
Polygonal Gcode Modeling
Moriyasu CHINEN
Polygonal Gcode Modeling 002
Polygonal Gcode
Modeling
2022 年度 学士論文 ポリゴンモデリング技法をツールパス表現に直接変換するソフトウェアの開発 慶應義塾大学 環境情報学部 知念司泰 指導教員 田中浩也
Polygonal Gcode Modeling 003
Abstract
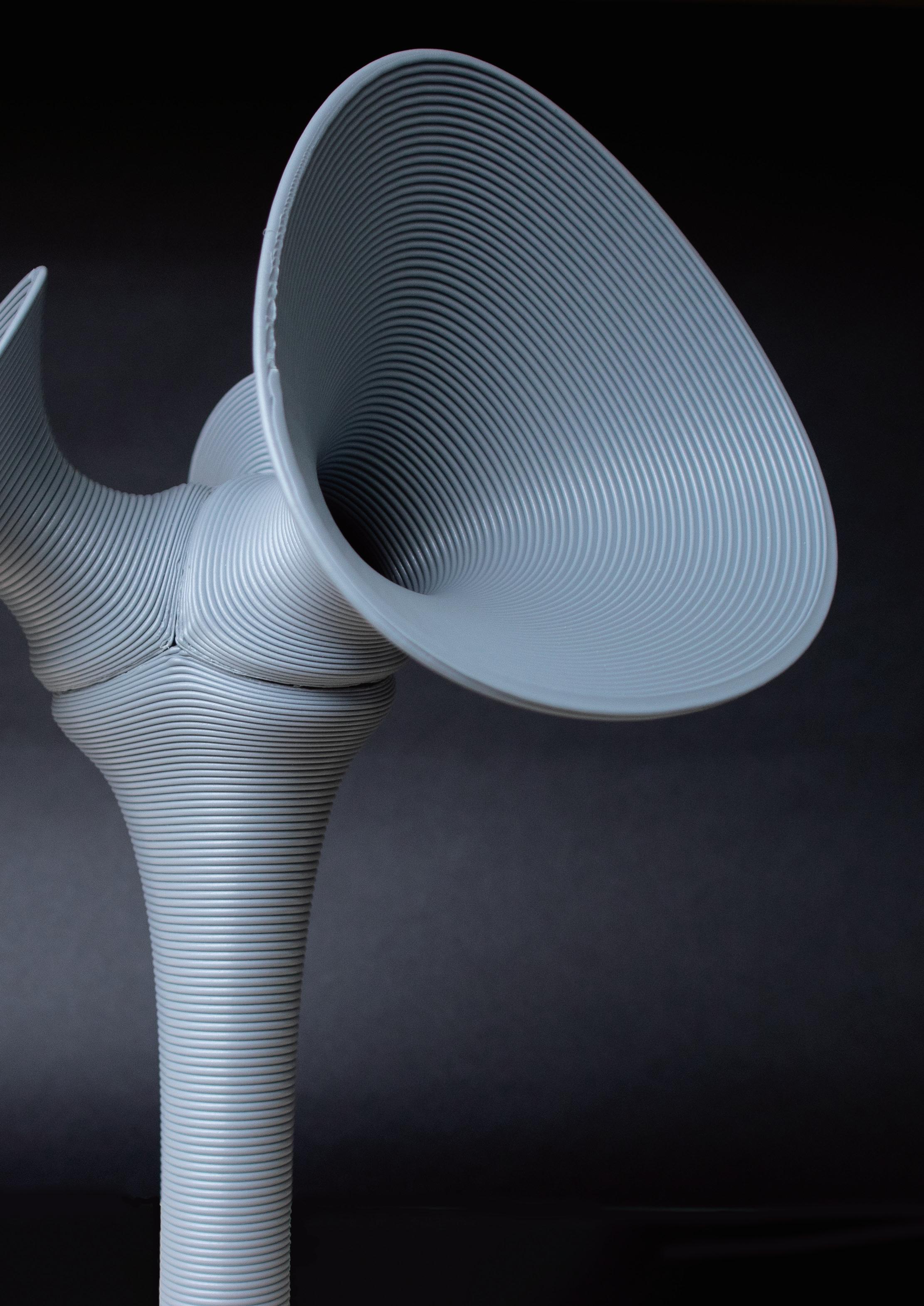
近年MaterialExtrusion方式の3Dプリンタ(以下MEX-3DP)の 大型化が進み,サスティナブルかつ豊かな造形表現が可能な製造法と してプロダクト,家具,建築スケールで利用されつつある. MEX-3DPには造形上の制約が多く存在するものの,形状,ノズル の軌道をあらわすツールパス,吐出量や造形速度等3Dプリンタの挙 動すべてを制御するGcodeをモデリングすることが可能となってお り,3つの造形表現を効果的に利用したデザイン事例やモデリングソ フトが登場している. しかしこれらのモデリングソフトは工学的設計の素養が求められる 物が多く, 立体造形スキルを持つ設計者に特化したものが少ないとい う問題がある.
そこで本研究では CG アニメーション, デジタル彫刻, プロダクト デザイン等で広く用いられるポリゴンモデリング手法を利用し, 直感 的に形状, ツールパス, Gcode の制御を可能とするソフトウェアの制 作を行った. 制作したソフトウェアを利用した作品制作とユーザーテストを通 して, ポリゴンモデリングソフト特有の機能による 3D プリント表 現の可能性を明らかにした.
Polygonal Gcode Modeling 004 Polygonal Gcode Modeling 005Material Extrusion
型枠を使わずに立体成型が可能な製造方式として,3Dプリンタが利用されている.特にMaterialExtrusion 方式の3Dプリンタは材料自由度が高く大型化が容易な特徴を持つ.近年では廃プラスチックを材料として 利用可能なペレット式エクストルーダーや,造形範囲,造形自由度,コストパフォーマンス等の面で優れる
ロボットアーム式3Dプリンタなどが登場しており,持続可能な製造方法として注目されつつある.
Additive Manufacturing


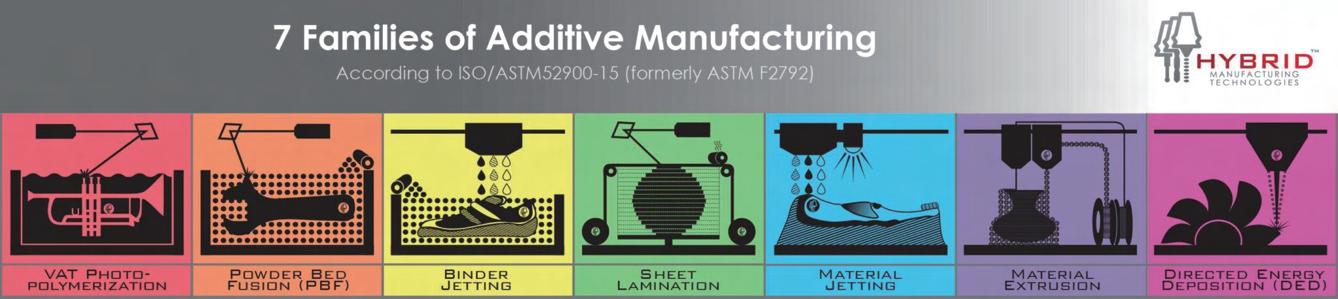
CNCミリングマシンをはじめ, 材料を切削することで造形を行 うSubtractiveManufacturingに 対して,塑像のように材料を付加 しながら造形する方法をAdditive Manufacturingと呼び,一般的に
3Dプリンティングと呼ばれる. 3Dプリンティングは型枠無しで 立体造形が可能であるため,多品 種少量生産や既存の成形法では難 しい構造物の製作において活用さ れる.3Dプリンタには7種類の
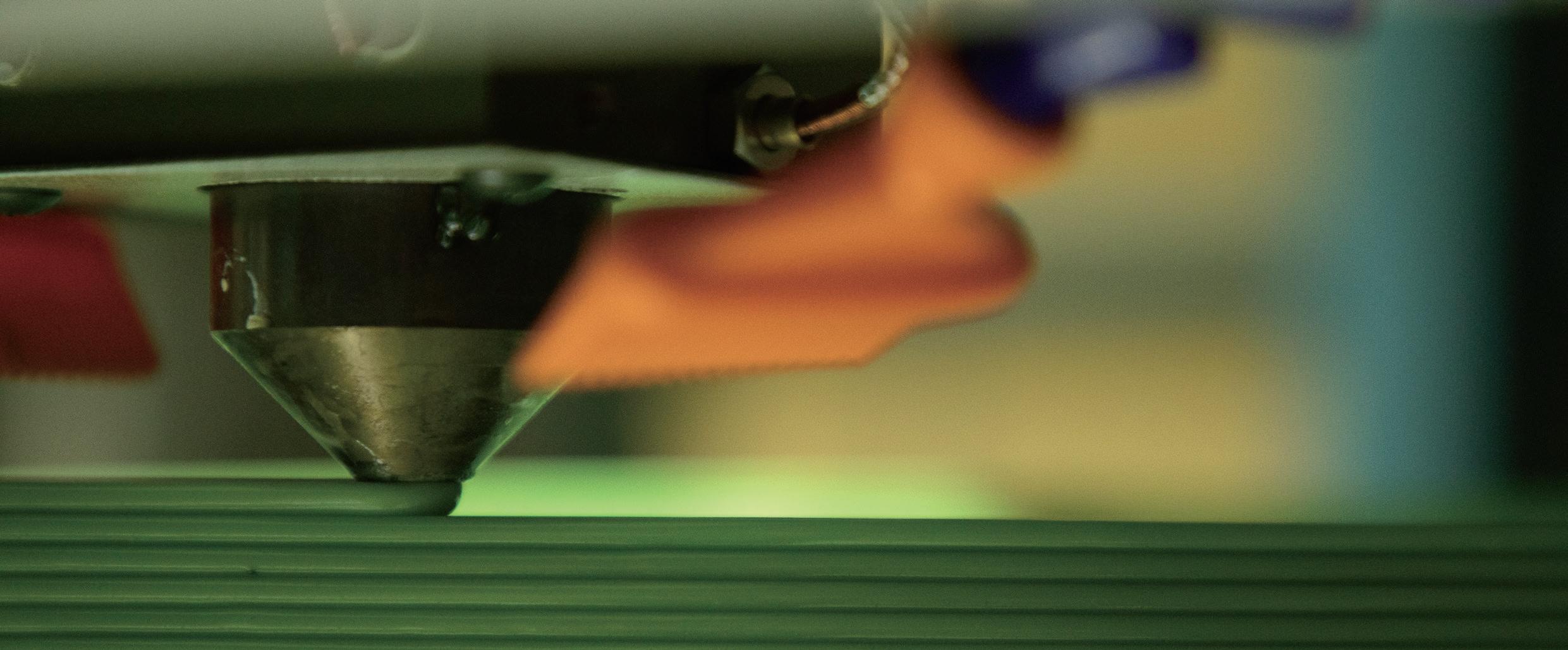
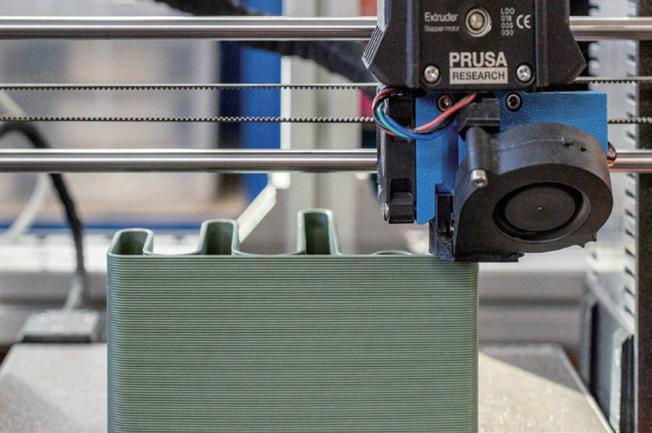
方式があり,本研究で扱うMaterialExtrusion方式の3Dプリン タ(MEX-3DP)はFigure1のよ うにノズルから材料を押し出し三 次元的に積み上げることで造形を 行う.
Material
MEX-3DPは材料選択肢の幅が広 い特徴を持つ.ノズルから安定し て押し出し,積層出来れば材料と して利用することが可能となって いる,押し出しの方法は熱可塑性 の素材と,熱硬化性の素材で異な
り,前者の素材はヒーターを備え た押出機が用いられ,熱可塑性樹
脂,ガラス,チョコレートなどが 該当する.後者の素材はポンプや シリンダを利用した押出機が用い られ,セラミック,コンクリート,
熱硬化性樹脂などが該当する.特 に熱可塑性樹脂は既存の樹脂成形 品に多く使われるため入手し易 く,種類も豊富なことから,耐候 性,靭性,弾性など用途に応じた 素材の選択が可能となっている.
● Vat Photo-Polymerization (SLA , DLP)


● Powder Bed Fusion (SLS, DMLS & SLM)
● Binder Jetting (BJ)
● Sheet Lamination (LOM, UAM)

● Material Jetting (MJ)

● Material Extrusion (FFF , FDM ,FGF, MEX)





● Direct Energy Deposition (LENS, LBMD)・・・・・・・・
液槽内の感光液をUVライトで硬化
レーザーを粉体上に走査し,溶融
接着液を粉体に滴下し,硬化
シート状の材料を積み重ね,接着
材料を一滴ずつ堆積し,硬化
ノズルから材料を吐出
材料をレーザーで溶融
近年では米粒状の樹脂ペレットを 材料とするペレット式3Dプリ
ンタを用いて,廃プラスチックを 材料として利用する動きがみられ


る.リサイクリエーションラボ鎌
倉では,街角の工房ほどのスペー
スで樹脂製品の破砕から3Dプリ
ントまでの設備を備え,地域で不 要になったプラスチック資源を回 収し,公共物の製造に活かす取り
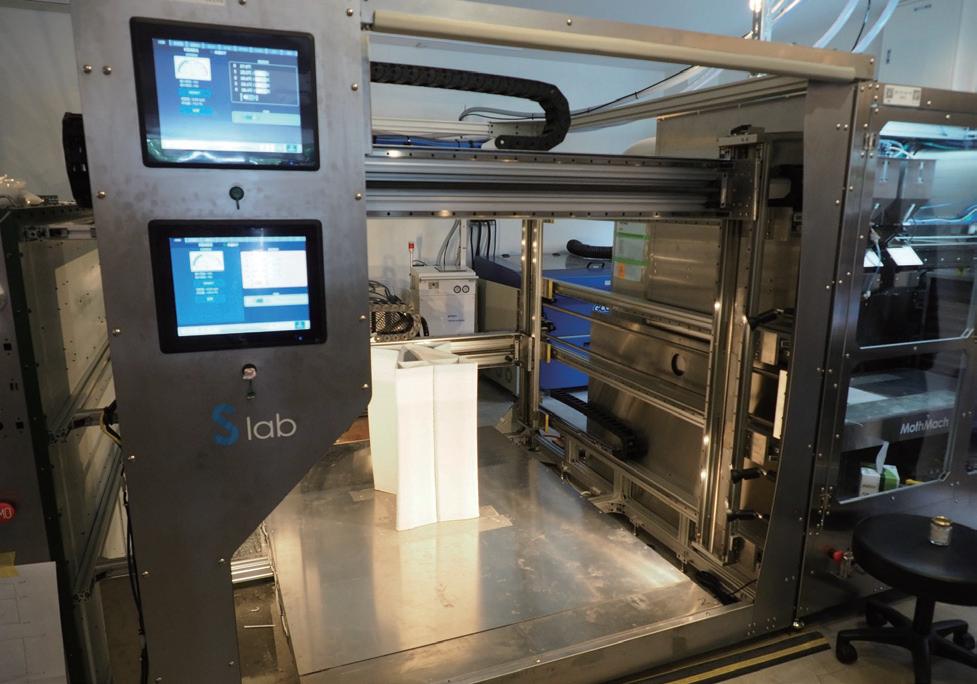
組みが進められている.エス・ラ
ボ株式会社のペレット式3Dプ
リンタ(Figure4)を利用するこ とで,廃プラスチックの種類に応 じて適宜他の材をブレンドし,色 や強度,物性を容易にカスタマイ ズすることが可能となっている (Figure5).
 Polygonal Gcode Modeling 010
Polygonal Gcode Modeling 011
Polygonal Gcode Modeling 010
Polygonal Gcode Modeling 011
Scale
MEX-3DPは他の方式と比較し
て,スケールを拡大しやすい特徴 をもつ.例えばVATPhoto-polymerization方式では,造形範囲
に合わせた大型の液晶パネルを要
し,造形範囲の拡大により指数関
数的に価格が上がってしまう.ま
たBinderJetting方式では大量の 粉末材を利用するため,粉塵対策
が必要となる.対してMEX-3DP
は,材料をノズルから吐出し高さ
方向に積み上げて立体物の造形を
行う.それゆえフレームとヘッド
の可動範囲を拡張するのみで造 形範囲を広げることができ,卓上
サイズから30mにも至る建築ス
ケールの造形範囲をもつプリンタ も存在する.
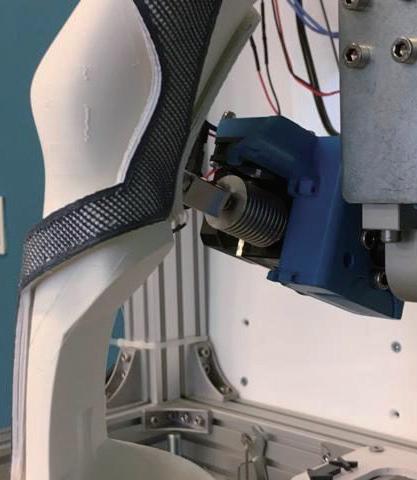
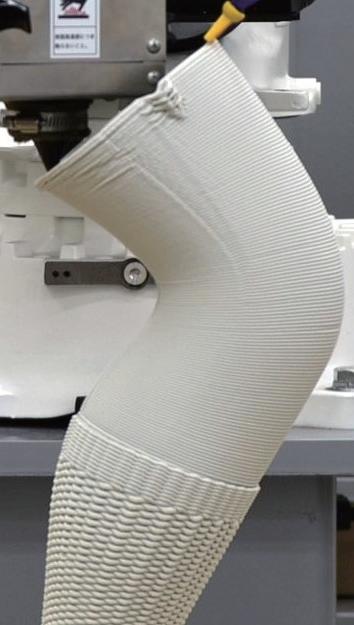
造形自由度の面では,(Figure9)
のようにノズルを傾けて曲面的に 造形を行うNon-Planar3Dプリ ントを利用することで,一般的な Planar3Dプリントでは不利な形
状も造形が可能となっている.ま
たノズルを傾けたり,アームを回 り込ませることで,機体と造形物 との干渉を避けるような動きが可
能なため,(Figure10)のように空
中に線を描くように微小なトラス 構造を造形するWirePrinting等 の造形が可能となっている.

