


As the world‘s leading manufacturer of high-performance corrosion protection systems DÖRKEN consistently focuses on sustainability and environmental protection. In line with the current developments around the possible PFAS ban, we already offer our main products completely PFAS-free.
You can rely on innovative solutions that combine maximum performance and ecological responsibility.
Contact us.
Dörken Coatings GmbH & Co. KG . Wetterstrasse 58 D-58313 Herdecke . Telephone +492330 63243








Bespoke durability: DKC optimises pre-treatment to meet new market demands
Textured, glossy, and decorative finishes for the Enterprise Research Campus in Boston
Safety, efficiency, and traceability: the value of automatic tank cleaning according to Basca
Bocciolone Antincendio chooses all-electric power for its first coating plant
Automation for spraying hydraulic cylinders: the Bicelli and Lesta case
A cutting-edge, flexible application system promoting the sustainable development of Rimorchi Bertoja




The evolution of water-based industrial coatings: a new high-performance DTM polyacrylic finish
In its coating contracting hub, Argos Surface Technologies’ partnership with its powder supplier consolidates its presence in the ACE sector
Quarry and construction site vehicles require high-performance coatings and maximum colour customisation
FTALON: polyester polyols in high-performance coatings for the ACE and industrial machinery sectors
Efficient coating solution powers complex crane production
Energy efficiency and high performance: the keys to a new coating plant for discs intended for agricultural machinery
Alpego doubles down on coating: an advanced twin plant to support growth





ACE manufacturers turn cost of
into competitive
New WMV cleaning system: greater efficiency in blasting
Customisation and flexibility as winning features in the world of filtration
First collaboration between Dürr and Thanh Cong Group
Total Finishing Supplies expands its range to meet market demands
The right filter for every stage of filtration


A new line of nanotechnologic conversion for corrosion classes C3H – C4H – C5M

DOLLCOAT GP 107 based on graphite engineered by
Multimetal no rinse product to be used at room temperature
Compatible with any plant and applied by spraying, deep immersion or by nebulization modules
Excellent pre-cataphoresis pretreatment
150 ROAD TO 2050
Dürr and GROB present new concept factory for battery cell production
154 COLOUR STUDY
DRIVING THE PROXY: BASF Coatings unveils 2025-2026 Automotive Color Trends® collection
158 SPECIALIZED TRAINING
Training, innovation, and growth: ipcm® Academy in 2025 and its prospects for 2026
162 UCIF INFORMS
The Data Act and its impact on Italian manufacturers of finishing equipment: challenges and opportunities
164 MEETING THE INDUSTRY
188 CASE STUDY
Figros: symbiosis between maximum production flexibility and eco-friendliness in the vibratory finishing of components for fashion accessories
196 ADVANCEMENTS
From robotic deburring to autonomous production
200 CASE STUDY
Atos upgrades cleaning to speed up its operations and secure the high quality standards of its electrohydraulic components
206 HIGHLIGHT OF THE MONTH
Innovation and sustainability in industrial cleaning: Fismet’s closed-loop multipurpose plant
210 MEETING THE INDUSTRY
179 ICT - INDUSTRIAL CLEANING TECNOLOGIES
180 CASE STUDY
High-performance cleaning at the heart of Endurance’s electric conversion efforts




Since it was founded in 1988, HUBO Automation has always focused the attention to the market needs and to the technological evolution. This allowed the company to establish itself as a leader for the industrial automation and painting. Thanks to the experience of the technical staff and to the continuous investment in new technologies, HUBO is able to satisfy dynamically the requests of a wide range of industries.
HUBO core business is the painting division. The wide range of automation solutions fully meets any need of automatic painting; in addition, the combination of special systems can satisfy particular requests and can guarantee a flexible and reliable painting system from all points of view.







When there is no compromise to be made on a powder coating finish, architects need look no further than AkzoNobel’s Interpon D2525 Anodic powder coatings range. It delivers the stunning look of anodized aluminum and unbeatable resistance to weathering, all within a solution that reduces energy consumption, increases productivity and reduces carbon footprint.
Available in a striking selection of matt and metallic-effect finishes, from shiny golds and soft silvers to steely blues and earthy bronzes, matching every mood and style. The ideal alternative to anodized aluminum for windows and facades, the finish delivers excellent color and gloss retention. Formulated with Interpon D Low-E technology to support sustainability goals by curing at a lower temperature or faster speed, the range is pushing the boundaries of sustainable solutions in powder coatings.
Your imagination starts with our finish.

interpon.com

Alessia Venturi Editor-in-chief Direttore Responsabile
Efficiency.
After resilience, which escaped the realm of physics to gain popularity in the early 2000s, dominating the everyday vocabulary of almost everyone until it became meaningless, efficiency is today’s new watchword in any field: industrial, productive, social, family-related, educational, philosophical. Making the best use of available resources to achieve a goal – this is the word’s literal meaning – is the cornerstone of Industry 4.0. The mantra for the industry to be sustainable. The imperative for a society that demonises any waste, especially of time, in favour of performance.
This approach translates into the search for ever-increasing technological content, both in everyday life and in the economy.
In recent years, from manufacturing and logistics to agri-food to chemicals, every industrial branch has seen a growing trend towards the research and adoption of more and more advanced technologies, with the primary objective of improving operational efficiency, performance, and profitability while eliminating human error, the unexpected, and chance.
The implementation of digital systems, smart sensors, advanced automation, and data analysis platforms now enables real-time monitoring of processes and performance, reducing waste and downtime, improving product quality, and optimising resource utilisation. Technologies such as artificial intelligence, machine learning, collaborative robotics, and the Industrial Internet of Things are turning traditional activities into predictive and adaptive processes that anticipate problems and respond quickly to changes in demand. Even in the ACE (Agriculture, Construction, and Earthmoving equipment) industry, which is widely covered in the pages of this issue of ipcm®, the last for 2025, the focus on technology is getting stronger: drones that map the land and give operators instructions, planting and cultivation machines that combine several work steps in one, sensors and decision support software based on AI, and digital imaging solutions generating information that was previously only available to humans are just some of the innovations and trends presented at Agritechnica, the world’s leading trade fair for agricultural technology, which took place in Hanover (Germany) from 14 to 20 November.
It is undeniable that efficiency is part of progress and that, thanks to it, we can produce better, live better, consume less, and be more sustainable. However, it is equally true that eliminating error through standardised procedures can sometimes stifle innovation. Scientific and technological discoveries often arise from the unexpected, from experiments that exceed expectations, from mistakes. Embracing failure as a learning opportunity is crucial for progressing, finding creative solutions, developing new knowledge, adapting, and evolving.
Our wish for ipcm®’s readers in 2026 is to reserve a little space in our daily lives and business procedures for the unexpected and for beauty – values that perhaps contrast with efficiency, yet remain deeply human, fulfilling, and inspiring.
Happy holidays and a happy 2026 to you all!
Richiedi la versione in italiano a info@ipcm.it

