
R eview technology news markets














IL NUOVO KIT CHE RIPRODUCE LA NATURA DEL MARMO E DELLE PIETRE Gres porcellanato tecnico Vena passante Effetti realizzabili anche su grandi lastre Spessore fino a 2 cm, ideale per la realizzazione di top per arredo









Energy Recovery Systems and Filtration www.poppi.it Thermal Energy Recovery System “Intelligente” Sleeve and Box Filters for Dust and Fumes Heat Exchangers Control and Supervision Instruments Water Purification Systems Washing Towers and Scrubbers Raw Materials Plant Division Plant Division Glass Sector WE TAKE CARE OF WHAT IS IMPORTANT Technological solutions Environmental Protection Energy saving
Year 32, N° 149
November/December 2022 Bimonthly review
Anno 32, n° 149 Novembre/Dicembre 2022 Periodico bimestrale 7
Gas prices and inflation cool the markets Paola Giacomini Gas e inflazione raffreddano i mercati
Mohawk Industries acquires Brazilian company Elizabeth Mohawk acquisisce la brasiliana Elizabeth
Tecna 2022 surpasses all expectations Tecna 2022, un successo oltre le attese
What are the strategies for the future? The big players share their views Quali strategie per il futuro? I big della ceramica al convegno inaugurale
The TecnAwards 2022 for outstanding investments made by the ceramic industry I TecnAwards 2022 ai migliori investimenti dell’industria ceramica mondiale
Sustainability in Ceramics “Sostenibilità in ceramica”
The potential and development of hydrogen technology in hard-to-abate sectors Potenzialità e sviluppo dell’idrogeno nei settori hard to abate Claudia Bassano, Nadia Cerone, Paolo Deiana

Using green hydrogen to decarbonise the ceramic industry Come decarbonizzare l’industria ceramica con l’idrogeno verde Lorenzo Ducci
Hydrogen and technologies for the sustainability of ceramic processes Idrogeno e tecnologie per la sostenibilità dei processi ceramici Claudio Ricci 58
Innovative solutions for the use of hydrogen in the ceramic industry Soluzioni innovative per l’utilizzo dell’idrogeno nell’industria ceramica Ruggero Casoni 60 tEchNology
Villeroy & Boch installs an Eco-Stock® to decarbonise a French factory Villeroy & Boch sceglie Eco-Stock® per decarbonizzare il sito francese 64
Exploring the potential of three-dimensional ceramic surfaces La visione tridimensionale del potenziale ceramico System Ceramics
Naturally unique three-dimensional surfaces Superfici tridimensionali, “naturalmente uniche”
World sanitaryware exports and imports
Luca Baraldi Export e import mondiale di sanitari
The big players in the sector I big del settore
Villeroy & Boch maintains its growth trend Villeroy & Boch conferma il trend di crescita

Turkuaz Seramik expands and focuses on energy efficiency
Milena Bernardi Turkuaz Seramik si espande puntando all’efficienza energetica
Complete safety in the sanitaryware white finishing process Sacmi La finitura a bianco dei sanitari in totale sicurezza
Greater productivity in high-pressure casting Lamberti Maggiore produttività nel colaggio a pressione

Hayal installs the largest and most powerful mills and spray dryers on the market Hayal installa i mulini e atomizzatori più potenti e produttivi del mercato Sacmi
The UK tile industry’s sustainability journey begins with raw materials Piastrelle sostenibili? In UK si parte dalla materia prima Imerys
High-plasticity Brazilian clay Argilla brasiliana ad alta plasticità Davide
CWR 149/2022 3 contents
E ditorial
8
32
World NEWs
EcoNomics
36
38
40
42
44
50
54
66
68
78
80
82
90
94
96
98
104
106 Latest
127 advErtisErs’ list Focus oN Hydrogen Focus oN Sanitaryware Focus oN Raw materials
Mighali
Technologies
Publisher / Editore: Administration and Editorial Office Amministrazione e Redazione
TILE EDIZIONI S.r.l. Via Fossa Buracchione, 84 41126 Baggiovara (MO) - Italy Tel. +39 059 512103 Fax +39 059 512157 info@tiledizioni.it
Iscritto al registro delle imprese di Modena C.F./P.IVA IT02778050365 Capitale Sociale: € 51.400,00 R.E.A. 329775. Iscrizione ROC n. 9673 Periodico bimestrale registrato presso il Tribunale di Modena al n. 21/17 in data 10/08/2017

• CEO: Gian Paolo Crasta g.crasta@tiledizioni.it
• Editor / Direttore responsabile: Paola Giacomini p.giacomini@tiledizioni.it
• Editorial Board / Comitato Editoriale: Luca Baraldi, Milena Bernardi, Cristian Cassani, Omar Gubertini, Francesco Incerti, Paola Rolleri, Ilaria Vesentini
• Advertising / Pubblicità: TILE EDIZIONI Tel. +39 059 512103 Fax +39 059 512157
• Paola Giacomini mobile +39 335 1864257 p.giacomini@tiledizioni.it
• Silvia Lepore mobile +39 345 7218245 s.lepore@tiledizioni.it
• Elisa Verzelloni mobile +39 338 5361966 e.verzelloni@tiledizioni.it
• Translation / Traduzioni: John Freeman

• Subscriptions / Abbonamenti: www.tiledizioni.it/subscription
• Each copy / una copia € 4
• Annual subscription (5 issues) Abbonamento annuale (5 numeri) Italy: € 50; International: €70; Special tariffs for group subscriptions are available on request. Tariffe speciali per abbonamenti collettivi sono disponibili su richiesta.
Spedizione in a.p. art. 1 comma 1 DL 353/2003 DCB MODENA
L’IVA sugli abbonamenti, nonché sulla vendita dei fascicoli separati, è assolta dall’Editore ai sensi dell’art. 74 primo comma lettera C del DPR 26.10.72 N. 633 e successive modificazioni e integrazioni.
• Graphic Layout / Progetto Grafico


Sara Falsetti - s.falsetti@tiledizioni.it
• Printer / Stampa
Faenza Printing Industries SpA Via Vittime Civili di Guerra 35 48018 Faenza (RA)

• Photolits / Typesetting Fotolito/Fotocomposizione
Vaccari Zincografica S.r.l. Via Salgari, 61 41123 Modena
Entire contents copyright
Tile Edizioni. All rights reserved. Opinions expressed by writers are not necessarly those held by the publisher who is not held responsible. Editorial material, manuscripts, photographs, transparencies and artwork will not be returned.
Tutti i diritti di riproduzione e traduzione degli articoli pubblicati sono riservati È vietata la riproduzione anche parziale senza l’autorizzazione dell’Editore. Manoscritti, disegni, fotografie e altro materiale inviato in redazione, anche se non pubblicati, non verranno restituiti. La Direzione non assume responsabilità per le opinioni espresse dagli autori dei testi redazionali e pubblicitari.
daTe of going To press / chiuso in redazione il: 05/12/2022
TILE EDIZIONI S.r.l., in conformità al “Testo unico sulla privacy”, garantisce la riservatezza dei dati usati per gli abbonamenti e per gli scopi tipici della stampa specializzata e la possibilità di modificarli o cancellarli (art. 7 del D.L. 196/2003) a mezzo richiesta scritta.

promoTed by
Tile edizioni also publishes:

Phase 1 Geological survey Phase 2 Laboratory test Phase 3 Industrial test A COMPANY OF THE GROUP Phase 4 Layout & engineering Phase 5 Dedicated turn-key solutions Phase 6 Customer care From MINE to PRODUCT Dedicated turn key solutions for the treatment of non metallic ores www.mineraliengineering.it www.mineraliindustriali.it
ADVERTISING




 by Paola Giacomini, Editor - p.giacomini@tiledizioni.it
by Paola Giacomini, Editor - p.giacomini@tiledizioni.it
Gas e inflazione raffreddano i mercati Gas prices and inflation cool the markets
Exactly twelve months ago we were celebrating the successful conclusion of a year that had brought an outstanding post-pandemic recovery across the ceramic industry’s entire supply chain, although the sense of euphoria was already being dampened by a dangerous new wave of increases in almost all cost items, particularly during the final months of the year. If the situation at the end of 2021 appeared to foreshadow the difficulties that we would face over the following months, this year’s results fully confirm those fears. Globally, the energy crisis and rising inflation have led to a predictable slowdown in demand for ceramic products. And while no one is hazarding a guess as to how long this situation will last, the entire industry is working on strategies to overcome yet another challenging period, both inside and outside the factories. The Italian tile industry is set to close 2022 with only a slight increase in sales volumes (the net result of a record first half performance and a marked decline in the second half of the year), but has seen continued growth in revenues thanks to higher selling prices. Even more positively, the industry has been able to maintain – if not improve –its market shares, reflecting the fact that the market is more willing to pay a higher price for high-end Italian-made products than for mid- to low-end goods.
Caution and good strategies are likewise essential for the Italian ceramic technology suppliers, despite the success of Tecna in Rimini and the industry’s continued revenue growth in 2022. According to estimates based on the preliminary results drawn up by MECS - Acimac Research Centre, the industry’s turnover rose to €2,164 million this year (+5.2% on 2021). This was driven by growth in both exports (€1,618 million, +5%) and domestic sales (€546 million, +6%), while producers have already received orders covering production for the next four months. Moreover, this demand consists almost entirely of technologies aimed at maximising plant efficiency, especially in terms of energy.

Esattamente un anno fa festeggiavamo la chiusura di un 2021 all’insegna di una più che robusta ripresa post-pandemia per tutta la filiera dell’industria ceramica, un’euforia già offuscata però dalla nuova pericolosa ondata di rincari per quasi tutte le voci di costo, acutizzatasi negli ultimi mesi dell’anno. Se la fotografia di 12 mesi fa ci era parsa l’anticipazione di una più che probabile corsa ad ostacoli nei mesi successivi, quella di quest’anno conferma i timori di allora.
Prudenza e buone strategie sono d’obbligo anche per i fornitori italiani di tecnologia, sebbene reduci da un Tecna di Rimini che ha regalato grandi soddisfazioni ad un comparto che chiude il 2022 con un nuovo aumento di fatturato.
Secondo le stime sui preconsuntivi elaborati dal MECS - Centro Studi Acimac, il giro d’affari è salito a 2.164 milioni di euro (+5,2% sul 2021). In crescita sia l’export (1.618 milioni di euro, +5%), che la domanda interna (546 milioni di euro, +6%) e a livello di ordini la produzione è assicurata per i prossimi 4 mesi. Una domanda peraltro quasi interamente assorbita da tecnologie improntate alla massima efficienza degli impianti, soprattutto sul fronte energetico.
“While we reported positive results overall, this would have been a far more successful year if our industry’s performance had not been hampered by the twofold challenge of high energy prices and delays in component supplies,” said Acimac’s chairman Paolo Lamberti “We had already seen the warning signs a year ago. We are currently in a state of overall good health, but in a supply chain environment where everyone is running a fever. We hope that in 2023 the raw materials supply chain will be back to normal, and that energy prices will have stabilised.”
5
A livello globale, la crisi energetica e l’aumento dell’inflazione hanno determinato un prevedibile rallentamento della domanda di prodotti ceramici, sulla cui durata nessuno azzarda previsioni, mentre tutti studiano strategie per superare un altro periodo complesso, sia dentro che fuori gli stabilimenti. L’industria italiana delle piastrelle chiuderà l’anno con volumi di vendita solo leggermente positivi (saldo tra un primo semestre da record e un secondo semestre in netto peggioramento), ma con ricavi ancora in crescita per effetto dei rialzi di listino e - aspetto ancor più positivo -, con la conferma di aver saputo mantenere (se non rafforzare) le quote di mercato: al made in Italy di alta gamma il mercato è disposto a riconoscere un prezzo maggiore, più difficilmente accettabile per prodotti di fascia medio-bassa.
“Senza la doppia tenaglia del caro energetico e dei ritardi nella componentistica - dichiara Paolo Lamberti, presidente di Acimac -, commenteremmo un anno florido sotto tutti i punti di vista, invece abbiamo una prestazione di settore “strozzata”, anche se comunque positiva. Le avvisaglie le avevamo notate anche un anno fa: al momento ci troviamo in una situazione di generale “salute”, ma in un contesto di filiera dove hanno tutti la febbre. Auspichiamo che nel 2023 la supply chain delle materie prime possa riprendere a pieno regime, e che il rincaro energetico possa venire anestetizzato”. 5
CWR 149/2022 7
editorial
www.CeramicWorldWeb.it
Follow us also on Social. Daily updates! Search “Ceramic World Web” and “Tile Edizioni”
Neolith doubles its productioN capacity with the New sacmi Fma maestro kilN

Neolith, the world’s leading producer of large sintered stone surfaces, has completed the industrial expansion project it announced a year ago, doubling the production capacity of its most popular large size product (1600x3200 mm) sold in more than 100 countries worldwide. To achieve this, the Spanish ceramic company has installed and started up a new FMA Maestro kiln from Sacmi, a longstanding technology partner which has previously supplied modular mills and spray dryers for the body preparation department.
Chosen as part of the company’s focus on sustainable growth and high value-added products, the new kiln features superior control solutions that allow for precise management of all phases, especially the critical cooling phase.
José Luis Ramón, CEO of the Neolith Group, believes it is essential “to have the best available technology, as this ensures we are able to satisfy the needs of architects, designers and end consumers. For this reason, adopting state-of-the-art technologies has been one of our top priorities and also enables us to optimise energy use, sustainability and corporate solidity. The Sacmi kiln is the best solution to our current needs.”
The new kiln, a 228.9-metre FMA 235, incorporates all the advantages of the Maestro range (a higher percentage of first-class products, lower levels of consumption and fewer unburnt residues) and is equipped with a new generation of high-performance burners. The kiln is specially designed for efficient control of large size slab firing and to ensure optimal management of the mechanical tensions that typically occur at the end of the firing process.
To distribute heat evenly over the
entire surface and cross-section of the slab and ensure perfect flatness, Maestro features dual rapid-slow cooling with burners positioned underneath the roller planes and dedicated ceramic blowers for the centre and walls of the kiln. In addition, dedicated controls (e.g. automatic valves and blowers) allow users to set recipe-specific parameters to maximise flexibility and repeatability and ensure a rapid response to changes in operating conditions.
The FMA also features a modulated air-gas system that enables users to adjust the air-gas ratio in the various zones independently. Temperature control is performed by simultaneously adjusting air and gas flow rates, while the ratio between the two is adjusted mechanically. This means that for each group of burners the air-gas combustion ratio remains constant not only when the set temperature changes but also in the event of variations in load conditions, bringing clear advantages in terms of versatility and efficiency.
Pictured: José Luis Ramón with Mirco Berengari, Sacmi Regional Manager for Europe and Chairman of Sacmi Iberica.
Neolith raddoppia la capacità produttiva coN il Nuovo forNo Sacmi fma maeStro
Neolith, leader mondiale nel settore delle grandi superfici in pietra sinterizzata, ha completato l’espansione industriale annunciata un anno fa, raddoppiando la capacità produttiva del grande formato di maggior successo (1.600x3.200 mm), venduto in più di 100 paesi nel mondo. Per raggiungere l’obiettivo, l’azienda ceramica spagnola ha installato e avviato il nuovo forno FMA Maestro di Sacmi, già partner tecnologico per il reparto preparazione impasti con la fornitura di mulini modulari e atomizzatori. La scelta del nuovo forno è stata fatta in un’ottica di cre-

scita sostenibile, sulla quale ha pesato soprattutto la corretta gestione dei prodotti ad alto valore aggiunto, grazie a controlli superiori che consentono una gestione precisa di tutte le fasi (in particolare la fase critica di raffreddamento). Lo conferma José Luis Ramón, CEO del Gruppo Neolith, secondo il quale è fondamentale “dotarsi della migliore tecnologia disponibile, perché questo ci assicura di poter soddisfare al meglio le esigenze di architetti, designer e consumatori finali. Pertanto, scommettere su tecnologie all’avanguardia, che ci permettono di curare anche gli aspetti energetici, di sostenibilità e solidità aziendale, è per noi una priorità indiscutibile. E in questo senso, il forno Sacmi offre l’opzione più adatta alle nostre attuali esigenze”.
La soluzione fornita, un forno FMA 235 da 228,9 metri, incorpora i vantaggi generali della gamma Maestro (aumento della prima scelta e riduzione dei consumi e incombusti), equipaggiata da Sacmi con la nuova generazione di bruciatori ad alto rendimento. Il forno si distingue in modo particolare per la gestione efficiente della cottura delle lastre di grandi dimensioni e per garantire una gestione ottimale delle tensioni meccaniche che tipi-
camente si generano a fine cottura. Per distribuire uniformemente il calore su tutta la superficie e sezione della lastra, e a garanzia di una perfetta planarità, Maestro prevede lo sdoppiamento del raffreddamento (rapid-slow cooling), i bruciatori posizionati sotto al piano rulli e i soffiatori ceramici dedicati per il centro e le pareti. I controlli dedicati (es. valvole automatiche e soffiaggi) permettono inoltre di impostare i valori a ricetta, ottenendo massima flessibilità e replicabilità e una buona reattività al cambio delle condizioni operative.
Quella scelta da Neolith è poi la soluzione aria-gas modulato che permette di regolare il rapporto ariagas tra zona e zona in modo indipendente. Il controllo di temperatura viene eseguito variando simultaneamente la portata di aria e gas ed il loro rapporto è regolato meccanicamente. Questo significa che per ogni gruppo di bruciatori il rapporto di combustione aria-gas rimane costante non solo al variare della temperatura impostata, ma anche al variare delle condizioni di carico, con evidenti vantaggi in termini di versatilità ed efficienza.
Nella foto, José Luis Ramón con Mirco Berengari, Sacmi Regional Manager per l’Europa e Presidente di Sacmi Iberica.
CWR 149/2022 8
world news




italcer achieves New goals
The Italcer Group, a leading Italian producer of ceramic floor and wall tiles and bathroom furnishings, has confirmed its position as one of the fastest growing ceramic groups with a particularly strong focus on sustainability. In early October, it completed the acquisition of Ceramica Fondovalle (Torre Maina, Modena), a company specialising in the production of large slabs with projected sales revenues of more than €50 million in 2022. This was the seventh acquisition in five years for the group led by Graziano Verdi and controlled by the investment fund Mindful Capital Partners following the purchases of Fabbrica, Elios, Devon&Devon, Rondine, Cedir and the Spanish company Equipe. “We had long been looking to internalise large slab production under a premium brand, given that this is a highly promising segment where we are already present with the prestigious AVA trademark,” said Verdi “Fondovalle has a high level of credibility in the market and unique products and we are confident that we will be able to further develop the brand.” This latest operation not only completes a product range that includes sizes from 5x5 cm to 320x160 cm, but also brings Italcer a step closer to the €400 mil-

lion milestone in 2023. Already this year, the group’s consolidated revenues are expected to exceed €360 million (compared to €293 million in 2021) with an EBITDA of approximately €80 million
Just a few days after the acquisition of Ceramica Fondovalle, Italcer has achieved another goal by winning the Sustainability Award 2022, taking first place among the top 100 Italian companies according to the ranking compiled by Credit Suisse, Kon Group and Forbes. The award, now in its second edition, is reserved for Italian companies with ESG ratings issued by Altis Università Cattolica and Reprisk that have excelled in terms of governance and social responsibility as well as the sustainability and efficiency of their production processes. This important recognition underscores Italcer’s focus on sustainability performance, an area in which it invested more than €10 million in 2021.
Il Gruppo Italcer, tra i leader italiani nel settore delle pavimentazioni e dei rivestimenti in ceramica e dell’arredo bagno, si conferma ancora una volta tra i gruppi ceramici
in più rapida espansione, oltre che tra i più attenti ai temi della sostenibilità. Nei primi giorni di ottobre si è infatti conclusa l’acquisizione di Ceramica Fondovalle (Torre Maina, Modena), specializzata nella produzione di grandi lastre e con un fatturato atteso di oltre € 50 milioni di euro nel 2022. Per il gruppo guidato da Graziano Verdi e controllato dal Fondo di Investimento Mindful Capital Partners, si tratta della settima acquisizione in 5 anni, dopo la Fabbrica, Elios, Devon&Devon, Rondine, Cedir e la spagnola Equipe. “Da tempo volevamo internalizzare la produzione di grandi lastre con un brand di assoluto rilievo, un segmento assai promettente dove siamo già presenti con il prestigioso marchio AVA”, ha dichiarato Verdi. “Fondovalle ha una grande credibilità sul mercato, prodotti unici e siamo certi riusciremo a valorizzarne ulteriormente il brand”. Quest’ultima operazione, oltre a completare una gamma prodotti che include formati dal 5x5 cm al 320x160 cm, avvicina sempre più Italcer al traguardo, nel 2023, dei € 400 milioni: già quest’anno i ricavi consolidati del
gruppo dovrebbero superare i € 360 milioni (contro i 293 del 2021) con un Ebitda di circa € 80 milioni
A pochi giorni dall’acquisizione di Fondovalle, Italcer ha centrato anche un altro obiettivo, aggiudicandosi il Sustainability Award 2022, prima fra le 100 eccellenze italiane, secondo la classifica stilata dal Team Credit Suisse, Kon Group e Forbes. Il riconoscimento, giunto alla seconda edizione, è riservato a quelle aziende italiane – tutte dotate di rating ESG emesso da Altis Università Cattolica e da Reprisk - che più si sono distinte in materia di governance e social e in termini di sostenibilità ed efficienza dei processi produttivi. Per Italcer si tratta di un importante riconoscimento a conferma dell’attenzione alle performance di sostenibilità, ambito nel quale ha investito oltre 10 milioni di euro nel 2021.
al aNwar adopts lb techNology
Al Anwar, the largest tile manufacturer in Oman, has installed a new dry grinding line with micro-granulation in its new 22,000 m2/day large-size double-fired tile factory.

Design and construction of the plant was once again commissioned to Fiorano Modenese-based company LB, the supplier of the existing production line which has provided excellent performance in terms of productivity and finished prod-
uct quality. Founded in 1998, Al Anwar is the first dry ground tile manufacturer in the Gulf region.
tecNologia lB per al aNwar
Al Anwar, il maggiore produttore di piastrelle in Oman, ha installato una nuova linea di macinazione a secco con micro-granulazione nel suo nuovo stabilimento da 22.000 mq/giorno di piastrelle in bicottura di grande formato. La progettazione e realizzazione dell’impianto è stata nuo-
vamente affidata alla LB di Fiorano Modenese, che già aveva fornito la linea di produzione esistente, confermando ottime performance in termini di produttività e di qualità del prodotto finito. Fondata nel 1998, Al Anwar è il primo produttore di piastrelle in macinato a secco della regione del Golfo.
CWR 149/2022 10
world news
italcer compra foNdovalle e viNce il SuStaiNaBility award 2022

system ceramics supplies techNologies to platiNum ceramics
Platinum Ceramics, one of Indonesia’s leading tile manufacturers, has launched a major plant modernisation project aimed at increasing productivity and improving the quality of its products. The technological partner chosen for this project is once again System Ceramics (Coesia Group), which has already supplied state-of-the-art machinery and automation for the decoration and end-of-line stages. Specifically, Platinum Ceramics’ production facilities (located in several cities on the island of Java) installed 12 Creadigit version E single-pass digital printers, which guarantee high-speed, high-quality printing, and 4 sorting and packaging lines with 4 Multipacks, a bestselling solution in the packaging market due to its high packaging speed. Highly flexible and ideal for all sizes up to 120x180 cm, it forms up to 10 packs per minute,
thereby optimising production processes and ensuring maximum protection for packaged products. To streamline product flows to the warehouse, Platinum has also adopted 7 Griffon palletisers.

The equipment supplied by System Ceramics will enable the Surabaya-based ceramic group to meet Indonesia’s growing demand for tiles more effectively. In 2021, domestic consumption increased by 34% year-on-year to 478 million sqm, although Chinese imports continue to account for a large share of the porcelain tile market.
tecNologie SyStem ceramicS per platiNum ceramicS
Tra i più importanti produttori indonesiani di piastrelle, Platinum Ceramics ha avviato un significativo progetto di modernizzazione ed efficientamento degli impianti, volto ad aumentare la produttività e la qualità dei materiali. Partner tecnologico per questo intervento è ancora una volta System
Ceramics (Gruppo Coesia) che ha fornito le più avanzate macchine e automazioni per i reparti di decorazione e fine linea. Più in dettaglio, negli stabilimenti produttivi di Platinum Ceramics (situati in diverse città dell’isola di Giava) sono state installate 12 stampanti digitali single pass Creadigit versione E, che garantiscono un’alta qualità di stampa a grande velocità, e 4 linee di scelta e confezionamento con 4 Multipack. Quest’ultimo è un best seller nel mercato del packaging per quanto riguarda la velocità in fase di confezionamento: molto flessibile e ideale per tutti i formati fino a 120x180 cm, realizza fino a 10 confezioni al minuto, ottimizzando
notevolmente la produzione e garantendo la massima protezione al prodotto da confezionare. Per ottimizzare la gestione del flusso dei materiali verso il magazzino, Platinum si è dotata anche di 7 pallettizzatori Griffon.
Grazie alla fornitura di System Ceramics, tutt’ora in fase di ultimazione, il gruppo ceramico di Surabaya potrà rispondere in maniera più efficiente alla crescente domanda di piastrelle che si sta registrando in Indonesia: nel 2021 il consumo nazionale è salito a 478 milioni mq, con un incremento del 34% rispetto al 2020, sebbene, nel segmento del gres porcellanato, rimanga ancora elevata la quota di importazione dalla Cina.
doNatoNi macchiNe preseNts New p425
Donatoni Macchine, a long-established Verona-based company specialising in the field of stone processing machinery, has recently expanded its range with the launch of a specially designed machine for cutting ceramic, porcelain stoneware, aggregate and synthetic materials. The new Donatoni P425, unveiled in September at Marmomac in Verona, is a compact monobloc machine that performs a complete range of machining operations while ensuring ease of use and an automated production process. This new CNC bridge saw with 5 interpolated axes offers several major new benefits. Its compact size facilitates transport and installation, while the Parametrix on-

board software provides a simple and intuitive yet full-featured interface for machining kitchen and bathroom countertops and other products for the construction industry. In addition, specific functions for ceramic materials optimise cutting quality. This marks the first step in Donatoni Macchine’s plans to develop an entire line devoted to synthetic materials, drawing from its years of experience in the sector to propose innovative and flexible solutions.
doNatoNi macchiNe preSeNta la Nuova p425
Donatoni Macchine, storica azienda veronese specializzata nella costruzione di macchine per la lavorazione della pietra, ha recentemente ampliato la propria offerta con una macchina ottimizzata per
il taglio di ceramica, gres porcellanato, materiali aggregati e sintetici. È la nuova Donatoni P425, presentata in settembre al Marmomac di Verona. Si tratta di una macchina monoblocco dalle dimensioni contenute che garantisce una completa gamma di lavorazioni, facilità di utilizzo e automazione del processo produttivo. Questo nuovo modello di fresa a ponte CNC con 5 assi interpolati presenta un grande valore aggiunto: le dimensioni agevolano trasporto ed installazione, mentre il software a bordo macchina Parametrix assicura un’interfaccia semplice, intuitiva e al contempo
completa per la lavorazione di piani cucina, top da bagno e altri manufatti per l’edilizia; inoltre, le funzionalità specifiche per i materiali ceramici ne ottimizzano la qualità di taglio.
Donatoni Macchine pone quindi il primo tassello per lo sviluppo di un’intera linea dedicata ai materiali sintetici, mettendo in campo tutti gli anni di esperienza nel settore per proporre soluzioni innovative e flessibili.
CWR 149/2022 12
world news

NEW CATALOGUE
maurizio cavagNari wiNs the 18th iNterNatioNal aldo villa prize
Maurizio Cavagnari, Chairman of Sassuolo-based company Stylgraph, is the winner of the 18th International “Aldo Villa” Prize, an award that has been presented by the Italian Ceramic Society since 1988 to a figure who has made an important contribution to the development of the ceramic industry.
The award was presented on 28 September during Tecna in Rimini in the presence of the jury chaired by the Chairman of the Italian Ceramic Society Michele Dondi and the Chairmen of Sacmi, Acimac, Ceramicolor and the International Museum of Ceramics in Faenza.

According to the jury statement, the award was assigned to Maurizio Cavagnari “in recognition of his business skills and extraordinary dedication to ceramic surface design, a sector that makes a vital contribution to the global success of Italian ceramics
through its creativity and artistic expression”.
In his acceptance speech, Maurizio Cavagnari noted that this is “the first time that an award has been given to someone working in the field of ceramic decoration and design, a low-profile sector that is vital for the aesthetics of ceramic products. This award is of course a source of great personal satisfaction for my more than 40 years of activity, but above all it represents an important recognition of the value of companies like mine, whose artistic creativity, craftsmanship and dedication help to maintain the outstanding international reputation of Italian-made products.”
a maurizio cavagNari il Xviii premio iNterNazioNale “aldo villa”
È Maurizio Cavagnari, Presidente della Stylgraph di Sassuolo, il vincitore del XVIII Premio Internazionale “Aldo Villa”, riconoscimento assegnato dal 1988 da Società Ceramica Italiana ad una perso-
lb to supply techNology
For the New portobello usa Facility
For the new Portobello USA facility currently under construction in Baxter, Tennessee and scheduled to begin production by summer 2023, the Brazilian ceramic group has commissioned LB to supply key technology in two phases. In the first phase, LB will supply a complete fired waste recovery (chamotte grinding) line, a complete spray-dried powder storage and press feeding line and three dry colouring lines equipped with the latest generation Easy Color Boost system.
This new project is tailored specifically to the US market, a region that is highly receptive to medium-large tile sizes (from 300x600 mm to 1200x1200 mm). A longstanding LB customer, Por-
tobello has once again trusted in the Italian supplier’s reliability and expertise in the field of dust management and its ability to provide support during all stages of the project, from initial study through to start-up. The presence of LB’s US subsidiary also played an important part in the decision as it is able to guarantee customer service directly on site.
lB per il Nuovo StaBilimeNto portoBello uSa
Entrerà in produzione entro l’estate 2023 il modernissimo stabilimento che il Gruppo Portobello sta realizzando a Baxter, in Tennessee. Per la nuova fabbrica di Portobello USA, il noto gruppo ceramico brasiliano ha commissionato ad LB un’importante fornitura di tecnologie che si svilupperà in due fasi. Nella prima, il progetto prevede

nalità che abbia dato un importante contributo allo sviluppo del settore della ceramica industriale. La consegna del premio è avvenuta lo scorso 28 settembre al Tecna di Rimini, alla presenza della commissione presieduta da Michele Dondi (Presidente di Società Ceramica Italiana) e dai Presidenti di Sacmi, Acimac, Ceramicolor e Museo Internazionale delle Ceramiche.
Come si legge nella motivazione, il riconoscimento è stato attribuito a Maurizio Cavagnari “per le sue capacità imprenditoriali e lo straordinario impegno profuso nel campo del design e della progettazione di superfici ceramiche, che rappresenta in modo emblematico il contributo fondamentale della creatività e dell’espressione artistica al successo della ceramica italiana nel mondo.” Nel suo discorso di ringraziamento, Maurizio Cava-
gnari ha sottolineato come questa sia “la prima volta che viene assegnato un premio a chi rappresenta il mondo della decorazione e del design, un mondo che opera dietro le quinte e che cura con sapienza la parte estetica del prodotto ceramico. Questo riconoscimento - ha aggiunto - è sicuramente fonte di grande soddisfazione personale per i miei oltre 40 anni di attività, ma è soprattutto un apprezzamento al valore che le aziende di servizio come la mia apportano in termini artistici, di artigianalità e passione e che contribuiscono a mantenere alto il livello del Made in Italy nel Mondo.”
l’installazione di una linea completa per il recupero dello scarto cotto (macinazione chamotte), una linea completa di stoccaggio atomizzato e alimentazione presse, e tre linee di colorazione a secco con sistema Easy Color Boost di ultimissima generazione. Si tratta di un progetto del tutto nuovo in un mercato, quello statunitense, molto ricettivo per quanto riguarda i formati di piastrelle medio-grandi (dal 300x600 al 1200x1200 cm.).
Già cliente storico di LB, Portobello ha nuovamente premiato l’affidabilità e il know-how del partner italiano nel campo della gestione del-
le polveri e la sua capacità di seguire tutte le fasi del progetto, dallo studio iniziale all’avviamento. Un ruolo importante ha avuto anche la presenza sul territorio della filiale LB USA, per il customer service garantito direttamente in loco.
CWR 149/2022 14 world news


The dedicated and professional team you already know, is at your disposal. Hybrid Ceramic Ecosystem EFI Cretaprint | Tel. +34 964 340 264 www.efi.com/cretaprint · creataprintsales@efi.com Rainforest: Preserves for millennia its climatic environment EFI Cretaprint is VITAL A reliable, essential technology. Digital printing that brings life to your tiles. VITAL
Joe has developed his expertise in strategic planning, new product development, and marketing strategy for North America during his 27 year career at Dal-Tile, a subsidiary of Mohawk Industries.

Joe has extensive experience in multiple sales channels including distribution and Home Centers. Additionally, Joe represents the Tile Council of North America (TCNA) for its testing laboratories, which has Joe at the epicenter of the industry for all new initiatives.
abk group lays the ouNdatioNs For the ew soligNaNo techNology hub
Following an excellent market performance with 44% revenue growth in 2021 to €213 million and sales of €126 million in the first half of 2022, ABK Group is continuing to invest in the high-end segment. A new state-of-the-art line dedicated to the production of slabs with Full Vein 3D technology (through-vein slabs made by digitally controlled mixing of different coloured raw materials to ensure greater graphic continuity between the surface and thickness) will soon go into production in the plant in Solignano (Modena), already one of the most advanced facilities in the Italian ceramic district.
This latest €15 million investment follows the more than €50 million allocated by the ABK Group over the past five years for the construction of two production lines equipped with advanced eco-sustainable technologies. For this latest project, the ceramic group headed by Roberto Fabbri once again chose leading partners including System Ceramics (Coesia Group), LB and Sacmi.
In particular, slab moulding is performed by the Superfast press from System Ceramics, the same company that supplied Genesis, the three-dimensional decoration system that creates 3D graphics within the thickness of the ceram-


ic slab. Digital application of coloured spray-dried powders at various pre-selected points on the slab, combined with perfectly centred digital printing by means of the Eye-tron adaptive vision system, results in products that increasingly resemble natural marble and stone.
For the body colouring plant, ABK renewed its cooperation with LB, which supplied a third Easy Color Boost line to accompany the two already in operation at the plant. Sacmi supplied the new 161.7-metre FMA295 Maestro kiln and the dryer. The new kiln stands out for its low levels of consumption thanks to its innovative burners and advanced settings and controls.
rare una maggiore continuità grafica tra superficie e spessore.
Quest’ultimo investimento, pari a 15 milioni di euro, si aggiunge agli oltre 50 milioni stanziati da ABK Group negli ultimi 5 anni per realizzare due linee produttive dotate di tecnologie avanzate ed eco-sostenibili.
Anche per quest’ultimo intervento, il gruppo ceramico guidato da Roberto Fabbri ha scelto partner di primo piano, quali System Ceramics (Gruppo Coesia), LB e Sacmi.
Sulla scia di un ottimo andamento di mercato – il primo semestre 2022 si è chiuso con ricavi a € 126 milioni, dopo un 2021 già cresciuto del 44% a € 213 milioni - ABK Group continua ad investire sull’alto di gamma. Nello stabilimento di Solignano (Modena), già oggi tra i più all’avanguardia nel distretto ceramico italiano, entrerà in produzione a breve una nuova linea di ultima generazione, dedicata alla produzione di lastre con tecnologia Full Vein 3D, ossia lastre a vena passante realizzate tramite miscelazione digitale controllata di diverse materie prime colorate per assicu-
In particolare, la formatura delle lastre è affidata alla pressa Superfast di System Ceramics, che ha fornito anche Genesis, il sistema di decorazione tridimensionale che genera la grafica 3D all’interno della lastra ceramica. La stesura digitale delle polveri atomizzate colorate nei diversi punti preselezionati della lastra, in aggiunta alla stampa digitale perfettamente centrata attraverso il sistema di visione adattativa Eye-tron, consente di ottenere prodotti esteticamente sempre più vicini a marmi e pietre naturali. Per l’impianto di colorazione impasti, ABK ha rinnovato la sua collaborazione con LB, che ha fornito una terza linea Easy Color Boost da affiancare alle due già in funzione nello stabilimento. A marchio Sacmi, invece, il nuovo forno FMA295 Maestro da 161,7 metri e l’essiccatoio. Grazie a bruciatori innovativi, regolazioni e controlli avanzati, il nuovo forno si caratterizza per i consumi ridotti.
 aBK group getta le BaSi del Nuovo techNology huB di SoligNaNo
aBK group getta le BaSi del Nuovo techNology huB di SoligNaNo
world news WHERE GROWING YOUR BUSINESS IS OUR PURPOSE.
Joe Lundgren is a globally recognized product and marketing expert in the ceramic and stone worldwide markets. His specialty is Business Development, Product Management, and Marketing.
Please contact Joe Lundgren for a free consultation proposal! +1.214.641.7773 JOSEPHLUNDGRENCONSULTING.COM ADVERTISING

The new photovoltaic plant installed on the roof of Florim’s Plant 2 in Mordano (Bologna) has been operational since September. The 22,000 m2 photosensitive surface area with peak power of 4.5 MWp will avoid the emission of 1,400 tonnes of CO2 each year. This recent investment by the Italian ceramic group is the latest of the many energy efficiency measures adopted over the years as part of the group’s sustainability policy aimed at minimising its impact on the environment and the local community.
“Our commitment to environmental protection began more than 14 years ago and contributed to us becoming the world’s only B Corp certified ceramic company in December 2020.
The start-up of this new plant along with the two existing installations in Fiorano Modenese is a major milestone in the company’s renewable energy growth and brings the total installed capacity to 12.2 MWp with a total of 64,000 m2 of panels. It marks another important step towards reducing environmental CO2 emissions in accordance with the change in Florim’s articles of association explicitly setting out the company’s commit-
ment to climate neutrality,” explains Claudio Lucchese, Chairman of Florim S.p.A. SB.
Florim began producing clean energy more than ten years ago when it installed its first photovoltaic system on the roof of its factory in Fiorano Modenese. A second system was added in 2019 to reach a total of 42,000 m2 of panels with a peak power of 7.7 MWp. The Mordano installation further increases the company’s electricity self-generation capacity, which thanks to the efficiency of the two cogenerators can now meet 100% of the Italian facilities’ overall electricity demand on sunny days.

