Vedran Mudronja
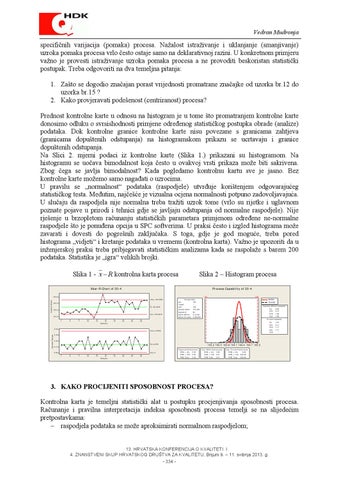
specifičnih varijacija (pomaka) procesa. Nažalost istraživanje i uklanjanje (smanjivanje) uzroka pomaka procesa vrlo često ostaje samo na deklarativnoj razini. U konkretnom primjeru važno je provesti istraživanje uzroka pomaka procesa a ne provoditi beskoristan statistički postupak. Treba odgovoriti na dva temeljna pitanja: 1. Zašto se dogodio značajan porast vrijednosti promatrane značajke od uzorka br.12 do uzorka br.15 ? 2. Kako provjeravati podešenost (centriranost) procesa? Prednost kontrolne karte u odnosu na histogram je u tome što promatranjem kontrolne karte donosimo odluku o svrsishodnosti primjene određenog statističkog postupka obrade (analize) podataka. Dok kontrolne granice kontrolne karte nisu povezane s granicama zahtjeva (granicama dopuštenih odstupanja) na histogramskom prikazu se ucrtavaju i granice dopuštenih odstupanja. Na Slici 2. mjerni podaci iz kontrolne karte (Slika 1.) prikazani su histogramom. Na histogramu se uočava bimodalnost koja često u ovakvoj vrsti prikaza može biti sakrivena. Zbog čega se javlja bimodalnost? Kada pogledamo kontrolnu kartu sve je jasno. Bez kontrolne karte možemo samo nagađati o uzrocima. U pravilu se „normalnost“ podataka (raspodjele) utvrđuje korištenjem odgovarajućeg statističkog testa. Međutim, najčešće je vizualna ocjena normalnosti potpuno zadovoljavajuća. U slučaju da raspodjela nije normalna treba tražiti uzrok tome (vrlo su rijetke i uglavnom poznate pojave u prirodi i tehnici gdje se javljaju odstupanja od normalne raspodjele). Nije rješenje u brzopletom računanju statističkih parametara primjenom određene ne-normalne raspodjele što je ponuđena opcija u SPC softverima. U praksi često i izgled histograma može zavarati i dovesti do pogrešnih zaključaka. S toga, gdje je god moguće, treba pored histograma „vidjeti“ i kretanje podataka u vremenu (kontrolna karta). Važno je upozoriti da u inženjerskoj praksi treba pribjegavati statističkim analizama kada se raspolaže s barem 200 podataka. Statistika je „igra“ velikih brojki. Slika 1 - x − R kontrolna karta procesa
Slika 2 – Histogram procesa
Xbar-R Chart of 30-4
Process Capability of 30-4
1
LSL
Sample M ean
104.6
_ _ X=104.2878
104.2 1
104.0
LC L=104.0670
1 1
1
4
7
10
13
16 Sample
19
22
25
W ithin O v erall P otential (Within) C apability Cp 2.62 C P L 3.37 C P U 1.86 C pk 1.86 O v erall C apability
28
0.60
Sample Range
USL
P rocess D ata LS L 103 Target * USL 105 S ample M ean 104.288 S ample N 90 S tD ev (Within) 0.12746 S tD ev (O v erall) 0.203248
U C L=104.5085 104.4
Pp PPL PPU P pk C pm
U C L=0.5555
1.64 2.11 1.17 1.17 *
0.45 0.30
_ R=0.2158
103.2 103.5 103.8 104.1 104.4 104.7 105.0
0.15 O bserv ed P erformance P P M < LS L 0.00 P P M > U S L 0.00 P P M Total 0.00
LC L=0
0.00 1
4
7
10
13
16 Sample
19
22
25
28
E xp. Within P erformance P P M < LS L 0.00 P P M > U S L 0.01 P P M Total 0.01
E xp. O v erall P erformance P P M < LS L 0.00 P P M > U S L 228.98 P P M Total 228.98
3. KAKO PROCIJENITI SPOSOBNOST PROCESA? Kontrolna karta je temeljni statistički alat u postupku procjenjivanja sposobnosti procesa. Računanje i pravilna interpretacija indeksa sposobnosti procesa temelji se na slijedećim pretpostavkama: − raspodjela podataka se može aproksimirati normalnom raspodjelom; 13. HRVATSKA KONFERENCIJA O KVALITETI I 4. ZNANSTVENI SKUP HRVATSKOG DRUŠTVA ZA KVALITETU, Brijuni 9. – 11. svibnja 2013. g. - 334 -