www.bulkhandlingreview.com VOLUME 28, ISSUE 7 | MARCH/APRIL 2023 In this issue: Belts and idlers Safety feature Conveyor components





©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the UNLOAD Condition, de-lump, batch, combine as you discharge, performance-guaranteed, discharger system. units for loading and trolley, split areas, economical frames. All pneumatic devices, bag weigh batching Save time, money Bulk Bag Dischargers Weigh Batching CONVEYOR BELT MADE FOR HEAVY DUTY APPLICATIONS E: info@transmin.com.au | T: 1300 640 359 | www.transmin.com.au AUTHORIZED DEALER AGENCY BRANDS OUR BRANDS HIGH QUALITY, HARD WEARING MATERIAL CUSTOM DESIGNED TO SUIT YOUR APPLICATION AUSTRALIAN ENGINEERED, AUSTRALIAN WARRANTY
A




Australian Bulk Handling Review: March/April 2023 І 3 3 І Australian Bulk Handling Review: March/April 2023 CONTENTS MARCH/APRIL 2023 26 48 36 50 VOLUME 28, ISSUE MARCH/APRIL 2023 In this issue: Belts and idlers Safety feature Conveyor components COVER STORY: LIKE A WELL-OILED MACHINE
malfunctioning component can halt a bulk handling site at the best of times,
spares
that the operators cannot allow them to go unreplaced. Two spare parts programs are helping Altra
Australia’s
downtime.
the full story, see page 14. 6 Industry news 12 Like a well-oiled machine 14 Conveyors create colourful contribution to community 16 Training the future generation of bulk handling engineers 18 Sealing silos to save Aussie grain 20 Concetti curtails corrosion chaos 24 Early detection is the best protection 26 Tougher than hard rock 28 Gearboxes growing globally 30 No longer a pain in the glass 32 New design improves DYNA’s guards 34 Options for safe, efficient conveyor belt cleaner tensioners 36 Thayer Scale certification delivers peace of mind 38 WAMGROUP buys Bulknet 40 New system cuts dust, improves accuracy at graphite plant 42 I, Cobot 44 BBCP boosts belt cleaner performance
Composite roller cuts down on roller weights 56 Vibration acceptance criteria
Friction is not friction Safety
How to select the ideal emergency safety switch 50 Sustainable safety 52 Hazards associated with conveying and storing bulk materials
but there are some
that are so critical
Motion
customers avoid this devastating
For
46
60
48
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor
William Arnott
E: william.arnott@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Design Production Manager
Michelle Weston
E: michelle.weston@primecreative.com.au
Art Director
Blake Storey
Design
Louis Romero, Kerry Pert Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.
Building up with bulk materials
All around Australia, Federal and State governments have been increasing their pipeline of infrastructure works.
Nationally, there is a $120 billion infrastructure investment pipeline. In Victoria alone, the State Government plans to invest $85.3 billion into infrastructure spending over the next four years.
This building boom is already creating increased demand for bulk materials like cement, iron, aggregates, and sand.
The Inside Construction Expo aims to bring the industry under the one roof to discuss these major projects and how the sector is shifting.
Construction material manufacturers and bulk handling specialists are invited to take part in the event, which will take place from 20 to 21 September, at the Melbourne Convention and Exhibition Centre. Discussions at the event will tackle big issues facing the sector, such as the skills shortage, the need for digital transformation, and the importance of safety.
The centrepiece to the event will be about Victoria’s Big Build, expanding out to showcase construction on other significant infrastructure taking place around Victoria.
It also features robust conference program featuring more than 100 speakers across four stages.
The event will also host the inaugural Inside Construction Foundation Awards, which aim to showcase the industry’s innovative people and projects. The awards will recognise individuals and businesses who excel and have promoted safety and environmental sustainability throughout major and local projects.
To learn more about the how you can get involved, visit insideconstructionexpo.com.au
William Arnott Editor - ABHR

4 І Australian Bulk Handling Review: March/April 2023
EDITORIAL

Australian Sugar Milling Council elects new chairman
A NEW CHAIRMAN OF THE Australian Sugar Milling Council (ASMC) has been elected following the retirement of John Pratt, who had led the organisation since 2015.
Jannik Olejas, chief executive officer of Mackay Sugar was chosen for the position.
The ASMC said in a statement that the election comes at an interesting time for the sugar industry, as it emerges from the challenges of two La Nina influenced growing, harvesting and processing seasons that made conditions difficult.
“In some districts, this was combined with mill related operational challenges that has brought about a longer than desired season in 2021 and 2022,” the ASMC said.
Despite these challenged, Olejas remains optimistic that the Australian industry has a strong foundation on which to build.
He said that his optimism for the future of the Australian sugar sector brought with it a range of challenges and opportunities, with the Milling Council concentrating policy and advocacy efforts around four key issues.
“Major focus areas for ASMC are stabilising land under cane and cane
supply; energy and carbon policy and the interaction with renewable energy; continuing efforts around trade and market access; and decreasing the regulatory burden that inhibits our industry,” he said.
“The sector is energised by the opportunity to contribute to the dual goals of increasing Queensland’s renewable energy supply while reducing emissions following the release of the Queensland Energy and Jobs Plan.
“In addition, ASMC will continue to
offer a range of direct value add benefits to members such as advocating for a regulatory and policy environment that can unlock future investment and a focus on regional communities where we can attract the skills and labour needed to maintain and grow our industry.”
Olejas said he was looking forward to working with his fellow ASMC Directors and the broader sugar industry to ensure a continuation of the common advocacy and policy response to matters that impact the whole sugar industry.

Lion signs agreement to brew XXXX with solar power
XXXX BREWERY HAS SIGNED AN agreement with the Woolooga Solar Farm to brew its beer using 100 per cent renewable energy.
Lion, the owner of XXXX Brewery, signed the Power Purchase Agreement (PPA) to procure the energy from the Lightsource bp solar farm
in Woolooga, Queensland.
Queensland Deputy Premier Steven Miles said the Queensland Energy and Jobs Plan gave businesses confidence to invest in decarbonisation.
“An increasing number of companies want to decarbonise their operations and offer consumers low-emission products,
made in Queensland,” Miles said.
“The pipeline of renewable projects in the Queensland Energy and Jobs Plan means we will continue to see more and more companies make the transition and lower emissions.
“With the PPA in place, Lion has reached their target of 100 per cent
NEWS 6 І Australian Bulk Handling Review: March/April 2023
Jannik Olejas, chief executive officer of Mackay Sugar.
purchased renewable electricity by 2025 in Australia, two years ahead of schedule. And they’re Australia’s first large scale carbon neutral brewer.”
Queensland Energy, Renewables and Hydrogen Minister Mick de Brenni said the move meant all of Lion’s beers brewed across Australia would now be brewed with 100 per cent procured renewable electricity.
“XXXX is proudly brewing solar powered beers with 100 per cent renewable electricity from right here in the sunshine state,” de Brenni said.
“More consumers are demanding action on climate, so now XXXX will be the beer of choice for the emissions and climate conscious.
“The Queensland Energy and Jobs Plan lays out a plan to reduce household
Contract won for CBH Brookton rail project

THE CBH GROUP HAS AWARDED a Western Australian company the rail and civil construction contract for the Brookton rail siding extension project.
Multiplant, a civil infrastructure provider, will be subcontracting and working with Railtrain Holdings Group, who will provide technical capability in rail construction.

Brookton is the first of 11 rail siding extension projects at sites across CBH’s network, funded in partnership with the Western Australian and Commonwealth Government under the $200 million first package of the Agricultural Supply Chain Improvements (ASCI) Program. Construction will commence at Brookton in February 2023, starting
and business electricity emissions by 96 per cent by 2040, protecting and growing Queensland manufacturing jobs.”
Lion sustainability director, Justin Merrell said in 2020 Lion became Australia’s first certified large-scale carbon neutral brewer.
“The 144-year-old XXXX brewery at Milton is one of Brisbane’s most historic landmarks, but this latest evolution to 100 percent renewable electricity proves this icon of Australian brewing, is still capable of moving with the times,” Merrell said.

“All of our beer produced here – up to 250 million litres annually – is now made using 100 per cent renewable electricity. This agreement will stop around 138,000 tonnes of carbon emissions from entering the atmosphere. That’s the equivalent of taking 45,000 cars off the road.”
“XXXX is encouraging all Australians to ‘Give a XXXX’ about the planet for the benefit of our environment, and for beer. Today’s announcement is another great example of how we’re investing in climate solutions to reduce our footprint.”
8 І Australian Bulk Handling Review: March/April 2023 NEWS
All XXXX beer produced at the Milton brewery is now made using 100 per cent renewable electricity.
C M Y CM MY CY CMY K
CBH is investing in new infrastructure at each rail siding extension.
®


with site establishment, fencing, clearing and earthworks.
The project will improve the efficiency of the rail outloading from the CBH Brookton site and will reduce road movements to the Kwinana Grain Terminal from Brookton and several nearby sites.
CBH Group chief executive officer Ben Macnamara said the Brookton contract was a significant step forward in the development of critical supply chain and infrastructure improvements for the WA grains industry.
“We are delighted to start construction on the Brookton rail siding extension, a milestone for the suite of ASCI projects we are working on with the State and Federal

Governments,” Macnamara said.
“We are very pleased to see the funding commitment by State and Federal Governments into transport infrastructure which will enable Western Australian agricultural products to reach export markets more efficiently.
“Two record harvests in a row highlights the need to continually improve the network to ensure we can move more tonnes to port to meet market demand.”
CBH is investing in new infrastructure at each rail siding extension, maximising the grain outloading capability at key sites in CBH’s storage and handling network. For the Brookton project, CBH is
Building begins on Inland Rail in Victoria
making significant upgrades to fixed storage facilities and increasing the out-loading capacity of the site.

“Improving the outloading capabilities of Western Australia’s grain supply chain is a major focus for CBH, and we are proud to invest alongside the Government’s rail siding projects with rapid rail loading infrastructure to ensure longer trains can be loaded faster and get to port more efficiently,” Macnamara said.
“We are continuing our work with all stakeholders to deliver the projects funded under Package 1 and look forward to developing future ASCI packages, for the benefit of growers, regional communities and the agriculture industry.”
MAJOR CONSTRUCTION
works on the Inland Rail project have begun in Victoria, meaning building is underway in two of the three states.
The Australian Rail Track Corporation (ARTC) marked the occasion with a community event in Glenrowan.
Inland Rail is Australia’s largest freight rail infrastructure project and will connect Melbourne and Brisbane via regional Victoria, New South Wales
10 І Australian Bulk Handling Review: March/April 2023 NEWS
ARTC CEO Mark Campbell and Inland Rail Interim chief executive Rebecca Pickering celebrate the start of major construction of Inland Rail in Victoria, joined by invited representatives of local councils.
and Queensland. It aims to better connect businesses, manufacturers and producers to national and global markets and create new opportunities for Australian industries and regional communities.
Victoria is expected to benefit significantly from Inland Rail with freight efficiencies and investment opportunities expected to boost the state’s potential output by $6 billion over the first 50 years of operation.
Inland Rail follows along the existing North East Rail Line that was upgraded in 2021. To enable double stacked trains ARTC must upgrade existing infrastructure at 12 sites.
McConnell Dowell, the appointed contractor on the first four projects at Seymour, Barnawartha North, Glenrowan and Wangaratta, has commenced preliminary site works
and will move into major construction in coming weeks. The remaining projects are currently in the reference design stage.
Inland Rail interim chief executive, Rebecca Pickering, said the project is supporting jobs and economic opportunities in regional communities.
‘Over the next four years, Inland Rail is set to deliver vital local stimulus and support hundreds of Victorian jobs,” Pickering said.
“Construction activity will bring opportunities for businesses to participate in delivering the work, but there will also be a positive flowon effect for motels, retailers, cafes and restaurants through to a range of service providers who will reap the benefits of the project.
“ARTC remains committed to meaningful and respectful consultation
with the communities along the alignment as we continue through delivery activities for these sites.
“We acknowledge the construction activity will disrupt local communities close to our projects and we thank them for their patience and understanding as we deliver this important project.”
Site hoarding that will wrap the project site barrier fencing in the centre of Glenrowan for the duration of construction work, will feature local student artworks depicting a range of themes including the new Beaconsfield Parade bridge, trains and bushranger Ned Kelly.
Glenrowan acting principal Carly Duncombe said the students took great pride in their creative pursuits, and were excited to see their efforts transformed into such a visible part of the project branding.
THE WORLDWIDE LEADER IN VIBRATION TECHNOLOGY
Any solution for your needs FLOW AIDS
OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 20 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead. The flow aids range of products offers any solution for your needs and helps you to increase the process efficiency and improve the plant safety. OLI Vibrators Pty Ltd. 7 Jellico Drive, Scoresby Vic 3179, Australia - Phone: +61 3 9764 9988 - Mail: info@olivibrators.com.au - www.olivibrators.com.au
Like a well-oiled machine
Two spare parts programs are helping Altra Motion Australia’s customers avoid devastating downtime.
A MALFUNCTIONING COMPONENT can halt a bulk handling site at the best of times, but there are some spares that are so critical that the operators cannot allow them to go unreplaced.
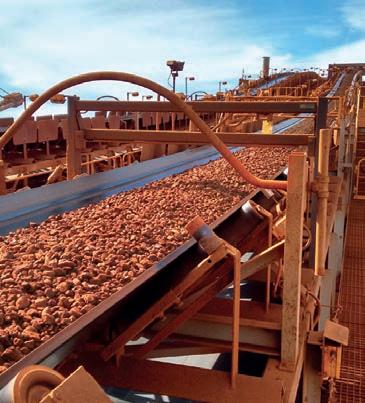
This was the case for a mine in central western New South Wales which had two sets of brakes on a ball mill and a sag mill. These brakes were highly specific to the application and were not interchangeable – if something happened, the entire plant would halt operations and lose millions of dollars in lost productivity.
Thankfully, Altra Motion Australia can provide just the system to provide these types of sites with the peace of mind they need.
“It became obvious a few years ago that more customers were wanting critical spares available to avoid downtime,” Craig Kelly, Altra Motion Australia’s NSW service manager, told ABHR
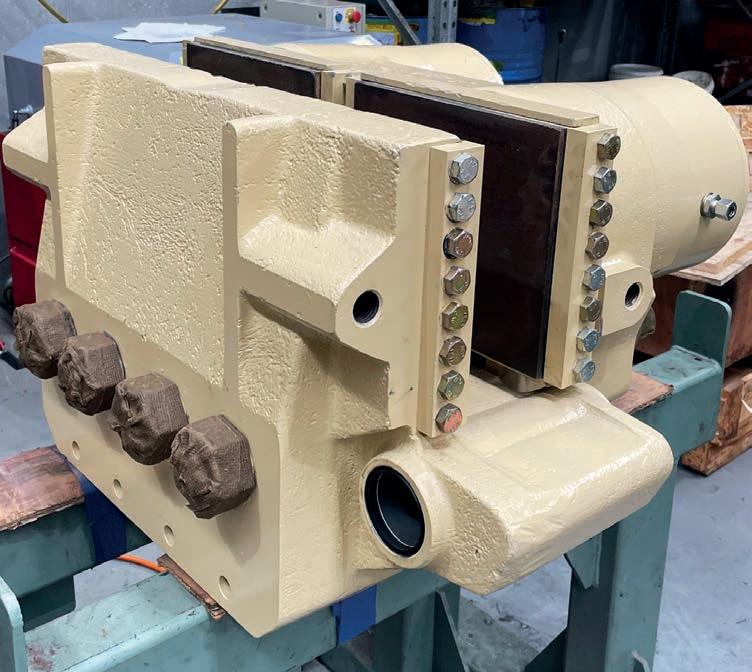
A critical spare is a replacement set of new spare parts that will be held at the customer’s site. The spares will be commissioned on the customer’s request by the Altra Service Team and the operating parts need to be returned to one of Altra’s facilities for refurbishment and testing to the original equipment specifications. Altra Service will schedule the commissioning of the new critical spares based on the customer’s shutdown schedule and return the refurbed set when they are completed.
“When a customer needs a critical spare, we go to their site, learn about the application it will be used in, find out exactly what’s needed, and then provide them with a spare to keep on-site.
“It helps provide peace of mind, so that they know if the worst happens, they can minimise downtime and get back to production as soon as possible.”
In addition to its critical spares program, Altra Motion Australia operates a rotatable spares program, designed for components that are more common throughout an operation.
This means that if a component breaks or needs replacing, Altra can exchange the worn component with a spare from the shelf. The worn components are then refurbished at one of the company’s several maintenance facilities.
Kelly said this process helps companies pre-plan around repairs and maintenance.
“Rotatable spares have a fixed price – the customer knows exactly how much a replacement spare will cost, which helps them budget,” he said.
“For example, if they ask for three new brakes, we can send them over to the site within a day.”
When the parts arrive for refurbishment at a service facility,
the company completely overhauls the component to meet the original equipment manufacturer (OEM) standards, a process that includes a comprehensive report and testing certification. If the spares arrive and they are unserviceable they will be replaced with new units referred to as a service exchange.
Customers can easily see how the spare parts stand up to several test environments, how well seals are functioning, and access an easy-toread performance graph.
Altra keeps up to date in its stock levels, using a minimum and maximum holding level based on its users’ requirements to have everything ready at a moment’s notice.
The company holds its stock in its workshop facilities across the country, including Sydney, Melbourne, Mackay, Perth, and a brand-new facility in Newcastle. Altra made the strategic
COVER STORY 12 І Australian Bulk Handling Review: March/April 2023
Altra Motion Australia completely overhauls component to meet the OEM standards.
move to open the new facility to support the local region, where it has high demand.
Equipped with a painting booth, strip, testing and assembly areas, along with sales, warehousing and technical/engineering support, the Newcastle facility has everything necessary for refurbishments – as well as onsite requirements for their customers.
Kelly said the rotatable spares program runs like a well-oiled machine and has been used successfully for several of the company’s key customers.
“A port authority reached out to
use to ensure several of its hoist brakes could be included in the rotatable spares program,” he said. “We have their transport details and can ship off the spares to them at any time – all they need to do is give us a call or send a request via email.

