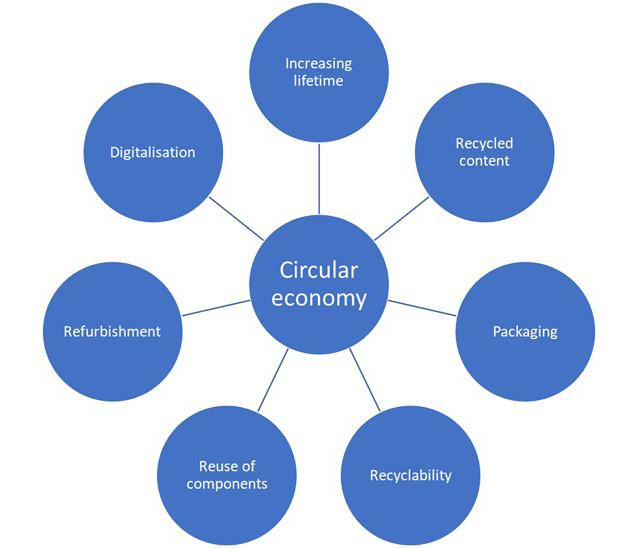
The new action plan announces initiatives along the entire life cycle of products. It targets how they are designed and encourages sustainable consumption. It aims to ensure that waste is minimised and the resources used are kept in circulation within an optimised eco-system for as long as possible.
Europump’s position paper addresses a number of areas outlining how its members are currently aligned with the CEAP and how future developments within the sector will further meet the objectives of the action plan.
INCREASE LIFETIME OF PUMPS
Pump applications and operational conditions can vary, and therefore the lifetime of a pump varies significantly – a few weeks for a slurry pump up to decades for clean water pumps. The key to a long pump life is the proper selection of the operating point. If the operating point is close to Best Efficiency Point (BEP) or within the recommended range of operation, this will increase the pump’s lifetime.
The correct and regular maintenance of pumps prolongs their life and reduces the risk of serious failure. Maintenance and repair of larger industrial pumps is common practice. However, further investigation is required on the smaller and domestic pumps.
RECYCLED CONTENT OF PUMPS
The use of recycled materials is already customary practice in the pump industry, e.g. cast iron is a mixture of new iron and scrap metal. However, such processes could be challenged by substance regulations – for example, lead in non-ferrous alloys, as specified by REACH regulation.
In some circumstances, industrial-grade plastic parts (non-recycled) can be more eco-friendly. Plastics can enable the reliable pumping of hazardous fluids and can last the lifetime of a pump (on average more than ten years).
In some pumping applications, e.g. chemical types, there is no effective recycled substitute. Non-recyclable technical plastics are intended not to end up in the environment but in a controlled waste stream. In some instances, they can be incorporated into construction material, for example concrete. As soon as technical plastics become more readily recyclable, Europump can investigate whether they can be integrated more into new pump products.
RECYCLABILITY OF PUMPS
In general, all metals used in pumps are already recycled today. Pump manufacturers, as well as users, are well aware of the value of scrap material, which ensures that virtually all metal is recycled. Substances listed under the REACH directive may prevent or limit the recycling of materials in the future. Improvements in actual recycling are ongoing thanks to the application of the WEEE directive and the use of recycled plastic is also increasing.
Pumps in the chemical industry have very different compositions, such as more plastic and elastomers, due to the aggressive properties of the pumped medium. Slurry pumps are another example of different compositions due to the high rate of wear experienced. Recycling plastics and elastomers is more challenging than recycling metals due to the complex chemistry involved.
System components such as motors, VSDs, sensors etc., are covered under the WEEE directive and recycled through the proper channels. The responsibility of this is with the pump manufacturer, but the process varies across Europe.
PACKAGING
Packaging materials such as cardboard, plastic foils and strapping are currently recycled and plastics used in packaging have an increasing proportion of recycled content. Ongoing transition in the industry is away from plastic-based packaging and a move towards renewable materials.
FEATURE 34 www.theaemt.com Quarter 1 2023 Circular Economy 34
The circular economy for pumps
Euro pallets, made from timber, have a deposit system that exists for circularity. They are reused and, if damaged, can be repaired and put back into circulation. However, there are different packaging materials for consumer goods than industrial goods. Packaging is used to protect the product during transportation, with modern sales channels requiring more rugged packaging for shipping.
REUSE OF COMPONENTS IN PUMP UNITS
Some pump companies have experience in reusing parts, usually within their service centres. For example, rotating or wear components might be replaced, but the pump housing and base plate might be reused. Or a new pump head might be fitted to an existing pump housing. Due to legal and safety aspects, this can only be done in agreement with the customer.
REFURBISHMENT OF PUMP UNITS
Refurbishment services are already wellestablished within the pump industry. In general, the larger the pump unit, the more actions are taken to increase its lifetime. The assessment of resource efficiency vs energy
efficiency influences whether to refurbish or replace a pump unit. Examples are:
• Repairs to the motor: Based on an assessment of the Total Cost of Ownership (TCO) of a new motor versus that of a rewound motor.
• Refurbishment or replacement of worn parts: Pump housings, impeller, shafts, restoration of internal coatings.