In addition, since 2021 Florim has been meeting its remaining electricity requirements exclusively from suppliers who guarantee generation from renewable sources with a Guarantee of Origin. This, together with the new plant configuration, enabled the company to avoid the emission of 111,042 tonnes of CO2 between 2012 and 2021, a figure that is set to increase further following the latest investments in Mordano.

bile di 22.000 m2 con una potenza di picco pari a 4,5 MWp eviterà l’emissione di 1.400 tonnellate di CO2 ogni anno. Per il grande gruppo ceramico italiano quest’ultimo investimento si aggiunge alle numerose efficienze energetiche introdotte nel corso degli anni, in coerenza con la sostenibilità orientata a minimizzare l’impatto aziendale sull’ambiente e il territorio. “La nostra attenzione alla tutela ambientale è iniziata oltre 14 anni fa e ha contribuito a renderci l’unica industria ceramica al mondo certificata B Corp nel dicembre 2020. L’avvio di questo nuovo impianto – sommato ai due già esistenti a Fiorano Modenese – è un traguardo importate per la crescita in azienda delle energie rinnovabili e porta la potenza totale installata a 12,2 MWp per un totale di 64.000 m2 di pannelli. Un altro importante passo nel cammino volto a ridurre l’emissione di CO2 nell’ambiente e in armonia con la modifica statutaria che esplicita l’impegno di Florim verso la neutralità climatica”, spiega Claudio Lucchese, Presidente Florim S.p.A SB. Florim ha iniziato la produzione di energia pulita più di dieci anni fa con l’installa-
zione del primo impianto fotovoltaico sulla copertura dello stabilimento di Fiorano Modenese. A questo se ne è aggiunto un secondo nel 2019, per un totale complessivo di 42.000 m2 di pannelli che possono raggiungere una potenza di picco di 7,7 MWp. L’intervento di Mordano incrementa ulteriormente l’autoproduzione di energia elettrica che oggi, grazie anche all’efficienza dei due cogeneratori, può raggiungere nelle giornate di sole il 100% del fabbisogno complessivo delle sedi italiane.
Dal 2021, inoltre, Florim acquista l’energia elettrica mancante solo da fornitori che garantiscono la provenienza da fonti rinnovabili con Garanzia di Origine. Questa condizione, unita all’assetto impiantistico raggiunto, ha portato l’azienda a evitare l’emissione di 111.042 tonnellate di CO2 dal 2012 al 2021, un dato destinato ad aumentare grazie ai nuovi investimenti di Mordano.
lb to supply techNology to vitra tiles
LB Technology has received an order to supply a second GRC 600 colouring system to Turkish company VitrA Tiles (Eczacibasi Group) following the one already commissioned in 2021. The factors that prompted VitrA Tiles to choose LB technology once again include its reliable service, its ability to meet delivery and installation deadlines, excellent value for money and a compact plant layout.
tecNologia lB per vitra tileS
Si rinnova la collaborazione tra VitrA Tiles (Gruppo Eczacibasi) ed LB Technology, che fornirà all’azienda turca un nuovo coloratore GRC 600, in aggiunta all’impianto di colorazione già messo in funzione nel 2021. Affidabilità del servizio, capacità di rispettare scrupolosamente i tempi di consegna e installazione, ottimo rapporto qualità-prezzo e compattezza del
layout impiantistico sono tra gli elementi che hanno spinto VitrA Tiles ad optare nuovamente per la tecnologia LB.
florim: Nuovo impiaNto fotovoltaico a mordaNo
È operativo da settembre il nuovo impianto fotovoltaico sul tetto del Plant 2 di Florim a Mordano (Bologna). Una superfice fotosensi-Florim starts up New photovoltaic system iN mordaNo
CWR 149/2022 18
world news

gruppo b&t receives order From stoNe italiaNa
Gruppo B&T (Formigine, Modena) has received a major order from Verona-based reconstituted quartz furnishing surfaces producer Stone Italiana for a complete plant to be delivered by the summer of 2023. In addition to processing reconstituted quartz, Stone Italiana will also use B&T’s cutting-edge technology to produce Cosmolite® slabs, its new brand of hi-tech kitchen countertops created entirely from 100% recycled quartz-free minerals.
To enter the quartz market, Gruppo B&T launched its B&T Quartz division offering a completely new technology along with a comprehensive, fully integrated service that aids customers in the pursuit of emerging trends and the development of new collections and products.
Shortly after its launch, B&T Quartz has already received its first orders, including one from Stone Italiana for a plant incorporating all process technologies: slab forming using an inno-
elettromeccaNica
malaguti obtaiNs skF certiFied partNer certiFicatioN

Elettromeccanica Malaguti, the Gmm Group’s subsidiary specialising in industrial revamping and reconditioning of electromechanical components, received the prestigious SKF Certified Partner certification last September, becoming the only electromechanical company in Italy

vative vibration-free press with no foundations; digital decoration, a world first that allows for unlimited aesthetic creativity and maximum size flexibility; and the finishing line, complete with calibration and polishing.
The plant was custom-designed according to the needs of Stone Italiana, a brand renowned in international markets for its technologically advanced and aesthetically appealing Italian-made products.
gruppo B&t partNer di StoNe italiaNa
Il Gruppo B&T ha siglato un’importante commessa con Stone Italiana (Verona), tra le più importanti aziende produttrici di superfici di arredo in quarzo ricomposto, a cui il gruppo di Formigine (Modena) fornirà un impianto completo in consegna entro l’estate 2023. L’innovativa tecnologia proposta da B&T potrà essere impiegata da Stone Italiana non solo per la lavorazione del quarzo ricomposto, ma anche per la produzio-
ne di lastre in Cosmolite®, il nuovo brand dell’azienda veronese per i top da cucina high-tech realizzati con minerali 100% riciclati, quartz-free. Per il suo ingresso nel segmento quarzo, il Gruppo B&T ha creato la divisione B&T Quartz che propone una tecnologia completamente nuova rispetto a quelle oggi disponibili, oltre ad un servizio completo e integrato che accompagna il cliente anche nella ricerca di nuovi trend e nella realizzazione di nuove collezioni e prodotti.
A poca distanza dalla sua nascita, B&T Quartz ha già ricevuto i primi ordini tra cui, appunto,
quello di Stone Italiana per un impianto che prevede tutte le tecnologie di processo: dalla formatura delle lastre, tramite una pressa innovativa senza fondazioni e che non produce vibrazioni; alla decorazione digitale, una proposta in anteprima mondiale che consente creatività estetica illimitata e massima flessibilità di formati; fino alla linea di finitura, completa di calibratura e lucidatura.
L’impianto è stato progettato in maniera customizzata sulle esigenze di Stone Italiana, un brand noto sui mercati internazionali per i suoi prodotti made in Italy, tecnologicamente avanzati ed esteticamente performanti.
to have obtained this recognition to date.
Elettromeccanica Malaguti has been operating for more than 30 years in the Modena ceramic cluster and in the food and biomedical sectors and has made the circular economy its key strength. It specialises in the recovery and electromechanical reconditioning of critical components such as electric motors and precision spindles for grinding lines, which are subsequently reinstalled on production lines with a significant improvement in performance and durability.
The recent certification is part of a programme to provide premium reconditioning services backed by reputable partners such as SKF and involving the adoption of best maintenance practices and consistent and clearly-defined quality standards.
This enables the Gmm Group to distinguish itself in terms of its service to industrial customers and achieve its goal of reducing the customer’s total cost of ownership (TCO) while guaranteeing the reuse of industrial resources.
e del biomedicale, ha fatto dell’economia circolare il suo punto di forza, occupandosi del recupero e della rigenerazione elettromeccanica di elementi critici, quali motori elettrici e mandrini di precisione per le linee di rettifica che vengono poi reimmessi nei loro sistemi produttivi con notevoli upgrade prestazionali e di durabilità.
Elettromeccanica Malaguti, la consociata del Gruppo Gmm che si occupa di revamping industriale e rigenerazione di componenti elettromeccanici, ha ricevuto lo scorso settembre l’importante certificazione “SKF Certified Partner”, unica azienda elettromeccanica in Italia ad aver ottenuto tale riconoscimento ad oggi. L’E. Malaguti, attiva da oltre 30 anni nel comprensorio ceramico modenese e nei comparti del food
La recente certificazione fa parte di un programma di fornitura di servizi di rigenerazione d’eccellenza, garantita da partner autorevoli come SKF, che prevedono l’adozione delle migliori pratiche manutentive e di standard qualitativi definiti e consistenti. In questo modo il Gruppo Gmm si distingue nel servizio ai clienti industriali, centrando l’obiettivo di ridurre il costo totale di proprietà (TCO) del cliente e salvaguardando al contempo il riutilizzo delle risorse industriali.
CWR 149/2022 20
world news
elettromeccaNica malaguti ottieNe la certificazioNe “SKf certified partNer”




gmm group joiNs swedish giaNt axel johNsoN iNterNatioNal
Swedish group Axel Johnson International has finalised the acquisition of a majority stake in Gmm Group, a leading distributor of mechanical components for the ceramic industry based in Fiorano Modenese. The deal will enable the Scandinavian giant to enter the Italian distribution and industrial services market.
Founded in 1973 by Attilio Milani, the Gmm Group rapidly established itself as a leading distributor of mechanical components for the Italian and international ceramic industry. Driven by the enthusiasm and vision of the second generation of the
family led by Silvia and Luca Milani, over the years the group has also expanded into the field of specialised maintenance services through a process of strategic vertical diversification. In 2016 it acquired Bbm Industrial Maintenance and opened Gmm USA in Clarksville, Tennessee, then in 2020 the group was further expanded with the acquisition of E. Malaguti, a company specialising in the reconditioning of electromechanical components. Gmm Group now has around 50 employees and expects to post a turnover of more than €20 million this year. CEO Luca Milani retains a substantial minority share and under the terms of the agreement stays on at the helm of the group. “We’re thrilled to be joining Axel Johnson International and the Power Transmission Solutions group,” he said. “Being part of a large international group will enable us to further strengthen our position and provide customers with an even wider range of industrial solu-
tions and services, allowing us to develop and accelerate our commercial and international growth plans in a rapidly changing global market.”
gmm group eNtra Nel coloSSo SvedeSe aXel JohNSoN iNterNatioNal
Il gruppo svedese Axel Johnson International ha finalizzato l’acquisizione delle quote di maggioranza di Gmm Group, storica azienda di Fiorano Modenese, leader nella distribuzione di componenti meccanici per il settore ceramico. Il colosso scandinavo ha così sancito l’ingresso nel mercato italiano della distribuzione e dei servizi industriali.


Fondato nel 1973 da Attilio Milani, il Gruppo Gmm si è confermato rapidamente come punto di riferimento per la distribuzione di componenti meccanici per il settore ceramico nazionale ed internazionale. Grazie all’entusiasmo e alla visione della seconda generazione, rappresentata da Silvia e Luca Milani, negli anni il gruppo ha am-
pliato l’attività anche nel mondo dei servizi manutentivi specializzati, attraverso una strategica diversificazione verticale: nel 2016 viene acquisita Bbm Industrial Maintenance e a Clarksville, Tennessee, viene aperta la Gmm Usa, mentre nel 2020 entra nel gruppo anche l’E. Malaguti, consociata specializzata nella rigenerazione di componenti elettromeccanici. Il Gruppo Gmm conta oggi circa 50 collaboratori e prevede per l’anno in corso di superare i 20 milioni di fatturato. Secondo gli accordi, il CEO Luca Milani, che mantiene un’importante quota di minoranza - resta alla guida del gruppo. “Siamo entusiasti di entrare a far parte di Axel Johnson International e del gruppo Power Transmission Solutions”, afferma. “L’entrata in un grande gruppo internazionale ci consentirà di rafforzare ulteriormente la nostra posizione e di supportare i clienti con un’offerta più ampia di soluzioni e servizi industriali, permettendoci di sviluppare e accelerare i nostri piani di crescita commerciali ed internazionali, in un mercato globale in rapida evoluzione”.
The Duravit Group has embarked on an ambitious and far-reaching climate mission in keeping with the UN sustainability goals. The German sanitaryware multinational, which operates in more than 130 countries worldwide, aims to achieve climate neutrality by 2045 and has set an intermediate milestone for 2030 which involves reducing CO2 emissions by 20% compared to 2019.
The group is strongly committed to reducing the consumption of water, energy and raw materials through state-of-the-art solutions, from water treatment and recycling to the recovery and reuse of waste heat and the use of recycled materials in the production process. A comprehensive package of measures for reducing emissions are under study, including the possibility of using electric and green hydrogen kilns. The site in Hornberg, Germany already makes exclusive
use of electricity from renewable sources and this measure may also be extended to the other production facilities. The German multinational is also opting for the “Local for locals” production model with the aim of reducing freight transport distances. “We are questioning old certainties and investing in finding and implementing new ways of achieving a sustainable future”, says Duravit CEO Stephan Tahy “This is a difficult but necessary challenge, because ceramic production is one of the most energy-intensive manufacturing industries.” Tahy also believes that moving away from fossil fuels is not just an ecological concern but also a conscious political decision to reduce national energy dependency.
As part of the efforts made to fulfil this mission, Duravit regu-

larly reviews the effectiveness of the measures it has adopted and adapts, expands and enhances them wherever expedient.
Neutralità climatica eNtro il 2045 per duravit
Ambizioso, ma soprattutto globale, l’obiettivo che il gruppo Duravit si è posto nei suoi target di sostenibilità allineati al programma dell’ONU. La multinazionale tedesca del sanitario, attiva in più di 130 paesi, punta alla neutralità climatica entro il 2045 con una tappa intermedia al 2030, quando è prevista la riduzione del 20% di CO2 rispetto al 2019.
Il gruppo è fortemente impegnato nella riduzione dei consumi idrici, energetici e di materie prime attraverso soluzioni all’avanguardia: dal trattamento e il riciclo dell’acqua, al recupero e riutilizzo del calore di
duravit aspires to climate Neutrality by 2045CWR 149/2022 22
scarto, all’impiego in produzione di materiale riciclato, la cui quota sarà aumentata. Tra le varie misure allo studio per abbattere le emis
gia elettrica prodotta da fonti rinnovabili, misura che potrà essere estesa anche agli altri stabilimenti produttivi. Inoltre, per ridurre le

e investendo nella ricerca e nell’implementazione di nuove strade per un futuro sostenibile”, ha affermato il CEO di Duravit Stephan Tahy
bili fossili non è solo una questione ecologica, ma anche una decisione politica consapevole per ridurre la dipendenza energetica nazionale.
world news
ADVERTISING
over 91,000 visitors at cersaie 2022

The 39th Cersaie, held in Bologna, Italy from 26 to 30 September, fully lived up to the expectations of the exhibitor companies that presented their latest product innovations in booths with a powerful visual and emotional impact. A total of 624 companies took part in an exhibition space of 140,000 sq.m in fifteen fully occupied, including 354 companies from the ceramic tile sector, 88 from the bathroom furnishings sector and 183 from the installation, raw materials, new surfaces and services sectors. The show’s strong international profile was confirmed by the presence of 237 non-Italian exhibitors (38% of the total) from 26 countries.
A total of 91,296 visitors attended Cersaie 2022, an increase of
around 50% compared to last year’s event which was one of the first major trade fairs to be held in the difficult post-pandemic period. This figure, which marked a partial return towards the 2019 level of 112,340 attendees, included 44,215 international visitors (48.4% of the total) and 47,081 Italians.
Next year’s Cersaie will be held in Bologna from 25 to 29 September 2023.
cerSaie, Superati i 91.000 viSitatori
La 39ª edizione di Cersaie (a Bologna dal 26 al 30 settembre), ha risposto alle migliori attese delle 624 imprese espositrici che hanno presentato le più recenti innovazioni di prodotto in stand di grande impatto visivo ed emozionale. Nei quindici padiglioni occupati (140.000 mq di superfi-
cie complessiva) hanno esposto 354 aziende del comparto piastrelle di ceramica, 88 dell’arredobagno, 183 appartenenti ai settori della posa, delle materie prime, delle nuove superfici, delle attività di servizio. L’internazionalità della fiera è stata confermata dai 237 espositori esteri, pari al 38% del totale, e dai 26 paesi rappresentati. Cersaie 2022 ha registrato 91.296 presenze, con una crescita di circa il 50% rispetto all’edi-
zione dello scorso anno, che aveva segnato uno dei primi ritorni di una grande fiera dopo la pandemia. Si avvicinano, quindi, i livelli del 2019, quando si erano raggiunti i 112.340 ingressi. Le presenze dall’estero in questa edizione sono state 44.215, ovvero il 48,4% del totale, mentre i visitatori italiani sono stati 47.081.
La prossima edizione di Cersaie si terrà a Bologna dal 25 al 29 settembre 2023.
premier preseNts orbiter aNd spider dry at tecNa 2022
The two new products launched by Premier at the recent exhibition Tecna in Rimini, the Orbiter tool and the Spider Dry grinding wheel, attracted a great deal of interest among visitors. Orbiter is capable of transforming a cylindrical head into the most powerful and precise lapping system ever built thanks to its 2.5 times greater cutting power than a Fickert head and its tangential speed of approximately 27 m/s compared to the less than 11 m/s of a standard Fickert head. Consisting of 5 cylindrical tool holders, each equipped with 7 tools and mounted on the shafts of a standard cylindrical head, Orbiter offers a range of advantages including ease of use, rapid assembly, versatility, finished product quality, productivity and guaranteed durability. The presence of 35 tools on each head allows for a high-

er line speed and much less frequent tool changes.
The Spider Dry grinding wheel is likewise extremely versatile and can be used in all roughing and semi-finishing positions on the squaring line. It combines the high productivity and abrasion typical of metal wheels with the precision finishing characteristics of resin solutions.
Spider Dry consists of a diamond resin base combined with sintered metal inserts that greatly increase durability and productivity.
preSeNtati a tecNa 2022 orBiter e Spider dry di premier
Hanno destato molto interesse fra i visitatori le due novità lanciate da Premier al recente Tecna di Rimini. Si tratta dell’utensile Orbiter e della mola a secco Spider Dry.
Il primo è in grado di trasformare una testa cilindrica nel più potente e preciso sistema di lappatura
mai realizzato, grazie ad una potenza di taglio 2,5 volte superiore ad una testa Fickert e alla velocità tangenziale pari a circa 27 m/s contro i meno di 11 m/s di una testa Fickert standard. Composto da 5 portautensili cilindrici, ciascuno equipaggiato con 7 utensili e montati sugli alberi di una normale testa cilindrica, Orbiter offre diversi vantaggi, tra cui semplicità di utilizzo, montaggio rapidissimo, versatilità, qualità del lavoro finale, produttività e garanzia di durata: la presenza di 35 utensili su ogni testa permette di au-
mentare la velocità della linea con cambi utensile molto più rari. Estremamente versatile è anche la mola Spider Dry, che può essere utilizzata in tutte le posizioni di sgrossatura e semi-finitura della linea di squadratura. Essa combina le caratteristiche di produttività e abrasione delle mole metalliche a quelle di precisione nella finitura delle mole in resina.
Spider Dry è costituita da una base in resina diamantata, abbinata a inserti in metallo sinterizzato che ne aumentano fortemente la durata e la produttività.
CWR 149/2022 24
world news


BRAZILIAN QUARTZITE lamania.cerrad.com GRES TILES COLLECTIONS
design.
In the rhythm of perfect
agreemeNt betweeN
iNter ser aNd cuccoliNi srl For the distributioN oF virto ceramics products

Inter Ser, a Vercelli-based company with a logistics centre in Sassuolo which has been specialising in the international distribution of original spare parts and machinery for the ceramic industry since 1996, has signed an important agreement with Cuccolini srl (Mancasale, Reggio Emilia), a well-established brand in the field of vibrating sieves and deferrization machines for ceramic slip and glaze. As of 1 October 2022, Inter Ser has been appointed the exclusive distributor of Virto Ceramics sieves and deferrisers (and associated spare parts) manufactured by Cuccolini srl in 25 countries: Argentina, Bolivia, Brazil, Colombia, Costa Rica, Ecuador, Mexico and Peru in Central and South America; Saudi Arabia, United Arab Emirates and Oman in the Middle East; Bangladesh, Philippines, India, Indonesia, Malaysia, Sri Lanka, Thailand and Vietnam in Asia; as well as Poland, Portugal, Algeria, South Africa, Uzbekistan and Kazakhstan. The new agreement follows on from a more than 20-year partnership between the two companies and aims to provide maximum continuity of service to ceramic producers in these regions. Inter Ser has long been marketing Cuccolini srl sieves and
geberit posts Net sales oF chF 2.73 billioN iN the First NiNe moNths oF 2022
Despite a 7.5% decline in the third quarter of 2022, the Swiss sanitaryware giant Geberit closed the first nine months of the year on a positive note with net sales of CHF 2.73 billion, an increase of 1.4% compared to the same period in 2021. Adjusted for highly negative currency effects, the increase was 8.2%, driven exclusively by sales price increases as vol-
deferrisers, which are universally recognised within the ceramic industry for their quality and performance. Inter Ser’s CEO Gian Luca Zanoni confirmed that “this agreement will allow us to supply high quality products that have been appreciated by our customers for more than 25 years”.




Katia Motta, CEO of Cuccolini srl, commented: “Through Inter Ser we are able to establish a rapid and highly competent presence in the countries covered by the agreement, which will complement our existing sales network in other countries. We are delighted to consolidate the presence of our products and sales network globally.”
Cuccolini srl was established back in 1989 and now has more than 20,000 machines installed worldwide, some of which have been in operation for more than 20 years thanks to their ease of maintenance and low costs. Owned by the Virto Group since 2008, Cuccolini srl operates in the ceramic sector under the Virto Ceramics brand, which it also uses to supply spare parts for all the machinery it has produced in the last 20 years.
accordo tra iNter Ser e cuccoliNi Srl per la diStriBuzioNe dei prodotti virto ceramicS
Inter Ser, azienda di Vercelli con sede logistica a Sassuolo, specializ-
zata dal 1996 nella commercializzazione internazionale di ricambi originali e macchine per ceramica, ha siglato un importante accordo con Cuccolini srl (Mancasale, Reggio Emilia), storico brand nel settore dei vibrovagli e deferrizzatori per barbottina e smalti. A partire dal 1° ottobre 2022, Inter Ser distribuirà in esclusiva i setacci e i deferrizzatori (e i relativi ricambi) a marchio Virto Ceramics prodotti da Cuccolini srl in 25 Paesi: Argentina, Bolivia, Brasile, Colombia, Costarica, Ecuador, Messico e Perù in Centro e Sud America; Arabia Saudita, Emirati Arabi e Oman in Medio Oriente; Bangladesh, Filippine, India, Indonesia, Malesia, Sri Lanka, Tailandia e Vietnam in Asia; oltre a Polonia, Portogallo, Algeria, Sud Africa, Uzbekistan e Kazakistan. Il nuovo accordo consolida un rapporto ultra ventennale tra le due aziende e punta a dare la massima continuità di servizio ai produttori di ceramica in queste aree: Inter Ser, infatti, commercializza da sempre i setacci e i deferrizzatori di Cuccolini srl, la cui qualità e prestazioni
sono universalmente riconosciute nel mercato ceramico. Lo conferma il CEO di Inter Ser Gian Luca Zanoni, per il quale “questo accordo ci permette di fornire prodotti di alta qualità già apprezzati dai nostri clienti da più di 25 anni”.
Per Katia Motta, CEO di Cuccolini srl, “Inter Ser ci consente di essere presenti in modo reattivo e competente nei Paesi oggetto dell’accordo, che va nella direzione di integrare la nostra attuale rete commerciale negli altri Paesi. Siamo quindi felici di consolidare la presenza dei nostri prodotti e del nostro network commerciale a livello globale”.
Cuccolini srl, attivo dal 1989, vanta oggi più di 20mila suoi macchinari installati nel mondo, alcuni dei quali in funzione da oltre 20 anni grazie alla facilità di manutenzione e ai costi contenuti. Di proprietà di Virto Group dal 2008, Cuccolini srl è presente nel settore ceramico con il marchio Virto Ceramics, con il quale fornisce anche i ricambi per tutti i macchinari prodotti negli ultimi 20 anni.
umes remained stable with respect to the all-time record level reached in the prior year.
Currency-adjusted prices for raw materials and energy rose by 21% and 131%, respectively, in the first nine months of 2022 which resulted in additional costs of CHF 210 million. Due to the multi-level distribution channel seen in the sanitary industry, adjustments to the sales price can only be implemented with a delay, meaning it was not yet possible to fully compensate the higher raw material
and energy prices during the period in question.
EBITDA fell by 14.2% from its record level in 2021 to CHF 767 million (corresponding to an EBITDA margin of 28.1%), while net income declined by 17.1% to CHF 541 million.
All European markets recorded positive growth rates in the first nine months of 2022 (+7.8% after currency adjustments).
Double-digit growth was posted in Italy (+16.7%), the Iberian Peninsula (+14.7%), East-
ern Europe (+14.2%) and United Kingdom/Ireland (+12.7%). Pleasing growth rates were also experienced in Switzerland (+6.7%), the Nordic countries (+6.4%), Germany (+6.0%), France (+5.5%), Austria (+4.4%) and the Benelux countries (+4.1%). The Middle East/Africa region continued to grow very strongly at +29.5%. Growth was also achieved in America (+5.8%) as well as in the Far East/Pacific region (+7.3%) which was negatively affected by lockdowns and the slowdown of
CWR 149/2022 26
building construction activity in China. All three business units performed well: Installation & Flushing Systems grew by 7.2%, Bathroom Systems by 4.2% and Piping Systems by 13.6%. While the ongoing geopolitical risks, soaring inflation and the uncertainties in relation to the Covid-19 pandemic suggest the need for a prudent outlook, the group’s management is forecasting mid to high single-digit net sales growth in local currencies and an EBITDA margin of around 27% for the full year 2022.
geBerit, primi 9 meSi a 2,73 miliardi di fraNchi

Pur accusando una flessione del 7,5% nel terzo trimestre, Geberit, il colosso svizzero dei sanitari, ha chiuso positivamente i primi nove mesi dell’anno generando ricavi per 2,73 miliardi di franchi, in crescita dell’1,4% rispetto all’analogo periodo 2021. Al netto de-
gli effetti valutari fortemente sfavorevoli, la progressione sarebbe stata dell’8,2% dovuta, tuttavia, esclusivamente agli aumenti dei listini: i volumi sono infatti rimasti stabili rispetto al record storico registrato nello stesso periodo dello scorso esercizio.
Particolarmente pesante anche per Geberit l’impatto dei rincari delle materie prime e dell’energia che tra gennaio e settembre hanno subito incrementi rispettivamente del 21% e del 131%, comportando costi aggiuntivi per 210 milioni di franchi svizzeri, peraltro non ancora del tutto compensati dal rialzo dei prezzi di vendita di quei prodotti – vedi i sanitari – commercializzati tramite una distribuzione multi-level.
Rispetto ai livelli record dello stesso periodo 2021, l’Ebitda ha subito un calo del 14,2% scendendo a 767 milioni di CHF (con un margine del 28,1%), mentre l’utile netto si è attestato a quota 541 milioni di franchi (-17,1%).
Nei primi nove mesi 2022 tutti i mercati europei hanno registrato andamenti positivi (+7,8% complessivamente, a valuta costante). Crescita a doppia cifra in Italia (+16,7%), Penisola Iberica (+14,7%), Est Europa (+14,2%) e Regno Unito/Irlanda (+12,7%). Buone le performance anche in Svizzera (+6,7%), Paesi nordici (+6,4%), Germania (+6%), Francia (+5,5%), Austria (+4,4%) e Benelux (+4,1%). L’area Medio Oriente/Africa ha continuato a svilupparsi a ritmi sostenuti (+29,5%), l’America a +5,8% e Far East/Pacifico a +7,3%, quest’ultima però penalizzata dai lockdown e dal rallentamento dell’attività di co-
struzione in Cina. Positivo l’andamento delle tre business unit: la divisione “Installation & Flushing Systems” (sistemi di scarico per il bagno) è cresciuta del 7,2%; la divisione “Bathroom Systems” (sanitari in ceramica e arredobagno) del 4,2% e la BU “Piping Systems” ha chiuso a +13,6%. I rischi geopolitici in corso, l’inflazione pressante e le incertezze dovute alla pandemia inducono il gruppo svizzero alla prudenza nel fornire una previsione di chiusura esercizio, nonostante si punti a raggiungere gli obiettivi prefissati, con ricavi comunque in crescita in valuta locale ed un Ebitda intorno al 27%.
Higher productivity in sanitary ware.
Casting
world news
rate increase
Moisture uniformity in the formed body Consistency of slip parameters Rheology under control Reolam CS 383 Reolam CS 383
ADVERTISING
FollowiNg success at tecNa, gruppo b&t is Now FocusiNg oN spaiN
Following the excellent results achieved at Tecna, Gruppo B&T is preparing to present its latest technologies to the Spanish market. The Italian group’s upcoming promotional activities in the Castellón ceramic cluster will culminate in an open house event held during Cevisama in late February along with a tour of all the main ceramic client facilities, where visitors will have a chance to observe the technologies installed.
The initiative is promoted by B&T Iberica, the Italian group’s longstanding subsidiary which for the past 40 years has been supplying high-quality complete plants backed up a rapid and efficient after-sales service.
During the event, visitors will have the opportunity to observe the operation of Supera®, the compact and versatile mouldless pressing technology designed for the production of large slabs with unique aesthetic qualities. It is now available in a new Rapida version suitable for the production of more traditional sizes and with a very high level of produc-

tivity (24,000 m²/day). It also features new smart systems capable of guaranteeing high flexibility and versatility with low energy consumption.
The group will also be showcasing its Titanium® 2.0 kilns with best-inclass performance in terms of energy savings (more than 30% lower consumption) and emissions reduction, complete with a system that maintains a uniform temperature at every point in the module.
In addition, visitors will have a chance to admire the latest digital decoration solutions from Projecta, including the new PRO printer with exceptional computing power, the new generation of Fast Drop printheads, and the Dry Fix grit applicator which can be used to create sophisticated textural effects and has already reached more than 150 installations.
Other solutions on display will include Tornado, the new highspeed dry squaring machine from Ancora complete with advanced automation and self-adjustment systems using laser beams, and the new Magister packaging machine for sizes up to 120x120 cm combined with a stacker and palletiser.

Festeggiati gli ottimi risultati riscossi a Tecna, il Gruppo B&T si prepara per presentare al mercato spagnolo le ultime tecnologie. Il clou della prossima attività promozionale nel comprensorio ceramico di Castellon avrà luogo a fine febbraio, in concomitanza con lo svolgimento di Cevisama, e prevede l’organizzazione di una Open House con il Tour di tutte le principali aziende ceramiche clienti, dove sarà possibile osservare le tecnologie installate. Promotrice dell’iniziativa è B&T Iberica, storica filiale del gruppo italiano, che in 40 anni di attività ha fornito impianti completi di altissima qualità garantendo un puntuale servizio di assistenza post-vendita. Durante l’evento, sarà quindi possibile visionare il funzionamento di Supera®, la tecnologia di pressatura senza stampo, compatta e versatile, nata per realizzare grandi lastre dall’estetica unica; a fianco, la nuova versione Rapida, sviluppata per la produzione di formati più tradizionali, che raggiunge una produttività di 24.000 mq/ giorno garantendo elevata flessi-
bilità e versatilità a bassi consumi energetici, grazie ai nuovi sistemi intelligenti con cui è stata progettata.
Per il reparto cottura, i riflettori saranno puntati sui forni Titanium® 2.0, best in class per risparmio energetico (oltre il 30% di riduzione dei consumi) e abbattimento di emissioni, e dotati di sistema che permette uniformità di temperatura in ogni punto del modulo.
In mostra alla Open House anche le ultime novità Projecta per la decorazione digitale, tra cui la nuova stampante PRO, con capacità di calcolo superiore, e la nuova generazione di testine di stampa Fast Drop; tra i best seller, con oltre 150 macchine installate, vi è la Dry Fix per l’applicazione di graniglia con cui realizzare pregiati effetti materici.
Nel campo della finitura, spazio anche a Tornado, la nuova squadratrice a secco ad alta velocità sviluppata da Ancora e caratterizzata da automazione spinta e sistemi di auto-adattamento attraverso raggi laser. Novità, infine, anche per il fine linea, con la confezionatrice Magister proposta per formati fino al 120x120 cm, abbinata ad impilatore e pallettizzatore.
Back after a four-year absence, Tecna 2022 in Rimini also proved a highly successful event for BMR, which showcased the fruits of its ongoing R&D work in finishing technologies in a renewed exhibition space that
was greatly appreciated by the many visitors in attendance.
One of the new exhibited products was LeviCompact, an exclusive BMR-patented solution for lapping, satin-finishing and polishing large slabs with widths of 1600-1800 mm.
In particular, it features two parallel oscillating bridges with 10 heads each that allow for high-
er speed and greater uniformity than traditional solutions. Many of the company’s longstanding products have also been upgraded, including Leviga which delivers even higher performance and is more digital and more customisable, and SuperShine which adopts a new higher performance pumping system with enhanced commu-
nication capabilities. Another solution that attracted great interest was version 4.0 of SquadraDry Vision, equipped with video cameras and a laser system guaranteeing considerable benefits in terms of environmental friendliness, energy savings, consumption and tool cost.
For the engraving sector, BMR presented Twin-Cut, the dry sur-

 dopo il SucceSSo di tecNa, gruppo B&t puNta alla SpagNa
dopo il SucceSSo di tecNa, gruppo B&t puNta alla SpagNa
CWR 149/2022 28
bmr preseNts grouNd-breakiNg techNology at tecNa 2022
face engraving machine with opposing pre-cuts ideal for extra-thick materials.
The ShineVision and LappVision end-of-line technologies produced by Italvision, the group company specialising in quality control, were also displayed. Last but not least, BMR presented its Brick Division, a range of technologies aimed at the heavy clay industry and consisting of a corner cutting line, machines for chamfering and packing brick slips, Multiblade (brick slip cutting), Speed Corner (corner gluing) and EcoBrick, the innovative brick squaring machine.
tecNologie Bmr protagoNiSte a tecNa 2022
Dopo 4 anni di assenza, Tecna 2022 si è rivelata un successo per BMR che ha concretizzato il costante lavoro di R&S sulle tecnologie per la finitura in una fiera rinnovata, il cui alto valore è stato apprezzato e riconosciuto dai numerosi visitatori giunti a Rimini. Tra le novità in mostra, LeviCompact, un brevetto esclusivo di BMR dedicato alla lappatura, satinatura e lucidatura delle grandi lastre, con larghezza di 1600 - 1800 mm, che consente più velocità ed omogeneità rispetto alla lavorazione tradizionale, grazie ai due ponti paralle-
li e brandeggianti, con 10 teste ciascuno.
Rinnovati anche molti degli evergreen dell’azienda: da Leviga, ancora più performante, più digitale e più customizzabile, a SuperShine, che presenta un nuovo sistema di pompaggio più prestazionale e con un migliore processo di comunicazione. Grande interesse anche per la versione 4.0 di SquadraDry Vision, dotata di telecamere di misura e sistema laser per garantire considerevoli benefici in termini di rispetto dell’ambiente, risparmio energetico, consumo e costo dell’utensile.
Nel settore dell’incisione, BMR ha presentato Twin-Cut, la macchina
dry per incisione superficiale con pre-taglio contrapposto, ideale per materiali spessorati.
In mostra in fiera anche le tecnologie per il fine linea ShineVision e LappVision, prodotte da Italvision, azienda parte del gruppo, specializzata nel controllo qualità.

Infine, BMR ha presentato la sua Divisione Brick, una gamma di tecnologie rivolte all’industria del laterizio e composta da una linea per taglio angoli, macchine per la smussatura e l’impacchettamento dei brick slips, Multiblade (taglio listelli), Speed Corner (incollaggio degli angoli) ed EcoBrick, l’innovativa macchina squadratrice per la rettifica dei mattoni.



world news
ADVERTISING
colorobbia’s digital approach takes the spotlight at cersaie 2022
Visitors to the Colorobbia booth at Cersaie 2022 were welcomed by a riot of digital colour. The space was dominated by a large video wall that offered observers a truly immersive experience, transporting them into a hidden digital world of colours, lights, sounds and 3D effects.

As one of the leading players in the digital revolution in the ceramic industry, Colorobbia chose the video wall as a tool for underscoring its new digital approach. During the show, the company also became the world’s first ceramic colour producer to launch an NFT artwork. For this purpose, it organised a live painting show in its booth by Italian artist Alessio Londi, who used a combination of Colorobbia inks to paint a 240x240 cm slab with a translucent ultra-white body. The art-
work, entitled Universo liquido (2022), was reproduced in a limited series of 100 copies in NFT format, after which Colorobbia donated the certificates of ownership numbered from 1 to 100 to its most valued customers.

NFTs (Non-Fungible Tokens) are blockchain certificates attesting to the authenticity and ownership of a unique digital asset.
As the name suggests, what distinguishes NFTs from other tokens is the fact that they are non-fungible, in other words they represent something unique and are therefore not interchangeable.
il digital approach di coloroBBia a cerSaie 2022
È un trionfo del colore in chiave digital quello che ha accolto i visitatori all’ingresso dello stand Colorobbia a Cersaie 2022. A campeggiare, un grande ledwall capace di coinvolgere lo spettatore in un’esperienza immersiva, trasportan-
dolo in un sottomondo digitale fatto di colori, luci, suoni, effetti e movimenti di colore in 3D. Colorobbia, protagonista della rivoluzione digitale nel settore ceramico, ha scelto anche questo strumento per sottolineare il suo nuovo approccio digital.
Non è l’unico, infatti. Il noto colorificio ceramico è anche il primo al mondo a lanciare un’opera d’arte NFT. Lo ha fatto organizzando nel proprio stand un live painting show dell’artista italiano Alessio Londi che ha utilizzato un mix di inchiostri Colorobbia per dipingere una lastra prodotta con impasto iperbianco
traslucido di dimensioni 240X240 cm. L’opera, intitolata Universo liquido (2022), è stata riprodotta in formato NFT in soli 100 esemplari, il cui certificato di proprietà, numerato da 1 a 100, è stato donato da Colorobbia ai propri migliori clienti. Gli NFT (Non-Fungible Token) sono certificati informatizzati via blockchain che attestano l’autenticità, l’unicità e la proprietà di un oggetto digitale. Quello che distingue gli NFT dagli altri token è proprio la mancata fungibilità: non sono dunque intercambiabili, poiché sono rappresentativi di qualcosa di unico.
www.tecnodiamant.it

world news ADVERTISING
The Setec Group of Civita Castellana (VT), a long-established manufacturer of plant and machinery for sanitaryware and tableware production, has seen a strong recovery in 2022 compared to the two-year period 2020-2021, with revenues exceeding the pre-pandemic levels of 2019. This positive trend comes amid a widespread recovery in investments in key markets including Europe, Southeast Asia (primarily Indonesia, China and Thailand), and Central and South America (including Mexico, where Setec has been operating for years through a subsidiary, and Brazil, where it has just signed a major order). In Europe, the increase in demand for sanitaryware and tableware machinery is partly due to the decision by several large groups to relocate part of their production activities to compensate for sharp increases in transport costs.

The machinery and equipment in greatest demand in the sanitaryware sector includes spagless traditional casting solutions (with compressed air drying), technology for doubling plaster mould service life (recently confirmed by a manufacturer that has seen an increase from 80 to 155 castings), Rapid Dry dryers, and low energy consumption Economick kilns. These kilns were presented at Tecna 2022 in Rimini, where they attracted strong interest not only from Setec’s long-standing customers but also from many potential new buyers. Following the success of the exhibition, the company is aiming to improve further on this year’s results in 2023 by intensifying its commercial investments, especially in Europe and in a number of new Asian markets.
Setec archivia uN ottimo 2022
Il Gruppo Setec di Civita Castellana (VT), storico fornitore di macchine e impianti per la produzione di sanitari e stoviglieria, chiude il 2022 in deciso recupero rispetto al biennio 2020-2021, con ricavi superiori anche ai livelli 2019, ultimo anno pre-pandemia. Ad influire sul trend positivo, la generale ripresa degli investimenti sui principali mercati di riferimento: il Sud Est Asiatico (Indonesia, Cina e Tailandia in primis), il Centro e Sud America (dal Messico, dove Setec opera da anni con una filiale, al Brasile, dove è appena stato siglato un importante ordine) e l’Europa. Nel Vecchio Continente l’incremento della domanda di macchine per sanitari e stoviglieria si deve anche alla tendenza di diversi grandi gruppi a ritrasferirvi parte della produzione realizzata in altre aree, questo per ovviare ai forti incrementi nei costi di trasporto.
In tema di offerta, le maggiori richieste nel settore sanitari hanno riguardato le soluzioni Spag-less per il colaggio tradizionale (con essiccazione ad aria compressa); la tecnologia per gli stampi in gesso che ne raddoppia la vita utile (recente la conferma di un produttore che è passato da 80 a 155 colate), gli essiccatoi Rapid Dry e forni Economick a basso consumo. Questi ultimi, presentati a Tecna 2022, hanno suscitato grande interesse sia tra i clienti storici di Setec che tra i numerosi potenziali nuovi clienti. Anche sull’onda del successo ottenuto alla fiera riminese, per il 2023 l’azienda punta a superare i livelli raggiunti quest’anno, potenziando gli investimenti commerciali soprattutto in Europa e su alcuni nuovi mercati asiatici.
SPECIALIST IN CHEMICAL INNOVATION
setec posts excelleNt 2022 resultssmaltochimica.it
Smaltochimica is a dynamic company, committed to providing advanced solutions for every type of ceramic need. Our goal is to offer tailor-made service and customized solutions, thanks to our know-how and many years of expertise.
ADVERTISING
SETEC GROUP I I S.r.L. t u n n e l
www.setecsrl.it
Mohawk Industries

acquires
Brazilian company Elizabeth
Mohawk acquisisce la brasiliana Elizabeth
Just a few months after finalising an agreement to acquire Mexican company Vitromex (the transaction is expected to close in the first half of 2023, subject to government approvals), Mohawk Industries is looking to expand further in Brazil, where it has already been operating since 2018 through Eliane
On 3 November, the group announced an agreement to purchase Elizabeth Revestimentos , a company founded in 1984 in Joao Pessoa in the state of Paraiba. Elizabeth has four manufacturing units located strategically throughout the country to optimise distribution: two for the production of porcelain tiles in the State of Paraiba and two for the production of ceramic tiles in Criciuma (Santa Catarina) and Goianinha (Rio Grande do Norte). One of the top 25 companies in Ceramic World Review’s ranking of the world’s largest tile producers, Elizabeth declared a production capacity of approximately 56 million square metres and an actual output of 42.8 million square metres in 2021, as well as revenues of €197.5 million.
Following this latest transaction, which is expected to close in the first quarter of 2023, Mohawk Industries will become the largest ceramic tile producer by value in Brazil. The synergies generated by Eliane and Elizabeth’s combined business will leverage their respective strengths, enhancing the product offering, operational efficiencies and service capabilities.
Once finalised, the acquisitions of Vitromex and Elizabeth will bring the American flooring multinational an additional capacity of around a hundred million square metres, further enhancing its position as the world leader in the ceramic tile sector.


A distanza di pochi mesi dall’accordo per acquisire la messicana Vitromex (il closing, soggetto ad approvazione del governo, è atteso nella prima metà del 2023), Mohawk Industries punta a una nuova espansione anche in Brasile, dove è già presente dal 2018 con Eliane. Lo scorso 3 novembre ha infatti annunciato l’accordo per rilevare Elizabeth Revestimentos, azienda fondata nel 1984 a Joao Pessoa, nello Stato di Paraiba, e che dispone di quattro stabilimenti strategicamente posizionati sul territorio per ottimizzare la distribuzione: due per la produzione di gres porcellanato nello Stato di Paraiba e due per la produzione di piastrelle ceramiche a Criciuma (Santa Catarina) e Goianinha (Rio Grande do Norte). Eliza-
beth, tra i top 25 nella graduatoria dei maggiori produttori mondiali di piastrelle di Ceramic World Review, ha dichiarato nel 2021 una capacità produttiva di circa 56 milioni mq e una produzione effettiva di 42,8 milioni mq, con ricavi pari a 197,5 milioni di Euro. Con questa nuova operazione, il cui closing è previsto nel primo trimestre 2023, Mohawk Industries si appresta a diventare il più grande produttore di piastrelle in termini di fatturato sul mercato brasiliano. Le sinergie che si svilupperanno dall’attività combinata di Eliane ed Elizabeth metteranno a valore i rispettivi punti di forza, migliorando l’offerta di prodotto, l’efficienza operativa e le capacità di fornire servizi al mercato.
Per la multinazionale americana del flooring, già leader mondiale nel segmento ceramico, le due ultime acquisizioni di Vitromex ed Elizabeth rappresenteranno, una volta perfezionate, un apporto di capacità produttiva aggiuntiva di circa un centinaio di milioni di metri quadrati.
❱ Nove mesi in rialzo, ma pesano i costi sul terzo trimestre
The Calhoun-based group’s third-quarter results to 1 October showed the first signs of slackening growth due to weaker demand and a general increase in costs.
Sul fronte economico e finanziario, la chiusura del terzo trimestre lo scorso 1° ottobre ha evidenziato per il gruppo di Calhoun i primi segni di rallentamento della crescita, a causa dell’indebolimento della domanda e dell’aumento generale dei costi. Come sot-
CWR 149/2022 32
❱ Nine-month growth despite higher costs in third quarterMarazzi USA Jeffrey Lorberbaum
As chairman and CEO Jeffrey S. Lorberbaum noted, “Mohawk’s third quarter sales [$2.9 billion, an increase of 3.6% on the third quarter of 2021 as reported and 8.3% on a constant basis - Ed.] increased primarily from price increases and strength in the commercial sector. Our sales were weaker than we anticipated, as the retail channel softened across all regions and product categories. Our operating income declined as lower volume resulted in higher unabsorbed cost and material, energy and transportation inflation impacted our results.” Overall, Mohawk Industries posted sales of $9.1 billion in the first nine months of 2022 , an increase of 7.7% versus prior year as reported or 12.1% on a constant basis, while adjusted net earnings (excluding non-cash impairment charges and other non-recurring charges) fell to $739 million compared to $844 million in the first 9 months of 2021.
Operations in Europe have been impacted more than elsewhere due to the unprecedented energy crisis and high inflation, while pricing has failed to keep up with the increases in costs. Lorberbaum notes that the high cost of energy has forced European consumers to concentrate on necessities and defer discretionary purchases, so sales and margins in the market will remain under pressure until the region overcomes these challenges.
The biggest obstacles in the US are high inflation and mortgage rates that have risen from below 3% to approximately 7%. Here, explains Lorberbaum , “the residential market is expected to decline further, including remodelling which has slowed in recent months. However, a long-term recovery is expected as the US has a housing deficit of five million units, and more than half of US homes are over 50 years old.”
❱ The ceramic business is the biggest segment in terms of revenue share

Despite strong headwinds in Europe, the Global Ceramic segment delivered the strongest operating performance in the third quarter of 2022 and the first nine months of the year as a whole. In the period July-September, net sales grew by 9.8% as reported to $1.1 billion (12.4% on a constant basis) while adjusted operating margin was 12.1%. Total revenue for the nine months reached $3.32 billion, an increase of 11.9% over 2021 and a 36.5% share of the group’s consolidated revenues
tolineato dal presidente e CEO Jeffrey S. Lorberbaum, “l’incremento dei ricavi nel terzo trimestre (ndr. 2,9 miliardi di dollari, +3,6% sul terzo trimestre 2021, o +8,3% su base costante) è stato trainato principalmente dall’aumento dei prezzi di vendita e dall’attività nel settore commerciale. Le vendite sono state inferiori alle previsioni, soprattutto a causa dell’indebolimento del canale retail in tutti i mercati e per tutte le categorie di prodotto. I minori volumi, che significa maggiori costi non assorbiti, hanno influito negativamente sul nostro reddito operativo, peraltro già influenzato dai pesanti rincari su materiali, energia e trasporti”. Complessivamente, Mohawk Industries ha chiuso i primi nove mesi del 2022 con ricavi a 9,1 miliardi di dollari, in crescita del 7,7% rispetto all’anno precedente (+12,1% su base costante), mentre l’utile netto rettificato (esclusi gli oneri di svalutazione non-cash e gli oneri non ricorrenti) è sceso a 739 milioni di dollari (contro gli 844 milioni dei 9 mesi 2021). A pagare il conto più salato della crisi energetica e dell’aumento dell’inflazione sono state le attività in Europa che non sono riuscite a compensare del tutto i maggiori costi con l’aumento dei listini. Secondo Lorberbaum, il differimento degli acquisti da parte dei consumatori europei continuerà a tenere sotto pressione le vendite e
i margini delle attività in quest’area fino al superamento delle attuali difficoltà.
Negli Stati Uniti i maggiori ostacoli sono stati sia l’elevata inflazione che l’aumento dei tassi sui mutui, passati dal 3 a circa il 7%.
Qui, spiega Lorberbaum, “ci attendiamo un’ulteriore flessione del mercato residenziale, incluso il segmento delle ristrutturazioni, già rallentato negli ultimi mesi. Tuttavia, è prevedibile una ripresa nel lungo termine dato che il deficit abitativo statunitense è stimato intorno ai 5 milioni di unità e che la metà del patrimonio residenziale ha più di 50 anni”.
❱ Il business ceramico al primo posto per quota di fatturato
Nel terzo trimestre 2022 e più in generale nei nove mesi, il segmento Global Ceramic ha registrato le performance migliori nonostante i venti contrari che hanno soffiato sull’Europa. Nel periodo luglio-settembre le vendite sono salite del 9,8% a 1,1 miliardi di dollari (+12,4% su base costante) e il margine operativo rettificato è stato pari al 12,1%. I ricavi totali nei 9 mesi hanno raggiunto i 3,32 miliardi di dollari, con un incremento dell’11,9% sul 2021 e una quota del 36,5% sul consolidato di gruppo. Le vendite nel canale del residenziale nuovo si sono rivelate solide nella maggior parte delle aree geografiche, mentre il seg-
CWR 149/2022 33 economics
Bistrot by Ragno
Sales in the new home construction channel were solid in most geographies, and the commercial channel showed resilience with new construction and remodelling projects continuing. As already mentioned, residential remodelling slowed in most markets due to tightening consumer discretionary spending and higher interest rates.
Sales in the US ceramic business expanded during the quarter, with high-end quartz countertop sales growing due to the introduction of new higher-margin collections that offer an alternative to European imports. The European ceramic results exceeded expectations due to sales and pricing actions, a positive mix and Italian energy subsidies. Sales of premium collections remained strong, while increased gas prices impacted sales of outdoor and lower-end products. All businesses are reducing production in the fourth quarter, reported Lorberbaum.
As for the group’s other divisions, in the first nine months of 2022 the Flooring North America segment saw a 5.2% increase in sales to $3.26 billion, while the Flooring Rest of the World segment posted a 5.6% increase to $2.5 billion, despite a decline in the third quarter (down 4.8% on Q3 2021).

