Factores de Conversión del Maíz
Glosario
Introducción
Selección de factores de conversión de maíz Identificación de fuentes
Evaluación de las fuentes (si corresponde por su relevancia)
Selección de fuentes para su uso en RTRS
Cálculo del equivalente de maíz entero
Asignación por demanda
Asignación por valor económico Referencias destacadas
APÉNDICE 1 - Universidad Austral
APÉNDICE 2 - Fuentes de información de acceso público disponibles sobre factores de conversión
Factores de conversión de alimento para ganado
i. Pollos de engorde
Aves de corral (postura)
Ganado lechero
Ganado (Carne)
Cerdos
Salmón
Factores de conversión de productos ganaderos i. Pollos
Huevos
Leche y otros productos lácteos
Carne vacuna y gelatina de carne vacuna
Carne de cerdo
Salmón
Factores de conversión de productos manufacturados
i. Maíz pisingallo (palomitas de maíz)
Maíz cereal
Whisky
APÉNDICE 3 - reseña de calidad de la fuente - FAO (2013)
Índice
ii.
iii.
iv.
v.
vi.
ii.
iii.
iv.
v.
vi.
ii.
iii.
2 2 9 12 14 16 18 9 12 14 9 12 14 14 14 14 12 14 14 14 14 12 14 14 14 14 12 14 14 14 14 12 14 14 14 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 2
Glosario
Subproducto: Material derivado de la transformación de un producto, que no impulsa la producción del mismo, generalmente por su bajo valor económico.
Alimento balanceado: Alimento que se da a los animales criados en un entorno agrícola, que contiene varias materias primas y está formulado para adaptarse a las necesidades nutricionales del animal que lo va a consumir.
Producto de maíz: Material derivado del cultivo y procesamiento del maíz, como harina de maíz gruesa, aceite de maíz, jarabe de maíz y harina de maíz fina.
Factor de conversión del maíz: Proporción de maíz utilizada en la producción de un producto.
Huella de maíz: Volumen físico de maíz utilizado en la producción de un producto.
Coeficiente de conversión de alimento animal (FCR): Volumen de alimento animal necesario para producir una unidad de producto ganadero.
DDGS: Los granos de destilación secos con solubles son un producto de la producción de etanol y pueden utilizarse.
Alimento para ganado: Alimento, incluido el alimento balanceado, que se da a los animales criados en un entorno agrícola.
Producto ganadero: Alimento derivado del cuerpo de un animal criado en un entorno agrícola, como carne, pescado, huevos y leche.
Productos manufacturados: Producto de consumo o uso humano que incluye como ingrediente uno o más productos de maíz o productos ganaderos.
Equivalente de maíz entero: Si un volumen de producto de maíz se expresa en equivalente de maíz entero, indica el volumen aproximado de maíz entero, o granos de maíz, al que equivale dicho volumen de producto de maíz.
Maíz entero: Maíz entero y grano de maíz se utilizan indistintamente en este documento.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 3
Introducción
La Round Table on Responsible Soy Association (RTRS) es una organización multisectorial global sin fines de lucro que promueve el crecimiento de la producción, el comercio y el uso de la soja responsable. Bajo una dinámica multisectorial con representantes de la cadena de abastecimiento de soja y de la sociedad civil de todo el mundo, desarrolla estándares de producción de soja responsable y cadena de custodia. En particular, el Estándar RTRS para la Producción de Soja Responsable garantiza que la soja RTRS no sólo cumple los criterios medioambientales más exigentes, sino también un amplio conjunto de requisitos sociales y laborales.
El Estándar RTRS para la Producción de Soja Responsable es aplicable en todo el mundo y, además, el contacto continuo con los productores confirmó la importancia de crear sinergias y oportunidades para extender la certificación de soja a otros granos, aceites y semillas, principalmente maíz, un cultivo que se incluye habitualmente en rotación con soja.
Por lo tanto, el Estándar RTRS para la Producción de Maíz Responsable, lanzado el 7 de diciembre de 2021, es un add-on al esquema existente para soja:
Muchos de los requisitos previstos en el estándar de soja son aplicables al maíz, razón por la cual la integración de un sistema de certificación de soja/maíz es factible.
• La rotación de soja con maíz evita la erosión y ayuda a mantener la calidad del suelo, mejorar su fertilidad, y es una práctica con la que debe cumplir el productor para obtener la certificación de soja.
• También permite capitalizar los logros en sustentabilidad resultantes de la certificación de la soja y de un proceso de producción sustentable al extender la certificación de la soja al maíz.
• Permite a los productores ampliar la oferta de cultivos producidos de manera responsable.
A medida que el nuevo Estándar RTRS para la Producción de Maíz Responsable se ponga en práctica, es importante que las organizaciones puedan determinar cuáles de sus productos poseen una huella de maíz asociada y cuán significativa es ésta.
El maíz es el cereal de mayor producción a nivel mundial, y el segundo más relevante en términos de superficie cultivada. Al igual que la soja, el maíz tiene una amplia variedad de usos, como alimento balanceado para alimentación animal, biocombustible y como ingrediente en productos alimenticios. Los usuarios pueden adquirir productos compuestos premezclados con maíz (por ejemplo, alimento balanceado para alimentación) o productos con una huella de maíz incorporada (por ejemplo, carne, productos lácteos, huevos). Esto significa que el maíz no siempre es visible en el producto final o se utiliza directamente en el proceso de fabricación del producto, lo que reduce la visibilidad del uso en las cadenas de abastecimiento. Por lo tanto, es posible que se requieran factores de conversión para estimar el volumen equivalente de maíz utilizado en la elaboración de productos.
En la actualidad no existe ningún recurso que ofrezca una lista completa de factores de conversión para el maíz, pero hay una serie de estudios disponibles que identifican información que permite cotejar los factores de conversión para diferentes productos o una selección de productos. A pedido de RTRS, 3Keel utilizó, por un lado, el estudio desarrollado en el marco de este mismo proyecto, y
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 4
también a pedido de RTRS, a la Escuela de Agronegocios de la Universidad Austral, en Argentina, Factores de Conversión del Maíz (2021) (ver Apéndice 1 de este documento), y por otro lado, la información de acceso público disponible y la guía de expertos del sector para calcular los factores de conversión que se utilizarán en una calculadora de huella del maíz de RTRS que permitirá al sector del maíz, a las organizaciones y a los consumidores en general determinar la huella del maíz de sus productos.
Es posible que para la elaboración de cada producto se requieran uno o más productos de maíz diferentes. Tal como se señala en el estudio de la Universidad Austral (ver Apéndice 1), cada uno de estos productos de maíz tiene características y valores económicos diferentes, por lo que se requiere un método de asignación para poder abordar los factores de conversión en términos de equivalente de maíz entero, mostrando así la cantidad de un determinado cultivo que se necesita para la producción.
Se presentan dos factores de conversión basados en la forma en que, a nuestro entender, se produce la demanda de maíz:
Asignación por valor económico - Este método reconoce múltiples usos de maíz y asume que cualquiera de ellos tiene productos de maíz asociados que se aplican en otros sectores. Por lo tanto, el método de asignación consiste en alinear la demanda con el valor de los distintos productos para representar de manera clara que la demanda del maíz no siempre está impulsada por un producto en particular.
Asignación por demanda: Este método utiliza factores de conversión que reconocen el volumen físico de maíz necesario para suministrar el o los subproductos que requiere el producto. Esto no tiene en cuenta a los otros subproductos resultantes del proceso de fabricación.
Los factores de conversión basados en estas asignaciones se indican en las tablas siguientes y se utilizan en la Calculadora de Huella de soja y maíz RTRS disponible online. Estos factores se basan en la investigación descrita en los documentos de soporte técnico, así como en el método de asignación establecido en el presente documento. Salvo indicación en contrario, el factor de conversión arroja la huella del equivalente de maíz entero de un producto, independientemente del lugar de producción.
Por las posibles fluctuaciones del precio de maíz, que pueden repercutir en los factores de conversión expresados como equivalente de maíz entero en el método de asignación por valor económico, este documento se actualizará periódicamente.
Toneladas de soja por tonelada de producto
Tipo Producto
Producto de maíz
DDGS
Sémola cervecera Harina de maíz fina Feed de sémola de maíz Silaje de maíz Dextrosa anhidra Dextrosa monohidrato
Equivalente de maíz entero (valor económico)
Equivalente de maíz entero (demanda)
Fuente primaria
2.090 1.299 2.433 0.395 1.000 1.337 1.151 3.344 1.923 14.286 2.564 2.000 1.621 1.490 Universidad Austral Universidad Austral Universidad Austral Universidad Austral Universidad Austral Universidad Austral Universidad Austral
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 5
Tipo Producto
Producto de maíz
Dextrosa monohidrato
Germen
Harina de germen
Jarabe de glucosa
Gluten feed Harina de gluten
JMAF 42
JMAF 55
Jarabe de maíz de alta maltosa
Aceite de maíz crudo Maltodextrinas
Jarabe de maíz de maltosa común
Alimento para ganado
Almidón
Ganado (carne)
Ganado (producción de lácteos)
Peces de cultivo (salmón)
Aves de corral (postura)
Aves de corral (carne)
Toneladas de soja por tonelada de producto
Equivalente de maíz entero (valor económico)
Equivalente de maíz entero (demanda)
Fuente primaria
Producto ganadero (Peso en media res) Producto ganadero (Peso minorista)
Cerdo Carne vacuna Cerdo Pollo Peces de cultivo (salmón) Carne vacuna Cerdo Pollo Peces de cultivo (salmón) Huevos
Leche Manteca Queso Chocolate Yogur Crema Gelatina
Producto a base de maíz
Maíz pisingallo
Maíz cereal Whisky (bourbon)
Gaseosas (solo EE. UU.)
Aceite de cocina (de maíz)
Papas fritas Kétchup
Pegamento (a base de gérmen de maíz)
1,151 0,796 0,590 1,213 0,306 1,468 0,912 0,937 0,982 2,320 1,275 0,996 1,146 0,344 0,212 0,012 0,440 0,517 0,495 8,873 2,085 1,448 0,014 5,760 3,061 1,646 0,016 1,010 0,249 1,657 1,246 0,373 0,274 0,748 0,066 0,690 0,908 0,898 0,108 2,320 0,290 0,185 0,024
1,490 15,873 28,571 1,340 5,988 27,027 1,175 1,241 1,307 35,714 1,618 1,333 1,610 0,799 0,237 0,228 0,440 1,350 0,571 20,582 2,402 3,781 0,273 13,360 3,526 4,298 0,312 1,010 0,279 1,853 1,393 0,417 0,307 0,836 0,153 0,690 0,908 0,898 0,143 35,714 4,464 0,246 0,476
Universidad Austral Universidad Austral
Universidad Austral Universidad Austral
Universidad Austral Universidad Austral Universidad Austral Universidad Austral
Universidad Austral Universidad Austral Universidad Austral Universidad Austral Universidad Austral Blezinger (2003) y Roman et al. (2011)
FAO (2014)
Barents Watch (2016)
FAO (2013)
FAO (2013) y Baker & Chung (1992)
FAO (2014)
DEFRA (2010)
FAO (2013)
FAO (2013)
FAO (2017)
DEFRA (2010)
FAO (2013)
FAO (2013)
FAO (2017)
FAO (2013)
FAO (2014)
FAO (2014)
FAO (2014)
FAO (2014)
FAO (2014)
FAO (2014)
DEFRA (2010) y Gac et al.
Fuentes múltiples
Fuentes múltiples
Fuentes múltiples
Fuentes múltiples
Fuentes múltiples
Fuentes múltiples
Fuentes múltiples USDA (2008)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 6
Selección de factores de conversión de maíz
3Keel desarrolló un proceso de revisión estructurado para identificar los factores de conversión más apropiados, basado en la necesidad de tener un único conjunto de factores aplicables a los usuarios en todo el mundo.
En esta sección describimos con mayor detalle este proceso de tres pasos.
Identificación de las fuentes adecuadas
Identificación de fuentes
Puntaje de los factores (sólo alimento animal y productos ganaderos)
Recomend Factors
Para las búsquedas se utilizó Academic Search Complete, Google Scholar y Google Search. Se utilizaron los siguientes términos de búsqueda y los nombres de los productos que se incluirían en la calculadora, en diversas combinaciones para encontrar una selección inicial de bibliografía. Además, se utilizaron nombres de tiendas minoristas y marcas para encontrar fuentes de productos manufacturados.
Maíz
Factor de conversión
Cálculos
Alimento animal Uso de maíz
Tasa de conversión Coeficiente de conversión de alimento animal Composición del alimento animal % en el alimento animal Coeficiente de eficiencia de alimento animal
Formulación de alimento animal
¿Cuál es el contenido de maíz?
Usos DDGS
Maíz incorporado (embedded) Medidas Alimento animal Huella Impacto Acuicultura Europa
Ingredientes
Al revisar los resultados de cada búsqueda, se examinó el breve resumen que da el buscador y se determinó si la fuente era pertinente y si contenía un factor de conversión de maíz o información que pudiera utilizarse para crearlo. Luego se analizó cada fuente para determinar si contenía información relevante. Algunas fuentes que no incluían datos numéricos también se identificaron como relevantes porque contenían información sobre el tipo de productos de maíz contenidos en el producto.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 7
Evaluación de las fuentes (si corresponde por su relevancia)
Se estableció una escala de puntaje de 1 a 4 para los factores de conversión de alimento para ganado y productos ganaderos, con el fin de proporcionar una forma más objetiva de determinar la fuente adecuada. No se les asignó puntaje a las fuentes de productos manufacturados porque se usaban mayormente especificaciones de recetas, y en estos casos no se aplicarían los criterios de puntaje.
Se les asignó puntaje a los siguientes indicadores para cada fuente de datos:
• Transparencia del método – Varias fuentes no explicaban su método, mientras que algunas excluyeron componentes o supuestos importantes que describían su enfoque. A estas fuentes no se les pudo asignar puntaje por la confiabilidad del método, ya que la misma no pudo ser evaluada.
• Confiabilidad del método - Determinar si los datos y cálculos utilizados permiten llegar a factores de conversión precisos.
• Aplicabilidad geográfica - Si los datos utilizados son aplicables a múltiples países o son más específicos.
• Credibilidad de la fuente - Si la fuente procede de una organización o institución de prestigio y/o ha sido sometida a un proceso de revisión por pares antes de su publicación.
Puesto que se asignó puntajes a un gran número de fuentes, no se redactaron reseñas de calidad detalladas para cada una de ellas. Los Apéndices 2 y 3, no obstante, incluyen más detalles, como una reseña de calidad de la fuente más utilizada (FAO, 2013).
Selección de fuentes para los factores de conversión RTRS
Para seleccionar un factor a fin de utilizarlo en la calculadora de huella de soja y maíz, se empleó uno de los dos métodos siguientes:
1. Selección de un solo factor: para algunos tipos de productos, se asignó a una fuente determinada un puntaje significativamente más alto que a otras fuentes. En estos casos, o cuando sólo había un factor disponible, se seleccionó este factor.
2. Promedio: en los casos en que no había una fuente con un puntaje significativamente superior a las demás, se estableció un promedio de hasta cinco fuentes. Por las características de las fuentes disponibles para productos manufacturados, se utilizó con frecuencia este método para la identificación de productos manufacturados en contraposición a alimento para el ganado.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 8
Cálculo del equivalente de maíz entero
Según pudo determinarse por los factores de conversión hallados en la literatura, una buena parte de los productos para alimentación animal contienen en su elaboración múltiples productos de maíz. Cada uno de ellos tiene sus propias cualidades y usos específicos, por lo que los factores de la calculadora RTRS no ponderan a todos de la misma manera, sino que van más allá para reflejar las diferencias entre cada producto de maíz.
Para determinar qué es considerado un subproducto, y como tal un componente del proceso de producción de maíz, se consideran dos huellas diferentes.
1. Asignación por demanda
El modelo de asignación de productos de maíz en función de la demanda física ayuda a comprender aspectos de la demanda en los casos en que el producto de maíz representa solo una pequeña proporción de lo producido como resultado del procesamiento de maíz, pero en definitiva se usa una gran cantidad de granos de maíz. Este abordaje refleja la demanda real de maíz e ilustra claramente el volumen real de granos de maíz que se necesita producir para obtener un determinado producto de maíz.
Con el fin de poder determinar el equivalente de maíz entero para distintos productos de maíz, en el estudio producido por la Universidad Austral se desarrolló un modelo que permite determinar los volúmenes de producto de maíz elaborados por tonelada de maíz. Los resultados de este modelo se usaron para calcular el equivalente de maíz entero para cada producto de maíz dividiendo 1 por el volumen de producto de maíz que se obtiene procesando una unidad de grano de maíz.
Este modelo puede resultarle útil al usuario de la calculadora porque muestra una correlación clara con el volumen de maíz requerido para producir un determinado producto de maíz. Sin embargo, también podría interpretarse que este modelo muestra un requerimiento de demanda desproporcionado tanto en productos de bajo valor (por ejemplo, feed de sémola de maíz) como en aquellos que producen muy poco producto por maíz entero (por ejemplo, harina de gluten de maíz). Tampoco considera el valor de otras partes del maíz que pueden utilizarse después del procesamiento. Esta es una diferencia clave entre el modelo de asignación por demanda y por valor económico.
Existen tres métodos de procesamiento diferentes para el maíz: molienda seca, molienda húmeda y la molienda seca de etanol. Cada uno de ellos produce un conjunto distinto de productos de maíz, como se señala en el estudio Factores de conversión del maíz de la Universidad Austral. La siguiente tabla muestra el requerimiento total de maíz para los productos resultantes de los tres procesos.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 9
Producto de maíz
Maíz entero
Germen
Aceite de maíz crudo
Harina de germen
Gluten feed
Harina de gluten Almidón
Maltodextrinas
Jarabe de glucosa
Dextrosa anhidra Dextrosa monohidrato
Jarabe de maíz de maltosa común
Jarabe de maíz de alta maltosa
JMAF 42
JMAF 55
Sémola cervecera
Harina de maíz fina Feed de sémola de maíz
Dióxido de carbono (CO2)
Hidro Etanol (96%)
Etanol anhidro (99,5%) Etanol combustible Etanol (96%)
DDGS (10%)
Toneladas de producto de maíz por tonelada de maíz entero 1.00 15.87 35.71 28.57 5.99 27.03 1.61 1.62 1.34 1.62 1.49 1.33 1.31 1.18 1.24 1.92 14.29 2.70 3.33 3.11 3.20 3.31 3.34
1.00 0.06 0.03 0.04 0.17 0.04 0.62 0.62 0.75 0.62 0.67 0.75 0.77 0.85 0.81 0.52 0.07 0.37 0.30 0.32 0.31 0.30 0.30
2. Asignación por valor económico
El método económico de asignación de productos de maíz se fundamenta en dos principios:
1. La producción de maíz es una función de los productos de maíz que constituyen en mayor proporción el valor de lo producido a partir de una tonelada de maíz.
2. La suma del equivalente de maíz entero del total de productos derivados de una tonelada de maíz entero corresponde a una tonelada de equivalente de maíz entero.
Para informar al modelo, se usaron datos del modelo desarrollado en el estudio Factores de conversión del maíz de por la Universidad Austral sobre la cantidad de cada producto de maíz que puede elaborarse por tonelada de grano de maíz. Para obtener el valor económico de cada producto se utilizaron diferentes fuentes, como se indica en el siguiente cuadro.
Toneladas de equivalente de maíz entero por tonelada de producto de maíz
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 10
Producto de maíz
Fuente $ / t de coproducto de maíz
Germen
Aceite de maíz crudo
Harina de germen
Gluten feed
Harina de gluten
Almidón Maltodextrinas
Jarabe de glucosa
Dextrosa anhidra
Dextrosa monohidrato
Jarabe de maíz de maltosa común
Jarabe de maíz de alta maltosa
JMAF 42
JMAF 55
Sémola cervecera
Harina de maíz fina
Feed de sémola de maíz
Dióxido de carbono (CO2)
Hidro Etanol (96%)
Etanol anhidro (99,5%)
Etanol (96%)
DDGS (10%)
Johnston et al. USDA Johnston et al.
LMC International USDA LMC International Echemi USDA Echemi Echemi
Guía de azúcar y edulcorante
Guía de azúcar y edulcorante LMC International LMC International Trade India and India Mart Tridge
Sharma et al. Reuters Financial Times
Financial Times Financial Times Agfax
$ / t granos de maíz después del procesamiento
t de equivalente de maíz entero por t de coproducto
0.80 2.32 0.59 0.31 1.47 1.15 1.28 1.21 1.34 1.15 1.00 0.98 0.91 0.94 1.30 2.43 0.40 0.55 0.67 0.67 0.68 2.09
El cálculo de equivalente de maíz entero utilizando el método de asignación por valor económico se muestra en la siguiente ecuación. El valor de los productos resultantes del procesamiento de una tonelada de granos de maíz varía en cada caso según sea el proceso de producción utilizado, como se muestra en la Figura 1.
Equivalente de maíz entero del producto de maíz =
Valor de 1 t de producto de maíz
Valor de los productos resultantes del procesamiento de 1 t de maíz entero
Este modelo reconoce el valor de los distintos productos de maíz utilizados. Es importante, también, señalar que este modelo podría impactar en requerimientos de demanda de maíz en el caso de productos de alto valor que en realidad no impulsa una mayor demanda.
314 986 251 130 624 323 488 1039 620 410 320 320 330 310 275 515 84 61 74 74 74 231 20 28 9 22 23 201 302 775 383 275 240 245 281 250 143 36 33 18 24 23 22 69
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 11
Referencias
Sharma et al. (2012) Growth, Mineral Deposition, and Physiological Responses of Broiler Chickens Offered Honey in Drinking Water during Hot-Dry Season, International Journal of Zoology, 2012(2), pp. 1-6. En: https://www.hindawi.com/journals/ijz/2012/403502/.
Agfax (2021) DDG market update. En: https://agfax.com/2021/01/25/ddg-market-update-prices-upslightly-from-last-week-dtn/.
Arndt et al (2015) Feed conversion efficiency in dairy cows: Repeatability, variation in digestion and metabolism of energy and nitrogen, and ruminal methanogens, Journal of Dairy Science, 98(6), pp. 3938-3950. En: https://www.sciencedirect.com/science/article/pii/S0022030215002180.
Baker & Chung (1992) Ideal diet for swine and poultry, Journal of animal science, 70(3102).
Barrents Watch (2016) Feed composition and origin. En: https://www.barentswatch.no/en/havbruk/ feed-composition-and-origin.
Best (2011) Poultry performance improves over past decades. En: https://www.feedstrategy.com/ poultry/poultry-performance-improves-over-past-decades/.
Blezinger (2003) Using common sense when formulating cattle feeds. En: https://www.cattletoday. com/archive/2003/December/CT303.shtml.
Clark et al. (2019) The intake pattern and feed preference of layer hens selected for high or low feed conversion ratio, PLoS ONE, 14(9). En: https://journals.plos.org/plosone/article?id=10.1371/jour nal.pone.0222304.
Consensus (2005) Towards Sustainable Aquaculture in Europe. En: https://www.learneurope.eu/ files/5813/7456/5881/Towards_sustainable_aquaculture_in_Europe.pdf.
DEFRA (2010) Review of nutrient efficiency in different breeds of farm livestock. En: http://science search.defra.gov.uk/Document.aspx?Document=FinalReportIF0183.doc.
Deluchi (2015) Uso de DDGS de maíz en dietas para pollos parrilleros. En: https://www.engormix. com/avicultura/articulos/uso-ddgs-maiz-dietas-t32532.htm.
Echemi (2021) Market price and insight. En: https://www.echemi.com/weekly-price.html.
FAO (2013) Greenhouse gas emissions from pig and chicken supply chains - A global life cycle as sessment. En: http://www.fao.org/3/i3460e/i3460e.pdf.
FAO (2014) World Mapping of animal feeding systems in the dairy sector. En: http://www.fao.org/3/ a-i3913e.pdf.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 12
FAO (2017) Cultured Aquatic Species Information Programme: Salmo Salar. En: http://www.fao.org/ fishery/culturedspecies/Salmo_salar/en.
Financial Times (2021) Commodities. En: https://markets.ft.com/data/commodities.
Gac et al. (2014) Co-products from meat processing: the allocation issue. En: https://www.gcirc.org/ fileadmin/documents/Proceedings/IRC1999Canberravol2/241.htm.
India Mart (2021) Maize grits for brewing. En: https://www.indiamart.com/navadhane-agrofoods/ maize-grits.html.
Ishler (2014) Calculating feed efficiency. En: https://www.progressivedairy.com/topics/feed-nutri tion/calculating-feed-efficiency.
Jabbar (2014) Dairy feeding management. En: https://www.slideshare.net/PakRose1/dairy-feed ing-management.
Kroes and Kuepper (Profundo) (2015) Mapping the soy supply chain in Europe. En: https://wwfeu. awsassets.panda.org/downloads/mapping_soy_supply_chain_europe_wwf_2015.pdf.
Kroll (2018) Dairy Feeding strategy & Diet formulation for the Dairy Herd. En: https://www.dairy school.co.il/feeding-strategy-diet-formulation-for-the-dairy-herd-by-dr-ofer-kroll/.
LMC International (2019) Cost & Price Monitor: Starches, starch sweeteners & fermentation prod ucts. En: https://www.lmc.co.uk/wp-content/uploads/2019/04/LMC_Cost_and_Price_Monitor_Bro chure_E-version_2019-4.pdf.
Neste (2021) Biodiesel prices (SME & FAME). En: https://www.neste.com/corporate-info/investors/ market-data/biodiesel-prices-sme-fame.
Queensland Government (2016) Performance standards. En: www.daf.qld.gov.au/animal-indus tries/pigs/managing-a-piggery/production-and-performance/performance-standards.
Reuters (2021) EU carbon price hits record 50 euros per tonne on route to climate target. En: https:// www.reuters.com/business/energy/eu-carbon-price-tops-50-euros-first-time-2021-05-04/.
Roman et al. (2011) Performance of finishing beef cattle fed different diets containing whole-crop maize silage or sugarcane silage, Revista Brasileira de Zootecnia, 40(3), pp. 682-289. En: https:// www.scielo.br/pdf/rbz/v40n3/29.pdf.
Rostagno et al. (2005) Tabelas Brasileiras para aves e suínos. En: https://www.agencia.cnptia.em brapa.br/Repositorio/Tabelas+brasileiras+-+Rostagno_000gy1tqvm602wx7ha0b6gs0xfzo6pk5.pdf.
Schroder & Sudekum (University of Kiel) (1999) Glycerol as a by-product of biodiesel production in Diets for ruminants. En: https://www.gcirc.org/fileadmin/documents/Proceedings/IRC1999Canber ravol2/241.htm.
Shahbandeh (2021) Corn production worldwide 2020/2021, by country. En: https://www.statista. com/statistics/254292/global-corn-production-by-country/.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 13
Sharma et al. (2008) Increasing the value of hominy feed as a coproduct of fermentation, Applied biochemistry and biotechnology, 149(2), pp. 145-153.
Shike (2013) Beef cattle feed efficiency. En: https://lib.dr.iastate.edu/cgi/viewcontent.cgi?arti cle=1027&context=driftlessconference.
Singh (2019) General guidelines for feed formulation of commercial poultry (broilers and layers). En: https://www.pashudhanpraharee.com/general-guidelines-for-feed-formulation-of-commer cial-poultry-broilers-layers/.
Sugar and sweeteners (2008) High maltose corn syrup. En: http://www.sugar-and-sweetener-guide. com/high-maltose-corn-syrup.html.
Trade India (2021) Brewers maize. En: https://www.tradeindia.com/products/brewers-maize-corngrits-brewers-for-beer-manufacturing-5558414.html.
Tridge (2021) Maize (Corn) Flour. En: https://www.tridge.com/intelligences/maize-corn-flour/price.
USDA (2008) Utilizing corn germ meal in plywood clue. En: https://www.ars.usda.gov/ARSUser Files/2542/Posters/M%20HojillaEvangelista_2008%20CUTC%20Poster_Corn%20germ%20meal%20 in%20plywood%20glues.pdf.
USDA (2021) Kansas City weekly feedstuff review. En: https://mymarketnews.ams.usda.gov/filerepo/ sites/default/files/2955/2021-08-17/494292/ams_2955_00077.txt.
USDA (2021) Oil Crops Yearbook. En: https://www.ers.usda.gov/data-products/oil-crops-yearbook/ oil-crops-yearbook/.
USDA (2021) Sugar and Sweeteners Yearbook Tables. En: https://www.ers.usda.gov/data-products/ sugar-and-sweeteners-yearbook-tables/.
Whisky.com (2020) Bourbon - Grain Selection and Mixture (Mash Bill). En: https://www.whisky.com/ information/knowledge/production/overview/how-bourbon-whiskey-is-made/bourbon-grain-se lection-and-mixture-mash-bill.html.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 14
Apéndice I Estudio de la Universidad Austral
Contenido
Resumen Ejecutivo
Capítulo I: Introducción
Metodología
Agradecimientos
Capítulo II: Introducción a la planta de maíz
Estructura y composición del grano de maíz
Clasificación comercial y calidad industrial del grano de maíz
Calidad industrial del grano de maíz
Referencias Bibliográficas
Capítulo III: Proceso de molienda húmeda de maíz
Breve descripción
Procesos de transformación
Elementos clave para la conversión del maíz en molienda húmeda
Primera etapa de transformación: extracción de los subproductos
Segunda etapa de transformación: procesamiento del almidón
Cálculo de los factores de conversión de maíz en la molienda húmeda
Consideraciones generales respecto de los factores de conversión en la molienda húmeda Mermas del proceso
Factores de conversión en base seca Factores de conversión en base comercial (materia tal cual)
Referencias bibliográficas
Capítulo IV: Proceso de molienda seca de maíz
Breve descripción
Productos de molienda seca y sus usos
Trozos de endospermo
Sémolas
Harinas finas de maíz
Subproductos
Elementos clave para la conversión del maíz en molienda seca Proceso de molienda seca de maíz
Recepción del grano de maíz
Acondicionamiento
Desgerminación
Clasificación
Molienda y Clasificación
Cálculo de los factores de conversión de maíz en la molienda húmeda Mermas del proceso Factores de conversión Referencias bibliográficas
(i)
(ii)
(iii)
(iv)
1.
2.
3.
4.
5.
4 7 7 8 9 12 14 16 18 20 21 22 24 25 34 45 46 47 47 51 53 57 58 59 60 60 61 62 62 63 64 65 65 67 67 69 70 70 72 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 16
Capítulo V: Producción de etanol a partir del maíz
Proceso de obtención de etanol
Procesos Front-End
Diagrama de flujo de los Procesos iniciales o Front-End Procesos Back-End
Recuperación de subproductos
Diagrama de flujo de los procesos finales o Back-End
Cálculo de los factores de conversión de maíz en la producción de etanol
Mermas en la producción de etanol de maíz
Factores de conversión del maíz (Base Comercial)
Referencias bibliográficas
1. Recepción 2. Molienda 3. Licuefacción y Sacarificación 4. Fermentación
5. Destilación 6. Purificación y concentración de los productos de etanol 7.
74 77 78 78 79 79 80 81 82 82 83 85 88 89 90 90 93 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 17
Resumen ejecutivo
En los últimos años, la conciencia sobre los impactos ambientales y sociales asociados a la pro ducción de alimentos, ha aumentado en la población en general. Con ello, es necesario desarrollar estrategias y herramientas que permitan lograr un mayor conocimiento y transparencia de los insumos utilizados en las cadenas de abastecimiento, y generar información adecuada sobre las producciones asociadas a determinadas materias primas.
En el año 2019, RTRS impulsó el desarrollo de un método que permite determinar los volúmenes de productos de soja elaborados por una tonelada de granos de soja (Sistema de Factores de Con versión de RTRS). Los resultados de dicho modelo se usaron para calcular el equivalente de soja para cada producto de soja, constituyéndose en un elemento clave para el desarrollo de la Calcu ladora de Huella de Soja de RTRS: una herramienta que permite a los actores de la cadena de valor de la soja, organizaciones y público en general conocer su huella de soja.
El presente trabajo, consiste en una ampliación del esfuerzo liderado por RTRS, con el fin de abordar la determinación de un sistema de valores de conversión del maíz. El alcance del presente trabajo involucra la estimación de los factores de conversión del maíz representativos de los procesos de primera industrialización en las industrias de molienda húmeda, molienda seca y producción de etanol de maíz, a nivel global. Para asegurar la representatividad y confiabilidad de los resultados obtenidos, el análisis de los factores de conversión se realizó considerando las tecnologías y pro cesos industriales más representativos en cada industria, las características de los tipos de maíz utilizados para los diferentes procesos y las especificaciones técnicas más generalizables de los productos de maíz resultantes.
A continuación, se presentan los factores de conversión del maíz de 32 productos, derivados de los procesos industriales abordados. La mayoría de dichos productos constituyen insumos en etapas de segunda transformación en numerosas industrias, como la farmacéutica, textil, alimentos y bebidas, y alimentación animal, entre otras.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 18
MOLIENDA HÚMEDA DE MAÍZ
Rendimiento promedio y cantidad de toneladas de maíz necesarias para obtener una tonelada de productos o subproducto. expresado en base comercial(*)
Producto
Germen
Aceite de Maíz (en Bruto)
Torta de Germen de Maíz
Gluten Feed
Wet Gluten Feed
Licor de Maceración
Fibra Gluten Meal
Almidón
Maltodextrinas (DE 15 a 20)
Jarabe de Glucosa (DE 38)
Dextrosa Anhidra Dextrosa Monohidratada
Jarabe de Maltosa
Jarabe de Alta Maltosa
JMAF 42 JMAF 55
Ton. Necesarias de Maíz (Base Comercial)
Producto
Hominy Grits
Sémola para Polenta Trad.
Sémola para Polenta Instantánea
Sémolas para extrusión
Grits Cerveceros
Harina de Maíz Harina Zootécnica
Rendimiento(*) (% BC) Rendimiento(*) (% BC)
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 4,5% del volumen de maíz recibido en las plantas de molienda húmeda (expresado en base comercial).
MOLIENDA SECA DE MAÍZ DESGERMINADO
6,3% 2,8% 3,5% 16,7% 33,4% 10,0% 10,5% 3,7% 62,1% 61,8% 74,6% 61,7% 67,1% 75,0% 76,5% 85,1% 80,6% 30%
52%
Rendimiento promedio y cantidad de toneladas de maíz necesarias para obtener Una tonelada de producto o subproducto. Expresado en base comercial(*)
Ton. Necesarias de Maíz (Base Comercial)
15,7 35,6 28,2 6,0 3,0 10,0 9,5 27,0 1,6 1,6 1,3 1,6 1,5 1,3 1,3 1,2 1,2 3,3 1,7 2,2 2,6 1,9 15 2,7
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 3% del volumen de maíz recibido en las plantas de molienda seca (expresado en base comercial).