• Refurbishment or replacement of bearings or mechanical seals: This is generally undertaken upon service inspection, during pump dismantling, or after the recommended running hours.

• Efficiency gains: The decision to refurbish or replace may also be influenced by possible increases in the efficiency of the new replacement pump.



DIGITALISATION



Digitalisation will positively affect the circular economy. Europump first understood the importance of digitalisation near the end of the 20th century. Life cycle cost analysis started the digitalisation of products and realised its effect on both the circular economy and sustainability.
Pump monitoring and controls enable customers to run pump units at optimum

efficiency and determine possible pump failures ahead of time. Europump supports the idea of a Digital Product Passport. However, this must be limited by Intellectual Property (IP) concerns.






The growth of digitalisation and the acquisition of pump performance data, will help to improve life cycle analysis.



Commenting on the publication of this position paper, Jim Wall, Chairman of Europump’s Circular Economy Working Group, said: “This important body of work is a further example of the proactive role Europump continues to adopt in promoting the technical and economic progress of the pump manufacturing sector, whilst ensuring the regulatory landscape in which it operates fully supports its future development.”

He continued: “Having delivered its position statement on the effective adoption of circular economy principals and objectives, the pump sector can continue along its already established and proven path of delivering optimum levels of sustainability and energy efficiency for itself and its end-user customers.”



europump.net




 TIMES-CIRCLE
TIMES-CIRCLE

Circular Economy 35
10th & 11th May 2023 The NEC, Birmingham, UK 10TH & 11TH MAY 2023 REGISTER FREE AT WWW.CHEMICALUKEXPO.COM 2 Packed Days 450+ Leading Exhibitors Panel Sessions Plant & Process Intensification Control & Instrumentation CHEMICAL 4.0 –Automation / Digitisation Asset Management & Maintenance Plant Management Flow & Thermal Solutions... plus more! PRE-REGISTER FOR FREE ENTRY! Headline Industry Partner The UK Expo for Chemical, Process & Plant Engineering
Repair or replace? It's a moving feast
With supply chain pressures and soaring costs having a huge impact on manufacturers worldwide, being able to repair a motor, rather than simply buy a new one, is an ever more appropriate option that companies need to consider. Lee Windsor, Director at Rewinds & J Windsor, looks at how the current economic climate is affecting the choice about whether repairing or replacing a motor is the best option.
The figures are alarming. A recent survey found almost 60% of SME manufacturers were concerned about the impact of inflation and rising costs on their businesses; in addition, deliveries of parts and the motors have extended, with less stock in the UK.
With this in mind, it makes more sense than ever for manufacturers to re-assess their options when it comes to replacing vital equipment such as motors.
There’s no ‘one size fits all’ answer to whether a motor should be fixed or replaced. But with manufacturers looking to rein in spending, repairing a motor can be the sensible move. It’s often just as effective as buying a new one while also helping reduce costs and downtime.
WHAT ARE THE OPTIONS?
Replacing a motor is probably the most obvious choice when it breaks down and time is critical. But, with rising inflation and supply chain problems, being able to secure that new motor in a timely fashion, and at a reasonable price, is much less of an option than it used to be.
Rrepairing the motor is another option and one that should be considered. Depending on the extent of the problem, this can involve rewinding the motor or carrying out a mechanical repair. The repair process can be highly effective and can maintain or even improve efficiency.
OTHER FACTORS TO CONSIDER
Before diving in and taking action, it’s important to think about how the motor in question contributes to your overall processes. Consider if the motor is a critical component.
Will a failing motor put your operation at risk of interruption?
Consider if the motor is a standard unit or is special in some way and, therefore, what the delivery time might be. Also, factor in the size and complexity of the motor – e.g. servo motors containing encoders and other feedback devices can often be hard to replace. These factors have a major bearing on the decision to
repair or replace. Even if the cost of repair is more expensive than replacement – it may still be the best route to consider.
The extent of the damage is also something to factor in. It can be much more cost-effective and indeed environmentally friendly to repair the motor rather than scour the world for a new one. This is especially the case if only certain parts of the motor need fixing.
But perhaps the most important thing to think about – especially right now – is availability. Many motors that were on the shelf before the pandemic are simply not there now, and in many cases have
FEATURE 36 www.theaemt.com Quarter 1 2023 Circular Economy 36
There is no ‘one size fits all’ answer to whether a motor should be fixed or replaced.
longer lead times than before. A repair can often be the fastest and only solution with no loss in asset performance.