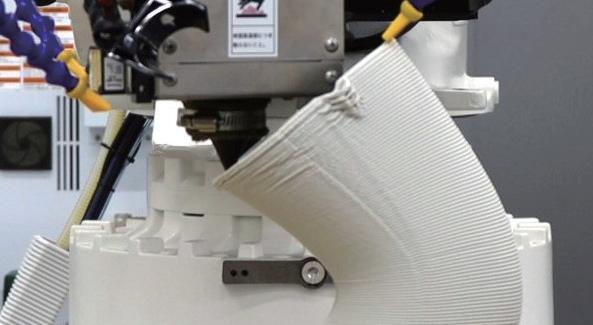
Robotic Arm






近年では造形範囲の大きさ,造形 の自由度,コストパフォーマンス
等の面から産業用ロボットアーム
を駆動部に用いた3Dプリンタが 増加傾向にある.
従来の3Dプリンタは造形範囲
に合わせて機体のフレームを構 成する必要がある一方,ロボット
アーム式は折りたたまれたアー
ムを適宜伸ばして造形を行うた め,機体のサイズよりも大きい範
囲を造形することが可能となって
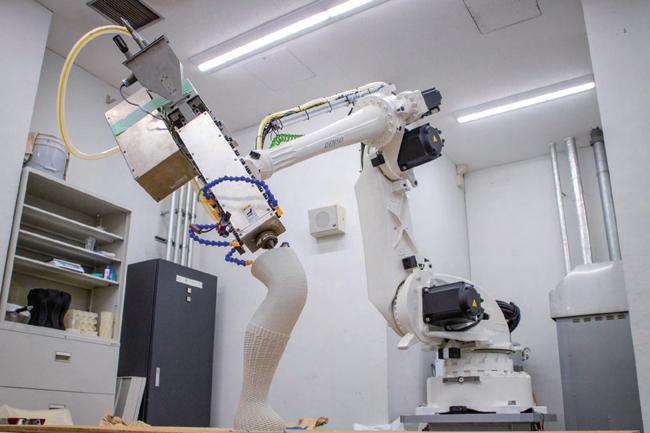
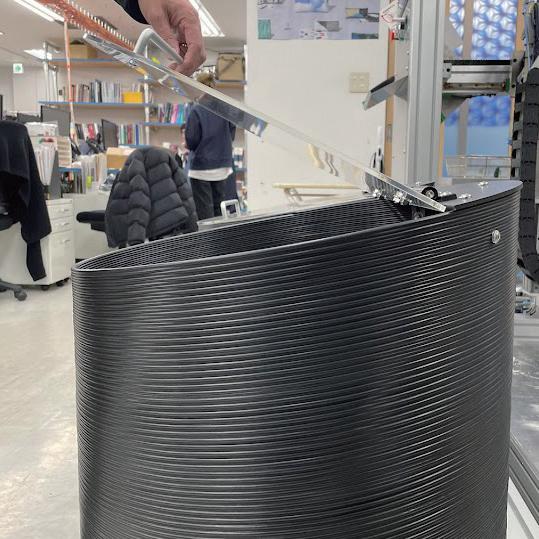
いる.田中浩也研究室が保有する
ArchiFabMAI(Figure7)を例に すると,折りたたまれた状態では
1500mm×650mm×1500mm

ほどの機体で,Figureの灰色の範
囲で示された内径1200mm,外
径2700mm,高さ1800mmの範
囲で造形することが可能となって
と,例えば2000mm×1000mm ×1200mmの立方体を造形する
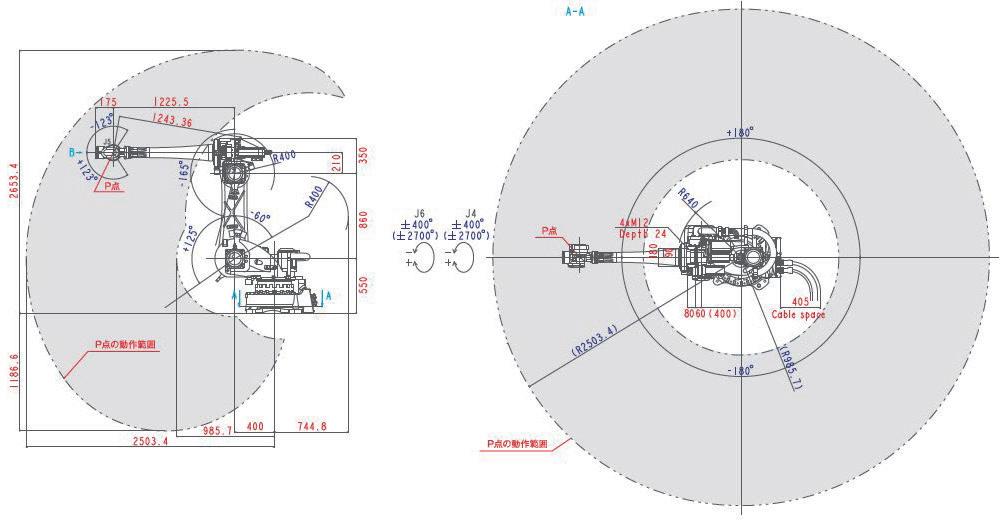
ことが可能である.
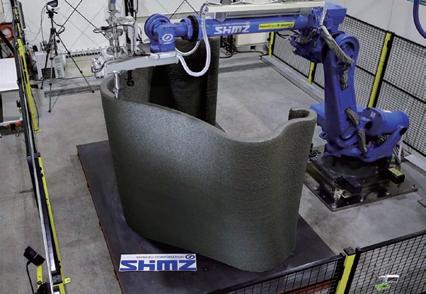
価格面では,大型のフレームを必 要としないため同スケールのガン トリー式3Dプリンタと比較する と低価格で導入可能な強みを持つ ことが,CEAD社によって報告さ れている[10].またロボットアー
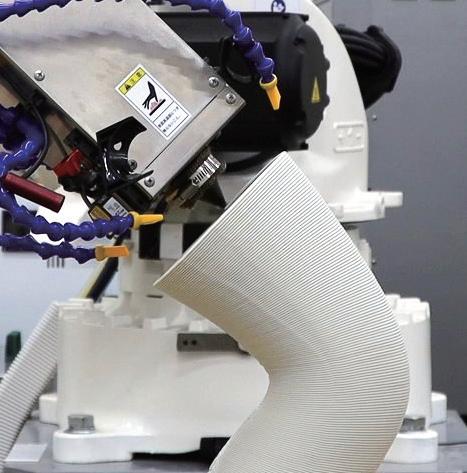
ムは自動車溶接等の産業用の物を 流用できるため,量産効果による コストダウンが望める. これらの利点から主要な産業用ロ ボットメーカーの機械を駆動部に 用いて,ペレット式エクストルー
ダーやコンクリートポンプなどを 押出機として利用する事例が増加 傾向にあり(Figure11),周辺機 器やソフトウェアの発展も相まっ て,導入の障壁は下がりつつあ る.
Polygonal Gcode Modeling 012 Polygonal Gcode Modeling 013Furniture

Print Your City
by The New Raw [22] [23]
3Dプリントと市民のコラボレーションによって,都市のプラスチック廃棄物を公共空間に変えるプロジェ クトである.素材と形状の自由度の高さを活かし,ペットボトルキャップのリサイクル材を原料にユニーク なベンチを制作している.更に生産拠点を市民に開かれた工房として展開することで,市民と連携して町に 求められる公共空間のデザインから実装までを進めている.


Diffusion of MEX-3DP
MEX-3DPの持続可能かつ豊かな表現が可能な点を生かして,プロダクト,家具,建築に至るまで社会実装が 進みつつある.本設ではそれぞれのスケールで印象的な事例を紹介する.
Product

bFRIENDS
by bene [20] [21]
卓上MEX-3DPで作られた日用品シリーズである.型枠無しで樹脂成形が可能な特徴を活かし,流線的に統 一されたデザインで多様なプロダクトを展開している.また素材にはプラスチックリサイクルメーカーと共
同開発したPLA材を利用しており,落ち着きのある独自のカラーバリエーションを展開している.

Architecture

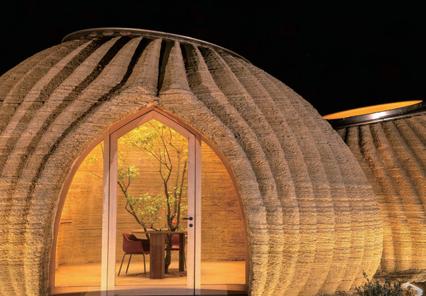
Community First! Village by ICON [24] [25]
コンクリート3Dプリンタを用いて安価な住宅を建造するプロジェクトである.わずか24時間で壁面部の 造形を行うことで,人件費の削減や工期の短縮を実現しており,低所得者向けに手頃な価格になるよう設計 されている.また農村部など,電力供給が不安定な地域でも安定して動作するように設計されており,あら ゆる地域で誰もが頑丈な家に住める世界を実現すべく活動を行っている.
Polygonal Gcode Modeling 014 Polygonal Gcode Modeling 015 Figure 12: Print Your City by The New Raw [19] Polygonal Gcode Modeling 017 Polygonal Gcode Modeling 016 02. Design for MEX-3DPまた後処理によって積層痕を消す
方法がいくつか存在するが,大型 のMEXにおいてはコスト面で注 意が必要である.例えばアセトン
等の有機溶剤を用いて造形物の
Design Requirements
MEX-3DPが広まりつつある一方,造形時に様々な制約が生じ,設定次第で仕上がりが大きく左右されうる 性質を持つ.特に積層痕の見栄え,積層間定着,出力物の硬化,出力物の収縮,オーバーハング,などは大型 化するにつれて,デザインにも大きな影響を及ぼす.そのため,これらの事項を念頭に置きながら設計を行 うことが求められる.
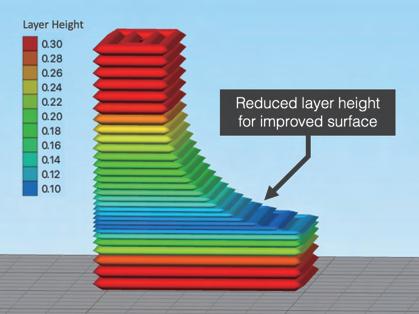
Layer Lines
MEX-3DPは材料を積み重ねて造 形を行う.そのため積層痕と呼ば
れる特有の横筋が全体に生じる. 積層痕は目立ちやすいため,小型

のMEX-3DPでは1層あたりの 厚みを表す積層ピッチを下げるこ
とで,積層痕を目立たなくする手 法が取られる.しかしその分積層
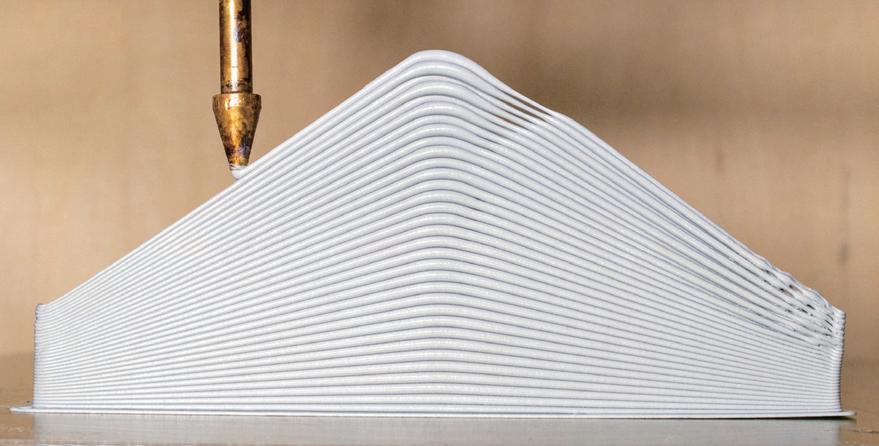
数が増え,造形時間の増加に繋が る.小型の造形であればさほど問 題にならないものの,(Figure13)
のような大型造形では造形時間
Interlayer Strength


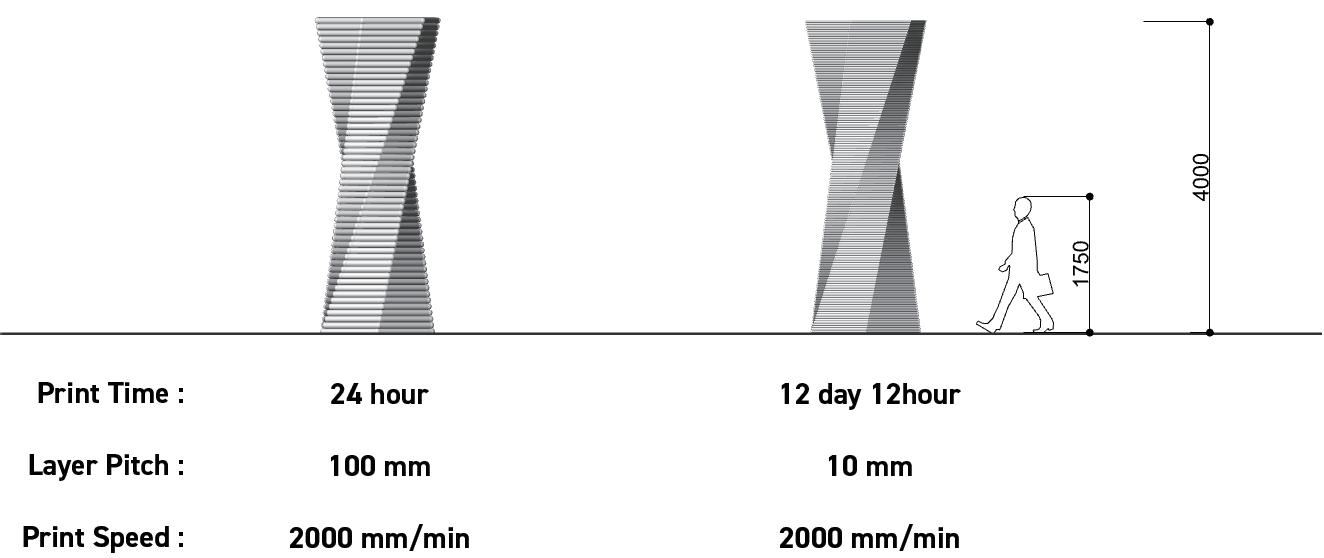


の増大が電力消費,工期の延長な ど,様々な損失につながる.その ため積層ピッチを下げなくとも, 見栄えに対する影響が少ないデザ インにする事が求められる.
MEX-3DPでは材料を積み重ねて 造形するため,積層した層と下の 層の接着力が弱いと強度の低下を
引き起こす.そのため,接着力を 示す積層間強度を担保することが 重要となる.積層間境度を上げる には太いノズルを使用する,積層
ピッチを下げる,接着面の温度を 上げるなどが有効である.太いノ ズルを利用すると,その分ビート
(積層した物)の接着面積が広が
るため強度の向上が期待できる.
また積層ピッチを下げて樹脂を押
し付けるようにすることで,ビー
ト同士を強く押し付けられるため 強度の向上が期待できる.また互
いのビードが加熱された状態でな
いと接着されないため,冷却を抑 えたり下の層が冷める前に次の層 を積層出来るように造形速度を適 切な範囲にすることで強度の向上
が望める.
表面を溶かして滑らかにする手
法は,高い引火性や,人体への毒 性を持つため,特殊な設備を要す
る.また切削加工と組み合わせる
ことで積層痕をきれいにする手法
もあり,工業製品においては有効 ではあるが,切削加工分のコスト が生じる.そのため,造形後に後 処理をせずとも済むデザインにす る必要がある.
Polygonal Gcode Modeling 018 Polygonal Gcode Modeling 019 Vapor Smoothing Polishing Machining cetone vapour smoothing [26] Polishing object with sandpaper [28] machining of large 3D printed objects [26] Figure 13: Effect of Layer Pitch on Printing Time Figure 15: Cracking while printing [27]Curing
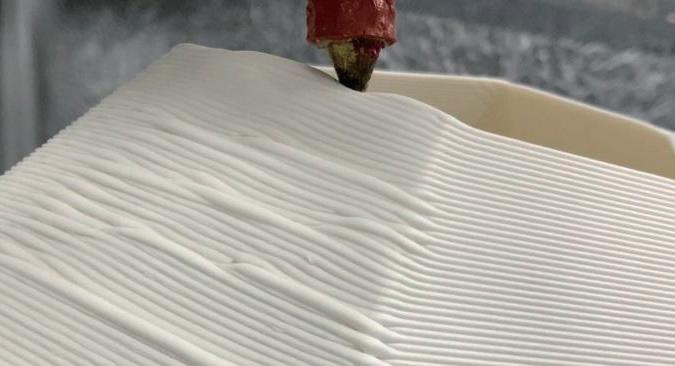
MEX-3DPでは,出力した部分を 硬化させることで,崩れや,変形
を防ぐことが求められる(Figure 14,15).そのため,出力に利用す
る材料は,押し出してからすぐに 固まりやすい性質を持つものを利 用することが望ましい.すぐ固ま れば,その分綺麗により早く造形
することが可能となる.硬化を早 める手段として,樹脂の場合は出 力した部分に風を当てて冷却する
手法が取られている.一方積層間 定着の低下を招くおそれがあるた め,注意が必要である.モルタル の場合は硬化促進剤の配合するこ
とで対応する事例が観られる.土 の場合は加熱することで水分を飛 ばす手法が取られている.
Contraction


MEX-3DPでは出力後,材料が硬 化する過程で収縮が生じ,造形物 が変形や破損しまうことがある.

そのため,収縮による変形を抑え 込んだり,収縮率の低い材料を利
用する必要がある.樹脂において は,樹脂が冷える過程で熱収縮が 生じる.下から材料を積み重ねて
いく特性上,下の層と上の層で熱 収縮のタイミングにズレが生じる
ため,熱収縮が終わっていない上 の層が下の層を引っ張るように 変形することで,造形物の底面が 反り上がるように変形したり,ク ラックが生じてしまう.
対処法としては,周辺の温度を上 げる,造形物をベッドに固定す
る,材料改質を行なうことなどが 挙げられる.温度を上げるとこと で,造形物の温度のばらつきを抑
えられるため,反りやクラックを 抑える硬化が期待できる.一方硬
Overhang
MEX-3DPではオーバーハングと 呼ばれる一定の角度以上せり出し

た構造を造形すると,Figureのよ うに硬化前の樹脂を支える面積が 減り,造形荒れが生じてしまう.

そのためオーバーハングを綺麗に 造形できる角度を把握した上での 設計が求められる.オーバーハン グは様々な要因により決定される

ため,一概に定義できるものでは ないものの,およそ45°前後となる.
そのため,まずは45°を超えない
ように形を設計することになる. またサポート材と呼ばれる支える
構造を出力することで,オーバー
ハングの制約に縛られず出力す

ることが可能となるが,大型造形
になるとサポート材と造形物の接 触部を綺麗に取り外すことが困難
になる上,サポート材の造形に大
幅な時間を要する場合がある.そ
のためサポート材を必要としない
形状にデザインすることが望まし
い.
化時間とのトレードオフの関係に あるため注意が必要である.
また造形物の底面をベッドに固定
することで,変形を抑え込むこと
が出来る.小型の3Dプリンタで
は造形物の周囲にブリムをつけた
り,両面テープを利用する手法が
用いられるが,大型造形において は,収縮の力が大きすぎて対応で きない.そのため,ブリムをビス やクランプ等で押さえつける手法 が用いられている.
オーバーハングを上げる為に有効 な対策としては,出力後の樹脂を 支える面積を増やす方向性と出力 後の樹脂が崩れにくくする方向性 が考えられる.前者においてはノ ズル径を太くする,積層ピッチを 下げることで,下の層と重なる面 積を増やすことが可能となる.し かし,LayerMarksの項で述べた ようにそれぞれ造形時間の増加な どのトレードオフがあるため注意 が必要である.
出力後の樹脂が崩れにくくする方 向性としては,硬化を促進する, 流れにくい材料を利用する手段が 挙げられる.こちらもCuringの 項で述べたように積層間強度との トレードオフがあるため注意が必 要である.このように様々なト レードオフがあるため,各制約の 原理を理解し,状況に応じた選択 をできるようになることで,造形 のクオリティを高めることが可能 となる.
Polygonal Gcode Modeling 020 Polygonal Gcode Modeling 021 Figure 17: Warping and Cracking [17] Figure 18: Excessive overhang Clamp Screw Tacker [30] [31] Figure 16: Collapsed during printing [16]Modeling Technique

大型のMEX-3DPでは課せられた制約の中で最大限の造形を試みる取り組みが重要である.特にMEX-3DP は形状に加えて,ノズルの軌道をあらわすツールパス,ツールパスに沿って3Dプリンタを制御するGcode を操作することによる造形が可能となっているため,大型MEX-3DPの事例の多くは,造形技法を効果的に 利用することでMEX-3DPならではの意匠を実現している.本節では造形技法の種類とそれらの造形技法が 凝らされたデザイン事例を紹介する.
Elements of Modeling (Figure20)は一般的な3Dプリ ントの流れを示したものである.
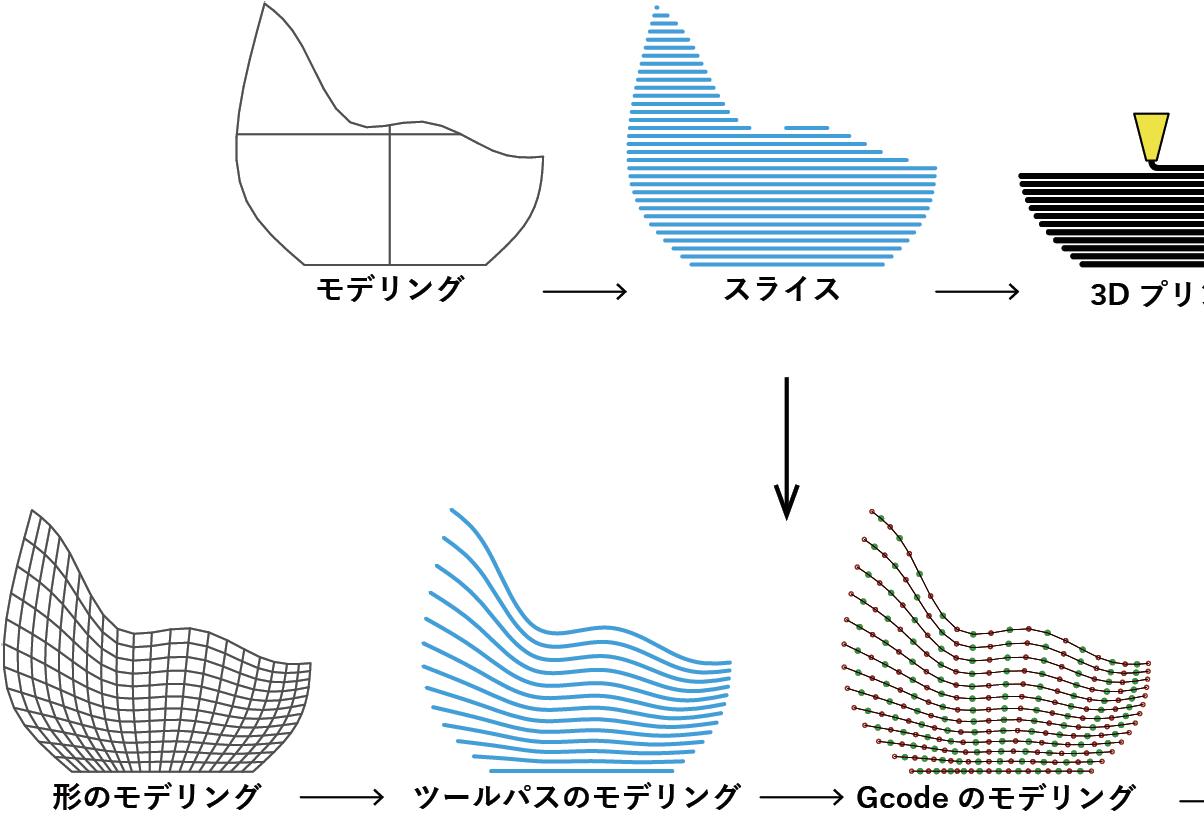
3DCADやCGソフトで形をモ デリングし,スライサーソフトで Gcodeに変換,3Dプリントを
行っている.小型のものであれば
このような捉え方で差し支えない
ものの,大型になると前節で説明 したように3Dプリンタの挙動1 つ1つが仕上がりを大きく左右す
る.そのためスライスの工程も,
造形物の仕上がりを決定づける一 種のモデリングであると捉えるこ
とが求められる.

