



As the world‘s leading manufacturer of high-performance corrosion protection systems DÖRKEN consistently focuses on sustainability and environmental protection. In line with the current developments around the possible PFAS ban, we already offer our main products completely PFAS-free.
You can rely on innovative solutions that combine maximum performance and ecological responsibility.
Contact us.
Dörken Coatings GmbH & Co. KG . Wetterstrasse 58 D-58313 Herdecke . Telephone +492330 63243








Promuovere l’eccellenza operativa
TEGO® Powder Aid C01: una nuova tecnologia per potenziare la protezione anticorrosiva nei rivestimenti in polvere
20 HIGHLIGHT OF THE MONTH
Perché i piccoli accessori fanno una grande differenza
Il filtro DEFIL DIE - Serie K: una rivoluzione compatta nella filtrazione dell’aria
Durabilità su misura: DKC ottimizza il pretrattamento portando la qualità dei rivestimenti a un livello superiore
Finture materiche, lucide e decorative per l’Enterprise Reasearch Campus di Boston
ADVANCEMENTS
Sicurezza, efficienza e tracciabilità: il valore del lavaggio automatico dei serbatoi secondo Basca
FOCUS ON TECHNOLOGY
Bocciolone Antincendio sceglie un’alimentazione esclusivamente elettrica per il suo primo impianto di verniciatura
Approfondimenti tecnici: come proteggere le operazioni di granigliatura dalle condizioni invernali
Interpon supporta la sostenibilità di SandenVendo
Automazioni per la spruzzatura di cilindri oleodinamici: il caso Bicelli e Lesta
FOCUS ON TECHNOLOGY
Un sistema applicativo all’avanguardia e flessibile favorisce l’evoluzione sostenibile di Rimorchi Bertoja




74 ADVANCEMENTS
Evoluzione della verniciatura industriale all’acqua: la nuova finitura poliacrilica DTM ad alte prestazioni
78 FOCUS ON TECHNOLOGY
Nell’hub del terzismo di verniciatura la partnership di Argos Surface Technologies con il fornitore di polveri consolida la sua presenza nel settore ACE
86 FOCUS ON TECHNOLOGY
I veicoli cava-cantieri richiedono prodotti vernicianti ad alte performance e massima personalizzazione del colore
94 ADVANCEMENTS
FTALON: polioli poliesteri per rivestimenti ad alte prestazioni per il settore ACE e macchinari industriali
98 SUCCESS STORIES
Una soluzione di verniciatura efficiente potenzia la complessa produzione di gru
102
FOCUS ON TECHNOLOGY
Efficienza energetica e prestazioni elevate: la chiave del nuovo impianto di verniciatura di dischi per macchine agricole
110 FOCUS ON TECHNOLOGY
Alpego raddoppia la verniciatura: un impianto gemello evoluto per sostenere la crescita 118 BRAND NEW
ANALYSIS
I produttori ACE trasformano il costo della corrosione in vantaggio competitivo
SUCCESS STORIES
Il nuovo sistema di pulizia WMV: maggiore efficienza nella granigliatura
130 HIGHLIGHT OF THE MONTH
Personalizzazione e flessibilità: caratteristiche vincenti nel mondo della filtrazione
La prima collaborazione tra Dürr e Thanh Cong Group
BRAND NEW 142 HIGHLIGHT OF THE MONTH
Total Finishing Supplies amplia la propria gamma per soddisfare le esigenze del mercato
146 HIGHLIGHT OF THE MONTH
Ad ogni stadio di filtrazione, il giusto filtro







A new line of nanotechnologic conversion for corrosion classes C3H – C4H – C5M

DOLLCOAT GP 107 based on graphite engineered by
Multimetal no rinse product to be used at room temperature
Compatible with any plant and applied by spraying, deep immersion or by nebulization modules
Excellent pre-cataphoresis pretreatment
150 ROAD TO 2050
Dürr e GROB presentano una nuova concept factory per la produzione di celle per batterie
154 COLOUR STUDY
DRIVING THE PROXY: BASF Coatings presenta la collezione Automotive Color Trends® 2025-2026
158 SPECIALIZED TRAINING
Formazione, innovazione e crescita: il 2025 di ipcm® Academy e le prospettive per il 2026
162 UCIF INFORMS
Il Data Act e l’impatto sui costruttori italiani di impianti di finitura: sfide e opportunità
164 MEETING THE INDUSTRY
188 CASE STUDY
Figros: la simbiosi tra massima flessibilità produttiva ed ecosostenibilità nella vibrofinitura dei componenti per accessori moda
196 ADVANCEMENTS
Dalla sbavatura robotizzata alla produzione autonoma
200 CASE STUDY
Atos rinnova l’impianto di lavaggio per velocizzare i processi e garantire gli alti standard qualitativi dei suoi componenti elettroidraulici
206 HIGHLIGHT OF THE MONTH
Innovazione e sostenibilità nel lavaggio industriale: l’impianto multipurpose a ciclo chiuso di Fismet
210 MEETING THE INDUSTRY
179 ICT - INDUSTRIAL CLEANING TECNOLOGIES
180 CASE STUDY
Il lavaggio ad alte prestazioni al centro della riconversione elettrica di Endurance




Since it was founded in 1988, HUBO Automation has always focused the attention to the market needs and to the technological evolution. This allowed the company to establish itself as a leader for the industrial automation and painting. Thanks to the experience of the technical staff and to the continuous investment in new technologies, HUBO is able to satisfy dynamically the requests of a wide range of industries.
HUBO core business is the painting division. The wide range of automation solutions fully meets any need of automatic painting; in addition, the combination of special systems can satisfy particular requests and can guarantee a flexible and reliable painting system from all points of view.







When there is no compromise to be made on a powder coating finish, architects need look no further than AkzoNobel’s Interpon D2525 Anodic powder coatings range. It delivers the stunning look of anodized aluminum and unbeatable resistance to weathering, all within a solution that reduces energy consumption, increases productivity and reduces carbon footprint.
Available in a striking selection of matt and metallic-effect finishes, from shiny golds and soft silvers to steely blues and earthy bronzes, matching every mood and style. The ideal alternative to anodized aluminum for windows and facades, the finish delivers excellent color and gloss retention. Formulated with Interpon D Low-E technology to support sustainability goals by curing at a lower temperature or faster speed, the range is pushing the boundaries of sustainable solutions in powder coatings.
Your imagination starts with our finish.

interpon.com

Alessia Venturi
Editor-in-chief
Direttore Responsabile
Efficienza.
Dopo resilienza, il termine che, fuoriuscito dall’ambito della fisica, ha guadagnato popolarità a partire dai primi anni 2000 dominando il lessico quotidiano di pressoché chiunque fino a svuotarsi di qualsiasi significato, è efficienza la parola che oggi è diventata mainstream. Efficienza applicata a qualsiasi ambito: industriale, produttivo, sociale, famigliare, scolastico, filosofico.
Utilizzare al meglio le risorse a disposizione per raggiungere un obiettivo – questo è il significato letterale della parola “efficienza” – è il caposaldo dell’Industria 4.0, il mantra di un'industria che vuole essere sostenibile, l’imperativo di una società che demonizza qualsiasi spreco, soprattutto quello di tempo, in favore delle prestazioni.
Questo approccio si traduce nella ricerca di un contenuto tecnologico sempre maggiore, sia nella vita quotidiana sia nell’economia.
Negli ultimi anni, in qualsiasi ramo dell’industria – dalla manifattura alla logistica, dall’agroalimentare alla chimica – abbiamo osservato una crescente tendenza verso la ricerca e l’adozione di contenuti tecnologici sempre più avanzati, con l’obiettivo principale di migliorare l’efficienza operativa, le prestazioni, la redditività, ma anche di eliminare l’errore umano, l’imprevisto, la casualità.
L’introduzione di sistemi digitali, sensori intelligenti, automazione spinta e piattaforme di analisi dei dati consente oggi di monitorare in tempo reale processi e prestazioni, riducendo scarti e fermi impianto, migliorando la qualità del prodotto e ottimizzando l’utilizzo delle risorse. Tecnologie come l’intelligenza artificiale, il machine learning, la robotica collaborativa e l’Internet of Things industriale stanno permettendo di trasformare attività tradizionali in processi predittivi e adattivi, capaci di anticipare problemi e adattarsi rapidamente ai cambiamenti della domanda.
Anche nel settore ACE (da Agriculture, Construction and Earthmoving Equipment), ampiamente rappresentato nelle pagine di questa ultima edizione del 2025 di ipcm®, il trend della tecnologia è sempre più spinto: droni in grado di mappare il terreno e restituire agli operatori le istruzioni operative, macchine di semina e coltivazione che puntano a combinare in un unico passaggio più fasi di lavoro, sensori e sistemi software di supporto alle decisioni basati sull’intelligenza artificiale, imaging digitale che consente di generare informazioni che finora erano riservate solo all’uomo sono solo alcune delle novità e delle tendenze registrate ad Agritechnica di Hannover, la fiera più importante nel mondo dedicata alle tecnologie per l’agricoltura, che si è svolta dal 14 al 20 novembre scorsi.
Se da un lato è innegabile che l’efficienza fa parte del progresso e che grazie ad essa possiamo produrre meglio, vivere meglio, consumare meno, essere più sostenibili, lo è altrettanto il fatto che, eliminando l’errore con procedure standardizzate, essa possa talvolta soffocare l’innovazione. La scoperta scientifica e tecnologica spesso deriva proprio dall’imprevisto, dall’esperimento che va oltre le aspettative e, quindi, dall’errore. Abbracciare l’errore come un’opportunità di apprendimento è cruciale per il progresso, per trovare soluzioni creative, sviluppare nuove conoscenze, adattarsi ed evolversi.
L’augurio ai lettori di ipcm® per il 2026 è quello di riservare, nelle nostre giornate e nelle nostre procedure aziendali, un poco di spazio per l’imprevisto e per la bellezza, valori forse in contrasto con quelli dell’efficienza ma profondamente umani, appaganti e che stimolano la crescita.
Request the English version at info@ipcm.it
Buone feste e buon 2026 a tutti!

Robert Kramer Director, The ChemQuest Group, Inc. rkramer@chemquest.com
Il miglioramento continuo dell’Overall Equipment
Effectiveness (OEE) può favorire l’eccellenza operativa attraverso un’analisi approfondita delle principali cause di perdita di produttività e degli errori comuni di gestione delle prestazioni, al fine di ottimizzare l’efficienza e la redditività aziendale.
L’obiettivo dell’eccellenza operativa è il miglioramento continuo delle attività end-to-end di un’azienda, inclusi gli stabilimenti produttivi e le funzioni aziendali, consentendo all’organizzazione di ottenere prestazioni elevate mantenendo al contempo agilità e reattività. Un’operatività ottimale supporta il vantaggio competitivo di un’azienda e guida una crescita redditizia a lungo termine. Le aree operative su cui concentrarsi possono spaziare dall’ottimizzazione dei processi e dai problemi di capacità/produzione alla pianificazione dell’espansione, alla supply chain e persino alla salute e sicurezza ambientale. Un obiettivo di miglioramento promettente in molte aziende è l’Overall Equipment Effectiveness (OEE), che confronta le prestazioni operative ideali con le prestazioni complessive reali. Miglioramenti anche minimi della OEE possono fare una grande differenza nella manutenzione produttiva totale (TPM), il cui obiettivo è massimizzare l’efficienza delle apparecchiature e minimizzare i tempi di fermo. La OEE è un modo quantificabile per valutare l’efficienza di apparecchiature, persone e processi misurando:
Disponibilità: tempo disponibile diviso per il tempo di attività
Performance: velocità e costanza di produzione/output
Qualità: numero di difetti.
La OEE utilizza questi dati per determinare una percentuale di tempo produttivo ottimale per ogni asset. Il punteggio OEE risultante permette di identificare e affrontare le opportunità di miglioramento.
Problemi che incidono sulla perdita di produttività
Diversi fattori comuni correlati alla disponibilità, alle prestazioni e alla qualità precedentemente menzionate causano perdite di produttività delle apparecchiature in ambito manifatturiero. Identificare e concentrarsi sulle perdite più comuni all’interno di un’organizzazione crea un percorso chiaro per migliorare il punteggio OEE e per ottimizzare le efficienze.
Perdita di disponibilità
Impegnarsi per ridurre le perdite di disponibilità dovute a guasti o configurazioni/regolazioni delle apparecchiature protegge dai tempi di inattività imprevisti e prevenibili, riducendo al minimo i fermi operativi non programmati. I guasti delle apparecchiature includono qualsiasi periodo significativo in cui un’apparecchiatura è programmata per la produzione ma non è in funzione a causa di un guasto (per esempio fermi o tempi di inattività non previsti).
Alcuni esempi comuni di guasti includono il fermo macchina, una configurazione impropria e interventi di manutenzione non programmati. Da una prospettiva più ampia dei fermi operativi non pianificati, ulteriori
cause potrebbero includere la mancanza di operatori o materiali, il processo ostacolato da apparecchiature a monte o blocchi causati da apparecchiature a valle. È necessario implementare piani di controllo comprovati per ridurre o eliminare i guasti alle apparecchiature. La configurazione e regolazione comprendono qualsiasi periodo significativo nel quale l’impianto è programmato per la produzione ma non è in funzione a causa dei cambi di formato o di altre regolazioni. Alcune cause comuni per le configurazioni o regolazioni possono essere modifiche alle apparecchiature da prodotto a prodotto, cambi di formato non ottimali o manutenzione non pianificata. I responsabili della pianificazione della produzione dovrebbero puntare anche alla soddisfazione del cliente, rispettando i tempi e garantendo la completezza delle consegne in relazione ai costi di produzione e di efficienza, massimizzando le campagne di produzione. È importante raggiungere un equilibrio, se possibile, tra il livello di servizio fornito al cliente e i costi associati. Bisogna assicurarsi di prendere in considerazione l’impatto complessivo sulla programmazione e pianificazione della produzione, in particolare per quanto riguarda i cambi di prodotto.
Calo di prestazione
Affrontare il calo di prestazione derivante dall’inattività e da fermi operativi brevi, nonché dalle riduzioni di velocità, impedisce che soste brevi e cicli lenti si accumulino nel tempo. Quando si prendono in considerazione all’inattività e ai fermi operativi minori, generalmente si includono quelle sotto i 5 minuti, che si verificano mentre l’operatore risolve un problema senza l’aiuto della manutenzione. Sebbene di breve durata, le cause alla base di questo tipo di fermate sono spesso croniche, il che può rendere gli operatori in qualche modo inconsapevoli del loro all’impatto complessivo. Alcuni esempi di inattività e fermi operativi brevi possono essere interruzioni nell’alimentazione delle materie prime, linee di trasferimento ostruite, parametri o istruzioni operative errati, calibrazioni non corrette, o problemi di progettazione. A volte l’operatore può aver bisogno di individuare attrezzature ausiliarie che non sono riposte nel posto giusto o non sono facilmente accessibili. Sebbene i problemi legati alle prestazioni possono sembrare di minore entità, diventano significativi quando si verificano con più frequenza. La maggior parte delle aziende che non adotta una solida cultura del miglioramento continuo tende a ignorare l’impatto complessivo di questo tipo di problemi. Anche se questi fermi durano solo pochi minuti, si accumulano e possono fare una differenza significativa nell’arco del ciclo produttivo.





Un altro fattore del calo di prestazione è la riduzione della velocità. Conosciuta anche come cicli lenti, la velocità ridotta include tutto ciò che impedisce al processo di funzionare alla sua velocità massima teorica (talvolta chiamata velocità ideale di funzionamento o capacità nominale).
Le cause possono includere una manutenzione inadeguata, materie Every day, everywhere, you deserve to breathe clean




prime di qualità inferiore, attrezzature ausiliarie insufficienti, condizioni non ottimali nello stabilimento, inesperienza dell’operatore o una generale mancanza di formazione.
Perdita di qualità
Ridurre al minimo la perdita di qualità sotto forma di difetti di processo e rendimento inferiore riduce il numero di prodotti inutilizzati, realizzati durante produzioni costanti. I difetti di produzione possono comprendere materiale difettoso come lotti non conformi alle specifiche o durante la fase di avviamento fino al raggiungimento della produzione a regime. Ciò include sia gli scarti sia il materiale che deve essere rilavorato, poiché la OEE misura la qualità dal punto di vista della resa al primo passaggio. Esempi di difetti di processo comuni includono variazioni di materie prime da lotto a lotto, impostazioni errate delle attrezzature o errori di manipolazione da parte degli operatori o delle apparecchiature. Oltre ai difetti di processo che incidono sulla OEE, l’aumento delle ispezioni necessarie a causa di una scarsa qualità comporta costi aggiuntivi e il rischio che prodotti potenzialmente scadenti o non conformi raggiungano il cliente. La pratica migliore consiste nell’eliminare complessivamente i difetti per migliorare la situazione dei costi e fornire un prodotto migliore al cliente finale. La riduzione della resa è dovuta alla perdita di materiale causata da risultati di lavorazione scadenti e da una produzione di prodotti finiti non ottimale. Il rendimento ridotto include conversioni subottimali, impostazioni errate su un nuovo ciclo di produzione, attrezzature che richiedono cicli di riscaldamento o formazione inadeguata degli operatori. La perdita di resa può avere un impatto significativo sulla profittabilità dell’azienda, a seconda dei costi associati, soprattutto se si considerano gli aumenti dei prezzi delle materie prime degli ultimi anni. Adottare il concetto del “buona la prima”, aumentando la resa al primo passaggio permette di risparmiare tempo e quindi costi. Ad esempio, se si considera come obiettivo la resa a perdita zero: sarebbe ideale che ogni kg immesso nel processo producesse un kg. Ciò rappresenterebbe una resa del 100% (abbastanza irrealistico). Determinando la resa al 90%, quali sono i fattori che portano al 10% di perdita? Indagando, si potrebbe scoprire una causa principale che rappresenta il 2% (ad es. un sistema di misurazione inadeguato), un’altra causa che rappresenta l’1% (un danno al container che si può verificare durante la movimentazione dei materiali), altre ancora che rappresentano lo 0,5% ciascuna (perdita d’aria durante la miscelazione o giacenze stagnati).
Tutti questi piccoli problemi possono sommarsi fino a raggiungere una cifra significativa in termini di perdite.
Una volta compreso da dove proviene il 10% di perdita, è possibile adottare misure per apportare miglioramenti. Bisogna esaminare per prima cosa le problematiche che hanno l’impatto maggiore. Una volta risolte queste, il focus passa alle questioni con le soluzioni ovvie (idealmente più semplici).
Comprendere appieno la OEE in termini di operazioni aziendali, nonché i passaggi ideali da intraprendere quando si apportano miglioramenti, può
essere un processo complesso. Di seguito sono evidenziati alcuni errori comuni relativi alla OEE da evitare:
Concentrarsi sul punteggio OEE rispetto alle perdite sottostanti Il vero valore della OEE deriva dalla comprensione delle perdite sottostanti e dell’agire di conseguenza.
Utilizzare velocità di “budget” o “standard” come tempo di ciclo ideale Molte aziende confondono le due cose e finiscono per creare obiettivi più lenti. Pur essendo utili per la pianificazione, non aiutano a ottimizzare il potenziale.
Enfatizzare eccessivamente la OEE in produzione
Una pressione eccessiva può portare a comportamenti scorretti. È preferibile invece fornire una formazione approfondita sui comportamenti positivi che incidono sulle perdite comuni sottostanti alla OEE.
Raccogliere troppi dati
Bisogna mantenere una raccolta di dati OEE semplice. Avere troppi codici crea confusione per gli operatori, impedendo loro di svolgere il loro lavoro in modo efficace. Piuttosto, “raccogli meno dati ma fallo bene”.
Confrontare processi diversi tra differenti sedi
A meno che i processi non siano identici nei vari stabilimenti, si rischia di mettere gli operatori nella condizione di alterare i dati o quantomeno demotivarli a causa di confronti ingiusti. Per esempio, la complessità dei pezzi/prodotti realizzati, così come i numeri di cambi di produzione, sono spesso intrinsecamente diversi tra due impianti. È ingiusto e, di fatto, controproducente cercare di far rispettare a due sedi diverse gli stessi indicatori.
Escludere i cambi di produzione
Il cambio di produzione è tempo produttivo perso, per cui è importante dedicare la massima attenzione alla sua riduzione. Si pensi ad esempio alle gare automobilistiche come la Formula 1, dove i meccanici cambiano le gomme con estrema rapidità. Il tempo è davvero essenziale per garantire una produttività ottimale.
Impatti molteplici sui profitti
La OEE generalmente misura solo gli aspetti produttivi delle risorse (sia attrezzatura sia manodopera). Tuttavia, può avere un impatto positivo sugli investimenti in conto capitare (CapEx) quando i processi funzionano in modo ottimale.
Per esempio, operare in modo più efficiente consente alle aziende di posticipare ulteriori investimenti in CapEx, liberando liquidità. Le risorse monetarie così ottenute possono essere utilizzate in aree dell’azienda più redditizie – o addirittura non essere spese, rafforzando il bilancio aziendale e sostenendo l’impatto positivo dell’iniziativa sui profitti.












Supportato dalla rete globale di AkzoNobel e dagli obiettivi di riduzione delle emissioni di carbonio basati sulla scienza, il lancio dell’ecosistema IONOMY segna un passo importante verso il supporto dell’intera catena del valore verso la decarbonizzazione, la modernizzazione e la crescita resiliente.
AkzoNobel Coil & Extrusion Coatings ha lanciato la prima partnership no-profit del settore, guidata da una società di consulenza, dedicata a rendere la polimerizzazione per energia una soluzione praticabile e scalabile per i produttori di coil coating e i produttori di acciaio integrati in tutto il mondo.
L’iniziativa, denominata IONOMY™, riunisce esperti in tecnologie e soluzioni, tra cui materiali, polimerizzazione, integrazione di sistemi, software e hardware. L’ecosistema IONOMY riunisce specialisti leader per aiutare le aziende a superare le sfide dell’adozione della polimerizzazione per energia, fornendo consulenza dalla diagnostica e dalla roadmap alla riprogettazione della linea e all’ottimizzazione a lungo termine.
“Non si tratta solo di apportare modifiche al processo. La polimerizzazione per energia è una completa rivisitazione e trasformazione del modo in cui le linee di rivestimento vengono progettate, gestite e ottimizzate. Vediamo l’enormità della sfida attraverso gli occhi dei nostri clienti, ed è per questo che abbiamo creato l’ecosistema IONOMY,” ha affermato Sebastien Villeneuve, Transformation Manager, Coil Coatings, AkzoNobel Coil & Extrusion Coatings. Il nome IONOMY combina “ionizzazione” ed “economia.” La ionizzazione evidenzia il ruolo cruciale che l’energia svolge nell’innescare il processo di polimerizzazione a freddo, fondamentale per la polimerizzazione con energie rinnovabili. L’economia riflette i significativi vantaggi aziendali della polimerizzazione per energia, tra riduzione dei costi, maggiore produttività, maggiore sostenibilità e redditività a lungo termine. L’ecosistema IONOMY comprende:
AkzoNobel Coil & Extrusion Coatings –ideatore di IONOMY e leader mondiale nelle soluzioni di rivestimento per coil.
PCT Ebeam and Integration – fornitore di
sistemi Ebeam innovativi e affidabili per linee di rivestimento per coil.
IST METZ GmbH & Co. KG – leader nei sistemi di polimerizzazione UV e LED.
Globus Srl – specialista in sistemi di rivestimento e ingegneria meccanica per coil.
NOVACEL SA – leader mondiale nei film di lavorazione e protettivi per materiali innovativi.
Nonostante la disponibilità di prodotti fotopolimerizzabili, la loro adozione nel settore del coil coating è stata lenta, in gran parte a causa della complessità della transizione. Molte aziende rimangono incerte su come adattare le proprie attività per cogliere l’opportunità della polimerizzazione tramite energie rinnovabili.
“Siamo stati guidati dai valori di collaborazione, innovazione e sostenibilità per fare un passo avanti e aiutare i nostri clienti a innescare il cambiamento. Nessuna azienda può realizzare
questo tipo di trasformazione da sola, ed è per questo che l’ecosistema IONOMY si basa sulla collaborazione per guidare il settore verso il suo prossimo capitolo. Il nostro obiettivo è aiutare i produttori di coil coating ad abbracciare il futuro più efficiente e sostenibile che è a portata di mano. Insieme, renderemo la polimerizzazione con energia rinnovabile non solo possibile, ma anche pratica e redditizia per tutti i produttori di coil coating e i trasformatori di acciaio, che saranno liberi di adattarsi, innovare e competere a un nuovo livello,” ha commentato Chris Bradford, Direttore di Mercato, Coil & Packaging Coatings, AkzoNobel.
Per maggiori informazioni: https://coilcoatings.akzonobel.com/us/ ionomy-redefining-coating-technology

Airbus ha sottolineato l’eccezionale record di consegne di Chemetall e il suo ruolo di lunga data come partner affidabile all’interno della propria supply chain.
L’unità aziendale internazionale Surface Treatment di BASF Coatings, che opera con il marchio Chemetall, è stata nuovamente insignita del prestigioso premio Airbus Supply Chain & Quality Improvement Programme (SQIP). Questo riconoscimento segna il decimo anno consecutivo in cui Chemetall riceve il più alto riconoscimento di fornitore di Airbus, a dimostrazione delle sue prestazioni di consegna e della qualità dei prodotti costantemente elevate per tutto il 2024.
La cerimonia di premiazione si è svolta presso la sede centrale di Airbus a Tolosa (Francia), dove il produttore aerospaziale ha celebrato i suoi fornitori più performanti. Attraverso l’iniziativa SQIP, Airbus mira a elevare i suoi fornitori strategicamente importanti a standard di livello mondiale in termini di qualità e consegne, un fattore sempre più cruciale con il continuo aumento dei tassi di produzione.
Chemetall, fornitore certificato e affermato del settore aerospaziale, fornisce ad Airbus, tra le altre tecnologie, i composti sigillanti per aeromobili Naftoseal® e le soluzioni anticorrosione Ardrox®, tutte progettate per soddisfare i severi requisiti dell'industria aerospaziale globale.
“Siamo molto orgogliosi di ricevere per il decimo anno consecutivo la prestigiosa certificazione Airbus SQIP, il massimo riconoscimento per i fornitori che si distinguono per le loro prestazioni qualitative. È una testimonianza del nostro impegno nel fornire soluzioni innovative e ad alte prestazioni lungo l’intera catena del valore dell’industria aerospaziale, dai produttori alle aziende di manutenzione, riparazione e revisione di aeromobili e motori aeronautici. Desidero ringraziare Airbus per la fiducia e la stretta collaborazione che ci ha dimostrato per molti anni e vi prometto che potrete sempre aspettarvi di più da noi,” ha dichiarato Frank Naber, Senior Vice President Global Surface Treatment di BASF Coatings.
“Siamo molto lieti di aver soddisfatto nuovamente i requisiti del programma Airbus SQIP. Si tratta di un grande lavoro di squadra da parte di tutti i



colleghi del settore aerospaziale nei reparti Qualità, Produzione, Supporto Tecnico e di Laboratorio, Supply Chain e Servizio Clienti, che contribuiscono a garantire questo elevato livello di prestazioni. Continueremo a impegnarci al massimo per garantire ai nostri clienti un’eccellenza costante nelle prestazioni di consegna e nella qualità e a collaborare a stretto contatto con Airbus per migliorare ulteriormente le nostre prestazioni in futuro,” ha aggiunto Guillaume Larrieu, Global Key Account Manager Airbus di Chemetall.
Per maggiori informazioni: www.chemetall.com

CUSTOM BUILT Engineered finishing systems: Blast, Pretreatment, Conveyors, Booths, applicators, robotics, and ovens.
Total Finishing Systems is a leading designer and integrator of high-quality and complex industrial finishing systems Whether you need an in-depth process analysis or require finishing equipment and components, our equipment exceeds expectations and our innovation and automation is industry leading


Questo lancio consente a Dürr CTS di essere più veloce, più focalizzata e più influente nella definizione di pratiche industriali sostenibili a livello mondiale.
Dürr CTS, leader globale nel controllo dell’inquinamento atmosferico e nell’abbattimento del rumore, ha ufficialmente iniziato le operazioni come azienda autonoma. In precedenza divisione Clean Technology Systems (CTS) del Gruppo Dürr, l’azienda entra ora in una nuova fase, concentrandosi sullo sviluppo di tecnologie ambientali e sulla promozione di una crescita sostenibile nella produzione industriale. Con oltre 60 anni di esperienza nel controllo dell’inquinamento atmosferico, nell’abbattimento del rumore e nella produzione di energia decentralizzata, Dürr CTS mira a rendere la produzione industriale più pulita, silenziosa ed efficiente. Le sue tecnologie supportano i produttori in settori quali automotive, chimico ed energetico nel soddisfare standard ambientali ed energetici rigorosi. Gli ossidatori termici rigenerativi (RTO) di Dürr CTS


purificano l’aria di scarico contenente solventi e odori, raggiungendo livelli di purificazione superiori al 99,8% e contribuendo a ridurre al minimo le emissioni nei processi industriali.
Dal novembre 2025, Dürr CTS è di proprietà maggioritaria di Stellex Capital Management, che detiene il 75% delle quote, mentre Dürr AG mantiene una partecipazione minoritaria del 25%. L’indipendenza dell’azienda ne aumenta l’agilità e lo spirito imprenditoriale, consentendo di rispondere più rapidamente alle esigenze del mercato e di investire in tecnologie innovative.
Sviluppo di tecnologie e competenze per un futuro
Il passaggio globale verso una produzione più pulita continua ad accelerare, spinto da obiettivi di emissioni più rigorosi e dalla necessità di un uso più efficiente di energia e risorse. Dürr CTS affronta queste sfide combinando profonda esperienza di processo, ingegneria avanzata e forte orientamento al cliente. Collaborando strettamente con i clienti in tutto il mondo, l’azienda progetta e implementa sistemi che garantiscono la conformità ambientale ottimizzando le prestazioni degli impianti.
“Come azienda autonoma, possiamo costruire sulle nostre consolidate competenze nel controllo dell’inquinamento atmosferico, nell’abbattimento del rumore e nel recupero del calore di scarto, accelerando al contempo l’innovazione nelle tecnologie orientate al futuro. La nostra solida base di R&D ci permette di sviluppare ulteriormente soluzioni come la cattura della CO2 e lo stoccaggio termico dell’energia, che sono elementi chiave per la sostenibilità nella produzione industriale moderna,” afferma Sebastian Baumann, CEO di Dürr CTS.
Team globale con competenze e stabilità a lungo termine
Dürr CTS impiega circa 1.300 persone in 12 paesi e ha generato ricavi annuali superiori a 400 milioni di euro nel 2024. La sua rete globale di sedi ingegneristiche, produttive e di servizio garantisce supporto clienti vicino e capacità di risposta rapida.
Per maggiori informazioni: www.cts-durr.com
L’accordo, unito alla precedente cessione da parte di BASF della sua attività di vernici decorative, valuta l’intera divisione Coatings dell’azienda a 8,7 miliardi di euro, riflettendo un multiplo EV/EBITDA implicito al 2024, prima delle voci straordinarie, di circa 13x. BASF manterrà una partecipazione azionaria del 40% nell’azienda e si prevede che riceverà circa 5,8 miliardi di euro di proventi ante imposte al closing.
BASF e la società di investimento globale Carlyle, in collaborazione con la Qatar Investment Authority (QIA), hanno raggiunto un accordo vincolante per il trasferimento delle attività di BASF dedicate alle vernici OEM per il settore automotive, alle vernici refinish per automobili e ai trattamenti superficiali, collettivamente note come BASF Coatings. Il valore aziendale della transazione è stato fissato a 7,7 miliardi di euro, con il closing previsto per il secondo trimestre del 2026, soggetto alle consuete approvazioni normative. BASF Coatings opera a livello globale, fornendo vernici innovative e sostenibili per OEM del settore automotive, servizi di refinish e trattamenti superficiali per metallo, plastica e vetro in diversi settori. L’azienda, presente in Europa, Nord America, Sud America e Asia-Pacifico, ha generato un fatturato di circa 3,8 miliardi di euro nel 2024. Carlyle collaborerà a stretto contatto con il management di BASF Coatings per supportare la crescita futura investendo in capacità commerciali, innovazione e struttura organizzativa, migliorando l’attenzione al cliente. Carlyle vanta una vasta esperienza in scorporamenti industriali e chimici, avendo precedentemente investito in Axalta, Atotech e Nouryon. “Siamo lieti di collaborare con Carlyle, la cui competenza nel settore, le capacità di carve-out e l’approccio collaborativo contribuiranno a posizionare BASF Coatings verso un successo a lungo termine. Mantenendo una partecipazione azionaria, dimostriamo la nostra fiducia nella futura creazione di valore e nel potenziale di crescita di Coatings. La passione, la competenza e l’attenzione al cliente del nostro team Coatings sono ciò che rende questa azienda
eccezionale”, ha dichiarato Markus Kamieth, Presidente del Consiglio di Amministrazione di BASF SE. “L’operazione annunciata oggi apre un nuovo capitolo di opportunità per BASF Coatings, basandosi sul successo attuale e plasmando un futuro ancora più solido,” ha commentato Anup Kothari, membro del Consiglio di Amministrazione di BASF SE e responsabile della divisione Coatings.
“BASF Coatings è una piattaforma eccezionale con tecnologie all’avanguardia, un team dirigenziale di livello mondiale, solide partnership con i clienti e una presenza realmente globale. Vediamo opportunità interessanti per sfruttare la nostra piattaforma globale e supportare l’azienda nel suo percorso verso un’affermazione come leader indipendente. Questa transazione esemplifica la capacità di Carlyle di realizzare complessi scorpori in partnership con aziende leader a livello globale,” hanno aggiunto Martin Sumner, Global Head of Industrials, e Tanaka Maswoswe, Partner di Carlyle.

“QIA è lieta di collaborare con Carlyle per supportare la prossima fase della continua crescita di BASF Coatings. Questo investimento è in linea con l’approccio di QIA di investire in aziende leader del settore e testimonia la nostra fiducia nella resilienza a lungo termine delle aziende tedesche,” ha concluso Mohammed Al-Sowaidi, CEO di QIA. BASF ha assicurato che la continuità operativa per i clienti sarà mantenuta durante l’intero processo di transazione e che i rappresentanti dei dipendenti saranno coinvolti in conformità con i requisiti di legge e le prassi locali.
Per maggiori informazioni: www.basf.com



FreiLacke investe nel futuro delle sue attività a Döggingen, consolidando le capacità tecniche e migliorando l’interazione con i clienti - a dimostrazione della crescita e dell’impegno verso la tecnologia e la sostenibilità, ulteriormente rinforzati dalla visione gestionale dell’azienda garantita dopo il pensionamento di Hans-Peter Frei.

FreiLacke ha ufficialmente avviato la costruzione del suo nuovo Product Technology Centre (PTC) con una cerimonia di inaugurazione presso la sede di Döggingen (Germania). L’edificio di tre piani, che ospiterà tecnologie di laboratorio e applicative all’avanguardia, dovrebbe essere pronto per l’inizio del 2027. Il PTC diventerà il polo tecnico dell’azienda. Sarà dotato di ampi laboratori di sviluppo, un moderno centro tecnico e una struttura di formazione centrale dove i clienti potranno ricevere formazione pratica e sperimentare i sistemi di rivestimento FreiLacke utilizzando le più recenti tecnologie applicative.
Il nuovo edificio riflette la risposta di FreiLacke alle crescenti esigenze in termini di sviluppo prodotti e assistenza clienti. Consolidando le attività del centro tecnico, precedentemente distribuite in più edifici, il PTC fornirà ulteriori spazi per uffici e laboratori e allevierà gli attuali limiti di capacità, rispondendo al contempo in modo efficiente alla crescente esigenza di formazione dei clienti.
Con una superficie di circa 550 m² per piano, l’edificio di tre piani, incluso un annesso tecnico, rispecchierà il design dell’edificio amministrativo di FreiLacke. Sarà completamente accessibile, dotato di ascensore e di un collegamento con l’edificio dei laboratori esistente, anch’esso privo di barriere architettoniche.
La sostenibilità è stata al centro del processo di progettazione, con il PTC che includerà:
Servizi edili all’avanguardia ed efficienti dal punto di vista energetico, che includono la tecnologia delle pompe di calore.
Integrazione energetica con gli edifici esistenti per ridurre al minimo i consumi aggiuntivi.
Conformità agli attuali standard ecologici.

Con questo sviluppo, FreiLacke sottolinea il suo impegno per il futuro investendo nella continua espansione del sito di Döggingen, rafforzando l’innovazione attraverso laboratori all’avanguardia e avanzate tecnologie applicative e migliorando il supporto e la collaborazione con i clienti con un centro di formazione centralizzato.
Parallelamente a questo investimento, FreiLacke ha annunciato un imminente cambiamento nella dirigenza che sottolinea la stabilità e la visione lungimirante dell’azienda.
Dopo 36 anni di servizio, Hans-Peter Frei andrà in pensione a fine 2025, dimettendosi dal ruolo di Amministratore Delegato, Membro del Consiglio di Amministrazione e Responsabile Tecnico. Il Dottor Rainer Frei assumerà la carica di Amministratore Delegato unico, garantendo la continuità nella leadership dell’azienda di famiglia.
Inoltre, Stefan Kienzler, colui che ha supervisionato la produzione dal 2018, è stato nominato membro del consiglio di amministrazione in qualità di Responsabile della divisione tecnologica, affiancando il Dottor Rainer Frei, Roland Bäurer e Hans-Peter Frei fino alla fine del 2025. Il cambiamento nella dirigenza dell’azienda è stato studiato per garantire continuità, stabilità e un orientamento strategico coerente rinforzando il ruolo di FreiLacke come un partner globale affidabile per soluzioni avanzate di rivestimento industriale.
Per maggiori informazioni: www.freilacke.com
I team della NASA e di Boeing presso il Michoud Assembly Facility hanno implementato una tecnica migliorata per applicare il primer al serbatoio di propellente dello stadio centrale del Space Launch System (SLS) prima dell’applicazione della caratteristica vernice isolante a schiuma.
Itecnici della NASA hanno introdotto un metodo ottimizzato per preparare il serbatoio del SLS — il core stage — in vista della verniciatura con il noto sistema di protezione termica (TPS). Sebbene il rover mostrato non sia destinato a Marte, sta supportando lo sviluppo del razzo progettato per portare astronauti attorno alla Luna. Presso il Michoud Assembly Facility vicino a New Orleans, i team Boeing hanno perfezionato il processo di primerizzazione utilizzato sul serbatoio criogenico del SLS. Lo strato arancione di schiuma spray, distintivo del razzo, serve a regolare la temperatura di circa 733.000 galloni (2,8 milioni di litri) di idrogeno liquido e ossigeno liquido, stoccati rispettivamente a meno 423 °F e meno 297 °F (meno 253 °C e meno 183 °C) durante le operazioni pre-lancio. La schiuma TPS potrebbe non aderire alla superficie del serbatoio se il primer non viene applicato prima in modo uniforme e conforme ai requisiti ingegneristici. ”Prima dell’applicazione della schiuma protettiva, le superfici in alluminio nudo del serbatoio devono essere trattate con primer. Un sistema di spruzzatura automatizzato copre la maggior parte dei 149 piedi (45,4 metri) del serbatoio, ma i tecnici continuano a verniciare manualmente le sezioni a cupola per garantire una copertura completa e una corretta adesione.
“Avviare questo progetto è stato allo stesso tempo impegnativo ed entusiasmante. È una sfida collaborare tra diversi gruppi funzionali, utilizzando i punti di forza e le prospettive uniche di ciascuno, ma si è rivelato gratificante. Avevamo membri del team esperti in processi chimici, progettazione ingegneristica e requisiti, oltre a competenze pratiche nell’applicazione di questi concetti per la produzione. Sono orgoglioso di come i nostri colleghi di Boeing abbiano lavorato insieme per creare una soluzione semplice ma efficace a un problema così complesso,” ha dichiarato l’ingegnere Boeing Nick McEvoy.
Per maggiori informazioni: www.boeing.com

Engineering specialized in the supply of systems for surface treatment, painting and coating

LIQUID PAINTING SYSTEMS
POWDER COATING SYSTEMS
SELF-LEARNING ROBOTS FOR AUTOMATED PAINTING
SYSTEMS FOR THE TREATMENT OF VOCs EMISSIONS .


Julian Rixrath
Evonik Industries AG – Essen, Germania Julian.rixrath@evonik.com
TEGO® Powder Aid C01 migliora la protezione dalla corrosione e l’adesione dei rivestimenti in polvere, eliminando al contempo i comuni inconvenienti degli additivi e aprendo la strada a finiture superficiali di livello superiore.
Irivestimenti in polvere stanno diventando sempre più diffusi in un’ampia gamma di applicazioni grazie ai loro numerosi vantaggi. Migliorano la protezione dalla corrosione e l’adesione, offrono un’ampia compatibilità con diverse chimiche dei leganti e garantiscono una facile lavorabilità senza influire in modo significativo sul comportamento reologico. Inoltre, la loro crescita sostenibile e i benefici ambientali li rendono una soluzione ideale per i moderni impianti di verniciatura ecocompatibili. Il mercato dei rivestimenti in polvere è stato valutato a oltre 13,5 miliardi di dollari nel 2022 e si prevede che cresca in modo significativo, superando i 20 miliardi di dollari entro il 2032, con un tasso di crescita annuo superiore al 6%. Questa espansione è trainata principalmente dall’attenzione
crescente alla riduzione dei composti organici volatili (COV). Rispetto alle vernici liquide tradizionali, infatti, i rivestimenti in polvere emettono quantità trascurabili di COV, rappresentando un’alternativa più sostenibile e rispettosa dell’ambiente.
Disponibili in un’ampia varietà di finiture e colori, questi rivestimenti si distinguono per l’elevata durabilità, che li rende ideali per applicazioni per architettura come sedute per stadi all’aperto, telai di porte e finestre, nonché per mobili e arredi. I progressi nella chimica dei leganti e degli additivi ne hanno inoltre ampliato l’impiego in ambiti di finitura superficiale di alta qualità, come macchinari per l’edilizia pesante e componenti automobilistici, evidenziandone la versatilità e l’eccellente resistenza anche alle condizioni più gravose. Oltre ai vantaggi ambientali, i rivestimenti in polvere offrono numerosi benefici pratici: sono economicamente convenienti, richiedono minori dispositivi di protezione individuale e non necessitano di solventi per la pulizia, riducendo ulteriormente l’impatto ambientale. Nella maggior parte dei casi, anche l’overspray può essere riciclato. Inoltre, permettono applicazioni con spessori maggiori senza rischio di colature e, non contenendo solventi, riducono i costi di trasporto e stoccaggio.
I polimeri poliestere incontrano la tecnologia degli additivi
Gli additivi per rivestimenti in polvere comunemente impiegati, che contengono quantità significative di silice, possono talvolta comportare effetti indesiderati, tra cui una leggera perdita di brillantezza, effetto “buccia d’arancia”, ridotta flessibilità del film o persino perdita di adesione. Questi problemi si traducono in una qualità inferiore del rivestimento, in cui la protezione superficiale potrebbe non risultare efficace come previsto. Di conseguenza, la percezione di qualità del prodotto finale può risentirne, poiché il rivestimento potrebbe non garantire le prestazioni estetiche o protettive desiderate.
TEGO® Powder Aid C01 utilizza una tecnologia innovativa basata su polimeri di poliestere modificati, in grado di ottenere gli effetti desiderati nei rivestimenti senza gli svantaggi tipici degli additivi contenenti silice. Questa tecnologia può migliorare diverse proprietà del film di vernice, ad esempio fornendo una superficie più liscia e una maggiore flessibilità del film.
Maggiore protezione dalla corrosione nelle applicazioni monostrato
TEGO® Powder Aid C01 si presenta sotto forma di granuli a scorrimento libero, che sono semplicemente aggiunti alla premiscela prima del processo di estrusione. Non è richiesta alcuna manipolazione particolare, poiché il prodotto è facile da utilizzare e incorporare.
Prove di laboratorio estese, condotte su diverse tecnologie di leganti, hanno mostrato un miglioramento significativo dei risultati dopo l’esposizione al test di nebbia salina neutra (NSS) secondo la norma DIN EN ISO 9227.
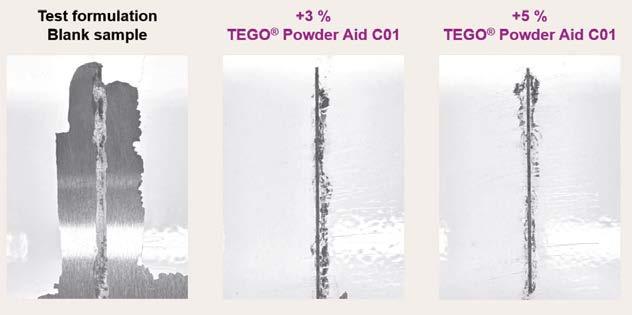
La Figura 1, ad esempio, mostra un rivestimento in polvere bianco lucido (PE/HAA – 95/5, DFT 85–90 µm su pannelli in acciaio fosfatato zincato) contenente il 3% e il 5% di TEGO® Powder Aid C01 dopo circa 860 ore di esposizione alla nebbia salina.
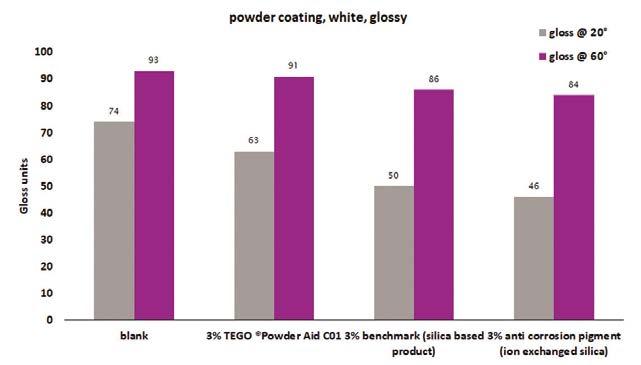
Oltre alle ottimizzate proprietà di protezione dalla corrosione, è stato osservato un impatto minimo sul livello di brillantezza del rivestimento. La Figura 2 mostra i livelli di brillantezza a 20° e 60°, confrontando TEGO® Powder Aid C01 con uno standard di mercato a base di silice e un tipico pigmento anticorrosivo a scambio ionico. Per quanto riguarda l’adesione, la Figura 3 evidenzia i migliori risultati in termini di scheggiatura e perdita di aderenza, anche sui bordi del test di taglio incrociato.
In conclusione, l’impiego di TEGO® Powder Aid C01 non solo migliora le proprietà di protezione dalla corrosione dei rivestimenti in polvere, ma offre anche eccellenti caratteristiche di adesione e finitura superficiale, contribuendo alla realizzazione di vernici più performanti, durevoli e di elevata qualità estetica.
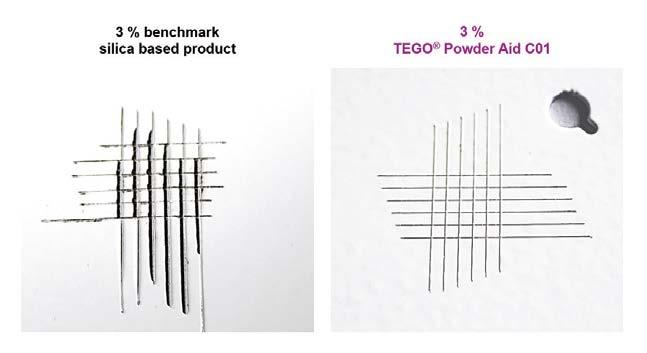
3 - Adesione a taglio incrociato di TEGO® Powder Aid C01 rispetto a un prodotto a base silicea.
Giulia Gentile ipcm®
Rostirolla presenta le viti con occhiello EB e i cappucci filettati CF: la scelta del componente corretto consente di ridurre gli scarti di produzione e di ottimizzare il flusso operativo dell’intera linea di verniciatura.
Nel settore della verniciatura industriale l’attenzione è spesso rivolta agli impianti e alle tecnologie applicative, trascurando il contributo determinante dei piccoli accessori. Le viti con occhiello (EB) e i cappucci filettati (CF) sviluppati da Rostirolla - azienda attiva da oltre vent’anni nella produzione di ganci, telai, carrelli, sistemi di mascheratura e accessori per la verniciatura - rappresentano una soluzione semplice ma efficace per migliorare la qualità del rivestimento finale. Questi elementi consentono di appendere e sostenere i pezzi da verniciare, mascherando contemporaneamente le aree da non trattare. Una selezione e un impiego corretti riducono il rischio di scarti derivanti da verniciature non conformi.
Caratteristiche tecniche delle viti con occhiello (EB)
Le viti con occhiello (eyebolts) sono elementi di fissaggio il cui capo termina in un anello chiuso o parzialmente chiuso che consente l’aggancio mediante ganci, moschettoni o fili di sospensione. Costituiscono la soluzione ideale quando il punto di aggancio disponibile è un foro filettato già presente sul pezzo. Sono realizzate in acciaio zincato e disponibili con filettature metriche standard M3, M4, M5, M6 e M8.
Vantaggi per la verniciatura
Consentono di appendere il pezzo riducendo i punti di contatto con supporti fissi.
Svolgono una funzione di mascheratura: l’occhiello può essere rimosso dopo la verniciatura senza lasciare imperfezioni, se il foro viene successivamente utilizzato per il fissaggio.
Offrono versatilità di impiego su pezzi con geometrie differenti.
Buone pratiche d’uso
Prima di appendere, verificare che la parte possa sopportare il peso del pezzo (carico statico e dinamico).
Non eccedere nel serraggio per non deformare la filettatura; seguire le istruzioni del fornitore.
Caratteristiche tecniche dei cappucci filettati (CF)
I cappucci filettati (screw caps) sono tappi in acciaio zincato che si avvitano su perni filettati presenti sul pezzo per creare un punto di sospensione temporaneo e proteggere al contempo il filetto dalla vernice.



La versione standard è compatibile con perni e filetti M3, M4, M5, M6 e M8.
Vantaggi per la verniciatura
Mascherano il filetto, evitando che la vernice ne comprometta il montaggio o l’accoppiamento successivo.
Sono rapidi da installare e rimuovere e possono essere riutilizzati.
Buone pratiche d’uso
Assicurarsi che la filettatura sul pezzo sia del tipo “ISO metrica” normale;
alcuni componenti non utilizzano filettature metriche standard (per esempio i pezzi per illuminazione e idraulica). Non forzare il montaggio degli accessori, poiché ciò potrebbe danneggiare la filettatura.
Sicurezza e corretto impiego
Sia che si utilizzino viti EB o cappucci CF è necessario assicurarsi sempre della portata del punto di aggancio e del materiale, perché la sicurezza viene prima della praticità, e valutare riuso e resistenza termica a seconda del ciclo di verniciatura.
Prima di caricare agganciare i pezzi è quindi necessario:
verificare che il pezzo regga il peso e le sollecitazioni
scegliere EB per fori filettati, CF per perni filettati
controllare materiale e compatibilità termica
testare un ciclo pilota per verificare assenza di difetti
predisporre procedure di controllo qualità post-verniciatura.
Disponibilità, materiali e personalizzazioni:
la proposta Rostirolla
Rostirolla mantiene a magazzino entrambi i prodotti nelle filettature metriche più diffuse (M3–M8), con possibilità di forniture personalizzate in base alle esigenze specifiche. L’azienda offre inoltre consulenza tecnica per la scelta del modello più idoneo, forniture just in time, kit di appensione personalizzati e soluzioni per ridurre i difetti da contatto e ottimizzare i tempi di linea.
“Non bisogna sottovalutare gli accessori”, afferma Pierluigi Rostirolla, titolare insieme al fratello Simone dell’azienda veneta. “EB e CF sono piccoli investimenti che migliorano in modo sostanziale la resa estetica e la produttività dell’impianto di verniciatura. Rostirolla offre una gamma completa, disponibilità di magazzino e supporto tecnico per integrare queste soluzioni in qualsiasi linea di verniciatura”.