❱ The group’s solidity is a guarantee of long-term success
Given the impossibility of predicting the duration of current economic conditions and their impact on the industry, Mohawk Industries is focusing on investments aimed at maximising long-term profitability. The group expects to see slacker demand in the fourth quarter of 2022, prompting the decision to reduce production volumes while adopting a series of actions to enhance sales (increasing promotional activity, introducing differentiated collections and reacting to competitive actions) and lower administrative and manufacturing costs. Lorberbaum’s outlook for the future remains positive: “During past decades, Mohawk has successfully managed through many challenging periods and industry recessions. The fundamentals of our business remain strong, and flooring remains an essential component of all new construction and remodelling. Mohawk has built leading positions in key markets around the globe with well-known brands and an extensive product offering. During this period, we are investing for the market rebound that always occurs after our industry contracts. We are expanding our higher growth categories of LVT, laminate, quartz countertops, premium ceramic and insulation.
“We have also made strategic acquisitions that bolt on to our businesses and create significant synergies. Mohawk has a strong balance sheet with low net debt leverage of 1.2 times EBITDA and available liquidity exceeding $1.8 billion to manage through the current environment and optimize the long-term results.” 5
mento commerciale ha confermato la sua tenuta proseguendo nei progetti di nuova costruzione e ristrutturazione.
Come già accennato, nella maggior parte dei mercati le ristrutturazioni residenziali hanno segnato un rallentamento dovuto al differimento degli investimenti sulla casa in presenza di una forte pressione inflazionistica e all’aumento dei tassi di interesse. Negli USA la business unit ceramica ha incrementato le vendite dei top in quarzo e migliorato i suoi risultati grazie all’introduzione di nuove collezioni a margini più elevati che rappresentano un’alternativa alle importazioni europee. In Europa i risultati hanno superato le aspettative grazie alle misure sui prezzi, al buon andamento delle vendite delle collezioni premium, ma anche ai sussidi del governo italiano per compensare i rincari energetici; l’aumento del prezzo del gas ha invece influito negativamente sulle vendite dei materiali di fascia bassa e per l’outdoor. Come annunciato da Lorberbaum, nel quarto trimestre la produzione sarà ridotta in tutte le aree geografiche.
Per quanto riguarda le altre divisioni del gruppo, nei primi 9 mesi del 2022 la divisione Flooring North America ha aumentato i ricavi del 5,2% a 3,26 miliardi di dollari, mentre la BU Flooring Rest of the World ha segnato un incremento del
5,6% a 2,5 miliardi, nonostante la battuta d’arresto nel terzo trimestre (-4,8% sul terzo trimestre 2021).
❱ La solidità del gruppo è garanzia di successo a lungo termine
Nell’impossibilità di prevedere la durata delle attuali condizioni macro-economiche e il relativo impatto sul settore, Mohawk Industries si sta concentrando su investimenti volti a massimizzare la redditività a lungo termine. Secondo le previsioni del gruppo, nel quarto trimestre 2022 la domanda subirà un ulteriore rallentamento, da cui la scelta di ridurre i volumi produttivi ponendo in essere, allo stesso tempo, una serie di azioni sia per incentivare le vendite (differenziazione delle collezioni, attività promozionali e innalzamento della competitività) che per ridurre i costi amministrativi e di produzione.
Le valutazioni di Lorberbaum riguardo al futuro restano positive: “Negli ultimi decenni, Mohawk è riuscita a superare con successo periodi di crisi e di recessione del settore. La nostra attività rimane solida. I pavimenti sono una componente imprescindibile nell’edilizia e Mohawk ha conquistato posizioni di leadership nei mercati chiave di tutto il mondo con marchi riconosciuti e un’ampia offerta di prodotti. In questo periodo stiamo investendo per prepararci al rimbalzo del mercato che si verifica sempre dopo una contrazione: stiamo ampliando l’offerta per le tipologie di prodotto a crescita più elevata come LVT, laminato, top in quarzo, ceramica premium e materiali da isolamento.
Abbiamo anche effettuato acquisizioni strategiche che sosterranno la nostra attività creando sinergie importanti. Il nostro basso livello di indebitamento, pari a 1,2 volte l’EBITDA, e una liquidità superiore a 1,8 miliardi di dollari ci permettono di gestire l’attuale contesto di mercato e ottimizzare i risultati a lungo termine”. 5
CWR 149/2022 34
economics
Posterby Marazzi




www.bmr.it
Data flows, technology remains INTO THE FUTURE
Tecna 2022 surpasses all expectations
Tecna 2022, un successo oltre le attese
Tecna 2022, the most important international exhibition of technology and supplies for the ceramic industry which ended in Rimini on 30 September, was a big success judging from the unanimous approval received from both exhibitors and visitors. The more than 320 brands present at the fair were delighted not only by the higher than expected attendance but also by the sheer quality of visitors present at the show. In particular, buyers included large numbers of owners and top managers from leading Italian and international ceramic companies who came to Rimini to get ideas for their upcoming investments and in turn were pleased to find innovative solutions to their latest needs.
Despite the predictable absence of Chinese buyers, the level of international attendance remained high with 45% of visitors travelling in from more than 100 foreign countries

The best represented areas included Latin America, the Middle East, Europe, Southeast Asia (particularly India), the USA and Africa. A special programme for 130 selected top buyers organised with the support of the Italian Trade Agency ITA

Un responso unanime di espositori e visitatori ha decretato un altro successo per Tecna 2022, la più importante manifestazione fieristica internazionale delle tecnologie e delle forniture per l’industria ceramica che ha chiuso i battenti a Rimini il 30 settembre. Tangibile la soddisfazione degli oltre 320 brand presenti in fiera per un’affluenza oltre le aspettative, sia in termini quantitativi, che per l’altissimo profilo degli operatori: numerosissimi i titolari e i top manager delle maggiori aziende ceramiche italiane e internazionali giunti a Rimini per os-



servare da vicino su quali nuove proposte orientare i prossimi investimenti, e compiaciuti a loro volta per avere trovato soluzioni innovative in risposta alle nuove necessità.
Nonostante l’assenza prevedibile degli operatori cinesi, il tasso di internazionalità è rimasto elevato: il 45% dei visitatori è arrivato da oltre 100 paesi; tra le aree più rappresentate, l’America Latina, il Medio Oriente, l’Europa, il Sud Est Asiatico con l’India in testa, ma anche USA e Africa. Un programma speciale è stato riservato a 130 top buyer altamente profilati che, grazie al supporto di
36
CWR 149/2022
featured more than 1,060 meetings with exhibiting companies, while a delegation of government investors and ceramic professionals from 11 sub-Saharan African countries was present at Tecna for the first time.


“Despite the difficult period we are experiencing, there is a strong sense of enthusiasm,” was how Acimac chairman Paolo Lamberti described the prevailing mood in the Rimini exhibition centre at the end of Tecna. “It was great to be back at the show after a four-year gap, and this opportunity to meet customers again and generate business makes us optimistic about the future. Our sector, and the Italian ceramic machinery industry in particular, once again demonstrated its vitality and spirit of innovation. Tecna has shown the market that we are ready to offer solutions to the key issues for the sector’s future, namely energy saving and efficiency, circular economy, just-in-time production and mass customisation, advanced logistics and big data. ”
These aspects were much in evidence both amongst the displayed products and at many of the events and conferences organised during the four days of the exhibition by Acimac (Italian Ceramic Machinery and Equipment Manufacturers’ Association) and IEG (Italian Exhibition Group). One of the highlights of the show was Tecna Future Lab, a new exhibition area catering for industry start-ups with a packed calendar of events devoted to digitalisation, green solutions, sustainability, logistics and artificial intelligence applied to industrial installations. The main aim of the initiative was to showcase the latest innovations and trends in the field of Industry 4.0, thereby carrying on the process of innovation undertaken by the manufacturing industry.
ITA, Italian Trade Agency, hanno effettuato oltre 1.060 incontri con le aziende espositrici, mentre una delegazione di investitori governativi e operatori ceramici provenienti da 11 Paesi dell’Africa subsahariana ha partecipato per la prima volta a Tecna.
“Nonostante il periodo difficile che stiamo vivendo, a prevalere oggi è l’entusiasmo”, ha affermato il presidente di Acimac, Paolo Lamberti, fotografando il mood diffuso tra i padiglioni del quartiere fieristico di Rimini alla chiusura di Tecna. “Tornare in fiera dopo quattro anni
e rivedere i clienti creando opportunità e business è stato bellissimo e ci fa ben sperare per il futuro. Il nostro settore, e il made in Italy meccano-ceramico in particolare, ha mostrato ancora una volta la sua vitalità e il suo spirito innovatore. Tecna ha provato al mercato che siamo pronti a fornire risposte sui grandi temi che determineranno l’evoluzione dell’industria ceramica: risparmio ed efficienza energetica, economia circolare, produzioni just in time e mass customisation, logistica evoluta e big data”.
Sono queste, infatti, le parole chiave che hanno accomunato sia l’offerta espositiva in mostra negli stand che gran parte degli eventi e convegni organizzati nei quattro giorni di fiera da Acimac (Associazione Costruttori Italiani di Macchine e Attrezzature per Ceramica) e IEG (Italian Exhibition Group).
Tra gli elementi di novità, da menzionare la presenza del Tecna Future Lab, area espositiva dedicata alle start up del settore con un fitto calendario di appuntamenti focalizzati su digitalizzazione, soluzioni green, sostenibilità, logistica e intelligenza artificiale applicata agli impianti. Obiettivo primario dell’offerta, valorizzare le ultime novità in ambito di Industria 4.0, garantendo continuità con il processo innovativo intrapreso dall’industria manifatturiera.

CWR 149/2022 37
What are the strategies for the future? The big players share their views Quali strategie per il futuro?
I big della ceramica al convegno inaugurale
Technological and product innovation, environmental sustainability, services, marketing, dimensional growth and production expansion were the main themes discussed at the international roundtable held during the inaugural conference “How to make the future: Visions and Challenges”.
Following a thought-provoking report by Luca Baraldi (Chief Analyst at MECS/Acimac) on the global situation in the ceramic tile industry, its market and exports, five top managers from leading international ceramic groups discussed their visions, the initiatives they have adopted in response to the latest challenges, and the strategies they are pursuing to enable their companies to continue to develop in a rapidly changing world.
Rolando Lozano, General Manager at Grupo Lamosa Mexico (the world’s second largest tile manufacturer with production sites in Mexico, South America and Spain), discussed the group’s efforts to consolidate its growth following a series of expansions and acquisitions. This involves improving the efficiency of the production processes in order to standardise operations across the various plants while combining the now essential aspects of energy efficiency and sustainability with product innovation.
These concepts were further explored by Abdallah Massaad, CEO of RAK Ceramics (a multinational ceramic tile, sanitaryware and tableware producer with facilities in the United Arab Emirates, India and Bangladesh). During the current energy crisis it has become clearer than ever that cutting-edge process technologies can deliver the high levels of efficiency needed to improve competitiveness, he explained. As for medium- to longterm market positioning, it is extremely important to develop strong brands backed by companies with an adequate size and effective marketing activities.
This sentiment was echoed by Abhishek Somany, CEO of Somany Ceramics, India’s second largest ceramic producer and one of the “Best Brands of India”, a challenging position to preserve in a market of 1.4 billion people that can only be maintained through continuous industrial investments. In this connection, Somany announced that the company’s next step following its recent production expansion will be to enter the large
Innovazione tecnologica e di prodotto, sostenibilità ambientale, servizi, marketing, crescita dimensionale ed espansione produttiva sono i temi più ricorrenti emersi nella tavola rotonda internazionale svoltasi durante il convegno inaugurale “How to make the future: Visions and Challenges” Anticipati dall’interessante relazione di Luca Baraldi (Chief Analyst MECS/ Acimac) sullo scenario mondiale di industria, mercato e flussi esportativi di piastrelle ceramiche, cinque manager di importanti gruppi ceramici internazionali si sono confrontati sulle “vision”, le iniziative messe in atto per far fronte alle nuove sfide e le strategie per garantire lo sviluppo delle rispettive aziende in uno scenario in rapido cambiamento.
Rolando Lozano, General Manager Grupo Lamosa Mexico (secondo maggiore produttore mondiale di piastrelle con siti produttivi in Messico, Sud America e Spagna) ha sottolineato il grande impegno del gruppo volto a consolidare le sue nuove dimensioni, frutto di espansioni ed acquisizioni; dal punto di vista industriale questo significa efficientare i processi produttivi dei vari stabilimenti per standardizzare le operation, mantenendo come punti cardi-
ne l’efficienza energetica e la sostenibilità da un lato (“oramai un must”) e l’innovazione di prodotto dall’altro.
Concetti ulteriormente esplicitati da Abdallah Massaad, CEO di RAK Ceramics (multinazionale nei settori piastrelle, sanitari e stoviglieria, con impianti negli Emirati Arabi, in India e Bangladesh): per Massaad l’attuale crisi energetica ha reso ancora più evidente quanto l’adozione delle più avanzate tecnologie di processo possa garantire quei massimi livelli di efficienza necessari per rafforzare la competitività. Ma dando ormai questo per scontato, e guardando al posizionamento sul mercato nel medio-lungo termine, il manager del gruppo emiratino ha rimarcato l’importanza di creare e sviluppare brand forti, sostenendoli con dimensioni aziendali congrue e attività di marketing incisive.
Del tutto concorde Abhishek Somany, CEO di Somany Ceramics, secondo maggiore produttore indiano e tra i “Best Brands of India”, posizionamento impegnativo da mantenere in un mercato da 1,4 miliardi di persone se non con continui investimenti anche sul fronte industriale: al riguardo Somany ha annunciato che il prossimo passo, dopo la recente grande espansione produttiva, sarà l’ingresso nel segmento del-



CWR 149/2022 38
Abdallah Massaad
Abhishek Somany
Luca Costi
slab segment, for which purpose it is planning to start up a Continua+ line in the second quarter of 2023. This comes against the backdrop of a market that offers Indian manufacturers excellent growth prospects in terms of both exports and domestic sales, while projections that some 250 million people will move to large cities in the next ten years are expected tos give a major boost to the construction industry.
Representing one of Italy’s best known companies and a major player in the US market with a local production facility “which offers a competitive advantage in the domestic market given the increased transport costs and delivery times for imports”, Luca Costi, CEO of Del Conca Group and Del Conca USA, discussed the concept of “service” as an increasingly important competitive lever in relations with the market. “Today customers are willing to pay a higher price for reliable delivery times, but to achieve these it is necessary to adopt advanced logistics based on Industry 4.0 technologies that allow for proper planning of all production activities through to delivery,” he said. Service is one of the four pillars of Del Conca’s strategy alongside product innovation, process efficiency and environmental sustainability, all of which played an important part in the recent investment in the Solignano plant.
Mike Newitt, Group Quality & Technical Manager at Brickworks Building Products (an Australian building materials giant and since 2018 one of the leading players in the US brick industry), also discussed environmental issues and outlined the group’s roadmap towards its goal of net zero carbon.


To conclude, Acimac’s Chairman Paolo Lamberti thanked the guests for their contributions. “Listening carefully to customers’ needs is vital if technology and service providers are to be able to organise their R&D activities effectively,” he said. “As we saw at Tecna, this constant commitment to process and product innovation has already produced excellent results and must be maintained in the future in order to offer fresh solutions to newly emerging needs.”
le grandi lastre con l’avviamento di una linea Continua+ previsto nel secondo trimestre del 2023. Questo in un contesto di mercato che per i produttori indiani presenta ottime prospettive di crescita, sia all’esportazione che sul mercato interno, dove nei prossimi dieci anni si stima che circa 250 milioni di persone si sposteranno verso le grandi città, dando un deciso impulso all’industria delle costruzioni.
Tra i portabandiera del Made in Italy, ma protagonista anche sul mercato statunitense con un sito produttivo – “che oggi rappresenta un vantaggio competitivo sul mercato domestico dato l’incremento dei costi di trasporto e dei tempi di consegna delle importazioni” - Luca Costi, CEO di Del Conca Group e Del Conca USA, ha aggiunto alla discussione il tema del “servizio”, leva competitiva sempre più rilevante nella relazione col mercato. “Oggi i clienti sono disposti a riconoscere un prezzo più elevato a fronte di tempi di consegna certi - ha affermato il manager italiano –, ma per farlo occorre dotarsi di una logistica avanzata, basata su tecnologie 4.0 che consentono la corretta pianificazione di tutta l’attività produttiva fino appunto
alla consegna”. Il servizio rientra quindi tra i quattro pilastri su cui Del Conca poggia la sua strategia e che hanno guidato anche l’ultimo importante investimento nello stabilimento di Solignano. Imprescindibili, per evidenti ragioni, gli altri tre: innovazione di prodotto, efficientamento dei processi e sostenibilità ambientale.


Su quest’ultimo tema si è soffermato anche Mike Newitt, Group Quality & Technical Manager di Brickworks Building Products, che ha illustrato la roadmap verso l’obiettivo “net zero carbon” del gruppo, colosso australiano del settore materiali da costruzione e dal 2018 tra i big player dell’industria dei laterizi statunitense.
In conclusione, ringraziando gli ospiti per le informazioni condivise, il presidente di Acimac Paolo Lamberti, ha ribadito come “solo ascoltando attentamente le esigenze dei clienti, i fornitori di tecnologie e servizi possono orientare correttamente la loro attività di R&S, un impegno costante finalizzato all’innovazione di processi e prodotti che, come si può osservare a Tecna, ha già provato di saper dare ottimi risultati, ma che non può che proseguire per dare nuove risposte a nuove necessità”.

CWR 149/2022 39
Mike Newitt
Paolo Lamberti
Rolando Lozano
WATCH THE TALKS GIVEN BY THE GUESTS AT THE ROUNDTABLE GUARDA GLI INTERVENTI DEGLI OSPITI DELLA TAVOLA ROTONDA
The TecnAwards 2022 for outstanding investments made by the ceramic industry

I TecnAwards 2022 ai migliori investimenti dell’industria ceramica mondiale


The best-attended event at Tecna 2022 was without question the presentation ceremony for the TecnAwards , launched for the first time this year by Acimac and IEG in collaboration with Ceramic World Review. In this first edition of the competition, awards were presented for outstanding technological investments made by ceramic tile, sanitaryware and brick manufacturers during the threeyear period 2020-2022 on the basis of nominations made by Tecna 2022 exhibitors and selections made by the jury.
Top managers from the 30 winning companies operating in a range of sectors and geographical areas came to Rimini to collect their awards.
“Best New Tile Plant” Award
Porcelanosa (Europe)
Comet Granito (Asia)
Arabian Ceramics (Middle East), Samca-Ceramic Industries Group (Africa)
Lamosa Group (North America)
Delta Ceramica (South America)
“Best New Tile Player” Award
IZIDA 1894 (Europe)
Iberica Tiles (North America)
Prime Ceramics Nepal (Asia) Tiziri (Africa)
L’evento più partecipato a Tecna è stato senza dubbio la cerimonia di consegna dei TecnAwards 2022, istituiti per la prima volta quest’anno da Acimac e IEG, in collaborazione con Ceramic World Review.
In questa prima edizione del concorso il riconoscimento è stato assegnato ai migliori in-
“Sustainability” Award
Iris Ceramica Group (Europe) received a Special “Innovation & Sustainability” award



Nam Dinh Granite Tile (Asia)
Al Anwar Ceramic Tile (Middle East)
Cesantoni (North America) Portobello (South America)
“Best SanitarywareAwardManufacturer”
Ceramica Catalano (Europe)
Duravit (Asia)
Betta Sanitaryware - Ceramic Industries Group (Africa)
American Standard - Lixil Group (North America)
Deca - Dexco Group (South America)
vestimenti tecnologici realizzati dai produttori di piastrelle, sanitari e laterizi nel triennio 202022 sulla base delle candidature espresse dagli espositori di Tecna e del lavoro della giuria. Sul palco a ritirare il premio i top manager delle 30 aziende vincitrici, suddivise in varie categorie e nelle diverse aree geografiche.
”Smart Factory” Award
Ceramiche Mariner (Europe)
New Pearl Ceramic Group (Asia)
Del Conca USA (North America)
Tecnogres Fragnani Group (South America)
“Best Brick&Tile Manufacturer” Award
Wienerberger Group (Europe)
Goodyear (Asia)
El Maimani (Middle East)
Carthago Ceramic (Africa)
Brickworks Norh America (North America)
Later Cer - Grupo Unicer (South America)
CWR 149/2022 40
F our S pecial J ury a ward S were al S o pre S ented to :
• Pamesa Group , which won the “Biggest investments” award as the company that has made the largest investments in technology in the last three years;
• Rak Ceramics , which won the “Best Marketing & Brand Awareness strategy” award;
• Ceramica Coem , which won the “Best product of the year” award for the Riggiole collection presented at Cersaie 2022.

Last but not least, the “Special Lifetime Achievement Award” was presented to Giuliano Mussini, founder of Panariagroup Industrie Ceramiche , who according to the jury statement “has made an important contribution to the development of the Italian ceramic industry through his pioneering and innovative work over a period of almost 50 years. At the same time, his company has achieved outstanding results, growing over the years into a solid multinational group and a global champion of Italian-made products while remaining faithful to the values embraced by its founder and guide, including ethics and responsibility, quality and innovation”. Giuliano Mussini attended the ceremony via a video link, while the award was collected on his behalf by his son Marco.
• Pamesa Group, che si è aggiudicata il premio nella categoria “Biggest investments”, distinguendosi per avere realizzato i più cospicui investimenti tecnologici negli ultimi 3 anni;
• Rak Ceramics, cui è stato conferito il premio “Best Marketing & Brand Awareness strategy”;

• Ceramica Coem, che si è aggiudicata il premio “Best product of the year” per la collezione Riggiole presentata a Cersaie 2022.
Infine, il “Premio Speciale alla Carriera” conferito al fondatore di Panariagroup Industrie Ceramiche, Giuliano Mussini, che, come si legge nella motivazione della giuria,“si è distinto in quasi 50 anni di attività sia per l’indiscutibile contributo fornito allo sviluppo dell’industria ceramica italiana, come pioniere e innovatore, sia per i formidabili risultati conseguiti dalla sua azienda, trasformata negli anni in un solido gruppo multinazionale, campione del Made in Italy nel mondo, ma sempre fedele al sistema di valori impresso dal suo fondatore e guida, quali etica e responsabilità, qualità e innovazione”.



A ritirare il premio per conto di Giuliano Mussini, presente alla cerimonia in video, è intervenuto il figlio Marco.

CWR 149/2022 41
Quattro Premi SPeciali della Giuria Sono Stati aSSeGnati anche a:
Sustainability in Ceramics
“Sostenibilità in ceramica”
One of the most eagerly anticipated events at Tecna 2022 was the technology conference entitled Sustainability in Ceramics, organised in cooperation with Ceramic World Review. Sponsored by Enel Green Power, the event explored various aspects of the ecological transition in the ceramic industry. The first session focused on the new frontiers and challenges of hydrogen and included presentations by ENEA, Enel Green Power, Sacmi and Gruppo B&T , the abstracts of which are published on the following pages.
This was followed by the session devoted to energy efficiency and the circular economy , which explored a number of interesting innovations in the fields of energy saving, recovery and recycling,.
Paolo Bertocchi from System Ceramics presented the company’s new Cartonstrap technology for material-efficient plastic-free packaging, then his colleague Andrea Torlai described the latest energy-saving solutions for inkjet printing which involve recovering the energy stored in printheads.
Uno degli eventi più attesi a Tecna 2022 è stato il convegno tecnologico “Sostenibilità in ceramica”, organizzato in collaborazione con Ceramic World Review. Sponsorizzato da Enel Green Power, l’evento ha approfondito vari aspetti legati ai temi della transizione ecologica nell’industria ceramica. A partire dalle nuove frontiere e le sfide dell’idrogeno, su cui si è concentrata la prima sessione, con le relazioni di Enea, Enel Green Power, Sacmi e Gruppo B&T, di cui pubblichiamo gli abstracta nelle pagine successive.

scritto le novità in tema di risparmio energetico nella stampa inkjet sfruttando e recuperando l’energia immagazzinata nelle testine di stampa.
5
Marcello Fontanini presented Sermat ’s new solutions for recovering ceramic waste and sludge, then Roberto Secchi illustrated Poppi Clementino ’s innovations in the field of heat recovery and cogeneration. Continuing on the theme of energy efficiency, Stefano Minghelli and Evangelos Schoinàs from Cami Depurazioni presented the company’s new virtual heat recovery process based on a high-efficiency heat exchanger. Finally, Marco Bertuzzi from Protesa-Sacmi explained how the ceramic industry’s energy transition can be accelerated by integrating energy efficiency with photovoltaic energy production, and Francesco Trapanante from Enel X Italy outlined the business opportunities that Energy Communities can offer to the ceramic sector.
A seguire la sessione dedicata all’efficienza energetica ed economia circolare, nella quale sono state presentate alcune interessanti innovazioni in ambito energy saving, recupero e riciclo.
Paolo Bertocchi ha illustrato la nuova tecnologia Cartonstrap di System Ceramics per un packaging plastic-free e a basso consumo di materiali, mentre il collega Andrea Torlai ha de-
Marcello Fontanini ha presentato le nuove soluzioni Sermat per il recupero di scarti e fanghi ceramici, mentre Roberto Secchi ha illustrato le novità di Poppi Clementino in ambito recupero calore e cogenerazione. Sempre in tema di efficientamento energetico, Stefano Minghelli ed Evangelos Schoinàs di Cami Depurazioni hanno mostrato il nuovo processo virtuale di recupero calore con uno scambiatore ad alta efficienza.
Infine, Marco Bertuzzi di Protesa-Sacmi ha spiegato come accelerare la transizione energetica dell’industria ceramica attraverso l’integrazione dell’efficientamento energetico con la produzione di energia da fonte fotovoltaica, mentre Francesco Trapanante di Enel X Italy ha descritto le opportunità di business per il settore ceramico derivanti dalle Comunità Energetiche. 5
CWR 149/2022 42
THE CONFERENCE VIDEO AND DOWNLOADABLE PRESENTATIONS ARE AVAILABLE AT: HTTPS://CERAMICWORLDWEB.COM/IT/NEWS/SOSTENIBILITA-CERAMICA IL VIDEO DEL CONVEGNO E LE RELAZIONI SCARICABILI SONO DISPONIBILI SU: HTTPS://CERAMICWORLDWEB.COM/IT/NEWS/SOSTENIBILITA-CERAMICA





DURST — THE INNOVATION LEADER IN CERAMICS durst-group.com/ceramics NATURALMENTE UNICA La tecnologia Durst Gamma DG per la stampa digitale delle strutture ad incastro riscrive i tradizionali processi di decorazione ceramica portando innovazione in termine di: > Unicità > Irripetibilità > Sostenibilità > Naturalezza delle texture > Matericità > Tridemensionalità > Fedeltà > Flessibilità > Produttività 24/7
Focus on Hydrogen
The potential and development of hydrogen technology in hard-to-abate sectors
Potenzialità e sviluppo dell’idrogeno nei settori hard to abate
by Claudia Bassano, Nadia Cerone, Paolo Deiana - ENEA TERIN Department of Energy Technologies and Renewable Sources (Italy)European and Italian energy policies have set several different targets as part of the EU’s ambition of achieving a climate-neutral economy by 2050. The EU hydrogen strategy adopted in July 2020 aims to accelerate the development of clean hydrogen with the strategic goal of producing up to 10 million tonnes of renewable hydrogen by 2030 . The recent REPowerEU energy package doubled this figure with the addition of an extra 10 million tonnes of imports.
In Italy, Mission 2 of the NRRP (National Recovery and Resilience Plan) devoted to the Green Revolution and Ecological Transition has a budget of around €60 billion, a significant portion of which is earmarked for the energy transition and sustainable transportation. The proposed initiatives follow precise implementation milestones and include a range of investments and projects, from renewables to the promotion of production, distribution and end uses of hydrogen, especially in Hard To Abate (HtA) sectors, which have been allocated €2 billion of funding
HtA sectors in Italy
HtA sectors play a key role in Italian industry. They represent a vital link in the Italian supply chain and are closely intercon-
Differenti sono gli obiettivi che le politiche energetiche europea e nazionali si pongono per raggiungere l’ambizione della neutralità climatica europea al 2050. La strategia dell’UE sull’idrogeno, adottata nel luglio 2020, mira ad accelerare lo sviluppo dell’idrogeno pulito con l’obiettivo strategico di produrre entro il 2030 fino a 10 milioni di tonnellate di idrogeno rinnovabile. Il REPowerEU, recente pacchetto di misure in materia di energia, ha raddoppiato tale obiettivo aggiungendo il target relativo all’importazione di altri 10 milioni di tonnellate. Relativamente all’Italia, la Missione 2 del PNRR, dedicata alla Rivoluzione verde e alla transizione ecologica, può con-
tare su circa 60 miliardi di euro, di cui una parte rilevante è destinata alla transizione energetica e alla mobilità sostenibile. Le iniziative proposte seguono precise milestone di implementazione e prevedono investimenti e progetti, dalle rinnovabili alla promozione della produzione, della distribuzione e degli usi finali dell’idrogeno specie nei settori Hard To Abate (HtA) ai quali sono stati destinati fondi pari a 2 miliardi di euro
❱ I settori HtA in Italia
I settori HtA hanno un ruolo fondamentale nel tessuto industriale italiano. Essi rappresentano un anello fondamentale della filiera italiana in quanto strettamente interconnessi tra di loro e agli altri settori da rapporti di fornitura.
Fig. 1: Estimated hydrogen demand in various HtA end-use sectors

Stima della domanda di idrogeno nei differenti settori di utilizzo finale HtA
Relativamente all’impatto emissivo, i settori HtA, con 84 Mt CO2eq, risultavano responsabili nel 2019 del 20% delle emissioni complessive di CO2 dirette (scope 1) a livello nazionale. Decarbonizzare questi settori richiede l’adozione di una serie di strumenti e soluzioni tecnologiche, con un’implementazione che necessariamente deve prevedere un mix di leve, tra cui l’utilizzo dell’idrogeno. Ad oggi il consumo di idrogeno in Italia è quasi interamente limitato alla chimica, petrolchimica e raffinazione. In prospettiva la domanda di idrogeno potrà svilupparsi in differenti ambiti includendo il suo utilizzo come mate-
❱
44
CWR 149/2022
nected, as well as being linked to other sectors through supplier relationships.

In 2019 , HtA sectors accounted for 20% of total direct CO2 emissions (scope 1) at a national level with emissions of 84 Mt CO2eq . In order to decarbonise these sectors it is necessary to adopt a range of technological tools and solutions, with implementation requiring a combination of levers including the use of hydrogen.

At present, hydrogen consumption in Italy is almost entirely limited to the chemicals, petrochemicals and refining sectors. In the future, demand for hydrogen may develop in a number of different areas, including its use as a raw material in industrial processes. Hydrogen can also be used to supply process heat in sectors such as ceramics that require a supply of heat at high temperature and are unlikely to benefit from decarbonisation through direct electrification. Finally, the use of hydrogen in transportation will also contribute to the growth in demand.
In the case of energy-intensive industries, the demand for hydrogen as a fuel is likely to be concentrated initially in certain areas, resulting in the emergence of so-called Hydrogen Valleys where supply and demand can coexist while exploiting existing infrastructure.
❱ The ENEA –Confindustria study


To create the necessary conditions for the hydrogen market to develop , it is first of all necessary to identify the potential demand among the main industrial off-takers.
For this purpose, ENEA and Confindustria have conducted a study entitled “Action Plan for Hydrogen - Focus on Industrial Technologies” aimed at providing an overview of the state of development and diffusion of hydrogen value chain technologies and mapping the potential industrial off-takers at a national level For each analysed sector, the


ria prima nei processi industriali. Altresì, l’idrogeno potrà essere utilizzato per fornire calore di processo, in quei settori che necessitano di calore ad alta temperatura e che difficilmente potranno beneficiare della decarbonizzazione mediante l’elettrificazione diretta, come il settore della ceramica. Infine anche l’utilizzo dell’idrogeno nella mobilità contribuirà alla crescita della domanda.
Con riferimento all’industria ad alta intensità energetica, la domanda di idrogeno come consumo si concentrerà inizialmente probabilmente in determinate aree, permettendo la nascita delle cosiddette Hydrogen Valleys, dove offerta e domanda potranno coesistere avvalendosi delle infrastrutture esistenti.
Al fine di consentire lo sviluppo del mercato connesso alla catena del valore dell’idrogeno risulta necessario individuare la potenzialità della domanda presso i principali Off-Takers Industriali.
In questo contesto ENEA e Confindustria hanno elaborato lo studio “Piano d’azione per l’idrogeno-Focus Tecnologie Industriali”. L’obiettivo è stato quello di fornire un quadro generale sullo stato di sviluppo e diffusione delle tecnologie afferenti alla catena del valore dell’idrogeno e una mappatura dei potenziali Off-Takers industriali nazionali. Lo studio ha riportato le potenzialità di utiliz-
Fig. 2: Estimated decarbonisation potential as ETS shares in various HtA end-use sectors Stima del potenziale di decarbonizzazione come quote ETS nei differenti settori di utilizzo finale HtA
CWR 149/2022 45
❱ Lo studio ENEA –Confindustria
Claudia Bassano, ENEA TERIN (Italy)
GUARDA IL VIDEO » »
study reported the potential for use of the hydrogen vector in terms of technological maturity and impact and estimated the future consumption of hydrogen as a substitute for natural gas, as well as the resulting decarbonisation potential in terms of the quantity of avoided CO2 emissions. A total of 22 meetings were held with the principal stakeholders in each of the industrial sectors to discuss in detail the opportunities, barriers and critical aspects of the individual sectors.
Along with the potential annual hydrogen consumption volume, one of the biggest differences between the various sectors of use concerns the degree of technological/commercial readiness for the use of hydrogen in the various industrial supply chains
Some sectors (e.g. refinery, petrochemicals, chemicals, iron and steel, and non-ferrous metals) are ready to go as they already use hydrogen extensively in their production processes. Others (such as paper, ceramics, glass, cement and transportation) have high potential for hydrogen use but require further technological development. Aspects identified as requiring further investigation include technological, regulatory and economic barriers, as well as uncertainties regarding the continuous availability of hydrogen supplied at a competitive cost. By correctly determining these critical aspects it will be possible to identify enabling actions to promote the effective use of the hydrogen vector by end users

The results of the analysis show that converting the current fossil fuel consumption of the analysed industrial sectors to blends consisting of 20% hydrogen in natural gas by volume would meet almost 50% of the hydrogen demand target for 2030 (0.7 Mt/year) contained in the National Hydrogen Strategy Guidelines published by the Italian Ministry of Economic Development (MiSE). Adding together the consumption volumes for each individual sector gives a potential overall hydrogen demand at a national level of about 312 kton/year with an electrolysis capacity of 7.2 GWe (load factor 2000 h).
Most of the sectors analysed are covered by the ETS directive and would therefore benefit from the partial or complete substitution with renewable hydrogen in terms of low-
zo del vettore idrogeno per ciascun settore analizzato, sia in termini di maturità tecnologica che di impatto, stimando i futuri consumi di idrogeno come sostitutivo del gas naturale e il conseguente potenziale di decarbonizzazione come quantitativo di CO2 non più emessa. Sono stati svolti ventidue incontri con i principali stakeholder dei differenti settori industriali, che hanno consentito un dialogo di confronto, condivisione e approfondimento delle opportunità, barriere e criticità dei singoli settori.
Le differenze maggiori tra i settori di utilizzo rilevate riguardano, oltre che l’entità dei potenziali consumi annui di idrogeno, anche il grado di readiness tecnologica/commerciale relativa all’impiego dell’idrogeno nelle diverse filiere industriali Alcuni settori risultano pronti in quanto l’idrogeno è già convenzionalmente e ampiamente utilizzato nei rispettivi processi produttivi (ad es. raffineria, petrolchimica, chimica, siderurgia, metalli non ferrosi). Altri richiedono un ulteriore sviluppo tecnologico, seppure presentino un alto potenziale di utilizzo di idrogeno (ad es. carta, ceramica, vetro, cemento, mobilità). Gli aspetti emersi che necessitano di approfondimenti si riferiscono a barriere tecnologiche, normative, regolatorie ed eco-
nomiche, tra cui l’incertezza sulla reale disponibilità di idrogeno fornito con continuità e a costi competitivi. Una corretta definizione di tali criticità consentirà di individuare le azioni abilitanti per favorire l’utilizzo efficace del vettore idrogeno nelle utenze finali
I risultati dell’analisi condotta indicano che convertire gli attuali consumi di combustibile fossile dei settori industriali analizzati, con l’impiego di miscele al 20% in volume di idrogeno in gas naturale, consentirebbe di coprire per quasi il 50% l’obiettivo della domanda di idrogeno prefissata per il 2030 (pari a 0,7 Mt/anno) dalle Linee Guida per la Strategia nazionale sull’idrogeno emanate dal MiSE. Dalla somma dei consumi per singolo settore, si evince che, complessivamente, a livello nazionale si avrebbe una potenziale domanda di idrogeno pari a circa 312 kton/anno con una capacità di elettrolisi di 7,2 GWe (Load factor 2000 h).
La maggior parte dei settori analizzati sono disciplinati dalla normativa ETS e pertanto potrebbero beneficiare della parziale e/o completa sostituzione dell’idrogeno (se rinnovabile) in termini di minore quantitativo di CO2 emesso in atmosfera e quindi di quote ETS non più conferite. In questo conte-
CWR 149/2022 46
Focus on Hydrogen
Fig. 3: Estimated potential impact of hydrogen use in the ceramic industry Stima del potenziale impatto dell’utilizzo dell’idrogeno nel settore della ceramica


Focus on Hydrogen
er atmospheric CO2 emissions and consequently non-issued ETS allowances. In this context, individual industrial sectors would enjoy a cost benefit deriving from non-issued allowances of between 2 M€ and 41 M€ per year depending on the sector considered (assuming an ETS allowance value of €60/tonne CO2). Considering decarbonisation potential, this would result in a 2% to 8% reduction with respect to ETS2019 emissions.
With specific reference to the ceramic industry, the study revealed a potential hydrogen demand of 30 kt/year , equivalent to a total installed electrolyser capacity of about 914 MWe. This would allow a total of 6% CO2 emissions to be avoided , reducing costs by approximately 11 M€/year. ❱

Conclusions
While the study has attempted to determine the potential demand for hydrogen in Italian industry, the question remains of how this demand can be met in terms of producing the required quantities and ensuring continuity of service through investments in transport, storage and distribution at a national level. The results of the study provide a positive assessment of the national potential for the penetration/diffusion of hydrogen usage in various industrial sectors while noting that in order for the market to develop effectively, it is essential to pursue actions and initiatives for reducing industrial energy supply costs, for promoting sustainability and for developing the application of breakthrough technologies ✕
sto i singoli settori industriali potrebbero beneficiare di un costo evitato, relativo al mancato conferimento delle quote da 2 M€ a 41 M€ all’anno a seconda del settore considerato (si è ipotizzato un valore quota ETS pari a 60€/tonCO2). Considerando il potenziale di decarbonizzazione, si avrebbe un contenimento dal 2% all’8% rispetto alle emissioni ETS2019.
Nello specifico, analizzando l’impatto sul settore della ceramica, lo studio ha evidenziato una possibile domanda di idrogeno pari a 30 kt/anno, equivalenti ad una potenza complessiva installata degli elettrolizzatori pari a circa 914 MWe. In questa ipotesi la CO2 evitata sarebbe pari al 6%, con un mancato costo pari a circa 11 M€/anno.
❱ Conclusioni
Lo studio sottolinea che, se da un lato si è cercato di da-
re una risposta alla valutazione sul territorio italiano della domanda potenziale di idrogeno in ambito industriale, rimane da sciogliere il quesito relativo a come potrà essere soddisfatta tale domanda in termini di produzione nella quantità necessaria e di continuità di servizio, investendo in trasporto, accumulo, e distribuzione sul territorio. I risultati dello studio svolto forniscono una positiva valutazione del potenziale nazionale di penetrazione/diffusione dell’utilizzo dell’idrogeno nei differenti settori industriali, evidenziando che per consentire un corretto sviluppo del mercato, è necessario sostenere azioni ed iniziative per ridurre i costi di approvvigionamento energetico del sistema industriale, per promuoverne la sostenibilità e sviluppare l’applicazione delle “breakthrough technologies” ✕
ADVERTISING







THE FUTURE IS TODAY Thanks to our technologies your company will benefit from H2 and flexible Power and Heat solutions that are ready for both today and tomorrow’s challenges. +2Million hours with high H2 fuel up to100% H2 +16000 Gas Turbines sold For more information and to locate the office nearest you: visit solarturbines.com; Call +41 91 851 1511 (Europe) or +1 619 544 5352 (US) email infocorp@solarturbines.com | www.solarturbines.com
the
the game
CHANGING
rules of
Using green hydrogen to decarbonise the ceramic industry
Come decarbonizzare l’industria ceramica con l’idrogeno verde
Lorenzo Ducci, Enel Green Power (Rome, Italy)Enel Green Power is the Enel business line that was set up in 2010 to develop renewable energy sources and is the world’s leading player in the field. It operates 1,200 plants in more than 27 countries, manages a capacity of around 50 gigawatts and aims to install a further 100 gigawatts by 2030, mainly in the field of wind and solar energy. In 2020, Enel Green Power launched its Hydrogen business unit with the aim of developing hydrogen-related projects while maximising synergies with its renewables business.
Enel has a clear vision for the future of hydrogen based on four principles.
The first is that electrification is the cheapest and easiest way to decarbonise most end-use consumption (with 1 kwh of renewable energy, it is possible to travel three times as many kilometres as with hydrogen). Hydrogen should not be seen as a competitor to electrification but as a complementary solution to be used only in applications where it is really necessary , for example as a substitute for natural gas in the production of high temperature heat and/or where electrical solutions are not technologically or economically mature, such as the ceramic industry.
Enel considers it crucially important for hydrogen to be green, i.e. generated by 100% renewable energy , as no other commercially available production method offers comparable levels of sustainability.
Finally, although the cost of green hydrogen is currently by no means competitive , the technology is still in the early stages of its development and Enel believes it will become cost-effective by 2030 . Indeed, if the efforts of government, the institutions and industry are guided effectively, green hydrogen may actually become the most economical solution. ❱
Hydrogen production methods
Hydrogen is not a primary energy source but an energy carrier that has to be produced from more complex molecules. Today, around 75 million tonnes of pure hydrogen are produced annually, mainly through two production methods: the reforming of natural gas (so-called grey hydrogen) and the gasification of coal (so-called brown hydrogen). This latter process is considered a climate killer as it currently generates around 830 million tonnes of CO2 annually, equivalent to the emissions of Great Britain and Indonesia combined.
So what sustainable solutions are available for hydrogen production? One is green hydrogen , i.e. hydrogen produced
Enel Green Power è la business line di Enel che, dal 2010, si occupa dello sviluppo delle rinnovabili, settore nel quale è il primo player mondiale. Opera in più di 27 Paesi con 1200 impianti, gestisce una capacità di circa 50 gigawatt e punta ad installarne altri 100 entro il 2030, principalmente eolico e solare. All’interno di Enel Green Power, nel 2020 è nata la Hydrogen business unit, con lo scopo di sviluppare progetti legati all’idrogeno facendo leva sulla forte capacità di creare sinergie con la sua attività nel campo rinnovabili.
La visione di Enel sull’idrogeno è molto chiara e si fonda su quattro pilastri. Il primo sostiene che l’elettrificazione è la via più economica e semplice per decarbonizzare la maggior parte dei consumi finali (con 1 kwh di energia rinnovabile è possibile percorrere tre volte i chilometri che si percorrerebbero con l’idrogeno).
L’idrogeno non va però considerato come un competitor dell’elettrificazione, bensì come un complemento, da utilizzare solo nei settori dove è veramente necessario, ad esempio, dove può sostituire il gas naturale per produrre calore ad alte temperature e/o dove la soluzione elettrica non è matura tecnologicamente o economicamente, come appunto l’industria ceramica. Fondamentale per Enel è che
l’idrogeno deve essere verde, quindi alimentato da energia rinnovabile al 100% Non esiste infatti, su scala commerciale, un metodo di produzione paragonabile in termini di sostenibilità.
Infine, pur consapevoli che il costo dell’idrogeno verde, oggi, non è assolutamente competitivo, siamo convinti che lo sarà già al 2030 grazie al progressivo sviluppo della tecnologia che è ancora all’inizio della sua curva di apprendimento. Anzi, indirizzando opportunamente gli sforzi della politica, delle istituzioni e dell’industria, l’idrogeno verde potrà addirittura rappresentare la soluzione più economica.
❱ I metodi di produzione dell’idrogeno
L’idrogeno non è una fonte energetica, bensì un vettore energetico che deve essere prodotto da molecole più complesse. Oggi sono prodotte circa 75 milioni tonnellate di idrogeno nella sua forma pura, principalmente attraverso due metodi di produzione: il reforming del gas naturale (il cosiddetto idrogeno grigio) e la gassificazione del carbone (il cosiddetto idrogeno marrone), quest’ultima definibile come un “climate killer”, dato che oggi produce circa 830 milioni di tonnellate di CO2 l’anno, ossia le emissioni di Gran Bretagna e Indonesia combinate. Quali sono quindi le soluzioni sostenibili di produzione
50
CWR 149/2022
Focus on Hydrogen
from the electrolysis of water using renewable energy; the other is known as blue hydrogen and is produced by reforming natural gas and using CO2 capture and storage systems. Enel has decided to invest intensively in green hydrogen because it is the only production method that guarantees zero emissions and because it offers all the advantages of renewable development :
• progressive energy independence from fossil fuels;
• reduction in energy costs, as the cost of renewable technology will continue to fall in the future;
• the development of a decentralised model , i.e. the construction of electrolysers close to customers’ facilities and consequently close to the point of consumption, and the transport of green electricity, which presents fewer risks in terms of sustainability and safety compared to gas pipelines.
Since the efficiency of the electrolysis process currently stands at around 60%, green hydrogen is a valuable resource that should be used only where it is really needed and where green electricity cannot be used directly. In other words, hydrogen should be reserved for sectors where it can be used as a raw material or where it can replace natural gas in the production of high-temperature heat, as in the case of the ceramic industry.