58% 45% 39%
7% 37%
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 19
PRODUCCIÓN DE ETANOL DE MAÍZ POR MOLIENDA SECA
Rendimiento promedio y cantidad de toneladas de maíz necesarias para obtener Una tonelada o m3 (1000 litros) de producto. Expresados en base comercial(*)
Ton. Necesarias de Maíz por unidad de producto
Anhídrido Carbónico (CO2)
Etanol Hidratado (96%)
Etanol Anhidro (99,5%)
Etanol (96%) - Rectificado Extra Neutro DDGS
WDGS
Aceite de Destilados de Maíz DDGS Bajo en Aceite
301 kg/ton 410 lt/ton 398 lt/ton 386 lt/ton 302 kg/ton 790 kg/ton 12,2 kg/ton 280 kg/ton
1,27 81,97 3,58
1 ton
Producto Rendimiento Promedio Unidad 3,32 2,44 2,51 2,59
1 m3 (1.000 litros)
1 m3 (1.000 litros) 1 m3 (1.000 litros) 1 ton 1 ton 1 ton 1 ton
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 2,9% del volumen de maíz recibido en las plantas de etanol (expresado en base comercial). El cálculo del rendimiento de los productos de etanol no incluye el contenido de desnaturalizante. El contenido de humedad del WDGS es 65%, y en los DDGS tradicional y reducido en aceite la humedad asciende al 10%.
3,32
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 20
Introducción
El maíz es el cereal de mayor importancia en términos de producción a nivel global, y el segundo más relevante por su área sembrada.
La producción mundial de maíz ha aumentado en 10 años un 40%: de 820 millones de toneladas en el año 2009, a más de 1.100 millones de toneladas en 2019. Dicho crecimiento se explica tanto por el aumento de la superficie destinada a su producción, que en 2019 ascendió a cerca de 200 millones de hectáreas, como por el aumento en el rendimiento por hectárea.
Estados Unidos es el principal productor de maíz del mundo, representando aproximadamente un 32% del volumen de la producción durante 2017-2019 (360 millones de toneladas promedio anuales), seguido por China (23%), Brasil (8%) y Argentina (5%).
El grano de maíz tiene un alto valor e importancia económica en todo el mundo, que radica en su bajo costo y gran versatilidad. Su principal destino es la alimentación animal (como grano maduro, forraje, o como ingrediente en la industria de alimentación animal), y puede además consumirse en la mazorca (choclo), o destinarse como materia prima en la industria de molienda húmeda, molienda seca o en la industria de etanol de maíz.
El alcance del presente trabajo involucra la estimación de los factores de conversión del maíz representativos de los procesos de primera industrialización en las industrias de molienda húmeda, molienda seca y producción de etanol de maíz a nivel global. Dada la naturaleza integrada de las industrias bajo análisis, se considera como primera industrialización o industrialización de primer orden a los procesos de transformación integrados típicamente a las plantas productivas1
En total, se investigaron y analizaron los factores de conversión del maíz en 32 productos, derivados de los procesos industriales abordados. La mayoría de dichos productos constituyen insumos en etapas de segunda transformación en numerosas industrias, como la farmacéutica, textil, alimentos y bebidas, y alimentación animal, entre otras.
Metodología
Para asegurar la representatividad y confiabilidad de los resultados obtenidos, el análisis de los factores de conversión se realizó considerando (i) las tecnologías y procesos industriales más representativos en cada industria, (ii) las características de los tipos de maíz utilizados para los diferentes procesos y (iii) las especificaciones técnicas más generalizables de los productos de maíz resultantes.
1 A modo de ejemplo, en la industria de molienda húmeda de maíz, los componentes del grano de maíz se extraen para obtener: germen de maíz, gluten feed, gluten meal y almidón. De la misma manera, las plantas de molienda húmeda convencionales también realizan pro cesamientos adicionales al almidón para producir almidones modificados, jarabes y edulcorantes. Estos procesos y productos también se incluyen en los resultados de la presente investigación.
Capítulo I
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 21
La metodología utilizada en este estudio consiste en el relevamiento de información a través de distintas fuentes, y la aplicación de un proceso de validación mediante estrategias de triangulación, para asegurar la representatividad y validez de los factores de conversión obtenidos.
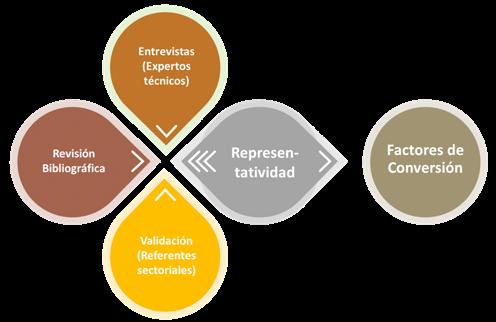
Método de triangulación para la validación de resultados
Fuente: Elaboración propia Universidad Austral
Se llevó a cabo una extensa revisión de bibliografía especializada y se desarrollaron entrevistas en profundidad con expertos técnicos y referentes de la industria, con el fin de establecer valores de conversión de referencia para cada industria y producto. Los factores de conversión expuestos han sido validados por expertos, en instancias de consulta generadas a tal fin, permitiendo asegurar la validez general de los resultados obtenidos.
Agradecimientos
La información que se presenta a continuación resulta en gran medida de la colaboración de profesionales y expertos técnicos que se desempeñan en las industrias alcanzadas por el estudio. Si bien no es posible mencionar a todos en forma individual, agradecemos a todos los referentes que han participado de las entrevistas llevadas a cabo en el marco del presente trabajo.
Asimismo, los autores agradecen la información y la retroalimentación proporcionadas por los siguientes referentes institucionales y expertos: Ing. Alberto Morelli, Presidente de la asociación Maíz y Sorgo Argentino (Maizar) y ex presidente de MAIZALL (Alianza Internacional del Maíz); Ing. Anibal Álvarez, Gerente de la Cámara Argentina de Fabricantes de Almidones, Glucosas, Derivados y Afines (CAFAGDA); MSc. Ing. Qco. Mario Aguilera Merlo, de la Universidad Nacional de San Luis, Facultad de Ingeniería y Ciencias Agropecuarias (FICA); Arq. Pablo Campodónico, Presidente de la Cámara de Industriales de Maíz por Molienda Seca y Director de Molino Alimentos Tandil en Argentina, Lic. Silvio Pagnacco, asesor molinero en la industria de molienda seca en Latinoamérica, y los Ing. Manuel Ron y Tristan Gagliesi, colaboradores de Bio4 Río Cuarto, Argentina, y referente de la Cámara Argentina de Energías Renovables (CADER).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 22
Factores de Conversión del Maíz
Capítulo II: Introducción a la planta de maíz. Elementos clave en la conversión (Borrador sujeto a discusión)
Introducción a la planta de maíz
El maíz (Zea mays) es una planta herbácea de ciclo anual2 perteneciente a la familia de las gramíneas. Dicha familia se caracteriza por poseer raíces finas y fibrosas, tallos herbáceos, y poseer una inflorescencia especial llamada espiga. Entre las especies más destacadas dentro de este grupo de plantas se encuentran también la caña de azúcar, el trigo, el arroz, la cebada, el sorgo y el centeno.
El maíz se reproduce por polinización cruzada y la flor femenina (mazorca, choclo o espiga) y la masculina (penacho, espiguilla o panoja) se hallan en distintos lugares de la planta (Figura 1). Por un lado, la flor ubicada en la parte superior de la planta es la masculina, y produce polen (Figura 2). Por el otro lado, la flor femenina (mazorcas), son espigas de forma cilíndrica envueltas en hojas de las que sobresalen los estigmas. De esta manera, la flor femenina produce los óvulos que se convierten en la semilla, y cuando el polen de esa planta o de una cercana fecunda a las flores femeninas crecen los granos de maíz (Figura 3).

Capítulo II
2 Tienen un ciclo y se reproducen una vez al año.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 24
En la mazorca, cada grano o semilla es un fruto independiente llamado cariópside, y su peso depende de las distintas prácticas genéticas, ambientales y de cultivo. Típicamente el grano de maíz constituye cerca de la mitad de la materia seca3 de la planta, con exclusión de las raíces (Haros, Brites y Trigo, 2007). El maíz es a menudo de color blanco o amarillo, aunque también hay variedades de color negro, rojo y jaspeado. Asimismo, hay varios tipos de maíz, que se distinguen por las diferencias de los compuestos químicos depositados o almacenados en los granos (FAO, 1993). Dichas características determinan la funcionalidad del maíz para sus diversas aplicaciones.
Híbridos
Un híbrido de maíz es resultado de la mejora genética de la especie mediante la cruza de dos variedades con características deseables.
El híbrido de maíz se produce cuando el polen de una variedad de maíz se usa para polinizar los estigmas de otra variedad de maíz con características genéticas diferentes. Las plantas producidas a partir de las semillas híbridas suelen ser más resistentes y con características mejoradas, lo que incluye un mayor rendimiento del grano. Algunas características que se buscan con esta técnica son: mejoras en el rendimiento y en la composición del grano, tolerancias a plagas y enfermedades, adaptación a situaciones de estrés, entre otras. (José Delgado Rodríguez, 2017)
3 La materia seca del grano de maíz es la parte que resta del grano, tras extraer todo el contenido de humedad.

ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 25
Estructura y composición del grano de maíz
El grano de maíz se compone fundamentalmente de almidón, proteína, aceites y fibra, contenidos en sus tres estructuras principales: el pericarpio, el endospermo (o endosperma) y el embrión, co múnmente llamado germen (Álvarez, 2006).
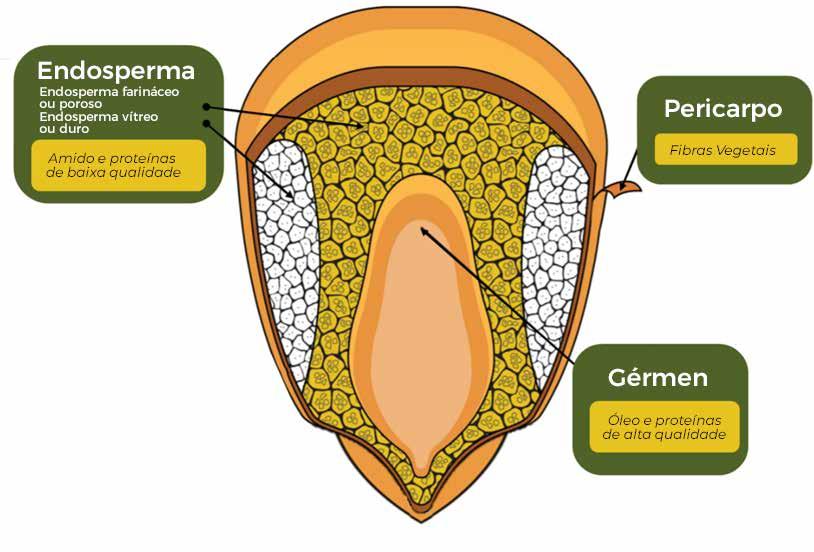
Figura 5: Estructuras principales del grano de maíz
El componente químico principal del grano de maíz es el almidón, al que corresponde típicamente entre el 70-75% del peso del grano (expresado en base seca5). Las aplicaciones del almidón son múltiples y la modificación para alterar sus propiedades funcionales (ya sea por tratamientos químicos o por mejoramiento genético), o su conversión a edulcorantes, amplían aún más el campo de aplicación.
Después del almidón, las proteínas constituyen el siguiente componente químico del grano por orden de importancia. El contenido de proteínas en el grano de maíz oscila típicamente entre el 8 y el 10% del peso seco del grano, y en su mayor parte se encuentran en el endospermo.
El aceite del grano de maíz se encuentra fundamentalmente en el germen, y representa típicamente entre el 4 y el 5% del peso del grano de maíz en base seca. Además de constituirse en materia prima para la industria aceitera, constituye un elevado aporte energético en las dietas animales.
El maíz es también una buena fuente de fibras. El contenido total de fibras de los granos de maíz asciende típicamente entre el 9 y el 12% del peso seco del grano de maíz (FAO, 1993).
4 Acumulación de Nutrientes en el desarrollo de la mazorca. Aldo Rosales Nolasco y Natalia Palacios CIMMYT. 2019
5 Los cálculos expresados en base seca no consideran el contenido de humedad del grano de maíz, es decir que refieren a la proporción del grano que constituye la base seca.
Fuente: Modificado de Centro Internacional de Mejoramiento de Maíz y Trigo (2019)4
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 26
Como se muestra en el Cuadro 1, las partes principales del grano de maíz difieren considerablemente en su composición química.
Cuadro 1. Distribución ponderal y composición química aproximada de las principales partes del grano de maíz. En porcentaje (%)
Grano Entero
Distribución ponderal (% en Base Seca)
% en peso
Composición química (% en Base Seca) Almidón Proteínas
Grasa/ Aceite Fibras Cenizas Otros (*)
100% 72,0% 10,0% 5,0% 9,0% 1,4% 2,6%
Endospermo Germen
Pericarpio 83% 87,6% 8,0% 0,8% 2,7% 0,3% 0,6%
Fuente: elaboración propia Universidad Austral en base a FAO (1993), Shukla & Cheryan (2001) (*) Incluye azúcares solubles, ácido fítico, nitrógeno no proteico, entre otros.
12% 8,3% 18,4% 33,2% 8,8% 10,5% 20,8%
5% 7,3% 3,7% 1,0% 86,7% 0,8% 0,5%
Como se detalla en la figura 5, la estructura más externa del grano se denomina pericarpio (tejidos de cobertura) y consiste en una capa exterior de cubierta protectora, dura y fibrosa, que encierra al grano. Está formada principalmente por fibra cruda aproximadamente en un 87% (Watson, 1987), y se usa para elaborar la fibra en varios productos alimenticios.
El pericarpio contribuye al color del grano y representa alrededor del 5% - 6% de su peso seco, en función del genotipo de maíz (Mansilla 2018, en base a Arendt y Emanuele, 2013).
El germen (embrión) se encuentra en la parte inferior del endospermo y constituye entre el 10%12% del peso seco del grano de maíz (Watson, 1987). La mayor parte del aceite del grano de maíz se encuentra en el germen, que contiene más del 80% de los lípidos totales (FAO, 1993).
Desde la perspectiva del procesamiento del grano de maíz, el germen es importante por dos razones: 1) es una fuente concentrada de aceite y 2) tiene una mayor tasa de absorción de humedad que las otras partes de los componentes del grano, y facilita la separación del endospermo en los procesos de molienda6
6
Tae Hoon Kim, 2000. “Physical changes in maize grains during postharvest drying”.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 27
Cuadro 2. Distribución de los principales componentes químicos del grano de maíz en las estructuras fundamentales del grano de maíz (en %).
EndospermoComponente Germen
Almidón(*)
Aceite
Cruda
Fuente: Elaboración propia Universidad Austral en base a FAO (1993), Álvarez (2006) y Watson (1987)
La suma no es 100% por redondeo.
Pericarpio
Finalmente, el endospermo es la estructura de almacenamiento que se constituye en la principal reserva de energía. Dicha estructura representa el 82% – 84% del peso seco del grano en estado de madurez fisiológica, y contiene cerca del 98% del almidón del grano de maíz7
El endospermo del maíz se divide fundamentalmente en 2 tipos: endospermo duro, rico en proteína (también llamado corneo o vítreo), y endospermo blando o harinoso, rico en almidón (Cirilo et al., 2011). Además, en el caso de los maíces cultivados para consumir las mazorcas, tienen un endospermo azucarado, rico en azúcares que le dan sabor dulce y con bajo contenido en almidón (Nelson, 1978). Las proporciones de cada tipo de endospermo están influenciadas por el genotipo y las condiciones ambientales, y es determinante del uso final del grano (M. J. Cuitiño y V. Cardozo, 2018).
Clasificación comercial y calidad industrial del grano de maíz
Todos los maíces pertenecen a la misma especie y los tipos o razas que los diferencian corresponden a una simple clasificación utilitaria, no botánica (Juan R. E. Gear, 2006). Desde el punto de vista comercial sólo un reducido número de tipos es utilizado, y la clasificación más general se basa en las características de su endospermo, color del grano y uso final. Según Watson (1991), los cinco tipos de maíz más difundidos incluyen: i) maíz duro o flint, ii) maíz dentado, iii) maíz harinoso, iv) maíz pisingallo o pop y v) maíz dulce.
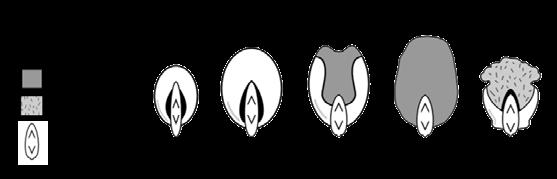
Figura 6: Distribución del endospermo en los principales cinco tipos de granos de maíz
Fuente: Dickerson, 2003
Corn Refiners Association, 2006. “Corn Wet Milled Feed Products.”
7
98% 74% 14% 16% 29% 1% 24% 85% 81% 14%
Proteínas Grasa/
Cenizas Fibra
(*)
0,5% 2% 1% 3% 57%
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 28
i) Maíz Duro o Flint
El maíz colorado duro o flint (Zea mays L. subsp. mays Indurata Group) tiene granos de naturaleza córnea y endospermo predominantemente duro (Figura 5). La raza representativa es Cristalino Colorado, e incluye al maíz Plata Argentino, requerido principalmente por la industria de molienda seca. Tiene interesantes usos en la industria, tales como: copos de cereal, harina, sémola o polenta, insumos en la industria cervecera, en la industria avícola (aumenta el color de huevos), entre otros.
ii) Maíz Dentado
En el maíz dentado o dent corn (Zea mays L. subsp. mays Indentata Group), el almidón blando predomina en el centro mientras que presenta almidón duro en los laterales del grano. Los tipos dentados se caracterizan por presentar una depresión o “diente” en la corona del grano, resultado del rápido secado y contracción del almidón blando que se encuentra dispuesto en esa zona. El maíz dentado es el de mayor importancia comercial en el mundo, de color amarillo, y con un grano intermedio entre el tipo duro y el harinoso. Este tipo de maíz posee alto contenido de almidón, mientras que su contenido proteico es bajo, y es muy utilizado por la industria de molienda húmeda para la obtención de alcohol, almidones y fructosa, entre otros ingredientes empleados en la industria alimentaria; y también para la alimentación animal (Haros, Brites y Trigo, 2007)8
iii) Maíz Harinoso
Los granos del maíz harinoso o flour corn (Zea mays L. subsp. mays Amylacea Group) están constituidos casi exclusivamente por endosperma harinoso (de almidón blando y poroso de baja densidad), y se presenta como un grano opaco. Son muy utilizados para su consumo fresco (choclo) y en la elaboración de diversas comidas tradicionales basadas en harina de maíz (Jugenheimer, 1959).
iv) Maíz Pisingallo, Popcorn o tipo Reventador
Este tipo (Zea mays L. subsp. mays Everta Group) corresponde a los maíces cuyo endosperma es vítreo, muy duro y puede considerarse como un maíz flint de granos pequeños. Su capacidad de estallar es explicada por la resistencia del pericarpio, asociada a la proporción relativa de almidón duro, fuerte y elástico que aprisiona y resiste a la presión del vapor que se genera dentro del gránu lo de almidón al calentar el grano hasta que el pericarpio se rompe, exponiendo así el endosperma y formando la “palomita” de maíz (Zinsly y Machado, 1991).
v) Maíz dulce
El maíz dulce o sweet corn (Zea mays L. subsp. mays Saccharata Group) tiene un endospermo constituido principalmente de azúcar, con bajo contenido en almidón, debido a que posee genes mutantes recesivos que bloquean su síntesis (Nelson, 1978). El maíz dulce, a diferencia de los otros tipos de maíz que se producen y comercializan en el mundo, se cosecha al estado de grano inmad uro. El contenido de agua es superior al 70% por lo que el pericarpio está tierno y la acumulación de azúcares en el endosperma es la óptima.
Haros, Brites y Trigo, 2007. “De tales harinas, tales panes: granos, harinas y productos de panificación en Iberoamérica. Maíz”
8
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 29
Fuente: freepik (https://www.freepik.es/)
Las clasificaciones de maíces mencionados corresponden a las principales razas. Todos los tipos descriptos, se cruzan normalmente entre sí, dando lugar a numerosas formas raciales con texturas intermedias (Juan R. E. Gear, 2006)9. Por ejemplo, por el cruzamiento del tipo de maíz duro con el dentado, se obtiene un maíz tipo semidentado, de gran aceptación comercial por ser bastante productivo y tener un tipo de grano intermedio al de sus progenitores (INIA, 2000).
Calidad industrial del grano de maíz10
El maíz es uno de los cereales más utilizados a nivel mundial y tiene numerosas y diversas aplicaciones. Si bien la mayor proporción de su producción se destina a alimentación animal, existen otras utilizaciones de este cereal, ya sea en alimentación humana como en productos no alimenticios. El grano de maíz se constituye en una fuente de materia prima para producir polenta, copos de desayuno, harina de maíz, bebidas alcohólicas y no alcohólicas, golosinas, endulzantes, entre otros usos alimenticios derivados del maíz. Asimismo, puede utilizarse para la producción de bioetanol, y existen productos de maíz que son bienes intermedios para la fabricación de pinturas y disolventes, productos farmacéuticos, cosméticos, polímeros biodegradables, entre otros (Izquierdo y Cirilo, 2013).

Los principales procesamientos al grano de maíz son:
molienda húmeda
molienda seca
producción de bioetanol
Juan R. E. Gear, 2006. “El cultivo del maíz en la Argentina”. ILSI
En base a José L. Robutti, 2004 y N. Izquierdo y A. Cirilo, 2013.
Figura 7: Imágenes de los principales cinco tipos de granos de maíz
i)
ii)
iii)
9
10
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 30
El tipo de procesamiento industrial que se realiza al grano determinará el destino que se le dará al maíz, y cada una de las industrias mencionadas demandan granos con determinadas características, que son las que maximizan los rendimientos industriales y la calidad del producto obtenido (Izquierdo y Cirilo, 2013).
i) El principal objetivo de la molienda húmeda es obtener el almidón del endosperma, y su posterior procesamiento para su utilización en numerosas industrias, como es el caso del jarabe de maíz de alta fructosa, dextrinas, jarabe de maltosa, entre otros. El proceso de molienda húmeda inicia con la maceración o humedecimiento del grano de maíz, para luego separar el pericarpio y el germen del endosperma. Esa humedad, sumada a una solución alcalina, producen el ablandamiento de la matriz proteica y acondicionan el grano para separar el almidón del resto de los componentes. Para este tipo de molienda, los granos de baja dureza endospérmica permiten minimizar los tiempos y mejorar la eficiencia del proceso de maceración. Además, se requiere que los granos posean un alto contenido de almidón extractable y baja presencia de granos quebrados (Izquierdo y Cirilo, 2013).
ii) En el caso de la molienda seca, el principal objetivo es obtener fracciones de endosperma destinadas a la fabricación de copos de desayuno (flaking grits), y fracciones de menor granulometría como sémolas y harinas. Para ello, el grano se acondiciona con agua para hidratar diferencialmente al pericarpio y germen del endosperma, y tras una serie de etapas de molienda se separan las tres partes del grano. Este tipo de molienda demanda granos de mucha dureza endospermática, que permitirán obtener fracciones de tamaños adecuados a las distintas aplicaciones de los productos de esta molienda (Freidenberg, 2000). Los granos más duros (maíz tipo Flint) son aquellos que dan los mejores rendimientos y calidad de flaking grits. También es importante no tener granos con fisuras o partidos ya que eso condiciona el tamaño del grit (Izquierdo y Cirilo, 2013).
iii) La producción de bioetanol involucra un proceso de sacarificación, durante el cual el almidón se transforma en azúcares simples con la acción de enzimas específicas. En una etapa siguiente, esos azúcares simples son fermentados por la acción de levaduras y tras una destilación se obtiene el etanol producido durante el proceso. Para este procesamiento se requieren granos con una alta concentración de almidón.
Los tres procesos industriales mencionados, generan subproductos que son destinados a alimentación animal. Éstos se caracterizan por poseer una alta concentración de proteína, aceite y/o fibra dependiendo del proceso del cual provienen. Por este motivo, es que para cualquiera de los destinos que tenga el grano de maíz en la industria, es necesario eliminar los riesgos asociados a contenidos de hongos y micotoxinas (Izquierdo y Cirilo, 2013).
Cada industria demanda una calidad de grano específica de acuerdo con el objetivo perseguido. La calidad del maíz está determinada principalmente por la estructura y composición del grano, que dependen de i) factores genéticos, ii) condiciones del cultivo, y iii) el manejo poscosecha.
i) Factores genéticos
El mejoramiento genético ha logrado no sólo aumentar el rendimiento por hectárea y generar resistencia a enfermedades, sino que se han desarrollado varios tipos de maíz especiales, con valor agregado para usos específicos (FAO, 2001).
La investigación en maíz ha sido exitosa en modificar la dureza del endosperma y los porcentajes de aceite, proteína y almidón del grano, así como la calidad de su proteína y el tipo de almidón.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 31
Condiciones del cultivo
Los cambios en las condiciones del cultivo producen modificaciones en las concentraciones de los componentes del maíz y en su composición química, afectando así la calidad del grano.
Por un lado, en cultivos con muy buen estado fisiológico y altos rendimientos, la concentración de proteínas se incrementa, y la de almidón disminuye (Izquierdo y Cirilo, 2013). Esto es así porque cuanto mejor es el estado fisiológico de las plantas, se sintetiza mayor cantidad de almidón, aceite y proteína por grano. Sin embargo, estas últimas son las que mayor cambio relativo presentan.
Por el otro lado, la concentración de aceite en el grano permanece estable en un amplio rango de condiciones ambientales. Dicha concentración puede verse afectada únicamente por un estrés térmico muy marcado al comienzo del llenado del grano (Izquierdo y Cirilo, 2013).
Las variaciones climáticas y las condiciones de cultivo determinan modificaciones en la composición de proteínas del grano. El aumento de la disponibilidad de nitrógeno y el estado fisiológico de las plantas, producen variaciones en la composición de las proteínas que favorecen la dureza endospérmica, reduciendo la susceptibilidad al quebrado (Izquierdo y Cirilo, 2013). La resistencia del grano al quebrado en la manipulación postcosecha determina la calidad para la conservación y los usos posteriores, y la dureza del endosperma está directamente asociada con dicha resistencia.
Entre los factores de manejo del cultivo del maíz, se ha observado que retrasos en la fecha de siembra, o siembras en localidades de alta latitud en general, modifican la composición del almidón, influyendo sobre la digestibilidad de los granos de maíz y las propiedades térmicas del almidón, como temperatura y rango de gelatinización, entre otros.
iii) Manejo poscosecha
La calidad física del grano puede modificarse a causa de la recogida mecánica, el descascaramiento y el secado. Los dos primeros procesos dan lugar en ocasiones a daños externos, como la ruptura del pericarpio y de partes en torno al germen, lo cual facilita el ataque de los insectos y hongos. El secado, en cambio, no ocasiona daños físicos marcados, pero si es demasiado rápido y se efectúa a temperaturas elevadas, puede hacer que se formen quebraduras por la tensión, así como ampollas y descoloramiento que tendrán repercusiones en la eficiencia de los procesos industriales (FAO, 1993).
Referencias bibliográficas
Dickerson, George. 2003. “Specialty Corns”. College of Agriculture and Home Economics. Las Cruces: New Mexico State University.
FAO, 1993. “El maíz en la nutrición humana”.
FAO, 2001. “El maíz en los trópicos: Mejoramiento y producción”
Héctor Deras Flores, 2020. “Guía técnica: el cultivo de maíz”. Instituto Interamericano de Cooperación para la Agricultura (IICA)
ii)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 32
Izquierdo, Natalia G. y Cirilo, Alfredo G. 2013. “Usos del Maíz: Efectos del ambiente y del manejo sobre la composición del grano”. Jornada de Actualización. Calidad del grano de maíz para la industria y la producción en bovinos.
Juan R. E. Gear, 2006. “Maíz y Nutrición - El cultivo del maíz en la Argentina.” Serie de Informes Especiales de ILSI Argentina.
María José Cuitiño de Vega y Valeria Cardozo. 2018 .”Maíz: Clasificación y usos potenciales”. INIA La Estanzuela. Colonia-Uruguay.
Robutti, J. L. 2004. Calidad y usos del maíz. Revista de información sobre investigación y desarrollo agropecuario, Idia XXI 6:100-104.
Sandy Endicott, 2017. “Maíz Crecimiento y Desarrollo”. Dupont Pioneer. Shukla y Cheryan, 2001. “Zein: the industrial protein from corn”. Industrial crops and products. Vol. 13. No 3. pp. 171-192.
Watson, 1987. “Structure and composition”. En: Corn: Chemistry and Technology. S. A. Watson and P. E. Ramstad, eds. AACC. St. Paul, Minnesota, USA.
Watson. 1987. “Structure and Composition”. In: Watson, S.A. and Ramstad, P.E., Eds., Corn: Chemis try and Technology, American Association of Cereal Chemists.
José Delgado Rodríguez, 2017. La selección del híbrido de maíz. Disponible en https://www.intagri. com/articulos/cereales/la-seleccion-del-hibrido-de-maiz.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 33
Factores de Conversión del Maíz
Capítulo III: Proceso de molienda húmeda de maíz
Proceso de molienda húmeda de maíz
Breve descripción
La molienda húmeda de maíz involucra (i) la extracción de los principales componentes del grano de maíz (fibra, proteínas, grasas/aceites y almidón) y (ii) el procesamiento del almidón de maíz para su utilización en numerosas industrias.
La característica básica de este proceso es lograr la separación de los principales componentes del maíz empleando grandes cantidades de agua (Lasseran, 1973). Se trata de una industria que requiere elevadas inversiones, y en la que los procesos tecnológicos involucrados son más sofisticados que en la molienda seca (Lavarello, 2003). En efecto, el proceso permite obtener una separación muy limpia de los componentes individuales del grano del maíz, lo cual abre la posibilidad de una gran cantidad de aplicaciones.
Como puede apreciarse en el siguiente cuadro, la molienda húmeda de maíz da lugar a una amplia variedad de productos que contribuyen a la diversificación de los usos industriales del maíz.
Destinos de la producción de molienda húmeda
UsosProductos
Gluten Feed Gluten Meal
Germen Almidón Nativo Almidón Modificado
Dextrinas
Maltodextrinas Jarabes Glucosados Jarabes Maltosados
Dextrosa Fructosa
Jarabes Mezcla
Alimentos Balanceados
Alimentos Balanceados/ Pet Food
Aceite, Raciones para Animales (torta de germen)
Usos Industriales, Usos Alimenticios, Industria Farmacéutica
Usos Industriales, Usos Alimenticios, Industria Farmacéutica, Belleza, Textil, Petrolera Adhesivos en Industrias Papeleras
Industria Alimenticia
Usos Industriales, Usos Alimenticios, Industria Farmacéutica
Usos Alimenticios, Fabricación de Cerveza
Usos Industriales, Usos Alimenticios, Industria Farmacéutica, Etanol, Bioproductos
Endulzantes de bebidas y alimentos
Endulzante de bebidas sin alcohol
Usos Alimenticios, Almíbares, Dulces, Helados, Galletitas
Capítulo III
42 Fructosa 55
Fuente: elaboración sobre la base de CAFAGDA11 11 Cámara Argentina de Fabricantes de Almidones, Glucosas, Derivados y Afines (CAFAGDA) ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 35
La molienda húmeda puede procesar tanto maíces duros como dentados. La calidad de maíz requerida por esta industria no se orienta hacia ningún tipo de maíz en particular, ya que el rendimiento industrial no resulta afectado, desde el punto de vista económico, por el uso de uno u otro (Álvarez, 2006)12. Sin embargo, sí se plantean restricciones en cuanto a la homogeneidad del grano, que hacen necesario elegir solo una variedad para su procesamiento. En Argentina, dada su mayor disponibilidad, en los últimos años se emplean casi exclusivamente maíces dentados y semi-dentados.
Procesos de transformación
En las plantas de molienda húmeda, el proceso de transformación del maíz está dividido en dos etapas:
1) Primera etapa: obtención de subproductos
2) Segunda etapa: procesamiento del almidón
En la primera etapa del proceso de transformación de molienda húmeda (obtención de subproductos) se obtienen conjuntamente cuatro productos:
• Germen
• Gluten feed (fibra)
• Gluten meal (gluten de alto contenido proteico)
• Almidón
Si bien el principal producto es el almidón, el gluten feed y el gluten meal se constituyen en subproductos de interés por su amplia utilización en alimentación animal. De la misma manera, el germen es un subproducto destacado de la molienda húmeda, cuyo principal destino es la obtención de aceite de maíz.
Para producir aceite de maíz se requiere de una segunda etapa de procesamiento del germen. Si bien se trata de un producto derivado de la molienda húmeda, por lo general el germen de maíz solo se procesa a gran escala. Típicamente, las plantas de molienda húmeda despachan el germen seco obtenido para que la extracción de aceite se realice en pocas plantas, grandes y centralizadas.
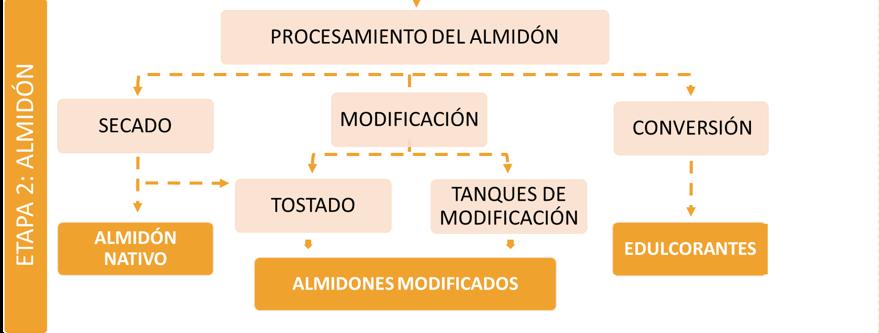
En la segunda etapa de transformación de molienda húmeda (procesamiento del almidón), la lechada de almidón se direcciona a uno de tres procesos básicos de acabado (se detallará a continuación) que definirán los productos que se obtendrán a partir del almidón:
• Almidón nativo
• Almidones modificados
• Edulcorantes
12 Aníbal Álvarez, 2006. Aplicaciones del maíz en la tecnología alimentaria y otras industrias. En: Maíz y Nutrición. Informe sobre los usos y las propiedades nutricionales del maíz para la alimentación humana y animal. ILSI Argentina. Serie de Informe especiales.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 36
Etapas de transformación en las plantas de molienda húmeda de maíz
Fuente: Elaboración propia Universidad Austral a partir de entrevistas con referentes de la industria
En primer lugar, si el almidón se purifica y se seca - sin ningún tipo de alteración química - puede comercializarse como almidón nativo
En segundo lugar, los procesos asociados a la modificación del almidón, involucran la aplicación de reacciones para obtener nuevas características funcionales: mejoras en la textura y en la tolerancia a tratamientos térmicos, mayor resistencia a la congelación, mayor adhesión, entre otros. Dentro de los almidones modificados, podemos encontrar una amplia variedad de productos que incluye los almidones ácidos, oxidados, catiónicos, aniónicos, pregelificados y dextrinas (pirodextrinas), entre otros. Las dextrinas, mayormente utilizadas en la producción de adhesivos, se producen a partir de un proceso de tostado en seco del almidón nativo, generalmente con un catalizador ácido, en una instalación independiente; mientras que el resto de los almidones modificados se producen en un tanque único y multiuso de reacción (batch).