A cura di Defil Srl
Sesto San Giovanni (Milano) info@defil.it
Nel settore degli impianti HVAC e del trattamento dell’aria, l’innovazione è continua e fondamentale per rispondere alle crescenti esigenze di efficienza energetica, sostenibilità ambientale e cost-effective. Tra le soluzioni che stanno rivoluzionando il modo di filtrare l’aria si distingue il filtro DEFIL DIE - serie K, un vero e proprio concentrato di tecnologia e praticità, progettato per essere una risposta all’avanguardia alle sfide odierne di gestione dell’aria indoor.
Design salvaspazio senza compromessi sulle prestazioni Il punto di forza del filtro DIE serie K è il suo design compatto, che presenta una profondità ridotta di circa la metà rispetto ai tradizionali filtri a tasche rigide. Questa caratteristica non è solo un elemento estetico ma strategico, poiché permette di ottimizzare notevolmente lo spazio all’interno degli impianti di filtrazione, rendendo possibile l’installazione anche in spazi ridotti o già molto affollati. Questa soluzione si rivela particolarmente utile per gli interventi di retrofit su sistemi esistenti, dove spesso le dimensioni dei filtri tradizionali rappresentano un limite, e per la progettazione di nuove unità di trattamento dell’aria più compatte e leggere. Ma ridurre le dimensioni non significa perdita di performance. Al contrario: il filtro DIE serie K con dimensioni 592x592x150 mm garantisce una portata d’aria di 3400 m3/h con perdita di carico iniziale di 120 Pa. il filtro DIE serie K garantisce elevati standard di filtrazione di particolato, allergeni, polveri sottili e altre particelle nocive, grazie a materiali
Il filtro DIE - serie K di DEFIL è un vero e proprio concentrato di tecnologia e praticità. Tra le caratteristiche di questo prodotto ci sono la lunga durata e il risparmio energetico ottenuto grazie al flusso d’aria ottimizzato e alla bassa perdita di carico.
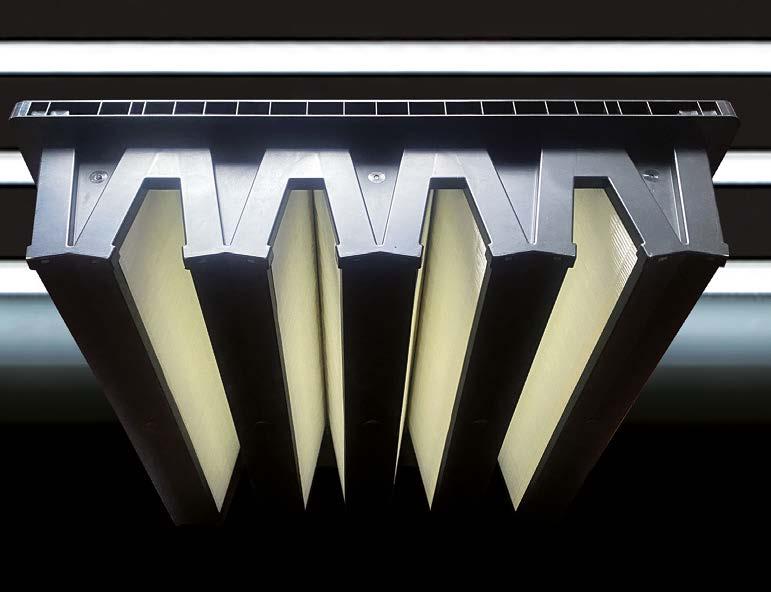
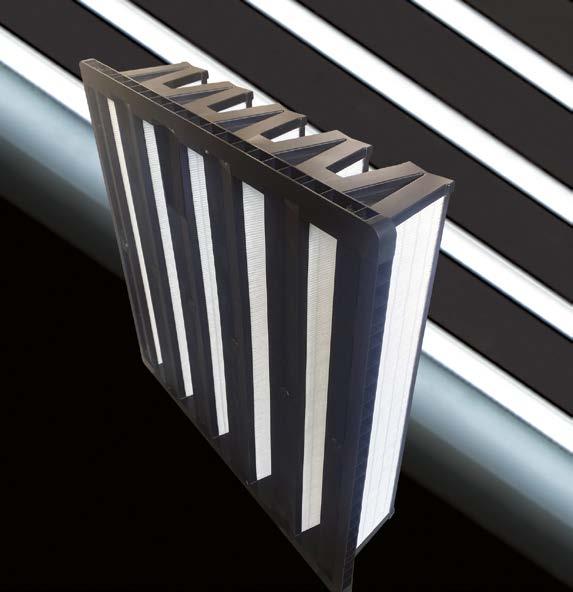
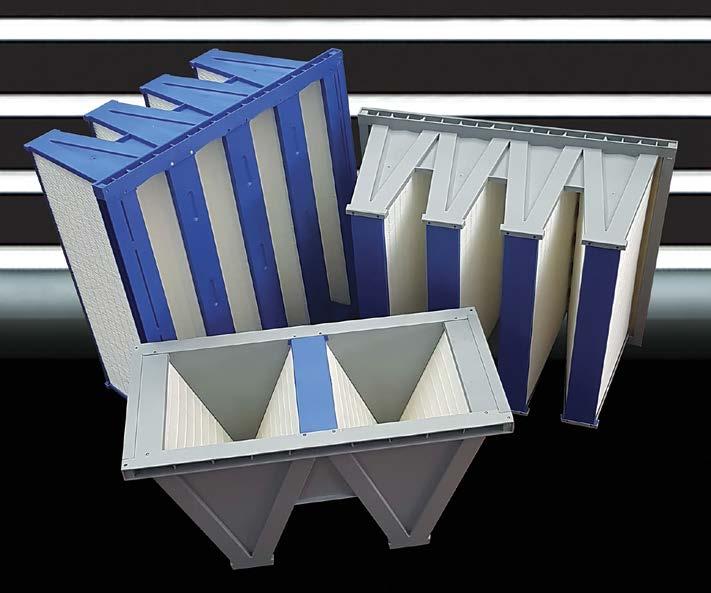

Questo filtro garantisce una portata d’aria di 3400 m3/h con perdita di carico iniziale di 120 Pa.
di alta qualità e a tecnologie di progettazione avanzate. La sua capacità di mantenere un flusso d’aria ottimale, accoppiata a un’efficienza di filtrazione superiore, consente applicazioni di funzionalità avanzate senza sacrificare l’efficienza energetica.
Vantaggi principali e ambiti di applicazione
Il filtro DIE serie K si rivela estremamente versatile, adattandosi efficacemente a molteplici contesti e esigenze di filtrazione. È particolarmente indicato per:
sostituzione dei filtri a tasche, sia rigidi sia morbidi: rappresenta un aggiornamento rapido, diretto e poco invasivo rispetto ai filtri tradizionali, grazie al suo design compatto e facile da installare;
impianti di verniciatura, sabbiatura, taglio laser/plasma: grazie all’elevata efficienza può essere la soluzione ideale per filtrare l’aria in espulsione o un ottimo stadio intermedio prima di una filtrazione superiore;
impianti HVAC generali e sistemi di trattamento dell’aria: ideale per ambienti commerciali, ospedalieri, industriali, dove la qualità dell’aria rappresenta un fattore chiave per la salute e il benessere delle persone;
edifici pubblici e poli sanitari: grazie alla sua capacità di catturare particolato fine e agenti patogeni, rafforza le misure di sicurezza e salubrità indoor;
impianti di processi industriali: dove è richiesto un filtraggio accurato e affidabile, specie in ambienti sensibili o che devono rispettare rigide normative.
Più duraturo e più efficiente: i vantaggi chiave del DIE serie K
Oltre alla sua compattezza, il filtro DIE serie K offre numerosi benefici che lo rendono un investimento vantaggioso nel lungo termine:
durata di vita aumentata: la sua costruzione robusta, realizzata con materiali di alta qualità, garantisce un funzionamento affidabile e stabile nel tempo, riducendo così i costi di manutenzione e le interruzioni operative.
La maggiore durata significa anche una riduzione dello smaltimento e un minore impatto ambientale;
risparmio energetico: grazie al flusso d’aria ottimizzato e alla bassa perdita di carico, il filtro favorisce un utilizzo più efficiente delle unità di ventilazione, contribuendo a ridurre i consumi energetici e di conseguenza anche le emissioni di CO2. Tali vantaggi si traducono in contenuti costi operativi e aumentano la sostenibilità nel tempo.
Il filtro DEFIL DIE - serie K rappresenta una vera innovazione nel settore. Il suo design compatto e leggero, abbinato a prestazioni di alto livello e a un’efficienza energetica superiore, lo rendono una soluzione ideale per le realtà più esigenti.
Nel 2025 SAITA Srl celebra 45 anni di attività: un percorso costruito giorno dopo giorno grazie alla competenza, alla passione e all’impegno di tutte le persone che ne hanno fatto e ne fanno parte. Da piccola realtà nata per fornire assistenza a impianti di depurazione nelle province di Padova e Vicenza, SAITA è oggi un player consolidato a livello internazionale nel settore del trattamento e del riciclo delle acque reflue industriali.
La storia di SAITA prende avvio nel 1980, dall’iniziativa di professionisti con solide competenze tecniche e commerciali che decisero di unire le proprie esperienze per creare un’impresa specializzata nell’assistenza agli impianti di depurazione delle acque. L’azienda, inizialmente costituita a Vicenza, trasferì la propria sede a Limena (Padova) nel 1984, dove ha continuato a crescere fino all’inaugurazione dell’attuale sede nel 2006: oltre 1.000 m2 di superficie coperta, cui si aggiungono 650 m2 di carpenteria e altri 1.500 m2 della nuova sede che verrà inaugurata entro la fine del 2025. Oggi, con tre stabilimenti produttivi in Italia a Padova, l’azienda è attiva in oltre 30 Paesi, e fornisce impianti e assistenza a clienti dei settori più diversi, dalla galvanica alla verniciatura, dalla chimica alla farmaceutica, fino all’elettronica e ai semiconduttori.
Innovazione e sostenibilità al centro
SAITA produce internamente tutti i propri impianti, coniugando modularità e soluzioni su misura, sempre integrate ai processi produttivi. L’azienda ha posto la sostenibilità ambientale come punto cardine della propria missione: ridurre l’impatto delle lavorazioni industriali e contenere i costi di gestione grazie a sistemi avanzati di trattamento e riciclo.
Tra le tecnologie di punta figurano:
demineralizzatori;
impianti chimico-fisici;
evaporatori sottovuoto;
filtrazione a membrane;
impianti di filtrazione;
disinfezione con UV e ozono;
trattamento fanghi e disoleatori;
soluzioni Scarico Zero (Zero Liquid Discharge).
L’azienda ha inoltre investito nella ricerca attraverso SAITA LAB, un laboratorio interno dedicato all’analisi, allo sviluppo di nuove tecnologie e alla formazione del personale.
Uno sguardo verso il futuro
In 45 anni SAITA ha saputo trasformare le sfide in opportunità di crescita. Qualche giorno fa l’azienda ha celebrato questo importante traguardo insieme a chi ogni giorno contribuisce al suo percorso, rinnovando l’impegno a guardare avanti con la stessa determinazione. “Ringraziamo tutte le persone che ieri e oggi hanno reso possibile questa storia,” ha dichiarato SAITA.
Per maggiori informazioni: www.saitaimpianti.com

L’acquisizione conferma la strategia di crescita di Trasmetal, orientata al consolidamento del proprio ruolo di riferimento nel panorama industriale italiano e internazionale.
L’azienda milanese leader nel settore dei sistemi di finitura superficiale Trasmetal S.p.A. ha recentemente annunciato di aver acquisito nello scorso luglio una partecipazione pari al 65% del capitale sociale di Italtecno Solutions S.r.l., azienda modenese specializzata in tecnologie sostenibili per l’industria dell’alluminio. Con questa operazione, Trasmetal intende ampliare il portafoglio di competenze e soluzioni integrate a disposizione dei propri clienti - dagli impianti di ossidazione anodica, alle linee di pulizia delle matrici di estrusione, a quelle di recupero della soda esausta dopo la pulizia delle matrici, al trattamento acque - e di rinsaldare la propria presenza sul mercato quale fornitore di impianti per la finitura di profili in alluminio. “La sinergia tra le due realtà consentirà di sviluppare nuove opportunità tecnologiche e commerciali, valorizzando l’esperienza e la qualità che da sempre contraddistinguono entrambe le aziende,” commenta l’azienda.
Per maggiori informazioni: https://trasmetal.com


Advanced Automation and Color Change
• Superior coverage and process control for significant powder savings
• Fast, reliable, highly automated color change with visual access
• Advanced automation solutions for reduced manual coating
• High finish quality with advanced charge control and ultrasonic sieving
• Industry 4.0 ready IO links
• User-friendly, connected controls with visual guides and help content
www.nordson.com/powder
ics.eu@nordson.com
Ervin Germany GmbH Berlino, Germania info@ervin.eu
Le sfide della granigliatura in inverno - dai problemi di riavvio all’umidità nell’abrasivo, le sfide tipiche della stagione fredda possono essere gestite in modo efficace attraverso una pianificazione proattiva e l’impiego di additivi specifici, come Amapure di Ervin, garantendo prestazioni costanti e protezione per le apparecchiature.
Con l’arrivo dei mesi più freddi, molti impianti dedicati alla preparazione delle superfici si trovano ad affrontare condizioni operative particolari che possono incidere sulla produttività e sull’affidabilità dei macchinari. La granigliatura, in particolare, risulta estremamente sensibile alle variazioni stagionali. Temperature ambiente ridotte, umidità elevata e periodi di fermo prolungati — spesso coincidenti con le festività — possono compromettere la stabilità di processi normalmente affidabili. Sebbene questi fattori possano sembrare marginali rispetto ad altre problematiche operative, il loro impatto sull’efficienza complessiva, sulle prestazioni dell’abrasivo e sulla durabilità delle apparecchiature può essere significativo. Due criticità si ripresentano puntualmente ogni anno: il riavvio delle macchine dopo lunghi arresti e la gestione dell’umidità nella miscela abrasiva. Entrambe possono essere affrontate con successo grazie a una pianificazione preventiva, all’adozione di buone pratiche e a un approccio basato sulla competenza tecnica.

Questo articolo analizza i principali aspetti da considerare per garantire che le operazioni di granigliatura invernali restino stabili, efficienti e sicure, così da assicurare le migliori prestazioni da parte di operatori e impianti anche nei mesi più impegnativi dell’anno.
Riavvio dell’impianto di granigliatura dopo lunghi periodi di fermo produzione
Non è raro che gli stabilimenti di produzione pianifichino fermate prolungate durante il periodo invernale, in particolare tra dicembre e inizio gennaio, per ferie, manutenzione o motivi di ottimizzazione dei costi. Tuttavia, quando un impianto di granigliatura rimane inattivo per diversi giorni o settimane, le condizioni interne della macchina e delle relative infrastrutture possono modificarsi in modo significativo. Polvere e residui di abrasivi tendono a depositarsi, l’umidità può accumularsi e guarnizioni o cuscinetti possono subire fenomeni di corrosione leggera o irrigidimento. Alla ripresa delle operazioni, questi cambiamenti possono tradursi in problemi di avviamento costosi e non pianificati, se non gestiti correttamente. Prima della riaccensione, è consigliabile seguire una procedura di riavvio strutturata, definita con il costruttore o il partner di manutenzione, che includa i seguenti passaggi:
Ispezione meccanica: verificare che turbine, giranti e alloggiamenti siano liberi da componenti bloccati o usurati. Controllare la tensione e l’allineamento di cinghie e giunti. Eventuali tracce di corrosione o accumuli di abrasivo devono essere rimosse prima dell’avviamento.
Controllo del sistema elettrico: ispezionare quadri di comando, sensori e interblocchi di sicurezza. Le condizioni di freddo e umidità possono influire sull’isolamento dei cavi e sui connettori, causando letture instabili o falsi allarmi.
Sistema abrasivo e di riciclo: svuotare eventuali residui di materiale dal contenitore della graniglia e dai sistemi di trasporto, se non già eseguito prima della sosta. L’abrasivo compattato o agglomerato può provocare blocchi di flusso, alimentazioni irregolari o usura prematura al riavvio del sistema.
Al momento del riempimento della tramoggia, è consigliabile impiegare una miscela bilanciata di abrasivo nuovo e rigenerato per stabilizzare
più rapidamente le condizioni operative e ripristinare la distribuzione granulometrica ottimale. La tramoggia dovrebbe essere riempita almeno per tre quarti prima del primo ciclo per garantire un flusso regolare attraverso il sistema di alimentazione. Se si utilizza solo abrasivo nuovo, è previsto un breve periodo di rodaggio, durante il quale gli operatori devono monitorare con attenzione la portata dell’abrasivo, l’assorbimento di corrente delle turbine e il profilo di granigliatura, regolando i parametri secondo necessità per mantenere la costanza del processo. Anche i sistemi di supporto critici – come separatori ad aria, setacci, condotti e filtri dei collettori di polvere – devono essere ispezionati e puliti. L’accumulo di polvere nei filtri può ridurre l’efficienza di aspirazione, generando cadute di pressione più elevate e potenziali contaminazioni del materiale abrasivo. Infine, è buona prassi documentare la procedura di riavvio e assegnare responsabilità chiare ai team di manutenzione e produzione. Una breve riunione pre-avvio per allineare ruoli e aspettative può evitare che semplici dimenticanze si trasformino in lunghi fermi macchina. Suggerimento tecnico: pianificare la checklist di riavvio prima del fermo impianto. Identificare in anticipo i componenti da isolare, pulire o lubrificare e assicurarsi che i ricambi necessari siano disponibili. Una preparazione accurata prima della sosta consente di recuperare preziose ore di produzione al momento della ripartenza.
Gestione dell’umidità nella miscela abrasiva operativa
La seconda grande sfida invernale è rappresentata dall’umidità. Con l’abbassarsi delle temperature e l’aumento dell’umidità relativa, cresce in modo significativo il rischio di infiltrazioni nel sistema abrasivo. Il fenomeno può iniziare in maniera apparentemente innocua — alcuni pezzi umidi, un coperchio della tramoggia lasciato aperto durante il carico o condensa formata nei condotti durante la notte — ma i suoi effetti possono rapidamente sommarsi e compromettere l’intero processo di granigliatura. La presenza di umidità nella miscela abrasiva causa l’agglomerazione della graniglia metallica, riducendo il flusso nel sistema di alimentazione. Il primo segnale è spesso un flusso irregolare dell’abrasivo, che porta a copertura disomogenea e risultati di trattamento non uniformi. Con il tempo, il problema può evolvere in bloccaggi completi nella tramoggia, nell’elevatore o nel sistema di recupero, richiedendo interventi di pulizia manuale o lo svuotamento completo del materiale abrasivo. Oltre ai problemi di flusso, l’umidità influisce anche sulla qualità della superficie trattata. L’abrasivo bagnato colpisce il substrato in modo differente, riducendo l’efficienza di pulizia e generando un profilo superficiale irregolare, che può compromettere l’adesione dei rivestimenti. Inoltre, l’abrasivo umido tende ad attrarre particelle di polvere fine, aumentando il carico sui filtri e accelerandone l’usura. Un approccio proattivo alla gestione dell’umidità è quindi essenziale. Tutto parte dal controllo ambientale: mantenere aree di stoccaggio e tramogge di alimentazione asciutte e termicamente stabili è la prima difesa. Coprire i pezzi conservati all’aperto, isolare le tubazioni e garantire un flusso d’aria positivo nella sala di granigliatura aiuta a ridurre la formazione di condensa. Oltre alle misure preventive, l’uso di additivi minerali come Amapure di Ervin offre una soluzione efficace per controllare l’umidità







Riavvio delle operazioni di granigliatura. Quando un impianto di granigliatura rimane fermo per diversi giorni o settimane, le condizioni interne possono subire variazioni significative.

Ispezione del separatore ad aria. L’accumulo di polvere nei filtri può ridurre l’efficienza di aspirazione, generando maggiori perdite di pressione e possibili contaminazioni del materiale abrasivo.
nell’abrasivo. Questi additivi assorbono umidità residua e contaminazioni da olio, mantenendo la miscela asciutta, omogenea e scorrevole. I vantaggi includono sistemi di granigliatura più puliti, minor polvere dispersa e maggiore durabilità dei filtri. “L’umidità nella miscela abrasiva è una sfida invernale nascosta che può influire sia sulla qualità del trattamento che sulla salute delle apparecchiature. Affrontarla tempestivamente con Amapure fa la differenza,” spiega Paul Abram, Direttore Tecnico di Ervin. Mantenendo un flusso di abrasivo asciutto, pulito e costante, gli impianti possono garantire prestazioni elevate e durature, salvaguardando al tempo stesso l’integrità meccanica delle proprie apparecchiature di granigliatura. Suggerimento tecnico: conservare l’abrasivo in contenitori sigillati e asciutti ed evitare di lasciare tramogge vuote durante la notte. Eseguire regolarmente il rabbocco con una miscela bilanciata di abrasivo nuovo e rigenerato riduce il rischio di formazione di sacche di umidità nel sistema di alimentazione.
Monitoraggio e ottimizzazione per la stabilità stagionale
Anche con procedure solide, le condizioni invernali possono cambiare rapidamente. Un impianto efficiente in una giornata mite può mostrare criticità se l’umidità aumenta o le temperature calano di notte. Perciò, il monitoraggio continuo è essenziale per mantenere stabile il processo. Gli operatori dovrebbero controllare regolarmente parametri chiave come il flusso dell’abrasivo, l’amperaggio delle turbine e le prestazioni del sistema di aspirazione. Variazioni in questi indicatori segnalano precocemente problemi di umidità o anomalie meccaniche, permettendo interventi prima di guasti o fermi macchina. La registrazione giornaliera dei dati consente di individuare tendenze stagionali e pianificare manutenzione preventiva. Inoltre, può essere necessario regolare il flusso d’aria e le impostazioni del separatore in base alle condizioni ambientali: ad esempio, l’aria fredda, più densa, può richiedere piccole tarature per mantenere l’efficienza del separatore e garantire la corretta rimozione di polveri e contaminanti.
Dal punto di vista gestionale, la documentazione sistematica delle esperienze invernali costituisce una risorsa preziosa. Nel tempo, diventa un manuale operativo invernale che raccoglie buone pratiche, dati prestazionali e lezioni apprese. Condividere queste informazioni tra impianti migliora l’efficienza complessiva e riduce i tempi di formazione dei nuovi operatori. Suggerimento tecnico: durante l’inverno, tieni un registro giornaliero di temperatura, umidità e parametri di funzionamento. Anche piccoli dati, raccolti con costanza, possono rivelare correlazioni utili e guidare miglioramenti basati su analisi oggettive.
L’inverno non deve necessariamente tradursi in minor efficienza o maggiori tempi di fermo nelle operazioni di granigliatura. Concentrandosi su due aree chiave — riavvii controllati dopo le interruzioni produttive e gestione proattiva dell’umidità — gli impianti possono mantenere prestazioni costanti anche in condizioni stagionali difficili. Un piano di riavvio strutturato protegge le apparecchiature da usura prematura, assicura operazioni sicure e accelera il ritorno ai regimi produttivi ottimali. Parallelamente, controllare l’umidità nella miscela abrasiva preserva la qualità delle superfici trattate, prolunga la vita utile dei componenti, migliora le prestazioni di filtrazione e riduce i costi manutentivi. Insieme, queste misure rappresentano un approccio proattivo all’affidabilità del processo: riducono i rischi, tutelano la produttività e consolidano l’eccellenza operativa dell’impianto.
“L’inverno non deve essere una stagione di prestazioni ridotte. Con la giusta preparazione, le operazioni di granigliatura possono rimanere efficienti e affidabili tutto l’anno,” conclude Paul Abram.
Integrando una pianificazione di manutenzione strutturata con una costante vigilanza tecnica, gli operatori possono trasformare le sfide invernali in un’opportunità per rafforzare la disciplina operativa e la resilienza produttiva dell’intero impianto.

DISCOVER OUR SYSTEMS










Come leader globale nella produzione di distributori automatici, SandenVendo è orgogliosa della qualità e delle prestazioni dei propri macchinari, anche in ambienti difficili dove la corrosione può rappresentare un problema. Allo stesso tempo, l’azienda punta a ridurre l’impatto ambientale e offrire prodotti e processi più sostenibili. A supportare questa missione ci sono le vernici in polvere Interpon di AkzoNobel, che combinano stile e protezione anticorrosiva.
Fondata oltre 80 anni fa, SandenVendo ha aperto la produzione europea nel Nord Italia nel 1965, con l’obiettivo di progettare un sistema produttivo sostenibile lungo tutta la filiera, dal riciclo dei rifiuti al controllo qualità.
Per sostenere questa ambizione, l’azienda ha iniziato a utilizzare Interpon già 30 anni fa, attratta dall’assenza di COV (Composti Organici Volatili), che rende le vernici più sicure per i dipendenti, e dalla capacità dei rivestimenti in polvere di contribuire agli obiettivi globali di sostenibilità.
Recentemente, SandenVendo ha adottato Interpon Redox One Coat, che offre tutte le prestazioni anticorrosive del sistema standard in una singola applicazione. Questo consente di ridurre consumi energetici, rifiuti e costi grazie a tempi di produzione più rapidi.
L’azienda ha aumentato i distributori esterni rivestiti con Redox One Coat dal 10% al 40% della produzione totale, con riscontri molto positivi: “Passare a Interpon Redox One Coat ha ridotto significativamente il consumo di polvere, e stiamo valutando altre tecnologie
come Interpon Low-E (Low-Energy), che polimerizza a temperature più basse”, afferma Paola Venesia, Purchasing Manager di SandenVendo Europe. Il passaggio a Interpon Redox One Coat ha anche aiutato SandenVendo a ottenere la certificazione ISO 50001 per la gestione dell’energia. L’aumento dell’efficienza nella linea di verniciatura in polvere ha contribuito direttamente a ridurre il consumo complessivo di elettricità e gas in tutta l’azienda. Sanal Limoncuoglu, Direttore Commerciale per il Sud Europa di AkzoNobel Powder Coatings, afferma: “Interpon Redox One Coat è un ottimo esempio di come tecnologie innovative di rivestimento possano aiutare i produttori a ridurre l’impatto ambientale, mantenendo elevati livelli di prestazione e protezione. La nostra collaborazione con SandenVendo dimostra cosa è possibile quando valori condivisi su qualità, efficienza e sostenibilità si incontrano”.
Collaborando con Interpon, SandenVendo ha beneficiato della qualità dei prodotti, in termini di colore e durata. L’azienda produce in media 90 macchinari al giorno e, con l’avvio di una seconda linea, prevede di arrivare a 130 pezzi entro la fine del 2025. I distributori automatici e le macchine da caffè sono utilizzati sia all’interno che all’esterno, e Interpon viene impiegato sia per rivestire gli involucri esterni sia alcuni componenti interni. I colori
possono essere personalizzati su richiesta: “Ogni volta che abbiamo un nuovo colore, testiamo sempre le sue prestazioni in una camera climatica,” continua Paola Venesia, “così possiamo valutare come si comporta nel tempo. I nostri prodotti sono esposti a acqua, umidità, temperature e sole, quindi l’integrità del colore è fondamentale. Testiamo anche l’adesione degli sticker per assicurarci che non si stacchino”.
L’azienda ha beneficiato anche della qualità del Team di Assistenza Tecnica di AkzoNobel, sempre disponibile a fornire consigli sulle ultime tecnologie e su come ottimizzare la linea di verniciatura in polvere, che comprende tre cabine automatiche e una manuale.
“La qualità di Interpon è davvero impressionante,” dice Paola, “e il team è sempre pronto a rispondere a qualsiasi domanda sulle specifiche tecniche dei prodotti”. SandenVendo è in un percorso di crescita ambizioso.
L’azienda distribuisce già in più di 70 paesi e continua a progettare macchinari “che migliorano e ispirano la cultura e lo stile di vita delle comunità in tutto il mondo”.
La crescita è favorita dai partner selezionati: “AkzoNobel è uno dei nostri fornitori migliori,” conclude Paola. “Credo sia un partner che ogni produttore dovrebbe avere al proprio fianco”.


Alessia Venturi ipcm®

In collaborazione con DN Chemicals, il Gruppo DKC ha rinnovato il proprio processo di pretrattamento degli armadi per quadri elettrici della linea RamBlock, introducendo una nanotecnologia di ultima generazione e un modulo di nebulizzazione automatico e con funzionalità personalizzate, che consente di migliorare l’adesione del rivestimento e la sua resistenza alla corrosione fino alla classe C3H–C4H.
Da alcuni anni il mercato dei trattamenti di superficie evidenzia una tendenza chiara: cresce la richiesta di rivestimenti con livelli di durabilità sempre più specifici, anche per prodotti non destinati a utilizzi in condizioni ambientali severe o a classi di corrosività elevate. Un segnale di maggiore maturità del settore, oggi caratterizzato da un approccio più professionale e da una cultura industriale che favorisce crescita e internazionalizzazione.
I reparti Ricerca e Sviluppo dei fornitori di soluzioni di trattamento superfici si concentrano quindi sull’innalzamento delle prestazioni di durabilità per soddisfare queste nuove richieste, offrendo sistemi flessibili e modulari sia in termini di costi iniziali di investimento sia di costi operativi e di gestione. Non sempre gli utilizzatori finali sono pronti a investire in prestazioni
più elevate, creando uno scarto tra ciò che viene richiesto e il budget disponibile. Per questo è essenziale proporre la prestazione più adatta alle reali esigenze del cliente e all’effettivo utilizzo dei prodotti.
Da questo assunto è partita la collaborazione fra il Gruppo DKC, realtà italiana riconosciuta nel mondo per l’esperienza maturata nel campo della progettazione e della realizzazione di soluzioni coordinate per il settore elettrotecnico, l’automazione industriale e l’e-mobility, e DN Chemicals di Milano, fra i leader in Europa nella produzione di prodotti chimici per il pretrattamento alla verniciatura e il trattamento delle acque. Quest’ultima, già fornitrice del ciclo di pretrattamento alla verniciatura di DKC per la linea RamBlock, ha sostituito la conversione nanotecnologica a base di silani con un prodotto all’avanguardia della sua gamma più recente, con l’obiettivo di ridurre la distanza fra il livello di resistenza alla corrosione garantito da DKC (240 ore in nebbia salina) e la categoria di corrosività C4H ottenibile con l’uso della cataforesi: per consolidare ulteriormente il ruolo di DKC in un mercato in continua evoluzione, DN Chemicals ha anche collaborato attivamente con il fornitore del modulo di nebulizzazione completamente automatico e personalizzato, mettendo a disposizione l’esperienza maturata su altri impianti, e consentendo a DKC di risparmiare sui costi di gestione e, in futuro, di passare da un prodotto di pretrattamento all’altro in base alle richieste dei clienti, in soli pochi secondi e senza necessità di smaltimenti.



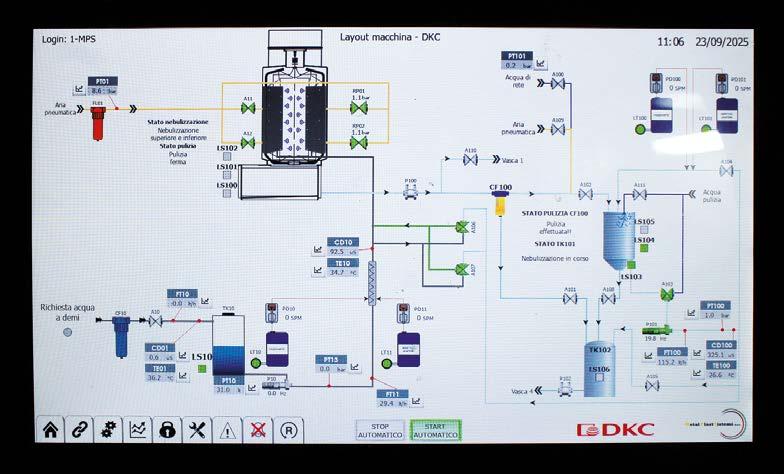
I presupposti del cambiamento
“DKC nasce nel 1998 nel settore dei sistemi di canalizzazione per l’elettrotecnica. Tra il 2007 e il 2021 il Gruppo ha consolidato la propria presenza in Italia e in Europa attraverso investimenti in aziende con un forte know-how tecnico e reti commerciali strutturate, che hanno dato forma al Sistema Italia” racconta Michele Oberti, responsabile dell’unità produttiva di Bellinzago Novarese di DKC, dedicata alla linea RamBlock. “Da più di vent’anni siamo un punto di riferimento grazie alla proposta di una vasta gamma di soluzioni innovative ed efficienti per la protezione cavi, la trasmissione, lo storage, il controllo dell’energia, l’automazione industriale e l’impiantistica. L’offerta è rivolta principalmente a costruttori di macchine, impianti, system integrator, distributori, installatori, progettisti e utilizzatori finali. La nostra offerta comprende un portafoglio ampio e coordinato di soluzioni. Oltre alla sede di Bellinzago Novarese e a due stabilimenti all’estero, in Ungheria e Romania, dedicati alla linea RamBlock, le nostre Linee includono il canale Combitech e SATI Italia, gli armadi stradali in BT della linea Conchiglia, le soluzioni per quadri elettrici della linea
Steeltecnica e i sistemi metallici e plastici per la protezione cavi della linea Cosmec. Accanto a questi, proponiamo anche prodotti attivi per la gestione e distribuzione dell’energia sviluppati all’interno delle linee Hercules, RamKlima, RamBatt, Net One ed Energy”.
“La verniciatura è una lavorazione che riguarda principalmente la Linea RamBlock, che ha sede a Bellinzago, in Ungheria e Romania, dove produciamo cassette metalliche e armadi, componibili o monoblocco, per applicazione in ambito automazione a bordo macchina, prevalentemente per uso indoor” prosegue
Oberti. “La durabilità e la resistenza alla corrosione però stanno diventando elementi di valore aggiunto del prodotto, in particolare per certe specifiche applicazioni, per questo abbiamo esplorato possibili alternative tecnologiche al ciclo di trattamento in essere, per capire come innalzare la qualità e la durabilità del rivestimento senza costi di investimento e di gestione tali che il mercato stenterebbe a riconoscerci”.

© ipcm
Rispetto alla versione standard, questo modulo presenta una vasca di raccolta del prodotto che sgocciola dai pezzi. Da lì è inviato a un secondo serbatoio dotato di sistema di agitazione del fluido e di semi-ricircolo.
“L’esigenza era quella di trovare una soluzione che rappresentasse un buon compromesso fra risultato qualitativo e costo operativo. È indispensabile trovare un equilibrio fra il livello di resistenza alla corrosione effettivamente necessario al settore e l’aumento dei costi industriali impliciti nell’implementazione di nuove tecnologie o processi” aggiunge Maurizio Bovio, tecnologo di processo di DKC. “Una delle possibili soluzioni era inserire la cataforesi come primer alla successiva finitura a polvere, una strada che trovo sempre più diffusa sul mercato e già percorsa nel passato recente da alcuni nostri concorrenti. Tuttavia, i costi di investimento per attrezzare con la cataforesi non solo lo stabilimento di Bellinzago ma anche quelli ungherese e rumeno che possiedono il medesimo flusso produttivo, sarebbero stati troppo alti e non giustificati dalle effettive richieste dei clienti”.
“Un aspetto molto importante, per noi di DKC, è la delaminazione del rivestimento perché, sebbene offriamo un servizio di personalizzazione dei prodotti, gli armadi metallici sono spesso forati e lavorati meccanicamente dai clienti per inserire interruttori o feritorie. Per questo, l’adesione della vernice alla lamiera rappresenta uno dei parametri di qualità più rilevanti e maggiormente apprezzati dal mercato. Alla luce di queste considerazioni ci siamo orientati sul miglioramento del pretrattamento con l’adozione di prodotti di nuova generazione. Abbiamo interpellato il nostro fornitore storico, DN Chemicals, per trovare con loro una soluzione per aumentare l’adesione del rivestimento al substrato, la copertura uniforme dei pezzi anche in corrispondenza dei numerosi spigoli e delle saldature, e salire a una classe di corrosività compresa fra la C3H e la C4H”.



REUSABLE MASKING WITHOUT TOOLING COST
• 3D Masks by cutting Silicone
• Max precision
• Multiple materials for multiple uses and industries
• No minimum order quantities

Caratteristiche del nuovo processo di pretrattamento
“Nei 3 stabilimenti di carpenteria del Gruppo lavoriamo acciaio al carbonio laminato a caldo, prevalentemente lamiera in fogli, che viene tagliata, cesoiata, punzonata, piegata, verniciata e infine dotata di guarnizioni, dal momento che tutti i nostri pannelli devono garantire tenuta all’ingresso di liquidi” riprende Michele Oberti. “Lo stabilimento di Bellinzago Novarese possiede una linea di verniciatura automatica con una cabina a cambio colore rapido attrezzata con pistole di spruzzatura HDLV di Nordson. Nonostante il colore standard del nostro prodotto sia il RAL 7035, facciamo una dozzina di cambi colore alla settimana perché, fornendo principalmente il mercato dell’automazione con armadi installati a bordo macchina, c’è spesso l’esigenza di abbinare il colore dell’armadio con quello della macchina. Abbiamo anche alcuni clienti che inviano ordini programmati di colori custom”.
“Il ciclo di pretrattamento messo a punto con DN Chemicals alcuni anni fa prevedeva un fosfosgrassaggio, due risciacqui con acqua di rete, un risciacquo con acqua demi e una conversione nanotecnologica con il

Dollcoat SA116, una delle più semplici nanotecnologie a matrice silanica esistenti sul mercato, che presenta il vantaggio di poter essere usata a ricircolo; quindi, applicata in uno stadio normale di spruzzatura”, prosegue Oberti. “Per compiere il salto di qualità, abbiamo introdotto uno dei prodotti nanotecnologici più recenti di DN Chemicals, il Dollcoat RS103”. “Questo prodotto non si vuole proporre nel modo più assoluto come un’alternativa alla cataforesi” interviene André Bernasconi, Direttore Generale di DN Chemicals “ma riesce a soddisfare facilmente i requisiti della classe di corrosione C3H, ossia 480-500 ore di resistenza in nebbia salina con una delaminazione inferiore a 1 mm dall’intaglio. È il primo dei prodotti – se vogliamo il più semplice – della nuova serie che si sta affermando in oltre 12 impianti a livello industriale in Italia e Spagna. Lo sviluppo del nuovo processo di pretrattamento ha richiesto l’introduzione di un modulo di nebulizzazione del prodotto, che consentirà a DKC di seguire l’evoluzione dei prodotti DN Chemicals verso standard qualitativi sempre più alti, che richiederanno impianti flessibili di nebulizzazione per sfruttarne appieno le potenzialità”.





Turn key solutions for industrial wastewater treatment - Design and manufacturing of plants and chemicals for industrial wastewater treatment
Chemical-physical plants - Sludge treatment and compactor systems - Ion exchange demineralization systems and reverse osmosis systems - Oil separators - Filtering systems



Batch type systems - Flotation units - Chemicals and spare parts for water treatment - Technical service, support and maintenance of wastewater treatment plants


We don’t just treat water,we give it a second life. Every drop matters: our ongoing commitment to zero discharge and total water reuse drives every solution we design.





“DKC, infatti, ha partecipato in maniera estremamente attiva alla sperimentazione di una delle evoluzioni delle nanotecnologie di DN Chemicals che è il Dollcoat GP107, un prodotto di nuova generazione che utilizza una grafite speciale ingegnerizzata e prodotta da ENI, con cui abbiamo depositato un brevetto congiunto e internazionale” prosegue Bernasconi. “Un impianto di nebulizzazione come quello installato da DKC, non strettamente necessario per l’applicazione del Dollcoat RS103 che può essere usato anche a ricircolo, permetterà al Gruppo di passare da un prodotto all’altro in pochi secondi qualora dovessero decidere di introdurre il Dollcoat GP107 per aumentare ulteriormente la classe di resistenza alla corrosione di tutta, o parte, della produzione”. “Il modulo di nebulizzazione garantisce un maggior controllo del processo e consente di passare da una tecnologia all’altra senza dover smaltire l’intera vasca di trattamento. Il modulo di nebulizzazione attualmente in uso nasce da uno sviluppo congiunto fra DN Chemicals, DKC e l’impiantista, regolato e personalizzato a mano a mano che si ponevano delle condizioni operative diverse, partendo sempre dai dati sperimentali e dall’esperienza quotidiana di DKC” aggiunge Mara Pege, responsabile di laboratorio di DN Chemicals. “Rispetto alla versione standard, questo modulo presenta una vasca di raccolta del prodotto che sgocciola dai componenti. Da lì è inviato a un secondo serbatoio dotato di sistema di agitazione del fluido e di semiricircolo. Questo perché, dalla analisi sulla linea di trattamento, abbiamo riscontrato una maggiore omogeneità ed efficacia del prodotto e una minore necessità di reintegro se questo veniva sempre mantenuto in agitazione controllata. Questo accorgimento tecnico ci consente di recuperare il prodotto, abbassando i costi di almeno il 20% rispetto all’aspettativa inziale”. “Questo modulo di nebulizzazione è stato concepito per poter utilizzare uno o più prodotti diversi di pretrattamento, non semplicemente l’RS103 o il GP107, ma anche di prodotti bi-componenti, che rappresentano il futuro del settore” prosegue André Bernasconi.
“DKC potrebbe idealmente passare da un prodotto a un altro, magari più specifico per certi tipi di applicazioni, solo qualora ne avessero bisogno. Ad esempio, potrebbero decidere di usare il GP107 solo quando hanno bisogno di prestazioni nettamente superiori rispetto a quelli che oggi ottengono utilizzando il prodotto standard, e poi ritornare in brevissimo tempo allo standard dell’RS103 piuttosto che passare all’utilizzo di prodotti bicomponenti, sempre mantenendo un controllo di processo rigoroso e costante. Infatti, più i processi chimici diventano complessi, più è strettamente necessario mantenerne il controllo, sia per non sprecare prodotto sia per lavorare esattamente entro i parametri richiesti”.
Vantaggi operativi e qualitativi
“Il pregio di questa tecnologia è che ci permette di incrementare la resistenza alla corrosione in linea con le reali aspettative e disponibilità del mercato, mantenendo alta l’attenzione sui consumi energetici, che è un tema molto sentito dal Gruppo DKC” afferma Michele Oberti. “Inoltre, questa soluzione tecnologica è facilmente replicabile nei vari stabilimenti del Gruppo che verniciano gli stessi manufatti. Un altro vantaggio operativo del modulo di nebulizzazione è l'automatismo delle reazioni, ossia la possibilità di introdurre una serie di azioni che gli attuatori posizionati lungo la linea







di pretrattamento possono eseguire in modo automatico. È chiaro che la funzione umana rimane sempre utile per capire se ci sono delle correzioni da adottare, però la maggior parte del lavoro è svolto dal modulo di nebulizzazione stesso, che dà garanzie di costanza, qualità e anche un po’ più di tranquillità agli operatori”.
“Sia l’RS103 sia il GP107 sono definibili come dei pre-treatment primer. Il GP107 ha dimostrato di agevolare una maggiore conduttività del substrato polimerico permettendo così una copertura della vernice nettamente superiore anche in zone difficili da un punto di vista elettrostatico, come gli spigoli. Garantisce anche un miglior avvolgimento della polvere perché livella il potenziale del campo elettrico e di conseguenza una maggiore omogeneità dell’applicazione delle vernici. L’RS103 è un’epossidica modificata con dei POS (oligomeri di sintesi ottenuti da silani) all’interno dei quali poi vengono aggiunti ulteriori elementi anticorrosivi e dei modificatori reologici del polimero. Una volta applicato, con spessore tipico di 0,5 micron su lamierati, è come se il prodotto creasse un velo di epossidica con caratteristiche molto particolari dal punto di vista della resistenza meccanica, ideale per i settori del coil e del post forming. Il futuro sarà quello di formulare prodotti di pretrattamento con resine diverse in funzione dell’applicazione finale”.


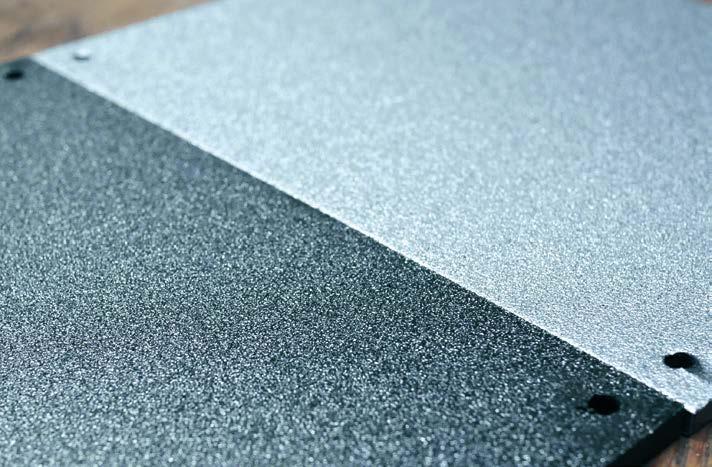


Ervin has been providing customers with the best blasting solutions since 1920. Whatever your needs, we can provide the ideal abrasive and technical support for perfectly clean and prepared surfaces.
Amasteel shot & grit
• High quality martensitic steel abrasives for cleaning, surface preparation and peening
Stainless shot & grit
• Produces high gloss, rust free surfaces
• For cleaning, surface preparation and peening
Amapure
• New mineral degreasing additive
• Improved productivity and coating performance
• Combine with Ervin Amasteel and Stainless abrasive for the ideal blasting solution
Ervin Germany GmbH T +49 30 6780 4940 info@ervin.eu www.ervin.eu


Il ruolo strategico dei servizi di laboratorio
“Complessivamente uno degli aspetti più soddisfacenti di questa collaborazione è stata l’apertura e la disponibilità di DKC, che si è posta come vero e proprio partner di DN Chemicals. Il nostro laboratorio ha garantito loro un impegno importante, di più giorni alla settimana nella fase di installazione, fornendo un’assistenza tecnica in loco e una risposta molto rapida, non solo dal punto di vista delle analisi elettrochimiche, EIS e ACET, ma anche di test in nebbia salina e monitoraggio del ciclo completo di pretrattamento in modo da avere un quadro generale quotidiano del funzionamento dell’impianto” dichiara Mara Pege. “Questo controllo settimanale ha permesso di vedere i risultati di ogni piccola modifica impiantistica sul modulo di nebulizzazione, il cui funzionamento è stato ottimizzato per arrivare alle prestazioni che ci eravamo prefissati. È stata una sinergia fondamentalmente tra conoscenza del prodotto, dell’impianto di pretrattamento e di questo nuovo modulo. Abbiamo lavorato su portate, concentrazioni, tempi di ricircolo, movimentazione del prodotto, filtrazione dei sedimenti, percentuali di aria all’interno del sistema. Tutto questo lavoro ha avvantaggiato lo sviluppo di un modulo di nebulizzazione in grado di seguire l’andamento dell’evoluzione industriale dei processi di pretrattamento”.
Benefici effetti “collaterali” “Una delle cose che abbiamo riscontrato da tutto questo lavoro di analisi, ricerca, e sviluppo è quanto influisce sulla qualità finale l’elevata variabilità delle prestazioni dei prodotti vernicianti, un tempo considerati – a parità
di chimica formulativa - come fattore neutro nell’ambito della valutazione di un ciclo di finitura” conclude André Bernasconi. “Attraverso le analisi elettrochimiche effettuate sui prodotti finiti, ci siamo resi conto che varia la permeabilità del rivestimento finale a seconda della marca di vernice in polvere utilizzata, a parità di pretrattamento chimico del substrato. Purtroppo è una situazione che si ripropone frequentemente e in settori diversi: dobbiamo smentire il fatto che “è sempre colpa del pretrattamento”. Ciò impone a chi vernicia di fare delle valutazioni approfondite su quelli che sono i materiali, i pretrattamenti e i prodotti vernicianti scelti. “Siamo molto soddisfatti del risultato ottenuto con i prodotti DN Chemicals e per la qualità della partnership instaurata con il loro laboratorio. C’è stata crescita reciproca. Inoltre, i nuovi prodotti sono di facile gestione, a differenza di alcuni cicli proposti da loro competitor in passato. In sintesi, il risultato finale ottenuto sul prodotto, la nuova classe di corrosività raggiunta e l’entità dell’investimento hanno pienamente soddisfatto le nostre aspettative” conclude Michele Oberti.





Alessia Venturi ipcm®
Adapta presenta un nuovo edificio emblematico realizzato con le finiture ceramiche della Collezione ENAMEL per architettura e design: l’Entreprise Research Campus (ERC) di Allston, Boston. L’edificio, che si colloca nella politica di sviluppo inclusivo e sostenibile adottata dalla città di Boston, presenta una facciata nei toni ceramici, realizzata con un sistema tri-strato a polvere che soddisfa la certificazione AAMA 2605.
La Inclusionary Development Policy (IDP) è una politica adottata dalla città di Boston, Massachusetts (USA), nota per ospitare l’università di Harvard e il centro ricerche MIT –per promuovere la costruzione di alloggi a prezzi accessibili all’interno dei nuovi progetti immobiliari privati.
Concretamente, l’IDP impone ai promotori immobiliari che realizzano nuovi edifici residenziali di una certa dimensione di riservare una quota di unità abitative all’interno del progetto a famiglie o individui con redditi medio-bassi (affordable housing), oppure contribuire economicamente a un fondo cittadino destinato alla creazione o al mantenimento di alloggi accessibili in altre aree della città. L’obiettivo è favorire la diversità socioeconomica dei quartieri e contrastare il fenomeno della gentrificazione, assicurando che anche le persone con redditi più modesti possano continuare a vivere in zone soggette a forte sviluppo immobiliare. L’adozione della Inclusionary Development Policy (IDP) da parte della città di Boston ha rappresentato un passo fondamentale nel tentativo di aumentare l’offerta di alloggi a prezzi accessibili, ma ha anche spinto il moltiplicarsi di progetti volti a riqualificare quartieri semiabbandonati, zone industriali o inutilizzate, includendo aree verdi, spazi comuni, viabilità

alternativa e centrando i progetti sull’utilizzo di tecnologie costruttive, materiali e finiture sostenibili e a ridotta impronta di carbonio. In questo contesto si inserisce il progetto dell’Enterprise Reasearch Campus (ERC)1, nella zona di Allston-Brighton, un hub di creatività, ricerca e cultura che sosterrà un futuro sostenibile attraverso edifici eco-compatibili e resilienti al clima, realizzati con tecniche costruttive a basse emissioni di carbonio.
I quartieri di Allston e Brighton di Boston sono quartieri ricchi di cultura che prosperano grazie alla loro diversità, alla loro storia e al loro patrimonio culturale. Sono un crogiolo di artisti, famiglie di immigrati, residenti di lunga data, giovani famiglie e studenti provenienti da diverse culture e religioni. Guidato congiuntamente dallo studio Henning Larsen in collaborazione con Studio Gang, insieme all’architetto del paesaggio SCAPE e al pianificatore locale Utile, il progetto prevede un paesaggio urbano dinamico con strade e spazi urbani di diverso tipo, progettati per arricchire l’esperienza pedonale2 Per la finitura della facciata degli edifici abitativi da 8 piani e della torre da 17 piani, progettata nei tipici colori bostoniani, è stato scelto un rivestimento a polvere dai toni ceramici, lucidi e materici che ricordano lo smalto. Realizzata con un sistema fornito da Adapta Color di Peñíscola, Spagna, azienda leader nella produzione di vernici in polvere per architettura e design e pioniera dello sviluppo di smart coatings, questa finitura comprende due strati di vernice in polvere della collezione ENAMEL più l’applicazione di trasparente finale della collezione ETERNAL.
1 https://ercallston.com
2 https://henninglarsen.com/projects/enterprise-research-campus
Questo sistema tri-strato, con spessore totale di circa 300 micron, soddisfa i requisiti della certificazione americana AAMA 2605, assimilabili a quelli previsti dall’europea Qualicoat Classe 3, ed è conforme alla normativa ASTM E84 di resistenza al fuoco.
Cenni progettuali
L’azienda americana di real estate Tishman Speyer si impegna a sbloccare il potenziale umano attraverso la costruzione di quartieri che portino benefici alla comunità. È questo ciò che ha fatto, in collaborazione con HarvardAllston Land Company, con il progetto dell’Enterprise Researc Campus. Adiacente all’Harvard Business School e all’Harvard Science and Engineering Complex, l’ERC rappresenta un complesso dinamico a uso misto nel cuore del quartiere Allston, a Boston. La prima fase dell’ERC comprende spazi laboratorio all’avanguardia, residenze in affitto – di cui il 25% a canone agevolato –, un hotel, il centro congressi David Rubenstein Treehouse e grandi spazi aperti accessibili al pubblico.
L’Enterprise Research Campus (ERC) trasforma una sezione storicamente sottoutilizzata del quartiere di Allston in un distretto urbano progettato per nutrire e ispirare creatività ed esplorazione.
Il complesso comprende anche ristoranti e negozi locali, un vivace Greenway, appartamenti e spazi laboratorio all’avanguardia per la ricerca e lo sviluppo.
Gli edifici per uffici e laboratori dell’ERC saranno idonei alla certificazione Fitwel, che garantisce un ambiente di lavoro più sano, volto a migliorare il

I due blocchi residenziali del progetto Enterprise Research Campus a Boston, le cui facciate sono rivestite con vernici a polvere della collezione ENAMEL di Adapta, che offre superfici altamente decorative e riflettenti.

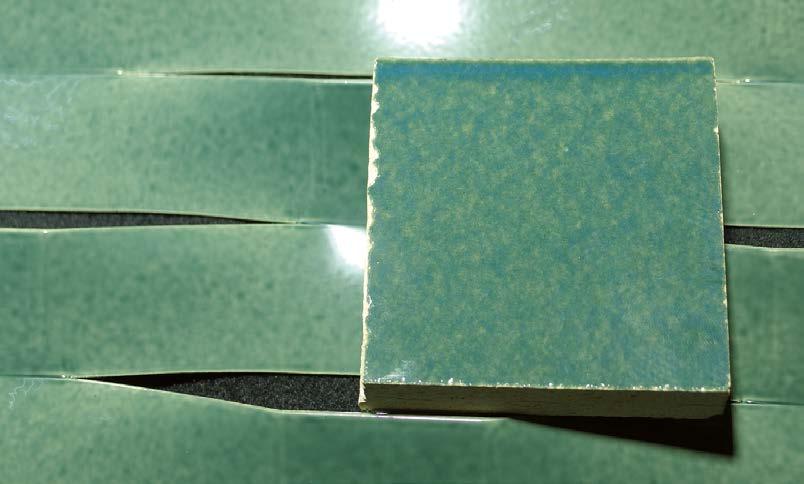
Il cladding della torre di 17 piani e 58 m di altezza è costituita da pannelli verdi brillanti che richiamano le tradizionali finestre a bovindo rivestite in rame, tipiche di Boston. Foto a destra: il prodotto della collezione ENAMEL applicato su lamiera stirata accanto al campione ceramico reale.
benessere e la produttività degli occupanti, con particolare attenzione alla sostenibilità, alla resilienza e all’equità.
Progettato per essere un sito pedonale e ciclabile, capace di ridurre le emissioni di carbonio e contribuire in modo concreto alla lotta contro i cambiamenti climatici, l’ERC introdurrà miglioramenti significativi per tutti gli utenti della mobilità: nuove piste ciclabili, marciapiedi e spazi pedonali che collegheranno in modo agevole pedoni e ciclisti, con un numero ridotto di parcheggi per scoraggiare gli spostamenti non veicolari.
Tra i benefici attesi del progetto ERC si include anche la creazione di 2.000 posti di lavoro nel settore delle costruzioni e di 2.300 posti permanenti in loco in diversi ambiti, tra cui scienze della vita, gestione degli edifici, commercio e ospitalità.
La Fase A dell’ERC è già stata completata e comprende circa 8.000 m2 di spazi verdi organizzati intorno a un Greenway che funge da spina dorsale verde di un piano urbanistico più ampio che collega lo storico quartiere di Allston al fiume Charles. Essa include due edifici destinati alla ricerca e sviluppo, un edificio residenziale con 343 unità abitative (di cui 86 a canone agevolato), un hotel e un centro congressi gestito dall’Università di Harvard. Il Greenway sarà il cuore del sito e fungerà da spazio pubblico dinamico, con eventi e attività aperti a tutti.
La Fase B seguirà un processo di autorizzazione separato e includerà ulteriori spazi per uffici e laboratori di ricerca e sviluppo, nuove unità abitative e ulteriori aree verdi e spazi aperti per ampliare ulteriormente il Greenway.
Sede: Boston, United States
Anno: 2023–
Superficie: 27000 m²
Certificazioni: LEED Gold
Committenti: Tishman Speyer; Harvard University
Con 343 appartamenti, di cui il 25% a canone accessibile, spazi commerciali per piccole attività locali, una terrazza verde sul tetto e servizi per i residenti, i due edifici di questo complesso residenziale contribuiscono al carattere sociale e inclusivo dell’Enterprise Research Campus, un nuovo distretto urbano adiacente alla Harvard Business School, nel quartiere di Allston a Boston, Massachusetts.

Ispirati all’architettura storica di Boston, gli edifici residenziali dell’ERC reinterpretano in chiave contemporanea le facciate testurizzate e i materiali distintivi tipici della città.
Il progetto comprende due blocchi residenziali: un edificio medio di otto piani e una torre di 17 piani (58 metri di altezza) disegnate dallo studio MVRDV DI Rotterdam3. Al piano terra, questi edifici – insieme a un hotel progettato da Marlon Blackwell Architects – sono collegati da un piano unico che ospita spazi comuni come coworking, palestra, sala giochi e sale riunioni per i residenti del complesso.
Il complesso offrirà appartamenti di varie tipologie –monolocali, bilocali e trilocali – ognuno disponibile in tre diverse dimensioni. Questa varietà modula la facciata, creando rientranze e sporgenze che conferiscono agli edifici una texture articolata e dinamica, oltre a consentire a un numero maggiore di appartamenti di avere finestre d’angolo e massimizzare così la vista. Attraverso materiali e dettagli raffinati, il progetto
3 https://www.mvrdv.com/projects/771/enterprise-research-campus
richiama l’architettura locale pur esprimendo un carattere elegante e contemporaneo4. Tutti gli edifici dell’Enterprise Research Campus adottano una palette cromatica tipicamente bostoniana; per gli edifici residenziali, le facciate sono rivestite con pannelli verdi lucidi che richiamano le tradizionali finestre a bovindo in rame tipiche della città.
Per la finitura dei panelli, è stata scelta la collezione ENAMEL di Adapta, che offre superfici riflettenti e molto decorative, che evocano le finiture smaltate ma offrendo tutte le caratteristiche di sostenibilità delle vernici in polvere, perfettamente in linea con i requisiti del progetto ERC.
Per tutti i pannelli è stata utilizzata una finitura a doppio strato in diverse tonalità di verde, ottenuta applicando una base beige e una mano finale di colore Verde Sacramento e Verde Medio uniforme. Per massimizzare la resistenza in esterno, ai pannelli è stato applicato un ulteriore strato di trasparente lucido della collezione ETERNAL di Adapta, che ha consentito al rivestimento di soddisfare i requisiti AAMA 2605.
4 https://www.mvrdv.com/projects/771/enterprise-research-campus

I prodotti della collezione Vivendi SDS ENAMEL sono basati su resine poliestere superdurabili. Queste finiture sono applicate in un sistema a due mani. Le mani di fondo sono colori pieni, mentre le mani di finitura sono trasparenti pigmentate per imitare gli smalti e le finiture glaze. Il sistema a doppio strato soddisfa le più elevate specifiche internazionali di qualità per i rivestimenti in polvere, come Qualicoat Classe 2, GSB Master o AAMA-2604, e possono essere utilizzati per applicazioni architettoniche esterne.Sono disponibili con finitura liscia satinata (30-80% di brillantezza), opaca (35-42% di brillantezza) o lucida (80-95% di grado di brillantezza).
I prodotti Vivendi SDS ENAMEL sono stati progettati principalmente per l’uso su superfici in alluminio, come:
Pannelli di alluminio espanso e forato.
Reti di alluminio stirato e appiattito.
Frangisole e schermi in alluminio.
Cassette di alluminio per facciate.

L’avveniristico edificio per uffici Tánger-Álaba, situato nel distretto 22@ di Barcellona, è stato verniciato con il sistema Enamel Terracotta DM-0073 di Adapta. La doppia facciata a baguette presenta un rivestimento in polvere ceramica super-durevole in tonalità argilla DM-0073 su RM-9010, RM-9003 e RM-7038. ©
I prodotti formulati con la tecnologia Vivendi SDS presentano un’eccellente resistenza all’esterno, stabilità del colore e ritenzione della brillantezza dopo 36 mesi di esposizione in Florida, soddisfacendo le normative Qualicoat Classe 2, GSB Master e AAMA 2604.
Con l’applicazione di uno strato di trasparente, il sistema di verniciatura raggiunge facilmente la conformità con la certificazione Qualicoat Classe 3 e AAMA 2605.
In assenza delle prove di esposizione naturale in Florida, i tecnici di Adapta hanno eseguito due test basati rispettivamente sull’arco allo xeno (3.000 ore) e sul QUV B-313 (2.000 ore), misurando una ritenzione della brillantezza del 50%. Inoltre, il sistema a tre strati di Boston è stato testato per la resistenza al fuoco secondo ASTM E84 (Tabella 1 e 2).
Protezione e durata degli asset come primo indice di sostenibilità
Nella progettazione architettonica sostenibile, un ruolo fondamentale lo gioca la durabilità degli asset. Utilizzare rivestimenti superdurabili, con una lunga resistenza in esterno delle loro prestazioni estetiche e funzionali, significa ridurre gli intervalli di manutenzione, evitare la sostituzione prematura dei materiali e, con essa, eliminare gli innumerevoli costi, anche ambientali, legati alla produzione di nuovi componenti. Dopotutto, la sostenibilità non è solo una questioni di riduzione dell’impatto ambientale, dell’impronta al carbonio e di economia circolare ma è soprattutto un atto di conservazione e preservazione di quanto già esiste.
Tabella 1 - Informazioni sul campione.
Identificazione del materiale Collezione ENAMEL applicata su lamiera di alluminio (DB-1001 + DB-0142 + DB-0004 (300-310 microns)
Descrizione del materiale fornito Tre strati di vernici in polvere super-durevoli applicati su 1 mm di lamiera di alluminio
Spessore del materiale
0.018 inches (3 mm) (incluso il substrato)
Data di ricezione del materiale 20-09-2023
Numero di identificazione del campione 23-002-S0363
Data del test 18-10-2023
Tabella 2: I documenti di settore, come l’International Building Code (IBC), NFPA 101 Life Safety Code, ecc., fanno riferimento ai risultati dei test ASTM E84 (UL 723, NFPA 255) utilizzando le seguenti categorie di classificazione dei materiali.
Flame-Spread Index (FSI)
Classe 1 o Classe A 0 - 25
Classe 2 o Classe B 26 - 75
Classe 3 o Classe C 76 - 200
Classificazione dei risultati dei test sul materiale (se applicabile)
Smoke Developed Index (SDI)
450 max
450 max
450 max
Classe 1 o Classe A






Overspray free paint application with EcoPaint Jet
Revolutionar y pr e cision in automatic appl ic ation br ings ef f icienc y to pr o duc t customization. Dürr’s solution EcoPaintJet applies sharp-edged paint lines on surfaces, pushing the limits for efficient and resources av ing co ating: No over spr ay, no mor e masking of your product www.verind.it


A cura di Basca Srl
Formigine (Modena) info@basca.tech
Le operazioni di lavaggio in ambienti confinati espongono ancora oggi gli operatori a rischi significativi. Basca affronta questo problema con sistemi automatici di lavaggio modulari, adattabili e perfettamente integrabili, che eliminano la necessità di intervento umano all’interno dei serbatoi industriali. Oltre a garantire sicurezza e conformità normativa, gli impianti assicurano tracciabilità dei parametri di processo e ottimizzazione dei consumi.
In qualsiasi settore industriale in cui si utilizzano serbatoi o contenitori per la miscelazione, lo stoccaggio o il trasporto di sostanze – che si tratti di vernici, solventi, prodotti chimici, cosmetici, alimenti o farmaci – il lavaggio rappresenta un momento cruciale dell’intero processo produttivo. Garantire che un recipiente sia perfettamente pulito e privo di residui significa assicurare la qualità del prodotto successivo, prevenire contaminazioni indesiderate e rispettare le normative igieniche e di sicurezza che regolano i diversi comparti produttivi. Eppure, dietro a quella che può sembrare una semplice operazione di routine, si nasconde uno degli aspetti più delicati e pericolosi del lavoro industriale: la pulizia manuale dei serbatoi. Ancora oggi, in molte aziende, questa procedura viene eseguita da operatori che entrano

fisicamente all’interno dei serbatoi per rimuovere residui di lavorazione, incrostazioni e contaminanti. Una pratica rischiosa e tutt’altro che rara tra le cause di infortuni e incidenti mortali. Infatti, gli ambienti confinati – come serbatoi o cisterne – rappresentano una delle situazioni più critiche dal punto di vista della sicurezza, e ogni anno si registrano casi di intossicazioni da gas nocivi o decessi dovuti all’assenza di adeguate procedure e sistemi di protezione. Proprio da questa consapevolezza nasce l’approccio di Basca, azienda con sede a Formigine (MO), specializzata nella progettazione e realizzazione di impianti automatici di lavaggio di contenitori industriali. “La sicurezza deve essere il primo parametro di valutazione di qualsiasi processo produttivo,” afferma Alessio Bondi, Head of Sales di Basca. “Eliminare il rischio che un operatore debba entrare in un serbatoio per lavarlo è una priorità assoluta. Con le nostre tecnologie di lavaggio automatico è possibile garantire una pulizia più efficace, più rapida e soprattutto più sicura, senza compromettere la produttività e mantenendo il pieno rispetto delle normative. Inoltre, ogni ciclo di lavaggio è completamente tracciabile e documentabile, il che offre alle aziende la garanzia di processi controllati e certificabili.”
Impianti di lavaggio automatici e con configurazioni modulari
Basca progetta e realizza un’ampia gamma di impianti automatici di lavaggio, adatti alle più diverse tipologie di contenitori — tra cui cisterne, serbatoi fissi o mobili e vasche di miscelazione — e capaci di rimuovere


con efficacia contaminanti di varia natura: prodotti chimici, vernici, cosmesi, alimentari o in polvere. Le soluzioni possono essere a base acqua, solvente o con detergenti ecocompatibili, e impiegano sistemi di lavaggio ad alta o bassa pressione, spazzole rotative o ugelli, in funzione delle esigenze specifiche di ogni processo produttivo. Ogni impianto
Basca è progettato secondo una logica modulare, che ne consente la completa personalizzazione in base alle esigenze del cliente. Questa struttura flessibile permette di adattare il sistema a serbatoi di qualsiasi forma e dimensione e di integrarlo con facilità sia in linee produttive di nuova realizzazione sia in impianti già esistenti. In funzione delle specifiche richieste vengono definite le componenti meccaniche, idrauliche e strutturali da installare, insieme al livello di automazione e alla configurazione software più adatta al processo. “La collaborazione con il cliente è un aspetto fondamentale del nostro metodo di lavoro,” sottolinea Bondi. “Per ogni progetto sviluppiamo una vera e propria ‘ricetta di lavaggio’, calibrando tempi, temperature, portate e tipologie di detergenti o solventi necessari a ottenere il risultato desiderato, in modo preciso e ripetibile.”
Questo approccio su misura risulta particolarmente apprezzato dalle aziende che eseguono produzioni in conto terzi, spesso chiamate a gestire produzioni variabili e non prevedibili. In questi casi, la certezza di un lavaggio efficace e ripetibile rappresenta una garanzia di affidabilità nei confronti del cliente finale, prevenendo rischi di contaminazione tra lotti incompatibili o reazioni indesiderate tra sostanze diverse.
Tra i principali benefici che i sistemi Basca offrono si annoverano:
Riduzione dei tempi di lavaggio, con conseguente incremento della produttività e diminuzione dei tempi di fermo macchina.
Qualità costante e controllata del risultato finale, grazie a parametri automatizzati e cicli ripetibili.
Minor impatto ambientale grazie alla riduzione dei consumi di acqua e solventi.
Minore produzione di rifiuti da smaltire, con benefici economici e ambientali.
Ritorno sull’investimento in tempi brevi, grazie all’efficienza complessiva del processo.
Maggiore sicurezza per gli operatori.