❱ Stand-alone and co-located plants
Enel proposes two plant configurations for green hydrogen production, along with a third that combines both solutions. In the stand-alone configuration, the electrolyser is installed in proximity to the customer’s facility, which means it is connected to the renewable-energy power plant via the power grid. While this has the advantage of eliminating transport costs, the biggest downside is the energy cost because the electrolyser is connected to the grid and is consequently subject to grid connection charges.
The second model is that of a co-located plant. In this configuration, the electrolyser is installed in proximity to a renewable-energy power plant with a direct cable connection between the two. While there are no grid charges, transport of the hydrogen produced becomes a problem and must be done by truck or using dedicated pipelines (i.e. not using the gas supply network). Clearly, this model is most efficient when the renewable-energy power plant is located close to the site of consumption.
dell’idrogeno? Una è appunto l’idrogeno verde, ossia idrogeno prodotto dall’elettrolisi dell’acqua con energia rinnovabile; l’altra è il cosiddetto idrogeno blu, ovvero idrogeno prodotto dal reforming del gas naturale con sistemi di cattura e stoccaggio della CO2. Enel ha deciso di investire fortemente sull’idrogeno verde, sia perché è l’unico metodo di produzione che garantisce zero emissioni, sia perché beneficia dei vantaggi dello sviluppo rinnovabile, ossia: • la progressiva indipendenza energetica e dai combustibili fossili;

• la riduzione dei costi energetici, poiché il costo della tecnologia rinnovabile continuerà a calare in futuro; • lo sviluppo di un modello decentralizzato, ovvero la costruzione di elettrolizzatori nei pressi degli impianti dei clienti, quindi vicino al consumo, e trasporto di elettroni verdi (e non di molecola su tubazioni) che, dal punto di vista della sostenibilità e della sicurezza, presenta meno rischi.
Poiché l’elettrolisi oggi ha un’efficienza di circa il 60%, l’idrogeno verde è una risorsa preziosa che va utilizzata dove veramente serve e dove l’elettrone verde non può essere utilizzato direttamente; quindi, come accennato prima, in quei settori dove l’idrogeno può essere usato come mate-
ria prima o dove può sostituire il gas naturale per produrre calore ad alte temperature, vedi l’industria ceramica.
❱ Impianti Stand-Alone e colocalizzati

Enel propone due configurazioni di impianti per la produzione di idrogeno verde, più un terzo che li combina entrambi. La configurazione Stand-Alone prevede l’installazione dell’elettrolizzatore nei pressi dell’impianto del cliente, quindi connesso alla rete e virtualmente connesso all’impianto rinnovabile per garantire che l’idrogeno prodotto sia verde. Il vantaggio è l’azzeramento dei costi di trasporto, mentre lo svantaggio principale è legato al costo dell’energia poiché l’elettrolizzatore, essendo connesso alla rete, è soggetto agli oneri della connessione di rete. Il secondo modello è l’impianto co-localizzato. Qui l’elettrolizzatore viene installato nei pressi di un impianto rinnovabile, con una connessione diretta tramite cavo tra impianto rinnovabile ed elettrolizzatore. In questo caso non vi sono oneri di rete da pagare, mentre il problema è il trasporto dell’idrogeno prodotto (via camion o con tubazioni dedicate), quindi non utilizzando la rete gas. È intuitivo che questo modello funzioni quanto più l’impianto si trovi vicino al sito di consumo.
Il terzo modello, ibrido, pre-
CWR 149/2022 51
Lorenzo Ducci, ENEL GREEN POWER (Italy)
ALLEGATO A MARCHIO ENEL GREEN POWER VERSIONE DA UTILIZZARE PER LE SPONSORIZZAZIONI H 0 08c5a
GUARDA IL VIDEO »
»
The third solution is a hybrid model in which both the electrolyser and the renewable-energy power plant are installed close to the customer’s facility, which minimises transport costs while maintaining a power grid connection. This solution also allows access to a larger number of renewable plants and extends the potential operating hours of the electrolyser. Enel Green Power began working in Italy and abroad in 2020 and proposes the three different configurations depending on the situation. Several projects are already at an advanced stage and have been approved for funding, the largest of which has reached a capacity of around one gigawatt. In this initial phase, the projects are in sectors in which hydrogen is already used (such as refineries) and there is no technology gap that needs to be filled.
❱ Hydrogen in the ceramic industry: the first EGP project in Sardinia


For the past year and a half, Enel Green Power has also been working extensively in the ceramic sector, an energy-intensive and high-emissions industry with an urgent need for decarbonisation solutions. As was clearly evident at the exhibition Tecna 2022, compared to other sectors such as glass or metal production, the ceramic industry has an advanced level of technological maturity for the transition from gas to hydrogen, with plant engineering solutions already available
The first project that Enel Green Power is carrying out in the ceramic sector is a stand-alone configuration with an electrolyser located at the customer’s ceramic factory. The grid connection ensures a continuous flow of hydrogen and the potential to operate the electrolyser for a large number of hours. The idea of coupling the electrolyser with a photovoltaic system was ruled out because it would have required the construction of storage facilities, which are very expensive and also have a maximum storage limit. This project will enable the ceramic company to reduce its CO2 emissions by approximately 4800 tonnes Another interesting aspect of the project is that it generates value from oxygen. It is important to remember that electrolysis of water not only produces hydrogen but also creates eight times as much oxygen, which has a lower market value than hydrogen but can still make a significant contribution to the economics of the project.
To promote the use of hydrogen in the ceramic industry and lower the currently uncompetitive costs, the first step is to identify and study new projects which can be submitted for the funding that is now available. Well aware that developing a hydrogen project takes considerable time, Enel Green Power has already set up discussions and working groups between ceramic companies and the plant suppliers to study the industry’s specific needs and problems in terms of production and technology and to find the most effective solution. ✕
vede l’installazione di elettrolizzatore e impianto rinnovabili vicino all’impianto del cliente, in modo da azzerare i costi di trasporto con una connessione alla rete. Questa soluzione permette anche di accedere ad un portafoglio di impianti rinnovabili più grande e quindi di aumentare le ore di funzionamento dell’elettrolizzatore.
Dal 2020 Enel Green Power ha iniziato a lavorare sia in Italia che all’estero, proponendo, a seconda delle situazioni, le tre diverse configurazioni. Diversi progetti sono già in fase avanzata e saranno finanziati, tra cui quello più grande che ha raggiunto circa il gigawatt. In questa fase iniziale, si tratta di progetti in settori che già utilizzano l’idrogeno (come le raffinerie), nei quali non vi è da colmare un gap tecnologico.
❱ L’idrogeno nell’industria ceramica: il primo progetto EGP in Sardegna
Da un anno e mezzo Enel Green Power sta lavorando molto anche nel settore ceramico, che, essendo energivoro e ad alte emissioni, ha l’esigenza di trovare soluzioni di decarbonizzazione. Come si è potuto constatare anche alla fiera Tecna 2022, si tratta di un comparto che, rispetto ad altri (come la produzione di vetro o di metalli), presenta un’avanzata maturità tecnologica finalizzata alla transizione da
gas a idrogeno, con soluzioni impiantistiche già disponibili
Il primo progetto che Enel Green Power sta portando avanti nel settore ceramico è in configurazione Stand-Alone, con gli elettrolizzatori presso lo stabilimento ceramico dal cliente, in modo da garantire un flusso continuo di idrogeno grazie alla connessione alla rete, oltre alla possibilità di utilizzare l’elettrolizzatore per un numero elevato di ore. L’ipotesi di accoppiare l’elettrolizzatore ad un impianto fotovoltaico è stata scartata poiché richiederebbe la costruzione di stoccaggi che, oltre ad essere molto costosi, hanno anche un limite massimo di stoccaggio. Nel caso in esame, il progetto consentirà all’azienda ceramica di ridurre le emissioni di CO2 di circa 4800 tonnellate. Un altro aspetto interessante di questo progetto è anche la valorizzazione dell’ossigeno: l’elettrolisi dell’acqua, infatti, oltre a produrre idrogeno, produce ossigeno otto volte in quantità, che, sebbene abbia un valore di mercato più basso dell’idrogeno, è fondamentale per migliorare gli economics del progetto.
Per favorire lo sviluppo dell’idrogeno nel comparto ceramico e ridurne i costi oggi non competitivi, occorre innanzitutto individuare e studiare fin da ora nuovi progetti da candidare poi ai finanziamenti che, come noto, stanno arrivando adesso. Consapevole che sviluppare un progetto idrogeno richiede tempo, Enel Green Power ha già attivato interlocuzioni e tavoli di lavori che coinvolgono entrambi gli attori della filiera – aziende ceramiche e fornitori di impianti - per comprendere le specifiche necessità e le problematiche produttive e tecnologiche tipiche del comparto, e quindi studiare la soluzione migliore da applicare.

CWR 149/2022 52
✕
on Hydrogen Il ruolo di EGP nel settore Fino a 1600 tonnellate anno di sostituzione GPL Rete Elettrolizzatore Accumulo H2 Sistema di elettrolisi Solare Stand Alone conf. Fino a 4800 tonnellate/anno di risparmio di CO2 emessa Valorizzazione ossigeno Eolico Il nostro primo progetto
Focus

Hydrogen and technologies for the sustainability of ceramic processes
Idrogeno e tecnologie per la sostenibilità dei processi ceramici
Claudio Ricci, Sacmi (Imola, Italy)The ceramic tile and slab sector is one of the industries most urgently in need of conversion of its energy-intensive processes (especially firing) as part of a gradual transition from the use of fossil fuels (such as natural gas) towards sustainable vectors (renewable energies, green hydrogen, etc.) in keeping with the EU’s emission reduction requirements (specifically the “Fit for 55” programme).
Added to this is the fact that the current energy crisis and soaring natural gas prices are forcing the ceramic sector to look for alternatives to the use of gas in thermal processes, particularly those involving high temperatures.
It is the very high temperatures together with the need for proper circulation of flue gases inside the kiln and other technical and technological aspects that make the use of hydrogen an attractive and technically feasible solution as a partial alternative to natural gas
It is also necessary to consider the rising costs of atmospheric CO2 emissions regulated by the ETS system , which are likely to continue to increase in the coming years and further fuel the shift away from fossil fuels.
The use of new energy vectors inevitably requires a complete rethink of production departments, particularly those with a high specific energy consumption, expressed here in kWh (electrical or thermal) per square metre of ceramic product.
Il settore delle piastrelle e lastre ceramiche è uno dei comparti industriali che più necessita di una conversione dei propri processi ad alta intensità energetica (in particolare la cottura), passando gradualmente dall’utilizzo di combustibili fossili (come il gas naturale) a vettori sostenibili (energie rinnovabili, l’idrogeno verde, ecc.), per poter soddisfare le richieste di riduzione delle emissioni previste dall’Europa (si veda il programma “Fit for 55”).
A questo si aggiunge il fatto che l’attuale crisi energetica, con l’aumento vertiginoso del costo del gas naturale, spinge il settore ceramico a trovare risposte alternative all’utilizzo del gas nei processi termici, in particolare per quelli ad alta temperatura.
dei costi delle emissioni di CO2 in atmosfera, regolati dal sistema ETS; verosimilmente, questi continueranno ad aumentare nei prossimi anni, spingendo ulteriormente per l’abbandono dei combustibili fossili.
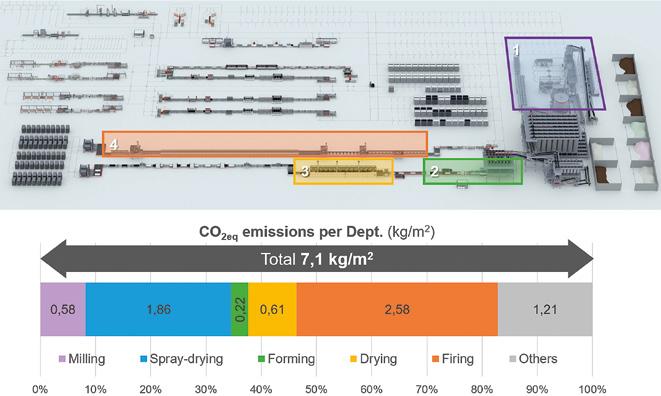
Necessariamente, l’utilizzo dei nuovi vettori energetici passa per una completa rivisitazione dei reparti di produzione, in particolare quelli che hanno un elevato consumo specifico, qui espresso in kWh (elettrici o termici) per metro quadro di prodotto ceramico.
❱ Reparti energivori
Fig. 1: Areas of the plant with the greatest impact and breakdown of emissions Zone dell’impianto a maggiore impatto e suddivisione delle emissioni
E proprio le altissime temperature, unitamente alla necessità di una corretta circolazione di fumi all’interno del forno ceramico ed altri aspetti tecnici e tecnologici, fanno sì che l’utilizzo dell’idrogeno in parziale sostituzione del metano sia una soluzione particolarmente interessante e tecnicamente possibile Occorre anche considerare il progressivo aumento
In Fig. 1 è mostrato un tipico layout di impianto a ciclo completo per la produzione di piastrelle e lastre in gres porcellanato. Sono evidenziati i comparti a maggiore consumo energetico ed elevate emissioni di CO2. L’emissione totale (per metro quadrato di gres porcellanato, spessore 10 mm) vale circa 7,1 kg/m2 CO2eq. La figura mostra anche la suddivisione delle emissioni per reparto; da notare l’importanza del reparto preparazione (per la presenza di mulini ed atomizzatore) e del reparto cottura, in assoluto il più energivoro ed emissivo.
La proposta impiantistica di SACMI per i prossimi anni si concentra principalmente su questi due reparti, che “pesano” per oltre il 70% delle emissioni e per oltre 80% dell’energia, e tiene conto del
54
CWR 149/2022
Focus on Hydrogen
❱ Energy-intensive production departments
Fig.1 shows a typical full-cycle plant layout for the production of porcelain tiles and slabs, highlighting the departments with the highest energy consumption and CO2 emissions.
Total emissions (per square metre of porcelain tile of thickness 10 mm) are approximately 7.1 kg/m2 CO2eq . The figure also shows the breakdown of emissions by department. Note the importance of the preparation department (due to the presence of mills and spray dryers) and the firing department , which has by far the highest levels of energy consumption and emissions.
Sacmi’s plant proposals for the coming years focus mainly on these two departments, which account for more than 70% of emissions and 80% of energy consumption . They also take account of the expected electricity supply improvements and the future availability of green hydrogen for industrial applications.
❱ Solutions for the preparation department

Fig. 2 shows in detail the proposal for the preparation department, which includes the use of continuous modular milling and results in a significant reduction in electrical energy consumption, as well as improved quality and process control.
The spray drying process will use hydrogen mixed with natural gas as its fuel (50% by volume), resulting in a significant reduction in CO2 emissions (-23%).

As an alternative, it will also be possible to use electrical energy to directly generate hot air by means of special 100% electric heaters (currently under development).
The overall reduction in CO2 emissions for this department with the solution based on a hydrogen blend is 47%
miglioramento atteso per la fornitura di energia elettrica e della futura disponibilità di idrogeno verde per applicazioni industriali.

❱ Soluzioni per il reparto preparazione
In Fig. 2 è mostrata nel dettaglio la proposta per il reparto preparazione, che prevede l’utilizzo della macinazione continua modulare, con una importante riduzione della energia elettrica, oltre che una migliore qualità e controllo di processo. L’atomizzazione utilizzerà come combustibile idrogeno in miscela con il gas naturale (50% in volume) con una notevole riduzione delle emissioni di CO2 (−23%). In alternativa, sarà anche possibile impiegare direttamente l’energia elet-
trica per generare aria calda, mediante opportuni riscaldatori 100% elettrici (attualmente in sviluppo). La riduzione di emissioni CO2 complessiva per questo reparto con la soluzione a miscela di idrogeno vale complessivamente −47%
❱ Soluzioni per il reparto cottura
In Fig. 3 si vede la configurazione proposta per il reparto cottura con il nuovo forno Maestro nella versione a completo controllo digitale del rapporto di combustione nelle varie zone di cottura, che permette l’ottimizzazione della combustione in ogni situazione operativa.
La combinazione dei bruciatori innovativi e del sistema Jet-Pump, oltre alla possibili-
Fig. 2: Emissions and energy consumption in the preparation department Emissioni e consumi del reparto preparazione
CWR 149/2022 55
Claudio Ricci, Sacmi (Imola, Italy)
GUARDA IL VIDEO » »
❱ Solutions for the firing department
Fig. 3 shows the proposed configuration of the firing department with the new Maestro kiln in the version featuring full digital control of the firing ratio in the various firing zones, which allows combustion to be optimised in every operating situation. The combination of innovative burners and the JetPump system, as well as the possibility of digitally optimising the firing curves and stoichiometric ratios, leads to fuel savings of around 10% . In addition, the new burners will run on hydrogen in a blend of up to 50% by volume, allowing for a 23% reduction in CO2 emissions.
The combination of a digitally controlled kiln and the hydrogen fuel blend will allow for an overall reduction in CO2 emissions of 33% . Here too, on-site availability of hydrogen and electricity from renewable sources at an acceptable cost will be needed before the new technologies can be fully exploited. ❱

Conclusions
To conclude, the graph shown in Fig. 4 compares the total current CO2 emission values with the projected 2025 figures achieved with the innovative configuration and the 1990 values. The plants in operation today emit on average 7.1 kg/m2 of CO2eq, 35% less than in 1990 and well below the current EU 2020 requirements. The new plant proposal will reduce CO2eq emissions to 3.8 kg/m2 by 2025 (65% less than in 1990) in accordance with EU 2030 requirements (-55% compared to 1990)

The combined effect of the availability of green energy sources and new machine and plant solutions capable of fully exploiting the new energy vectors ( hydrogen and electricity from renewable sources) will bring a significant reduction in emissions (almost half of current levels and one third of 1990 figures) while maintaining finished product quality and high overall plant efficiency. To facilitate this synergy, Sacmi is strongly committed to researching state-of-the-art plant solutions capable of making the ceramic production process ever more efficient and ensuring a sustainable future for the ceramic industry in Europe. ✕
tà di ottimizzare digitalmente le curve di cottura e i rapporti stechiometrici, porta ad un risparmio di combustibile nell’ordine del 10%. Inoltre, i nuovi bruciatori saranno alimentati con idrogeno in miscela fino al 50% (in volume), permettendo una riduzione di emissioni di CO2 di −23%.
La combinazione di forno a controllo digitale e alimentazione a idrogeno in miscela permetterà una riduzione delle emissioni CO2 complessiva di −33%. Anche in questo caso, per sfruttare appieno le nuove tecnologie, occorrerà la disponibilità di idrogeno ed energia elettrica da fonti rinnovabili a costi accettabili.
❱ Conclusioni
In conclusione, riportando i valori complessivi di emissione di CO2 attuali e previsti per
la configurazione proposta (al 2025), e confrontandoli con i valori storici del 1990, otteniamo il grafico di Fig. 4. Gli impianti in funzione oggi emettono mediamente 7,1 kg/m2 di CO2eq con una riduzione del −35% (rispetto al 1990), ampiamente al di sotto della richiesta EU 2020, attualmente in vigore.
La nuova proposta impiantistica (al 2025) porterà le emissioni di CO2eq a 3,8 kg/m2 (−65% rispetto al 1990) in accordo con i requisiti EU 2030 (−55% rispetto al 1990)
L’azione sinergica tra la disponibilità di fonti “verdi” e nuove soluzioni per macchine ed impianti, in grado di sfruttare al meglio i nuovi vettori energetici (idrogeno ed energia elettrica da fonte rinnovabile), consente pertanto un importante abbattimento delle emissioni (quasi dimezzate rispetto alla situazione attuale, un terzo di quelle del 1990), pur mantenendo inalterata la qualità finale del prodotto e l’alta efficienza complessiva dell’impianto. Proprio per favorire questa sinergia, Sacmi è fortemente impegnata nel ricercare soluzioni impiantistiche d’avanguardia, che possano rendere il processo ceramico sempre più efficiente, assicurando così un futuro di produttività sostenibile per l’industria ceramica in Europa. ✕
CWR 149/2022 56
Fig. 3: Emissions and energy consumption in the firing department ~ Emissioni e consumi del reparto cottura
Focus
Hydrogen
Fig. 4: Total CO2 emissions as a function of production plant development Emissioni di CO2 complessive, in funzione dell’evoluzione impiantistica
on
The right colour for every solution






GLASS PLASTIC
CERAMICS PAINT&COATINGS COLOUR INNOVATION INDUSTRY INCO INDUSTRIA COLORI SPA • Via Montebonello, 19/21 • 41026 Pavullo nel Frignano (MODENA) Italy • www.incolours.it
ROOFS&BRICKS
Innovative solutions for the use of hydrogen in the ceramic industry Soluzioni innovative per l’utilizzo dell’idrogeno nell’industria ceramica
Ruggero Casoni, Gruppo B&T (Formigine, Italy)The EU has set two key targets for the reduction of CO2 emissions compared to the situation in the 1990s: a 55% reduction by 2030 and complete decarbonisation by 2050 Gruppo B&T’s research efforts aimed at developing increasingly green solutions for the ceramic industry have led to the creation of Titanium 2.0® technology, a kiln system based on Titanium combustion technology and thermal machine management that has already brought a 30% reduction in CO2 emissions
Another recent solution is the latest-generation Dryer 00 , a drying system with redesigned size and cycle parameters that has been engineered to fully utilise waste energy and thus ensure a substantial reduction in fuel consumption and associated emissions.
These cutting-edge technologies are complemented by the energy recovery systems adopted on the other thermal machines used in ceramic factories such as spray dryers and dryers, as well as solutions for cogeneration and pre-heating of slip fed to the spray dryer.

The latest Titanium 2.0® technology guarantees superior levels of CO2 reduction to even the top performing technologies based on a 50% hydrogen blend. But although the results are among the best in the industry and the Titanium 2.0® burner has also been successfully adopted in industrial applications with H2-CH4 mixtures of between 5% and 10% v/v , carbon-based combustion technology is not compatible with the long-term goal of reducing and ultimately eliminating emissions.

To address this need, in recent years Gruppo B&T has developed a combustion technology based on the use of hydrogen as a fuel. The group initiated studies into the use of
Il contesto europeo impone due improcrastinabili obiettivi in tema di riduzione delle emissioni di CO2 rispetto alla situazione degli anni 90: -55% nel 2030 e decarbonizzazione totale per il 2050
La ricerca del Gruppo B&T volta allo sviluppo di soluzioni sempre più green per l’industria ceramica trova risposta nella tecnologia Titanium 2.0®, un sistema forno basato sulla tecnologia di combustione Titanium e sulla gestione della macchina termica che già oggi consente una riduzione del 30% delle emissioni di CO2
A questo si affianca l’ultima generazione di essiccatoi Dryer 00, un sistema di essiccazione ridefinito nei parametri dimensionali e di ciclo, ottimizzato per sfruttare appieno i cascami energetici della macchina termica a favore di una drastica riduzione dei consumi di combustibile ed emissioni da esso derivanti.
A queste tecnologie di ultima generazione si uniscono i
recuperi energetici sulle altre macchine termiche dell’impianto ceramico, quali atomizzatori ed essiccatoi, includendo la possibilità di cogenerazione e preriscaldo della barbottina all’atomizzatore.
La più moderna tecnologia Titanium 2.0® è in grado di garantire una riduzione della CO2 addirittura superiore alle migliori tecnologie che impiegano blend di idrogeno al 50%. Tuttavia, sebbene i risultati raggiunti rappresentino già il migliore traguardo del settore, per definizione la tecnologia di combustione Carbon-based non potrà soddisfare nel lungo periodo le richieste di riduzione e azzeramento delle emissioni. È però da segnalare l’esito positivo dell’utilizzo del bruciatore Titanium 2.0® in applicazione industriale con blend H2-CH4 comprese tra il 5 e 10% v/v
Gruppo B&T è in grado di rispondere a questa necessità grazie allo sviluppo in questi ultimi anni di una tecnologia di combustione basata sull’impiego dell’idrogeno come combustibile.
58
CWR 149/2022 H2 hydrogen burner Bruciatore idrogeno H2
hydrogen burner Bruciatore idrogeno H2
H2
Focus on Hydrogen
hydrogen in the ceramic industry in 2018, then filed a patent for a hydrogen burner and developed a system for mixing H2, O2 (from the electrolysis process) and combustion air based on tests carried out on an industrial kiln. Its latest new technology, simply called Hydrogen , consists of a patented hydrogen burner capable of running with an up to 50% H2 blend by volume. Today, Gruppo B&T is able to supply kilns, dryers and spray dryers capable of running on hydrogen blends of up to 50% v/v while meeting production process and quality requirements and complying with the relevant standards. The development of these new machines involved extensive research and testing of materials suitable for the new thermal, chemical and physical operating conditions associated with the use of the new fuel.


Rising energy and natural gas prices coupled with predicted growth in ETS costs are accelerating the energy transition: net of CapEx amortisation, hydrogen usage can bring economic benefits within a few dozen months.
But Gruppo B&T’s commitment goes beyond merely supplying a complete hydrogen-ready line. It places its experience as a system integrator at the disposal of the ceramic industry, helping manufacturers choose industrial-scale hydrogen supply solutions based on an electrolyser in combination with on-site renewable energy sources. ✕
Il gruppo ha avviato i primi studi sul suo utilizzo nel settore ceramico già nel 2018, arrivando successivamente al deposito di un bruciatore a idrogeno e allo sviluppo di un sistema di miscelazione di H2, O2 (derivanti dal processo di elettrolisi) e aria di combustione con test su forno industriale. Il più recente traguardo è Hydrogen, il bruciatore a idrogeno brevettato, in grado di lavorare con un blend H2 in volume fino al 50%.
Oggi il Gruppo B&T è in grado di proporre forni, essiccatoi e atomizzatori che possono essere alimentati ad idrogeno fino ad un blend del 50% v/v nel rispetto del processo produttivo e qualitativo del prodotto ceramico, oltre che delle normative di rife-
rimento. Lo sviluppo di queste nuove macchine ha comportato un ampio lavoro di ricerca e test di materiali idonei alle nuove condizioni di lavoro termiche e chimico-fisiche derivanti dall’impiego del nuovo combustibile.

Le tensioni sui costi dell’energia e del gas metano, unitamente alle previsioni di crescita dei costi degli ETS, accelerano il processo della transizione energetica: al netto dell’ammortamento del capex, l’utilizzo di idrogeno può trovare un giustificativo vantaggioso già in poche decine di mesi.
L’impegno del Gruppo B&T va oltre la sola fornitura della linea completa hydrogen-ready. In qualità di impiantista, mette a disposizione dell’industria ceramica la propria esperienza di System Integrator, affiancando i produttori nella definizione della parte relativa all’approvvigionamento di idrogeno su scala industriale via elettrolizzatore in abbinamento alle fonti di energia rinnovabile on site. ✕


CWR 149/2022 59
Ruggero Casoni, Gruppo B&T (Formigine, Italy)
GUARDA IL VIDEO »
»
H2 kiln module Modulo forno H2
Dryer 00
francese
Already a partner of leading companies in their respective fields such as ArcelorMittal and Wienerberger, the French energy recovery and carbon-free energy sales expert Eco-Tech Ceram has recently undertaken another important collaboration in the ceramic sector, a turnkey contract with Villeroy & Boch to supply an Eco-Stock® waste heat recovery system for its French site in Valence d’Agen.
The German multinational, one of the oldest and most prestigious global brands in the Bathroom & Wellness and Dining & Lifestyle segments, aims to achieve a real environmental and energy transformation based on a complete multi-year decarbonisation programme at its production facilities. Along with the four sites in Germany, its European operations include facilities in Austria, Sweden, Hungary, Romania, Belgium, the Netherlands and France. At the Valence d’Agen plant, which produces around 180,000 pieces of sanitaryware per year, Villeroy & Boch will test the main existing technologies for the energy transition and then accelerate the pace of adoption across its other plants.
Laurent Santarelli , director of the factory in the south of France since 2020, explained the aims of the operation: “We produce ceramic products, a material that stands the test of time thanks to traditional know-how that is internationally recognised for its manufacturing quality. We had to start our energy transition rapidly in order to make this noble material compatible with future ecological challenges. Manufacturing in France, in a sustainable manner, in synergy with local players, skills and resources will make Villeroy & Boch a model of Social and Environmental Responsibility!”
Eco-Tech Ceram, three-time winner of the Concours Mondial de l’Innovation, will make a significant contribution to the environmental and energy transformation of the French industrial site by supplying a thermal storage solution capable of storing and recovering waste heat.
❱ The Eco-Stock® system
Industrial waste heat and renewable energy sources tend to be variable and intermittent. Energy consumption is dependent on the specifications of the industrial process, whose efficiency and performance are increasingly constrained by the requirements of economic competitiveness and the energy transition. This is why Eco-Tech Ceram has developed
Già partner di aziende leader nei rispettivi segmenti – tra queste ArcelorMittal e Wienerberger -, la società francese Eco-Tech Ceram, specializzata nel recupero energetico e vendita di energia carbon-free, ha avviato un’altra importante collaborazione nel settore ceramico. Recentemente, ha infatti siglato un contratto chiavi in mano con Villeroy & Boch per la fornitura di un sistema Eco-Stock® per il recupero del calore di scarto nello stabilimento francese di Valence d’Agen.
Obiettivo della multinazionale tedesca – tra i global brand più storici e prestigiosi nei segmenti Bagno & Wellness e Dining & Lifestyle - è compiere una concreta transizione energetica ed ambientale attraverso l’implementazione di un programma pluriennale completo di decarbonizzazione dei propri impianti produttivi: in Europa, oltre ai quattro siti in Germania, ne possiede anche in Austria, Svezia, Ungheria, Romania, Belgio, Olanda e, appunto, in Francia. Ed è proprio lo stabilimento di Valence d'Agen, dove si producono circa 180mila pezzi/anno di sanitari, quello nel quale Villeroy &
Boch testerà le principali tecnologie esistenti per la transizione energetica, per poi accelerarne la diffusione negli altri impianti. A spiegarne le finalità è Laurent Santarelli, che dal 2020 dirige la fabbrica nel sud della Francia: "Fabbrichiamo prodotti ceramici, un materiale che dura nel tempo grazie a standard di qualità elevati e a un know-how manifatturiero riconosciuto nel mondo. Abbiamo dovuto avviare rapidamente la nostra transizione energetica per rendere questo nobile materiale compatibile con le future sfide ecologiche. Produrre in Francia, in modo sostenibile, in sinergia con attori, competenze e risorse locali, renderà Villeroy & Boch un modello di responsabilità sociale e ambientale!".

Grazie alla sua soluzione di accumulo termico che consente lo stoccaggio e il recupero del calore di scarto, Eco-Tech Ceram, tre volte vincitore del Concours Mondial de l'Innovation, contribuirà in maniera significativa al percorso di transizione ambientale ed energetica del sito produttivo francese.
❱ Il sistema Eco-Stock®
Il calore di scarto industriale e le fonti di energia rinnovabile sono generalmente variabili e intermittenti. Il consumo di energia dipende dalle specifiche del processo industriale, la cui efficienza e prestazioni sono sempre più vincolate dalle esigenze di competitività economica e dalla transizione energetica.
60
CWR 149/2022
Villeroy & Boch sceglie Eco-Stock ® per decarbonizzare il sito
Villeroy & Boch installs an Eco-Stock® to decarbonise a French factoryLaurent Santarelli
Eco-Stock®, a thermal energy storage system for temperatures up to 1,000°C , which can handle the intermittency and variability of energy sources and consumption. EcoStock® is capable of capturing, storing and delivering decarbonised electrical energy at a lower cost than that generated by the combustion of fossil fuels (natural gas, oil, etc.) by controlling the duration, power, temperature and flow rate of energy flows.

The system ensures the best possible use of renewable and recovered energy in accordance with the industry’s performance requirements, allowing companies to achieve sustainable and profitable growth.
Eco-Tech Ceram sells the most economical decarbonised heat to energy-intensive industries, such as ceramics, metallurgy and glass. In addition, a financing solution is available to enable companies to purchase this heat at zero cost. The method is simple and effective. Firstly, Eco-Tech Ceram sets up tools to improve the energy sobriety and efficiency of the industrial installations; then, depending on the specific characteristics of the site, they evaluate the solution for recovering waste heat by reintroducing it into the process.
Per questo Eco-Tech Ceram ha sviluppato Eco-Stock®, un sistema di accumulo termico fino a 1.000°C, in grado di gestire l'intermittenza e la variabilità delle fonti energetiche e dei consumi. Eco-Stock® è in grado di catturare, immagazzinare e restituire i Mega Watt decarbonizzati ad un costo inferiore rispetto a quelli prodotti dalla combustione di combustibili fossili (gas naturale, petrolio, ecc.) controllando la durata, la potenza, la temperatura e la portata dei flussi energetici. Il sistema consente il miglior utilizzo dell'energia rinnovabile recuperata in conformità con i requisiti prestazionali del settore, consentendo

una crescita sostenibile e redditizia delle aziende.
Eco-Tech Ceram vende il calore decarbonizzato più conveniente possibile alle industrie energivore, quali la ceramica, la metallurgia, il vetro.
Grazie alla soluzione di finanziamento proposta, le imprese possono acquistare tale calore senza alcuna spesa. La metodologia seguita è semplice ed efficacie: si parte mettendo a punto gli strumenti per migliorare l'efficienza energetica degli impianti industriali e poi, a seconda delle peculiarità del sito, si valuta la soluzione per recuperare il calore di scarto reintroducendolo nel processo.
61
technology CWR 149/2022
❱ The installation at the Valence d’Agen site
In the case of Villeroy & Boch, a complete analysis was carried out to evaluate the available waste heat, the energy needs and the potential for improving the efficiency of the machinery. After completing this assessment, Eco-Tech Ceram looked for the most effective solutions for meeting the energy requirements and/or improving the energy efficiency of the Valence d’Agen plant.
The proposed solution is to replace the eleven existing dryers with five new and more efficient models with the aim of achieving substantial energy savings by spring 2023. In a second phase, the waste heat from the tunnel kiln will be used to operate the dryers. This will significantly reduce gas consumption and CO2 emissions from the plant’s largest consumers. The company aims to save 5.5 GWh on its annual energy consumption, thus avoiding the emission of 1,000 tons of CO2 per year.
“ We are very proud of this new partnership with a big name in ceramics,” said Antoine Meffre , CEO of Eco-Tech Ceram. “We are pleased to be able to support them in their low-carbon transition while ensuring greater profitability. Together with Villeroy & Boch, we will implement sustainable and cost-effective solutions that will enable them to achieve significant energy savings and reduce their CO2 emissions considerably.”
❱ Eco-Tech Ceram’s goals
In the current geopolitical context of soaring fossil fuel prices and climate change, the recovery of waste heat is becoming an absolute priority. Suffice it to think that today more than a third of the energy consumed in industry is lost in the form of heat, which is equivalent to 2450 Mt of CO2 emitted each year worldwide.
As a specialist in this field, Eco-Tech Ceram is determined to play a major role by offering innovative, sustainable and cost-effective technical and financial solutions. It is able to meet one of the biggest challenges facing today’s industry, namely reducing energy consumption and carbon footprint while improving competitiveness.
The French company is planning major development in the coming years with the aim of becoming a European leader in the field of decarbonised energy. As well as entering new market segments (renewables, hydrogen, cooling and refrigeration, seawater desalination), it will use the Eco-Stock® system to further develop the “Power to Heat”, “Heat to Power”, and “Power to Heat To Power” solutions and ensure constant electrical energy production. Surplus electricity from renewable energy sources can be converted and stored as heat, which is subsequently redistributed in the plant. When the demand for electricity exceeds the production of renewable energy, the stored heat can be converted back into electricity using a turbine or an ORC cycle and consumed locally or redistributed to the grid ✕
❱
L’intervento nel sito di Valence d’Agen
Nel caso di Villeroy & Boch è stata effettuata un'analisi completa per valutare il calore di scarto disponibile, il fabbisogno energetico e la possibilità di migliorare l'efficienza dei macchinari. Completata tale caratterizzazione, Eco-Tech Ceram ha cercato le soluzioni più rilevanti per soddisfare il fabbisogno energetico e/o migliorare l'efficienza energetica dello stabilimento di Valence d’Agen.
La soluzione proposta è quella di sostituire gli undici essiccatoi esistenti con cinque nuovi essiccatoi più efficienti, al fine di ottenere notevoli risparmi energetici entro la primavera del 2023. In una seconda fase, il calore residuo del forno a tunnel verrà utilizzato per alimentare gli essiccatoi. Ciò ridurrà significativamente il consumo di gas e le emissioni di CO2 delle macchine termiche più importanti.
L'azienda punta a risparmiare 5,5 GWh sul proprio consumo energetico annuo, evitando anche l'emissione di 1000 tonnellate di CO2 all'anno.
"Siamo molto orgogliosi di questa nuova partnership con un grande brand della ceramica”, ha dichiarato Antoine Meffre, CEO of Eco-Tech Ceram. “Siamo lieti di poter supportare la transizione low-carbon di Villeroy & Boch, garantendo al contempo una maggiore redditività. Insieme, implementeremo soluzioni sostenibili ed economiche che consentiranno significativi risparmi energe-

tici e una forte riduzione delle emissioni di CO2".
❱ Gli obiettivi di Eco-Tech Ceram
Nell'attuale contesto geopolitico caratterizzato dall'impennata dei prezzi dei combustibili fossili e dai cambiamenti climatici, il recupero del calore di scarto sta diventando una priorità assoluta.
Basti pensare che oggi oltre un terzo dell'energia consumata nell'industria viene dispersa sotto forma di calore, l’equivalente di 2450 Mt di CO2 emessa ogni anno nel mondo. Specializzata in questo comparto, Eco-Tech Ceram punta a svolgere un ruolo importante offrendo soluzioni tecniche e finanziarie innovative, sostenibili ed economiche per affrontare una delle principali sfide dell'industria di oggi: ridurre i consumi energetici e la carbon footprint migliorando la competitività.
Per i prossimi anni l’azienda francese sta pianificando un forte sviluppo, con l’obiettivo di divenire leader europeo nell'energia decarbonizzata. Oltre all’ingresso in nuovi segmenti di mercato (rinnovabili, idrogeno, produzione del freddo, desalinizzazione dell'acqua di mare), grazie al sistema Eco-Stock® saranno ulteriormente sviluppate le soluzioni “Power to Heat”, “Heat to Power”, “Power To Heat To Power” per garantire una produzione costante di energia elettrica.
L'elettricità in eccesso da fonti energetiche rinnovabili può essere convertita e immagazzinata come calore da redistribuire all’occorrenza direttamente nell'impianto, oppure, quando la domanda di elettricità supera la produzione di energia rinnovabile, lo stesso calore può essere riconvertito in elettricità utilizzando una turbina o un ciclo ORC e consumato localmente o ridistribuito alla rete. ✕
CWR 149/2022 62
technology
Antoine Meffre



Designed to Perform.
The future of ceramic decoration passes through Creadigit Infinity, the new digital printer with a computing power never seen before. Thanks to CoreXpress, the latest-generation platform, key information, useful for image reproduction on the ceramic surface, is exchanged and processed in real time with sophisticated processors and a dense network of sensors More flexibility and more variation with over 12 color bars and the management of different heads on each individual machine with a resolution of up to 600 dpi. Towards the maximum level of performance.
Discover more on systemceramics.com

Exploring the potential of
For the ceramic industry to go beyond existing standards and explore new synergies and opportunities, it will need critical capacity, vision and analysis, with technological evolution set to play a vital role in the process.
Drawing on more than 50 years of experience, Coesia Group member company System Ceramics has focused its research efforts on increasing the versatility and usability of ceramic products and entering new sectors such as furniture and design.
This has led to the development of Genesis, a solution that originates from traditional ceramic materials but evolves towards the segment of worktops, kitchen countertops and other furnishing applications where a three-dimensional effect is required.
The most unique aspects of Genesis are its fully digital management and its extremely versatile and integrable concept, enabling it to meet the technical requirements of today’s slab production while guaranteeing unlimited aesthetic potential . Ideally sized for small installation spaces, Genesis integrates perfectly with the Superfast press and can be considered a kind of hybrid solution midway between a pressing device and a digital printer.
Genesis features a three-dimensional full-body decoration system with digital control of coloured spray-dried powder discharge (wet or dry coloured or speckled mixtures) at specific points on the slab according to the chosen graphic design. Its operation is based on the high-performance powder printhead , which has no moving parts and guarantees a high degree of reliability and a rapid response.