En tercer lugar, los procesos de conversión del almidón permiten obtener productos edulcorantes, que son utilizados como bienes intermedios en numerosas industrias. Entre ellos es posible mencionar la maltodextrina, los jarabes glucosados, jarabes maltosados, dextrosa y jarabes de
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 37
maíz de alta fructosa. Las cantidades relativas de almidón utilizadas para la producción de los distintos edulcorantes varían ampliamente entre las plantas, pero se trata de procesos integrados a las mismas.
Por último, si bien es posible obtener etanol a partir de la fermentación de los azúcares obtenidos en la molienda húmeda del maíz, la producción de etanol se realiza principalmente en procesos de molienda en seco. Por este motivo, no se profundizará en los factores de conversión del maíz para la producción de etanol en la industria de molienda húmeda.
Elementos clave para la conversión del maíz en molienda húmeda
La molienda húmeda del maíz, retomando lo dicho previamente, es una industria intensiva en capital que posee un alto nivel tecnológico, y los rendimientos son relativamente estandarizados a nivel global. Independientemente de ello, la cantidad de germen de maíz, gluten feed, gluten meal obtenidos en la primera etapa de industrialización, y los productos de almidón y edulcorantes resultantes de la segunda etapa de transformación, se ve influenciada por una serie de elementos que se resumen en este apartado.
Las tres variables con mayor impacto en los factores de conversión del maíz son: 1) el proceso industrial; 2) la gestión de las operaciones y 3) las características y calidad del grano obtenido para la industrialización.
Con relación a la primera variable, el proceso industrial, incide fundamentalmente la tecnología aplicada en los procesos productivos. Los desarrollos tecnológicos asociados a la aplicación de enzimas, y las mejoras en la tecnología de los procesos y en los equipamientos, han provocado importantes avances en la industria, que impactan fundamentalmente en la calidad final de los productos industriales obtenidos, en los tiempos de los procesos y en su eficiencia desde la perspectiva de consumo energético y del agua, pero también en los rendimientos o factores de conversión del maíz en la industria13&14
El segundo factor de impacto está relacionado con la gestión de las operaciones. En este punto se consideran las decisiones respecto del mantenimiento de equipos o inversiones en modernización de equipos y procesos. Asimismo, las gerencias de calidad deben procurar eliminar los riesgos físicos (partículas extrañas), químicos (contaminantes) y biológicos (micotoxinas).
Finalmente, la variabilidad del grano de maíz en cuanto a su capacidad de molienda afecta los rendimientos y la calidad de los distintos productos. Las condiciones de cultivo, su variedad, así como también las diversas operaciones que incluye el manejo de un grano desde su cosecha hasta su uso final pueden afectar considerablemente la calidad del grano destinado a molienda (Haros, 1999 y Castellari et al., 2012).
Los factores de conversión estimados en el presente capítulo, constituyen valores de referencia para las prácticas más generalizadas de la industria en la actualidad, considerando la aplicación de las tecnologías y procesos típicamente disponibles en las plantas de molienda húmeda. Asimismo, dado que los rendimientos en la industria y los factores de conversión surgen de un relevamiento
https://www.novozymes.tv/video/63137168/how-
13 Ramírez, E.C., Johnston, D.B., McAloon, A.J. et al. (2009). Enzymatic corn wet milling: engineering process and cost model. 14 Vijay Singh (2020), Enzymes Use in Corn Wet Milling Process (Webinar). Novozymes.
biotechnology-is-shaping-corn-1 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 38
a empresas del sector y de la revisión de bibliografía especializada, el impacto de la gestión de las operaciones, y de la variabilidad del grano de maíz, son conceptos que están incorporados implícitamente en los resultados obtenidos.
A lo largo del capítulo, los factores de conversión para la industria de molienda húmeda se expresan de dos maneras. En primer lugar, los rendimientos industriales y los factores de conversión a lo largo de la descripción del proceso productivo se expresan en base seca (BS). Este indicador surge de considerar la materia seca15 del grano de maíz que efectivamente se muele, y es la manera en que típicamente se expresan los rendimientos y coeficientes técnicos de conversión en la industria. Al tratarse de un proceso que involucra agua, la evaluación de los rendimientos, mermas o ganancias químicas que se producen durante la industrialización, no debe considerar las variaciones en el contenido de humedad de los productos del maíz durante el proceso productivo.
En segundo lugar, para conocer la cantidad de toneladas de maíz comercial16 que efectivamente se requieren para obtener una tonelada de los diferentes productos y subproductos del maíz (incluyendo el contenido de humedad comercial del maíz), los factores de conversión se expresan en base comercial o materia tal cual (BC o MT). Este último indicador permite estimar las toneladas de maíz en base comercial (incluyendo el contenido de humedad comercial del maíz), que son necesarias para obtener una tonelada de los diferentes productos del maíz, considerando los contenidos de humedad de los productos derivados de la molienda húmeda. Esto se desarrollará con más detalle en el apartado que refiere al cálculo de los factores de conversión de la molienda húmeda.
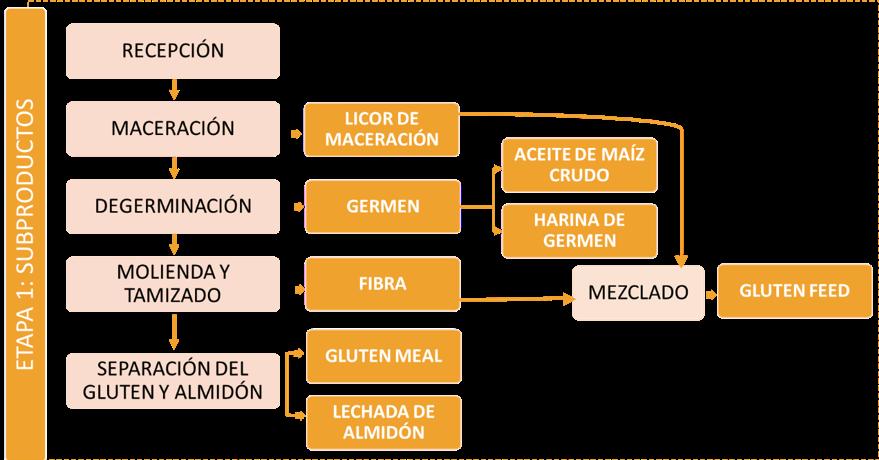
Primera etapa de transformación: extracción de los subproductos
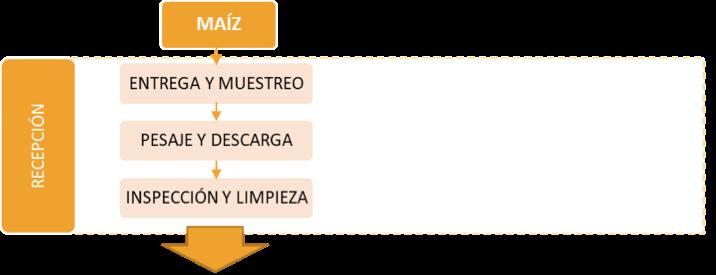
La etapa de extracción de los subproductos de maíz es un proceso compuesto por cinco subetapas: 1. recepción, 2. maceración (subetapa en la que comienza el proceso de molienda húmeda), 3. degerminación, 4. molienda gruesa y tamizado, y 5. la separación del gluten de maíz y el
Molienda húmeda- primera etapa de transformación del maíz Subetapa de recepción
Fuente: Elaboración
Universidad Austral sobre la base de entrevistas con referentes sectoriales
La materia seca del grano de maíz es la parte que resta del grano, tras extraer todo el contenido de humedad.
Maíz tal como se presenta en bruto al momento de su comercialización. Considera el contenido de humedad del grano de maíz
15
16
propia
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 39
1.1. Entrega y muestreo
La recepción de los granos comienza con el trámite administrativo de entrega, por parte del responsable del transporte. Se presenta la documentación pertinente, siguiendo con un control de calidad de los granos.
Para ello es necesario obtener muestras, de manera que sean representativas del total de la carga, ya que los resultados finales serán extensivos al total recibido. Las muestras se extraen mediante el proceso de calado, el cual consiste en introducir una sonda agujereada en el interior del transporte y tomar una muestra que represente toda la altura de la carga.
Una vez extraída la muestra, se procederá a evaluar los siguientes parámetros de calidad: presencia de insectos y arácnidos vivos; micotoxinas, granos quebrados y/o partidos; granos dañados, granos verdes, materias extrañas; peso hectolítrico, humedad y picado. Esta etapa de control es fundamental, ya que la calidad del grano repercutirá en gran medida en la calidad de los productos finales ofrecidos.
Es usual que el grano de maíz se reciba en la industria con un porcentaje de humedad que no supere el 14,5% (humedad comercial), aunque este valor varía levemente dependiendo de la norma de comercialización de maíz de cada país. Las mermas que se producen en la industrialización del maíz, dependen en gran medida del contenido de humedad del grano al ingreso a la industria.
1.2. Pesaje y descarga
El pesaje permite determinar con exactitud la cantidad de toneladas de grano recibidos. El procedimiento en que se realiza el pesaje es función de la infraestructura que la industria posea para la recepción, y del modo de transporte por el que el grano llega a la industria. Las alternativas disponibles incluyen desde básculas convencionales hasta sistemas de pesaje de flujo continuo.
1.3. Pre-limpieza y clasificación
En esta etapa son retirados todos los materiales extraños que puedan contener los granos. Se requiere un equipo magnético que atraiga todos los elementos metálicos que puedan dañar el equipo o que contaminen el alimento (Tovar et. al, 2009).
Además, previo al ensilado se clasifican por tamaño para obtener las partidas de maíz lo más homogéneas posible. En este sentido, las diferencias en el tamaño de los granos impiden una correcta molienda, a la vez que diferentes tipos de maíz tienen diferente comportamiento durante la maceración del cereal (Lavarello, 2003).
Se estima que las mermas asociadas al pre-manejo del grano representan el 2.4% del grano recibido (W.J. van Zeist, 2012).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 40
Maceración
Los rendimientos y factores de conversión del maíz que se presentan a continuación, se presentan en base seca y son sobre el grano efectivamente molido, es decir que no consideran las mermas producidas durante la etapa de recepción del grano (granos partidos y materiales extraños).
El proceso de molienda húmeda se inicia con la etapa de maceración o humedecimiento del grano de maíz con el fin de ablandar y acondicionar el grano para su posterior molienda.
El maíz perfectamente limpio se introduce en tanques de maceración con una solución alcalina diluida a una temperatura de 48/54º durante 30 a 50 horas. Durante esta etapa, el grano absorbe agua y su tamaño aumenta significativamente: ingresa al proceso de maceración con 14%/14,5% de humedad, y se hidrata hasta alcanzar una humedad aproximada de 40% a 45%.
El agua que se usa para la maceración de los granos de maíz es el agua que ingresó al proceso productivo en el proceso final de la primera etapa de transformación: el lavado del almidón. Se trata de agua desmineralizada, que tiene un alto potencial de absorción de elementos solubles y captura los compuestos solubles del almidón, a la vez que va lavando el proceso en contracorriente17.
El agua enriquecida en solubles obtenida del proceso de maceración, se evapora parcialmente para concentrar dichos nutrientes resultando en un ingrediente rico en energía y proteínas, denominado licor de maceración de maíz.
Licor de maceración
De esta manera, el licor de maceración de maíz es un subproducto resultante de un proceso de maceración en contracorriente.
En el proceso de maceración, alrededor del 6% del peso seco del grano se disuelve. Estos componentes disueltos son la fracción nutritiva del licor de maceración, que después se lleva a deshidratación y se destina a la elaboración de alimentos balanceados (Haros, 1999).
El licor de maceración está compuesto por 44%-50% de proteínas sobre base seca y se comercializa a menudo combinado con la fibra, como gluten feed, o puede también venderse por separado, como fuente de proteína líquida para el engorde de ganado bovino y la producción de leche (con un 50% de sólidos)18
A continuación, ilustraremos los pasos de la subetapa de maceración.
2.
17 Carlos Baudino
(2020). Molienda Húmeda de Maíz (Webinar). Semana de la Ingeniería, 3° Edición. Disponible en: https://youtu.be/ HcpwAcer08M
18 USDA (2010). Technical Evaluation
Report for Corn Steep Liquor, USDA Technical Services Branch.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 41
3. Degerminación
3.1. Primer Molienda: Molienda gruesa-quebrado
Una vez macerado, el germen puede salir fácilmente del grano de maíz. La primera molienda del grano consiste en una molienda gruesa, que permite quebrar el grano para poder proceder a la separación del germen.
En la actualidad se utilizan en esta etapa molinos con discos rotatorios dentados de acero inoxidable.
La distancia entre dientes es variable y se calibra dependiendo del tamaño de los granos. Como resultado de este proceso se desprende el germen entero y prácticamente libre de endospermo, para su posterior uso en la extracción de aceite.
El germen debe desprenderse de manera limpia y sin romperlo, ya que si se daña va a contaminar los azúcares que se producen a partir del almidón, generando sabores no característicos.
3.2. Degerminación
La degerminación propiamente dicha consiste en la separación del germen, para la obtención del germen de maíz. Se libera el maíz quebrado en una corriente acuosa y se usa un sistema de hidrociclones. Se trata de separadores ciclónicos cuyo principio básico se da por efecto de la fuerza centrífuga generada en el interior del ciclón. La separación del germen se produce por la diferencia en la velocidad relativa entre los productos con mayor y menor densidad. Los materiales pesados van a la pared del ciclón, y el germen, por ser más liviano, permanece en la parte inferior.
Una vez separado, el germen es lavado y secado hasta obtener un contenido de humedad del 2% al 4%, para luego proceder a su extracción a fin de ser utilizado en la producción de aceite de maíz.
Germen de maíz
El germen de maíz obtenido en la etapa de degerminación representa aproximadamente un 7% del total del maíz ingresado y procesado en la industria, expresado en base seca.
El germen de maíz tiene un contenido de aceite en el rango de 40%- 50% (W.J. van Zeist, 2012), y es utilizado para producir el aceite de maíz. Los sólidos que se generan en el proceso de extracción de aceite se destinan a la nutrición animal: de manera directa como suplemento, como componente
 Molienda húmeda- primera etapa de transformación del maíz Subetapa de maceración
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales
Molienda húmeda- primera etapa de transformación del maíz Subetapa de maceración
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 42
en la producción de alimentos balanceados (con niveles de inclusión variables, dependiendo de la especie), o incorporados al gluten feed.
Aceite de maíz y harina de germen de maíz
Si bien el aceite de maíz es un subproducto de la molienda húmeda, por lo general solo se procesa el germen de maíz a gran escala. Son pocas plantas, grandes y centralizadas, las que compran germen de maíz seco a otras plantas de molienda húmeda de maíz con menor escala para llevar a cabo la extracción del aceite de maíz (Galitsky et al., 2003). En este sentido, la extracción y posterior refinación del aceite de maíz se consideran, a los fines del presente estudio, como procesos de industrialización no integrados típicamente a las plantas de molienda húmeda, constituyéndose en actividades asociadas a una segunda industrialización.
El aceite de maíz crudo representa cerca del 2,9% del volumen de maíz procesado en la industria. Si lo expresamos en términos de maíz en base seca, el aceite crudo de maíz equivale típicamente al 3,4% del total del maíz ingresado y procesado.
Asimismo, la harina de germen de maíz es un subproducto del proceso de extracción de aceite y representa el 3,6% del maíz procesado en la industria, expresado en base seca.
A continuación, ilustraremos los pasos de la subetapa de degerminación, que incluye la primera molienda del maíz (molienda gruesa), y el proceso de degerminación propiamente dicho.
Molienda húmeda- Primera etapa de transformación del maíz Subetapa de degerminación
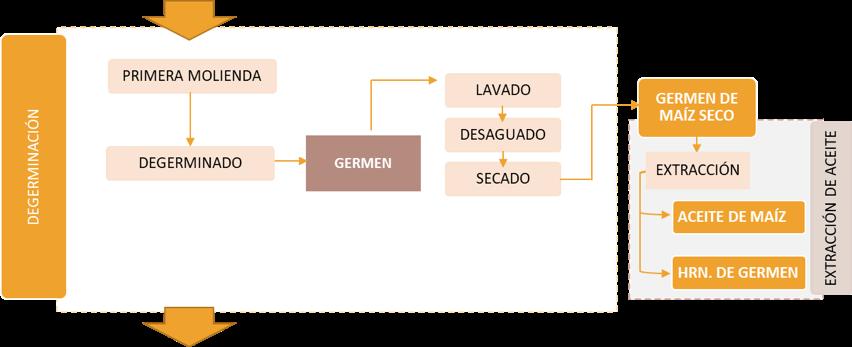 Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 43
4. Segunda molienda y tamizado
4.1. Molienda fina: obtención de fibra
Una vez retirado el germen se emplea un molino de impacto con el fin de romper la fibra y liberar el almidón y el gluten contenidos en la suspensión. Por sus características, la fibra es menos afectada por la molienda y puede ser separada mediante tamizado: el proceso permite obtener partículas de almidón y gluten de aproximadamente 60 micras, y partículas de fibra mayores a 150/200 micras19 (Tovar et al., 2013).
4.2. Separación de la fibra/tamizado
La fibra se recoge y se tamiza para separarla del almidón residual y del gluten. Se utilizan tamices cóncavos que dejan pasar las partículas pequeñas de almidón y gluten, y las partículas de fibra, que son más grandes, quedan retenidas. Posteriormente la fibra retenida de deshidrata hasta lograr un contenido de humedad.
La fibra resultante de este proceso significa alrededor del 12% del total del maíz ingresado y procesado en la industria, expresado en base seca.
La fibra resultante de la molienda húmeda de maíz tiene como destino la alimentación animal. Sin embargo, dicho producto tiene 9% de proteínas (base seca), siendo este un nivel muy bajo, que no puede competir con pasturas. Por este motivo se mezcla la fibra con el licor de proteínas concentrado resultante del proceso de maceración del maíz, y se obtiene el gluten feed (GF)20
El gluten feed obtenido por la molienda húmeda es resultado de la mezcla de fibra y licor de proteínas concentrado y representa el 18% del total del maíz ingresado y procesado en la industria, expresado en base seca.
Gluten feed
El gluten feed de maíz (GF) está compuesto principalmente por la porción fibrosa del grano. Por lo general se lo produce combinando lo que queda de fibra de maíz con licor de maceración y está comúnmente disponible tanto seco, en forma de pellets de gluten feed, como húmedo (Wet Gluten Feed).
La composición en nutrientes puede variar para las diferentes plantas, dependiendo de la cantidad y tipo de “licor de maceración” agregado a la fibra (Kalscheur y García, 2013). En Argentina, el GF se comercializa con un contenido típico de proteína que resulta entre 20% - 25% en base seca (CAFAGDA). Se trata de un ingrediente de forraje con un nivel medio de proteína y energía muy utilizado en forrajes completos o concentrados para ganado vacuno y lechero.
A continuación, se ilustran los pasos de la subetapa de molienda y tamizado.
La micra es una medida de longitud, de símbolo μ, que es la millonésima parte de un metro. Se utiliza para medir objetos microscópicos.
Carlos Baudino (2020). Molienda Húmeda de Maíz (Webinar). Semana de la Ingeniería, 3° Edición. Disponible en: https://youtu.be/ HcpwAcer08M
19
20
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 44
Molienda húmeda- primera etapa de transformación del maíz Subetapa de molienda y tamizado
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales
5. Separación del gluten de maíz y el almidón
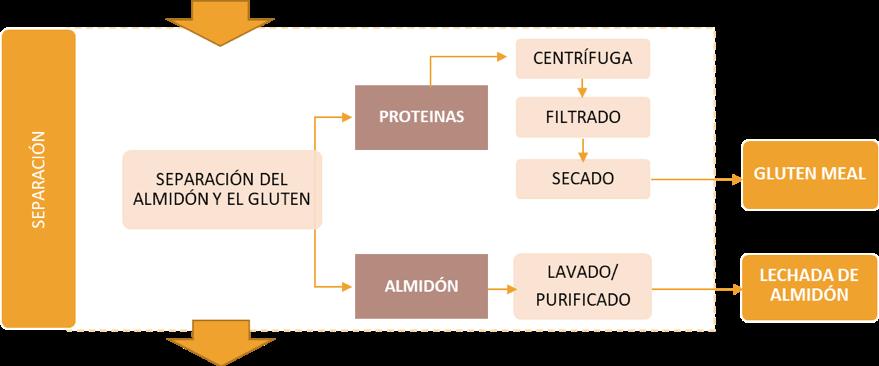
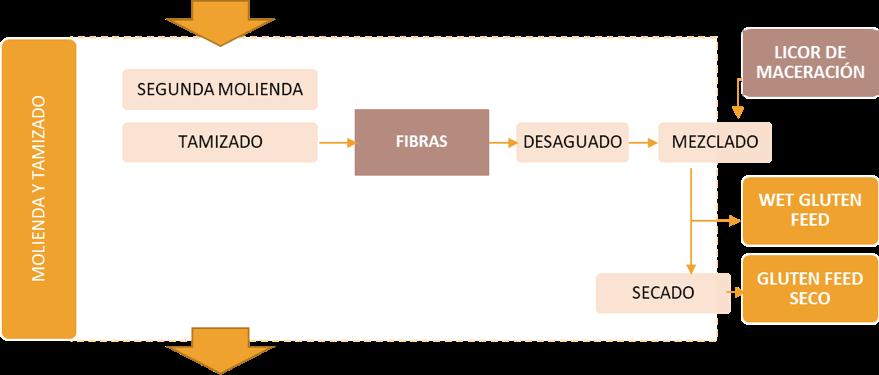
En la subetapa de separación del gluten de maíz y el almidón se obtiene, por un lado, el gluten meal de maíz, cuyo destino será la alimentación animal, y por el otro, la lechada de almidón o almidón purificado, que se constituirá en la materia prima para la segunda etapa de transformación en la molienda húmeda.
A continuación, ilustraremos los pasos de la subetapa de separación del gluten de maíz y almidón.
Molienda húmeda- primera etapa de transformación del maíz Subetapa de separación del gluten y el almidón
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 45
5.1. Separación
El gluten y almidón que permanecen en la corriente de agua luego de la separación de la fibra, y el germen de maíz, presentan diferente densidad, lo que permite separarlos mediante centrifugación. La suspensión es entonces bombeada a una columna de discos giratorios por medio de fuerza centrífuga, lo que ocasiona que la proteína y el agua, al ser menos densos floten y el almidón se quede en la parte inferior.
De esta manera se obtiene gluten líquido, que luego es concentrado, y centrifugado o filtrado para lograr una torta con 40%/ 50% de humedad que pueda ser secada en secadores tipo flash21 El producto obtenido de esta etapa es harina de gluten de maíz o gluten meal, con un contenido típico de humedad del 10%.
El gluten meal obtenido representa un 4% del total del maíz ingresado y procesado en la industria, expresado en base seca.
Gluten meal de maíz
El Gluten meal de maíz (GM) es un producto de alto contenido de proteínas utilizado en nutrición animal. Está constituido por alrededor de 60% de su peso de proteína (en base seca) y la mayor parte de los pigmentos carotenoides del grano original (Robutti, 2012).
El GM es empleado en la producción de alimento balanceado, fundamentalmente en aves de corral. Dependiendo de las calidades o cualidades del producto puede constituirse en ingrediente para la elaboración de productos para mascotas.
5.2. Lavado de almidón
Continuando con el proceso de molienda húmeda, la sustancia que se obtiene luego de separado el gluten es un almidón que tiene trazas de proteínas que no son deseables. El almidón es en esta etapa diluido y lavado numerosas veces en hidrociclones, con el fin de eliminar las trazas de proteína remanente y producir almidón de alta calidad, típicamente con una pureza de 99,5% (CRA, 2002). El almidón que se obtiene luego de la etapa de lavado se denomina “lechada de almidón”, y tiene un contenido de sólidos del 30% al 40%.
El almidón obtenido en la molienda húmeda representa típicamente un 68,5% del total del maíz ingresado y procesado en la industria, expresado en base seca.
6. Diagrama de flujo de la primera etapa de transformación en la molienda húmeda de maíz
Hasta aquí hemos descripto los procesos que dan origen a los subproductos derivados de la primera etapa de transformación en la molienda húmeda de maíz. Estos procesos se ilustran en el siguiente diagrama:
21 Un secador flash es un equipo que permite secar un sólido húmedo en una columna vertical que contiene una corriente de aire caliente a alta velocidad. Se aplica principalmente para la industria química, para la industria agroalimentaria o para la industria farmacéutica.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 46
Fuente:
Molienda húmeda- primera etapa de transformación del maíz Extracción de los subproductos Subetapas, procesos, productos intermedios y subproductos de maíz
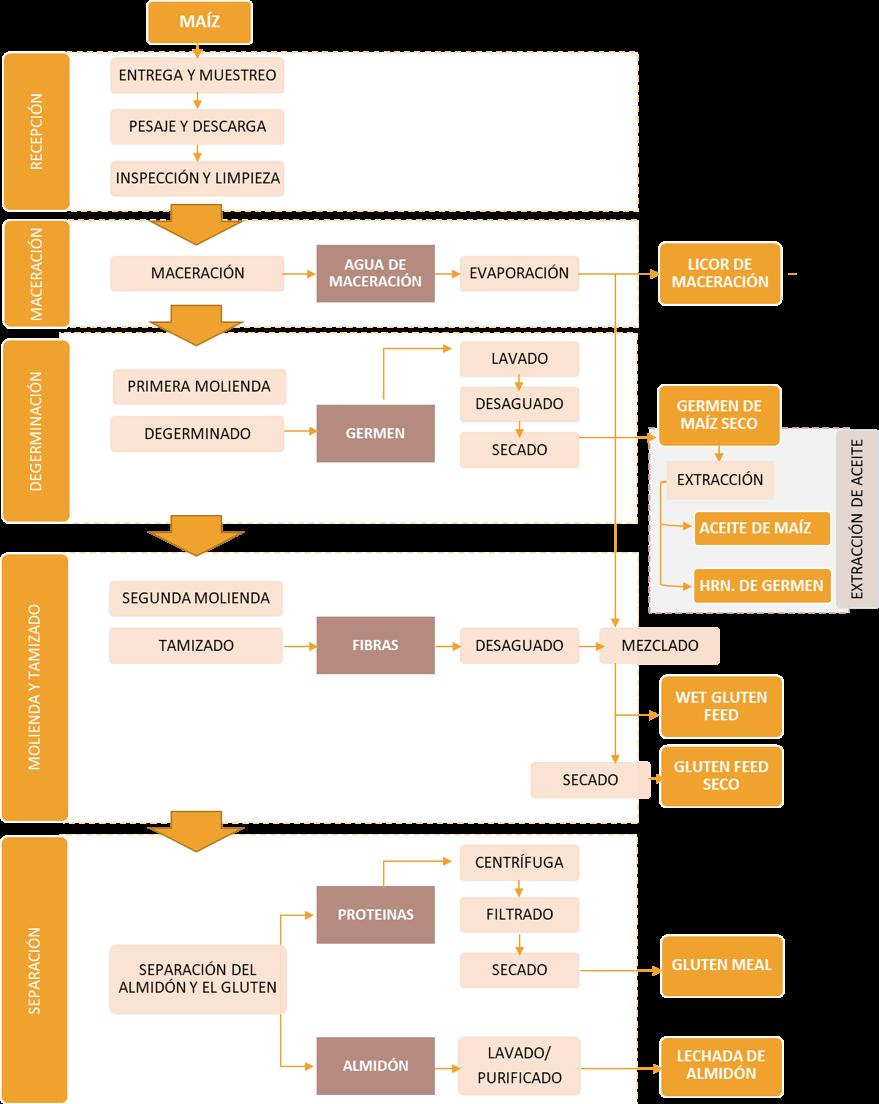
Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 47
Segunda etapa de transformación: procesamiento del almidón
Esta etapa es posterior al proceso de molienda húmeda en la que se obtuvo la lechada de almidón. Tras su extracción, la lechada de almidón puede ser direccionada a 1 de 3 procesos básicos de acabado que definirán los productos que se obtendrán a partir del almidón.
Si el almidón es extraído sin sufrir ningún tipo de alteración química en su estructura, se denomina almidón nativo. También puede procesarse para cambiar sus características funcionales, lo que se conoce como almidones modificados. Además, a partir de una segunda industrialización que involucra la conversión del almidón, pueden producirse edulcorantes.
Las cantidades relativas de lechada de almidón utilizadas para la producción de dichos productos varían ampliamente entre las plantas. A nivel global, el segmento de edulcorantes tiene la mayor participación relativa (54%), seguido por el almidón nativo y el almidón modificado22
Existen también refinerías de maíz donde parte de la solución de glucosa se canaliza a una instalación de fermentación para producir etanol, aminoácidos u otros productos de fermentación (Shapouri et al., 1995). Sin embargo, dado que los productos derivados de la fermentación no constituyen productos principales de la industria, y la mayoría de las plantas de molienda húmeda no poseen instalaciones de fermentación, dicho proceso no se encuentra analizado en detalle en el presente estudio23
7. Productos de almidón: almidón nativo y almidones modificados
Los productos de almidón incluyen el almidón nativo y los almidones modificados. Ambas categorías son productos de almidón porque, independientemente de las modificaciones resultantes en el proceso productivo, estructuralmente continúan siendo almidón. En promedio, los productos de almidón de maíz resultantes de la molienda húmeda (tanto almidón nativo como almidones modificados) equivalen aproximadamente al 68,5% del maíz destinado a la elaboración de dichos productos, expresados en base seca.
Diagrama de flujo: secado y modificación
A continuación, ilustramos las distintas instancias para la producción de los productos de almidón: almidón nativo y almidones modificados.
22 Fortune Business Insights (2019). Corn Strach Market. Resumen disponible en https://www.fortunebusinessinsights.com/industry-reports/ corn-starch-market-101093 23 En el capítulo 5 del informe se analizan los factores de conversión de la producción de etanol en plantas de molienda seca de maíz. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 48
Molienda húmeda- segunda etapa de transformación Subetapas de secado y modificación para la producción de productos de almidón
7.1. Almidón nativo
Se denomina almidón nativo al almidón de maíz que es extraído a partir de la molienda húmeda sin sufrir ningún tipo de alteración química en su estructura (CRA, 2013).
En la producción de almidón nativo, la suspensión de lechada de almidón se deshidrata con filtros de vacío, filtros prensa o centrífugas, para forzar que el agua pase por un medio filtrante y retener la torta de almidón. Luego, la torta de almidón obtenida, con un contenido de humedad aproximado del 35% al 42%, se seca (por ejemplo, en secadores tipo flash) hasta alcanzar un grado de humedad del 11% al 15%24
El almidón seco es molido y tamizado para remover las partículas grandes, luego es transportado por alimentadores helicoidales a una envasadora automática. El producto está disponible en varias formas físicas: los almidones de maíz pueden venderse como polvos finos o gruesos, como copos, como perlas o aglomerarse en partículas más grandes25
De acuerdo con su destino, pueden diferenciarse dos categorías: almidón nativo de grado alimenticio y almidón nativo de grado técnico o industrial. Ambos tipos de almidón se procesan de idéntica manera, la diferencia consiste en que, para destinarse a la industria de alimentación, el almidón tiene una exigencia de calidad superior a la requerida para su uso técnico. En este sentido, dado que el almidón de grado alimenticio puede destinarse también a fines industriales, por lo general el objetivo del proceso es obtener almidón de grado alimenticio.
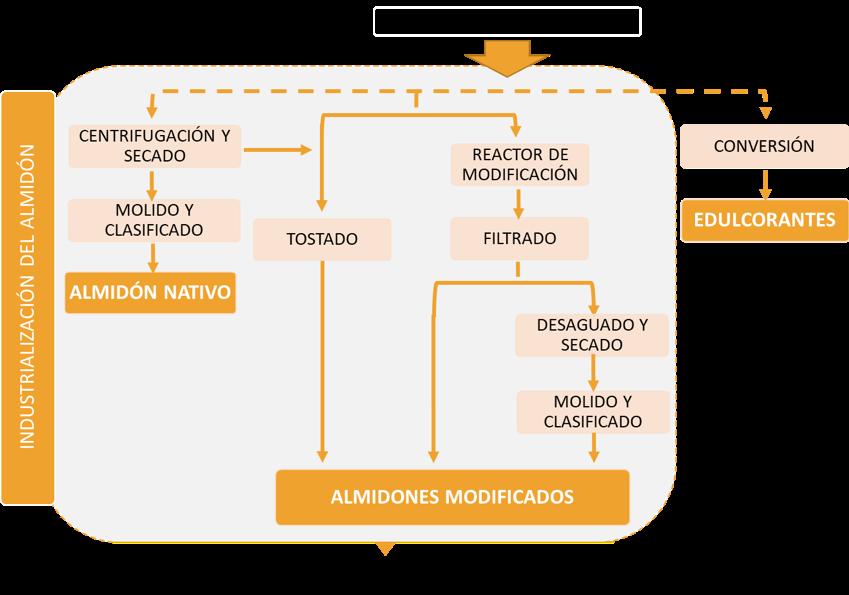 Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales.
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales.