Robert Kramer Director, The ChemQuest Group, Inc. rkramer@chemquest.com
Effectiveness (OEE) can drive operational excellence through a deep analysis of the main causes of productivity loss and common performance management mistakes, in order to optimise efficiency and business profitability.
The goal of operational excellence is to continuously improve a company’s end-to-end operations, including production facilities as well as business functions, enabling the organization to achieve high performance while maintaining agility and responsiveness. Optimal operations support your company’s competitive advantage while driving long-term profitable growth.
Operational areas to focus on can range from process optimization and capacity/production issues to expansion planning, supply chain, and even environmental health and safety. One ripe target for improvement in many organizations is overall equipment effectiveness (OEE), which compares your operation’s ideal performance to its overall real performance. Minor improvements in operations OEE can make a major difference to overall total productive maintenance (TPM), the goal of which is to maximize your equipment’s efficiency and minimize downtime. OEE is a quantifiable way to evaluate how well your equipment, people, and processes are working by measuring:
Availability: Available time divided by uptime
Performance: Production/output speed and consistency
Quality: Number of defects.
OEE uses these data points to determine a percentage of good production time for each asset. The resulting OEE scores enable you to identify and address opportunities for improvement.
Several common factors related to the previously noted availability, performance, and quality cause equipment productivity loss in manufacturing. Identifying and focusing on the most common losses in an organization creates a clear path to improving the OEE score and optimizing efficiencies.
Working to reduce availability loss due to equipment failures or setups/ adjustments protects against preventable unplanned downtime while minimizing unplanned stops. Equipment failure accounts for any significant period in which equipment is scheduled for production but is not running due to failure (i.e., unplanned stoppage or downtime). Some common examples of equipment failure include machine breakdowns, improper setup, and unplanned maintenance. From the broader perspective of unplanned stops, additional causes might include a lack of operators or materials, the process being choked by upstream
equipment, or downstream equipment causing blockages. Proven control plans should be put in place to reduce or eliminate equipment failure.
Setup and adjustments account for any significant period in which equipment is scheduled for production but is not running due to changeovers or other adjustments to equipment. Some common reasons for setups and adjustments might be product-to-product equipment modifications, product changeovers not being optimal, or unplanned maintenance. Production schedulers should target customers’ satisfaction as well, meeting on time and full delivery related to production and efficiency costs where production campaigns are maximized. It is important to reach an equilibrium, if possible, between the service level that you provide to the customer and the associated costs. Be sure to take into consideration the overall impact on the production scheduling and planning aspect, especially with changeovers.
Addressing performance loss that results from idling and minor stops, as well as reductions in speed, prevents small stops and slow cycles from accumulating. When we consider idling and minor stops, we generally include short (under 5 minutes) stops that occur while the operator resolves an issue without the help of maintenance. While short in duration, the root causes of these types of stoppages are often chronic, which can make operators somewhat blind to the full impact. Some examples of idling and minor stops might be raw material disruptions, plugged transfer lines, incorrect operator parameters or work instructions, improper calibrations, or design issues. Sometimes, the operator may need to locate ancillary equipment that is not stored in the right place or isn’t easily accessible. While performance-related issues may appear small in magnitude, they add up when multiple occurrences happen. Most companies not embedded in a robust continuous improvement culture tend to ignore the full impact of these types of issues. While these stops might be only a few minutes in a single duration, they accumulate and can make a significant difference over the course of your production cycle. Another factor in performance loss is reduced speed. Also known as slow cycles, reduced speed includes anything that keeps the process from running at its theoretical maximum speed (sometimes referred to as ideal run rate or nameplate capacity). Causes can include poor maintenance, substandard raw materials, limited ancillary equipment, poor environmental conditions in the plant, operator inexperience, or general lack of operator training.

Every day, everywhere, you deserve to breathe clean air.








