
7 minute read
Plastični delovi bez hladnih spojeva

from IRT3000 АДРИА #7

Brizgani proizvodi često pokazuju estetske greške, uključujući hladne spojeve i ulegnuća. Ovaj tekst se bavi tim problemima i ispituje njihovo otklanjanje izvođenjem konformnog hlađenja. Integracijom konformnih kanala i elemenata za prenos toplote duž obrisa oblikovanog dela i upotrebom variotermnog postupka postignuti su stabilni i održivi proizvodni procesi. Ta tehnologija ne omogućava samo površine s visokim sjajem nego takođe i preciznu kontrolu nad mat ili teksturisanim površinama, čime otklanja potrebu za dodatnim postupcima kao što je lakiranje, i time smanjuje ugljenički otisak komponente.
Uvod
Savremeni plastični proizvodi proizvedeni brizganjem imaju komplikovane oblike. Pritom se od njih očekuje besprekornost i sposobnost da se naprave u širokom spektru boja. Stara izreka „Proizvod je fantastičan, ali je na žalost samo plastičan“ više ne važi, jer dizajnerske kompanije i stranke sada zahtevaju od alatničara komlikovane koncepte proizvoda i alata. Ali ti zahtevi predstavljaju fizička ograničenja, koja moraju da se pažljivo uvažavaju, da bi se ekonomski osigurao željeni kvalitet proizvoda.
Opis potencijalnih teškoća na brizganim proizvodima
Postupak brizganja plastike uključuje ubrizgavanje plastične rastopine u šupljinu kalupa, oblikovanje proizvoda kroz faze brizganja, naknadnog pritiska i hlađenja, čemu sledi izbacivanje proizvoda. Na te procese utiču različiti termodinamički parametri, kao što su temperature, brzine, pritisci, viskoznosti, brzine smicanja i naponi.
Samo temeljito razumevanje omogućava dostizanje visokokvalitetnih krajnjih proizvoda. Proizvodi iz brizgane plastike podložni su velikom broju grešaka koji izviru iz mašine za brizganje, materijala ili dizajna proizvoda/alata.
Ovaj tekst se fokusira na četiri česte greške:
• Hladne spojeve
• Ulegnuća
• Nedolivenost
• Mutnu mrlju uz dolivak.
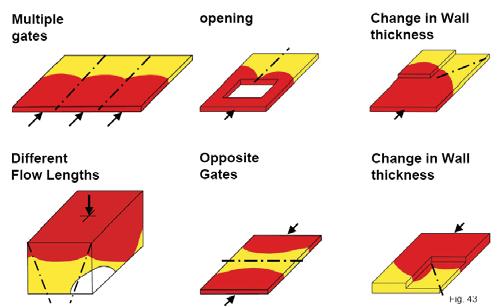
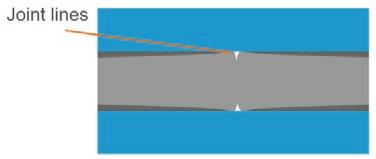
Hladni spojevi
Hladni spojevi nastaju tamo gde se frontovi rastopine susreću u toku punjenja šupljine kalupa, što ima za posledicu uočljivu liniju zbog reoloških uslova. Iako je tu grešku moguće do neke mere ublažiti u toku postupka oblikovanja, na njenu pojavu u velikoj meri utiče dizajn proizvoda i alata. (Slika 1)
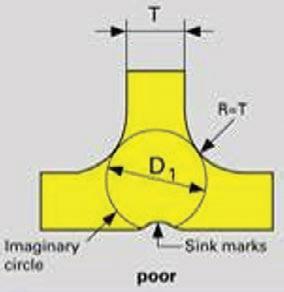
Ulegnuće
Sledeća greška koju ćemo razmatrati je ulegnuće, koje izvire iz neodgovarajućeg odnosa između debljine rebra i osnovne debljine proizvoda. Pravilan dizajn tanjih rebara i pažljivo uvažavanje tvrdoće alata i izbacivača može da pomogne da se ta teškoća spreči. (slika 2)
O otklanjanju navedene greške različitim konceptima alata, hlađenja i tehnologija pisaćemo u nastavku teksta.
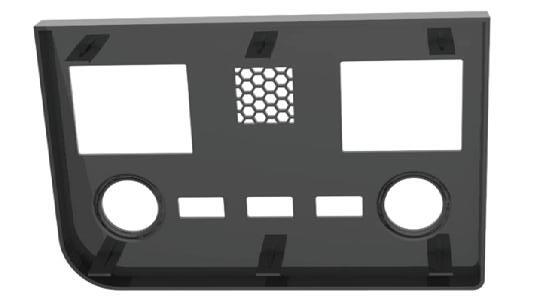
Nedolivenost
Nedolivenost je posledica tankih zidova na određenim područjima, što uzrokuje lokalno zamrzavanje rastopine zbog visoke viskoznosti. Rešavanje tog problema je zahtevno zbog zavisnosti viskoznosti rastopine od temperature alata.
Slika 3 prikazuje proizvod od saća s izuzetno tankim rebrima, koja su na određenim mestima nepotpuna.