24 U.S. Environmental Protection Agency (1994). Emission Factor Documentation for AP-42. Corn Wet Milling. Disponible en https://www.epa. gov/sites/production/files/2020-10/documents/b9s09-7.pdf 25 Corn Refiners Association (2013). Corn Starch Booklet. Disponible en https://corn.org/wp-content/uploads/2013/12/StarchBooklet2013.pdf ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 49
Los almidones nativos técnicos se utilizan en la preparación de cartón ondulado, en la industria del papel, cartón, almidón de lavandería, y también se emplean en la fabricación de adhesivos como materia prima (CRA, 2013). Por el otro lado, en relación con su uso en la elaboración de alimentos, los almidones nativos sirven como fuente de carbohidratos, como texturizadores y aglutinantes en salsas, lácteos o productos horneados. También actúan como estabilizantes de los sistemas de emulsión como rellenos y como agentes secantes y de moldeado en la industria repostera. Además, los almidones nativos de baja humedad se usan como agentes antiapelmazantes para las mezclas en polvo, como las sopas instantáneas.
7.2. Almidón modificado
Muchas propiedades funcionales del almidón nativo son sensibles a factores externos, por ejemplo, son insolubles en agua fría, tienen poca resistencia a cambios en la temperatura y a esfuerzo mecánico (homogeneización), y tienen un rango limitado de pH estable (Aviña, 2014). Estas limitantes técnicas condicionan su rendimiento en cuanto a su capacidad espesante y de formación de geles eficientes.
Con el fin de mejorar su rendimiento y permitir adaptarse a una mayor variedad de aplicaciones y condiciones, los almidones nativos pueden modificarse por métodos químicos, físicos y/o enzimáticos. Si bien se modifican sus propiedades funcionales, el almidón modificado continúa siendo estructuralmente un almidón, a diferencia de los edulcorantes (Lisi, 2012).
La modificación por métodos químicos involucra la introducción de grupos funcionales a partir de reacciones de depolimerización (hidrólisis ácida o enzimática o pirólisis), oxidación, o de derivatización (eterificación, esterificación, entrecruzamiento, etc.), mientras que la modificación física puede realizarse mediante la aplicación de calor y humedad (pregelatinización)26
Las pirodextrinas (comercialmente conocidas como dextrinas27) son un tipo de almidón modificado que resulta de reacciones de depolimerización (hidrólisis) parcial del Almidón. Son producidas en una instalación independiente al resto de los almidones modificados, por el tostado en seco del Almidón Nativo, generalmente con un catalizador ácido.
El resto de los Almidones Modificados se producen en un tanque único y multiuso de reacción (reactor tipo Batch28), en el que se somete al almidón a modificaciones físicas, para obtener almidón pregelatinizado, o se trata con agentes químicos seleccionados en función de las modificaciones buscadas. A modo de ejemplo, para producir almidones ácidos, el almidón se trata con ácido clorhídrico; para producir almidones oxidados, hipoclorito de sodio; para producir almidones hidroxipropilados, óxido de propileno, entre otros. Dependiendo del tipo de modificación y el producto objetivo, la solución obtenida deberá ser secada y molida (polvo), o se despachará a granel en forma de suspensión.
Los almidones modificados pueden ser utilizados en una diversidad de aplicaciones industriales que incluyen la industria del papel, industria textil, industria alimenticia, industria farmacéutica, industria petrolífera, industria láctea, industria cárnica, etc. Se trata de productos que se encuentran
26 Corn Refiners Association (2013). Corn Starch Booklet. Disponible en https://corn.org/wp-content/uploads/2013/12/StarchBooklet2013.pdf
27 Es preciso hacer una distinción entre Pirodextrinas, y Maltodextrinas y otros Jarabes Dextrinizados, siendo las primeras el producto de la dextrinación del almidón en seco -usando calentamiento- y las segundas el producto de la hidrólisis parcial del almidón en húmedo -usando una enzima-, proceso que se describirá en la siguiente sección: “Conversión del Almidón”
28 El reactor tipo Batch es un reactor donde no existe flujo de entrada ni de salida. Se trata de un reactor con un agitador que homogeneiza la mezcla, en el que se permite que ocurra una reacción.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 50
en evolución permanente, dado que las nuevas necesidades de la industria alimenticia impulsan de manera creciente el desarrollo de nuevos productos (CAFAGDA29).
8. Conversión del almidón: edulcorantes
La lechada de almidón que no se destina a la elaboración de productos de almidón, se deriva a la etapa de hidrólisis, para convertir la solución en edulcorantes como maltodextrinas, jarabes glucosados o jarabes maltosados, entre otros. Asimismo, los jarabes glucosados, a partir de procesos de Isomerización y Separación Cromatográfica pueden convertirse en Jarabes de Maíz de Alta Fructosa.
8.1. Hidrólisis
La hidrólisis del almidón es el paso inicial para convertir el almidón en azúcares. El procedimiento para la hidrólisis de almidón comprende típicamente la licuefacción y sacarificación del almidón en forma de lechada de almidón. La hidrólisis puede realizarse por vía ácida o enzimática (Monsalve, Medina y Ruiz, 2006) aunque la mayor parte de los procesos que realizan hidrólisis de almidón usan proceso enzimático. Dependiendo del tipo de enzimas utilizadas en el proceso puede obtenerse glucosa o jarabes maltosados.
El proceso de hidrólisis puede realizarse en forma parcial, o bien total; y el grado de conversión es medido en función del equivalente de dextrosa (DE): el almidón tiene prácticamente un DE de 0 mientras que un jarabe glucosado, donde todo el almidón fue transformado a dextrosa, el DE es de 100.
Los edulcorantes que se obtienen al hidrolizar el almidón de maíz tienen propiedades y características diferentes de acuerdo con el grado de conversión logrado. En la medida que aumenta el DE, aumentan el dulzor, la fermentabilidad, la solubilidad y la reacción de oscurecimiento; a la vez que disminuye la viscosidad del hidrolizado, se reducen las propiedades asociadas a la prevención del congelamiento, la adhesividad y la higroscopicidad.
29
CAFAGDA - Cámara Argentina de Fabricantes de Almidones, Glucosa, Derivados y Afines.
ROUND TABLE ON RESPONSIBLE SOY
ASSOCIATION (RTRS)
— 51
Productos de la hidrólisis de almidón según el grado de conversión, y propiedades funcionales de los derivados de almidón asociadas a su equivalente dextrosa.
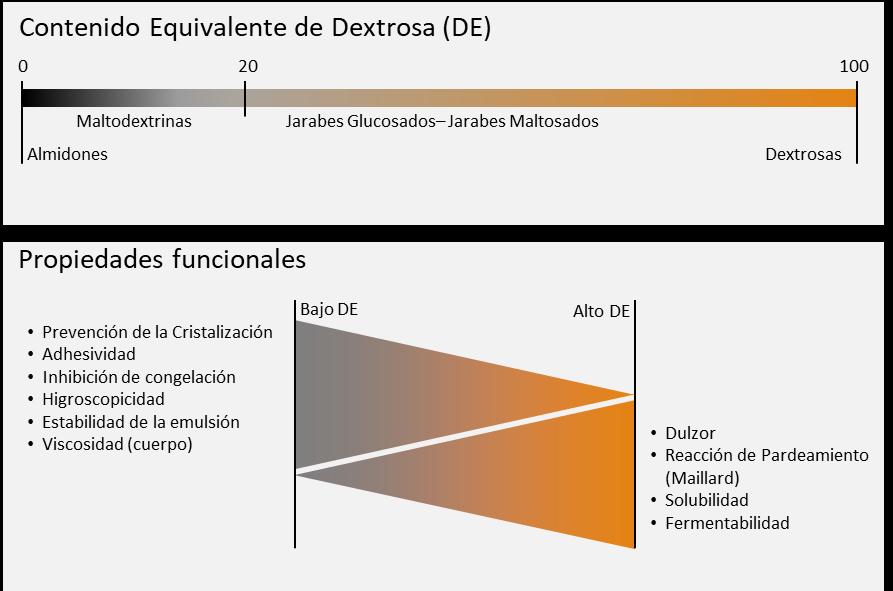
Asimismo, durante el proceso de hidrólisis del almidón, se produce una ganancia en volumen (ganancia química) que es función del grado de conversión a DE alcanzado. Por este motivo, el factor de conversión del maíz variará en función del DE de los edulcorantes considerados.
i. Licuefacción (reducción de viscosidad)30
La licuefacción consiste en la hidrólisis parcial del almidón a dextrinas, y en la consecuente reducción de viscosidad.
En el proceso de licuefacción, la lechada de almidón es calentada para realizar la gelatinización y luego, el almidón gelatinizado es licuado por hidrólisis parciales mediante la adición de enzimas α-amilasas. Este proceso da como resultado jarabes dextrinizados o maltodextrinas, que pueden destinarse a nuevas etapas de transformación enzimática para completar la hidrólisis, o pueden derivarse a procesos de filtración y secado de la solución concentrada de maltodextrina, para su comercialización.
En el caso de la hidrólisis parcial del almidón para la obtención de maltodextrinas, la ganancia química debido a la conversión producida no supera, en promedio, el 1.7% de su peso molecular (es decir, del sustrato en base seca).
Fuente: Elaboración propia Universidad Austral sobre la base de Salvador Bedolla Bernal (2004).
30 MSc. Ing. Qco. Mario Aguilera
Merlo, UNSL
-
Facultad de Ingeniería y Ciencias Agropecuarias (FICA)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 52
Maltodextrinas
La composición de la maltodextrina se asocia comúnmente al DE, de tal forma que un DE menor a 20 se denomina maltodextrina. Los DE característicos de las maltodextrinas se encuentran en el rango de 9 a 20, rangos cubiertos por maltodextrinas denominadas por los productores como 10%, 15% y 20%, haciendo referencia al porcentaje de DE.
Típicamente las maltodextrinas se venden en polvo, con requerimientos de granulometría controlada, y con un contenido de humedad de comercialización del orden del 6%. Las maltodextrinas se utilizan en la industria alimentaria como aditivo, humectante y espesante, para estabilizar alimentos con muchas grasas, dispersar ingredientes secos, favorecer el secado por aspersión de sabores de jugos de frutas u otros productos difíciles de secar, y como fuente de carbohidratos en bebidas energéticas, ya que proporciona tantas calorías como el azúcar.
En el caso de maltodextrinas con un DE en el rango de 15 a 20, se estima que, por cada 1 tonelada de almidón, es posible obtener cerca de 1,017 toneladas de maltodextrinas (en base seca). De esta manera, para obtener el almidón necesario para la elaboración de 1 tonelada de maltodextrinas, típicamente deben industrializarse 1,44 toneladas de maíz.
Se considera que las maltodextrinas resultantes de la molienda húmeda del maíz equivalen aproximadamente al 69,7% del maíz destinado a la elaboración de dichos productos, expresados en base seca.
ii. Sacarificación: dextrosa - jarabes glucosados
Los procesos enzimáticos para la producción de glucosa requieren de una etapa de sacarificación después de la licuefacción del almidón. En la etapa de sacarificación se adiciona a la solución de la etapa anterior la enzima amiloglucosidasa (también conocida como glucoamilasa), que convierte a las dextrinas (obtenidas del proceso de licuefacción) en glucosa o dextrosa. Al término de la hidrólisis, el jarabe obtenido se neutraliza y luego se purifica mediante procesos de centrifugación y filtrado, decoloración con carbón activado e intercambio iónico (Serna et. al., 2011).
Como resultado del proceso de sacarificación y de acuerdo con el grado de conversión alcanzado, los productos obtenidos son: jarabes de glucosa, con un DE mayor a 20, y dextrosa, con un contenido DE no menor a 99,5.
Jarabes de maíz o de glucosa
Los jarabes de maíz o de glucosa que resultan de este proceso son soluciones acuosas concentradas y purificadas de almidón parcialmente hidrolizado cuyo contenido de sólidos es mayor al 70%, y la DE mayor a 20 y menor a 95 (Hobbs, 2009). Se comercializan en forma líquida, aunque también puede removérsele parcialmente el agua y obtener lo que se denomina “jarabe de glucosa deshidratado” o “sólidos de jarabe de maíz”.
Los jarabes de maíz o de glucosa son uno de los productos más utilizados por la industria confitera y de alimentos procesados ya que proporcionan dulzura, equilibrio adecuado de azúcares en las formulaciones, control de cristalización, brillo, textura, viscosidad, humectación, entre otros.
Los jarabes de glucosa producidos en Argentina típicamente tienen un nivel de DE de 38, y la ganancia química resultante de la conversión del almidón es del orden de 4.39%.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 53
Tomando como referencia un nivel de dextrosa equivalente de 38, se estima que para obtener el almidón que permita producir una tonelada de jarabes de glucosa (base seca), típicamente deben industrializarse 1,40 toneladas de maíz. De esta manera, los jarabes de glucosa (DE 38) representan, en promedio, el 71,5%, expresado en base seca.
Dextrosa
Cuando los jarabes de dextrosa (glucosa) con mayores niveles de DE se someten al proceso de cristalización, se obtienen dos tipos de dextrosa comercialmente conocidos como: dextrosa monohidratada y dextrosa anhidra. La dextrosa anhidra es un producto de alta pureza con muy baja humedad total (98% de contenidos sólidos). Es la mejor opción para sistemas sensibles al agua como el chocolate y otras aplicaciones. La dextrosa monohidratada es el mismo producto que el anterior, pero con una molécula de agua de cristalización al 90% de sólidos.
La dextrosa tiene numerosos usos en la industria alimenticia, en especialidades medicinales, refrescos y jugos y productos lácteos, entre otros. Se usa en procesos de fermentación como en la producción de ácido cítrico; también ayuda a incrementar la cantidad de azúcares fermentables en la producción de vinos y en la fabricación de sorbitol por medio de un proceso de hidrogenación. Para el cálculo de los factores de conversión del maíz a dextrosa, se considera que por cada tonelada de almidón hidrolizado en la industria de molienda húmeda, se obtienen típicamente cerca de 1,057 toneladas de dextrosa/glucosa, expresados en base seca (McVey, et al., 1996). De este modo, se requiere de la molienda húmeda de 1,38 toneladas de maíz para obtener una tonelada de glucosa (base seca).
La glucosa resultante de la industrialización del maíz equivale aproximadamente al 72,4% del maíz destinado a la elaboración de dicho producto, expresado en base seca.
iii. Hidrólisis para jarabes maltosados31
Los jarabes de maltosa regulares y jarabes de alta maltosa se producen a partir de los jarabes dextrinizados, resultantes del proceso de licuefacción. Las dextrinas se tratan con enzimas β-amilasa o una combinación de pululanasa y β-amilasa. La utilización de solo β-amilasa produce jarabes de maltosa regulares, con 50 a 55% de maltosa, mientras que el uso de pululanasa y β-amilasa produce jarabes de alta maltosa, con aproximadamente 80% de maltosa.
Al término de la hidrólisis, el jarabe obtenido se refina mediante procesos de centrifugación y filtrado, decoloración con carbón activado e intercambio iónico, y se evapora para lograr mayor concentrado. Los jarabes de maltosa se comercializan con un contenido de humedad típico cercano al 20%.
La aplicación principal de los jarabes de maltosa es la industria cervecera, como sustituto de la malta de cereales. Sin embargo, también la industria caramelera los ha adoptado por sus excelentes prestaciones respecto a menor higroscopicidad, mayor brillo, mayor solubilidad y resistencia a las reacciones de Maillard (amarillento típico producido por el calentamiento).
Para el cálculo de los factores de conversión del maíz a jarabe de maltosa regular, se estima que, por cada un kilo de almidón hidrolizado se obtienen típicamente cerca de 1,058 kilos de jarabe de
31 UNSL - Facultad
de Ingeniería y Ciencias Agropecuarias (FICA)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 54
maltosa (base seca). Es decir que se requerirá de la molienda húmeda de 1,38 toneladas de maíz para obtener el volumen de almidón que permita producir 1 tonelada de jarabe de maltosa regular (base seca).
Los jarabes de maltosa regular obtenidos representan en promedio el 72,5% del maíz insumido en dicha industrialización, medido en base seca.
En el caso de los jarabes de alto contenido de maltosa, la ganancia química de referencia es del orden de 7.5%. De esta manera, por cada 1 kilo de almidón se pueden producir 1,075 kg de jarabe de alta maltosa.
Se estima que para obtener el almidón que permita producir una tonelada de jarabes de alto contenido de maltosa, típicamente deben industrializarse 1,36 toneladas de maíz (base seca). De esta manera, los jarabes de alta maltosa representan en promedio el 73,6% del maíz destinado a la elaboración de dicho producto, expresado en base seca.
iv. Diagrama de flujo: hidrólisis
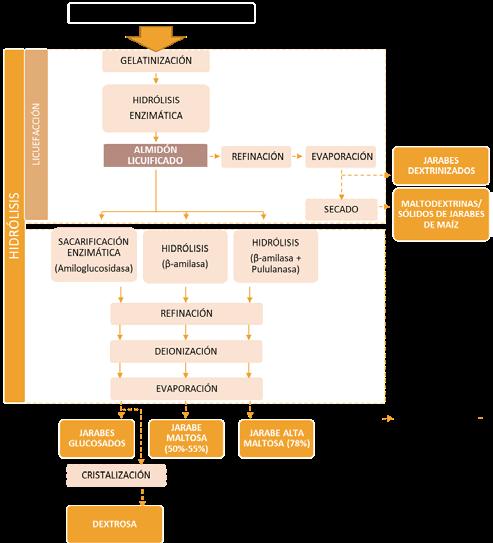
A continuación, ilustraremos los pasos involucrados en la hidrólisis, correspondiente a la subetapa “conversión del almidón”.
Molienda húmeda- segunda etapa de transformación del maíz
Subetapa de conversión del almidón: hidrólisis
Fuente: Elaboración propia Universidad Austral sobre la base a entrevistas con referentes sectoriales y Hobbs (2009)
ROUND TABLE ON RESPONSIBLE SOY
ASSOCIATION (RTRS)
— 55
9. Conversión del almidón a fructosa
El jarabe de maíz de alta fructosa (JMAF) es un jarabe edulcorante producido por un proceso de doble conversión enzimática (Almidón - Dextrosa - Fructosa).
Para lograr dicha conversión, los jarabes de glucosa (dextrosa) obtenidos a partir de la hidrólisis son sometidos a un proceso de Isomerización, que permite lograr jarabes con una conversión de dextrosa a fructosa del 42% (JMAF 42).
El jarabe enriquecido, que contiene 90% en masa de fructosa (JMAF 90), es preparado mediante una separación cromatográfica, y es luego mezclado con JMAF 42 para obtener así un jarabe con 55% en masa de fructosa (JMAF 55).
i. Diagrama de flujo: conversión de almidón a JMAF A continuación, se ilustran los pasos involucrados en los procesos de isomerización y separación cromatográfica, correspondiente a la subetapa “conversión del almidón”.
Molienda húmeda- segunda etapa de transformación del maíz Subetapa de conversión del almidón: isomerización y separación cromatográfica
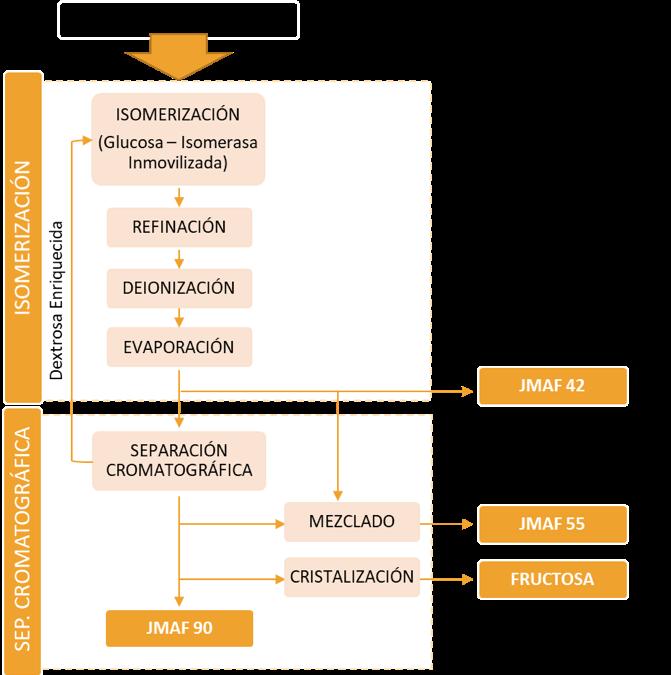 Fuente: Elaboración propia Universidad Austral sobre la base a entrevistas con referentes sectoriales y Hobbs (2009)
Fuente: Elaboración propia Universidad Austral sobre la base a entrevistas con referentes sectoriales y Hobbs (2009)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 56
Isomerización
La conversión de jarabe glucosado (93%/- 96% DE) a jarabe de maíz de alta fructosa 42 (JMAF), se produce en la etapa de Isomerización. Dicho proceso se realiza con la enzima inmovilizada glucosa isomerasa32. Las enzimas pueden transformar hasta el 42% del jarabe glucosado en fructosa, de allí deriva el nombre del producto.
Tras la conversión, se lleva el producto a tratar con carbono activo, para luego evaporar hasta ajustar el contenido en sólidos. El contenido de sólidos de los jarabes está establecido por Grados Brix, y típicamente los jarabes tienen entre 71 a 80 grados Brix (Hobbs, 2009).
Si expresamos el rendimiento en base seca, el JMAF 42 obtenido del proceso de molienda húmeda representa el 72,4% del maíz destinado a la elaboración de dicho producto (en base seca).
JMAF 42
El jarabe de fructosa 42 es un jarabe dulce, incoloro, refinado por intercambio iónico lo que asegura el cumplimiento de las más altas exigencias como producto alimenticio en términos de color, transparencia, sabor, cenizas y límites microbiológicos. Se lo emplea en bebidas carbonatadas, alcohólicas, jugos de frutas y en galletas, tortas, donde no sólo se lo usa por su poder edulcorante sino por sus cualidades como humectante y agente texturizador.
iii. Separación cromatográfica
Esta etapa involucra el procesamiento del JMAF 42 resultante del proceso de isomerización, para obtener un nivel mayor de concentración de fructosa. Se usa un evaporador para ajustar el contenido de sólidos al 60%, y luego se procede a la separación cromatográfica.
La separación cromatográfica se utiliza para separar la glucosa y la fructosa. A través de una serie de válvulas automáticas, es posible extraer una corriente de dextrosa enriquecida, así como una de fructosa enriquecida (Hobbs, 2009). La pureza típica de ambos flujos separados de dextrosa y fructosa es del 85% al 90%.
Mientras que la dextrosa “refinada” se devuelve al sistema para ser isomerizada nuevamente, la separación cromatográfica resulta en un jarabe enriquecido que contiene 90% de fructosa. Este jarabe puede ser utilizado mezclado con jarabe con alto contenido de fructosa (42% fructosa) para obtener productos de diferentes especificaciones y concentraciones en el rango de 42% - 90% fructosa, o también puede aislarse como una corriente de producto separada para producir jarabe de alta fructosa o fructosa cristalina al 90%. El jarabe de maíz de la fructosa más conocido tiene una concentración de fructosa del 55%.
JMAF 55
IEs un jarabe muy dulce, incoloro; su doble refinación por intercambio iónico le permite alcanzar notables condiciones de pureza, transparencia y práctica ausencia de agentes microbiológicos y de partículas en suspensión. Se usa principalmente como endulzante en bebidas azucaradas (jugos concentrados y en polvo, gaseosas, aguas saborizadas) y también en aperitivos.
Si expresamos la conversión en base seca, el JMAF 55 obtenido del proceso de molienda húmeda representa el 72,4% del maíz destinado a la elaboración de dicho producto (base seca).
32 Si bien existen procesos no enzimáticos, la mayoría de estos producen subproductos no deseables, produciendo cenizas, olores o incluso cambio de sabor.
ii.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 57
Si la pureza de la fructosa es lo suficientemente alta (al menos el 90%) es posible obtener fructosa cristalizada. Para ello la fructosa debe ser cristalizada, secada y molida hasta obtener el tamaño de partícula deseado, y posteriormente es empaquetado. El producto cristalino, es blanco brillante y con una elevada pureza.
Fructosa cristalizada
La fructosa cristalizada puede utilizarse en gran variedad de alimentos y bebidas, además al estar cristalizada presenta la ventaja frente a los jarabes de fructosa, de que se puede emplear en productos que requieren edulcorantes secos.
La fructosa cristalizada obtenida del proceso de molienda húmeda representa el 72,4% del maíz destinado a la elaboración de dicho producto, en base seca.
10. Diagrama de flujo de la segunda transformación en la molienda húmeda de maíz
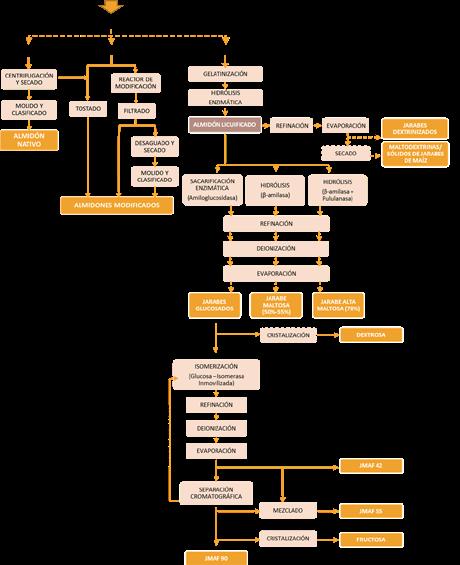
A continuación, se presenta un diagrama de flujo que ilustra los procesos que dan origen a los almidones nativos, almidones modificados y a los diferentes edulcorantes derivados de la segunda etapa de transformación en la Molienda Húmeda de Maíz.
Molienda húmeda- segunda etapa de transformación del maíz
Subetapas de secado, modificación y conversión del almidón
Fuente:
referentes sectoriales, Serna (2011) y Hobbs (2009)
Elaboración propia Universidad Austral sobre la
base
de
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 58
Cálculo de los factores de conversión de maíz en la molienda húmeda
Se define como factores de conversión del maíz a la cantidad de toneladas de maíz insumidas para obtener una tonelada de los diferentes productos y subproductos del maíz. En el caso de la molienda húmeda de maíz, se estiman los factores de conversión de los productos que se obtienen tanto en la primera etapa del proceso de Molienda Húmeda, como en la etapa de procesamiento del almidón.
El resultado de los factores de conversión se deriva principalmente de la composición del maíz -su contenido de humedad, proteína, almidón y otros, y de los procesos químicos y físicos para transformarlos. Es por ello que, desde una perspectiva interna de la industria de molienda húmeda de maíz, los estudios de la determinación de los factores de conversión se denominan balance de masa (Feeney, 2020).
Como a lo largo del proceso de desarrollo de esta investigación, la información para la estimación de los factores de conversión del maíz en la molienda húmeda fue obtenida de diversas fuentes técnicas, incluidas empresas comerciales de molienda en húmedo y expertos de la industria.
Trabajos anteriores sobre balance de masa en el procesamiento de maíz como los de W.J. van Zeist et. al. (2012), Ramirez (2009), Galitsky (2003), y Kim y Dale (2002) refieren a los factores de conversión de los componentes del maíz, resultantes de la primera etapa de transformación.
El trabajo de W.J. van Zeist et. al.33 cuenta con información detallada sobre los procesos involucrados y la evolución del contenido de base seca de los productos intermedios en la primera etapa de industrialización del maíz.
Entre otros, McVey, Baumel y Hurburgh (1996), Gray et. al. (1994) y Wulff y Helgeson (1987), han publicado coeficientes técnicos de conversión para los productos derivados de la transformación del almidón de maíz.
En el caso de Wulff y Helgeson, la publicación consiste en un estudio preliminar de factibilidad de una planta de molienda húmeda de maíz en Estados Unidos. Por otro lado, McVey, Baumel y Hurburgh desarrollan un modelo con el objeto de cuantificar el impacto económico de cambios en la asignación del maíz a los diferentes procesos industriales.
En este trabajo se presentan los valores de factores de conversión expresados de dos maneras: - En base seca (BS): los coeficientes técnicos de conversión se presentan en la industria habitualmente expresados en base seca. Este indicador surge de considerar la materia seca34 del grano de maíz que efectivamente se muele, es decir que no contempla las mermas producidas en la etapa de recepción del grano (granos partidos y materiales extraños), ni las variaciones en el contenido de humedad de los diversos productos en la medida que avanzan en el proceso productivo.
33 W.J. van Zeist et. al (2012). LCI data for the calculation tool Feedprint for greenhouse gas emissions of feed production and utilization. Wet Milling Industry. Blonk Consultants.
34 La materia seca del grano de maíz es la parte que resta del grano, tras extraer todo el contenido de humedad.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 59
- En base comercial o materia tal cual (MTC): este indicador permite conocer los factores de conversión del maíz comercial, es decir que incluye la humedad con la que el productor vende el grano, estimada en un 14,5%, la humedad presente en cada subproducto derivado de la molienda húmeda del maíz y las mermas producidas durante la etapa de recepción del grano.
Existe una amplia variabilidad en características específicas de los productos y subproductos de la molienda húmeda de maíz (grado de conversión, contenido de humedad, entre otros), que influyen en los valores de conversión de dichos productos a su equivalente en granos de maíz (ton). El presente trabajo estima los coeficientes técnicos de conversión, considerando características típicas de los principales productos derivados de la molienda húmeda, y estableciendo valores de referencia que han sido validados por expertos, en instancias de consulta generadas a tal fin, permitiendo asegurar la razonabilidad general de los resultados obtenidos.

Consideraciones generales respecto de los factores de conversión en la molienda húmeda.
Al momento de calcular los factores de conversión del maíz que a continuación se exponen, es preciso contemplar que, tal como se mencionaba anteriormente, si bien las plantas de molienda húmeda a nivel global son muy similares en cuanto a instalaciones y rendimientos en la primera etapa de transformación del maíz, en las etapas posteriores de procesamiento, las cantidades relativas de lechada de almidón destinadas a la producción de los diversos productos varían ampliamente entre plantas. Por este motivo, para estimar los factores de conversión del maíz de los productos derivados del procesamiento del almidón, se requiere una metodología que involucra la combinación de dos indicadores: i) el factor de conversión del maíz para la producción de almidón (¿cuánto maíz que se requiere para producir una tonelada de almidón?), ii) el coeficiente técnico de referencia para la transformación del almidón a cada producto (¿cuánto almidón se requiere para producir una tonelada de producto?).
Metodología para el cálculo de los Factores de Conversión del Maíz, en los productos derivados del procesamiento del almidón
Fuente: Elaboración propia Universidad Austral.
Dado que existe una amplia variabilidad en las características específicas de los productos y subproductos derivados de la molienda húmeda de maíz (grado de conversión35, contenido de humedad, entre otros), que influyen en los factores de conversión de dichos productos a su equivalente en granos de maíz, el presente trabajo estima factores técnicos de conversión35
35 Refiere al grado de conversión del almidón a dextrosa/ maltosa/ fructosa.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 60
considerando las características más difundidas de los procesos industriales y de los principales productos derivados de la molienda húmeda a nivel global, y estableciendo valores de referencia que han sido validados por expertos, en instancias de consulta generadas a tal fin, permitiendo asegurar la razonabilidad general de los resultados obtenidos.
Mermas del proceso
Las mermas son las pérdidas de materia que suceden en el proceso productivo. Nos referiremos en la presente sección a dos tipos de mermas: i) las mermas producidas en la etapa de recepción, y ii) las que ocurren durante el proceso de transformación del grano de maíz.
i) Las pérdidas producidas durante la etapa de recepción del grano se estiman en 2,4% del volumen de maíz (en base comercial) ingresado a las plantas de molienda húmeda (Van Zeist et. al, 2012). Dichas mermas son las pérdidas de materia compuestas principalmente por granos partidos, humedad y materias extrañas, e incluyen elementos impropios como plásticos, maderas, tierra, etc., que puedan dañar los equipos y por tanto se deben separar.
ii) Por el otro lado, el presente trabajo también considera las mermas que ocurren durante el proceso de transformación del grano, que involucran la pérdida de los componentes del grano (proteínas, germen, fibra y almidón), y que sucede mayormente en las etapas de lavado, donde los componentes se pierden en aguas residuales. Sobre la base del relevamiento realizado, dichas pérdidas se encuentran entre un 2% - 4,5% del volumen de maíz ingresado y procesado en la industria, expresado en base seca. En función de las consultas realizadas a expertos, se establece un valor del 2,5 % de merma típica (en base seca) como parámetro internacional, o su equivalente de 2,1% de merma expresado en Base Comercial, con un contenido de humedad del 14,5%.
De esta manera, en el presente trabajo, se considera que las mermas totales de la molienda húmeda de maíz (pérdidas producidas durante la recepción del grano más las pérdidas de componentes sufridas durante su procesamiento), pueden alcanzar hasta el 4,5% del volumen de maíz recibido en las plantas de molienda, expresado en base comercial. Factores de conversión en base seca
Para determinar los rendimientos del proceso de transformación del maíz, se consideran los factores de conversión de cada uno de los productos y subproductos. Los rendimientos se expresan en primera instancia sobre la base del peso seco del grano efectivamente molido, es decir, después de que se eliminan los materiales de desecho (maíz quebrado y materia extraña) durante la etapa de recepción.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 61
Primera etapa de trasformación: extracción de los subproductos
Licor de maceración: en el proceso de maceración, alrededor del 6% del peso seco del grano se diluye y constituye en licor de maceración (Haros, 1999).
Germen: el germen de maíz obtenido en la etapa de degerminación representa aproximadamente un 7% del total del maíz ingresado y procesado en la industria, expresado en base seca.
Aceite de maíz: el aceite de maíz extraído del germen, constituye aproximadamente un 3,4% del total del maíz industrializado, expresado en base seca.
Harina de germen de maíz: la harina de germen de maíz significa el 3,6% del maíz procesado en la industria, expresado en base seca
Fibra: la fibra resultante de la subetapa de segunda molienda y tamizado, significa alrededor del 12% del total del maíz ingresado y procesado en la industria, expresado en base seca.
Por lo general, la fibra se mezcla con el licor de proteínas concentrado resultante del proceso de maceración del maíz, para lograr un porcentaje de proteínas más elevado. El producto obtenido se denomina Gluten Feed (GF).
Gluten feed: el Gluten feed que resulta de la mezcla de la fibra y el licor de maceración, representa el 18% del total del maíz ingresado y procesado en la industria, expresado en base seca. Está comúnmente disponible tanto seco, en forma de pellets de gluten feed, como húmedo (Wet Gluten Feed).
Dependiendo de muchos factores, el licor de maceración, el germen y la fibra pueden también ser productos finales, pero normalmente se procesan como se describe anteriormente.
Gluten meal: El Gluten meal de maíz (GM) es un producto de alto contenido de proteínas utilizado en la producción de alimento balanceado. El gluten meal que resulta de la molienda húmeda de maíz representa un 4% del total del maíz ingresado y procesado en la industria, expresado en base seca.