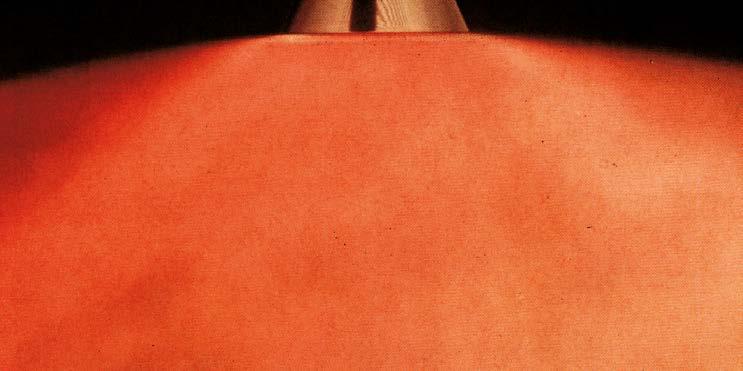


Basca è un’azienda con sede a Formigine (MO) specializzata nella progettazione e realizzazione di impianti automatici di lavaggio di contenitori industriali.
Gli impianti automatici di lavaggio progettati da Basca sono adatti alle più diverse tipologie di contenitori — tra cui cisterne, serbatoi fissi o mobili e vasche di miscelazione — e capaci di rimuovere con efficacia contaminanti di varia natura: prodotti chimici, vernici, cosmesi, alimentari o in polvere.


www.spray-sa.com

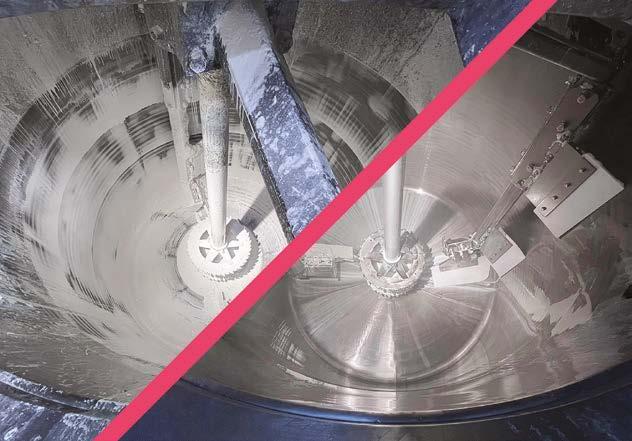
A sinistra: una vasca di miscelazione dopo il ciclo produttivo, con residui di vernice depositati sulle superfici interne; a destra: il serbatoio completamente pulito e riportato alle condizioni ottimali a seguito del ciclo di lavaggio effettuato con l’impianto fornito da Basca.
Dal lavaggio manuale all’automazione: un cambio di mentalità necessario
Nonostante siano ormai disponibili tecnologie altamente evolute, come quelle sviluppate da Basca, in molti stabilimenti industriali il lavaggio dei serbatoi continua ad essere effettuato manualmente. Spesso ci si trova a operare su impianti installati da anni, realizzati da fornitori differenti e corredati da documentazioni tecniche non sempre aggiornate, circostanza che rende più complesso l’adeguamento alle normative di sicurezza e aumenta i rischi operativi per gli addetti.
“Un impianto di lavaggio rappresenta un investimento a lungo termine che deve essere in grado di seguire l’evoluzione della produzione. La nostra azienda interviene per automatizzare il lavaggio anche su impianti già esistenti, agendo sia a livello meccanico sia software, garantendo nel contempo un aggiornamento completo della documentazione tecnica, la verifica della conformità normativa e un supporto tecnico continuativo nel tempo, così da rendere l’impianto sicuro, efficiente e sempre allineato agli standard richiesti”, sottolinea Bondi.
Per assicurare la piena conformità, Basca collabora inoltre da anni con l’ingegnere Claudio Delaini, consulente del lavoro e specialista in certificazione CE, che affianca l’azienda modenese nello sviluppo di soluzioni capaci di eliminare il rischio derivante dall’ingresso in ambienti confinati, senza alterare la natura o le prestazioni del macchinario. “Molte aziende temono di intervenire su impianti già operativi per paura di lunghe procedure burocratiche o della perdita della certificazione CE. In realtà, è possibile incrementare significativamente la sicurezza senza modificare la destinazione d’uso dell’impianto”, dichiara Delaini. L’intervento di Basca non cambia né la destinazione d’uso dell’impianto né le sue prestazioni produttive: si limita a potenziarne la sicurezza. Di conseguenza, la certificazione CE originaria rimane valida, senza alcuna

Ogni impianto è progettato secondo una logica modulare, che ne consente la completa personalizzazione in base alle esigenze del cliente.
necessità di procedere a una nuova marcatura in quanto si tratta a tutti gli effetti di un miglioramento tecnico che porta benefici concreti sia all’azienda sia agli operatori che quotidianamente gestiscono i processi.
“Ogni intervento è accompagnato da un corso di formazione per gli operatori e da un’integrazione del manuale d’uso, che ha l’obiettivo di mettere ordine nella documentazione tecnica spesso incompleta o datata e riportare l’impianto all’interno di un quadro di piena conformità normativa”, continua il consulente del lavoro.
“La collaborazione diretta con un consulente certificato rappresenta per il nostro cliente una garanzia aggiuntiva, e assicura un processo sicuro, tracciabile e pienamente conforme alle direttive europee, capace di coniugare produttività, sicurezza e affidabilità nel tempo”, prosegue l’Head of Sales di Basca.
Automazione e sicurezza:
il nuovo standard per il lavaggio industriale
“Quando affrontiamo un progetto non ci limitiamo a installare una macchina, ma portiamo con noi una vera cultura della sicurezza. Automatizzare il lavaggio significa, prima di tutto, eliminare il rischio che un operatore debba entrare in un serbatoio e ridurre al minimo ogni possibilità di errore umano. Un’operazione critica diventa così un processo controllato, sicuro, ma anche completamente tracciabile. L’impianto esegue il ciclo in autonomia, con parametri completamente automatizzati, ricette preimpostabili e tempi di lavaggio ottimizzati, comprese le pause necessarie per i fermi macchina dovuti alle operazioni di pulizia. E, in un’epoca in cui efficienza, tracciabilità dei processi e dei consumi sono requisiti imprescindibili per restare competitivi, disporre di un impianto che fornisce dati precisi, aggiornati e affidabili rappresenta un vantaggio non indifferente,” conclude Bondi.












sceglie un’alimentazione esclusivamente elettrica per il suo primo impianto
Martina Stucchi ipcm®
Con l’intento di portare all’interno la totalità delle operazioni di finitura dei propri prodotti, Bocciolone Antincendio S.p.A ha deciso di installare il suo primo impianto di verniciatura nel pieno rispetto del progetto di decarbonizzazione dell’azienda. Come partner per questo nuovo percorso ha scelto Eurotherm di Volpiano (Torino) che ha fornito un impianto con alimentazione completamente elettrica.
Quando pensiamo alla sicurezza antincendio una delle prime immagini che ci viene in mente è quella di un estintore di colore rosso. Non è un caso: da sempre il colore rosso - in particolare la tonalità RAL 3000 – rappresenta un vero e proprio linguaggio universale nel mondo della prevenzione incendi. Le ragioni sono molteplici. Il rosso è il colore del fuoco e, di conseguenza, risulta immediatamente associabile a situazioni di emergenza. Inoltre, possiede un’elevata visibilità anche in condizioni di pericolo o scarsa illuminazione, che consente di individuare più facilmente cassette per idranti, estintori, manichette o pulsanti d’allarme. Le origini di questa scelta cromatica risalgono al XX secolo, quando nelle fabbriche e negli uffici pubblici si avvertì l’esigenza di rendere immediatamente riconoscibili i dispositivi di emergenza. Il rosso, una tinta facilmente reperibile e già carica di significati psicologici legati a energia, urgenza e pericolo, divenne presto lo standard di riferimento.
Bocciolone Antincendio Spa di Romagnano Sesia (NO) è un’azienda storica specializzata nella produzione di materiale antincendio pompieristico
La finitura dei dispositivi di emergenza in generale, e di sicurezza antincendio in particolare, ha dunque un’importanza fondamentale ai fini della loro riconoscibilità: uniformità e durata del colore, resistenza meccanica e chimica del rivestimento, costanza qualitativa sono le caratteristiche fondamentali che questa finitura deve possedere. Bocciolone Antincendio Spa di Romagnano Sesia (NO) - azienda storica specializzata nella produzione di materiale antincendio pompieristico – ha deciso di internalizzare per la prima volta il processo di verniciatura dei propri dispositivi, affidandosi a Eurotherm di Volpiano (TO) per la progettazione di una linea di finitura combinata polvere-liquido che rispettasse anche il processo di decarbonizzazione dell’azienda. Da questa collaborazione è nato un impianto estremamente flessibile, digitalizzato e con alimentazione esclusivamente elettrica, che sfrutta l’energia solare prodotta dai pannelli solari installati da Bocciolone sul tetto del nuovo stabilimento.
Una storia lunga più di un secolo
La storia di Bocciolone Antincendio inizia con l’iscrizione presso la Camera di Commercio di Novara nel 1898 da parte di Basilio Bocciolone: ben presto l’azienda con sede a Valduggia si specializza nella lavorazione delle lastre di rame. I primi prodotti furono le caldaie per distillare la grappa e per riscaldare l’acqua delle macchine del caffè: marchi come Cimbali, La Carimali, Arduino si affidavano ai prodotti Bocciolone per completare i loro manufatti. Dopo un periodo di contrazione a causa della Seconda Guerra Mondiale, negli anni ‘50 Aldo Bocciolone, figlio di Basilio, rilanciò l’attività producendo le prime lance in rame per i vigili del fuoco.
“I primi dispositivi prodotti per il settore antincendio furono le lance: con la lastra in rame si creava un cono che veniva saldato e a cui venivano aggiunti gli ugelli. A fine anni 60 mia madre, Caterina Bocciolone, figlia di Aldo, acquistò una moderna conificatrice per concentrare le attività sul settore antincendio, abbandonando la vecchia produzione” spiega Stefano Galletti, Amministratore Delegato di Bocciolone Antincendio, quarta generazione a controllo dell’azienda.


Bocciolone continua la sua storia nel corso dei decenni espandendosi per acquisizione e ampliando i siti produttivi. Nel 2000 implementa la produzione dei lamierati per le cassette di contenimento dei dispositivi antincendio, che in precedenza venivano affidati ad aziende fornitrici. Nel 2007 Bocciolone acquisisce un’azienda storica nel settore, RIGEF di Rigamonti, e amplia il magazzino per la gestione di materie prime con un nuovo fabbricato di 3.000 m2. Nel 2025 Bocciolone Antincendio, che nel frattempo è stata iscritta nel registro delle imprese storiche italiane, si è spostata nella sede di Romagnano Sesia in uno stabilimento di 22.500 m2 in cui sono stati accorpati tutti e tre i siti produttivi esistenti. Attualmente questo impianto gestisce la lavorazione di tre materiali: la ghisa, utilizzata per le colonnine antincendio comunemente installate in luoghi pubblici; i metalli non ferrosi (ottone, bronzo e alluminio) utilizzati per le lance e la raccorderia antincendio; l’acciaio, per il cassettame. In concomitanza con il trasferimento nella nuova sede è emersa la necessità di creare un reparto di verniciatura all’interno del sito produttivo per avere maggior controllo sulla costanza qualitativa della finitura e snellire la logistica e il time-to-market dei prodotti.

Uno degli obiettivi strategici di Bocciolone Antincendio è la decarbonizzazione dei propri impianti produttivi, in linea con le politiche di riduzione delle emissioni e con un approccio sempre più sostenibile alla produzione. In quest’ottica, l’azienda ha richiesto a Eurotherm, il partner scelto per la progettazione e costruzione della linea di finitura, la realizzazione di un impianto di verniciatura con alimentazione completamente elettrica, rinunciando all’utilizzo di combustibili fossili. “L’impianto è 100% elettrico ed è alimentato da un impianto fotovoltaico da 1 megawatt installato sul nuovo capannone” – sottolinea Galletti. Il percorso verso processi sempre più sostenibili coinvolge anche la riduzione della logistica: “Abbiamo deciso di internalizzare la verniciatura anche per evitare una movimentazione frequente dei pezzi: riducendo i trasporti su strada tagliamo i costi ma anche le emissioni. Per noi rappresenta un doppio vantaggio perché, oltre a poter offrire un servizio più rapido ed efficiente ai nostri clienti, abbiamo assoluto controllo su tutte le lavorazioni produttive a beneficio della qualità”, prosegue il CEO. “Per entrare per la prima volta nel mondo della verniciatura, ci siamo affidati all’esperienza di Eurotherm, azienda che ci è stata consigliata da alcuni

nostri fornitori e che ha il vantaggio della prossimità geografica, che può garantirci un’assistenza tempestiva. Questo aspetto, per dei neofiti della verniciatura quali siamo noi, è fondamentale per garantire continuità produttiva e minimizzare i fermiimpianto”.
Un ciclo di lavoro flessibile e completamente tracciabile In linea con il percorso green che Bocciolone Antincendio sta attuando, Eurotherm ha progettato e installato un impianto di verniciatura automatico di ultima generazione ed estremamente flessibile: grazie alla combinazione di verniciatura a polvere e liquido, l’impianto è pronto a soddisfare qualsiasi esigenza presente o futura dei clienti Bocciolone in tema di finitura. “I componenti sono caricati manualmente su un convogliatore aereo monorotaia con velocità di linea di 1 m/minuto, e sono trasportarti verso il

tunnel di pretrattamento multimetal a spruzzo. Il ciclo, messo a punto da Chemtec, è attualmente a 4 stadi: sgrassaggio a caldo, doppio risciacquo con acqua di rete e un risciacquo finale con acqua osmotizzata. Con Chemtec abbiamo già previsto la possibilità di implementare un quinto stadio, uno skid per la nebulizzazione di una conversione nanotecnologica

Da sinistra a destra
Sistema di dosaggio automatico del prodotto chimico, composto da pompa dosatrice e PHmetro.
Eurotherm ha fornito anche la cabina di applicazione, il centro di alimentazione polveri, il lettore di sagoma che dà il comando di avvio e arresto ai reciprocatori e due pedane per i ritocchi manuali pre o post lavorazione.
Applicazione della polvere sulle cassette antincendio con pistole Gema.


Hooks & CE Hooks
the in-stock small and thin hook to the special hook Ø30 with EU certification and loading capacity calculation, for both small and heavy parts to be coated.

no-rinse, per soddisfare eventuali richieste di maggiore adesione e resistenza del rivestimento. I componenti passano poi al forno di asciugatura ad aria calda a 120°C. Successivamente i pezzi procedono verso le due cabine di verniciatura: una manuale per l’applicazione di vernice liquida e una automatica per la verniciatura a polvere, che costituisce la finitura preferenziale per i prodotti Bocciolone. La cabina, progettata da Eurotherm che ha fornito anche il centro polveri, è dotata di 6 pistole automatiche Gema montate su reciprocatori contrapposti, sistema di cambio colore rapido, lettore di sagoma che dà il comando di avvio e arresto ai reciprocatori e due pedane per i ritocchi manuali pre o post lavorazione,” – spiega Michele Peretti, ufficio commerciale Italia di Eurotherm.
“Nonostante il colore più utilizzato sia il rosso RAL 3000, abbiamo inserito un sistema di cambio colore rapido perché le richieste di customizzazione sono sempre più frequenti, dal momento che nessuna normativa obbliga

all’utilizzo del rosso per le cassette antincendio, il fattore normativo fondamentale è la presenza di targhette identificative per localizzarne la posizione” aggiunge Stefano Galletti. “Ultimamente le richieste di colori differenti stanno aumentando, soprattutto quelle per i colori neutri, come il bianco, destinati a installazioni in progetti architettonici.” L’ultimo step del ciclo di finitura è la polimerizzazione in forno ad aria calda a 180-200°C, anch’esso alimentato da energia elettrica.
“Questo forno è dotato di porte manuali che offrono diversi vantaggi operativi” – spiega Rocco D’Aloia, project Manager di Eurotherm. “Alla sera, a fine lavorazione, la chiusura delle porte permette di mantenere il calore all’interno, riducendo la dispersione termica e consentendo al forno di raggiungere la temperatura più rapidamente, la mattina successiva. Le porte sono inoltre dotate di sensori di sicurezza: prima dell’avvio del ciclo automatico, il sistema verifica che le porte siano aperte; se non lo sono, la linea non parte. Questo accorgimento contribuisce in modo significativo a ottimizzare i consumi energetici e a garantire maggiore efficienza operativa.”
Digitalizzazione dell’impianto
“Una delle caratteristiche che Eurotherm ha attribuito all’impianto installato da Bocciolone Antincendio è la digitalizzazione 4.0 del sistema. L’impianto è dotato di uno schermo touch con un software intelligente che permette all’operatore di inserire i parametri operativi, come la quantità dei pezzi da verniciare e il colore da utilizzare. Inoltre, sull’impianto sono stati installati dei sensori di prossimità che permettono di contare i manufatti in lavorazione in modo da conoscere le quantità prodotte giornalmente. Questo software
Da sinistra in alto:
Eurotherm ha fornito anche una cabina manuale di verniciatura a liquido.
L’impianto è dotato di uno schermo touch con un software intelligente che permette all’operatore di inserire i parametri operativi.
Il forno di asciugatura e di polimerizzazione sono alimentati dall’energia elettrica dell’impianto fotovoltaico da 1 megawatt installato sul nuovo capannone di Bocciolone Antincendio a Romagnano Sesia.


P25 column standard or customizable system to hang from the smallest parts to heavy 6-metre long bars
COMPLETE SOLUTIONS FOR HANGING AND MASKING

si interfaccia direttamente con il gestionale SAP utilizzato all’interno dell’azienda con il fine di avere i dati precisi costantemente aggiornati” –spiega Rocco D’Aloia.
“Per il nostro prodotto la verniciatura ha una funzione in gran parte estetica, tuttavia su materiali come la lamiera decapata in acciaio svolge anche una funzione protettiva dagli agenti atmosferici poiché spesso i componenti vengono installati all’esterno” – continua Stefano Galletti – “Il volume della nostra produzione è considerevole e spesso i tempi sono molto serrati: per questo motivo la richiesta era quella di installare un impianto performante. Eurotherm, oltre alla consulenza per la creazione di un impianto che più rispettasse le nostre esigenze, ha fornito anche il servizio di formazione dei nostri tecnici.” L’azienda di Volpiano, infatti, possiede un impianto di verniciatura interno che mette a disposizione dei clienti per fare stage di verniciatura e preparare tecnicamente il personale che gestisce la linea.
Con l’introduzione del nuovo impianto di verniciatura completamente elettrico, Bocciolone Antincendio compie un passo significativo nel percorso di evoluzione tecnologica e sostenibilità intrapreso negli ultimi anni. La collaborazione con Eurotherm ha permesso di integrare nei propri processi un sistema ad alta efficienza energetica, interamente digitalizzato, che unisce qualità produttiva e riduzione delle emissioni, contribuendo al processo di decarbonizzazione intrapreso dall’azienda. L’internalizzazione del ciclo di verniciatura, oltre ad ottimizzare la logistica e i tempi di lavorazione, consente un controllo diretto sulla qualità del trattamento superficiale, elemento cruciale per la durabilità e l’estetica dei manufatti destinati alla protezione antincendio. Questo progetto conferma la capacità di Bocciolone Antincendio di coniugare una tradizione industriale ultracentenaria con una visione orientata all’innovazione, alla sostenibilità e all’efficienza dei processi produttivi, consolidando la propria posizione come punto di riferimento nel comparto della sicurezza antincendio.



The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. In combination with the NEW Vertical Module ZA17 targeted positioning of the gun on the coating object was never that efficient and will complete your high level of automation. So you can achieve perfect coating results even with complex application requirements and difficult part geometries.



















Bicelli, storica realtà italiana che produce pompe e cilindri oleodinamici, ha scelto i robot Lesta con il sistema Lesta Production Manager per trasformare la propria linea di verniciatura.
Fondata oltre cinquant’anni fa, Bicelli è un punto di riferimento nella realizzazione di cilindri oleodinamici. La missione dell’azienda è
portare movimento nell’industria attraverso prodotti che coniugano qualità, dinamismo e automazione. Oggi, sotto la guida della seconda generazione, Bicelli impiega più di 60 professionisti in una sede produttiva di oltre 6.500 m2, garantendo elevati standard qualitativi e un rapporto diretto con i clienti.
La sfida: ottimizzare la spruzzatura dei cilindri oleodinamici
Prima dell’introduzione dell’automazione, la verniciatura dei cilindri oleodinamici avveniva manualmente. Questa modalità richiedeva l’impiego di quattro operatori per una produzione media di circa 300 pezzi al giorno. Il processo, oltre a essere dispendioso in termini di manodopera, non

garantiva la stessa ripetibilità e qualità che un sistema robotizzato può assicurare.
Per affrontare queste esigenze, Bicelli ha scelto di installare due robot Lesta LEBOT MV A6, affiancati dal sistema software Lesta Production Manager. Il Production Manager è un software di gestione della coda di produzione che consente agli operatori di selezionare quale programma avviare e per quanti pezzi ripeterlo, assicurando così la massima flessibilità. I programmi di verniciatura possono essere richiamati tramite barcode, tag RFID o gestione remota (TAG Web), rendendo il processo semplice e adattabile a lotti di diverse dimensioni.
Grazie a questo sistema, ogni modello di cilindro viene automaticamente associato al proprio programma di verniciatura, eliminando errori e riducendo drasticamente i tempi di setup.

L’impianto con le due cabine per l’applicazione della vernice a base acqua.
Con l’automazione, i benefici sono stati immediati e tangibili: se prima erano necessari 4 operatori per 300 pezzi verniciati al giorno, ora ne servono 3 per 500 pezzi/giorno.
Lesta Production Manager, unito ai robot Lesta, ha permesso a Bicelli di aumentare del 66% la produttività, riducendo al contempo i costi di manodopera. Inoltre, l’utilizzo del sistema ha garantito maggiore sicurezza e qualità uniforme su ogni singolo pezzo.
Il robot Lesta LEBOT MV A6: versatilità e autoapprendimento
Il modello Lesta LEBOT MV A6 è un robot antropomorfo a 6 assi capace di registrare i movimenti dell’operatore in tempo reale grazie alla funzione di autoapprendimento. In questo modo, la programmazione è intuitiva: l’operatore riproduce il ciclo manualmente e il robot lo memorizza per poi replicarlo con precisione.
Il Lesta LEBOT MV A6 può essere configurato a terra, su giostre, con convogliatori in linea o fissato a carri aerei e a terra. È impiegato non solo per la verniciatura a liquido e a polvere, ma anche per processi come flammatura, asciugatura, spruzzatura di gelcoat, vetroresina e colle. Disponibile anche in versione ATEX e UL hazardous location per il mercato nordamericano, rappresenta una soluzione adatta a numerosi settori industriali.
Lesta Production Manager: gestione flessibile della verniciatura
Il Lesta Production Manager è un sistema sviluppato per la gestione della coda di produzione e dei programmi di verniciatura



associati a ogni tipologia di pezzo. Grazie a questo sistema, gli operatori possono selezionare quale programma avviare e per quanti pezzi ripeterlo, ottenendo la massima flessibilità in funzione della produzione giornaliera.
I programmi possono essere richiamati con diversi metodi: tramite scansione di codici a barre, tramite tag RFID applicati ai pallet oppure attraverso la modalità TAG Web, che consente la gestione remota. In questo modo, ogni lotto viene automaticamente identificato e il robot avvia il ciclo corrispondente, senza rischi di errore.
Il Lesta Production Manager si integra inoltre con impianti esistenti sprovvisti di robot Lesta, sia per verniciatura a liquido sia a polvere, rendendolo una soluzione versatile per diverse realtà industriali.
Il caso Bicelli dimostra come le automazioni per la spruzzatura di cilindri oleodinamici possano portare vantaggi concreti e misurabili: maggiore produttività, flessibilità di gestione e riduzione dei costi. Con i robot Lesta LEBOT MV A6 e il sistema Lesta Production Manager, le aziende possono affrontare le sfide del mercato con tecnologie affidabili e intuitive, trasformando la verniciatura in un processo più efficiente e competitivo.Ⓒ

Il robot ad autoapprendimento di Lesta che applica il basecoat e la fase di applicazione della finitura.

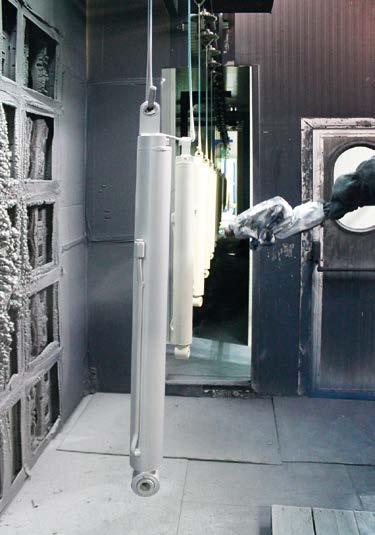



• Perfect finish, superior colour stability




• Easy application & e ciency with up to 30% powder recovery






• Full colour spectrum, anodic e ects, and premium finishes for façades and furniture
Contact us today to elevate your next project.










Monica Fumagalli ipcm®
Rimorchi Bertoja, in collaborazione con il suo partner storico Wagner, ha introdotto apparecchiature applicative innovative, già predisposte per il passaggio a cicli di verniciatura completamente all’acqua, parte del percorso verso la totale sostenibilità produttiva dell’azienda pordenonese. Fiore all’occhiello dell’impianto applicativo è il sistema di lavaggio dei dispositivi, studiato ad hoc per ridurre consumi e sprechi.
Dalla nascita del primo Codice della Strada italiano fino alle più recenti normative europee in materia di sicurezza, efficienza energetica e sostenibilità ambientale del trasporto su gomma, l’evoluzione delle regole che disciplinano la circolazione dei veicoli ha avuto un ruolo determinante nel plasmare il mercato dei rimorchi industriali, un comparto che, anche a livello europeo, continua a rappresentare un investimento strategico per la competitività delle imprese e per l’efficientamento dei servizi di autotrasporto e logistica.
L’Italia, terzo Paese in Europa per volume di merci trasportate su gomma, si trova oggi ad affrontare la transizione verso la decarbonizzazione del trasporto pesante con sfide complesse, a partire dall’elevata età media del parco
Rimorchi Bertoja è specializzata nella progettazione e costruzione di rimorchi e semirimorchi speciali per il trasporto pesante dal 1926.

circolante fino alla diffusione limitata delle nuove tecnologie. Il rinnovo del parco mezzi non è più soltanto una priorità ambientale, ma un’esigenza economica e strutturale per l’intero settore. Le aziende italiane specializzate nella produzione di rimorchi e semirimorchi, come Rimorchi Bertoja, storica realtà di Pordenone che dal 1926 costruisce la propria identità tecnica seguendo e spesso anticipando l’evoluzione normativa del settore, rivestono un ruolo chiave nel sostenere l’innovazione e la qualità costruttiva di questi veicoli. L’impegno dell’azienda nella progettazione e nella produzione si traduce anche nell’adozione di processi industriali avanzati e di sistemi di verniciatura ottimizzati dal punto di vista energetico e qualitativo, concepiti per garantire prestazioni elevate anche in termini di sostenibilità.
Un’evoluzione che dall’inizio del Novecento arriva fino ai nostri giorni
“La storia dei rimorchi per trasporti eccezionali come quelli che produciamo qui - racconta Mirco Franchi, Direttore dell’Ufficio Acquisti dell’azienda pordenonese - riflette l’evoluzione tecnologica e industriale del XX secolo”. All’inizio del Novecento, questi mezzi erano impiegati principalmente per il trasferimento di materiali grezzi e macchinari pesanti, come locomotive e turbine. Durante la Seconda guerra mondiale, la loro funzione si ampliò al trasporto di equipaggiamenti e rifornimenti militari, assumendo un ruolo determinante nella logistica dei conflitti. Con il successivo boom economico
e l’espansione del commercio internazionale, tra gli anni Cinquanta e Sessanta la tecnologia dei rimorchi conobbe un’evoluzione significativa: i mezzi vennero progettati per movimentare carichi di dimensioni sempre maggiori, come moduli per razzi spaziali o componenti di centrali elettriche, aprendo la strada al trasporto su gomma di manufatti eccezionalmente voluminosi. Negli anni Settanta e Ottanta, la progettazione si concentrò sul miglioramento della sicurezza operativa, della stabilità di marcia e della gestione del carico, portando all’introduzione di sistemi di controllo sempre più avanzati.
Parallelamente, la crescente attenzione alla sostenibilità ha accelerato l’introduzione di soluzioni a trazione elettrica o a celle a combustibile, orientando il comparto verso una mobilità pesante a minor impatto ambientale.
“La spinta verso la sostenibilità - prosegue Franchi - non riguarda soltanto la decarbonizzazione dei mezzi pesanti in sé, ma anche i processi produttivi con cui questi vengono realizzati. È per questo motivo che il nostro reparto di verniciatura ha assunto un ruolo strategico anche in ottica di ecocompatibilità ambientale: il passaggio dalle vernici al solvente a quelle a base d’acqua, che stiamo completando, ne è la prova concreta. Per la fornitura delle apparecchiature applicative ci siamo affidati a un’azienda storica come la nostra: la divisione italiana con sede a Valmadrera (Lecco) del gruppo J. Wagner GmbH”.

L’area del reparto di verniciatura dedicato alla granigliatura. Sullo sfondo a destra è visibile il ribaltatore rotazionale prototipo che l’azienda utilizza per la movimentazione del telaio.


Con quasi un secolo di esperienza, Rimorchi Bertoja rappresenta oggi un punto di riferimento nella progettazione e costruzione di rimorchi e semirimorchi speciali per il trasporto pesante. L’azienda sviluppa soluzioni personalizzate da 2 a 12 assi per applicazioni speciali ed eccezionali, che includono macchine movimento terra e attrezzature minerarie, impianti industriali, materiali voluminosi come quelli edili, prefabbricati, serbatoi, imbarcazioni, carichi fuori sagoma e mezzi destinati al settore logistico e militare. La gamma comprende versioni dedicate all’off-road, ai contesti minerari e alla difesa, oltre a configurazioni completamente customizzate in base alle specifiche del cliente.
Con un organico di 70 dipendenti su una superficie complessiva di 40.000 m² e con una capacità annua di circa 300 unità realizzate principalmente su commessa, l’azienda applica un modello organizzativo basato sui principi della lean production. Rimorchi Bertoja è certificata secondo gli standard UNI EN ISO 9001:2015, UNI EN ISO 14001:2015 e UNI EN ISO 45001:2023 ed è accreditata dal Ministero dei Trasporti per la produzione in serie, requisito essenziale per l’omologazione europea dei veicoli industriali. Il know-how progettuale e tecnologico sviluppato internamente consente all’azienda di gestire l’intero ciclo di progettazione dei veicoli e di operare anche nei settori più regolamentati: Rimorchi Bertoja è infatti in grado di integrare certificazioni ADR, oltre a realizzare mezzi conformi agli standard NATO, MIL-STD e STANAG per applicazioni militari. Completano l’offerta configurazioni progettate per resistere a condizioni climatiche estreme e cicli di verniciatura speciale ad alta durabilità, sviluppati per soddisfare le esigenze funzionali e logistiche dei clienti – in particolare operanti nel settore della difesa – distribuiti a livello globale e, soprattutto, in Italia, a cui è destinata l’85% della produzione.
La customizzazione avanzata dei
L’azienda è in grado di rispondere a richieste specifiche, producendo veicoli con caratteristiche














©
Il display touch screen a colori.
della granigliatrice allo scopo di ottimizzare i tempi di applicazione e garantire la verniciatura entro 24 ore dal pretrattamento meccanico, in modo da evitare fenomeni di ossidazione.
“Tutti i veicoli e i relativi accessori vengono sottoposti a granigliatura con grado Sa 2,5, seguita da cicli di verniciatura misti, ad acqua e solvente, con vernici bicomponenti e spessori controllati e monitorati. Nelle due cabine principali applichiamo manualmente il primer epossidico su manufatti di dimensioni medie pari a 13,5 x 2,5 m e una tinta acrilica standard sui sottoscocca”. Gli accessori vengono invece verniciati in due cabine separate con temperatura controllata fino a 25 °C, con ciclo primer + smalto a finire al solvente, così da velocizzare il flusso produttivo.
“Eseguiamo cicli di verniciatura con primer e finiture ad alta resistenza e offriamo trattamenti speciali come anticorrosivi ad alte prestazioni, cataforesi, zincatura a caldo, metallizzazione, trattamenti anti-IRR (CARC) per applicazioni militari e la possibilità di zincatura o metallizzazione dell’intero veicolo, tutte lavorazioni che affidiamo in esterno. In alcuni casi, i clienti possono richiedere l’applicazione di un primer zincante aggiuntivo prima del primer epossidico”.
Dopo l’applicazione del primer, si procede al montaggio sui telai degli impianti, come assali, sistemi frenanti, oleodinamici e impianti elettrici. La mano a finire al solvente viene applicata solo successivamente, poiché in fase di montaggio il telaio deve essere ribaltato in posizione di marcia,
un’operazione che, se effettuata in una fase intermedia precedente, potrebbe danneggiare il film di vernice. Proprio per evitare qualsiasi tipo di danno al telaio, da alcuni anni nel reparto è stato introdotto un ribaltatore rotazionale prototipo, mutuato dal mondo del restauro di auto d’epoca. “L’impianto, adattato alla nostra produzione, può ribaltare telai fino a 10.000 kg, permettendo di eliminare due cicli di riscaldamento aggiuntivi, con un evidente beneficio in termini di sostenibilità”.
Negli ultimi anni Rimorchi Bertoja ha avviato un percorso di transizione verso cicli di verniciatura più sostenibili, introducendo progressivamente vernici idrosolubili fornite da Sherwin-Williams. “La prima prova per lo switch a questa tipologia di prodotti risale al 2010, anche se a quel tempo era ancora tutto a livello sperimentale” – ricorda Franchi. “I principali problemi riguardavano soprattutto la mano a finire e il fatto che disponiamo di sole 24 ore tra la verniciatura e il montaggio: il componente deve quindi essere già asciutto il giorno successivo a temperatura ambiente”.
Oggi l’applicazione manuale viene effettuata tramite pistole Aircoat GA4000 di Wagner, una tecnologia che combina i vantaggi dell’atomizzazione ad aria e airless, garantendo un’eccellente qualità di finitura, una pressione di spruzzo inferiore rispetto all’airless, maggiore velocità di applicazione e ridotto overspray. “Siamo fornitori delle apparecchiature di Rimorchi Bertoja

Il primo sistema Intellimix per il primer all’acqua è stato installato all’inizio del 2023 mentre il secondo, per l’applicazione del solvente sugli accessori, nel 2024.


Entrambi i sistemi sono equipaggiati con pompe a pistoni ad alta pressione Leopard 35-70, con portata volumetrica di 70 cm³/DH sia per il catalizzatore sia per il prodotto verniciante.
da oltre 40 anni”, spiega Venanzio Rosada, responsabile commerciale di Wagner. “Abbiamo iniziato quando i cicli erano ancora completamente al solvente: oggi, per l’unica applicazione che prevede ancora questo tipo di vernici - due cicli su tre sono infatti completamente all’acqua - utilizzano una nostra apparecchiatura”.
Quando l’azienda ha deciso di aggiornare il sistema applicativo, è stata condotta un’analisi approfondita del mercato per individuare soluzioni adatte sia ai manufatti di grandi dimensioni sia agli accessori.
“Cercavamo un sistema efficiente per entrambe le tipologie di componenti”, continua Franchi. “Sono state valutate anche soluzioni elettrostatiche, che però non si sono rivelate idonee a causa del rischio di avvolgimento del prodotto, che avrebbe potuto ribagnare le parti già verniciate”.
La scelta è infine ricaduta sui sistemi di miscelazione Intellimix e Twin Control di Wagner, l’ultima generazione di dispositivi elettronici per la miscelazione e il proporzionamento, con l’installazione di 3 unità, due

Un rimorchio verniciato di rosso pronto per essere consegnato al cliente: Rimorchi Bertoja è famosa per l’elevato grado di customizzazione dei propri prodotti che coinvolge anche la verniciatura in qualsiasi tinta richiesta dal cliente.
Intellimix per primer e sottoscocca e un Twin Control per la vernice epossidica al solvente. “La configurazione del sistema è stata discussa in un team composto da Rimorchi Bertoja, Wagner e Sherwin-Williams, quest’ultima tra i produttori pionieri nello sviluppo di vernici idrosolubili nel settore ACE”, ribadisce Rosada.
Un lavaggio finalmente efficace
Entrambi i sistemi sono equipaggiati con pompe a pistoni ad alta pressione Leopard 35-70, con portata volumetrica di 70 cm³/DH sia per il catalizzatore sia per il prodotto verniciante. Un elemento distintivo di questo sistema di miscelazione è la possibilità di effettuare il lavaggio delle pistole in modo indipendente. “Grazie a una configurazione specifica delle valvole - dettaglia Rosada - i due sistemi consentono di utilizzare contemporaneamente due pistole: ogni operatore dispone della propria pistola con sistema di lavaggio e ricarica indipendente. In questo modo si evita qualsiasi











L’azienda pordenonese produce una media di 300 rimorchi all’anno. Tutti i rimorchi e semirimorchi fuori standard costituiscono la normale attività dell’azienda, in particolari i mezzi dedicati alla difesa e alle applicazioni militari.
fermo produttivo, qualora uno dei due operatori termini l’operazione prima dell’altro”.
Questo aspetto è stato determinante nella scelta del sistema da parte di Rimorchi Bertoja. Spiega Franchi: “In precedenza, la quantità della vernice miscelata e il lavaggio di pompe e tubazioni dipendeva dall’esperienza dell’operatore, perché la miscelazione avveniva manualmente. A fine turno, il lavaggio di tubazioni, pescante e pompa era oneroso. Oggi, con le macchine a miscelazione automatica, il lavaggio riguarda solo tubazioni e pistole, mentre le pompe rimangono innescate con prodotto integro, con un notevole risparmio di tempo e riduzione dei rifiuti. Prima si sprecavano circa 5 litri di prodotto e circa 20 litri di liquido di lavaggio per turno, oggi si arriva a un massimo di 800 cc di prodotto catalizzato e 2 litri d’acqua per il lavaggio. Inoltre, queste macchine permettono di scaricare tutti i dati dei consumi, grazie all’interfaccia con il gestionale aziendale”.
Un sistema applicativo sicuro e monitorato
L’obiettivo di Rimorchi Bertoja era dotarsi di un sistema applicativo completamente monitorato e in grado di garantire la massima sicurezza operativa. “Per la lettura del prodotto verniciante e del catalizzatore abbiamo sviluppato un sistema senza misuratori a contatto con la vernice: la misurazione viene rilevata dalla pompa tramite Magnetic Strooke Meter”, spiega Rosada. “Si tratta di una soluzione estremamente precisa, capace di rilevare i flussi dei componenti A e B con un’elevatissima risoluzione, eliminando il rischio di intasamenti o usura dei gruppi di misurazione standard. Con Rimorchi Bertoja abbiamo inoltre definito l’attività di program service a cadenza periodica per mantenere le apparecchiature monitorate ed efficienti attraverso interventi di manutenzione eseguiti da tecnici specializzati Wagner”.
Recentemente, con il supporto di Wagner, sono stati condotti test per
compiere l’ultimo passo verso la sostenibilità: eliminare completamente l’impiego di solventi anche nella mano di finitura. I risultati ottenuti sono stati soddisfacenti e il passaggio non richiederà alcuna sostituzione del sistema applicativo, già predisposto anch’esso per operare con prodotti idrosolubili. “Nel corso degli anni abbiamo testato apparecchiature provenienti da diversi fornitori” - aggiunge Franchi - “ma alla fine abbiamo scelto questo partner internazionale, con esperienza consolidata e un servizio post-vendita realmente a supporto della nostra produzione. La verniciatura è infatti uno degli aspetti più rilevanti e deve garantire un livello qualitativo elevato, essendo la parte più soggetta a danneggiamento. I nostri veicoli trasportano spesso macchine cingolate con cingoli in ferro, e il rischio di abrasione è elevato”.
Non più solo “un pezzo di ferro con le gomme”
Qualità e sostenibilità sono le due parole chiave di Rimorchi Bertoja. “I nostri clienti acquistano veicoli di un certo valore e si aspettano che, una volta ricevuti, siano perfetti”, spiega Franchi. “Per questo abbiamo sviluppato capitolati interni che utilizziamo come test di verifica o come riferimento per eventuali partner nella fornitura di vernici. Ciò ci garantisce risultati certi e rappresenta un notevole passo avanti rispetto al vecchio concetto che vedeva il rimorchio come un semplice ‘pezzo di ferro che si muove su gomme’”.
Rimorchi Bertoja conferma il suo ruolo di eccellenza nel settore dei rimorchi industriali, unendo quasi un secolo di esperienza a soluzioni tecnologiche avanzate e a un approccio sostenibile. Innovazione, qualità e personalizzazione si traducono in veicoli affidabili, performanti e rispettosi dell’ambiente, capaci di rispondere alle crescenti esigenze normative e alle aspettative di clienti sempre più attenti all’efficienza e all’immagine dei propri mezzi.






A cura di ESTALIA Performance Coatings S.p.A.
Castenedolo (Brescia) info@estalia.it
Il laboratorio di Franchi&Kim ha sviluppato AQUACRIL
GLOSSY HP DTM Serie 2016, un rivestimento Direct to Metal a lunga protezione che combina le prestazioni tipiche di un ciclo tradizionale primer + finitura con la semplicità applicativa e i vantaggi in termini di sostenibilità di una vernice a base d’acqua.
La “coperta lunga”: quando performance e sostenibilità si incontrano
Nel mondo della verniciatura industriale, i prodotti Direct To Metal (DTM) rappresentano da sempre un compromesso di qualità: la promessa di semplificare i cicli applicativi eliminando il primer, al prezzo però di qualche rinuncia in termini di protezione, brillantezza o verticalità. La vera sfida, per i laboratori di ricerca, è sempre stata una: creare un prodotto DTM capace di garantire contemporaneamente adesione, potere anticorrosivo, estetica e facilità di utilizzo. Con il nuovo AQUACRIL GLOSSY HP DTM Serie 2016, il laboratorio Franchi&Kim ha trasformato questo equilibrio impossibile in realtà. Un prodotto “a coperta lunga”, che riesce a unire in un’unica formulazione le prestazioni di un sistema tradizionale primer + finitura con la semplicità e la sostenibilità di una vernice all’acqua.
AQUACRIL come forza unificante
Un vero e proprio cubo di ghiaccio a più facce che non si scalfisce di fronte all’azione degli agenti e delle variabili esterne, anche le più aggressive.
La similitudine tra forze naturali e qualità del prodotto raffigura la sostenibilità del sistema: il fuoco come brillantezza, l’acqua come forza fluida che garantisce facilità d’uso, l’aria che richiama la leggerezza del ciclo esaltando la verticalità, la terra come struttura stabile e duratura a simboleggiare resistenza e potere anticorrosivo. Elementi opposti convivono armonicamente senza annullarsi.

Un prodotto bicomponente ad alte performance
AQUACRIL GLOSSY HP DTM Serie 2016 è una finitura poliacrilica bicomponente a base acqua, lucida e ad alte performance, formulata per aderire direttamente al metallo senza necessità di primer.
La sua formulazione avanzata consente di applicare il prodotto su ferro, ghisa, superfici zincate e leghe leggere, garantendo ottima adesione, potere anticorrosivo e resistenza agli agenti atmosferici.
Grazie alla sua tecnologia, garantisce:
applicazione diretta su metallo senza primer, con ottima adesione e copertura, anche su superfici difficili;
elevata resistenza alla corrosione, anche in ambienti esterni;
brillantezza elevata (75–80 gloss a 60°), con finitura uniforme e coprente anche su spigoli;
verticalità controllata, che consente spessori di film secco in una sola mano superiori rispetto ai tradizionali 2K all’acqua, con perfetta tenuta su spigoli e bordi;
ridotto contenuto di VOC (125 ± 2 g/L), in piena conformità con la Direttiva 2004/42/CE.
Queste caratteristiche la rendono ideale per chi desidera coniugare qualità estetica, prestazioni tecniche e rispetto ambientale in un unico ciclo applicativo.













Efficienza produttiva e
AQUACRIL GLOSSY HP DTM è progettata per ottimizzare i tempi e la gestione del ciclo produttivo, un aspetto cruciale per la verniciatura industriale moderna. La possibilità di eliminare il primer, unita alla rapidità di essiccazione e alla compatibilità con le comuni attrezzature di spruzzo, consente:
riduzione del numero di mani e delle fasi di processo;
tempi di ciclo più brevi (fuori polvere in meno di un’ora, essiccazione a forno in 30–40 minuti a 60 °C);
applicazioni fino a 100 µ di spessore totale, senza difetti di colatura o popping;
migliore maneggiabilità dei pezzi entro poche ore.
Estetica e protezione, senza compromessi
Uno dei limiti storici dei DTM all’acqua è sempre stato il dover scegliere tra estetica e protezione. Il nuovo DTM Serie 2016 rompe questo schema. Il film ottenuto è omogeneo, compatto e brillante, ma al tempo stesso garantisce buona resistenza meccanica e chimica. Le prove di laboratorio hanno evidenziato una finitura stabile nel tempo, adatta anche all’esposizione esterna. Grazie alla combinazione tra resine acriliche e reticolazione poliuretanica, il prodotto forma un film resistente, tenace e flessibile, capace di mantenere elevata la brillantezza e la copertura anche dopo esposizione agli agenti atmosferici.
































With our experience in international plant engineering, we provide proven technologies and tailor-made solutions for all processes in the paint shop – e cient, precise and forward-looking.
100 million car bodies and 2000 million parts were dipped by one of Eisenmann‘s conveyor systems for pre-treatment and cathaphoretic dip coating. Rely on our expertise and bene t from advanced retro t concepts!

La formulazione avanzata di AQUACRIL GLOSSY HP DTM consente di applicare il prodotto su ferro, ghisa, superfici zincate e leghe leggere, garantendo ottima adesione, potere anticorrosivo e resistenza agli agenti atmosferici.
Campi di applicazione
La finitura AQUACRIL GLOSSY HP DTM Serie 2016 è ideale per:
carpenteria metallica leggera e pesante;
macchine agricole e movimento terra;
componenti metallici d’arredo urbano e infrastrutturale;
macchine utensili e strutture industriali da esterno.
La sua resistenza meccanica e chimica lo rende adatto anche in ambienti moderatamente aggressivi, mantenendo un aspetto estetico brillante e stabile nel tempo. Il prodotto rappresenta inoltre una soluzione di riferimento per la sostituzione dei cicli tradizionali a solvente, in quanto consente di eliminare il primer e ridurre le fasi di applicazione, offrendo una protezione completa con un unico prodotto a basso impatto ambientale.
Sostenibilità e normativa
La transizione dai sistemi tradizionali a solvente verso quelli a base acqua ad alte prestazioni rappresenta oggi una delle principali sfide tecnologiche del settore. Prodotti come la finitura poliacrilica DTM dimostrano che è possibile raggiungere standard qualitativi elevati senza compromessi in termini di produttività o durabilità, contribuendo al tempo stesso alla riduzione dell’impatto ambientale dei processi industriali.
L’evoluzione verso vernici Direct to Metal ecocompatibili non è soltanto una tendenza, ma una necessità tecnica e normativa che risponde alle direttive europee e alle crescenti richieste del mercato globale.
AQUACRIL GLOSSY HP DTM rappresenta un passo concreto verso una verniciatura industriale sostenibile, senza rinunciare alla qualità. La formulazione a base acqua e il basso contenuto di solventi organici (VOC 125 g/L) riducono drasticamente le emissioni e migliorano le condizioni di lavoro per gli operatori. Il prodotto risponde pienamente ai requisiti delle normative europee in materia ambientale e di sicurezza, confermando che prestazioni elevate e rispetto dell’ambiente possono coesistere.
La finitura AQUACRIL GLOSSY HP DTM Serie 2016 segna un punto di svolta nella tecnologia dei prodotti Direct To Metal all’acqua. Supera la logica della “coperta corta” e ridefinisce il concetto stesso di equilibrio tra efficienza, performance e sostenibilità. È la dimostrazione concreta che una finitura all’acqua può competere con i cicli tradizionali a solvente, offrendo un vantaggio operativo tangibile e una risposta concreta alle richieste di un’industria sempre più attenta all’ambiente.
Inquadra il QR Code per accedere alla scheda tecnica, ai test di laboratorio e ai video applicativi del
Il prodotto rappresenta una soluzione di riferimento per la sostituzione dei cicli tradizionali a solvente, in quanto consente di eliminare il primer e ridurre le fasi di applicazione.
Engineered for maximum flexibility, our system adapts to diverse automotive and industrial needs with unparalleled efficiency

▪ State-of-the-Art Industrial Painting Line
▪ Built in 2020 and fully operational since 2021
▪ Utilizes 4 cabins equipped with Fanuc 6+1 axis painting robots, designed for handling complex 3D geometries and 2 transfer robots, providing unmatched operational flexibility
▪ Features WAGNER paint feeding system with gear pumps, ensuring high efficiency, versatility, and rapid color changes across 3 primers, 7 basecoats, and 2 clear coat circulations
▪ Designed with a large painting window and double-sided jigs to optimize maximum production output
▪ Employs RFID tracking for complete and reliable process traceability
Our robotic painting solutions deliver unmatched precision, reduced waste, and increased throughput for automotive and industrial applications
Discover our advanced solutions at motor-classic-solutions.com or we gladly invite you to visit our plant in H-2800 Tatabánya, Vigadó u. 6, HUNGARY
Monica Fumagalli ipcm®
Il gruppo Argos Surface Technologies, nato dall’unione di diverse aziende specializzate nei trattamenti superficiali, rafforza la propria leadership nei servizi in conto terzi per la verniciatura a polveri di componenti ACE grazie a partnership strategiche con fornitori qualificati come TIGER Coatings e consolida così il proprio approccio orientato al cliente.

UTre aziende del gruppo Argos ST sono specializzate nell’applicazione del ciclo cataforesi + polvere, in particolare su componenti ACE e automotive. Qui sotto, lo stabilimento di Gonzaga (Mantova) del gruppo Argos ST.

n modello organizzativo ampiamente diffuso nel Nord Europa è quello costituito da gruppi o consorzi di imprese che riuniscono
PMI operanti negli stessi segmenti produttivi o prestatori di servizi analoghi. Questa formula consente ad aziende di piccole e medie dimensioni di trasformarsi in partner strategici, dando vita a un sistema cooperativo in grado di consentire l’accesso a mercati più ampi, aumentare la forza contrattuale e ottenere economie di scala, come l’acquisto collettivo di beni o servizi, in modo da condividere costi e rischi, ottimizzare le risorse e migliorare la propria competitività complessiva affrontando sfide che sarebbero difficili da gestire singolarmente.
In Italia, il gruppo Argos Surface Technologies rappresenta una delle poche realtà che ha adottato in modo strutturale questa filosofia. La strategia del gruppo si basa proprio sulla creazione di un hub industriale integrato composto da aziende con comprovata esperienza nel settore dei trattamenti superficiali. “Oggi ci poniamo nel mercato dei rivestimenti in una posizione di leadership consolidata, garantita dall’affermazione nel settore delle imprese che lo compongono, in grado di combinare know-how differenti, tecnologie avanzate e capacità produttive plurime, con l’obiettivo di raggiungere elevati standard di qualità e una presenza stabile nei principali mercati di riferimento” – dichiara Paolo Grimaldi, General Manager
e azionista del gruppo Argos Surface Technologies. La recente direzione assunta da Paolo Grimaldi, figura scelta per la sua esperienza e per la capacità di guidare la BU Industrial Coatings in coerenza con gli obiettivi di innovazione, crescita e integrazione fissati dal Gruppo, rientra nel piano di investimenti strategici messo a punto per rafforzare la propria visione industriale e l’allineamento tra le diverse Business Unit.
Argos ST punta a incrementare ulteriormente il valore del Gruppo attraverso nuove acquisizioni nel breve-medio periodo allo scopo di integrare competenze altamente specializzate, ampliare la dotazione tecnologica e rendere la produttività più efficiente, anche grazie alla collaborazione con partner consolidati come TIGER Coatings per la fornitura delle vernici in polvere. Tale strategia espansiva mantiene comunque al centro uno dei principi fondanti del gruppo: l’attenzione al cliente, intesa come capacità di offrire soluzioni personalizzate, tempi di risposta rapidi e un elevato livello di affidabilità operativa.
Artefice il fondo di private equity Gradiente II, gestito da Gradiente SGR, nel 2020 nasce il nuovo Gruppo Argos Surface Technologies, con le acquisizioni di Argos (attiva dal 1969 con la nichelatura chimica su scala industriale),


Impreglon Italia (attiva dal 1982 nei rivestimenti fluoropolimerici) e Aalberts ST di Opera (attiva per l’anodizzazione delle leghe di alluminio). Negli anni successivi, il gruppo ha continuato ad ampliare il proprio portfolio tecnologico: nel 2021 vengono acquisite le emiliane TSM Srl e Lualma Anodica; nel 2022 è il turno della bergamasca Tec.Ri.Met. Nel 2023 viene infine formalizzata la fusione nel Gruppo Argos ST della mantovana Foresi e della torinese Rotostatic e viene acquisita la bolognese GSB Galvanotecnica Salvatori Bologna. Nel 2024, vengono acquisite GM Cataforesi e Sive. Nel 2025 è la volta di Ag Technical. In questo ultimo anno il Gruppo passa sotto il controllo del fondo EMK Capital. Oggi Argos ST rappresenta un polo multispecialistico in grado di offrire trattamenti diversi e complementari, dall’anodizzazione alla nichelatura, dalla galvanica ai fluoropolimeri, dalla verniciatura a polvere e a liquido fino ai processi più avanzati, coprendo tutti i settori,

dalla meccanica alla movimentazione, dall’arredamento alle macchine agricole e off-road, all’automotive. Parte integrante della strategia del gruppo è non solo l’acquisizione di aziende già affermate, ma anche la loro modernizzazione attraverso l’aggiornamento degli impianti esistenti. L’intera Business Unit Industrial Coatings ha beneficiato negli ultimi anni di significativi investimenti finalizzati a potenziare la capacità produttiva, l’efficienza operativa e la qualità dei processi. Dopo il consolidamento delle attività produttive effettuato con questo metodo, il passo successivo pianificato dall’azienda è quello di esportare la strategia che ha funzionato sul mercato italiano anche in altri Paesi.
L’eccellenza di verniciatura tra la Motor e la Tractor Valley italiane
Due degli attuali quindici stabilimenti di Argos ST, quello di Gonzaga (Mantova, ex Foresi) e di Camposanto (Modena, ex GM Cataforesi), grazie anche alla loro collocazione strategica tra la Tractor Valley e la Motor Valley italiane, sono dedicati all’applicazione del ciclo cataforesi + verniciatura a polvere, in particolare su componenti ACE e automotive. Questo ciclo rappresenta la soluzione ideale per proteggere questa particolare tipologia di manufatti dalla corrosione


electrostatic systems for liquid painting

Il nuovo impianto di verniciatura installato a Gonzaga per la verniciatura a polvere di manufatti di grandi dimensioni.
La tecnologia applicativa scelta è quella in fase densa, con particolare attenzione al recupero dell’overspray per ridurre i consumi.
electrostatic systems and spraying booths for powder coating
pneumatic systems for high-, medium-, and low-pressure painting
and reciprocators IR and UV drying systems



©
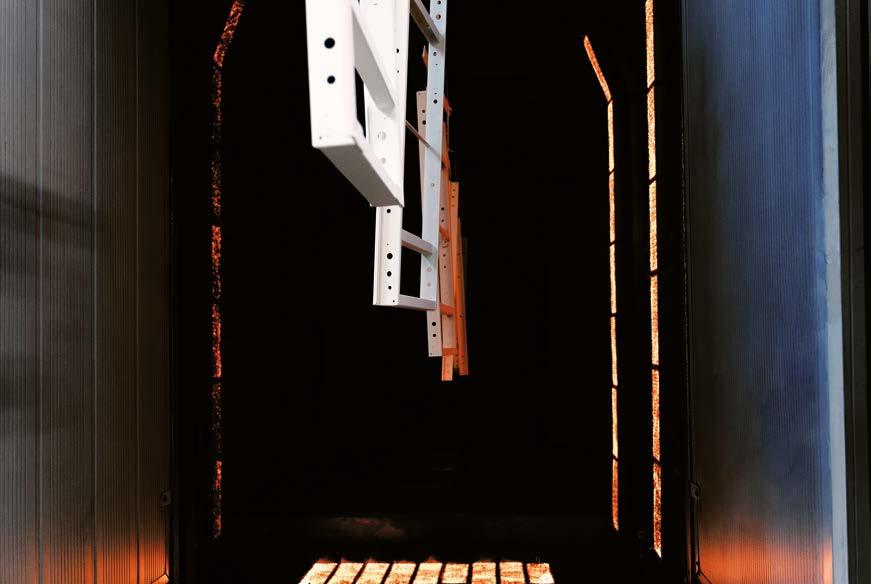
Gli investimenti dell’azienda nell’aggiornamento degli impianti hanno migliorato anche l’efficienza energetica, ottimizzando la fase di polimerizzazione delle polveri.

e dalle condizioni gravose tipiche delle applicazioni esterne.
“Per quanto riguarda l’aggiornamento degli impianti presso la fabbrica di Gonzaga” –spiega Paolo Grimaldi – “abbiamo installato un nuovo impianto automatico postazione di ritocco manuale per la verniciatura a polveri di componenti fino a 5 metri di lunghezza, caratterizzati da geometrie complesse e materiali differenti. Oltre a questa linea destinata ai formati fuori standard, sono stati installati un impianto di pretrattamento chimico per i manufatti che non saranno sottoposti a cataforesi e una nuova granigliatrice che ha ulteriormente potenziato la capacità operativa. Sono stati inoltre sostituiti due impianti polveri preesistenti. In questa sede abbiamo privilegiato la tecnologia in fase densa, con particolare attenzione al recupero dell’overspray per ridurre i consumi. Grazie a questi investimenti, l’utilizzo di vernici è diminuito in modo significativo”.