REACTIVE OR PROACTIVE
Of course, such a vital decision as to whether to fix or replace doesn’t have to be made when the motor is failing in front of your eyes. This is where being reactive or proactive comes in.
Being reactive is when the motor has failed or is on the cusp of failure. You’re already starting to see an impact on your processes, and at this point, even if it is considerably cheaper to fix your motor rather than replace it, desperation may force your hand and lead you to try and secure a new one. Costs and supplies being what they are, even if you can get the replacement in time, the expense is likely to be higher than in the past.
It makes sense, therefore, to be proactive. Have a plan in place for when the motor needs repairing so that your operations aren’t impacted. To assist with this, realtime maintenance and condition
monitoring are important to ensure you get early indications of problems – or are even alerted to them before they happen, thanks to AI and cloud-based analytics. You can then replace the device before it becomes critical, avoiding downtime and keeping costs to a minimum.
PLANNING AHEAD
Trying to decide between replacement and repair isn’t an easy call. The answer as to whether you should repair your motor or buy a new one will be different depending on who you talk to. Vested interests both inside and outside the company will have reasons to urge a course of action one way or the other. With this in mind, it’s important to have a set policy already laid out so that everyone knows what to do when the motor needs replacing. Do purchasing get on the phone and start scouring the world for a replacement that won’t break the bank in today’s soaring market? Or will you start combing through inventory to see if the parts are on
hand to get your staff to fix things themselves or hire external experts to help?
What factors will this policy consider? Cost? Downtime? Availability? All of these things should be considered before a problem is even encountered.
TO FIX OR NOT TO FIX?
That’s the ultimate question. In the past, sourcing replacements has been simpler and less costly. It also made sense in a lot of situations.
But the soaring cost of energy, inflation and supply chain issues are forcing manufacturers to reconsider what they’ve previously taken as a given. Repairing motors is therefore becoming a much less risky option. To make this work, though, it’s important to have a strategy in place for when things go wrong.
Even better, have effective condition monitoring to ensure that repairs can be made before they have a big impact on your operations. TIMES-CIRCLE