Almidón: el almidón que se obtiene como resultado de la primera etapa de transformación, la lechada de almidón, tiene un contenido de sólidos del 30% al 40%. Dicho almidón representa típicamente un 68,5% del total del maíz ingresado y procesado en la industria, expresado en base seca.
Segunda etapa: procesamiento del almidón
En la etapa del procesamiento del almidón, las cantidades relativas de lechada de almidón utilizadas para la obtención de los diversos productos varía entre las plantas. El almidón puede destinarse, de manera alternativa, a distintos procesos dependiendo de los productos objetivo (almidón modificado, glucosa, jarabe de maíz de alta fructosa, otros) y la consecuente estructura productiva de la industria. En esta etapa no se generan subproductos, sino que se obtienen, de manera alternativa, los productos que corresponden a cada proceso.
Sobre la base de la información relevada se presentan a continuación los rendimientos industriales de los principales productos derivados de la refinación del almidón.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 62
Productos de almidón: los almidones nativos y modificados son productos de almidón porque, independientemente de las modificaciones resultantes del proceso productivo, estructuralmente continúan siendo almidón. Para el cálculo de los factores de conversión del maíz, se estima que, por cada tonelada de almidón en base seca resultante de la primera etapa de transformación, se obtiene 1 tonelada de almidón nativo o 1 tonelada de almidón modificado, expresados en base seca.
Los productos de almidón de maíz resultantes de la molienda húmeda equivalen aproximadamente al 68,5% del maíz destinado a la elaboración de dichos productos, expresados en base seca.
Edulcorantes: los edulcorantes que se obtienen al hidrolizar el almidón de maíz pueden tener propiedades y características diferentes, lo cual complejiza el cálculo de los factores de conversión.
En el caso de los hidrolizados, dado que el proceso genera una ganancia química, parámetros como el nivel de conversión a Dextrosa (equivalente dextrosa) inciden en el rendimiento. Asimismo, tanto los jarabes de maíz de alta fructosa, como los jarabes glucosados y dextrinizados, son productos cuya presentación comercial tiene composiciones de sólidos variables.
En base a revisión bibliográfica, y consultas realizadas a referentes del sector, se presentan los rendimientos estimados para los edulcorantes derivados de la molienda húmeda de maíz expresados en base seca:
• Maltodextrinas (DE 15 a 20): la ganancia química producida por la conversión de almidón a maltodextrina es cercano al 1.7%, para el caso de maltodextrinas con DE en el rango de 15 a 20. Por cada tonelada de almidón seco, se pueden obtener 1,017 toneladas de maltodextrinas, expresado en base seca. En función de esto, se determinó que las maltodextrinas equivalen aproximadamente al 69,7% del maíz destinado a la elaboración de dicho producto (expresado en base seca).
• Glucosa/Dextrosa: para el cálculo de los factores de conversión del maíz a glucosa (DE=100), se estima que, por cada tonelada de almidón hidrolizado en la industria de molienda húmeda, se obtienen típicamente cerca de 1,057 toneladas de glucosa, expresados en base seca. De esta manera, la glucosa/dextrosa resultante de la industrialización del maíz equivale aproximadamente al 72,4% del maíz destinado a la elaboración de dicho producto, expresados en base seca.
• Jarabes de Glucosa (DE 38): los jarabes de glucosa producidos en Argentina mayoritariamente tienen un DE cercano a 38, por lo que la ganancia química para su obtención es un poco menor en relación con la conversión total a dextrosa. Por cada tonelada de almidón hidrolizado se producen, como referencia, 1,043 toneladas de jarabe de glucosa, expresado en base seca. Se estima que los jarabes de glucosa que resultan de la molienda húmeda representan en promedio el 71,5% del maíz destinado a la elaboración de dicho producto, expresado en base seca.
• Jarabes de maíz de alta fructosa (JMAF 42 y JMAF 55): se estimó el factor de conversión del maíz para la producción de JMAF, asumiendo que una tonelada de glucosa (base seca) se puede convertir en una tonelada (seca) de JMAF. En función de este cálculo, se determinó que el JMAF equivale al 72,4% del maíz destinado a la elaboración de dicho producto (en base seca).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 63
Jarabes de maltosa regular: por cada tonelada de almidón hidrolizado es posible obtener 1,058 toneladas de jarabes de maltosa regulares (JMR). Se determina entonces, que el volumen de JMR obtenido de la industrialización del maíz, representa cerca del 72,5% del maíz destinado a la elaboración de dicho producto (base seca).
• Jarabes de alta maltosa: Se considera que una tonelada de almidón hidrolizado (base seca) se puede convertir en 1,075 toneladas (seca) de jarabe de alta maltosa. De esta manera, se estima que el jarabe de maíz de alta maltosa equivale al 73,6% del maíz destinado a la elaboración de dicho producto (base seca).
A continuación, se muestran los coeficientes técnicos para la obtención de los subproductos y productos resultantes de la Molienda Húmeda del grano de maíz. Es importante notar que, una vez obtenidos los subproductos del maíz, el almidón puede destinarse en proporciones variables a la producción de los productos finales detallados en la segunda etapa de transformación.
Molienda húmeda de maíz
Coeficientes técnicos para la obtención de los subproductos y productos del maíz
Expresados como % en base seca (*)(**)
(*) Se estiman mermas ocurridas durante la transformación del grano que ascienden al 2,5% (en base seca). No se consideran las mermas producidas durante la etapa de recepción del grano.
(**) Durante el proceso de conversión del almidón se producen ganancias químicas. Por este motivo, los rendimientos industriales que corresponden a los productos de conversión del almidón son superiores al del almidón.
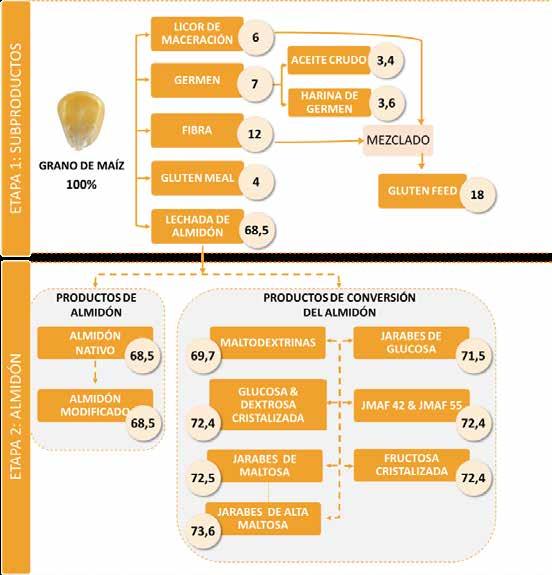
•
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 64
Estos valores de conversión se pueden expresar también en términos de cantidad de toneladas de maíz que se requieren para obtener una tonelada de alguno de los subproductos derivados de la molienda húmeda de maíz, expresado en base seca.
Cantidad de toneladas de maíz necesarias para obtener una tonelada de alguno de los subproductos derivados de la molienda húmeda, expresados en base seca (ms) (*)
Rendimiento (% MS)
Germen
Aceite de Maíz
Harina de Germen de Maíz
Gluten Feed
Licor de Maceración
Fibra
Gluten Meal
Almidón
Maltodextrinas (DE 16 a 19)
Glucosa (DE=100)
Jarabes de Glucosa (DE=38)
Jarabe de Maltosa
Jarabe de Alta Maltosa
JMAF 42
JMAF 55
7,0% 3,4% 3,6% 18,0% 6,0% 12,0% 4,0% 68,5% 70,0% 72,4% 71,5% 72,5% 73,6% 72,4% 72,4%
Toneladas
Necesarias de MS
14,29 29,67 27,56 5,56 16,67 8,33 25,00 1,46 1,44 1,38 1,40 1,38 1,36 1,38 1,38
(*) Expresado en base seca. Se estiman mermas ocurridas durante la transformación del grano que ascienden al 2,5% (en base seca). No se consideran las mermas producidas durante la etapa de recepción del grano.
Factores de conversión en base comercial (materia tal cual)
El factor de conversión expresado en base comercial o materia tal cual (MTC), considera para su cálculo la humedad con la que el productor vende el grano, estimada en un 14,5%, y la humedad presente en cada subproducto o producto derivado de la molienda húmeda del maíz. Asimismo, para poder reflejar íntegramente la cantidad de maíz que se requiere para la elaboración de los distintos productos, el factor de conversión expresado en base comercial considera para su estimación las mermas producidas durante la etapa de recepción del grano.
Se presenta a continuación un cuadro con los resultados de balance de masa de la molienda húmeda de maíz en base seca, y su conversión a materia tal cual. Dada la amplia variabilidad en la presentación comercial de los productos derivados de la molienda húmeda de maíz, se han determinado los rendimientos industriales considerando contenidos sólidos típicos para cada output, que se detallan a continuación.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 65
Molienda húmeda de maíz
Coeficientes técnicos para la obtención de los subproductos y productos del maíz Expresados en base seca (BS) y base comercial (BC)
Base Seca
Input
Grano de Maíz Output
Germen
Aceite de maíz (en bruto)
Torta de germen de maíz
Gluten Feed
Wet Gluten Feed
Licor de maceración
Fibra
Gluten Meal
Almidón
Maltodextrinas (DE 15 a 20)
Jarabe de Glucosa (DE 38)
Dextrosa Anhidra
Dextrosa Monohidratada
Jarabe de Maltosa
Jarabe de Alta Maltosa
JMAF 42
JMAF 55
Mermas
Mermas Totales
Merma/ Transformación
Mermas/ Recepción del grano
100% 7,0% 3,4% 3,6% 18,0% 18,0% 6,0% 12,0% 4,0% 68,5% 69,7% 71,5% 72,4% 72,4% 72,5% 73,6% 72,4% 72,4% 2,5%
Contenido Sólido Materia tal Cual/ Base Comercial (*) 85,5% 92,0% 100% 85,5% 90,0% 45,0% 50,0% 95,0% 90,0% 92,0% 94,0% 80,0% 98,0% 90,0% 80,6% 80,3% 71,0% 75,0%
100% 6,3% 2,8% 3,5% 16,7% 33,4% 10,0% 10,5% 3,7% 62,1% 61,8% 74,6% 61,6% 67,1% 75,0% 76,5% 85,1% 80,6% 4,5% 2,1% 2,4%
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 4,5% del volumen de maíz recibido en las plantas de molienda húmeda (expresado en base comercial).
Los Factores de Conversión del Maíz que a continuación se presentan, expresan la cantidad de ton eladas de maíz (base comercial) que se requieren para obtener una tonelada de alguno de los sub productos derivados de la molienda húmeda de maíz (base comercial). Los coeficientes técnicos detallados en el cuadro anterior se usaron para calcular el equivalente en maíz para cada producto, dividiendo 1 por el porcentaje del producto que se obtiene del procesamiento de una determinada cantidad de grano de maíz.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 66
Germen
Aceite de Maíz (en Bruto)
Torta de Germen de Maíz
Gluten Feed
Wet Gluten Feed
Licor de Maceración
Fibra
Gluten Meal
Almidón
Maltodextrinas (DE 15 a 20)
Jarabe de Glucosa (DE 38)
Dextrosa Anhidra
Dextrosa Monohidratada
Jarabe de Maltosa
Jarabe de Alta Maltosa
JMAF 42
JMAF 55
Cantidad de toneladas de maíz necesarias para obtener una tonelada de alguno de los subproductos derivados de la molienda húmeda. Expresados en base comercial(*) 6,3% 2,8% 3,5% 16,7% 33,4% 10,0% 10,5% 3,7% 62,1% 61,8% 74,6% 61,7% 67,1% 75,0% 76,5% 85,1% 80,6%
Rendimiento(*) (% M. tal cual)
Ton. Necesarias de Maíz (Base Comercial) 15,7 35,6 28,2 6,0 3,0 10,0 9,5 27,0 1,6 1,6 1,3 1,6 1,5 1,3 1,3 1,2 1,2
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 4,5% del volumen de maíz recibido en las plantas de molienda húmeda (expresado en base comercial).
Referencias bibliográficas
Ahmed Ullah , Asim Mushtaq , Rizwan Ahmed Qamar , Zaeem Uddin Ali (2019). STATISTICAL STUDY FOR CONVERSION OF GLUCOSE TO HIGH FRUCTOSE CORN SYRUP. Disponible en http://www.sciint.com/pdf/636945057408236930.edited.pdf.
Aníbal Alvarez (2006). Aplicaciones del maíz en la tecnología alimentaria y otras industrias. En: Maíz y Nutrición. Informe sobre los usos y las propiedades nutricionales del maíz para la alimentación humana y animal. ILSI Argentina. Serie de Informe especiales.
Aviña Jesús (2014). Almidones Modificados. Productos y aplicaciones para Lácteos y Cárnicos ( Diapositivas de PowerPoint). Recuperado de https://www.tecnolacteoscarnicos.com/resumen/2014/ p7.pdf.
Bedolla-Bernal S. (2004). Introducción a la tecnología de los alimentos. 2° Edición. Ed. Limusa. Carlos Baudino (2020). Molienda Húmeda de Maíz (Webinar). Semana de la Ingeniería, 3° Edición. Disponible en: https://youtu.be/HcpwAcer08M.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 67
CASTELLARI CLAUDIA; DE LA TORRE DIEGO (2012). Poscosecha en la cadena de maíz. Argentina. Buenos Aires. Libro. Artículo Completo. Congreso. Primer Congreso de Valor Agregado en Origen. INTA -PRECOP.
Corn Refiners Association (2013). Corn Starch Booklet. Disponible en https://corn.org/wp-content/ uploads/2013/12/StarchBooklet2013.pdf.
Fred Gray (1993). U.S. Corn Sweetener Statistical Compendium: Issues 865-868. U.S. Department of Agriculture, Economic Research Service. Disponible en https://play.google.com/books/ reader?id=N5x4jPCwBgQC&hl=es_419&pg=GBS.PA8.
Galitsky, Christina, Worrell, Ernst, & Ruth, Michael (2003). Energy efficiency improvement and cost saving opportunities for the Corn Wet Milling Industry: An ENERGY STAR Guide for Energy and Plant Managers. United States. https://doi.org/10.2172/816536
Grande Tovar, Carlos David, & Orozco Colonia, Brigitte Sthepani (2013). Producción y procesamiento del maíz en Colombia. Revista Científica Guillermo de Ockham, 11(1),97-110. ISSN: 1794-192X. Disponible en: https://www.redalyc.org/articulo.oa?id=1053/105327548008
Haros, Claudia Mónica. (1999). Molienda húmeda de Maíz : Optimización del proceso y desarrollo de nuevas técnicas tendientes a mejorar la calidad de sus productos. Facultad de Ciencias Exactas y Naturales. Universidad de Buenos Aires. http://digital.bl.fcen.uba.ar/Download/Tesis/Tesis_3217_ Haros.pdf
Hobbs, Larry. (2009). Sweeteners from Starch. 10.1016/B978-0-12-746275-2.00021-5.
José L. Robutti (2012). Calidad y Usos del Maíz (Capítulo 11). En: G. Eyherabide (Ed.), “Bases para el manejo del cultivo de maíz”. Ediciones Instituto Nacional de Tecnología Agropecuaria. Buenos Aires Argentina.
Kalscheur, K y García, Á (2013). Co-productos del etanol para las dietas del ganado. Sitio Argentino de Producción Animal. Disponible en: http://www.produccion-animal.com.ar/tablas_composicion_ alimentos/92-coproductos_etanol.pdf.
Kim S., Dale B.E., 2002, Allocation Procedure in Ethanol Production System from Corn Grain, Michigan State University, USA.
MARÍA SILVANA LISI (2012). CARACTERIZACIÓN DE ALMIDONES DE MAÍZ: NATIVO Y MODIFICADOS. Tesis de la Facultad de Ciencias Químicas de la Universidad Católica de Córdoba para obtener el título de Magister en Tecnología de Alimentos.
McVey, Marty J.; Baumel, C. Phillip; and Hurburgh, Charles R. Jr., (1996). Efficient Distribution of Grain to Meet the Quality Needs of EndUsers. Agricultural and Biosystems Engineering Project Reports. http://lib.dr.iastate.edu/abe_ag_reports/1.
Moitre, Malena; Cochi, Florencia y Muzzio, María Elizabeth (2018). Producción de Maltodextrina a partir de Almidón. Universidad Tecnológica Nacional - Facultad Regional Villa María.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 68
P. Lavarello (2003). La trama de maíz en Argentina. CEPAL, a solicitud de la Secretaría de Política Económica, Ministerio de Economía de la Nación.
Ramírez, E.C., Johnston, D.B., McAloon, A.J. et al. (2009). Enzymatic corn wet milling: engineering process and cost model. Biotechnol Biofuels. https://doi.org/10.1186/1754-6834-2-2.
Ramirez, Edna & Johnston, David & McAloon, Andrew & Yee, Winnie & Singh, Vijay. (2008). Engineering process and cost model for a conventional corn wet milling facility. Industrial Crops and Products. 27. 10.1016/j.indcrop.2007.08.002.
Scott Wulff y Delmer Helgeson (1987). Preliminary Economic Feasibility Analysis of High Fructose Corn Syrup Processing in the United States with Emphasis on North Dakota. Agricultural Economics Report No. 229. North Dakota State University.
Serna, S.O (2011). Bioconversion de Almidones en Jarabes Dextrinizados, Maltosados,Glucosados y Fructosados. Quinto Simposio Internacional de Innovacion y Desarrollo de Alimentos, Montevideo, Uruguay.
T. J. Applegate, M. Latour, K.E. Ileleji, U. Hoffstetter, I. Rodrigues (2008). Nuevas perspectivas en el uso de co-productos de la industria del bioetanol en la fabricación de piensos. XXIV Curso de Especialización FEDNA.}
Tensiska et. al (2016). Production and Characterisation of Maltodextrin from Corn Starch by Enzymatic Hydrolysis Method.
U.S. Environmental Protection Agency (1994). Emission Factor Documentation for AP-42. Corn Wet Milling. Disponible en https://www.epa.gov/sites/production/files/2020-10/documents/b9s09-7.pdf.
USDA (2010). Technical Evaluation Report for Corn Steep Liquor, USDA Technical Services Branch.
Vijay Singh (2020), Enzymes Use in Corn Wet Milling Process (Webinar). Novozymes. https://www. novozymes.tv/video/63137168/how-biotechnology-is-shaping-corn-1.
W.J. van Zeist et. al (2012). LCI data for the calculation tool Feedprint for greenhouse gas emissions of feed production and utilization. Wet Milling Industry. Blonk Consultants.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 69
de Conversión del Maíz
Capítulo IV: Proceso de molienda seca de maíz
Factores
Proceso de molienda seca de maíz
Breve descripción
La industria de la molienda seca de maíz ha existido durante siglos, proporcionando fracciones molidas para producir alternativas más sabrosas y convenientes de consumir el cereal (Sergio O. Serna-Saldivar, 2016)36 . En la actualidad existen dos procesos principales a los que usualmente la literatura se refiere como molienda en seco de maíz, cuyos productos tienen como destino aplicaciones de la industria alimentarias: i) la molienda de granos enteros para obtener sémolas o harinas sin remover la grasa, y ii) el proceso de molienda seca de maíz desgerminado.
En primer lugar, la molienda en seco de granos enteros de maíz para producir harinas o sémolas es un método simple que se utiliza cuando los productos molidos se van a consumir poco después del procesamiento. Dicho proceso no busca fraccionar el grano de maíz, sino molerlo en partículas de tamaño uniforme, sin separar nada en el proceso. Los productos resultantes se utilizan íntegramente para la alimentación humana, y su capacidad de almacenamiento es limitada debido a la presencia de germen triturado y al potencial de rancidez del aceite contenido en el germen (Eckhoff, 200437).
En la actualidad, para superar los problemas asociados a la durabilidad de los productos, la mayoría de las plantas de molienda seca de maíz eliminan el germen previo a la trituración del grano, en una etapa llamada desgerminación. Este tipo de molienda se denomina molienda seca de maíz desgerminado, e involucra procesos físicos destinados al desprendimiento, separación y rotura de las partes del grano de maíz: pericarpio, germen y endosperma. A partir de estos procesos es posible obtener trozos de endospermo refinados, con un contenido de grasa menor al 1%, lo que permite mejorar la durabilidad de los productos obtenidos.
El proceso de molienda seca de maíz en base a desgerminación semihúmeda es el sistema de molienda seca más difundido a nivel global, y es el tipo de transformación industrial abordado en el presente capítulo. Dicho proceso se enfoca principalmente en la producción de trozos de endospermo para la fabricación de cereales de desayuno y barras de cereal, y sémolas o grits para la elaboración de expandidos, la industria cervecera, o para polenta.
En adelante, se referirá a este proceso como molienda seca de maíz y molienda seca de maíz con desgerminado, de manera indistinta.
Sobre la representatividad de los resultados
Si bien la desgerminación se utiliza universalmente en la industria de la molienda, los sistemas de molienda pueden variar también según la naturaleza del producto principal pretendido. En este sentido, los factores de conversión a continuación expuestos son representativos para los procesos de molienda seca cuyo objetivo es la producción de trozos de endospermo y sémolas o grits, que
Capítulo IV
36 Sergio O. Serna-Saldivar, (2010). Cereal Grains: Properties, Processing, and Nutritional Attributes. 37 S.R. Eckhoff, 2004. MAIZE | Dry Milling, Encyclopedia of Grain Science, Elsevier, Pages 216-225, ISBN 9780127654904, https://doi.org/10.1016/B0-12-765490-9/00088-4. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 71
son los productos con mayor difusión a nivel global. Por el otro lado, a modo de ejemplo, cuando el producto objetivo de la molienda de maíz es la harina, como es el caso de la industria de molienda seca de maíz en África, el sistema está diseñado para maximizar la producción de partículas finas. En este caso, el tipo de maíz requerido y los procesos presentan diferencias respecto de la industria cuyo objetivo es la producción de trozos o grits, por este motivo los factores de conversión de la molienda seca no resultan representativos para este tipo de proceso.
Productos de molienda seca y sus usos
Los principales productos de la molienda seca de maíz desgerminado se pueden clasificar en: (i) trozos de endospermo (Hominy Grits), (ii) sémolas o grits (para polenta, extrusión o grits cerveceros), o (iii) harina fina de maíz. Estos productos se diferencian por el tamaño de las partículas, contenido de materia grasa, y calidad de terminación de los trozos. Adicionalmente, la molienda seca de maíz resulta en la producción de germen de maíz y salvado, que suelen combinarse con las corrientes de molienda de baja calidad para constituir la harina zootécnica, un subproducto destinado a la alimentación animal.

Los productos de la molienda seca se elaboran bajo especificaciones de los clientes. Es posible que para un mismo producto se requieran especificaciones diferentes en función del equipo de producción, las tecnologías de proceso que se apliquen, y la calidad de producto que se quiera lograr. Dichas especificaciones determinan principalmente el contenido de materia grasa que deben tener los productos, la granulometría de las fracciones, y también la humedad y calidad de terminación del producto. A continuación, se presenta una caracterización de los productos y subproductos de la industria de la molienda seca, a partir de la construcción de rangos de tamaño (granulometría) y de materia grasa, en función de las especificaciones típicamente requeridas de acuerdo con sus principales usos.
Productos de molienda seca de maíz
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 72
(i) Trozos de endospermo
Los trozos de endospermo, comúnmente llamados “Hominy Grits o Flaking Grits”, son trozos del endospermo de maíz, pelados y desgerminados, que típicamente se usan para la producción de copos y cereales de desayuno. Otros usos frecuentes del producto incluyen la elaboración de platos típicos como el Munguzá en Brasil, Samp o Mealy Rice en países africanos, y la Mazamorra en América Latina (Silvio Pagnacco, 2014)38
Típicamente, el rango granulométrico de los trozos de maíz está calibrado entre 3300 y 6000 micrones (3,3 y 6 milímetros), y de acuerdo con la distribución de tamaño que tengan las fracciones, los trozos de endospermo se pueden clasificar en gruesos, medios o finos.
(ii) Sémolas
Las sémolas se pueden obtener a partir de la molienda de los trozos pelados y desgerminados. En efecto, las fracciones de endospermo que tienen un tamaño menor a 3300 micrones, se destinan a la producción de sémolas. Este tipo de producto se caracteriza por tener características adaptadas a las necesidades de la industria que lo demanda39. De acuerdo con su calibración (granulometría) y contenido de materia grasa, las sémolas pueden destinarse a la elaboración de snacks (sémolas para extrusión), a la elaboración de polenta (corn meal), o pueden ser utilizadas como fuente de energía en los procesos fermentativos para cervecerías (grits cerveceros).
Las sémolas cerveceras tienen típicamente una granulometría entre los 500 a 1400 micrones. Los contenidos de materia grasa requeridos para este tipo de producto se encuentran entre 0,5 y 0,8%, siendo menores a los requeridos para las sémolas destinados a la elaboración de polenta y para extrusión. Los grits cerveceros son utilizados en los procesos fermentativos para la producción de cerveza, en sustitución de otros productos de alto contenido de almidón, como por ejemplo arroz.
Las sémolas de extrusión o para la elaboración de snacks tienen típicamente un rango granulométrico desde los 300 micrones a los 840 micrones, y un contenido graso que se encuentra entre el 0,8% y el 1,5% expresado en base seca. Las necesidades específicas (granulometría y contenido de materia grasa) de cada cliente pueden variar de acuerdo con las características de la extrusora a utilizar, así como también del tipo de snack a lograr. La sémola para extrusión debe tener una granulometría uniforme, presentando mayores exigencias para cada especificación granulométrica (menores desviaciones de la distribución del tamaño de las partículas), que en el caso de las sémolas para polenta.
En el caso de las sémolas para preparar polenta, a diferencia de los productos anteriores, no constituyen un producto intermedio, sino que se destina al mercado de consumo masivo o consumidor final e institucional. Existen dos tipos polenta: polenta tradicional o polenta de cocción rápida (instantánea). En el caso de la polenta tradicional, las partículas de endospermo tienen un tamaño entre 300 y 1200 micrones, mientras que, en el caso de la polenta de cocción rápida o instantánea, las partículas están calibradas entre 300 y 840 micrones. El contenido de materia grasa de las sémolas para polenta se encuentra generalmente entre el 0,8% y el 2,25 % (en base seca).
38 Silvio
Pagnacco, 2014. Molienda seca de maíz. Disponible en http://molineria.online/molienda-seca-de-maiz/
39
Juan Manuel Garzón y Rossetti Valentina, 2011. Una Argentina Productiva, Competitiva y Federal. La cadena del maíz y sus derivados. IERAL de la Fundación Mediterránea.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 73
(iii) Harinas finas de maíz
Las harinas finas de maíz resultan de la molienda de los trozos pelados y desgerminados, que se lleva a cabo para la obtención de sémolas. Dichas harinas presentan baja granulometría (entre 200 y 400 micrones) y un contenido de grasa superior al de las sémolas (entre el 1,5% y el 3% expresado en base seca). Según su calibración, su utilización más frecuente es en panificados y fábricas de pastas, y como harina para embutidos, utilizada para la elaboración de emulsiones cárneas como sustituto del almidón.
En la siguiente tabla se presenta una caracterización de los principales productos de la molienda seca de maíz. Dichos productos se clasifican principalmente en base al tamaño de la fracción de endospermo (granulometría).
La siguiente tabla sintetiza las características mencionadas en los párrafos anteriores, de los productos de la industria de molienda seca de maíz.
Rango de Tamaño de Partículas
Contenido Graso (% Base Seca)
Producto mayor que mayor quemenor o igual que menor o igual que
Hominy Grit
Grits Cerveceros
Sémolas para extrusión Semola para Polenta Trad. Sémola para Polenta Instantánea Harina
Productos obtenidos a partir de la Molienda Seca de Maíz (Templado – Desgerminado) 3300 500 300 300 300 200
6000 1400 840 1200 840 400
Fuente: Elaboración propia Universidad Austral sobre la base de consulta a expertos de la industria.
0,4% 0,5% 0,8% 0,8% 0,8% 1,5%
0,6% 0,8% 1,5% 2,25% 2,25% 3,0%
Como puede observarse en la tabla anterior, las fracciones más grandes tendrán un menor contenido de grasa (0,4–0,6%), y a medida que disminuye el tamaño de la partícula de endospermo desgerminado, la materia grasa contenida en la partícula aumenta, hasta alcanzar un porcentaje de materia grasa cercano al 3% en el caso de la harina fina de maíz.
Estas diferencias ocurren porque los productos se originan de diferentes estructuras del grano de maíz. Los productos de la porción de endospermo córneo o vítreo del grano, por ejemplo, los hominy grits, exhiben el menor contenido de grasa, mientras que los productos constituidos a partir de la porción de endospermo harinoso del grano (es decir, la harina fina de maíz) tienen un mayor contenido de grasa (Sergio O. Serna – Saldivar, 2018).
Si bien los productos de endospermo son mayormente destinados a usos alimentarios, también pueden ser utilizados en aplicaciones no alimentarias, como por ejemplo materiales de construcción (placas de yeso), cerámicos, productos farmacéuticos, productos de papel y textiles (North American Millers Asociation40).
40 La Asociación de Molineros de América del Norte (en español) es una asociación comercial sin fines de lucro para las industrias de molienda de trigo, maíz, avena y centeno. Comprende compañías que operan molinos de granos en los Estados Unidos y Canadá y las compañías que ofrecen productos y servicios a los molinos.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 74
(iv) Subproductos
Adicionalmente, como subproductos del proceso de molienda seca se obtienen el germen, el salvado de maíz (pericarpio) y la harina de menor granulometría. Estos subproductos son generalmente mezclados en proporciones variables para producir harina zootécnica (también denominada hominy feed).
La harina zootécnica puede ser utilizada en la elaboración de alimentos balanceados y se destina a la alimentación animal. Su aspecto es similar al maíz finamente molido, y tiene gran valor nutricional, así como alta digestibilidad y palatabilidad41. Debido que posee aceites insaturados que se enrancian fácilmente, su capacidad de almacenamiento es limitada y debe cuidarse su conservación.
El germen es el principal subproducto del proceso. Su alto nivel de aceite y su valor nutritivo lo hacen ideal como alimento energético de animales, aunque también puede destinarse a la extracción de aceites (Lucas Borras et al., 2018)42. Asimismo, existe la posibilidad de recuperar parcialmente el salvado para utilizarlo como insumo en otros procesos (elaboración de galletitas y otros productos panificados) con el objetivo fundamental de aumentar el contenido de fibra de los productos. Sin embargo, estas alternativas son viables únicamente a gran escala.
Elementos clave para la conversión del Maíz en Molienda Seca
El rendimiento de productos y subproductos obtenidos a partir de la molienda seca del grano de maíz se ve influenciada por 1) el equipo industrial utilizado; 2) la gestión de las operaciones y 3) la calidad industrial del grano obtenido para la molienda.
Si bien la maquinaria para la molienda no ha cambiado drásticamente, y los principios de procesamiento originales aún se aplican de manera efectiva, el equipo industrial que se utiliza para procesar el maíz influye en el rendimiento industrial del maíz. A modo de ejemplo, la eficiencia del equipo desgerminador es determinante de los rendimientos de molienda seca, y de la misma manera, el uso de diferentes equipos para transportar los granos influye en las mermas por granos quebrados. En este sentido, los factores de conversión estimados en el presente capítulo constituyen valores de referencia de la industria, considerando la aplicación de las diferentes tecnologías disponibles.
El segundo factor de impacto es la gestión de las operaciones, que refiere a la toma de decisiones sobre los procesos, y el mantenimiento de equipos por parte de los directivos de la planta industrial. En relación con esta variable, no hay grandes diferencias entre empresas con plantas en las distintas partes del mundo.
Elizabeth Lezcano, 2012. Cadena de productos de maíz. MinAgri.
Lucas Borrás et al, 2018. Manejo de Maíz Flint. Cap 5: Maíz en cerveza.
41
42
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 75
Finalmente, la calidad industrial del grano es un factor central en el rendimiento de los establecimientos industriales de molienda seca de maíz. Dicha calidad dependerá de la genética del grano, que determinará la dureza de su endospermo, y también de factores geográficos. Asimismo, es importante no tener granos con fisuras o partidos, ya que eso condiciona el tamaño de los trozos o grits que se busca obtener (Izquierdo y Cirilo, 2013).
Dado que la molienda seca involucra procesos mecánicos, se requiere de maíces que tengan una determinada dureza endospérmica para que el equipamiento pueda ser efectivo en la separación de los componentes del grano y su posterior fraccionamiento. En efecto, los maíces con mayor dureza endospérmica (tipo flint) están asociados a mejores rendimientos molineros, permitiendo obtener trozos más grandes y de mayor valor, y atributos físicos adecuados a las distintas aplicaciones posibles (Lucas Borras et al., 2020)43
En la búsqueda de mayores rendimientos por hectárea y mejor performance agronómica, el mejoramiento genético de las semillas ha desarrollado maíces híbridos semiduros (o semidentados), que combinan material genético del maíz dentado, con características del maíz flint. En este sentido, si bien dichos maíces pueden tener rendimientos molineros menores en relación con el maíz flint, en la actualidad su utilización tiene amplia difusión en la industria, por su mayor disponibilidad y menor precio en relación con el maíz flint .
Los factores de conversión que se desarrollan a continuación constituyen valores de referencia en la industria de molienda seca con desgerminación a nivel global, considerando las variedades de maíz más representativas y la aplicación de las diferentes tecnologías disponibles para los procesos cuyos productos objetivo son la producción de grits (hominy grits y sémolas). Los valores establecidos han sido validados sobre la base de literatura especializada y por consulta a expertos, permitiendo asegurar la razonabilidad de los resultados obtenidos.
Se presentan los valores de factores de conversión expresados en base comercial o materia tal cual (MTC), es decir que se considera la humedad con la que el productor vende el grano, estimada en un 14,5% y la humedad típica presente en cada producto derivado de la molienda seca de maíz desgerminado. Asimismo, para poder reflejar íntegramente la cantidad de maíz que se requiere para la elaboración de los distintos productos, el factor de conversión expresado en base comercial considera para su estimación las mermas producidas durante la etapa de recepción del grano.
Proceso de Molienda Seca de Maíz
Los objetivos de la molienda seca en base a desgerminación semihúmeda son desvestir (pelar) el grano de maíz, sacarle el germen, retirar los restos de pericarpio, y ser lo más eficiente en la rotura del endosperma.
En la siguiente figura se muestra un esquema conceptual simplificado del proceso de molienda seca de maíz, que involucra 5 etapas: 1) recepción, 2) acondicionado, 3) desgerminado, 4) clasificación y
43 Lucas Borrás et al, 2020. Maíz Flint: Producción sustentable y calidad de grano. Cap 5: La importancia de la dureza en la molienda del maíz Flint.