Gli interventi hanno anche migliorato la gestione delle risorse energetiche, ottimizzando la polimerizzazione delle polveri su substrati con spessori molto variabili.
Cicli applicativi conformi agli standard OEM più stringenti
L’intera Business Unit Industrial Coatings di Argos ST opera con l’obiettivo di fornire trattamenti superficiali ad alte prestazioni, in grado di coniugare protezione anticorrosiva, resistenza meccanica e qualità estetica. “Per rispondere alla crescente richiesta di maggiore durabilità e robustezza dei componenti, abbiamo sviluppato cicli applicativi capaci di migliorare sia le prestazioni meccaniche sia l’aspetto finale dei manufatti”.
Il processo di verniciatura standard si articola quindi in quattro fasi: granigliatura, cataforesi, sigillatura mirata sui giunti saldati allo scopo di prevenire fenomeni corrosivi dovuti a infiltrazioni nelle aree più sensibili, e infine verniciatura a polvere o a ciclo misto, applicata in più strati, con mano a finire composta per la maggior parte da polveri e una percentuale crescente da smalto liquido.
“Gli OEM del settore macchine agricole e movimento terra forniscono specifiche estremamente dettagliate, soprattutto in termini di caratteristiche della finitura e del colore, con l’obiettivo di ottenere la massima resistenza del film applicato. La maggior parte richiede l’utilizzo di prodotti omologati;

per questo motivo, i nostri fornitori devono garantirci flessibilità nella formulazione e vernici ad elevate prestazioni. TIGER Coatings è diventata uno dei nostri principali fornitori perché le sue vernici rientrano nelle classi di resistenza più elevate”, sottolinea Marco Mondini, responsabile acquisti della divisione Industrial Coatings del Gruppo. La fidelizzazione del fornitore rappresenta un valore aggiunto per Argos ST, soprattutto in termini di qualità e ripetibilità, requisiti fondamentali per gestire un numero elevato di stabilimenti che devono assicurare uniformità cromatica, finitura con standard qualitativi elevati e colour matching. “Cercavamo un partner con solide competenze tecniche e una struttura interna in grado di supportarci rapidamente nello sviluppo dei nostri progetti e di offrire la massima flessibilità, requisito essenziale per verniciature in conto terzi come le nostre, che non possono basarsi su programmazioni prestabilite”.
La crescita di TIGER Coatings come fornitore di Argos ST Marzia Brambilla, COO di TIGER Coatings Italy, ripercorre l’origine della collaborazione: “Siamo entrati nel portfolio di questo importante gruppo industriale nel 2023 come fornitori di vernici in polvere poliestere ed
Da sinistra:
ARGOS ST applica cicli molto variabili, dal mono al tri-strato, sempre in funzione delle specifiche richieste e della destinazione d’uso dei manufatti.
L’accurata scelta di fornitori di prodotti vernicianti permette ad Argos ST di operare con la certezza di mantenere alti gli standard qualitativi dei propri rivestimenti.

epossidiche inizialmente destinate alla componentistica di un singolo OEM del segmento movimento terra. Oggi siamo diventati il loro terzo fornitore: questo risultato conferma non solo l’elevata qualità delle nostre polveritutte omologate secondo i più severi standard di resistenza e durabilità - ma anche la capacità di sviluppare formulazioni su misura per applicazioni con requisiti specifici. Ciò garantisce prestazioni elevate e ripetibili, un aspetto fondamentale per un gruppo composto da diverse aziende che eseguono lotti differenti per lo stesso committente. La ripetibilità e la costanza della qualità rappresentano un vantaggio competitivo decisivo, assicurando risultati uniformi e conformi alle aspettative sia del cliente finale sia del terzista che applica il prodotto”. Il 2024 ha segnato il consolidamento di questa partnership. “Come terzisti applichiamo cicli molto variabili, dal mono al tri-strato, sempre in funzione delle specifiche richieste e della destinazione d’uso dei manufatti. Sapere di poter contare su fornitori come TIGER Coatings, in grado di gestire l’intero spettro delle problematiche tecniche, dalla formulazione all’approvvigionamento di grandi volumi di prodotto, ci permette di operare con la certezza di mantenere elevati standard qualitativi di produzione. Apprezziamo particolarmente che il fornitore sieda al tavolo con noi e con i nostri clienti come parte di una vera e propria joint venture tecnica: un confronto continuo che va oltre il tradizionale rapporto fornitore-cliente e rappresenta uno dei motivi principali per cui abbiamo scelto TIGER
Coatings”, aggiunge Mondini. “Un rapporto reciproco”, continua Brambilla, “in cui, se il produttore di polveri rappresenta una certezza per il terzista, Argos ST costituisce uno dei clienti di maggior prestigio per TIGER
Coatings, tanto da rappresentare una vera e propria Success Story, che abbiamo condiviso con i nostri colleghi delle filiali TIGER europee”.
La crescita della collaborazione con fornitori strategici come TIGER
Coatings e l’attenzione alla qualità e flessibilità dei cicli applicativi confermano l’approccio orientato al cliente della Business Unit Industrial Coatings di Argos ST, oggi esempio di come questo modello d’impresa possa risultare vincente anche in settore complesso come quello della verniciatura. Gli investimenti effettuati, dall’automazione dei processi alla gestione dei fornitori fino all’integrazione di pratiche sostenibili, testimoniano la volontà dell’azienda di rafforzare il proprio ruolo come partner tecnologico per l’industria, capace di offrire un servizio a 360° per i trattamenti superficiali più avanzati e di trasformare il proprio gruppo in un vero e proprio hub del terzismo di verniciatura.




he nts, from the agricultural and construction sectors to the building of skyscrapers and large-scale structures. In the earth moving sector, ed ng the world’s













Ilaria Paolomelo ipcm®
Sottoposti a usura, abrasione e sollecitazioni meccaniche continue, i veicoli industriali necessitano di una verniciatura in grado di garantire protezione elevata e longevità dei componenti principali. Per rispondere a queste esigenze, Mantella Trailers, specializzata nella produzione di veicoli per il settore cava-cantiere, collabora da oltre vent’anni con Mirodur, partner di fiducia nella fornitura di prodotti vernicianti ad alte prestazioni sviluppati appositamente per i cicli di verniciatura delle casse e dei telai.


Il comparto dei veicoli cava-cantiere rappresenta una delle aree più specializzate dell’industria dei mezzi pesanti. Parliamo di un settore che opera in condizioni di lavoro estreme, dove robustezza, resistenza meccanica e durata nel tempo sono requisiti imprescindibili. Secondo le più recenti analisi di mercato, nei primi sei mesi del 2025, sono stati immatricolati quasi 10.0001 veicoli destinati a cave, cantieri e attività estrattive - un segmento che continua a crescere in modo costante, grazie agli investimenti infrastrutturali e al rinnovo delle flotte. Questi mezzi devono affrontare quotidianamente sollecitazioni intense, come urti, abrasione da materiali rocciosi, vibrazioni costanti, esposizione a fango, acqua e sale. Per questo motivo, la progettazione di un veicolo cava-cantiere si è sempre concentrata sull’efficienza strutturale più che sull’estetica, privilegiando l’impiego di acciai altoresistenziali, sistemi di rinforzo e trattamenti anticorrosivi specifici. Tuttavia, negli ultimi anni, anche questo segmento industriale sta evolvendo verso una nuova sensibilità, mutuando alcune tendenze tipiche del mondo automotive, come maggiore attenzione per le finiture, personalizzazione cromatica e coordinamento estetico tra i diversi componenti del veicolo, come la cassa e la cabina.
1ttps://www.unacea.org/it/mercato-italiano-di-macchine-per-costruzioni-4/
La verniciatura, da semplice protezione superficiale, è diventata parte integrante del valore del veicolo e contribuisce all’identità visiva del marchio e alla riconoscibilità del prodotto. Un esempio concreto di questa evoluzione ci viene da Mantella Trailers Srl, azienda lametina specializzata nella produzione di veicoli industriali per cave e cantieri, che da oltre vent’anni si affida a Mirodur (Aprilia, LT) per la fornitura di prodotti vernicianti ad alte prestazioni, sviluppati su misura per rispondere alle specifiche esigenze dei propri cicli produttivi. L’azienda ha inoltre recentemente installato un nuovo sistema tintometrico Mirodur per garantire la massima precisione e coerenza cromatica nella preparazione delle tinte, rispondendo in modo puntuale alle richieste dei clienti in tema di finiture personalizzate e colour matching.
Un leader nella produzione di macchine cava-cantiere
“Mantella Trailers Srl nasce nel cuore della Calabria, a Lamezia Terme (CZ), come naturale evoluzione di una lunga tradizione familiare imprenditoriale nel settore dei veicoli industriali per il settore cava-cantiere. Alle spalle della società c’è un’esperienza maturata in decenni di attività, fortemente orientata all’innovazione tecnologica, alla ricerca di soluzioni leggere e


resistenti, e a una costruzione di qualità”, afferma Salvatore Mantella, fondatore e titolare di Mantella Trailers. Negli anni, Mantella Trailers ha consolidato la propria crescita e ampliato la sua presenza sul territorio italiano, inaugurando una seconda sede a Piacenza, il Centro Allestimenti Autocarri, punto strategico per servire il mercato del Nord Italia. Questa struttura, dedicata alla personalizzazione e all’allestimento di veicoli industriali, permette all’azienda calabrese di offrire un servizio completo, rapido e su misura, mantenendo alti standard qualitativi. La sinergia tra le sedi di Lamezia Terme e Piacenza ha reso possibile un’organizzazione efficiente e capillare, in grado di soddisfare le richieste di clienti provenienti da tutto il territorio nazionale. Nel 2018, Mantella Trailers ha ottenuto un importante riconoscimento internazionale: il prestigioso Swedish Steel Prize, assegnato per il rivoluzionario semirimorchio Stratosphere

3.0. Questo modello si è distinto per l’impiego intelligente dell’acciaio altoresistenziale, che ha permesso all’azienda di ridurre significativamente il peso del veicolo, migliorandone al contempo prestazioni, sicurezza ed efficienza nei consumi.
“Oggi, Mantella Trailers si distingue per la produzione di semirimorchi e allestimenti di ultima generazione, progettati per il settore cava-cantiere con un’attenzione particolare alla funzionalità, alla robustezza e alla sostenibilità. I continui investimenti in ricerca e sviluppo, l’utilizzo di materiali all’avanguardia e la capacità di offrire soluzioni personalizzate rappresentano i pilastri di un’azienda che guarda costantemente al futuro. Forte di riconoscimenti internazionali, di un team tecnico altamente specializzato e di una identità aziendale solida, oggi Mantella Trailers è una realtà in continua crescita, impegnata a consolidare la propria posizione sul mercato nazionale ed espandersi su quello europeo, portando avanti con coerenza i valori che l’hanno sempre contraddistinta: passione, innovazione e affidabilità”, continua il fondatore.
Mantella Trailers propone una gamma completa di veicoli e allestimenti per il trasporto industriale, progettati per garantire prestazioni elevate,

leggerezza e resistenza. In particolare, l’azienda è specializzata nella realizzazione di cassoni e telai di veicoli progettati per il trasporto di inerti e gestisce internamente l’intero processo produttivo.
“Nel nostro reparto produttivo, che si estende su oltre 11.000 m² all’interno di un’area complessiva di 35.000 m², ci occupiamo di tutte le fasi, dalla progettazione alla produzione dei singoli componenti”, spiega il tecnico. Dopo la ricezione delle materie prime – come Hardox® e Strenx®, due acciai ad alta resilienza – il materiale passa attraverso un ciclo completo di lavorazioni meccaniche per la realizzazione sia delle casse sia dei telai.
“Per produrre le prime, adottiamo un innovativo sistema di piegatura delle lamiere, unico in Italia, che consente di ottenere le sponde laterali senza ricorrere a saldature. Si tratta di un processo che permette di aumentare la robustezza strutturale e la tenuta meccanica, ridurre i punti di criticità dei metodi tradizionali e garantire una solidità duratura nel tempo. I telai vengono invece assemblati e poi saldati mediante due isole di saldatura robotizzate”, continua Mantella.
Da sinistra in alto in senso antiorario:
I telai vengono prima assemblati e poi saldati mediante due isole di saldatura robotizzate.
Per produrre le casse, Mantella Trailers adotta un innovativo sistema di piegatura delle lamiere, unico in Italia, che consente di ottenere le sponde laterali senza ricorrere a saldature.
I cassoni sono trasportati all’interno dell’apposita cabina di verniciatura, dove viene applicato un fondo antiruggine ai fosfati di zinco, e in seguito una finitura lucida intorno ai 70 gloss.
www.sinto.com
As a full-service provider, we offer customized wheel blasting solutions – from the machine concept to after-sales service. With many years of experience, we develop tailor-made wheel blasting systems to support the long-term success of your company.
www.agtos.com



Due cicli di verniciatura differenti
Il trattamento superficiale dei veicoli Mantella Trailers avviene in un fabbricato di circa 2.000 m², dotato di una granigliatrice metallica a turbine con grado Sa 2,5 e due cabine di verniciatura identiche fra loro, dedicate rispettivamente alla finitura delle casse e degli chassis. Le cabine, entrambe lunghe 18 metri e completamente pressurizzate, sono organizzate in due zone: nei primi 8 metri avviene l’applicazione del fondo, mentre nella restante parte si procede alla finitura. L’applicazione dei prodotti avviene manualmente dagli operatori tramite pompe airless bimix adatte alla spruzzatura di prodotti bicomponenti.
“Per garantire le migliori performance in funzione delle diverse sollecitazioni meccaniche e ambientali a cui sono sottoposti i componenti, l’azienda sottopone cassa e telaio a due cicli di verniciatura distinti”, afferma Silvio Soleo, commerciale di Mirodur.
Ciclo di verniciatura della cassa
I cassoni sono trasportati all’interno dell’apposita cabina di verniciatura, dove viene applicato un fondo antiruggine ai fosfati di zinco, e in seguito una finitura lucida intorno ai 70 gloss. “Generalmente il fondo – acrilico bicomponente ad alto solido – è applicato in due mani, con intervalli di 1020 minuti, ma può essere utilizzato anche bagnato su bagnato. In entrambi i
casi, il processo di verniciatura si conclude con l’applicazione dello smalto, anch’esso di natura acrilica, che conferisce al manufatto la brillantezza e la resistenza desiderate”, afferma Leonardo Soleo, tecnico di Mirodur.
“Fino a qualche tempo fa, Mantella Trailers utilizzava un fondo epossidico abbinato a una finitura acrilica: una combinazione che richiedeva catalizzatori differenti e tempi di attesa più lunghi, spesso superiori alle due ore, per consentire la corretta e completa essiccazione del fondo. Per evitare tempi ciclo estremamente lunghi e incrementare la produttività, il team R&D di Mirodur ha messo a punto questo nuovo fondo acrilico ad alto solido che non solo permette di superare queste criticità, rendendo il processo di verniciatura più rapido, ma consente anche di risolvere una serie di problematiche derivanti dal pretrattamento meccanico”, continua il responsabile tecnico. In passato, infatti, il processo di sabbiatura creava una certa rugosità sulla superficie, rendendo necessario l’intervento manuale per correggere eventuali imperfezioni della superficie. “Si applicava il fondo, si procedeva con la stuccatura a spatola con stucco poliestere e infine con la carteggiatura, al fine di ottenere una superficie più levigata. Per superare questa criticità, il nuovo fondo sviluppato da Mirodur, caratterizzato da un residuo secco più elevato e da una viscosità maggiore, è in grado di coprire perfettamente la rugosità derivante dalla granigliatura, senza richiedere ulteriori passaggi da parte degli operatori”, continua Soleo.
Ciclo di verniciatura del telaio
“I telai Mantella Trailers sono progettati per essere estremamente leggeri, resistenti e durevoli, grazie all’impiego di acciai altoresistenziali come lo Strenx® 960 Plus”, spiega Salvatore Mantella. “A differenza delle casse, il telaio è sottoposto a sollecitazioni ancora più intense: abrasione da materiali di lavoro, urti continui e aggressioni chimiche come il sale nelle condizioni invernali richiedono protezione e resistenza superiori”. Per questo motivo, il ciclo di verniciatura degli chassis prevede l’applicazione di una mano di fondo epossidico zincante 2K, caratterizzato da elevato potere anticorrosivo. “A seguito dell’applicazione del fondo, è fondamentale verificare con attenzione la superficie del manufatto per individuare eventuali fessure che potrebbero favorire l’accumulo di acqua, sporco o sale. Qualora presenti, queste vengono sigillate con un sigillante poliuretanico sovra verniciabile, che consente di procedere immediatamente con la successiva fase di finitura. Il ciclo si conclude quindi con l’applicazione di una mano di smalto acrilico semilucido, che conferisce al telaio un’elevata resistenza e una finitura uniforme”, continua Soleo.
Il ciclo di verniciatura degli chassis prevede l’applicazione di una mano di fondo epossidico zincante 2K e successivamente una di smalto acrilico semilucido.


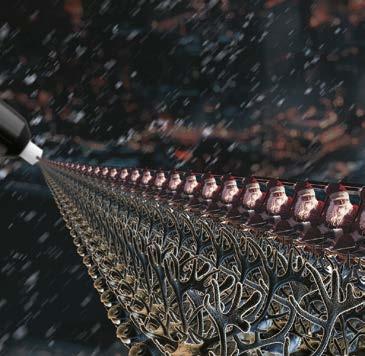










Un nuovo sistema tintometrico per rispondere a ogni esigenza cromatica
La crescente richiesta di personalizzazione da parte dei clienti ha spinto Mantella Trailers a introdurre un nuovo sistema tintometrico in collaborazione con Mirodur, per garantire la massima flessibilità nella gestione delle colorazioni. “Le esigenze del mercato cambiano rapidamente: i colori madre come il bianco Scania e l’alluminio grigiastro vengono forniti direttamente in tinta, tuttavia oggi molti clienti desiderano, ad esempio, che la cassa del veicolo riprenda esattamente il colore della cabina, che sia rossa, blu o argento,” racconta Mantella. “Per questo motivo abbiamo richiesto a Mirodur l’installazione del sistema tintometrico Miromix, che ci consente di riprodurre il colore desiderato direttamente in sede, in tempi rapidissimi”. “Il sistema Miromix permette infatti di formulare e preparare il colore in autonomia e in tempi molto brevi. Grazie al software dedicato, che integra un database di oltre 25.000 formule colore e utilizza spettrofotometri per rilevare con precisione le tinte fuori standard, Mantella può oggi offrire un servizio su misura, con la qualità e l’affidabilità che contraddistinguono i prodotti Mirodur”, afferma Riccardo Vitelli, Sales Manager di Mirodur. La possibilità di creare colorazioni personalizzate e perfettamente coordinate tra cabina, cassa e telaio consente all’azienda di rispondere in modo puntuale alle richieste di ogni cliente, trasformando la verniciatura in un vero elemento di identità visiva e distintività del marchio.
La collaborazione tra Mantella Trailers e Mirodur, attiva da oltre vent’anni, rappresenta un esempio virtuoso di partnership fondata su competenza,
fiducia reciproca e costante aggiornamento tecnologico. “Nel corso degli anni abbiamo sviluppato insieme soluzioni vernicianti capaci di rispondere alle specifiche esigenze produttive dei veicoli cava-cantiere e garantire, al contempo, prestazioni elevate in termini di resistenza e durabilità. Ne è un esempio il fondo utilizzato nel ciclo di verniciatura dei telai, che ha permesso di superare le criticità legate al pretrattamento e di ridurre i passaggi di stuccatura e carteggiatura, con un significativo risparmio di tempo,” spiega il tecnico-commerciale di Mirodur. “Allo stesso modo, l’adozione di prodotti compatibili con lo stesso catalizzatore ha contribuito a velocizzare i tempi di essiccazione del fondo, ottimizzando ulteriormente il processo. Tutti questi interventi sono stati introdotti anche per supportare le crescenti esigenze produttive di Mantella Trailers, che sta vivendo una fase di forte espansione sul mercato”, conclude.


A cura di Galstaff Multiresine Spa
Mornago (Varese) sales@galstaffmultiresine.com
Progettata per rispondere alle esigenze del settore ACE e dei macchinari movimento terra, la linea di polioli-poliesteri ossidrilati “FTALON” sviluppata da GMR garantisce elevata resistenza chimica, ottima adesione che si traduce in una grande versatilità d’impiego nelle più diversificate formulazioni di prodotti vernicianti destinati a queste applicazioni.
Ipolioli poliesteri della gamma FTALON, ideati e sviluppati dal team di R&D di Galstaff Multiresine (Mornago, VA, e Garbagnate Milanese, MI), sono da sempre riconosciuti e impiegati nei settori più esigenti e qualificati, per la formulazione di cicli di verniciatura ad alte prestazioni. Grazie alla loro natura intrinseca, trovano impiego in un’ampia gamma di applicazioni, in particolare nei settori dei macchinari e delle attrezzature agricole, edili e movimento terra (ACE), o laddove sia richiesta prestazionalmente elevata durabilità, resistenza alla corrosione e agli agenti atmosferici. Quando reticolati grazie all’impiego di partner isocianurati, i polioli poliesteri reagiscono con i reticolanti della serie URONAL, che ne
amplificano l’inerzia chimica offrendo un connubio ideale di proprietà chimico-fisiche e meccaniche.
Queste proprietà risultano fondamentali per assicurare prestazioni elevate anche nelle condizioni operative più severe.
I vantaggi della serie FTALON
Qui di seguito vengono illustrati i principali benefici dei rivestimenti realizzati con i polioli FTALON, ideati e destinati al settore industriale delle attrezzature del settore ACE:
Inerzia chimica e resistenza: i rivestimenti basati sui poliesteri-polioli idrossilati della serie FTALON offrono un›eccellente resistenza agli agenti chimici, atmosferici e ai raggi UV. Questa è una caratteristica fondamentale per i macchinari che operano in ambienti difficili o che sono esposti frequentemente a sostanze chimiche ed aggressive come carburanti, oli e solventi.
Adesione e protezione dalla corrosione: le loro peculiarità assicurano un’ottima adesione su svariati tipi di supporti e substrati. Dal punto di vista prestazionale, ciò si traduce in un’elevata e duratura protezione contro la corrosione.









Soluzioni “Smart & Problem-Solving”: questi polimeri si prestano a diverse formulazioni, che permettono di predisporre cicli di verniciatura con elevata adesione e resistenza all’abrasione anche su film preesistenti. Offrono inoltre, una consolidata stabilità termicoossidativa associata ad un’ottima flessibilità e capacità di assorbire degli urti.
Impatto ambientale ridotto: la serie “FTALON” comprende soluzioni a medio-alto solido, studiate per ridurre le emissioni di composti organici volatili (VOC) e rispondere alle esigenze dei mercati più attenti alla sostenibilità. Questo approccio contribuisce al rispetto delle normative sulle emissioni e alla riduzione dell’impronta di carbonio (Product Carbon Footprint).
Versatilità e applicazioni multiuso: i prodotti della serie FTALON si distinguono per la loro adattabilità e trovano impiego in diversi ambiti: dalla preparazione e finitura di veicoli per il trasporto civile, alla protezione di impianti e strutture industriali, fino al rivestimento di materiali plastici e alla protezione anticorrosiva di superfici metalliche di svariata natura.
Gamma di prodotti FTALON
La linea FTALON di GMR offre soluzioni specifiche per affrontare le sfide di ogni settore applicativo come mostrato nella Tabella nella pagina successiva
In conclusione, i polioli poliesteri ossidrilati della serie “FTALON” di Galstaff Multiresine assolvono e soddisfano sempre più le esigenze specifiche dei settori più esigenti. Con questa tipologia di polimeri Garlstaff Multiresine delinea e traduce il proprio know-how proponendo soluzioni innovative destinate a tutti coloro che operano nei settori industriali più rigorosi appartenenti all’industria dell’automotive, dei macchinari industriali & movimento terra e attrezzature edili e agricole.









Prodotto
FTALON 1651/65 PMA
FTALON 1670/80 ABT
FTALON 1680/70 ABT
FTALON 269/60 X
FTALON 272-35SN5AB
FTALON 27/70 ABT
FTALON 922/70 ABT
FTALON F 104/70 ABT
FTALON 60 60X
FTALON TAC 75 ABT
FTALON TN/65X
FTALON TN/100
Descrizione e caratteristiche principali
Poliestere saturo con eccellente resistenza meccanica, chimica, ai graffi e agli agenti atmosferici. Offre inoltre ottima ritenzione della brillantezza.
Poliestere saturo ramificato ad alto solido, ideale per smalti e vernici PU con elevata flessibilità e resistenza. Questo legante speciale assicura un’ottima resistenza agli shock termici e un’aderenza superiore sui substrati plastici. Può essere essiccato a temperatura ambiente oppure fino a 80 °C.
Poliestere saturo medio-rigido che garantisce un’eccellente resistenza agli agenti atmosferici, una rapida essiccazione e un’elevata brillantezza. Assicura inoltre ottima resistenza agli shock termici, elevata durezza e notevole resistenza meccanica, mantenendo al contempo una buona flessibilità.
Utilizzato nei sistemi poliuretanici bicomponenti (2K-PU), questo prodotto conferisce un’eccellente brillantezza, elevata durezza superficiale, buona ritenzione del colore e una solida resistenza agli agenti atmosferici e all’ingiallimento. È inoltre compatibile con i più comuni sistemi tintometrici.
Poliestere saturo idrossilato con acidi grassi modificati, che offre elevata brillantezza, durezza superficiale e ottima resistenza all’ingiallimento. Rappresenta un compromesso ideale tra prestazioni tecniche e costi contenuti. Può essere utilizzato anche in smalti da forno in combinazione con resine melaminiche della serie ITAMIN.
Poliestere saturo per smalti PU lucidi ad alto spessore, in grado di assicurare eccellente durezza superficiale, buona lucidabilità, rapida essiccazione, ottima resistenza all’ingiallimento e notevole resistenza meccanica (impilabile dopo 24 ore).
Resina alchidica vegetale a corto olio, caratterizzata da un alto contenuto di gruppi OH e da una buona flessibilità. Grazie all’elevata reattività, permette di ottenere film a indurimento rapido. Offre inoltre un eccellente colore, brillantezza e resistenza allo sfarinamento.
Alchidica a corto olio per finiture PU ad alto solido, formulata per una rapida essiccazione. Garantisce elevata copertura e ottima resistenza meccanica, oltre a un’eccellente ritenzione della brillantezza e del colore e a una comprovata resistenza allo sfarinamento (chalking).
Poliolo flessibile, adatto come co-legante per primer e fondi PU industriali che assicura ottima bagnabilità del pigmento e del substrato.
Poliestere di alta qualità per vernici e smalti ad alto solido, ideale come alternativa alle resine acriliche idrossilate nei rivestimenti 2K PU, grazie al suo eccellente rapporto costo/ prestazioni. Offre buona resistenza all’ingiallimento e agli agenti atmosferici, elevata ritenzione della brillantezza.
Resina per smalti PU puri o ibridi acrilico/poliuretanici, pensata per offrire il giusto equilibrio tra prestazioni, costo e facilità d’impiego. Poliestere saturo altamente reattivo che garantisce rapido indurimento, ottima ritenzione del colore e resistenza allo sfarinamento.
Resina alchidica a corto olio, con elevato contenuto di gruppi OH e buona flessibilità, caratterizzata da una reticolazione rapida che favorisce un’essiccazione veloce del film. Assicura eccellente ritenzione del colore e resistenza allo sfarinamento.
Settori di impiego
Aeromobili, treni, impianti chimici, carrozzeria automobilistica, rivestimenti protettivi aeronautici, smalti poliuretanici per pavimentazioni industriali.
Finiture su supporti plastici (ABS, PC, PVC).
Smalti industriali e per carrozzeria (in combinazione con resine URONAL).
Mobili in legno, general industry, finiture per veicoli, vernici per legno.
Smalti PU 2K per il settore OEM e veicoli industriali.
Rivestimenti poliuretanici in generale.
Carrozzeria, rivestimenti acrilico-poliuretanici e nautici.
Applicazioni su metallo e legno.
Basi fortemente pigmentate (o come plastificante per polioli rigidi), primer per car refinish, fondi industriali PU, vernici trasparenti o basi pigmentate per legno, finiture PU opache o lucide per pavimenti in legno.
Riparazione Auto (Car Refinish), Industria e legno.
Primer e finiture su legno e metallo, applicazioni marine, primer per metallo, trasporti e ACE.
Carrozzeria, smalti acrilico-poliuretanici e rivestimenti nautici.








Il produttore giapponese di gru Tadano aggiorna il suo processo di verniciatura a liquido con la tecnologia elettrostatica di WAGNER per ridurre il consumo di vernice.
Tadano Ltd., con sede a Takamatsu, in Giappone, è un produttore pioniere di gru edili, gru montate su veicoli e veicoli elevatori, con una ricca storia che risale allo sviluppo della prima gru idraulica giapponese nel 1955. L’azienda è particolarmente nota per le sue gru mobili, utilizzate in progetti edili, infrastrutturali e industriali.
La sfida di Tadano: meno sprechi, maggiore efficienza
Tadano ha dovuto affrontare molteplici sfide con i suoi processi di verniciatura a liquido, principalmente a causa della natura complessa dei corpi delle gru e degli ambienti difficili in cui operano. Le gru richiedono vernici durevoli e antigraffio, ma la crescente domanda di finiture estetiche e di alta qualità ha aggiunto un ulteriore livello di complessità. I veicoli Tadano sono verniciati su misura con colori unici, con oltre 300 varianti di colore applicate ogni anno, il che ha portato alla necessità di ricorrere al lavoro manuale di personale qualificato.
Inoltre, molti veicoli sono verniciati dopo l’assemblaggio, il che richiede una
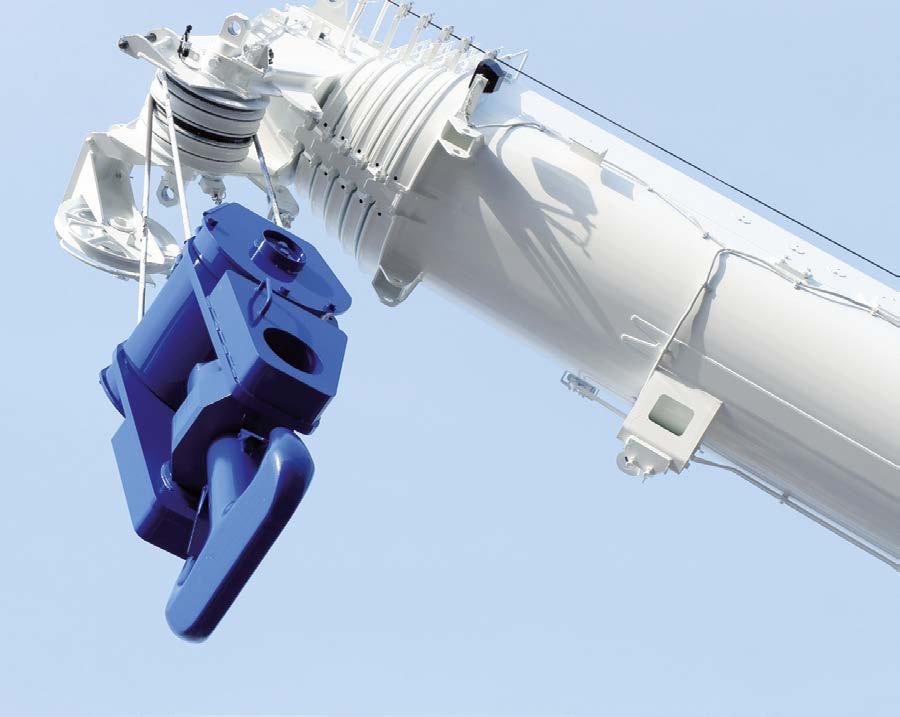
© Wagner
copertura efficiente e uniforme su superfici complesse, profonde o difficili da raggiungere. Con le precedenti apparecchiature di verniciatura a liquido, Tadano applicava spessori eccessivi per garantire la qualità del rivestimento, il che comportava un elevato consumo di vernice. L’obiettivo di Tadano era aggiornare il processo di verniciatura per migliorare l’efficienza e ridurre gli sprechi di materiale.
Il nuovo sistema di verniciatura a liquido aumenta le prestazioni di Tadano WAGNER ha proposto l’installazione di 39 pompe a pistoni ad alta pressione Puma 28-40 abbinate a 39 pistole elettrostatiche manuali GM 5000EAC, utilizzando l’ugello ACF 5000SP per un’eccellente atomizzazione. Questa soluzione si è dimostrata la più efficiente, dopo che Tadano ha effettuato test di confronto delle prestazioni anche con altri produttori concorrenti.
La pistola GM 5000EAC è molto flessibile e facile da usare: l’utente può passare rapidamente tra tre impostazioni di tensione - alta, media e bassaComponenti di cassoni di gru dell’azienda giapponese Tadano.
















direttamente sulla pistola, senza interrompere il processo di verniciatura. Anche la funzione di regolazione automatica della tensione, che la regola in base alla distanza dal pezzo, si è rivelata interessante per Tadano. Per i pezzi più piccoli, la tensione può essere impostata in modo continuo (5-80 kV), il che impedisce uno spessore eccessivo dello strato e consente a Tadano di verniciare pezzi di tutte le forme e dimensioni in modo altamente efficiente. “La riduzione dell’overspray e la migliore qualità di verniciatura hanno ridotto al minimo le rilavorazioni e ci consentono di verniciare aree complesse in modo più efficiente,” afferma Masaaki Sueura, Assistente Responsabile di Produzione presso Tadano.
Dall’installazione dell’impianto di verniciatura a liquido WAGNER, Tadano è riuscita a ridurre lo spessore dello strato richiesto e il consumo di vernice di circa il 20%, migliorando significativamente la qualità del rivestimento. Un altro vantaggio della pistola elettrostatica è la sua facilità di manutenzione, ovvero il numero estremamente ridotto di pezzi, che consente a Tadano di sostituirli in loco, riducendo al minimo i ritardi di produzione. Le pompe a pistoni ad alta pressione Puma 28-40 contribuiscono all’efficienza del sistema: il motore pneumatico con la speciale tecnologia IceBreaker previene la formazione di ghiaccio e garantisce prestazioni costantemente elevate in tutte le condizioni di lavoro. Le pompe funzionano con pulsazioni particolarmente basse anche a basse pressioni di esercizio. Oltre ai vantaggi tecnici, il servizio clienti WAGNER è stato un punto di forza per Tadano, con risposte rapide e un supporto impeccabile durante le fasi di implementazione e operative.
“Dal test di laboratorio all’introduzione del sistema, abbiamo riscontrato una grande disponibilità da parte di WAGNER e una piena collaborazione nel lavorare insieme per risolvere i problemi, il che ha reso il processo fluido. Siamo stati in grado di risolvere rapidamente i problemi emersi durante lo studio, comunicando con la sede centrale in Germania. Anche il servizio post-vendita è stato reattivo come speravamo e possiamo utilizzare l’attrezzatura in tutta tranquillità grazie alle tempestive visite in loco,” afferma Kai Shimizu, Ingegnere di produzione presso Tadano. Il nuovo sistema di verniciatura a liquido ha apportato miglioramenti misurabili al processo produttivo di Tadano: maggiore efficienza di verniciatura e riduzione del consumo e degli sprechi di vernice. La flessibilità e la ridotta necessità di rilavorazioni hanno semplificato i processi aziendali e garantito risultati di alta qualità anche sui cassoni gru più complessi.
Discover our selection of powder coatings for A.C.E.agricolture, construction and earthmoving vehicles.

stpowdercoatings.com
Ilaria Paolomelo ipcm®
O.F.A.S. S.p.A., specializzata nella produzione di componentistica, di attrezzi e ricambi, sia metallici che in gomma, destinati a macchine, macchinari e attrezzature per il settore agricolo, ha recentemente deciso di rinnovare completamente il proprio impianto di verniciatura a polvere, con l’obiettivo di incrementare l’efficienza energetica, ridurre i consumi e garantire prestazioni elevate dei prodotti. La scelta risponde anche alla crescente richiesta del mercato di finiture estetiche di qualità e personalizzabili, capaci di valorizzare l’aspetto e la durabilità dei componenti e dei macchinari agricoli. Per realizzare questo progetto, l’azienda vicentina si è affidata a Verona Impianti 2002.







Negli ultimi anni, sulle pagine di ipcm®_International Paint&Coating Magazine abbiamo raccontato più volte come il settore delle macchine agricole stia vivendo una trasformazione profonda. Trattori, aratri, seminatrici – per citarne alcuni – non sono più soltanto strumenti di lavoro che devono essere robusti e affidabili per operare in qualsiasi condizione climatica. Sempre più spesso il mercato richiede finiture impeccabili, qualità estetica e possibilità di personalizzazione, quasi come avviene nel mondo automotive. È un cambiamento culturale prima ancora che tecnologico, che sposta lo sguardo dalla sola funzionalità alla percezione di valore, identità e cura del dettaglio. Questo nuovo approccio non riguarda più soltanto la scocca o il telaio delle macchine, ma coinvolge anche componenti che, per natura, sono tutt’altro che “di rappresentanza”, come i dischi per erpici o per seminatrici, progettati per penetrare nel terreno, lavorare la terra e sopportare l’usura derivante dal loro stesso impiego. Eppure, oggi anche questi componenti devono presentarsi al meglio: chi acquista una macchina agricola non guarda più solo alle prestazioni, ma anche all’estetica complessiva, alla coerenza cromatica, alla cura con cui ogni singolo dettaglio è realizzato. Gli standard sono cambiati.
O.F.A.S. S.p.A., una delle aziende leader nella produzione di dischi per seminatrici ed erpici, lo aveva intuito con largo anticipo: diversi anni fa aveva infatti scelto di dotarsi di un impianto di verniciatura per valorizzare i propri prodotti. Nel 2025, la crescente sensibilità del mercato, unita alla necessità di ridurre consumi energetici ormai troppo elevati, ha spinto l’impresa a compiere un ulteriore passo avanti. Così, qualche mese fa, l’azienda con sede a Mussolente, in provincia di Vicenza, ha deciso di investire in un nuovo impianto di verniciatura a polvere, capace non solo di migliorare ulteriormente l’aspetto dei dischi, ma anche di garantire rapidità nei cambi colore, efficienza energetica e massima flessibilità nella personalizzazione delle finiture. Per realizzare questo progetto, l’azienda si è affidata a Verona Impianti 2002 (Colognola ai Colli, VR), che ha progettato l’intera linea di verniciatura, integrando la componentistica del trasportatore fornita da SE.PO. (Olginate, LC) e una cabina di verniciatura Wagner (Valmadrera, LC) dotata di sistema di cambio rapido colore, fondamentale per rispondere con tempestività alle richieste di personalizzazione.
Le origini: l’evoluzione di un progetto familiare in una realtà industriale consolidata
Le radici di OFAS affondano nel secondo dopoguerra, quando — racconta Martina Favero, appartenente alla terza generazione della famiglia Favero — “sei soci fondatori provenienti da due rami della famiglia Favero decisero di unire capacità artigianali e spirito di iniziativa in un territorio segnato dagli eventi bellici e ricco di materiali da recuperare”.
Le montagne che circondano Mussolente erano infatti ancora disseminate di ferro, componenti metallici e altri residui delle due guerre — risorse preziose che i fondatori raccoglievano e trasformavano per costruire o ripristinare gli strumenti necessari alla pianura per tornare a lavorare la terra.
“I nostri nonni partirono così”, prosegue Martina, “con due piccole officine che riparavano attrezzi da giardino, utensili manuali e strumenti per la movimentazione della terra. Era un modo semplice ma concreto per contribuire alla ripresa”. Le due realtà, inizialmente indipendenti, decisero di unirsi ufficialmente il 15 novembre 1954, una data che oggi rappresenta l’inizio della partnership tra i due laboratori e che proprio di recente ha visto celebrare i 71 anni di attività dell’azienda.
La prima sede era situata nel centro del paese, dove oggi rimane uno degli spazi utilizzati come magazzino. Negli anni Sessanta, con l’aumento costante della produzione, l’azienda si trasferisce nella sede attuale, sempre a Mussolente, ampliata più volte nel corso dei decenni per rispondere alle esigenze di un mercato in continua evoluzione. In questo periodo OFAS compie anche il passaggio decisivo dall’artigianato alla fase industriale: dalla produzione di piccoli attrezzi manuali si passa ad articoli più complessi, tra cui componenti per aratri e dischi per seminatrici ed erpici, questi ultimi destinati a diventare il cuore della produzione e il principale ambito di specializzazione della famiglia Favero.
Nel 1964 viene costituita la S.p.A., mentre nei decenni successivi l’azienda amplia ulteriormente la propria gamma: nel 2013 inizia il processo di integrazione della produzione di acciaio con quello di gomma vulcanizzata, diventando nel 2016 l’unica realtà del settore a offrire due famiglie di prodotto — acciaio e gomma — all’interno dello stesso plant produttivo. Si aggiungono nel tempo anche le linee HUBs e bearings, sempre con forte
Da sinistra a destra:
La zona di carico manuale.
I componenti all’entrata della cabina di verniciatura fornita da Wagner.
La nuova cabina permette di applicare tutti i colori richiesti dai clienti, dai RAL standard come il nero 9005 fino alle tonalità personalizzate.
Il centro polveri SuperCenter EVO.

orientamento al settore agricolo, che hanno permesso a OFAS di proporsi come fornitore unico per molteplici componenti. Oltre agli articoli già citati, la gamma di prodotti offerti spazia dai ripuntatori ai vomeri, dagli elementi per sarchiatrici ai coltelli per carri miscelatori.
La crescita prosegue anche a livello internazionale. Dal 2012 l’azienda è presente in Spagna con una sede commerciale-logistica e strategica per un mercato caratterizzato da terreni difficili e dunque da un elevato consumo di dischi; dal 2017 può inoltre contare su un ramo produttivo in Polonia, paese chiave in quanto considerato storicamente ‘granaio d’Europa’.
Materiali avanzati per prestazioni potenziate
La capacità di anticipare le esigenze del mercato si traduce, per OFAS, in un impegno costante verso l’innovazione tecnologica e verso un’attenta ricerca e selezione dei materiali e delle attrezzature da utilizzare.
“Lavoriamo principalmente l’acciaio e, negli ultimi anni abbiamo collaborato con acciaierie selezionate e fornitori storici per sviluppare acciai speciali con caratteristiche superiori rispetto agli standard attualmente disponibili sul mercato”, spiega Nicola Favero, appartenente anche lui alla terza generazione della famiglia.
L’obiettivo è incrementare la durata del prodotto e, parallelamente, sostenere l’evoluzione delle macchine agricole, oggi progettate per operare con velocità e performance sempre più elevate. Questo determina un aumento significativo dell’usura, che rende necessario disporre di materiali capaci di coniugare resistenza, affidabilità e continuità prestazionale.
“Potrebbe sembrare controproducente per la nostra azienda sviluppare un prodotto soggetto a usura, come il disco, e renderlo più durevole”, prosegue Favero. “Tuttavia, l’aumento qualitativo del materiale procede di pari passo con l’aumento delle performance delle macchine stesse: cresce la velocità, aumentano le potenzialità operative e, di conseguenza, anche il livello


di usura. Le nostre soluzioni intervengono proprio su questo equilibrio, riducendo l’usura precoce e permettendo all’attrezzatura di mantenere prestazioni elevate nel tempo”.
Il ciclo produttivo dei dischi inizia dalla materia prima, ovvero acciaio al boro fornito in coils e lamiere. La lavorazione prevede linee dedicate di spianatura e quattro linee di taglio, che permettono di ottenere i componenti nelle dimensioni richieste. Una volta tagliati, i componenti lavorati a freddo e sottoposti a operazioni di foratura, tornitura e dentatura. “Successivamente eseguiamo uno stampaggio a caldo con tempra in acqua controllata. Questo passaggio consente di ottenere il corretto equilibrio tra durezza superficiale e tenacità del nucleo, garantendo così resistenza, durata e prestazioni costanti durante l’impiego sul campo”, afferma Nicola Favero.
Dopo la tempra, i dischi sono trasferiti al reparto di preparazione alla verniciatura, dove subiscono un trattamento di granigliatura mediante pallinatura con sabbia di quarzo. Questa operazione uniforma la superficie e rimuove eventuali impurità, creando le condizioni ottimali per l’applicazione e l’adesione del prodotto verniciante sulla superficie. Successivamente al pretrattamento meccanico, i componenti entrano nell’impianto di verniciatura.
Le esigenze che hanno portato all’insourcing della fase di verniciatura
La necessità di internalizzare la fase di finitura si era manifestata già anni fa, quando OFAS installò un primo impianto di verniciatura per rispondere a esigenze tecniche, estetiche e produttive sempre più complesse, emerse soprattutto con la crescita internazionale dell’azienda e con l’evoluzione del settore agricolo. “In origine i nostri componenti non venivano verniciati

perché, per la tipologia di prodotti che realizziamo, la presenza di vernice costituisce spesso un elemento penalizzante dal punto di vista funzionale in quanto una superficie non verniciata favorisce una migliore scorrevolezza della macchina nel terreno. Anche dal punto di vista della corrosione non si riscontravano problemi: i dischi, durante il loro normale impiego, vengono costantemente sfregati dalla terra o dall’erba, un’azione abrasiva che mantiene la superficie naturalmente lucida e ne previene l’ossidazione”, precisa Nicola Favero.
Tuttavia, con l’espansione commerciale in diversi paesi e la conseguente necessità di gestire stock di macchine pronte per la vendita all’interno di depositi esterni, sono emerse criticità legate al deterioramento estetico dei componenti durante i periodi di stoccaggio.
“Il cliente finale non è disposto ad accettare una macchina agricola con componenti visivamente compromessi e ossidati”, sottolinea Favero, evidenziando come questa nuova sensibilità, dettata da esigenze commerciali e da aspettative crescenti degli OEM, abbia reso inevitabile sottoporre i dischi e gli altri componenti prodotti da OFAS al ciclo di verniciatura.
“Ancora oggi, all’interno del nostro ciclo produttivo, la verniciatura mantiene prevalentemente una funzione estetica, poiché gli agricoltori acquistano non più solo un mezzo di lavoro, bensì un prodotto esteticamente perfetto. È evidente come il settore delle macchine agricole e movimento terra stia progressivamente convergendo verso standard qualitativi tipici dell’automotive, non solo per quanto riguarda prestazioni e materiali, ma anche in termini di uniformità visiva e percezione complessiva del valore”, continua Martina Favero. Per questi motivi, nel 2013, OFAS aveva deciso di installare il suo primo effettivo impianto di verniciatura, sostituendo una precedente cabina a spruzzo degli anni ‘90. Si trattava di una linea di verniciatura a immersione, trasformata nel 2015 in un impianto a polvere tramite un

Long-lasting attractiveness of facades, buildings and industrial products made of aluminium, steel and galvanized steel




International e.V. Fritz-Vomfelde-Straße 30 D-40547 Düsseldorf www.gsb-international.de







intervento di modifica. Per circa un decennio questo sistema ha permesso di gestire l’aumento progressivo dei volumi e la crescente domanda di componenti verniciati, fenomeno ulteriormente accentuato dalla richiesta di personalizzazioni cromatiche. “Molti clienti ci chiedevano che i componenti fossero verniciati nel colore specifico del loro brand, e siamo arrivati a gestire stabilmente circa una decina di RAL customizzati”. L’incremento delle tonalità disponibili, unitamente alla crescita complessiva della domanda, ha reso necessario intensificare i turni produttivi fino a operare su tre turni continuativi, mantenendo le attrezzature attive h24 e generando un consumo energetico sempre più rilevante. Nel 2023, OFAS ha avviato una revisione sistematica dei propri processi interni per individuare le aree caratterizzate dai costi più elevati, rilevando come la verniciatura costituisse uno dei principali centri di incidenza economica. “Abbiamo quindi valutato se fosse più opportuno effettuare un revamping dell’impianto esistente o installarne uno completamente nuovo. Dopo una fase di analisi approfondita, condotta attraverso studi di mercato e indicazioni dei nostri partner storici, siamo riusciti a individuare il fornitore più idoneo e la soluzione più adatta alle esigenze della nostra produzione. La scelta è ricaduta su Verona Impianti 2002 grazie alla capacità di proporre un impianto su misura, ad alta efficienza energetica e perfettamente integrabile nella linea produttiva esistente”.
Il trasportatore come fulcro della linea di verniciatura
I componenti sono caricati manualmente dagli operatori sul trasportatore, configurato ad hoc dall’azienda veronese per la movimentazione dei pezzi prodotti da OFAS. Il trasportatore convoglia i pezzi prima nella cabina
automatica per l’applicazione della vernice in polvere, quindi nel forno di polimerizzazione, lungo la zona di raffreddamento e infine nell’area di scarico, adiacente a quella di carico. “Lo studio del trasportatore nasce da un confronto approfondito con OFAS ed è stato progettato per gestire carichi fino a 60 kg per metro di catena, garantendo una movimentazione sicura dei componenti più pesanti,” spiega Stefano Tamellin, titolare di Verona Impianti. Un’altra esigenza riguardava la permanenza dei componenti nel forno: per garantire una polimerizzazione completa dei pezzi, con uno spessore dei pezzi fino a 30 mm, era necessario che rimanessero circa 50 minuti all’interno del forno. Per rispettare questo requisito, stabilita la velocità del trasportatore di 1,80 metri al minuto, la lunghezza del tracciato interno al forno è di 90 metri.
“Subito dopo la fase di polimerizzazione, i componenti percorrono un lungo tratto di raffreddamento, fondamentale per dissipare il calore accumulato durante la polimerizzazione e preservare le caratteristiche dimensionali e meccaniche,” aggiunge Tamellin. Anche in questa fase è stata studiata con precisione la configurazione del convogliatore, per garantire un flusso uniforme e sicuro lungo tutta la linea.
La nuova cabina di verniciatura consente cambi di colore rapidi
OFAS ha inoltre collaborato con Wagner, in sinergia con Verona Impianti, per l’installazione di una cabina di verniciatura di ultima generazione, completamente customizzata in base alle specifiche esigenze produttive dell’azienda. “Applichiamo una sola mano di vernice con pistole automatiche, sei per lato. Wagner ha inoltre fornito il centro polveri

dal forno, i componenti percorrono un lungo tratto di raffreddamento, fondamentale per dissipare il calore accumulato durante la polimerizzazione e preservare le caratteristiche dimensionali e meccaniche.
SuperCenter EVO, progettato per garantire cambi colore rapidi e affidabili, un alto livello di automazione e l’assenza di contaminazioni tra le diverse tonalità”, afferma Nicola Favero.
La nuova cabina permette di applicare tutti i colori richiesti dai clienti, dai RAL standard come il nero 9005 fino alle tonalità personalizzate, assicurando uniformità estetica e finitura superiore rispetto alla cabina precedente, con tempi di cambio colore drasticamente ridotti.
Le caratteristiche del forno di polimerizzazione per migliorare l’efficienza energetica
Il forno rappresenta l’elemento chiave per ottenere sia efficienza energetica sia una qualità costante dei componenti verniciati. “Nel precedente impianto riscontravamo criticità importanti: il forno impiegava fino a tre ore per entrare in temperatura, l’isolamento era insufficiente e si registrava un significativo spreco di energia”, spiega Nicola Favero.
Il nuovo forno, con 90 metri di sviluppo del tracciato del trasportatore al suo interno, è dotato di due bruciatori con potenza di 800 kW complessivi, che consentono di raggiungere la temperatura operativa di circa 180°C in soli 30 minuti. “Normalmente utilizziamo polveri che

Il trasportatore è stato studiato per integrare i ganci utilizzati in precedenza da OFAS, opportunamente sabbiati e ripristinati per il loro utilizzo nella nuova linea.
polimerizzano a 170-180°C, ma possiamo lavorare anche con prodotti che richiedono 150°C,” continua Nicola.
Il forno è progettato per garantire un ricircolo dell’aria ottimale grazie a ventilatori posizionati in alto che spingono l’aria dall’alto verso il basso. Le feritoie e i veli d’aria posizionati all’ingresso evitano dispersioni di calore e assicurano una temperatura uniforme lungo tutta la lunghezza del forno. Inoltre, l’isolamento in lana di roccia da 150 mm e una modalità costruttiva che elimina i ponti termici tra interno ed esterno garantisce una gestione ottimale dell’energia.
“Tutti questi accorgimenti, hanno consentito di ridurre drasticamente i consumi energetici, ma anche di migliorare la qualità finale della verniciatura. Prima, il forno veniva utilizzato sia per la cottura delle polveri sia di vernici liquide, con risultati non uniformi e frequenti difetti. Oggi, grazie al nuovo sistema, la polvere polimerizza in modo uniforme e costante, soddisfacendo pienamente le specifiche dei fornitori di materie prime, con cui OFAS ha svolto test di temperatura, e garantendo finiture di alto livello”, spiega Pietro Tamellin, titolare di Verona Impianti. Inoltre, il nuovo forno ha permesso di ottimizzare la produttività: quello che prima richiedeva tre turni di lavoro, oggi può essere completato in un solo turno,
23854 - Olginate
LC - Italy
Tel. 0341-605056
info@sepoitalia.it
www.sepoitalia.it



con un notevole risparmio di tempo ed energia. La compattezza del nuovo impianto ha infine consentito di recuperare circa 100 metri quadrati di superficie produttiva, liberando spazio prezioso all’interno dello stabilimento.
Conclusioni e vantaggi del nuovo impianto
“Quando ci siamo incontrati per la prima volta con il team di Verona Impianti, la nostra richiesta iniziale riguardava un revamping del forno esistente, con l’obiettivo di migliorare l’isolamento e ottimizzare il flusso d’aria al suo interno,” racconta Nicola Favero. “Abbiamo valutato attentamente questa possibilità, ma è emerso chiaramente che la soluzione più adeguata fosse la realizzazione di un impianto completamente nuovo, considerando che il forno esistente era stato acquistato usato e aveva ormai circa 40 anni. Con la crescita significativa registrata negli ultimi 15 anni, ci siamo resi conto che, per sostenere ulteriormente questo sviluppo, non era sufficiente intervenire sul passato, ma era necessario rinnovare completamente la linea produttiva. Dopo un dialogo intergenerazionale costruttivo, abbiamo deciso di investire nel nuovo impianto.”
“Nonostante l’impianto sia operativo solo da fine agosto 2025, nei primi due mesi e mezzo dall’avvio i risultati sono già evidenti. Dal punto di vista energetico, i consumi di metano e di energia elettrica si sono dimezzati e hanno generato benefici sia economici sia ambientali. Anche le condizioni degli operatori che lavorano nell’area circostante all’impianto sono migliorate grazie ad una migliore coibentazione del forno. Sul fronte produttivo, il nuovo sistema ha consentito inoltre di ridurre i turni a uno solo”, spiega Martina Favero.
“Un’altra sfida importante era garantire la continuità produttiva durante l’installazione. Verona Impianti è riuscita a smontare il vecchio impianto e a installare quello nuovo in meno di cinque settimane, occupandosi anche della rottamazione del sistema precedente,” spiega Nicola. I prossimi interventi saranno finalizzati a ottimizzare ulteriormente le operazioni di carico e scarico dei componenti, garantendo



maggiore ergonomia e sicurezza, soprattutto per i pezzi di grandi dimensioni. “Stiamo studiando l’installazione di pedane per facilitare l’appensione manuale dei componenti sul trasportatore in modo da ridurre lo sforzo fisico degli operatori.”
“Oggi possiamo dire di essere pienamente soddisfatti della scelta di affidarci a un’azienda flessibile e operativa come la nostra, capace
di comprendere appieno le nostre esigenze, analizzare attentamente le problematiche specifiche e proporre soluzioni concrete e su misura,” conclude Nicola Favero.