Per consentire che il futuro della ceramica vada oltre gli standard consolidati e indaghi nuove sinergie e opportunità servono capacità critica, di visione e di analisi del settore, insieme all’evoluzione della tecnologia che è tra gli elementi fondamentali di questo processo.
Forte di un’esperienza di oltre 50 anni, System Ceramics, azienda del Gruppo Coesia, ha spinto la propria ricerca verso la possibilità di rendere il prodotto ceramico sempre più flessibile e utilizzabile, abbracciando settori extra-ordinari quali quello dell’arredamento e del design. Da questi presupposti nasce Genesis, soluzione che parte dall’origine della materia ceramica e, in qualche modo, ne traccia un nuovo percorso verso il mondo del countertop, dei piani da lavoro, dei top da cucina e di tutti quegli utilizzi in ambito di arredamento che richiedono l’effetto tridimensionalità.

ceramico
La peculiarità di Genesis risiede in una gestione completamente digitale, con un concept estremamente versatile e integrabile che consente di rispondere alle attuali esigenze produttive delle lastre e che, da un punto di vista tecnico, garantisce infinite possibilità estetiche. Di dimensioni ideali per uno spazio di installazione ridotto, Genesis si integra perfettamente con la pressa Superfast, tanto da poter essere quasi definita un “ibrido” a metà tra un elemento della pressatura e una stampante digitale.
Genesis si basa su un sistema di decorazione tridimensionale a tutta massa, con controllo digitale dello scarico delle polveri atomizzate colorate (siano esse colorate a umido o a secco, o siano eventuali miscele “sale e pepe”) nei diversi punti scelti della lastra, a seconda della grafica impostata. Il suo funzionamento si basa sulle performance della testina per polveri che, non prevedendo alcun organo di movimento, garantisce
64
System Ceramics (Fiorano Modenese, Italy)
CWR 149/2022
La visione tridimensionale del potenziale
three-dimensional ceramic surfaces
Genesis is installed at the infeed to the press belt, so it acts inside the thickness of the ceramic body as it is formed. Thanks to digital management of the application process, it is able to create effects that reproduce the aesthetics of high-end materials such as marble and natural stone while achieving enhanced overall design and superior technical qualities. These standards are achieved thanks to the high degree of synchronisation with the decoration systems and consequently with the digitally applied graphic designs. This is a result of the perfect integration with the Creadigit Infinity digital printer , itself equipped with the advanced Creavision e-view system, and with the new Eye-tron which communicates with the printer in real time to allow for perfect synchronisation between the surface designs and the full-body effects. With this solution, System Ceramics has once again developed cutting-edge technology that enhances the aesthetics and commercial potential of ceramic surfaces for furnishing applications.
The development of Genesis also involved a major geodesign operation in collaboration with Tosilab, a design hub specialising in trend analysis.
To enable the world’s leading ceramic brands to enter a market with highly competitive products, System Ceramics has invested time and resources in analysing natural materials, their geological characteristics and the evolutionary processes that determine their veins and textures.

This preliminary investigation has enabled System Ceramics to present Genesis as a complete and effective technology that meets the needs of companies wishing to explore the three-dimensionality of ceramics and above all tap into its enormous commercial potential. ✕
alti valori di affidabilità e di velocità di risposta.
Genesis è installata in alimentazione al nastro della pressa, quindi opera all’interno della massa del prodotto ceramico nel momento in cui prende forma. È la gestione digitale del processo di stesura che consente di ottenere effetti adatti alla realizzazione di estetiche materiche di altissimo livello, come marmi e pietre naturali, dal design complessivo più ricco e ad alto contenuto tecnico.
Il raggiungimento di questo standard elevato avviene per merito del processo di sincronizzazione con i sistemi di decorazione e, quindi, con la grafica applicata in digitale. Un risultato reso possibile della perfetta integrazione con la stampante digitale Creadigit Infinity, dotata a sua volta del sistema di visione evoluto Creavision e-view, e con il nuovo Eye-tron; quest’ultimo, dialogando in tempo reale con la stampante, consente proprio la perfetta sincronizzazione della grafica di superficie con gli effetti full-body. System Ceramics ha ancora una volta tradotto in tecnologia d’avanguardia un
La nascita di Genesis non ha potuto prescindere da un importante esercizio di geodesign, realizzato in collaborazione con Tosilab, design hub specializzato nello studio delle tendenze. Per consentire attivamente ai più importanti brand della ceramica mondiale di entrare in un mercato con prodotti altamente competitivi, System Ceramics ha investito tempo e risorse nell’analisi dei materiali naturali, del loro carattere geologico, delle dinamiche evolutive che ne definiscono venature e texture. Solo attraverso questa indagine preliminare e contestuale, System Ceramics è potuta arrivare alla presentazione di Genesis come tecnologia completa ed efficace, pronta ad accogliere e a dare voce concreta allo spirito innovativo industriale di quanti desiderano esplorare la ceramica nella sua reale tridimensionalità non solo strutturale, ma anche e soprattutto sfruttarne l’enorme potenziale commerciale.
65
CWR 149/2022
sistema che rivoluziona l’estetica della ceramica d’arredo e ne amplia il potenziale commerciale in modo esponenziale.
✕
technology
Naturally unique three-dimensional surfaces
Superfici tridimensionali, “ naturalmente uniche ”
Durst Gamma DG proved a big success at Tecna 2022, where Durst’s Digital Glaze technology was heralded as one of the most interesting innovations displayed at the show. Introduced by the slogan “Naturally Unique” and exhibited in the version Gamma 141DG, this exclusive solution sparked considerable interest among customers and visitors, who also had a chance to admire an extensive gallery of application examples produced industrially by companies that have already adopted the technology.
Developed to meet the needs of a highly competitive market that is increasingly focused on customised, on-demand production, Gamma DG is capable of creating entirely new products with an unprecedented design content and natural feel.
The result of more than 15 years of intensive R&D work, Durst Gamma DG is to date the only technology capable of reproducing highly detailed structures on smooth tiles, thereby recreating natural materials such as stone, marble and wood. This is achieved thanks to Durst’s proprietary RockJET™ printheads, specially designed to handle ceramic glazes with the large (up to 45µm) high-viscosity particles that are needed for printing unlimited high-definition structures. In addition, the combination of Gamma DG and the Durst Gamma XD digital printer ensures perfect synchronization between graphics and textures, further enhancing the sense of three-dimensionality and giving the tiles unprecedented visual and tactile effects.

Grande successo per Durst Gamma DG a Tecna 2022, dove la tecnologia Digital Glaze di Durst si è distinta tra le innovazioni più interessanti. Introdotta dallo slogan “Naturalmente Unica” e in mostra in stand nel modello Gamma 141DG, questa esclusiva soluzione ha suscitato notevole attenzione tra clienti e visitatori, anche grazie all’ampia gallery di esempi applicativi realizzati industrialmente da aziende che hanno già implementato questa tecnologia. Sviluppata per rispondere alle esigenze di un mercato fortemente competitivo e sempre più orientato a produzioni personalizzate e on demand, Gamma DG consente la creazione di prodotti completamente nuovi con un design e una sensazione di naturalezza
finora inedite.
Frutto di un intenso lavoro di R&D durato oltre 15 anni, Durst Gamma DG permette, infatti, di riprodurre strutture particolarmente dettagliate sulle piastrelle lisce, ricreando sul supporto ceramico materiali presenti in natura come pietra, marmo e legno. Un risultato reso possibile grazie alle testine proprietarie Durst RockJET™, messe a punto appositamente per gestire smalti ceramici con particelle di grandi dimensioni (fino a 45µm) e ad elevata viscosità per la stampa di strutture illimitate ad alta definizione. Inoltre, l’abbinamento tra Gamma DG e la stampante digitale Durst Gamma XD assicura la perfetta sincronizzazione tra grafiche e strutture, esaltandone ulteriormente la tridimensionalità e conferendo alle piastrelle effetti visivi e tattili senza precedenti.
❱ Prossime evoluzioni della stampa full digital
Tecna è stata anche l’occasione per annunciare ulteriori innovazioni. Grazie all’esperienza acquisita con le testine RockJET™, Durst sta infatti lavorando alla messa a punto della prima stampante full digital drop-on-demand per l’applicazione dello smalto a campo pieno con tecnologia a getto d’inchiostro proprietaria. La nuova tecnologia, ancora in fase di sviluppo e già battezzata Durst Gamma CP, sarà caratterizzata da un range di scarico smalto che varia da 100 a 700 g/m2, per coprire tutte le
66
CWR 149/2022
Tecna also provided the opportunity for Durst to announce a series of new developments. Building on its experience gained with RockJET™ print heads, the company is working on the development of the first true digital drop-on-demand printer for full coverage glaze application with proprietary inkjet technology. The new technology, which is still under development but has already been branded Durst Gamma CP , will have a glaze discharge range from 100 to 700 g/m2 to cover all ceramic production needs (initial glazing, final end-of-line glazing/salting, large glaze quantity application, etc.).
The specially developed drop-on-demand printhead technology will be able to control the water-based glaze jetting process and adapt to the size of the tile, thereby avoiding the considerable glaze wastage typical of current systems.
With these latest solutions, Durst is continuing its efforts to pursue technological innovation in the ceramic industry and to promote truly green production processes in terms of energy efficiency and reduced consumption. ✕


esigenze produttive in ceramica (smaltatura iniziale, salatura/sbobba finale di fine linea, applicazione di grandi quantità, ecc.).
Grazie alla tecnologia delle testine drop-on-demand appositamente sviluppate, il getto di smalto, rigorosamente a base acqua, potrà essere perfettamente controllato per adattarsi alle dimensioni della piastrella,

evitando i noti e ingenti sprechi degli attuali sistemi in uso. Ancora una volta, dunque, prosegue l’impegno di Durst a servizio dell’innovazione del settore ceramico, non solo in termini di evoluzione tecnologica, ma anche favorendo l’attuazione di processi produttivi realmente green anche in termini di efficienza energetica e riduzione dei consumi. ✕

67
❱
Upcoming developments in full digital printing
CWR 149/2022
technology
IT! » »
GUARDA IL VIDEO » »
WATCH
Sanitaryware
World sanitaryware exports and imports
Luca Baraldi, MECS / Acimac Research Dept. (l.baraldi@mecs.org)
World ceramic sanitaryware import/export flows grew by 81% from 2.16 million to 3.9 million tonnes over the period 2010-2021, corresponding to a compound annual growth rate of 5.6%. The positive trend that lasted for almost the entire decade (with the sole exception of 2020 due to the pandemic) was further strengthened by the strong recovery in exports observed in all geographical areas of production and in the largest exporting countries in 2021 (+16.5% on 2020)
Asia further consolidated its position as the world’s largest sanitaryware exporter, increasing its share of world exports to 64.6% thanks to 19% growth to 2.5 million tonnes. This development was the combined result of rebounds experienced by all the major Asian exporters, namely China, India, Thailand, Vietnam and Iran. Exports from the European Union , the world’s second largest exporter, also grew by 13% to 552,000 tonnes. Poland, Germany and Portugal, the three largest sanitaryware exporters in the EUaccounting for almost half of total EU exports, increased their exports by between 10.5% and 26%. Exports from North America (NAFTA) remained in positive
Nel periodo 2010-2021, i flussi globali di import-export di articoli sanitari in ceramica sono aumentati dell’81%, da 2,16 a 3,9 milioni di tonnellate, con un tasso di crescita annuo composto del 5,6%. Il trend positivo che ha caratterizzato quasi l’intero decennio (con l’interruzione nel 2020, causa pandemia), si è ulteriormente rafforzato col forte recupero dell’export nel 2021 (+16,5% sul 2020), che si è riscontrato praticamente in tutte le aree geografiche di produzione e nei maggiori paesi esportatori.
L’Asia si conferma il maggior esportatore mondiale di sanitari incrementando la sua
quota sull’export mondiale al 64,6%, grazie ad un progresso del 19% a 2,5 milioni di tonnellate; a tale risultato hanno contribuito i rimbalzi di tutti i maggiori esportatori asiatici, Cina, India, Tailandia, Vietnam e Iran.
TAB. 1 - EXPORTS OF SANITARYWARE BY AREA (TONS) Export di sanitari per area geografica (ton) 2010 2014 2015 2016 2017 2018 2019 2020 2021 % 21/20 CAGR 21/10 % on 2021 world exports Asia 1,100,506 1,679,102 1,697,734 1,603,571 1,756,791 1,988,977 2,220,614 2,127,623 2,531,633 19.0% 7.9% 64.6% European Union 522,118 530,149 569,475 583,409 570,549 585,034 541,584 488,917 552,268 13.0% 0.5%
14.1% Other Europe 132,132 178,482 185,960 187,805 203,077 220,127 237,166 235,176 278,859 18.6% 7.0% 7.1% NAFTA 268,401 329,677 340,565 368,326 366,973 375,412 365,789 368,372 379,235 2.9% 3.2% 9.7% South America 100,043 82,515 72,548 80,315 79,513 89,375 86,782 78,814 99,851 26.7% -0.02% 2.5% Africa 35,861 88,524 84,042 71,958 65,933 66,113 75,238 64,296 75,386 17.2% 7.0% 1.9%
Oceania 1,960 847 902 1,084 411 583 580 315 364 15.6% -14.2% 0.0%
TOTAL WORLD 2,161,021 2,889,296 2,951,226 2,896,468 3,043,247 3,325,621 3,527,753 3,363,513 3,917,596 16.5% 5.6% 100.0% % var y-o-y 11.8 2.1 -1.9 5.1 9.3 6.1 -4.7 16.5
Source: Mecs / Acimac Research dept. on BSRIA and ITC data
CWR 149/2022 68
Export e import mondiale di sanitari Focus on
In aumento del 13% anche l’export dell’Unione Europea, secondo maggiore esportatore mondiale, salito a 552mila ton.; qui, Polonia, Germania e Portogallo - i tre maggiori paesi esportatori che da soli coprono quasi la metà dell’export UE – hanno registrato incrementi tra il 10,5% e il 26%. Resta in positivo anche l’export del Nord America (NAFTA) a 379mila ton. (+2,9% sul 2020), nonostante la lieve flessione del Messico (-1,3%), mentre segna un deciso recupe-

territory (379,000 tonnes, up 2.9% on 2020), despite the decrease in Mexico (-1.3%).
Exports from non-EU European countries registered a significant growth (+18.6% to 279,000 tonnes), thanks to the increase in exports from Turkey (203,000 tonnes, up 22.3%). Next came South America (100,000 tonnes, +26.7%) and Africa (75,000 tonnes, +17.2%).
A glance at the 11-year period as a whole provides a clear picture of how exports have evolved in each area and in particular reveals the growth of Asia, whose exports have more than doubled from 1.1 to 2.5 million tonnes (CAGR 2021/2010 +7.9%). Asia’s percentage share of global exports has risen from 51% in 2010 to the current figure of 64.6%, winning shares from almost all the other regions.
By contrast, EU exports have remained stable at around 522,000 tonnes compared to the volumes exported in 2010, equivalent to a contraction in the region’s share of world trade from 24.2% to 14.1%. The NAFTA region’s share fell from 12.4% to 9.7% despite an overall 41% growth in exports over the 11-year period. South America, which in 2010 accounted for 4.6% of world exports, saw its share drop to 2.5%, while volumes remained stable over the 11-year period. The only exceptions were non-EU European countries and Africa. Non-EU Europe saw its share of world exports rise from 6.1% to 7.1% over the 11-year period thanks to a 111% increase in export volumes, while Africa’s exports grew by 110% over the period, raising its share of global trade from 1.7% to 1.9%.
The 2021 ranking of the top 10 exporter countries remained unchanged from 2020 in terms of positions, but saw Russia exit and Iran enter in tenth place.
ro l’export dei Paesi europei extra-UE (+18,6% a 279mila ton.), merito soprattutto del +22,3% della Turchia (203mila ton.). Seguono, sempre con segno più, il Sud America (100mila ton., +26,7%) e l’Africa (75mila ton., +17,2%).
Riportata su un arco temporale di undici anni, la fotografia di come si sono evolute le esportazioni di ogni singola area è inequivocabile e mostra lo sviluppo dell’Asia, il cui export è più che raddoppiato, da 1,1 a 2,5 milioni ton (CAGR 2021/10, +7,9%). In termini di quote percentuali sull’export globale, l’Asia è passata dal 51% del 2010 al 64,6% attuale, erodendo le posizioni di quasi tutte le altre aree. Al contrario, nel periodo in esame l’export UE è rimasto invariato sui 522mila ton, con una quota sul commercio mondiale che è passata dal 24,2% al 14,1%. Quella dell’area NAFTA è scesa dal 12,4% al 9,7%, pur con un incremento dell’export del 41% dal 2010. Il Sud Ameri-
2 - THE TOP EXPORTING COUNTRIES (TONS)
ca, che nel 2010 rappresentava il 4,6% dell’export mondiale, è ora al 2,5%, con volumi pressoché stabili negli 11 anni. Uniche eccezioni si confermano i Paesi dell’Europa extra-UE e l’Africa: i primi hanno aumentato la propria quota sull’export mondiale negli 11 anni dal 6,1% al 7,1%, grazie ad un incremento dei volumi esportati del 111%; l’Africa ha visto crescere le sue esportazioni del 110% nel periodo in esame, portando la quota sul commercio globale dall’1,7% all’1,9%.
La classifica 2021 dei 10 Paesi top exporter è rimasta invariata rispetto al 2020 per quanto riguarda i posizionamenti, ma ha visto l’uscita della Russia e l’ingresso dell’Iran al decimo posto.
Al vertice della classifica rimane la Cina, che ha portato le sue esportazioni dalle 902mila ton. del 2010 a 1,98 milioni ton. nel 2021 (CAGR +8,1%), in crescita del 16% sul 2020. Da sola, la Cina genera il 78% dell’export asiatico e il 50% dell’export mondiale.
China 901,962 1,280,270 1,335,212 1,238,558 1,378,951 1,532,833 1,747,579 1,698,152 1,968,003 15.9% 8.1% 50.2%
Mexico 226,569 276,984 295,439 322,169 326,289 342,666 335,958 333,230 328,904 -1.3% 3.8% 8.4%
India 15,076 119,626 119,752 135,776 137,717 182,691 199,371 171,698 264,253 53.9% 33.2% 6.7%
Turkey 94,354 125,256 120,613 127,065 140,759 154,285 164,809 166,370 203,467 22.3% 8.0% 5.2%
Thailand 57,189 75,794 79,242 81,016 86,512 96,067 92,094 87,129 111,703 28.2% 6.9% 2.9%
Poland 67,572 69,913 77,048 80,323 76,620 78,617 77,470 82,537 91,206 10.5% 3.0% 2.3%
Germany 63,742 58,343 65,734 79,124 75,478 81,952 80,382 75,861 88,863 17.1% 3.4% 2.3%
Portugal 75,049 78,360 87,434 93,891 94,164 101,654 81,574 65,438 82,200 25.6% 0.9% 2.1%
Vietnam 19,590 57,424 47,892 35,034 40,457 41,292 52,982 51,986 67,565 30.0% 13.2% 1.7%
Iran 25,895 38,894 31,420 33,962 35,206 46,573 46,469 48,893 52,869 8.1% 7.4% 1.3%
TOTAL 1,546,998 2,180,864 2,259,786 2,226,918 2,392,153 2,658,630 2,878,688 2,781,294 3,259,033 17.2% 7.7% % on total world exports 71.6% 75.5% 76.6% 76.9% 78.6% 79.9% 81.6% 82.7% 83.2%
Source: Mecs / Acimac Research dept. on BSRIA and ITC data
CWR 149/2022 70 Sanitaryware Focus on
%
TAB.
I maggiori Paesi esportatori (ton) 2010 2014 2015 2016 2017 2018 2019 2020 2021 % 21/20 CAGR 21/10
on 2021 world exports



























SETEC Group - SE.TE.C. / VICENTINI / IPEG / COELTUNNEL • Via Enrico Fermi 6/18 • 01033 Civita Castellana (VT) • ITALY tel. (+39) 0761-540606/(+39) 0761-542141 • fax (+39) 0761-542022 • www.setecsrl.it • info@setecsrl.it www.setecsrl.it www.rapid-dry.eu SETEC GROUP I I S.r.L. t u n n e l RAPID DRY THE NEXT-GENERATION DRYER FOR SANITARYWARE AND TABLEWARE WHICH REDUCES ENERGY CONSUMPTION AND CO2 EMISSIONS, WHILE PRESERVING PRODUCT QUALITY.
China continued to top the rankings in 2021 with 1.98 million tonnes (up 16% on 2020 and up from 902,000 tonnes in 2010, equivalent to a CAGR of +8.1%). China alone accounted for 78% of Asian exports and 50% of world exports. Mexico , the second largest exporter country with an 8.4% share of global exports, suffered a 1.3% fall in its exports in 2021 to 329,000 tonnes. Buoyed by 54% growth on 2020 from 172,000 to 264,000 tonnes, India remained in third place followed by Turkey with 203,000 tonnes (up 22% on 2020), then Thailand, Poland, Germany, Portugal and Vietnam. Overall, the 10 largest sanitaryware exporter countries accounted for 83% of global exports.
Il Messico, secondo grande esportatore con una quota dell’8,4% sull’export globale, ha ridotto dell’1,3% le sue esportazioni nel 2021, scese a 329mila ton. In fortissimo sviluppo nel 2021, con volumi esportati saliti del 54% da 172mila a 264mila ton., l’India si conferma al terzo posto, seguita sempre dalla Turchia
TAB. 3: IMPORTS OF SANITARYWARE BY AREA (TONS) Import di sanitari per area geografica (ton)
con 203mila ton. esportate (+22% sul 2020), e da Tailandia, Polonia, Germania, Portogallo e Vietnam. Complessivamente, i 10 maggiori esportatori di sanitari hanno realizzato l’83% dell’export globale.
L’analisi delle importazioni 2021 nei vari continenti conferma l’Asia, il Nord America
Asia 478,338 847,357 818,090 793,850 833,259 926,612 1,023,083 942,443 1,076,833 14.3% 8.5% 27.5%
European Union 692,328 729,926 791,241 812,874 837,139 880,867 913,292 838,875 969,639 15.6% 3.4% 24.8%
Other Europe 96,507 124,274 89,772 70,806 77,761 90,187 87,862 96,767 111,027 14.7% 1.4% 2.8%
NAFTA 620,716 749,982 809,546 819,097 866,815 948,435 967,327 986,193 1,132,053 14.8% 6.2% 28.9%
South America 119,957 136,408 146,436 130,758 140,950 145,579 158,296 143,521 217,371 51.5% 6.1% 5.5%
Africa 111,952 247,685 235,655 199,740 221,986 259,390 310,834 288,084 332,847 15.5% 11.5% 8.5%
Oceania 41,223 53,664 60,486 69,343 65,337 74,551 67,059 67,629 77,971 15.3% 6.6% 2.0%
WORLD 2,161,021 2,889,296 2,951,226 2,896,468 3,043,247 3,325,621 3,527,753 3,363,513 3,917,596 16.5% 6.1% 100.0%
Republic of Korea 84,543 115,816 132,361 147,756 142,706 142,732 142,658 127,185 156,902 23.4% 6.4% 4.0% Germany 107,509 128,532 142,391 147,060 140,282 148,431 150,425 144,299 155,318 7.6% 3.7% 4.0%
France 115,108 104,078 101,819 107,421 116,870 125,738 135,313 125,226 150,811 20.4% 2.7% 3.8%
Canada 104,680 109,559 104,119 108,442 106,137 103,682 107,464 107,013 138,487 29.4% 2.8% 3.5%
United Kingdom 103,815 138,337 147,323 145,992 151,904 138,454 143,344 118,906 131,784 10.8% 2.4% 3.4%
Spain 83,634 82,755 88,245 93,758 89,036 108,096 104,981 86,835 118,467 36.4% 3.5% 3.0%
Vietnam 3,866 4,719 7,693 12,476 20,855 32,342 55,237 68,354 75,538 10.5% 34.6% 1.9%
Italy 60,906 53,181 55,328 61,716 63,316 66,391 63,955 61,044 75,137 23.1% 2.1% 1.9%
Philippines 25,667 27,838 39,508 41,191 39,507 49,829 55,205 49,561 71,708 44.7% 10.8% 1.8%
TOTAL 1,190,143 1,389,075 1,502,541 1,556,312 1,609,037 1,727,024 1,776,396 1,726,011 2,005,463 % on total world imports 55.1% 48.1% 50.9% 53.7% 52.9% 51.9% 50.4% 51.3% 51.2%
Source: Mecs / Acimac Research dept. on BSRIA and ITC data
Focus on CWR 149/2022 72
Sanitaryware
2010 2014 2015 2016 2017 2018 2019 2020 2021 % 21/20 CAGR 21/10 % on 2021 world imports
TOTAL
% var y-o-y 11.8 2.1 -1.9 5.1 9.3 6.1 -4.7 16.5 Source: Acimac Research Dept. on BSRIA and ITC data TAB. 4 - THE TOP IMPORTING COUNTRIES (TON) I maggiori Paesi importatori (ton) 2010 2014 2015 2016 2017 2018 2019 2020 2021 % 21/20 CAGR 21/10 % on 2021 world imports USA 500,415 624,259 683,754 690,500 738,424 811,329 817,814 837,589 931,311 11.2% 6.4% 23.8%


MINERALS FOR LIFE
MCS® is a Portuguese-based multi-mineral, ceramic raw material mining and processing company.


However it offers more than ceramic raw materials and ceramic bodies, it is committed to sustainable mining principles and providing “Minerals For Life”. Our success is built on innovation, R&D and collaborative partnerships to overcome industry challenges.



MOTA CERAMIC SOLUTIONS® Zona Industrial de Oiã | Lote 34 | Apartado 90 3770-908 Oiã (OBR) | Portugal | T +351 234 729 190 | F +351 234 729 199 | info@mota-sc.com
www.mota-sc.com
FIG. 1 - SANITARYWARE EXPORTS BY AREA (SHARES IN % - 2010 VS. 2021)
Export di sanitari per area geografica (quote % - 2010 vs. 2021 ) la torta del 2010 è uguale a cwr 144
2010
South America 4,6%
Africa 1,7% Oceania 0,1%
Sanitaryware Focus on
NAFTA 12,4%
Other Europe 6,1%
In 2021, the United States was once again the world’s biggest sanitaryware importer with 931,000 tonnes (11.2% up on 2020). It retained a strong lead over all other importer countries with 23.8% of world imports, as well as almost all (83%) of imports to the NAFTA region. This marks the continuation of a longstanding record considering that in 2010 the USA imported more than 500,000 tonnes, 23% of world imports.
European Union 24,2%
FIG. 2 - SANITARYWARE IMPORTS BY AREA (SHARES IN % - 2010 VS. 2021 )
Import di sanitari per area geografica (quote % - 2010 vs. 2021 ) la torta del 2010 è uguale a cwr 144
- EXPORTS
60% 70% 80% 90% 100% Asia
Asia 50,9%
South America 2,5%
a quelli esportati.
NAFTA 9,7%
Other Europe 7,1%
European Union 14,1%
Africa 1,9% 2021 Asia 22,1%
Interessante è infine l’analisi della destinazione prevalente delle esportazioni rispetto alle aree geografiche di produzione. Quattro aree su sette destinano la stragrande maggioranza del loro export all’interno della propria area geografica o continente: il 96,5% dell’export del Nord America rimane in area Nafta; il 94% di quello dell’Oceania resta in Oceania; l’84% di quello dell’Unione Europea è rivolto a mercati UE, e il 77,9% di quello sudamericano non esce dall’America Latina.
All’estremo opposto, l’88% dell’export dell’Europa extra-UE è destinato ad altre aree, prevalentemente la UE, principale mercato di sbocco della Turchia.
Destinazione
CWR 149/2022 76
AND OUTSIDE INTEGRATED
Oceania 2,0% 2021 61,2%
16,0% 87,8%
South America 5,5% 96,5% 77,9% 25,2%
NAFTA 28,9% 84,0% 12,2%
Allo stesso modo, il 75% dell’export africano esce dall’Africa e l’Asia spedisce il 61% del proprio export al di fuori del continente asiatico, grazie alla capacità della Cina di raggiungere praticamente tutte le aree del globo. 5
3,5% 22,1% 74,8%
Africa 8,5% 94,0%
6,0% 0% 10% 20% 30% 40% 50%
Oceania 1,9% 2010 Other Europe 2,8% 38,8%
European Union Other Europe NAFTA South America Africa Oceania
Export
inside
integrated
areas
Export
outside integrated areas
Export inside and outside integrated areas (same continent of production) - % share 2021 Destinazione delle esportazioni rispetto al continente di produzione - 2021
European Union 32,0% Other Europe 4,5%
NAFTA 28,7%
South America 5,6%
Africa 5,2%
Korea climbed to second place, importing 157,000 tonnes (+23.4% on 2020), narrowly ahead of Germany (155,000 tonnes, +7.6%), followed by the France (150,000 tonnes, +20.4%), Canada (138,000 tonnes, +29.4%), United Kingdom and Spain. Vietnam, Italy and the Philippines entered the rankings in place of Saudi Arabia, Nigeria and India.
Germany and Vietnam rank among both the top 10 exporters and the top 10 importers of sanitaryware both with higher import than export volumes.
One final point of interest is the analysis of the main export destinations with respect to the geographical areas of production . Four out of seven areas sell the vast majority of their exports within their own geographical regions or continents: 96.5% of North American exports remain in the NAFTA region; 94% of Oceania’s exports remain in Oceania; 84% of the European Union’s exports are sold in EU markets; and 77.9% of South American exports are shipped to other Latin American countries.
At the other extreme, 88% of exports from non-EU Europe are sold in other regions, particularly the EU (Turkey’s largest export market). Likewise, 75% of African exports are sold outside Africa and Asia ships 61% of its exports outside the Asian continent thanks to the ability of China to reach almost all areas of the world. 5
le di sanitari si confermano gli Stati Uniti, che nel 2021 hanno importato 931mila ton. (+11,2% sul 2020). Il distacco rispetto a tutti gli altri Paesi importatori si mantiene elevato: le importazioni USA rappresentano infatti il 23,8% dell’import mondiale, oltre che la quasi totalità (l’83%) di quello dell’area NAFTA. Un primato storico: già nel 2010 gli USA importavano oltre 500mila ton., ossia il 23% dell’import globale. Sale al secondo posto la Corea che ha importato 157mila ton. (+23,4% sul 2020), superando per un soffio la Germania (155mila ton., +7,6%), seguita da Francia (150mila ton., +20,4%), Canada (138mila ton., +29,4%), Regno Unito e Spagna. Vietnam, Italia e Filippine entrano in classifica al posto di Arabia Saudita, Nigeria e India. Germania e Vietnam rientrano sia tra i 10 maggiori esportatori che tra i 10 maggiori importatori di sanitari, entrambi con volumi importati superiori
FIG. 3
INSIDE
AREAS (SAME CONTINENT OF PRODUCTION) - % SHARES 2021
delle esportazioni rispetto al continente di produzione - 2021



®
THE BIG PLAYERS IN THE SECTOR
Toround off the international tradefigures forthesanitarywaresector, wearepresenting the keyfigures for the big players updated to 31 December 2021. Where available we also provide the figures for turnover generated purely from sales of sanitaryware. This allows for a more uniform comparison between large groups which often operate in multiple segments. To provide a more complete picture of group size, we also include total or consolidated turnover. The figures were supplied directly by the companies themselves or in some cases were based on estimates or obtained from public sources.
Group Country Capacity in 2021 (mill. Pcs.) Production 2021 (mill. Pcs.) 2021 Exports % 2021 Total Group turnover (mill. €)
1 Roca Group Spain n.a. 34.8 80
2,053.0 (sanitaryware, tiles, distribution) The tile division was sold to Lamosa Group in H2 2021

2 Kohler Group USA 25 0* 21 0* n.a. n.a.
3 TOTO Ltd Japan n.a. 13 0 n.a. 4,749 (bathroom, tiles, other)
4 Geberit Group Switzerland 14 5* 12 5* n.a. 3,340 (3460 ml CHF) of which 1,046.1 sanitaryware
Sanitaryware plants / Location Main Brands / Companies
84 (total group). Sanitaryware plants in Spain, rest of Europe, South America, North Africa, Asia
15 in USA, Mexico, Brazil, Morocco, Thailand, India, China, Indonesia
Roca, Laufen, Celite, Incepa, Parryware, Jika, Ying
Kohler, Jacob Delafon, Sterling, Ann Sacks
4 in Japan + 10 in China, Taiwan, Indonesia, India, Vietnam, Thailand, USA, Mexico TOTO
Sanitaryware plants in Finland, Sweden, Poland, Germany, Switzerland, France, Portugal, Italy, Ukraine
Kolo, Keramag, Ido, Ifo, Colombo, Koralle, Selles, Allia, Pozzi Ginori, Porsgrund, Sphinx
5 Corona Colombia 13.5 11.7 n.a. 665.6 (272.9 sanitaryware, 146.7 tiles, 246 other activities)
2 in Colombia + 6 in Mexico, Guatemala, Nicaragua, USA
Corona, Mansfield, American Standard, Vortens, Incesa Standard, Ecoline, Ambiance 6 Lixil Corporation Japan 10-12* 9-10* n.a. 10,636 (sanitaryware & other businesses)
American Standard, Lixil, Inax, Grohe, Jaxson 7 Huida Sanitaryware China n.a 8.0* n.a. 536.8 (268.2 sanitaryware) 2 in China Huida, Dofiny 8 Cersanit Poland 8.0 n.a. 70 n.a. 1 in Poland, 1 in Ukraine, 1 in Romania, Cersanit, Mito 9 Dexco Brazil 11 3 7.6 8 1,280 (138 sanitaryware, 178 tiles, 964 other activities) 4 in Brazil Deca 10 Ideal Standard Belgium 6.5* 6.5* n.a. 751.9 1 in Czech Rep., 1 in Bulgaria, 1 in UK Ideal Standard, Jado, Armitage Shanks
10 in Japan, China, Vietnam, Indonesia, Thailand
CWR 149/2022 78
*estimates - Source/Fonte:
11 Arrow China 8.7* 6.5*1,154 (517.6 sanitaryware) 5 in China Arrow, Faenza, Annwa 12 RAK Ceramics PJSC UAE 5.7 5.7 48 685 (130 sanitaryware, 467 tiles, 88 other activities) 2 in UAE, 1 in India, 1 in Bangladesh RAK 13 Eczacibasi VitrA Turkey 5 5 5.5 80 n.a. 1 in Turkey, 1 in Russia VitrA 14 Lecico Egypt 6 2 5.0 74.8 152.0 (92.6 sanitaryware, 51.5 tiles, 7.9 other) 4 in Egypt (incl. Tiles), 1 in Lebanon Lecico 15 Duravit Germany 4.5 4.2 n.a. 613.9 3 in Germany, 1 in France, 2 in Egypt, 3 in China, 1 in Tunisia, 1 in India Duravit
Acimac MECS
Loop&Friends by Villeroy & Boch
Sanitaryware
I BIG DEL SETTORE
A completamento dei dati di commercio internazionale di sanitari, presentiamo i dati di sintesi dei maggiori player del settore aggiornati al 31/12/2021. Laddove disponibili, riportiamo i dati del fatturato generato dalla sola vendita di sanitari, per consentire un confronto più omogeneo tra grandi gruppi spesso operanti in più comparti. Per fornire un quadro più completo della dimensione di gruppo si riporta anche il fatturato totale o il consolidato. I dati sono stati forniti direttamente dalle aziende o, in alcuni casi, stimati o recuperati da fonti pubbliche. Group
Sanitaryware plants / Location Main Brands / Companies 16 Cisa SA Ecuador 4 5 3 7 33 115.0 (76 sanitaryware, 6 0 tiles, 33 other activities) 2 in Ecuador, 1 in Chile Edesa, Briggs, Fanaloza 17 Turkuaz Seramik Turkey 3.6 3.6 n.a. n.a. 2 in Turkey Turkuaz, Cerastyle 18 Hindware India 4.2 3.0 1 449.0 (94 sanitaryware, 355 other activities) 2 in India

Hindware, Queo, Evok, Amore, Moonbow, Hindware Italian Collection, Rassi, H Vitreous, AGI, GP, Greendrop, Trueflow 19 Cera Sanitaryware India 3 3* 3 0* n.a. 171.8 1 in India Cera 20 Villeroy & Boch Germany 3 0* 3.0* n.a. 942.1 (629.4 sanitaryware, 312.7 tableware)
14 (total group) in Germany, France, Thailand Villeroy & Boch 21 Canakcilar Seramik Turkey 2 6 2 6 55 n.a. 2 in Turkey Creavit 22 Saudi Ceramics Saudi Arabia 2.5* 2.5* n.a. 367.6 (tiles, sanitaryware) 2 in Saudi Arabia Saudi Ceramics 23 Ferrum Argentina n.a. 2.4* n.a. 164.9 (sanitaryware) 2 in Argentina Ferrum 24 Ceramica Cleopatra Egypt 2.5* 2.4* n.a. n.a. 2 in Egypt Cleopatra, Eldorado 25 Siam Sanitary Ware Thailand 2 6 2.2 25 92.0 (sanitaryware) 2 in Thailand COTTO 26 Trebol Peru 2.6 2.1 5 44 7 (37 sanitaryware, 7.7 other activities) 1 in Peru Trebol 27 Kirovskaya Keramika Russia 2 0* 2 0* n.a. 44.0 1 in Russia Rosa, Kirovit, M2 28 Dongpeng China n.a. 2 0* n.a. 1,108.8 (145.2 sanitaryware) 4 in China Dongpeng 29 Ceramic Industries South Africa 2.3 1.9 18 237.0 (44 sanitaryware, 193 tiles)
1 in South Africa (for sanitaryware) Betta 30 Viglacera Vietnam 2.2 1.9 12.5 550.0 (tiles, sanitaryware, other) 4 in Vietnam, 1 in Cuba Viglacera, Viglacera Platinum, Sanfi, SanVig 31 Kale Group Turkey 1 6* 1 5* n.a. n.a. 1 in Turkey Kale, Ida
CWR 148/2022
Focus on 79
Capacity in 2021 (mill. Pcs.) Production 2021 (mill. Pcs.) 2021 Exports %
Country
2021 Total Group turnover (mill. €)
Villeroy & Boch maintains its growth trend

Villeroy & Boch conferma il trend di crescita
Despite the global economic impact of the ongoing war in Ukraine and the decline in consumer purchasing power due to the high level of inflation, Villeroy & Boch reported positive third-quarter revenue growth of 1.3% to €238 million. This result, combined with the sharp acceleration in the first half of the year, enabled the Mettlach, Germany-based group to achieve revenue of €728.3 million in the first nine months of 2022, 6.4% up on the same period in 2021.
EBIT also rose to €64.3 million as of 30 September 2022 (up 9.7% over the first nine months of 2021), mainly due to higher revenues, while orders on hand increased by €6.5 million year-on-year to €171.7 million. The Bathroom & Wellness Division accounted for €140.9 million of this figure, while the remaining €30.8 million was attributable to the Dining & Lifestyle Division. In the light of these good results, the Management Board of Villeroy & Boch is confident that it will be able to achieve its forecasts for revenue, earnings and the operating return on net assets for 2022 as a whole. ❱
Strong growth across all divisions
The Bathroom & Wellness Division generated revenue of €506.3 million in the first nine months of 2022, up 6.0% on the previous year, thanks to revenue growth in all business areas. Ceramic sanitaryware saw a significant increase in revenue of €23.3 million or 8.0%, with new products proving particularly successful in the German market. Substantial revenue growth was also achieved in the Chinese market, especially in the project business. Despite the additional cost burden re-
Il rallentamento del ciclo economico mondiale dovuto alle ripercussioni del conflitto russo-ucraino, all’elevata inflazione e all’erosione del potere d’acquisto dei consumatori ha influito negativamente sui ritmi di crescita del terzo trimestre di Villeroy & Boch, chiuso comunque in positivo con ricavi in aumento dell’1,3% a 238 milioni di euro. Questo risultato, sommato alla forte accelerazione registrata nel primo semestre, ha permesso al gruppo tedesco di Mettlach di raggiungere nei nove mesi un fatturato di 728,3 milioni di euro: +6,4% rispetto all’analogo periodo 2021.
In rialzo al 30 settembre 2022 anche il margine Ebit, salito a 64,3 milioni (+9,7% sui nove mesi 2021), grazie soprattutto ai maggiori ricavi, così come il portafoglio ordini, pari a 171,7 milioni di euro (6,5 milioni in più), di cui 140,9 milio-
ni apportati dalla divisione Bagno & Wellness e i restanti 30,8 milioni dalla BU Dining & Lifestyle. Risultati che sottolineano la validità delle strategie implementate e che consentono al CdA di Villeroy & Boch di confermare la fiducia nella capacità del gruppo di raggiungere gli obiettivi prefissati per l’esercizio 2022 sia in termini di ricavi che di utili.