www.rjweng.com

Circular Economy 37
r new Quarter 1 2023 Innovations Industry News Applications Expert Opinion Repairorreplace? It'sa movingfeast Pump maintenance: don't wait until it's too late FOCUS CircularON:Economy FOR THE MAINTENANCE, REPAIR AND REPLACEMENT OF ROTATING MACHINERY The journal from Never miss an issue of To continue to receive your free copy of Renew, in print or online, register at: renew-mag.com Stay up to date with the latest products, technical insights, news and innovations; for everyone responsible for maintaining the safe and efficient operation of electrical and mechanical plant and equipment SCAN ME
Pumps in the circular economy
a project it has introduced is improving sustainability by reusing refurbished pumps sourced from businesses that no longer need them.
Pump manufacturers require a large amount of raw materials to create their products and, as such, they have a responsibility to help the circular economy by recovering, reusing and recycling pumps as far as possible. Sulzer has a long history of supporting renewable power generation, plastic recycling and sustainable practices as a whole in all its operations in manufacturing and spare parts as well as services centers. The company has also been operating a program that helps operators to improve their sustainability and reduce investment costs by matching unneeded or idle pumps, agitators and high-speed compressors with new applications.
During the last recession, management within Sulzer set aside a budget to buy back some pre-owned process pumps from businesses that no longer needed them or had ceased operation. To facilitate a seamless process, the sales, procurement, operations and financial departments joined forces to locate second-hand pumps, purchase them and then find a new purpose for them. Once a new customer is found, they are taken out of storage, refurbished and sold in as-new condition with a standard one-year guarantee.
BENEFITS FOR ALL
The process has winners on all sides. The previous owners have now realised some value from an asset that was unused, even if it was a brand-new spare pump. For Sulzer, it has acquired a pump that it can easily repurpose and refurbish, thanks to its in-house pump knowledge and expertise. The new customer effectively gets a
perfect quality pump with a very short leadtime, saving time and money.
These pumps can come from several sources. It may be that a plant has changed a process and a number of pumps are no longer required. Some will come from the production line, others may be brandnew spares. In other cases, upgrading projects may have been put on hold or cancelled after the new process pumps have been delivered. Based on the condition of the pumps, Sulzer will make an offer for these pieces of equipment and work to give them a new lease of life. Since the scheme was set up, Sulzer has recovered pumps from plants that are closing, offering the owners a way to recycle some of their assets, rather than scrapping them. The numbers involved are not insignificant; in one project alone, around 200 pumps were acquired by Sulzer and they will be relocated with new operators, having been refurbished by the in-house engineering team.
WORLDWIDE SUSTAINABILITY
This approach also has advantages for those looking to purchase pumps for their operations. The process for the customer is the same as always, contacting its local sales representative with its requirements.
Sulzer's worldwide network of pump sales personnel is well-briefed on this scheme, enabling customers to be offered a brand-new product as well as an alternative from the refurbished stock. Some customers may need a new pump in a shortened timeframe, or the price of the recycled pump may be more attractive. It has even been known for a pump to be available for shipment the day after receiving the specifications.
Sulzer’s program has proven to be very successful for all those involved; since 2010 the company has supplied more than 700 units made using components that have already lived one life.

As the importance of sustainability continues to grow, manufacturers need to take greater responsibility for their products and what happens to them when they are no longer needed. This project from Sulzer is one way they can support those requirements. TIMES-CIRCLE
www.sulzer.com
www.theaemt.com Quarter 1 2023 Circular Economy 38
Fluid engineering specialist, Sulzer, explains how
Manufacturers need to take greater responsibility for their products and what happens to them.
Is your machinery repaired to standard? IEC BS or EN 60034-23:2019

The new international standard to ensure the efficiency of rotating electrical machinery is maintained after being repaired, overhauled, or reclaimed.
9 A more sustainable future can be achieved if service centres follow the best practices outlined in this standard.
9 Carbon emissions can be reduced when rotating electrical machinery is put back into service, rather than scrapped and replaced.
9 The cost-savings of a good repair over a poor repair can save disruptions in production down the line.
5 Questions to ask your AEMT Service Centre:
Should I repair or replace the equipment?
Your service centre should present you with the facts so you can make an informed decision on whether the equipment should be repaired, or replaced with a more efficient machine.
Is the efficiency maintained after service?
Your service centre should be able to maintain the efficiency of the machine or improve it after servicing.
What is the end-of-life recycling practise?
To ensure a sustainable future, you should confirm if your equipment is split into its component parts for recycling, so as not to sell it onto the secondhand market.
Do you follow best-practise guidelines?
Service centres must use the best practices outlined in the international 60034-23 standard to ensure all work and procedures are carried out correctly
What quality system do you have in place?
Your service centre should have a suitable quality system in place, such as ISO 9001 to ensure your project is managed properly.
Visit www.theaemt.com Call +44 (0)1904 674 899 Promoting Engineering Excellence
GES Group