“They know they will get the exact spares they need, and we can send the products out before we get the originals back from them to refurbish. After we have brought the components into working order, they go onto the shelf and are ready to be sent out if another customer requires them.
“The customer has been really happy with the speed we can deliver the replacements; they know they won’t be waiting for weeks to get the parts they need.”
Altra also provides training for sites using its products, demonstrating how to properly use and care for them, especially in complex applications or areas.
Being the OEM, Altra can also draw upon its international brands, accessing information and technical/ engineering advice from experts in Europe and the US if required. It also operates a 24–7 support network as part of its after-sales offering.
Kelly said Altra Motion Australia is looking to expand its critical and rotatable spares programs further across its user base.
“We’re going out and promoting this to customers across as many markets as we can, educating our staff on these programs and demonstrating how effective the programs can be,” he said.
“Now that we have the fully equipped facility in Newcastle, we can handle any job that comes our way and grow the market in that region.
“Things are only going to get bigger and better in the coming year. We have some exciting growth on its way.”
Australian Bulk Handling Review: March/April 2023 І 13
“It helps provide peace of mind, so that they know if the worst happens, they can minimise downtime and get back to production as soon as possible.”
The company holds stock in its workshop facilities across the country.
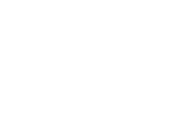
Conveyors create colourful contribution to community

Fenner Conveyors are rolling out four new conveyor systems for a major coal mine. ABHR finds out more about the company’s engineering expertise and how it brought about a colourful contribution to the community.
provide clear reporting both ways.
“We communicate near daily and can adapt to changes in scope if required,” Stevenson said.
“It’s vital to offer that transparency – make Kestrel aware of things as they happen and don’t hold secrets.”
This communication allows the teams to handle the changing needs of a dynamic mine environment.
Stevenson said the team is flexible and was able to adapt to a change of installation plans to ensure Kestrel could move faster into the development process.
“We had a smaller window to install the first conveyor and had to change it to a two-stage processes. We did it in piecemeal and had a second phase for the installation and commissioning,” he said.
Shane Wilson, regional manager of ACE NSW, said the project also involved the upgrade of all head-end substations.
KESTREL COAL RESOURCES
announced it would make use of a new section at its mine, which involved upgrading the longwall conveyor system.
It conducted a tendering process for the 500’s Conveyor Project, selecting Fenner Conveyors to deliver the solution across the three-year contact. This included the supply of four conveyors and all belting required, with mechanical and electrical engineered equipment delivered by ACE, and belting delivered from the Australian manufacturing facilities for Fenner Dunlop Conveyor Belting.
When Fenner Conveyors began working on the project, it was tasked with delivering one brand-new conveyor system and three others to be retrofitted to the existing infrastructure on site.
One of the major parts of the project
is the belt maintenance system and storage system upgrade.
Traditionally, the site had not used an automated, permanent belt maintenance system, instead preferring to use mobile equipment. The initial plan was to install the permanent systems on some of the conveyors, and to use existing solutions on the remaining conveyors.
However, after seeing the improvements in belt rigidity – which also improved the belt tracking, control, safety, and maintainability of the system – Kestrel worked with Fenner to incorporate this equipment into all four systems.
Just over one year into the project, the two teams are in constant communication with one another. Sean Stevenson, project lead, said the businesses regularly hold meetings and
“Kestrel wanted standardised substations that would be identical for easier maintainability and safety,” Wilson said.
“Originally the specification called for separate enclosures for items like the winch starter, which was discussed in design reviews. The supplies are now consolidated into the substation starter, while maintaining the transport dimension requirements.
“This reduces installation time, improves reliability and simplifies the system overall especially for a relocatable maingate system.”
Community conveyors
During a regular meeting, the two teams began discussing how they could promote the work that was happening at the mine and support the local community.
CONVEYORS 14 І Australian Bulk Handling Review: March/April 2023
The first conveyor was painted blue to represent the Breast and Prostate Cancer Awareness Association of Qld.
Together, they jointly developed the idea of creating a community fundraising campaign for the duration of the 500’s Conveyor Project, and beyond. Each conveyor would be painted a different colour to represent a charity in the local region.
“From our side, there’s been a positive response. People are becoming more socially aware and want to see their work have a benefit for society. If we can support our client and contribute to advancing the communities in which we operate, it’s something we can all be proud of,” Stevenson said.
The local community has welcomed the campaign and is already seeing the benefits. Funds raised by the collaboration will go towards the Breast and Prostate Cancer Association of Queensland, Headspace Emerald, Emerald Neighbourhood Centre, and Emerald Men’s Shed.
Mark Wilcock, head of ACE
Queensland, said the team have been honoured by the support shown by Kestrel to-date.
“The feedback on the quality of work conducted and our ability to meet the schedule has been really positive so far. Kestrel have commended our team on their efforts, especially considering the complexity of the project and the extremely challenging global supply conditions we have all been oeprating in.”
World leaders with over 45 years’ experience in Belt Conveying Research and Consulting

Belt Conveyor Component Testing Services including:
FRAS tests according to MDG3608 and AS4606
Independent belt conveyor testing, audits and reviews


Idler roll noise testing, including self-noise and operating noise

Belt cover ply adhesion and resistance to tear propagation
Cord breaking force, static & dynamic cord pull-out strength
Small and large sample indentation rolling resistance measurement
Belt surcharge angle and maximum inclination angle
Belt scraper efficiency
Idler roll rotational resistance testing, including rim drag, break-away force and maximum start-up drag, MIS and TIR of idlers
Idler dust and water ingress
Conveyor belt tensile strength and elongation
Troughability
Abrasion testing for idler and belt components
Inspections and failure analysis, as well as site inspections
Thermal imaging
“What helps set us apart is the fact we can deliver the entire package. Our teams have in-depth knowledge of the mechanical and electrical systems, along with how they interact with the belting. Ultimately, this results in a highly reliable, state-of-the-art conveyor system,” Wilcock said. Wilcock said Kestrel and ACE will continue to work closely with each other throughout the project and beyond.
ACE designed standardised substations for easier maintainability and safety.
Belt
www.bulksolids.com.au 2023
6th - 10th March (Online) 30th May - 1st June (Mackay) 14th - 16th November (Perth) 2nd May
tests are conducted according to AS1332, AS1333, AS1334 & other associated standards. Idlers tested to SANS 1313, DIN22112 & MDG3608. Design Audits conducted in accordance with ISO5048, DIN22101, CEMA & other in-house procedures.
Course Dates: Storage, Feeding, Transfer and Belt Conveying
- Belt & Idler Showcase and site tour (Newcastle)
Training the future generation of bulk handling engineers
Dr Tim Donohue, general manager of TUNRA, and Jamie Tsang, a fourth-year University of Newcastle engineering student, provide an insight into the experiences on offer for undergraduate students.
TUNRA BULK SOLIDS HAS A LONG and proud history of work in the bulk materials field.
In 1975, Emeritus Professor Alan Roberts started TUNRA Bulk Solids with the purpose being to engage with industry partners and problem solve through applying research outcomes from the University. The primary purpose remains the same today, with TUNRA offering a range of testing services and engineering design services, continually refining the methods offered to industry as well as developing new test methods and ways of analysing problems.
The focus for these services has always been driven by industry, either resulting from industry-led projects with research outcomes applied from the University, or newly developed services to meet an industry need.
Working at the interface of industry and research allows an insight into the best of both worlds: the contribution to solving industry problems in novel or innovative ways is rewarding, and the
continuous engagement with industry allows insights into emerging issues across the bulk materials sector.
In addition to TUNRA Bulk Solids’ primary problem-solving role, it also has a focus on developing and educating the bulk solids handling industry . There are many ways in which TUNRA supports the learning and development across the sector, and, in terms of direct to industry support, several technical training courses are delivered each year.
These include the traditional face-toface and online courses delivered either from TUNRA’s facilities in Newcastle or from other parts of the country depending on demand, or even internationally.
To complement TUNRA’s face-toface offerings, online courses are also an option for some segments of industry. These online courses have proven to be an excellent tool to provide low-cost training to parts of the world where there are none readily available locally, and where the cost of travel would be prohibitive to attend a face-to-face
course. The continual involvement in teaching industry short courses emphasises the culture of learning within the TUNRA team – the benefit to industry is that this reinforces the need to ensure the solutions used in problem solving continually adapt based on the most recent research findings.
Complementing the training courses offered to industry is the strong focus on offering applied learning opportunities for the next generation of undergraduate students as they make their way through their studies. This also fits in to the broader university strategy of offering work integrated learning opportunities for all its undergraduate students.
TUNRA is a wholly owned entity of the University of Newcastle and so there are multiple connection points between TUNRA and the University, and while the research translation mechanisms noted previously facilitate the main connection, the remaining focus of this article is to highlight the benefits that scholarships can offer to undergraduate students.
It should be noted that TUNRA Bulk Solids has been offering these opportunities for many years, and there are many examples of successful engineers, both within TUNRA and out in industry, that have been recipients of opportunities like this.
The undergraduate experience
Jamie Tsang, a fourth-year Mechatronics student at the University of Newcastle, recently underwent an internship at TUNRA Bulk Solids. He shares his experience and perspective as an intern, highlighting the valuable lessons and hands-on experience gained during his time at TUNRA.
He said internships play a crucial role in providing students with practical experience in their field of study,
ENGINEERING 16 І Australian Bulk Handling Review: March/April 2023
Fourth-year engineering student Jamie Tsang during his industry placement at TUNRA Bulk Solids.
enabling them to apply the knowledge they have gained in the classroom.
“I was exposed to a range of projects that broadened my skills and knowledge in the field of Mechatronics,” Tsang said.
There were opportunities to work on projects that involved the design, testing, and analysis of material handling systems, which required skills in mechanics, control, and electronics to create cost-effective and efficient solutions.

“One of the projects I worked on was the redesign of an inclined friction tester. The team saw potential improvements that could be made to the existing design to ensure better reliability and make the machine easier to operate for users by reducing manual labour requirements. With a focus on efficiency and effectiveness, we set out to re-design the friction tester to address these concerns,” he said.
Skills in Computer-Aided Design software were used to design the machine and 3D printing technology to prototype and test the concepts, allowing the team to fine-tune the design and ensure its efficacy.
Tsang said he was able to gain valuable experience in product design and prototyping, as well as the use of cuttingedge technologies like 3D printing.
“This experience has broadened
my understanding of the practical applications of Mechatronics and will undoubtedly serve me well in my future career,” he said.
In addition to designing material handling systems, there were opportunities to work on various other projects. For instance, the team analysed the dynamics of a wind tunnel using Computational Fluid Dynamics. They also worked on the re-design of a drum mixer for material handling, as well as the configuration and testing of a radiation detector.
There were instances when an unfamiliar problem in a project proved to be quite challenging.
Tsang said he was fortunate to have supportive seniors who readily offered their advice and guidance, helping me to overcome these challenges.
“In addition to practical experience, I was quite impressed with the diverse range of engineers I got to work with at TUNRA,” he said. “Working with a team of experienced engineers was a great way to learn from different perspectives and gain new insights into industry.”
“One of the valuable lessons learned during the internship was the importance of collaboration and team-based problem solving. When faced with a challenge, communicating, and bouncing ideas off other team members was a great way
to spark new potential solutions and perspectives.
“Working in a team that includes individuals with diverse backgrounds and ways of thinking offers distinct advantages. It enables the team to generate creative solutions that may not have been possible through individual efforts. This approach not only leads to more innovative outcomes, but it also fosters a supportive and dynamic work environment where everyone can contribute and grow.”
Tsang said the internship was a valuable learning experience that allowed him to put analytical and technical skills into practice.
It provided opportunities to work in a supportive and collaborative work environment, where teamwork plays a key role in completing projects and achieving goals.
“I recommend internships as an essential first step for students looking to gain practical experience and make a valuable contribution to their field,” he said.
“I would like to extend my gratitude to the team at TUNRA Bulk Solids for the opportunity to work and learn alongside experienced professionals in the field. I have taken away valuable insights and hands-on experiences that I will carry with me throughout my career.”
Australian Bulk Handling Review: March/April 2023 І 17
A highlight of the internship is the opportunity to work in collaboration with a range of engineers.
Sealing silos to save Aussie grain
Improperly sealed silos can lead to fumigation-resistant pests. ABHR managing director, to find out how it’s helping protect Australian growers from this threat.
IN 2007, THE GRAINS RESEARCH and Development Corporation (GRDC) found a population of insects resistant to phosphene.
The rusty grain beetle was not the first insect pest to develop a strong resistance to phosphene. However, the population that was uncovered had the strongest level of resistance to the chemical anywhere in the world, and could not be controlled with the label rate, according to the GRDC.
Strong resistance to phosphine can develop and spread quickly. Resistance in stored grain insects has now spread throughout the grain growing regions in all states.
“For example, after its first detection in 2007, rusty grain beetle had spread to four farms by 2011 – in NSW and South Australia. However, by 2021 it had spread to Queensland and Victoria, with a total of 53 detections across eastern Australia,” the GRDC said on its website.
The main culprit behind the spread is the misuse of phosphene, particularly in unsealed storage. The GRDC said phosphine requires time to be effective against all life stages, particularly eggs, and should only be used for grain fumigation in gas-tight storages.
When used in non-sealed structures, phosphene concentrations can fall below the recommended levels. As a result of
multiple failed fumigations, the insect populations can develop a resistance.
John White, Allied Grain System’s managing director, said that there are only a few fumigants available for Australian grain exporters and growers, so if a pest population becomes resistant enough there could be dire consequences to the nation’s biosecurity.

One of the ways Allied Grain Systems is helping stop this risk is through its range of sealed silos. The company began working on its sealing technology in 2008 to provide a solution for its Australian customers.


“The rest of the world doesn’t have as strict requirements,” he told ABHR. “In North America and Europe, cold weather tends to kill their bugs.”
“We’ve become market leaders in sealing valves and have started to export our equipment to Asia and India.
these silos in such a way that they can be retrofit with a higher level if the customer wants to upgrade later down the line,” he said.
“Sealing and fumigation are often overlooked, but they are a vital part of the country’s grain industry. If not done right, there could be disastrous effects for the entire country.”
SILOS 18 І Australian Bulk Handling Review: March/April 2023
Allied Grain Systems began working on its sealing technology in 2008.
Most of the bins Allied Grain Systems provides are sealed.
PowerSaver Plus™
The latest development in low rolling resistance conveyor belt compounds to reduce operating costs & environmental impact
PowerSaver™ is part of our GreenSeries™
An initiative by Fenner Conveyors of conveyor products designed specifically to help customers reduce their impact on the planet.
30% Reduction in energy consumption
PowerSaver Plus™ is the latest generation in Fenner Dunlop Conveyor Belting’s low rolling resistant cover compounds, developed by the Fenner Conveyors technology team to deliver a 30% reduction in energy consumption* and a 100% improvement in shear modulus**.
Features
•Superior low rolling resistant compound applied to the bottom cover of the belt
•Ideal for mine, processing or port conveyors

•Optimal performance with flat conveyors > 500m in length
•Even greater savings for conveyors > 1km in length
•Compatible with all Fabric and Steel Cord Belts (excluding AS-S grade)
*Compared to M grade equivalent
**Independently tested at TUNRA, 2022
Benefits
•Minimises cover indentation
•Assists easy flow over the idlers
•Retains excellent cover properties
•Reduces motor load on conveyor
The Sustainable Choice
•Improves mine energy efficiency
•Reduces emissions by minimising power consumption
•Proven to reduce energy consumption by 30%
Phone 1800 Fenner (336 637) www.fenner.com.au
Concetti curtails corrosion chaos
Fertilisers are essential to feed the planet’s growing population. Graham Rawlings, Concetti, explains the logistical challenges with bagging fertilisers and what can be done to package the material.
FERTILISERS ARE MANUFACTURED
in large, energy-intensive plants before being sent to the farm through a complex distribution system of warehouses and terminals.
Vlaeynatie, a European logistics company based in Westdorpe, Holland, is a provider of maritime supply chain services including bulk handling and storage systems for fertiliser on behalf of major global producers.

Packaging fertiliser is not for faint heart. It’s a tough business, handling vast quantities of dusty, hygroscopic products at high speeds. Applications are ranked among the most arduous of all for both manufacturers and users of bag filling and palletising systems.
Products like urea, potash, ammonia sulphate, monoammonium phosphate (MAP), diammonium phosphate (DAP) and others are often manufactured as prills, 3-4mm diameter spheres, which help to reduce dust and improve the physical handling characteristics. Kept dry, the products are generally relatively easy to convey, feed or pack.
Hygroscopic fertilisers attract moisture which produce acids (sulphuric, phosphoric, nitric, or hydrochloric) or alkalis (ammonia for example), all of
which are highly corrosive to steel and other metals.

Moisture in any quantity presents huge challenges to fertiliser operations due to this ever-present risk of corrosion. Without detailed attention to mitigate it, any exposed surfaces are soon little more than rust.
Not only did Vlaeynatie need to cope with the increased corrosion risk from port side locations, but also a wide range of products and bags and potential future products.

Paul Van den Broeck, director at Vlaeynatie, said bagging is the company’s speciality and main activity.
“Packaging serves as a quantity unit and protection of the product but is also a residual/waste product. As sustainability becomes more and more important, we need to limit this as much as possible,” he said.
What was once a simple jute bag evolved into woven polypropylene (PP) and increasingly, polyethylene (PE) bags which bring issues around waste and recycling.
Vlaeynatie don’t just bag its own products, but provide a service to many global producers, both now and in the future. The company needs to be flexible,
adaptable and constantly looking ahead for changes in the market.
Before selecting a supplier, Vlaeynatie had to consider many factors including the capacity needed, the type and size of bags foreseen, the palletiser best suited to the speed and duty. Should it use a robot or a layer machine? Should pallets be wrapped with spiral stretch film or a weatherproof hood?
“To make the right choice of bagging machine it is important to have a good knowledge of the products you want to bag, what is the density? granulate - powder? Free flowing? Are they weather sensitive? Disadvantages of humid weather conditions?” Van den Broeck said.
“Our main customers are producers, industrial players, of fertilisers who stock their products with us and entrust us with the entire aftercare of their product handling.”
Above all, Vlaeynatie understood that an automatic bagging and palletising line is not just about the bag filler, it is a chain of machines that must work together seamlessly. A chain is only as strong as the weakest link and output is always limited by the slowest unit.
After an initial request for bids was
FERTILISER 20 І Australian Bulk Handling Review: March/April 2023
Paul Van den Broeck, director at Vlaeynatie.
submitted to four possible suppliers, Concetti, an Italian manufacturer based in Perugia was selected because its proposal was, according to Van den Broeck, “constructive, creative, solutionoriented and tailored to our needs.”
“In addition, they gave us a total solution (from bagging machine to stretch hood including roller conveyors and communication) with good support from the start but also in the period afterwards. The undeniable advantage is that you only need to talk to one company, and they will relieve you of all your bagging problems,” he said.
Following the first installation in 2015, Vlaeynatie developed a close relationship with Concetti and further lines followed. Installations now include three automatic bag-filling and palletising systems, a single automatic bag filling machine plus two bulk-bag fillers, all handling various fertiliser products.

With the combination of Concetti
lines now installed, Vlaeynatie can cope with a wide range of both powder and granular products using pre-made laminated woven PP bags and pre-made PE bags, either flat or gusseted. Closing can be done by heat sealing or sewing
with or without fold over. In addition, the company can fill PE bags produced from tubular reels on two independent horizontal form-fill-seal lines. Bags of both 25kg and 50kg depending on the client’s needs can be handled at
PROACTIVE TODAY PRODUCTIVE TOMORROW visit us at kinder.com.au
Vlaeynatie developed a close relationship with Concetti.
FERTILISER
speeds up to 1700 bags per hour.
Finished pallets are over wrapped by two stretch hood machines.
Single or 4-loop bulk-bags of woven PP with inner PE liners, can also be filled on two separate lines in the range of 500-1250kg at speeds up to 180 big-bags per hour.
This flexibility enables Vlaeynatie to offer an unrivalled service precisely tailored to the needs of their clients.
Building corrosion resistance
For each new project, Vlaeynatie provided a detailed and demanding specification. This not only embraced the types of products anticipated, the output needed and the potential bag and pallet sizes, it also covered their own special corrosion prevention requirements.