❱ Positive le dinamiche settoriali
La divisione Bagno & Wellness ha generato ricavi per 506,3 milioni di euro nei primi nove mesi del 2022 (+6% rispetto all’anno precedente), grazie al buon andamento delle vendite in tutte le aree di business. Il segmento dei sanitari in ceramica, in particolare, ha segnato un +8% a 23,3 milioni di euro, grazie a nuove collezioni che hanno ottenuto un’ottima risposta soprattutto sul mercato te-
CWR 149/2022 80
sulting from the sharp rise in material and energy prices, the division closed the first nine months of 2022 with an EBIT of €53.9 million (up 7.4% on the €50.2 million in the same period the previous year).
The Dining & Lifestyle Division generated revenue of €219.5 million in the first nine months of 2022 (+7.3%), with encouraging revenue growth recorded in all regions. EBIT also increased, reaching €12.6 million (+8.6%). The division’s sales channels saw heterogeneous development. Revenue at its own retail stores (+€8.8 million) and with retail outlet partners (+€6.8 million) increased substantially compared to the previous year. This is consistent with the trend observed in many other industries, with demand shifting back from e-commerce to physical retail following the lifting of pandemic restrictions. Accordingly, e-commerce revenue declined compared with the extraordinarily strong prior year figure (-€9.4 million) but remains significantly above the pre-pandemic result and thus continues to be at a high level.
The hospitality business saw particularly strong growth (+€9.3 million) on the back of a pronounced focus on the high-end segment.
❱ Increase in investments
The Group made investments of €18.6 million in the first nine months of 2022 compared to €11.9 million to 30 September 2021. The Bathroom & Wellness Division accounted for €11.6 million, mainly for the glazing lines at the sanitaryware plants in Hungary and Romania, new pressure casting machines in Hungary and new bathtub moulds in Belgium. Investments in the Dining & Lifestyle Division (€7 million) mainly related to maintenance and modernisation of the production facilities in Merzig and Torgau. The Mettlach 2.0 project was also continued. 5

desco. Positivi gli sviluppi anche sul mercato cinese, dove Villeroy & Boch si è distinta nel segmento dei progetti. Nonostante il forte aumento dei prezzi dei materiali e dell’energia, la business unit ha realizzato un Ebit di 53,9 milioni di euro (+7,4%), contro i 50,2 milioni dei primi nove mesi 2021. Nei nove mesi, la divisione Dining & Lifestyle ha registrato vendite per 219,5 milioni di euro (+7,3%) cresciute in modo incoraggiante in tutti i mercati geografici. Bene anche l’Ebit, salito a 12,6 milioni di euro (+8,6%). Eterogeneo, invece, l’andamento delle vendite in relazione al canale utilizzato: da un lato, sono decisamente migliorate rispetto al 2021 quelle realizzate nei punti vendita fisici, sia nei negozi di proprietà (+8,8 milioni di euro rispetto ai nove mesi 2021) che in quelli dei rivenditori partner (+6,8 milioni di euro); dall’altro, pur rimanendo su livelli elevati, ben al di sopra di quelli pre-pandemia, sono calati i ricavi derivanti dell’e-commerce (-9,4 milioni di euro) che
aveva segnato un picco proprio durante il periodo delle restrizioni; una tendenza, questa, osservata in molti altri settori.
Infine, il segmento Hospitality ha registrato un buon incremento (+9,3 milioni di euro) grazie alla forte focalizzazione dell’offerta sui prodotti alto di gamma.
❱ Aumentano gli investimenti
Nei primi nove mesi del 2022 il Gruppo ha effettuato investimenti per 18,6 milioni di euro (11,9 milioni al 30 settembre 2021). Di questi, la Divisione Bagno & Wellness ha assorbito 11,6 milioni, destinati perlopiù alle linee di smaltatura negli stabilimenti in Ungheria e Romania, a nuovi sistemi di colaggio ad alta pressione e a nuovi stampi per vasche da bagno nel sito belga.
Gli investimenti nella Divisione Dining & Lifestyle (7 milioni di euro) hanno riguardato principalmente la manutenzione e l’ammodernamento degli stabilimenti produttivi di Merzig e Torgau. È proseguito inoltre lo sviluppo del progetto Mettlach 2.0.
Sanitaryware Focus on
5 81 CWR 149/2022
Turkuaz Seramik expands and focuses on energy efficiency
Turkuaz Seramik si espande puntando all’efficienza energetica
Founded by Abdurrahman Özkaya in 1993 in Kayseri (Central Anatolia), Turkuaz Seramik is Turkey’s second largest sanitaryware producer and one of the top 20 manufacturers in the industry worldwide. Despite a fiercely competitive market environment in Turkey due to the large number of small manufacturers, the company was able to differentiate itself from its competitors right from the start thanks to its sound investment policies, the use of advanced technologies and effective strategies for positioning the Turkuaz and Cerastyle brands in international markets, resulting in rapid growth year after year. But the breakthrough that enabled Turkuaz to establish itself as one of the big players in the sector came in late 2009 when it opened its second facility, the largest fine fireclay washbasin production plant in Europe with an annual capacity of one million pieces.
The company continued to invest over the following years, focusing on technological innovation and the development of new products to meet an increasingly demanding market. The latest major investment, which was completed in August 2022 after two and a half years of work, involved doubling the production capacity of the Kayseri site with the start-up of a second complete line. This €18.5 million investment was entirely self-financed.

Today, Turkuaz Seramik has 1,300 employees and two modern factories with a total covered area of 160,000 square metres and an overall output of 3.6 million pieces per year. The com-
Fondata da Abdurrahman Özkaya nel 1993 a Kayseri (Anatolia Centrale), Turkuaz Seramik è il secondo maggiore produttore di sanitari in Turchia e tra i primi 20 a livello mondiale. Fin dai primi anni, pur in un contesto molto competitivo in Turchia dato il proliferare di numerosi piccoli produttori, l’azienda ha saputo distinguersi sui concorrenti grazie a corrette politiche di investimenti, utilizzo di tecnologie avanzate e buone strategie di posizionamento dei marchi Turkuaz e Cerastyle sui mercati internazionali, crescendo rapidamente anno dopo anno. La svolta che consente a Turkuaz di entrare tra i big player del settore avviene a fine 2009 con l’apertura del secondo impianto produttivo, il più grande stabilimento in Europa dedicato alla produzione di la-
vabi in fine fire clay con una capacità annua pari a un milione di pezzi.
Negli anni successivi gli investimenti sono proseguiti, puntando a innovazione tecnologica e sviluppo di nuovi prodotti per rispondere ad un mercato sempre più esigente.
L’ultimo grande investimento, concluso ad agosto 2022 dopo due anni e mezzo di lavoro, ha riguardato il raddoppio della capacità produttiva del sito di Kayseri con l’avviamento di una seconda linea completa, un investimento di 18,5 milioni di euro interamente finanziato con risorse proprie. Oggi, Turkuaz Seramik conta 1.300 dipendenti e dispone di due moderni stabilimenti su un’area coperta complessiva di 160mila mq dove si producono complessivamente 3,6 milioni di pezzi all’anno. Grazie all’alta qualità dei suoi prodotti, l’azien-
CWR 149/2022 82
Milena Bernardi - m.bernardi@tiledizioni.it
pany also enjoys an excellent international reputation for the high quality of its products, and it exports around half of its output to more than 55 countries, mainly in Europe, the USA, the Gulf countries and North Africa.
We discussed the company’s latest investments and future plans with Turkuaz Seramik Chairman Abidin Özkaya and board member Kür ş ad Özkaya.
CWR: The current state of profound economic and geopolitical uncertainty is squeezing margins and impacting productivity across the manufacturing industry. How did the first nine months of 2022 go for you?

KÜR Ş AD ÖZKAYA: Better than expected. Despite the complexity of the external scenario, we were able to increase our sales revenues by 45% compared to the same period in 2021, partly due to the increased productivity of our two plants. However, we are anticipating a rather sluggish fourth quarter due to the energy crisis in European countries, which will inevitably affect consumption and reduce demand.


CWR: Have exports held up?
K. ÖZKAYA: Following the disruption of the supply chain in the Far East, we have experienced a surge in demand for all our product ranges across all markets, including Western Europe, North Africa and the Gulf countries. Unfortunately, the Russia-Ukraine war has weakened the economies in these regions.
da gode di ottima reputazione anche all’estero dove esporta circa metà della produzione in oltre 55 paesi, prevalentemente in Europa, Stati Uniti, Paesi del Golfo e Nord Africa.
Con il presidente Abidin Özkaya e con Kürsad Özkaya, membro del CdA di Turkuaz Seramik, abbiamo approfondito il tema centrale degli ultimi investimenti e i programmi futuri dell’azienda.
CWR: Il momento storico di profonda incertezza economica e geopolitica sta impattando su margini e produttività dell’industria manifatturiera. Come sono andati per voi i primi 9 mesi del 2022?
KÜRŞAD ÖZKAYA: Direi oltre le aspettative. Nonostante la complessità dello scenario esterno abbiamo aumentato i ricavi del 45% rispetto al-
lo stesso periodo 2021 – merito anche di una maggiore produttività dei due stabilimenti -, anche se prevediamo un quarto trimestre un po’ sottotono a causa della crisi energetica nei paesi europei, che impatterà inevitabilmente sui consumi producendo un calo della domanda.
CWR: L’export ha tenuto?
K. ÖZKAYA: Dopo l’interruzione della catena di approvvigionamento in Estremo Oriente, in tutti i nostri mercati tra cui Europa occidentale, Nord Africa e paesi del Golfo, abbiamo registrato un’escalation della domanda per tutte le nostre gamme produttive. Purtroppo, il conflitto russo-ucraino ha rallentato le economie in queste aree.
CWR: Dove puntano i vostri investimenti in questo momento?
ABIDIN ÖZKAYA: Come sa, in agosto abbiamo concluso l’am-
Sanitaryware Focus on
83 CWR 149/2022
Talking to... Abidin Özkaya (left) and Kürşad Özkaya (right)
CWR: Where are you focusing your investments at present?
ABIDIN ÖZKAYA: As you know, in August we completed the expansion of our Kayseri site. We have built a modern facility and installed a complete new line, doubling the capacity of the plant. The project involved an investment of €18.5 million, all of which was self-financed, and created 150 new jobs. In the future we plan to install new high-pressure casting lines at both production plants. However, the energy crisis and rising production costs have forced us to revise all our 2023-2024 investment plans and focus on improving the energy efficiency of our production processes, something we have been working on for years. In the field of sustainability, for example, we made our first investment in renewable energy in the form of solar panels back in 2016. This was followed by a second in 2021, as a result of which we are now able to meet 50% of our total energy needs.
CWR: What is the current level of efficiency of your plants?
K. ÖZKAYA: The development of robotic technology has enabled us to automate the handling, glazing, demoulding, loading and unloading processes. As for sustainability, as early as 2014 we invested in a tunnel kiln which achieved

pliamento del sito di Kayseri, dove è stata costruita una moderna struttura e inserita una nuova linea completa che ha raddoppiato la capacità dello stabilimento. Il progetto ha richiesto investimenti per 18,5 milioni di euro, tutti autofinanziati, e ha creato 150 nuovi posti di lavoro. Guardando al futuro, sono in programma nuove linee di colaggio ad alta pressione per entrambi gli stabilimenti produttivi, ma al di là di questo, la crisi energetica e i rincari dei costi di produzione ci ha fatto rivedere tutti i nostri piani di investimento 2023/2024, puntando in via prioritaria ad alzare l’asticella dell’efficienza energetica dei nostri processi di produ-


zione, su cui peraltro stavamo lavorando già da anni. In materia di sostenibilità, ad esempio, nel 2016 abbiamo effettuato il primo investimento in energie rinnovabili (pannelli solari), il secondo è stato fatto nel 2021 e ora siamo in grado di coprire il 50% del nostro fabbisogno energetico totale.
CWR: Attualmente qual è il livello di efficienza dei vostri impianti?
K. ÖZKAYA: Con lo sviluppo della tecnologia robotica abbiamo automatizzato i processi di movimentazione, smaltatura, sformatura, carico e scarico. Sul versante della sostenibilità già nel 2014 avevamo investito in un forno a tunnel che
CWR 149/2022 84 Sanitaryware Focus on

the lowest levels of consumption possible at the time. Of course, energy efficiency was a central consideration in the recent expansion of both the casting department (awarded to Unimak) and the firing department designed by Keramischer OFENBAU, while we again commissioned Marcheluzzo to design and install the climate control systems for the casting rooms.
CWR: You have been collaborating with Marcheluzzo since 2016. What advantages have you gained with these technologies?
K. ÖZKAYA: Marcheluzzo has supplied the technology for a very important part of our production process. In the first project back in 2016 aimed at improving the productivity of casting plants, six fully automated climate control systems were installed to control temperature, humidity, ventilation and dust collection during the various stages of the process. The benefits included a cleaner and more efficient casting room, an improved mould drying process and a healthier environment for workers, which is just as important to us as energy and production efficiency. In view of this success, we commissioned Marcheluzzo to supply the climate control systems for the three casting rooms and the pre-drying department in the recently expanded facility in Kayseri, confirming the company as our partner of choice for the future.
CWR: How important is technology for improving competitiveness?
K. ÖZKAYA: It plays a crucial role. In our industry, labour and energy are the two biggest cost items and in these times of crisis price trends are not predictable. In this scenario, the companies with the most modern technologies will be the most competitive in the market, while the others are unlikely to survive.
CWR: Could you tell us about your R&D work and new product development?
K. ÖZKAYA: We invest a considerable portion of our sales revenues in continuous and systematic product research and development. Projects are shared amongst the com-
in quel momento garantiva i consumi più bassi. L’efficienza energetica è stata al centro, ovviamente, anche della recente espansione sia per quanto riguarda il reparto di colaggio, affidato a Unimak, che quello di cottura, progettato da Keramischer OFENBAU, mentre a Marcheluzzo abbiamo affidato nuovamente la progettazione e realizzazione degli impianti di condizionamento dell’aria delle sale di colaggio.
CWR: Con Marcheluzzo collaborate già dal 2016. Quali vantaggi avete ottenuto con queste tecnologie?
K. ÖZKAYA: Marcheluzzo ha seguito e sta seguendo una parte molto importante della nostra produzione. Il primo intervento, nel 2016, aveva l’obiettivo di ottenere una migliore resa produttiva degli impianti di colaggio. A questo scopo sono stati installati sei impianti di condizionamento completamente automatizzati per il controllo di temperatura, umidità, ventilazione e polvere nelle varie fasi del processo. I vantaggi sono stati una sala di colaggio più efficiente e pulita, il miglioramento del processo di asciugatura degli stampi e un ambiente più salubre per lavoratori, aspetto per
noi importante quanto l’efficienza energetica e produttiva. A fronte di questo successo, abbiamo affidato a Marcheluzzo la climatizzazione delle tre sale colaggio e del reparto di pre-essiccazione del recente ampliamento di Kayseri, confermandolo partner di riferimento anche per il futuro.

CWR: Quanto è importante la tecnologia ai fini della competitività?
K. ÖZKAYA: È senza dubbio fondamentale. Nel nostro settore, la forza lavoro e l’energia rappresentano i due centri di costo più gravosi e in questo periodo di crisi l’andamento dei prezzi non è prevedibile. In tale scenario le imprese dotate delle tecnologie più moderne saranno quelle che definiranno il livello di competitività sul mercato, mentre le altre difficilmente potranno sopravvivere.
CWR: Parliamo di R&S e nuovi prodotti.
K. ÖZKAYA: Per noi, l’attività di ricerca e sviluppo dei prodotti è costante e sistematica e assorbe una parte considerevole del nostro fatturato. I progetti vengono condivisi con tutto il team aziendale in modo che ogni membro possa contribuire al risultato portando valore ag-
CWR 149/2022 86 Sanitaryware Focus on





pany’s entire team so that each member can contribute and add value to the result. Right now, for example, we are working on new lightweight wall-hung WCs which consume less energy during the production process. Observing market trends in general, we see that our customers are interested not so much in design as in practicality as consumers want functional and easy-to-clean basins and toilets.
CWR: How is the sanitaryware industry evolving in Turkey?








K. ÖZKAYA: Turkey is Europe’s biggest sanitaryware producer with an annual production capacity of around 30 million pieces. Raw materials procurement has been one of the difficulties faced by the industry this year, as our main supplier was Ukraine. This has forced everyone to reformulate body recipes using new raw materials. One of the most critical points remains the scarcity of labour, which as I said can only be resolved through the use of increasingly automated casting and glazing technologies. It is no coincidence that the Turkish manufacturers are focusing most of their investments on increasing their levels of automation, as well as on more energy-efficient processes. 5
giunto. In questo momento, ad esempio, stiamo lavorando a nuovi WC sospesi dal peso ridotto, che permettono di ridurre i consumi energetici in produzione. In generale, se osservo le tendenze su cui si sta orientando la domanda del mercato, ciò che riscontriamo nelle richieste dei nostri clienti non è tanto il design quanto la praticità: i consumatori desiderano sanitari funzionali e semplici da pulire.

CWR: Come sta evolvendo l’industria dei sanitari in Turchia?
K. ÖZKAYA: Nella produzione dei sanitari, la Turchia si posiziona al primo posto in Europa con una capacità produttiva annuale intorno a 30 milioni di pezzi. Una delle difficoltà che il settore ha dovuto affrontare quest’anno è stato l’approvvigionamento delle materie prime, visto che il nostro principale fornitore era l’Ucraina: questo ha costretto tutti a ristudiare le ricette degli impasti utilizzando nuove materie prime. Tra i punti critici rimane la carenza di manodopera che, come dicevo, può essere colmata soltanto attraverso tecnologie di colaggio e smaltatura sempre più automatizzate. Non a caso, gli investimenti dei produttori turchi si stanno concentrando per lo più sull’innalzamento dei livelli di automazione, oltre che sulla maggiore efficienza energetica dei processi. 5
Sanitaryware Focus on
ADVERTISING


Complete safety in the sanitaryware white finishing process
La finitura a bianco dei sanitari in totale sicurezza
Operator working conditions are becoming an increasingly important issue in all industries and the sanitaryware sector is no exception. With this in mind, Sacmi is constantly in search of the best solutions for safeguarding workers’ health in keeping with its commitment to social responsibility. With the introduction of Italian Legislative Decree no. 44/2020, respirable crystalline silica dust and all operations involving exposure to respirable crystalline silica dust generated by a manufacturing process have been included in the list of Processes and Agents at Risk of Carcinogenic Exposure
To meet the requirements of the new occupational safety regulations, Sacmi has developed RobotClean technology, a solution that will allow sanitaryware manufacturers to safely carry out all operations commonly referred to as “sanitaryware white finishing” which are currently performed manually and place operators at risk of contact with hazardous substances.
Developed through years of R&D work carried out at the Sacmi Laboratories in Imola, RobotClean consists of an anthropomorphic robot equipped with a series of newly developed tools, an innovative dedicated programming system and a range of accessories devoted to piece finishing. These dedicated RobotClean tools are designed to faithfully reproduce the operations performed manually by the operator and feature integrated control to compensate for the forces acting on the piece . They are available in a variety of models specially designed for the various steps (external surfaces, internal surfaces of the WC bowl, rim and under-rim, etc.) and for different models of sanitaryware. These tools enable the final quality of piece finishing to be controlled with total precision. The tools are equipped with special abrasive elements devoted to finishing operations and with blowing and extraction units to ensure the complete cleanliness of the operating area. Changes of tools and abrasives from one stage to the next are managed completely independently by the robot.
The technology combines perfect mechanical compensation of the forces on the pieces with the use of special finishing tools tailored to the needs of the sanitaryware industry. It is capable of working with pieces produced using very different casting technologies, from high-pressure casting to traditional casting with plaster moulds. In all cases, RobotClean guarantees a finishing process that meets the quality stand-
L’attenzione alle condizioni di lavoro del personale assume sempre maggiore importanza anche nell’industria del sanitario. In quest’ottica, l’impegno di Sacmi come azienda socialmente responsabile si concretizza nella ricerca delle soluzioni migliori che tutelino la salute degli operatori.
Con il D.Lgs. n.44/2020, la polvere di silice cristallina respirabile e tutti i lavori che comportano esposizione a polvere di silice cristallina respirabile generata da un procedimento di lavorazione, sono stati introdotti nell’elenco dei Processi ed Agenti a rischio di esposizione cancerogena. Per far fronte alle indicazioni contenute nelle nuove normative in materie di sicurezza sul lavoro, Sacmi ha sviluppato la tecnologia RobotClean, una soluzione che consentirà ai produttori di svolgere in sicurezza tutte le operazioni comunemente dette di finitura a bianco dei sanitari, ad oggi svolte manualmente, nelle quali l’operatore si trova a lavorare a contatto con sostanze a rischio.
Frutto di anni di ricerca e sviluppo condotti nei Laboratori Sacmi di Imola, RobotClean si compone di un robot antropomorfo equipaggiato con utensili di nuova concezione, un innovativo sistema
di programmazione dedicato e numerosi accessori dedicati al lavoro di finitura dei pezzi. Sviluppati appositamente per riprodurre fedelmente le operazioni svolte a mano dall’operatore, gli utensili dedicati a RobotClean sono provvisti di una gestione integrata della compensazione delle forze sul pezzo e sono disponibili in diversi modelli, progettati per le diverse fasi di lavorazione (superfici esterne, superfici interne del bacino, brida e sottobrida…) e per i diversi modelli di sanitario. Grazie ad essi è possibile controllare e gestire con precisione assoluta la qualità finale della finitura del pezzo. Questi utensili sono equipaggiati con speciali elementi abrasivi dedicati alla finitura e con elementi di soffiaggio e aspirazione che garantiscono la pulizia della zona di lavoro dell’utensile stesso. Il cambio degli utensili da una fase alla successiva, così come il cambio degli abrasivi equipaggiati, è gestito in completa autonomia dal robot.
La combinazione tra compensazione meccanica delle forze sui pezzi e gli speciali utensili di finitura è stata ideata appositamente per poter fronteggiare tutte le casistiche produttive del mondo del sanitario, con la possibilità di gestire indifferentemente elementi provenienti dalle più diverse tecnologie di colaggio: dal colaggio in alta pressione (HP) a quello più tradizionale in gesso, RobotClean
CWR 149/2022 90
Sacmi (Imola, Italy)
ards requested by the most demanding producers. The concept of modularity was also a major consideration when designing the technology. As a result, Sacmi is able to offer the sanitaryware industry a complete range of automatic finishing solutions, each devoted to specific production requirements: from the fully equipped finishing cell capable of carrying out the complete range of operations required for the production mix (exploiting the cell’s flexibility) through to solutions with several finishing robots positioned in sequence so as to maximise production capacity and eliminate tool changes.
In order to provide a rapid and intuitive technological solution, RobotClean is equipped with dedicated programming software capable of performing detailed simulation of the robot’s movements and operations. All the programming and simulation activities can be carried out directly from the office (offline programming mode) and therefore without the need for lengthy production stops for the creation of new robot missions.
RobotClean is designed to be integrated with the other stages of the production process and with other Sacmi technologies already in operation in the factory, from casting cells to automatic robotised glazing lines, with the aim of achiev-

garantisce un processo di finitura sempre all’altezza degli standard qualitativi richiesti dai produttori più esigenti. In fase di progettazione, inoltre, si è lavorato in modo da mantenere in primo piano il concetto di modularità della tecnologia. Così facendo, Sacmi è in grado di offrire all’industria del sanitario una gamma completa di soluzioni di finitura automatica, ciascuna dedicata alle specifiche esigenze produttive: dal-
la cella di finitura full optional in grado di eseguire il range completo di operazioni richieste sul mix produttivo (privilegiando la flessibilità della cella stessa), fino a soluzioni con molteplici robot di finitura posizionati in serie in modo da massimizzare la capacità produttiva, eliminando tutte le operazioni di cambio utensile.
Con l’obiettivo di fornire una tecnologia rapida ed intuitiva, RobotClean è equipaggiato con un software di programmazione dedicato che permette di simulare nel dettaglio i movimenti e le operazioni del robot. Tutte le attività di programmazione e simulazione possono essere svolte direttamente da ufficio (modalità di programmazione Offline), quindi senza la necessità di lunghi stop di produzione per la creazione di nuove missioni del robot.
RobotClean è progettata per l’integrazione con le altre fasi del processo produttivo e con le altre tecnologie Sacmi già in funzione negli stabilimenti, dalle celle di colaggio alle linee automatiche di smaltatura robotizzata, con l’obiettivo di fornire un’automazione completa degli impianti produttivi per sanitari.
La cella RobotClean è inoltre provvista di uno speciale dispositivo che ha lo scopo di ruotare e ribaltare il sanitario in lavorazione; in questo modo, Sacmi si propone di svolgere le
Sanitaryware Focus on
91 CWR 149/2022
ing complete automation of sanitaryware production plants.
The RobotClean cell is also equipped with a special device for rotating and overturning the sanitaryware item. This allows it to perform white finishing operations over the entire surface of the piece, so manual operator intervention is limited to the final testing stage.
The innovative filter cabin specially developed for RobotClean also plays an important role in ensuring a healthy and clean working environment. It is designed to guarantee the highest quality filtration of the processing dust produced in the robot’s working area, ensuring that it cannot escape and contaminate the workplace.
In addition to its essential function of creating a safe and healthy workplace, RobotClean also serves to standardise the quality of a process that is currently performed entirely manually by human operators. Considering that white finishing is one of the most important stages in terms of the appearance of the finished product, RobotClean is able to achieve consistent quality from one piece to another without the inherent variability typical of manual processes, thereby guaranteeing complete customer satisfaction.
❱ SACMI publishes updated Ceramic

Sanitaryware Book
At Tecna 2022 , Sacmi presented the updated edition of the Ceramic Sanitaryware Technology Book , a unique publishing initiative aimed at promoting technologies, trends and know-how throughout the industry. The new two-volume manual comes 12 years after the first edition, a period in which automation has established itself in all stages of the sanitaryware production process and has revolutionised the very concept of a factory. This reduces the amount of strenuous and repetitive manual work performed by operators while ensuring higher quality and repeatability of the production process and reducing its social and environmental footprint. This challenging journey in terms of technology, corporate culture and operator training goes hand in hand with the digital transition , namely the use of advanced sensors, laser-guided machine movements to improve factory logistics and robot assistance throughout every stage of the process (casting, glazing, loading and unloading). 5
operazioni di finitura a bianco sulla totalità delle superfici del pezzo, riducendo l’intervento manuale dell’operatore esclusivamente al collaudo finale. Sempre nell’ottica di un ambiente di lavoro salubre e pulito, assume fondamentale importanza l’innovativa cabina filtrante sviluppata per RobotClean, progettata appositamente per garantire la più alta qualità nella filtrazione delle polveri di lavorazione che si sviluppano all’interno dell’area di lavoro del robot, in modo che queste non possano in nessun modo fuoriuscire ed intaccare l’ambiente lavorativo dove sono presenti gli operatori.
Oltre ai fondamentali aspetti di salvaguardia della salute e dell’ambiente di lavoro, RobotClean si propone come una soluzione volta a standardizzare la qualità di un processo che, come si diceva, è ancora svolto esclusivamente in modo manuale dagli operatori.
Considerando che la finitura a bianco è una delle fasi che vanno a definire in modo determinante l’aspetto del prodotto finale, RobotClean permette di ottenere una qualità uniforme da pezzo a pezzo, che non risenta della variabilità intrinseca dei processi manuali e che garantisca la soddisfazione di aziende e consumatori.
❱ SACMI aggiorna il Book “Ceramica Sanitaria”
Sacmi ha presentato a Tecna 2022 l’edizione aggiornata del Book di Tecnologia Ceramica Sanitaria, un’iniziativa editoriale unica nel suo genere per divulgare le tecnologie, i trend, il know-how per il settore. Il nuovo manuale, in due volumi, giunge a 12 anni di distanza dalla prima edizione, un periodo nel quale l’automazione è divenuta pervasiva in tutte le fasi del processo produttivo del sanitario, punto di partenza di un nuovo approccio alla stessa idea di fabbrica. Meno lavorazioni manuali, meno mansioni faticose e ripetitive e la necessità di incrementare qualità e ripetibilità delle produzioni riducendone l’impronta ambientale e sociale. Un percorso denso di sfide tecnologiche – ma anche culturali e di formazione degli operatori – che va di pari passo con la transizione digitale, l’equipaggiamento delle macchine con sensoristica avanzata, le movimentazioni laserguidate per migliorare la logistica di fabbrica, l’ausilio dei robot in ogni fase del processo (colaggio, smaltatura, carico-scarico). 5
CWR 149/2022 92 Sanitaryware Focus on
Greater productivity in high-pressure casting
Maggiore produttività nel colaggio a pressione
As part of their efforts to boost output volumes and improve production quality, sanitaryware producers are increasingly adopting high-pressure casting (HPC) technology together with modern plants capable of continuous 24/7 production. The aim of all companies in the sector is to optimise the potential of their casting departments by performing the maximum number of cycles per day with the highest quality. The characteristics of the slip, and in particular the casting rate, play a crucial role in achieving this goal.
The research conducted in Lamberti’s laboratories has led to the development of the Reolam series of products designed to improve slip casting rates, reduce casting times and consequently increase productivity.

❱ Reolam CS 383
The series includes various types of Reolam designed to adapt to the formulations of the various slips. Reolam CS 383 has proved to be the most popular product and is suitable for most production activities.

Reolam CS 383 is a water-soluble polymer-based casting rate accelerator. Its function is to promote aggregation of the finest particles of ceramic slips, thereby speeding up the flow of water from the slip to the resin mould. The main result is to accelerate the casting rate, thereby reducing the casting time and increasing the number of castings per day.
La tecnologia del colaggio ad alta pressione (HPC), con moderni impianti in grado di produrre in continuo - 24 ore su 24, 7 giorni su 7 -, è sempre più diffusa tra le aziende produttrici di sanitari che puntano così ad incrementare i volumi e la qualità produttiva. Obiettivo di tutti i produttori, per massimizzare le potenzialità del proprio reparto di colaggio, è eseguire il più alto numero possibile di cicli al giorno con la migliore resa qualitativa. Ed è noto che, per ottenere i migliori risultati, le caratteristiche della barbottina giocano un ruolo fondamentale. Tra queste, in particolare, il “casting rate”, ossia la velocità di formazione dello spessore.
La ricerca condotta in questo campo nei laboratori Lamberti ha portato allo sviluppo dei prodotti della serie Reo-
lam, studiati per migliorare il casting rate della barbottina, riducendo i tempi di colaggio con conseguente aumento della produttività.
❱ Reolam CS 383
La serie comprende diversi tipi di Reolam, progettati per adattarsi meglio alle formulazioni delle varie barbottine. Tra questi, il Reolam CS 383 si è dimostrato il prodotto di maggior successo e adatto alla maggior parte delle produzioni.
Reolam CS 383 è un acceleratore di casting rate a base di un polimero idrosolubile. La sua funzione è favorire l’aggregazione delle particelle più fini delle barbottine ceramiche, velocizzando il passaggio dell’acqua dalla barbottina allo stampo in resina. Il risultato principale è appunto accelerare la velocità di formazione spessore in modo da ridurre il tempo di colaggio e aumentare il numero di colate al giorno. Reolam CS 383 offre una serie di vantaggi, tra cui:
• notevole aumento di velocità di formazione spessore senza significativo aumento del contenuto d’acqua nel pezzo colato;
• migliore uniformità dell’umidità nel pezzo colato;
• migliore uniformità di densità nelle parti di colaggio a spessore libero;
• migliore stabilità dei parametri della barbottina;
• riduzione delle crepe durante il ritiro;
CWR 149/2022 94
Lamberti (Gallarate, Italy)
Focus on
Sanitaryware
The main advantages of Reolam CS 383 are the following:
• a substantial increase in casting rate without any significant increase in water content after casting;
• better moisture uniformity in the formed body;
• more uniform density in drain casting areas;
• greater consistency of slip parameters;
• reduction in cracks during shrinkage;
• longer mould working life due to agglomeration of the finest particles of the slip;




• excellent control of slip rheology.
Reolam CS 383 is also useful in the traditional casting process (with plaster moulds), especially when the slip contains large quantities of very fine particles. Even without increasing the number of castings per day, the reduction in casting time allows for an improvement in production quality, leaving more time for the demoulding and fettling operations and for the drying of the plaster moulds between two cycles.
Reolam CS 383 is readily dispersible and is normally added to slow stirring tanks (also in heated tanks).




Reolam CS 383 is suitable not only for sanitaryware production but also for casting tableware and technical ceramics and for filter-pressing any kind of ceramic slip. 5


• maggiore durata degli stampi, dovuta all’agglomerazione delle particelle più fini della barbottina;
• ottimo controllo della reologia della barbottina.
Reolam CS383 è utile anche nel processo di colaggio tradizionale (stampi in gesso) specialmente quando la barbottina contiene elevate quantità di particelle molto fini. Anche senza aumentare il numero di colate giornaliere, la riduzione del tempo di colaggio consente un miglioramento della qualità della produzione, lasciando più tempo agli operatori per le operazioni di sformatura, fustellatura e prima rifinitura, e per l’asciugatura delle forme in gesso tra due cicli di colaggio.


Reolam CS383 è facilmente disperdibile e viene abitualmente aggiunto nelle vasche di stoccaggio ad agitazione lenta (eventualmente anche riscaldate).

Il prodotto è adatto non solo alla produzione di sanitari, ma anche per il colaggio di stoviglieria, ceramica tecnica e processi di filtropressatura di barbottine ceramiche in generale. 5
You call it eff iciency We

call
it Eirich
Eirich is the worldwide standard in the ceramics industry since decades. The highly eff icient and resource-saving Eirich technology makes you and your product better and better.






eirich.de
 ADVERTISING
ADVERTISING
Hayal
Size matters. As part of its plans to significantly boost productivity in 2023, the Turkish group Hayal has chosen to increase the size of the machines in its body preparation department by purchasing the largest and most powerful ceramic mills and spray dryers ever launched onto the market. A construction materials producer specialising in ceramic tiles, the Hayal Group already took a big step forward in 2016 when it installed its first Sacmi mills and spray dryers. The company is now looking to the future and has commissioned Sacmi to supply the new MMC240 and ATE350 units, the largest machines of their kind ever built, for the Qua Granite production facility in Söke (Ku ş adasi district). So why choose such large machines? The main reason is to increase productivity in response to the anticipated growth in market demand, for which purpose Hayal is planning to reach a total capacity of 50 million sqm by 2023 . Another key aim is to achieve a high level of product standardisation, thereby optimising economic and organisational aspects of the production process.
In response to the growing trend towards ever larger body preparation machines that has been underway for the last 15 years, Sacmi has focused on developing these kinds of solutions and as a result has now installed a record of almost 1,000 MMC continuous modules and 1,600 ATM, ATE and ATI spray dryers worldwide.
The first ATE350 spray dryer is already running at full capacity at the Söke facility and is fed by two MMC240 modular mills with an output of up to 90 tonnes per hour , while the second section of the line with a further two MMC240s and an ATE350 is scheduled for startup in early 2023. Following the success of this first shipment,

“Size matters”. Nel quadro di un drastico incremento di produttività previsto nel 2023, il gruppo turco Hayal ha optato per un extra-dimensionamento delle macchine per il reparto preparazione impasti, scegliendo i mulini e atomizzatori più grandi e potenti mai visti prima sul mercato.
Attivo nella produzione di materiali da costruzione, in primis piastrelle ceramiche, il Gruppo Hayal aveva già completato un salto di qualità nel 2016, con
del mercato
l’installazione dei primi mulini e atomizzatori Sacmi. Ora la società guarda al futuro e, per l’unità produttiva Qua Granite di Söke (nel distretto di Kuşadasi) ha commissionato a Sacmi i nuovi MMC240 e ATE350, i più grandi mai realizzati al mondo. Perché le “taglie forti”? Nella prospettiva di un aumento della domanda di mercato, la motivazione principale riguarda il drastico incremento di produttività atteso, che, per Hayal, nel 2023, dovrebbe attestarsi a 50 milioni di mq. Altro elemento trainante è la decisa standardizzazione del prodotto che consente di ottimizzare il processo produttivo sotto il profilo economico e organizzativo.
La crescente dimensione media delle macchine per la preparazione impasti è una tendenza chiara del mercato negli ultimi 15 anni, che Sacmi ha saputo intercettare, mettendo a valore le competenze tecnologiche nella progettazione di questo tipo di soluzioni, con il parco installato tra i più vasti al mondo, vale a dire quasi 1.000 moduli in continuo (MMC) e 1.600 atomizzatori tra ATM, ATE e ATI.
Già in produzione a regime nello stabilimento di Söke, il primo atomizzatore ATE350 è alimentato da una coppia di mulini modulari MMC240, con output fino a 90 tonnellate l’ora, mentre nei primi mesi del 2023 sarà “accesa” la seconda parte della linea, con due ulteriori MMC240 e un ATE350. Nel frattempo, dopo il succes-
CWR 149/2022 96
installs the largest and most powerful mills and spray dryers on the market
Sacmi (Imola, Italy)
Hayal installa i mulini e atomizzatori più potenti e produttivi
the Turkish group has already placed further orders for this type of spray dryer for installation in other production units in 2023.

In contrast to the trend of small batches and frequent changes of products and consequently raw materials popular in some markets, the Sacmi range taps into the clear global demand for increasingly high-performance body preparation machines. This approach offers a number of advantages. Firstly, for the production of ceramic products that do not require specific full-body effects, it is becoming increasingly common and cost-effective to produce large volumes of standard bodies which are subsequently machined, textured and digitally decorated. Other factors concern the way the machines are designed in relation to the specific characteristics of the grinding and spray drying process. The MMC240 mills are the first machines on the market that Sacmi has configured with 4 modules at the customer’s request, while further solutions with up to 5 modules are being supplied in other parts of the world. Originally developed by Sacmi in 2005, the modular mill is still the most flexible and efficient way of controlling the various grinding stages from crushing through to fine milling. The addition of a fourth or even a fifth module introduces an extra control parameter, further optimising the process according to product characteristics and thereby saving energy
Spray dryers are a different matter. Along with the characteristics of cost-effective design, operation and maintenance typical of the entire Sacmi ATE range, the higher-volume models also deliver a more than proportional increase in efficiency
The installation of a single ATE350 can bring an increase in efficiency of up to 1.5% compared to the use of two ATE180s (with the same output), effectively saving 250,000 standard cubic metres of gas per year
This means a faster return on the investment, up to a 20% smaller footprint for the same output and a simpler plant design (fewer batching stations, conveyor belts, etc.). These machines are designed and sized to operate 24/7 with the quality, control and reliability for which Sacmi is renowned.
But Hayal’s investments in Sacmi technology don’t end here. In addition to the projects already scheduled for 2023, the Söke plant will soon be supplied with ten new PH 5200 presses, the market benchmark for pressing medium to large sizes such as 600x600 mm and 600x1200 mm. 5
so di questa prima fornitura, il gruppo turco ha già siglato nuovi ordinativi per questo tipo di atomizzatori da installare nel 2023 in altre unità produttive.
Paradossalmente in controtendenza rispetto a un certo approccio al mercato – lotti ristretti, frequenti cambi prodotto e quindi di materie prime – la richiesta di macchine sempre più performanti per la preparazione impasti è evidente, considerando il target globale dell’offerta Sacmi. Diverse le ragioni. Sul piano produttivo, per i prodotti ceramici che non richiedono determinati effetti “a tutta massa”, è sempre più comune e conveniente la tendenza a realizzare grandi volumi di supporti “base”, poi rilavorati, strutturati e decorati in digitale.
Le ulteriori ragioni hanno strettamente a che fare con il modo di progettare le macchine in relazione alle peculiarità del processo di macinazione e atomizzazione. Nel caso dei mulini MMC240, si tratta delle prime soluzioni sul mercato che Sacmi ha configurato, su richiesta del cliente, a 4 moduli. Ulteriori soluzioni sino a 5 moduli sono in fornitura in altre aree del mondo. Sviluppato da Sacmi dal 2005, il mulino modulare si conferma tutt’ora la soluzione più flessibile ed efficiente per la gestione delle diverse fasi della macinazione, dalla frantumazione alla raffinazio-
ne. Con il quarto o, addirittura, il quinto modulo, si introduce un parametro di controllo in più, che ottimizza ulteriormente il processo in funzione delle caratteristiche del prodotto, risparmiando energia Discorso inverso per l’atomizzatore. All’economicità della progettazione, funzionamento e manutenzioni, peculiarità della gamma Sacmi ATE, nei modelli di maggiore volume si affianca un incremento di efficienza più che proporzionale: nel caso dell’ATE350 – rispetto all’installazione di due ATE180 e quindi a parità di produzione – tale incremento di efficienza può raggiungere l’1,5%, in pratica 250mila metri cubi standard di gas all’anno di minori consumi. Questo significa tempi ridotti di ritorno dell’investimento, a cui si aggiungono la riduzione del footprint che, raddoppiando la dimensione, può raggiungere anche il 20% a parità di output produttivo, e la semplificazione impiantistica (meno stazioni di dosaggio, nastri trasportatori, etc). Queste macchine sono concepite e dimensionate per lavorare h24 con la qualità, il controllo e l’affidabilità propri di Sacmi. Gli investimenti in tecnologia Sacmi per Hayal non si fermano a questi progetti già previsti nel 2023. Nello stabilimento di Söke, infatti, si affianca la fornitura di 10 nuove PH 5200, riferimento del mercato nell’ambito della pressatura, per formati medio grandi, quali il 600x600 e il 600x1200mm. 5
Raw materials Focus on CWR 149/2022 97
The UK tile industry’s sustainability journey begins with raw materials Piastrelle sostenibili? In UK si parte dalla materia prima
Imerys (Paris, France)Through a collaboration with long-term customer Johnson Tiles, Imerys has developed a new product recipe that reduces energy and waste, and is helping the UK tile manufacturer work towards the industry goal of carbon neutrality by 2050.
The building sector is increasingly focused on low carbon footprint solutions. More and more, architects, designers and other construction sector customers require manufacturers to verify their carbon-reduction targets and activities to progress towards their climate change agenda. Imerys’ ambition is to unlock the sustainable potential of minerals by minimizing operational impact from mining while maximizing the benefits of its products. It is committed to working closely with customers, where possible, and supporting them on their journey by developing solutions that address sustainability challenges, such as employing a circular economy model or reducing greenhouse gas emissions. Johnson Tiles, based in Stoke-on-Trent in Staffordshire, shares Imerys’ environmental principles and has an ambition to be the world leader in sustainable tile manufacturing. Over the next few years, the company aims to make the best use of materials, reduce waste and save energy. “Tiles manufacturing is a carbon-intensive industry,” says Jason Bridges , Production and Procurement Director at Johnson Tiles. “While we can’t completely eliminate the energy we use, we can offset some of it by focusing on our supply base and manufacturing processes. But to be successful we need our full supply chain to be with us on the journey.”
❱ Ball clay adds strength and reduces waste
Almost a decade ago, Johnson Tiles switched its supply of kaolin from an overseas supplier to Imerys’ plant in Cornwall, UK, improving its carbon footprint thanks to reduced transportation. In 2020, the company re-examined the body recipe for its tiles, with a view to increasing the strength of its products and reducing waste. Imerys recommended its ball clay from Dorset. Imerys designed an engineered solution to Johnson Tiles’ specifications and tested the product in both companies’ laboratories to ensure it was fit for use. It went to a pilot-scale industrial trial and then a longer production run. The strength of the combined new material has allowed Johnson Tiles to reduce its tile thickness up to 20%, save vir-
La fattiva collaborazione tra Johnson Tiles e Imerys ha portato allo sviluppo di una nuova formulazione di impasto ceramico con argilla ball clay in grado di ridurre il consumo energetico e gli sprechi in produzione, in linea con l’obiettivo del produttore inglese che punta a raggiungere la carbon neutrality entro il 2050. Con l’edilizia sempre più focalizzata verso soluzioni a bassa impronta di carbonio, i professionisti del settore (architetti, designer e imprese di costruzione) stanno infatti spingendo i produttori della filiera ceramica a implementare i loro target in termini di sostenibilità ambientale. In tal senso anche Imerys è determinata a fare la sua parte riducendo al minimo l’impatto delle attività estrattive e massimizzando il potenziale sostenibile dei propri minerali. Per far questo si impegna a lavorare a fianco dei clienti supportandoli e sviluppando soluzioni congrue al modello di economia circolare o finalizzate alla riduzione di emissioni. Johnson Tiles, con sede a Stoke-on-Trent, nella contea dello Staffordshire, condivide con Imerys gli stessi principi per la tutela dell’ambiente e punta ad un posizionamento di primo piano in termini di produzione sostenibile di piastrel-
le ceramiche. Nei prossimi anni, l’azienda mira a sfruttare al meglio i materiali, ridurre gli sprechi e risparmiare energia. “Come noto, l’industria ceramica è per sua natura altamente energivora” - ha affermato Jason Bridges, direttore produzione e acquisti di Johnson Tiles. “Anche se non possiamo eliminare completamente l’uso dell’energia, possiamo cercare di limitarlo concentrandoci sulla supply base e sui processi di produzione. Per avere successo abbiamo però bisogno che l’intera catena di approvvigionamento sia con noi e ci segua in questa avventura”.