そこでスライスの工程を詳細に分 けると,『線』のモデリングと『点』 のモデリングに分けることが出来 る.『線』のモデリングはノズル
の移動する軌道(ツールパス)を 形の断面に沿ってモデリングする ことである.この軌道によって積
層痕の解像度や,構造の強度,重
量などが決定づけられる.『点』
のモデリングは,吐出量,移動速
度などを含めてノズルの移動する
座標をモデリングし,Gcodeとし て3Dプリンタが理解できる命令
文を生成することである.この工 程において3Dプリンタの動きや
樹脂の吐出幅などが決定づけられ る.このように,『形』以外にも 『線』と『点』のモデリング工程
が存在し,この3つが3Dプリン ト物の形状を決定づけていると見 ることができる.
以上のような捉え方をすると MEX-3DPは陶芸におけるcoiling の技法に似ているといえる.coilingも3Dプリントと同様に紐状 の陶土を積み上げて形を構成する 手法であり,外形のみならず,紐


の積み上げ方による線のモデリン グや,紐の太さといった点レベル のモデリングを駆使して,1つの 形を作り上げる.形の再現度にお いては,他の手法に劣るものの, 線と点のモデリングに技法を凝ら
すことで,唯一無二の存在感を実 現している.3Dプリントも同様 に『形』『線』『点』に技法を凝ら すことで,他の成形法ではなし得 ない唯一無二の表現を実現するこ とが可能となる.
 Polygonal Gcode Modeling 022
Polygonal Gcode Modeling 023
Figure 23: TRIAD by Adrian Arleo [33] Figure 24: Flower garden by Peter Garrard [34]
Figure 22: Coiled Pot by Louise Goodman [32]
Polygonal Gcode Modeling 022
Polygonal Gcode Modeling 023
Figure 23: TRIAD by Adrian Arleo [33] Figure 24: Flower garden by Peter Garrard [34]
Figure 22: Coiled Pot by Louise Goodman [32]
Shape Modeling

Support-less Structure
MEX-3DPでは一定の角度以上せり出した構造を造 形すると,硬化前の樹脂を支える面積が少ないため, 造形荒れが生じてしまう.サポート材を利用するこ とで解決できるものの,大型造形になるとサポート 材と造形物の接触部を綺麗に取り外すことが困難に なる上,サポート材の造形に大幅な時間を要する場 合もある.そのためサポート材を必要としない形状 にデザインすることが求められる.
Hide Seems
3Dプリント時に次の層に移る箇所や,吐出を止め て移動する箇所をシームと呼ぶ.シームは,適切に 処理しないと意匠を阻害するノイズとして目立って しまう恐れがある.そのため形,線,点のモデリン グのそれぞれにおいてシームを処理する手法が用い られる.形のモデリングにおいては,図のようにシー ムが生じても目立たない場所を形状に与えることで シームを隠す手法が取られている.
Travel-less Structure
材料の吐出を止めて別の場所に移動するトラベル動 作とよぶ.トラベル動作はFigure27のように材料
の垂れや端部の荒れに繋がるため,トラベル動作の 無い形状にすることが望ましい.垂れを防ぐために 材料を引っ込めるリトラクションなどの工夫はある が,品質を均一にするには限界があるため,審美性 が求められる箇所ではなるべく連続して造形可能な 形状にする工夫が利用されている.

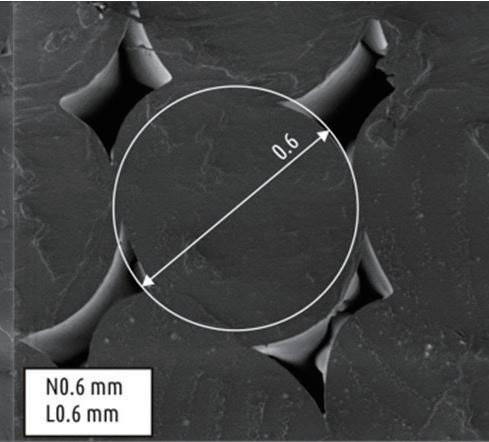
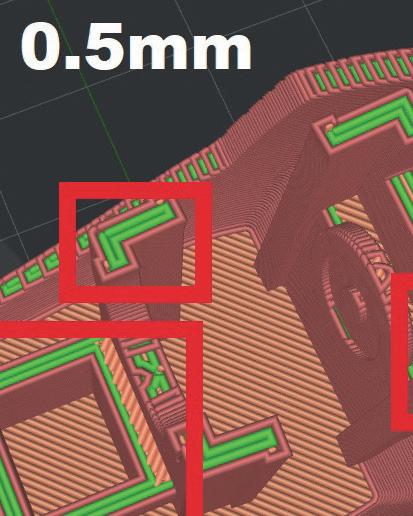
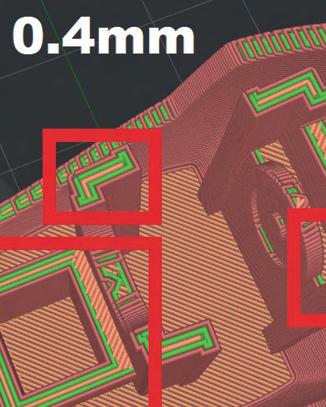
Consideration of Print Width 一般的なMEX-3DPは出力時に吐出幅を変えること が難しいため,吐出幅を考慮した寸法で形をモデリ ングすることが望ましい.Figure28のように同じ形 状でも,0.5mmの方はベースモードで埋めることが できており,結果的にトラベル動作の削減を実現し ている.またSculpman社[36]などによってノズル 径が可変な3Dプリンタの開発も進められてはいる ものの,普及には時間を要すると思われる.
Curve Modeling
Treatment of Seem 線の始点と終点を制御することでシームの位置を調 節する手法である.選択肢としてはシームを表から 見えない場所に隠す,スパイラル状に積層してシー

ムを消す,ランダムに配置して目立たなくする,意 匠として意味を持たせるなどが挙げられる.Figure 29の事例ではシームを背面に揃えることで,背中 ファスナーのような一般的に馴染みのある自然な意 匠として成立させている.
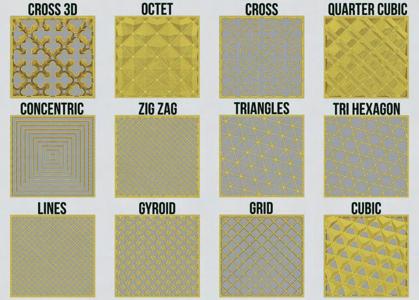
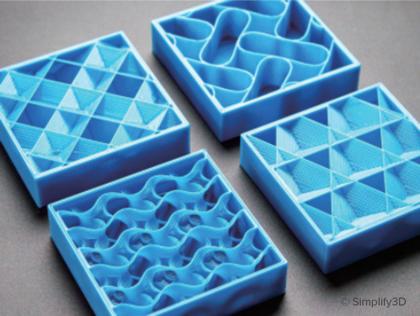
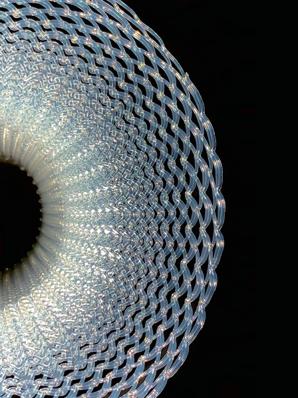
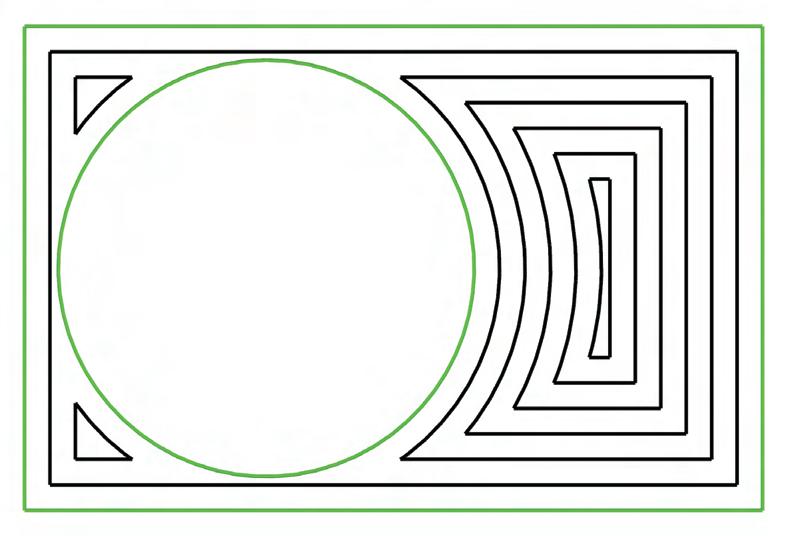
Infill Pattern




造形部の内部を充填する模様をインフィルパターン と呼ぶ.主に構造を強化する目的で利用され,特に 極小曲面構造であるジャイロイドやハニカム構造な
どは構造的に優れているため多く利用されている. 一方インフィルパターンを意匠として利用する取り 組みも見られる.Figure30では 独自のインフィル 模様を利用することで,空間を柔らかく区切るパー テーションとして機能させている.
Non-Planar slicing 一般的な3Dプリントで用いられる平面スライスで は平面的な切断面で形状をスライスすることでツー ルパスの生成をするが,非平面スライスでは平面的 ではなく形の輪郭に沿うような切断面で形状をスラ イスすることでツールパスの生成をする.このよう に形に応じて積層の流れを変化させることで,平面 スライスでは段々畑のようになってしまう形状で も,滑らかな積層で表現することができる.
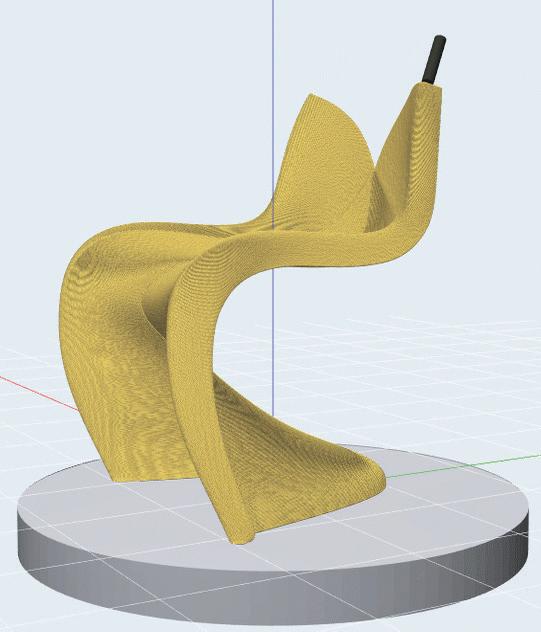
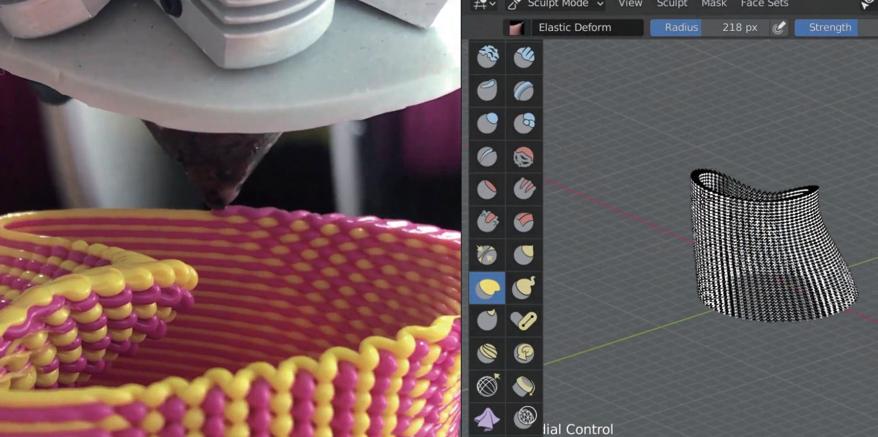
Conformal Slicing また非平面スライスの考え方を応用し,造形物や, 任意の構造物の表面をなぞるように樹脂を積層する 表現が存在する.Figure32は非平面スライスによ り造形された椅子の表面にアルゴリズミックに生成 された線の模様を造形している.二層積み重ねて造 形しており,内側と外側で色を変えることで,印象 的な質感を実現している
Polygonal Gcode Modeling 025 Polygonal Gcode Modeling 024 Figure 25: Private Commission by Philipp Aduatz, Incremental 3D [35] Figure 29: Print Your City by The New Raw [38] Figure 30: Gradient . Nazka by Aectual [39] Figure 31: Figure 32: Printing on 3Dprinted Surface [12] Figure 26: Figure 27: Figure 28: [37]Point Modeling

Fuzzy Skin
積層痕の輪郭をぼやかし,シボ加工のようなテクス チャを生むことでシームを目立たなくしたり,質感 を向上させる技法である.ツールパスを不規則に再 分割し,分割した点をXY方向に不規則に動かすこ とで,緻密なテクスチャを生み出している.

Related Works
Grasspiral Bench by Sekisai [2]




2021
座面を斜めに区切ることで,利用 者同士が適度な距離感で座れる ことを目的としたベンチである. オーバーハングやTravel-less等
Knitted Texture


ツールパスを構成する点の分布を制御することで, 緻密なテクスチャ表現を行う技法である.例えば層 ごとに互い違いになるように点を分布し,蛇行させ 吐出量や動くスピードを制御することで同様の表現 が可能となる.このように,ツールパスを構成する 点の配置,吐出量,スピード等を制御することで緻 密なテクスチャ表現が可能となる.
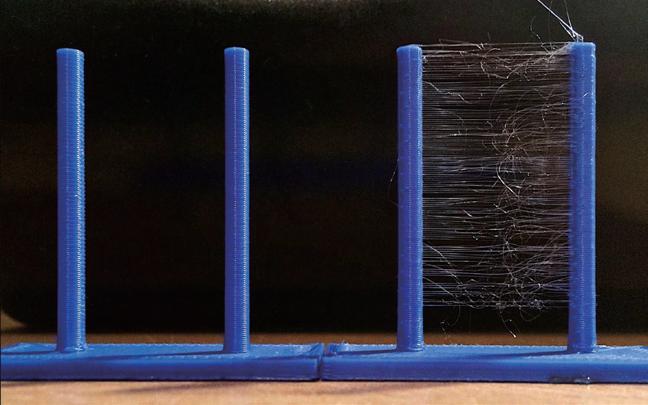
Retraction
トラベル動作やZシフト時に材料の押し出しを止め るのみならず,引き戻すことで材料が垂れるのを防 ぐ技法である.コンクリート等のペースト材の場合
は引き戻す事が難しいため,ノズルの先端に開閉式 のバルブを搭載し,適宜開閉を行うことで材料の垂 れを防ぐ事例も見られる.
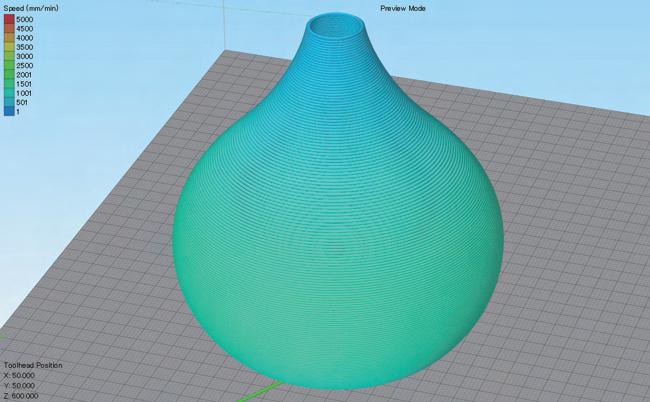
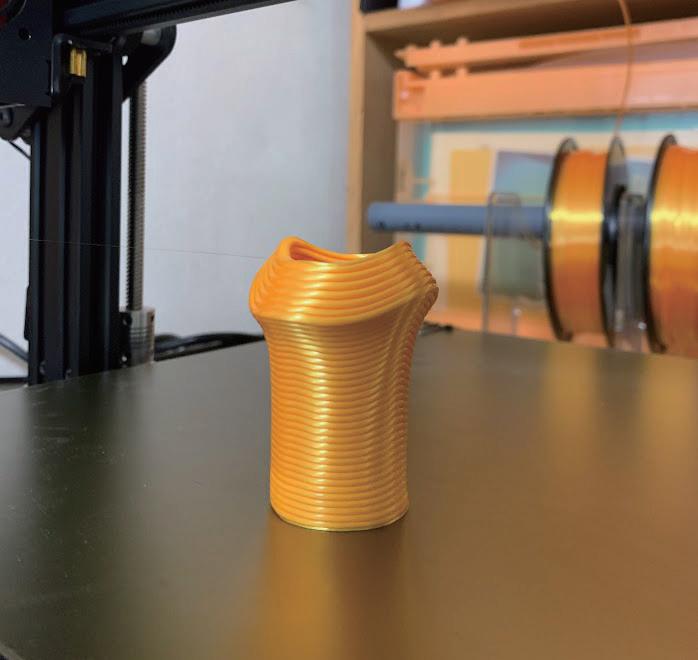
Speed Control
形状に応じて造形速度を調節することで,冷却不良 を防ぐ技法である.例えばFigure36のような形状 だと,すぼまった箇所では下の層が積まれてから次 の層が積まれるまでの時間が短くなり,冷却不良に 繋がる可能性がある.そこで次の層が積まれるまで の時間が均一になるように造形速度を調節すること で冷却不良を防ぐことが期待できる.
のエンジニアリング上の制約と, 座りやすさと言った機能的な要件 双方を満たす形状を実現してい
る. MAWJ
by MEAN [43]
2020
イームズラウンジアームチェアの プロポーションを参考にしつつ,
3Dプリントの可能性を最大限に 引き出すべくデザインがされてい
る.Blenderを活用した形状生成 と,Grasshopperを活用して点を 制御することで,アラビア海の波

を表現している.
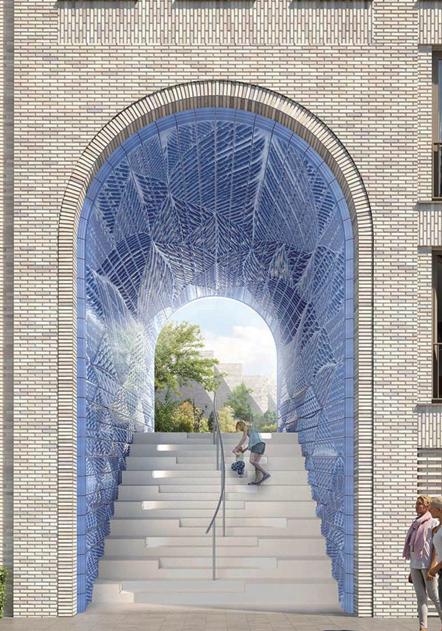
New Delft Blue by RAP [5]
2019 ~
デルフト陶器をセラミック3Dプ
Polygonal Gcode Modeling 026 Polygonal Gcode Modeling 027リントで建築パネルに応用する試 み.緑豊かな街並みから葉脈を抽 出し,その凹凸形状を工夫してデ ザインすることで3Dプリントだ からこそ現れるデルフトブルーの 表情を実現している.Figure 33: Fuzzy Skin [40] Figure 34: Woven Concrete furniture by XtreeE, Studio 7.5 [41] Figure 35: How to Reduce Stringing by Micheal Kelly [42] Figure 36: Speed Control
Modeling Software
造形上の制約が大きいMEX-3DPにおいては,3段階のモデリング技法を効果的に利用し,制約を拡張して いくことが重視される.しかしNon-Planarのレイヤー制御や,点レベルの制御など,細かい制御が可能なソ フトウェアは工学的設計の素養が求められる物が多く,デザインや彫刻に特化した設計者が簡単に扱えるも
のは少ない.本項ではスライサーソフトについての現状をまとめ,新たに求められるソフトウェアの方向性 を導き出す.
Slicer
CADで設計されたSTL等のデータからGcodeの生成を行うソフトウェアをスライサーと呼ぶ.モデリン グした形状を読み込めばパラメーターを設定するだけで線と点のモデリングを実行するため,手軽にGcode 生成が可能となっており,一般的にはこの形式のスライサーが用いられている.
Simplify 3D by Simplify 3D [44]

Cura by Ultimaker [45]
Curaはオープンソースのスライ サーソフトウェアである. 無料にもかかわらず,Simplify3D より豊富なインフィルパターン, FuzzyskinやWirePrintの機能を 持つ.またサードパーティ製の プラグインへの対応や,オープン ソース特有の開発スピードの高さ によって,幅広く使われている.