SERVICES INCLUDE
• Pumps
• Motors
• Gearboxes
• Servo Motors
• Spindle Motors
• Balancing
• Condition Monitoring
• Marine Repairs
• Mechanical
• Rewinds
+44 (0)282 565 6406 info@ges-group.com www.ges-group.com
EUROSERV LIMITED

SERVICES INCLUDE
• Pumps
• Motors
• Gearboxes
• Fans
• Servo Motors
• Spindle Motors
• Inverter Drives
• Electrical
• Mechanical
• Rewinds
0191 519 3344 martin.mcguffie@euroservltd.net www.euroservltd.net


CEMB Hofmann UK Ltd

SERVICES INCLUDE
• Laser Alignment
• Balancing
• Thermography
• Vibration
APPROVED BY
Siemens LV Motors, Brook Crompton Motors, Nidec (Leroy-Somer)

R.E. Field Services Ltd

SERVICES INCLUDE
• Gearboxes
• Laser Alignment
• Condition Monitoring
• Marine Repairs
• Thermography
APPROVED BY
• Vibration
• Electrical
• Mechanical
• Generators
• Rewinds
0114 256 0425 campbell.edgar@refieldservices.com www.refieldservices.com
Fyfe Wilson Ltd
SERVICES INCLUDE
VEOLIA VIRADOR
APPROVED BY NIDEC SIEMENS MAVILOR BOSCH TECMOTORS SCHNEIDER




• Pumps
• Motors
• Gearboxes Fans
• Laser Alignment
• Transformers
• Balancing
• Machining
• Fabrication
• Rewinds
01279 653333 engineer@fyfewilson.co.uk www.fyfewilson.co.uk



• Condition Monitoring
• Balancing Machine Service & Calibration


0161 872 3122 rob@cembhofmann.co.uk www.cembhofmann.co.uk
INTERNATIONAL REPAIR CENTRES
ADYARD ABU DHABI LLC
SERVICES INCLUDE
• Motors
• Fans
• Instruments
• Generators
• Rewinds
00 971-2-5547722 Adeel.Rehman@Altrad.com www.adyardabudhabi.com
LOCATION: U NITED ARAB EMIRATES
EXCLUSIVE TO AEMT MEMBERS

APPROVED BY
SIEMENS ABB
Stay
BP E-ON SSE INTERGEN
Directory 40
Repair Service
THOUSANDS OF USERS OF ELECTROMECHANICAL EQUIPMENT WITH A LISTING IN THE REPAIR SERVICE DIRECTORY BOOK ONLINE AT WWW.BIT.LY/REPAIRDIRECTORY OR CONTACT ANDREW CASTLE ANDREW@RENEW-MAG.COM +44 (0)7785 290034 r new Quarter 1 2023 Innovations Industry News Applications Expert Opinion It'sRepairorreplace? a movingfeast Pump maintenance: don't wait until it's too late FOCUS CircularON:Economy FOR THE MAINTENANCE, REPAIR AND REPLACEMENT OF ROTATING MACHINERY The journal from Never miss an issue of
continue to receive your free copy of Renew, in print or online, register at: renew-mag.com
REACH
To
up to date with the latest products, technical insights, news and innovations, for everyone responsible for maintaining the safe and efficient
of electrical and mechanical plant and equipment. SCAN ME
operation
Arfon Engineering
• Pumps
• Motors
• Gearboxes
• Fans
• Inverter Drives
• Laser Alignment
• Condition Monitoring
• Marine Repairs
• Thermography
• Switchgear
Wilson Fans Pumps and Motors

SERVICES INCLUDE
• Pumps
• Motors
• Fans
• Laser Alignment
• Panel Building
The coloured dots in the listings indicate areas covered, please call or email repairers to confirm exact details.
Houghton International
SERVICES INCLUDE
• Electric motors
• Generators
• Pumps
• Gearboxes
• Transformers
• Condition Monitoring
• Electro-mechanical services
• Onsite testing and analysis
• Ex repairs - IECEx approved