The Concetti lines operated by Vlaeynatie include the extensive use of stainless steel (AISI 316 and 304 grade) for material contact parts, and a special two-coat polyurethane paint over an epoxy base after careful sand blasting for all carbon steel surfaces. Proprietary components not already corrosion resistant were treated with a polyurethane enamel.
Stainless steel cable trunking and stainless-steel nuts and bolts are used throughout with stainless steel pneumatic cylinders. Pneumatic components are located inside sealed, air-tight plastic boxes, and plastic fittings used wherever possible. Any unnecessary aluminium or copper/zinc/brass components were avoided.
Geared motors were supplied with
the manufacturers anti-corrosive treatments and palletisers equipped with a pressurised chain lubrication system.
Control enclosures were supplied with a dry air connection to maintain a slight positive pressure and so avoid the entry of airborne dust. All electrical components (sensors, push-buttons, electrical terminal boxes) are suitable for a corrosive environment.
Cleaning and maintenance
Designing systems to resist corrosion, is however only part of the solution. Good housekeeping and maintenance are essential. Quick-release and electrically interlocked access doors are provided at key transfer points to allow inspection and cleaning to take place between products. This removes any residues and prevents product build-up.
Facilities are also provided to thoroughly wash down internal material contact surfaces through the load hopper, feed device and weighing system with a special quick release attachment for the bag holder to entrain and direct the contaminated water to a drainage point. This internal washing with water is undertaken periodically through the year in combination with deep cleaning to avoid any possible cross-contamination.
Traceability
Van den Broeck said traceability is also starting to become more important.
“We provide already each bag with a bar-code so that in case of a calamity it can be traced when and where the product was bagged. For some industrial
fertilisers QR codes are already printed on each bag with all relevant information,” he said.
The lines are also equipped with, or were supplied predisposed for the later fitting of, label applicators or inkjet coders to apply date/time or batch coding information.
Additionally, loaded pallets can also have a label applied.
Big bag filling
In some markets bulk bags are preferred to 25 or 50kg bags. Vlaeynatie operates two Concetti high speed bulk-bag filling lines for bags of capacities between 500kg and 1250kg.The most recent line handles single loop bags of 600, 1000 or 1200kg capacity.
The woven PP bags have an inner PE liner which is automatically heat sealed after filling and the line operates at speeds up to 180 bulk bags per hour.
Factory testing
Concetti manufactures complete in its plant in Umbria. The company’s ISO 9000 Quality Assurance, in-house fabrication and advanced painting facility gives high levels of control over the exacting surface treatments required by Vlaeynatie.
In addition, factory acceptance testing in Italy involving the clients’ own products, bags and pallets gives an opportunity for the user to check that the lines meet the performance figures claimed but also that access, cleaning, and corrosion prevention techniques are all satisfactory. Any last-minute unforeseen issues can then be addressed in a pre-shipment review.
Teleservice
After market support includes teleservice via modems connected to each system to allow Concetti technicians to monitor the plant operation in real time and assist with fault finding.
Because of increasing energy costs, fertiliser prices are currently at levels not seen since the 2008 global food crisis and the work of Vlaeynatie in providing a flexible service to major global producers is helping meet the continuing robust demand for fertiliser, ensuring crop yields are maintained and food shortages avoided.
22 І Australian Bulk Handling Review: March/April 2023
C M Y CM MY CY CMY K
Based in Holland, Vlaeynatie provides maritime supply chain services including bulk handling and storage systems for fertiliser.
Detect and prevent costly conveyor belt damage.
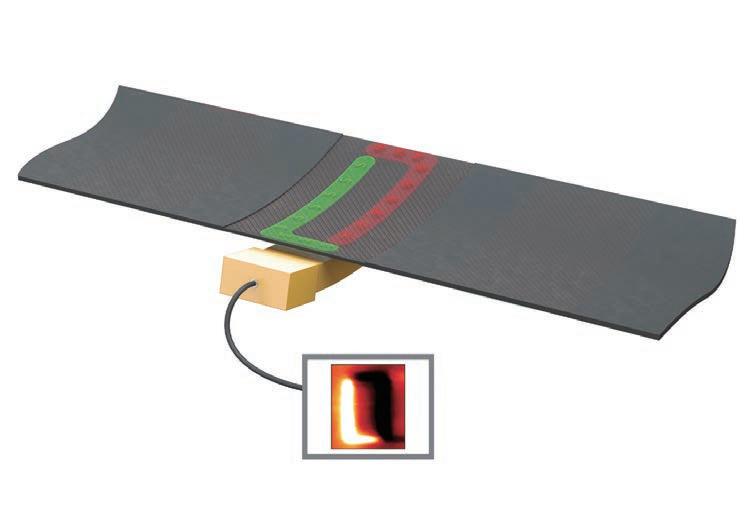
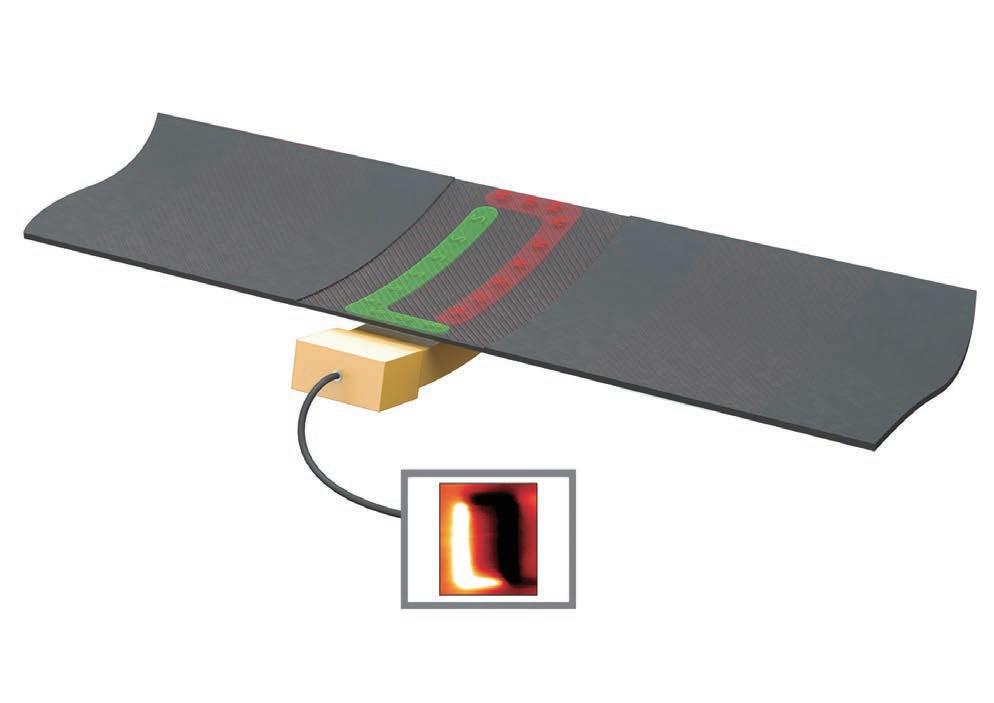
Patented rip inserts allow rip detection in non-troughed and troughed areas.
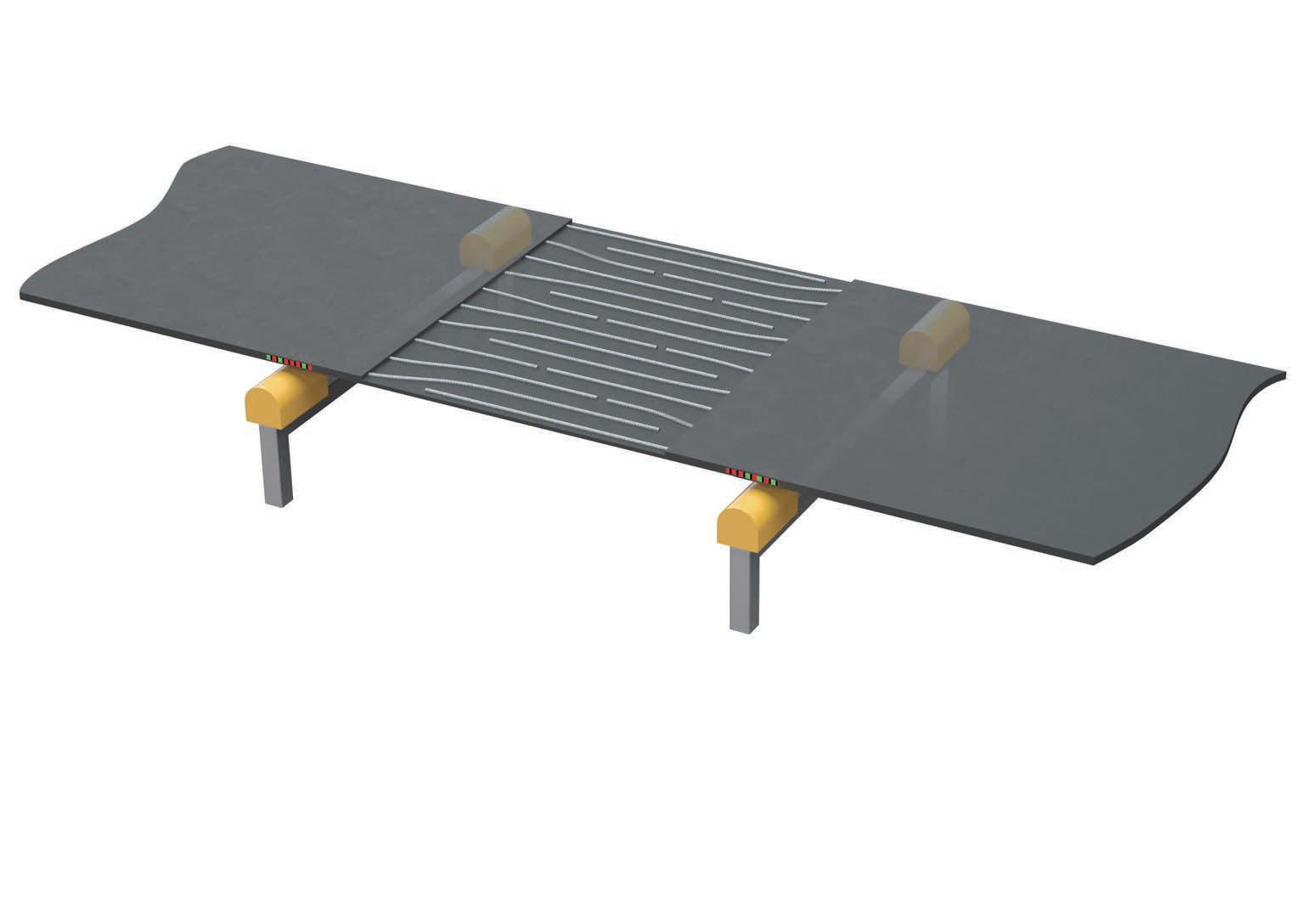
CONTI MultiProtect System
Our CONTI MultiProtect belt condition monitoring system ensures your conveyors deliver optimum availability and performance 24hrs a day, 7 days a week. With market leading technologies in the monitoring of cord damage, splice condition and innovative rip detection, Continental‘s range of belt condition monitoring system's help protect your conveyor asset.
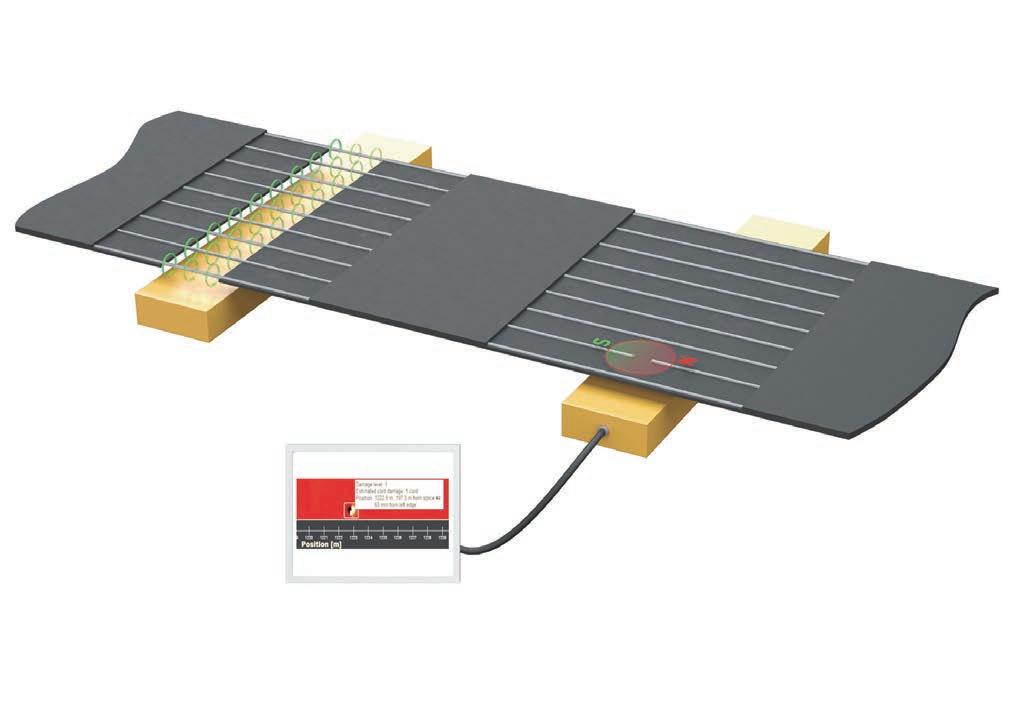
Supported with real time detection of belt damage, flexible configurations and maintenance friendly functionality, Continental drives improved conveyor belt performance for your site.

www.continental-industry.com

Early detection is the best protection
ContiTech has developed a digital solution to improve safety, productivity, efficiency for conveyor systems.
CONVEYORS PLAY A VITAL ROLE
in most mining operations, which is why organisations aim to avoid unwarranted downtime.
To ensure mines can protect their investment, ContiTech developed the ContiMultiProtect belt condition monitoring (BCM) system.
The system continuously monitors the conveyor belts for cord integrity, splice condition and detection of longitudinal rips. This helps to maximise operational safety, increase uptime, and reduce their maintenance and unscheduled stoppages.
Operators can make decisions based on real time data, 24 hours a day 7 days a week.
Continental Conveying Solutions, a division of the Continental Corporation, stocks, sells, installs, and maintains the ContiMultiProtect BCM system throughout Australia and the Asia Pacific region.

How it works
The MultiProtect solution combines the features of the original ContiRipProtect and ContiCordProtect into one multifunctional system for increased benefits and connectivity. It monitors the belt continuously as a permanent installation, analysing
the magnetic characteristics of the conveyer belt and alarming when it detects a longitudinal rip, or cord damage or deviations in the splice. These are the three most common conveyor belt damage aspects which have real potential to cause very serious damage.

All are visible instantly in real-time and on demand, from any nominated desktop, laptop or through alerts issued to site operational systems, email, or SMS.
Ben Wood, Continental Conveying Solutions Australia’s director of sales said there is a fair amount of flexibility in terms of system functionality.
“Our systems produce a customised belt map and report on important beltrelated conditions. With reports on demand, a ‘stop at location’ feature, and customisable alarm and action parameters, the system monitors each customer’s conveyor system asset 24/7 in real time” he said.
“Our belt monitoring tools can easily be adjusted to accommodate the typical changes that occur over the life of a conveyor belt. Easy to interpret belt condition reports are objectively generated by Continental’s monitoring software.

“We consistently see examples in the value of MultiProtect to our valued clients. In the last 12 months our MultiProtect system has reliably and accurately detected rip or damage events and stopped the conveyor within a short belt length. Naturally this allows the maintenance teams to execute belt repairs within hours, compared to a complete belt change which would lead to days or weeks of downtime and millions of dollars in lost productivity and profits,” he said.
As a division of Continental Corporation, Continental Conveying Solutions is a major manufacturer and developer of innovative conveyor belt technology, with Australianmade conveyor belt manufactured in Melbourne, Victoria.
The company has more than 150 years in high-performance conveyor belts. A network of 1300 experienced service technicians cover key regions including Africa, Asia, Australia, Europe, North America, and Latin America. Continental is close to its customers providing highquality, long-life products, but also comprehensive support and service –tailored to customers’ specific needs and requirements.
BELTS 24 І Australian Bulk Handling Review: March/April 2023
Continental Conveying Solution’s web-based monitoring technologies can be accessed via an Ethernet network connection.
Monitoring is visible on demand from any nominated desktop, laptop or through alerts issued to site operational systems, email or SMS.

FULL SYSTEM
SOLUTIONS EXPERIENCE THE DIFFERENCE AGGROWTH.COM | apac@aggrowth.com
AGI combines their global manufacturing capabilities with tailored local support to engineer growth for Australia commercial grain handlers.
Tougher than hard rock
Transmin ConveyorPro has developed a belt that stand up to some of the most heavy-duty applications.
WHEN A BELT IS PUNCTURED, operations are brought to a standstill. Nobody wants to damage equipment or put people at risk.
That’s why mining companies reached out to bulk material handling equipment manufacturer Transmin ConveyorPro for the toughest belt it could provide.



Amerander ‘Reddy’ Emmadi, business development manager for Transmin ConveyorPro, said its customers wanted a belt could withstand the punishment.
“ProTough was designed from the ground up to be one of the toughest belts on the market, ideal for hard rock mining, quarrying and the recycling industries,” he told ABHR
“It is made up of a hybrid aramid and steel mesh composite with special grade anti-abrasive, cut and gouge resistant cover, allowing it to withstand high impact rock falls of three metres.
“The belt’s tensile strength exceeds Australian and International Standards. Thanks to its increased durability, the belt is significantly less likely to malfunction and requires less maintenance, reducing operating costs.”
The ProTough belt is part of Transmin ConveyorPro brand, which specialises in being a one-stop-shop for everything related to conveyors. The belt was introduced more than two years ago and has been installed in several sites across Australia.
It’s not just the mining industry that has benefitted from the belts. It works for any conveyor line that has sharp materials, or sites where foreign materials can enter the chute.


Arun Sutrave, mechanical engineer for conveyors at Transmin ConveyorPro, said the belts have been used in in-pit primary crusher discharge conveyors, heavy duty belt feeders,
steel manufacturing plants and cargo unloading lines.


“We are also now trialling the ProTough belt on lithium sites as well as in the WA Goldfields, and in tailings applications,” he said.
“The belts can be customised depending on what the situation requires – there are different belt cover grades, carcasses and belt cover thicknesses for any application.”
Transmin ConveyorPro’s offering also includes steel cord, multiple ply fabric, bucket elevator, corrugated side wall, fire resistant, chevron, rip stop, heat resistant and chemical resistant belts.
Its aftermarket team can do all the calculations and selection work for a specific application, then provide a quote.
The company has more than 30 years of experience working alongside companies in the mining and heavy industries and draws upon this expertise to find the right solution.

Emmadi said the WA-based company can provide fast, efficient turn around when it comes to quote.
“We carry a range of widely used, fast moving items in WA and in our Brisbane warehouse, to greatly reduce lead times,” he said.
“Depending on client requirements, we can even service equipment and handle field calls.”
Transmin ConveyorPro can supply conveyor products to more than just Australia. It has the capacity to send components to almost anywhere in the world, and has a presence in South Africa, India, and Canada.
ProTough is just one of Transmin ConveyorPro’s products, with several more emerging developments in the pipeline.
“We’re doing some trials at the moment for our conveyor guarding and composite rollers as well,” Emmadi said.
“There is a lot planned for 2023, and we’re excited to grow our conveyor offering even further.”
BELTS 26 І Australian Bulk Handling Review: March/April 2023
ProTough was designed from the ground up to be one of the toughest belts on the market.
Unleashing a world of opportunity
Schenck Process Mining has become part of Sandvik Rock Processing Solutions

















Combining Sandvik’s expertise in crushing with the screening, feeding and loading know-how of Schenck Process, has strengthened our capacity to deliver high quality equipment and aftermarket support.

We are now better positioned than ever, to develop innovative solutions to the challenges of our industry.
Watch this video to learn what this new parternship means to your business or visit our website:



ROCKPROCESSING.SANDVIK
Gearboxes growing globally
Two year ago, ABHR spoke with Michael Mullen, managing director of RR Pacific, about how the company was expected to grow. The business has since doubled in size and plans to continue.
WHEN ONE OF THE LARGEST companies in the hydraulic components market acquired Reggiana Riduttori, it set the foundation for exceptional growth.

Interpump purchased the designer and manufacturer of power transmission systems in 2019, expanding its range significantly.
Michael Mullen, managing director of Reggiana Riduttori’s Australian branch, RR Pacific, said the new ownership provided the business with stronger foundations globally.
According to Mullen, the company saw one of its biggest years in terms of growth in 2020, so much so that the business began planning a significant expansion in both staff and premises.
“We’ve remained quite a profitable business, doubled in size in factory space and in turnover,” he told ABHR
“We’ve also started to look at expansion of the current service division. We really want to ramp up
our service side of the business because we’ve populated the market through the original equipment manufacturer (OEM) channels.
“We’ve diversified in our markets, so that we’re not so heavily reliant on the mining industry. There has been a lot of growth in the agricultural market for grain handling, but also in the waste and recycling industries.”
RR Pacific distributes, installs, and supports Reggiana Riduttori products across Australia. Initially, the company’s products most appealed to the mining industry, but has since diversified to reach new markets, such as the sugar, waste, and agricultural industries.