44 Debido a que los genotipos semi-dentados/ semi-duros (genéticamente modificados) rinden más kilos por hectárea que los maíces tipo flint puros, los productores reciben una prima para producir maíces especiales requeridos por la industria de molienda seca (Lucas Borrás et al, 2018).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 76
5) molienda. Los procedimientos pueden involucrar múltiples etapas de operaciones de molienda y separación, que hacen que el proceso sea en realidad más complejo que lo que permite ver el diagrama.
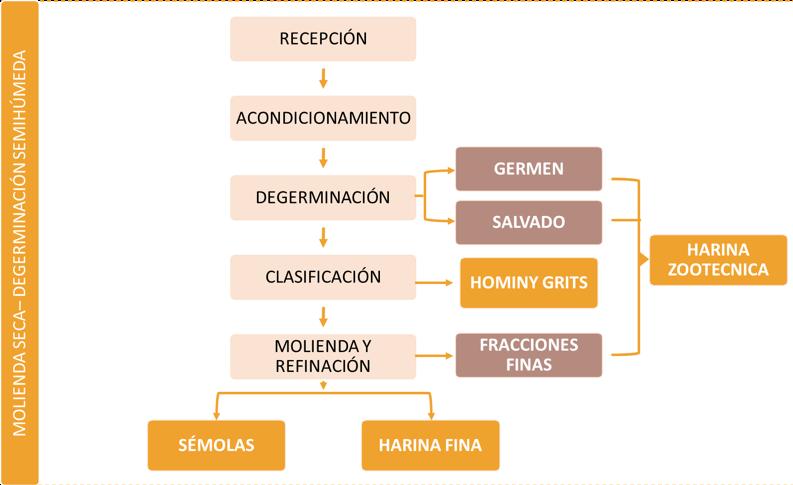
Etapas de transformación en las plantas de molienda seca de maíz
Con sistemas de desgerminación semihúmeda
1. Recepción del grano de maíz
La recepción es la primera etapa para en la industria de molienda seca de maíz. Esta fase incluye dos subetapas: 1) Recepción y almacenamiento y 2) Limpieza y calibración
1.1. Recepción y almacenamiento
La subetapa de recepción y almacenamiento, involucra la entrega y muestreo del grano, el pesaje y la descarga, la pre-limpieza y clasificación de los granos de maíz, y su almacenaje.
La pre-limpieza tiene como objetivo eliminar las impurezas, para mejorar las condiciones de almacenamiento del grano. Se trata de una limpieza de alta capacidad, en la que se utilizan equipos limpiadores que separan las impurezas en función de su tamaño, forma, peso específico, color y propiedades ferromagnéticas. Luego, los granos se clasifican de acuerdo al tipo de maíz, al contenido de humedad y a su calibre (tamaño), y se destina al almacenamiento en silos, en condiciones adecuadas de humedad y temperatura hasta momento de molienda.
El grano de maíz recibido y almacenado debe cumplir con el grado de humedad comercial (hasta 14,5%). Durante el almacenamiento, mediante aireación controlada, se reduce el contenido de humedad a valores cercanos a 13,5%, que es el grado de humedad con el que se ingresa luego a molienda.
Fuente: Elaboración propia Universidad Austral a partir de entrevistas con referentes de la industria.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 77
1.2. Limpieza y calibración
Cuando el grano ingresa a molienda, se realiza una nueva limpieza del maíz, para eliminar las impurezas, el material defectuoso y los contaminantes que pudieran ingresar con el grano. Asimismo, dependiendo del tipo de producto a obtener, puede ser conveniente calibrar el maíz. Dicha calibración permite separar los granos por tamaño, para procesar de manera independiente los granos de gran calibre de los granos de los granos chicos, y así lograr mejores rendimientos de molienda.
Durante la etapa del pre-manejo del grano (recepción y almacenamiento, y limpieza y calibración) se producen mermas que dependerán del contenido de humedad y de la calidad del maíz, de la tecnología disponible en el acopio para el pretratamiento del maíz (por ej. tamaño de malla de zaranda, eficiencia de la zaranda, sistema de aspiración de finos, etc), o para el transporte de los granos (roscas sin fin o cadenas transportadoras).
Las mermas típicas asociadas al pre-manejo del grano de maíz en las plantas de molienda seca ascienden al 2,4% del peso del grano expresado en base comercial.
2. Acondicionamiento
En la etapa del acondicionamiento (también conocida como templado), se humedece el grano con bajos porcentajes de agua, para llevarlo a condiciones óptimas que permiten lograr una buena separación posterior del endosperma, germen y pericarpio (o capa de salvado).
La etapa de acondicionamiento ayuda a fraccionar y separar el grano de maíz en sus componentes, porque la textura, densidad y características de molienda de cada componente son ligeramente diferentes, y el templado magnifica estas diferencias (J. Giguere, 199345). El proceso permite soltar y endurecer la cáscara (pericarpio o salvado) y hacer al germen más gomoso y maleable, mientras que el endospermo permanece frágil. Como resultado, el salvado y el germen se vuelven más resistentes a quebrarse en pequeñas piezas durante la molienda, facilitando su separación en grandes fragmentos en el desgerminador.
Dependiendo de las tecnologías utilizadas en la industria, variarán el equipo necesario para llevar a cabo el acondicionamiento y el tiempo en que el grano debe estar en contacto con la humedad. A su vez, cuanto mayor sea la duración de la etapa de acondicionamiento, la humedad penetrará más dentro del endosperma vítreo, y el proceso requerirá del secado de los productos finales de endospermo de maíz. Las nuevas tecnologías permiten reducir el tiempo en que el grano debe estar en contacto con la humedad, generando que no sea necesario secar los productos de endospermo.
El grano acondicionado se dirige luego a la etapa de desgerminación.
3. Desgerminación
A diferencia de la etapa de desgerminación de la molienda húmeda de maíz, en el caso de la molienda seca la desgerminadora de maíz no necesita agua para llevar adelante el proceso, aunque sí requiere de un acondicionamiento previo del grano. El principio del método de desgerminación, se basa en las diferencias físicas de los componentes del grano de maíz, y en las características que adquieren el germen y el pericarpio luego de estar en contacto con un nivel bajo de humedad
Giguere, 1993. Patente US 5250313ª. Disponible en https://patents.google.com/patent/US5250313A/en
45 James
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 78
durante el proceso de acondicionamiento. En la etapa de desgerminación se logra la fractura del grano, con la consecuente separación del germen, salvado y el endosperma. Este proceso tiene lugar en la desgerminadora, que está compuesta por un rotor de forma cilíndrica o cónica dependiendo del sistema de desgerminado, y una rejilla de cernido especialmente diseñada. Se trata de un proceso mecánico, en el que el germen se desprende del endospermo a través del impacto del grano contra la superficie del rotor y la rejilla, y/o por la acción abrasiva de los granos unos contra otros (P. Matthews, 2005)46
La eficacia de la etapa de desgerminación es determinante del rendimiento de la molienda, ya que definirá el grado de separación de los componentes que se pueda lograr y el tamaño de las fracciones obtenidas. A partir de esta etapa se obtienen dos corrientes de producto. Por un lado, una corriente que es relativamente rica en piezas grandes de endospermo47(el grano desgerminado) y que constituye la fracción del grano que se insumirá para obtener los productos principales, y por el otro lado, una corriente rica en germen, salvado (pericarpio), y piezas pequeñas de endospermo que pasan a través del tamiz, que es fracción del grano que va a constituir subproducto.
Las corrientes obtenidas durante la desgerminación se deshidratan para disminuir la humedad a aproximadamente el 14%. Con esta humedad, los trozos de endospermo refinados, y sus productos y subproductos tendrán una vida útil prolongada. Hay algunos sistemas de producción en los que no se requiere el secado de la corriente de trozos de endospermo, esto está asociado al tiempo en que los granos están en contacto con la humedad durante su acondicionamiento.
i) Corriente rica en endospermo
Con el fin de mejorar la calidad de los productos obtenidos, la corriente rica en endospermo se somete a pasos de procesamiento adicionales, previo a la etapa de clasificación. Dichos procesos incluyen la separación de fracciones por canales de aspiración y mesas densimétricas.
Debido a la diferencia en densidades y propiedades aerodinámicas, el flujo de aire en canales de aspiración permite una separación inicial de partículas ligeras como el salvado, de partículas pesadas como el endospermo. Adicionalmente, las mesas densimétricas aprovechan la diferencia en la densidad del endospermo y el germen para separar aún más los componentes del grano.
ii) Corriente de subproductos
Dependiendo del/los subproductos objetivo de la planta, la corriente de subproductos también puede someterse a procesos de aspiración y/o mesas densimétricas para: • remover fracciones de pericarpio, en el caso de que se requiera recuperar el salvado. • separar el germen entero del endospermo, en el caso de que se requiera su recuperación para posterior extracción de aceite
Las fracciones de endospermo que se encuentran en la corriente de subproductos tienen un menor grado de pureza, ya que contienen pequeñas porciones de germen y pericarpio, y se destinan típicamente a la alimentación animal. El Salvado es usualmente destinado a la producción de harina zootécnica para la alimentación animal, sin embargo, recientemente hay plantas que recuperan el salvado y lo refinan para su aplicación en la industria alimenticia. Asimismo, el germen de maíz puede destinarse a la extracción de aceite, o combinarse con los trozos de pericarpio y endospermo
46 Peter Matthews, 2005. Patente US20050226979A1. Disponible en https://patents.google.com/patent/US20050226979A1/ en?q=corn+degermination&oq=corn+degermination 47 Es la corriente de piezas que resultan demasiado grandes para pasar a través de la rejilla/tamiz. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 79
de la corriente de subproductos para obtener harina zootécnica. Los factores de conversión que se estiman en el presente informe corresponden a la alternativa que involucra la combinación del germen, el salvado y las fracciones de endospermo de menor granulometría, para la obtención de harina zootécnica.
4. Clasificación
Cuando la corriente de trozos de endospermo sale de la desgerminadora y se destina a la etapa de clasificación, se realiza un tamizado grueso con el objetivo de retener y recircular los granos enteros o con adherencia de germen. Esta corriente se denomina “retorno” y vuelve a la desgerminadora para ser procesada nuevamente aumentando la eficiencia del proceso48
Las fracciones de maíz pelado y desgerminado que ingresan a la etapa de clasificación se clasifican por granulometría, separando los trozos grandes de endospermo que serán destinados a la obtención de hominy grits (trozos mayores a 3300 micrones). El proceso se realiza mediante cribas de clasificación equipadas con tamices de diferentes variables de granulometría, que permiten adecuar el producto a las especificaciones de los clientes. Los grits más finos se envían a la etapa de molienda y refinación y son destinados a la elaboración de sémolas y harinas.
Debido a que una porción del salvado aún puede estar adherida a los trozos de endospermo después del proceso de desgerminación, puede ser necesario pasar nuevamente por un canal de aspiración para reducir el contenido de salvado del producto. El salvado que se recupera se destina a la corriente de subproductos.
Por lo general, cuanto mayor es el tamaño de las partículas, mayor será el valor del producto. Es por ello que, en términos generales, es deseable una mayor extracción de las fracciones más grandes de endospermo (Hominy Grits o Flaking Grtis). Sin embargo, según la estrategia comercial del molino, los productos objetivo pueden ser las sémolas para polenta, las sémolas para extrusión, y las sémolas cerveceras. En estos casos las fracciones grandes se pueden convertir, a partir de una transformación secuencial en la etapa de molienda y clasificación, en productos de menor granulometría.
5. Molienda y clasificación
Ingresa a esta etapa la corriente de los trozos pelados y desgerminados de endospermo que no han sido separados para la obtención de hominy grits. El proceso comprende la refinación o trituración de dichos trozos, y su posterior clasificación por tamaño en cernedores/zarandas, con el propósito de obtener sémolas o harinas de un determinado calibre.
Para la trituración se utilizan típicamente molinos de cilindros. Son bancos con pares de cilindros, que giran a distinta velocidad y en sentido contrario. Son cilindros estriados o rayados, encargados de moler los trozos de endospermo reduciendo el tamaño de las sémolas. En cada pasaje de la molienda se obtiene un producto, compuesto por una mezcla de partículas gruesas, medianas y finas. Las partículas de diferentes tamaños se seleccionan por cernido o tamizado.
El objetivo del cernido es separar las partículas obtenidas en la molienda por granulometría
48 La fracción de retorno no debe superar el 8% para no comprometer el layout del sistema de producción. ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 80
(igual tamaño), de acuerdo con el perfil de los productos a obtener. Cada pasaje de la molienda (trituración o reducción) se corresponde con un pasaje de cernido. La clasificación se realiza mediante cernidores planos (plansifters), que reciben los productos molidos, y efectuando un movimiento rotativo excéntrico, realizan el tamizado del producto por medio de telas o mallas especiales (de Nylon o metálicas según corresponda).
Del tamizado se obtienen fracciones de distinta granulometría, algunas pasarán a constituir los productos finales (harina y sémolas), que se mezclan con fracciones de características similares de los demás pasajes de molienda; mientras que el resto de las fracciones clasificadas por tamaño continuará en las etapas siguientes del proceso, como alimentación de otros cilindros.
A partir de este proceso se obtienen sémolas para extrusión, sémolas cerveceras, sémolas para polenta tradicional y harinas finas, en diferentes proporciones, en función de la estrategia comercial de la empresa. Asimismo, se recupera el salvado por procesos de aspiración.
La sémola que por especificación del cliente debe tener una humedad más baja, se somete a un proceso de secado, y mediante inyección de aire caliente disminuye la humedad del producto de un 14% a un 12%.
En el caso de la polenta instantánea, hay dos procesos asociados a la producción de dicho producto. Por un lado, se puede obtener polenta de cocción rápida utilizando una sémola de granulometría más fina que la polenta tradicional, y por el otro lado, se puede también obtener por un proceso de pre-cocción.
En el segundo caso, se realiza un proceso de pre-cocción con vapor antes de refinar los trozos. Este proceso logra que los almidones se pre-cocinen, puede maximizar la capacidad de absorción del producto, y logra la característica de cocción de un minuto.
Sobre las especificaciones de los productos
Un aspecto clave del perfil de los productos a obtener, se define mediante especificaciones mínimas y máximas para la proporción de producto retenido en una serie de tamices de prueba de precisión. Dichos tamices se distribuyen comenzando con las aberturas más grandes, y continúan hasta las aberturas más pequeñas. El perfil define asimismo una especificación máxima sobre la cantidad de producto que pasa por el tamiz más fino y queda retenido en la sartén. Este esquema es precisamente cómo se describe un perfil de granulación de producto en una especificación o una hoja de datos técnicos.
A modo de ejemplo, se describe a continuación cómo se presentan las especificaciones de granulometría de la sémola polenta tradicional (se trata de un ejemplo, las especificaciones pueden variar, aunque se trate de un mismo producto).
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 81
Sémola de Polenta Común
Abertura de malla (Micrones)
Retenido
La estimación de los factores de conversión del maíz para la molienda seca de maíz desgerminado se realizó en base a información obtenida de bibliografía especializada, consultas a empresas comerciales de molienda seca de maíz para la producción de alimentos, y expertos de la industria. Los rendimientos de la industria y los factores de conversión establecidos han sido validados en base a literatura especializada y por expertos, en instancias de consulta generadas a tal fin, permitiendo asegurar la razonabilidad general de los resultados obtenidos.
El trabajo de Juan Manuel Garzón y Valentina Rossetti (2011), del Instituto de Estudios sobre la Realidad Argentina y Latinoamericana (IERAL), presenta una descripción del perfil productivo y comercial de la industria de molienda seca del maíz en Argentina, y una síntesis de los rendimientos industriales de acuerdo la estrategia comercial de las empresas. Asimismo, Tino Boehm (2019)50, presenta los rendimientos industriales que resultan de la molienda seca de diversos tipos de maíz, con diferentes propiedades, provenientes de diferentes países.
Entre otros, Sergio O. Serna Saldivar (2010 y 2018), Silvio Pagnacco (2014)51, describen las etapas asociadas a la molienda seca de maíz con desgerminación semi-húmeda, y presentan una descripción de los productos y subproductos que resultan de la industria de molienda seca.
Por su parte, Lucas Borras et al. (2018 y 2020)52 53 y José L. Robutti (200854), han publicado estudios referidos a la importancia de la dureza del maíz en la molienda seca con desgerminación semihúmeda, y a las tendencias asociadas a los genotipos y calidad de maíz para la industria de molienda seca.
El presente informe desarrolla la estimación de factores de conversión del maíz en la industria de molienda seca. Los resultados obtenidos constituyen valores promedio de los factores de
49 Disponible en www. http://www.grupolasantina.com/
50 Tino Boehm, 2019, Understanding Corn and it`s Processing Options.
51 Silvio Pagnacco (2014). Molienda Seca de Maíz. Disponible en http://molineria.online/molienda-seca-de-maiz/ Sergio O. Serna-Saldivar et al.,2018. Corn: Chemistry and Technology, Tercera edición.
Sergio O. Serna-Saldivar et al., 2010. Cereal Grains: Properties, Processing, and Nutritional Attributes. s
52 Lucas Borras et al, 2018. Manejo del maíz Flint. Disponible en https://www.dacsa.com/wp-content/uploads/2019/04/LIBRO-3-Manejo-delma%C3%ADz-flint_compressed-comprimido.pdf
53 Lucas Borras et al, 2020. Maíz Flint: Producción sustentable y calidad de grano
54 José Robutti, 2008. Calidad y usos del maíz. Revista Idia XXI. Buenos Aires: INTA pergamino. pp. 100-104
1190 710 420 Menos de 420 0 65 32 3
%
Fuente: Grupo La Santina (Exportador de Productos Alimenticios)49
Cálculo de los factores de conversión de maíz en la molienda seca
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 82
conversión del maíz, considerando el proceso industrial con mayor difusión a nivel global, que es la molienda seca de maíz con desgerminación semihúmeda.
Los rendimientos de la industria y los factores de conversión estimados se expresan en base comercial (BC) o materia tal cual (MTC). De esta manera, se consideran para el cálculo la humedad con la que el productor vende el grano y la humedad típica presente en cada producto y subproducto obtenido de la molienda seca de maíz. Asimismo, para poder reflejar íntegramente la cantidad de maíz que se requiere para la elaboración de los distintos productos, los factores de conversión expresados en base comercial consideran para su estimación las mermas producidas durante la etapa de recepción del grano.
Mermas del proceso
Para la estimación de las mermas asociadas a la molienda seca de los granos de maíz, se consideran:
1- las mermas o pérdidas de materia que suceden durante el pre-manejo, es decir, en los procesos involucrados en la recepción, pre-impieza y almacenamiento del grano, y durante la posterior limpieza y calibración, previos al acondicionamiento del grano.
2- las mermas que suceden en el proceso de transformación.
Hay muchas variables que influyen en las mermas durante el pre-manejo del grano, entre ellas, el manejo del grano durante la cosecha y la poscosecha, los equipos utilizados para manipular el grano y el nivel de humedad del grano recibido. Adicionalmente, si el maíz es secado artificialmente se generan microfisuras, que aumentarán las mermas. Se estiman mermas promedio, representativas durante la etapa del pre-manejo del grano del 2,5%, compuesta por cuerpos extraños, humedad, granos dañados y granos partidos.
Las mermas estimadas en este trabajo para la etapa de recepción del grano de maíz son mermas que incluyen las pérdidas de materia que suceden durante la pre-limpieza del grano, en la subetapa de recepción y almacenamiento, y durante la subetapa de limpieza y calibración del grano de maíz. En este sentido es preciso notar que, dependiendo de la estrategia de abastecimiento de la industria, la prelimpieza del grano puede llevarse a cabo en la planta industrial de molienda seca, o en las firmas donde se realiza el acopio del grano. Sin embargo, dado que los granos de maíz son pre-limpiados en todos los casos, se ha incluido este proceso para el cómputo de las mermas representativas de la industria.
Por otro lado, las mermas que ocurren durante el proceso de molienda del grano de maíz son, en promedio, menores al 1%. Para este trabajo se considera que las mermas ocurridas durante el proceso ascienden al 0,5%, y típicamente se trata de pérdidas por polvo que se producen en la operación de molienda, respecto del maíz ingresado al proceso industrial.
De esta manera, se estima que, las mermas asociadas a la molienda seca de maíz (pérdidas producidas durante la recepción del grano más las pérdidas de materia durante su procesamiento), pueden alcanzar en promedio el 3% del volumen de maíz recibido en las plantas de molienda, expresado en base comercial.
Factores de Conversión
Según la estrategia comercial que tengan los diferentes molinos de maíz, se especializan en la obtención de trozos para cereales para desayuno (Hominy Grits), polenta (Cornmeal), polenta
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 83
instantánea (Instant Polenta) o sémolas para extrusión (Snack Grits), o de Grits cerveceros (Brewery Grits). Los procesos se diferencian en la calibración de los molinos y en mallas a utilizar para el cernido, dando lugar a diferentes parámetros de rendimiento industrial. En la siguiente tabla se observan los rendimientos industriales de referencia en función de la estrategia comercial de la industria.
Molienda seca de maíz desgerminado Rendimiento promedio según la estrategia comercial de la industria Expresados en base comercial(*)
Rango
Producto principal#
Hominy Grits
Cornmeal (Polenta)
Cornmeal (Instant Polenta)
Snack Grits
Brewery Grits
-
Otros productos Rendimiento Prod. Principal Harina Zootécnica
Sémolas Harina de Maíz
-
- 50%
- 43%
-
La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas
estiman en
volumen de maíz recibido en las plantas de molienda seca (expresado en base comercial).
En el caso de la estrategia #1, el objetivo principal de la industria es producir Hominy grits, y el rendimiento de referencia de la molienda seca es 30% de trozos, 22% de sémolas para polenta tradicional o para extrusión, 7% de harina fina y 39% harina zootécnica.
En el caso de la estrategia #2, el objetivo de producción consiste en maximizar la obtención de sémolas para polenta tradicional. El rendimiento industrial de referencia para este tipo de perfil comercial asciende a 58% de sémolas para polenta tradicional, 7% de harina fina de maíz, y 33% de harina zootécnica.
En el caso de que el producto objetivo sea sémolas para polenta instantánea (estrategia #3), se obtiene como referencia un rendimiento de 45% de sémolas para polenta instantánea, 10% de sémolas para polenta tradicional, 7% de harina fina de maíz, y 35% de subproducto.
En la estrategia #4, el objetivo de la industria es maximizar la obtención de sémolas para extrusión. Como resultado, se obtiene 39% de dicho producto, 12% de sémolas para polenta tradicional, 7% de harina fina de maíz y 39% de harina zootécnica. Finalmente, para el caso de la industria cuyo producto objetivo es la sémola cervecera, se obtienen como referencia 52%.
A los fines del estudio, se consideran para los productos principales (Hominy grits, cornmeal, instant polenta, snack grits, brewery grits), los factores de conversión inherentes a la obtención de dichos productos. Por el otro lado, para el caso de la harina fina de maíz y del subproducto harina zootécnica, que son los productos de menor valor relativo, se consideran factores de conversión promedio, que son relativamente estables, independientemente del perfil comercial de los molinos de maíz.
25%
35% 55%
65% 40%
35%
45%
57% 22% 10% 12% 7% 7% 7% 7% 7% 30% 58% 45% 39% 52% 39% 33% 35% 39% 39%
1 2 3 4 5
(*)
se
3% del
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 84
Molienda seca de maíz desgerminado
Rendimiento promedio y cantidad de toneladas de maíz necesarias para obtener Una tonelada de producto y subproducto. Expresados en base comercial(*)
Producto Yield (*) (% M. as is)
Hominy Grits
Semola para Polenta Trad.
Sémola para Polenta Instantánea
Sémolas para extrusión Grits Cerveceros
Harina de Maíz Harina Zootécnica
Tonnes maize equivalent per tonne maize product
La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 3% del volumen de maíz recibido en las plantas de molienda seca (expresado en base comercial).
Referencias Bibliográficas
Buhler, 2018. State-of-the-art Process Technology for MAIZE.
Charles Wanjau, 2015. Ultimate Technology to Reduce the Aflatoxin Level in Maize. Buhler
Elizabeth Lezcano, 2012. Cadena de productos de maíz. MinAgri. https://www.buhlergroup.com/
José Robutti, 2008. Calidad y usos del maíz. Revista Idia XXI. Buenos Aires: INTA pergamino. pp. 100-104
Juan Manuel Garzón y Rossetti Valentina, 2011. Una Argentina Productiva, Competitiva y Federal. La cadena del maíz y sus derivados. IERAL de la Fundación Mediterránea.
Lucas Borras et al, 2018. Manejo del maíz Flint. Disponible en https://www.dacsa.com/wp-content/ uploads/2019/04/LIBRO-3-Manejo-del-ma%C3%ADz-flint_compressed-comprimido.pdf
Lucas Borrás et al, 2020. Maíz Flint: Producción sustentable y calidad de grano. Cap 5: La importancia de la dureza en la molienda del maíz Flint.
Mercedes E. Goizueta, Andrés Castellano, Melina Covacevich, 2013. INTA: ALTERNATIVAS DE AGREGADO DE VALOR EN LA CADENA DE MAIZ ARGENTINA. Estrategias y actores diferenciales por agroindustria derivada.
North American Millers Asociation
30% 58% 45% 39% 52% 7% 37% 3,3 1,7 2,2 2,6 1,9 15,1 2,7
(*)
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 85
Peter Matthews, 2005. Patente US20050226979A1. Disponible en https://patents.google.com/pat ent/US20050226979A1/en?q=corn+degermination&oq=corn+degermination
R. James Giguere, 1993. Patente US 5250313ª. Disponible en https://patents.google.com/patent/ US5250313A/en
S.R. Eckhoff, 2004. MAIZE | Dry Milling, Encyclopedia of Grain Science, Elsevier,Pages 216-225.ISBN 9780127654904, https://doi.org/10.1016/B0-12-765490-9/00088-4.
Sergio O. Serna-Saldivar et al., 2010. Cereal Grains: Properties, Processing, and Nutritional Attributes. Sergio O. Serna-Saldivar et al.,2018. Corn: Chemistry and Technology, Tercera edición.
Silvio Pagnacco (2014). Molienda Seca de Maíz. Disponible en http://molineria.online/molienda-se ca-de-maiz/
Tino Boehm, 2019, Understanding Corn and it`s Processing Options.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 86
de Conversión del Maíz
Factores
Capítulo V: Producción de etanol de maíz
Producción de etanol a partir del maíz
Existen dos métodos primarios para la producción de etanol (también denominado alcohol, alcohol etílico y bioetanol) a partir de maíz: la molienda seca y la molienda húmeda. La elección de uno u otro sistema de producción implica diferentes rendimientos de etanol y la obtención de diferentes subproductos.
En las plantas de molienda húmeda, el grano de maíz es fraccionado en sus componentes principales (almidón, germen, fibra y proteínas), y solo el almidón es procesado para obtener etanol. Este método es más versátil55, porque el almidón obtenido se puede convertir en otros productos además del etanol (ej. edulcorantes), y los subproductos resultantes de la molienda húmeda (gluten feed, gluten meal, aceite de maíz) son más valiosos que los granos destilados con solubles (DGS), resultantes del proceso de molienda seca para la obtención de etanol.
Por el otro lado, en las plantas de molienda seca, el grano completo es procesado para producir etanol, y las partes del grano que no son almidón, se recuperan al final del proceso como subproducto para ser destinados a la alimentación animal. El proceso de molienda seca permite obtener mayor cantidad de etanol por unidad de maíz que la molienda húmeda56. Asimismo, las plantas de molienda en seco tienen menores requerimientos de capital tanto al momento de construir la planta, como durante el proceso productivo (T. Mizik, 2020).
A nivel global, la mayoría del etanol de maíz proviene del proceso de molienda seca. En Estados Unidos, principal productor de etanol de maíz en el mundo, más del 90% del maíz destinado a la producción de etanol se procesa en plantas con tecnología de molienda seca y el 9% en plantas de molienda húmeda (S. Jayasinghe y D. Miller, 2018).
Con el fin de alcanzar los factores de conversión más representativos, el análisis que a continuación se presenta se focaliza en el proceso de molienda seca convencional para la obtención de etanol de maíz. Dicho sistema es el más utilizado a nivel global. En el siguiente cuadro se enumeran los principales productos y subproductos que derivan de la molienda seca de maíz para la producción de etanol y sus usos.
55 Para profundizar sobre este tema, ver el capítulo referido al proceso de molienda húmeda de maíz.
56 Esto es así porque en el proceso de molienda húmeda, durante el fraccionamiento del grano, parte del almidón fermentable se pierde en los subproductos.
Capítulo V
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 88
Principales productos de molienda seca para la obtención de etanol
Productos Usos
Anhídrido carbónico (CO2)
Etanol Hidratado
Etanol Anhidro
Alcohol Etílico Rectificado Extra Neutro
Burlanda Húmeda (WDGS)
Burlanda Seca o DDGS
Aceite de destilados de maíz
DDGS bajo en aceite
Fuente: elaboración propia Universidad Austral.
Industria alimentaria
Usos industriales o como combustible en vehículos de combustible flexible
Combustible y usos industriales
Industria alimentaria y aplicaciones farmacéuticas
Alimentación animal
Alimentación animal
Biodiesel, Alimentación animal
Alimentación animal
1. Elementos clave para la conversión del maíz en la producción de etanol
Las tres variables con mayor impacto en los factores de conversión del maíz son: 1) el proceso industrial; 2) la gestión de las operaciones; 3) características y calidad de la materia prima (el grano) obtenida para la industrialización.
La primera variable es el proceso industrial, en el cual inciden fundamentalmente la tecnología y el entorno. Como ya fue mencionado, el etanol de maíz puede producirse mediante procesos de molienda húmeda o molienda seca, que resultan en rendimientos de etanol diferentes, y también en la producción de diferentes subproductos. El proceso de molienda en seco es el método más difundido para producir etanol de maíz, y es el proceso que será considerado en el presente informe.
En el mismo sentido, para mejorar los resultados económicos y eficiencia del proceso de molienda seca, existen diferentes líneas de investigación y avances tecnológicos asociados a la mejora en el rendimiento del etanol, a una mayor eficiencia energética del proceso y a la creación de una cartera más diversificada de subproductos de maíz de mayor valor. Con relación al último aspecto, la nueva tecnología que ha logrado mayor difusión refiere a la extracción de aceite de maíz al final del proceso, que será considerada en el presente estudio. Conforme continúe evolucionando la industria del etanol, es esperable que se consolide una mayor variedad de nuevos y mejorados subproductos de la molienda seca (US Grains Council, 2018), así como mejores rendimientos del etanol a nivel global.
El segundo factor de alto impacto es la gestión de las operaciones, que refiere a la toma de decisiones sobre los procesos, y el mantenimiento de equipos por parte de los directivos de la planta industrial.
Como última variable, las características y calidad del maíz dependen de tres factores principales: genética, condiciones del cultivo y prácticas poscosecha. La calidad del maíz es uno de los mejores indicadores del rendimiento de etanol, ya que la cantidad de almidón del grano determina la cantidad potencial de etanol a obtener.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 89
Para la producción de bioetanol se pueden utilizar distintos tipos de maíces, pero principalmente se utilizan variedades dentadas o semi-dentadas por su mayor contenido en almidón y rendimiento por hectárea. Si bien el rendimiento de grano por hectárea es el principal criterio considerado en la elección de un cultivar de maíz, está comprobado que las características composicionales del grano pueden modificar la cantidad de etanol obtenible por tonelada de grano. En este sentido, las compañías semilleras están produciendo híbridos de maíz específicos para etanol que contienen altos niveles de almidón fermentable. Una tonelada de estos maíces puede rendir entre 3 a 5% más de etanol que los híbridos convencionales57
Los factores de conversión que se desarrollan a continuación constituyen valores de referencia en la industria de molienda seca de etanol de maíz a nivel global, y constituyen promedios de la industria, considerando la aplicación de las diferentes tecnologías disponibles. Los valores establecidos han sido validados en base a literatura especializada y por expertos, en instancias de consulta generadas a tal fin, permitiendo asegurar la razonabilidad general de los resultados obtenidos.
Se presentan los valores de factores de conversión expresados en base comercial o materia tal cual (MTC), es decir que se considera la humedad con la que el productor vende el grano, estimada en un 14,5% y la humedad típica presente en cada producto derivado de la producción de etanol de maíz. Asimismo, para poder reflejar íntegramente la cantidad de maíz que se requiere para la elaboración de los distintos productos, el factor de conversión expresado en base comercial considera para su estimación las mermas producidas durante la etapa de recepción del grano.
Proceso de obtención de etanol
La siguiente figura es un diagrama de flujo de proceso más difundido de molienda seca para la producción de etanol.
Etapas de transformación en las plantas de molienda seca para la producción de etanol de maíz.
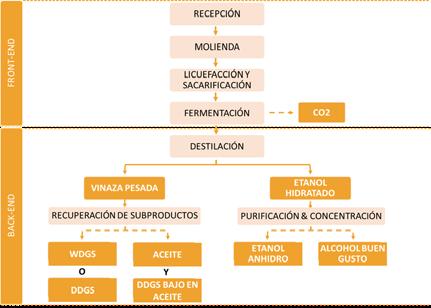 57 Haefele, Douglas & Owens, Fredric & Bryan, Keith & Sevenich, David. (2004). Selection and Optimization of Corn Hybrids for Fuel Ethanol Production.
57 Haefele, Douglas & Owens, Fredric & Bryan, Keith & Sevenich, David. (2004). Selection and Optimization of Corn Hybrids for Fuel Ethanol Production.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 90
El proceso convencional consiste en siete etapas principales, que se pueden observar en el diagrama de flujo: 1. recepción, 2. molienda, 3. licuefacción y sacarificación, 4. fermentación, 5. destilación, 6. purificación/ concentración de los productos de etanol y 7. recuperación de subproductos. Como punto de referencia general, las operaciones involucradas se pueden dividir en dos áreas generales de procesos:
i) Procesos Iniciales o Front-End: involucra las etapas del proceso que ocurren antes de la destilación. Los procesos front-end convierten el grano de maíz, rico en almidón, en etanol de la manera más eficiente posible58
ii) Procesos Finales o Back-End: son las operaciones que ocurren a partir de la destilación, y que están asociadas a la recuperación del etanol y de los subproductos.
Procesos Front-End
Los procesos iniciales o front-end involucran las etapas de recepción, molienda, licuefacción y sacarificación, y fermentación del grano de maíz, que serán descriptas en a continuación.
1. Recepción
La recepción es la primera etapa para la producción de etanol de maíz. Esta fase involucra la entrega y muestreo del grano, el pesaje y la descarga, la pre-limpieza y clasificación de los granos de maíz, y su almacenaje.