Minimizing quality loss in the form of process defects and lower yield reduces the number of unusable products produced during steady
production. Process defects can account for defective material produced as off-spec batches or from startup until steady-state production is reached. This includes scrap material as well as material that must be reworked, since OEE measures quality from a first-pass yield perspective. Examples of common process defects include lot-to-lot raw material variation, incorrect equipment settings, or operator or equipment handling errors. In addition to process defects impacting OEE, the increased inspection needed as a result of poor quality results in added costs as well as potentially inferior or out-of-spec product reaching the customer. Best practice is to eliminate the defects altogether, as this will help the cost situation while providing a better product for the end customer. Reduced yield accounts for material loss due to poor processing results and suboptimal finished product output. Examples of reduced yield include suboptimal changeovers, incorrect settings on a new product run, equipment that requires warmup cycles, or poor operator training. Yield losses can have a significant impact on a company’s profitability, depending on the associated costs, especially when taking into consideration the raw material price increases of the last few years. Using a first-time-right mindset by increasing the first-pass yield saves time and hence costs. For example, think in terms of the goal of zero yield loss: It would be ideal if each one pound (or one unit) going into your process results in one pound (one unit) out of your process. This would represent 100% yield (fairly unrealistic).
Let’s say you determine your yield is at 90%. What are the drivers of that 10% in yield losses? You might investigate and discover a root cause that represents 2% (e.g., a poor metering system), another that’s 1% (e.g., container damage that occurs during material handling), another few that are 0.5% each (e.g., air loss during mixing or stagnant inventory). All of these small issues can add up to a significant number in terms of losses. When you understand where the 10% comes from, you can take steps to make improvements. Look first at the issues that have the biggest impact. Once those have been addressed, target issues with obvious (ideally, simpler) solutions.
Fully understanding OEE in terms of your company’s operations, as well as the ideal steps to take when making improvements, can be quite a complicated process. A few common OEE mistakes to avoid are highlighted below:
The true value of OEE comes from understanding the underlying losses and acting accordingly.
Many companies confuse the two and end up creating slower targets. While useful for planning purposes, they don’t help optimize potential.
Overemphasizing OEE on the shop floor
Too much pressure will result in potential poor behaviour. It’s best to instead provide extensive training on the positive behaviours that impact the underlying common losses to OEE.
Keep OEE data collection simple. Having too many reason codes creates confusion for the operators, which can prevent them from doing their jobs effectively. Instead, “Collect less and do it well.”
Unless processes are the same at your various sites, you can potentially put operators in a position to fudge data or at a minimum demotivate them due to unjust comparisons. For example, the complexity of parts/ product produced, as well as the number of production changeovers, are often inherently different between two facilities. It is unfair and indeed counterproductive to attempt to hold both sites accountable to the same metrics.
Excluding changeovers
Changeover time is lost production time, so it is important that reducing changeover time is given the utmost attention. Think of an auto race such as Formula 1, where the pit crew changes the tires with lightning-fast speed. Time is truly of the essence to ensure optimal productivity.
OEE typically only measures the productivity aspects of production assets (both equipment and manpower). However, it can also have a positive impact on capital expenditures (CapEx) when processes are running optimally.
For example, operating more efficiently allows companies to delay further investment in CapEx, which frees up cash. The resulting monetary resources might be better served in more profitable areas of the business — or even by not being spent at all, which only bolsters the company’s balance sheet and supports your initiative’s positive impact on the bottom line.












Backed by AkzoNobel’s global network and science-based carbon reduction targets, the launch of the IONOMY ecosystem marks a bold step towards helping the entire value chain address decarbonisation, modernisation, and resilient growth.
AkzoNobel Coil & Extrusion Coatings has launched the industry’s first consultancyled, not-for-profit partnership dedicated to make energy curing a viable and scalable solution for coil coaters and integrated steel manufacturers worldwide. The initiative, called IONOMY™, brings together experts in technology and solutions, including materials, curing, systems integration, software and hardware. The IONOMY ecosystem unites leading specialists to help businesses overcome the challenges of adopting energy curing, providing guidance from diagnostics and road mapping to line redesign and longterm optimisation. “It isn’t just about making a tweak to the process. Energy-curing is a complete reimagining and transformation of how coating lines are designed, operated, and optimised. We see the enormity of the challenge through our customers’ eyes, and this is why we have created the IONOMY ecosystem,” has stated Sebastien Villeneuve, Transformation Manager, Coil Coatings, AkzoNobel Coil & Extrusion Coatings. The name IONOMY combines ‘ionisation’ and ‘economy’. Ionisation highlights the critical role energy plays in triggering the cold curing process, which is central to renewable energy curing. Economy reflects the significant business benefits of energy curing, including reduced energy costs, faster throughput, improved sustainability, and long-term profitability.
The IONOMY ecosystem comprises:
AkzoNobel Coil & Extrusion Coatings –initiator of IONOMY and a global leader in coil coating solutions.
PCT Ebeam and Integration - supplier of innovative and reliable ebeam systems for coil lines.
IST METZ GmbH & Co. KG – leader in UV and LED curing systems.
Globus Srl – specialist in coating systems and machine engineering for coil.
NOVACEL SA – global leader in processing and protective films for innovative materials.
Despite the availability of energy-curable products, adoption in the coil coating industry has been slow, largely due to the complexity of transition. Many businesses remain uncertain about how to adapt operations to seize the renewable energy-curing opportunity.
“We’ve been guided by the values of collaboration, innovation, and sustainability to step forward and help our customers unlock change. No one company can deliver this kind of transformation alone, which is why the IONOMY ecosystem is built on collaboration to guide the industry into its next chapter. Our aim is to help coil coaters embrace the more efficient and sustainable future that’s within reach. Together, we’ll make renewable energy curing not just possible, but practical and profitable for all coil coaters and steel processors who will be free to adapt, innovate and compete on a new level,” has commented Chris Bradford, Market Director, Coil & Packaging Coatings, AkzoNobel.
For further information:
https://coilcoatings.akzonobel.com/us/ ionomy-redefining-coating-technology

Airbus highlighted Chemetall’s exceptional delivery record and longstanding role as a reliable partner within its supply chain.
The Surface Treatment global business unit of BASF Coatings, operating under the Chemetall brand, has once again been honoured with the prestigious Airbus Supply Chain & Quality Improvement Programme (SQIP) Award. The recognition marks the tenth consecutive year that Chemetall has received Airbus’ highest supplier accolade, underscoring its consistently strong delivery performance and product quality throughout 2024. The award ceremony took place at Airbus Headquarters in Toulouse (France), where the aerospace manufacturer celebrated its topperforming suppliers. Through the SQIP initiative, Airbus seeks to elevate its strategically important suppliers to world-class standards in quality and delivery performance—an increasingly crucial factor as production rates continue to rise. Chemetall, a certified and established supplier to the aerospace sector, provides Airbus with Naftoseal® aircraft sealing compounds and Ardrox® corrosion protection solutions, among other technologies, all designed to meet the stringent demands of the global aerospace industry. “We are very proud to receive the prestigious Airbus SQIP accreditation, which is the highest recognition for suppliers for their quality performance for the tenth year in a row. It is a testament to our commitment to deliver innovative and high-performing solutions across the whole value chain of the aerospace industry, from manufacturers to maintenance, repair, and overhaul companies of aircraft and aircraft engines. I want to thank Airbus for their trust and close collaboration for many years and promise that you can always expect more from us,” has stated Frank Naber, Senior Vice President Global Surface Treatment at BASF Coatings. “We are very pleased to have met the requirements of the Airbus SQIP programme again. This is a great team effort by all aerospace colleagues in Quality, Production, Technical and Laboratory