The company has broadened the range of its applications to include conveyor belt pullers, belt winders, magnetic separators, bitumen spreaders, apron feeders and take-up winches.
To help manage this growth, the
team at RR pacific rely on Interpump’s guidance for processes and procedures, localised through monthly meetings with clients and stakeholders.
Mullen said the business is constantly refining itself through open discussions about how it can improve its efficiency.
“To remain a sales focused company, which is our core mission, we need to service our customers beyond what the market requires,” he said.
“What we’ve done in the past two years is really ramp up our stock holdings in Australia, hence why we needed more factory space. We’ve put a lot of time into our stock model to avoid growing lead times throughout the global supply chain.
“All of our product comes out of Italy, which we identified as one of the major risks for the foreseeable future. If we don’t have product on the shelf in Australia, then we can’t
GEARBOXES 28 І Australian Bulk Handling Review: March/April 2023
Michael Mullen, managing director of RR Pacific.
service our market and exceed our customers’ expectations.”
The company automated its stock model and implemented minimum stock levels and order quantities. This means stock is constantly rolling in, so that products that can handle up to 150,000Nm are available off the shelf.

All the equipment is assembled in Australia and goes through a quality assurance check before it goes out to a customer.
Mullen said RR Pacific doesn’t wait for a customer to come to them, the team actively listens to the market to find what needs to be stocked.
“We’ve got a good selection and service process, so we felt confident to stock what the market requires before even getting orders.”
“If certain customers are saying


they expect to see 10 per cent growth or 30 per cent growth, what we do is get ahead of the game and get the stock in well in advance.”
RR Pacific has also invested into growing its staff, starting an apprenticeship program to provide opportunities for the next generation. In addition, the company hired a dedicated supply chain coordinator and an internal sales coordinator.
The new office also includes a showroom and a dedicated sales office. It plans to expand the dedicated service area. Mullen said service is the way forward as the company grows.
“We must improve our response time in service and the procedure,” he said. “It’s something we’ve definitely put been putting a lot of time into.”
“We pride ourselves on offering
service for all out gearboxes, whether it’s on site or in the factory. We can offer detailed reports on the general condition of the equipment and offer off the shelf service kits.”

The company has developed several support networks across the country to increase turnaround times. It also means that a WA-based customer doesn’t need to send a gearbox to the east coast to have it fixed, saving time and freight fees.
Mullen said the company is looking to continue its growth into 2023 and incorporate new Interpump acquisitions, such as Transtecno and Berma.
“At the same time as our growth, we’re looking to improve our efficiency and response times to market,” he said.


“We don’t get complacent, there’s always plans and practices we can do to improve and refine to stay ahead of market trends and requirements.”
Bulk solids storage and handling solutions generated in Australia for Australian Conditions


“To remain a sales focused company, which is our core mission, we need to service our customers beyond what the market requires.”
Walla Walla, NSW Toowoomba, QLD Perth, WA (07) 4634 4622 info@kotzur.com www.kotzur.com (02) 6029 4700 0475 294 701
No longer a pain in the glass
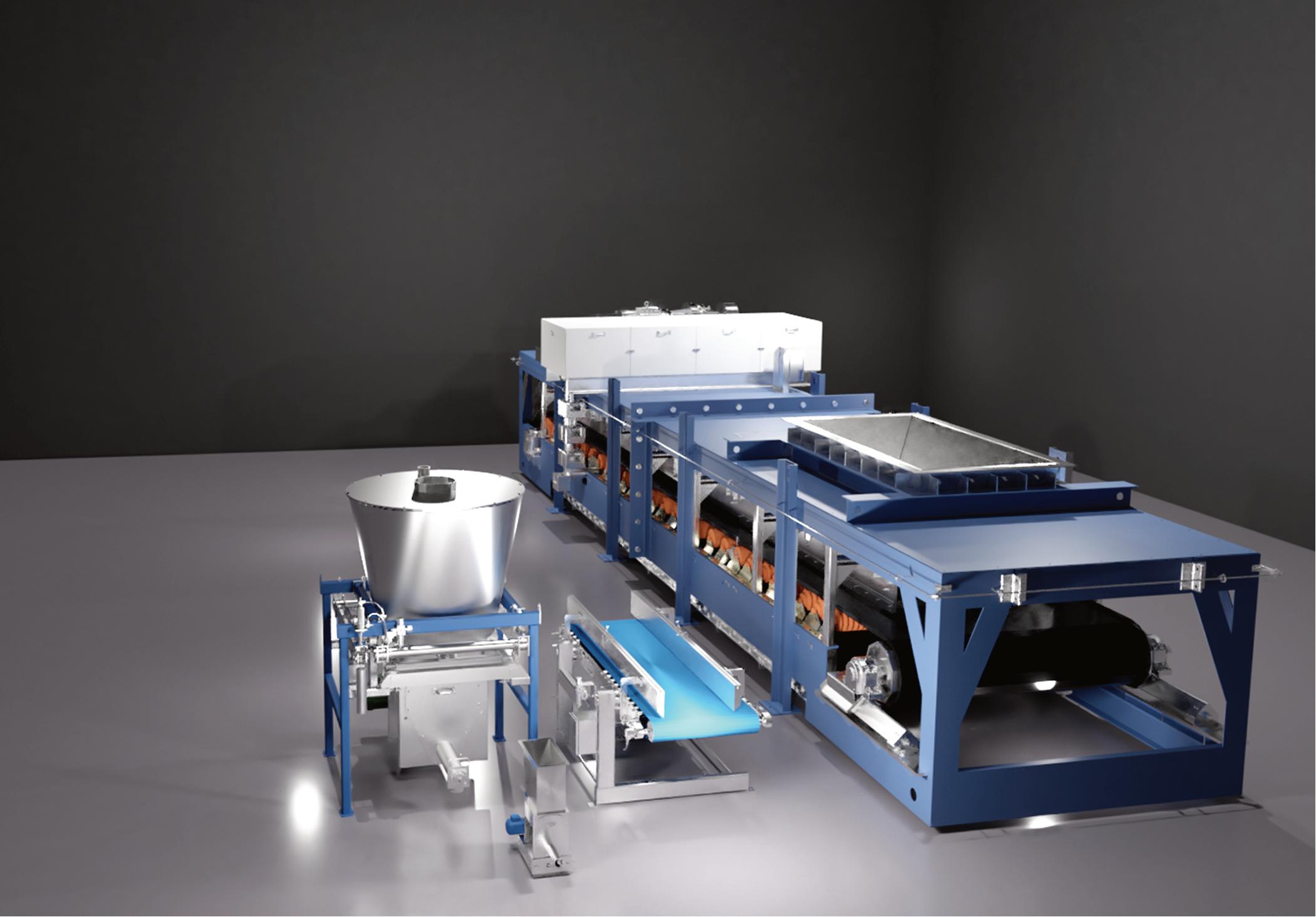
Oli Vibrators in partnership with Vibroflow has delivered key equipment for an advanced glass recycling plant.
RECYCLING GLASS SAVES ENERGY,
cuts down on the need for raw materials, and loses no quality when turned into a new product.
However, when it comes to co-mingled waste streams, it can become difficult to handle. Broken glass can be hazardous to workers and machinery, it can be hard to sort, doesn’t compress in transport, and can contaminate other recycling streams.
As part of its commitment to improve Victoria’s recycling system, waste services company Citywide has unveiled a new glass recycling plant capable of cleaning glass from co-mingled bins and highly contaminated material that can’t be processed by other plants.
In addition to diversifying waste from landfill, the plant will produce up to 400 tonnes of high-value sand replacement products each week, which can be used for everything from cement production and sandblasting to asphalt for roads and pavements. It will also naturally reduce the construction industry’s voracious appetite for virgin sand.
Claire Bright, Citywide’s sustainability manager, said the new plant would be able to recycle “challenging” glass loads that could not be treated by other plants due to their small particle size or contamination with plastics or paper.
“A lot of plants can only process glass particles over a certain size, so they wind up with a lot of material that’s too small to go through their machines,” Bright said.
“Our plant will be able to support these operators in processing their difficultto-process glass, as well as acting as a demonstration site for multiple other recycling and repurposing solutions.”
Because crushed glass forms a concrete like material when wet, great effort was taken to design a drying system that would reliably remove the moisture from the product.
Wastetech worked alongside vibrator specialists Vibroflow and Oli Vibrators to design several key pieces of equipment to ensure the glass could be recycled.
A vibrating feeder/taper slot screen was designed to be placed at the beginning of the material stream. It withdraws material from the storage hopper, removing oversized impurities.
Anthony Sokolowski, general manager of Vibroflow, said the taper slot system is an innovative way to reduce material blocking in the apertures.
“A large stroke is required to reduce material blocking in the apertures. To achieve this, Vibroflow used two OLI MVE 2100/075 eight pole vibrating motors,” he said.
“These motors operate at 750rpm and allow a greater movement to be achieved compared to six and four pole motors.”
Another key part of the plant is the triple deck screen, which includes a three mm, 1.5mm and 0.4mm aperture screening decks.
The unit is located at the end of the process, where it sizes the final glass product. Different sizes of glass can be used for different products. Smaller particles could be used for glass bead blasting, while larger particles can be used for roads or paint.
“Large strokes are not required for this
machine as most of the difficult particles are either crushed or screened out by this stage,” Sokolowski said.
“This machine needs a medium / fast vibration with a low stroke to maximise screening efficiency.
“For this purpose, Vibroflow has used two OLI MVE 3800/1 vibrating motors. These operate at 1000rpm and allow for a good balance between speed and stroke.”
The glass recycling plant is set to play a significant role in Victoria’s container deposit scheme, which is expected to commence in 2023.

Duncan Reid Citywide Operations
Executive said the glass plant will become one of many circular economy projects at its West Melbourne site.
“We are in the midst of a generational change right now in how we deal with waste and recycling products,” Reid said.
“We have quite literally reached a tipping point where we are rightly assessing the recyclable value of existing products.
“The circular economy is all about examining every waste product we can possibly divert from landfill and repurposing it in a sustainable way.”
INDUSTRIAL VIBRATORS 30 І Australian Bulk Handling Review: March/April 2023
Broken glass can be hazardous to workers and machinery.
Safeguard your operations
DYNA Engineering Conveyor Guards




are leading the way towards a more environmentally sustainable future by being manufactured with recycled and recyclable HDPE plastic.
Robust
Our “X” design increases the guard’s strength and is simple, intuitive and robust. DYNA Engineering doesn’t compromise on your safety.
Lightweight
Reduce your material handling risks and increase safety for your personnel with our guards, which are up to 40% lighter than conventional steel guards.

Economical
Our HDPE Conveyor Guards will reduce your overall maintenance cost as they do not require painting, and will not rust or corrode.
TM
DYNA Engineering
1800 801 558 dynaeng.com.au Patented “X” Shape Design 60% STRONGER Conventional Guard Standard Design
reduce your environmental footprint
&
New design improves DYNA’s guards
DYNA engineering has improved the design of its HDPE conveyor guards. The company’s general manager explains why.
SINCE THE INTRODUCTION OF DYNA Engineering’s HDPE conveyor guards back in 2019, the company has been very pleased with the performance and uptake by Australia’s mining and bulk handling industries.
Following ongoing research and discussion with users of the recyclable, eco-friendly guards, the company designed an improved mesh design to provide better visibility and operation with high pressure hoses.
The HDPE guards have several advantages over traditional steel, falling into three major categories –environmental, safety, and productivity.
On the environmental side, the guards are manufactured from 100 per cent recycled plastics at its dedicated facility in Perth, Western Australia. They are also fully recyclable when it comes time for replacement.
“We use recycled and recyclable plastics, the kind of plastics that are commonly used in bottles and
containers, and once they have completed their service life, they can be recycled into new HDPE plastic conveyor guards,” Thomas Greaves, DYNA Engineering’s general manager said.
“We firmly believe that recycled material is the future, and we are determined to see the rest of the industry embrace a greater focus on sustainability.”
Safety-wise, HDPE guards are much lighter in weight than steel which makes them far safer and easier to remove and replace during maintenance procedures. There are no hot tools required for cutting or modifying as is the case with steel. This dramatically reduces the likelihood of onsite injuries which are traditionally high around conveying systems.
“Often conveyors are not properly guarded because of corrosion. Steel mesh guards rust, they break, and then they aren’t replaced, so the HDPE guards simply stay in place longer,

requiring less repairs and maintenance and, if need be, are able to be replaced quickly,” Greaves said.
“They are very cost-efficient due to their longer life spans … with a lifespan in the range of 10 to 15 years.”
HDPE’s productivity features come from greatly reduced maintenance costs as there is no painting or galvanising ever needed. Other benefits include longer operational life, shorter orderto-delivery times, shorter maintenance shutdowns, better prevention of fugitive material escaping from the conveyor belt during operation.
“One of the things a few of our customers requested was better compatibility with the use of highpressure hoses in order to more easily spray water beyond the panels, as well as a request for increased visibility through the guards,” Greaves said.
“We improved the visibility through the guards of the conveyor in operation by developing a different triangular
SAFETY 32 І Australian Bulk Handling Review: March/April 2023
HDPE guards are much lighter in weight than steel.
shape type of mesh. HDPE guards are a lot thicker than steel mesh and the new triangular mesh creates increased viewing angles, improving overall visibility,” he said.

This solution is also better for high-pressure hosing operations. The
reduction of the flat frontal surfaces, and the triangle shape of the mesh, helps direct water through the mesh rather than bouncing the water back creating interference and dispersion.
The new, improved mesh design guards are versatile, able to be

configured for access platforms, conveyor pull wires, retractable idler roller frames, metal detectors, and belt change stations, while maintaining strong chemical resistance.

Customers have already provided positive feedback, impressed with both the design improvements and with the product’s sustainability credentials.
“Our customers want to use a product made out of plastic that can be recycled, that isn’t going to end up in landfill,” Greaves said.
“And our HDPE guards are fundamentally sustainable, assisting the mining industry establish sound environmental outcomes.”
“We firmly believe that recycled material is the future, and we are determined to see the rest of the industry embrace a greater focus on sustainability.”
PrecisionWeighingEquipment Weighingsolutionsforbothheavyandlightindustries.Ourequipment providesararecombinationofprecisionmeasurementandextreme reliabilityinawidevarietyofmarkets. ProductRange: •Loss-in-WeightFeeders •WeighBeltFeeders •ConveyorBeltScales •FlowPromotionAids •Instrumentation Thayerscale.com +1781.826.8101
DYNA’s new mesh HDPE conveyor guarding panels have been recently installed at this iron ore processing facility in Port Hedland, WA.
Options for safe, efficient conveyor belt cleaner tensioners

There are many issues to consider when selecting the most appropriate conveyor belt cleaners. Martin Engineering’s Dave Mueller explains more.
Manufacturers Association (CEMA) defines the cleaning positions as primary, secondary, or tertiary. Primary cleaners typically function with a ‘peeling’ action, while secondary and tertiary cleaners are usually scrapers. Belt cleaners mounted in the primary position generally employ a rotary style tensioner, while most units mounted in the secondary or tertiary positions use linear style tensioners.
In most cases, belt tensioners have to be monitored and adjusted manually so they can maintain optimum pressure and carryback removal. Estimating when blades need changing is often a guessing game that, if left too long, could lead to unnecessary complications.
Linear tensioners
“Linear tensioners are most often applied where the compensation for wear is required in small increments, such as with hard metal-tipped cleaners located in the secondary cleaning position or with brush cleaners,” Mueller said.
The simple design of linear tensioners often allows just one setting for full blade wear. Further, these tensioners can accommodate actuator deflection for accurate adjustment of cleaning pressure, delivering the ability to accommodate uneven mounting positions or asymmetrical blade wear.
MAINTAINING THE PROPER tension is vital to achieve optimum cleaning performance without introducing related problems.
Inadequate tensioning causes carryback to cling to the belt and spill along its path, piling up under the conveyor and emitting excessive dust. This requires extra labour for cleanup and can affect air quality.

Over-tensioning leads to friction damage to the carrying side of the belt, premature blade wear and potential splice
damage. Both scenarios contribute to unsafe work conditions and raise the cost of operation.
Dave Mueller, product manager for conveyor products at Martin Engineering, said there are two basic approaches to applying tension to the belt cleaner: linear and rotary.
“The blade’s cleaning position and angle of approach to the belt often dictate whether a linear or rotary tensioner is used.”
The Conveyor Equipment
Rotary tensioners
The required tensioning forces can be applied by springs, hydraulic or pneumatic cylinders, electric actuators or from torque stored in an elastomeric element. Rotary tensioners are often used with urethane blades, where the change in blade height and thickness as it wears is significant.
Rotary designs tend to be compact and, in most cases, the actuator can be mounted at any orientation, which
BELT CLEANERS 34 І Australian Bulk Handling Review: March/April 2023
Rotary twist tensioner on primary cleaner.
provides options for installing the belt cleaner in the optimum position.

Air tensioners
Air tensioners use the resilience of a pneumatic cylinder to cushion impact. The tensioners can use Martin’s Air Connection Kit to plug them directly into an existing air system, allowing for a more streamlined installation process.
Spring tensioners
Spring tensioners maintain efficient belt cleaning with a rugged coil spring. Martin XHD Spring Tensioners clean while cushioning splice shock to prevent damage, well suited for tensioning heavy duty belt cleaners while standing up to tough conditions.
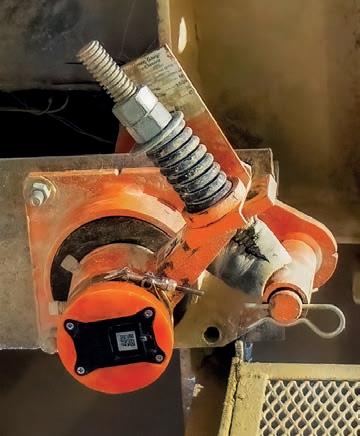
Dual tensioning is recommended for belt cleaners installed on belts wider than 1200 mm. However, dual tensioning does not change the fact that regular adjustment is required to maintain suitable cleaning pressure on the belt,
which is where Martin’s N2 Smart Technology comes into play.

Martin Engineering’s smart technology platform includes the company’s N2 Position Indicator to monitor primary cleaner blade wear and inform operators when the blade needs changing. The system uses a cellular gateway that relays data to the cloud and then to the user, delivering actionable information in real time.
The N2 PI and Smart Device Manager App ease the burden on managers and workers so they can focus their attention on other critical details of the operation. Precise tensioning and improved belt cleaning reduce the volume of dust and spillage from carryback, improving workplace conditions and decreasing the labour needed to maintain and clean around the discharge zone.
There is no single solution for belt cleaning and selecting the right tensioner for an application. Safety of personnel and the belt itself is usually the primary
consideration when selecting a tensioner. Ease of inspection and maintenance is critical for belt cleaner effectiveness, so the tensioner must allow quick and safe service. Martin Engineering offers the services and tensioning products that are necessary to meet the multifaceted demands of belt cleaning.
DESIGN & CERTIFICATION 3D MODELLING AGI SILOS TRUSTED BY THE INDUSTRY FOR QUALITY DESIGN & CONSTRUCTION AGI CONVEYORS DESIGN, BUILD & CONSTRUCT www.alliedgrainsystems.com.au Young, NSW & Toowoomba, QLD 1800 689 433 Australian owned and involved in Australian Agriculture since 1911
N2 position indicator on spring tensioner.
Thayer Scale certification delivers peace of mind
Rigorous testing and certification helps Thayer Scale’s equipment provide accurate readings its customer can rely on.
GETTING THE MEASUREMENTS
right adds up. If a scale does not measure and totalise, the producer could be losing thousands of dollars in miscounted product or could be overcharging its customers, creating an integrity issue or even legal problems.
U.S. Minerals, a producer of slag product for roofing and abrasives industries, was using off-the-shelf conveyor belt equipment and couldn’t verify the accuracy of the material it was conveying.