STLデータの曲率を解析し,形の 輪郭に沿ったツールパスを自動で 生成することができるソフトウェ アである. 3Dモデリングの際にわざわざ積 層痕の流れなどを意識せずとも,
Non-Planarツールパスの生成が 可能となっている.しかし形状解 析によって生成されるツールパス
が,審美性の面で望ましいもので
はない場合もある.そのため,3
Dプリント物の強度向上の面では 有用であるが,審美性の求められ
る場合には向かない.
Polygonal Gcode Modeling 030 Polygonal Gcode Modeling 031 5Axis Slicer by DOTX Control Solutions [46]Gcode Modeling Software

スライサーは手軽である一方,形を解析して自動的にツールパスを生成する特性上,線と点を場合に応じて 手動で定義する等の詳細なモデリングに限界がある.そこで前項で紹介したデザイン事例の多くは,形,線, 点のモデリングを同時に行なうことで,緻密にツールパスを制御するソフトウェアが利用されている.
Advance 3D printing with GH

by Diego Garcia Cuevas, Gianluca Pugliese [48]
Rhinocerosのノードベースプログ
ラミング環境であるGrasshopper を利用したスライサー作成手法が まとめられた書籍である.0から
スライサーを自作することを通し
Full Control Gcode Designer
by Andy Gleadall [49]Excelのシート上で1行ごとに命
令を記述することでGcodeの生 成を行うソフトウェアである.
移動速度や,吐出量を細かく指定
することが可能となっているた
め,Non-Planarツールパスや,テ
クスチャの付与が可能となってい
る.また三角関数などの数式に基 づいた軌道設計機能が充実してい
る.
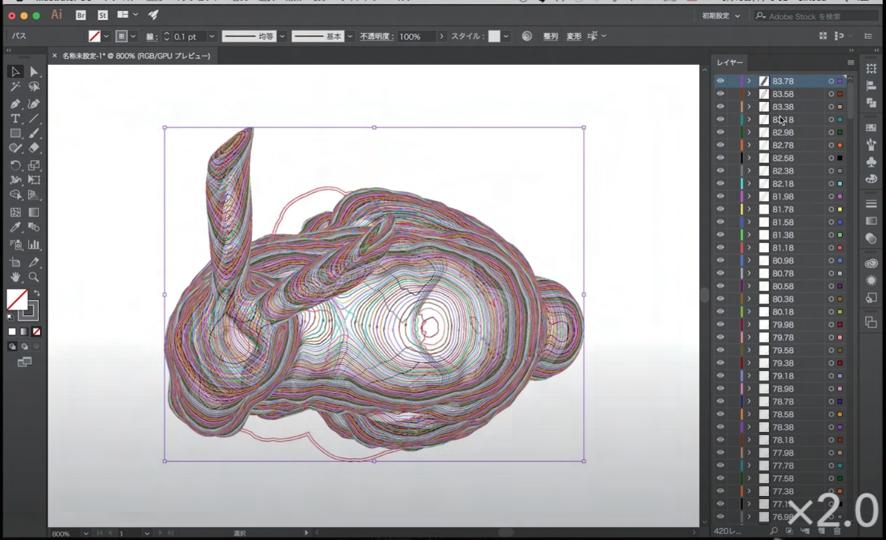
Fabrix
by Hiroya Tanaka [50]ベクターソフトウェアである Illustrator上でGcodeの編集を可 能とするプラグインである.
Illustratorの機能を利用して描画 したベクターデータにもとづいた Gcode生成や,スライサーで書き 出されたGcodeを読み込み,ツー

ルパスの修正や吐出量の制御が可 能となっており,グラフィックデ ザイナーがGcode編集すること を可能としている.
Problem Finding
Advance3DPrintingwithGH [48]やFullControlGcodeDesigner[49]のように形,線,点の モデリングを同時に行うソフト ウェアの多くは,ノードベースの プログラミングや数理的な作業 が求められるため,デザイン以 外のスキルが求められる.Zaha

HadidArchitectsなど,工学的設
計のスキルを持つデザイナーや,
デザイナーとエンジニアの密な協 力によって実現されているもの
が多く,そのような設計が行える
組織やデザイナーは少ない.そ こで本研究では,Fabrix[50]がグ
ラフィックデザイナーのGcode 編集を可能としたように,工学的
設計のスキルを持たずとも,高い
造形力を持つデザイナーやデジ
タルアーティスト自身で,容易に Gcode制御を可能とするソフト
ウェア制作を行う.
それによって大型MEX-3DP向け の設計者の増加と多様化を図り, さらなる社会実装を設計の側面か ら後押しすることが期待できる.
Polygonal Gcode Modeling 032 Polygonal Gcode Modeling 0332.Highly flexible shape
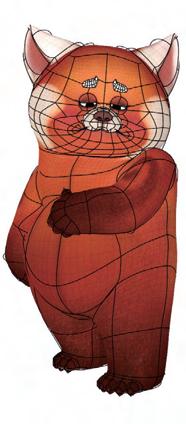
ポリゴンモデリングはCGアニメーション製作やプロダクトデザインに用いられており,有機的な形状生成 を得意とする.そのため型枠無しで有機形状を造形できる3Dプリンタと親和性が高いといえる.特にCG キャラクターモデリングでは手作業で複雑な形状をモデリングする必要があるため,ポリゴンモデリングソ フトにはトポロジー(CG業界でポリゴンの流れを意味する)を綺麗に構築するための様々な機能が備わっ ている.
Possibilities of Polygonal Modeling




本研究では造形力を持つ人が容易にGcode制御を可能とするソフトウェアを目指し,ポリゴンモデリングを ベースとしたスライサーを開発した.ポリゴンモデリングを利用することで,形のモデリングと同時に線と 点のモデリングが可能となる.また3DCGからプロダクトデザインまですでに利用されており,3Dプリ
ンタの得意とする有機的な形状生成に長けた潜在的設計者の人口も多い.本節ではポリゴンモデリングを応 用したGcode生成の利点と関連するソフトウェアについて述べる.
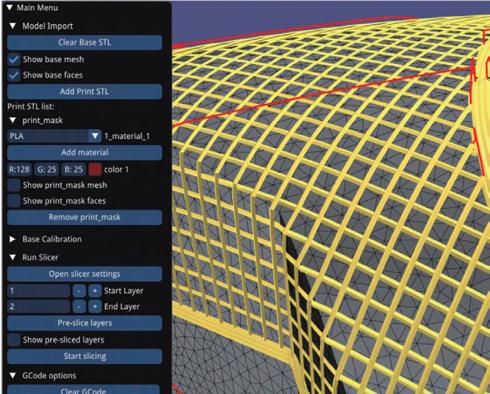
Features
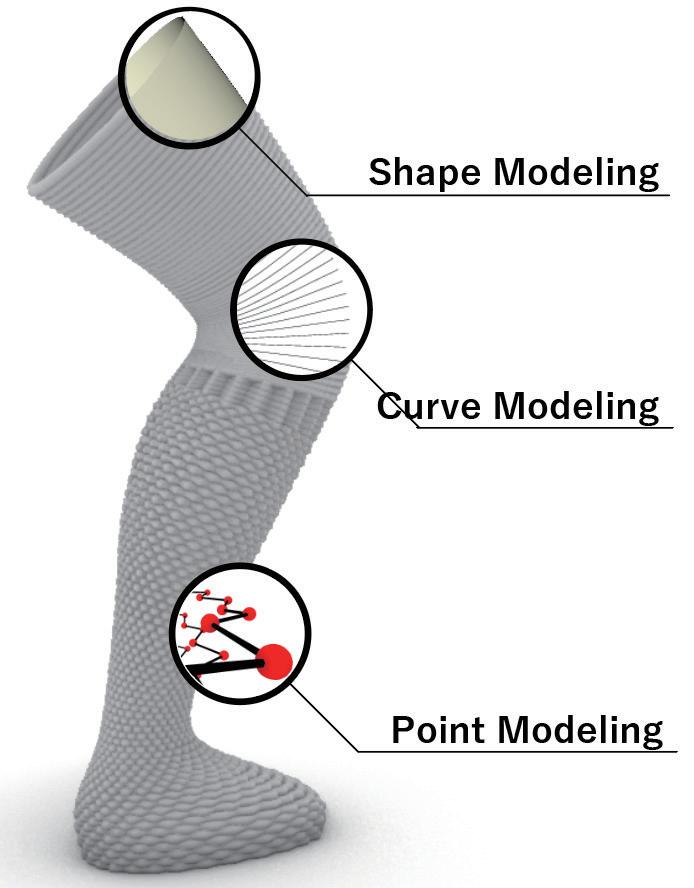
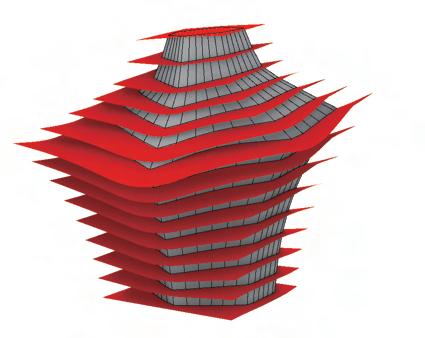
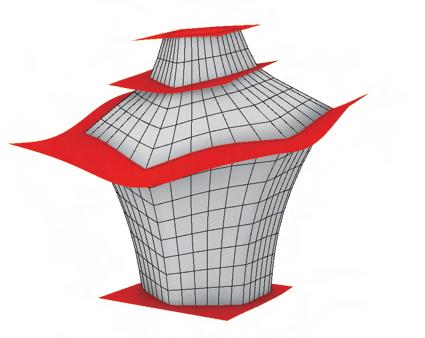
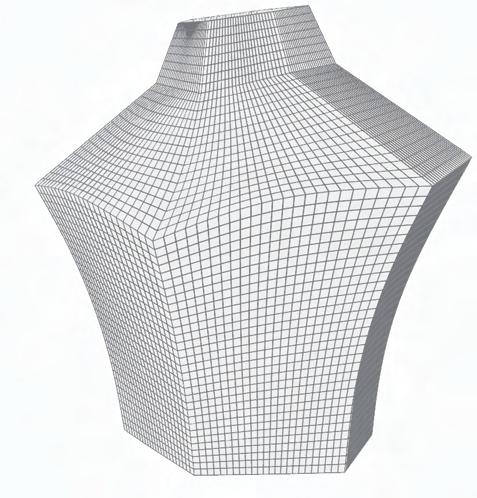
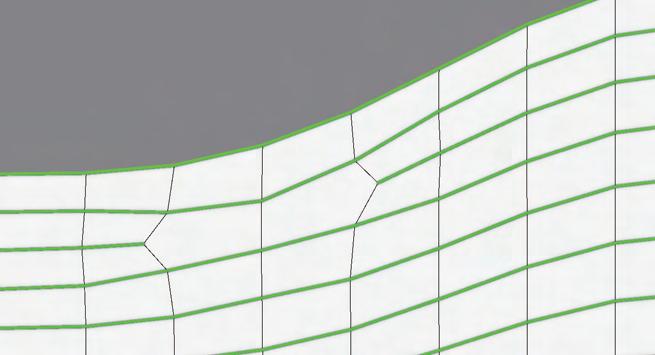
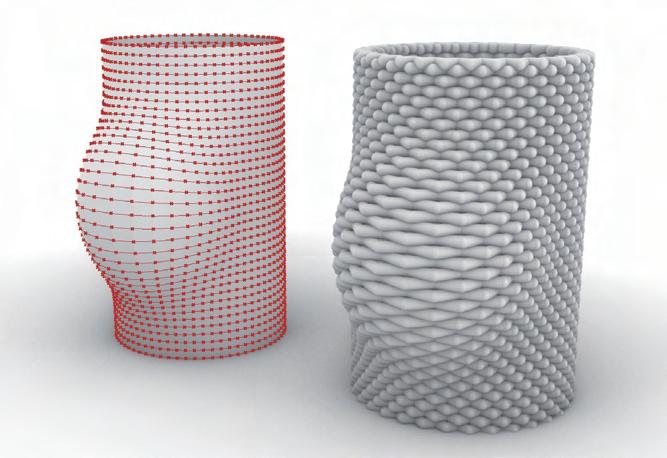
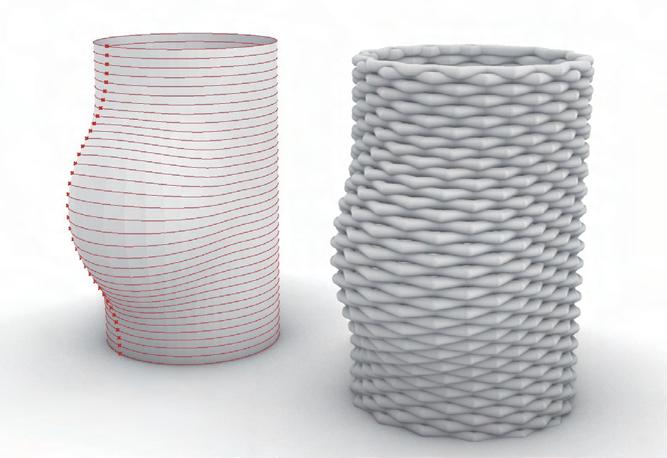
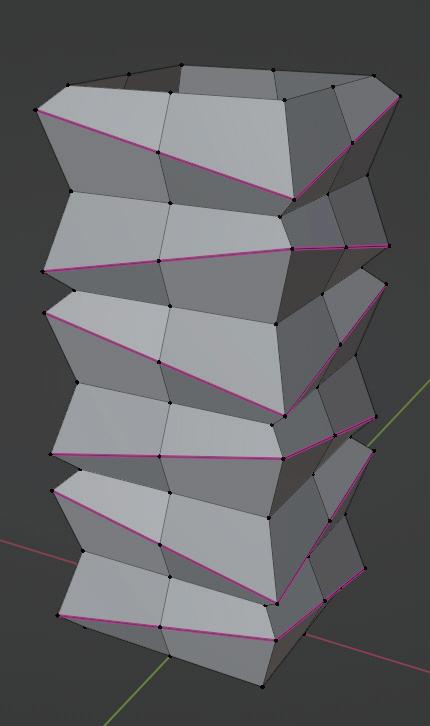
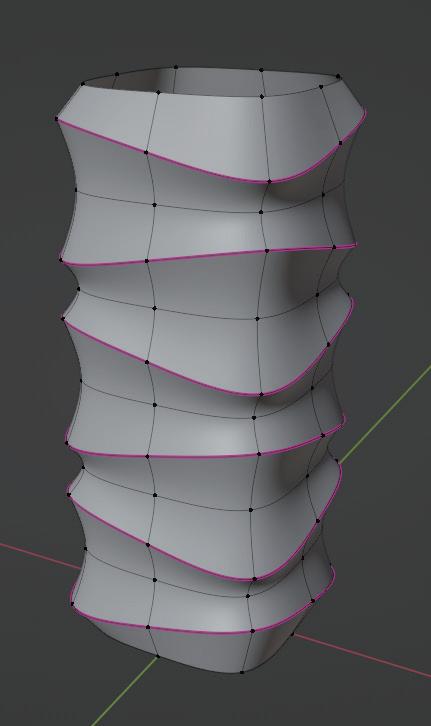
1.Precise Controllability

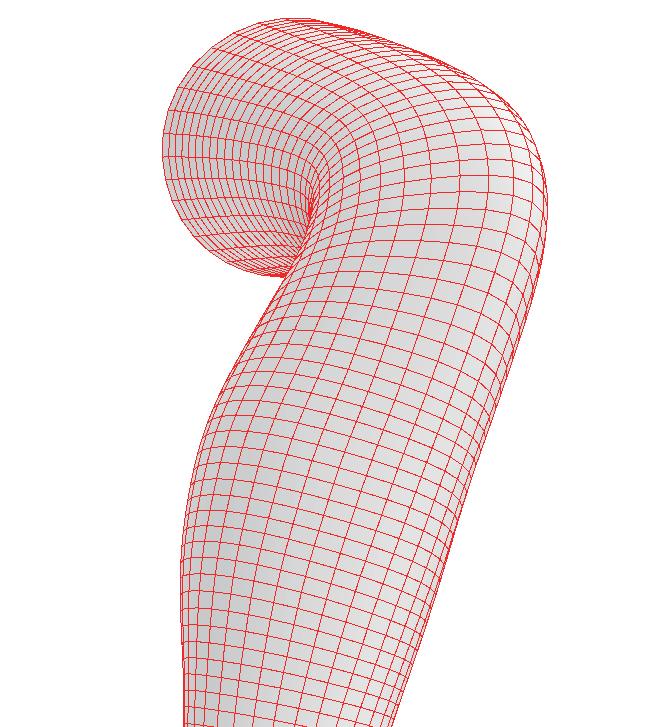
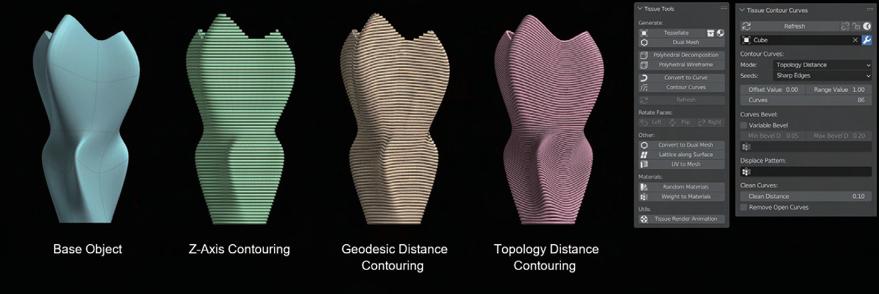
ポリゴンモデリングとは点と線で構成された多角形(ポリゴン)をつなげることで3次元形状生成を行うモ デリング手法である.一方3Dプリントも同様に点を結び,線を結んで行くことで3次元形状を造形する. そのためポリゴンモデルの横線を『線』の流れとして,縦線を『点』の分割として利用することで,手作業 で『形』『線』『点』の制御が可能となる.Figureではポリゴンモデルの横線にもとづいてNon-Planarツー ルパスを生成し,縦線の分割に基づいて網目のテクスチャ生成を行っている.
3.Many Professional Users
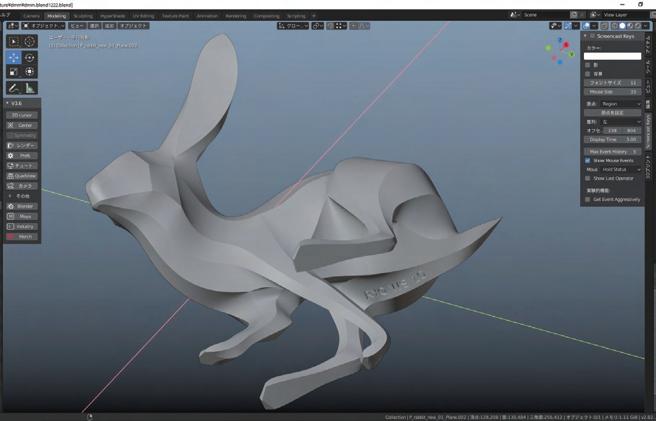
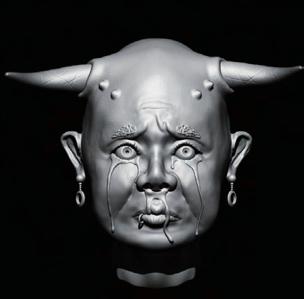
ポリゴンモデリングソフトは,CG,デジタル彫刻,プロダクトデザインなどで幅広く利用されており,ク リエイターが多数存在する.たとえばFigure39は彫刻家の萩原亮氏の作品で,Blenderを用いた彫刻制作 を行っている.高い造形力を持つ人々がMEX-3DP向けのデザインを容易に出来るソフトを作ることで, MEX-3DPの設計者の増加と多様化が期待できる.
Polygonal Gcode Modeling 036 Polygonal Gcode Modeling 037 Polygon Mesh Tool path Figure 37: Convert polygon model to tool path Figure 38: Example of Polygonal modeling [52][53] Figure 39: [54]Related Software
Ai Sync
by Ai build [55]
ロボットアーム3Dプリンタ向け
のスライス,製造管理ソフトであ
る.ポリゴンモデルをベースとし
たツールパス生成機能を有して
いる.Grasshopperのノードベー
スプログラミング機能をより簡単
に扱えるようになっており,それ
らを利用することでNon-Planar ツールパスの生成や点の制御な
ど,場合に応じてGcodeを自由 にカスタマイズすることが可能と なっている.また複数台の機材制 御や造形状況のモニタリングや吐 出不良の検知など,工業製品や大
型造形向けの機能が豊富に備わっ ている.
オペレーターを組み合わせること で,自由度の高いスライスが可能 な一方,今のところポリゴンモデ リングを活かした表現などにはあ
まり力を入れられていない.例え ばAiBuildが採用するNon-Planarツールパス生成手法はポリゴ
ンモデルの上下の輪郭に基づい
てツールパス生成を行う.Figure

41左上のように中間部の輪郭に 基づきたい場合は,輪郭部でポリ
ゴンモデルを3分割し,それぞれ
スライスしたものを合体すること
で,エッジに基づいたツールパス
Nozzle Boss
by Heinz-Loepmeier [56]
Blender上へGcodeをポリライ ンとして読み込み,Gcodeとして 書き出しが可能なアドオン(拡張
ソフト)であり,Blenderのモデ




リング機能を利用したGcode生 成を強みとしている.確認され ているものだと,Blenderのテク
スチャマッピング機能を利用し, Gcodeの速度制御を行うことでテ
クスチャ表現や,ポリゴンモデル
のトポロジーに基づいた線の生成
が可能なアドオンであるTissue を利用したNon-Planarスライス, ツールパスのスカルプト編集など

が可能となっている.
しかしNozzlebossは一般的なポ リゴンモデリングとは異なる形 式でモデル作成をする必要があ る.通常のポリゴンモデリングで は面を貼り合わせて一つの曲面を 作るのに対して,NozzleBossは Figure45のように1層ごとに切 り離された,短冊状のポリゴンを 入力する必要がある.読み込まれ
たGcodeや,あらかじめ積層ピッ
チに合わせて細分化された円筒形
状などを用意し,それに対してス カルプト編集を行う場合には使い やすいものの,ポリゴンモデリン
グで作成されたモデルを入力する には適さない.またスパイラル
ゴンモデリングの表現を容易に活 かせるようにすることに重心を置 くことで,差別化をはかる.
モードや,5軸制御といった大型
MEX-3DPに求められる機能が現 状ではない.
Polygonal Gcode Modeling 038 Polygonal Gcode Modeling 039Modeling
Work Flow
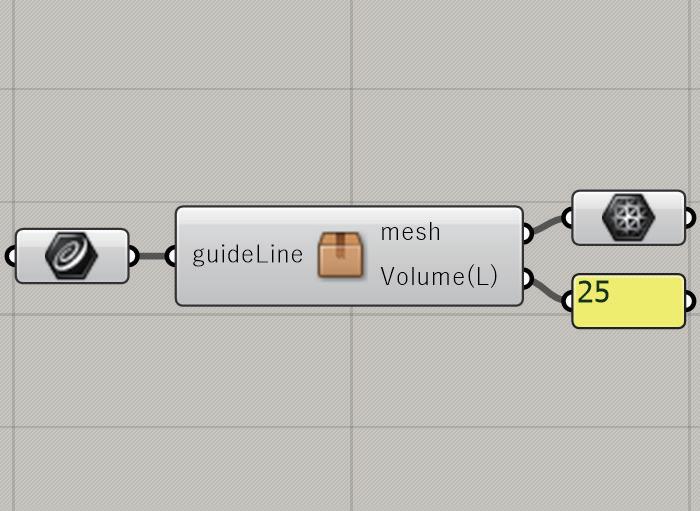
制作したソフトウェアは任意の3DCG,3DCADソフトで制作されたポリゴンメッシュを入力し,Gcodeの 生成までを行う.ツールの内部では,ポリゴンメッシュを読み込み,スライスに適したモデルかを判定する
1.Import,ポリゴンメッシュの横線に基づいてツールパスの生成を行う2.Slice,線を様々な方法で分割し
Gcodeの生成を行う3.PointEdit,プリント設定を行う4.Setting,書き出しを行う5.Exportに分けられる. 本項ではそれぞれの工程の詳細について述べる.
3DCG, 3DCAD Software