0191 234 3000 info@houghton-international.com www.houghton-international.com



Mechanica Utilities Ltd


APPROVED BY
Baker Hughes
• Inverter Drives
• Balancing
• Electrical
• Mechanical
• Rewinds
020 7228 3343 carly@wilsonelectric.co.uk www.wilsonelectric.co.uk
ADC Electrical Ltd




SERVICES INCLUDE
• Pumps
• Motors
• Fans
• Transformers
• Balancing
• Condition Monitoring
• Marine Repairs
• Mechanical
• Rewinds
• Ex Hazardous Area
0191 4165222 info@adc-electrical.co.uk www.adc-electrical.co.uk


SERVICES INCLUDE APPROVED BY
• Pumps
• Motors
• Gearboxes
• Laser Alignment
• Condition Monitoring
01304 206690
• Marine Repairs
• Vibration
• Electrical
• Mechanical
• Generators
sales@mechanica-utilities.com www.mechanica-utilities.com

SPP Pumps Belzona Coatings Hydromarque Pumps Brown Europe Gearboxes
Rotamec Engineering Solutions

WEG Motors
Wilo Pumps
• Pumps
SERVICES INCLUDE APPROVED BY
• Motors
• Gearboxes
• Fans
• Balancing
01934 743165
• Marine Repairs
• Electrical
• Mechanical
• Generators
• Rewinds
paul.pearce@rotamec.co.uk www.rotamec.com
Lowara Grundfos Motovario Lenze TEC
NIDEC Marelli
SERVICES INCLUDE
• Pumps
• Motors
• Gearboxes
• Fans
• Laser Alignment
• Servo Motors
• Inverter Drives
• Condition Monitoring
• Rewinds
Fletcher Moorland Ltd 01782 411021 hello@fletchermoorland.co.uk www.fletchermoorland.co.uk


• Ex Motor Repair
Invincible Electrical Eng Co
SERVICES INCLUDE
• Pumps
• Motors
• Gearboxes
• Fans
• Spindle Motors
• Inverter Drives
• Electrical
• Mechanical
• Rewinds
01384 261307 phil@invinciblerewinds.co.uk www.invinciblerewinds.co.uk
To feature in the Repair Service Directory, contact Andrew Castle: PHONE +44 (0)7785 290034 envelope andrew@renew-mag.com



APPROVED BY
ABB
FEATURE 41
repair service directory 41
NORD Geared
Dertec Geared
0151 334 6808 (Wirral) 01286 675 853 (Caernarfon) sales@arfonrewinds.com www.arfonrewinds.com Hoyer
Motors
Motors
Motors Elmo Rietschle Pumps Robuschi Pumps Parker Drives Mitsubishi Drives Hidrostal Pumps Wistro Force Vented Fans
SERVICES INCLUDE APPROVED BY
What’s behind Siemens’ motor and drive split-out
During mid-November, Siemens announced its intention to separate out a three-billion euro motor and drives business into an independent entity. In the world of motors and drives, this announcement will represent a significant change in the vendor landscape. Blake Griffin, Senior Analyst at Interact Analysis, looks at what the move says about Siemens’ strategy and how it could affect the wider low-voltage motor market.
Siemens’ new motor and drives business would be an amalgamation of five current businesses/ divisions. Large drives, Sykatec, Weiss Spindeltechnologie, and the low voltage motors and geared motor divisions from Siemens Digital Industries. The product portfolios/offerings include SINAMIC medium voltage drives, a number of SIMOTICS and SIMOGEAR products, plus non-standard motors, generators, and metal products such as bus bars, drive cabinets and cable harnesses etc.
We can glean insight into Siemens’ strategy from the products the company has selected to be part of the split-out. Since the announcement of Mindsphere in 2017, Siemens has taken explicit steps to refocus the company away from being a hardware manufacturer in favour of being a software and services provider. The move away from lowermargin hardware businesses has yielded results for the company in terms of profit margin. Since 2017, Siemens’ gross profit margin has averaged 35.5% compared to 28.8% in the previous five years. This ‘big tech’ mindset has been on display over the last several years through a number of similar moves, all aimed at ridding the Siemens portfolio of lower-margin products with less digitalisation opportunity.