To resolve the issue the company decided to invest significantly into its facilities. The company knew it needed a conveyor belt scale but was not aware of the difference between low-cost belt scales and certified-for-trade belt scales.
Peter Sirrico, North American sales manager at Thayer Scale, told ABHR that attaining a National Type Evaluation Program (NTEP) certification allows the company to sell certified scales in the United States. ‘Certified’ in the US indicates that the device meets a tolerance of + 0.25 per cent and/or + 0.1
per cent and has passed testing to verify its conformance.
“A model is submitted for lab testing, where it must prove it can maintain a certain static test tolerance. Then it is tested in the field. This portion of the assessment is the material test phase using a conveyor or system that requires a high level of accuracy. This is the permanence test. Six months later, the belt scale is again material tested and if it passes with no changes to the metrology, with no ‘K’ factor changes and no adjustment to the span, it achieves its C of C. The key to passing this test as well as to any reliable belt scale is the stability of the scale ‘zero’,” he said.
“The international equivalent is the International Organization of Legal Metrology (OIML), which Australia uses.
“If you have NTEP certification, you can sell directly from the scale with confidence. In this industry, you live or die based on your reputation, so that peace of mind is vital.”
Thayer Scale has a range of NTEP certified conveying equipment, and
successfully made the case to U.S. Minerals to replace its single-idler scale and a rail scale at its LaCygne, Kansas location. Although the site had these scales, several rail cars continued to be overloaded due to a combination of the low accuracy of the belt scale, along with the troublesome method of use for rail scale.
U.S. Minerals purchased a six-idler conveyor belt scale and a single-idler belt scale. The six-idler unit is used for rail car load out and the single-idler unit moves the material onto trucks, which use an in-ground truck scale for weighing that serves as the ticketing mechanism.
The Thayer Scale six-idler conveyor belt scale has weighing accuracy of .1 per cent range and the equipment it was using prior had 2-3 per cent accuracy. The conveyor belt scale is used as needed and has a flow rate of 115 tons per hour.
If U.S. Minerals didn’t have the option of purchasing the Thayer Scale NTEP certified conveyor belt scale, it would have had to make a substantial investment in a rail scale which can run
36 І Australian Bulk Handling Review: March/April 2023 SCALES
Thayer Scale conveyor belt scales are built to survive and can last in service for decades.
from $500,000 to over a million dollars. The Thayer Scale belt scale is integrated into a required conveyor making it highly efficient. U.S. Minerals expects to yield return on investment for the belt scale in less than six months.
Sirrico said Thayer Scale works closely with its customers to find the right scale for the applications.
“We visit the site, walk the conveyor and take a good look at it. You want to ensure that the conveyor is suitable and there are no outliers that might diminish performance and cause problems. The inspection allows Thayer to select the proper belt scale for the conveyor as well as the one that best meets the expectations of the end user,” he said.
“Honesty is important, which is why we are always up front with our customers. If we don’t know something on the spot, we can get back to them. You’re trying to establish a relationship of trust with them. Our business model is built on relationships that become long term due to the efforts of the external and internal Thayer team.
“That relationship with the customer is vital. Your customers will remember how you work with them. We get a lot of repeat business – with many of our customers purchasing equipment continuously for a decade or more. It all starts with that first visit.”
Thayer Scale’s conveyor belt scales and conveyor weighing systems are designed
for a range of accuracies: high accuracy loading and unloading systems, custody transfer and NTEP-approved versions (0.10 per cent– 0.125 per cent), inventory control and processing needs (0.25 per cent – 0.5 per cent), and various stone and aggregate applications (0.5 per cent to 1 per cent).
Customers in pulp and paper, wood pellet production, ship, truck, rail and barge loading, fertiliser, mining, ore, copper, and coal industries utilise the company’s conveyor belt scales in severe applications and in some of the

harshest manufacturing environments. Thayer Scale conveyor belt scales are built to survive and can last in service for decades even in the most extreme operating conditions.

The NAR belt scales have been proven in service demanding ±0.125 per cent accuracy through independent certification. The weigh bridge features exclusive rocking flexure suspension in the approach-retreat configuration.
Measurement sensitivity is high, deflection is low, and the load cell is isolated from the error-inducing effects of extraneous lateral forces, off-centre loading, foundation distortion, inclination hold-back forces, and high sporadic shocks and overloads. Tare load is mass counterbalanced to create superior signal to noise ratio in weight sensing, orders of magnitude better than belt scale designs supporting full tare load on the load sensor.
Sirrico said the company is continuing to grow, with last year being one of the company’s best.
“We have equipment that works across the spectrum of applications, from food, wood, chemical, steel, ore, and more,” he said.
“We are looking to continue developing new products that are even simpler and easier to maintain.
“Thayer has also grown in the Pacific region, with exciting things to come.”
Australian Bulk Handling Review: March/April 2023 І 37
Measurement sensitivity is high, deflection is low, and the load cell is isolated from the effects of extraneous lateral force.
Thayer Scale’s conveyor belt scales and conveyor weighing systems are designed for a range of accuracies.
WAMGROUP buys Bulknet
WAM Australia has recently acquired Bulknet. ABHR sat down with Alessandro Bini, WAM Australia’s managing director, to find out why.

BECOMING A LOCAL MANUFATURER was one of the key goals for Alessandro Bini, managing director of WAM Australia.
The Italian company has operated in Australia for more than 26 years, supplying its screw conveyors and processing equipment to the local market through its Melbourne office.
However, Bini said the business wanted to expand significantly in the region and to begin building its equipment locally.
“Australia is far away from the rest of the world, and our customers want to work with an organisation that has short lead times and good local customer service” he told ABHR.
“When importing mechanical equipment from other countries, delivery time can increase significantly due to the production and transportation. This was highlighting during the COVID-19 lockdowns, where there were shortages of raw materials and supply chain disruptions.”
With more than 15 years of experience managing different subsidiaries for WAMGOUP, Bini began discussions with Bulknet, a Melbourne-based screw conveyor manufacturer.
“Bulknet began business more than a decade ago and has established itself as a
manufacturer of quality screw conveyors,” he said.
“WAM is one of the largest manufacturers of screw conveyors in the world – it’s what we do best.”
The two businesses synergised well, and in early February 2023, WAM acquired the Bulknet business.
The move expands WAM Australia’s team to 50 employees and means the company will begin manufacturing of its screw conveyors and components.
Bini said Bulknet’s ability to manufacture premium screw conveyors made it stand out in the market.
“WAMGROUP globally manufactures more than 600,000 screw conveyors and feeders for numerous applications and still counting.
“We want to provide the local market with the same level of customised, premium screw conveyors, in addition to our highly optimised manufacturing processes,” he said.
“We have 10 major manufacturing facilities around the world, which means that we can move our supplies and finished products around to minimise lead times without sacrificing quality.”
Bulknet will become a division within WAM Australia, which will be united under the one roof at a brandnew facility. The new warehouse and
office facility will span more than 8000 square metres in Dandenong South, in Melbourne’s southeast.

The facility will feature new production lines, new equipment, and additional storage to help serve its customers faster. In addition, a service team will be located at the new warehouse, who can provide support for customers in need.
Bini said WAMGOUP’s products are used around the world in many different industries, including construction, food, plastics, chemicals, energy, environmental technology, and heavy industry.

“We are always looking to provide what the market wants, which is why we are investing into this new production plant with advanced manufacturing processes and with new strategies. With more than 50 years of bulk handling experience and 70 subsidiaries around the world, we have the know-how necessary to deliver the specialised equipment and solutions that customers desire,” he said.
“WAM aims to be the main local reference point in providing solutions in the areas of bulk solids handling and processing. The synergies we have worldwide will mean we can deliver the best equipment for the market. It’s an exciting time for me and for all my extraordinary team”

SCREW CONVEYORS 38 І Australian Bulk Handling Review: March/April 2023
The two companies will move into a brand-new facility.
Alessandro Bini, WAM Australia’s managing director.
Sept 2023
Melbourne’s leading construction and major infrastructure event
EXHIBITION SPACE NOW ON SALE
Inside Construction Expo will deliver
Targeted messaging in over 19 industry-leading publications that reach more than 80,000 decision makers across multiple sectors
Digital communications to 28,000+ engaged readers
Premium networking opportunity with industry leaders at the Foundation Awards gala dinner
insideconstructionexpo.com.au
Melbourne Convention and Exhibition Centre 20-21
New system cuts dust, improves accuracy at graphite plant
One of the world’s largest global processors of graphite has installed a Flexicon system to eliminate fill weight inaccuracies and significantly reduce dust.
ASBURY GRAPHITE & CARBONS’
installation in the Netherlands opened in 2014 to take in raw graphite from around the world, reduce it into fine particles through a variety of milling and screening processes, and fill 1000 kg bulk bags and smaller bags, based on customer needs.

From the beginning, the plant operators experienced problems with inaccurate fill weights of milled graphite, as well as issues with dust control.
“We hadn’t decided what equipment we should go with,” Marc Stassen, former general manager of European operations said. The existing equipment was rudimentary and
produced off weight bags.
“We would only find out when the product reached the shipping department that we filled 920 kg instead of 1000 kg, for example,” he said.
The bulk bag filler frames operated with a poorly designed bag spout seal that wasn’t reliable.
“Very often the seal inflated incorrectly or wasn’t strong enough or exploded,” Stassen said. As a result, dust and fine particles escaped, putting the plant’s compliance with Dutch health and safety guidelines at risk. Spills were also occurring with the original bulk bag dischargers.
On the recommendation of Dutch
“We tried one bulk bag filling station, and that reduced our dust big time,” Stassen said. “So, we chose to go forward with Flexicon for all 11 stations, followed over the years by nine bulk bag dischargers and numerous flexible screw conveyors. They reduced dust tremendously in the plant.”
Clean fills at the target weight
The bulk bag fillers are arranged in pairs beneath bins holding the finished graphite product. An operator inserts the bag loops into the fill head’s four
BAG FILLING 40 І Australian Bulk Handling Review: March/April 2023
distributor Matec Techniek, the company turned to Flexicon (Europe) Ltd., which specialises in bulk bag filling and discharging systems.
From hoppers beneath each bulk bag discharger, flexible screw conveyors introduce raw graphite into a tubular cable conveyor, which gently moves it to a jet mill on the mezzanine.
retractable hooks and pulls the inlet spout of the bulk bag upward over a heavy-duty flexible collar, which inflates to create a dust-tight seal. A filtered air displacement vent at the fill head prevents escape of dust during filling. “Nothing can escape,” Stassen said.
The operator sets the target weight on the programmable logic controller (PLC) and initiates the filling cycle. A slide gate opens above the filling chute and a rotary valve meters product from the bin above. Load cells beneath the deck are linked to the PLC, which closes the slide gate when the bag reaches the target weight. As the bag fills, a densification/deaeration deck vibrates to stabilise the bag for storage and shipment. The operator deflates the bag spout seal, ties off the bag, and removes it with a forklift.
Each operator runs two fillers side by side, connecting a second bag while the first one is filling. When the first bag is full, the PLC automatically signals the system to begin filling the empty bag. “The operator is continuously busy hanging new bags and taking away full bags,” Stassen said.

Dust-free bulk bag discharging and conveying, too
Asbury’s plant unloads incoming raw materials with nine Bulk-Out BFF bulk bag dischargers, designed to eliminate dust during discharging, collapse and removal of empty bulk bags, increasing plant safety.
Bulk bags of incoming material are loaded by forklift into the discharger frames. Operators create a dust-free bag/hopper interface by connecting the bag spout to the Spout-Lock clamp
ring which sits atop the Tele-Tube telescoping tube. During discharge, the telescoping tube lowers the clamp ring as the bag empties, applying continual downward tension to keep the spout taut.
Promoting evacuation, Pop-Top extension arms on the dischargers’ upper frames automatically raise the bulk bag into a steep V shape. FlowFlexer bulk bag activator plates raise and lower the opposite bottom edges of the bag, directing material toward the bag outlet spout.
“In the past,” Stassen points out, “we hung the bag from a frame and let the material gravity fall. The bag would look empty but still had 20 or 30 kg (44 or 66 lb) inside and, when we removed the bag, the material ended up on the floor. Now no material remains.”
Different conveyors move different materials
From the 140 l floor hopper below each bulk bag discharger, a fully-enclosed flexible screw conveyor ranging in length between 8 and 16 metres moves the material to several silos.
The Bev-Con conveyors specified are designed to propel difficult-tomove materials that tend to pack, cake, smear, plug or fluidise—or break and slip in the case of graphite— without crushing or grinding material against the tube wall.

Feeding the jet mill line, a FlexiDisc tubular cable conveyor moves graphite and coke powder from a dedicated bulk bag discharger. The fine particles exiting the bag flow into a rotary valve that meters them into the conveyor, which consists of ultrahigh molecular weight polyethylene conveying discs attached to a steel cable and enclosed inside a polymer tube. The convey line is a continuous circuit, kept under tension by a wheel near the inlet end and driven by another wheel at the discharge end. The material rides gently in the spaces between the discs. The convey line makes a 90° turn past the inlet and moves vertically to 9 metres in height before turning 90° again to the discharge point above the feed hopper and downspouting to the jet mill. The gentle movement reduces risk of abrasion, and the enclosed circuit ensures dust-free operation.
After processing, another set of flexible screw conveyors, ranging from 4 to 8 metres, transfers the materials to the bins above the bulk bag filling stations.
Since the first bulk bag fillers and dischargers arrived, Stassen has added only Flexicon systems. “We didn’t look at other equipment. We have good service…they are quickly here to support us, we are good partners at this moment and they understand our needs and issues best.”
Australian Bulk Handling Review: March/April 2023 І 41
At the Twin-Centrepost bulk bag filler, the operator secures the bag spout to the fill head with inflatable collar to assure dust-free filling.
Asbury Graphite & Carbons’ final product.
I, Cobot
ABHR learns more about cobots, an emerging and rapidly developing technology that is increasingly being used for palletisation.
stack pattern for different shapes and sizes.
“Cobots can also be used prepalletising to collate packaging, form bags and cartons, and orientate multipacks,” he said.
One of the key benefits of the cobot system is the mechanical and programming simplicity. They are designed to be set and forget systems, requiring minimal maintenance and intervention. If a component needs to be replaced, it can usually be switched out easily.

INDUSTRIAL ROBOTS AREN’T NEW
– they’ve been in factories since the 1960s. However, while they are a blessing for productivity, they usually need considerable floor space and safety controls to keep nearby workers safe.
Collaborative robots, also known as cobots, typically require much less space and safety infrastructure to deploy. While they come in many shapes and sizes, the machines look like more conventional robotic arms.
Braden Goddin, sales and marketing manager at Aurora Process Solutions, said the technology is growing exponentially.
“They’re used across a vast range of applications in industry, but what we have been increasingly using them for is palletising,” he told ABHR.
“Cobots can be quite easy to deploy in an existing packaging line, often without the need for fencing. This is thanks to a highly intelligent sensor and vision systems that detects objects or persons nearby and modifies its behaviour and movements accordingly.
“This creates a lot of opportunities for cost savings, as a cobot can occupy a similar footprint to a human operator, and don’t require extensive retrofitting.”
Cobots are designed to collaborate with humans in the workspace. If a person approaches a cobot’s work zone for example, it will reduce its speed and operating area accordingly instead of ceasing its task entirely. Some cobots receive these instructions in less than a millisecond, faster than a human brain can send a signal to the foot.
They fill a gap in the bulk handling market for lower weight bags and boxes and small batch production. Goddin said the machines have a phenomenal capacity to deal with mixed products and can optimise the
The user interface has also been developed for people with little to no prior experience. Easy to understand and learn controls are included, aiming to replicate the ease of use of a smartphone.

Non-technical staff can reprogram, change stack patterns, or add new actions to the cobot quickly and without the need for extensive training.
Goddin said the ease of use helps save time, reduces costs and makes onboarding new staff significantly easier.
“The development of the technology has been rapid. From a
AUTOMATION 42 І Australian Bulk Handling Review: March/April 2023
The user interface has also been developed for people with little to no prior experience.
Cobots are designed to be easy to set up and install.
software perspective and mechanically, cobots are starting to handle higher and higher payload weights,” he said.

“It’s a great opportunity for small-to-medium enterprises that have been thinking about
automating their processes.”
Aurora specialises in supporting small-to-medium businesses in regional areas adopt packaging automation. It provides them with the equipment needed for bag-filling,
GLOBAL LEADERS IN CONVEYOR IDLER MANUFACTURING & SUPPLY
closing, conveying, palletising, and wrapping/hooding equipment. In particular, the business works closely with the grain, stockfeed, fertiliser, landscape products, sand and cement industries.
Goddin said a key benefit for small businesses is the much lower investment required and ability to easily redeploy the cobot to other areas or tasks in the workspace.
The company works with the customer’s team to model return on investment from the proposed automation. If it ‘stack’s up’ then all parties have the confidence to move forward.
“A great thing with cobots is that onsite trials and demonstrations can be done quite easily,” Goddin said.
“We can help them visualise exactly what the technology will look like, and they can see its capabilities. The main difficulty is getting the demo unit back,” he said.
RKM’S NEW LOCAL MANUFACTURING FACILITY
RKM now have our very own manufacturing facility right here in Perth to enable shorter lead times for clients and quick deliveries for all non-standard and special orders including our new HD Lightweight Composite Roller. Please do not hesitate to reach out to us for a trial.
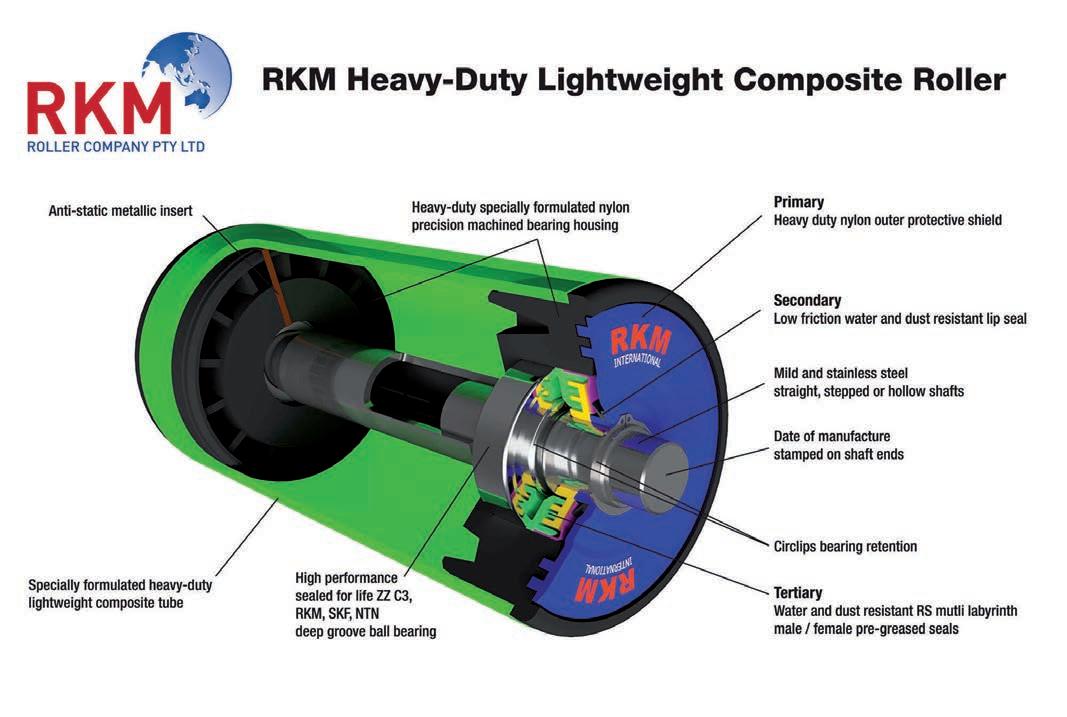

RKM Heavy
Duty
Lightweight Composite Roller
www.rkmrollers.com.au
Cobots typically require much less space and safety infrastructure to deploy.
BBCP boosts belt cleaner performance
Belle Banne Conveyor Products (BBCP) has added a new Automatic Tensioning System to its belt cleaner line-up, helping to eliminate carryback and simplify cleaner maintenance.
EFFICIENT BELT CLEANER
tensioning plays an integral part in the overall performance of a conveyor system. Carryback from poorly adjusted belt cleaners leads to excessive material cleanup, premature conveyor component wear and avoidable plant safety risks.