Al llegar a la planta de etanol, se realizan controles de calidad antes de la descarga. El maíz se muestrea y analiza para determinar el contenido de humedad, que no debe superar el 14,5%, mientras que se verifica la calidad general del grano. Cuando se comprueba la calidad del grano se procede a su almacenamiento, a la espera de ser procesado.
Almacenamiento: primer almacenamiento y silos pulmón El grano es descargado del camión y llevado en primera instancia, tras pasar por una etapa de prelimpieza, hacia un sistema de almacenaje ubicado en una zona específica para el almacenamiento de grano. La industria utiliza mayoritariamente silos para llevar a cabo el almacenamiento del maíz, además de otros eventuales de características provisorias (por ejemplo, silo bolsa). El objeto del almacenamiento de grano es conservar en perfectas condiciones el grano de maíz, que llega a las instalaciones de la planta de producción durante la época de cosecha, hasta el momento de su procesamiento. El sector de almacenamiento de los granos cuenta con sistemas de limpieza, zarandas, y sistemas de aspiración de finos, que permiten separar los materiales extraños y eliminar los agentes volátiles como polvo, tierra y cascarillas a fin de dejar el grano limpio para ser tratado (F. Gómez García, 2015).
Posteriormente, los granos se trasladan a los silos de pulmón de maíz, que tienen por objeto almacenar en su interior el maíz y suministrar la cantidad del grano que se requiere para el proceso de producción de etanol. Desde los silos pulmón, el grano se dirige hacia el sistema de molienda.
58 A partir de la fermentación se obtiene una mezcla de etanol y agua, junto con sólidos no fermentables del maíz y de la levadura. Dicha mezcla se denomina cerveza, y típicamente tiene entre 14% y 16% de su volumen convertido en alcohol, y entre 86% y 84% mosto (agua y sólidos). Para la recuperación del etanol y los subproductos, la cerveza se traslada posteriormente al sistema de destilación.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 91
Durante la etapa del pre-manejo del grano (recepción, limpieza, clasificación y almacenamiento) se producen mermas que dependerán del manejo del grano durante la cosecha, de la tecnología disponible en el acopio para el pretatamiento del maíz, por ejemplo, tamaño de malla de zaranda, eficiencia de la zaranda, sistema de aspiración de finos, etc., y el nivel de humedad del grano recibido.
Dependiendo de la estrategia de abastecimiento de la industria, se llevará a cabo un proceso de pre-limpieza (una limpieza de alta capacidad) en la planta industrial, o en las firmas donde se realiza el acopio del grano. Dado que los granos de maíz son pre-limpiados en todos los casos, en el presente trabajo se ha incluido este proceso para el cómputo de las mermas representativas de la industria. Las mermas típicas asociadas al pre-manejo del grano de maíz en las plantas de etanol ascienden al 2,4% (W.J. van Zeist, 2012).
2. Molienda
El grano de maíz pasa desde los silos pulmón al sector de molienda, el cual se encuentra dotado típicamente con un sistema de molinos con recirculación59. El objeto de esta etapa del proceso es llevar a cabo el molido del grano, hasta obtener la granulometría óptima del cereal para maximizar la producción de etanol.
En esta etapa se busca dejar expuesto el almidón contenido en el grano y aumentar la superficie de contacto con el agua y las enzimas, que serán añadidas posteriormente, en la etapa de licuefacción y sacarificación (Mario Bragachini et al, 2014). El tamaño de la partícula molida se constituye en un determinante del rendimiento que se obtiene en la producción de etanol (Kelsall Lyons, 1999). La granulometría resultante de la molienda es ajustada con el equipo, y típicamente se busca que el tamaño de partícula tenga entre 5 mm y 2 mm de diámetro para optimizar el rendimiento (F. Gómez García, 2015).
3. Licuefacción y sacarificación
La etapa de Licuefacción y Sacarificación involucra cuatro operaciones necesarias para la conversión del almidón a glucosa: i) pre-mezcla, ii) cocción, iii) licuefacción y iv) sacarificación.
i) Pre-mezcla:
Una vez que el grano ha sido molido, la harina resultante debe licuarse lo suficiente para que pueda bombearse. El grano triturado es conducido al tanque de premezcla, en el que se mezcla con agua y con una pequeña cantidad de la enzima alfa-amilasa (α-amilasa), para comenzar a descomponer el almidón.
La mezcla se realiza mediante el empleo de sistemas de agitación por palas, como por ejemplo, mixers. Las temperaturas que típicamente se utilizan durante el proceso, oscilan entre los 40 y los 60 ºC., y se corresponden principalmente a la temperatura de las corrientes líquidas que ingresan en esta fase, y que proceden mayormente de agua recuperada a lo largo del proceso productivo. En este punto, el material licuado obtenido se denomina “puré”, y se encuentra en una forma que puede comenzar su conversión en etanol.
59 Los molinos con recirculación tienen un sistema que permite cambiar la dirección del flujo del grano molido cuando no ha alcanzado el diámetro deseado, y permite pasar más veces el grano por la cámara de molienda. El sistema de recirculación contribuye a alcanzar un tamaño uniforme de las partículas molidas.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 92
ii) Licuefacción
Tras llevarse a cabo la pre-mezcla, el puré obtenido se bombea a través de una combinación de tanques de cocción y tubos de calor a temperaturas que oscilan entre 90 y 110°C. La alta temperatura esteriliza el puré eliminando bacterias y otros microorganismos, a la vez que facilita el proceso de conversión de moléculas de almidón en moléculas de azúcar fermentables.
Luego, la mezcla resultante debe enfriarse hasta alcanzar una temperatura que ronde los 80 ºC, y se procede a una segunda adición de enzima α-amilasa. Dicha enzima permitirá convertir el almidón a dextrinas, con la consecuente reducción de viscosidad. Cuando la enzima α-amilasa ha alcanzado su máximo potencial de conversión, la mezcla se enfría a 60 °C. y se continúa con la etapa de sacarificación.
iii) Sacarificación
El proceso de sacarificación sucede con la introducción de la enzima amiloglucosidasa, conocida como glucoamilasa, con el objetivo de completar la conversión del almidón en azúcares fermentables.
Al término del proceso de sacarificación, se obtiene un puré o mosto con un contenido de dextrosa, que es la materia prima base que hará posible la producción de etanol.
Dependiendo de las características específicas de la tecnología aplicada en cada planta, el proceso de sacarificación puede llevarse a cabo en el mismo tanque de cocción y licuefacción, o también desarrollarse en el tanque de fermentación, en un proceso combinado de sacarificación y fermentación.
4. Fermentación
Al mosto obtenido de la etapa de sacarificación, se le agrega levadura y comienza el proceso bioquímico de fermentación. Durante dicho proceso, la levadura metaboliza la dextrosa y produce anhídrido carbónico (CO2) y etanol.
La levadura típicamente utilizada en la producción de etanol de maíz se denomina Saccharomyces cerevisiae, y para que el proceso de fermentación sea el adecuado, se dispone de un sistema de enfriamiento que permita mantener los fermentadores a una temperatura por debajo de 34°C.
Después de un período de fermentación que puede durar entre 2 y 3 días, se obtiene una mezcla de etanol y agua, junto con sólidos no fermentables del maíz y de la levadura. Dicha mezcla se denomina cerveza, y típicamente tiene entre 14% y 16% de su volumen convertido en alcohol, y entre 86% y 84% mosto (agua y sólidos). Para la recuperación del etanol y los subproductos, la cerveza se traslada posteriormente al sistema de destilación.
Durante la fermentación, el anhídrido carbónico producido es separado y es posible tratarlo para comercializarlo como subproducto.
i) Recuperación del CO2
El CO2 producido en el reactor de fermentación es evacuado del mismo por un conducto de venteo. Dicho conducto, canaliza el CO2 hacia un primer tratamiento que consiste en un lavado con agua, para recuperar el etanol que el CO2 ha arrastrado.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 93
Este primer tratamiento, se lleva a cabo en un equipo denominado “columna de lavado”. El gas entra por la parte inferior del equipo, acompañado de etanol y de una pequeña proporción de vapor de agua, y sale libre de etanol y con una pequeña cantidad de humedad hacia una planta en la que se llevará a cabo la compresión, purificación, el secado y su almacenamiento licuado en recipientes adecuados para su posterior distribución.
Anhidrido carbónico (CO2):
El CO2 obtenido en la producción de etanol de maíz equivale aproximadamente un 30% del total del maíz molido en la industria de etanol, expresado en base comercial. De esta manera, se estima que, del ingreso y procesamiento de una tonelada de maíz, se obtienen 301 kilos de CO2 (M. Korte, 2015).
El Dióxido de Carbono resultante del proceso puede utilizarse en la industria alimentaria en procesos como la carbonatación de bebidas y el procesamiento de carne, o también se utiliza como ácido inocuo para cuajar lácteos de una forma más rápida, sin añadir ningún sabor (G. De Negris y C. Solari, 2018). Asimismo, se emplea en las industrias textiles para neutralizar residuos alcalinos y la regulación de pH en efluentes líquidos, o incluso en el tratamiento de aguas residuales y la producción de hielo seco, entre otros.
Diagrama de flujo de los procesos iniciales o Front-End
Hasta aquí hemos descripto los procesos involucrados en la etapa inicial de la molienda seca para producir etanol. Estos procesos se ilustran en el siguiente diagrama:
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 94
Producción de etanol de maíz por molienda seca Procesos iniciales o front-end Etapas, subetapas, procesos y productos intermedios y subproductos del maíz
Procesos Back-End
Los procesos finales o back-end involucran las etapas de destilación, purificación y concentración de los productos de etanol, y recuperación de los subproductos.
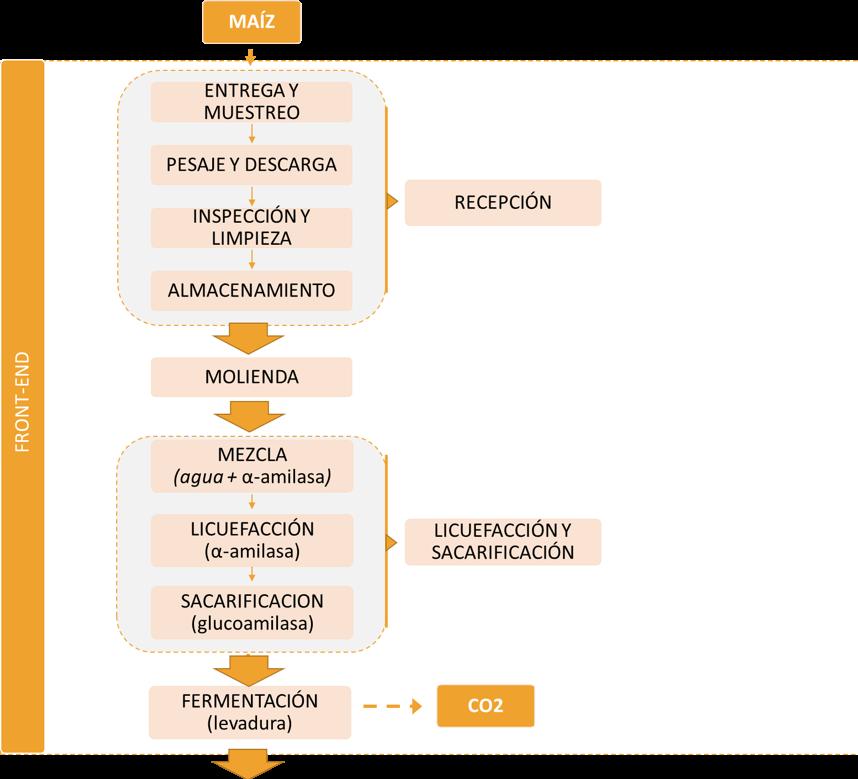
5. Destilación
El siguiente paso en la producción de etanol se conoce como destilación. La cerveza resultante de la fermentación se bombea a las columnas de destilación donde se aplica calor y se separan el alcohol etílico del agua y de los sólidos, aprovechando la diferencia en el punto de ebullición que tiene el alcohol (78,4 °C) en comparación con el agua (100 °C).
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 95
La destilación permite fraccionar los componentes de la mezcla de acuerdo con su volatilidad relativa. De esta manera, a medida que la cerveza hierve, el etanol se evapora y deja la columna de destilación por la parte superior, mientras que los sólidos y el agua caen al fondo. La corriente de vapor rico en etanol, ingresa luego un condensador para obtener etanol en estado líquido, con una concentración alcohólica promedio de 96%, y 4% de agua. Este producto se conoce como alcohol hidratado, y es el grado de etanol más concentrado que se puede producir mediante una destilación simple.
El etanol hidratado se puede comercializar como materia prima para usos industriales (ej. diluyentes) o para su uso como combustible en vehículos de combustible flexible. Es importante notar que, una vez obtenido el etanol hidratado, dicho producto puede: i) venderse como tal, ii) destinarse a la producción de etanol anhidro, o iii) purificarse para obtener alcohol etílico rectificado.
Luego de la destilación, el proceso productivo se divide en dos. Por un lado, el etanol hidratado puede destinarse a una fase de purificación, para alcanzar el grado de pureza y concentración requerido de acuerdo con su uso. Por el otro lado, la mezcla de sólidos y agua conocida como vinaza pesada o destilado pesado del maíz se someten a nuevos procesos para la recuperación de los subproductos.
Etanol hidratado
El etanol hidratado corresponde al alcohol con una concentración de agua que típicamente asciende al 4%, y que se puede comercializar como materia prima para usos industriales (ej. diluyentes) o para su uso como combustible en vehículos de combustible flexible.
Se estima que del ingreso y procesamiento de una tonelada de maíz pueden obtenerse en promedio 410 litros de etanol hidratado, expresado en base comercial.
6. Purificación y concentración de los productos de etanol
En la etapa de purificación, el etanol obtiene las características organolépticas, de pureza y concentración, adecuadas a las diversas aplicaciones.
Por un lado, la producción de etanol para uso combustible requiere que el etanol alcance una graduación alcohólica mínima de 99,5%, lo que demandará la aplicación de procesos de anhidración o deshidratación, para extraer el agua contenida en el etanol hidratado. Por el otro lado, para que el etanol sea apto para aplicaciones en la industria alimenticia y farmacéutica, se requieren técnicas de refinación adicionales que permitan alcanzar los niveles de pureza de etanol requeridos por dichas industrias.
i) Deshidratación o anhidración
La anhidración busca extraer el agua contenida en el etanol hidratado y alcanzar un nivel de concentración de 99,5% o mayor, que es el grado que se requiere para uso combustible. El alcohol resultante de esta etapa se denomina alcohol anhidro.
La técnica más difundida para la deshidratación del etanol consiste en la utilización de filtros moleculares, que permiten separar las moléculas según el tamaño.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 96
Los tamices moleculares son tanques que contienen material con poros (agujeros muy pequeños) de tamaño uniforme. Los poros del tamiz son lo suficientemente grandes para que las moléculas de agua entren y queden atrapadas, pero dado que las moléculas de alcohol tienen mayor tamaño que los poros, no son absorbidas y continúan su camino en la corriente principal del proceso. Como resultado de la anhidración, el etanol que sale de la unidad filtrante alcanza una concentración alcohólica de 99,5% .
Si bien el etanol anhidro es un producto de alta concentración alcohólica, apto para uso carburan te e industrial, persisten en su composición trazas de impurezas (compuestos volátiles, alcoholes superiores, metanol), que son resultado del proceso de fermentación, por las que el etanol anhidro no cumple con la calidad requerida para uso alimenticio o farmacéutico.
Etanol anhidro
Se estima que, del ingreso y procesamiento de una tonelada de maíz, se obtienen en promedio 398 litros de etanol anhidro, expresado en base comercial. Dicho etanol tiene una concentración alcohólica de 99,5%.
El Etanol anhidro es empleado fundamentalmente como combustible, mezclándolo con naftas en diferentes proporciones. Puede utilizarse también en aplicaciones industriales como anticongelante, en formulaciones para limpieza y desinfección de superficies, y en la industria química como compuesto en la síntesis de disolventes para pegamentos y pinturas, entre otros.
Los volúmenes de etanol arriba expresados no incluyen los desnaturalizantes que deben ser agregados al etanol, con el objeto de transformarlo en un producto no apto para el consumo humano. La desnaturalización no altera la composición química del etanol, pero hace que el líquido no esté alcanzado por las regulaciones que controlan los alcoholes consumibles en bebidas alcohólicas.
Las sustancias empleadas para la desnaturalización, así como las proporciones agregadas, son muy variables dependiendo de la normativa de cada país. A modo de ejemplo, en Estados Unidos es usual el agregado de gasolina para la desnaturalización del etanol, en un orden del 2% al 5%, mientras que en Argentina la desnaturalización se puede realizar con Benzoato de Denatonio, en una proporción de 40 partes por millones (0,004%).
ii) Rectificación
La fermentación del almidón, además de producir etanol y CO2, genera otros compuestos como metanol, alcoholes superiores, ácidos orgánicos y esteres, entre otros. Dichos compuestos se denominan congéneres, y su origen se debe a la cepa de la levadura y otros microorganismos presentes durante la fermentación. Los congéneres están presentes en el alcohol en cantidades mínimas (trazas), y constituyen impurezas que deben ser reducidas para alcanzar la calidad exigida en el uso del alcohol en las industrias alimenticia y farmacéutica (S. Onuki et al, 2016).
La etapa de rectificación del etanol consiste en sucesivos procesos de purificación, en el que pueden utilizarse como materia prima tanto el alcohol hidratado resultante de la destilación, como el alcohol anhidro que se obtiene del proceso de deshidratación.
Las técnicas de purificación aplicadas involucran típicamente la adición de agua en una columna hidroselectora, en la que se separan las trazas de compuestos volátiles presentes en la corriente de etanol; y operaciones de rectificación y afinación posteriores, que permitirán remover el contenido
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 97
de alcoholes superiores y metanol, de acuerdo con los usos específicos. El producto resultante de esta etapa consiste típicamente en etanol rectificado, con una concentración de 96%.
Dependiendo de la cantidad de etapas de purificación y rectificación aplicadas al producto, se pueden obtener diferentes calidades de etanol, que serán adecuados según las diferentes aplicaciones y la normativa vigente.
En la etapa de rectificación, del total de alcohol procesado, se obtiene un 92% de alcohol etílico extra neutro de alta calidad, y un 8% de alcohol etílico industrial.
Los componentes que se separan en la etapa de purificación, en conjunto con una fracción de etanol que irremediablemente se va en el proceso, son extraídos del sistema formando una corriente de alcohol de menor pureza. Este producto es también conocido como alcohol etílico industrial, y convencionalmente se recircula a las corrientes de etanol apto para combustibles o uso industrial.
Alcohol etílico rectificado extra neutro
El etanol extra neutro rectificado, es alcohol etílico potable, de alta calidad, que tiene propiedades organolépticas muy valoradas como la neutralidad en su aroma y sabor, y color transparente, brillante y cristalino.
Típicamente, el alcohol extra neutro tiene una concentración de 96% de etanol, y por cada tonelada de maíz ingresado y procesado en la industria, es posible obtener 386 litros del producto, expresado en base comercial.
Dicho alcohol es apto para ser utilizado en aplicaciones farmacéuticas y en la industria alimenticia, como por ejemplo en la elaboración de bebidas alcohólicas, alcohol antiséptico, perfumes y otros productos que requieren de un alcohol de características organolépticas superiores.
7. Recuperación de subproductos
Tal como fue señalado en la etapa de destilación, dicho proceso resulta en dos productos. Por un lado, se obtiene etanol con una concentración de 96° de alcohol (alcohol hidratado), que es destinado a instancias de purificación, para obtener productos de etanol con el grado de pureza y concentración requerido de acuerdo con su uso (etapa de purificación y concentración de los productos de etanol). Por el otro lado, se genera una mezcla de sólidos insolubles y agua denominada vinaza pesada, que es procesada para obtener subproductos destinados a la alimentación animal.
Tradicionalmente, las plantas de etanol de maíz molido en seco han producido principalmente dos subproductos: granos destilados con solubles húmedos (WDGS) y granos destilados con solubles secos (DDGS). Sin embargo, en los últimos años se ha difundido un proceso que permite extraer el aceite de maíz en las plantas de molienda seca para la producción de etanol. Esta incorporación ha permitido obtener nuevos subproductos: aceite de destilados de maíz, y granos destilados con solubles con menor contenido de aceite.
La producción de estos subproductos está interrelacionada: producir un producto reduce
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 98
la producción de los otros, y la participación de los subproductos de plantas individuales varía ampliamente. La información que a continuación se presenta refiere a los procesos típicamente utilizados para la obtención de cada subproducto, y a los coeficientes técnicos de conversión específicos de cada subproducto.
Separación
La vinaza pesada se somete a una fase de separación de sus componentes, para obtener por un lado el líquido, y por el otro los granos destilados (DG por sus siglas en inglés). Si bien hay una variedad de tecnologías disponibles para realizar dicha separación, típicamente se lleva a cabo en un decantador centrífugo. En este equipo, entra por un extremo la mezcla y se conduce a un tornillo que gira a alta velocidad. La fuerza centrífuga genera que el material sólido quede adosado a las paredes y constituya el DG, mientras que el líquido sigue su curso, y se denomina vinaza liviana.
Los granos destilados obtenidos del proceso de separación pueden comercializarse como granos destilados húmedos (WDG) o secos (DDG), dependiendo el grado de humedad contenido. Sin embargo, por lo general los granos destilados se mezclan con solubles condensados que resultan de la fase de evaporación de la vinaza liviana, y se obtienen granos destilados con solubles húmedos (WDGS) o secos (DDGS).
Evaporación
Una vez separada la vinaza liviana, dicho líquido pasa por un evaporador para concentrar la solución. Este proceso permite, por un lado, obtener solubles de destilería condensados, y por otro, recuperar del agua libre de compuestos para su tratamiento y posterior reutilización en el proceso productivo.
Los solubles condensados son una buena fuente de proteínas, energía y vitaminas, pero tienen la consistencia de la melaza, lo que dificulta la alimentación. Por este motivo, la mayoría de las destilerías vuelven a agregar los solubles condensados a los granos de destilería para aportar mayor valor nutricional . Los vapores (agua) que se extraen en el proceso de evaporación, se reutilizan en el proceso, cuando se agrega agua al grano molido durante la pre-mezcla.
Mezclado
A partir de la mezcla de los solubles con los granos destilados, se obtienen los granos destilados con solubles (DGS, por sus siglas en inglés). Este subproducto tiene altos niveles de proteína, fibra y grasas: los nutrientes están concentrados 2 o 3 veces más en relación con la concentración del mismo grano en su forma original (Nicolás Di Lorenzo, 2012). El DGS puede ser comercializado como WDGS o burlanda húmeda, con un 65% de humedad, o como DDGS o burlanda seca, con un 10 % de humedad.
Burlanda húmeda (WDGS)
El producto de granos destilados húmedos con solubles, tal como sale de la planta, se denomina burlanda húmeda o WDGS, y es un subproducto de la molienda seca del cereal para la producción de etanol.
El WDGS se comercializa típicamente con un 65 % de humedad, y es un producto muy utilizado en las dietas pecuarias. El alto contenido de humedad de la burlanda húmeda, hace que el producto tenga menor tiempo de conservación, a la vez que se encarece la logística al estar transportando mayor cantidad de agua. Por el otro lado, el WDGS permite mejorar la alimentación de ganado,
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 99
ya que genera volumen y brinda homogeneidad, logrando un alimento de mayor palatabilidad (Nicolás Di Lorenzo, 2012).
Por cada tonelada de maíz ingresado y procesado, se obtienen en promedio 790 kilos de burlan da húmeda con solubles (expresado en base comercial).
Secado
El proceso de secado permite reducir el contenido de agua de los WDGS hasta alcanzar un grado de humedad entre el 10% y el 12%. El producto resultante se denomina burlanda seca o granos destilados secos con solubles (DDGS).
La reducción del contenido de humedad de los granos destilados con solubles permite obtener mejores condiciones de conservación, de manera que este subproducto puede ser almacenado y exportado, mientras que cuando tiene alto contenido de humedad, las opciones de comercial ización se encuentran condicionadas por la perecibilidad y los costos de transporte.
Burlanda seca o DDGS
Por cada tonelada de maíz ingresado y procesado, se obtienen en promedio 302 kilos de burlanda seca (expresado en base comercial).
Los DDGS son un excelente ingrediente para las dietas, fundamentalmente de rumiantes, pero también es utilizado en la formulación de dietas para cerdos y aves de corral, o incluso puede ser utilizado para la elaboración de alimentos de mascotas.
Extracción de aceite
El aceite de destilados de maíz se puede producir extrayendo el aceite de la vinaza liviana, durante el proceso de producción de DDGS. Dicha extracción se produce después de la fermentación y destilación, y antes del secado para producir DDGS.
Hay disponibles diferentes tecnologías de extracción de aceite de la vinaza liviana. En la actualidad, más del 90% de las plantas de molienda seca de etanol en Estados Unidos producen aceite de maíz, y la mayor parte de la industria utiliza un proceso de extracción, en el que el aceite de maíz se obtiene de los solubles de destilería condensados, mediante centrifugación, al final del proceso. Por lo general, estos procesos implican el uso de varias configuraciones de decantadores, centrifugadoras y calor para separar físicamente el aceite en esta corriente de subproducto (US Grains Council, 2018) .
La industria del etanol está en proceso de adoptar tecnologías de extracción avanzada para aumentar la producción de aceite de maíz. En efecto, los rendimientos promedio de aceite de maíz han mejorado constantemente en los últimos años: en 2012 el rendimiento promedio de aceite de destilados de maíz en Estados Unidos se acercaba a 8 litros por tonelada, mientras que en 2019 el guarismo ascendía más de 12 litros por tonelada (Christianson PLLP, 2019 y Trucent, 2019).
La eliminación del aceite de maíz afecta el perfil nutricional de los granos destilados con solubles, principalmente al reducir el contenido de grasa y energía, y al aumentar la concentración de proteína. De esta manera, el producto que se obtiene al mezclar los granos destilados, con los solubles concentrados luego de la extracción de aceite, se denomina DGS bajo en aceite.
Aceite de destilados de maíz
En promedio, las técnicas más difundidas en la actualidad permiten recuperar aproximadamen
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 100
te 12,2 kilos de aceite de maíz por cada tonelada de maíz procesado en la industria, siendo el rango de rendimiento real de 8 a 20 litros por tonelada (Trucent, 2019).
El aceite de maíz de destilería producido a través de estos procesos no es adecuado para uso en la alimentación humana, y sus destinos principales son la producción de biodiesel y en la alimentación animal. Los sistemas de extracción de aceite de maíz se han incorporado a las plantas de etanol para aumentar la eficiencia energética de la planta, y aumentar la cantidad total de combustible producido por tonelada métrica de maíz procesada. En este sentido, el aceite de maíz obtenido constituye una materia prima de biodiesel, sin afectar los volúmenes de producción de etanol.
DDGS bajo en aceite
Los DDGS reducidos en aceite son resultado de la mezcla de los granos destilados, con solubles concentrados luego de extraer el aceite, y un proceso posterior de secado para alcanzar un contenido de humedad entre el 10% y el 12%.
El contenido de grasa cruda promedio del DDGS bajo en aceite es del 4-8%, en comparación con el DDGS tradicional cuyo contenido de grasas y aceite asciende al 8-12% (Deepak Kumar y Vijay Singh, 2019).
El rendimiento de los DDGS bajos en aceite es menor en comparación con los DDGS tradicionales. Por cada tonelada de maíz ingresado y procesado, es posible obtener en promedio 280 kilos de burlanda seca reducida en aceite (expresado en base comercial).
Diagrama de flujo de los procesos finales o Back-End
A continuación, se presentan los diagramas de flujo con el detalle de los procesos back-end con mayor difusión en la molienda seca para la producción de etanol de maíz a nivel global.
El primer diagrama refiere a las etapas, procesos, productos intermedios y productos del maíz que corresponden al proceso de molienda seca sin extracción de aceite, y el segundo diagrama, refiere al proceso que incluye la extracción de aceite post destilación.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 101
Producción de etanol de maíz por molienda seca – procesos finales o back-end Sin extracción de aceite – etapas, procesos y productos intermedios y subproductos del maíz
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales y a US Grains Council, 2018.
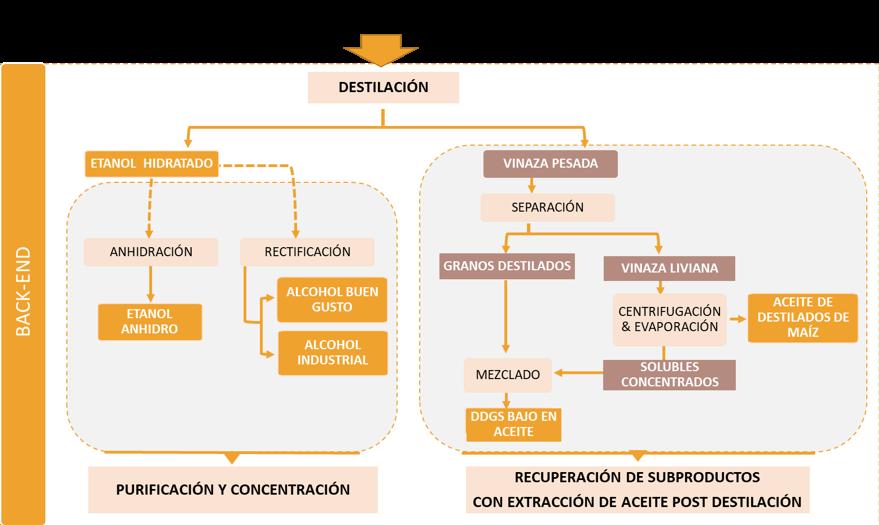
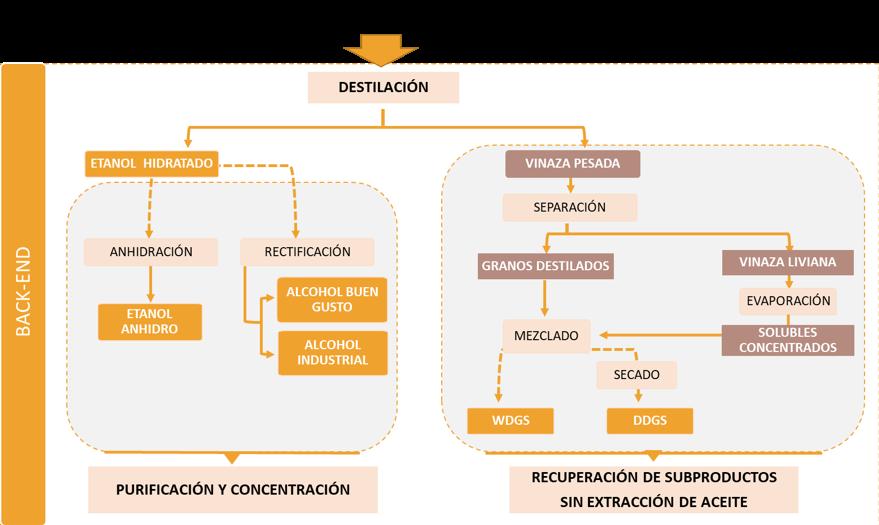
Producción de etanol de maíz por molienda seca – procesos finales o back end Con extracción de aceite post destilación - etapas, procesos y productos del maíz
Fuente: Elaboración propia Universidad Austral sobre la base de entrevistas con referentes sectoriales y a US Grains Council, 2018
ASSOCIATION (RTRS)
ROUND TABLE ON RESPONSIBLE SOY
— 102
Cálculo de los factores de conversión de maíz en la producción de etanol
La estimación de los factores de conversión del maíz para la producción de etanol se realizó sobre la base de información obtenida de diversas fuentes técnicas, incluyendo bibliografía especializada, consultas a empresas comerciales de producción de etanol y expertos de la industria. La información relevada fue validada a partir de un análisis comparativo de los resultados obtenidos y consultas a expertos.
El trabajo de Deepak Kumar y Vijay Singh (2019) analiza el estado de la producción de bioetanol, la composición del maíz y los detalles de las tecnologías de conversión de maíz a etanol. Se presentan también en este trabajo, los principales desafíos técnicos y oportunidades asociados con las nuevas tecnologías.
Entre otros, De Nigris y Solari (2018), Altuna et al. (2018) y Fernando Gómez García (2015) han publicado estudios de pre-factibilidad técnica e ingeniería de procesos para la instalación de plantas de bioetanol. Por su parte, Fan Mei (2006), desarrolla modelos de balances de masa y energía de una planta de molienda seca para la producción de etanol.
Asimismo, en el trabajo de FAO (2008) se presenta un análisis comparativo del rendimiento de los biocombustibles. El análisis considera las diferencias en los rendimientos de los cultivos por hectárea entre cultivos y países, y las diferencias en la eficiencia de conversión a biocombustibles entre dichos cultivos.
El presente trabajo desarrolla los factores de conversión del maíz en la industria del etanol, expresados en base comercial (BC) o materia tal cual (MTC). De esta manera, se consideran para su cálculo la humedad con la que el productor vende el grano, estimada en un 14,5%, y la humedad típica presente en cada subproducto o producto derivado de la producción de etanol de maíz. Asimismo, para poder reflejar íntegramente la cantidad de maíz que se requiere para la elaboración de los distintos productos, los factores de conversión expresados en base comercial consideran para su estimación las mermas producidas durante la etapa de recepción del grano.
Mermas en la producción de etanol de maíz
Las mermas promedio producidas durante la etapa de recepción del grano se estiman en 2,4% del volumen de maíz ingresado a las plantas de molienda seca. Dichas mermas son las pérdidas de materia compuestas principalmente por granos partidos, humedad y materias extrañas, e incluyen elementos impropios como plásticos, maderas, tierra, etc., que puedan dañar los equipos, y por tanto se deben separar64
64 Tal como se explica en la descripción de la etapa de recepción en el presente capítulo (1. Recepción), es preciso notar que las mermas asociadas a la recepción o premanejo del grano dependerán en gran medida de la estrategia de abastecimiento de la industria. En los casos en que los procesos de pre-limpieza (limpieza de alta capacidad) se lleven a cabo en las firmas donde se realiza el acopio del grano, las mermas en la etapa de recepción serán significativamente menores. Dado que los granos de maíz son pre-limpiados en todos los casos, en el presente trabajo se ha incluido este proceso para el cómputo de las mermas representativas de la industria.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 103
Por otro lado, el presente trabajo también considera las mermas que ocurren durante el proceso de transformación del grano, que involucran la pérdida de componentes del grano. Dichas mermas son en promedio menores al 0,5% y típicamente se trata de pérdidas por polvo que se producen en la operación de molienda, respecto del maíz ingresado al proceso industrial.