多くの3DCG,CADソフトウェ アがポリゴンモデリングの機能を 備えており,ソフトウェアごとの
特徴を利用したモデリングが可能 となっている.大まかな分類とし てはFigureのように示すことが
出来る.主にプロダクトデザイン
等で用いられるFusion360など
は寸法精度の求められる造形を得
意とする.アルゴリズミックデザ
インに特化したGrasshopperや Houdiniは手作業でのモデリング
では難しい形態生成を得意とす
る.MayaやBlenderなどの統合
型3DCGソフトは有機的な形状 生成やアニメーション制作に必要 なほぼすべての機能を有する.特 化型3DCGソフトのZbrushや 3D-Coatなどはスカルプトモデリ ングを利用した有機的な形状生成 に特化した機能を有する.
寸法精度の求められる形状生成 製品デザイン / 建築設計 / 機械設計 プロシージャルな形状生成 製品デザイン / 建築設計 / VFX 有機的なものを含む多様な形状生成 キャラクターモデリング / CGアニメーション 有機的な形状生成 キャラクターモデリング
Subdivision Surface

一般的にポリゴンモデリングソフトには,手作業で複雑な形状をモデリングするための機能が備わっている. ここでは多くのソフトに備わる普遍的な機能を紹介する. Overview
スライサーは3DCADのRhinocerosと,そのノードベースプログ ラミング環境であるGrasshopper 上で実装した.Grasshopperの 標準コンポーネントとRhino
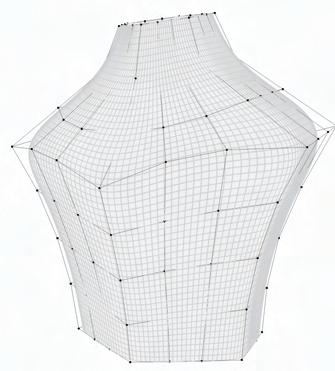
サブディビジョンサーフェスはポ リゴン数が少なく角張った形状 を,自動でなめらかな曲面形状に 変換する機能である.この機能 によって少ない制御点のみで有機
形状を作ることが可能となる.モ デリングの際はサブディビジョン サーフェスの適応前のモデルと適 応後のモデルを同時に確認しなが ら行うことができ,Figure50では
2080個の頂点を80個の制御点の みで制御を可能としている.細分 化にはCatmull‒Clarksubdivision と呼ばれるアルゴリズムが主に利 用されている.
ずれもライセンスフリーのオープ
Crease
サブディビジョンサーフェスを利 用すると,角ばりを持たせたい場 所も形状が滑らかになってしま
う.そのような場合にクリースを 利用することで,図のように任意
のエッジを角ばらせたり,その度
合を調節することで多様な形状生 成が可能となっている.この機能
はPixar社[72]がCGアニメー
ション制作向けにCatmull-Clark
subdivisionを発展させたもので, OpenSubDiv[64]というオープ
ンソースのライブラリとして公開
されたことで,多くの3DCG,3 DCADソフトで利用されている.
Import CAD上で制作したポリゴンモデルをインポートす
る.その際,形状的な成約として以下の3項目があ り,それぞれの条件を満たしていない場合この段階 でエラーがでる.
Quad Mesh Only 制作したツールはポリゴンメッシュの横線にもとづ いてツールパスを生成する.そのため頂点数が4点 で構成されるクワッドメッシュ以外が混在すると, 後述するSimpleSlicing以外では横線抽出工程が破
綻してしまう(Figure53).
Sculpting


ポリゴンモデリングから派生した
モデリング手法として,粘土をこ
ねるような操作で形状生成を行う
スカルプトモデリングがある.こ
のモデリング手法では,マウスで 選択した箇所に粘土を盛り付けた り削ることで形状生成を行うこと
ができ,より有機的な形状生成を 得意とする.しかしスカルプト 編集ではトポロジーが汚く,膨大
な数の三角メッシュとなるため,
データ量が非常に重たくなってし
まう.そこでスカルプトモデリン グの後に,トポロジーを綺麗に作
り直すリトポロジーを行う.リト ポロジーでは元の形状に沿ってポ リゴンを貼り合わせることで,少 ない頂点数で形を近似することが 可能となる.
Non-Collision Shape
非平面3Dプリントを行う際,Figure54のように 造形物と機械が衝突しない形状を設計する必要があ る.
Exceeding Inclination angle
3軸3DプリンタでNon-Planar3Dプリントを行う

場合,造形物がノズルに対して斜めに接するため, その傾斜角を考慮したデータを設計する必要があ
る.傾斜角が大きくなり,最大傾斜角を超えると造 形に荒れが発生する(Figure55).最大傾斜角はノズ
ル径,材料,温度,造形速度などに左右されるが, 25~40°の範囲内となることが多い.一方5軸3 Dプリンタは造形物に対してノズルが垂直に接する
ように傾けられるため,傾斜角の制限を受けずに造 形することが可能である.
Polygonal Gcode Modeling 042 Polygonal Gcode Modeling 043 Figure 51: Modeling Using Crease Figure 52: Sculpt and Retopology [63] Figure 53 Figure 54 Figure 55Slice
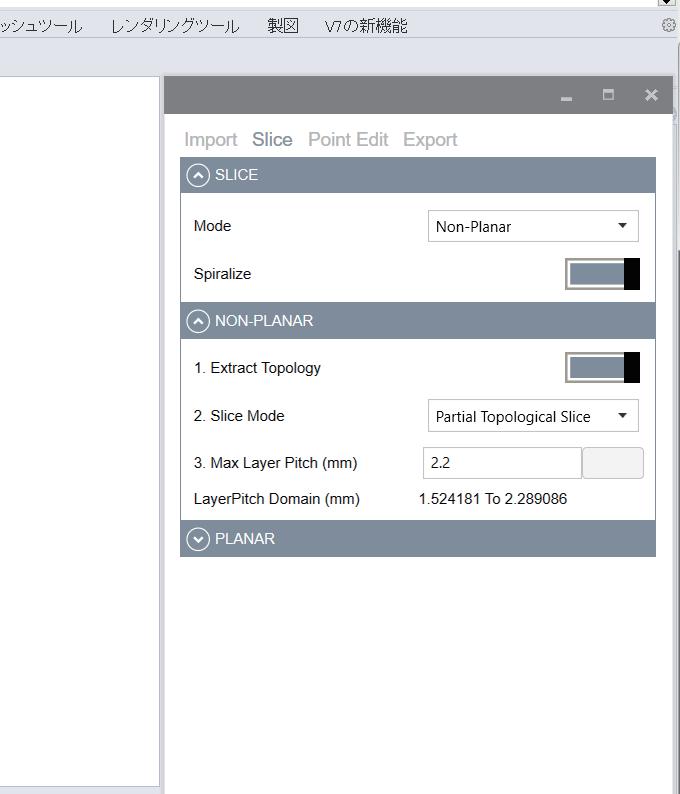
ポリゴンモデルをスライスし,ツールパスの生成 を行う.
① スライス方式を選択する
② ベースモードかZシフトかを選択する
③Rhinoコマンドラインの指示に従ってモデルを選択
④ スライス方式を選択する
⑤ 積層ピッチの最大値を指定する
⑥ 積層ピッチの結果を確認する
Slicing
ポリゴンモデル横線に基づいてツールパスの生成を行う.トポロジーを綺麗に作る必要度合いに応じて3種
類のスライス手法を選ぶことが可能となっている.
Simple Slicing 3Dモデルの上部と下部の輪郭 線に基づいてスライスを行う.中 間の輪郭線を無視してしまうもの の,トポロジーを綺麗に整える必 要が無く,モデリングの難易度が 低い.
Topological Slicing ポリゴンモデルを行った線の全て をツールパスとして利用すること








ができる.手作業で緻密な線制御 が可能だがモデリングの能力が求
めれられる.
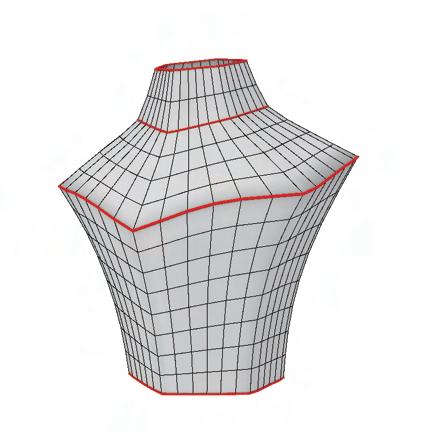
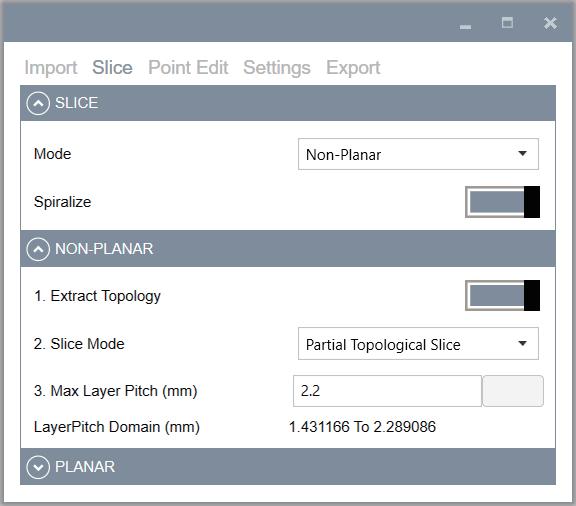
Partial Topological Slicing 選択した輪郭線のみに基づいてス
ライスを行なう.利用したい輪郭
以外は,緻密にモデリングする必
要が無いため,他のいいとこ取り
と言える.
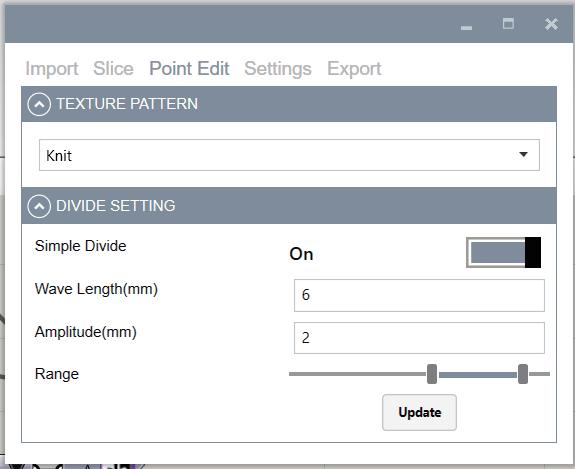
PointEdit 点の移動や,吐出量や造形速度の制御によってテク スチャを付与する.
① テクスチャパターンを選択
② 分割方式を選択
① 点の間隔を指定
① 点の振れ幅を指定
① テクスチャパターンを選択
Texturing
KnitとFuzzyのテクスチャと異なるテクスチャ同士を複合することが可能となっている.
Divide Setting
テクスチャ生成には円の外周を等間隔で分割する方法とポリゴンモデルの縦の分割に基づいた方法の2種類 が存在する.後者の方法を利用することで,モデリングの段階でテクスチャの密度を制御することが可能と なっている.
 Polygonal Gcode Modeling 044
Polygonal Gcode Modeling 045
Knit Fuzzy Mix
Polygonal Gcode Modeling 044
Polygonal Gcode Modeling 045
Knit Fuzzy Mix
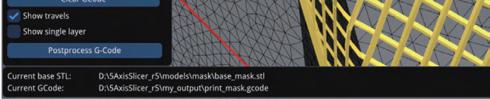
Export Print




① gcodeの書き出し
書き出し時には保存先とプロジェクト名を設定し,同名のフォ ルダに『通し番号_プロジェクト名_日付_.gcode』という命 名規則で保存される.同名のフォルダがない場合は,新たに作 り,その中に格納される.
② 造形する場所
デフォルトで造形範囲の左下隅に造形位置が設定されており, 左下隅からのオフセットを入力する.


出力の際は一般的な3軸制御に加えて,5軸制御の3Dプリンタに対応させた.5軸制御を利用し,ノズル を積層面に対して垂直になるよう傾けて造形することで,最大傾斜角や機体との干渉を抑えて造形すること が可能となる.
Gcodeの開始と終了動作の設定を行う.プロファイルから選ぶ 他に手打ちでの編集も可能となっている.

1層目の積層ピッチと吐出乗数を設定する.
③ 開始と終了動作の設定 ④ 積層ピッチ ⑤ ノズル径
フィラメント径,ノズル径,吐出乗数を設定する.
⑥ 造形速度の設定 ⑦ ブリム
ブリムの数と幅の設定とoptionのトグルで内部埋めか外部埋 めを選択することが可能となっている.
リトラクション
リトラクションの距離とスピードを設定する.距離を0にする ことで無効化が可能となっている.
Polygonal Gcode Modeling 046 Polygonal Gcode Modeling 047 3-Axis / Planar 3-Axis / Non-Planar 5-Axis / Non-PlanarSlicing Process
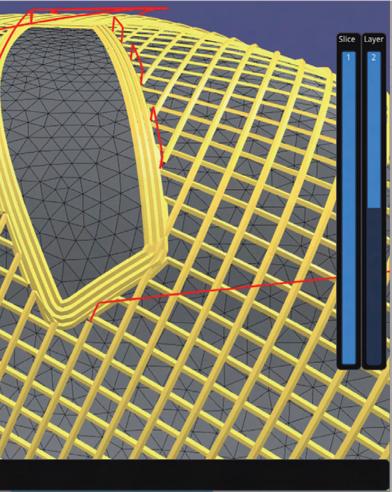
スライス工程ではポリゴンモデルの横線に沿った曲面で3Dモデルを切断し,その切り口をツールパスとし て取得する.そのため,どの横線に基づいて曲面を生成するかによって,ツールパスの仕上がりが左右され る.本ソフトウェアではトポロジーを綺麗に作る必要度合いに応じて,SimpleSlicing,TopologicalSlicing, PartialTopologicalSlicingの3種類を選べるようにした.本節ではスライス工程と,その種類の詳細につい

て述べる.
Method
スライス工程では3Dモデルから

ツールパスの生成を行う.大まか な流れとしては,積層ピッチの間
隔で並んだ曲面(スライス曲面)
で3Dモデルを切断し,その切り
口をツールパスとして利用する.
スライス曲面の生成方法として
は,まずポリゴンモデルの横線を
通る曲面を生成し,次に曲面同士
の間隔が積層ピッチ範囲内になる
よう補間することで得る(Figure
56).そのためどの横線に基づ
ツールパスの仕上がりが左右され
る.
本研究ではモデリングの段階でト
ポロジーを綺麗に作りこむ必要度
合いに応じて,3種類のスライス
面の作り方を用意した.
1つ目は,ポリゴンモデルの上部
と下部の横線に基づいてスライ ス面を作るSimpleSlicingであ






る.この方式では,上部と下部以
外の横線はツールパスに影響を及 ぼさないため,中間のメッシュが 汚かったり,クワッドメッシュで なくとも問題なくツールパス生成
が可能な特徴を持つ.一方中間の エッジが無視されてしまうため,
ポリゴンモデリングの特徴を生か
すことができない.例えば中間
部にエッジを持つような形状は,
エッジに沿ってツールパスが生成
されてしまう.
そこで2つ目の方式として,ポリ
ゴンモデルのすべての横線に基
づいてスライス曲面を作るTopologicalSlicingを実装した.
これによって,ポリゴンのトポロ
ジーをツールパスの流れに反映す ることが可能となる.一方ポリゴ
ンを綺麗にモデリングしないと積
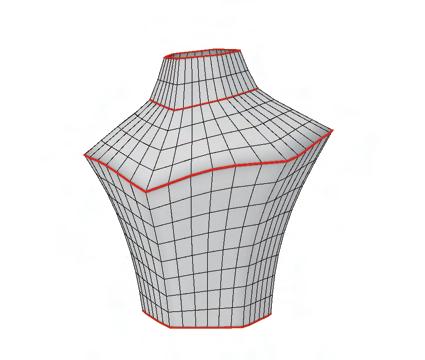
層痕が汚くなってしまう.そこで 3つ目の方式として,ユーザーが 選択するPartialTopologicalSlicingを実装した.これによって, 利用したい横線をユーザーが選択 できる.今回は,エッジの輪郭線 を強調したかったので,エッジの みを選択した.このように,状況 に応じてツールパスの生成方法を 使い分けることが可能となってい


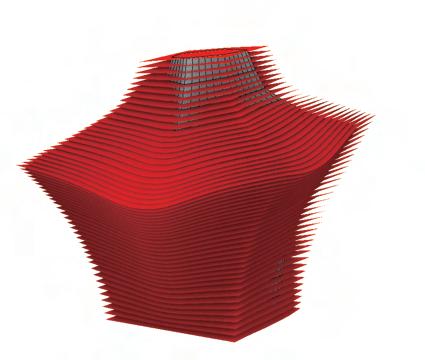
る.
Polygonal Gcode Modeling 048
Polygonal Gcode Modeling 049
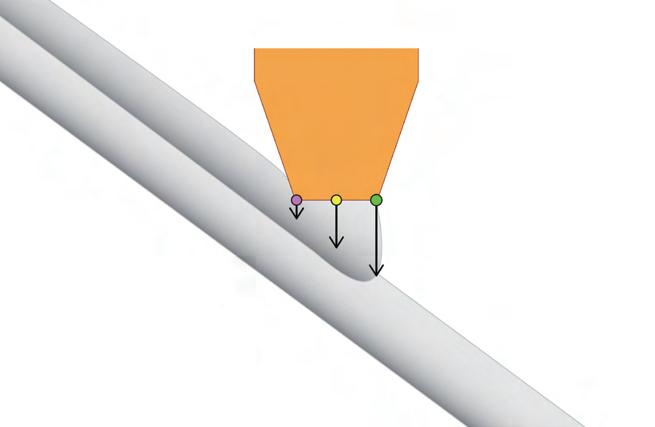
実際のNon-Planar3Dプリントに おける積層ピッチは6軸3Dプ リンタと3軸3Dプリンタで異 なる.Figure60はその違いを図 示したものである.6軸3Dプリ ンタでは,ノズルの先端から下の レイヤーまでの最短距離(最近傍
Flow Controll Process
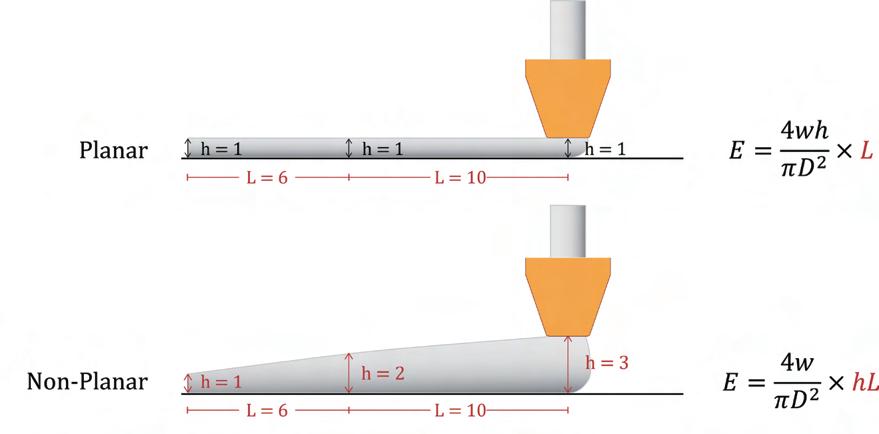