Traditional cleaners require continual periodic adjustment to ensure they are cleaning efficiently over their installed life.
The newest addition to BBCP’s range, the Automatic Tensioning System (ATS) ensures optimal cleanerbelt contact throughout the cleaner’s operational duration.
“I’m really excited about the addition of the ATS to our product range”, BBCP’s managing director Daniel Weekes said.
“We have great feedback on the quality and performance of our cleaner components, however once they are installed on-site, there are many variables still required to obtain the sweet-spot of cleaner efficiency: not enough tension and cleaner efficiency drops off, too much and the cleaner tip life is sacrificed.”

One key variable which the ATS eliminates is the human factor in belt cleaner tensioning. This is achieved by the ATS providing constant cleaner tip pressure to the cleaner over its operational duration via gravity –weights apply a consistent low-pressure hydraulic force to the cleaner tips. With gravity alone providing the tip tension, the system floats up or down actively to allow for variable belt profiles and uneven splices.
“The traditional method of testing cleaner tension during commissioning – using spring scales – is great during commissioning however impractical during conveyor operation. Continual cleaner tension adjustments are required
as the cleaner tips wear. This can come down to experience, operator ‘feel’ and in some occasions, guesswork.”

ATS units do not require any external power supply, making them both reliable and installation friendly. “From a site point of view, installation is simple,” Weekes said. “The ATS can be retrofitted to our existing cleaner range, modifications to the existing plant are virtually zero or very low impact”.

BELT CLEANERS 44 І Australian Bulk Handling Review: March/April 2023
DO YOU KNOW A DRIVER OF CHANGE?

WOMEN IN INDUSTRY NOMINATIONS ARE NOW OPEN. Now is your chance to nominate an industry leader who you believe is advocating for positive change and deserves to be recognised.
WOMENININDUSTRY.COM.AU



THURS
8 JUNE 2023
The Women in Industry Awards recognise outstanding women leaders from across Australia’s industrials sector.


MHD Supply Chain Solutions SPONSORED BY PROUDLY PRESENTED BY
Australia
Composite roller cuts down on roller weight
RKM Roller Company has developed a new composite roller that is lighter than steel and tough enough to handle the harsh mining conditions.
ROLLERS ON MINE SITES NEED
to endure harsh punishment, but for major iron ore sites weight was also an issue.

Some mines put a maximum limit on the weight a roller can be, to ensure their staff can handle the equipment safely.
To satisfy this demand, RKM Roller Company began to seek out a partner that specialised in high tech composite materials.
Brett Maiden, RKM director, said the business had been looking for some time to align itself with a supplier of composite plastics that could produce a heavy-duty tube.
“Wagners were the world class leader in the engineering, production and processes, which is why we partnered with them to help design the roller,” he said.
“The challenge with previous heavy-duty rollers made of PVC or HDPE was that they didn’t have the flexural strength and stiffness to handle the load required on the troughing side of the conveyor which meant they were mainly used on the return side of the conveyor. Steel shells were still required for the trough side.
“Our new light weight composite roller can handle the heavy loads that the trough roller encounters.”
The rollers combined with a hollow shaft design can weigh as much as half a conventional steel roller and produce less noise without sacrificing durability, which helps make manual handling change outs on sites safer.
RKM has incorporated its RS seal package, along with a primary heavyduty nylon protective outer dual labyrinth shield into the roller. The shield provides additional protection against contaminant ingress and eliminates rock jamming.

The company also uses dynamic balancing machines to ensure the rollers meet AS3709 G16 and achieves the best possible TIR and MIS, reducing any noise generated from the belt running across the surface of the roller.
The fibres are bound together by a unique pull-winding process, high grade glass reinforcement and resin. This provides superior flexural strength and stiffness comparable to steel.
This combination has been used in power pole cross arms, boardwalks, foot bridges, road bridges, pontoons, jetties, various mine structures, reinforcing (rebar), piping, casing, and tubing.
Key features include:
• Up to 50 per cent lighter than steel
Advanced wear properties
Superior stiffness and flexural strength
• Low noise
• High performance sealing package
HD bearing housing
The product is not classified as
hazardous according to the criteria of the National Occupational Health and Safety Commission (NOHSC) Australia.
The rollers can also be fitted with the Vayeron Smart Idler Technology, which allows the user to predict the lifespan of each roller and receive alerts on upcoming maintenance and changeouts.
RKM manufactures the rollers in its Perth facility, which is equipped with a semi-automated production line.
Maiden said this enables significantly shorter lead times for clients and quick deliveries for all non-standard and special orders.
“We have the capability to produce almost any kind of roller, including long life cast poly impact rollers, lightweight heavy duty poly disc returns, heavy duty lightweight composite rollers, and more,” he said.
“We have a wide range of products and can even custom manufacture them for any application.”
IDLERS AND ROLLERS 46 І Australian Bulk Handling Review: March/April 2023
The rollers can weigh as much as half a conventional steel roller and produce less noise without sacrificing durability.

We are searching for Australia’s most outstanding mining and METs companies BRISBANE, 9 NOVEMBER 2023 PRESENTED BY SPONSORED BY PROSPECT AWARDS 2023 AUSTRALIAN MINING Australia’s premier Awards for the mining and minerals processing industry NOMINATIONS NOW OPEN FOR 2023 prospectawards.com.au
How to select the ideal emergency safety switch
Emergency stop switches go hand in hand with conveyor systems. The safety of personnel depends on the implementation of adequate safety switches. Kinder Australia design engineer, David Zhungu, explains how to select the right one.

SELECTING THE RIGHT
pull wire or belt alignment switch depends on several factors. Conveyors can be located anywhere in the world, in a range of different conditions, so choosing the correct switch for the required operating conditions is essential.
The ingress protection (IP) rating for water and dust determines what conditions an emergency safety switch can reliably operate under.
Indoor operated conveyors would need a lower IP rating as they are not exposed to the elements. In hazardous areas where there is risk of explosions or fires, the
enclosure material is critical.
The length of the conveyor also plays a part in determining the distance each pull wire switch can cover, based on the maximum pull wire length and the number of belt drift switches.
Australian/New Zealand standards stipulate the number of switches required as well as the maximum pull wire lengths permitted.
Pull wire Switches
Emergency switches provide a layer of protection against injury and equipment damage. Pull wire switches have mechanical actuators that are activated via the pulling action of the
pull wire. Snap action contacts cut off power supply, thereby immediately stopping the conveyor. This action is vital to prevent physical harm to individuals close to the conveyor during operation as well as reduce the risk of machinery damage.
Pull Wire switches come in two main formats, dual and single sided.
Dual sided activation pull wire switches allow the central mounting of the switches, covering bigger distances compared to a single sided actuated pull wire switch.
Single sided activation pull wire switches are mounted towards the end of each side of the conveyor with
SAFETY 48 І Australian Bulk Handling Review: March/April 2023
David Zhungu, Kinder Australia design engineer.
a pull wire termination point on each opposing end. This type of switch is mainly used on short conveyors due to the shorter rated maximum pull wire length.
Belt drift switches
Belt mis-tracking is inevitable in conveyor operation. Preventative measures are recommended to eliminate the risk of equipment damage due to conveyor belts running off track.

Belt Alignment Switches are a two-stage switch that consists of an adjustable alarm warning activation and conveyor shut down contacts. This provides a flexible working range to warn operators when a belt is out of alignment and to shut down the conveyor if the belt strays past the emergency stop activation point.
How are they installed?
Emergency safety pull wire switches
have several tensioning accessories that ensure the relevant local and international standards are fulfilled. In the case of Australian/New Zealand conveyor Safety Standards, AS/NZ 4024.3610:2015-2.10.6.2, the pull wire switches must adhere to the 70N maximum pull force enacted on the pull wire at a maximum axial distance of 300mm. Pull wire switches are mounted horizontally to enable the pulling of the pull wire along the length of the conveyor. Belt drift switches however can be mounted vertically or horizontally due to the adjustability of the roller arm.
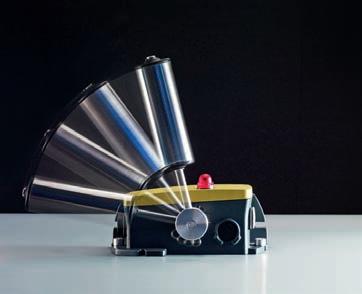
Wiring the switches follows the electrical standards to allow the flow of power under normal operation and the cutting of power to the conveyor motor when switch is activated. The number of normally closed/normally open contacts dictates redundancy possibilities as well as how the switch
can be wired for monitoring via a PLC system.
Safety is an important aspect of conveyor operation that requires the following of the relevant conveyor safety standards. The selection and installation of emergency safety switches must be adequate for the conveyor design to ensure the correct operation of conveyor systems and prevent human injury and machinery damage.
BAG PACKAGING SYSTEMS FOR CORROSIVE PRODUCTS / HEAVY DUTY ENVIRONMENTS AU.CONCETTI.COM T. 04 1748 7367 sales@concetti.com FERTILIZER +200 lines SALT +50 lines CHEMICAL +100 lines
Steute belt alignment switch
CONCETTI
Sustainable safety
Ag Growth International (AGI) has unveiled its latest Sustainability Progress Update, which highlights how important safety is to achieving its mission.
CASE STUDY
In December 2021, AGI kicked off a comprehensive machine guarding initiative for its North American facilities. The objective was simple – review and standardise, to a common specification, the machine guarding approach across its facilities.
A custom training module was developed with mandatory participation required by all production-level employees. Armed with clear guidance on acceptable machine guarding standards, each facility performed a self-assessment of their compliance or areas of deficiency. These reports were then reviewed and verified, on-site, by its global safety leaders as part of its overall safety audit process. Mitigation plans for any nonconforming machines were consolidated and included immediate actions as well as longer term upgrades that require the installation of additional safety equipment.
SAFETY IS A CORNERSTONE
of AGI’s culture and a critical value across the organisation.
Paul Householder, AGI president and CEO, said the business has honed a company-wide focus on safety over the past three years and has invested significantly in providing the training, tools, and resources to make every day at AGI safer than the last.
“With proper focus and resourcing, we have seen a pronounced improvement in our safety metrics over recent years,” he said in the company’s sustainability update.
AGI provides solutions for food infrastructure across the world, including seed, fertiliser, grain, feed, and food processing systems. Its products, equipment and technologies serve to store, blend, mix, convey, condition, process and protect agriculture inputs and crops.
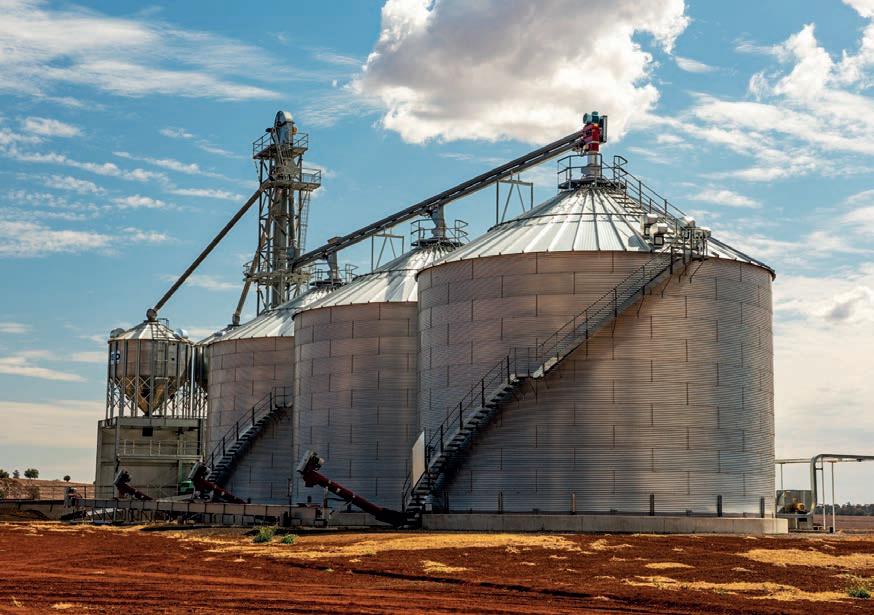
Its corporate mission is to continue supplying the world’s food infrastructure,
and in the process, enrich the lives of its employees, customers, shareholders, and the communities it operates in.
Bill Lambert, former chairman of AGI, said in the company’s sustainability progress update that the company contributes to helping solve some of the world’s most urgent sustainability issues in terms of food security, scarcity, and spoilage.
“While our equipment and systems naturally align with societal objectives in terms of food supply, AGI has forged ahead on all areas related to sustainability and broader environmental, social, and governance priorities.”
Some of the key challenges facing the global food supply chain include feeding a growing population, avoiding food losses and wastage, planning for extreme weather events, and improving the environmental impact of food production.
In late 2020, the company introduced its sustainability roadmap, which structured its existing practices and new
Over 2023, a similar process will be conducted for its international facilities. AGI’s centralised and coordinated approach to systematically upgrading the machine guarding at its facilities is another example of its culture and mindset.

efforts into four broad focus areas –sustainable manufacturing, responsible conduct, compelling solutions, and people wellbeing.
In defining its approach, AGI broadened its thinking on sustainability to also include areas outside of crops and food supplies, incorporating well-being into its strategy.
The business has elevated safety to be the first topic on its agendas at all internal townhalls, board updates, and executive team meetings. It has also significantly increased its focus on safety by adding resources, training, tools, and senior personnel.
SAFETY 50 І Australian Bulk Handling Review: March/April 2023
AGI provides solutions for food infrastructure across the world.
As a result, the company has seen a strong improvement in overall safety performance including a 50 per cent reduction in its lost time injury metric over the past two years.

It has also documented a formal safety policy and developed a comprehensive system that proactively monitors and guides safety performance at the facility level. The AGI Safety Management System aims to promote continuous improvement that goes beyond the requirements of local, state, and federal requirements.
Safety performance is continuously assessed based on leading and lagging indicators, allowing each facility to work towards improving their own performance goals while ensuring all rules and regulations are met or exceeded.



To help build its safety culture, AGI also developed a Safety Awards Program. There are four award categories including outstanding performance (individual), overall safety performance (facility), progress in safety (facility) and safety at a
customer site or project (facility).






AGI has also developed an app that provides centralised and standardised methods for its facilities to enter data related to safety incidents. It uses a common definition globally to ensure data is consistent and accurate.
The AGI Safety Incident App replaces its prior methods of collecting safety data which were more manual and required significant effort to consolidate, standardise, and review. Automatic reporting of incidents ensures the correct
AGI safety leaders are made aware of all incidents in a timely fashion. In addition, data can be normalised across all locations for analysis on future opportunities and targeted safety initiatives.
AGI plans to ensure the app provides full and complete visibility into safetyrelated incidents and data. This will help strengthen its approach to safety and highlight areas to prioritise, further embedding safety into the fabric of its culture.
AGI broadened its thinking on sustainability.
STEVE DAVIS
Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands and grain.

Hazards associated with conveying and storing bulk materials
Some of the bulk materials carried on conveyors bring inherent hazards to the design. Steve Davis explains some of the risks involved and how they can be mitigated appropriately.


CURRENT SAFETY regulations require a safety in design review to take place that shows a design provides the lowest practical risks. It isn’t possible to meet this requirement unless the risks are clearly defined.
We have risks with flammable bulk materials such as ammonium nitrate, coal, coke and sulphur, potentially explosive atmospheres from dust that is formed by flammable materials, chemical issues where noxious gasses are emitted or the bulk is corrosive, health issues from silica, coal, and other respirable dusts, and the
risk of public and environmental nuisance from dust emission.
What data is required and what can we do to manage these risks? The Material Safety Data Sheet (MSDS) will have specific data on risks associated with each material.
To have a fire, three things are usually needed: a flammable material (fuel), oxygen and an ignition source with sufficient energy to ignite. If the material doesn’t burn or there is no heat/ ignition source a fire is generally not possible. Some materials carry their own oxygen and others may ignite in the presence of chlorine or other chemical,
even water. Some spontaneously heat and then burn, such as coal. A detailed list of the different categories can be found in the International Maritime Dangerous Goods (IMDG) code for shipping.
For an explosion five things are needed: a combustible dust, dust dispersion, dust confinement (chute, bin, building) oxygen and an ignition source. If one of these five components is missing, then there can’t be an explosion. Some dusts hold and discharge static, which can be an ignition source. Dust from most flammable solids can explode if
SAFETY 52 І Australian Bulk Handling Review: March/April 2023
Dangerous accumulation of grain dust.
talk
the circumstances are right.
A small fire in a dusty environment may cause an explosion, a small explosion may ignite a larger secondary explosion. The primary explosion shock wave lifts dust from the secondary area forming the dispersion in a confined are and acts as the ignition source. The secondary explosion is usually bigger and more dangerous.

Our first action is to assess the risk associated with the material. There are many tests available to confirm risks from potential flammable or explosive materials, including: Burning tests to determine the ignitability and combustibility of powders, Combustible Dust Screening Test:
OSHA SLC Go and No-Go, Minimum Ignition Energy (MIE), ASTM ASTM E-2019-99, Minimum Auto-ignition temperature (MAIT) of dust clouds in air on hot surfaces, Minimum Ignition Temperature, dust cloud (MITdc), Dust Explosivity Lower Explosivity Limit (LEL), Maximum Explosion Overpressure (Pmax), Explosion Pressure Development (dp/dt)max, Dust Specific Characteristic (Kst), Limiting Oxygen Concentration (LOC). All are used to determine the possible conditions under which a fire or explosion is possible and how bad the resulting fire or explosion could be. Long lead time for testing can be expected and few laboratories have the suite of equipment necessary for all tests. Consider Simtars in QLD, Gexcon in Norway, and CMC Technologies in USA. These laboratories offer guidance on the test that are best for the circumstances.
There are other circumstances
where fire or explosion can occur. Transport of Dangerous Goods Model Regulation (TDG) has several classes that identify risks and include solids: Class 1 Explosives, Class 4 Flammable Solids etc., includes seven classes of self-reactive materials, pyrophoric and self-heating spontaneously combustible materials and a class of materials that are dangerous when wet, and readily combustible solids. Again, the MSDS will highlight these risks.
Other TDG Classes include Class 5 Oxidizing Substances and Organic Peroxides, Class 6 Toxic Substances and Infectious Substances, Class 7 Radioactive Material, Class 8 Corrosive Substances, Class 9 Miscellaneous Dangerous Goods.
Data may not be available from websites and data from other sources may not relate to specific bulk materials. Past experience included consideration of explosion relating to


SYDNEY, NSW | WELSHPOOL, WA (02) 9618 9400 | www.bbcp.com.au | info@bbcp.com.au |
“To manage fire and explosion risk we must understand the causes and take relevant action.”
AS 60079 (IEC60079), where 35-yearold data for a similarly named, but different solid, was used as the basis for assessment. The evaluation assumed there would be an explosion hazard and applied AS 60079 zoning when there was sufficient justification to question whether all five explosion components were present to create an explosion. The recommended action was to extract dust into a baghouse, which then created a larger risk envelope. Of note, the evaluation ignored the risk of fire, which was definitely present and neither supplier nor end user had previously considered the possibility of an explosion hazard with the material being handled.
The AS60079 review only considers electrical ignition sources and the installation was considered safe even though there is potential for mechanically generated ignition sources through various conveyor upsets that can generate heat. Risk assessment should use correct data and look at the issue from all perspectives.