The right partner in the green transition
Alessia Venturi ipcm®
Nonostante un calo globale del settore fino al 30-40%, Alpego rappresenta un caso di crescita eccezionale: ha triplicato la produzione grazie a innovazione, servizi mirati e un importante ampliamento industriale. L’azienda ha installato una nuova linea di verniciatura a polvere tecnologicamente evoluta, replicando e migliorando l’impianto del 2014. Oltre ai fornitori storici Alit Technologies e Gema Europe per il pretrattamento e la parte applicativa, Alpego ha questa volta scelto AVIN come partner impiantistico.
La guerra russo-ucraina e l’instabilità politica che ne è derivata hanno avuto effetti diretti e profondi sugli acquisti di macchine agricole europee da parte di Russia e Ucraina, tradizionalmente considerati tra i mercati agricoli più rilevanti dell’area euroasiatica. L’introduzione di dazi, restrizioni commerciali ed embarghi incrociati ha di fatto interrotto il flusso delle esportazioni europee verso la Federazione Russa: i produttori del continente hanno visto crollare uno dei loro sbocchi principali per trattori, mietitrebbie e attrezzature specializzate. Parallelamente l’Ucraina – uno dei “granai d’Europa” – ha drasticamente ridotto la propria capacità produttiva a causa della devastazione dei campi, della carenza di manodopera e delle difficoltà logistiche. La contrazione dei volumi agricoli, unita alla necessità di concentrare le risorse sulla ricostruzione delle infrastrutture essenziali, ha comportato un deciso rallentamento degli investimenti in nuove macchine agricole. Le tensioni geopolitiche hanno inciso anche sulla domanda interna europea, dove molti agricoltori hanno rimandato gli investimenti in attesa
Alpego di Lonigo (Vicenza) è un’azienda storica specializzata nella produzione di macchine per la lavorazione del terreno, nota per aver contribuito alla diffusione del ripuntatore accanto all’aratro tradizionale.

di una maggiore stabilità economica. Al contrario, alcuni mercati extra-UE hanno incrementato gli acquisti per garantire continuità produttiva, generando dinamiche globali disomogenee. Il settore delle macchine agricole ha così registrato cali sensibili – fino al 30-40% – secondo i dati diffusi all’ultima edizione di Agritechnica ad Hannover (14-20 novembre), la manifestazione mondiale di riferimento per le tecnologie agricole. La perdita di due mercati storicamente strategici ha costretto i costruttori europei a rivedere strategie e destinazioni delle esportazioni. Sorprendentemente, in questo contesto incerto, Alpego di Lonigo (Vicenza) – azienda storica specializzata nella lavorazione del terreno, nota per aver contribuito alla diffusione del ripuntatore accanto all’aratro tradizionale – ha triplicato la produzione negli ultimi cinque anni, ampliando la gamma con soluzioni per la preparazione del terreno, semina, concimazione, cura del verde e viticoltura.
“La ragione della nostra crescita, nonostante la concentrazione globale del mercato, sta nel servizio al cliente” spiega Luciano Pegoraro, fondatore di Alpego insieme al fratello Giovanni. “La nostra forza è l’innovazione calibrata sulle esigenze reali: macchine che richiedono meno manutenzione, sono più semplici da usare e riducono il fabbisogno di manodopera, sempre più scarsa in agricoltura”. La tradizione dell’azienda nell’innovazione è confermata dai numerosi brevetti depositati nel tempo: oltre 30 dal padre dei fondatori, dal 1949, e più di 50 aggiunti da Alpego in 38 anni di attività.
“Per restare competitivi serve una visione lungimirante", prosegue Pegoraro. “I nostri ripuntatori, lanciati negli anni Settanta, oggi sono diffusi in tutto il mondo non per sostituire l’aratro, ma per soddisfare le richieste dell’agricoltura moderna: alte prestazioni, minori consumi, semplicità d’uso e maggiore autonomia. Negli ultimi cinque anni abbiamo introdotto macchine multifunzionali capaci di eseguire lavorazioni diverse in un’unica passata – semina, concimazione, distribuzione di fertilizzanti o insetticidi –ottimizzando tempi, consumi e costi”.
Dall'alto:
Panoramica dell’impianto cartesiano a pianta quadrata progettato da Avin.
L’impianto ha un convogliatore ibrido a blocchi. I singoli carrelli accompagnano la bilancella alle stazioni di trattamento seguendo un percorso pre-impostato ma indipendente l’uno dall’altro. Sulla destra è visibile la granigliatrice.
Il tunnel di pretrattamento a 5 stadi con conversione nanotecnologia Alfipass 7816 di Alufinish, distribuita in Italia da Alit Technologies.



L’espansione della gamma e i volumi produttivi in crescita hanno spinto l’azienda, oggi alla terza generazione con l’ingresso dei figli dei fondatori nel Consiglio di Amministrazione, a investire nell’ampliamento del reparto di carpenteria della sede storica di Gambellara e a inaugurare un nuovo stabilimento nella primavera del 2025 a Lonigo con una nuova linea di verniciatura a polvere, identica nel layout alla prima del 2014 – già protagonista, per le particolarità del suo layout, delle pagine di ipcm®1 - ma tecnologicamente evoluta.
Quello progettato e installato da AVIN, con la collaborazione di Gema Europe per la parte applicativa, Se.Po per il sistema di trasporto, Alit Technologies per la chimica di pretrattamento, COGEIM per la granigliatura, è il gemello evoluto del primo impianto: ne replica i benefici correggendone i difetti, grazie all’installazione della versione più recente delle tecnologie, già all’avanguardia, inserite nella precedente linea di verniciatura.
1 "Impianto di verniciatura cartesiano e nuovo processo di pretrattamento per quintuplicare la resistenza alla corrosione. Alpego: quando la chimica conta" di Alessia Venturi, ipcm® N. 72 Novembre/Dicembre 2021, pagg. 72-76

Genesi dell’impianto
“La prima linea di verniciatura è stata saturata in breve tempo” racconta Pegoraro. “Con la produzione quasi triplicata e con l’aumento delle varianti di prodotto, eravamo costretti ad affidarci a fornitori esterni, con risultati qualitativi non sempre allineati ai nostri standard. Da qui la decisione di creare un nuovo stabilimento per suddividere la produzione tra le macchine per la lavorazione del terreno e la nuova gamma dedicata a semina, concimazione e trinciatura”. La linea 1 di verniciatura tratta gli erpici rotanti, le seminatrici e le fresatrici, mentre la nuova linea vernicia tutta la parte passiva, quella dedicata alla lavorazione del terreno, come ripuntatori, macchine a dischi e trincia. Non potendo riunire entrambe le linee sotto un unico tetto abbiamo dovuto duplicare certi impianti, uno di essi è la linea di verniciatura. Ai nostri fornitori abbiamo chiesto di replicarla identica a quella precedente, mantenendo la stessa logica di flusso e di trasporto, ma aggiornando le tecnologie alle più recenti che circolano sul mercato”.
vincente non si cambia
Il team che aveva fornito l’impianto precedente è stato coinvolto anche

per la seconda linea, ad eccezione dell’impiantista cui è subentrata AVIN di San Martino Al Tagliamento (Pordenone). “In AVIN abbiamo trovato un partner con tanta esperienza e tanta flessibilità, che si è adattato subito alle nostre esigenze, sfruttando la nostra esperienza e il knowhow accumulato in oltre 10 anni di funzionamento del primo impianto per migliorarlo” prosegue Luciano Pegoraro. “Anche Gema ha fornito una cabina uguale alla precedente nella geometria e nelle dimensioni ma apportando degli aggiornamenti fondamentali come l’aggiunta di qualche pistola, una funzionalità migliorata, l’ultima versione del centro polveri e degli erogatori, nonché una aspirazione ottimizzata anche per la parte di ritocco. Per il pretrattamento meccanico abbiamo scelto la stessa granigliatrice mentre abbiamo chiesto ad Alit di replicare lo stesso ciclo chimico. Il fatto non tanto di raddoppiare la produzione ma di aumentare il numero di articoli e le loro varianti per soddisfare il mercato, ha portato la necessità di installare un impianto multifunzionale ed estremamente flessibile dove si possa verniciare a polveri, a liquido, pezzi sottili o spessi, pesanti o leggeri, complessi o piani tutti con la medesima qualità ed efficienza”.

La linea installata da AVIN è un impianto cartesiano a pianta quadrata con convogliatore ibrido a blocchi, con portata max. di 1000 kg, che consente sia la modalità passo-passo sia la possibilità di svincolare le velocità lineare dei singoli tratti. I singoli carrelli accompagnano la bilancella alle stazioni di trattamento seguendo un percorso pre-impostato ma indipendente l’uno dall’altro. Sono presenti 2 linee dedicate all’accumulo dei pezzi in attesa della lavorazione successiva/in raffreddamento/in semplice stand-by. Le bilancelle sono caricate fuori linea, dove è assegnata loro una ricetta di trattamento che comprende tutti i vari passaggi: granigliatura, per la quale la ricetta fornisce tutti i dati relativi a potenza, forza, quantità di graniglia; soffiaggio manuale; pretrattamento con conversione nanotecnologica; asciugatura; soffiaggio o mascheratura manuale; verniciatura automatica a polvere o manuale a liquido; polimerizzazione/essiccazione della vernice; scarico.
“La granigliatura è effettuata su tutti i pezzi, tranne quelli a parete sottile o con parti in gomma pre-montate” precisa Pegoraro. “La ricetta assegnata in fase di carico alla singola bilancella include anche le opzioni




di lavorazione manuale, come la soffiatura dopo la granigliatura. Se la ricetta prevede che la bilancella si fermi in questa stazione, un indicatore luminoso richiama l’operatore che esegue la lavorazione a bilancella ferma e poi la rilascia, facendola nuovamente avanzare in modo automatico. La stazione manuale compresa fra il forno di asciugatura e la cabina di verniciatura a polvere funziona allo stesso modo e prevede tre tipologie di lavorazione manuale: soffiaggio, pulitura o mascheratura. Anche la postazione di ritocco manuale funziona così: solo le bilancelle cui è stata assegnata questa operazione si arrestano, le altre proseguono verso la zona dei forni”. Quest’area comprende 8 forni di polimerizzazione accoppiati a due a due con un bruciatore per coppia. “Sulla linea n. 1 abbiamo 9 forni, con tre bruciatori qui invece abbiamo ridotto i gruppi a due unità ciascuna, invece che tre, per avere maggiore flessibilità. Ogni coppia di forni è indipendente per tempi e temperatura” riprende Luciano Pegoraro. “Nella costruzione dell’impianto abbiamo ragionato sull’efficienza energetica non tanto dal punto di vista del recupero dell’energia ma della riduzione del suo consumo. Ciò significa aver lavorato sugli isolamenti e sugli inverter, installati sia sulla cabina sia sui filtri finali. Il capannone, inoltre, ha un sistema di riscaldamento contenuto perché sfruttiamo anche il calore residuo dei pezzi in uscita dal forno. Il lavoro maggiore di efficientamento che abbiamo effettuato è quello relativo alla densità di appensione dei pezzi sulle bilancelle. Dal momento che è il reparto
In alto: Avin ha installato 8 forni di polimerizzazione accoppiati a due a due con un bruciatore per coppia, per avere maggiore flessibilità durante questa fase del ciclo.
Sinistra: uno dei carrelli del convogliatore aggancia la bilancella in uscita dal forno di polimerizzazione.
In basso: Alpego ha studiato a fondo l’appensione dei pezzi per ottimizzare la densità di carico.

di montaggio che richiama la bilancella dopo la verniciatura, poichè non possediamo un magazzino intermedio, abbiamo cercato di appendere un kit di montaggio su ogni singola bilancella. Per raggiungere la densità ideale in termini di efficienza, riempiamo gli spazi vuoti con pezzi più piccoli”. “L’impianto è molto complesso: uno dei problemi riscontrati sulla linea n. 1 era la manutenzione, che è abbastanza frequente e importante” conclude Pegoraro. “Abbiamo richiesto ad AVIN uno sforzo notevole in tema di sensoristica e del software di gestione, entrambi molto molto migliorati rispetto alla precedente esperienza. Lo scopo è limitare al minimo indispensabile i potenziali fermi macchina grazie alla manutenzione predittiva che consente di anticipare i problemi”.
La stessa chimica per la stessa qualità
“Il ciclo di pretrattamento prevede uno sgrassaggio alcalino specifico per la loro tipologia di materiale, che è principalmente una struttura saldata che presenta una contaminazione organica e inorganica” spiega Michele Merlo, product manager Surface Treatment Division di Alit Technologies. “Seguono 2 risciacqui con acqua di rete, 1 risciacquo demi e una conversione nanotecnologica con Alfipass 7816 di Alufinish, un sol-gel a base silossanica e zirconica (quindi sia polimerico sia metallico) applicato a ricircolo. L’introduzione di questo prodotto nella prima linea di verniciatura, aveva permesso ad Alpego di quintuplicare la resistenza alla corrosione del rivestimento, passando da 100-150 ore di resistenza in nebbia salina a quasi 800 ore, un risultato assimilabile a una classe di corrosività C4 della certificazione Qualisteelcoat. Il successo di quel ciclo messo a punto per la
prima linea di verniciatura, ha convinto Alpego a replicarlo identico: il risultato è un prodotto di alto livello estetico e con prestazioni di resistenza ottimali”. “Devo aggiungere che Alpego è davvero minuziosa nel controllare la qualità dei rivestimenti, esegue prove di quadrettatura e di nebbia salina in modo massivo” aggiunge Claudio Burato, product manager, Engineering Division di Alit Technologies. “Alit, oltre a fornire i prodotti, offre appoggio costante con le prove di laboratorio. Dal punto di vista tecnico, inoltre, esploreremo con l’azienda e con AVIN la possibilità di inserire il nostro modulo di nebulizzazione Drizzling in un prossimo futuro”.
“I tecnici Alit sono molto presenti e molto disponibili” interviene Luciano Pegoraro. “Per noi la resistenza dei pezzi in esterno è indispensabile non solo nel momento dell’uso della macchina ma anche perché le macchine pronte, che devono essere spedite in tutto il mondo, sono posizionate sul piazzale prima di arrivare a destinazione. Quindi il supporto del laboratorio Alit è strategico per assicurare che il nostro prodotto sia sempre al 100%”.
Aggiornamento della cabina di applicazione polveri alle tecnologie più recenti “Dal punto di vista dell’applicazione abbiamo replicato la stessa cabina progettata 10 anni fa” spiega Gianluigi Baroni, direttore commerciale di Gema Europe di Trezzano sul Naviglio (Milano). “Si tratta di una cabina abbastanza particolare studiata insieme alla proprietà di Alpego, fuori dallo standard sia a livello di geometria sia di funzionalità. Tutti i dispositivi che la corredano sono di ultima generazione. Alpego fu la prima in Italia a partire con il sistema laser scanner 3D, che oggi conta oltre 50 macchine installate per oltre 30 clienti Gema solo in Italia. Alpego fu anche una delle prime a introdurre la Smart-In-Line Technology per l’applicazione delle polveri in
fase densa. Su questa seconda cabina di verniciatura abbiamo inserito due stazioni per verniciare il fondo degli articoli, abbiamo aggiunto una pistola in più per lato per migliorare la penetrazione con il sistema laser scanner 3D, passando da 6 a 7 per reciprocatore, infine abbiamo posizionato in uscita una stazione di ritocco manuale dedicata e specifica per la lunghezza della bilancella che gira sull’impianto. Questa stazione prevede la possibilità di fermare la bilancella in attesa di entrare nel forno, in modo che l’operatore proceda al ritocco, se previsto dalla ricetta di verniciatura. La postazione di ritocco manuale possiede un’aspirazione accurata, sinergica con quella della zona automatica, per evitare qualsiasi fuoriuscita di polvere che possa contaminare l’ambiente.
Ciò che sorprende di questo impianto, infatti, è l’estrema pulizia dell’ambiente, totalmente privo di contaminazione da vernice in polvere”.
“Per la parte strettamente applicativa, abbiamo installato il nuovo centro polveri OptiCenter All-in-One OC10 dotato della nuova versione di pompe OptiSpray AP02, e il sistema di riconoscimento del pezzo in 3D con laser scanner di ultima generazione. Praticamente il top di gamma della tecnologia in circolazione sul mercato” conclude Baroni. “Alpego applica un solo colore, il giallo, ma la nuova cabina è predisposta per integrare un sistema di cambio colore rapido per seguire eventuali nuove richieste di mercato o nuovi sviluppi dell’azienda”.
“La nuova cabina di verniciatura, così come il resto della linea, confermano i rendimenti già elevati dell’impianto precedente” dichiara Pegoraro.
“L’alimentazione in fase densa della vernice in polvere per il nostro prodotto è imbattibile: riusciamo a verniciare telai da 1,40 m e articoli molto piccoli, pezzi piani e geometrie complesse tutti con la stessa qualità, uniformità e costanza di spessore”.
Conclusioni
“Il gruppo di fornitori di questa linea è stato avvantaggiato dall’esperienza precedente” commenta Luciano Pegoraro. “Il lavoro “sporco” fu fatto nel 2014 e negli anni immediatamente successivi che sono serviti per mandare l’impianto a regime e sfruttare tutte le potenzialità di questo layout atipico per il nostro settore. AVIN, che ha fatto da capocommessa, è riuscita a creare un gemello evoluto e quasi perfetto. Ritengo che la scelta di fidelizzare tutti gli altri fornitori del progetto sia stata vincente, perché abbiamo raggiunto risultati premium in una frazione del tempo che era stato necessario per la prima linea”.
“Fedele alla propria indole, Alpego sta già guardando avanti. Abbiamo comprato un nuovo capannone, stiamo facendo altri investimenti nello stabilimento di carpenteria, dove riuniamo tutte le lavorazioni dal taglio laser alla saldatura robotizzata ai presso piega. Per il momento, due impianti di verniciatura soddisfano il nostro fabbisogno ma…si vedrà!”.

Da sinistra: Paolo Marchesin di Alpego, Michele Merlo di Alit Technologies, Gianluigi Baroni di Gema Europe, Luciano Pegoraro di Alpego e Alessia Venturi di ipcm®
TIGER Drylac® powder coatings enhance the striking look of agricultural and construction machinery while delivering long-lasting UV and corrosion protection. Trusted by OEMs worldwide, our coatings ensure vibrant color, lasting gloss, and reliable performance across tractors, harvesters, and heavy-duty equipment.



Massima efficienza nell’utilizzo dei prodotti vernicianti; qualità di rivestimento con parametri premium in relazione a copertura, distensione, uniformità degli spessori e finitura; aumento della capacità di verniciatura e riduzione delle tempistiche manutentive. Questi gli obiettivi raggiunti da CNH nello stabilimento di Lecce con il progetto del recente impianto di verniciatura automatico a polveri, che ha coinvolto Imel azienda di riferimento nel settore.
La scelta di passare dalla verniciatura a liquido a quella a polveri nasce dalla volontà di ottimizzare il processo esistente, ridurre i costi operativi e contenere l’impatto ambientale, ottenendo al contempo rivestimenti con parametri qualitativi elevati in termini di copertura, uniformità e distensione.
La configurazione originaria dell’impianto è stata mantenuta nella parte dedicata al pretrattamento meccanico, che comprende il tunnel di granigliatura automatica, la cabina per la rimozione della graniglia residua e il trasportatore aereo, mentre l’intervento principale ha riguardato il completo rinnovo delle zone di applicazione e polimerizzazione delle vernici. Il nuovo layout prevede due cabine dedicate all’applicazione del primer a polveri, una automatica dotata di robot a sette assi e una manuale riservata ai ritocchi più delicati. A valle di questa fase è stato inserito un forno di gelificazione che ottimizza l’adesione del primer. Da qui il processo si sdoppia in due linee parallele, entrambe equipaggiate con una cabina automatica e una manuale per l’applicazione del top-coat, di cui una linea per i colori standard e l’altra per quelli speciali. Il percorso converge infine verso un moderno forno di polimerizzazione, arricchito da una precamera

di gelificazione a infrarossi che contribuisce a migliorare il processo di polimerizzazione. Considerata la complessità geometrica e le dimensioni dei pezzi da trattare, Imel ha sviluppato cabine polveri personalizzate che hanno permesso il riutilizzo di sei robot a sette assi già presenti in stabilimento, l’inserimento di pedane mobili 3D progettate per assicurare un’applicazione precisa e omogenea ed il recupero totale dell’overspray della vernice.
Sono stati inoltre realizzati due forni speciali adattati al percorso del trasportatore esistente, così da minimizzare gli interventi strutturali e garantire continuità al processo produttivo.
Grazie a questa evoluzione tecnologica, CNH ha incrementato sensibilmente le prestazioni dei suoi rivestimenti, riducendo al tempo stesso consumi, sprechi e tempistiche manutentive.
L’impianto rappresenta un modello di efficienza e sostenibilità, perfettamente in linea con gli obiettivi ambientali, sociali ed economici del gruppo, e testimonia la volontà di investire in soluzioni innovative capaci di rafforzare la competitività industriale nel lungo periodo.
Per maggiori informazioni: www.imelspa.com

Condoroil Stainless propone soluzioni integrate per ottimizzare ogni fase della verniciatura elettroforetica, dal trattamento delle acque dei bagni e dei fanghi di fosfatazione al recupero della vernice, garantendo efficienza, sostenibilità e continuità operativa.
Condoroil Stainless si propone come partner completo per la gestione dei processi legati alla verniciatura elettroforetica, offrendo tecnologie e soluzioni in grado di ottimizzare ogni fase del trattamento. Tra queste rientrano le unità di ultrafiltrazione del modello MINERVA dedicate alla rigenerazione continua dei bagni di sgrassaggio, che permettono di mantenere elevati livelli di pulizia riducendo al contempo il consumo di prodotto e acqua. Un ruolo centrale è ricoperto anche dai sistemi a scambio ionico della serie IONEX, progettati per la demineralizzazione delle acque di risciacquo e per l’alimentazione delle vasche di processo, disponibili in diverse configurazioni per adattarsi alle specifiche esigenze produttive. Per la gestione dei fanghi derivanti dalla fosfatazione, Condoroil propone inoltre unità di decantazione lamellare BLADE MUD che, grazie all’impiego di particolari flocculanti, consentono una defangazione continua ed efficiente. Nella fase di verniciatura cataforetica assumono grande importanza le unità di ultrafiltrazione della serie GIUNONE dedicate al recupero della vernice trascinata e alla produzione dell’acqua di risciacquo, soluzione che permette di chiudere il circuito idrico dell’impianto riducendo gli sprechi. A completamento dell’offerta, l’azienda mette a disposizione un’ampia gamma di celle di elettrodialisi e relativi accessori per la rimozione continua del controione della resina, fornendo configurazioni idonee a differenti tipi di installazione. L’assistenza prosegue anche dopo l’installazione grazie alla costante disponibilità di ricambi e materiali di consumo, tra cui membrane per ultrafiltrazione e osmosi inversa, elettrodi, filtri, resine a scambio ionico, carboni attivi e prodotti per la manutenzione delle membrane. Un insieme di soluzioni che conferma la vocazione di Condoroil Stainless a supportare il cliente con tecnologie integrate, affidabili e orientate alla continuità operativa.
Per maggiori informazioni: www.condoroilstainless.com
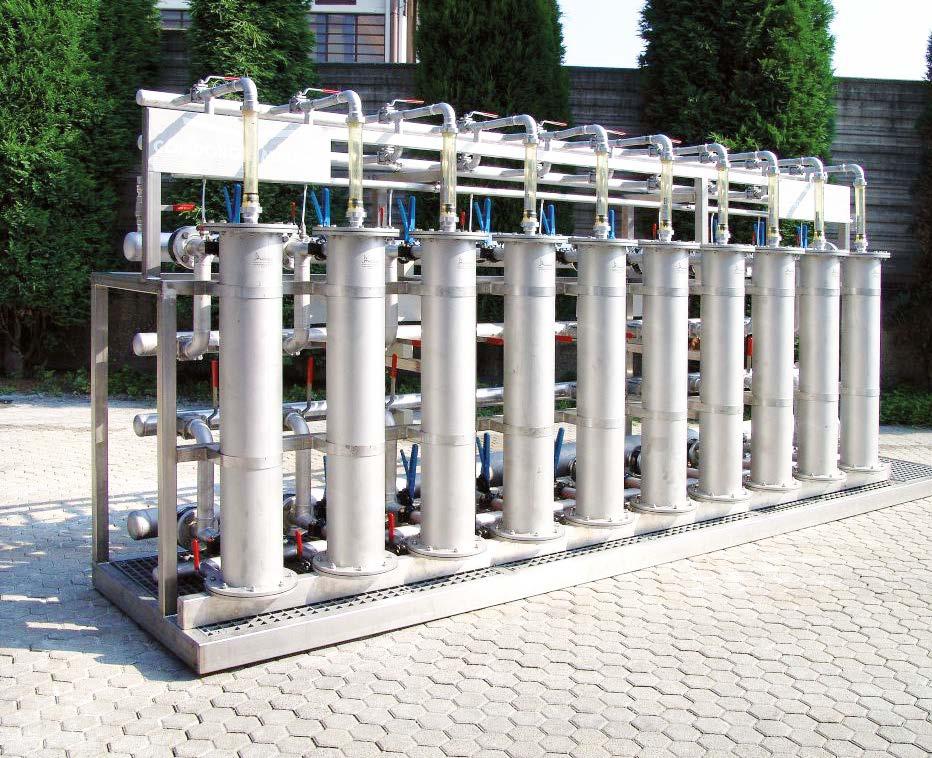
Il nuovo sverniciante Metalstrip® Wheels sviluppato da ALIT Technologies presenta prestazioni elevate ed offre la massima cura delle superfici in alluminio.
Nel mondo dell’automotive, i cerchi in lega rappresentano un elemento distintivo di design e tecnologia. La loro manutenzione, tuttavia, richiede processi specifici, capaci di rimuovere i rivestimenti senza compromettere la qualità estetica e strutturale del materiale di base. Per rispondere a queste esigenze, ALIT Technologies ha sviluppato Metalstrip® Wheels, una nuova gamma di svernicianti chimici studiata esclusivamente per la sverniciatura dei cerchi in lega. Frutto di un progetto di ricerca e sviluppo interno, Metalstrip® Wheels nasce da formulazioni create da zero per assicurare massima efficacia e totale compatibilità con le leghe leggere, garantendo superfici pulite, uniformi e pronte per un nuovo ciclo di verniciatura.
Le nuove soluzioni si distinguono per rapidità di azione, stabilità del bagno e facilità di gestione del processo, consentendo un controllo preciso dei parametri e una riduzione dei tempi di ciclo. Pensate per operare in impianti a immersione o a spruzzo, le formulazioni Metalstrip® Wheels rispettano la delicatezza dei substrati in alluminio, preservandone le caratteristiche meccaniche e la finitura originale.
“Abbiamo progettato una linea dedicata a un segmento in continua crescita, dove estetica e performance devono coesistere”, spiega Loris Rossi, CEO di ALIT Technologies. “Metalstrip® Wheels rappresenta la sintesi tra esperienza chimica e attenzione ai dettagli, con l’obiettivo di fornire ai produttori e ai ricondizionatori di cerchi in lega uno strumento affidabile, sicuro e sostenibile”.
Con il lancio di Metalstrip® Wheels, ALIT amplia ulteriormente la propria offerta Metalstrip®, proponendo una gamma che si inserisce perfettamente nelle esigenze del settore automotive, dove qualità superficiale, efficienza produttiva e sostenibilità ambientale rappresentano parametri imprescindibili. Un’innovazione che conferma l’impegno dell’azienda nel proporre soluzioni chimiche sempre più mirate, capaci di migliorare i processi quotidiani e ridurre l’impatto ambientale complessivo.
Metalstrip® Wheels rappresenta un passo avanti significativo nella ricerca di processi efficienti e controllati, un’evoluzione coerente con la filosofia ALIT: migliorare le performance industriali rispettando il valore dei materiali e delle persone che li lavorano.
Per maggiori informazioni: https://alit-tech.com/it/


Gustavo Carvalho Automotive KAM e Segment Director presso AkzoNobel Powder Coatings
La corrosione costa all’industria globale circa 3.000 miliardi di dollari all’anno, ma fino al 35% è prevenibile. Sempre più produttori stanno riconsiderando la protezione come una leva strategica per prestazioni, sostenibilità e fiducia, soprattutto nel settore ACE.
L’impatto della corrosione si fa sentire ben oltre la ruggine e i danni ai prodotti che causa e, per i produttori, incide silenziosamente ma costantemente sui profitti, danneggia la reputazione e mina le ambizioni di sostenibilità.
Per comprendere come le aziende stiano reagendo, Interpon ha condotto un nuovo sondaggio globale su 1.000 produttori di diversi settori industriali, tra cui architettura, automotive, veicoli elettrici (EV), apparecchiature industriali, funzionali e agricole e per l’edilizia (ACE). I risultati rivelano come i leader nei settori ACE e della movimentazione dei materiali stiano affrontando la sfida, evidenziando l’importanza
di una solida resilienza alla corrosione e la tendenza del settore a trasformare la protezione dalla corrosione da un costo necessario a una leva strategica per la creazione di valore a lungo termine.
La tassa nascosta, quantificata
La corrosione è costosa, sia visibilmente che invisibilmente. Secondo l’Association of Materials Protection and Performance (AMPP), il costo globale della corrosione supera i 3.000 miliardi di dollari ogni anno, quasi il 3% del PIL mondiale. Eppure, fino al 35% di questo costo è prevenibile, il che rappresenta un potenziale risparmio di 875 miliardi di dollari se si applicano

le giuste strategie. Queste cifre non solo attirano l’attenzione, ma ispirano anche l’azione dei produttori. Gli effetti a catena sono di vasta portata. Solo in agricoltura, la corrosione costa al settore statunitense 1,1 miliardi di dollari all’anno, guasti che non solo incidono sui bilanci, ma interrompono anche i raccolti, l’allevamento e le risorse idriche vitali. Circa il 40% di tutta la nuova produzione di acciaio serve semplicemente a sostituire prodotti e impianti corrosi, contribuendo a circa il 3,2% delle emissioni globali di CO2. Per i produttori, i punti critici sono chiari. Quasi un terzo (32%) dei produttori intervistati afferma che la perdita di clienti e i resi dei prodotti rappresentano la spesa maggiore legata alla corrosione, mentre il 28% sottolinea il costo ambientale derivante dall’aumento della sostituzione delle apparecchiature. Questi risultati sono sostanzialmente coerenti in tutti i settori: la corrosione è una sfida universale che riduce la durabilità dei prodotti, danneggia la fiducia e consuma risorse che altrimenti potrebbero alimentare l’innovazione e la crescita sostenibile.
Per supportare la sostenibilità, salvaguardare la reputazione e raggiungere il risparmio sui costi stimato del 35% previsto dall’AMPP, i produttori devono utilizzare il giusto livello di protezione dalla corrosione. Gli standard di settore forniscono indicazioni utili su quella che può essere una decisione complessa. La norma ISO 12944, creata da specialisti internazionali, ha stabilito parametri di
riferimento per la protezione dell’acciaio inizialmente progettati per vernici liquide e ora aiuta anche a classificare i rivestimenti in polvere. Queste classificazioni aiutano architetti, ingegneri e produttori a selezionare le vernici adatte alle loro specifiche condizioni (Tabella 1)
La nostra indagine ha rilevato che C3 è il livello di protezione più comune richiesto dai produttori in tutte le regioni (43%), con poco più di un terzo (34%) che richiede C4 o superiore. Tuttavia, con l’intensificarsi di eventi meteorologici estremi, inquinamento e controlli normativi, il livello di protezione di base aumenterà. I prodotti, una volta adeguatamente protetti ai livelli C2 e C3, potrebbero richiedere un C4 o superiore per raggiungere la durabilità prevista. Per i produttori, restare al passo con questa tendenza non significa solo evitare il fallimento, ma anche assicurarsi un vantaggio competitivo.
Cambiamento di strategia: da centro di costo a motore di valore
I produttori lungimiranti non trattano più la protezione dalla corrosione semplicemente come un costo o una “riparazione in fabbrica,” ma la stanno riconsiderando come un investimento strategico. Questo si riflette in due tendenze chiave:
Scelta di tecnologie che puntino sia all’efficienza che alla durabilità: i progressi nelle tecnologie di verniciatura a polvere monostrato ora offrono prestazioni fino a C4, mentre film più sottili, ridotti da 80 a 60 micron, offrono una robusta resistenza alla corrosione e all’abrasione con minori consumi di materiali ed energia, migliorando l’efficienza e supportando contemporaneamente gli obiettivi di sostenibilità.
Quantificazione dei vantaggi in termini di sostenibilità: le aziende stanno misurando i benefici derivanti dalla riduzione delle sostituzioni, dell’energia e degli sprechi nell’ambito dei loro report ESG e di approvvigionamento.
È a supporto di questo cambiamento di mentalità che Interpon sta ridefinendo il ruolo della sostenibilità nella verniciatura a polvere, consentendo alle aziende di assumersi la responsabilità del proprio impatto e
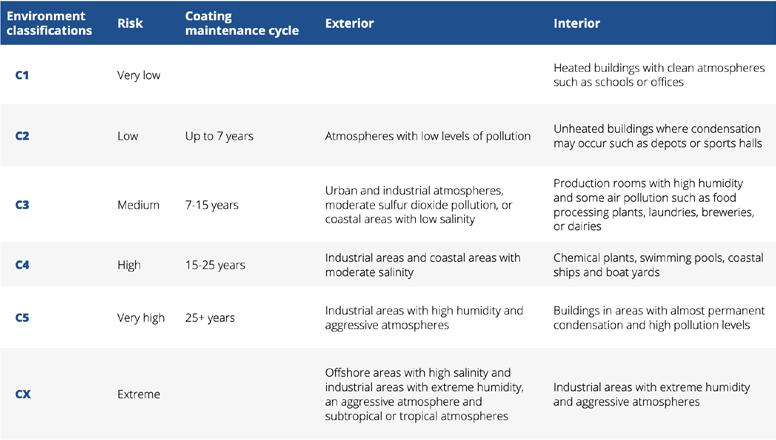
trasformando la sostenibilità in un catalizzatore di prestazioni, innovazione e risultati misurabili.
Differenze regionali: l’Europa alza
l’asticella mentre Asia e Nord America si adattano
Sebbene la corrosione sia universale, questo rapporto mostra che gli approcci alla protezione variano a seconda della regione, influenzati dal clima e dalle priorità industriali. In Europa, normative come il Carbon Border Adjustment Mechanism (CBAM) e l’Ecodesign for Sustainable Products Regulation (ESPR) stanno definendo l’agenda per la sostenibilità e la durabilità, promuovendo un uso più ampio di protezioni di livello superiore. Circa il 31% dei produttori europei specifica la protezione C4 come standard, rispetto al 26% in Nord America e al 23% in Asia meridionale e Australasia. Il Nord America è leader nell’applicazione dei livelli di protezione più elevati, con l’11% dei produttori che utilizza già la classe C5. Ciò riflette la consapevolezza della necessità di sistemi robusti per resistere a condizioni diverse, dall’esposizione costiera ad ambienti fortemente industrializzati o inquinati. I produttori in Asia meridionale e Australasia si distinguono per la loro agilità e conoscenza delle tecnologie emergenti. Mentre il 67% specifica una protezione C2-C3, metà degli
intervistati concorda fermamente sul fatto che i rivestimenti in polvere offrano una copertura dei bordi superiore (rispetto al 34% in Nord America e al 35% in Europa). Circa il 39% indica il ridotto impatto ambientale e il 29% sottolinea la facilità di applicazione come fattori chiave nella scelta dei rivestimenti in polvere. Sebbene la loro adozione non sia uniforme, la consapevolezza dei loro vantaggi rimane elevata in tutta la regione.
Focus sul settore: attrezzature agricole ed edili (ACE) e movimentazione materiali
Pochi settori affrontano la sfida della corrosione come ACE e movimentazione materiali. Macchine agricole, attrezzature edili, carrelli elevatori, transpallet e scaffalature da magazzino operano in condizioni costantemente impegnative, spesso esposte a raggi UV, umidità, abrasione, terra e fango, cemento e sostanze chimiche (tra cui benzina, gasolio, fluidi idraulici, alcali e acidi) e stress meccanici.
La maggior parte dei produttori di ACE si affida alla protezione C3 o C4. In agricoltura il 40% specifica C3 e il 27% C4, nell’edilizia il 43% opta per C3 e il 24% per C4, mentre nella movimentazione materiali il 42% indica C3 e il 24% C4, a riflettere la necessità di bilanciare durabilità e costi.
Circa il 42% delle aziende ACE e il 35% delle
aziende di movimentazione materiali utilizzano la galvanica, molte altre utilizzano la zincatura a caldo (HDG) (31% edilizia, 24% agricoltura e movimentazione materiali) per proteggere le parti in acciaio con bordi taglienti esposti al suolo, cemento umido e sostanze chimiche potenzialmente corrosive. Anche le vernici liquide, inclusa la cataforesi, mantengono una quota significativa (44% agricoltura, 37% edilizia e movimentazione materiali). Tuttavia, il 10% dei produttori di attrezzature per l’edilizia, il 13% di attrezzature agricole e l’8% dei produttori di movimentazione materiali segnalano difficoltà nel reperire sistemi anticorrosione adatti alle proprie esigenze.
I rivestimenti in polvere sono utilizzati da quasi la metà dei produttori ACE – il 46% nell’edilizia, il 49% nell’agricoltura e da oltre la metà (56%) nella movimentazione materiali – combinando durabilità e un’ampia gamma di colori. La gamma ACE di Interpon è stata sviluppata specificamente per questi ambienti, offrendo rivestimenti ad alte prestazioni che resistono alle condizioni più difficili, aiutando al contempo i produttori a raggiungere gli obiettivi di sostenibilità ed efficienza.
I criteri di acquisto stanno cambiando
Le scelte in materia di vernici stanno cambiando. Durabilità e protezione dalla corrosione rimangono requisiti fondamentali (54% in totale), ma la sostenibilità sta scalando la lista delle priorità.
Circa il 37% dei produttori – percentuale che sale al 46% nel settore agricolo – prevede che le prestazioni ambientali saranno il principale criterio di acquisto in futuro, rispetto all’attuale 24%. C’è una crescente domanda di vernici che combinino robustezza con comprovate credenziali di sostenibilità, aiutando i produttori di attrezzature a riconoscere il proprio impatto agli occhi degli enti regolatori e dei clienti.
Vernici resistenti per settori difficili
Dati i bordi affilati e resistenti di aratri, escavatori e carrelli elevatori, le vernici tradizionali possono lasciare punti deboli soggetti a corrosione. Le formulazioni in polvere specifiche ora offrono una migliore copertura dei bordi, creando una pellicola uniforme che riduce la corrosione prematura. Soluzioni come la gamma Interpon Redox e i primer Interpon ACE rafforzano ulteriormente questa protezione ed offrono solide prestazioni barriera anche sulle geometrie più complesse. Le vernici nei settori ACE e movimentazione materiali devono inoltre resistere ad abrasione costante, urti, sostanze chimiche aggressive e forti sollecitazioni meccaniche. La resistenza ai raggi UV è altrettanto imprescindibile, poiché le attrezzature trascorrono la loro vita all’aperto e devono conservare sia il rivestimento protettivo che l’estetica del marchio. I rivestimenti in polvere eccellono in questo ambito, offrendo sia resistenza agli agenti atmosferici che una finitura duratura, per mantenere le prestazioni quotidiane e il valore di rivendita.
Le polveri moderne si sono evolute per soddisfare queste esigenze, supportando al contempo velocità di produzione più elevate e un minore consumo energetico. Le finiture Interpon ACE sono progettate per resistere ad ambienti difficili, garantendo non solo prestazioni ottimali, ma anche un aspetto impeccabile per tutto l’anno. Sono inoltre dotate di tecnologia
a bassa polimerizzazione per gestire al meglio il consumo energetico e, di conseguenza, i costi, consentendo la polimerizzazione dei componenti a temperature inferiori o a velocità di linea più elevate.
l ruolo dei rivestimenti in polvere nei settori più impegnativi
Tra tutti gli intervistati, il 76% afferma che le vernici in polvere prolungano la durabilità dei prodotti, mentre il 74% ritiene che riducano direttamente l’impatto ambientale, dati confermati anche nel segmento ACE. Più di qualsiasi altro settore, i produttori ACE (82% nel settore agricolo contro il 74% complessivo) apprezzano le vernici in polvere per la loro facilità di applicazione e sicurezza (80% nel settore edile contro il 74% complessivo).
I vantaggi sono evidenti:
Eccezionale resistenza alla corrosione e ai raggi UV, oltre a una comprovata copertura dei bordi;
Estetica pulita e durevole che preserva l’integrità del marchio e il valore dell’usato;
Prestazioni elevate contro abrasione, urti e sostanze chimiche aggressive;
Processi di applicazione più rapidi ed efficienti;
Riduzioni documentate del consumo di energia e degli sprechi, a diretto sostegno degli obiettivi di sostenibilità.
In breve, i rivestimenti in polvere ora supportano sia le esigenze pratiche che strategiche dei produttori ACE, aiutandoli a superare la concorrenza e a salvaguardare la reputazione.
Conclusione: alzare l’asticella, liberare il valore
La protezione dalla corrosione non è più una questione di manutenzione, è una leva aziendale strategica che influisce direttamente sui risultati finanziari, sulla fiducia dei clienti, sulle prestazioni di sostenibilità e sulle credibilità. I produttori possono trovare nuovo valore attraverso una maggiore efficienza, una riduzione delle emissioni durante il ciclo di vita, una maggiore durabilità delle apparecchiature e una maggiore fidelizzazione dei clienti. I produttori hanno ora l’opportunità di andare oltre il trattamento della corrosione come un costo da gestire e di adottare la protezione come fonte di valore a lungo termine. Con innovazioni come la gamma Interpon Redox e i primer Interpon ACE, la protezione dalla corrosione si sta evolvendo da una necessità a una fonte misurabile di vantaggio competitivo e guadagni in termini di sostenibilità. Allo stesso tempo, la gamma di finiture superdurabili Interpon ACE Low-E offre una maggiore resistenza ai raggi UV e una polimerizzazione a risparmio energetico, aiutando i produttori a soddisfare le crescenti esigenze di sostenibilità, garantendo al contempo che le apparecchiature mantengano il loro aspetto e le loro prestazioni per tutto il loro ciclo di vita. Insieme, queste tecnologie aiutano i produttori del settore ACE a gestire realmente il proprio impatto. Scansiona il codice per scaricare il report completo

WMV, in collaborazione con Sinto AGTOS, ha sviluppato un innovativo sistema di granigliatura a tamburo intercambiabile, che combina il trasporto automatizzato e materiali altamente resistenti all’usura per ottimizzare l’intero processo di trattamento superficiale.
Al fine di ottimizzare ulteriormente il processo di trattamento superficiale per materiali sfusi utilizzando la granigliatura, WMV, produttore globale di sistemi automatizzati per trattamenti delle superfici, ha sviluppato, insieme al suo partner di lunga data Sinto AGTOS, un sistema di granigliatura completamente nuovo. La soluzione unisce l’innovativa tecnologia di trasporto a tamburo di WMV per i sistemi di lavaggio con la vasta esperienza di Sinto AGTOS nello sviluppo di macchine per la granigliatura. Il nuovo sistema di granigliatura a tamburo intercambiabile rende l’intero processo per materiali sfusi e piccoli componenti più facile, più efficiente e più flessibile – con una riduzione dello spazio necessario, diminuzione dei costi unitari e un miglioramento nella qualità. L’intero processo è completamente automatico, e ora è possibile provarlo dal vivo presso il nuovo centro tecnico di WMV. “La nostra soluzione è unica sul mercato” affermano Micheal Kamp, membro del CdA responsabile delle vendite di WMV, e Herrmann Walkenhorst, Direttore Vendite di Sinto AGTOS. Insieme ai loro team, in poco meno
di un anno hanno ripensato al concetto del sistema di granigliatura e lo hanno sviluppato con un approccio orientato al futuro – abbandonando completamente il nastro trasportatore in gomma per passare a una tecnologia a tamburo intercambiabile. “La nostra motivazione era che l’alimentazione, il trasferimento e lo scarico nell’integrazione dei sistemi a nastro in gomma negli impianti di lavaggio risultavano molto dispendiosi in termini di tempo e inefficienti dal punto di vista della gestione. Volevamo semplificare questo processo – detto fatto.”
Il nuovo approccio: evitare il trasferimento
“Il continuo spostamento dei materiali in entrata ed in uscita per ogni fase del lavaggio non soddisfaceva più i nostri requisiti di efficienza ed economicità dei processi,” afferma Kamp. “Per questo motivo abbiamo completamente ripensato il processo semplificandolo. L’idea è integrare la macchina granigliatrice con un tamburo centrifugo contenente i pezzi, per evitare continui trasferimenti durante il processo di pulizia. L’assenza

Il nuovo sistema di granigliatura Variant B1, sviluppato congiuntamente da WMV e Sinto AGTOS.
di processi di trasferimento elimina praticamente il rischio di perdita dei componenti o di contaminazione del lotto. Trasportare il tamburo attraverso il sistema consente di risparmiare spazio e tempo.”
Questo, a sua volta, si è rilevato più facile a dirsi che a farsi. Da una parte, l’acciaio e l’acciaio inossidabile utilizzati per la fabbricazione dei tamburi nei sistemi di lavaggio convenzionali si sono rivelati insufficientemente resistenti allo stress meccanico creato dai materiali di granigliatura e dal processo in sé. Pertanto, i materiali utilizzati per i tamburi, impegnati in tutte le fasi di lavorazione, dovevano provenire dal settore della tecnologia di granigliatura. La movimentazione è gestita dall’innovativo sistema di trasporto di WMV: speciali pinze sollevano il tamburo all’interno nella stazione di granigliatura, lo estraggono al termine del processo e lo spostano attraverso i singoli moduli dell’impianto fino alla stazione di trattamento successiva o all’area di scarico.
La soluzione: nuovo materiale, nuovo design
Il punto di partenza di questo sviluppo sono state le granigliatrici a tamburo di Sinto AGTOS, collaudate e testate sul mercato per molti anni. Per garantire che il nuovo sistema di granigliatura integrato fosse in grado di resistere a lungo termine agli stress meccanici dell’intero processo di pulizia – dallo sgrassaggio, al lavaggio, al risciacquo e all’asciugatura fino alla granigliatura – WMV ha selezionato, in collaborazione con i propri clienti, un materiale altamente resistente all’usura. Il design del sistema di granigliatura è stato completamente riprogettato da Sinto AGTOS. Fin dall’inizio, lo sviluppo congiunto si è concentrato nel garantire in modo affidabile l’interazione tra il tamburo utilizzato in ogni fase del processo e il nuovo sistema di granigliatura, al fine di soddisfare gli alti standard qualitativi richiesti per il trattamento della superficie:
Materiali e design robusti e resistenti;
Un posizionamento ottimale del tamburo per una movimentazione rapida;


Diverse perforazioni del tamburo per un rapido drenaggio del materiale di granigliatura;
Progettazione standardizzata di componenti da parte di WMV e Sinto AGTOS per un funzionamento continuo e affidabile 24 ore su 24, 7 giorni su 7. “Grazie a dati di alta qualità, interfacce compatibili, numerosi test preliminari nel nostro centro tecnico e scambi personali regolari, il processo di progettazione è stato fluido e veloce fin dall’inizio,” afferma Herrmann Walkenhorst.
I risultati: convincenti in modo misurabile
Rispetto al processo con sistema di granigliatura a tamburo rotante, il sistema integrato con tamburo intercambiabile si distingue per i costi di investimento e di esercizio inferiori e per un’impronta di carbonio ridotta. I vantaggi in cifre:
Tempo di lavorazione più veloce del 35%: grazie alla maggiore velocità nella movimentazione del tamburo, il tempo di lavorazione è stato ridotto fino a 4 minuti – con una disponibilità operativa del 98%

Tempo di granigliatura più veloce del 15%
Manutenzione con prestazioni al 100%: il tamburo viene cambiato senza alcuna perdita di produttività
0% di fermo macchina per la sostituzione del nastro in gomma: si eliminano tempi, costi e personale necessari alla sua sostituzione
Fino al 20% di spazio in meno richiesto: il tamburo di ricambio viene trasportato attraverso i sistemi di granigliatura.
“Una facile integrazione, processi più veloci, minori requisiti di spazio e una qualità migliorata nei componenti aumentano la produttività e riducono in modo permanente i costi unitari,” afferma Kamp.
Assenza di residui, immediata disponibilità per le lavorazioni successive e qualità
Un effetto collaterale positivo della soluzione con tamburo all-in-one è che la circolazione costante all’interno della centrifuga garantisce una miscelazione più accurata dei componenti e consente al getto di graniglia di raggiungere delicatamente tutti i contorni, indipendentemente dalle loro dimensioni o forma. Anche questo aspetto è stato preso in considerazione durante lo sviluppo, poiché il sistema di granigliatura è progettato per
gestire componenti con una vasta gamma di geometrie e dimensioni e può essere adattato in modo flessibile a requisiti in continua evoluzione. “Il sistema di granigliatura integrato con tamburo intercambiabile rappresenta un investimento in maggiore flessibilità e quindi in competitività a lungo termine. Tutte le dimensioni dei componenti possono essere processate in un’unica linea, nuovi prodotti possono essere introdotti più velocemente a breve o lungo termine e i processi di innovazione possono essere scalati con facilità. Allo stesso tempo, i requisiti di spazio sono ridotti e la gamma di prodotti può essere ampliata,” dichiara Walkenhorst.
Completamente integrabile: nel sistema modulare WMV e nei sistemi di pulizia Sinto AGTOS
Poiché sia WMV sia Sinto AGTOS sono specializzati nello sviluppo di sistemi di pulizia che aiutano i loro clienti a lavorare in modo più efficiente e a risparmiare risorse, questa ultima innovazione è naturalmente compatibile con i sistemi di trattamento superficiale esistenti e può essere ulteriormente scalata. Questo va da sé, così come lo è l’impegno delle aziende a continuare a cercare soluzioni che permettano ai loro clienti di plasmare il futuro.


The strength of Europolveri products does not derive from the sole mixture of carefully selected raw materials, but rather from the people who study, model and formulate powder coatings thanks to more than 40 years of experience, and provide customers with the best solutions on the market A clear corporate philosophy and a shared vision have allowed to supply a vast range of products for three generations With more than 1000 products available in stock and over 40,000 already formulated, Europolveri offers infinite solutions to customer requests





Intervista con Matteo Cuman commerciale di Guerra S.r.l., Zelo Buon Persico (Lodi) info@guerrasrl.it
Da distributore di filtri, Guerra S.r.l. ha accumulato negli anni un know-how tecnico di alto livello, che le consente oggi di produrre internamente filtri di qualsiasi tipologia, destinati a un’ampia gamma di settori in cui la verniciatura riveste un ruolo strategico. L’internalizzazione della produzione permette all’azienda lodigiana di rispondere rapidamente alle esigenze più diverse dei clienti, garantire tempi di consegna rapidi e consolidare rapporti di fiducia duraturi.
La fidelizzazione del cliente è un obiettivo ambizioso e complesso, ma rappresenta anche uno dei risultati più gratificanti per qualsiasi realtà aziendale. In particolare, nei settori tecnici e altamente specializzati – come quello della filtrazione e della verniciatura industriale – costruire un rapporto di fiducia stabile diventa un pilastro fondamentale per garantire
continuità, crescita e competitività. Oggigiorno, il cliente non cerca soltanto prodotti affidabili: desidera un partner capace di comprendere a fondo le sue esigenze produttive, anticipare criticità, prevedere inefficienze e proporre soluzioni personalizzate che migliorino le prestazioni complessive del ciclo produttivo. È proprio in questa direzione che, nel corso degli anni, Guerra S.r.l. - azienda attiva nella produzione e fornitura di una vasta gamma di prodotti e tecnologie per la verniciatura industriale con sede a Zelo Buon Persico (LO) - ha costruito la propria identità, trasformando la fidelizzazione in una delle sue priorità strategiche.
“Il nostro punto di forza è soddisfare le esigenze e le necessità dei nostri clienti”, esordisce Matteo Cuman, commerciale di Guerra, durante l’intervista con ipcm®_International Paint&Coating Magazine, che verte proprio sulla produzione di filtri, uno dei settori chiave dell’azienda. “Si tratta di prodotti che la nostra azienda ha inizialmente distribuito, e che continua in parte a rivendere in particolare modo nel territorio lombardo, ma che con il tempo, grazie all’acquisizione di un know-how tecnico approfondito, ha iniziato a produrre direttamente per rispondere in modo sempre più preciso alle singole richieste”. “Quando un cliente riscontra un eccesso di


overspray, una riduzione nell’efficienza della cabina o un accumulo anomalo di residui – segnali che indicano un sistema di filtrazione non più conforme ai parametri richiesti – è proprio in quel momento che entra in gioco il valore distintivo della nostra azienda”.
Esperienza ultra ventennale nel settore della verniciatura industriale a liquido e polvere
Fondata nel 2001 da Angelo Guerra, forte di un’esperienza ventennale nel settore della verniciatura industriale, Guerra si è rapidamente affermata come distributore qualificato di filtri, mascherature, cabine di verniciatura, sistemi a polvere e a liquido, pistole e impianti completi. “La nostra storia nasce dalla passione per la verniciatura e dalla volontà di offrire ai clienti soluzioni affidabili e su misura”, prosegue Cuman. La profonda conoscenza del settore, unita alla volontà di migliorare continuamente il servizio offerto, ha portato negli ultimi anni a un’importante evoluzione: l’internalizzazione della produzione di alcuni articoli di cui l’azienda lodigiana era esclusivamente rivenditore. “Abbiamo deciso di produrre internamente ganci, bilancelle, mascherature e filtri per la verniciatura a liquido perché ci permette di controllare la qualità, di personalizzare le soluzioni e di rispondere in tempi rapidi alle richieste dei clienti”, spiega Cuman. “Questo non è solo un vantaggio tecnico, ma è anche un modo per rafforzare il rapporto di fiducia con chi ci sceglie”. L’azienda oggi opera in un ampio ventaglio di settori in cui la verniciatura è strategica: dai verniciatori conto terzi all’automotive, dal design all’architettura, dal vetro alle ruote. “Ogni settore ha le sue regole, le sue
priorità e le sue sfide”, sottolinea Cuman. “Noi cerchiamo di essere sempre al fianco dei clienti, capendo le specificità di ciascun processo e proponendo le soluzioni più adatte”.
Oltre alla fornitura di prodotti di qualità, Guerra offre consulenza tecnica e assistenza specializzata. “Non ci limitiamo a vendere un prodotto. Ci impegniamo a guidare il cliente nella scelta della soluzione migliore e a garantire il corretto funzionamento dell’impianto, giorno dopo giorno”.
Filtri personalizzati per ogni esigenza
“Per alcune tipologie di filtri continuiamo ad affidarci ai principali brand del settore, mentre altri li produciamo internamente nel nostro reparto dedicato”, racconta Cuman. “Questa struttura ci permette di intervenire subito quando un cliente ha esigenze particolari e di proporre soluzioni che non si trovano sul mercato standard.” Tra i prodotti distribuiti sul territorio lombardo, i raccoglivernice in carta COLUMBUS sono sicuramente tra i più richiesti. Progettati per trattenere la parte solida dell’overspray di verniciatura, grazie alla loro struttura multistrato riescono a trattenere dai 10 ai 15 kg di vernice secca prima di saturarsi, garantendo efficienza, durata e ottimizzazione dei processi produttivi.
“Per quanto riguarda i filtri di produzione interna, Guerra realizza sia filtri per l’immissione sia per l’estrazione dell’aria nelle cabine di verniciatura. Per la fase di estrazione, i filtri possono essere prodotti in diverse tipologie: sintetici, in fibra di vetro (dai classici ai no glass) e COLUMBUS, e vengono inseriti in celle realizzate su misura, in cartone o con telaio zincato, per rispondere alle esigenze specifiche di ogni cliente. I filtri in fibra di vetro sono

disponibili anche nella variante umettata, con un rivestimento oleoso per massimizzare la capacità di catturare anche le particelle più fini”.
Per la fase di immissione dell’aria, Guerra produce e personalizza i filtri cielo cabina, studiati per mantenere l’aria pulita, soprattutto nelle cabine pressurizzate. La Serie F comprende diversi modelli: il filtro F30 “Fine” adatto a cabine complesse o semplici, mentre i modelli F55 e F60 sono indicati per applicazioni che richiedono un alto grado di filtrazione. “I filtri cielo cabina sono composti da multistrati di fibra sintetica umettata, per garantire la massima efficienza e trattenere anche le impurità più piccole”, spiega Cuman. Ogni filtro viene realizzato su misura, in diverse grammature, per adattarsi perfettamente agli impianti dei clienti.
L’azienda lodigiana si occupa anche di trasformazioni e conversioni delle cabine di verniciatura: ad esempio, la trasformazione da cabine a secco a cabine a secco con filtri a manica per aumentare la superficie filtrante, o la conversione da cabine a velo d’acqua a cabine a secco o a secco con filtri a manica, eliminando la necessità della vasca di raccolta dell’acqua.
“Un’altra novità sono i cestelli porta filtri, che permettono una sostituzione rapida e sicura: il filtro si sgancia facilmente e cade direttamente nel sacco, garantendo il 100% di sicurezza, emissioni controllate, costi contenuti e lunga durata. In alcune realtà, i filtri vengono sostituiti una volta al mese, anche lavorando su turni diversi”, aggiunge Cuman.
Oltre ai filtri per verniciatura a liquido, Guerra distribuisce anche filtri di tutte le tipologie per la verniciatura a polvere, completando così la gamma di soluzioni per la filtrazione industriale.
Logistica efficiente e servizi completi
Uno dei punti di forza che contribuisce alla fidelizzazione dei clienti è la capacità di garantire un servizio rapido e puntuale. Guerra dispone di un magazzino ampio, costantemente rifornito con una vasta gamma di filtri:
Columbus
High Capacity (HC)
High Capacity 2M (HC2M)
Prec1 (Precollector)
Standard
High Capacity Eurosupra 2 (HCS2)
HCN90
In fibra di vetro
Sintetici.
Questa disponibilità immediata consente di rispondere rapidamente alle richieste dei clienti e di ridurre i tempi di fermo negli impianti produttivi. Guerra non si limita a fornire materiali, ma offre anche servizi completi di installazione, montaggio e manutenzione dei sistemi filtranti e degli impianti di verniciatura. Questo approccio consulenziale e operativo rafforza ulteriormente la relazione con il cliente, che può contare su un interlocutore affidabile in ogni fase del processo.
Storicamente punto di riferimento per la Lombardia, l’azienda ha ampliato nel tempo la propria rete fino a coprire anche Toscana, Emilia-Romagna, Piemonte e Campania, oltre ad aver avviato nuove collaborazioni internazionali, tra cui la Turchia. Un segnale chiaro della solidità e della credibilità conquistate nel settore.
La storia di Guerra S.r.l. dimostra come la fidelizzazione non sia un obiettivo spontaneo, ma il frutto di un insieme di valori: ascolto del cliente, personalizzazione, qualità dei prodotti, rapidità nei tempi di consegna e supporto tecnico competente.

CHEMTEC’S technologies are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity.
CHEMTEC develops customized solutions that aim to maximize the customer’s satisfaction.