通常のPlanar3Dプリントの場合,積層ピッチが変化することは無いため吐出量は一定の割合となる.一方 Non-Planar3Dプリントの場合,場所に応じて積層ピッチが変化するため積層ピッチに応じて吐出量を変え てゆくことが求められる.本節ではNon-Planar3Dプリントにおける吐出量調節について述べる.
Method
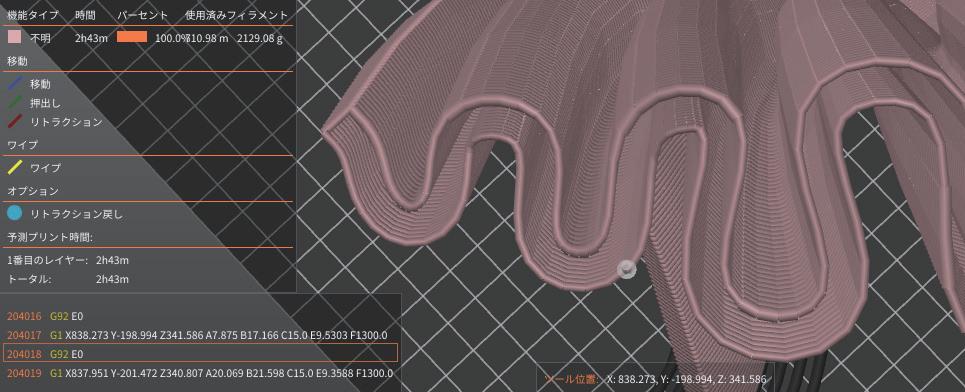
3DプリンタはGcodeと呼ばれ
る命令文で動作する.Figure57
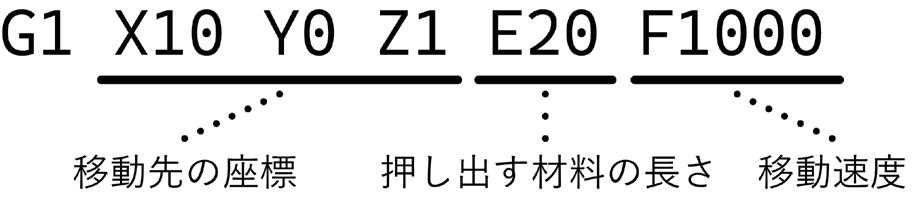
の1行目は(10,0,1)の地点に,
材料を20mm押し出しながら, 1000mm/minで移動することを 意味している.3Dプリンタはこ
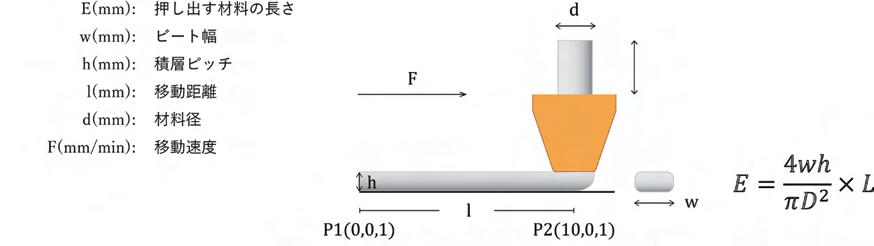
のように点と点の移動を繰り返す ことで造形を行なう. Gcodeにおいて押し出す材料の 長さを指定するE値はFigure58
の計算式で導くことができ,通常
のPlanar3Dプリントの場合は, ビード幅,材料径,積層ピッチが
一定となるため移動距離のみが変 数となる.一方Non-Planar3D
プリントの場合は,Figure59の ように場所ごとで積層ピッチが変 化する.そのため移動距離に加え
て積層ピッチを1点毎に指定する
ことで,ビード幅を一定に保った
まま造形することが可能となる.
点)までの距離が積層ピッチとな
る.一方3軸3Dプリントの場合 は,図のようにノズルが下の層と 垂直とならず地面に対して垂直に
なる.そのため点Aを下のレイ ヤーに対して重力方向に投影した
点との距離が積層ピッチとなる.
しかし三次元的に見ると,重力方 向に下のレイヤーがあるとは限ら ない.そのため,実際には各レイ ヤーをスライスするサーフェスに 対して投影したテントの距離を積 層ピッチとして利用した.
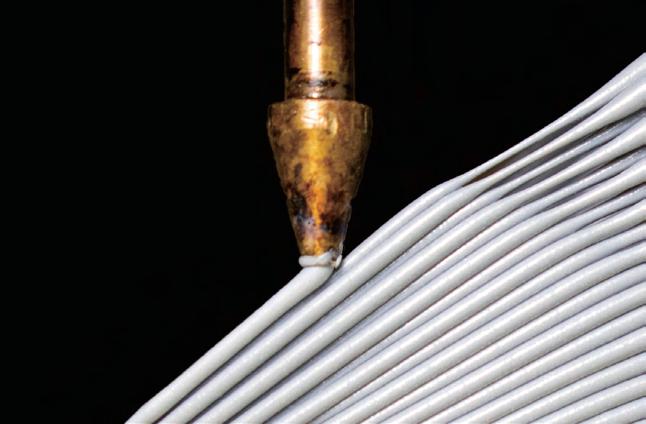
Problem
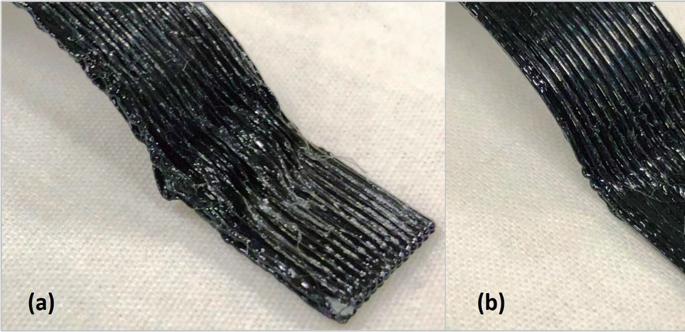
実際に3軸Non-Planar3Dプリ
ントを行ったところ,Figureのよ
うに部分的に造形荒れが生じてし
まう.これはPlanar3Dプリント
や5軸Non-Planar3Dプリント
とは異なり,3軸Non-Planar3D
プリントは積層面とノズルが垂直
ではなく,傾斜がついた状態で積
層を行うためである.この傾斜の
角度(以下傾斜角)が造形に及ぼ
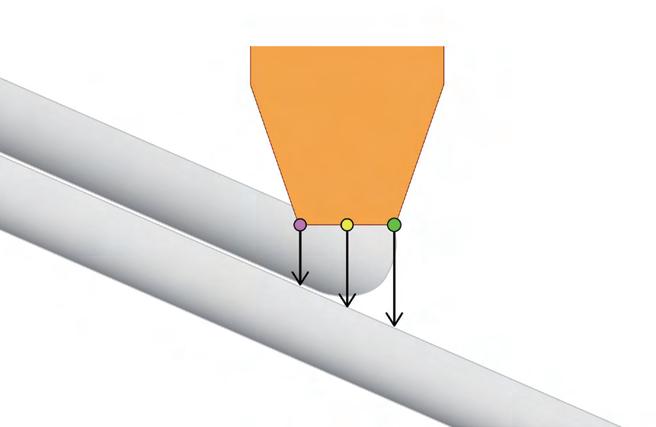
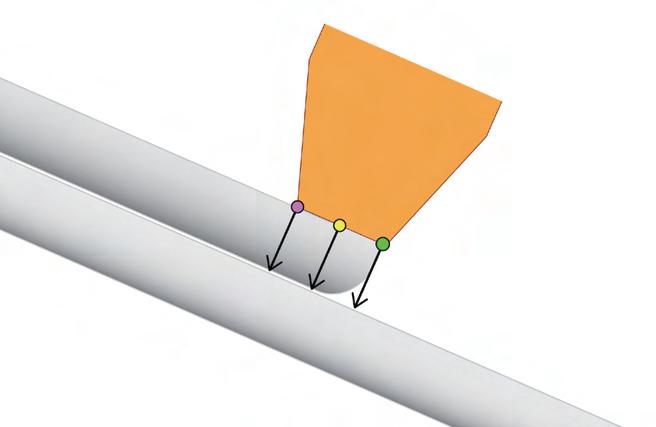
す影響をFigure61に示した.ノ ズルの中央をCenter,進行方向に
対して後方をBack,前方をFront
とした時の造形の距離を観察した
図となっている.Planar3Dプリ ントの場合は3点全て積層ピッチ が一定となっている.対して3軸 Non-Planar3Dプリントの場合
は,ノズルが造形物に対して垂直 に接しないため,BackとFrontの 積層ピッチに誤差が生じる.上り 坂の際はFrontが小さく,下り坂 の際はBackが小さくなる.この 傾斜角が小さい分には影響は少な いが,傾斜角が大きくなるほど差 が大きくなり,造形に影響を及ぼ し始める.
Polygonal Gcode Modeling 051 Polygonal Gcode Modeling 050 Back Center Front 6Axis Non-Planar 6Axis Non-Planar 3Axis Non-Planar具体的な影響を見ると上り方向と
下り方向で荒れの生じ方に違いが ある.登り方向ではFrontが1層 前のレイヤーを削り,その上から
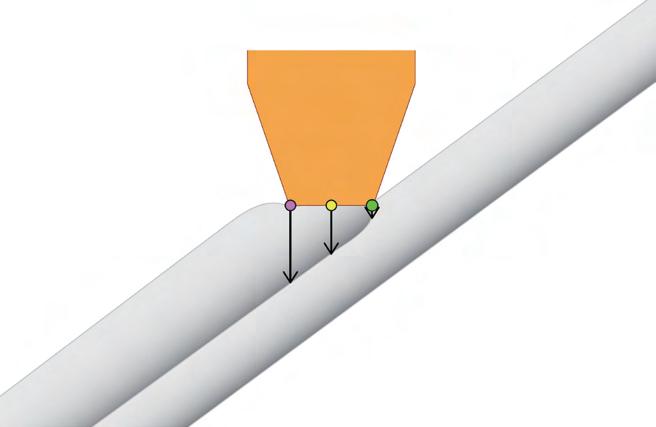
Centerを基準に設定された積層 ピッチを遥かに上回ったBackか ら樹脂が吐出されるため,樹脂が 隆起するように積層されているこ
とが分かる.対して下り方向では,
積層ピッチの高いFrontから吐出 された樹脂をBackが削りながら 造形するため,上り方向のように
目立った造形荒れを起こさないも
のの,通常よりも吐出幅が広がっ てしまう事がわかる.このように 登り方向では樹脂が凸状に盛り上
がるように積層され,下り方向で
は凹状に溝が掘られたように樹脂
が積層される.最終レイヤーでは この違いが顕著に現れるため,研

磨による均質化や目立たない場所 になるよう設計する等の工夫が求 められる.
Solution
最大傾斜角は,ノズル径,扱う材料,温度等多くの因子によって左右さ れるため,図のように最大傾斜角を計るサンプルを造形する手法を採 用している.角度とレイヤーピッチの対応関係は定式化できるため, シュミレーションすることも可能と思われる.またノズルがレイヤー を削るのを回避するために,傾斜角が急な部分で造形物からノズルを 少しだけ遠ざける手法がAutoDesk社より提案されている[73].
 Polygonal Gcode Modeling 052
Polygonal Gcode Modeling 053
Polygonal Gcode Modeling 052
Polygonal Gcode Modeling 053
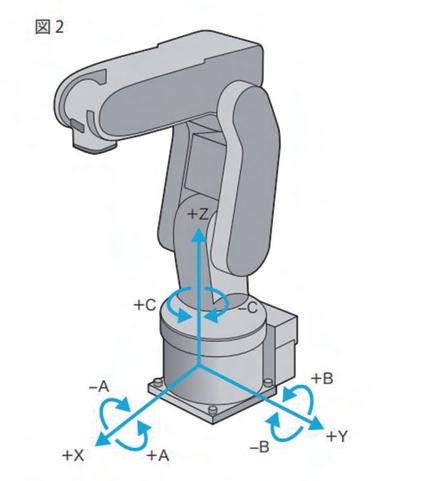
6軸制御を行うにはGcodeでヘッ ドの傾きを指定する必要がある. ロボットアームはX,Y,Z軸に加 えて,各軸回りの回転角度RX, RY,RZを指定することで,ヘッ ドの傾きを表現することが出来 るため,本研究で使用したArchi
Tilt Controll Process


6軸3Dプリンタではヘッドを傾け,積層面に対して垂直に近づけることで最大傾斜角の制約を受けずに造 形することが可能となっている.しかし傾き制御を行う際,特に角度変化が大きい箇所では造形速度の低下 と,造形荒れなどの問題が生じてしまう.本節では6軸3Dプリントにおける傾き制御に関して述べる.



Method
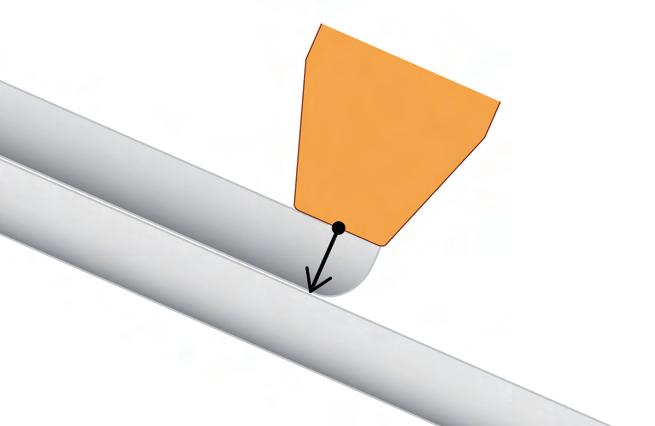
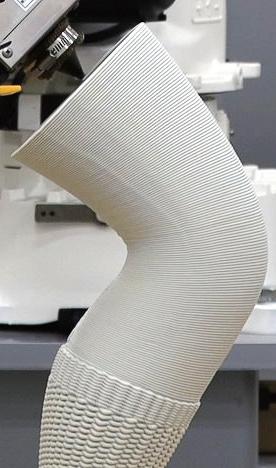
ノズルを傾けて造形を行なう6軸
3Dプリントを利用することで, 最大傾斜角や機体との干渉を抑え て造形することが可能となる.
Figure64はノズルを傾けずに Non-Planar造形した場合と,積 層面に対して垂直になるようノズ

ルを傾けて造形した場合とを比較 したものである.ノズルを傾けず に造形した方は,傾斜角がきつく なるに連れて造形荒れが認められ
る.更に傾斜角がきつくなること
で,ヘッドと造形物の干渉が生じ ている.一方6軸3Dプリントで
FabMAIはGcodeにRX,RY,RZ をそれぞれA,B,Cで指定(固定角 でRX→RY→RZの順)する仕 様となっている.そのためFigure 66のように指定することで,傾き
の制御が可能となっている.実際 に出力する際はRZの変化はノズ
ルの傾きに影響しないため,RZ を一定に保って出力を行う場合が 多い.傾きにはGcodeの各々の点 における,スライス曲面の法線ベ クトルを利用した.
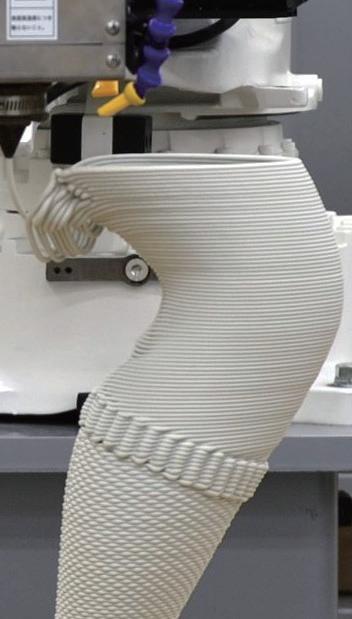
Polygonal Gcode Modeling 054 Polygonal Gcode Modeling 055Problem
実際に6軸制御でサンプル造形を 行ったところ,造形物の側面に意 図せぬ凹凸が生じた(Figure68). 上から見ると,ビート幅が不安定
であることが認められる.傾斜角 が大きく変化する箇所で樹脂の吐 出が増えている(Figure69).
6軸3Dをプリントではノズル
先端の移動動作に加えて,ノズル



の傾きを変更する動作が必要であ り,その動作に時間を要すること
が要因として考えられる.
傾きの変化が少なければ造形速度 を保つことが出来るが,変化が大
Solution
解決方法としては,角度変化の速度を上げる,速度調節をするなどが挙 げられる.ロボットアームは安全対策として関節の角速度に制限が設 けられているため,安全対策を行いつつこの制限を引き上げることで, 造形品質の向上が期待できる.一方移動速度を上げると,その分アー ムの各関節に使われるモーターに負荷がかかり,許容された負荷を超 えてしまうと,ロボットアーム安全装置が作動し停止してしまう.そ のため,速度制限を解除する場合は,最大負荷を超えない範囲で動作さ せることが求められる.速度調節は角度変化が大きく造形速度が遅い 箇所に合わせて全体の速度を低下し,速度を均一にすることで造形を 安定させる方法である.YeoJungYoonらはヤコブ行列の逆行列を利用 して各点での角度変化に要する時間を求め,それに基づき全体の速度 の均一化を行っている[66].
Polygonal Gcode Modeling 056 Polygonal Gcode Modeling 057Table of Works
制作したソフトウェアを用いて,個人製作,共同制作,ユーザーテストを行った.求める表現に応じて複数 のモデリングソフトを利用し,各ソフトウェアの機能を生かした造形表現を実現した.
Works
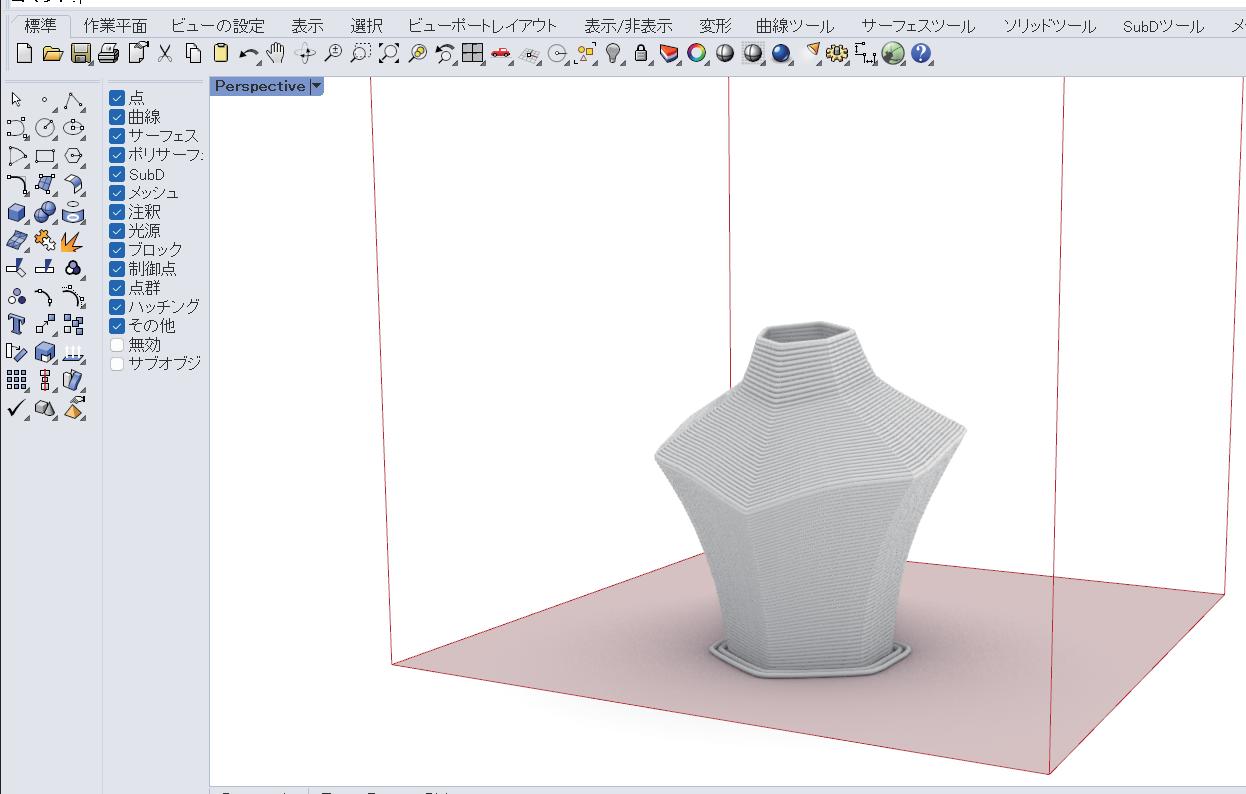
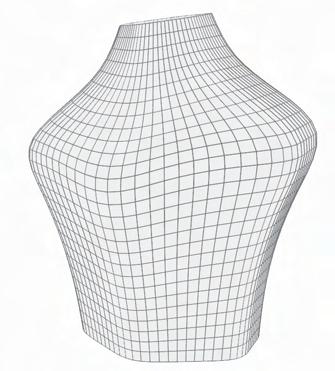
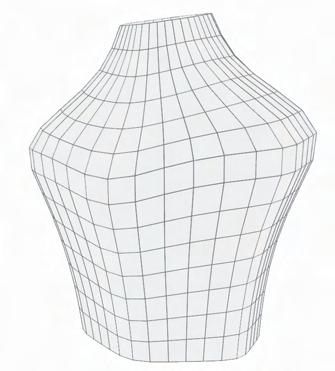
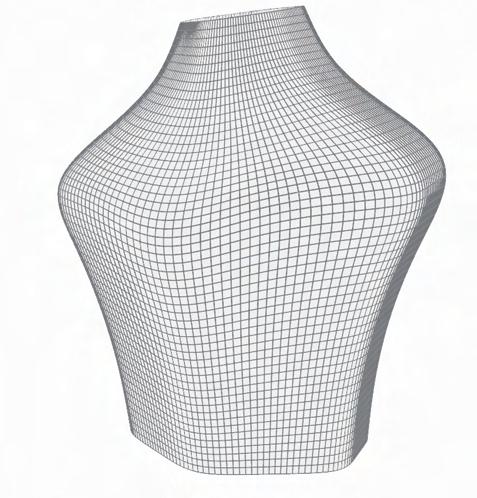
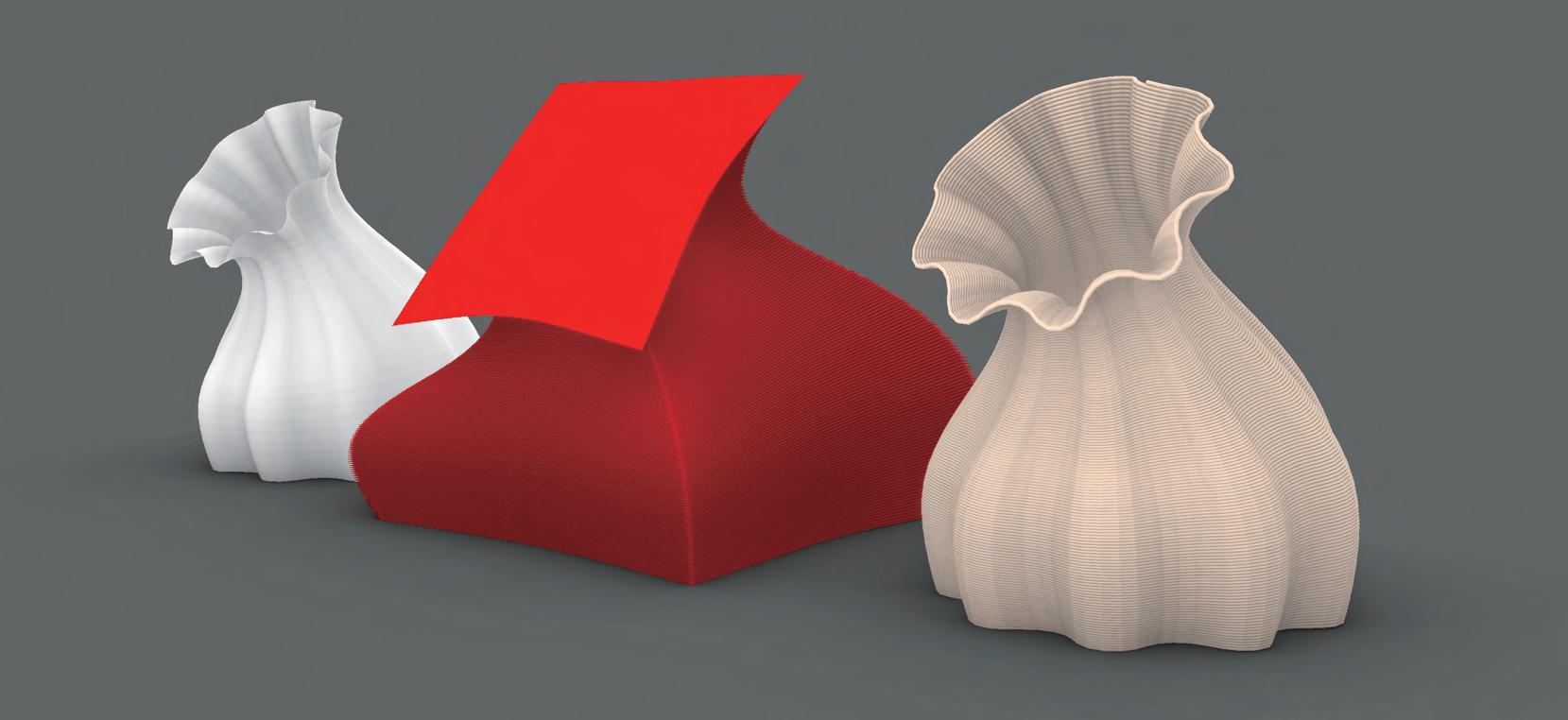
Torso