Support, Supply Chain, and Customer Service, who all contribute to delivering this high level of performance. We will continue to make every effort to ensure sustained excellence in delivery performance and quality for our customers and to work closely with Airbus to further improve our performance in the future,” has added Guillaume Larrieu, Global Key Account Manager Airbus at Chemetall.
For further information: www.chemetall.com

CUSTOM BUILT Engineered finishing systems: Blast, Pretreatment, Conveyors, Booths, applicators, robotics, and ovens.
Total Finishing Systems is a leading designer and integrator of high-quality and complex industrial finishing systems Whether you need an in-depth process analysis or require finishing equipment and components, our equipment exceeds expectations and our innovation and automation is industry leading


This launch positions Dürr CTS to be faster, more focused, and more influential in shaping sustainable industrial practices worldwide.
Dürr CTS, a global leader in air pollution control and noise abatement, has officially begun operations as a standalone company. Formerly the Clean Technology Systems (CTS) division of the Dürr Group, the company is now entering a new phase, focusing on advancing environmental technologies and driving sustainable growth in industrial production. With more than 60 years of experience in air pollution control, noise abatement, and decentralised power generation, Dürr CTS aims to make industrial production cleaner, quieter, and more efficient. Its technologies assist manufacturers across sectors such as automotive, chemicals, and energy production to meet stringent environmental and efficiency standards.


Regenerative thermal oxidisers (RTOs) from Dürr CTS purify exhaust air containing solvents and odours, achieving purification levels of over 99.8%, and helping to minimise emissions in industrial processes. Since November 2025, Dürr CTS has been majority-owned by Stellex Capital Management, which holds a 75% stake, with Dürr AG retaining a 25% minority share.
The company’s independence enhances its agility and entrepreneurial spirit, allowing it to respond more swiftly to market demands and invest in forward-looking technologies.
The global shift towards cleaner manufacturing continues to accelerate, driven by tighter emissions targets and the need for more efficient use of energy and resources. Dürr CTS addresses these challenges by combining deep process expertise, advanced engineering, and a strong customer focus. Working closely with clients worldwide, the company designs and implements systems that ensure environmental compliance while optimising plant performance.
“As a standalone company, we can build on our established strengths in air pollution control, noise abatement, and waste heat recovery while accelerating innovation in future-oriented technologies. Our strong R&D foundation enables us to further advance solutions such as CO2 capture and thermal energy storage which are key enablers of sustainability in modern industrial production,” has stated Sebastian Baumann, CEO of Dürr CTS.
Dürr CTS employs around 1,300 people across 12 countries and generated annual revenues of over €400 million in 2024. Its global network of engineering, manufacturing, and service locations ensures close customer support and rapid response capabilities.
For further information: www.cts-durr.com/en
The deal, combined with BASF’s earlier divestment of its decorative paints business, values the company’s entire Coatings division at €8.7 billion, reflecting an implied 2024 EV/EBITDA multiple before special items of approximately 13x. BASF will retain a 40% equity stake in the business and is expected to receive around €5.8 billion in pre-tax cash proceeds at closing.
BASF and global investment firm Carlyle, in partnership with the Qatar Investment Authority (QIA), have reached a binding agreement to transfer BASF’s automotive OEM coatings, automotive refinish coatings, and surface treatment businesses, collectively known as BASF Coatings. The enterprise value of the transaction has been set at €7.7 billion, with closing expected in the second quarter of 2026, subject to customary regulatory approvals.
BASF Coatings operates globally, providing innovative and sustainable coatings for automotive OEMs, automotive refinish, and surface treatments for metal, plastic, and glass across multiple industries. The business, which has a presence in Europe, North America, South America, and Asia Pacific, generated sales of around €3.8 billion in 2024.
Carlyle will work closely with BASF Coatings’ management to support future growth by investing in commercial capabilities, innovation, and organisational structure, enhancing customer focus. Carlyle brings extensive experience in industrial and chemical carveouts, having previously invested in Axalta, Atotech, and Nouryon.
“We are delighted to partner with Carlyle, whose sector expertise, carve-out capabilities and collaborative approach will help position BASF Coatings for longterm success. By retaining an equity stake, we are showing our belief in Coatings’ future value creation and upside potential. The passion, expertise, and customer focus of our Coatings team is what makes this business outstanding,” has stated Markus
Kamieth, Chairman of the Board of Executive Directors of BASF SE.
“The transaction announced today opens a new chapter of opportunity for BASF Coatings, building on today’s success and shaping an even stronger future,” has commented Anup Kothari, member of the Board of Executive Directors of BASF SE and responsible for the Coatings division.
“BASF Coatings is an exceptional platform with leading technologies, a world-class management team, strong customer partnerships, and a truly global footprint. We see compelling opportunities to leverage our global platform to support the business becoming an established independent leader. This transaction exemplifies Carlyle’s ability to execute complex carveouts in partnership with leading global corporates,” have added Martin Sumner, Global Head of Industrials, and Tanaka Maswoswe, Partner at Carlyle.

“QIA is pleased to partner with Carlyle to support the next phase of BASF Coatings’ continued growth. This investment aligns with QIA’s approach of investing in industry leaders and is testament to our belief in the long-term resilience of German businesses,” has concluded Mohammed Al-Sowaidi, CEO of QIA. BASF has assured that business continuity for customers will be maintained throughout the transaction process and that employee representatives will be involved in accordance with legal requirements and local practice.
For further information: www.basf.com



FreiLacke is investing in future-proofing its Döggingen operations, consolidating technical capabilities, and enhancing customer interaction – signalling growth and a commitment to both technology and sustainability, further reinforced by the continuity of the company’s management vision ensured following the retirement of Hans-Peter Frei.