NANOTECHNOLOGICAL CONVERSION COATING

WATER PURIFICATION AND RECIRCULATION

ONE STEP METAL PRETREATMENT

PAINT STRIPPERS
DISCOVER MORE ON WWW.CHEMTEC.IT
Il portfolio Judge LED è progettato per soddisfare diverse esigenze di valutazione visiva del colore, contribuendo a garantire un colore uniforme lungo tutta la catena di fornitura e riducendo sprechi, scarti e costose rilavorazioni.
X-Rite Incorporated, leader mondiale nella scienza e tecnologia del colore, ha annunciato l’ampliamento della sua linea di prodotti Judge LED con l’aggiunta della cabina di illuminazione Judge LED Plus, più grande, di apparecchi di illuminazione a LED sospesi e di Harmony Room configurate su misura. L’ampia gamma consente a marchi, produttori e fornitori di valutare il colore di piccoli componenti o grandi prodotti assemblati sotto sette distinte sorgenti luminose a LED, simulando diverse condizioni di illuminazione.
“I settori di tutto il mondo stanno attraversando la transizione verso l’illuminazione a LED a basso consumo energetico e le pratiche di valutazione visiva devono tenere il passo. La nostra ampia gamma di soluzioni Judge LED, dalle cabine di illuminazione più grandi agli apparecchi a sospensione, offre a marchi e fornitori la flessibilità di scegliere la soluzione più adatta alle esigenze dei loro prodotti e al loro spazio, migliorando al contempo il processo decisionale e l’affidabilità nelle valutazioni cromatiche critiche,” ha affermato Esengul Ozkaya, Product Manager di X-Rite.
Con oltre 60 anni di esperienza nel settore dell’illuminazione, la gamma Judge LED offre valutazioni cromatiche rapide, coerenti e ripetibili. I prodotti offrono riscaldamento istantaneo, intensità calibrata e illuminanti stabili, riducendo al contempo il consumo energetico, prolungando la durata delle lampade e riducendo i costi di sostituzione rispetto ai tradizionali sistemi fluorescenti. Le sette sorgenti luminose possono essere personalizzate con illuminanti standard del settore, tra cui LED D50, LED D65, LED-B2 3000K, LED 3500K, LED-B3 4000K, LED L31-9, UV, LED A, LED CWF, LED TL84, LED U30 e LED U35. La luce diurna direzionale D65 è disponibile anche nella cabina di dimensioni standard.
L’offerta completa di Judge LED include:
Judge LED Standard – Una cabina di dimensioni standard per uso individuale con un supporto di visualizzazione ad angolo variabile per risultati accurati e ripetibili.
Judge LED Plus – Una cabina più ampia che può ospitare due valutatori affiancati, ideale per la valutazione collaborativa di più campioni su un tavolo condiviso.
Apparecchi di illuminazione Judge LED – Apparecchi di illuminazione modulari ad alte prestazioni per configurazioni autonome o integrate, con configurazioni flessibili e centraline di controllo per la commutazione tra gli illuminanti.
Harmony Room con Judge LED: un ambiente di illuminazione immersiva che utilizza apparecchi di illuminazione in configurazione a griglia, certificati e manutenuti da X-Rite per una valutazione precisa di prodotti assemblati di grandi dimensioni come automobili, mobili ed elettrodomestici.
Gli apparecchi di illuminazione Judge LED consentono ai produttori di valutare prodotti di tutte le dimensioni, dai rotoli di tessuto ai pannelli verniciati per auto, fino ai mobili, ai componenti elettronici e agli elettrodomestici completamente assemblati. I valutatori possono muoversi tra i prodotti, collaborare in tempo reale e prendere decisioni affidabili sotto un’illuminazione LED controllata e standardizzata.
“Il nostro obiettivo è aiutare i clienti a ottenere una valutazione del colore impeccabile in qualsiasi contesto. Judge LED fornisce ai team gli strumenti necessari per garantire l’armonia cromatica anche sui prodotti più complessi o assemblati su larga scala, accelerando la produzione e riducendo il rischio di errori costosi,” ha aggiunto Esengul Ozkaya.
Per maggiori informazioni: https://www.xrite.com


Combinando facilità di applicazione, durata ed efficienza a lungo termine, ProGRID™ riflette i decenni di esperienza di Sherwin-Williams, il suo supporto globale e le soluzioni personalizzate per le infrastrutture energetiche.
Il fornitore internazionale di vernici e rivestimenti Sherwin-Williams ha presentato ProGRID™, un portfolio innovativo progettato per rispondere alle esigenze in continua evoluzione delle infrastrutture energetiche in tutto il mondo. Progettato per garantire prestazioni e resilienza, ProGRID™ offre efficienza, affidabilità e facilità d’uso, supportate dalla vasta esperienza dell’azienda e dalla sua rete di supporto globale.
“Sappiamo quanto sia essenziale per i nostri clienti mantenere online la propria infrastruttura: le prestazioni del rivestimento sono un fattore imprescindibile per contribuire al mantenimento delle loro attività. ProGRID è una soluzione innovativa che offre una protezione di alta qualità e una
durata eccezionale. Quando lavorate con Sherwin-Williams, ottenete più di un prodotto eccezionale: il nostro servizio tecnico di livello mondiale. Collaboreremo con voi per comprendere le vostre sfide e fornirvi supporto, soluzioni personalizzate e tutto ciò di cui avete bisogno per avere successo, contribuendo a ridurre il costo totale di proprietà,” ha dichiarato Michael Jaeger, Segment Manager, Energy, Sherwin-Williams.
Per maggiori informazioni: https://industrial.sherwin-williams.com/ emeai/gb/en/general-industrial/products-by-industry/energy/ progrid-coatings.html


Il 22 ottobre Mark Firmin, Jonny Marston e Helen Skeates, della società globale di servizi professionali Alvarez & Marsal, sono stati nominati amministratori congiunti di Venator Materials UK Limited.
La nomina segue un periodo di persistenti pressioni finanziarie e condizioni di mercato difficili a livello globale nel settore della produzione di biossido di titanio. Ciò fa seguito all’amministrazione precedente di Venator
Materials plc e di altre due società holding non operative appartenenti al gruppo Venator.
Venator Materials UK Limited fa parte del gruppo internazionale Venator e opera da tre siti nel Nord-Est dell’Inghilterra, tra cui lo stabilimento di pigmenti di biossido di titanio (TiO ) situato a Greatham, attualmente inattivo. Gli amministratori, insieme al team dirigente di Venator, hanno interagito con gli enti regolatori prima della nomina, al fine di garantire la gestione sicura dello stabilimento inattivo durante il periodo di amministrazione.
Venator Materials UK Limited ha annunciato la firma di un Accordo di Acquisto (Asset Purchase Agreement). Gli amministratori congiunti intendono mantenere l’impianto di Greatham in stato di inattività fino al completamento della vendita degli asset, che è soggetta ad approvazioni regolatorie e a diverse consuete condizioni di chiusura.
Purtroppo, a causa della situazione finanziaria dell’azienda, 273 dipendenti sono stati licenziati immediatamente al momento della nomina e gli amministratori congiunti stanno fornendo supporto a questi lavoratori, mentre 232 dipendenti sono stati trattenuti per assistere nel processo di amministrazione.
“Il gruppo Venator è stato gravemente colpito dall’aumento della concorrenza e dei costi negli

©
ultimi mesi. Nel prossimo periodo lavoreremo a stretto contatto con il personale rimanente per mantenere in sicurezza lo stabilimento in stato di inattività mentre portiamo avanti la vendita dell’impianto di Greatham”, ha affermato Mark Firmin, Amministratore congiunto e Managing Director di Alvarez & Marsal. “Nonostante gli sforzi significativi per stabilizzare l’attività nel Regno Unito, il Consiglio di Amministrazione di Venator Materials UK Ltd ha preso una decisione difficile ma necessaria per proteggere gli interessi degli stakeholder, nominando gli amministratori. Questa scelta offre l’opportunità di ristrutturare l’azienda mentre continuiamo a perseguire il completamento del processo di vendita dello stabilimento di Greatham e degli asset di pigmento TiO associati. Riconosciamo l’impatto di questa decisione e non l’abbiamo presa alla leggera. Tuttavia, data la prolungata crisi del settore del TiO e le pressioni finanziarie che affrontiamo, l’amministrazione controllata rappresenta la strada più responsabile. Ci consente di preservare valore e creare le condizioni necessarie per una possibile futura ripresa sotto una nuova proprietà”, ha concluso Karen Askwith, Managing Director di Venator.
Per maggiori informazioni: www.venatorcorp.com




Anodizing & Powder coating plant realization Waste Water Treatment Plant

Chemicals for Waste water treatment plant


Dürr fornisce un impianto di verniciatura chiavi in mano per lo stabilimento Škoda di Thanh Cong Group in Vietnam.
Dürr ha completato con successo il progetto di un reparto verniciatura chiavi in mano per Thanh Cong Group (TC Group) presso il nuovo stabilimento automobilistico Thanh Cong Viet Hung (TCVH) a Quang Ninh, in Vietnam, interamente finanziato da TC Group. Questo traguardo segna la prima collaborazione tra Dürr e TC Group, a supporto del lancio della produzione di automobili Škoda in Vietnam.
L’impianto TCVH rappresenta un grande passo avanti della vision del governo vietnamita di creare un grande e moderno complesso industriale automobilistico a Quang Ninh. TC Motors ha effettuato investimenti significativi
in infrastrutture, logistica e strutture di supporto per espandere la produzione di auto in Vietnam. Lo stabilimento si estende su una superficie di ben 36,5 ettari e vanta una capacità produttiva annua fino a 120.000 veicoli. La nuova struttura è destinata a diventare un polo centrale per la distribuzione di veicoli Škoda nel Sudest Asiatico e contribuisce allo sviluppo economico locale attraverso la creazione di posti di lavoro, l’aumento delle entrate fiscali e la formazione di professionisti qualificati. Situato a Quang Ninh, in Vietnam, lo stabilimento TCVH è dedicato alla produzione dei primi modelli Škoda nel paese, tra i quali la Škoda Kushaq e la Škoda Slavia. Inoltre, la localizzazione strategica vicino al porto di
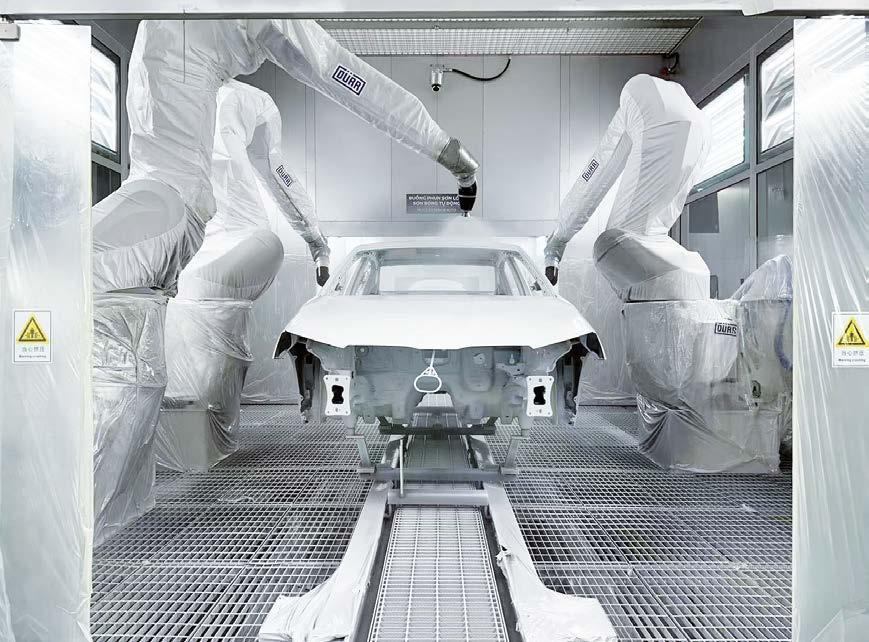
Haiphong garantisce una logistica efficiente per l’importazione di kit di parti smontate (CKD) da Pune, India. La Fase 1 dell’impianto è progettata per una velocità produttiva di 13 lavori/ora, con scalabilità fino a 20 lavori/ora nella Fase 2.
Esecuzione efficiente
nonostante le sfide
Nonostante le interruzioni nella supply chain globale dovute a vincoli nella lavorazione della lamiera e nella componentistica elettrica, alle fluttuazioni nel trasporto marittimo e agli eventi atmosferici estremi come il Super Typhoon, Dürr ha completato il progetto in 18 mesi. Dalla firma del contratto nel novembre 2023 fino all’accettazione finale nel luglio 2025, il progetto è stato consegnato nei tempi previsti e secondo le specifiche.
Riconoscimento di eccellenza
Come riconoscimento delle sue eccellenti prestazioni, TC Motors ha recentemente conferito a Dürr China il titolo di “Excellent Supplier”. Questo premio sottolinea lo spirito collaborativo e l’eccellenza tecnica che hanno caratterizzato il progetto. “Un fattore chiave per ottenere questo risultato è stata l’efficiente collaborazione tra i team di Dürr China e Dürr Vietnam con TC Group, che hanno lavorato insieme per garantire il successo del progetto”, ha affermato Wang Shuo, Project Manager presso Dürr Paint shop systems Engineering (Shanghai) Co., Ltd. “Siamo estremamente orgogliosi di ricevere questo premio. Rispecchia la dedizione e la professionalità del nostro team, che ha superato sfide considerevoli per realizzare uno stabilimento moderno e all’avanguardia”.
Il contributo tecnologico di Dürr
Dürr ha avuto un ruolo chiave nell’equipaggiamento del reparto verniciatura con la sua tecnologia all’avanguardia. Il fiore all’occhiello è il sistema RoDip® E a trazione elettrica per il pretrattamento e l’elettrodeposizione, che utilizza carrelli liberamente programmabili. Ogni carrello è dotato di un meccanismo di azionamento del trasporto e di uno di azionamento della rotazione, che consentono di controllare movimenti orizzontali e rotatori in modo indipendente per ogni scocca. Grazie a ciò, il sistema può impostare curve di immersione diverse a seconda del modello di veicolo, migliorando così la qualità del rivestimento e l’efficienza energetica e riducendo i costi unitari. Un’altra speciale caratteristica dell’impianto è che il primer e il trasparente vengono applicati nella stessa cabina, riducendo ulteriormente i costi. La fornitura comprende anche linee di sigillatura, sette robot di verniciatura, forni e una linea di ceratura a caldo.
C Motors ha recentemente conferito a Dürr China il titolo di “Excellent Supplier”.

Surface Cleaning preparation
IBIX systems remove rust, scale, and old coatings to reach SA 2 5 grade (ISO 8501-1)
Anchor Profile
Controlled blasting creates uniform roughness for optimal coating adhesion.
Portable powder Coating Technology
For long-term anti-corrosion and waterproofing thermoplastic coatings
Resistance to extreme weathering, UV and salt spray protection
Fast turnaround: immediate use of coated items
Easy to repair
THE FLAME SPRAY TECHNOLOGY IS THE ONLY SYSTEM WHICH CAN APPLY POWDERS ON SITE AND WITH NO NEED FOR A COATING LINE









La fusione unisce due aziende leader nel settore dei rivestimenti con portafogli di marchi complementari, con l’obiettivo di migliorare il valore per il cliente, il ritorno per gli azionisti e l’efficienza operativa.
AkzoNobel e Axalta hanno annunciato l’intenzione di fondersi in una fusione tra pari, interamente in azioni, creando un colosso globale nel settore delle vernici con un valore aziendale di circa 25 miliardi di dollari. Si prevede che la nuova entità genererà circa 17 miliardi di dollari di fatturato annuo.
Si prevede che l’accordo genererà circa 600 milioni di dollari di sinergie di costo a regime, il 90% delle quali sarà realizzato entro tre anni. La società risultante dalla fusione avrà un flusso di cassa libero rettificato pro forma di 1,5 miliardi di dollari e un EBITDA rettificato di 3,3 miliardi di dollari, a supporto delle priorità strategiche e dell’allocazione del capitale.
Greg Poux-Guillaume, CEO di AkzoNobel, ricoprirà la carica di CEO della società risultante dalla fusione, mentre Chris Villavarayan, CEO di Axalta, assumerà la carica di Vice CEO. Rakesh Sachdev, Presidente del Consiglio di Amministrazione di Axalta, guiderà il Consiglio di Amministrazione, mentre Ben Noteboom, Presidente del Consiglio di Sorveglianza di AkzoNobel, ricoprirà la carica di Vicepresidente.
La società manterrà due sedi centrali ad Amsterdam e Filadelfia e avrà sede legale nei Paesi Bassi, con una futura quotazione esclusiva alla Borsa di New York. Il Consiglio di Amministrazione sarà composto da 11 amministratori, di cui quattro per ciascuna società e tre indipendenti.
Si prevede che la fusione porterà a:
Portfolio diversificato: la combinazione dei marchi AkzoNobel e Axalta fornirà una gamma completa di soluzioni di rivestimento per i settori vernici in polvere, aerospaziale, refinish, mobilità, nautica, protettive, industriali e decorative, con circa 100 marchi riconosciuti.
Scala globale: la società combinata gestirà 173 siti produttivi e 91 centri di ricerca e sviluppo in tutto il mondo, migliorando l’accesso locale e l’assistenza clienti.
Capacità di innovazione: circa 400 milioni di dollari di spesa annua in ricerca e sviluppo, 4.200 ricercatori e 3.200 brevetti concessi o in attesa di approvazione creeranno una piattaforma innovativa nei mercati finali.
Sinergie di costo: risparmi a regime ante imposte di 600 milioni di dollari grazie all’approvvigionamento, all’efficienza di SG&A, all’ottimizzazione della presenza sul mercato e al miglioramento della gestione della supply chain.
Solidità finanziaria: solidi margini EBITDA rettificati prossimi al 20%, flusso di cassa significativo e leva finanziaria netta mirata di 2,0-2,5x, a supporto del pagamento dei dividendi e del mantenimento del rating creditizio investment grade.
“Siamo entusiasti di iniziare un nuovo capitolo della nostra lunga e gloriosa storia di leader nel settore delle vernici e dei rivestimenti. Questa fusione ci consentirà di accelerare le nostre ambizioni di crescita, unendo tecnologie, competenze e persone appassionate altamente complementari per liberare appieno il nostro potenziale combinato,” ha dichiarato Greg Poux-Guillaume, CEO di AkzoNobel.
“Questa unione rappresenta un’opportunità interessante. È un’ottima proposta di valore per tutti i nostri stakeholder, sia nei Paesi Bassi, dove manteniamo la nostra sede, sia a livello internazionale, inclusi i nostri azionisti, clienti e dipendenti. Creerà un leader mondiale nel settore dei rivestimenti e rappresenta un passo significativo che guiderà una crescita sostenibile e ci consentirà di servire meglio i nostri clienti. Unendo due organizzazioni di livello mondiale, stiamo creando una solida piattaforma per il futuro, costruita su solide basi di valori e tradizione condivisi,” ha commentato Ben Noteboom, Presidente del Consiglio di Sorveglianza di AkzoNobel.
“Siamo lieti di concludere questa transazione con AkzoNobel e di unirci alle nostre piattaforme all’avanguardia per potenziare l’innovazione, sviluppare nuove competenze e rafforzare ulteriormente le relazioni con i clienti. Mentre il nostro settore continua a crescere ed evolversi, questa unione con AkzoNobel ci consente di fare lo stesso, con un vantaggio competitivo più netto e nuove strade e opportunità di crescita. Insieme, AkzoNobel e Axalta sono posizionate per tracciare un percorso redditizio e sostenibile come leader nel settore dei rivestimenti,” ha aggiunto Chris Villavarayan, CEO di Axalta.
“Il Consiglio di Amministrazione di Axalta è fiducioso che questa integrazione con AkzoNobel creerà un valore significativo per i nostri azionisti nel futuro. Guidati da un team manageriale esperto con una comprovata esperienza in termini di efficienza operativa ed eccellenza, prevediamo che le significative opportunità di sinergia e il profilo finanziario migliorato della società risultante dalla fusione genereranno una sostanziale creazione di valore,” ha concluso Rakesh Sachdev, Presidente del Consiglio di Amministrazione di Axalta.
Per maggiori informazioni: www.akzonobel.com and www.axalta.com





Da
un’intervista
a Ty Crowder Presidente di Total Finishing Systems
In occasione di Fabtech Chicago 2025, il team di ipcm® ha incontrato Ty Crowder, presidente di Total Finishing Systems, per scoprire da vicino le novità dell’azienda. Tra pistole manuali e automatiche, pompe, agitatori e sistemi di mascheratura, Crowder ci ha illustrato come la nuova gamma sia progettata per combinare prestazioni premium e costi contenuti, rispondendo in modo concreto alle esigenze del settore della verniciatura.
La storia di Total Finishing inizia con una visione: diventare un fornitore completo di sistemi e materiali di consumo, su cui verniciatori e aziende attive nella verniciatura conto terzi, potessero fare pieno affidamento. L’obiettivo era combinare servizio, conoscenza e competenza per offrire un’esperienza cliente in grado di differenziarsi. Fin da subito, è emerso chiaramente che i materiali di consumo non potevano essere venduti sullo stesso sito web dedicato alla robotica e all’automazione. Da questa intuizione è nato www.TotalFinishingSupplies.com, un portale interamente dedicato a materiali di consumo e componenti per le aziende del settore. Con l’evoluzione dell’azienda, è stata migliorata anche l’esperienza dei clienti che operano nel campo dei sistemi e dell’automazione. Grazie al QR-coding delle attrezzature direttamente presso gli impianti, i clienti possono individuare rapidamente consumabili, manuali e video di formazione, tutti collegati a un servizio di ordini online semplice e intuitivo. Questo approccio ha permesso non solo di ampliare l’offerta dei servizi, ma anche di sviluppare il marchio proprio del gruppo, con tecnologie e consumabili pensati per rispondere alle esigenze concrete del settore.

Con sede a Vancouver (Washington, USA), i gruppi
Total Finishing Solutions e Total Finishing Supplies spediscono materiali di consumo e componenti in tutto il Nord America. All’interno dello stabilimento di Vancouver, l’azienda dispone di un laboratorio applicativo di 1.800 m², dedicato ai processi di carteggiatura, verniciatura a liquido e verniciatura a polvere. La struttura comprende robotica, finitura Flatline, polimerizzazione a infrarossi e una cabina di verniciatura a polvere in PVC con cambio colore rapido, oltre a oltre 80 pistole manuali e automatiche di vari marchi, disponibili per test e utilizzo diretto da parte dei clienti.
All’interno dello stesso stabilimento sono presenti tre aule dedicate alla formazione, per sessioni con fornitori, produttori di vernici partner e clienti importanti, garantendo così un supporto tecnico e formativo completo.
Total Finishing Systems, con sede a Montclair

VIPER® Mix Tech è la nuova pistola manuale di Total Finishing Supplies per garantire qualità di finitura elevata e un’efficienza di trasferimento dell’86%.
(California, USA), è specializzata nell’integrazione di linee di verniciatura per settori ad alta precisione, come automotive (Tier 1 e Tier 2), aerospaziale e difesa. Grazie alla vasta esperienza in tutte le fasi del processo e alla profonda conoscenza delle tecnologie di verniciatura, Total Finishing Systems si è evoluta da semplice integratore di impianti a produttore diretto di tecnologie e materiali di consumo.
“Negli ultimi tre anni abbiamo lanciato una gamma completa di pistole, pompe e accessori a marchio Total Finishing Supplies, progettata per essere compatibile con gli standard OEM più diffusi e in grado di coniugare prestazioni elevate e costi contenuti. Parallelamente, abbiamo creato laboratori applicativi – il Total Finishing Lab – e centri di formazione per offrire ai clienti la possibilità di testare le soluzioni, ottimizzare i processi e formare i propri operatori,” spiega Ty Crowder, presidente di Total Finishing Systems, in un’intervista dedicata agli ultimi sviluppi dell’azienda rilasciata durante Fabtech Chicago di settembre.
VIPER® Mix Tech:
pistola manuale a spruzzo air-assisted airless
Tra le novità presentate a Fabtech Chicago 2025, Total Finishing Supplies ha introdotto la nuova pistola manuale VIPER® Mix Tech air-assisted airless, progettata per garantire qualità di finitura elevata e un’efficienza di trasferimento dell’86%. Grazie alla tecnologia Mix Tech, assicura un’atomizzazione ottimale e prestazioni costanti con vernici sia a base acqua che solvente, fino a 120 bar (1.740 PSI).

VIPER® Mix Tech è disponibile anche nella versione “Lady Viper” studiata per ridurre l’affaticamento dell’operatore nelle applicazioni manuali prolungate.
VIPER® è disponibile in due versioni:
TFS Green, dotata di molla ago a 120 bar e grilletto standard; TFS Pink (Lady Viper), dotata di molla ago tarata a 60 bar, con un grilletto alleggerito per ridurre l’affaticamento dell’operatore nelle applicazioni manuali prolungate. È stata sviluppata in risposta ai feedback ricevuti, in particolare da operatrici che richiedono una minore forza di attuazione. Prodotta in uno stabilimento certificato ISO 9000, VIPER® consente un reale risparmio di materiale verniciante, riduce l’impatto ambientale e rispetta gli standard HVLP.
pistola automatica ad alte prestazioni
Un’altra novità presentata da Total Finishing Supplies è la AUTO VIPER-X® , pistola automatica progettata per linee di verniciatura ad elevata capacità produttiva. Si basa sulla tecnologia Mix Tech, e dunque garantisce la stessa qualità di atomizzazione e della finitura della versione manuale VIPER® , ma con il vantaggio di avere una gestione completamente automatizzata. Anche in questo caso, il modello assicura un’efficienza di trasferimento dell’86% e prestazioni comparabili a pistole air-assisted airless di fascia superiore presenti sul mercato. È adatta all’utilizzo sia con vernici a base acqua o sia solvente e può lavorare con pressioni fluide fino a 120 bar (1.740 PSI).
L’AUTO VIPER-X® utilizza componenti aftermarket (Non-OEM), il che facilita la sostituzione di ugelli, air cap e filtri, e rappresenta una soluzione versatile e conveniente per linee robotizzate o flatline.
MAMBA® Mix Tech: pistola manuale air-assisted airless ad alte prestazioni
La pistola MAMBA® Mix Tech è progettata per applicazioni manuali ad alta precisione e offre prestazioni elevate, efficienza e qualità di finitura superiori. Lavora con pressioni fino a 200 bar (2.900 PSI) e, come i modelli precedenti, garantisce un’efficienza di trasferimento dell’86%. Uno dei principali punti di forza della MAMBA® è il tip reversibile TriTech Fine Finish (ovvero l’ugello reversibile), che consente di invertire o ruotare rapidamente l’ugello in caso di intasamento e di sostituirlo facilmente per cambiare tipo di spruzzatura. Questo sistema mantiene costante l’atomizzazione e la qualità della finitura, riduce i tempi di fermo e aumenta la versatilità nelle applicazioni.
Leggera (1,3 lb / 0,6 kg) ed ergonomica, la pistola riduce l’affaticamento dell’operatore anche in utilizzi prolungati. Come la VIPER®, è prodotta in uno stabilimento certificato ISO 9000, conforme agli standard HVLP, e permette un risparmio di materiale con riduzione degli sprechi, garantendo eccellenti risultati con un minore consumo di vernice.
La pompa ad alta pressione Medusa™ Medusa™ 30:1 High Pressure Piston Pump rappresenta l’evoluzione più avanzata nella gamma di pompe ad alta pressione di Total Finishing Supplies, progettata per applicazioni airless e air assisted airless. Robusta, affidabile e precisa, garantisce versatilità e produttività anche per linee industriali ad alta capacità produttiva. Il cuore della pompa è costituito da un motore pneumatico robusto e da valvole in carburo di tungsteno, che riducono al minimo la manutenzione e assicurano lunga durata anche nelle condizioni operative più gravose. Il
La pistola automatica AUTO VIPER-X® è progettata per linee di verniciatura ad elevata capacità produttiva.

corpo fluido in acciaio inox cromato, le guarnizioni autoadattanti in PE + TG e la valvola pilota anti-stallo garantiscono prestazioni costanti e inversioni ad alta velocità, indipendentemente dalla pressione di lavoro. La pompa è progettata per ottimizzare l’uso del materiale e ridurre gli sprechi, grazie a schemi di spruzzatura precisi e atomizzazione uniforme della pistola ad essa collegata, senza necessità di diluizione. È disponibile in diverse configurazioni, da carrello o da parete, e può essere adattata alle esigenze specifiche dell’impianto.
Ogni pompa include il sistema Tip Spa™, studiato per la pulizia sicura ed efficace di ugelli e air cap. Basta immergerli nel Throat Sealing Liquid, un lubrificante a base acquosa che rappresenta un’alternativa eco-compatibile all’acetone e che è in grado di sciogliere vernici ad acqua e solvente nel più breve tempo possibile.
Agitatori TFS: efficienza e innovazione per ogni volume di materiale
Gli agitatori Total Finishing Supplies sono macchine pneumatiche progettate per mescolare e agitare automaticamente e con precisione la vernice, secondo il tempo e la velocità richiesti. La tecnologia brevettata delle eliche, permette di ridurre i tempi di miscelazione dal 50% all’80% rispetto alle eliche tradizionali e assicura un’agitazione rapida, uniforme e costante. I modelli disponibili soddisfano tutte le esigenze: dai volumi più piccoli, con il 5 Gallon Agitator, fino ai 55 Gallon Agitator per capacità maggiori. Completano la gamma i miscelatori per contenitori in plastica (Plastic Tote Agitator), dotati di lame fisse o pieghevoli e disponibili in un’ampia gamma di combinazioni di potenza e riduttori, per garantire la soluzione più adatta a ogni applicazione.
MAMBA® Mix Tech lavora con pressioni fino a 200 bar (2.900 PSI) e garantisce un’efficienza di trasferimento dell’86%.


Medusa™ 30:1 High Pressure Piston Pump è una pompa ad alta pressione che garantisce versatilità e produttività anche per linee industriali ad alta capacità produttiva.

A cura di Deltrian Italia
Spino d’Adda, Cremona deltrian.italia@deltrian.com
Un impianto di trattamento aria efficiente si basa su un sistema di filtrazione articolato in più stadi, ciascuno con una funzione specifica nella rimozione graduale delle impurità. Eliminare correttamente polveri e particolati di piccole dimensioni è fondamentale per mantenere costante nel tempo la qualità dell’aria, e preservare le prestazioni e la durata degli impianti in un’ampia gamma di applicazioni industriali e civili. In questo approfondimento, Deltrian racconta il ruolo e l’importanza di ogni fase — dalla prefiltrazione alla filtrazione assoluta — e le soluzioni sviluppate per garantire efficienza, sicurezza e affidabilità operativa.
Due fasi produttive.
Ogni stadio che compone un sistema di trattamento dell’aria è progettato per rimuovere differenti tipologie di impurità, dalle polveri più grossolane ai particolati più sottili, fino alle particelle minuscole invisibili a occhio nudo. Soltanto attraverso l’eliminazione delle particelle più fini è possibile garantire un flusso d’aria pulito, controllato e costante, condizione essenziale per proteggere gli operatori e preservare impianti e prodotti in ogni settore applicativo. Filtrare l’aria, infatti, non significa soltanto proteggere i manufatti dalle particelle che possono comprometterne la qualità estetica o funzionale — come, ad esempio, nel caso di una cabina di verniciatura, dove anche un piccolo granello di polvere può compromettere la finitura di un prodotto — ma anche salvaguardare il corretto funzionamento degli impianti. L’aria contaminata può depositare polveri e particelle sui componenti meccanici ed elettronici, ridurne l’efficienza, accelerare l’usura e, nel tempo, provocare guasti o fermi macchina. Negli impianti industriali, nei sistemi HVAC civili, nelle camere bianche o nei reparti produttivi più sensibili, l’aria rappresenta quindi un vero e proprio “mezzo di lavoro” che deve mantenere specifiche caratteristiche


di purezza per garantire il corretto svolgimento dei processi. Per raggiungere questo risultato, la filtrazione avviene attraverso più stadi in successione: prefiltrazione, filtrazione fine e filtrazione assoluta. Questa struttura a più livelli consente di ottimizzare la durata di ciascun filtro, migliorare le prestazioni energetiche del sistema e garantire nel tempo elevati standard di qualità dell’aria.
Un corretto dimensionamento degli stadi, insieme alla scelta di materiali filtranti adeguati e a una manutenzione periodica, rappresenta la chiave per ottenere un sistema di trattamento aria affidabile, efficiente e sostenibile. Deltrian International, azienda belga con oltre 55 anni di esperienza nella filtrazione e purificazione dell’aria, e la sua filiale italiana, Deltrian Italia (Spino d’Adda, CR), offrono soluzioni complete per tutti gli stadi di filtrazione, combinando prodotti di elevata qualità, consulenza tecnica specializzata e supporto operativo per garantire impianti performanti, sicuri e duraturi.
Prefiltrazione:
trattenere le polveri grossolane
Il primo stadio del trattamento dell’aria, la prefiltrazione, ha il compito principale di intercettare e trattenere

le particelle di dimensioni maggiori — come polveri visibili, fibre o pollini — prima che raggiungano i filtri più fini dei successivi stadi e gravino sul loro carico operativo. I prefiltri rappresentano la “prima linea di difesa” nell’architettura di un sistema di filtrazione e sono concepiti come uno strato sacrificale, destinato a intercettare i contaminanti grossolani e a proteggere i filtri a valle. Disporre di prefiltri è quindi fondamentale per migliorare la qualità dell’aria già nelle prime fasi del trattamento, e contribuire in modo determinante ad allungare la durata complessiva dell’impianto, mantenendo costante la portata d’aria e contenendo i costi di manutenzione. A seconda del tipo di impianto e delle condizioni operative, i prefiltri possono essere realizzati con materiali e strutture differenti. La serie FCM GALVA (G2 / Coarse 30%) di Deltrian, ad esempio, comprende prefiltri metallici con media in calza galvanizzata, ideali per applicazioni gravose come la filtrazione di grasso e nebbie d’olio in sistemi di estrazione di cucine, la filtrazione in prossimità di scambiatori caldi e nei separatori di gocce nei sistemi di trattamento dell’aria. Grazie alla loro elevata resistenza meccanica e alla possibilità di essere lavati e riutilizzati, questi filtri offrono grande durata e possono essere impiegati anche come barriere antiscintilla, combinando così sicurezza ed efficienza. La serie FZGA SYN SC (G4 / Coarse 60%), invece, è costituita da prefiltri sintetici con telaio zincato oppure in Fiberplast, che garantiscono un’ottima prima barriera contro la polvere grossolana, con un eccellente equilibrio tra prestazioni e costi.
Filtrazione fine:
controllo del particolato più sottile
Il secondo stadio del trattamento dell’aria, la filtrazione fine, è dedicato alla cattura delle particelle più piccole, come PM10, PM2,5 e PM1. Queste particelle, sebbene invisibili a occhio nudo, possono influire non solo sulla qualità dell’aria respirata dalle persone — operatori in ambito industriale o utenti negli ambienti civili — ma anche sul corretto funzionamento di apparecchiature sensibili presenti negli impianti.
I filtri di questo stadio sono realizzati con media filtranti più fini e strutture studiate per aumentare la superficie di cattura, come tasche flosce o tasche rigide. La scelta del filtro più adatto dipende dalle specifiche esigenze operative e dal livello di purezza richiesto.
Deltrian propone diverse soluzioni per la filtrazione fine, tra cui:
Serie KS / G (sintetici / fibra di vetro): filtri a tasche flosce di classe M5–F9, progettati per impianti HVAC





Deltrian International è un’azienda belga fondata nel 1967, con oltre 55 anni di esperienza nella progettazione, produzione e distribuzione di soluzioni avanzate per la filtrazione e la purificazione dell’aria. La sua mission — garantire aria pulita e salubre in un mondo sostenibile — guida ogni attività dell’azienda, dalla ricerca e sviluppo alla produzione, facendo di Deltrian un punto di riferimento internazionale nei settori HVAC, verniciatura, farmaceutico, alimentare, chimico, ospedaliero e laboratori.
Oltre alla sede principale in Belgio, il gruppo dispone di stabilimenti produttivi in Francia, Slovacchia, Spagna e Lituania, che assicurano una copertura geografica estesa e tempi di fornitura rapidi. Accanto alle sedi produttive, Deltrian dispone di filiali commerciali, logistiche e di supporto clienti che rafforzano la presenza sul territorio, garantiscono vicinanza ai mercati chiave, assistenza puntuale e consulenza tecnica altamente specializzata. Fra queste, la filiale italiana: Deltrian Italia. Nata nel 2014 a Spino d’Adda, in provincia di Cremona, Deltrian Italia è oggi un polo tecnicocommerciale in forte espansione: lo stabilimento si estende su 1.400 m², di cui 400 destinati agli uffici, e l’organico conta 15 persone. La squadra è composta da professionisti con un consolidato background tecnico, in grado di offrire consulenza specializzata e un servizio tecnico puntuale e vicino alle esigenze del cliente. Deltrian Italia gestisce tutte le categorie di prodotto — prefiltrazione, filtrazione fine e filtrazione assoluta —, movimenta circa 300.000 filtri all’anno1 e dispone di un magazzino con circa 16.000 prodotti sempre disponibili, per ridurre al minimo i tempi di consegna sul territorio nazionale.
1 Dato relativo all’anno 2024.

civili e industriali. La loro struttura consente di ottenere un’ampia superficie filtrante anche in spazi ridotti, garantendo efficacia nel trattenere le particelle sottili senza compromettere il flusso d’aria. La versione in fibra di vetro può essere realizzata, su richiesta, anche per applicazioni ATEX, assicurando sicurezza e conformità in ambienti a rischio di esplosione.
Serie RPV: filtri a tasche rigide, compatti e ad alte prestazioni, ideali quando è richiesta elevata portata e lunga durata operativa. Sono disponibili in classi che vanno da ePM10 50%1 fino a ePM1 85%2 (equivalenti a M5–F9) e garantiscono massima efficienza anche in condizioni gravose.
Filtrazione assoluta: purezza e sicurezza
Il terzo stadio del trattamento dell’aria, noto come filtrazione assoluta, rappresenta il livello più avanzato di purificazione ed è indispensabile in ambienti a contaminazione controllata, come camere bianche, ospedali, laboratori o industrie farmaceutiche, dove anche la minima presenza di particelle può compromettere la qualità o la sicurezza di un processo o di un prodotto. In questo stadio, i filtri sono progettati per trattenere particelle di dimensioni inferiori a 0,3 µm. Tra le soluzioni proposte da Deltrian, la Serie THE-LA comprende filtri HEPA per flussi laminari con efficienze variabili da E10 a H14. Questi filtri sono ideali per garantire condizioni di aria critica in zone sensibili, dove è fondamentale ridurre al minimo la presenza di polveri, microbi o altre particelle sospese. La loro progettazione consente un flusso uniforme e costante e riduce turbolenze che potrebbero compromettere la qualità dell’aria in ambienti altamente controllati.
Per applicazioni con grandi volumi d’aria, Deltrian propone le Serie THE-MP e THE-VF, filtri ad alta portata (High Flow) studiati per minimizzare le perdite di carico e prolungare la durata di esercizio. Grazie a queste soluzioni, è possibile gestire impianti complessi, mantenendo prestazioni elevate e riducendo i costi di manutenzione dovuti a sostituzioni frequenti dei filtri.
Oltre ai filtri per i normali stadi di filtrazione, Deltrian propone filtri speciali progettati per esigenze particolari. Tra questi, rientrano i filtri ATEX, destinati a operare in ambienti a rischio di esplosione, dove non è sufficiente separare le particelle, ma è fondamentale garantire la sicurezza dei materiali e delle strutture, prevenendo inneschi o propagazione di scintille. I filtri ATEX sono realizzati con media e telai certificati, resistenti e adatti a condizioni gravose, e trovano applicazione in diversi settori industriali, dalla chimica alla verniciatura, fino alla produzione di polveri o materiali esplosivi. Altri filtri speciali possono essere progettati per rimuovere gas, vapori chimici o per operare in condizioni estreme di temperatura, umidità o abrasività.
1 La classe ePM10 50% indica che il filtro ha un’efficienza media del 50% nella rimozione della frazione di particelle con diametro aerodinamico fino a 10 µm (PM10) presenti nell’aria che attraversa il filtro.
2 La classe ePM1 85% indica che il filtro ha un’efficienza media dell’85% nel trattenere le particelle di diametro inferiore a 1 micrometro (PM1).

INNOVATION THAT STANDS THE TEST OF TIME, PRECISION BEYOND BOUNDARIES. We do not merely treat surfaces: we transform them into symbols of efficiency and beauty. For 75 years, Tecnofirma has been a global partner, enhancing your products with customized solutions and state-of-the-art technologies in the fields of washing, coating, and impregnation. From Italy to the world, we shape excellence with the meticulous craftsmanship of the past and the technological precision of the future.
“Tecnofirma: where technology meets beauty, for 75 years.”

riempimento dell’elettrolita Dürr X.Cellify PF.
A cura di Dürr Systems, Inc.
Southfield (MI), Stati Uniti
e GROB-WERKE GmbH & Co. KG Mindelheim, Germania
Meno ingombro e consumo energetico, ma prestazioni superiori e massima qualità delle celle: questo è l’approccio adottato dalle aziende di ingegneria
Dürr e GROB per la loro nuova concept factory per celle agli ioni di litio. Alla fiera “The Battery Show North America” di quest’anno a Detroit, i due partner hanno presentato le innovazioni tecnologiche che permettono di raggiungere tali risultati. Tra le principali tecnologie figurano il rivestimento a secco degli elettrodi, che elimina la necessità di un processo di essiccazione, nonché la potente tecnologia Z-folder per l’assemblaggio delle celle con intaglio integrato.
Le due multinazionali Dürr e GROB collaborano dal 2022 nel settore delle tecnologie di produzione per batterie agli ioni di litio. L’obiettivo è affermarsi congiuntamente come fornitori di sistemi per la produzione di batterie in Europa e Nord America. “Con il nostro portfolio ampliato di macchine e sistemi ad alta disponibilità, copriamo insieme quasi l’intera catena del valore della produzione di celle per batterie con tecnologie proprietarie,” afferma German Wankmiller, CEO del Gruppo GROB. Oltre al tradizionale layout di produzione con verniciatura a liquido, i partner hanno sviluppato una concept factory con rivestimento a secco e la nuova tecnologia Z-folder, rappresentativa della prossima generazione di produzione di celle per batterie. Grazie a tecnologie potenti e innovative, la produzione richiede il 50% di spazio in meno e il 70% di energia in meno, garantendo una maggiore efficienza degli spazi e costi operativi significativamente ridotti.
La concept factory sviluppata da Dürr e GROB confronta un processo all'avanguardia con un processo di nuova generazione che richiede il 50% di spazio in meno e il 70% di energia in meno.
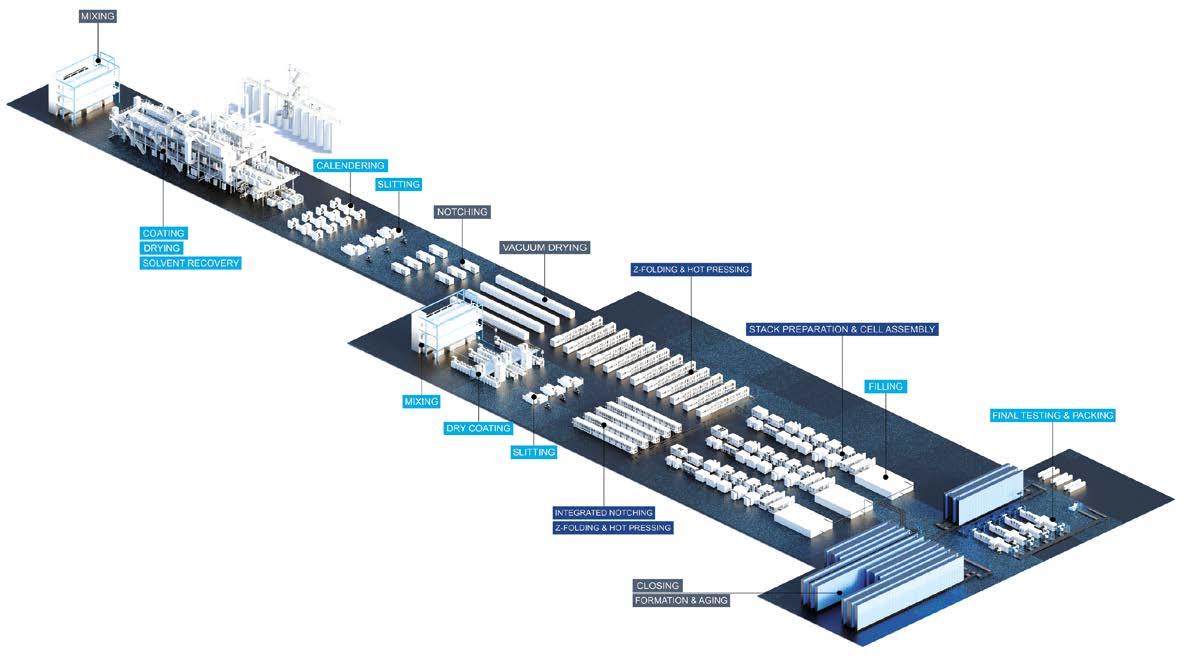
Rivestimento a secco efficiente e sostenibile
La famiglia di prodotti X.Cellify DC di Dürr, basata sul sistema di rivestimento a secco, implementa il cosiddetto processo “Activated Dry Electrode®” di LiCAP Technologies. Dürr collabora dal 2023 con l’esperto statunitense di rivestimento, concentrandosi specificamente sul rivestimento a secco.
La macchina di Dürr utilizza un materiale attivo miscelato a secco, anziché l’impasto tradizionale. Questa miscela di polveri è pressata in una pellicola autoportante tramite calandre, per poi essere laminata su entrambi i lati del foglio conduttore. Rispetto alla verniciatura a liquido, questo approccio elimina sia il processo di essiccazione sia le operazioni di recupero e trattamento dei solventi, con conseguente risparmio di spazio, energia e costi. La pellicola autoportante offre inoltre vantaggi in termini di efficienza dei materiali, poiché l’eccesso di pellicola può essere completamente reintrodotto nel processo produttivo prima della laminazione sul foglio conduttore.
Il recente proof of concept, portato a termine con successo, dimostra che la macchina Dürr è in grado di eseguire il processo di rivestimento a secco con qualità costantemente elevata. Il sistema è scalabile e Dürr è attivamente alla ricerca di partner pilota nel settore.
Assemblaggio delle celle ad alta velocità
Con la nuova generazione di piegatrici a Z, che integrano il processo di intaglio, GROB ottiene prestazioni superiori occupando meno spazio. Per garantire una tecnologia di sistema particolarmente stabile e affidabile, il
separatore è guidato su alcuni rulli di rinvio con tensione del nastro molto uniforme e bassa. Grazie a un sistema di stoccaggio di alta qualità per gli elettrodi, il sistema raggiunge una disponibilità del 95%.
Un processo sviluppato da Dürr consente di riempire le celle in un’unica fase senza generazione di gas residuo. A differenza dei metodi convenzionali, l’elettrolita è iniettato direttamente nelle celle fino a 30 bar, ovvero a una pressione due o tre volte superiore allo standard industriale attuale. La progettazione del processo permette un dosaggio estremamente preciso e riduce sia la durata del riempimento sia il tempo necessario perché l’elettrolita penetri nel materiale attivo.
Digitalizzazione end-to-end
La tecnologia degli impianti di Dürr e GROB è completata da una mappatura digitale end-to-end dell’intero processo produttivo. Già nella fase di pianificazione, prima dell’avvio della produzione, un gemello digitale consente di simulare l’intero stabilimento, velocizzandone l’implementazione. I dati della simulazione confluiscono nel software MES/MOM della consociata iTAC di Dürr, che permette di controllare e pianificare tutte le fasi della produzione delle batterie. Funzioni chiave sono la tracciabilità e l’analisi della qualità, essenziali per prevenire errori in produzione, garantendo così un’elevata efficienza complessiva degli impianti.

© Dürr
Tecnologia avanzata di verniciatura a liquido di Dürr: rivestimento simultaneo degli elettrodi.
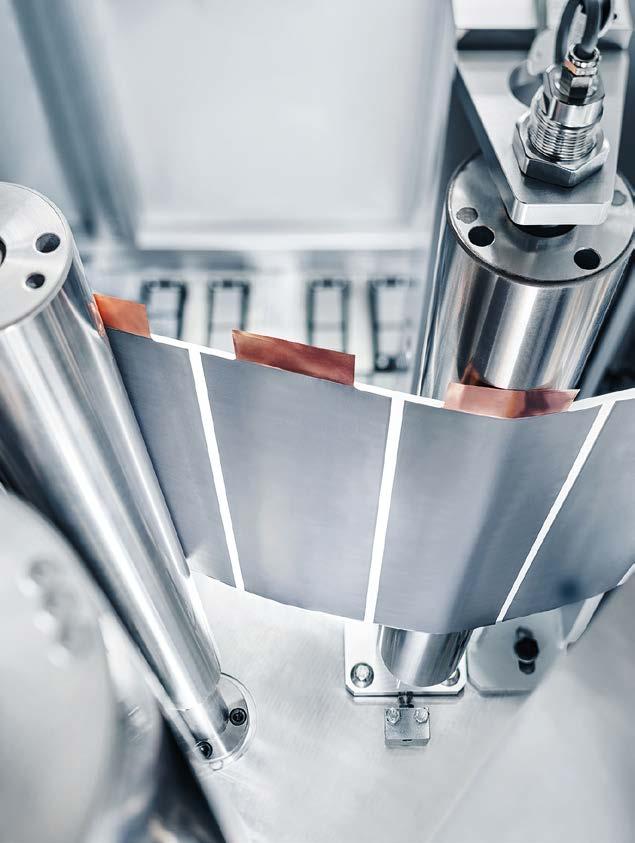
© Dürr
Grob Z-Folder per l'assemblaggio delle celle.
Dürr ha ulteriormente ottimizzato le proprie tecnologie in termini di prestazioni ed efficienza energetica anche nel tradizionale processo di verniciatura a liquido. Un esempio è l’automazione della stazione di verniciatura e delle matrici a fessura, che costituiscono un circuito di controllo chiuso per lo spessore dello strato, garantendo un avvio della produzione più rapido e una riduzione degli scarti. “L’aggiunta del controllo automatizzato del profilo delle matrici a fessura offre ai nostri clienti la possibilità non solo di ridurre i tempi di avvio delle macchine, ma anche di garantire la qualità durante l’intero processo produttivo, mantenendo l’uniformità del rivestimento. La riduzione degli scarti e l’ottimizzazione del tempo di attività delle macchine sono fondamentali per il successo dei nostri clienti. Migliorare i prodotti attraverso l’automazione o innovare con la tecnologia di rivestimento bifacciale per ridurre il costo totale di proprietà sono due esempi concreti di come i nostri prodotti creano valore,” spiega Adam Shambeau, Senior Director di Dürr Lithium-Ion Batteries Americas. Nel successivo processo di essiccazione, i produttori di batterie possono utilizzare essiccatori laser per ottenere una velocità del nastro superiore del 50% e un’essiccazione particolarmente efficiente dal punto di vista energetico. Dopo l’essiccazione, il rivestimento degli elettrodi è densificato mediante calandre Dürr, che operano con estrema precisione grazie al sistema Dynamic Gap Control: due sensori misurano la distanza tra i rulli con una precisione di 0,5 µm, assicurando uno spessore uniforme senza applicare forza eccessiva. Le calandre Dürr sono impiegate per la verniciatura a liquido e per il rivestimento quello a secco, comprimendo il film in modo ottimale.
Al Battery Show North America 2025, dal 6 al 9 ottobre, Dürr e GROB hanno presentato la loro concept factory come modello fisico 3D presso lo stand congiunto 3822, all’Huntington Place Convention Center di Detroit. Dürr ha inoltre introdotto un nuovo concetto di denominazione, raggruppando i propri prodotti per il rivestimento degli elettrodi e il riempimento dell’elettrolita sotto il nuovo marchio “X.Cellify”.
Il Gruppo Dürr è presente negli Stati Uniti dal 1970 e impiega attualmente circa 1.400 collaboratori. Dal campus di Southfield, Michigan, dotato di un centro all’avanguardia per validazione, collaudo e formazione, Dürr USA rappresenta quattro delle cinque divisioni del Gruppo. Paint and Final Assembly Systems offre attrezzature per i processi di verniciatura e assemblaggio. Application Technology fornisce sistemi per l’applicazione di vernici, sigillanti e adesivi. Clean Technology Systems è leader nel controllo dell’inquinamento atmosferico, nei sistemi di riduzione del rumore e nelle linee di rivestimento degli elettrodi delle batterie. Dürr ha tre sedi negli Stati Uniti: Dürr Systems, Inc. a Southfield (MI) e De Pere (WI), nonché Dürr Universal, Inc. a Stoughton (WI). La consociata Schenck USA Corp., con sede principale a Deer Park (NY) e altre sedi a Hudson (MA) e Southfield (MI), offre macchine di bilanciamento, sistemi di monitoraggio delle vibrazioni e dello stato delle macchine, test di rotazione e servizi per l’industria aerospaziale, automotive e altri settori. Tra i clienti di Dürr USA figurano produttori di automobili e veicoli commerciali, i loro fornitori e aziende di altri settori, come quello chimico e del legno. Inoltre, HOMAG Machinery North America gestisce gli stabilimenti produttivi del Gruppo
HOMAG a Grand Rapids (MI), che ospitano anche la sede della società di vendita e assistenza Stiles Machinery Inc., producendo macchinari e attrezzature per l’industria della lavorazione del legno.
Chi è GROB
Da quasi 100 anni, GROB è uno dei principali player internazionali nello sviluppo e nella produzione di macchine e linee di produzione. Tra i suoi clienti figurano alcune delle più prestigiose case automobilistiche al mondo, i loro fornitori e aziende rinomate di altri settori.
Con stabilimenti produttivi a Mindelheim (Germania), Bluffton, Ohio (USA), San Paolo (Brasile), Dalian (Cina), Pianezza (Italia), Bangalore (India) e filiali di vendita e assistenza in tutto il mondo, GROB è presente su scala globale. Il Gruppo prevede un fatturato mondiale superiore a 2 miliardi di euro (previsione BY 24/25) e impiega circa 9.600 dipendenti.
Il portfolio prodotti di GROB comprende centri di lavoro universali, sistemi di produzione altamente complessi con funzioni di automazione integrate, stazioni di assemblaggio manuali e linee di assemblaggio completamente automatizzate. La gamma include anche impianti per motori elettrici e linee di assemblaggio per batterie e celle a combustibile. Gli ingegneri GROB forniscono soluzioni per il taglio di alloggiamenti per turbine ad alta resistenza e la lavorazione di componenti strutturali e del telaio.
Grazie al software GROB-NET4Industry, sviluppato internamente, i processi produttivi possono essere digitalizzati, monitorati e connessi in rete, garantendo trasparenza e ottimizzazione dell’intera produzione.

with a complete service that includes system design manufacturing, installation, technical support and chemicals


SPRAY BOOTHS WATER
SLUDGE REMOVAL
RESIN DEMINERALIZATION
SYSTEMS
REMEDIATION OF CONTAMINATED SITES
BIOLOGICAL SYSTEMS
BATCH TREATMENTS
PHYSICAL-CHEMICAL SYSTEMS
ADSORPTION FILTRATION
REVERSE OSMOSIS
MEMBRANE SYSTEMS
EVAPORATORS
BIOGAS BIOMASS SYSTEMS
OIL SEPARATORS
DESANDERS
DESALINATION SYSTEMS
MULTIDISC SCREW PRESS
OTHER SYSTEMS
CHEMICALS





A cura di BASF Coatings GmbH
Muenster, Germania
Ogni anno, i colour designer di BASF Coatings analizzano i trend globali, dalla moda alle tecnologie, per creare la collezione Automotive Color Trends®, una palette visionaria che ispira i costruttori di auto nella definizione del design del futuro. L’edizione 2025–2026 si chiama “DRIVING THE PROXY”.
Idesigner di BASF Coatings hanno presentato l’edizione 2025-2026 della collezione Automotive Color Trends. Chiamata DRIVING THE PROXY, la nuova collezione esplora come ispirazione e influenze creative possano provenire da ambiti diversi e fungere da mediatori in grado di modellare dinamicamente le decisioni progettuali nell’industria automotive.
La sostenibilità e l’innovazione restano centrali nella collezione: alcune tinte incorporano materie prime rinnovabili o riciclate, mentre innovazioni come pigmenti multicolore e superfici di metallo liquido aggiungono un
ulteriore livello di sofisticatezza visiva. Nel complesso, DRIVING THE PROXY presenta falsi solidi raffinati con superfici lisce ed effetti di brillantezza discreta, insieme ad un viraggio verso toni più caldi e dal forte impatto emotivo, come tonalità rossastre, malva e marroni sfumati.
Gli OEM automotive di tutto il mondo si affidano a queste analisi cromatiche di BASF Coatings per orientare lo sviluppo dei modelli futuri e alcune tinte potrebbero apparire sulle auto già entro due anni.
Tra i 45 colori della collezione, i colour designer di BASF Coatings hanno
BASF Coatings è un leader nel settore del colour design, con studi situati nelle regioni Asia Pacifico (Yokohama e Shanghai), EMEA (Münster) e Americhe (Southfield).
identificato tre tinte chiave per le regioni EMEA, Asia Pacifico e Americhe, che riflettono le trasformazioni culturali e tecnologiche proprie di ciascuna area geografica:
TESSERACT BLUE nella regione EMEA: blu esteso con shift dimensionali
TESSERACT BLUE è un blu vivido con riflessi verdi e violetti, ottenuto grazie a pigmenti di interferenza avanzati. Ispirato all’astrazione geometrica, TESSERACT BLUE offre un’esperienza superficiale multidimensionale che sfida la percezione e crea profondità visiva. “Osserviamo come le dinamiche sovrapposte, come i cambiamenti climatici e la frammentazione sociale, stiano generando vuoti visibili e simbolici e ridefinendo le regole sociali”, afferma Mark Gutjahr, Global Head of Automotive Color Design di BASF Coatings. "In questo contesto, TESSERACT BLUE rappresenta un cambio di prospettiva, ossia ciò che identifichiamo come ‘riempire i vuoti’. Offre una visione armoniosa per le superfici automotive, con soluzioni inclusive e orientate al futuro”.
PHYGITAL MAGNETAR nella regione Asia Pacifico: la superficie immobile del progresso accelerato PHYGITAL MAGNETAR è una tonalità metallica calda e fluida, caratterizzata da riflessi bianchi luminosi. Esprime la dualità della regione: da un lato un’innovazione incessante, dall’altro un forte desiderio di calma e chiarezza. Grazie all'avanzata tecnologia a doppia mano, PHYGITAL MAGNETAR mette
in relazione il mondo fisico e quello digitale attraverso un effetto levigato di metallo liquido. “Siamo stati ispirati dalle discussioni in corso sulla ‘fatica da innovazione’ nella regione Asia Pacifico”, afferma Chiharu Matsuhara, Head of Automotive Color Design per l’Asia Pacifico di BASF Coatings. “Con la sua superficie calma ed espressiva, PHYGITAL MAGNETAR crea uno spazio in cui l’innovazione diventa invisibile e il design ridefinisce silenziosamente il futuro”.
AUXETIC NEUTRAL nelle Americhe, dove la neutralità diventa identità
AUXETIC NEUTRAL è un marrone intenso, ispirato a influenze culturali, che ridefinisce la neutralità come una dichiarazione di design audace. La sua brillantezza pulita conferisce vivacità e profondità, creando una superficie tattile e multidimensionale. Il colore trae ispirazione sia dalla moda sia dal design industriale. “Oggi il design ha meno a che fare con la paternità individuale e più con l’espressione collettiva”, afferma Gutjahr. “La neutralità - e persino la “paternità anonima” - sono diventate strumenti di inclusività, che permettono a voci diverse di coesistere e contribuire alla definizione dell’identità. AUXETIC NEUTRAL riflette le qualità necessarie per orientarsi in questo periodo, essendo un colore che abbraccia complessità e apertura, pur rimanendo distintivo e facile da ricordare”.