Mutna mrlja uz dolivak
Ta greška nastaje zbog lokalnog pregrevanja alata u toku postupka ubrizgavanja, što uzrokuje mutnu mrlju oko mesta ubrizgavanja. Odgovarajuće strategije hlađenja su od bitnog značaja za ublažavanje tog problema. (slika 4)

Dizajn testnog proizvoda i testnog alata
CONTURA® je u saradnji s više kompanija razvila proizvod koji ispunjava estetska merila zahtevnih industrija, kao što su automobilska industrija, bela tehnika i kozmetika. Zajednički napori su uključivali Kind Tec za vođenje projekata i simulaciju, Premec S.p.A. za izradu kalupa, HRS za vruće kanalne sisteme i Keune & Lauber za dizajniranje plastičnog proizvoda. Zajedno su se trudili da kreiraju proizvod koji otklanja hladne spojeve i druge uobičajene greške koje nalazimo kod proizvoda s brizganjem. Mnogobrojne pomenute greške je teško otkloniti, često zahtevaju naknadno lakiranje ili uzrokuju preterano dugo vreme ciklusa, zbog čega je proizvodnja ekonomski neprihvatljiva.
Kao odgovor na te izazove saradnička ekipa se prihvatila oblikovanja proizvoda koji bi odgovarao strogim estetskim standardima pomenutih industrija.
Ključna merila za taj proizvod su bila:
• Klavirsko crna boja, ostvarena amorfnim termoplastom
• Odstranjenje hladnih spojeva i ulegnuća
• Uključenje mikrostrukture u proizvod
• Čista tačka ubrizgavanja bez mrlja
Krajnji proizvod zatvarač oblikovan je tako da štiti pogled korisnika na unutrašnjost proizvoda, a nastao je u tim zajedničkim naporima. Ne ispunjava samo svoju funkcionalnu namenu nego i prikazuje različite estetske elemente, koje obično nalazimo u modernim kompleksnim proizvodima. Pored toga proizvod može da se pohvali precizno izrađenom mikrostrukturom, što povećava njegovu vizuelnu privlačnost.
Tehnološka rešenja s konformnim hlađenjem
Razvoj testnog proizvoda je zahtevao brižljivo razmatranje dizajna alata i tehnologije izrade. Koristeći svoje stručno znanje i iskustva na području tehnologija vakuumskog lemljenja CONTURA® je pristupila oblikovanju alata, koje uključuje konformno hlađenje i strateški nameštene elemente koji provode toplotu na kritičnim područjima, kao što su tačka punjenja i okvir proizvoda. Slika 6 prikazuje fiksnu stranu alata sa tri paralelna hladeća kruga. Pri planiranju i izvođenju hladećih kružnih tokova najvažnije je njihovo pozicioniranje s obzirom na proizvod. Obezbeđivanje usklađenosti hladećih krugova s oblikom proizvoda olakšava celovito oblikovanje proizvoda i dosledno odvođenje toplote iz alata. Pored toga treba posvetiti pažnju optimizaciji prenosa toplote iz hladeće vode na čeličnu površinu. Turbulentni tok u hladećem kanalu povećava prenos toplote i tako dostiže pet puta veću efikasnost u poređenju s laminarnim tokom. Oblikovanje hladećeg kanala s odgovarajućim oblikom obezbeđuje dovoljno velik Rejnoldsov (Reynolds) broj, koji podstiče turbulentni tok.