To manage fire and explosion risk we must understand the causes and take relevant action. For example, sulphur granules in storage can be ignited by a spark from a front-end
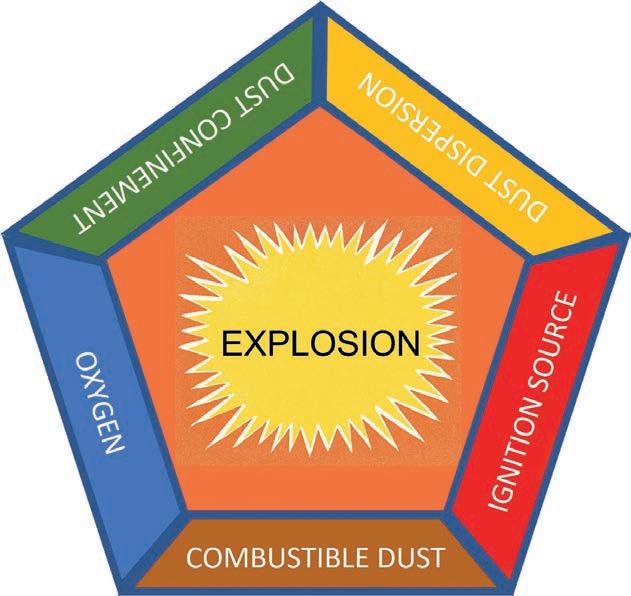
loader on concrete, static or other ignition sources. Sulphur has a low ignition temperature so burns easily. The same front-end loader may be able to extinguish the fire by smothering the fire (removing the oxygen) in more sulphur as the fire burns relatively slowly. If the fire grows, water or foam can be used to extinguish it, so
typically there will be deluge systems on conveyors and high-volume water sprays in storages. Burning sulphur produces sulphur dioxide, which is poisonous, and sulphur may contain pockets of hydrogen sulphide, which is also poisonous. Typically, we will install sensors for both gases linked to alarms for evacuation. Fire resistant anti-static (FRAS) belts are the norm for conveying sulphur.
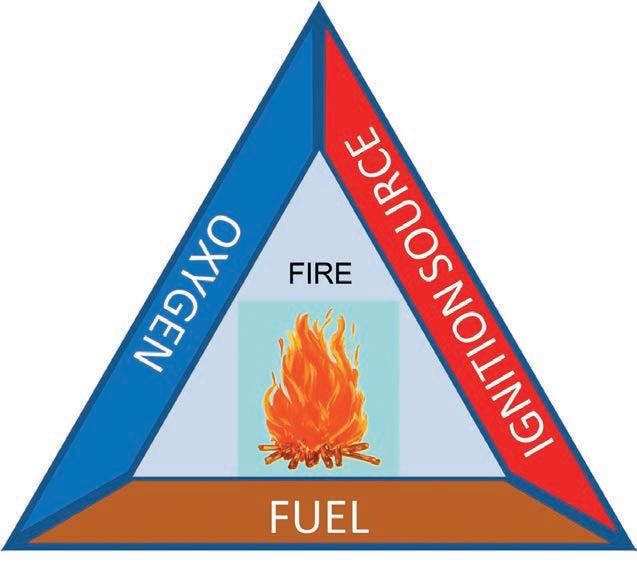
Sulphur explosions are common in chutes, bins and stockpiles and are ignited by static discharge that is built up on the sulphur during transport. Sulphur dust has a low lower explosivity limit and ignition temperature, so it doesn’t take much to start the explosion. These primary explosions can start a secondary explosion if there is sufficient dust nearby. We manage these explosions by including various methods of static discharge to earth and other detailed design methods. Good housekeeping prevents the secondary explosions. Dust is extracted into wet scrubbers because bag filters have a high explosion risk. Clean up via wash down, not vacuum systems, for the same reason.
Sulphur is also classified as an H315 skin irritant, so PPE is required. Sulphur may react to form acids if wet,
54 І Australian Bulk Handling Review: March/April 2023 SAFETY
Three things are usually needed for a fire: a fuel, oxygen and an ignition source.
Five things are needed for an explosion: a combustible dust, dust dispersion, dust confinement (chute, bin, building) oxygen and an ignition source.
and when certain bacteria / microbes are involved, so measures are taken to avoid sulphur build up and facilitate cleaning. Sulphur can react with several metals, so we avoid their use in contact with sulphur.
So, for sulphur we have managed: fire, explosion, corrosion, health risk, environmental dust risk and chemical risk. Each hazardous bulk material has its own associated risks and mitigation should be assessed to suit.
Many materials have known or perceived risks, but the details may not have been defined fully. Some materials are commonly handled without any consideration of potential risks. If designing a new facility, don’t assume that previous assumptions are correct without some evaluation. If relevant data is not available to define the risk, it could be prudent to assume a worst-case situation and risk assess
this and the mitigation cost, then use the hierarchy of controls to assess how far down it is possible to go within the capital constraints of the project. Current legislation allows as low as reasonably practicable (ALARP) to be defined by financial constraint as well as technical limitations. The legislation does not make exceptions for incidents resulting from a design that does not consider all potential risks.
Other risks and considerations that can occur from handling of bulk materials, and that should be considered in the risk analysis include: chemical attack on belts and other components (e.g., alumina and natural rubber), radiation (uranium and other), spillage where there is an environmental risk, structural collapse from build-up of spillage (encrustation) or of dust on roof structure, consideration of impact from
adjacent operations, environment and the like that could initiate a risk with a new installation. Is there a chemical that reacts with the new bulk material or an ignition source that intrudes into a high explosion risk zone? Is the material subject to slumping (some coals) or liquefaction under certain conditions (oil sands), is there a transportable moisture (TML) risk when loading ships?
If your risk assessment is based solely on a typical ‘high flow, no flow, reverse flow, no flow’ style of analysis, it may miss many of the potential hazards which do not readily fall into this method of interrogation. When hazards are not identified by the risk assessment, it is likely that they won’t be mitigated, and if an incident occurs that could reasonably have been foreseen, defending ALARP after the fact becomes more difficult.
• materials handling • asset life extension • infrastructure
ASPEC Engineering provides high quality technical engineering support to mines and ports
www.aspec.com.au
Vibration acceptance criteria
Aspec Engineering’s Adam Mayers outlines the details of the codes/standards defining the acceptance criteria for vibration, particularly for vibration of industrial structures.

THE EFFCTS OF VIBRATING
The effects of vibrating loads on structures can often be significantly greater than the effects of static loads of equal or greater magnitude. These effects can include: fatigue damage such as cracking and breakage, damage to operating equipment due to excessive ambient vibration and human discomfort, among others.

Traditionally, structures subjected to dynamic loads have been designed by trying to ensure that the major natural frequencies of the structure are not close to the frequency of the applied forces to avoid resonance. While the calculation and study of the structure’s natural frequencies presents a guide to the behaviour of the structure, it does not give the complete picture. Generally, the overall response of the structure to applied vibration forces should be determined and compared to defined acceptance criteria. Similarly, where vibration may be causing problems on existing structures, the overall response should be measured with appropriate equipment, and compared to acceptance criteria.
Sources of vibration
Vibration in structures is typically characterised as either transient or forced vibration.
Transient vibration: Transient vibration is caused by a release of energy and may last for several periods of vibration of the system. Mechanical shocks and impacts will cause transient vibrations, and the structure will vibrate at its natural frequency, with the amplitude of vibration decaying over time from an initial value, due to damping.
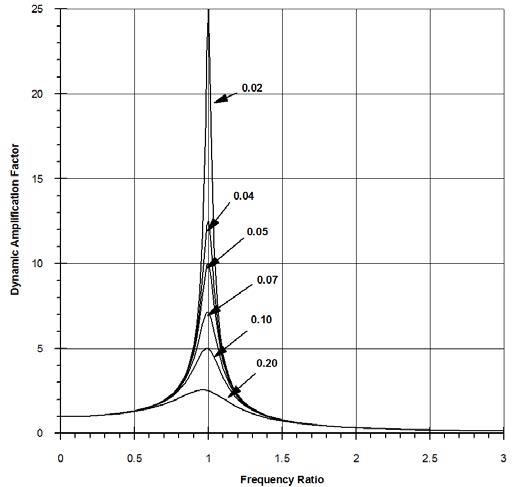
Forced vibration: Forced vibration is produced in a structure when it is affected by an external source of vibrational energy, such as vibrating machinery. The structure will then vibrate at the same frequency as
that of the source of vibration (the forcing frequency or operating frequency) and not at its natural frequency. Where multiple sources of forced vibration at slightly different frequencies are present, ‘beating’ can be observed, whereby these sources come in and out of synchronisation, acting together or against one another, to vary the overall vibration amplitude. The movement (or response) of a structure affected by vibration will depend on the relationship between the forcing frequency and the natural frequency and also on the degree of damping present. Extreme structural vibration is often a consequence of resonance, which can be an extremely damaging phenomenon. Resonance occurs when the external source of vibration is at the same, or similar frequency, as a natural frequency of the structure. As the frequency of a vibrating source approaches the natural frequency of the structure, the amplitude of vibrations within the structure will be amplified, which can result in major damage to the structure of equipment. The level of amplification is often defined as a ‘dynamic amplification factor’ which is a function of the ratio
of the forcing frequency and natural frequency of the structure.
Structural integrity
The German standard DIN 4150 Part 3 provides vibration velocity guidelines for use in evaluating the effect of vibration on structural integrity (see Table 1). The guideline limits presented in the standard are based on experience and are defined as ‘safe limits’ up to which no damage due to vibration effects has been observed for a particular class of building. ‘Damage’ is defined by DIN4150 to included even minor non-structural damage. For continuous long-term vibration, 10 mm/s peak vibration velocity is seen as a safe limit for structural integrity in industrial buildings. Although these limits are defined in the code as being for vibration in the horizontal direction at the top floor of a building, ASPEC’s experience with vibration studies at several Australian industrial plants has shown that these limits are effective for local vibration levels as well. Structural damage has been observed on members whereby the vibration velocity exceeds approximately
ENGINEERING 56 І Australian Bulk Handling Review: March/April 2023
Figure 1: Dynamic amplification factor for varying levels of damping
20-40 mm/s.
These guidelines are very useful as a first pass to determine the suitability of vibration levels. Where there are significant structural integrity concerns however, a detailed vibration and fatigue analysis, often using Finite Element methods (FEA), may be required. Again, this analysis should consider the full response of the structure to the applied vibration forces, and the resulting loads

and stresses developed in the structure.
Equipment serviceability
High levels of vibration can adversely affect the life of operating equipment and can increase the frequency of breakdowns, leading to excessive maintenance. A great deal of work is often conducted to measure the balance and vibration of individual pieces of equipment, but often the level of ambient vibration transmitted






through the supporting structure can have a significant effect on the life of equipment. To address this issue, it is often necessary for additional vibration isolation features to be included in the design (e.g. vibration isolation mounts, spring / dampers, separation of support structures etc.).

Equipment manufacturers will typically provide information on acceptable levels of ambient vibration. In the absence of this however, there are only limited sources of useful guidelines on acceptance criteria. The now withdrawn standards AS2625.1 and AS2625.2 provided guidelines for evaluating the effect of ambient vibration on the life of equipment. While these standards are withdrawn, the simple guidelines they provided are still of use to engineers working with dynamic structures.

Depending on the class of the equipment (e.g. small, medium, large etc), AS2625 defined RMS vibration velocity limits corresponding to different
Type of Structure Guideline values for velocity in mm/s, of vibration in horizontal plane of highest floor, at all frequencies 1Buildings used for commercial purposes, industrial buildings, and buildings of similar design 10 2Dwellings and buildings of similar design and/or occupancy 5 3 Structures that, because of their particular sensitivity to vibration, cannot be classified under lines 1 and 2 and are of great intrinsic value 2.5 Table
Scan me on your Phone for more information PHONE: 1300 400 MPS WWW.MPSAUS.COM.AU AVAILABLE IN: WA NT SA QLD NSW TAS VIC sales@mps.com.au ONE OF THE WORLD’S LARGEST STOCKS OF PREMIUM, TELESTACK BULK MATERIALS HANDLING EQUIPMENT
1: Safe Limits for Structural Integrity for Long Term Continuous Vibration (DIN4150)
qualitative evaluation zones (see Figure 1). The four zones are defined in the standard as:
• GOOD (Zone A): The vibration of newly commissioned machines would normally fall within this zone.
ALLOWABLE (Zone B): Machines with vibration within this zone are normally considered acceptable for unrestricted long-term operation.
JUST TOLERABLE (Zone C): Machines with vibration within this zone are normally considered unsatisfactory for long-term continuous operation. Generally, the machine may be operated for a limited period in this condition until a suitable opportunity arises for remedial action.
NOT PERMISSIBLE (Zone D): Vibration values within this zone are normally considered to be of sufficient severity to cause damage to the machine. These guidelines are especially useful where sensitive equipment is required to operate in the vicinity of highly vibrating equipment.
Human body perception and response
The human body can detect magnitudes of vibration lower than those which would normally cause mechanical or structural problems. The discomfort or annoyance produced by whole body vibration is a very influential factor and may be the one of the limiting parameters in the design of the structure.
Data on human exposure to vibration has been incorporated into AS2670: Evaluation of human exposure to wholebody vibration. Vibration exposure limits are given as a function of: Direction of motion, either horizontal or vertical.
• Frequency of vibration. Acceleration of the oscillations. Exposure time.
The method prescribed in AS2670.2 for vibration between 1 and 80 Hz, is to compare the magnitude of RMS vibration (acceleration) to established base curve levels which are approximately equal to a level of significant human annoyance and/or complaints about interference
with activities (see Figure 2). A more complicated analysis is required for vibration below 1 Hz.
Depending on the type of building these base curves are multiplied by a factor to determine an acceptable level of vibration (see Table 2). For example, the level of acceptable vibration in industrial buildings (workshop) is generally of the order of 0.1 m/s2 (at approximately 20 Hz or 1200 RPM), which is much greater than that of residential buildings (0.013 m/s2 at night) etc. This is taken from the base curve value at 20 Hz in Figure 2 multiplied by the appropriate working environment factor (8), shown in Table 2.
Comparison of acceptance levels
To compare the acceptance levels for the discussed criteria, typical acceptance levels for an industrial building vibrating at 20 Hz (1200 RPM) are summarised in Table 3 below. As can be seen in the table, there can be significant differences in the acceptable level of vibration depending on the issue of concern. For instance, significantly higher levels of vibration can often be tolerated in areas of a building that are unoccupied, or do not house operating equipment.
It is also important to be clear as to the convention used to describe the vibration amplitude. As shown in Table 1, vibration acceptance levels can be expressed in Peak values or RMS values.
Peak values, or ‘Zero-Peak’ values, are a direct measure of the amplitude of an oscillating signal. RMS, or root mean square is a statistical measure of a moving set of values. Other common types of amplitude measurement include ‘PeakPeak’ or an average value (see Figure 2). All these values can be determined from a vibration signal.
Excessive vibration in structures can lead to a range of detrimental effects and should be assessed against established acceptance criteria. The three main criteria (and relevant codes) that need to be considered when evaluating the effects of vibration are:

Structural design with respect to fatigue life (DIN 4150)
• Equipment serviceability (manufacturers recommendations)
Human body perception and response (AS2670)
58 І Australian Bulk Handling Review: March/April 2023 ENGINEERING
Table
Place Time Continuous or intermittent vibration Transient vibration excitation with several occurrences per day Critical working areas (for example some hospital operating-theatres, some precision laboratories etc) Day 1 1 Night Residential Day 2 to 4 30 to 90 Night 1.4 1.4 to 20 Office Day 4 60 to 28 Night Workshop Day 8 90 to 28 Criteria & Relevant Standard RMS or Peak?Acceptable Limit at 20 Hz Equivalent Acceleration at 20 Hz (m/s2) Structural Integrity (DIN4150) Peak 10 mm/s 1.26 m/s2 Machine Serviceability (AS2625) RMS 1.8 mm/s 0.23 m/s2 Human Comfort (AS2670) RMS 0.1 m/s2 0.1 m/s2
2: Base Curve Factors for Differing Working Environments (AS2670)
Table 3: Typical Acceptable Vibration Levels at 20 Hz
READY-MADE



SUBSCRIBE TODAY Australia’s only publication 100%-focused on bulk solids handling. Australian Bulk Handling Review covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips. 1 year $99.00 (inc GST) 6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide 2 years $179.00 (inc GST) 12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide Subscribe today: www.bulkhandlingreview.com/subscribe www.bulkhandlingreview.com VOLUME28,ISSUE3 | MAY/JUNE2022 In this issue: Specialsilofeature ThayerScaleentersAUmarket Fendersandmooringsystems KK-0435 READY-MADE SOLUTIONS See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems ©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. FILL CONDITION UNLOAD Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWING-DOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors. Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as standalone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time. Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more. Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners Save time, money and space with BULK-OUT Multi-Function Bulk Bag Dischargers and Weigh Batching Stations Stand-aloneunitstocomplete,automatedsystemsintegrated withmechanicalandpneumaticconveyors ToYourSpecificBulkBagHandlingProblem AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICAUK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 KK-0435_ReadyMade_20220408_1540.indd 1 4/8/22 3:39 PM www.bulkhandlingreview.com VOLUME 28, ISSUE 7 | MARCH/APRIL 2023 In this issue: Belts and idlers Safety feature Conveyor components
Friction is not friction
Experts from Elastotec and the University of Newcastle explain the why it is vital to understand the coefficient of friction between the pulley lagging and the belt for optimising the design, performance, efficiency, and safety of conveyor systems.