De esta manera, en el presente trabajo, se considera que las mermas totales asociadas a la producción de etanol por molienda seca de maíz (pérdidas producidas durante la recepción del grano más las pérdidas de materia durante su procesamiento), pueden alcanzar en promedio el 2,9% del volumen de maíz recibido en las plantas de molienda, expresado en base comercial.
Factores de conversión del maíz (Base comercial)
Para determinar los factores de conversión del maíz, se consideran los rendimientos de cada uno de los productos y subproductos. Los rendimientos se expresan en base comercial, después de que se eliminan los materiales de desecho (maíz quebrado y materia extraña) durante la etapa de recepción.
Anhídrido Carbónico (CO2): el CO2 es producido durante la etapa de fermentación, y puede ser tratado y vendido como subproducto. En promedio, de una tonelada de maíz ingresada y procesada en la industria, se obtienen 301 kilos de CO2.
Etanol hidratado: el Etanol hidratado tiene una concentración de agua que típicamente asciende al 4%. Este producto se puede comercializar como materia prima para usos industriales (ej. diluyentes) o para su uso como combustible en vehículos de combustible flexible. Es importante notar que, una vez obtenido el etanol hidratado, dicho producto puede: i) venderse como tal, ii) destinarse a la producción de etanol anhidro, o iii) purificarse para obtener alcohol etílico rectificado. Se estima que del ingreso y procesamiento de una tonelada de maíz pueden obtenerse en promedio 410 litros de etanol hidratado, expresado en base comercial.
Etanol anhidro: el etanol anhidro deshidratado tiene típicamente una concentración alcohólica de 99,5%, y se puede obtener a partir de la deshidratación del etanol hidratado. Del ingreso y procesamiento de una tonelada de maíz, pueden obtenerse 398 litros de etanol anhidro, expresado en base comercial. Los volúmenes de etanol anhidro expresados no incluyen los desnaturalizantes, que deben ser agregados al etanol con el objeto de transformarlo en un producto no apto para el consumo humano.
Alcohol etílico rectificado extra neutro: el etanol extra neutro rectificado es alcohol etílico potable, de alta calidad, apto para ser utilizado en aplicaciones farmacéuticas y en la industria alimenticia. Este producto se obtiene a partir de la etapa de rectificación, en el que pueden utilizarse como materia prima tanto el alcohol hidratado resultante de la destilación, como el alcohol anhidro que se obtiene del proceso de deshidratación. Típicamente, el alcohol extra neutro tiene una concentración de 96% de etanol, y por cada tonelada de maíz ingresado y procesado en la industria, es posible obtener 386 litros del producto.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 104
WDGS o burlanda húmeda: los granos de destilería húmedos con solubles o burlanda húmeda, están constituidos por los granos de destilería y la vinaza concentrada, y se comercializan típicamente con un 65 % de humedad. Por cada tonelada de maíz ingresado y procesado en la industria, se obtienen en promedio 790 kilos de burlanda húmeda con solubles (expresado en base comercial).
DDGS o burlanda seca: los granos de destilería secos con solubles o burlanda seca, se obtienen a partir del secado de WDGS. Típicamente se comercializan con una humedad del 10%. Por cada tonelada de maíz ingresado y procesado, se obtienen en promedio 302 kilos de burlanda seca, expresado en base comercial.
Aceite de destilados de maíz: el aceite de maíz resultante de la producción de etanol no es apto para el consumo humano y se destina principalmente a la producción de biodiesel y a la alimentación animal. En promedio, con las técnicas más difundidas en la actualidad, se recuperan cerca de 12,2 kilos de aceite de maíz por cada tonelada de maíz ingresado y procesado en la industria de etanol.
DDGS bajo en aceite: la burlanda seca reducida en grasa es resultado de mezclar los granos destilados y los solubles concentrados, luego de haber extraído el aceite de destilado de maíz. Típicamente, se seca para ser comercializada con una humedad cercana al 10%. Por cada tonelada de maíz ingresado y procesado, es posible obtener en promedio 280 kilos de burlanda seca reducida en aceite (expresado en base comercial).
A continuación, se muestra una síntesis de los rendimientos promedio para cada producto y subproducto resultante de la producción de etanol por molienda seca. Se presentan los resultados en dos cuadros, el primero refiere a los rendimientos del proceso de molienda seca sin extracción de aceite, y el segundo, al proceso que incluye la extracción de aceite post destilación. Dichos valores están expresados como la cantidad de producto/subproducto que se obtiene a partir del ingreso y procesamiento de una tonelada de maíz, expresado en base comercial o materia tal cual (MTC). Asimismo, para poder reflejar íntegramente la cantidad de maíz que se requiere para la elaboración de los distintos productos, el factor de conversión expresado en base comercial considera para su estimación las mermas producidas durante la etapa de recepción del
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 105
grano.
Producción de etanol de maíz por molienda seca Sin extracción de aceite- con Wdgss y Ddgs tradicional Rendimientos promedio de una tonelada de maíz, expresados en base comercial(*)

(*) La Humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 2,9% del volumen de maíz recibido en las plantas de etanol (expresado en base comercial). El cálculo del rendimiento de los productos de etanol no incluye el contenido de desnat uralizante. El contenido de humedad del WDGS es 65% y en el DDGS la humedad asciende al 10%.
Producción de etanol de maíz por molienda seca Con extracción de aceite post destilación y Ddgs bajo en aceite Rendimientos promedio de una tonelada de maíz, expresados en base comercial(*)
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 2,9% del volumen de maíz recibido en las plantas de etanol (expresado en base comercial). El cálculo del rendimiento de los productos de etanol no incluye el contenido de desnat uralizante. El contenido de humedad del DDGS reducido en aceite asciende al 10%.
Los factores de conversión del maíz que a continuación se presentan, expresan la cantidad de toneladas de maíz que se requieren para obtener una tonelada de alguno de los productos y subproductos de la producción de etanol (base comercial). Los coeficientes técnicos detallados en los cuadros anteriores se usaron para calcular el equivalente en maíz para cada producto, dividiendo 1 por el porcentaje del producto que se obtiene del procesamiento de una determinada

ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 106
cantidad de grano de maíz.
Producción de etanol de maíz por molienda seca Rendimiento promedio y cantidad de toneladas de maíz necesarias para obtener Una tonelada o m3 (1000 litros) de producto. Expresados en base comercial(*)
Rendimiento Promedio
UnidadTon. Necesarias de Maíz por unidad de producto
Anhídrido Carbónico (CO2)
Etanol Hidratado (96%)
Etanol Anhidro (99,5%)
Etanol (96%) - Rectificado Extra Neutro
DDGS
WDGS
Aceite de Destilados de Maíz DDGS Bajo en Aceite
301 kg/ton 410 lt/ton 398 lt/ton 386 lt/ton 302 kg/ton 790 kg/ton 12,2 kg/ton 280 kg/ton
Producto Mermas (como % del grano ingresado y procesado)
Mermas Totales Mermas/ Transformación Mermas/ Recepción del grano
3,32
1,27
3,58 2,9% 0,5% 2,4%
1 ton
1 m3 (1.000 litros) 1 m3 (1.000 litros) 1 m3 (1.000 litros) 1 ton 1 ton 1 ton 1 ton
(*) La humedad del grano de maíz se estima en 14,5%, y las mermas totales producidas se estiman en 2,9% del volumen de maíz recibido en las plantas de etanol (expresado en base comercial). El cálculo del rendimiento de los productos de etanol no incluye el contenido de desnaturalizante. El contenido de humedad del WDGS es 65%, y en los DDGS tradicional y reducido en aceite la humedad asciende al 10%.
Referencias bibliográficas
Altuna, Juan María; Bianchi di Carcano, Camila; Novaro Hueyo, José Agustín; Nagore, Pablo Santos (2018). Instalación de una planta de bioetanol . Tesis de Grado. INSTITUTO TECNOLÓGICO DE BUENOS AIRES – ITBA. ESCUELA DE INGENIERÍA Y GESTIÓN
Dale, Rhys & Tyner, Wallace. (2006). Economic and Technical Analysis Of Ethanol Dry Milling: Model Description. Purdue University, College of Agriculture, Department of Agricultural Economics, Working Papers.
De Nigris, Giselle, Solari, Carolina (2018). Diseño de una planta de producción de bioetanol a base de maíz. Tesis de Grado.Universidad Nacional de Mar del Plata. Facultad de Ingeniería.
FAO (2008). The State of Food and Agriculture: Biofuels : Prospects, Risks and Opportunities. Chapter 2 - Biofuels and agriculture – a technical overview.
Fernando Gómez García (2015). Ingeniería de procesos de planta de fabricación de etanol con una capacidad de 20.000 tm/año. Dpto. Ingeniería de la construcción y proyectos de ingenieríaUniversidad de Sevilla.
Korte, Megan, “In-plant validation of an ethanol yield prediction equation” (2015). Graduate Theses and Dissertations. 14822.
2,44 2,51 2,59 3,32
81,97
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 107
Kumar, D.; Singh, V. (2019). Chapter 22—Bioethanol Production from Corn. In Corn, 3rd ed.; SernaSaldivar, S.O., Ed.; AACC International Press: Oxford, UK [Google Scholar]10.1016/B978-0-12-8119716.00022-X.
Lee, U., Kwon, H., Wu, M., & Wang, M. (2021). Retrospective analysis of the U.S. corn ethanol industry for 2005 - 2019: implications for greenhouse gas emission reductions. Biofuels, Bioproducts and Biorefining. doi:10.1002/bbb.2225.
Mario Bragachini, Alejandro Saavedra, José María Méndez, Marcos Bragachini, Diego Mathier, Lisandro Errasquin y Alfredo Benito Coen (2014). Informe de la visita a la planta de producción de bioetanol de ACABIO, Villa María, Córdoba. INTA EEA Manfredi .
Mei, F., Dudukovic, M. P., Evans, M., & Carpenter, C. N. (2006). Mass and Energy balance for a cornto-ethanol plant. Methods. Washington University, Saint Louis, Missouri.
https://lib.dr.iastate.edu/etd/14822Nicolás Di Lorenzo (2012). BURLANDA, UN SUBPRODUCTO
INTERESANTE PARA LAS DIETAS DE LOS RUMIANTES. Sitio Argentino de Producción Animal
Onuki, S., Koziel, J. A., Jenks, W. S., Cai, L., Grewell, D., and van Leeuwen, J. H. (2016) Taking ethanol quality beyond fuel grade: A review. J. Inst. Brew., 122: 588– 598. doi: 10.1002/jib.364.
Rosentrater, K.A., K.M. IIelegi, D.B. Johnson. 2011. Manufacturing of fuel ethanol and distillers grainsCurrents and evolving processes. 1st. ed. CRC Press, Florida, USA. S. Jayasinghe y D. Miller (2018), “U.S. Corn Usage for Ethanol, Dry Mill Ethanol Co-Products Production, and Ethanol Yields Update”, Agricultural Marketing Resource Center, Renewable Energy Report (Febrero/2018).
Susanne Retka Schill (November 20, 2019). Pounds That Pay. Ethanol Producer Magazine (http:// www.ethanolproducer.com/).
TRUCENT (Oct 15, 2019). Consistently Increasing Distillers Corn Oil Extraction in Ethanol Plants. BIOPROCESS.
US Grains Council, 2018. DDGS User Handbook. Capítulo 3. Producción de etanol y sus coproductos Tecnologías de fraccionamiento inicial y de extracción de aceite final.
US Grains Council, 2018. DDGS User Handbook. Disponible online en https://grains.org/buyingselling/ddgs/user-handbook/. Fecha de acceso: Abril/2021.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 108
Apéndice II
Fuentes de información de acceso público disponibles sobre factores de conversión
INFORMACIÓN GENERAL
Si bien el método de selección de los factores de conversión se establece en Selección de factores de conversión de maíz, a continuación se ofrece más información sobre el proceso utilizado para obtener un factor de conversión para cada producto. Los factores indicados en este apéndice no están ponderados en función de la asignación por valor económico o por demanda, ya que los mismos no son de acceso público, sino que son la suma no ponderada de los productos de maíz utilizados en la elaboración de ese producto, mientras que las cifras ponderadas se indican en la introducción.
Factores de conversión de alimento para ganado
No se ha investigado demasiado sobre los factores de conversión de alimento animal (es decir, el porcentaje de maíz en alimento balanceado animal) en la literatura académica o pública. La mayoría de las fuentes disponibles proporcionaban una especificación para una determinada dieta de alimento animal en un país específico, y sólo dos fuentes cotejaban información sobre distintas mezclas de alimento animal de todo el mundo. En su mayoría, las fuentes sólo contenían un factor para tipos específicos de alimento animal (por ejemplo, alimento para pollos de engorde o para cerdos), por lo que cada tipo de alimento animal se consideró por separado durante la investigación.
Factor
Cita
Puntaje de transparencia
Puntaje del método
FAO (2013)
Baker & Chung (1992) Rostagno et al. (2005) Abioja et al. (2012) Singh (2019) National Chicken Council (2011)
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total
Productos de maíz
Promedio mundial Estados
EEUU
No hay información disponible 0,65 maíz, 0,04 harina de gluten de maíz No hay información disponible No hay información disponible 0,14 maíz entero, 0.24 germen de maíz Maíz y subproductos del maíz
Se eligió la fuente de la FAO porque es la única que revela los detalles de su método y brinda un promedio mundial del % de maíz en alimento animal. También indica cómo varía el % de maíz entre los países, desde 24% en Europa Occidental hasta el 70% en América Latina, lo cual coincide con el resto de la bibliografía.
Mientras que la fuente de la FAO no da detalles sobre qué productos de maíz se utilizan en alimento para pollos, las consultas con los operadores del sector sugieren que la proporción de alimento
0.53 0.70 0.65 0.460.50 0.38 0.65
3 1 1 2 1 1
3 N/A N/A 1 N/A N/A
4 1 1 1 1 1
4 3 3 3 1 3
14 5 5 7 3 4 País
Unidos Brasil Nigeria India
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 110
animal a base de maíz entero y de gluten de maíz indicada en el estudio de Baker & Chung es exacta, con lo cual las mismas se aplican al factor de conversión de la FAO.
ii. Aves de corral (postura)
País
Promedio mundial Estados Unidos
Productos de maíz No hay información disponible 0,35 maíz entero, 0,10 salvado de maíz
N/A
Al igual que en el caso de los pollos de engorde, se eligió la fuente de la FAO porque es la única que brinda un promedio mundial. Muestra en qué medida el uso del maíz depende del lugar, desde 0% en alimento para aves de postura en Rusia al 65% en Norteamérica Como demuestran Clark et al. (2019), en varios países no se utiliza maíz en la alimentación de aves de corral de postura.
Si bien la FAO no brinda información sobre el tipo de productos de maíz utilizados en la ali mentación de aves de corral de postura, las consultas con los operadores del sector sugieren que en el alimento para aves de corral de postura suele utilizarse maíz entero (granos de maíz) en lugar de otros productos de maíz. Por lo tanto, se asume que se utilizan 0,44 toneladas de maíz entero en 1 tonelada de alimento para aves de corral de postura.
iii. Ganado lechero
Puntaje de transparencia
Puntaje del método
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total
País Promedio de 13 países
Israel
Productos de maíz 0,12 silaje de maíz, 0.03 maíz entero, 0,02 DDGS, 0,02 maíz entero en alimento balanceado 0.22 grano de maíz, 0.04 gluten de maíz
Pakistán Estados Unidos
Gluten de maíz Silaje de maíz
en este documento corresponde
se realizaron cálculos adicionales. Para cada
balanceado
Factor (t per t) 0.44 0.340.45 0 Cita FAO (2013) Singh (2019) Clark et al. (2019) Puntaje de transparencia 3 1 1 Puntaje del método 3 N/A N/A Puntaje de aplicabilidad 4 1 1 Puntaje de credibilidad 4 1 3 Puntaje total 14 3 5
Australia
Se eligió el factor de la FAO (2014), ya que se basa en las raciones de alimento balanceado animal de 13 países diferentes. Sin embargo, como cada uno de los factores
a un país y un sistema de alimentación determinados,
Factor (t per t) 0,19 0,26 0,20 0,28 Cita FAO (2014) Kroll (2018) Jabbar (2014) Arndt et al. (2015)
4 1 1 1
4 N/A N/A N/A
3 1 1 1
4 1 1 3
15 3 3 5
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 111
país, se calculó el porcentaje promedio de maíz en alimento balanceado animal sobre la base de la proporción de la producción total de leche que representaba cada sistema de alimentación. Luego, se calculó una media no ponderada de los factores de los 13 países para obtener una cifra global.
El documento de la FAO ofrece información detallada sobre el tipo de maíz utilizado, como silaje de maíz, grano de maíz, DDGS, granos de destilación y gluten feed de maíz. También se incluye el alimento balanceado, pero no se proporciona información sobre el porcentaje de maíz en los mismos. Según Schroder (1999), se estima que el porcentaje de maíz en alimentos balanceados es del 16,9%, y supuestamente se trata de maíz entero. También se entiende que cuando se mencionan los subproductos de la industria cervecera, se refiere a DDGS, salvo indicación en contrario.
iv. Ganado (Carne)
Factor (t per t) 0,40 0,36 0,44
Cita PROMEDIO Blezinger (2003) Roman et al. (2011)
Puntaje de transparencia 1 1
Puntaje del método N/A N/A
Puntaje de aplicabilidad 1
Puntaje de credibilidad
Puntaje total 3
País Brasil y Estados Unidos Estados Unidos Brasil
Productos de maíz 0,08 gluten feed de maíz, 0,32 maíz entero 0,21 maíz entero, 0.15 gluten feed de maíz 0,44 maíz entero
Fue difícil obtener datos confiables sobre el ganado vacuno en fuentes de acceso público. Por ello, se tomó un valor promedio de 0,40 de las dos fuentes disponibles.
v. Cerdos
Factor (t per t) 0,43
Cita FAO (2014)
Puntaje de transparencia 3
Puntaje del método 3
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total 14
País Promedio mundial
Productos de maíz 0,37 maíz entero, 0,06 DDGS
Se eligió la fuente de la FAO porque da un promedio mundial (excluyendo África Subsahariana) y, por lo tanto, se consideró la más apropiada para un factor de aplicación mundial.
El principal producto de maíz que figura como ingrediente para alimento balanceado animal es el maíz (no se incluye el residuo). También se mencionan subproductos de destilerías, cervecerías y biocombustibles. Las investigaciones posteriores sugieren que éstos pueden ser subproductos de maíz (es decir, DDGS), por lo cual se incluyeron.
1
1 2
4
4
4
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 112
vi. Salmon Factor (t per t) 0,037
Cita Barents Watch (2016)
Puntaje de transparencia
Puntaje del método
de
de credibilidad
Puntaje total
País Noruega
de maíz 0,038 gluten feed de maíz
Según la información de Barents Watch, el 75,06% del alimento para salmones es de origen vegetal, y el gluten feed de maíz representa el 5% de las fuentes vegetales utilizadas. Esta es la información que se utiliza para hallar el factor. Aunque el factor se aplica específicamente a la producción de salmón en Noruega, en este país se produce un gran porcentaje del salmón de cultivo consumido en el resto del mundo.
Factores de conversión de productos ganaderos
Si bien los factores indicados en esta sección se refieren al peso minorista, y no al peso de media res, en la introducción y en la calculadora se incluyen los factores para el peso de media res.
En general, no se encontraron factores de conversión de producto ganadero a maíz, por lo que la investigación se centró en hallar un coeficiente de conversión de alimento animal (FCR) (en inglés, Feed Conversion Ratio) adecuado que pudiera combinarse con los factores de conversión de alimento para ganado indicados más arriba (Factores de conversión de alimento para ganado) para producir un factor de conversión de producto ganadero. El puntaje que se muestra a continuación está basado en las fuentes de FCR indicadas, que se combinó con el % de maíz en alimento animal para obtener los factores de conversión.
Cuando un producto requiere más de un producto de maíz en su producción, se utilizan las mismas proporciones que para el producto de alimento para ganado correspondiente.
i. Pollos
Se eligió la cifra de la FAO para el FCR porque tiene un método transparente y una gran aplicabilidad geográfica. Existe una cifra de FCR más alta para pollos criados en un sistema de producción casera, pero se usó el factor correspondiente al sistema de producción comercial. El factor corresponde al peso de media res, y para convertirlo a un factor basado en peso minorista, se utiliza un factor de Kroes & Kuepper (2015).
3
3 Puntaje
aplicabilidad 2 Puntaje
2
10
Productos
Factor (t per t) 1,69 1,43 1,35 1,52 Cita FAO (2013) DEFRA (2010) Best (2011) Best (2011) Puntaje de transparencia 3 4 1 1 Puntaje del método 4 4 N/A N/A Puntaje de aplicabilidad 4 1 1 1 Puntaje de credibilidad 4 3 1 1 Puntaje total 15 12 3 3 País Global Reino Unido Estados Unidos Brasil ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 113
Cita
FAO (2013)
DEFRA (2010) Best (2011)
Puntaje de transparencia
Puntaje del método
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total
Global Reino Unido Estados Unidos
Se eligió la cifra de la FAO para el FCR porque tiene un método transparente y una gran aplicabilidad geográfica. Existe una cifra de FCR más alta para huevos producidos en un sistema de producción casera, pero se usó el factor correspondiente al sistema de producción comercial.
ii. Leche y otros productos lácteos
Factor (t per t) 1,01 1,34 0,88 Factor (t per t) 0,20 0,13 0,12
Cita FAO (2014) DEFRA (2010) Ishler (2014)
Puntaje de transparencia
Puntaje del método
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total
Promedio de 13 países Reino Unido Estados Unidos
Para leche, se eligió el FCR de la FAO (2014), ya que se basa en datos de productores de 13 países diferentes, y no uno solo. Como cada FCR dado corresponde a un país y un sistema de alimentación determinados, se realizaron cálculos adicionales para determinar un FCR global. Para cada país, se calculó un FCR promedio sobre la base de la proporción de la producción total de leche que representaba cada sistema de alimentación. Luego, se calculó una media no ponderada de los FCR de los 13 países para obtener un valor global.
Para convertir el factor de conversión de maíz a leche en factores de conversión de maíz a otros productos lácteos, se utilizó un método de asignación de Dairy UK, DairyCo y Carbon Trust (2010). Esta asignación se establece en función del porcentaje de masa seca de cada producto lácteo, que se correlaciona con el valor económico. Con este método, ampliamente aceptado en la industria láctea, los productos lácteos con alto porcentaje de masa seca tienen una mayor huella de maíz por tonelada que aquellos con bajo porcentaje de masa seca.
Mientras que la tabla anterior muestra el factor de conversión de maíz para leche, en la Introducción se incluyen los factores de conversión para todos los demás productos del maíz.
iv. Carne vacuna y gelatina de carne vacuna
Factor (t per t) 10,30 4,44-8,16
Cita DEFRA (2010) Shike (2013)
Puntaje de transparencia
Puntaje del método
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total
País Reino Unido Estados Unidos
Se utiliza la cifra de DEFRA (2010) para el FCR porque el método utilizado tiene mayor transparencia en comparación con la otra fuente disponible. El FCR es más alto que el de Shike (2013), lo cual probablemente se deba a que Shike (2013) no considera los costos de cría en los cálculos del FCR.
(RTRS)
ii. Huevos
3 4 1
4 4 2
4 4 N/A
4 4 2
4 1 1
3 1 1
4 3 1
4 3 1
15 12 3
15 12 6 País
País
4 1
4 N/A
1 1
3 1
12 3
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION
— 114
Además, la fuente de DEFRA (2010) no considera supuestos adicionales para convertir un FCR basado en materia seca a un FCR basado en alimento animal total. De entre los varios factores que proporciona DEFRA (2010), se eligió uno que se basa en el supuesto de que nacen 4-5 terneros por vaca por año, y una edad promedio de sacrificio de 580 días
Para convertir el factor de peso vivo a peso de media res, se utiliza una conversión de la Universidad de Tennessee (2014). También se utiliza un factor de Kroes & Kuepper (2015) para convertirlo a factor de peso minorista.
Para encontrar un factor adicional para la gelatina de carne vacuna, como se muestra en la introducción, se utiliza un método de asignación por valor económico junto con la información de Gac et al. (2014).
v. Carne de cerdo
Factor (t per t) 2,38
Cita FAO (2013) Gobierno de Queensland (2016) DEFRA (2010)
Puntaje de transparencia
Puntaje del método
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje
País Global
Reino Unido
Se eligió la cifra de la FAO para el FCR porque tiene un método transparente y una gran aplicabilidad geográfica. La conversión del Departamento de Agricultura de Oklahoma se utiliza para encontrar una conversión de peso vivo a peso en media res, y la conversión de Kroes y Kuepper se utiliza para convertir esto a peso minorista.
vi. Salmón
Factor (t per t) 0,05 0,05
Cita FAO (2017) Consensus (2005)
Puntaje de transparencia
Puntaje del método
Puntaje de aplicabilidad
Puntaje de credibilidad
Puntaje total
País
Se hallaron dos cifras, ambas con un FCR de 1,2. Si bien ninguna de las dos fuentes brinda un método detallado, ambas son confiables. Aunque no está explícitamente indicado, el factor dado corresponde al peso de media res, y para convertirlo a peso minorista, se utiliza un factor de Kroes & Kuepper (2015).
Factores de conversión de productos manufacturados
La mayoría de los factores de conversión para productos manufacturados se crearon sobre la base de las especificaciones de los ingredientes publicadas online. Para cada producto, se utilizan especificaciones de los distintos países. En algunos casos, las especificaciones no están disponibles
1,91 2,66
3 2 4
4 2 4
4 1 1
4 2 3
total 15 6 12
Australia
1 1
N/A N/A
3 2
4 3
8 6
Global Europa ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 115
online, o se requieren más cálculos o supuestos para determinar un factor de conversión de maíz. Se indican a continuación las especificaciones para cada producto a base de maíz.
i. Maíz pisingallo (palomitas de maíz)
Factor (t por t) 0,69
Productos de maíz Maíz entero
Este factor está basado en especificaciones de palomitas de maíz para microondas y ya preparadas. Puede haber variaciones considerables, ya que mientras un producto de maíz pisingallo contiene 24% de maíz otros pueden contener hasta un 100%. Por lo tanto, si se conocen los ingredientes, es preferible utilizar esta información.
ii. Maíz cereal
Factor (t por t) 0,91
Productos de maíz Maíz entero
Este factor está basado en especificaciones de cereales de maíz común, sin agregado de chocolate, frutos secos o frutas. Se utilizan distintos términos para describir el producto de maíz utilizado, como el maíz molido, harina de maíz de grano entero y la sémola de maíz arrollada. Se considera como lo más parecido al maíz entero.
iii. Whisky
Factor (t por t) 0,90
Productos de maíz Maíz entero
Este factor sólo es relevante para el whisky bourbon, ya que otras variedades de whisky tienen un contenido de maíz significativamente menor (o nulo). El whisky de maíz, que no es muy común, tiene un mayor contenido de maíz.
El maíz se utiliza en el macerado que es parte del proceso de elaboración del whisky, y los volúmenes utilizados no suelen aparecer en la lista de ingredientes. En Whisky.com (2020), no obstante, se puede encontrar información sobre el contenido del macerado en las distintas destilerías. Esta información, sumada a una estimación del volumen del macerado necesario para producir una tonelada de whisky, se utilizó para calcular el factor de conversión del whisky.
iv. Gaseosas (sólo con jarabe de maíz de alta fructosa)
Factor (t por t) 0,11
Productos de maíz Jarabe de maíz de alta fructosa (JMAF 55)
Este factor de conversión sólo es relevante para gaseosas producidas en Estados Unidos. Según demuestra la investigación, en la producción de gaseosas en EE. UU se usa jarabe de maíz de alta fructosa, mientras que en otros países se suele utilizar azúcar como endulzante. No suelen
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 116
utilizarse otros productos de maíz. En las distintas gaseosas, se usa aproximadamente la misma cantidad de jarabe de maíz de alta fructosa.
V. Aceite de cocina (de maíz)
Factor (t por t) 1,00
Productos de maíz Aceite de maíz
Se evaluaron diversos aceites de cocina, pero el único con contenido de maíz era el aceite de maíz.
vi. Papas fritas
Factor (t por t) 0,13
Productos de maíz Aceite de maíz crudo
Ninguna de las especificaciones disponibles contenía detalles sobre el volumen de aceite de maíz utilizado en la producción o contenido en el producto. En cambio, todas las especificaciones incluían información sobre el contenido de grasa c/100g de producto, dato que se utilizó en combinación con el supuesto de que aproximadamente el 100% de la grasa contenida en el producto proviene de aceite de cocina. Esto da una estimación de 37,5g de aceite por cada 100g de papas fritas. No está claro qué proporción del aceite utilizado es de maíz, pero una especificación típica para papas fritas incluye aceite de canola, aceite de maíz y aceite de girasol. Por lo tanto, para calcular el factor de conversión final se parte de la base de que el aceite de maíz representa un tercio del contenido total de aceite.
vii. Kétchup
Factor (t por t) 0,20
Productos de maíz Jarabe de maíz de alta fructosa (JMAF 55)
El jarabe de maíz de alta fructosa y el jarabe de maíz se identificaron en la especificación de la mayoría de las variedades de kétchup en todo el mundo. No se encontró información sobre el volumen de estos productos contenidos en el kétchup, pero sí del volumen de azúcar agregada por cada 100 g de kétchup Se supone que equivale al volumen de jarabe de maíz dentro del producto por la ausencia de otros azúcares agregados. Por lo tanto, se utiliza esta información para determinar el factor de conversión de maíz para el kétchup.
viii. Chocolate
Factor (t por t) 0,30
Productos de maíz
Ver Productos Ganaderos - Leche
Aunque existen algunas excepciones, la mayoría de las especificaciones de chocolate relevadas no incluyen productos de maíz como ingrediente. Por lo tanto, este factor de conversión se basa en el contenido de leche en polvo de productos de chocolate.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 117
Pegamento
Factor (t por t) 0,03
Productos de maíz Germen de maíz
Los productos de maíz no suelen encontrarse mayormente como ingrediente en las especificaciones de pegamento, y no se encuentra comúnmente información sobre el volumen de cada ingrediente del pegamento. Se ha encontrado, no obstante, una fuente en la que se indica que el pegamento a base de germen de maíz contiene un 2,6% de germen de maíz. A falta de otra información, se usaron estos datos. Este factor sólo es aplicable a pegamento a base de germen de maíz.
ix.
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 118
Apéndice III Reseña de calidad de la fuente - FAO (2013)
FAO (2013)
¿Utiliza datos de la cadena de abastecimiento? 3
Nombre de la fuente: Autores: Patrocinante: Publicado:
Año de publicación: Cobertura geográfica:
Emisiones de gases de efecto invernadero de las cadenas de abastecimiento de cerdos y pollos - Análisis de Ciclo de Vida global MacLeod, M., Gerber, P., Mottet, A., Tempio, G., Falcucci, A., Opio, C., Vellinga, T., Henderson, B. y Steinfeld, H. Food and Agriculture Organization of the United Nations (FAO) Sitio web de FAO 2013
Utiliza datos globales
RESEÑA GENERAL
¿Cuál fue el objetivo y alcance de la fuente de datos?
¿Utiliza revisión de pares?
Indicador Puntaje (1-4)
Transparencia del método 3 Confiabilidad del método. 4
Aplicabilidad Geográfica 4 Puntaje de credibilidad 4
El objetivo de esta investigación es calcular las emisiones de GEI de las cadenas de abastecimiento de carne de cerdo, pollo y huevos, así como identificar los puntos álgidos (hotspots) de emisiones. Incluye un análisis de las emisiones de cada uno de estos tres productos, por región y por sistema de producción. Aunque gran parte de la investigación excede lo que interesa al desarrollo de la calculadora de maíz, hacemos foco particularmente en la producción de alimento animal, ya que constituye más del 60% de las emisiones totales en la cadena de abastecimiento de cada tipo de proteína.
MÉTODO
¿Cómo se determinaron estos factores?
Se utiliza el Modelo Global de Evaluación Ambiental de la Ganadería (GLEAM, por sus siglas en inglés), junto con datos tomados de la bibliografía, informes de inventarios nacionales, conocimientos de expertos y las bases de datos SPAM y FAOSTAT.
El “Módulo de alimento animal” se utiliza para calcular la composición del alimento animal para cada especie, sistema y ubicación. El “Módulo de sistema” se utiliza para calcular el Coeficiente de Conversión de Alimento Animal (FCR) de cada tipo de ganado y utiliza información sobre las necesidades energéticas de animales combinada con información sobre el contenido energético del alimento animal. Están disponibles por región y sistema de producción, pero se utiliza un promedio global.
Producto Unidad Kg de maíz/unidad Alimento animal (porcinos) Alimento animal (aves de corral carne) Alimento animal (aves de corral postura)
Producto FCR (peso vivo) FCR (peso en media res) Carne de cerdo Pollos Huevos
RESULTADOS kg de maíz utilizado por unidad de producto kg kg kg 2,7 2,3 2,3 No disponible 4,2 2,3 0,37 0,53 0,44 ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 120
APLICACIÓN A RTRS
Se cuenta con valores de FCR y % de maíz representativos a nivel global en alimento animal para carne de cerdo, aves de corral de postura y aves de corral para carne.
• El FCR en aves de corral está disponible tanto para peso vivo como peso en carcasa, con lo cual no se necesita una conversión adicional para peso en carcasa, pero sí para peso minorista. El FCR en carne de cerdo sólo está disponible para peso vivo, con lo cual se necesita conversión adicional para peso en carcasa y peso minorista.
• Aunque se cuenta con valores de FCR tanto para sistemas de producción casera como de producción industrial, el FCR industrial se considera el más apropiado para la calculadora de maíz.
• Los productos de maíz identificados en alimento animal incluyen el «grano (no se incluye el residuo)” y el “subproducto de cervecerías, destilerías, biocombustibles, etc.”. El informe no indica qué proporción de estos subproductos son a base de maíz, por lo que se da por sentado que son 100% a base de maíz. Tampoco está claro qué tipo de productos de maíz se incluyen en alimento animal como «grano» (sin incluir el residuo). Otras investigaciones sugieren que se trata de una mezcla de gluten feed de maíz, salvado de maíz y maíz entero.
¿Los resultados son útiles, válidos y confiables?
ROUND TABLE ON RESPONSIBLE SOY ASSOCIATION (RTRS) — 121
UTOQUAI 29/31 | 8008 ZURICH, SWITZERLAND info@responsiblesoy.org responsiblesoy.org