Ogni anno, i colour designer di BASF Coatings analizzano le tendenze globali nell’ambito della moda, del comportamento dei consumatori, delle tecnologie e della natura. Queste informazioni definiscono la collezione
Automotive Color Trends e alimentano la creazione di nuovi concept in termini di colore, superficie e texture.
Gli OEM automotive di tutto il mondo utilizzano queste analisi per progettare e pianificare i modelli futuri, supportati dalla expertise di BASF Coatings negli strumenti cromatici digitali e virtuali. Un esempio significativo è
BURSTING BLUE, introdotto da BASF Coatings in una precedente collezione e divenuto nel tempo una tinta ampiamente adottata sulle strade.








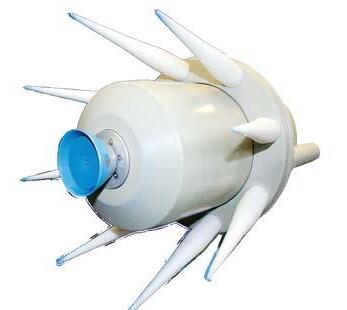
The ELETTROSPRAY® manual and automatic painting equipment both for liquid and powder paints application are fully designed and made by RAVARINI CASTOLDI & C. S.r.l. and are on the market since 60 years.
ELETTROSPRAY® electrostatic generators in particular represent a “unicum” in the solvent and water based painting equipment market.
The ELETTROSPRAY® are compliant with CEI/CENELEC standards to guarantee the maximum working safety.



dive@ravarinicastoldi.it
www.ravarinicastoldi.it
Federico Melideo ipcm® Academy
Formazione tecnica avanzata, applicazione pratica e aggiornamento continuo: nel 2025 ipcm® Academy – la divisione formazione della rivista ipcm®_International Paint & Coating Magazine – ha supportato oltre 75 professionisti di 40 aziende provenienti da diversi comparti industriali in cui i processi di verniciatura e finitura delle superfici sono centrali, consolidando il proprio ruolo di riferimento per la crescita delle competenze nel settore. Forte dei risultati ottenuti, ipcm® Academy si prepara al 2026 con le nuove date del calendario dei corsi, proseguendo con continuità nel percorso dedicato alla formazione della figura di Tecnico dei Processi di Finitura Industriale delle Superfici.
Un anno di consolidamento e risultati per ipcm® Academy
Negli ultimi anni il settore dei trattamenti superficiali ha attraversato una fase di profonda trasformazione, spinta dall’innovazione tecnologica, dalla sostenibilità, dalla digitalizzazione dei processi e dall’innalzamento degli standard qualitativi. In questo scenario ipcm® Academy ha continuato a promuovere la diffusione di competenze tecniche avanzate, consapevole che la formazione rappresenta oggi non solo un vantaggio competitivo, ma una condizione essenziale per garantire qualità, efficienza e continuità produttiva.
Il 2025 conferma questa tendenza: con oltre 75 corsisti e 40 aziende coinvolte, ipcm® Academy consolida la propria posizione di riferimento nella formazione tecnica dedicata ai trattamenti superficiali. I partecipanti provengono da una vasta gamma di comparti industriali per i quali la

finitura rappresenta un elemento strategico di competitività: verniciatura conto terzi, galvanica, anticorrosione, produzione di materie prime e vernici, serramenti, carpenterie metalliche, automotive, ferroviario, arredo, minuterie, valvole, dispositivi medicali, componenti elettrici, armamenti, illuminazione, trattamento dell’aria, sublimazione e distribuzione di tecnologie per la finitura industriale. La presenza di realtà e professionisti così eterogenei testimonia la trasversalità delle competenze richieste dal mercato e conferma il ruolo di ipcm® Academy come polo tecnico-specialistico di riferimento per l’intero settore.
Calendario 2026: il programma completo Il calendario 2026 conferma l’offerta formativa di ipcm® Academy e fornisce le nuove date del percorso di Tecnico dei Processi di Finitura Industriale delle Superfici.
PRIMA SESSIONE
Marzo
- Giovedì 12: Corrosione
- Giovedì 19: Pretrattamenti
- Giovedì 26: Trattamento e depurazione acque
Aprile
- Giovedì 9: Applicazione prodotti vernicianti in polvere
- Martedì 14: Verniciatura materie plastiche
- Giovedì 16: Applicazione prodotti vernicianti a base liquida
- Giovedì 23: Controlli Maggio
- Giovedì 7: Metodi di controllo, strumenti e prove pratiche
- Venerdì 8: ACET TEST e visita ai laboratori Innovhub
- Giovedì 14: Impianti e attrezzature
- Giovedì 21: Failure analysis, manutenzione e sicurezza
- Mercoledì 27: Industrial PVD coating – parte 1 teoria
- Giovedì 28: Industrial PVD coating - parte 2 visita al centro coating di Kenosistec (opzionale)
Giugno
- Martedì 9: Coil Coating
- Giovedì 11: Documentazione controllo processi, gestione investimenti e attività pratiche
- Venerdì 12: Documentazione controllo processi, gestione investimenti e attività pratiche
- Martedì 16: Normativa ISO 12944
- Martedì 30: Esame finale
SECONDA SESSIONE
Settembre
- Giovedì 17: Corrosione
- Giovedì 24: Pretrattamenti
Da sinistra:
Alcuni corsisti in visita al laboratorio Innovhub di Milano durante la giornata dedicata all’ACET TEST.
Il docente Pasquale Roberti durante il corso “Metodi di controllo, strumenti e prove pratiche”.
Ottobre
- Giovedì 1: Trattamento e depurazione acque
- Martedì 6: Verniciatura materie plastiche
- Giovedì 8: Applicazione prodotti vernicianti in polvere
- Giovedì 15: Applicazione prodotti vernicianti a base liquida
- Giovedì 22: Controlli
- Giovedì 29: Metodi di controllo, strumenti e prove pratiche
- Venerdì 30: ACET test e visita ai laboratori
Innovhub
Novembre
- Martedì 10 e Mercoledì 11: Industrial PVD coating
- Giovedì 12: Impianti e attrezzature
- Martedì 17: Coil Coating
- Giovedì 19: Failure analysis
- Giovedì 26: Documentazione controllo processi, gestione investimenti e attività pratiche
- Venerdì 27: Documentazione controllo processi, gestione investimenti e attività pratiche
Dicembre
- Martedì 2: Normativa ISO 12944
- Venerdì 4: Esame finale.
Guardando al futuro
della formazione tecnica
Partecipare ai corsi di ipcm® Academy significa intraprendere un percorso formativo completo che combina teoria e pratica, sviluppa competenze tecnico-specialistiche e forma figure operative ad alto livello nel settore dei trattamenti superficiali, con un impatto immediato sulla crescita tecnica delle aziende.
Per anni il settore si è basato quasi esclusivamente sull’esperienza pratica, senza percorsi strutturati e aggiornati. Oggi, con processi, materiali e normative sempre più complessi, le aziende necessitano di competenze sistematiche e aggiornate. I corsi di ipcm® Academy rispondono a questa esigenza attraverso percorsi tecnicopratici che permettono ai partecipanti di specializzarsi indipendentemente dal titolo di studio e consentono alle aziende di valorizzare

le competenze dei propri collaboratori, garantendo uniformità, qualità e sicurezza nei processi produttivi. I partecipanti applicano le conoscenze acquisite direttamente nei processi aziendali, migliorando così l’efficienza produttiva, la competitività e la capacità di innovazione delle aziende. Restano aggiornati su tecnologie, materiali e normative, fondamentali per assicurare qualità, sicurezza e sostenibilità. Inoltre, ampliano la propria rete professionale confrontandosi con aziende di diversi comparti industriali e scambiando esperienze e best practice. Grazie a un corpo docente con pluriennale esperienza diretta sul campo, a programmi didattici strutturati, alla partecipazione di aziende leader e ai risultati concreti ottenuti dai partecipanti, ipcm® Academy si conferma il punto di riferimento nazionale per la formazione di specialisti della finitura industriale delle superfici.
Per ulteriori informazioni, visita il sito ufficiale di ipcm ® Academy: www.ipcmacademy.com

Manuela Casali
UCIF – Unione Costruttori Impianti di Finitura, Milano ucif@anima.it
Il Data Act (Regolamento UE 2023/2854), entrato in vigore il 12 settembre 2025, apre una nuova fase per il mondo industriale europeo.
L’obiettivo è chiaro: rendere i dati generati dai prodotti connessi accessibili, condivisibili e utilizzabili in modo trasparente.
Una rivoluzione che tocca da vicino anche i costruttori italiani di impianti di finitura, chiamati a ripensare processi, tecnologie e relazioni con clienti e fornitori in chiave digitale.
Che cos’è il Data Act
Con il Data Act, l’Unione Europea vuole creare un mercato dei dati più aperto e competitivo, dove l’informazione diventa un bene condiviso e generatore di valore. La normativa punta a:
garantire un accesso equo ai dati, permettendo agli utenti di leggere, trasferire e utilizzare le informazioni prodotte dalle macchine;
evitare il lock-in tecnologico, cioè la dipendenza da un unico fornitore o piattaforma;
stimolare l’innovazione, aprendo la strada a nuovi servizi e modelli di business basati sui dati;
proteggere la privacy e il know-how industriale, bilanciando con attenzione trasparenza e sicurezza.
Cosa cambia per i costruttori di impianti di finitura
Progettare macchine “data-ready”: le macchine di nuova generazione dovranno essere progettate per consentire l’accesso ai dati attraverso API

aperte (Application Programming Interface), seguendo il principio del “databy-design”. In pratica, la gestione del dato diventa parte integrante della progettazione: hardware e software dovranno dialogare in modo aperto, sicuro e conforme alle regole europee.
Rivedere contratti e accordi di servizio: anche gli accordi contrattuali e gli SLA (Service Level Agreement) dovranno evolversi per garantire trasparenza, continuità di accesso ai dati e tutela del know-how. Questo comporta spesso una revisione delle licenze, dei termini di servizio e delle relazioni con i fornitori tecnologici.
Nuovi servizi basati sui dati: l’accesso e la condivisione dei dati aprono la strada a nuove forme di valore: servizi di manutenzione predittiva, benchmarking tra macchine, analisi delle performance o modelli di fatturazione legati all’uso effettivo.
Per i costruttori, è l’occasione di passare da un’offerta di prodotto a un ecosistema di servizi digitali che migliorano l’efficienza dei clienti. Governance e sicurezza dei dati: con più dati in circolazione, cresce anche la necessità di una solida data governance. Le aziende dovranno definire procedure chiare di gestione, protezione e controllo, formare il personale e adottare strumenti tecnologici in grado di ridurre i rischi legali e informatici.
Per i costruttori italiani, il Data Act non è solo un obbligo normativo: è una grande opportunità di crescita e differenziazione.
Chi saprà adattarsi potrà:
innovare i modelli di business, offrendo servizi digitali ad alto valore aggiunto;
rafforzare la competitività internazionale, allineandosi agli standard europei;
costruire nuove partnership con fornitori cloud, piattaforme IIoT e centri di ricerca.
Il Data Act segna un passaggio importante verso un’industria più aperta, trasparente e interconnessa. Per i costruttori di impianti di finitura, significa investire in tecnologia, formazione e cultura del dato, ma anche aprirsi a nuove opportunità di innovazione e collaborazione.
Chi saprà muoversi per tempo, potrà trasformare questa sfida in un vantaggio competitivo duraturo.



L’ottava edizione di Global Industrie si terrà dal 30 marzo al 2 aprile 2026 a Paris Nord Villepinte, Francia.
Global Industrie torna nel 2026 per la sua ottava edizione, riaffermando il suo ruolo di evento industriale leader in Europa. Vero e proprio catalizzatore di idee, innovazione e cooperazione, questo importante evento riunisce tutti i principali player del settore - produttori, regioni, federazioni, associazioni e leader economici e politici - per quattro giorni di ispirazione, dialogo e azione per plasmare l’industria di domani.
Attraverso i suoi 14 settori complementari, Global Industrie offre alle aziende opportunità concrete di crescita ed evoluzione. L’evento consente ai partecipanti di espandere il proprio business e di entrare in contatto con oltre un milione di potenziali clienti qualificati, scoprire importanti innovazioni e interagire con investitori e fornitori chiave. Offre inoltre una preziosa piattaforma per attrarre e reclutare nuovi talenti, anticipando al contempo le trasformazioni tecnologiche e sociali che plasmano il futuro del settore. Global Industrie si posiziona quindi come motore di innovazione, performance e sovranità industriale, evidenziando al contempo la diversità di talenti che alimentano l’energia collettiva del settore. Nel 2026, la fiera metterà in luce le interconnessioni tra tecnologie industriali, creatività e movimento Made in France. “Promuoviamo una visione positiva dell’industria! Questo sarà il tema chiave dell’edizione 2026, che, pur riconoscendo le sfide che il settore deve affrontare, mira a mettere in luce le azioni positive intraprese dalle aziende, come la modernizzazione degli strumenti industriali in diversi settori, la decarbonizzazione, l’occupazione giovanile e la diversità di genere.” afferma Sébastien Gillet, Direttore Generale di GL Events Exhibitions Industries.
Segnali incoraggianti per il settore
Alla vigilia dell’ottava edizione, segnali positivi indicano una ripresa della crescita industriale: si prevede che il PIL francese aumenterà dello 0,8% nel 20251, la produzione manifatturiera è rimbalzata del 3,5% a giugno e un programma da 500 milioni di euro di Arkéa Banque e Bpifrance sosterrà le PMI e le medie imprese del settore della difesa2
Punti salienti del 2026
Un nuovo spazio “Booster” - Tutto connesso Nel 2026, Global Industrie Paris introdurrà l’Area Booster, progettata per guidare i produttori verso soluzioni immediatamente attuabili. Il suo obiettivo è mettere in contatto i visitatori con i partner giusti, identificare risposte rapide alle sfide strategiche e fornire supporto personalizzato. Al
1 Fonte: Insee – Industrial Production Index (IPI) – Giugno 2025
2 Fonte: Insee – Industrial Production Index (IPI) – Giugno 2025
centro di questa configurazione, un hub centrale offrirà un percorso guidato e una mappatura degli attori chiave in base alle esigenze delle aziendericerca, finanziamenti/investimenti, sviluppo internazionale, competenze e consulenza - strutturati attorno a cinque cluster tematici all’interno dell’area Booster. Attorno a questo hub, venti startup presenteranno soluzioni operative per affrontare le attuali sfide della trasformazione industriale. Saranno selezionate a novembre 2025 a seguito di un invito a manifestare interesse. L’area ospiterà anche brevi workshop, incontri con esperti e stand dedicati per incoraggiare gli scambi diretti.
Digital Technologies Village
Quest’area ospiterà aziende che offrono soluzioni in ambito AI, 5G, sicurezza informatica, dati, edge cloud e digital twin. Metterà in luce le tecnologie che trasformano il controllo delle macchine, l’automazione, la raccolta, l’analisi e l’ottimizzazione dei dati e il miglioramento della sicurezza.
Entrepôt Connecté by GI
Dopo il successo del debutto a Lione, Entrepôt Connecté by GI torna a Parigi, invitando i visitatori a sperimentare un magazzino del futuro, dove la tecnologia rivoluziona la logistica e la movimentazione. L’esposizione presenterà postazioni di lavoro ottimizzate per la preparazione degli ordini, strumenti per visualizzare indicatori di performance in tempo reale e soluzioni progettate per migliorare l’ergonomia e la sicurezza sul posto di lavoro.
Per maggiori informazioni: www.global-industrie.com

Il convegno UCIF dedicato a finitura e trattamento delle superfici si terrà a Milano il 20 maggio 2026. La deadline per l’invio degli abstract è fissata per il 20 dicembre 2025.
UCIF, Unione Costruttori Impianti di Finitura, annuncia l’apertura della Call for Abstract per SMART’26, il convegno annuale dedicato all’innovazione nel mondo del trattamento delle superfici, in programma mercoledì 20 maggio 2026, dalle 9:30 alle 17:30, presso il Centro Congressi Fondazione Cariplo a Milano. L’evento coinvolgerà associati UCIF, rappresentanti di associazioni di categoria e aziende nazionali e internazionali.
Il titolo del convegno “Sostenibilità è creazione di valore: come innovazione, AI e digitalizzazione guidano il cambiamento” è un “prompt” che invita le aziende a portare esperienze concrete, riflessioni e proposte capaci di tradurre la trasformazione in vantaggio competitivo.
Criteri di ammissibilità e invio dei contributi
Gli abstract dovranno avere contenuto tecnico, non puramente commerciale, e ricadere in almeno una delle seguenti aree:
Innovazione tecnica e culturale (soluzioni su impianti/macchine/ prodotti; novità costruttive o di processo; innovazioni organizzative).
Sostenibilità (ambientale: riduzione consumi/CO2/impatti; sociale: benessere delle persone; economica: efficienza, circolarità, approcci rigenerativi).
Digitalizzazione (smart factory, produttività, flessibilità, IoT, ML, Big Data, robotica, AR, cybersecurity, simulazioni, stampa 3D, virtual commissioning).
Intelligenza Artificiale (applicazioni in progettazione, sviluppo, costruzione e gestione: automazione, data analysis, assistenza virtuale, riconoscimento immagini/voce, traduzioni).
Nella proposta dei contributi vanno indicati: categoria tematica, stato del progetto, applicazione concreta e vantaggio competitivo. Le presentazioni dovranno essere preferibilmente tenute in lingua italiana, avere una durata massima di 20 minuti e seguire il format SMART che sarà fornito da UCIF nel mese di febbraio 2026. Sarà inoltre possibile integrare l’intervento con materiali video.
L’abstract dovrà essere redatto in un file Word e riportare le seguenti informazioni: titolo della presentazione, autori (con indicazione del relatore principale), recapiti, categoria tematica, stato del progetto (produzione, sviluppo o ricerca) e un testo di massimo 2.000 battute, che descriva in modo sintetico il contesto e gli obiettivi, l’applicazione, il vantaggio competitivo e i risultati ottenuti o attesi. I contributi dovranno essere inviati all’indirizzo ucif@anima.it entro il 20 dicembre 2025.
La valutazione del Comitato Scientifico si svolgerà tra il 20 dicembre 2025 e il 31 gennaio 2026; entro la fine di gennaio verrà comunicato l’esito della selezione ai partecipanti. Le presentazioni definitive e i relativi materiali dovranno essere trasmessi entro il 15 aprile 2026.
“SMART’26 nasce per mettere in circolo idee e casi reali: chiediamo alle imprese di raccontare come innovazione, digitalizzazione e intelligenza artificiale possano generare valore sostenibile – ambientale, sociale ed economico – nei processi di finitura. Vogliamo condividere strumenti concreti e costruire collaborazioni che aiutino le aziende a competere meglio, in Italia e all’estero,” ha dichiarato Daryuh Arabnia, Presidente UCIF.
Per maggiori informazioni: www.smart-ucif.it

Il Congresso ESTAL si è svolto dall’1 al 3 ottobre 2025 a Salonicco (Grecia).
L’ampio programma e i dibattiti personali e professionali hanno fornito un’importante fonte di ispirazione per tutti i partecipanti. Gli esperti, sia sul palco che fuori, hanno contribuito con la loro vasta esperienza, trasformando il congresso in una piattaforma pratica per il trasferimento tecnologico a livello europeo.
Il congresso biennale ESTAL si è concentrato principalmente sugli sviluppi attuali, influenzati dalle decisioni della Commissione Europea, come il settore dell’alluminio in un’Europa in evoluzione o l’impatto delle nuove normative UE in materia di edilizia sul trattamento superficiale dell’alluminio e sulle tendenze del mercato internazionale.
I principali relatori hanno affrontato il tema della competitività della filiera europea dell’alluminio nell’attuale contesto commerciale globale, mentre la Commissione Europea e gli esperti del settore hanno fornito una panoramica del contesto legislativo dell’UE.
Particolare attenzione è stata rivolta alle innovazioni nell’efficienza delle risorse e nelle emissioni industriali, per migliorare la sostenibilità e



ridurre l’impronta di carbonio dell’industria del trattamento superficiale dell’alluminio.
In seguito, diverse presentazioni hanno trattato prodotti e processi di finitura innovativi, tra cui l’innovazione in tema colore, i rivestimenti di ossido anodico potenziati con nanoparticelle, i trattamenti di conversione dell’alluminio stampato in 3D e l’intelligenza artificiale applicata alle linee di verniciatura.
Infine, diverse presentazioni hanno trattato la verniciatura a polvere e l’ossidazione anodica di leghe di alluminio riciclate, fondamentali per la decarbonizzazione della filiera dell’alluminio.
Gli organizzatori hanno lanciato un messaggio forte con il relatore principale di quest’anno all’inizio della seconda giornata del congresso: Yannis Maniatis, Vice-Presidente dell’Alleanza Progressista dei Socialisti e Democratici (S&D), Membro del Parlamento Europeo ed ex Ministro dell’Ambiente, dell’Energia e dei Cambiamenti Climatici. Ha fornito una visione professionale sul tema “Il settore dell’alluminio a un bivio: sfide e opportunità nel contesto della transizione ecologica e strategica”. La partecipazione di Maniatis sottolinea in modo impressionante come le problematiche relative alla filiera dell’alluminio siano politicamente riconosciute e affrontate nell’UE, e sottolinea la creazione di un ponte tra industria e politica.
Il Congresso ESTAL ha anche offerto un’eccellente opportunità per approfondire i contatti transfrontalieri e rafforzare il networking. L’evento ha attirato esperti provenienti da un’ampia varietà di sottosettori e ha facilitato un intenso scambio di opinioni sulle attuali sfide e opportunità. Il Congresso ESTAL ha ottenuto ottimi risultati anche grazie all’ampia presenza dei numerosi e diversificati sponsor del settore. I partecipanti hanno potuto partecipare a dibattiti diretti presso gli stand e discutere delle sfide future. Vari eventi paralleli, come un’interessante visita a un impianto di riciclaggio dell’alluminio e a diverse linee di finitura superficiale di Alumil a Kilkis, a circa 50km di distanza, hanno entusiasmato i partecipanti.
La conclusione di tre giornate di eventi straordinari e altamente dinamici: il Congresso ESTAL ha ancora una volta stabilito importanti standard per il settore della finitura superficiale. Ha riunito tendenze, requisiti a livello europeo e soluzioni pratiche in un programma compatto. La combinazione di incontri diretti, coinvolgimento politico ed eccellenza tecnica dimostra come l’Europa possa crescere insieme nel settore della finitura superficiale, a vantaggio dell’industria, delle catene di fornitura e dell’ambiente in ogni singolo Paese. Perciò, l’unica conclusione possibile è che è stato un piacere esserci.
Per maggiori informazioni: https://estalcongress.org

TRATTAMENTO ACQUE
WATER TREATMENTS
PREVERNICIATURA
E NANOTECNOLOGIE
COATING PRETREATMENT AND NANOTECHNOLOGIES
SGRASSANTI INDUSTRIALI DEGREASERS
SVERNICIANTI
PAINT STRIPPERS
In occasione del PPG Innovation Deep Dive 2025, tenutosi presso il Global Research & Development Center Allison Park (Pittsburgh, USA), PPG ha presentato alla stampa internazionale le proprie strategie globali in tema di innovazione, sostenibilità e digitalizzazione. La giornata ha offerto una visione completa del percorso dell’azienda verso un futuro più efficiente e responsabile ed è culminata con un tour dei laboratori di ricerca e si è conclusa con un evento sportivo coinvolgente alla PPG Paints Arena di Pittsburgh.
L’8 novembre 2025, il team di ipcm®_International Paint&Coating Magazine ha preso parte al PPG Innovation Deep Dive, un evento esclusivo dedicato ai media internazionali che si è svolto presso il Global Research & Development Center Allison Park di PPG - produttore globale di rivestimenti – situato a Pittsburgh, Pennsylvania (USA). Durante la giornata, il team PPG ha accompagnato i partecipanti in un approfondimento articolato in tre sessioni tematiche – Innovazione, Sostenibilità e Digitalizzazione/Intelligenza Artificiale – che hanno offerto una panoramica completa delle strategie e delle tecnologie con cui l’azienda intende guidare il futuro del settore dei rivestimenti. Al termine degli interventi, i giornalisti hanno inoltre avuto l’opportunità di partecipare a un tour guidato della struttura, con soste in tre laboratori dedicati ai rivestimenti protettivi e navali, alle vernici industriali e alle soluzioni refinish, per osservare da vicino le tecnologie più avanzate sviluppate dai team di ricerca PPG.
Innovazione – “Inside and outside the can”
Nella prima sessione, David Bem, Senior Vice President, Science and Technology e Chief Technology Officer di PPG, ha illustrato come l’innovazione rappresenti il principale motore di crescita organica per l’azienda. PPG risponde ai grandi megatrend del mercato –
dall’elettrificazione alla mobilità urbana, dalla digitalizzazione alla sostenibilità – con un approccio che unisce innovazione “inside the can”, con avanzamenti nella chimica dei rivestimenti, e “outside the can”, con soluzioni di processo e sistemi digitali a supporto dell’efficienza operativa dei clienti.
Tra gli esempi più significativi figurano i sistemi PPG LINQ® e MOONWALK® , che riducono tempi e complessità nelle fasi di verniciatura e miscelazione, l’integrazione di tecnologie digitali per la gestione dei processi produttivi e la tecnologia di applicazione elettrostatica PPG SIGMAGLIDE®
La rete globale di ricerca e sviluppo di PPG – composta da 3.500 ricercatori distribuiti in 75 sedi in 22 Paesi – lavora a stretto contatto con i clienti per creare soluzioni personalizzate, capaci di migliorare la produttività e differenziare il valore “dentro e fuori il barattolo”.
Nel suo intervento, Peter Votruba-Drzal, Vice President Global Sustainability, ha evidenziato i risultati conseguiti da PPG nel percorso verso gli obiettivi 2030, costruiti sulla riduzione dell’impatto ambientale e sul supporto alla produttività dei clienti.
Nel 2024, PPG ha raggiunto una riduzione del 18% delle emissioni Scope 1 e 2, del 6% delle emissioni Scope 3, e del 28% del consumo idrico nei siti


localizzati in aree a rischio. Inoltre, il 41% delle vendite proviene oggi da prodotti a vantaggio sostenibile.
Tra le tecnologie più rappresentative, il Vice President Global Sustainability, ha illustrato il processo di applicazione ad alta precisione realizzato in collaborazione con Dürr EcoPaintJet, che consente un’efficienza di trasferimento della polvere superiore al 98% e una riduzione del consumo di vernice di circa il 20% e di energia del 14%. Nel segmento Performance Coatings, PPG propone soluzioni altamente innovative e differenzianti, come PPG STEELGUARD® 951, una tecnologia brevettata e flessibile che supera i requisiti di durabilità del settore, garantendo rapida polimerizzazione anche in applicazioni off-site e resistenza eccellente agli agenti atmosferici e alla corrosione.
Anche le soluzioni vernicianti per l’architettura, a basso contenuto di VOC e formulate con componenti bio-based e materiali riciclati, riflettono l’impegno dell’azienda nel coniugare innovazione, efficienza e responsabilità ambientale. Come ha sottolineato Votruba-Drzal, “la sostenibilità non è solo un obiettivo etico, ma un vero e proprio vantaggio competitivo per i nostri clienti e per PPG stessa”.
Digitale e Intelligenza Artificiale – l’innovazione guidata dai dati
La terza sessione, condotta da Brad Budde, Vice President e Chief Digital Officer, ha mostrato come PPG stia integrando strumenti digitali e intelligenza artificiale in ogni fase del proprio processo di innovazione. L’AI sta raggiungendo risultati eccezionali in compiti complessi, diventando un alleato prezioso nel supportare e potenziare il lavoro umano.
Un esempio concreto è lo strumento Digital Twin, utilizzato per simulare formulazioni e prestazioni, riducendo test fisici e accelerando il time-tomarket dei nuovi prodotti. Tra gli strumenti presentati vi sono inoltre il Color Visualizer, che consente di visualizzare e confrontare diverse opzioni cromatiche per ottenere un perfetto colour match, il Product Finder AI, in grado di individuare il prodotto più adatto a specifiche esigenze applicative

o produttive, e il Technical Service AI, che supporta tecnici e clienti nella risoluzione dei problemi attingendo a una vasta banca dati di esperienze, formulazioni e articoli tecnici accumulati nel tempo.
Anche a livello interno l’AI gioca un ruolo strategico: piattaforme come ChatPPG e Knowledge Navigator LLM aiutano oltre 20.000 dipendenti a reperire rapidamente informazioni, accelerando ricerca, sviluppo e personalizzazione dei prodotti. Come ha spiegato Budde, “l’intelligenza artificiale non sostituisce le persone, ma ne amplifica il potenziale, consentendo ai nostri esperti e ai clienti di concentrarsi su ciò che genera valore reale per i clienti”.
La giornata si è conclusa in modo piacevole e coinvolgente presso la PPG Paints Arena di Pittsburgh, dove i partecipanti hanno assistito a una partita di hockey tra i Pittsburgh Penguins e i Washington Capitals. Un incontro vibrante e ricco di emozioni, che ha visto la squadra di casa imporsi con una brillante vittoria, regalando ai presenti un momento di autentico entusiasmo e spirito di squadra – perfetta chiusura di una giornata dedicata alla condivisione di idee, innovazione e passione per l’eccellenza tecnologica.
Ilaria Paolomelo,

e

Oltre 21 Paesi rappresentati, un bilancio di più di 900 robot installati in tutto il mondo, due giornate di workshop, presentazioni e networking: sono questi i numeri del Lesta WORLD Meeting 2025, l’evento che il 25 e 26 settembre ha riunito presso la sede di Lesta a Dairago (MI) partner commerciali internazionali e impiantisti italiani per celebrare i quindici anni dell’azienda e guardare insieme alle sfide future.
Il programma dell’evento ha visto l’alternarsi di momenti di approfondimento tecnico e commerciale e di spazi dedicati al networking, con l’obiettivo di creare un dialogo autentico e di tracciare insieme la rotta dei prossimi anni. La prima giornata ha avuto come protagonisti i partner commerciali provenienti da ogni parte del mondo - da ben 21 Paesiche hanno discusso di assistenza tecnica, ottimizzazione dei processi, marketing e strumenti per la crescita. La serata si è chiusa con una cena suggestiva a bordo del piroscafo Lombardia 1908, un’imbarcazione d’epoca in servizio come piroscafo sino al 1958 e da allora trasformato un ristorante galleggiante ormeggiato sul Lago Maggiore. Durante la serata Lesta ha consegnato riconoscimenti speciali ai partner storici che hanno contribuito in maniera determinante allo sviluppo globale del marchio. Nel dialogo con i partner internazionali, Emanuele Mazza, Managing Director di Lesta, ha voluto soffermarsi anche sul significato del nome dell’azienda, un termine italiano che è emblema dell’identità dell’azienda. «Lesta significa velocità ('lesto' in italiano vuol dire 'veloce', 'agile')", ha sottolineato. “È la sintesi di ciò che siamo: rapidi nel dare risposte, veloci nel proporre soluzioni, capaci di innovare con prontezza, mantenendo sempre il cliente al centro delle nostre scelte”.
La seconda giornata, dedicata agli impiantisti italiani che da anni collaborano con Lesta, è stata invece un momento di confronto pratico attraverso la
presentazione di case study di applicazione dei robot di verniciatura in vari segmenti industriali, incontri individuali e discussioni aperte. WORLD Meeting è stata anche l’occasione per presentare le nuove soluzioni robotiche, di programmazione e di gestione delle ricette di verniciatura sviluppate da Lesta: Lesta Recipe Manager, Lesta Lebot Picchio, Lesta Paint Studio 3.0, Lesta Production Manager e Lesta Lebot DG con Lesta Gesture. Prodotti che incarnano la filosofia di un’azienda che non smette di rinnovarsi e che considera la collaborazione con i propri partner il vero motore del futuro.
Lesta ha costruito la propria identità su valori solidi e concreti, che guidano ogni scelta e ogni innovazione. L’efficienza dei processi interni è la base su cui poggia lo sviluppo continuo di nuovi prodotti e l’aggiornamento costante di quelli già pronti per il mercato, accompagnati da software sempre più evoluti e da una cura particolare per la documentazione e l’assistenza al cliente. Alla comunità dei partner Lesta chiede risultati e performance, ma soprattutto partecipazione: idee, suggerimenti, perfino critiche costruttive, perché il percorso di crescita è un viaggio condiviso. È questa la logica winwin che anima l’azienda: la crescita dei partner coincide con la crescita di Lesta. Il rapporto con i clienti rimane la bussola che orienta ogni decisione, mentre il faro che illumina la rotta è fatto di resilienza, competenza, creatività italiana, fiducia nelle partnership e innovazione costante.
Il segreto sta nel mantenere il giusto equilibrio tra prodotto, comunicazione e servizi: tre pilastri che fanno di Lesta un punto di riferimento nel presente e un’azienda già proiettata nel futuro.
Per concludere, l’azienda guarda avanti con la convinzione che il percorso intrapreso in questi quindici anni sia soltanto l’inizio. In un contesto competitivo e in continua evoluzione, l’azienda ribadisce il suo impegno a crescere insieme ai propri partner.
Per maggiori informazioni: www.lesta.it





FILTRATION QUALITY - CUSTOMIZATION - INNOVATION
InnoTrans celebra il suo anno di anniversario nel 2026 con il tutto esaurito, un carattere più internazionale che mai e un programma ampio e articolato.
©



Un anniversario importante si avvicina rapidamente: nel 2026 si celebreranno i 30 anni di InnoTrans. Dal 22 al 25 settembre, la 15a edizione della principale fiera internazionale per le tecnologie dei trasporti accoglierà i visitatori al quartiere fieristico di Berlino. Ancora una volta, la capitale tedesca sarà il fulcro della mobilità del futuro, riunendo i principali esperti per scambiarsi idee su concetti innovativi e soluzioni smart.
A un anno dall’apertura, la domanda per InnoTrans è già forte. Con una superficie totale di 200.000 m2, lo spazio espositivo è al completo, con un interesse particolarmente crescente nel segmento delle infrastrutture ferroviarie. Anche l’AI Mobility Lab, che ha debuttato nel 2024, sta attirando notevole attenzione. Nel 2026, presenterà nuovamente aziende e innovazioni nei settori dell’intelligenza artificiale, della robotica, della sicurezza informatica e della protezione dei dati per i sistemi di trasporto all’interno di un padiglione dedicato. Un programma di stage specialistici e tour guidati sull’intelligenza artificiale completeranno la fiera, offrendo ai visitatori approfondimenti sulle soluzioni basate sull’intelligenza artificiale in tutti i segmenti di InnoTrans.
Anche la partecipazione internazionale è in espansione, con oltre 200 espositori già registrati per la prima volta per il 2026, molti provenienti da Europa, Cina e India.
Come sempre, Convention InnoTrans fungerà da piattaforma chiave per il dialogo, con panel di alto livello e dibattiti di esperti su temi di mobilità attuali e futuri. Al centro di questo programma ci sono i Forum di Dialogo, che si tengono ogni giorno al palais.Berlin.
InnoTrans 2026 offrirà anche un’ampia gamma di formati interattivi, tra cui Mobility Cleaning Circle, una piattaforma di dialogo congiunta con CMS Berlin, la fiera leader per la pulizia e l’igiene, Railway Influencer Festival, dove influencer e blogger di tutto il mondo potranno entrare in contatto con ospiti invitati in un ambiente simile a un festival, nonché InnoTrans Hackathon - AI on Track, che riunirà sviluppatori, startup ed espositori per lavorare su soluzioni di trasporto basate sull’intelligenza artificiale. Con una forte attenzione al futuro, InnoTrans presenterà anche punti di incontro dedicati che metteranno in contatto le aziende con i giovani professionisti, tra cui spazi per annunci di lavoro, presentazioni aziendali e presentazioni mirate ai talenti.
Queste iniziative sottolineano il ruolo dell’evento come catalizzatore di innovazione, collaborazione e reclutamento nel settore della mobilità globale.
Per maggiori informazioni: www.innotrans.de/de
Dal 7 al 9 ottobre i padiglioni di BolognaFiere hanno ospitato l’unica fiera internazionale in Italia dedicata esclusivamente alla filiera del settore idrico civile e industriale.
L’edizione 2025 di Accadueo, la prima e unica fiera internazionale in Italia dedicata esclusivamente alla filiera del settore idrico civile e industriale, si è chiusa con un record di presenze: quasi 10 mila operatori (9.711) nei tre giorni di manifestazione che è tornata quest’anno a BolognaFiere dopo l’edizione 2024 di Bari. I 220 marchi presenti, gli oltre 50 buyers internazionali provenienti da India, Arabia Saudita, Marocco, Egitto, Libia, Ghana, Etiopia e Nigeria e le 28 utilities intervenute hanno reso la fiera 2025 che si è svolta tra il 7 e il 9 ottobre un momento chiave per operatori, aziende e istituzioni per confrontare strategie e soluzioni finalizzate alla miglior gestione della risorsa acqua in Italia.
“Siamo particolarmente orgogliosi – dichiara Paolo Angelini, Amministratore Delegato di BolognaFiere Water&Energy – del successo di Accadueo 2025 che crediamo nasca dall’unicità della fiera e dalla possibilità di confronto e aggiornamento per tutti i protagonisti della filiera idrica dal punto di vista dell’innovazione, della normativa e delle migliori soluzioni per il futuro. In tre giorni di lavoro si sono alternati quasi 200 relatori per 50 eventi nelle sale convegno create ad hoc che hanno visto una grandissima partecipazione e dibattito vitale e necessario per un settore che vale il 20% del prodotto interno lordo italiano”.
Numerose le associazioni e le istituzioni che hanno collaborato al successo della manifestazione: MASE, ANEA, REF, ISTAT, ISLE, IATT, AIDARA e Regione Emilia-Romagna, che ha partecipato anche attraverso
ANBI, ART-ER e ATERSIR. Insieme a CSDU, CSSI, CSEL e con APCE, ANIE CSI, ANICA, AIAS, AII e ASSOPRORETI, hanno affrontato temi di grande attualità per il settore, durante i convegni e i workshop da loro organizzati nei tre giorni. Sono state toccate tematiche come il cambiamento climatico, l’aggiornamento della normativa europea sul drenaggio urbano che impegna l’Italia nell’adeguamento delle infrastrutture, ma anche le nuove tecnologie dedicate alla ricerca e riduzione delle perdite idriche e alla contabilizzazione del consumo. Il tema del riuso dell’acqua ha aperto nuovi scenari legati anche all’impiego dei fanghi per la produzione di energia che presto saranno oggetto di aggiornamenti normativi. Grande attenzione anche alle nuove tecnologie volte a ridurre gli impatti ambientali legati alla manutenzione e installazione delle reti. L’utilizzo dell’intelligenza artificiale nell’elaborazione e nella gestione dei dati e le competenze necessarie per il settore sono stati ulteriori temi al centro del dibattito a BolognaFiere.
L’appuntamento è alla Nuova Fiera del Levante di Bari dove il 26 e 27 novembre 2026 si svolgerà la diciannovesima edizione di Accadueo.
Accadueo 2025 è stata realizzata con il contributo di Philip Morris Italia e ha visto la presenza di Pam Saint-Gobain in qualità di Gold Sponsor e degli sponsor Silver Gruppo Cap e Stantec.

Durante la fiera PaintExpo, che si svolgerà dal 14 al 17 aprile 2026 presso il centro espositivo di Karlsruhe in Germania, leader globali, PMI e start-up del settore della verniciatura industriale si presenteranno al pubblico, caratterizzato da livelli record di partecipazione internazionale.
Acinque mesi dall’apertura della fiera, PaintExpo 2026 si preannuncia come un evento di rilievo: oltre 360 espositori hanno già prenotato il proprio spazio alla principale fiera mondiale dedicata alle tecnologie di verniciatura industriale. Ciò significa che circa il 90% dei 30 mila m2 disponibili è già stato assegnato. Particolarmente significativo è il fatto che circa il 54% degli espositori provenga dall’estero. In totale, saranno rappresentate aziende provenienti da 26 Paesi, con Italia, Turchia, Francia, Svizzera e Polonia tra quelli con il maggior numero di espositori. “Siamo lieti che PaintExpo continui ad attirare un interesse internazionale così forte”, dichiara Carmen Bender, Project Director di PaintExpo. “Il fatto che quest’anno si siano registrate anche aziende provenienti da Paesi come Cipro, Egitto e Vietnam dimostra quanto le tecnologie di verniciatura industriale siano diventate globali. Questa diversità riunisce nuove opportunità, tecnologie e mercati, confermando PaintExpo come punto d’incontro di riferimento internazionale per il settore”.
Oltre al già collaudato format espositivo, PaintExpo 2026 presenterà un’innovazione proiettata al futuro. La giornata di venerdì sarà infatti dedicata a un gruppo target particolarmente importante costituito da futuri laureati che verranno ispirati dalla varietà di opportunità di carriera offerte dal settore delle tecnologie di verniciatura, anche a chi proviene da percorsi di studio non direttamente correlati. In collaborazione con le
università situate entro un raggio di 200 chilometri da Karlsruhe, saranno invitati a partecipare gli studenti di discipline come ingegneria elettrica, ingegneria di processo, ingegneria meccanica e sviluppo software.
Una relazione introduttiva di interesse trasversale, visite guidate presso espositori selezionati ed esempi pratici presso gli stand mostreranno quanto possa essere versatile una carriera in questo settore. Il progetto è sostenuto dall’advisory board di PaintExpo e offre agli espositori interessati la possibilità di presentarsi a potenziali giovani talenti.
Grazie alla stretta collaborazione tra Leipziger Messe e Messe Karlsruhe, espositori e visitatori potranno inoltre beneficiare di processi ottimizzati in loco. Interventi infrastrutturali moderni e la riapertura del parcheggio P3 garantiranno un accesso più agevole e un’esperienza fieristica complessivamente più confortevole.
Il ticket shop di PaintExpo 2026 è già aperto. Chi si registra in anticipo può usufruire della comoda prenotazione online, evitare tempi di attesa in fiera e pianificare la propria visita in anticipo. È inoltre consigliabile che le aziende espositrici informino i propri clienti e partner che i biglietti sono già acquistabili al sito: www.paintexpo.de/tickets.
Per ulteriori informazioni: www.paintexpo.de/en/
























Endurance, storica azienda piemontese di componentistica automotive, ha intrapreso una profonda riconversione verso la mobilità elettrica investendo in tecnologie produttive automatizzate che includono 3 impianti di lavaggio di ultima generazione forniti da DBM Tecnologie in grado di assicurare non solo elevati standard di pulizia per i componenti destinati ai motori elettrici, ma anche maggiore comfort operativo e manutentivo per gli operatori.
Rivoluzione elettrica: è così che viene definita la transizione che, nel settore automotive, ha sancito il passaggio dal motore termico a quello elettrico. Una trasformazione che ha raggiunto il suo punto di svolta nel 2020: l’entrata in vigore di obiettivi europei più stringenti sulle emissioni di CO2 ha spinto le case automobilistiche a introdurre modelli ibridi plug-in e 100% elettrici per evitare sanzioni; la pandemia ha provocato un calo complessivo delle vendite di autoveicoli, ma il comparto elettrico ha resistito e iniziato a crescere in termini percentuali, soprattutto in Europa e in Cina; parallelamente, sono stati avviati piani
nazionali per l’espansione delle infrastrutture di ricarica pubblica. Anche l’Italia ha intrapreso la propria rivoluzione, seppure con un certo ritardo rispetto ad altri Paesi. Come sottolineato da Il Sole 24 Ore in un articolo del giugno 20231, il Paese - forte di una lunga tradizione nel settore automobilistico e di un know-how consolidato nella produzione di veicoli di alta qualità - possiede il potenziale per guidare questa transizione, a condizione che vengano potenziati gli investimenti
1 https://www.econopoly.ilsole24ore.com/2023/06/20/auto-elettriche-italia-evoluzione/?utm_source=chatgpt.com&refresh_ce=1
nell’innovazione tecnologica, fattore chiave per favorire il riciclo dei componenti, la riconversione delle PMI della filiera e la riqualificazione della manodopera. Una riconversione, quindi, essenziale per restare al passo di un cambiamento che coinvolge non solo il sistema produttivo, ma anche la mentalità di chi vanta una lunga tradizione nella produzione di componentistica per motori termici, come Endurance Overseas, specializzata nella produzione di componenti motore e cambi. “Senza la differenziazione del portafoglio clienti che abbiamo avviato a partire dal 2008 e senza la conversione all’elettrico intrapresa dal 2020 - afferma Andrea Tarditi, Technical Director di Endurance - avremmo probabilmente seguito il declino produttivo che sta caratterizzando il produttore di auto nazionale (e non solo) e il suo indotto”. Storico fornitore di Fiat (oggi Stellantis), Endurance ha avviato 5 anni fa una strategia di sviluppo fondata su investimenti costanti in soluzioni tecnologiche che oggi le consentono di essere competitiva anche nel settore automotive orientato all’elettrico. Tra questi figurano tre impianti di lavaggio ad alte prestazioni e ad elevato contenuto tecnologico forniti da DBM Tecnologie Srl di Casale sul Sile (Treviso).
“I settori automotive orientati all’elettrico e all’ibrido – sottolinea Tarditirichiedono specifiche di pulizia estremamente elevate, che rappresentano una grande sfida per due motivi: il primo è la scarsa conoscenza del prodotto da parte del committente, che, pur disponendo di una lunga esperienza nella meccanica dei motori termici, è ancora impreparato di fronte alle peculiarità del nuovo e tende quindi ad alzare l’asticella del grado di pulizia per una maggiore sicurezza. Il secondo riguarda le maggiori criticità derivanti da eventuali residui superficiali rimasti sul componente, che possono causare problemi gravi all’interno del motore, come corti circuiti elettrici o difetti funzionali”.
La storia di Endurance è legata a doppio filo a quella del costruttore di auto torinese, che ne ha orientato lo sviluppo attraverso i propri accordi commerciali almeno fino al primo decennio del Duemila.
“La nostra attività ha avuto inizio negli anni Settanta con i primi capannoni costruiti tra Chivasso e Lombardore (Torino), destinati alla fonderia e alle lavorazioni meccaniche di componenti per il settore auto e agricolo”,

Foto di apertura: focalizzata sui componenti automobilistici, Endurance Overseas è la holding che gestisce le aziende del Gruppo nell’area EMEA.
L’impianto di lavaggio a tunnel TL installato da DBM Tecnologie presso lo stabilimento Endurance di Lombardore (Torino).

racconta Tarditi. “Dopo l’accordo tra Fiat e General Motors del 2000 e la conseguente apertura ai mercati americano e tedesco, abbiamo iniziato a rifornire gli stabilimenti Opel in Germania. Da quel momento, i nostri progetti di sviluppo hanno acquisito un respiro non più locale ma internazionale. Ciò ci ha spinto a strutturarci maggiormente, adeguandoci alle normative e ai metodi di lavoro propri dell’industria automotive: oltre alle certificazioni di qualità ISO 9000, abbiamo quindi conseguito anche le certificazioni specifiche per il settore, come l’IATF”. In una fase di stallo strategico, fu nuovamente la casa automobilistica italiana, attraverso i propri accordi economici, a delineare la direzione successiva.
“In quel periodo Fiat e GM stipularono un accordo con Tata Motors per sviluppare stabilimenti in India dedicati alla produzione di motori e cambi con tecnologia Fiat destinati ai veicoli Tata. Fiat ci coinvolse nel progetto, chiedendoci di instaurare partnership con fornitori locali e tra questi figurava Endurance Technologies, attiva in India e dotata di una struttura produttiva analoga alla nostra. Dopo cinque anni di collaborazione proficua, nel 2010 Endurance Technologies ha acquisito il 100% della nostra proprietà”.
Con l’arrivo di un giovane CEO, Massimo Venuti, l’azienda cambia passo e diversifica il proprio portafoglio clienti, rivolgendosi non più soltanto a Fiat e General Motors, ma anche ai principali OEM europei.
“L’obiettivo era conquistare la loro fiducia dimostrando le prestazioni tecniche e qualitative della nostra componentistica Siamo così riusciti a entrare nel parco fornitori di Renault, PSA, Daimler, BMW, Volkswagen e Audi, e questa è stata la nostra fortuna. Con il senno di poi, considerando la rivoluzione elettrica, se non avessimo diversificato, saremmo stati costretti a ridimensionarci”. L’appoggio della proprietà indiana ha invece fornito un notevole impulso e oggi, con sette stabilimenti produttivi distribuiti nel Nord Italia, dal Basso Canavese a Rovereto, e due in Germania, il gruppo Endurance è in costante espansione.
“In un’ottica di verticalizzazione, a maggio di quest’anno abbiamo acquisito una società specializzata in automazione industriale. Questo ci consente di ridurre i tempi di definizione dell’offerta e aumentare la competitività. Puntiamo molto sull’automazione, poiché l’incidenza della manodopera sul costo del pezzo è sempre più significativa”.
La transizione elettrica
I progetti avviati negli ultimi tre anni riflettono la profonda disruption introdotta dai motori elettrici, ibridi e plug-in nel settore automotive.


“Fino al 2020 eravamo fortemente focalizzati sulla componentistica per sistemi di trazione delle vetture con motori termici a benzina e gasolio e sui cambi”, racconta Tarditi. “La rivoluzione elettrica ha richiesto un importante sforzo di riconversione, con un piano di investimenti da 90 milioni di euro destinato a infrastrutture, ampliamento dei capannoni, incremento della capacità produttiva delle fonderie e dei reparti meccanici e acquisizione di nuove aziende. Abbiamo introdotto sette nuove linee di prodotto integrate sia nelle fonderie sia nei reparti di lavorazioni meccaniche. Dovevamo ritarare i nostri impianti per renderli più adatti al settore elettrico e ibrido e, con molto impegno, siamo riusciti, dal 2020 a oggi, a raggiungere il 50% del fatturato legato a queto settore allargato (BEV-HEV-PHEV).
Il ciclo produttivo ha inizio dai pani di alluminio fusi nelle fonderie per ottenere le pressofusioni, successivamente stampate in isole robotizzate. I pezzi estratti dalle presse vengono raffreddati con aria o acqua, a seconda della tipologia, della geometria e del tempo ciclo. Segue la tranciatura dell’eccesso di metallo legato al canale di colata e la successiva sbavatura, prima della granigliatura, eseguita con diverse tipologie di graniglia in base alle specifiche richieste. Dopo queste fasi, il pezzo può essere sottoposto alle lavorazioni meccaniche effettuate con lubrorefrigerante in emulsione e, successivamente, al lavaggio. Concludono il ciclo il montaggio e l’imballaggio, intervallati da controlli funzionali, verifiche visive finali e dalle verifiche di tracciabilità di ogni componente.
“L’elevato throughput produttivo” - precisa Tarditi - “impone tempi
ridotti anche per la fase di lavaggio. Per garantire un risultato costante abbiamo investito in nuovi impianti tecnologicamente avanzati, in grado di mantenere livelli di pulizia stabili durante i tre turni di lavoro giornalieri, pari a circa 120 ore di lavaggio settimanali. La maggior parte dei componenti è destinata a motori elettrici ed endotermici e alle trasmissioni manuali e automatiche, sistemi che presentano circuiti di alimentazione sensibili: la minima contaminazione può provocare l’intasamento dei condotti. Tutti i pezzi devono essere lavati in conformità con il disegno del committente, che definisce specifiche gravimetriche e morfologiche precise”.
L’impianto di lavaggio a tunnel TL – stabilimento di Lombardore Il rapporto di collaborazione tra Endurance e DBM Tecnologie è stato avviato nel 2024, in seguito all’acquisizione da parte dell’azienda piemontese di una commessa da 800.000 pezzi/anno destinati alla nuova generazione di motori Pure Electric del gruppo Volkswagen-Audi, da produrre nello stabilimento di Lombardore.
“Cercavamo una soluzione impiantistica per questo nuovo progetto relativamente semplice”, spiega Tarditi. “Avevamo selezionato altri due fornitori, come da nostra policy, ma dopo aver visitato la sede di DBM e averne valutato, anche attraverso audit, la solidità progettuale e operativa e l’affidabilità del supporto post-vendita, abbiamo deciso di affidarci al loro team”.

L’impianto LST riprende la logica costruttiva del tunnel installato a Lombardore, incluso il manipolatore per carico/scarico.
“Per lo stabilimento di Lombardore abbiamo progettato e installato un impianto di lavaggio a tunnel della serie TL” - interviene Alessandro Costa Laia, Sales Technical Department di DBM. “Tutti gli impianti di questa serie presentano dimensioni compatte ma garantiscono risultati di lavaggio eccellenti anche su componenti complessi. Grazie a dispositivi di centraggio, getti mirati ad alta pressione (fino a 40 bar), sistemi di soffiaggio silenziati, manipolatori di carico e scarico, si ottiene un lavaggio efficace sia interfase, come in questo caso, che finale. Il risultato è un livello di automazione difficilmente raggiungibile con i sistemi tradizionali”. L’impianto, che presenta un layout a ferro di cavallo, è stato sviluppato per il lavaggio di pezzi semplici, come staffe o supporti motore, che non richiedono un lavaggio fine. Dopo l’asciugatura, i componenti vengono inviati direttamente alla camera di controllo per le prove di tenuta. “La principale difficoltà era ottenere una superficie perfettamente pulita, asciutta e raffreddata in modo da mantenere una temperatura stabile prima di accedere alla camera di controllo”, sottolinea Costa

Laia. “Abbiamo lavorato molto nella fase progettuale per raggiungere i risultati richiesti da Endurance, avvalendoci anche della loro esperienza e del loro know-how nel lavaggio dei componenti meccanici. Abbiamo introdotto piccoli accorgimenti tecnici da loro suggeriti che hanno migliorato l’accessibilità della macchina, la facilità d’uso per gli operatori e la manutenzione, oltre a ottimizzare la configurazione dell’interfaccia uomo-macchina”.
“Poche settimane fa - aggiunge Tarditi - l’impianto, ormai pronto per la produzione, ha superato con successo le verifiche di audit del cliente. La delegazione Volkswagen-Audi ha eseguito il cosiddetto ‘2-day production’, ossia un controllo di due giorni sull’intera filiera produttiva del pezzo, dalla fonderia all’imballaggio finale, verificando la capacità produttiva giornaliera in base all’ordine, la conformità del progetto ai requisiti applicativi e, nel caso dell’intervento di lavaggio, la rispondenza del pezzo lavato alle specifiche qualitative richieste. Nel caso della componentistica elettrica, questi requisiti non riguardano solo i residui di lavorazione metallici


ma anche i non-metallici derivanti, per esempio, dalle guarnizioni con tolleranze nell’ordine dei 5 millesimi di grammo e dimensione massima della particella contaminante pari a max 600 micron”. Mentre l’impianto di lavaggio destinato allo stabilimento di Lombardore era ancora in fase di progettazione, in Endurance è emersa una nuova necessità produttiva. Dal 2014, infatti, uno dei codici principali realizzati su tre linee gemelle con una media di 20.000 motori a settimana riguarda il componente per il motore VW 1500 EVO TF6 a benzina. Nel 2018, le previsioni di mercato, che indicavano una progressiva riduzione della domanda di motori termici a favore di quelli elettrici, avevano spinto l’azienda a riconvertire una delle tre linee alla produzione di componentistica per la mobilità elettrica. “Quella previsione, però, si è rivelata errata”, spiega Tarditi. “Lo scorso anno il cliente ci ha richiesto di incrementare la produzione del componente per motori termici, portandola a 24.000 pezzi a settimana. A Chivasso in un’area di 3.500 m² abbiamo quindi progettato una nuova linea produttiva comprendente
15 impianti di lavorazioni meccaniche, 2 impianti di lavaggio, di cui uno interoperazionale analogo a quello installato a Lombardore e un secondo per la pulizia finale progettato ex novo, oltre ai sistemi di prova di tenuta. Per la parte di lavaggio ci siamo nuovamente rivolti a DBM Tecnologie, con un progetto questa volta decisamente più complesso”.
I due nuovi impianti sono stati installati rispettivamente a luglio e settembre 2025 e rappresentano un ulteriore passo avanti nella collaborazione tecnologica tra le due aziende.
Impianto di lavaggio a tavola rotante LST
Il secondo impianto installato da DBM Tecnologie per Endurance è un modello LST a tavola rotante, progettato per il lavaggio di precisione di pezzi posizionati.
“Gli impianti ad acqua a tavola rotante della serie LST - descrive Alessandro Costa Laia - si caratterizzano per l’elevata flessibilità operativa e l’ampia possibilità di personalizzazione del processo, sia in termini di
cadenza che di tipologia di trattamento. Sono in grado di lavare e soffiare anche punti difficilmente accessibili, integrandosi facilmente con sistemi di movimentazione interna e con handling automatico, sia per le fasi di carico/scarico che per eventuali operazioni meccaniche intermedie. Le principali peculiarità includono inoltre la precisione nel posizionamento della tavola indexata, il centraggio accurato dei pezzi durante il trattamento e l’abbattimento dei vapori tramite condensatore”.
L’impianto riprende la logica costruttiva del tunnel installato a Lombardore, includendo manipolatore per carico/scarico, stazioni di lavaggio, risciacquo, soffiatura e asciugatura con ugelli mirati e un avanzato sistema di filtrazione. Tuttavia, durante la messa a punto è emersa la necessità di un intervento migliorativo: “abbiamo riscontrato - continua Costa Laia - che su alcuni componenti rimaneva una quantità di contaminante superiore a quella prevista. In accordo con Endurance abbiamo quindi deciso di effettuare un upgrade tecnico della macchina, così da non compromettere le operazioni successive”.
Il trasportatore convoglia quindi i pallet con i componenti verso l’ultimo impianto di lavaggio, il più complesso e tecnologicamente avanzato dei tre installati da DBM Tecnologie per Endurance.
Impianto di lavaggio e sbavatura ad alta pressione TITAN
I sistemi di sbavatura e flussaggio ad alta pressione della serie TITAN sono progettati per garantire la rimozione efficace di bave labili e trucioli residui anche in zone difficilmente accessibili, come fori ciechi o intersecati. La pressione di lavoro può raggiungere i 1000 bar, permettendo

l’applicazione su diversi materiali con la massima efficacia. I pezzi da trattare vengono caricati su palmelle dedicate e fissati da sistemi pneumatici di bloccaggio che ne assicurano il corretto posizionamento. “In questo caso – spiega Costa Laia - la sbavatura avviene grazie all’azione combinata di cannule rotanti, che penetrano nel componente erogando acqua ad alta pressione, e di due robot antropomorfi programmati per la rimozione delle particelle più nascoste. L’attrezzatura di processo, dotata di ugelli realizzati in materiale speciale ad alta resistenza, è fissata al polso dei robot, che operano secondo la sequenza di lavoro programmata”. Durante la fase progettuale, il team di Endurance ha richiesto un ulteriore upgrade tecnologico, che ha portato alla sostituzione dei robot con i modelli più performanti attualmente disponibili sul mercato, migliorando così la precisione operativa e la durata complessiva dell’impianto.
Andrea Tarditi sottolinea gli aspetti che più lo hanno convinto della partnership con DBM Tecnologie: “uno degli elementi che ho maggiormente apprezzato è la loro struttura interna caratterizzata da una forte componente operativa: questo significa che chi progetta l’impianto è anche in grado di seguirne personalmente la fase di installazione e collaudo, rispondendo in tempo reale alle richieste e ai dubbi del cliente, e continuando poi a seguirlo anche dopo l’avvio della produzione. Non è un aspetto scontato per tutti i fornitori”.
Un ulteriore punto di forza è la cura progettuale con cui il team DBM affronta non solo la definizione della tecnologia più performante, ma
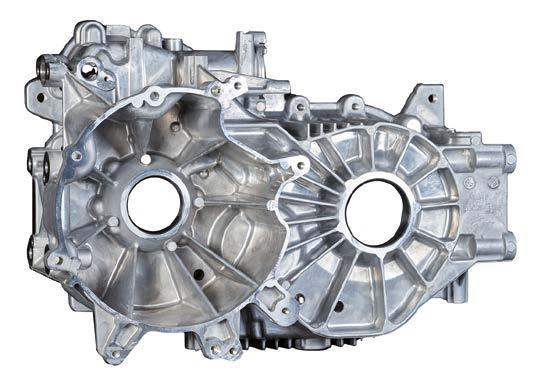
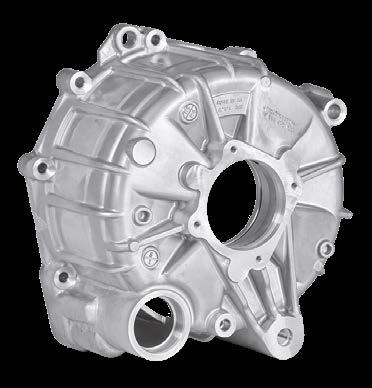
La maggior parte dei componenti è destinata a motori elettrici e trasmissioni, caratterizzati da circuiti di alimentazione particolarmente sensibili, nei quali anche una minima contaminazione può causare l’occlusione dei condotti.




anche quella degli accorgimenti tecnici accessori.
“Un esempio significativo - prosegue Tarditi - è rappresentato dall’insonorizzazione dell’impianto, ottenuta grazie alla coibentazione dell’intera struttura e non soltanto di alcune aree. Questa azienda è riuscita a proporci qualcosa di diverso rispetto a ciò che conoscevamo: impianti di lavaggio non solo efficienti e confortevoli, ma anche piacevoli alla vista e all’udito”. “Siamo orgogliosi - aggiunge Costa Laia - di aver soddisfatto le aspettative di un’azienda del calibro di Endurance, che, forte della sua esperienza nel lavaggio, ci ha permesso di accrescere ulteriormente il nostro know-how progettuale”.
Tarditi conclude sottolineando che “ogni nuovo progetto è una sfida, ma anche un’opportunità di crescita. Endurance non produce semplicemente componenti: trasforma il disegno del cliente per rendere il componente più prestazionale. Il segreto
è non dare mai nulla per acquisito: anche se un processo funziona, non significa che funzionerà per sempre. Per questo continuiamo a investire nelle tecnologie e nelle persone. In questi giorni ci hanno comunicato l’intenzione di potenziare ulteriormente la produzione di componenti per motori elettrici raddoppiandone i volumi e questo significa raddoppiare anche le linee e gli impianti di lavaggio, per i quali continueremo a interpellare DBM”. Se, dati alla mano, quanto auspicato nell’articolo de Il Sole 24 Ore citato in apertura resta in buona parte ancora disatteso - l’Italia continua infatti a occupare le ultime posizioni tra i mercati europei per diffusione della mobilità elettrica - vi sono tuttavia aziende dell’indotto, come Endurance, che grazie a una visione industriale lungimirante e investimenti costanti in innovazione, si stanno muovendo con decisione verso la mobilità del futuro.