FreiLacke has officially commenced construction of its new Product Technology Centre (PTC) with a ceremonial groundbreaking at its Döggingen site (Germany). The three-storey building, which will house cuttingedge laboratory and application technology, is expected to be ready for occupation in early 2027. The PTC is set to become the technical hub of the company. It will feature spacious development laboratories, a modern technical centre, and a central training facility where customers can receive handson training and experience FreiLacke’s coating systems using the latest application technologies.
The new building reflects FreiLacke’s response to increasing demands in product development and customer support. By consolidating technical centre operations previously spread across multiple buildings, the PTC will provide additional office and laboratory space and alleviate current capacity constraints, while efficiently accommodating the growing need for customer training. Covering approximately 550 m² per floor, the three-storey building, including a technical annex, will mirror the design of FreiLacke’s administrative building. It will be fully accessible, featuring an elevator and a link to the existing laboratory building, which will also be made barrier-free. Sustainability has been central to the planning process, with the PTC to include:
State-of-the-art, energy-efficient building services incorporating heat pump technology.
Energy integration with existing buildings to minimise additional consumption.
Compliance with current ecological standards.

Through this development, FreiLacke underscores its long-term commitment to the future by investing in the continued expansion of the Döggingen site, strengthening innovation through cutting-edge laboratories and advanced application technologies, and enhancing customer collaboration and support with a centralised, hands-on training centre.
In parallel with this investment, FreiLacke has announced a forthcoming change in management that underscores the company’s stability and forward-looking vision.
After 36 years of service, Hans-Peter Frei will retire at the end of 2025, stepping down as Managing Director, Executive Board Member, and Head of Technical Disciplines. Dr. Rainer Frei will assume responsibility as sole Managing Director, ensuring continuity in the family-owned company’s leadership.
In addition, Stefan Kienzler, who has overseen production since 2018, has been appointed to the management board as Head of Technology Division, joining Dr. Rainer Frei, Roland Bäurer, and Hans-Peter Frei until the end of 2025.
The management transition has been designed to guarantee continuity, stability, and consistent strategic direction, reinforcing FreiLacke’s role as a reliable global partner for advanced industrial coating solutions.
For further information: www.freilacke.com
NASA and Boeing teams at the Michoud Assembly Facility have implemented an improved technique for priming the Space Launch System (SLS) core stage fuel tank ahead of applying its signature thermal protection foam.
NASA technicians have introduced a refined method for preparing the Space Launch System (SLS) fuel tank - the core stage - ahead of applying its well-known thermal protection system (TPS) coating.
Although the rover shown is not bound for Mars, it is supporting development of the rocket that will send astronauts around the Moon. At NASA’s Michoud Assembly Facility near New Orleans, Boeing teams have enhanced the priming process used on the SLS cryogenic fuel tank.
The rocket’s distinctive orange spray-foam layer regulates the temperature of approximately 733,000 gallons (2.8 million litres) of liquid hydrogen and liquid oxygen propellants, stored at minus 423 F and minus 297 F (minus 253 C and minus 183 C) during pre-launch operations.
The TPS spray foam may not adhere to the tank’s surface if the primer isn’t first applied consistently and in compliance with engineering requirements. Before the protective foam is applied, bare aluminium tank surfaces must be covered with primer. An automated spray system treats most of the 149-foot (45.4-metre) tank, but technicians still manually coat the domed sections to ensure full coverage and adherence.
“Kicking off this project was a bit overwhelming as well as exciting. It’s a challenge to collaborate across different functional groups, using everyone’s unique strengths and perspectives, but rewarding. We had team members familiar with chemical processing, engineering design and requirements, and practical knowledge of applying these concepts for manufacturability. I’m proud of how our Boeing teammates worked together to create a simple yet effective solution to solve such a complicated problem,” has stated Boeing engineer Nick McEvoy.
For further information: www.boeing.com

Engineering specialized in the supply of systems for surface treatment, painting and coating

SYSTEMS LIQUID PAINTING SYSTEMS POWDER COATING SYSTEMS
SELF-LEARNING ROBOTS FOR AUTOMATED PAINTING
SYSTEMS FOR THE TREATMENT OF VOCs EMISSIONS .