Variotermni postupak brizganja
Kod uobičajenog postupka brizganja se pored mašine za brizganje obično upotrebljava uređaj za temperisanje ili hladna voda. Ta postavka obezbeđuje da je proizvod u toku faze hlađenja moguće oblikovati u željeni oblik i dimenzije, a istovremeno efikasno prenositi sile za odstranjivanje proizvoda iz alata.
Variotermni proces, kao što to pokazuje njegovo ime, uključuje temperaturne promene u čitavom ciklusu. Pre brizganja se alat zagreje i zatim sledi punjenje šupljine kalupa. Posle toga počinje faza hlađenja. Odmah po izbacivanju proizvoda alat se ponovo zagreje.
Efikasnost procesa zagrevanja i hlađenja ima ključni značaj za očuvanje ekonomske efikasnosti u proizvodnji plastičnih proizvoda. Dostizanje brzih temperaturnih promena zahteva upotrebu konformnog sistema za hlađenje i dovoljno sposobne uređaje za temperiranje.
Uspešna implementacija brzih temperaturnih promena povećava odzivnost sistema, što ukazuje na prednosti variotermnog procesa u odnosu na uobičajene metode hlađenja. Slika 7 prikazuje kako plastična rastopina napuni šupljinu kalupa u hladnom alatu. Donja strana alata ima uključenu strukturu koja zbog visoke viskoznosti sprečava da se rastopina razlije.
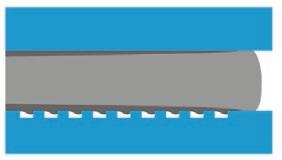
Zagrijana donja strana kalupa omogućuje potpuno popunjavanje i najmanjih detalja s taljevinom, čime se precizno reproducira struktura kalupne šupljine – kao što je prikazano na slici 8.

Slike 9 i 10 ilustruju nastanak hladnog spoja na brizganim proizvodima. Pri upotrebi hladnijih alata povećava se verovatnost nastanka varova. Ako se alat u toku postupka punjenja zagreje malo ispod temperature topljenja, var postaje nevidljiv.

Rešavanje hladnih spojeva i drugih problema kod brizganja
Testni alat je sa svojim specifičnim osobinama omogućio konsistentnu izradu kako kvalitetnih tako i defektnih proizvoda na brizgalnoj mašini opremljenoj s više uređaja za temperisanje. Bilo je važno obezbediti pravilnu integraciju svih tih tehnika za efikasno otklanjanje estetskih grešaka u proizvodima.

Zaključak
Zajednički trud projektnih partnera je rezultirao sistematičnim otklanjanjem estetskih grešaka u proizvodima implementacijom dobro utemeljenih tehnika i inovativnih koncepata alata. Pored toga, ta saradnja je naglasila ključnu ulogu dizajniranja proizvoda u fazi kreiranja novih proizvoda.
Znanje pridobijeno zahvaljujući našim iskustvima s testnim alatima nam omogućava samopouzdano oblikovanje novih proizvoda i alata, među njima i onih sa sve komplikovanijim i zahtevnijim specifikacijama.