❱
L’argilla ball clay aumenta la resistenza e riduce gli scarti
Circa un decennio fa, nell’ottica di ridurre le emissioni causate dai trasporti, Johnson Tiles ha deciso di sostituire il caolino importato dall’estero con quello prodotto da Imerys nel suo impianto in Cornovaglia. Nel 2020 l’azienda ha riesaminato la formulazione dei propri impasti per aumentarne la resistenza e ridurre gli scarti di produzione. La soluzione proposta da Imerys – ossia l’utilizzo di ball clay estratta e prodotta nel Dorset - è stata testata nei laboratori di entrambe le aziende per accertarne l’adeguatezza e quindi sottoposta a test industriali, prima su un impianto pilota e poi su produzioni più estese. Il grado di resistenza raggiunto dalla nuova materia prima ha permesso a John-
CWR 149/2022 98
Jason Bridges
gin materials by up to 20% and incorporate up to 20% of ceramic recycled content in the body formulation. Consequently, the new solution requires a shorter firing time, reducing heat waste in the calcination process and, therefore, reducing energy consumption and the overall carbon emissions.

❱ The enhanced properties of ball clay
The ball clay is a critical component, binding all the other ingredients together. “Without it, we cannot shape the tiles,” explains Luc Bourgy , Ceramics Technical Support Director EMEA at Imerys. “Ball clay brings out the properties during shaping to keep the tiles strong enough throughout the process and to make sure we get the right size at the end of the production line.” While kaolin improves the colour, it has less impact on mechanical strength than ball clays. In terms of energy consumption, ball clay is identified as a good alternative to kaolin as it requires less energy in manufacturing. Additionally, the introduction of Imerys’ ball clay allowed Johnson Tiles to eliminate the need for synthetic binders in the formulation, which not only has the environmental benefit of removing a chemical from the process but also brings a cost advantage.
son Tiles di ridurre lo spessore delle piastrelle fino al 20%, con un analogo risparmio di materie prime vergini, ma anche di inserire nell’impasto fino al 20% di materiale riciclato da scarti ceramici. Di conseguenza, la nuova formulazione ha consentito di ridurre i tempi di cottura e il calore di scarto derivante da processo di calcinazione e, con essi, i consumi energetici e le emissioni di CO2.
❱ Migliori proprietà dell’argilla
L’argilla ball clay è un componente fondamentale in grado di legare insieme tutti gli altri ingredienti dell’impasto. “Senza di essa - spiega Luc Bourgy,
Ceramics Technical Support Director per l’area EMEA di Imerys – non potremmo dar forma alle piastrelle tramite pressatura. Le sue proprietà si manifestano durante la fase di formatura, conferendo sufficiente resistenza alle piastrelle e assicurandone la precisione dimensionale al termine del processo produttivo”. Se da una parte il caolino contribuisce a migliorare il colore, dall’altra ha minor impatto sulla resistenza meccanica rispetto all’argilla ball clay che, fra l’altro, richiede anche meno energia durante il processo. Inoltre, la sua introduzione nella formulazione degli impasti di Johnson Tiles ha consentito di eliminare la necessità di leganti sintetici, con vantaggi non solo ambientali, ma anche economici.

Focus on CWR 149/2022 99
Raw materials
Sharing and analysis: collaboration is critical
Imerys welcomed Johnson Tiles colleagues to its operations in Dorset to hear from technical experts and better understand how the change to a new material would work.

“Imerys’ UK ball clays were laid down in individual geological events forming discrete layers, each of which has its own unique mineralogy, chemistry and particle size distribution,” explains Nick Rhodes , Imerys’ Technical Expert in Ceramics for the UK and Nordics. “Through detailed analysis and indepth knowledge of these reserves, Imerys is able to systematically extract, blend and control our ball clays to create engineered products for our customers. Our job is to make sure the product is consistent and controlled as much as possible.”
Sharing and analyzing results has been key to reducing risks. “There has to be trust in the relationship between a manufacturer and its supplier,” says Jason Bridges “It must be a structured partnership to make sure we are developing the right product in the right way, and that we take the right approach to testing. With Imerys, at each stage of the trial, we assessed the results together. We were prepared to wind back one or two steps if we needed to – or even back to the beginning. We had to get it right. You don’t get a second chance once you scale up to a full manufacturing process.”
❱ Reuse of materials and energy efficiency

Imerys is committed to managing its plants and mines worldwide in a sustainable way and establishing processes that minimize their impact on climate change. The results of this are clear on a broad scale – in 2021, Imerys reduced its Groupwide greenhouse gas emissions by 23% relative to revenue (from a 2018 baseline).
“One of the main reasons for using ball clay is waste reduc-
❱
Condivisione e analisi: la collaborazione è fondamentale
Ai fini del risultato, la collaborazione tra i team tecnici di Imerys e Johnson Tiles si è rivelata fondamentale, così come gli incontri propedeutici nel Dorset per illustrare come avrebbe funzionato il passaggio ad una nuova materia prima.
“Le argille ball clay di Imerys nel Regno Unito si sono formate nel corso di singoli eventi geologici e si presentano a strati, ognuno con caratteristiche mineralogiche, chimiche e granulometriche uniche”, ha sottolineato Nick Rhodes, esperto Imerys per il settore ceramico nel Regno Unito e Paesi nordici. “Attraverso un’analisi dettagliata e una conoscenza approfondita di queste riserve, Imerys è in grado di estrarre, miscelare e controllare sistematicamente le argille per sviluppare prodotti progettati sulle esigenze dei singoli clienti, garantendone la massima costanza possibile”.
La condivisione e l’analisi dei
risultati è stata basilare per ridurre i rischi.
Secondo Jason Bridges, “la partnership tra produttore e fornitore deve basarsi su professionalità e fiducia reciproca. Solo così è possibile sviluppare il prodotto giusto, nel modo giusto, adottando l’approccio più corretto nella sperimentazione. Con Imerys ogni fase dello studio è stata oggetto di analisi congiunta e valutazione attenta dei risultati, pronti a tornare indietro o ripartire da zero qualora questi non fossero stati convincenti. È un’operazione lunga e laboriosa ma è anche l’unica che permette di arrivare al processo di produzione senza sorprese”.
❱ Riutilizzo dei materiali ed efficienza energetica
Imerys si impegna a gestire i suoi impianti e miniere in tutto il mondo in modo sostenibile e a configurare processi che riducano al minimo l’impatto sui cambiamenti climatici. Il risultato di questa politica è la riduzione del 23% delle sue emissioni di gas serra tra il 2018 e il 2021.
“Una delle ragioni che spingo-
❱
CWR 149/2022 100 Raw materials Focus on

Discover our solutions for Tiles and Large Slabs www.imerys.com • High whiteness kaolin • Consistency for optimum performance Kaolin • Increased firing stability • Increased output with low contraction Feldspar • Better performance by high plasticity • Energy saving by higher fluidity Ball clay
tion,” says Jason Bridges. “Ceramics will always have a level of waste – we know we will not have 100% saleable goods. We recycle any waste we create back into our own processes. All waste gets crushed for reuse as raw material, but that requires more energy as we are processing it more than once.” Part of Johnson Tiles’ requirement was for Imerys to provide a recipe with greater flexibility for recycling content. Imerys’ engineered ball clay solution has allowed the customer to incorporate a greater amount of recycled material content in its formulation, from 10% to up to 20%. ❱ An ongoing partnership
Imerys and Johnson Tiles will continue reviewing and improving the tiles recipe to develop carbon efficient and environmentally sustainable products – for example, to see if there are less energy-intensive alternatives to the currently used raw materials, or to assess the potential to reduce or remove the need for calcium carbonate. “The journey to net zero is hugely important to us,” says Jason Bridges “That will become one of our science-based targets. We are a UK manufacturer buying from a verified UK raw materials supplier. The carbon efficiency of that lifecycle is key. The ceramics industry has to get across our sustainability messages around the materials we use and the end-oflife recyclability. It still amazes me what you can make out of clay that has been sitting in Dorset for millions of years. Our remit is to turn it into a perfect flawless tile with minimal loss – and our collaboration with Imerys over the next few years will be about continuous sustainable improvement.” 5
no all’utilizzo di ball clay è la riduzione degli scarti, anche se sappiamo bene che non avremo mai il 100% di prima scelta”, afferma Jason Bridges “In Johnson Tiles recuperiamo, sì, tutti gli scarti, frantumati e riutilizzati come materia prima seconda nel processo produttivo, ma ciò comporta un certo consumo energetico”. Una delle richieste di Johnson Tiles era di poter disporre di una ricetta di impasto con una maggiore flessibilità in relazione al contenuto di materiale riciclato. Introducendo e aumentando la quantità di argilla e riducendo il caolino, la nuova formulazione proposta da Imerys ha permesso al cliente di incorporarne una quota maggiore, dal 10 al 20%.
❱ La partnership continua…
Imerys e Johnson Tiles continueranno a lavorare insieme per migliorare le formulazioni degli impasti e sviluppare prodotti efficienti e sostenibili dal

punto di vista ambientale. Tra gli obiettivi comuni vi è la ricerca di alternative meno energivore rispetto alle materie prime attualmente utilizzate e studiare come ridurre o eliminare il carbonato di calcio.
“La partnership con Imerys ci permetterà di compiere significativi passi avanti nel cammino verso lo zero net”, conclude Jason Bridges “Per Johnson Tiles, disporre di un fornitore di materie prime locale è decisamente un plus perché permette di abbattere le emissioni già nella fase del trasporto. Sono del parere che l’industria ceramica debba trasmettere un messaggio chiaro e trasparente sulla sostenibilità dei materiali utilizzati e sulla riciclabilità del prodotto a fine vita. Continuo a sorprendermi ogni volta che scopro una nuova applicazione dell’argilla stratificata nelle cave del Dorset da milioni di anni: il nostro compito, insieme a Imerys, è quello di trasformarla in una piastrella impeccabile e con scarti minimi”. 5
CWR 149/2022 102 Raw materials Focus on

High-plasticity Brazilian clay
Argilla brasiliana ad alta plasticità
Originally founded in 2010 as a logistics company specialising in the field of raw materials and industrial minerals, since 2020 Effediesse has successfully branched out into the production and marketing of ceramic raw materials aided by the Mighali family’s 30 years of experience in the sector.
One of the most interesting raw materials offered exclusively by the company in the European market is a highly plastic Brazilian clay called BR 01. This material is already being used by leading Brazilian ceramic groups and offers the Italian ceramic industry a valid alternative to Ukrainian clays due to its technical characteristics and competitive price.
Analysis of the clay BR 01 carried out at the Studio MM materials testing laboratory in Parma showed very interesting results. Firstly, BR 01 is a predominantly kaolinitic clay mixture with a s ignificant alumina content (Al2O3 close to 30%) and a non-negligible content of calcium oxide (CaO close to 4%) deriving from residual anorthosite formations present in the mining area.
For the same reason it also has a non-negligible content of alkalis (Na2O close to 2%) , resulting in an optimal degree of fusibility when used in clay mixes in the ceramic industry. It has a very low content of carbonates, which are always present in traces but never exceed a level of 1% The almost complete absence of sulphur and organic carbon together with the low silica content makes it suitable for rapid firing cycles, as confirmed by the leading Brazilian ceramic companies which are currently producing ceramic bodies based on BR 01.
As for rheology during grinding , tests recorded a Ford cup viscosity (nozzle no. 4) of 25 seconds and 45% grinding water with the addition of only 0.3% STPP.
After being pressed at 350 kg/cm2, BR 01 exhibits excellent unfired bending strength , with an average value of around 20 kg/cm2 and more than 33 kg/cm2 when dried.
After firing, it displays a very smooth vitrification curve , with very low maximum values recorded for both shrinkage
Attiva dal 2010 come società specializzata nella logistica di materie prime e minerali industriali, dal 2020 la Effediesse si è affermata anche nella produzione e commercializzazione di materie prime ceramiche, grazie all’esperienza trentennale della famiglia Mighali. Tra i materiali più interessanti che l’azienda offre in esclusiva sul mercato europeo, vi è un’argilla brasiliana ad elevata plasticità, denominata BR 01, già utilizzata dai principali gruppi ceramici brasiliani. Per il comprensorio ceramico italiano questa si presenta come una valida alternativa all’argilla ucraina, sia per le sue caratteristiche tecniche che per la disponibilità a costi competitivi.
La caratterizzazione dell’argilla BR 01 è stata effettuata presso il laboratorio prove materiali dello Studio MM di
Parma. I risultati ne evidenziano peculiarità di grande interesse. Innanzitutto, si tratta di una miscela argillosa, prevalentemente caolinitica, caratterizzata da un tenore di allumina interessante (Al2O3 prossimo al 30%) ed una presenza non trascurabile di Ossido di Calcio (CaO prossimo al 4%), appartenente a formazioni residuali di anortosite presente nel bacino estrattivo di provenienza.
Per lo stesso motivo si registra anche un’aliquota non trascurabile di alcali (Na2O prossimo al 2%) che apporta quel grado di fusibilità ottimale, alla luce di un impiego ceramico della miscela argillosa.
Bassissimo il tenore in carbonati, sempre presenti in tracce, ma mai superiori all’1%.
Si segnala inoltre la quasi totale assenza di Zolfo e di Carbonio organico, un elemento che, unitamente al basso contenuto di silice, favorisce i cicli di cottura rapidi come viene ben confermato dalle principali aziende ceramiche brasiliane attualmente in produzione con impasti a base di BR 01.
Per quanto riguarda la reologia in fase di macinazione, le prove hanno evidenziato una viscosità in coppa Ford (ugello n° 4) di 25 secondi e acqua di macinazione pari a 45% con l’aggiunta di solo 0,3% di STPP.
In verde, con formatura avvenuta a 350 Kg/cm2, l’argilla BR 01 presenta una resistenza a flessione ottima, con circa 20
CWR 149/2022 104
Davide Mighali, Effediesse (Campogalliano, Italy)
OXIDE CONTENT ANALYSIS Analisi degli ossidi Oxide Ossido Percentage Percentuale (%) LOI 8.26 SiO2 53.3 Al2O3 29.1 TiO2 0.17 Fe2O3 1.32 CaO 3.83 MgO 0.51 K2O 1.45 Na2O 1.79
(6.5%) and water absorption (3.8%) at 1220°C.
Aided by a significant alumina content, pyroplastic deformation is maintained at very manageable levels and in line with current standards for ceramic slab production. The clay displays excellent fired mechanical strength and a good level of whiteness , with an L* value of 76 at 1220°C.

So while clay BR 01 is not expected to entirely replace Ukrainian clay, with these characteristics it does have very good potential for use in the body mixture and may serve as an excellent standard alternative for the Italian ceramic industry. 5
kg/cmq di valore medio, mentre in essiccato supera i 33 kg/cmq.
In cotto presenta una curva di greificazione molto regolare, con valori massimi, registrati a 1.220 °C, decisamente contenuti per quanto riguarda sia il ritiro (6,5%) che l’assorbimento (3,8%).
Coadiuvata da un tenore di
allumina importante, la deformazione piroplastica si mantiene su livelli di assoluto rispetto e in linea con gli attuali standard per la produzione di lastre ceramiche.
Ottima la resistenza meccanica in cotto e buono il grado di bianco, con un valore di L* pari a 76 a 1.220 °C.
Alla luce di queste caratteristiche, l’argilla BR 01, anche se non potrà sostituire completamente l’argilla ucraina, si presenta come una miscela dalle grandi potenzialità che può costituire un’ottima alternativa di base anche per l’industria ceramica italiana. 5
Raw materials Focus on CWR 149/2022 105 Fig. 1: Specimen fired in a roller kiln at a temperature of 1220°C and with a 50-minute cycle Provino cotto in forno a rulli alla temperatura di 1.220 °C e ciclo di 50 minuti
HEADQUARTERS - Sede Operativa Via del Passatore, 7 41011 Campogalliano (Modena), Italy. Tel.: +39 059 525495 - Fax: +39 059 528788 info@effediesse.net
EFFEDIESSE SRL OPERATIONAL
Vibrotech
Recent increases in energy costs coupled with difficulties in procuring good quality raw materials have made the process of wet milling ceramic bodies more challenging. While minimising milling water quantities is essential in order to avoid energy wastage in spray-dried powder production, the fact that raw materials from Ukraine are no longer available means there is no choice but to use lower purity products.
This has prompted interest in machines and equipment capable of screening slips with higher density and viscosity as well as removing all ferromagnetic particles.
Drawing from their extensive experience in the field of screening and deferrization, Vibrotech engineers have developed an innovative, fully automated ceramic slip screening system based on high-efficiency large-surface-area sieves.
The highly automated plant features automatic sieve net cleaning with limited and controlled quantities of washing water, as well as automatic and continuous control of product parameters such as density, viscosity, flow rate and temperature.


The use of lower purity raw materials and the production of ever larger size tiles and slabs has made it necessary to eliminate all ferromagnetic particles, which notoriously lead to the risk of finished products being downgraded.
The high-gradient electromagnetic filter systems developed by Vibrotech stand out for their fully automatic operation and high purification efficiency.
For these reasons, the machine is frequently adopted in the production of light-coloured ceramic bodies and in particular for the so-called “super white” bodies which are often used in the production of large ceramic tiles and slabs. In this case, contamination by ferromagnetic impurities is particularly damaging due to the high cost of the products.

With constant monitoring of production parameters and process deviations together with fully automated plant operation, this solution qualifies as an Industry 4.0 technology.
Vibrotech is part of the Certech Group based in Casalgrande (Reggio Emilia), which also operates abroad through subsidiaries in Spain, Mexico and the USA.
Negli ultimi tempi, il costo dell’energia e la difficoltà a reperire materie prime di buona qualità hanno reso più difficile la lavorazione degli impasti ceramici macinati ad umido. Da una parte, vi è la necessità di limitare quanto più possibile l’acqua di macinazione per non sprecare energia nella produzione di atomizzato; dall’altra, l’indisponibilità di prodotti provenienti dall’Ucraina comporta il dover ricorrere a materie prime “meno pure”.
Il focus si è quindi indirizzato verso macchine e impianti in grado di setacciare barbottina con maggiore densità e viscosità elevate, nonché di eliminare tutto il particolato ferromagnetico.
L’esperienza maturata negli anni dai tecnici Vibrotech nel campo della vagliatura e deferrizzazione ha quindi portato allo sviluppo e messa a punto di un innovativo sistema di vagliatura della barbottina ceramica, completamente automatizzato, realizzato con setacci di grande superficie ed elevata efficienza.
L’elevato grado di automazione dell’impianto comprende la pulizia automatica delle reti di setacciatura, con quantità limitata e controllata dell’acqua di lavaggio, nonché il controllo automatico e continuo dei parametri del prodotto, quali densi-
tà, viscosità, portata e temperatura. L’utilizzo di materie prime di minore purezza e la produzione di piastrelle di formato sempre maggiore, fino alle grandi lastre, hanno evidenziato la necessità di eliminare tutte le particelle ferromagnetiche che notoriamente declassano il prodotto finito.
Gli impianti con filtri elettromagnetici ad elevato gradiente sviluppati da Vibrotech si caratterizzano per il funzionamento completamente automatico e la grande efficienza di depurazione.
Per queste ragioni, la macchina è spesso utilizzata nella produzione di impasti ceramici chiari e, in particolare, per i cosiddetti impasti “superbianchi”, spesso impiegati nella produzione di grandi lastre ceramiche nelle quali l’inquinamento da impurità ferromagnetiche è particolarmente dannoso dato il costo elevato costo dei manufatti. Il costante monitoraggio dei parametri produttivi e delle eventuali derive di processo, unitamente alla conduzione completamente automatizzata dell’impianto, colloca questa soluzione tra le tecnologie “Industria 4.0”.
Vibrotech fa parte del gruppo Certech di Casalgrande (Reggio Emilia) che opera all’estero anche mediante le sue filiali in Spagna, Messico e USA.
CWR 149/2022 106
■■■
PoPPi cLementino
Poppi Clementino has a high level of expertise in the field of advanced energy recovery systems and has built numerous plants for the world’s largest ceramic groups to enable them to recover most energy losses.
One of the most interesting projects was the one commissioned by a well-known ceramic company in Spain in which the recovered energy will be used to pre-heat the slip before it enters the spray dryers
Specifically this will involve installing a system to recover the thermal energy contained in the flue gases of two single-channel ceramic kilns to heat water inside two flue gas/water shell and tube type heat exchangers. After being heated to around 95°C, the water will be used in a second shell and tube heat exchanger specially designed by Poppi Clementino to preheat the slip to 75/80°C before entering the spray dryer.
This allows for the recovery of waste heat from flue gases that would otherwise have been lost to the environment. In addition, the temperature of the outgoing flue gases will be lowered, thereby reducing the workload of any filters or heat sinks located after the kilns.

This patented system is registered under the EnerGX logo and can be integrated with other energy recovery systems already marketed by Poppi Clementino. The entire process is highly automated and can be controlled remotely to keep the physical parameters constant (particularly the minimum temperature of the returning flue gas and water flows). This allows high recovery rates to be maintained over a long period of time while minimising exchanger and system maintenance.
The water/slip heat exchangers are controlled automatically by Poppi’s centralised software, which is capable of managing the exchanger washing and maintenance cycles independently. The advantages of the solution include:
• Parallel installation on an existing circuit without the need to modify plant operation;
• No changes to the filtration system downstream of the spray dryer;
• Self-cleaning system designed to prevent deposits;
• Rapid product changeover with a cleaning cycle of 5-10 minutes without the need for operator intervention;
• Modular system (the exchangers are designed according to the needs of the individual plant);
• Energy savings in the spray dryer thanks to recovered waste heat;
• Improvement in the degree of screening achieved by increasing the slip temperature;
• Constant monitoring of savings (including remotely) and possibility of exporting data;
• Solution recognised as eligible under the Italian government’s national Industry 4.0 programme. ■■■
Per quanto riguarda i sistemi avanzati di recupero energetico, Poppi Clementino ha sviluppato un importante know-how e realizzato numerosi impianti per i più importanti gruppi ceramici del mondo, grazie ai quali è possibile recuperare la maggior parte delle fonti energetiche disperse.
Tra i progetti più interessanti, vi è quello commissionato da una nota azienda ceramica in Spagna, dove il recupero energetico è finalizzato al preriscaldo della bar-
bottina prima dell’ingresso in atomizzatore
Più in dettaglio, verrà installato un impianto di recupero dell’energia termica contenuta nei fumi d’esubero di due forni ceramici monocanale per riscaldare acqua all’interno di due scambiatori di calore a fascio tubiero fumi/acqua. L’acqua, riscaldata a circa 95°C, verrà utilizzata all’interno di un secondo scambiatore a fascio tubiero studiato appositamente dalla Poppi Clementino per preriscaldare la barbottina fino a 75/80°C prima dell’ingresso in atomizzatore. In questo modo vengono recuperati i cascami termici di fumi che altrimenti sarebbero andati dispersi in ambiente; inoltre, verrà ridotta la temperatura dei fumi in uscita riducendo il carico dei lavori di eventuali filtri o dissipatori posizionati dopo i forni.
Questo sistema, brevettato e registrato con il logo EnerGX, può essere integrato con altri sistemi di recupero energetico già commercializzati da Poppi Clementino. L’intero processo è altamente automatizzato (controllabile anche da remoto) per mantenere costanti i parametri fisici (la temperatura minima del ritorno dei fumi e dell’acqua). Questo permette di mantenere nel lungo periodo elevate percentuali di rendimento del recupero, rendendo minima la manuten-
zione degli scambiatori e dell’impianto. Gli scambiatori acqua/barbottina sono controllati in maniera automatizzata tramite software centralizzato di progettazione Poppi, che gestisce autonomamente i cicli di lavaggio e di manutenzione degli scambiatori stessi.
Tra i vantaggi della soluzione:
• Inserimento in parallelo su un circuito esistente, senza alcuna modifica al funzionamento dell’impianto;
• Nessuna modifica al sistema di filtrazione a valle dell’atomizzatore;
• Sistema autopulente progettato per evitare depositi;
• Cambio rapido del prodotto con un ciclo di pulizia della durata di 5/10 minuti, senza intervento di personale;
• Sistema modulare (gli scambiatori sono progettati sulle necessità del singolo stabilimento);
• Risparmio energetico dell’atomizzatore grazie ai cascami termici recuperati;
• Miglioramento del grado di setacciatura ottenuto con l’aumento della temperatura della barbottina;
• Monitoraggio costante dei risparmi (anche da remoto) e possibilità di esportare i dati;
• Soluzione riconosciuta tra i “beni ammissibili” del programma Industria 4.0.
CWR 149/2022 107 Raw Materials
technoLogies on
Latest
bbm industriaL maintenance
BBM Industrial Maintenance, a GMM Group member company and a leading provider of Condition Monitoring services for the ceramic industry, has long been conducting research into sophisticated new technologies capable of reducing production line maintenance costs and service times in the event of plant malfunctions. Continuous monitoring of the state of health of critical plants is a strategic tool for identifying and recording malfunctions at an early stage, avoiding the time wastage and cost of unplanned machine stoppages.
To support the technological and digital transformation of production processes in the ceramic industry as part of the Industry 4.0 transition plan, BBM proposes instrumentation developed and produced by Prüftechnik, a leader in the research and development of Condition Monitoring systems for rotating machinery.
Combining its extensive presence in the maintenance market with the high quality and reliability of Prüftechnik products, BBM offers companies advantages such as continuous monitoring of the state of health of mills used in the powder preparation process.
The Prüftechnik solution provides information on the plant’s condition in real time along with a detailed evaluation of bearing wear (even at very low operating speeds), the state of gears, the main mechanical faults (unbalance, misalignment, slackness, resonances, etc.) and electrical faults (inverter faults, stator and rotor asymmetry, defects on the bars and on the power supply).
Alarm management is immediate and can be shared via smartphone, tablet or email.
The solutions range from 6-channel terminals for individual assets through to systems with 20 synchronised channels for monitor-
ing vibrations, oil quality and contamination from slip and for monitoring the operational parameters of the mill’s drive chain. More flexible kiln monitoring solutions with extended architecture capable of mapping 54 machines simultaneously are available based on terminals that acquire up to 162 channels.

In short, the GMM Group is able to offer high added-value integrated solutions that fulfil the operational needs of the various departments with a view to sustainable and energy-saving production. Its aim is to achieve the highest level of technological innovation so as to improve the efficiency of machinery and reduce unscheduled plant downtime. ■■■
BBM Industrial Maintenance, azienda del Gruppo GMM e leader nella fornitura di servizi di Condition Monitoring per l’industria ceramica, è da sempre impegnata nella ricerca di nuove e sofisticate tecnologie volte alla diminuzione dei costi di manutenzione delle linee produttive e dei tempi di intervento in caso di malfunzionamento degli impianti. È in quest’ottica che il monitoraggio continuo dello stato di salute di im-
pianti critici rappresenta uno strumento strategico in grado di identificare e registrare le anomalie già dallo stadio iniziale, prevenire fermo macchina non programmati e le conseguenti flessioni economiche. Per sostenere la trasformazione tecnologica e digitale dei processi produttivi nell’industria ceramica, in sinergia con il piano di transizione 4.0, BBM propone l’adozione di strumentazione sviluppata e prodotta da Prüftechnik, leader nella ricerca e sviluppo di sistemi di Condition Monitoring per macchine rotanti.
Grazie alla capillare presenza sul mercato delle manutenzioni da parte di BBM ed agli elevati standard di qualità ed affidabilità delle soluzioni Prüftechnik, sarà possibile beneficiare ad esempio di un monitoraggio continuo dello stato di salute dei mulini impiegati nel processo di preparazione delle polveri.
La soluzione Prüftechnik fornisce informazioni sulle condizioni dell’impianto in tempo reale e valuta in dettaglio l’usura sui cuscinetti (anche a bassissime velocità di funzionamento), lo stato dell’ingranamento, le principali anomalie meccaniche (sbilanciamento, disallineamento, allentamenti, risonanze,
ecc.) ed elettriche (anomalie dell’inverter, asimmetria statorica e rotorica, difetti sulle barre e sull’ alimentazione).
La gestione degli allarmi è immediata e condivisibile anche tramite smartphone o tablet, nonché via email. Le soluzioni partono da centraline con 6 canali rivolte a singoli asset, a sistemi 20 canali sincroni per il monitoraggio delle vibrazioni, stato di qualità dell’olio, contaminazione da barbottina e monitoraggio parametri operativi della catena cinematica dell’intero mulino. Soluzioni più flessibili rivolte al monitoraggio dei forni, con architetture estese fino a mappare 54 macchine contemporaneamente, si basano su centraline che acquisiscono fino a 162 canali.
In definitiva il Gruppo Gmm è in grado di offrire delle soluzioni integrate ad alto valore aggiunto che si coniugano perfettamente con quelle che sono le esigenze produttive degli svariati reparti produttivi con una logica di produzione ad alto risparmio energetico e sostenibile. L’obiettivo è il raggiungimento del massimo livello di innovazione tecnologica, in grado di migliorare l’efficienza produttiva dei macchinari e ridurre il fermo impianti non programmati.
CWR 149/2022 108
Raw Materials Latest technoLogies on

inter ser
As part of its commitment to the circular economy, the ceramic industry is increasingly focused on the recovery and recycling of rejected fired tiles, which are reintroduced into the production cycle as secondary raw materials. To facilitate this operation, Inter Ser has developed the THOR jaw crusher which solves the problem of scraps, especially bulkier pieces originating from the production of large sizes.
Equipped with a highly efficient system of jaws, Thor it is able to crush any kind of tile up to a maximum thickness of around 20 mm. The standard version can be used for a maximum tile size of 900x900 mm, while the 1400 crusher with enlarged hopper is suitable for larger sizes up to 1200x1200 mm.
The crushed scraps have a small piece size and irregular shape and can be compacted easily into small spaces. This optimises collection bin filling and facilitates external transport when evacuation belts are present. Due to their small size, the crushed scraps can subsequently be processed directly and sent to the final recovery plant by automatic feeders. This avoids the need for pre-crushing by means of wheeled loaders and the consequent risk of tyre issues during the tile breaking operation.
Thor features a gearless handling system and is entirely maintenance-free, allowing for continuous duty without machine stoppages and resulting in cost savings. Power consumption is also very low (0.75 kW).
The device is simple to install and use. Due to its versatility and very small size, Thor can be installed either directly below the outlets or outside the line when using extraction belts. It can be connected to any kind
of sorting line via the electrical panel and can be fitted with a range of accessories to adapt to individual customers’ needs.
The crusher can be equipped with service and evacuation belts of any kind, with lower bands for trough or belt conveying, and if necessary with special supporting structures or wheels to facilitate movement. A soundproof booth is also available on request.

More than 50 crushers are currently being used by ceramic companies in Italy and abroad, which have given very positive feedback regarding their performance in terms of efficiency, reliability and low maintenance.
Thor was also recently adopted by MIE - Minerali Industriali Engineering (a company belonging to the Minerali Industriali group) on its fired scrap crushing and recovery plants, systems that stand out for their very short payback times.
■■■
In un’ottica di economia circolare, l’industria ceramica è sempre più attenta al recupero e riciclo di piastrelle di scarto cotte, che vengono reinserite nel ciclo produttivo come materie prime seconde. Per facilitare tale attività, Inter Ser propone THOR, un frantumatore a ganasce che risolve il problema degli scarti, soprattutto i più ingombranti derivanti dalla produzione di grandi formati. Grazie ad un efficiente sistema dotato di “mascelle” Thor è in grado di frantumare ogni tipo di piastrella fino ad uno spessore di circa 20 mm. La versione standard può essere utilizzata per linee con un formato massimo di 900x900 mm, mentre il frantumatore 1400 a tramoggia allargata è idoneo per formati ancor più grandi, fino a 1200x1200 mm.
Gli scarti ottenuti con la frantumazione hanno forma irregolare
e dimensioni ridotte, così da poter essere raccolti in maniera comoda e in uno spazio contenuto. In questo modo si ottimizza il riempimento dei cassoni di raccolta, oppure, quando presenti nastri di evacuazione, si rende agevole il loro trasporto all’esterno. Grazie alla piccola pezzatura, gli scarti frantumati possono essere successivamente processati in modo diretto tramite alimentatori automatici verso l’impianto finale di recupero, senza richiederne una pre-frantumazione tramite Wheel-Loader, evitando in questo modo problemi agli pneumatici durante la rottura delle piastrelle. Dotato di un sistema di movimentazione privo di ingranaggi, Thor non richiede manutenzione, consentendo un utilizzo continuo senza fermi macchina e risparmi sui costi. Anche il consumo energetico è molto ridotto (0.75Kw). L’installazione e l’utilizzo sono molto semplici ed intuitivi. Essendo molto versatile e di dimensioni contenute, Thor può essere inserito direttamente sotto i trabocchetti, oppure, con l’ausilio di nastri di evacuazione, anche fuori
dagli ingombri. Può essere collegato tramite pannello elettrico ad ogni linea di scelta e può essere accessoriato con diversi particolari per essere adattato a qualsiasi tipo di esigenza di ogni singolo cliente.
Il frantumatore può essere fornito con nastri di servizio ed evacuazione, con tappeti di qualsiasi tipo, con bandelle inferiori di convogliamento in fossa o su nastro, ed eventualmente con strutture di sostegno speciali o ruote per agevolarne il movimento. A richiesta è disponibile anche una cabina insonorizzata.
Oltre 50 frantumatori sono già in funzione presso aziende ceramiche in Italia e all’estero, i cui operatori confermano grande soddisfazione per efficienza, affidabilità e minima manutenzione. Recentemente, Thor è stato adottato anche da MIE - Minerali Industriali Engineering (società del gruppo Minerali Industriali) che lo impiega nei suoi impianti di frantumazione e recupero per la formulazione degli scarti cotti, impianti che presentano ritorni di investimento molto rapidi.
CWR 149/2022 110
Raw Materials Latest technoLogies on

geomix
Geomix is an Italian company which processes and distributes raw materials for the glass, ceramic, sanitaryware and refractory materials industries. Based in the heart of the Sassuolo ceramic district, in just a few years it has established itself as a market leader thanks to the characteristics of its raw materials and its continuous efforts to develop new products and blends capable of meeting customers’ needs in step with the technological advances of the market.
The company represents historical German clay companies such as Goerg & Schneider, Maroton and Weiss and sells their products in the Italian market.
Added to these are a series of emerging European companies for which Geomix holds exclusive distribution rights for the Italian market, such as the Portuguese company Corbario with its wide range of clays and kaolins and the Turkish companies Erven and Errenk, which also produce a variety of plastic clay products that are essential for the production of ceramic bodies.
The Geomix product portfolio also includes high-quality French kaolins from SOKA, as well as a variety of other raw materials such as bentonites, Turkish feldspars and hydrated and calcined aluminas.
Along with this wide range of individual raw materials, Geomix can also blend different components to meet specific technical requirements of the ceramic industry and deliver the ideal solution in terms of technical characteristics and cost.
Geomix has a technological laboratory called GeomixLAB equipped with the latest instrumentation for technological analysis of raw materials and ceramic bodies and cutting-edge instruments and technologies for chemical analysis of any product.
Along with the search for new raw materials, GeomixLab performs constant checks on all marketed products, with regular inspections of materials arriving at port terminals, intermodal terminals or directly at the ceramic factories. At the same time the company guarantees a punctual, competent and personalised service for its customers.
The table shows the technical characteristics of some of the clay products marketed by Geomix, which have been on the market for several years and are sourced in the most important European mining areas. ■■■
Geomix è un’azienda italiana che opera nel settore della lavorazione e distribuzione di materie prime per l’industria della ceramica, dei sanitari e materiali refrattari. Con sede nel cuore del distretto ceramico sassolese, si è affermata in pochi anni come azienda leader per la peculiarità delle proprie materie prime e per l’orientamento continuo verso lo sviluppo di nuovi prodotti e miscele che possano soddisfare le continue esigenze dei clienti, sempre volte alla ricerca di nuove soluzioni per seguire le continue evoluzioni tecnologiche ed impiantistiche.
La società rappresenta e commercializza direttamente per il mercato italiano storiche aziende di argille tedesche come Goerg & Schneider, Maroton e Weiss
A queste si aggiungono nuove realtà emergenti europee, di cui Geomix detiene l’esclusiva per il mercato italiano, come la portoghese Corbario con la sua ampia gamma di ar-
gille e caolini, e le società turche Erven e Errenk, anch’esse con vari prodotti plastici argillosi assolutamente necessari alla produzione di impasti ceramici. Completano il pacchetto prodotti offerto da Geomix i pregiati caolini francesi SOKA, oltre a varie altre materie prime, come bentoniti, feldspati turchi e allumine idrate e calcinate.
Questa ampia varietà di materie prime per l’industria offre altresì la possibilità di miscelare tra loro diversi componenti, andando incontro alle diverse esigenze tecniche dell’industria ceramica, con l’obiettivo di fornire la soluzione tecnico-economica più ottimale. Geomix è dotata di un laboratorio tecnologico, il GeomixLAB, equipaggiato con i più moderni strumenti per la caratterizzazione tec-
nologica di materie prime e impasti ceramici, oltre a strumentazione e tecnologie all’avanguardia per analisi chimiche su qualsiasi prodotto. All’attività di ricerca di nuove materie prime, GeomixLab affianca il controllo costante su tutti i prodotti commercializzati, con verifiche regolari sui materiali in arrivo ai terminal portuali o agli scali intermodali e direttamente presso le aziende ceramiche. Tutto questo, garantendo un servizio puntuale, competente e personalizzato a supporto della clientela.
In tabella si riportano le caratteristiche tecniche di alcuni prodotti argillosi commercializzati da Geomix, già presenti sul mercato da diversi anni e provenienti dai più importanti bacini minerari europei.
CWR 149/2022 112 Raw Materials Latest technoLogies on
Germany Germany Portugal Turkey France Clay AT-711 2313/B CR-2203 GE-50 CS-21 Chemical Analysis SiO2 63,00 64,00 61,70 63,00 69,50 Al2O3 21,00 23,50 24,00 22,50 21,00 Fe2O3 2,00 1,25 2,50 2,60 0,70 TiO2 2,10 1,30 0,60 1,10 0,30 CaO 0,70 0,20 0,30 0,40 0,15 MgO 0,80 0,30 0,30 0,60 0,20 Na2O 0,50 0,25 0,30 0,50 0,25 K2O 2,30 2,30 2,10 2,00 1,10 LOI 7,60 6,90 8,20 7,30 6,80 Mineralogical analysis Illite 18 16 12 22 10 Kaolinite 37 39 47 39 45 Quartz 34 42 37 36 0 Other minerals 11 3 4 3 45 Mechanical Characteristics Modulus of rupture (N/mm2) 9,1 6,5 6,2 8,0 4,5 Specific surface area (m2/g) 150 80 65 130 20 Shrinkage (%) 7,8 7,4 7,5 8,6 1,0 Water Absorption (%) 1,0 2,0 2,5 0,1 15,0 Firing colour L 61,0 76,4 67,0 60,5 90,0 a 4,2 2,7 8,0 1,6 0,5 b 25,7 10,3 17,0 17,2 4,5




eLLe K automazioni
Drawing on its experience in the field of ceramic raw material preparation, Elle K Automazioni has developed a computerised system for high-pressure slip colouring directly in the spray dryer chamber
The new feature of the system is the use of high-pressure diaphragm metering pumps. Because it is designed specifically for the characteristics of each individual spray dryer, the system can be used on any machine without limits in terms of flow rate.
The system uses mass flowmeters of sufficient reliability and precision to control the flowrate of the batched components, thereby ensuring the long-term consistency and repeatability of products.

The real innovation of the colouring process lies in the possibility of controlling the percentage of dry product present in the liquid components (slip and colours) and the ability to instantly correct for the slight variations in density that give rise to shade differences in the finished products.
The system is designed to be easy to use by operators and has an interface that combines simplicity with efficiency and data security. Developed using high-level programming languages, the program provides the operator with a detailed real-time view of the plant and process variables.