Julian Rixrath Evonik Industries AG – Essen, Germany Julian.rixrath@evonik.com
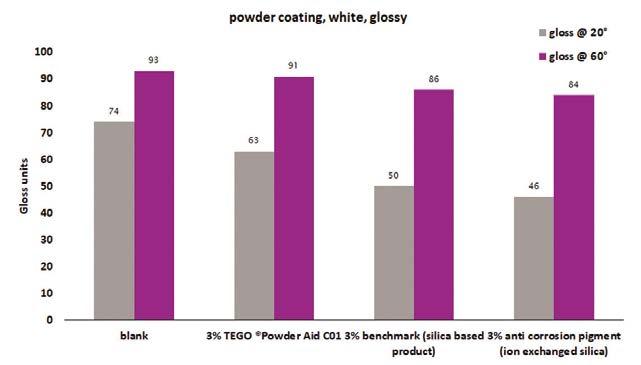
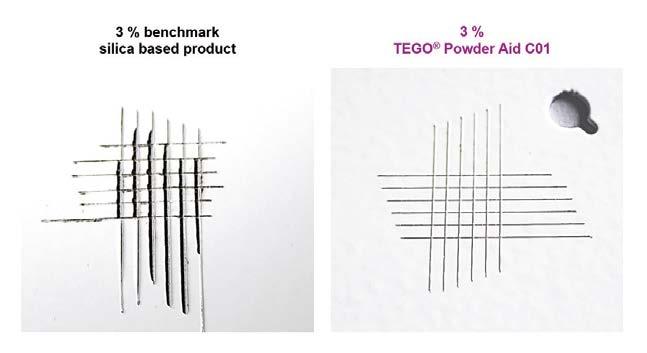
TEGO® Powder Aid C01 enhances corrosion protection and adhesion of powder coatings while eliminating common additive drawbacks, paving the way for superior surface finishes.
Powder coatings are becoming increasingly popular across a wide range of applications thanks to their numerous advantages. They enhance corrosion protection and adhesion, offer broad compatibility with various binder chemistries, and ensure easy processability without significantly affecting rheological behaviour. Moreover, their sustainable growth and environmental benefits make them an ideal solution for modern, eco-conscious coating technologies. Powder coatings are becoming increasingly popular for a wide range of applications due to their numerous advantages. The market for powder coatings was valued at over $13.5 billion in 2022 and is expected to grow significantly, reaching over $20 billion by 2032, with an annual growth rate of more than 6%. This growth is largely driven by the increasing focus
on reducing volatile organic compounds (VOCs). Powder coatings emit negligible VOCs compared to traditional liquid coatings, making them a more sustainable and environmentally friendly option. These coatings come in a variety of finishes and colours and are known for their high durability. This makes them ideal for architectural uses like outdoor stadium seating, window and door frames, as well as furniture applications. With technological advancements in binder and additive chemistries, their use also has expanded into high quality surface finishing, such as heavy construction machinery and even automotive parts, highlighting their versatility and excellent resistance towards harsh conditions.
In addition to environmental benefits, powder coatings also offer a lot of practical advantages. They are cost-effective, require less personal protective equipment, and do not need solvents for cleanup, further reducing their environmental impact. Even the overspray can be recycled in most cases. Powder coatings also allow for thicker application without the risk of running or sagging and do not contain any solvents, which lowers transportation and storage costs.
Commonly used powder coating additives that contain a significant amount of silica can sometimes go hand in hand with several unwanted effects. These include a slight loss of gloss, orange-peel, reduced film flexibility, or even a loss of adhesion. Such issues result in inferior coating quality, where the surface protection might not perform as effectively as intended. This can lead to a lower quality perception of the final product, as the coating may not provide the desired aesthetic or protective properties.
TEGO® Powder Aid C01 uses a novel technology, where modified polyester polymers come into action. This technology creates the desired effects in coatings without the drawbacks of silica containing additives. It may positively impact desired paint film properties, for example providing a smoother surface and improving film flexibility.
TEGO® Powder Aid C01 consists of free-flowing granules that are simply added to the premix before the extrusion process. There is no special handling necessary, as the product is very easy to use and incorporate.
Extended laboratory trials across various binder technologies have shown a significant improvement of results after exposure to a natural salt spray (NSS) test following DIN EN ISO 9227. Figure 1 for example shows a white glossy powder coating (PE/ HAA - 95/5, DFT 85-90µm on zinc-phosphated steel panels) with both 3% and 5% TEGO® Powder Aid C01 after exposure to salt spray for approx. 860h. In addition to the optimized corrosion protection properties, less impact on the gloss level of the coating was observed. Figure 2 shows the gloss levels in 20° and 60° angle, comparing TEGO® Powder Aid C01 to a silica based market standard and a typical ion-exchanged anti-corrosion pigment. Having a look on the influence of adhesion, Figure 3 shows best results in terms of chipping and loss of adhesion, even on the cutting edges of the cross-cut test.
In conclusion, the use of TEGO® Powder Aid C01 can not only increase the corrosion protection properties of powder coatings, but also features best adhesion and surface finish properties.

Giulia Gentile ipcm®
Rostirolla presents its EB eyebolts and CF threaded caps: selecting the correct component helps reduce production waste and optimise the operational flow of the entire coating line.
In the industrial coating sector, attention is often focused on application systems and coating technologies, overlooking the crucial contribution of small accessories.
The EB eyebolts and CF threaded caps developed by Rostirolla - a company with over twenty years of experience in the production of hooks, frames, trolleys, masking systems, and accessories for painting processes - provide a simple yet effective solution to improve the quality of the final coating. These elements allow workpieces to be hung and supported during painting while simultaneously masking the areas that must remain uncoated.
Correct selection and use of these components reduce the risk of rejects caused by non-compliant coating results.
Technical features of eyebolts (EB)
Eyebolts are fastening elements whose head forms a closed or partially closed loop, allowing attachment via hooks, carabiners, or suspension wires. They are the ideal solution when the available attachment point is a
threaded hole already present on the workpiece. EB eyebolts are made of galvanized steel and available with standard metric threads M3, M4, M5, M6, and M8.
Advantages for coating
Allow hanging the part while minimising contact points with fixed supports.
Perform a masking function: the eyebolt can be removed after painting without leaving imperfections if the hole is subsequently used for final fastening.
Offer versatility of use on workpieces with different geometries.
Best practices
Before hanging, verify that the component can support the weight of the workpiece (both static and dynamic loads).
Avoid overtightening to prevent thread deformation; follow the supplier’s instructions.



Threaded caps (screw caps) are galvanized steel plugs that screw onto threaded studs on the workpiece to create a temporary suspension point and protect the thread from paint. The standard version is compatible with M3, M4, M5, M6, and M8 studs or threads.
Advantages
Mask the thread, preventing paint from filling it and compromising subsequent assembly or coupling.
Quick to install and remove, and suitable for reuse.
Make sure the thread on the part is a normal "ISO metric" type;
Some components do not use standard metric threads (e.g. lighting, hydraulics). Do not force the accessories into place as this could damage the thread.
Whether using EB eyebolts or CF threaded caps, it is essential to verify the load capacity and material of the attachment point, as safety must always come before convenience. Reusability and thermal resistance should also be evaluated according to the specific coating cycle.
Before loading and hanging the parts, it is therefore necessary to:
check that the part can bear the weight and stresses;
select EB for threaded holes and CF for threaded studs;
verify material and thermal compatibility;
run a pilot cycle to ensure defect-free results;
establish post-coating quality control procedures.
Rostirolla keeps both products in stock in the most common metric threads (M3–M8) and can also supply customised variants upon request. The company’s service offer includes technical consulting for product selection, just-in-time supply, customised hanging kits, and solutions to minimise contact defects and optimize line efficiency.
“Accessories should never be underestimated,” states Pierluigi Rostirolla, who manages the company together with his brother Simone. “EB and CF are small investments that substantially improve both the aesthetic quality and productivity of the coating line. Rostirolla provides a complete range, stock availability, and technical support to integrate these solutions into any coating system.”