Modeling Software : Blender
Scale :W250 D140 H260 mm
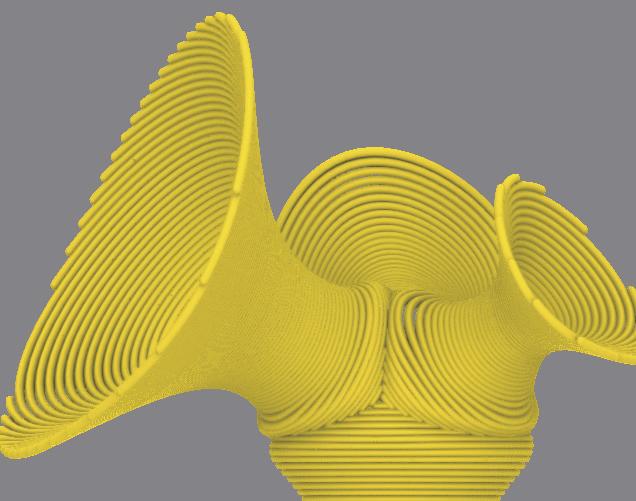
ネックレス向けのトルソーである.ペンタゴンネックをベースとし, ネックラインに沿ってNon-Planarで積層することで輪郭を際立たせる 効果を狙った.
Podium
Modeling Software:Blender
Scale :W400 D400 H900 mm
商品陳列用のテーブルである.再資源化のしやすさと3Dプリント特 有の表情の両立を目指した.クリースを利用した折板構造で強度を担 保しつつ,上下に揺らすことで目を引き付ける効果を狙った.
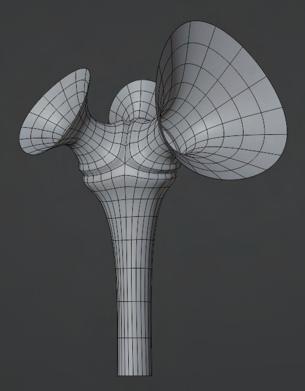
Branch Structure
Modeling Software : Blender
Scale : W275 D280 H350 mm
ポリゴンモデリングが得意とする枝分かれ構造と,有機的な造形の融 合を試みた習作である.実際の木の枝を参考に,分岐部分に微妙なふ くらみを持った有機的な構造を与えた.

Polygonal Gcode
Modeling 060
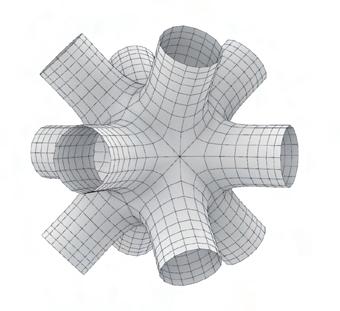
Octet Truss Joint


3D Modeling Software:Rhinoceros + Grasshopper
Scale : W250 D250 H100 mm
オクテットトラスのジョイントである.Rhinoceros+Grasshopperは, 幾何学的なジョイント構造を設計するための機能を豊富に持つ.そこ でBranchStructureとは異なる方向性での分岐構造の価値を探った.
Mannequin Leg

3D Modeling Software:Blender , MakeHuman
Scale : W280 D110 H500 mm
靴下のテクスチャが施された足のマネキンである.6軸3Dプリンタ を利用した自由度の高い形状と,ポリゴンモデリングを利用した網目
表現を施した.
DECO

3D Modeling Software : Rhinoceros + Grasshopper

Scale : W250 D250 H100 mm
ペットのようなコンポストである.ペットとしての器によって,土壌 微生物と人の共生関係に対する意識の増長を図った.またGrasshopper を利用することでパラメトリックなサイズ変更を可能とした.
Collaboration
Torso with reaction diffusion
3D Modeling Software : Blender, Zbrush
Scale :W250 D140 H260 mm

チューリングパターンをあしらったトルソーである.筆者が制作した トルソーのポリゴンモデルをベースに,Bさんがスカルプトモデリング ソフトであるZbrushの機能を利用して模様を施した.
Users Works
Dust Box
3D Modeling Software : Fusion 360
Scale : W600 D600 H800 mm
渋谷区スポーツセンターのために作られた資源回収ボックスである. 蓋を開けやすいよう切り口が手前に向けて斜めになっており, Non-Planarによって切り口が平らであるため密閉性を確保している.
Polygonal Gcode Modeling 061
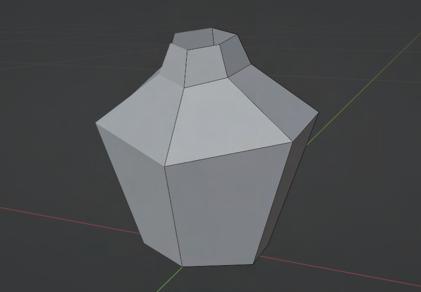
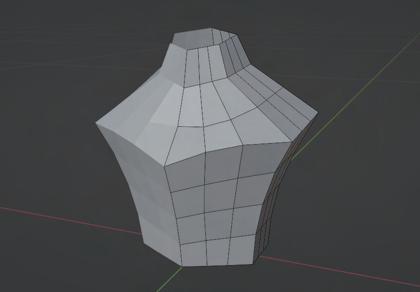
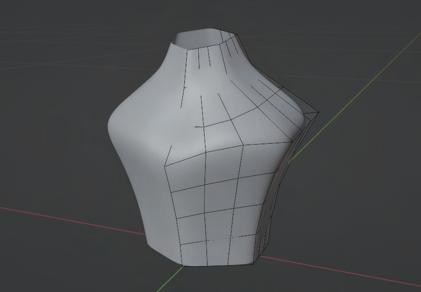
Making
a.ModifierのMirrorを利用し,底面の輪郭線をモデリング
b.線を押し出す
c.全体を大まかにモデリング



d.LoopCutを利用してメッシュを分割し,細かくモデリング
e.ModifierからSubdivisionSurfaceを適用し,輪郭を滑らかにする


f.角ばらせたい箇所を選択し,creaseを適用
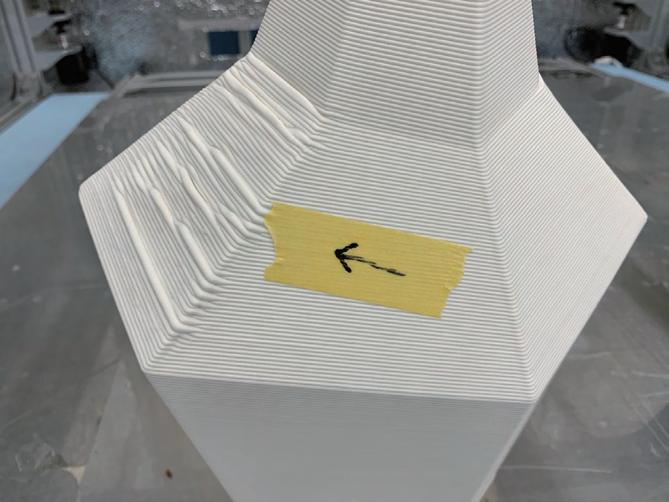
Concept
ネックレス向けのトルソーである.筆者が所属するデザイン事務所である積彩[2]と,サイン・ディスプレ イを専門とする光伸プランニング[67]との協業である空間印刷所のラインナップとして制作を行った.ペ ンタゴンネックをベースとし,輪郭を際立たせるためにNon-Planar3Dプリントで造形を行った.
Discussion この制作をツール開発の初期段階に行ったため,プロトタイプの段階ではFigure70のように最大傾斜角の 超過による造形荒れが多々生じてしまった反面,Non-Planar積層に対する理解を深めることができた.表現 の面ではPartialTopologicalSlicingを利用してFigure71の様に角張った形状に沿って積層することで,よ り輪郭を際立たせられている.

 Polygonal Gcode Modeling 062
Polygonal Gcode Modeling 062
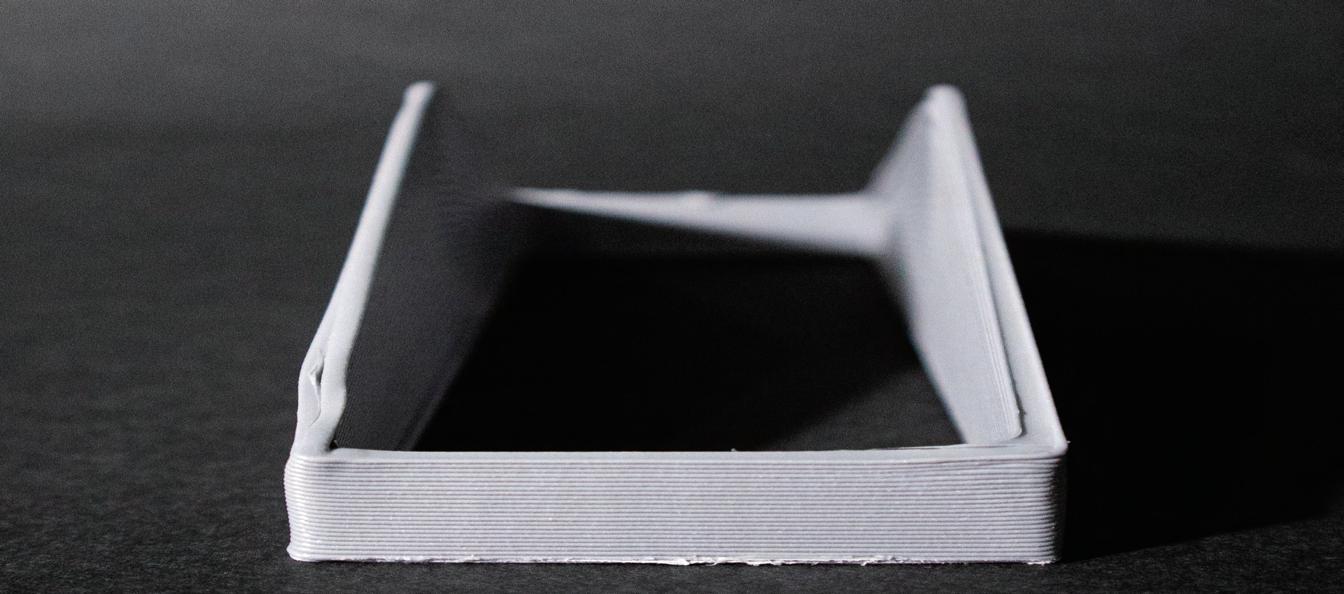
Podium
:
Material : PLA

Print Time :

Concept
商品陳列用のテーブルである.トルソーと同様に空間印刷所のラインナップとして制作を行った.空間印刷 所は3Dプリントを活用した循環型の製造システムと3Dプリントならではの魅力的な表現によって,空間 装飾における持続可能性と豊かな演出の両立を目指している.そこで再資源化のしやすさと3Dプリント特

有の表情の両立を目指した.3Dプリント物の壁をなるべく薄くすることで破砕を容易にし,その分構造を 保つべく表面に折板構造の要領で折り目を与えた.また折り目に上下に揺れる動きを与え,視線を引き付け る効果を狙った.
Making
d.


a.ベースとなる形状をモデリング
b.ModifierのArrayを利用し,上方向に複製
c.サブディビジョンサーフェスを適用
d.2.5mmノズルを利用して造形
e.フィラメントリールの制限により,3kg以上は一体造形できないため中央で分割し造形を行った
f.溶剤タイプの接着剤を利用して結合
Discussion
折板構造によって,少ないフィラメント量でもたわみの発生を防ぐことができた.また連結部分をクリース の箇所に合わせたことで,継ぎ目を目立たなくすることができた.一方サブディビジョンサーフェスを利用 したモデリングでは,角のRなどを厳密に指定できないため,この形状においてはサーフェスモデリングで の構成が向いていると感じた.

Branch Structure
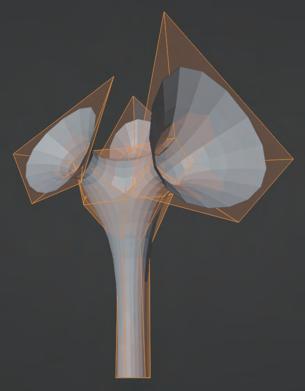
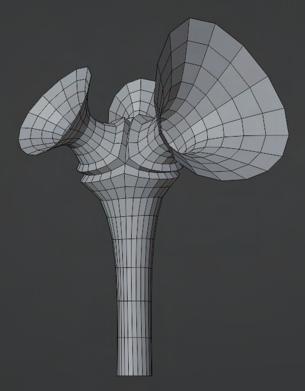
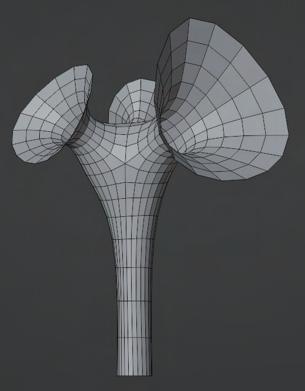

Scale : W275 D280 H350 mm
Material : PLA

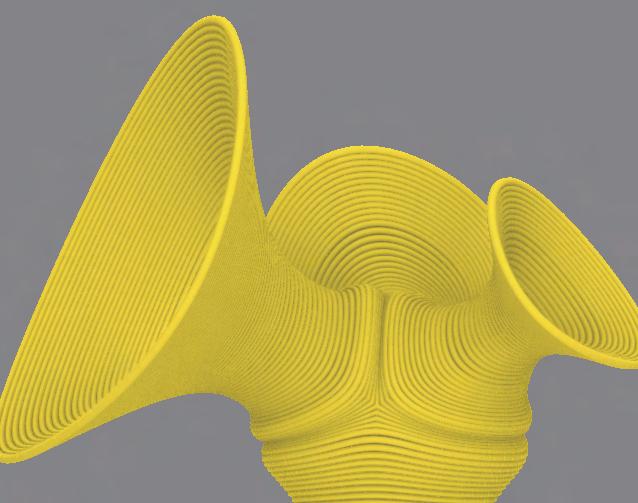


Print Time : 5h

Concept
木の枝のような有機的な分岐を持つ構造である.一般的に枝分かれを持つ形状は面の張り合わせが複雑にな るためサーフェスモデリングでは難しいとされる.一方ポリゴンモデリングはキャラクターモデルの胴体と 腕の様にメッシュが分岐構造を得意とする.そこでポリゴンモデリングが得意とする枝分かれ構造と,有機 的な造形の融合を試みた.実際の木の枝を参考に分岐部分に微妙なふくらみを持った有機的な構造を与えた.
Making
a.b.c.d.
e.f.
a.modifierのサブディビジョンサーフェスを利用しながら大まかにモデリング
b.サブディビジョンサーフェスを適用
c.分岐の付け根部分に膨らみをつける
d.サブディビジョンサーフェスを適用
e.各枝の付け根でパーツを四分割し,更にモデル全体が非平面レイヤーであるためサポート材となるベッド 上で造形
Discussion
平面レイヤーでスライスした場合と比較すると,枝の付け根の積層が途中で途切れることなく接続してお り,より美しい積層痕となった.一方溶着で固定化されているため構造的には弱く,インフィル等で強度を 担保することで応用先が広がると考えられる.
Polygonal Gcode Modeling 067 Polygonal Gcode Modeling 066Joint For Octet Truss





Scale : W250 D250 H100 mm
Material : PLA




Print Time : 1h20m
Concept
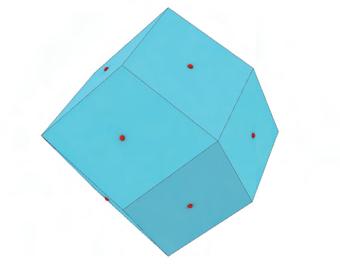
オクテットトラスのジョイントである.オクテットトラスは軽量かつ剛性の高い構造として建築領域におい て用いられ,一般的に菱形十二面体をベースとしたジョイントとフレームによって構成される.このジョイ ント部をポリゴンモデルをベースに制作することで,BranchStructureの有機的な分岐構造とは異なる価値
を探った.設計には幾何学的なジョイント構造を設計するための機能を豊富に持つRhinoceros+Grasshopperと多面体のアセットがまとめられたプラグインであるRhinoPolyhedraを用いた.
Making
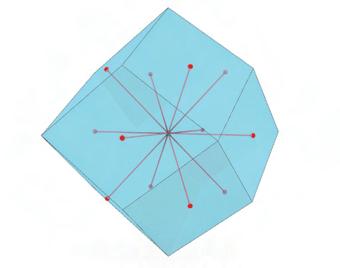
a.多面体のアセットがまとめられているプラグイン RhinoPolyhedraを利用して菱形十二面体を生成
b.各面の中点を取得
c.各面の中点と菱形十二面体の重心を結ぶ線を作る d.線のみを取り出す e.MultiPipeコマンドで取り出した線を選択し,ジョ
イントの原型を構築
f.ジョイントを枝ごとに分割 g.ジョイントを細分化し枝同士を接着するのりしろ
部を構築
h.スライス
i.造形
j.はんだごてで各パーツを溶着
Discussion
各枝の積層痕が連続して接続されることで,独特 な印象を持つテクスチャとなった.一方,Branch Structureと同様に溶着であるため強度の面ではジョ
イントの機能を果たさない.そのためジョイントと して機能するにはインフィル構造などを工夫する必 要がある.またSR2のように,構造強度ではなく, 枝分かれ構造を配管ダクトとして利用するような方
向性も考えられる.
Polygonal Gcode Modeling 068 Polygonal Gcode Modeling 069Mannequin Leg



Scale : W280 D110 H500 mm

Material : Recycled PP
Print Time : 55 min
Concept
靴下のテクスチャが施された足のマネキンである.モデリングの段階で靴下の境界線や網目の密度を組み 込むことで,線と点のモデリングを実践した.設計には人体モデルの生成に特化した3DCGソフトである MakeHumanと,Blenderを利用し.オーバーハングが急な形状であるため,ArchiFabMAIの5軸制御を 利用して造形を行った.
Making
a.MakeHumanを利用して人体生成を行った.スポーツシューズを想定して,筋肉質のパラメータを設定し た.
b.MakeHumanで生成したモデルをBlenderに読み込み,形状とトポロジーの手直しを行った. c.スライス工程でKnitのテクスチャを付与した
Results
Planarスライス,3軸Non-Planar,5軸Non-Planarで比較を行った.Planarスライスで制作したものは, 積層痕の方向が実際の靴下の網目に即していないため,積層痕が意匠としての意味持たず,ノイズとなって しまっている.他方Non-Planarスライスの場合は,ポリゴンのトポロジーにそって積層されていることで 積層痕が自然な仕上がりとなっている.またPlanarスライスではオーバーハングに耐えられない箇所や3 軸Non-planarでは最大傾斜角の制約により造形が荒れてしまう箇所も,5軸Non-Planarでは綺麗に造形可 能であることを確認することができた.またMakeHumanを利用したポリゴンモデル生成によって,オー ダーメイドでテクスチャを持ったのマネキン製造フローとしての有用性が考えられる.
Polygonal Gcode Modeling 070 Polygonal Gcode Modeling 071 Figure 73: Interpolation of MakeHuman characters by Manuel Bastioni [69] a.b. 3-Axis / Planar 3-Axis / Non-Planar 5-Axis / Non-PlanarMaking Grasshopperを利用し,線を入力すれば自動でコンポストの外形を肉付けするプログラムを作成した.人が 投入し易いように首を斜め上に向けたような構造を持ち,その影響でオーバーハングが急なためArchiFab MAIの5軸制御を利用し,SFCオープンリサーチフォーラム2022(ORF)にて,造形の実演を行った.