The supervisor provides a wide range of data relevant to the type of process, including product archives, recipes, alarms, historical lists, customisation parameters and production reports with consumption counts, etc. The data are saved on an Access platform so they are easy to export towards other systems.
■■■
Grazie all’esperienza maturata nel campo della preparazione di materie prime per ceramica, Elle K Automazioni realizza un sistema computerizzato di colorazione barbottina in vena ad alta pressione direttamente nella camera dell’atomizzatore
La novità del sistema consiste nell’utilizzo di pompe dosatrici a membrana ad alta pressione.
L’impianto può essere utilizzato su qualsiasi atomizzatore senza limiti di portata, viene infatti studiato sulle caratteristiche degli atomizzatori che deve servire.
Il sistema si basa sull’utilizzo di misuratori massicci per il controllo della portata dei componenti da dosare; tali strumenti hanno ormai raggiunto un grado di affidabilità e dei livelli di precisione tali da ottenere prodotti costanti e ripetibili nel tempo.
L’innovazione del processo di colorazione si basa sulla possibilità di controllare la percentuale di prodotto secco presente nei com-
ponenti liquidi (barbottine e coloranti) e di poter sopperire in tempo reale alle micro variazioni di densità che causano le differenze di tono sui prodotti finiti. L’impianto è stato pensato per essere facilmente utilizzato dagli operatori: l’interfaccia è stata realizzata ottenendo la massima semplicità, unita alla massima efficienza e sicurezza dei dati. Il programma sviluppato con linguaggi di programmazione ad alto livello
offre all’operatore una dettagliata rappresentazione dell’impianto e delle variabili di processo in tempo reale. Il supervisore offre la più ampia gamma di dati legati al tipo di processo, quali Archivio Prodotti, Ricette, Allarmi, Storici, Parametri di personalizzazione, Report di produzione con conteggio dei consumi, ecc. I dati sono salvati su piattaforma Access, quindi di facile esportazione verso altri sistemi.
CWR 149/2022 114 Raw Materials Latest technoLogies on

The latest research conducted by Inco has resulted in major new developments in the field of digital materials, including new materials capable of creating textures on ceramic tile surfaces and consequently a unique natural look and sensation of depth.
The possibility of creating textures that can be synchronised with the individual coloured digital designs opens up unlimited aesthetic potential for the future, allowing for example for the production of surfaces with an increasingly realistic and natural look.
Inco’s digital materials designed specifically for these applications include various types of transparent or white grooving (resist) effects which can be applied either at the beginning of the line or at the end of the line prior to the final protection, as well as various types of digital adhesives with a glossy, matt or white surface effect.
The wide range of available grooving effects includes for example a white textured effect that can be applied at the beginning of the line immediately
inco Fcri
FCRI Group has launched several new products in 2022 and presented them at various international trade fairs including Tecna in Rimini.
after tile pressing and prior to engobe application. This opens up the engobe at the point where the grooving effect has been applied, in some cases enhanced by a colour contrast between the white grooving effect and the coloured engobe, and creates an authentic texture on the surface of the tile.

The grooving effect can also be applied at the end of the line prior to the final protection. This prevents adhesion of one of the subsequently glaze protection applications and creates an open, textural effect on the tile surface. Gluing ceramic inks are used for bonding glass grit and ensuring uniform application on the tile surface. They are sometimes applied prior to digital decoration, but in most cases it is preferable to use them after digital printing so as to synchronise the application of glue and glass grit with the coloured graphic designs. This creates low-relief effects with very precise light and colour contrasts. Inco’s new digital materials with textured effects provide depth and definition for superior and more natural looking technical and aesthetic results.


■■■
Le ultime ricerche Inco hanno portato a nuovi importanti sviluppi nel campo delle materie digitali, in particolare per quanto riguarda le nuove materie che permettono di realizzare strutture sulle superfici ceramiche, conferendo quindi una profondità ed una naturalità uniche al pezzo attraverso l’applicazione digitale. La possibilità di creare strutture sincronizzate alla grafica colorata digitale, tutte differenti le une dalle altre, è un valore aggiunto estremamente importante per la ceramica, che apre ad infinite possibilità estetiche per il futuro. In questo modo la realizzazione di pietre naturali diviene sempre più realistica. Tra le materie digitali studiate da Inco per queste applicazioni troviamo varie tipologie di riservanti: trasparente o bianco, da inizio linea o da fine linea prima della protezione finale; e varie tipologie di colle digitali: con effetto superficiale lucido, matt o bianco.
Tra i tanti riservanti disponibili, vediamo, ad esempio, l’utilizzo del riservante materico bianco applicato ad inizio linea, subito dopo la pressatura del supporto e prima dell’engobbio; questo permetterà un’apertura dell’engobbio proprio
in concomitanza dell’applicazione del riservante, in taluni casi anche con un contrasto colorimetrico tra il riservante bianco e il colore dell’engobbio, formando così una vera e propria struttura sulla superficie della piastrella.
È anche possibile utilizzare il riservante a fine linea prima della protezione finale: il riservante digitale non permetterà l’adesione di una delle protezioni di smalto applicate successivamente, generando un effetto di apertura e perciò di struttura sulla piastrella.
Per quanto riguarda gli inchiostri digitali incollanti, questi vengono utilizzati per l’adesione e la perfetta stesura delle graniglie vetrose sulla superficie della piastrella. Alcune volte vengono applicati prima della decorazione digitale, ma nella maggior parte dei casi si privilegia l’utilizzo dopo la stampa digitale, sincronizzando l’applicazione di colla e graniglia vetrosa alla grafica colorata stessa. Si ottengono così effetti in bassorilievo, con contrasti di luce e colori molto precisi. Le nuove materie digitali dagli effetti strutturati Inco permettono di ottenere profondità e definizione per risultati tecnici ed estetici sempre migliori e naturali.
Standout products in the field of grinding media include the high-quality JG-HAS and JGHAW alumina balls, which are subject to low wear and bring
significant cost savings in ceramic production. Numerous companies in Southeast Asia, the Middle East and Europe are already successfully using JG-HAS grind-
ing balls and in 2022 FCRI has also begun marketing them in North African markets.
Another sector in which FCRI operates is the production of kao-
CWR 149/2022 116
lin, which is widely used in the sanitaryware, tableware, porcelain, electro-ceramics and tile industries. The material’s high level of whiteness makes it particularly suitable for the production of light coloured tile bodies. The JG-KL kaolin range is the FCRI Group’s response to the market’s need for stability in terms of supplies. Developed by the group’s technical personnel over a period of several years, the range has always demonstrated a consistent level of quality and in recent years it has also been successfully tested in Europe, Asia and other countries.


FCRI Group will be present at the exhibition Cevisama 2023 (Valencia, Spain, starting on 27 February), where it will showcase these and other products from its extensive range.
Nel corso del 2022, FCRI Group ha lanciato diversi nuovi prodotti, presentandoli a varie fiere internazionali, tra cui Tecna a Rimini. Nel campo dei mezzi macinanti, si distinguono le sfere di allumina di alta qualità JG-HAS e JG-HAW, a bassa usura, che permettono un significativo risparmio dei costi di produzione in ceramica. Nel sud-est asiatico, in Medio Oriente e in Europa numerose aziende impiegano già con successo le sfere JG-HAS mentre, dal 2022, FCRI ne ha avviato la commercializzazione anche nei mercati del Nord Africa.
Un altro settore in cui FCRI è presente è la produzione di caolino, ampiamente utilizzato nell’industria dei sanitari, della stoviglieria, porcellana, elettroceramica e delle piastrelle, che lo impiega
nella produzione di impasti chiari grazie al suo elevato livello di bianchezza. Per rispondere all’esigenza del mercato di disporre di forniture stabili, FCRI Group offre la gamma di caolino JGKL, una serie sviluppata dallo staff tecnico del gruppo nel corso di diversi anni, nei quali ha sempre confermato una qualità stabile e che, negli ultimi anni, sta ottenendo un buon riscontro di mercato in Europa, Asia e in altri paesi nei
quali è stato testato con successo.
FCRI Group sarà presente al prossimo Cevisama 2023 (Valencia, Spagna, dal 27 febbraio) per presentare questi e altri prodotti della sua ampia gamma.
■■■
Raw Materials Latest technoLogies on ADVERTISING
industrie bitossi


On the back of last year’s highly positive figures, in 2022 Industrie Bitossi is continuing to see growth in volume and market share for its Alubit and Microbit Leonardo grinding media and Alubit 90 and Duralbit 92 wear-resistant linings Product quality and technical support are the key factors behind this continued growth.

In more than 60 years of operations, Industrie Bitossi has acquired a high degree of expertise in the field of iron-free milling of raw materials, leading to the development of a complete range of high-density alumina balls for grinding different types of ceramic bodies. Thanks to its successful ongoing collaboration with machinery manufacturers and ceramic tile producers, Industrie Bitossi has developed a line of dedicated grinding media, including:

• Alubit Leonardo balls, for continuous and discontinuous wet grinding (final modules/chambers);
• Alubit Leonardo CW balls, for continuous wet grinding (first module/chamber);
• Alubit Leonardo Dry balls, for dry grinding of minerals;
• Microbit Leonardo balls, for ultra-fine grinding.
The company sees technical support as a vital part of its business activities and has always offered customers advice and useful recommendations on the milling process.
It is now more urgent than ever to reduce energy consumption, an area in which Industrie Bitossi has always achieved excellent results by customising grinding loads according to the specific raw materials and mills adopted.
As an additional service for its customers, Industrie Bitossi offers refresher courses on continuous and discontinuous grinding. Customers can also make use of the online calculation simulator called OPA (Online Performance Assistance) available on the website Industriebitossi.com.


■■■
Dopo aver chiuso un 2021 con numeri altamente positivi, anche per il 2022 Industrie Bitossi conferma il trend di crescita per volumi e quote di mercato nel settore dei mezzi macinanti Alubit e Microbit Leonardo, e rivestimenti antiusura Alubit 90 e Duralbit 92. Qualità dei prodotti e assistenza tecnica qualificata si confermano i cardini di questa ulteriore crescita. In oltre 60 anni di attività, Industrie
Bitossi ha sviluppato un know how nel campo della macinazione ironfree delle materie prime, che ha portato alla creazione di una gamma completa di sfere in allumina ad alta densità per la macinazione delle diverse tipologie di impasti ceramici. Grazie alla continua e proficua collaborazione con impiantisti e produttori di ceramica, Industrie Bitossi ha sviluppato una linea specifica di mezzi macinanti quali:
• Sfere Alubit Leonardo, per la macinazione ad umido in discontinuo e continuo (ultimi moduli/ camere);
• Sfere Alubit Leonardo CW, per la macinazione ad umido in continuo (primo modulo/camera);

• Sfere Alubit Leonardo Dry, per la macinazione a secco di minerali;
• Sfere Microbit Leonardo, per la macinazione ultrafine.
L’assistenza tecnica ricopre un ruolo fondamentale nell’attività dell’azienda che, da sempre, è a fianco della clientela fornendo consigli e suggerimenti utili al processo di macinazione.
Oggi più che mai l’imperativo è ridurre i consumi energetici, ambito nel quale Industrie Bitossi ha sempre ottenuto eccellenti risultati grazie alla customizzazione delle cariche macinanti attraverso lo studio delle materie prime e dei mulini impiegati.
Un servizio addizionale che Industrie Bitossi riserva alla propria clientela è lo svolgimento di corsi specifici di aggiornamento sulla macinazione in continuo e discontinuo. I clienti possono inoltre usufruire del simulatore di calcolo on line disponibile sul sito internet Industriebitossi.com, denominato OPA (On line Performance Assistance).
Raw Materials Latest technoLogies on FOR 30 YEARS THE MOST INFLUENTIAL INTERNATIONAL MAGAZINES FOR THE CERAMIC INDUSTRY & DESIGN PROFESSIONAL


See you soon! cevisama.com 27 Feb – 3 Mar 2023 València – Spain #cevisama23 cevisama@feriavalencia.com #savethedate
gmm grouP
Raw materials preparation is one of the most important steps in the ceramic production process in terms of overall production efficiency and finished product quality.
In this phase, the most critical processes are those associated with powder milling, an operation performed using powerful barrel mills which in turn are driven by power transmission systems that always include the presence of an electric motor and a large gearbox.
As a global industrial partner specialising in the ceramic industry, the Gmm Group is able to provide ceramic manufacturers with support and specific advice on the replacement and supply of spare parts such as bearings and mill motors, as well as the crucial and much appreciated service of regenerating and rebuilding large gearboxes

Within the Group, this service is operated by the subsidiary and SKF Certified Partner Elettromeccanica Malaguti with the support of the specialised technical know-how of the partner SKF, which through its Performance Engineering Centre is able to recondition mill gearboxes following a series of checks.
The first essential phase is inspection, which involves thorough structural analysis of internal parts (following careful disassembly and cleaning) by means of NDT (magnetoscopic and ultrasonic) testing, dimensional tolerance checks and Root Cause Failure Analysis which provides information on the causes of failure.
Once the feasibility of the repair has been determined, a detailed quote of the cost of reconditioning is provided together with a technical report before proceeding to the final repair stage.
The main repair activities include replacing bearings with original SKF components capable of guaranteeing maximum operating reliability; non-destructive testing of shafts and gear teeth with potential regrinding or replacement of one or more wheels and re-engineering of those that cannot be supplied; and finally an optional step of repainting the inner and outer casing prior to the final no-load test. Thanks to the combined activities of the Gmm Group and its technical partners, E. Malaguti is also able to perform an initial vibration check of the installed gearbox in order to certify its perfect service condition after repair.
This important activity is part of the Gmm Group’s programme of sustainability-oriented services, in this case promoting the reuse of valuable industrial resources according to the principles of the circular economy. ■■■
Tra i processi produttivi ceramici, la fase dedicata alla preparazione delle materie prime ricopre un ruolo di primaria importanza sia per l’efficienza produttiva globale che per la qualità del prodotto finito.
In questa fase i processi più critici sono quelli legati alla macinazione delle polveri, realizzata tramite possenti mulini a botte, a loro volta azionati da imponenti sistemi di trasmissione della potenza che comprendono sempre la presenza di un motore elettrico e un riduttore di grandezze importanti.
Come Global industrial partner specializzato nel settore ceramico, Gmm Group è in grado di supportare i produttori ceramici e fornire consulenze specifiche non solo per quanto concerne la sostituzione e la fornitura di parti di ricambio quali cuscinetti e motori da mulino, ma anche per il cruciale ed apprezzato servizio di rigenerazione e ricostruzione di riduttori di grossa taglia Tale servizio all’interno del Gruppo è gestito dalla consociata Elettromeccanica Malaguti, SKF Certified Partner, coadiuvata dal know-how tecnico specializzato del partner SKF, che tramite il Performance Engineering Center, è in grado di effettuare la rigenerazione di riduttori da mulino a seguito dell’espletamento di una serie di controlli. La prima fondamentale fase riguarda l’ispezione, che prevede accurate analisi di tipo strutturale dei particolari interni (da effettuarsi previo il loro corretto smontaggio e pulizia), quali controlli NDT (magnetoscopico e ultrasuoni), controlli dimensionali delle tolleranze, fino alla Root Cause Failure Analysis che fornisce informazioni circa le cause del guasto. Una volta eseguita con esito positivo l’analisi di fattibilità della ri-
parazione, viene fornita una dettagliata offerta accompagnata da report tecnico per valutare l’investimento necessario per la rigenerazione, quindi si dà l’avvio all’ultima fase, ovvero la riparazione. Le principali attività di riparazione prevedono la sostituzione dei cuscinetti con componenti originali SKF in grado di garantire la massima affidabilità di esercizio, il controllo non distruttivo di alberi e dentature con eventuale ripassatura o sostituzione di una o più ruote e la possibilità di reingegnerizzazione di quelle non fornibili, ed infine la riverniciatura opzionale del corpo carcassa interno ed esterno che precede il collaudo a vuoto conclusivo.
Grazie al lavoro sinergico del Gruppo Gmm e dei propri partner tecnici, E. Malaguti è inoltre in grado di eseguire un primo controllo vibrazionale del riduttore installato al fine di attestarne la perfetta condizione di servizio post riparazione.
Questa importante attività si inserisce in un piano di fornitura, da parte del Gruppo Gmm, di servizi orientati alla sostenibilità che promuovono in questo caso il riutilizzo di preziose risorse industriali secondo i dettami dell’economia circolare.
CWR 149/2022 120 Raw Materials Latest technoLogies on
TRENDING, IT’S AT COVERINGS

The ultimate destination for inspiration, Coverings boasts one of the largest and most impressive displays of tile and stone in North America. This year’s exhibition will feature more than 800 global exhibitors from more than 30 countries, coming together to form an unprecedented hub of commerce, education, and inspiration that simply can’t be missed.
April
18 – 21, 2023 Orlando, Florida
Register at no cost at Coverings.com #Coverings2023
coLorobbia
The new products which Colorobbia unveiled at Cersaie and is planning to exhibit at upcoming international trade fairs include offerings for surfaces with a strong textural look and a wide range of functional solutions. The latest digital technology is capable of creating reliefs and micro-reliefs that synchronise perfectly with both the surface design and other applications. These solutions are ideal for large-format production lines, where they offer many operational benefits. New lines and material finishes for small size tiles (mosaics, brick formats, etc.) was another product segment that Colorobbia focused on at Cersaie.

For this purpose, the group continues to offer its FORMA Plus range of products, which combine design and quality without sacrificing the technical performance of the finished tile.
FORMA Plus comprises three product ranges suitable for any production technology: Extra-Glazes 3D (water-based digital glazes), Graffiti series (set of inks with water-repellent effects) and Neogrits Collection (grits).
This new set of products is fully compatible with the existing ranges and is capable of creating textural and three-dimensional
effects before and/or after digital decoration, even starting out from a perfectly smooth surface. To complement this series of products, Colorobbia’s R&D department recently developed a new series of gloss and matt finish digital glues formulated with latest-generation solvents, which optimise the ratio between the amount of ink deposited and the quantity of solid that bonds to the surface of the tile, thereby minimising certain types of emissions and reducing costs. Other products include the family of pigments for porcelain tiles from the 7 and 7x7 series, designed for dry-colouring of large-size tiles and slabs of various thicknesses and for all decorative solutions prior to printing, including the through-vein effect. Colorobbia is also launching a new series of digital inks for tableware decoration and a set of ETR FD (Fast Drying) series digital inks specifically designed for tile decoration in rapid drying processes. For the production of kitchen countertops, Colorobbia has successfully developed and launched a coating with excellent anti-metal marking characteristics which addresses one of the most common issues occurring in this type of material. For the technical porcelain floor tile segment, Gruppo Colorob-
bia is incorporating the “Micro-tech” family of micro-grits into its range of grits, a solution that combines R9-R11 anti-slip values with pleasant textures and excellent performance in the Mazaud abrasion test.

Last but not least, the Italian group is finalising the launch of the new AIR Evolution series, an innovative set of solvent-based digital inks with low emissions to minimise environmental impact while maintaining all their characteristics during the decoration and firing processes. This series includes both coloured and effect inks and will be complemented by a water-based gluing ink with reduced emissions and odours under high discharge conditions. In addition to this series, Colorobbia will soon be presenting a ground-breaking solution in the field of antibacterial applications for ceramics.
gno ed anche con il resto delle applicazioni. Questi layout applicativi sono la soluzione ideale per linee di produzione di grande formato, dove questa implementazione offre molti vantaggi operativi.
Un altro segmento di prodotto su cui Colorobbia ha puntato i riflettori in occasione di Cersaie, riguarda le nuove linee e finiture materiche per i piccoli formati (mosaici, mattoni, ecc...).
Con questi obiettivi, il Gruppo Colorobbia prosegue nella sua proposta FORMA Plus che unisce design e qualità, senza rinunciare alle prestazioni tecniche del pezzo finale.
FORMA Plus integra tre gamme di prodotti adatte a qualsiasi tecnologia di produzione: Extra-Glazes 3D (smalti digitali base acqua), Graffiti series (set di inchiostri con effetti idrorepellenti) e Neogrits Collection (graniglie).
Tra i nuovi prodotti presentati da Colorobbia a Cersaie e che saranno esposti anche alle prossime fiere internazionali, spiccano le proposte per realizzare superfici con una grande identità materica e un’ampia gamma di soluzioni funzionali. Lo stato dell’arte della tecnologia permette di ottenere digitalmente rilievi e micro-rilievi in perfetta sincronia con il dise-
Questo nuovo set, perfettamente compatibile con gli altri, permette di ottenere effetti materici e tridimensionali prima e/o dopo la decorazione digitale, anche partendo da una superficie perfettamente liscia. A completamento di questa serie di prodotti, il reparto R&D ha recentemente progettato una nuova serie di colle digitali (finiture lucide e matt) formulate con solventi di ultima generazione, che consentono di ottimizzare il rapporto
CWR 149/2022 122
■■■
tra la quantità di inchiostro depositata e il solido aderito sulla superficie del pezzo, riducendo alcuni tipi di emissioni e abbassando i costi. Tra gli altri prodotti, si evidenzia la famiglia dei pigmenti per gres porcellanato delle serie 7 e 7x7, pensati per la colorazione a secco di supporti di grandi formati e lastre di diversi spessori e per tutte le possibilità di decoro prima della stampa, inclusa la vena passante. Da segnalare anche il lancio di una nuova serie di inchiostri digitali per
la decorazione delle stoviglie e di un set di inchiostri digitali della serie ETR FD (Fast Drying) specificatamente progettati per la decorazione di piastrelle in processi ad asciugatura rapida. Per quanto riguarda la produzione di top da cucina, invece, Colorobbia ha già industrializzato con successo una copertura con ottime caratteristiche anti-metal marking, che risolve uno dei difetti più comuni in questo tipo di materiali. All’interno del segmento del-
le pavimentazioni in gres tecnico, il Gruppo Colorobbia incorpora nella propria gamma di graniglie la famiglia di micro-graniglie “Micro-tech”, che consentono di ottenere valori di antisdrucciolo R9-R11, con texture piacevoli e ottime prestazioni al test di abrasione Mazaud.
Infine, la multinazionale italiana sta finalizzando il lancio della nuova serie AIR Evolution, un set innovativo di inchiostri digitali a base solvente, le cui basse emis-
eLettromeccanica maLaguti
The worsening energy crisis is continuing to place a strain on industry, which aims to maintain the high quality standards and productivity of its plants despite the rising costs.
Elettromeccanica Malaguti, the Gmm Group’s subsidiary specialising in industrial revamping, supports its customers in the search for modern energy-efficient technologies that guarantee maximum functionality and durability.
One recent example is the 500 kW electric motor supplied to the Dorgola Carpineti facility owned by I.MA.F S.p.a., a C.B.C. Group member company and a market leader in the production and grinding of raw materials for the ceramic and other industries.

Specifically, I.MA.F uses two 60,000-litre mills driven by continuous-cycle motors that are subject to intense wear. To avoid the potential cost of extended downtime and to help protect the environment, Malaguti supplied an entirely Italian-made 500 kW, 6-pole, servo-ventilated, inverter-controlled motor designed and built in collaboration with the Group’s strategic partner Electro Adda. The most innovative aspects of the product are its steel casing, which ensures more efficient heat dissipation, and its
high IE4 energy class which guarantees lower energy consumption. This results in significant direct long-term cost savings as well as a considerable indirect reduction in CO2 emissions due to lower electricity requirements.
In the case of I.MA.F, Elettromeccanica Malaguti has successfully combined Electro Adda’s high added-value technologies with the expertise of its own engineers to propose solutions marked by a continuous search for quality and functionality while promoting energy efficiency for its customers.
L’aggravarsi della crisi energetica continua a mettere a dura prova l’industria, che punta a preservare gli alti standard qualitativi e la produttività dei propri impianti nonostante l’incremento dei costi. Elettromeccanica Malaguti, consociata del Gruppo Gmm specializzata nel revamping industriale, affianca i propri clienti nella ricerca di soluzioni che garantiscano la massima funzionalità e durabilità nel tempo, proponendo tecnologie moderne improntate al tema dell’energy efficiency.
Un esempio recente è la fornitura di un motore elettrico da 500 kW per lo stabilimento produttivo di Dorgola Carpineti di I.MA.F
S.p.a., azienda del Gruppo C.B.C., punto di riferimento nel settore della produzione e macinazione di materie prime per il mercato ceramico e non solo. In particolare, I.MA.F utilizza due mulini da 60.000 litri ciascuno, movimentati da motori che lavorano a ciclo continuo e, pertanto, sono soggetti ad una forte usura. Per evitare potenziali costosi e prolungati fermi impianto e per sostenere la comune politica di tutela dell’ambiente, Malaguti ha offerto un motore totalmente made in Italy da 500 Kw, 6 poli, servo ventilato, gestito da inverter, progettato e prodotto in collaborazione con Electro Adda, partner strategico del Gruppo.
L’innovazione del prodotto risiede
sioni riducono al minimo l’impatto ambientale pur mantenendo tutte le sue caratteristiche durante i processi di decorazione e cottura. Questa serie include sia inchiostri colorati che inchiostri a effetto e sarà completata con un inchiostro collante a base d’acqua, che permetterà di ridurre le emissioni e gli odori in condizioni di scarico elevato. Oltre a questa serie, sarà presentata a breve una soluzione dirompente nel campo delle soluzioni antibatteriche per ceramica.
nella carcassa in acciaio che assicura una migliore dispersione del calore e nell’elevata classe energetica, IE4, che garantisce un minor consumo di energia. Questo si traduce nel tempo in un diretto e considerevole risparmio economico nonché in una cospicua riduzione indiretta delle emissioni di CO2 dovute a un minore fabbisogno di energia elettrica. Il caso di I.MA.F. dimostra come Elettromeccanica Malaguti, forte delle tecnologie ad alto valore aggiunto di Electro Adda e della competenza dei propri tecnici, sia capace di proporre soluzioni che coniugano la ricerca continua della qualità e della funzionalità, promuovendo l’efficientamento energetico dei propri clienti.
CWR 149/2022 123 Raw Materials Latest technoLogies on
■■■
smaLtochimica
Smaltochimica has developed the Smaltoten range of temporary binders which can be added to the ceramic mix to considerably increase the mechanical strength of tiles following shaping. These binders are suitable for any type of product, from traditional tile sizes through to large slabs, and are available in powder form for direct use in milling and in liquid form to be mixed into the slip after discharge from the mill.
Smaltoten series products maintain the rheological characteristics of the slip almost unchanged. This allows for a considerable reduction in wet and dried waste without having to make significant alterations to the existing production process.
Building on the considerable experience gained over the years in the industrialisation of binders for ceramic mixes both in It-
aly and worldwide, Smaltochimica offers the ceramic industry not just a wide range of products but also a technical R&D service and dedicated laboratory equipment capable of designing the ideal product for specific production requirements.
Smaltochimica ha sviluppato la gamma di tenacizzanti Smaltoten che, aggiunti all’impasto ceramico, aumentano significativamente la resistenza meccanica delle piastrelle dopo le operazioni di formatura. Questi prodotti, adatti a qualunque formato, dal tradizionale alle grandi lastre, sono disponibili sia in polvere, per farne un utilizzo diretto in fase di macinazione, che in forma liquida, per essere miscelati direttamente alla barbottina dopo lo scarico mulino.
I prodotti della serie Smaltoten aumentano la resistenza alle solleci-
tazioni meccaniche e allo sforzo a flessione durante le varie fasi di lavorazione mantenendo pressoché inalterate le caratteristiche reologiche delle barbottine; questo consente una cospicua riduzione dello scarto sia in verde che in essiccato, diminuendo gli sfridi e gli sprechi senza alterazioni significative di processi produttivi consolidati. Forte della notevole esperienza maturata nel corso degli anni nell’industrializzazione di tenacizzanti per impasti sia in Italia che nel mondo, Smaltochimica mette a disposizione dell’industria ceramica non solo
la gamma di prodotti a catalogo, ma anche un servizio tecnico di ricerca e sviluppo e strumentazioni di laboratorio dedicate, in grado di progettare il prodotto ideale per rispondere a specifiche esigenze produttive.

mineraLi industriaLi engineering
Minerali Industriali Engineering has developed two specially engineered ceramic scrap recovery systems for tile and sanitaryware waste called RecTi and RecPi, respectively.
RecTi (Recycling Tiles) offers the following benefits:
• the scrap remains in the factory where it is produced, so it does not acquire the legal status of waste and instead is processed and reused at the same site;
• unlike when the grinding process is outsourced, the ground material is not mixed with scrap produced by other companies;
• the closed-cycle system enables all the waste to be mixed with fresh raw material at the infeed;

• the use of fired waste improves the stability of the unfired body.

Along with the above-mentioned advantages, RecPi (Recycling Pitcher) also allows for the complete recovery of vitreous china and fine fireclay waste, leading to considerable savings in the use of high-quality raw materials. In addition, it enables sanitaryware manufacturers to cut costs by in-
sourcing the chamotte grinding process, while the fact that the solution is able to grind hard materials also allows for the use of locally sourced raw materials, bringing significant economic benefits across the entire supply chain. MIE is able to tailor its solutions to customers’ specific needs and

supply the principal machines for pre-grinding and final grinding of hard raw materials for ceramic bodies and glazes (quartz and feldspars).
The re-use of secondary raw materials not only protects the environment but also brings considerable economic benefits for tile

CWR 149/2022 124
■■■
and sanitaryware manufacturers.
By delivering solutions focused on the circular economy, MIE has established itself as the market leader for raw material treatment solutions and scrap recovery systems, designed to save energy and water and consequently reduce overall environmental impact, thereby improving the sustainability of its customers’ production processes.
Minerali Industriali Engineering ha studiato e messo a punto appositi impianti di recupero per i rottami ceramici, ingegnerizzando un processo di trattamento specifico per gli scarti delle piastrelle e dei sanitari, rispettivamente con
eirich
With its plants for mixing, granulating, pelletising and grinding of ceramic raw materials, Eirich offers a wide range of solutions for reducing energy consumption and lowering environmental impact.

le soluzioni RecTi e RecPi. RecTi (Recycling Tiles) offre i seguenti benefici:
• il rottame non esce dallo stabilimento in cui viene creato e quindi non assume a norma di legge lo status di rifiuto, ma viene trattato e riutilizzato nello stesso sito;
• contrariamente al caso in cui la macinazione venga affidata all’esterno, il materiale macinato non viene mischiato con rottami di altre aziende;
• grazie a un modello a ciclo chiuso, tutto lo scarto può essere miscelato in alimentazione con la materia prima “fresca”;
• l’utilizzo dello scarto cotto fa sì che l’impasto crudo risulti più stabile.
RecPi (Recycling Pitcher), in aggiunta ai precedenti, permette un totale recupero degli scarti della vitreous china e fine fire clay, con notevole risparmio in termini di utilizzo di materie prime “nobili”. Inoltre, la soluzione prevede la possibilità per il produttore di sanitari di poter macinare in totale autonomia le chamotte con un risparmio di costi per l’internalizzazione del trattamento. L’utilizzo di questa soluzione consente dunque la macinazione di materiali duri sfruttando l‘utilizzo di materie prime locali, con notevoli vantaggi economici sull’intera filiera della supply-chain.
MIE è in grado di customizzare le soluzioni proposte in base alle necessità del cliente, fornendo an-
che le principali macchine per la pre-macinazione e la macinazione finale di materie prime dure (quarzi e feldspati) per impasti e smalti. Il riutilizzo delle materie prime secondarie, quindi, non solo protegge l’ambiente, ma offre anche un notevole beneficio economico per i produttori di piastrelle e sanitari. L’offerta di soluzioni dedicate all’economia circolare ha permesso a MIE di distinguersi nel proprio mercato e di presentarsi come il punto di riferimento per soluzioni di trattamento delle materie prime e di riutilizzo di scarti di produzione, focalizzate su risparmio energetico, di acqua e quindi di minor impatto ambientale complessivo, favorendo la sostenibilità delle produzioni dei propri clienti.
allows for dry grinding of low-soluble clays without the use of additives.
EcoPrep® dry preparation advantages based on the examof a production plant for 32 t/h of press granules for SGC/TCC Saraburi
customer confirms:
comparable flow properties of the granules
savings calculated beforehand are exceeded
sizes of up to 800 x 800 mm are achieved without any additional equipment (mainly for filling the press mold) and without any need to adapt downstream processes significantly
One of these is EcoPrep®, an advanced technology for the dry preparation of ceramic bodies capable of saving up to 60% energy compared to traditional wet-process spray-dried production. With EcoPrep®, granulation is performed cost-effectively and takes just a few minutes in a mixer. The granules have a low moisture content (just 10-12%), which significantly saves drying costs and dramatically improves the CO2 balance.
Thanks to the reduction in energy and production costs, the adoption of EcoPrep® will pay for itself within a very short space of time. ■■■
Con i suoi impianti per la miscelazione, granulazione, pellettizzazione e macinazione di materie prime ceramiche, Eirich offre un’ampia gamma di soluzioni per ridurre i consumi energetici e
l’impatto ambientale.
Tra queste, c’è EcoPrep®, una tecnologia avanzata per la preparazione a secco di impasti che consente di risparmiare il 60% di energia rispetto alla tradizionale produzione di atomizzato con processo a umido. Con EcoPrep® la granulazione avviene in modo economico e in pochi minuti per mezzo di un miscelatore. I granuli si presentano con un contenuto di umidità molto basso (il 1012%), fattore che consente un si gnificativo risparmio sui costi di
essiccazione, con un netto miglioramento nel bilancio di CO2. Il granulato ottenuto con EcoPrep® è qualitativamente paragonabile ai migliori atomizzati, la densità dei granuli è maggiore e la granulometria più fine porta ad un maggior grado di impaccamento.
Grazie alla riduzione dei costi energetici e di produzione, l’inserimento di EcoPrep® consente un veloce ritorno sull’investimento.
The EcoPrep® granulate matches the quality of a high-grade spray granulate. Granule density is higher, and the grain distribution leads to higher packing density, offering a high level of dimensional stability also with special tile sizes and with heavily structures surfaces. EcoPrep® also
formulas of the former wet preparation be adopted 1:1 Grain size distribution by comparison Spray-dried powder Eirich pilot plant Eirich production plant on the customer‘s premises
process allows the speed of the mixing tool (and thus the power input into the mix)
■■■
Raw Materials Latest
on
technoLogies
The EcoPrep® process: Mixing and granulating in the Eirich granulating mixer Dry mixing Dry mixing produces a homogeneous mix of raw materials. Even very small quantities of additives and pigments – right down to the ppm range –can be mixed in homogeneously.
Granulating After the batch composition has been homogenized, it is granulated by adding water until a granule moisture content of approx. 11 – 13 % is achieved. The Eirich mixing principle Rotating mixing pan for transporting the mix and rolling the granules Variable, slow to fast-running mixing tool for mixing, granulating and increasing the rolling energy The effect The separation between material transport and the mixing
to be varied within wide limits.
Eirich – Trockenaufbereitung EcoPrep
Grain size distribution / Press granules Granule
100 90 80 70
50
10 0 Spray-dried
EcoPrep® CWR 149/2022 125
size (mm) Cumulatively finer than (%)
60
40 30 20
powder Pilot plant Production plant 0.04 0.1 0.2 0.4 1.0
Lb technoLogy
LB HYBRID is a brand new ceramic body preparation solution designed to optimise production costs through energy savings while ensuring the highest levels of environmental sustainability. Successfully launched for the first time at Tecna 2022 in Rimini, this technology has been judged by many operators as one of the most interesting technological innovations on show at the fair.
This patented technology combines dry and wet milling and guarantees maximum plant flexibility by adapting to any manufacturer’s needs. In this new process, the powder obtained from dry milling is homogenised together with the wet milled slip to create a microgranulate suitable for pressing.
The microgranulation process occurs by means of nucleation and accretion of dry ground powder when slip is injected into the granulator using dedicated nozzles. Specific powder/slip proportions are maintained and care is taken to ensure that the parts have the same composition. Granulation takes place inside the new HGT (Hybrid Granulation Technology) continuous microgranulator. The microgranulate is subsequent-
ly returned to a moisture content suitable for pressing.
LB Hybrid technology allows production area usage to be optimised as it occupies less space than traditional systems.
Industrial tests have shown that microgranulate obtained with LB Hybrid technology has the following characteristics:
• particles with equivalent levels of flowability to the powder from standard technology;
• possibility of producing tiles of any size and thickness using any shaping technology currently available on the market;
• finished porcelain stoneware products that comply with standards;
• controlled particle size curve;
• ceramic tiles with excellent surface quality.
The tile surface obtained with microgranulate produced using LB HYBRID technology showed excellent characteristics and is compatible with all decoration systems. The LB HYBRID microgranulate has similar technological characteristics to powder from standard technology.
Compared to a traditional body preparation process, LB HYBRID technology saves up to 65%
thermal energy and up to 70% water and reduces atmospheric emissions by up to 65% Taking as an example an annual production of 5,000,000 m2 of 10 mm thick tiles, LB HYBRID reduces CO2 emissions by 6,000,000 kg/ year and allows for water savings of 30,000,000 litres/year, assuming an average tile moisture content of 10.5% and a slip moisture content of 32%. ■■■
LB HYBRID è la nuovissima soluzione per la preparazione degli impasti ceramici pensata da LB per ottimizzare i costi di produzione grazie al risparmio energetico e nell’ottica della più totale sostenibilità ambientale. Presentata in anteprima al recente Tecna 2022 di Rimini, ha riscosso grande interesse tra gli operatori che l’hanno giudicata una delle più interessanti innovazioni tecnologiche della fiera. Questa tecnologia, nella quale coesistono la macinazione a secco e la macinazione ad umido, garantisce inoltre massima flessibilità impiantistica, adattandosi ad ogni esigenza produttiva, ed è coperta da brevetto. In questo nuovo processo, la polvere ottenuta dalla macinazione a secco viene omogenizzata con la barbottina ottenu-
ta dalla macinazione ad umido per ottenere un microgranulato adatto alla fase di pressatura. La microgranulazione avviene per nucleazione e accrescimento di polvere macinata a secco quando, con opportuni ugelli, si inietta barbottina all’interno del granulatore, in determinate proporzioni polvere-barbottina e assicurandosi che le parti abbiano la medesima composizione. La granulazione avviene all’interno del nuovo microgranulatore continuo HGT (Hybrid Granulation Technology). Successivamente, il microgranulato viene riportato a valori di umidità idonei alla pressatura.
La tecnologia LB Hybrid permette l’ottimizzazione degli spazi produttivi, riducendo gli ingombri rispetto agli impianti tradizionali. A livello industriale, i test hanno evidenziato che il comportamento del microgranulato ottenuto con la tecnologia LB Hybrid presenta le seguenti caratteristiche:
• grano con scorrevolezza equivalente a quello da tecnologia tradizionale;
• possibilità di realizzare formati di qualsiasi dimensione e spessore con tutte le tecnologie di formatura attualmente presenti sul mercato;
• prodotti finiti in gres porcellanato
ARS (°) Static angle of repose Angolo di riposo statico 25.5 27.2 26.8 28.3 26.5 30-35 ARS low / basso (<45°) Excellent if <30°
ARD (°) Dynamic angle of repose Angolo di riposo dinamico 46.6 49.0 56.5 46.9 50.0 40-45 ARD low / basso
Bulk Flow FdM (8 mm. g/s ∙ cm2) Flusso di massa 13.0 15.6 16.4 15.3 15.8 13-16 FdM high / alto
CWR 149/2022 126
TAB. 1: COMPARISON BETWEEN MICROGRANULATED POWDERS LB HYBRID AND STANDARD TECHNOLOGY (IN COLLABORATION WITH ISTEC FAENZA) Confronto tra microgranulato LB HYBRID e granulo da tecnologia tradizionale (analisi in collaborazione con ISTEC FAENZA) ATM TEST 1 TEST 2 TEST 3 TEST 4 Powder range with standard technology Range da tecnologia tradizionale (Now) Greater flowability when: Maggiore scorrevolezza quando: Moisture content of powders (%) Umidità delle polveri (% in peso) 6.6 6.6 9.5 6.7 6.8 4-8 Irrelevant Ininfluente PD (g/cm3) Poured density 0.928 1.015 1.043 1.006 1.039 0.92-1.05 See HR Vedi HR TD (g/ cm3)
Tapped density 1.062 1.191 1.211 1.179 1.225 1.03-1.13 See HR Vedi HR HR (1) Hausner ratio Rapporto di Hausner 1.14 1.17 1.16 1.17 1.18 1.07-1.17 HR low / basso (<1.25) Excellent if <1.15
idonei alle normative; • curva granulometrica controllata; • superficie dei manufatti ceramici di ottima qualità.
La superficie delle piastrelle ottenuta con microgranulato prodotto con la tecnologia LB HYBRID ha
evidenziato ottime caratteristiche compatibili con tutti i sistemi di decorazione. Dal punto di vista tecnologico, le caratteristiche del microgranulato LB HYBRID hanno caratteristiche simili a quelle del granulo da tecnologia tradizionale. Rispetto ad un processo di prepa-


razione impasto con metodo tradizionale, la tecnologia LB HYBRID consente di risparmiare fino al 65% di energia termica e fino al 70% di acqua, riducendo fino al 65% le emissioni in atmosfera Ipotizzando una produzione an-
nua di 5.000.000 m2 di piastrelle di spessore 10 mm, con LB HYBRID si hanno minori emissioni di CO2 pari a 6.000.000 kg/anno e un risparmio idrico di 30.000.000 litri/anno, considerando un’umidità media impasto pari a 10,5% ed un’umidità della barbottina pari a 32%.
CWR 149/2022 127 Raw Materials Latest technoLogies on
POWDERS MICROGRANULATED WITH HYBRID TECHNOLOGY AND POWDERS
WITH STANDARD TECHNOLOGY Confronto tra superfici ottenute compattando (a pressioni specifiche crescenti) polveri microgranulate con tecnologia Hybrid e polveri granulate con tecnologia tradizionale FIG. 1 - MORPHOLOGICAL COMPARISON BETWEEN MICROGRANULES PRODUCED WITH LB HYBRID TECHNOLOGY AND GRANULES PRODUCED WITH STANDARD TECHNOLOGY Confronto morfologico tra microgranuli prodotti con tecnologia LB Hybrid e granuli prodotti con tecnologia tradizionale ATM ATM TEST 3 TEST 3 TEST 2 TEST 2 TEST 1 TEST 1 TEST 4 TEST 4 advertisers list Ancora II cop Bmr 35 CAI 47 Cerrad 25 Certech 77-93-113 Cevisama 119 Colorobbia 19 Coverings 121 Donatoni 48 Durst 43 Efi Cretaprint 15 Eirich 95 Elle K Automazioni 115 Esan 85 Esmalglass-Itaca Group 6 Essepienne 13 Fcri 117 Fritta III cop Geomix 11 Gmm Group 109 Imerys Ceramics 101 Inco 57 Inter Ser 53-103-111 Joseph Lundgren Consulting 16 Kajaria Ceramics 69 Keramischer Ofenbau 88 Lamberti 27 LB 1 Marcheluzzo 87 MIE - Minerali Industriali 4 Mota 75 Officine Smac 5 Piedra Grande 73 Poppi Clementino 2 Premier 17 Remas 23 Sacmi IV cop Setec 71 Sigmadiamant 21 Smaltochimica 31 Solar Turbines 49 Surfaces Group 128 System Ceramics Inserto Tecnodiamant 30 Teco-Components 89 Torrecid 63 Vidres 9 Worldjet 29
FIG. 2 - COMPARISON BETWEEN SURFACES OBTAINED BY COMPACTING (AT INCREASING SPECIFIC PRESSURES)
GRANULATED
WORLD OF FINISHES


YOUR FINISHES DESIGNER


IDEAS OVER TOOLS
a revolutionary system, an unexplored path where technology and leading design take concrete form in tailor-made

SURFACE-GROUP.COM











Productdevelopment Modelling Resinmoulds Castingand handling Glazing Off-lineTechnology Firing Innovation Sorting THE COMPLETE SACMI SOLUTION FOR YOUR SMART SANITARYWARE FACTORY www.sacmi.com ENDLESS INNOVATION SINCE 1919 SACMI manufacturing technology: the advanced sanitaryware production solution, from single machines to complete lines. SACMI: experience and complete solutions for your product Firing Off-line Technology Modelling Casting and handling Sorting Innovation Product Development Resin moulds Glazing