Edited by Defil Srl Sesto San Giovanni (Milan) – Italy info@defil.it
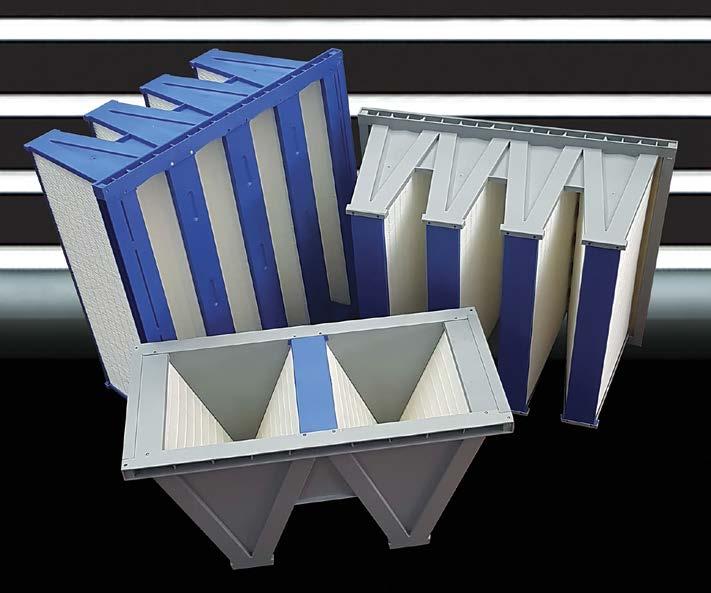
In the HVAC and air treatment sector, continuous innovation is essential to meet the growing demands for energy efficiency, environmental sustainability, and costeffectiveness. DEFIL’s K Series DIE filter stands out among the solutions that are revolutionising the way air is filtered as a concentrate of technology and functionality, designed to be a cutting-edge response to today’s indoor air handling challenges.
The strength of the K Series DIE filter lies in its compact design, with approximately half the depth of conventional rigid pocket filters. This feature is not only aesthetic but also strategic, since it significantly optimises the space inside filtration systems, making installation possible even in small or already packed spaces.
This is particularly useful for retrofitting existing systems, where the size of traditional filters often limits their application, and for designing new, more compact and lightweight air handling units.
However, reducing the size does not mean compromising on performance. On the contrary, measuring 592 x 592 x 150 mm, the K Series DIE filter provides an airflow rate of 3400 m³/h with an initial pressure drop of 120 Pa, and it guarantees high standards of filtration of particulates, allergens, fine dust, and other harmful particles

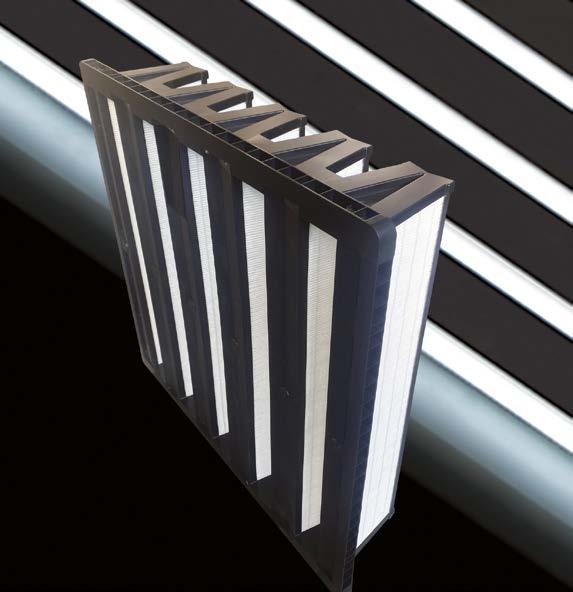

thanks to high-quality materials and advanced design technologies. Its ability to maintain optimal airflow, coupled with superior filtration efficiency, ensures advanced functionality without losing energy efficiency.
The K Series DIE filter is extremely versatile, effectively adapting to a variety of environments and filtration requirements. It is particularly suitable for:
replacing both rigid and flexible pocket filters: a quick, straightforward, and minimally intrusive upgrade compared to traditional filters, thanks to its compact and easy-to-install design;
coating, sandblasting, and laser/plasma cutting systems: thanks to its high efficiency, it can be the ideal solution for filtering exhaust air or an excellent intermediate stage before higher filtration;
HVAC and air treatment systems in general: ideal for commercial, hospital, and industrial settings where air quality is a key factor for people’s health and well-being;
public buildings and healthcare facilities: thanks to its ability to capture fine particulates and pathogens, it enhances indoor safety and health measures;
industrial process plants: wherever accurate and reliable filtration is required, especially in critical environments or those that must comply with strict regulations.
In addition to a compact design, this filter offers numerous benefits that make it a worthwhile long-term investment:
increased service life: its robust construction with high-quality materials ensures reliable and stable operation over time, thus reducing maintenance costs and downtime.
A longer service life also means limited waste disposal and a lower environmental impact.
energy savings: thanks to optimised airflow and low pressure drop, it promotes an efficient use of ventilation units, helping to reduce energy consumption and CO2 emissions.
These advantages translate into lower operating costs and increased sustainability over time.
DEFIL’s K Series DIE filter is a true innovation in the industry. Its compact and lightweight design, combined with high performance and superior energy efficiency, makes it an ideal solution for the most demanding applications.
In 2025, SAITA Srl celebrates 45 years in business: a journey built day by day thanks to the expertise, passion, and commitment of everyone who has been, and continues to be, part of it. From a small company founded to provide support to wastewater treatment systems in the provinces of Padua and Vicenza, SAITA is now a well-established international player in the industrial wastewater treatment and recycling sector.
SAITA’s story began in 1980, when professionals with strong technical and commercial skills decided to combine their experience to create a company specialised in servicing water purification systems. Originally based in Vicenza, the company moved its headquarters to Limena (Padua) in 1984, where it continued to grow until the inauguration of its current premises in 2006: over 1,000 m² of indoor space, plus 650 m² of carpentry and a further 1,500 m² of the new headquarters, which will be inaugurated by the end of 2025.
Today, with three production facilities in Padua (Italy), the company operates in more than 30 countries, providing plants and technical support to clients across a wide range of industries - from electroplating to painting, chemicals to pharmaceuticals, and even electronics and semiconductors.
Innovation and sustainability at the core
SAITA designs and manufactures all its systems in-house, combining modularity with tailor-made solutions, always integrated into production processes. Environmental sustainability lies at the heart of the company’s mission: reducing the impact of industrial operations and lowering management costs through advanced treatment and recycling technologies.
Its cutting-edge solutions include:
Demineralisers;
Chemical-physical treatment systems;
Vacuum evaporators;
Membrane filtration;
Filtration systems;
UV and ozone disinfection;
Sludge treatment and oil separators;
Zero Liquid Discharge (ZLD) solutions.
The company has also invested in research through SAITA LAB, its in-house laboratory dedicated to analysis, technological development, and staff training.
Over its 45-year history, SAITA has turned challenges into opportunities for growth. A few days ago, the company celebrated this important milestone together with everyone who contributes to its journey every day, renewing its commitment to looking ahead with the same determination. “We would like to thank all those who, yesterday and today, have made this story possible,” has stated SAITA.
For further information: www.saitaimpianti.com/en/