Concept

DECOはペットのようなコンポストである.一般的なコンポストは生ゴミや落ち葉を堆肥化する装置であ るため,その中で分解を行う微生物に対して意識を向けるようには作られてはいない.そこでコンポストの 外形に土壌微生物の化身としての造形を付与し,"小さな同居人"に対する意識の増長を図った.結果的に生 ゴミを捨てるだけの体験からペットに餌を与えるようなよりポジティブな体験への転換を目指した.設計に はGrasshopperを利用することで,家庭に合わせてパラメトリックなサイズ変更を可能とした.
Results
実際にコンポストとして利用したところ容量が小さ すぎたため,1日分の生ゴミで一杯になってしまっ

た.造形したものはORFのデモンストレーション



の都合上,小型で容量が少なかったためより大きな サイズへの変更が求められる.また1日で生じた
200gの生ゴミが分解されるまで,2週間要した.こ
の結果に基づいて,最適な容積の設計や形状の設計, 入力パラメーターの検討などを行う必要がある.
 Polygonal Gcode
Modeling 072
Polygonal Gcode
Modeling 072
Concept
チューリングパターンをあしらったトルソーである.チューリングパターンはシマウマや魚などの生き物の 肌に多く見られる模様であり,数学者のアラン・チューリングによってそのメカニズムを数学的に証明され たことで,シュミレーションが可能になった.筆者が制作したトルソーのポリゴンモデルをベースに,Bさん

がスカルプトモデリングソフトであるZbrushのテクスチャマッピング機能を利用して模様の生成を行った.

Making
a.ベースとなるトルソーのポリゴンモデルをZbrushに取り込み,UV展開を行う.
b.ZbrushのSurfaceNoize機能を利用してチューリングパターンのビットマップ画像をUVにマッピング c.画像の黒い部分に合わせてポリゴンモデルの表面を隆起させる.
d.プロシージャルに画像のサイズや凹凸度合いを調節した後,書き出し
e.Bさんからobj形式で3Dモデルを頂き,筆者がスライス,3Dプリントを行った.

c.d.
Discussion
Bさんはスライサーを使わなかったが,3Dモデルの作り方さえ把握すればコラボレーションが出来ること を確認できた.またZbrushが得意とするテクスチャマッピング機能を利用した形状生成とNon-Planarツー ルパスの掛け合わせを実現した.引き続きツールパス生成でのコラボレーションを検証していきたい.
User Profile
User : A
Age : 30s
BackGround : Bさんは光伸プランニングで3Dデータ設計を 行なう傍ら,Zbrushを利用したデジタル造形師

として個人でアート作品の製作を行っている.

Q1 : 3Dデータ制作方法を理解し,データが作れるようになるまでどれぐらい時間がかかりましたか? すぐに理解できた
Q2 : このスライサーは有用でしたか? はい|ノンプラナーが可能な事で面の流れや有機的な表現がしやすい.
Q3 : 改善してほしい点や追加してほしい機能はありますか?
・設定値変換時の処理速度
・処理可能なデータ形式の拡大
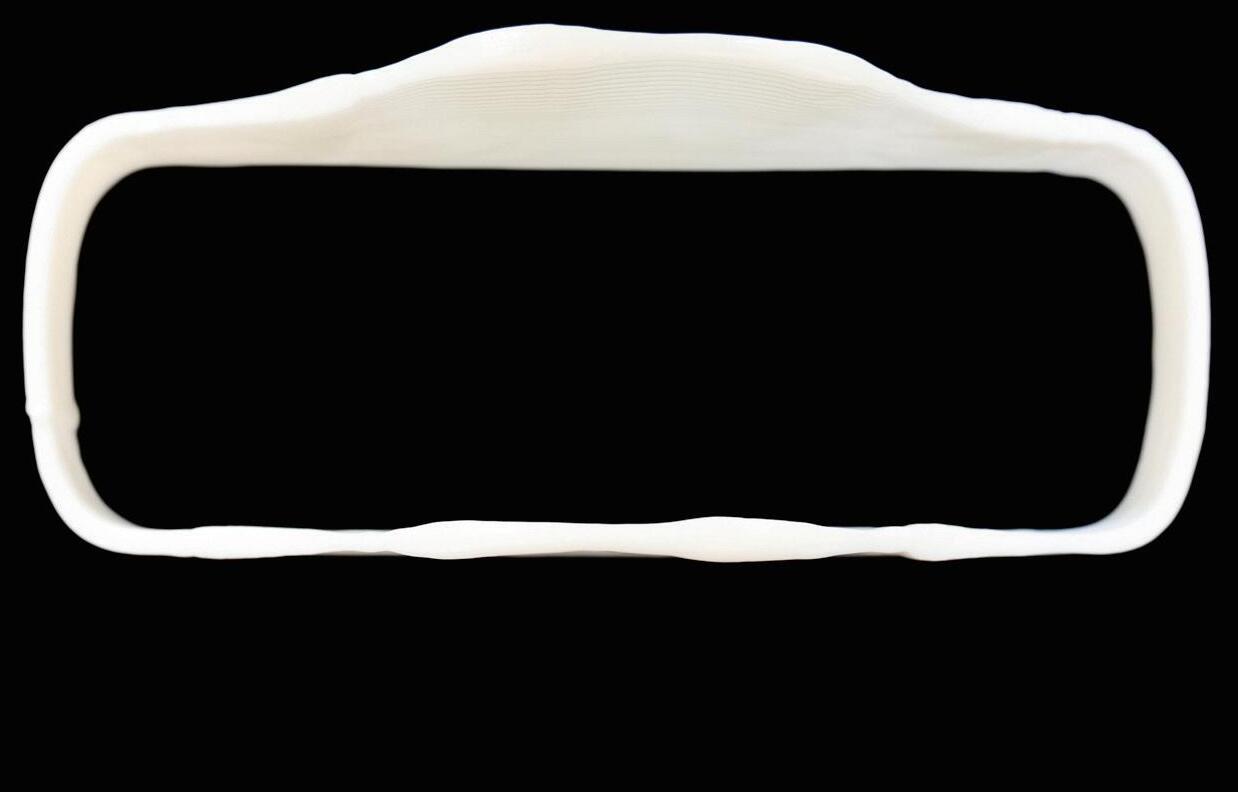
Polygonal Gcode Modeling 074 Polygonal Gcode Modeling 075 Torso Scale : W250 D250 H100 mm Material : PLA Print Time : 1hRecycle Box
Scale : W600 D600 H800 mm
Material : Recycled PE
Print Time : 6h

Concept
株式会社光伸プランニングが渋谷区スポーツセンター向けに製作を行った資源回収ボックスである.食品ト レイや紙パックの回収を想定し,匂いや虫が発生しやすいもののために開閉式の蓋が備わっている.また蓋 を開けやすいよう切り口が手前に向けて斜めになっており,Non-Planarの積層痕によって切り口が平らであ るため密閉性を確保している.
Making
Fusion360のフォーム編集を利用し,形状生成を行


い,ペレット式3Dプリンタで造形を行った.蓋の 部分は,カッティングプロッタでアクリルを切り出 して制作されている.
Discussion
3Dモデリングのスキルがあれば,1時間ほどで習得可能であることを確認できた. 一方Aさんは実務上Fusion360のソリッドモードで制作を行うことが多いため,場合に応じてサーフェスモ デルもスライスできるようにして欲しいとの要望があった.また設定ファイルの記録機能が無いなど,ユー ザビリティの低さが浮き彫りとなった.

User Profile
User : B
Age : 50s
Back Ground : Aさんは光伸プランニングで長年illustratorを利 用した2Dグラフィック製作を行っている.3年 ほど前から業務でFusion360を利用した3Dデー タ設計を行っており,光造形機での出力や,一般 的なスライサーを利用した3Dプリントの経験, Fabrixを利用し,Illustrator上でのGcode操作の 経験を持つ.
Q1 : 3Dデータ制作方法を理解し,データが作れるようになるまでどれぐらい時間がかかりましたか? 1時間
Q2 : このスライサーは有用でしたか?
はい|グラスホッパーやGコードに詳しくなくても,ノンプラナーや様々なテクスチャデータでの造 形が簡単にできたから


Q3 : 改善してほしい点や追加してほしい機能はありますか?
・ポリゴンモデル以外を使いたい時が多いので,サーフェスモデルやNurbsモデルにも対応してほし い
・プリント設定の保存
・インポートしたデータのサイズ表示機能とリサイズ機能
 Polygonal Gcode Modeling 077
Polygonal Gcode Modeling 076
Polygonal Gcode Modeling 077
Polygonal Gcode Modeling 076
Conclusion
本研究では,MEX-3DPで用いられる造形技法とそれを実現するソフト ウェアの現状を踏まえて,工学的設計とは異なる背景を持った人,例え ばデジタル造形に特化した人が簡単にGcode編集できるソフトウェア
を開発することで,大型MEX-3DP向けの設計者の増加と多様化がは かれると考えた. そこで,デジタル造形に広く用いられるポリゴンモデリングで直感的 に形状,ツールパス,Gcodeの制御を可能とするソフトウェアを開発
し,実制作とユーザーテストを通してその有用性を検証した.実制作 では3DCG,3DCADソフトを利用し,各ソフトの特徴的な機能を用い た造形表現を実現した.ユーザー実験では,3Dモデラーにツールを利 用していただき,容易なGcode操作が可能であることを初期的に確認
することができた. 一方6軸造形時における造形荒れや,ユーザビリティの低さ,Rhinocerosに依存している点など表現や普及の制約につながる課題が残った.

特に有料のRhinocerosを持たない人にとっては導入障壁が高いため, NozzleBossの様にオープンソース3DCGソフトウェアであるBlender への実装やAiBuildの様にブラウザベースへの移行が求められると感
じた.
またユーザー実験においては,ポリゴンモデリング特有の表現を利用 した事例は現時点では得られていないため,ソフトウェアの改善を行
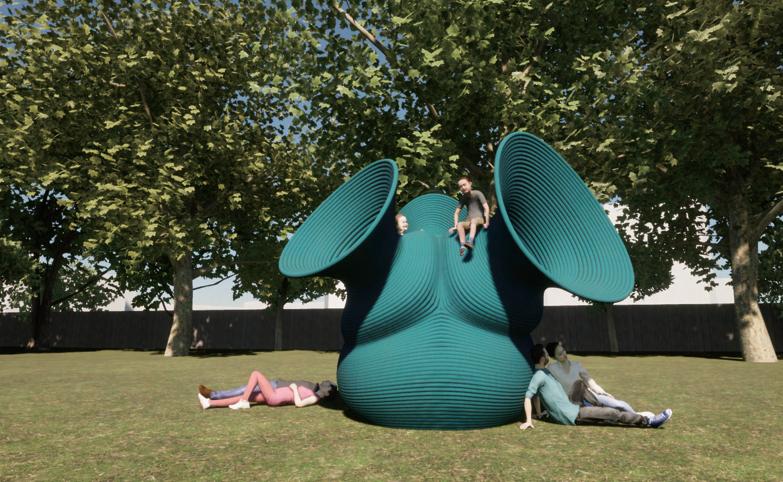
ソフトウェアの機能面での展望としては,建築スケールの大型構造物 への対応が考えられる.家具スケール以上に強度を担保するための機 能が求められ,例えば構造やジョイントの強度を担保する内部構造の 設計や構造計算の機能が考えられる.設計者としてFigure76のよう な大型構造物実装に取りみつつ,ソフトウェアの開発を進めることで, MEX-3DPによる建築構造物と,デジタル彫刻家との接続を容易にする ことに取り組んでゆきたい.
また研究の次なる展開としては,デジタル造形のスキルを持たない陶 芸家や彫刻家がモデリングできるシステムの開発が考えられる.粘土 等で造形を行った外形に,ツールパスの流れや,テクスチャ表現を指定 する掘りこみを加えてもらい,それを3DスキャンしGcodeへと変換 を行う.これによってさらに設計者の多様化が期待できる.
Polygonal Gcode Modeling 080 Polygonal Gcode Modeling 081Acknowledgments
本研究を進めるにあたり,多くの方にご支援いただ いたことを,深く感謝いたします.
田中浩也教授には3年半もの間ご指導頂きました.大 学生活の多くの時間をパンデミックの中過ごしまし たが,田中研のおかげで沢山の機会に恵まれ,成長 することが出来ました.
松岡康友特任准教授には特に技術的な面で多くの ご指導いただきました.お忙しいにもかかわらず,
MEX-3DPの建築への応用や様々なお話をしてくだ さり,多くの学びを得ることができました. 株式会社積彩,株式会社光伸プランニングの皆さん
には自分の技術を社会実装する機会を頂き,お陰様 でここまで研究を発展させることができました.
BioSculptureプロジェクトの青木竜太さん,名倉泰 生さん,青山新さん,河井萌さん,松木南々花さん, 佐藤慶さん,牧田陽奈子さんには.大変お世話にな りました.コロナ禍の中,皆で多くの困難を乗り越 えた経験は大きな糧となっています.
先輩,同期,後輩方からは日々沢山の元気をもらい
ました.特に同期の松木南々花さん,鳥居巧さん, 坂田拓人さん,有田悠作さん,岡部紅有さん,加藤陸 さんとはサークル,FabNow,展示や学会発表などの 活動を共にし,それぞれの持つ強みに多くの刺激と 学びを得ることができました.共に過ごす日々は終 わってしまいますが,皆がすでに活躍しつつある姿 を見ると,寂しさよりも対抗心が湧いてきます.素
晴らしい仲間とめぐり逢い,切磋琢磨できたことを 幸せに思います.
最後に,私を常に支え続けてくださった家族に心か ら感謝いたします.
Polygonal Gcode Modeling 082
 Polygonal Gcode Modeling 083
Polygonal Gcode Modeling 083
References
[1] Hybrid Manufacturing Technologies. 7 Families of Additive Manufacturing According to ISO/ASTM52900-15. https://hybridmanutech. com/resources/
[2] Sekisai. Grasspiral Bench. https://sekisai.com
[3] MIT Ledia Lab Mediated Matter Group. GlassII. https://www.media.mit.edu/projects/g3p-II/overview/
[4] Cadbury. Dairy Milk. https://www.primante3d.com/cacao-16072019/
[5] RAP. New Delft Blue. https://studiorap.nl/New-Delft-Blue
[6] WASP. TECLA. https://www.3dwasp.com/casa-stampata-in-3d-tecla/
[7] ICON. House Zero https://www.iconbuild.com/projects/house-zero
[8]国産巨大3Dプリンタとリサイクルシステムを一体化,「鎌倉発」の最先端ラボ公開 MONOist. 2022/06/07. https://monoist. itmedia.co.jp/mn/articles/2206/07/news036_2.html
[9] KUKA. Buildings Printed by Robots - the Future of Architecture. https://www.youtube.com/watch?v=8D4fDeuCiZ8
[10] CEAD. https://ceadgroup.com/large-scale-3d-printing-robot-vs-gantry-systems/
[11] CARACOL. https://caracol-am.com/
[12] Nagami. BOW. https://nagami.design/en/product/bow/
[13] NEDCAM. https://nedcam.com/producten-en-diensten/3d-printen/
[14] Felixx. https://www.felixx.nl/news/start-3d-printing.html
[15] 3Dプリンティング技術を活用し,自由曲面形状の大規模コンクリート柱を構築. 清水建設 2021/02/04. https://www.shimz. co.jp/company/about/news-release/2021/2020053.html
[16] Soya EGUCHI. 4D Fabrication Lab. https://fab.sfc.keio.ac.jp/paper/files/2019_eguchisoya.pdf
[17] box 3d. https://www.box3d.eu/warping-cracking-closed-environment-3d-printers/
[18] 建築 3D プリンタは普及する? 日経 XTECH. 2023/01/12. https://xtech.nikkei.com/atcl/nxt/mag/na/18/00196/010400001/
[19] https://www.attitude-mag.com/pt/blog/all/2019-02-20-print-your-city/
[20] BENE. bfriends. https://www.batch.works/en-eur/products/stand-l?variant=40609358774324
[21] BENE. bfriends. https://www.batch.works/pages/bfriends-our-story
[22] The New Raw. Print Your City. https://thenewraw.org/Print-Your-City-Waterfront
[23] The New Raw. Print Your City. https://www.printyour.city/
[24] ICON. Community First! Village. https://www.iconbuild.com/projects/community-first-village
[25] ICON. VULCAN. https://idarts.co.jp/3dp/icon-35-million-construction-3d-printing/
[26] Reddit. What is the best cheap ABS filament for acetone vapour smoothing?. https://www.reddit.com/r/3Dprinting/comments/ k6qdub/what_is_the_best_cheap_abs_filament_for_acetone/
[27] Kuznetsov V.E.; Solonin, A.N.; Urzhumtsev, O.D.; Schilling, R.; Tavitov, A.G. Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process. Polymers 2018, 10, 313.
[28] Makerbot. HOW TO SAND YOUR 3D PRINTS. https://www.makerbot.com/ja/professional/post-processing/sanding/
[29] Robotics Benelux, Simens, CEAD. https://blogs.sw.siemens.com/thought-leadership/2021/03/05/hybrid-additive-manufacturing-with-robotics/
[30] Mean*. mawj. https://www.designboom.com/design/mean-mawj-3d-printed-chair-01-22-2021/
[31] The New Raw. Print Your City - Amsterdam. https://vimeo.com/235372092
[32] Adrian Arleo. TRIAD. https://www.adrianarleo.com/triad-i
[33] Louise Goodman. Coiled Pot. https://americanart.si.edu/artwork/coiled-pot-36246
[34] Peter Garrard. Flower garden. https://www.peter-garrard-ceramics.co.uk/abstract-forms/
[35] Philipp Aduatz, Incremental3d. Private Commission. https://www.incremental3d.eu/
[36] Sculpman. https://sculpman.com/technology
[37] https://3dprintbeginner.com/tips-to-improve-your-3d-printer-speed/
[38] The New Raw. Print Your City - Thessaloniki. https://www.printyour.city/thessaloniki
[39] Aectual Gradient Nazka. https://www.aectual.com/systems/gradient-nazka
[40] Andrew Sink. Fuzzy Skin Feature in Cura - Add Texture to your 3D Prints!. https://www.youtube.com/watch?v=V0idzsa41LQ
[41] XtreeE, Studio7.5. Woven Concrete furniture. https://xtreee.com/en/project/woven-concrete-benches/
[42] Micheal Kelly. How to Reduce Stringing: Ender 3 Retraction Settings. https://howto3dprint.net/how-to-reduce-stringing-ender-3-retraction-settings/
[43] MEAN*, Nagami. MAWJ. https://nagami.design/en/product/mawj-chair/
[44] Simplify3D. https://www.simplify3d.com/
[45] UltiMaker Cura. https://ultimaker.com/
[46] 5Axis Slicer. DOTX Control Solutions. https://5-axis-slicer.com/
[47] Diego Garcia Cuevas, Gianluca Pugliese. Advance 3D printing with Grasshopper.
[48] https://www.food4rhino.com/en/resource/advanced-3d-printing-grasshopper-clay-and-fdm
[49] Andy Gleadall. Full Control Gcode Designer. https://fullcontrolgcode.com/
[50] Hiroya Tanaka. Fabrix. https://www.fabrix.design/
[51] Fernando de Goes, William Sheffler Kurt Fleischer. Character articulation through profile curves.
[52] ACM Transactions on Graphics, Vol. 41, No. 4, Article 139. Publication date: July 2022.
[53] McNeel. https://www.rhino3d.com/jp/features/subd/
[54] Ryo Hagiwara. Weekly Sculpture 13 『Chicken . https://ryohagiwara.com/
[55] Ai Build. Ai Sync. https://ai-build.com/
[56] Heinz-Loepmeier Nozzle Boss. https://github.com/Heinz-Loepmeier/nozzleboss
[57] Alessandro Zomparelli. Tissue. https://github.com/alessandro-zomparelli/tissue
[58] Heinz-Loepmeier https://twitter.com/aeth1/status/1434112362601197569. 2021/09/04
[59] Heinz-Loepmeier https://twitter.com/aeth1/status/1606011337221341184. 2022/12/23
[60] Heinz-Loepmeier Generate G-code with Blender for 3D Printing. https://www.youtube.com/watch?v=aoM8-Xdh9w8
[61] Andheum. HUMAN UI. https://www.food4rhino.com/en/app/human-ui
[62] arendvw. Clipper. https://www.food4rhino.com/en/app/clipper-grasshopper-and-rhino
[63] Glen Southern. 3 essential ZBrush retopology techniques. Creative Bloq. https://www.creativebloq.com/how-to/3-essential-zbrush-retopology-techniques
[64] Pixar OpenSubdiv. https://github.com/PixarAnimationStudios/OpenSubdiv
[65]MIRAILAB.知っていますか?ロボットのティーチングと仕組みについて . https://www.mirai-lab.co.jp/info/teaching/1101.
2019/09/12
[66] Yeo Jung Yoon, Minsok Yon, Sung Eun Jung, Satyandra K. Gupta. Development of Three-Nozzle Extrusion System for Conformal Multi-Resolution 3D Printing With a Robotic Manipulator. https://www.researchgate.net/publication/337515515_Development_of_Three-Nozzle_Extrusion_System_for_Conformal_Multi-Resolution_3D_Printing_With_a_Robotic_Manipulator
[67] https://koshin-p.jp/
[68] 大阪万博1970 開幕 へ向けて. 2018/8/20. https://mainichi.jp/graphs/20180820/hpj/00m/100/001000g/20180820hpj00m100018000q
[69] Manuel Bastioni. Interpolation of MakeHuman characters. https://en.wikipedia.org/wiki/MakeHuman
All Contents Retrieved January 30, 2023