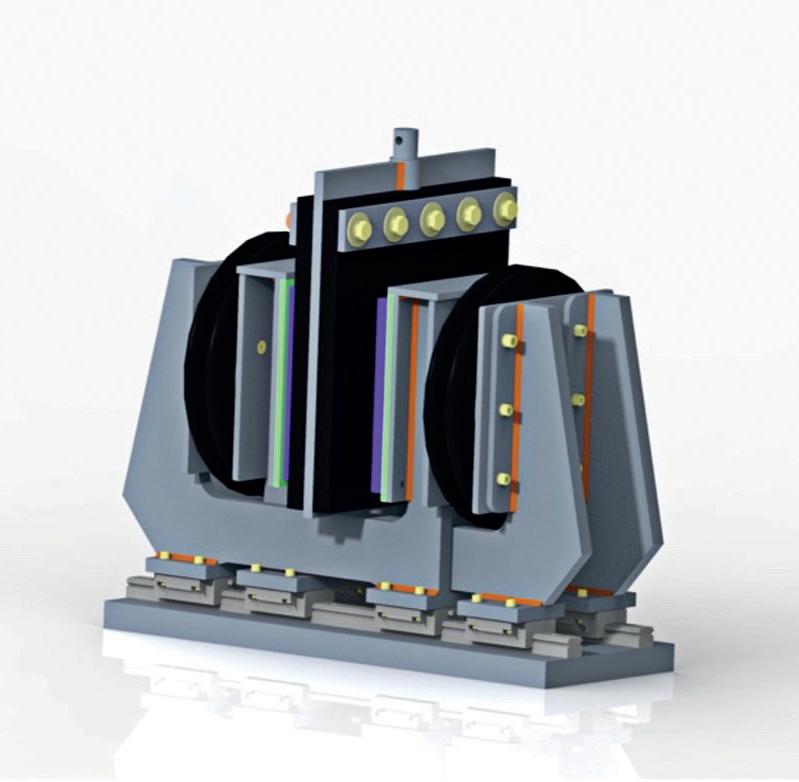
THE COEFFICIENT OF FRICTION between the pulley lagging and the belt is a critical parameter in conveyor design that governs the belt’s grip on the pulley and its ability to transmit torque.
A higher coefficient of friction provides better grip and allows the conveyor to operate with higher loads, less slipping and greater efficiency, whereas a lower coefficient of friction can result in slipping and loss of power.
Currently, conveyor designers use generic coefficients of friction, specified in design standards (CEMA, ISO5048, DIN22101). These values are comparatively lower than conventional values and are blanketly applied across laggings of different designs, and of different origins. This results in a conservative conveyor design that translates into higher belt tensions, oversized belt rating, bigger conveyor structures and less efficiency.
With conveyors continually emerging that are bigger and more powerful,
there’s a need for a better understanding of the behaviour of lagging friction under real-world conditions that will allow for more efficient designs.
It is important to understand the coefficient of friction between pulley lagging and belt in conveyor design for several reasons:
1. Design optimisation: The coefficient of friction between the pulley lagging and the belt affects the torque
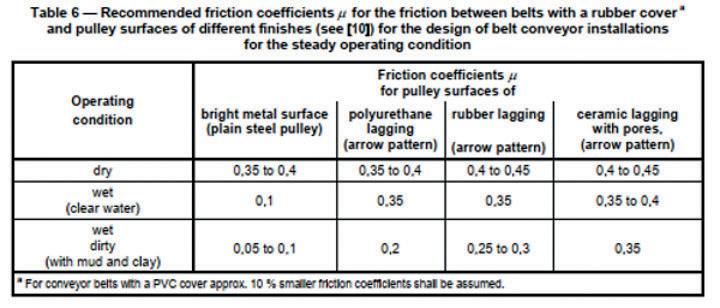
and power requirements of the conveyor system, which is critical for optimizing the design of the conveyor. A better understanding of the coefficient of friction allows conveyor designers to select the right type of pulley lagging and belt material and to accurately calculate the power requirements of the conveyor system.
2. Improved performance: The
PULLEY LAGGING 60 І Australian Bulk Handling Review: March/April 2023
Figure 1: Coefficients of Friction from CEMA.
Figure 2: Friction test facility.
coefficient of friction between the pulley lagging and the belt also affects the performance and efficiency of the conveyor system. A better understanding of the coefficient of friction allows conveyor designers to select the right type of pulley lagging that minimises belt and infrastructure loads.
3. Cost savings: By optimizing the design and performance of the conveyor system, a better understanding of the coefficient of friction can result in significant cost savings by reducing the need for maintenance, reducing the size of the
drive components, and improving the overall efficiency of the conveyor system. This corresponds to less downtime.
4. Enhanced safety: A better understanding of the coefficient of friction can also enhance safety by reducing the risk of slippage or belt failure, which can result in damage to the conveyor system or injury to workers.

Contrary to classic friction behaviour, the viscoelastic nature of the rubber belt and/or lagging allows it to deform and recover under stress. This causes the friction behaviour to be
dynamic, with the coefficient responding to changes in normal (face) pressure, sliding (slip) velocity, sliding time and temperature. The resulting friction behaviour is complex, eliminating the possibility of a ‘blanket’ or ‘one size fits all’ approach in design.
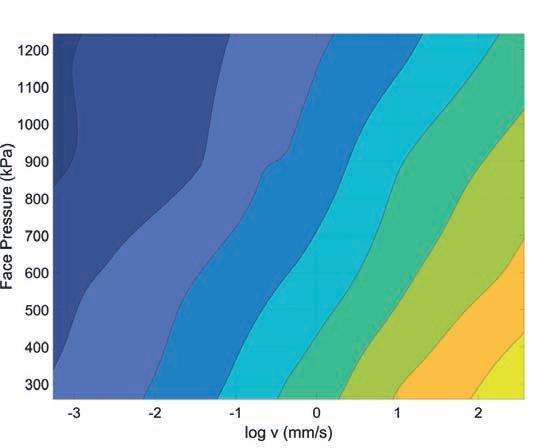
The Conveyor Equipment Manufacturers Association (CEMA), a primary conveyor design standard, specifies the friction coefficients for conveyor design based on the results of laboratory tests and field observations. The friction coefficients provided by CEMA are intended to be used as a general reference for conveyor
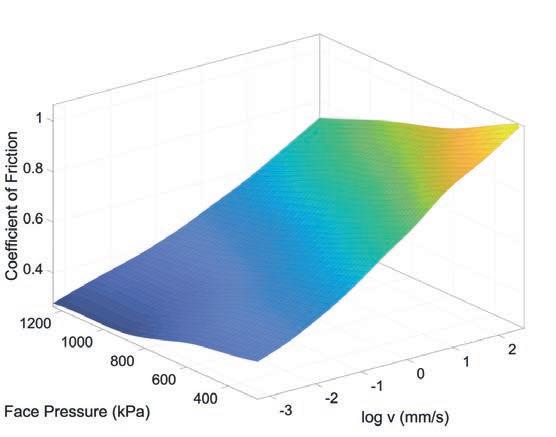
Australian Bulk Handling Review: March/April 2023 І 61
Figure 3: Lagging test samples: Diamond natural rubber (left) and direct bond ceramic (right).
Figure 4: Surface fit and contour plot of natural rubber lagging.
designers but may not apply in all cases. For instance, a varying coefficient of friction is specified for different levels of contamination, however, no information is provided for changes in belt tension (face pressure), slip velocity or temperature. The standard values are shown in Figure 1.
Elastotec has partnered with the University of Newcastle to further understand friction behaviour between pulley lagging and belt cover and understand the dependency of slip velocity, face pressure and temperature.
Testing equipment and method
The University of Newcastle, and TUNRA
Bulk Solids, have designed and built a lagging friction test rig (Figure 2). The system consists of two opposing U-shaped sections supported by linear rails with the lagging attached to each side. Installed in an Ultimate Testing Machine (Shimadzu Autograph 50kN) conveyor belt samples are connected to the upper cross-head, with a steel plate backing, such that the bottom cover faces out towards the lagging plate. The belt is clamped at the top of the pull plate to allow the belt to stretch and better simulate the belt-pulley interaction. The system can test pulley lagging samples up to 300mm x 300mm, and any combination of belt and lagging up to 80mm thick on each side.
To conduct a test, constant face pressure is applied to the lagging/ belt contact via pneumatic bellows. The presence of bellows on either side of the sample allows higher face
pressures to be tested, and facilitates a ‘self-centring’ design, should any compression occur of the belt or samples during testing. The upper cross-head is set to the slip velocity specified, and the resultant friction force is measured. This is subsequently repeated at different face pressures, velocities, and in the coming months, temperature
Initial testing friction dependency with velocity
Preliminary testing has been conducted on several pulley lagging samples to understand how the coefficient of friction is impacted by changes in normal pressure and velocities. Tests were conducted on diamond natural rubber and direct bond ceramic (see Figure 3), at a range of velocities (0.05mm/s-10mm/s) and face pressures (300kPa-1200kPa) with the results displayed in the surface plots below. The test temperature was approximately 23C. These ranges span those expected in typical applications. The lagging samples represent actual materials and profiles used in industry, with each having a unique tread type design.
It is noted that the results presented below represent a coefficient of friction associated with the lagging profile, and would differ if the identical materials were tested with a flat surface.
Natural rubber lagging
The surface and contour plot shown in Figure 4 illustrates how the coefficient of friction varies over the range of face pressures and velocities. As can be seen,
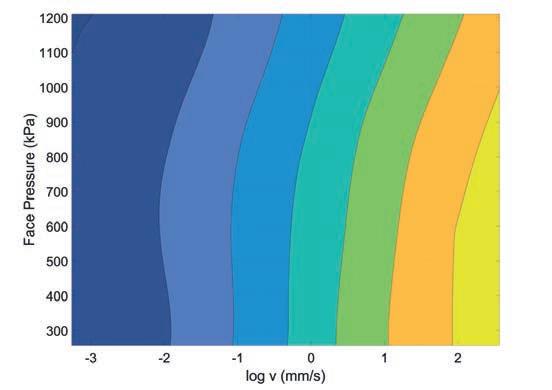
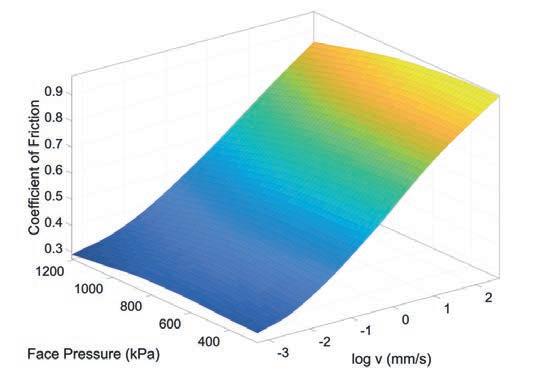
higher face pressures correspond to a lower coefficient of friction, as does a lower sliding velocity. The velocity and load dependency cause a changing coefficient of friction from less than 0.3 to over 1.0.
Direct bond ceramic lagging
The results of the direct bond ceramic testing showed similar behaviour, with slightly less dependency on the face pressure than the other lagging tested. This is likely due to the rigid nature of the lagging, as compared to the viscoelastic nature of rubber lagging. In these results, the friction coefficient changed from approximately 0.3 to almost 1.0.
Conclusions
The friction between the pulley lagging and the conveyor belt bottom cover shows dependencies on both slip velocity and face pressure. The relationship between friction coefficient, face pressure and velocity will help to better define the contact between the belt and pulley and in turn better define the stresses witnessed by the lagging. A better understanding of the frictional mechanics at play between the pulley lagging and belt bottom cover will help improve design and efficiency and ensure that lagging selection is based on an engineered analysis, for a given application. The next phase of work in this research is to expand testing to other lagging types and investigate the influence of temperature on outcomes.
62 І Australian Bulk Handling Review: March/April 2023 PULLEY LAGGING
Figure 5: Surface fit and contour plot of ceramic lagging.
SUBSCRIBE
To Australia’s only publication 100%-focused on bulk solids handling. It covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips.
1 year $99.00 (inc GST)
6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide
2 years $179.00 (inc GST)
12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide

www.bulkhandlingreview.com VOLUME28,ISSUE3 | MAY/JUNE2022 In this issue: Specialsilofeature ThayerScaleentersAUmarket Fendersandmooringsystems KK-0435 onveying Systems, Bulk Bag Unloaders, and Automated Plant-Wide Bulk Handling Systems trademark FLEXICON throughout the world. UNLOAD de-lump, screen, feed, weigh with liquids, and convey discharge, with a custom-integrated, performance-guaranteed, dust-free system. Offered as stand-alone loading with forklift or electric hoist split frames for low headroom economical half frames and mobile available with mechanical and conveyors, flow promotion bag dump access, automated batching packages, and much more. money and space Multi-Function Dischargers and Batching Stations 4/8/22 3:39 PM ADVERTISERS INDEX
Advertiser Page AGI 25 Allied Grain Systems 35 Altra Motion Australia FC Aspec Engineering 55 Astec Australia ............................................................... 57 Aurora 5 Belle Banne Conveyor Products 53 Concetti 49 Continental 23 Dyna Engineering 31 Fenner 19 Kinder Australia .............................................................21 Kotzur Australia 29 Martin Engineering .........................................................9 Oli Vibrators 11 RKM International Roller Company 43 RR Pacific 51 Schenck Process 27 Thayer Scale .................................................................. 33 Transmin IFC TUNRA Bulk Solids Handling Research 15 WAM Australia 7 AD INDEX www.bulkhandlingreview.com VOLUME 28, ISSUE 7 | MARCH/APRIL 2023 In this issue: Belts and idlers Safety feature Conveyor components Subscribe today: www.bulkhandlingreview.com/subscribe
To Your Specific Bulk Bag Handling Problem
FILL CONDITION UNLOAD
Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers
Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWING-DOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors.
Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners
Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as standalone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time.
Save time, money and space with BULK-OUT® Multi-Function Bulk Bag Dischargers and Weigh Batching Stations



Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more.

KK-0435
See the full range of fast-payback equipment at flexicon.com.au: Flexible
Conveyors,
Conveyors, Pneumatic
Systems,
and
©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world.
READY-MADE SOLUTIONS
Screw
Tubular Cable
Conveying
Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems,
Automated Plant-Wide Bulk Handling Systems
Stand-alone units to complete, automated systems integrated with mechanical and pneumatic conveyors
AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180 USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICA UK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76
Title:
First Name:
Surname:
Position:
Organisation:
Address:
Bulk Solids Handling



Early Bird Delegate Registration: $2,950+ GST (Before 30 April 2023)
Delegate Registration: $3,420 + GST 5 or more delegates receive a 10% discount. All fees must be paid prior to the event.
Fees include electronic program notes, lunches and refreshments.
Resources Centre of Excellence

Training Room 4
65 Crichtons Rd, Paget, QLD 4740
Storage, Feeding, Transfer, Belt Conveying
Postcode:
Telephone:
Email:
3-Day Course
For

All face-to-face courses are subject to current COVID government regulations. If you are unable to attend the event a substitute delegate is welcomed at no extra charge. If notification of withdrawal is received no less than 14 days prior to the event, 80% of the fee will be refunded. No refunds will be made if notification of cancellation is received less than 13 days prior to the date of the event. The organisers reserve the right to alter or cancel the course due to unforeseen circumstances. In the event of cancellation, a full refund of fees will be made.
30th May - 1st June 2023
Mackay, Queensland

AN INTENSIVE SHORT COURSE IN...
This registration form should be forwarded to: TUNRA Bulk Solids Newcastle Institute for Energy and Resources, The University of Newcastle, Callaghan NSW 2308, Australia Tel: +61 2 4033 9055 Email: danielle.harris@newcastle.edu.au
at Resources Centre of Excellence Mackay, QLD
GENERAL INFORMATION REGISTRATION FORM
Presented
Bulk Solids Handling
FEES SESSION SCHEDULE CANCELLATIONS VENUE
Card Visa Mastercard
Storage, Feeding, Transfer, Belt Conveying
PAYMENT OPTIONS: Credit
Purchase Order
credit card payments please email Danielle.Harris@newcastle.edu.au to obtain a link to an online payment portal (please note we do not accept AMEX).
3-Day Course 8:30 am - 5:00 pm 30th May 9:00 am - 5:00 pm 31st May 9:00 am - 5:00 pm 1st June
The storage, handling and transportation of bulk solid materials are major activities for a vast number and variety of industries throughout the world. These range from the gentle handling of very small quantities of material in the pharmaceutical and chemical industries to the vast quantities handled and processed by the mining and mineral companies. This diversity is particularly evident in Australia where the wide-ranging nature and scale of operations is somewhat unique.
• Description of test equipment and procedures
• Influence of storage time and environmental factors such as temperature and moisture
• Evaluation of hopper and chute lining materials for friction and wear
• Application specific testing (inc. Dust and TML)
• Analysis and application
WHY ATTEND THIS COURSE
• Diversify your expertise and further knowledge of materials handling concepts
• Professional Development (CPD hours)
• Increase awareness of material phenomena occurring on site
• Learn methods for troubleshooting, optimisation and best practice design
• Mining and mineral production and processing
• Power generation
• Energy and environment
• Chemical and petrochemical process industries
• Agriculture processing and production
• Manufacturing
• Pharmaceuticals
• Food industry
ABOUT TUNRA BULK SOLIDS


TUNRA Bulk Solids are world leaders in applied and fundamental bulk solids handling research and have been in business for more than 40 years. TUNRA has built a strong reputation in industry for its professional services and world class research in materials handling and flow properties. TUNRA have completed more than 4,000 projects for over 1,000 companies across Australia and more than 40 countries internationally.
Comprehensive laboratory test facilities are available at TUNRA to aid research and consulting activities at the University of Newcastle. TUNRA is committed to forming long term partnerships with business to help them overcome existing handling problems and assist with planning projects to ensure trouble-free plant operation.
The Centre for Bulk Solids and Particulate Technologies (CBSPT) is actively involved in both fundamental and applied research on a range of problems associated with bulk solids and particulate technology. Research areas include storage, flow, processing and transportation of bulk solids.
It was established in 1995 and supported by the Australian Research Council (ARC) as one of a prestigious handful of national Key Centres of Teaching and Research between the University of Newcastle and the University of Wollongong. The Centre’s Newcastle Node is strongly linked with TUNRA Bulk Solids and the Faculty of Engineering & Built Environment at the University of Newcastle.

Considerable advances continue to be made in research, development, application and implementation of the technologies associated with various aspects of bulk solids handling. This course will be of particular interest to a wide range of industries including: BELT
MASS FLOW & FUNNEL FLOW
• Mass-flow and funnel-flow design procedures
• Basic hopper geometry
• Interpretation of flow property reports in relation to bin design
• Case studies
• Dynamic modelling of bulk solids systems
• Develop skills in fundamental and numerical analysis approaches
• Learn how to apply flow properties test results to benefit your operation or designs
• Stay up to date with the latest developments in industry and bulk solids research
STOCKPILE DESIGN
• Influence of flow properties and geometry on drawdown and live capacity
• Selection and positioning of hoppers and feeders for optimising gravity reclaim
• Stockpile base pressures and loads on reclaim tunnels, hoppers and feeders
D.E.M. ANALYSIS • Introduction to the Discrete Element Method
• Modelling approaches and limitations
• Overview of critical model parameters including particle size and shape
• Considerations and best practices for industrial application
COURSE PRESENTERS
Emeritus Professor Alan Roberts founded TUNRA Bulk Solids in 1975 to facilitate research and consulting services in bulk materials handling. Following Alan’s long standing commitment to the bulk handling industry, he developed, guided and led a team of experts at TUNRA Bulk Solid who continue to be at the forefront of the materials handling industry. Following in Alan’s footsteps, TUNRA continues to offer professional training courses to industry as a part of our commitment to continuous improvement of the materials handling field. These training courses are run by a minimum of 3 experts from our engineering group who are specialists in their fields.
WALL LOADS
• Application of AS3774 for static and flow load cases
• Gate Loads
• Symmetric versus Eccentric Discharge
FLOW PROPERTIES TESTING FURTHER INFORMATION
• Silo Quaking and Shock Loads
• Loads on Buried Structural Elements
Should you require any further information regarding the course, please contact:
TUNRA Bulk Solids
FEEDERS
• Importance of hopper and feeder interfacing
• Review of basic feeder types
• Determination of optimum hopper and feeder interfacing for uniform draw-down
• Determination of feeder loads, torque and power for initial and running conditions
• Controlling feeder loads and start-up torque
The University of Newcastle Callaghan NSW 2308, Australia
Tel: +61 2 4033 9039
Email: danielle.harris@newcastle.edu.au
www.bulksolids.com.au
TRANSFER CHUTES
• Basic principles of chute design
• Application of flow properties in the design process
• Chute flow problems due to adhesion and wear
• Dynamic modelling of hood and spoon for optimum accelerated flow
• Optimising chute profiles for feeding and transfer
• Optimising chute geometry for controlled wear in the flow zone and at the belt feed point
• Dust control in transfer chutes
• Application of DEM and CFD in chute design and performance evaluation
CONVEYING
• Overview of open and closed systems. Special belt conveyors and conveyor selection recommendations
• Review of basic design procedures
• Economic and technical considerations in optimising conveyor design

• Analysis of main resistances – idler indentation, idler spacing, bearings and seals, stress states in bulk solids and contribution to drag.
• Specialised testing
OVERVIEW 3-DAY COURSE OUTLINE
3-DAY COURSE INFORMATION
THE CENTRE FOR BULK SOLIDS