Leading companies rely on vacuum distillation systems for the sustainable treatment of industrial wastewater.
Do you want to benefit from a zero liquid discharge production with VACUDEST aswell?
Dal 1978 Figros realizza accessori moda e componenti metallici per il design e l’industria attraverso lo stampaggio in pressofusione e a caldo.

Figros, specializzata nella produzione di accessori metallici per il settore moda, ha da anni avviato una collaborazione con Rösler Italiana per ottimizzare i propri processi di vibratura e vibrofinitura. L’introduzione di impianti di ultima generazione e di un sistema a circuito chiuso per il recupero delle acque permette di coniugare efficienza produttiva e sostenibilità ambientale in un comparto ancora poco orientato a questi obiettivi.
La superficie dei componenti prodotti in grandi volumi industriali spesso non risponde pienamente ai requisiti funzionali ed estetici richiesti dagli utilizzatori finali, soprattutto in un comparto esigente come quello della moda e dei suoi accessori. È quindi necessario sottoporli a specifiche operazioni di finitura o trattamento superficiale, finalizzate a migliorarne le caratteristiche estetiche, tecniche e prestazionali.
Attraverso l’impiego di tecnologie dedicate, questi processi consentono di incrementare la resistenza all’usura e alla corrosione, prolungare la vita utile del componente, migliorarne l’aspetto estetico e ottimizzarne la funzionalità, per esempio riducendo l’attrito o migliorando l’adesione di eventuali rivestimenti successivi.
Tali risultati vengono raggiunti mediante metodi di trattamento accuratamente definiti, capaci di garantire in modo costante la qualità
delle finiture senza compromettere le tolleranze dimensionali e la geometria originale del pezzo, anche in presenza di forme complesse.
Tra i processi di mass finishing più diffusi, la vibrofinitura è ampiamente utilizzata per pulire, sbavare e lucidare accessori metallici destinati ai settori della moda, della gioielleria, dell’accessoristica e del design. Il procedimento consiste nell’inserire i pezzi all’interno di una macchina vibrante, insieme a media abrasivi e composti chimici, in modo che il movimento generi un’azione combinata di attrito e impatto, capace di ottenere una finitura superficiale uniforme e lucente su un elevato numero di articoli contemporaneamente.
La finitura dei componenti per accessori moda
Pur in un contesto di rallentamento strutturale del settore moda, la domanda di finiture sempre più performanti è in crescita, grazie anche alle aziende della filiera con una visione innovativa e orientata al futuro: tra queste figura Figros Srl di Barberino di Mugello (Firenze), situata in una delle regioni italiane con la maggiore concentrazione di distretti della moda, dal tessile alla pelletteria, alle calzature.
“La storia di Figros è strettamente intrecciata a quella del fashion, con oltre quarant’anni di esperienza nella produzione di accessori e componenti in metallo per le creazioni dei più grandi brand internazionali” – afferma Franco Barducci, CEO dell’azienda toscana. “Mettiamo la stessa efficienza, precisione e forza produttiva anche al servizio di altri settori, come l’automotive, l’interior design e l’industria in generale, che trovano in Figros un partner affidabile e reattivo, sia nella progettazione sia nella consegna. Siamo in grado di realizzare stampi personalizzati e avviare una nuova produzione in sole tre settimane”.
Figros si è recentemente ristrutturata a livello organizzativo e ha investito in un nuovo stabilimento con una chiara visione di sostenibilità, un obiettivo ancora carente nella filiera della moda. “In un settore tradizionalmente conservatore, i primi segnali di ripresa si potranno consolidare solo attraverso una reale spinta verso la sostenibilità e la creazione di modelli di business circolari, basati su materiali riciclati, tracciabilità della filiera e processi produttivi a basso impatto ambientale. È un approccio sempre più

la pressofusione a camera
di ultima generazione.


© ipcm

richiesto dai consumatori e sostenuto dalle normative europee, che si sta affermando come fattore competitivo chiave”. Anche la scelta delle soluzioni impiantistiche più efficienti e innovative, quindi, permette a queste aziende con una visione pionieristica di confermarsi come punto di riferimento nel settore. “Figros realizza pressofusioni di leghe di zinco e lo stampaggio a caldo di leghe di rame e alluminio. In particolare quest’ultima lavorazione produce una serie di asperità e spigolosità nei manufatti che devono essere eliminate con metodi diversi, come vibratura e vibrofinitura. Scegliamo con cura il tipo di intervento più idoneo per ottenere componenti all’altezza delle aspettative della nostra clientela più esigente. Per garantire risultati pressoché perfetti, ci avvaliamo da anni della collaborazione della divisione italiana di Rösler Oberflachentechnik GmbH, tra i principali produttori globali di apparecchiature, materiali di consumo e servizi legati alle tecnologie di finitura di massa e di granigliatura, destinati a un’ampia gamma di settori industriali. Il team italiano ci aiuta nella scelta degli impianti e degli abrasivi più adatti, delle tempistiche e delle modalità di rimozione per togliere i difetti lasciati dalle lavorazioni, come le bave, ma non solo”.
Figros: un approccio industriale che anticipa il cambiamento
Dal 1978 l’azienda toscana realizza accessori moda e componenti metallici per il design e l’industria attraverso lo stampaggio in pressofusione e a caldo. Nata dall’iniziativa di tre fratelli come piccola realtà artigianale, grazie al successo delle proprie lavorazioni si è presto ampliata, trasferendosi in strutture sempre più grandi fino all’attuale stabilimento di 13.000 m², costruito a Barberino di Mugello secondo i più moderni requisiti di sostenibilità energetica, grazie all’installazione di un impianto fotovoltaico da oltre 500 kW e all’impegno di acquistare energia elettrica solo da fonti rinnovabili.
Dopo quarant’anni di crescita costante, il 2018 ha rappresentato per Figros un importante punto di svolta: in quell’anno l’azienda è entrata infatti a far parte di AMF Group, un gruppo italiano che punta a garantire il controllo completo della filiera nella manifattura del lusso e dei settori ad alto contenuto tecnologico. Il gruppo riunisce sette aziende, ognuna punto di riferimento nel proprio ambito di specializzazione. Oltre a Figros, fanno parte di AMF Group: Mimest, dedicata alla produzione di semilavorati attraverso tecnologie MIM e di stampa 3D; Made Black, specializzata nella verniciatura e nei trattamenti PVD e già oggetto di un articolo pubblicato su ipcm® nel 20201; AMF/Necessories, attiva
1 https://www.ipcm.it/en/open/ipcm/2020/66/74-84.aspx


nella produzione di accessori finiti per il settore moda-lusso; Italcatene e Chaines et Cie, entrambe specializzate nella realizzazione di catene in corda, medaglie in oro, oreficeria e gioielleria; e Benelli Ademaro di Scandicci (Firenze) per la componentistica metallica, ultima azienda recentemente acquisita.
“Attualmente il nostro core business è rappresentato per circa il 70% dall’accessoristica per la moda”, spiega Barducci. “Per il restante 30% offriamo servizi di eccellenza anche ai settori automotive, nautico e del design, in particolare applicato all’illuminotecnica”.
Figros si è specializzata in due tecnologie cardine: la pressofusione a camera calda di zama e lo stampaggio a caldo. La prima, tra le più diffuse per la produzione di componenti metallici, unisce versatilità tecnica ed efficienza economica. In questa azienda viene realizzata con undici linee automatizzate di ultima generazione, con forze di chiusura comprese tra 20 e 250 tonnellate. “Questa tecnologia consiste nel fondere un metallo e iniettarlo ad alta pressione nella cavità di uno stampo metallico realizzato su disegno” – spiega Barducci. “È particolarmente adatta alle leghe di zinco come la zama, poiché la bassa temperatura di fusione (circa 400 °C) consente cicli produttivi rapidi e ad alta efficienza energetica”. Lo stampaggio a caldo, invece,
Da sinistra a destra:
Per la finitura in massa dei propri componenti Figros utilizza 14 impianti di vibratura e vibrofinitura e 2 di asciugatura.
I vibratori circolari di diverse tipologie installati da Rösler.
Le asperità dal semilavorato sono rimosse attraverso la combinazione di movimento circolare e abrasivi selezionati ad hoc in base ai risultati che si vogliono ottenere.
erede della tradizionale forgiatura, prevede la deformazione del metallo riscaldato mediante pressatura tra due stampi sagomati, garantendo ottimi risultati estetici e proprietà meccaniche superiori. Il processo, ampiamente utilizzato per accessori in ottone e alluminio destinati alla moda e all’industria, è seguito da un’operazione di tranciatura a freddo. Figros esegue questa lavorazione in un reparto dedicato, dotato di oltre venti presse automatiche per stampaggio e tranciatura.
Oltre a effettuare le operazioni di stampaggio, l’azienda progetta e costruisce internamente gli stampi, selezionando di volta in volta i materiali e le tecnologie più idonee alle specifiche del cliente. “Possiamo offrire non solo pezzi grezzi, ma anche semilavorati, grazie ai reparti di lavorazione meccanica CNC, foratura, filettatura, sabbiatura e vibrolucidatura, oltre a prodotti finiti trattati superficialmente dalle aziende del gruppo AMF”.
Uno degli aspetti che hanno reso Figros un punto di riferimento in questo settore altamente competitivo è l’attività di consulenza tecnica, che la vede affiancare il cliente fin dalle prime fasi di sviluppo del progetto per semplificare i processi e ottimizzarne tempi e costi.
Due trattamenti diversi: vibratura e vibrofinitura
Nel reparto di pressofusione, in un ciclo di lavorazione standard, dopo la smaterozzatura i pezzi sono sottoposti all’intervento di vibratura, che
il team di Figros utilizza per rimuovere tutte le irregolarità superficiali generate nelle fasi precedenti. “Ci sono tuttavia casi in cui questo processo non può essere applicato” - continua Barducci - “e deve essere sostituito con la sbavatura termica o manuale. Nella maggior parte dei casi, però, possiamo effettuarlo, scegliendo con il supporto tecnico di Rösler gli abrasivi più idonei, i tempi e le modalità di rimozione più efficaci per eliminare difetti o residui derivanti dalle lavorazioni precedenti. La vibrofinitura, invece, è un intervento successivo che consente di ottenere un livello di lucentezza e qualità tale da rendere spesso superflue lavorazioni più costose, come la pulimentatura, che pur potendo essere automatizzata in parte, rimane nella maggioranza dei casi un’operazione manuale, quindi onerosa e meno uniforme. Per questo, quando è possibile, optiamo per la vibrofinitura”. In questo reparto confluiscono sia gli stampati forgiati in ottone, in prevalenza, sia quelli pressofusi in zama. “La maggior parte dei nostri concorrenti utilizza macchine di vibrofinitura dedicate a un solo tipo di materiale, limitando così la propria flessibilità: al variare del metallo,
il rischio è di lasciare le macchine ferme. Grazie agli impianti forniti da Rösler, invece, abbiamo superato questo limite: possiamo infatti utilizzare la stessa macchina indistintamente per ottone o zama”.
La batteria impiantistica di Rösler
“Abbiamo fornito a Figros 14 impianti di vibratura e vibrofinitura circolari della serie Mini 120, STB 20 e ST14 TRH e un sistema di asciugatura TMD 11” – spiega Federico Milazzo, Direttore Commerciale di Rösler Italia. “I vibratori rappresentano la soluzione, semplice e versatile, per raggiungere molteplici target di finitura, sbavatura, levigatura e lucidatura con abrasivi plastici, ceramici, porcellane e granulati vegetali. Il funzionamento di un vibratore circolare è semplice: uno speciale motore elettrico flangiato, dotato di pesi di sbilanciamento, viene montato al centro dell’unità e mette in vibrazione l’intera vasca. La rotazione che ne deriva genera il tipico movimento del mix abrasivo-utensile, asportando le asperità dal semilavorato. Ogni vibratore è inoltre equipaggiato con dispositivi periferici per il caricamento e il post-trattamento dei pezzi”. La

conformazione della vasca a fondo piatto in lamiera di acciaio al carbonio garantisce l’immersione ottimale dei pezzi. I componenti lavorati nelle 4 macchine della serie Mini 120 sono estratti manualmente, mentre per i 3 vibratori ST14 TRH è previsto lo scarico automatico. Entrambe le due tipologie presentano un rivestimento interno in poliuretano antiusura a stampo con spessore variabile da 12 a 20 mm. Tutti i processi di vibrofinitura sono processi a umido. Per poter essere immessi nel processo di produzione successivo, i pezzi devono essere asciugati. “Rösler propone ai propri clienti soluzioni intelligenti che consentono al sistema di asciugatura di collegarsi in modo fluido e automatico a quello di vibrofinitura, garantendo al contempo elevate prestazioni e la massima efficienza energetica: in Figros abbiamo installato il sistema di asciugatura TMD 11 a questo scopo. In grado di lavorare sia a batch che a flusso continuo, gli impianti di questa serie presentano una vasca con geometria a spirale, che garantisce lo scarico totale dei componenti”.

Oggi, quasi tutti i processi di vibrofinitura possono integrare un sistema di pulizia dell’acqua basato sulla separazione bifase solido-liquido tramite forza centrifuga, che permette il recupero dei reflui.
“Per questo stabilimento - prosegue Milazzo - abbiamo progettato un sistema a circuito chiuso per il ricircolo delle acque, che consente di recuperare l’acqua utilizzata nei processi di vibratura e vibrofinitura sia per pezzi in zama sia in ottone, evitando qualsiasi contaminazione tra i due materiali. I fanghi vengono centrifugati e separati automaticamente, mentre l’acqua recuperata viene integrata con additivi e reimmessa negli impianti di vibrofinitura”.
“Questo progetto rappresenta uno dei punti salienti della nostra collaborazione” – sottolinea Barducci. “Ci permette di ottenere un duplice vantaggio: da un lato la massima flessibilità produttiva, poiché non dobbiamo preoccuparci del tipo di materiale in lavorazione; dall’altro una gestione delle acque sostenibile ed economicamente efficiente”.
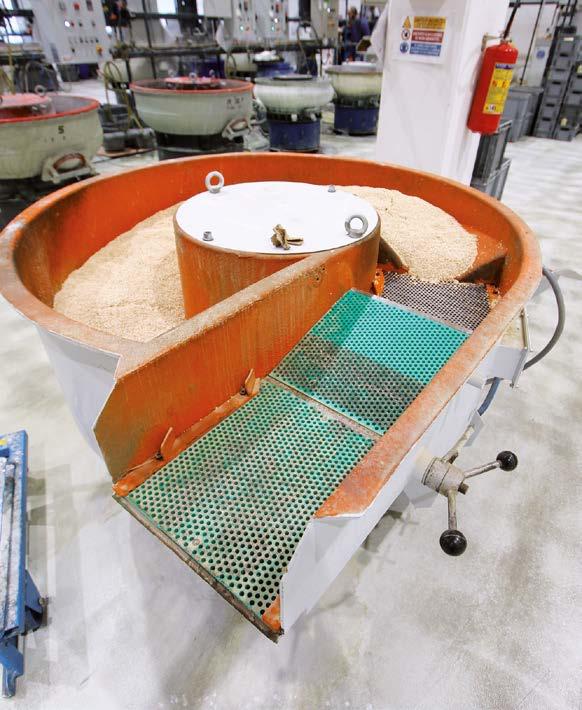


Per l’azienda mugellese, disporre di macchine di ultima generazione
è una scelta strategica non solo in termini di qualità di processo, ma anche di sostenibilità ambientale.
La scelta del giusto abrasivo
Rösler collabora con Figros anche nella selezione degli abrasivi più idonei, valutando il tipo di materiale, la finitura richiesta, il modo in cui il pezzo viene inserito in macchina e i risultati desiderati.
“La nostra azienda fornisce non solo gli impianti, ma anche gli abrasivi, scelti con attenzione per caratteristiche e dimensioni, così da evitare eventuali incastri”, spiega Milazzo. In particolare, si tratta di abrasivi ceramici e plastici, oltre ai composti chimici utilizzati sia per la vibrofinitura sia per il trattamento delle acque da recuperare. Per le macchine di asciugatura, invece, Rösler fornisce prodotti a base di segatura di mais riscaldata, particolarmente resistenti e ideali per garantire i migliori risultati.
“Siamo molto orgogliosi della nostra partnership con Figros, che è diventata uno dei nostri migliori biglietti da visita in questo settore particolarmente competitivo”, conclude Milazzo.
La sfida di Figros per guidare il cambiamento nel settore “Rösler - precisa Barducci - giocherà un ruolo chiave in uno dei progetti innovativi che stiamo avviando: l’obiettivo è sostituire, ove possibile, le operazioni tradizionali di pulimentatura, costose e aggiuntive, con i processi di vibrolucidatura, più efficaci per ottenere la brillantezza estetica desiderata dal cliente. Convincere i nostri clienti ad adottare tipologie di lavorazioni diverse da quelle a cui sono abituati non è affatto semplice”, sottolinea Barducci. “Anche per questo motivo, il mondo della moda viene talvolta percepito come un settore in declino, poco incline al cambiamento. Ma in Figros preferiamo parlare di transizione, perchè siamo convinti che le aziende che riusciranno a coniugare sostenibilità, tecnologia e qualità artigianale otterranno un reale vantaggio competitivo nel nuovo scenario globale”.
Uno scenario in cui le realtà industriali più avanzate avranno bisogno di partner capaci di garantire macchinari performanti, processi efficienti e soluzioni sostenibili, in grado di rispondere alle nuove esigenze della filiera e di supportarne l’innovazione tecnologica.

Axea sta contribuendo a costruire la fabbrica del futuro, dove convivono automazione avanzata e uomo. Con ΔX, un sistema integrato di automazione industriale, basato su celle robotizzate interconnesse, logistica interna intelligente e controllo teleremoto tramite realtà virtuale, ogni processo produttivo è sincronizzato in tempo reale. L’operatore non esegue più le operazioni manuali, ma supervisiona un ecosistema digitale collaborativo, aumentando efficienza, sicurezza e flessibilità.
Negli ultimi anni, la trasformazione digitale dell’industria manifatturiera ha segnato un cambio di paradigma profondo.
Processi un tempo isolati e manuali stanno diventando parte di ecosistemi interconnessi, dove l’automazione, la raccolta e l’elaborazione dei dati, e l’intelligenza artificiale convergono per rendere la produzione più efficiente, flessibile e intelligente.
La fabbrica contemporanea non è più un insieme di macchine che operano in modo indipendente, ma un organismo vivo, in cui ogni elemento – dai robot ai sistemi gestionali – comunica e coopera in tempo reale.
In questo contesto di evoluzione, anche un processo tradizionalmente meccanico come la sbavatura ha compiuto un salto tecnologico
Oltre alla sbavatura automatica, il sistema ΔX trova applicazione in settori come automotive, aerospaziale, difesa, elettronica, medicale, energia, ma anche e-commerce, reti di distribuzione e retail.

notevole. Grazie alla robotica avanzata, all’integrazione dei sistemi MES–ERP e alle tecnologie di controllo remoto, la sbavatura automatica si è trasformata in un nodo chiave della smart factory: un ambito dove precisione, sicurezza e continuità operativa devono convivere con la flessibilità e l’autonomia tipiche della produzione digitale. Tra le realtà protagoniste di questa rivoluzione spicca Axea, che da anni si distingue per la progettazione di soluzioni di sbavatura e finitura automatica ad alta precisione. Le sue tecnologie, intelligenti e innovative, sono pensate per sbavare un’ampia gamma di componenti metallici, con un’attenzione particolare alle applicazioni di fusione di leghe leggere, dove precisione, costanza qualitativa e velocità di esecuzione sono requisiti imprescindibili. Oggi l’azienda, con sede a Londra, compie un ulteriore passo avanti con ΔX (Delta X), un progetto che porta l’automazione industriale a un livello sistemico: celle robotizzate interconnesse, logistica interna intelligente, comunicazioni wireless di nuova generazione e controllo teleremoto basato su realtà virtuale. Queste tecnologie non solo migliorano l’efficienza dei processi, ma ridefiniscono il ruolo dell’uomo in fabbrica, che da esecutore diventa supervisore e gestore di un sistema produttivo intelligente e collaborativo. Le soluzioni ΔX sono estremamente versatili. Oltre alla sbavatura automatica, il sistema ΔX trova applicazione in settori come automotive, aerospaziale, difesa, elettronica, medicale, energia, ma anche e-commerce, reti di distribuzione e retail. Per approfondire questa visione e comprendere come Axea stia contribuendo a costruire la fabbrica digitale del futuro, abbiamo intervistato Veronica Campidelli, CEO della filiale cinese Marchesi Metal Tech Ltd Co - Axea Group, che ci ha raccontato come la tecnologia ΔX stia aprendo una nuova era per l’automazione industriale.
Come si è sviluppata la vostra proposta al servizio della produzione industriale, a partire dalle soluzioni di sbavatura automatica? Quali sono le novità?
Veronica Campidelli: “La prossima fase del nostro percorso riguarda l’integrazione delle celle e l’autonomia dei reparti produttivi. Oggi, ogni cella robotizzata viene collegata alle altre tramite sistemi di movimentazione automatica o con AGV, dando vita a network coordinati e autonomi. Non si tratta più solo di automatizzare un singolo processo, ma di creare un vero e proprio ecosistema produttivo digitalmente connesso, in cui le macchine collaborano tra loro, si autoregolano e comunicano in tempo reale. In questo modo, l’operatore non viene sostituito, ma assume un ruolo nuovo: non svolge più l’operazione fisica, bensì supervisiona e gestisce il sistema, incrementando in modo esponenziale la produttività. Questa è la

Con ΔX, un sistema integrato di automazione industriale, basato su celle robotizzate interconnesse, logistica interna intelligente e controllo teleremoto tramite realtà virtuale, ogni processo produttivo è sincronizzato in tempo reale.
visione di Axea, che con le soluzioni ΔX estende l’automazione a un livello sistemico e controllato da remoto, applicato all’intero ambiente produttivo. Il nostro principio guida è infatti ‘We bring the hands you need’.”
In che modo ΔX si inserisce in questa trasformazione?
“Con ΔX entriamo nel mondo dell’intelligenza produttiva avanzata, dove convergono robotica, integrazione digitale e tecnologie automatiche di logistica interna. È la naturale evoluzione dell’esperienza di ΔX nell’automazione di precisione: partendo da contesti in cui è già presente un’integrazione tra sistemi MES ed ERP, questo sistema favorisce l’upgrade del sistema di trasmissione dati e introduce la gestione sul controllo teleremoto dei robot con piattaforme di supporto basate su realtà virtuale (VR) e della logistica interna smart per raggiungere l’automazione completa del reparto o dell’intero processo produttivo. Una soluzione particolarmente versatile per il mercato italiano può essere l’automazione dei reparti dedicati alle macchine utensili”.
Perché l’integrazione MES–ERP è così importante?
“Perché trasforma il bisogno e la decisione in azione. Il MES (Manufacturing Execution System) gestisce le attività produttive in tempo reale, mentre l’ERP (Enterprise Resource Planning) coordina
ordini, pianificazione e logistica. Lo scambio costante di informazioni dall’ERP permette alle macchine di ricevere istruzioni precise, coordinarsi e operare in modo collaborativo, rendendo la produzione sincronizzata e adattiva. Oggi, soluzioni modulari e scalabili rendono questa integrazione accessibile anche a piccole e medie imprese, non più solo alle grandi industrie”.
Quale innovazione tecnologica può essere introdotta per risolvere il problema della latenza e della trasmissione dei dati nelle fabbriche automatizzate e nei sistemi di controllo remoto?
“Oltre all’implementazione di un sistema MES, una condizione fondamentale per l’automazione di un reparto è garantire una comunicazione veloce, stabile e continua tra macchine, sensori e sistemi di controllo. Quando i dati arrivano in ritardo o subiscono interruzioni, il coordinamento tra robot, macchine CNC e sistemi logistici può compromettersi, riducendo efficienza e sicurezza. Le nuove tecnologie Wi-Fi 6 e Wi-Fi 7 offrono connessioni ultra-veloci e stabili, con velocità reali fino a 10 Gbps e latenze inferiori al millisecondo.
Ciò consente la sincronizzazione in tempo reale tra robot, macchine e sistemi di controllo, rendendo possibile una vera operatività teleremota e collaborativa. Queste innovazioni rendono finalmente possibile un controllo wireless completo e sicuro, aprendo la strada a un funzionamento realmente collaborativo e remoto, uno dei pilastri tecnologici su cui si concentra ΔX”.




Atos SpA, azienda attiva nel settore dell’elettroidraulica da quasi settant’anni, ha recentemente integrato nel proprio processo produttivo un impianto di lavaggio KP 400HMA fornito da IFP Europe. Il nuovo sistema, progettato su misura e basato su una tecnologia di lavaggio con alcoli modificati a circuito chiuso, consente di ottimizzare la pulizia dei componenti elettroidraulici più complessi, incrementando la produttività e riducendo gli sprechi. La fase finale di oliatura prevista dalla macchina IFP garantisce inoltre la massima protezione dei pezzi destinati allo stoccaggio.
L’elettroidraulica è una disciplina dell’automazione industriale che combina sistemi elettronici e idraulici per controllare con precisione il movimento e la potenza in un’ampia gamma di applicazioni. Atos SpA, con sede a Sesto Calende (Varese), opera in questo settore da quasi settant’anni, fornendo componenti elettroidraulici a livello globale.
Spesso sottovalutata nel panorama tecnologico, l’idraulica rappresenta invece un elemento fondamentale di numerosi processi produttivi: dai macchinari per lo stampaggio di componenti plastici e metallici, fino agli impianti per la generazione di energia e ai sistemi minerari. In molti ambiti, questa tecnologia consente di ottenere forze elevate a partire da un’energia di ingresso relativamente contenuta, un risultato difficilmente raggiungibile con sistemi puramente elettrici o pneumatici.
Proprio per l’elevato livello di precisione richiesto, la pulizia delle superfici a contatto con il fluido idraulico costituisce un aspetto determinante per l’affidabilità dei sistemi. La presenza di impurità o particelle metalliche, anche di dimensioni micrometriche, può infatti provocare l’usura o il danneggiamento dei componenti e compromettere il funzionamento di macchinari industriali di grande valore. Le tolleranze estremamente ridotte e gli elevati requisiti qualitativi richiesti per i componenti idraulici rendono quindi fondamentali tutte le fasi di trattamento: tra queste, il lavaggio riveste un ruolo cruciale per Atos, che ha scelto di affidarsi all’esperienza di IFP Europe di Galliera Veneta (Padova).
Foto di apertura: Atos SpA opera nel settore della produzione di componentistica elettroidraulica da quasi 70 anni.
La sede dell’azienda a Sesto Calende (Varese).
L’impianto della serie KP 400HMA di IFP Europe.
La nascita e l’evoluzione di Atos
Fondata nel 1957 dall’ingegnere Luciano Crespi, Atos si afferma rapidamente nel settore dell’elettroidraulica grazie all’avvio della produzione di componenti oleodinamici a Cinisello Balsamo (Milano). Con l’aumento delle esigenze produttive, l’azienda trasferisce la propria sede a Sesto Calende (Varese), dove si trova tuttora l’headquarter.
Nel 1994 Atos introduce sul mercato la linea Ex-Proof, dedicata alle applicazioni in ambienti potenzialmente esplosivi, e nei primi anni
Duemila avvia la produzione delle prime valvole con elettronica digitale integrata, diventando uno dei principali riferimenti internazionali per l’elettroidraulica digitale.
Oggi il gruppo opera in oltre 80 Paesi e conta otto siti produttivi distribuiti tra Italia, Cina, Stati Uniti e India, impiegando circa 750 collaboratori
specializzati e portando avanti progetti in continuo sviluppo e crescita.
“Una delle peculiarità di Atos è la capacità di coniugare la flessibilità e la reattività tipiche di un’azienda privata con le caratteristiche e l’organizzazione di una multinazionale” - spiega Paolo Maruca, Group Marketing Director. Oggi l’offerta dell’azienda comprende tre linee di prodotto principali: industriale, ex-proof ed acciaio inossidabile, per coprire una vasta gamma di applicazioni e settori.
“Negli ultimi anni i componenti idraulici hanno avuto un forte incremento anche nel settore dell’energia: quasi tutte le energie rinnovabili, infatti, sfruttano una parte meccanica che include una buona percentuale di componentistica idraulica, come nel caso delle turbine eoliche, la cui angolazione delle lame è gestita da questi elementi” – continua Maruca.
La gamma ex-proof è dedicata al settore minerario e oil&gas: si tratta di




una linea creata e certificata appositamente per essere installata in zone potenzialmente esplosive, come quelle che prevedono la realizzazione di tunnel o interventi di scavo per l’estrazione mineraria. La serie in acciaio inossidabile, infine, è pensata per applicazioni in ambienti altamente esigenti come quello navale, chimico e alimentare.
A distinguere il gruppo Atos nel panorama della componentistica elettroidraulica è l’approccio innovativo riassunto nel claim
“The Smart Electrohydraulics”. “Atos è stata la prima azienda nel settore che ha creduto alla tecnologia digitale applicata all’idraulica”, racconta Daniele Chiccoli, Group R&D
Technical Director. “Già a partire dai primi anni del Duemila ha sviluppato algoritmi per il controllo, la programmazione e la diagnostica, caratteristiche chiave dei nostri prodotti di alta gamma”. Le valvole digitali prodotte da Atos sono dotate di porta USB o di Bluetooth in modo da potersi connettere ai dispositivi come smartphone o computer ed essere controllate da remoto, visualizzando le impostazioni e gestendo la diagnostica.
“Il nostro reparto R&D sta inoltre lavorando allo sviluppo di algoritmi di manutenzione predittiva, che verranno integrati direttamente nell’elettronica di controllo a bordo valvola”, prosegue Chiccoli. “Questa tecnologia permetterà alla valvola di valutare in modo autonomo il livello di performance del componente nel tempo e di inviare un segnale di allerta al controllo macchina prima che si verifichi un guasto. In questo modo sarà possibile intervenire tempestivamente, evitando improvvisi e costosi fermi macchina”.
I componenti di alta qualità necessitano un lavaggio di precisione
In Atos, la qualità è la missione aziendale a tutti i livelli. Il costante impegno nell’analizzare e ottimizzare i processi produttivi e l’avvento di nuove tecnologie, l’ha spinta a porsi
l’obbiettivo di innalzare ulteriormente gli standard qualitativi del lavaggio. In quest’ottica si inserisce la decisione di adottare l’impianto KP 400HMA di IFP Europe, installato nel 2023 a seguito di un’approfondita fase di analisi e della personalizzazione di alcuni elementi costitutivi del sistema. L’esigenza di trovare un processo di lavaggio altamente performante e rigoroso nasce dalla complessità dei componenti trattati come le valvole, che presentano una serie di micro-condotti interni difficili da raggiungere per rimuovere anche i più piccoli residui di lavorazione e ottenere un risultato ottimale di pulizia. Nella macchina di lavaggio IFP confluiscono diverse linee di lavorazione, alcune basate su macchine transfer per la produzione in grandi lotti (da 5.000 a 10.000 pezzi per volta), altre costituite da torni e centri di lavoro monomandrino destinati alla realizzazione di componenti in quantità ridotte o su misura. All’interno della catena produttiva vengono realizzati i corpi valvola, che costituiscono l’elemento principale, e gli spools, ossia i cursori interni, responsabili del movimento idraulico attraverso i condotti interni della valvola e controllati elettronicamente. I componenti presentano dimensioni e masse molto variabili, caratterizzati da fusioni di qualità elevate e da geometrie che possono variare da pochi centimetri fino a componenti di dimensioni considerevoli.
Lavaggio e protezione dei componenti elettroidraulici
Il ciclo di lavaggio prende avvio dal carico manuale dei tre cesti provenienti dal processo di lappatura, che vengono posizionate su una rulliera a due livelli dell’impianto. In funzione della loro forma, i pezzi vengono adagiati o posizionati verticalmente, per permetterne lo svuotamento, senza necessità di sistemi di bloccaggio aggiuntivi, poiché il loro stesso peso ne garantisce la stabilità durante il ciclo di lavaggio. I cesti vengono inizialmente trasportati nella parte inferiore del nastro per evitare di contaminare per caduta i pezzi già lavati che


escono dall’impianto, per poi risalire al livello superiore, pronti per essere inseriti nella camera di lavaggio e iniziare il ciclo, secondo i parametri preimpostati. La prima fase prevede un prelavaggio preliminare, durante il quale l’alcool modificato penetra in profondità. Grazie al movimento basculante e all’azione combinata degli ultrasuoni, il fluido riesce a raggiungere anche le cavità più interne dei pezzi, accuratamente posizionati per favorire la rimozione completa dei residui. Segue la fase di lavaggio di precisione, mirata a eliminare in modo definitivo ossidi, grassi, oli residui e sfridi di lappatura, assicurando così la perfetta pulizia delle superfici interne ed esterne. Completato il lavaggio, avviene la fase di oliatura ad immersione. Qui i componenti vengono completamente immersi in una miscela contenente l’1% di olio protettivo. Al termine della fase di evaporazione a 70 °C, sui pezzi rimane un sottile film oleoso che garantisce protezione anticorrosiva durante lo stoccaggio: tale protezione può durare da 3 a 6 mesi, e fino a 12 mesi per la componentistica di nicchia, preservando la qualità delle prestazioni nel tempo e prevenendo fenomeni di ossidazione o ruggine. “Ogni ciclo ha una durata di circa quindici minuti e ci consente di rimuovere anche i residui più consistenti”, spiega Fabio Ciriello, Group Engineering Director di Atos.

La realizzazione dell’impianto di lavaggio è il risultato di una stretta collaborazione tra Atos e IFP Europe, finalizzata allo sviluppo di una soluzione perfettamente integrata nel ciclo produttivo esistente. “Abbiamo lavorato insieme ad Atos per progettare una macchina che rispondesse pienamente alle loro esigenze” - spiega Giampaolo Rossi, Responsabile commerciale di IFP Europe. “Abbiamo personalizzato il modello KP 400HMA in particolare nella configurazione del sistema di carico e scarico, che doveva essere collocato sullo stesso lato per agevolare le operazioni di movimentazione tra il carrello di raccolta dei pezzi e l’impianto”.
Un altro elemento chiave della customizzazione ha riguardato l’adattamento dell’impianto alle dimensioni dei cesti già in uso presso Atos nelle fasi precedenti di trattamento, così da garantire continuità operativa ed efficienza lungo l’intera linea produttiva.
L’introduzione del KP 400HMA di IFP Europe ha inoltre consentito un sensibile incremento della produttività, come sottolinea Ciriello: “Con la nuova configurazione riusciamo a lavare 12 cesti in quattro cicli, mentre con la macchina precedente, a parità di tempo, ne lavavamo soltanto quattro. In questo modo siamo riusciti a eliminare un collo di bottiglia che Il dispositivo interattivo touch screen dell’impianto.
rallentava l’intero processo”.
La collaborazione tra Atos e IFP Europe prosegue anche in chiave di digitalizzazione: l’azienda varesina prevede infatti di implementare entro fine anno un sistema di tracciabilità basato su codici RFID anche per i componenti destinati al lavaggio. “Il progetto prevede che ogni cesto sia dotato di un chip RFID su cui gli operatori potranno caricare tutte le informazioni relative al componente e al relativo ciclo di lavaggio, consentendo all’impianto di identificare autonomamente i pezzi e selezionare il programma più adatto in base alle specifiche esigenze”.
vantaggi
Per Atos, l’installazione dell’impianto di lavaggio KP 400HMA ha rappresentato un significativo salto di qualità sotto diversi aspetti. In primo luogo, l’ampia rulliera della macchina consente il carico simultaneo di tre cesti, triplicando la capacità operativa rispetto all’impianto precedente e incrementando in modo sensibile la produttività complessiva.
In secondo luogo, l’adozione della tecnologia a base di alcoli modificati garantisce una pulizia più accurata e costante nel tempo, assicurando un’elevata efficienza di lavaggio e una qualità uniforme dei componenti per l’intera settimana produttiva.
Un ulteriore punto di forza che ha spinto Atos a scegliere le tecnologie IFP Europe è il sistema di recupero del liquido di processo, che consente di ridurre in modo significativo i consumi e gli sprechi. L’impianto, infatti, opera in ciclo chiuso e richiede soltanto 250 litri annui di alcoli modificati di rabbocco, a fronte di una capacità complessiva di 3.000 litri.
“Il passaggio a questa tecnologia ci ha permesso di ottimizzare le prestazioni e minimizzare i problemi legati alla presenza di eventuali residui nelle valvole, migliorando l’intero processo”, conclude Ciriello. “Inoltre, il vantaggio anche in termini di sostenibilità è evidente, poiché non vi è alcuno spreco di solvente”.


La filosofia del “lavaggio che non sporca” nasce dall’idea di ridurre sprechi, consumi e impatto ambientale, privilegiando l’azione meccanica del lavaggio e sistemi di riutilizzo intelligente di acqua e detergenti. Fismet Service applica questo approccio al settore industriale con un impianto multipurpose a ciclo chiuso che combina ultrasuoni, idrocinetica e vapore sovrasaturo per raggiungere livelli di pulizia estremi in totale sicurezza e sostenibilità.
Dietro la semplicità apparente di un ciclo di lavaggio – domestico o industriale – si cela un processo ad alto impatto ambientale, legato al consumo di acqua, energia e detergenti e alla produzione di residui da smaltire. Mentre si rimuove lo sporco visibile e superficiale, infatti, si generano nuovi rifiuti e si alimentano ulteriori sprechi energetici: basti pensare ai detergenti utilizzati nei cicli di lavaggio, che inquinano le acque poi sottoposte a complessi trattamenti di depurazione, o ai processi di asciugatura, spesso responsabili di un significativo dispendio di energia.
È da questa consapevolezza che nasce la filosofia di Fismet Service del “lavaggio che non sporca”: un approccio sviluppato e perseguito da anni dall’azienda con sede a Cornaredo (MI), specializzata nella progettazione e installazione di impianti di lavaggio industriali e
nei servizi di lavaggio conto terzi. L’obiettivo di questa filosofia è garantire un’efficacia reale nella pulizia, eliminando ogni forma di contaminazione in modo intelligente e sostenibile, riducendo sprechi e consumi e tutelando persone, materiali e ambiente.
“Nella vita di tutti i giorni,” osserva Sabino Di Pierro, titolare di Fismet “il concetto di pulizia si accompagna a un consumo notevole di risorse e alla produzione di residui. È un equilibrio complesso in quanto lavaggio elimina la contaminazione visibile, ma allo stesso tempo genera impatti ambientali che non possiamo più ignorare”.
Lo stesso accade nell’industria, dove i processi di lavaggio tradizionali si basano ancora sulla combinazione di prodotti chimici aggressivi e temperature elevate, con conseguenze importanti sia per l’ambiente sia per l’integrità dei materiali trattati.



Fismet è specializzata nella progettazione e installazione di impianti di lavaggio industriali e nei servizi di lavaggio conto terzi.
Fismet ha scelto di invertire questo paradigma, orientando la propria ricerca verso sistemi più efficienti e sostenibili, in cui la componente meccanica diventa protagonista. “Nei processi convenzionali, chimica, calore e meccanica lavorano insieme,” continua Di Pierro. “Noi abbiamo scelto di ridurre al minimo i primi due fattori, valorizzando azioni meccaniche, come spruzzatura, rotazione, soffiatura, idrocinetica e ultrasuoni – che permettono di penetrare in profondità nei manufatti e rimuovere i residui, senza danneggiarli, garantendo risultati costanti e ripetibili.”
Da questa visione e da un costante impegno in ricerca e sviluppo è nato l’impianto di lavaggio multipurpose, una soluzione flessibile e modulare progettata per adattarsi alle esigenze produttive più diverse, offrendo la massima efficienza con il minimo impatto ambientale.
Cosa significa davvero lavare?
Lavare non significa solo eliminare lo sporco visibile, ma rimuovere ogni contaminante che potrebbe compromettere qualità, sicurezza e durata dei materiali, evitando dunque la diffusione dello sporco e la contaminazione di persone, alimenti, manufatti e luoghi. “I contaminanti possono essere di diversa natura: organici, come oli, grassi e idrocarburi; inorganici, come polveri, trucioli e ossidi; oppure una combinazione di entrambi. Per eliminare correttamente le diverse tipologie di contaminanti, i processi di lavaggio industriale non possono essere standardizzati, ma devono essere studiati su misura, integrando le diverse tecnologie disponibili sul mercato”, spiega Di Pierro. “L’azione chimica e quella termica, prese singolarmente, non sono sufficienti a
garantire un lavaggio efficace dei manufatti; per questo vengono spesso combinate tra loro e potenziate da processi meccanici, come agitazione, rotazione, spruzzatura, soffiatura, idrocinetica e ultrasuoni. Quest’ultimi sfruttano il fenomeno della cavitazione, ovvero la formazione e l’implosione di microbolle che staccano le particelle di sporco anche dalle zone più complesse dei pezzi, senza danneggiarli. Grazie a questo effetto, riescono a rimuovere le impurità non solo dallo strato superficiale del manufatto, ma anche dallo strato intermedio, detto limite, e dallo strato sublimite, la parte più interna e profonda dello stesso. Soltanto in questo modo, siamo in grado di raggiungere anche le aree più profonde e nascoste dei manufatti e assicurare standard qualitativi elevati e una maggiore efficienza del processo industriale”, continua il titolare di Fismet Service. “Per arrivare agli strati più profondi è necessario anche utilizzare gli agenti di lavaggio giusti: agenti chimici, come solventi o detergenti a base acqua, da soli non bastano, ma è necessario affidarsi a tecnologie innovative come il vapore sovrasaturo, che pulisce, sgrassa e sanifica, o l’anidride carbonica in forma solida (pellets di ghiaccio secco), semiliquida (cristalli di neve di CO2), liquida o supercritica, capaci di penetrare nello strato limite con impatto ambientale minimo”.
Dal principio alla pratica: il nuovo impianto multipurpose
Da questi principi nasce il nuovo impianto multipurpose a ciclo chiuso. Si tratta di una macchina compatta, automatizzata e versatile, adatta a diversi ambiti produttivi: dal manifatturiero (metalli, vetro, plastica, ceramiche) ai settori medicale, cosmetico e alimentare.

Nei suoi impianti di lavaggio, Fismet dà priorità ai processi meccanici, quali agitazione, rotazione, spruzzatura, soffiatura, idrocinetica e ultrasuoni.
Il processo, completamente automatizzato e che impiega dai cinque ai sette minuti, si articola in quattro fasi:
Lavaggio con ultrasuoni a caldo con aggiunta di idrocinetica e agitazione;
Risciacquo con ultrasuoni in acqua osmotizzata a caldo con aggiunta di idrocinetica e agitazione;
Risciacquo e sanitizzazione con vapore sovrasaturo;
Asciugatura mediante riciclo di aria calda.
“La soluzione detergente a base acquosa utilizzata nella fase di lavaggio e l’acqua di risciacquo, sono veicolate all’interno dell’impianto multipurpose in un ciclo virtuoso, totalmente chiuso, all’interno del quale i liquidi vengono riciclati e filtrati in continuo, senza nessuna dispersione né liquida, né aeriforme nell’ambiente. Anche il vapore generato viene recuperato, condensato e riciclato. L’impianto quindi è totalmente a ciclo chiuso. Tutte le funzioni e le fasi di trattamento sono automatiche e controllate da remoto”, continua Sabino Di Pierro.
I vantaggi concreti dell’impianto multipurpose includono:
Spazio ridotto;
Consumi energetici contenuti;
Consumi di detergenti dimezzato;
Minori quantitativi di soluzioni detergenti impiegate;
Produzione di rifiuti limitata;
Consumo d’acqua quasi nullo;
Manutenzione minima.
“L’intuizione risale a diversi anni fa,” racconta Sabino Di Pierro, “quando, in occasione dell’Expo di Milano, collaborammo con il Politecnico alla progettazione del primo prototipo di macchina universale per il lavaggio industriale. All’epoca i tempi non erano maturi, ma oggi — con la crescente sensibilità ambientale e la domanda di processi più puliti — quella visione è diventata realtà.”
Con l’impianto multipurpose, Fismet conferma la propria missione, ovvero quella di trasformare il lavaggio in un processo intelligente, sostenibile e virtuoso.







La ventunesima edizione di parts2clean, che si è svolta nell’area espositiva di Stoccarda dal 7 al 9 ottobre 2025, ha attirato un impressionante numero di visitatori che hanno potuto partecipare a discussioni e stringere contatti di eccellente qualità. I 165 espositori provenienti da ogni settore della tecnologia di lavaggio industriale hanno presentato una serie di soluzioni innovative. Inoltre il forum bilingue p2c.EXPERTFORUM ha attirato un numero record di partecipanti. Entrambi questi fattori hanno fornito un impulso significativo per ottimizzare la qualità dei processi, la produttività e l’efficienza in termini di costi e risorse.
Le 165 aziende espositrici da 16 paesi diversi si sono recate a Stoccarda per presentare soluzioni tecniche intelligenti e impressionanti per il lavaggio industriale di componenti e superfici. I tre giorni di parts2clean hanno reso evidente che esiste una domanda per questo tipo soluzioni, nonostante le difficili condizioni attuali del mercato: dopotutto, i visitatori provenienti da 44 paesi, più di 3200 in totale, hanno portato in fiera attività e progetti più allineate al tema.
“Rispetto all’evento del 2023, la ventunesima edizione della fiera leader nel settore del lavaggio industriale dei componenti e delle superfici non solo ha registrato un numero crescente di aziende espositrici e una superficie espositiva netta di 4600 mq, ma anche un leggero aumento nel numero dei visitatori,” riferisce Ramtin Randjbar-Moshtaghin, Project Director di Deutsche Messe AG.
La percentuale di visitatori provenienti da paesi diversi dalla Germania è stata circa il 25%. Le nazioni più rappresentate dopo la Germania sono state Svizzera, Austria, Turchia e Paesi Bassi. “Tuttavia per noi, in qualità di organizzatori di parts2clean, i dati e le cifre in sé sono meno importanti del grado di soddisfazione delle aziende espositrici,” aggiunge il Project Director. L’evento di quest’anno ha anche ottenuto ottimi risultati in questo senso, come conferma Samuel Wolf, Amministratore delegato dell’azienda di sistemi di lavaggio vapic GmbH: “Alla fine del secondo giorno di fiera, avevamo già raccolto più contatti che durante l’intera edizione del 2023. I visitatori sono venuti alla fiera con attività e progetti specifici. In alcuni casi, hanno persino portato con sé i disegni dei componenti da lavare, così da poter passare direttamente allo sviluppo di soluzioni. Anche l’elevato numero di nuovi contatti – circa l’80% - è motivo di soddisfazione.”
Professionisti con potere decisionale e piani di investimento
La qualità sopra alla media delle discussioni e contatti al parts2clean ha rispecchiato la percentuale eccezionalmente alta di visitatori professionali, pari al 99%. Il sondaggio condotto tra i visitatori ha evidenziato che circa il 90% di essi è coinvolto nelle decisioni relative agli investimenti operativi. I progetti di investimento futuri sono stati il motivo principale della visita per circa il 31% dei professionisti. Ciò ha portato a richieste reali anche durante la fiera, come riferisce Rien van Sliedregt, Direttore
commerciale dell’azienda olandese Esselent Solutions: “Era la diciottesima volta che partecipavamo al part2clean, e vista la situazione economica ci aspettavamo meno visitatori alla fiera. Tuttavia, si è verificato l’opposto: abbiamo avuto più visitatori al nostro stand rispetto al 2023, inclusi molti nuovi contatti promettenti. Per la prima volta abbiamo ricevuto richieste di preventivi durante la fiera. Le discussioni e le richieste di informazioni spesso erano focalizzate all’ottimizzazione dei processi e sulla ricerca di modi per risparmiare, come ad esempio prolungare la vita dei bagni di lavaggio. La nostra esperienza è un importante fattore per i visitatori, perché in molte aziende i dipendenti esperti stanno raggiungendo l’età pensionabile, portando via con sé le loro conoscenze e competenze. Senza dubbio esporremo ancora a parts2clean 2027.”
Martin Dreher, Responsabile del Marketing Strategico di acp systems GmbH, ha riferito di discussioni molto intense sui progetti futuri con visitatori provenienti da settori come elettronica, ottica, aerospaziale, delle microtecnologie e dei semiconduttori: “parts2clean è sicuramente una delle fiere più importanti per noi e quest’anno ha soddisfatto pienamente le nostre aspettative; continueremo ad essere presenti anche in futuro.”
Oliver Kerber, Responsabile di Parts Cleaning di Stockmeier Chemie GmbH & Co. KG riferisce sulla falsariga: “Siamo stati piacevolmente

sorpresi dal numero di visitatori e dalla qualità delle discussioni riguardo a progetti specifici. Spesso, si trattava di attività con requisiti di pulizia molto elevati e applicazioni ad alta purezza. Siamo molto soddisfatti della nostra partecipazione alla fiera.”
Gli espositori di part2clean di quest’anno hanno anche dimostrato che l’automazione, la digitalizzazione e l’intelligenza artificiale possono contribuire ad una maggiore affidabilità dei processi, efficienza e risparmio delle risorse nella pulizia industriale dei componenti. “Oltre a quattro sistemi nuovi o ulteriormente sviluppati per lavaggi a solvente e a base acqua, abbiamo presentato a part2clean soluzioni innovative dalla nostra ampia gamma, parzialmente supportate dall’intelligenza artificiale, per il monitoraggio e controllo automatizzato dei processi. L’interesse e il feedback su questi sviluppi dei visitatori provenienti dall’industria generale e da vari settori high-tech sono stati eccellenti. Siamo riusciti a stabilire molti contatti significativi e possiamo presumere che porteranno a un buon follow-up commerciale dopo la fiera,” afferma Oliver Pelz, Direttore vendite di Ecoclean GmbH.
Scambio di informazioni, ricerca di tendenze, networking e cooperazione – sono stati alcuni dei punti focali di part2clean, come ha sottolineato Juliane Schulze, Amministratore delegato di SITA Messtechnik GmbH: “Alcuni aspetti della nostra partecipazione all’evento coinvolgono il networking con il settore, lo scambio di idee con i partner e la ricerca delle ultime tendenze. Ecco perché è fondamentale essere presenti a parts2clean, perché è qui che si incontrano tutti i fornitori rilevanti dai diversi settori.”
p2c.EXPERTFORUM – la conoscenza è più richiesta che mai
Il forum bilingue p2c.EXPERTFORUM, aperto gratuitamente ai partecipanti alla fiera, è sempre stato una delle principali attrazioni dell’evento internazionale. “La richiesta di competenza nel lavaggio industriale dei

componenti e superfici non è mai stata così elevata come quest’anno,” riferisce Ramtin Randjbar-Moshtaghin. “Le presentazioni tenute da esperti del mondo scientifico, di ricerca e dell’industria sono state accompagnate da un servizio di traduzione simultanea (tedesco<>inglese) e hanno attirato un totale di 3060 visitatori della fiera desiderosi di acquisire o approfondire la loro conoscenza sul lavaggio dei componenti.” Il record di presenze dimostra che c’è un enorme bisogno di informazione che va dalle basi del lavaggio dei componenti al lavaggio ultrafine e alle applicazioni ad alta-purezza. “Il forum p2c.EXPERTFORUM offre alle aziende una risorsa di formazione ed istruzione per i propri dipendenti che è impareggiabile in termini di rapporto qualità prezzo,” ha aggiunto Juliane Schulze.
La consegna del quarto premio FiT2clean è stato uno dei momenti salienti dell’ultimo giorno di fiera. Quest’anno, BO-INNO GmbH ha vinto l’Innovation Award dell’Industrial Parts Cleaning Association (FiT) con uno smart data tracker che registra e memorizza in tempo reale i parametri del processo. Nägele Mechanik GmbH e SAFECHEM Europe GmbH hanno ottenuto rispettivamente il secondo e terzo posto. Il premio viene assegnato annualmente dalla FiT per le soluzioni innovative e risultati eccezionali in risposta alle attuali sfide nel settore del lavaggio industriale dei componenti.
La prossima edizione di part2clean si terrà dal 5 al 7 ottobre 2027 presso il centro espositivo di Stoccarda.
Per maggiori informazioni: www.parts2clean.de/en/

EDITOR IN CHIEF
ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR
FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE redazione@ipcm.it
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it
NICOLE KRAUS kraus@ipcm.it
MATTEO SOTTI sotti@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
FEDERICO MELIDEO melideo@ipcm.it
GIULIA GENTILE gentile@eosmarketing.it
MARTINA STUCCHI mstucchi@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
MARTINA STUCCHI mstucchi@ipcm.it
NICOLE KRAUS kraus@ipcm.it
GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
TRANSLATIONS
CHIARA FOPPA PEDRETTI chiara.foppapedretti@gmail.com
SEBEGRAF SRL | info@sebegraf.eu

EDITED BY
Prof. Stefano Rossi
Material Engineering and Industrial Technologies, University of Trento - Product Design
Kevin Biller ChemQuest Powder Coating Research
Gianmaria Guidi Consultant for industrial and anticorrosive coating processes
Gianmaria Gasperini
Head of the Paint&Coatings Laboratory of Innovhub SSI Divisione Oli e Grassi
Paolo Rami
Director of ipcm®Academy, expert in anticorrosion, coating defects analysis, and process optimization


SUBSCRIPTION SERVICE / SERVIZIO ABBONAMENTI
Sale only on subscription - Vendita solo su abbonamento E-mail: info@ipcm.it
Subscription Rates 2026
Annual subscription print + digital:
EMEA €110,00 (postage included)
Rest of world €350,00 (fast airmail shipping included)
Single copy: €15,00
EMEA (postage included) - Rest of world (postage excluded)
Back issues: €30,00
EMEA (postage included) - Rest of world (postage excluded)
Subscriptions can be made via payment online at www.myipcm.com. Subscription and the sale of individual issues are exempt from VAT under Italian law: Article 74.1, letter C of DPR 633/72, DM 29/12/1989.
Tariffe Abbonamento 2026
Abbonamento annuale cartaceo + digitale:
EMEA €110,00 (spese postali incluse)
Rest of world €350,00 (spedizione via aerea inclusa)
Fascicolo singolo €15,00
EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati €30,00
EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Gli abbonamenti possono essere sottoscritti con carta di credito sul sito: www.myipcm.com. L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.

For over 25 years, your partner for industrial painting



Verona Impianti designs, manufactures, and installs tailor-made coating plants, pretreatment lines, and drying systems. Reliability, competence, and experience: these are the three nouns that best describe the team of VERONA IMPIANTI 2002.