In 2020, Siemens announced the spin-off of its energy business into its own entity. The announcement was made with surrounding rhetoric of ‘focus’ for both the energy business and Siemens corporate. The energy business performed significantly
below average compared to the broader Siemens business, with a profit margin of 7.1% below the group level. Later, during that same year, Siemens completed the sale of Flender GmbH. Flender was one of Siemens’ ‘Portfolio Companies’ and specialises in producing gear units for a number of applications. Siemens’ CFO, Ralf P. Thomas, stated that the sale was “another step in executing our strategy for enabling Siemens to be a focused technology company”.
WHAT IS NOT INCLUDED
Interestingly, according to the details of the split out, Siemens’ robust offering of low-voltage drives is excluded from the list of businesses and divisions that will make up the new company. Given that the SIMOTICS line of low voltage motors and the large drive business are both included in the split out, we were expecting Siemens’ low voltage drive portfolio, SINAMICS, to also be a part of the new business. However, from what we can tell from the information publicly available, the low-voltage drive product line will be retained by Siemens.
With the exclusion of the lowvoltage SINAMICS portfolio, it is clear that Siemens sees value in the product offering beyond the hardware itself. In some ways, this is very telling of the direction low-voltage drive products are expected to take. In most cases, the drive represents the closest ‘smart’ device to a motor. As such, the device can be a powerful enabler of many digitalisation
strategies. VFDs have long had the ability to sense changes in the electrical behaviour of the motors they are controlling. Many drive vendors, including Siemens, have begun offering condition monitoring and predictive maintenance services which employ this ‘drive as a sensor’ mentality. With the exclusion of the LV drive products from the split out, we expect Siemens to continue to push digitalisation-enabling features across its remaining offering.
FINAL THOUGHTS
With regard to the LV AC motor market, the timing of this split out is very interesting. The status quo within commercial and industrial motor technology is set to change rapidly over the next few years. The EU has set legislation to go into effect in 2023, which will mandate that motors between 75kW and 200kW must be high-efficiency (IE4 or higher). This will likely expand in the years following, and other regions are on a similar trajectory. These new requirements are leading to a renaissance within motor technology. Synchronous reluctance, switched reluctance, axial flux, and permanent magnet motor technologies are all candidates looking to fill this new market requirement, and the jury is out on which will succeed. With a new motor vendor now entering the mix, which will likely be leaner and more focused than its predecessor (with regard to its motor offering), the competition vying for this highefficiency business will heat up. TIMES-CIRCLE
www.theaemt.com Quarter 1 2023 Opinion 42
Siemens’ robust offering of low-voltage drives is excluded.
Excellence through expertise
Alpha Electrics is an industry-leading provider of specialist industrial electric motor and drive services, committed to ensuring your business keeps moving.



As a family-owned business run on family-based values, we are proud of the reputation and client base that we have developed over the last 30 years.
Our clients appreciate our high levels of customer service, transparency and sincere desire to always find the right solution to their needs. We are committed to excellence in everything we do and relish working in partnership with our customers.
Our Services include:

Supply New Motors & Drives

Commerical Building
Services Servo & Spindle Motor Repair
Industrial Electric Motor Rewinds
Mechanical Engineering Services



Motion Control Solutions
Authorised distributors for...


LA P HA ELECTRICS
MEMBER BUY ONLINE: www.alphaelectrics.com 24-7 BREAKDOWN SERVICE: 0116 276 8686
Custom Solutions
for Electric Motors Around the Clock, Against the Clock!
Whenever existing mechanical and electrical interfaces are key coupled with fast delivery
Motors up to 15 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW

• Direct current motors up to 2,000 kW

• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions


• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors
• Commissioning worldwide
MENZEL Great Britain Ltd. | UK Branch Office

27 Hunt Drive | Melton Mowbray | Leicestershire LE13 1PB
Martin Rooney | Tel.: +44 1664 500 844 | Mobil: +44 7957 618046 martin.rooney@menzelgb.co.uk
MENZEL Elektromotoren GmbH | German Headquarters
Neues Ufer 19-25 | D–10553 Berlin | Germany
Tel.: +49-30-349922-0 | Fax: +49-30-349922-999
More than 20.000 motors available from stock!
24/7 emergency service
info@menzel-motors.com www.menzel-motors.com
Member Certified Management System