The acquisition reinforces Trasmetal’s growth strategy, aimed at consolidating its leading role in both the Italian and international industrial markets.
Milan-based surface finishing systems leader Trasmetal SpA recently announced that, in July, it acquired a 65% stake in Italtecno Solutions S.r.l., a Modena-based company (Italy) specialising in sustainable technologies for the aluminum industry. Through this transaction, Trasmetal aims to broaden its portfolio of expertise and integrated solutions for its customers—from anodic oxidation plants to extrusion die cleaning lines, from spent soda recovery systems to water treatment facilities— strengthening its position as a leading supplier of aluminum profile finishing systems. “The synergy between the two companies will create new technological and commercial opportunities, leveraging the experience and quality that have always set both companies apart,” has stated the company.
For further information: https://trasmetal.com/en


• Superior coverage and process control for significant powder savings
• Fast, reliable, highly automated color change with visual access
• Advanced automation solutions for reduced manual coating
• High finish quality with advanced charge control and ultrasonic sieving
• Industry 4.0 ready IO links
• User-friendly, connected controls with visual guides and help content
www.nordson.com/powder
ics.eu@nordson.com
Ervin Germany GmbH Berlin, Germany info@ervin.eu
Winter shot blasting challenges - from restart issues to moisture in the abrasive - can be managed effectively with proactive planning and additives like Amapure from Ervin, ensuring consistent performance and protecting equipment.
As the colder months approach, many surface preparation facilities face unique operational challenges that can affect both productivity and equipment reliability. In particular, shot blasting is highly sensitive to seasonal changes. Reduced ambient temperatures, increased humidity, and extended production shutdowns – often associated with holiday periods – can all disrupt otherwise stable processes.
While these factors might seem minor compared to more obvious operational concerns, they can have a disproportionate impact on efficiency, abrasive performance, and the long-term health of critical equipment. Two issues stand out year after year: restarting machinery after extended shutdowns and managing moisture contamination in the abrasive mix. Both can be managed effectively with foresight, planning, and adherence to best practices grounded in technical understanding. This article outlines the key considerations for ensuring winter operations

remain stable, efficient, and safe – keeping both equipment and operators performing at their best during the most demanding months of the year.
It is not uncommon for production facilities to schedule extended shutdowns over the winter period – particularly around December and early January – for holidays, maintenance, or cost-saving reasons.
However, when a blast system sits idle for several days or weeks, the conditions inside the machine and associated infrastructure can change significantly. Dust and abrasive residues settle, moisture accumulates, and seals or bearings may experience slight corrosion or stiffness. When operations resume, these changes can lead to costly start-up issues if left unchecked.
Before powering up, a structured restart procedure should be followed, ideally developed in consultation with the equipment manufacturer or maintenance partner. At minimum, the process should include: Mechanical inspection: verify that blast wheels, impellers, and housings are free from seized or worn components. Check drive belts and couplings for tension and alignment. Any signs of corrosion or abrasive buildup should be addressed before start-up.
Electrical system check: inspect all control panels, sensors, and safety interlocks. Cold, damp conditions can affect cable insulation and connectors, leading to erratic readings or false alarms.
Abrasive and recycling system: empty any standing blast media from the blast pot and conveying systems if not already done before the shutdown. Clumped or compacted abrasive can cause flow blockages, uneven feed rates, or premature wear once the system restarts.
When the time comes to refill the hopper, it is advisable to use a balanced mix of new and reclaimed abrasive. This combination stabilizes operating conditions more quickly and restores the desired particle size distribution. The hopper should ideally be at least three-quarters full before the first run, allowing for consistent flow through the feed system.
If only new abrasive is available, expect a short run-in period while the system reaches equilibrium. During this phase, operators should monitor abrasive flow rate, wheel amperage, and blasting pattern carefully,
adjusting settings as necessary to maintain process consistency. Critical support systems such as airwash separators, sieves, ducting, and dust collectors should also be inspected and cleaned. Dust accumulation in filters can reduce suction efficiency, leading to higher pressure drops and potential contamination of the blast media. Finally, document the restart procedure and assign clear responsibilities to the maintenance and production teams. A short pre-start meeting to review roles and expectations can prevent simple oversights from turning into multi-hour stoppages.
Quick Tip: always plan the restart checklist before the shutdown begins. Identify which components require isolation, cleaning, or lubrication, and ensure the necessary spare parts are on hand. Preparation before downtime saves valuable production hours afterward.
The second major winter challenge is moisture. As temperatures drop and relative humidity rises, the risk of moisture ingress into the abrasive system increases dramatically. This issue often begins subtly – a few damp workpieces, a hopper lid left open during loading, or condensation forming in ducting overnight – but its effects can quickly compound.
Moisture in the abrasive mix causes steel shot or grit to clump together, reducing flow through the feed system. The problem often manifests first as irregular abrasive flow, which leads to inconsistent surface coverage and non-uniform blasting results. Over time, it can escalate into complete blockages within the hopper, elevator, or reclaim system, forcing operators to perform manual cleaning or even complete evacuation of the abrasive.
Beyond flow problems, moisture can also lead to surface quality issues. Wet abrasive impacts the substrate differently, reducing the cleaning efficiency and leaving a surface profile that may compromise coating adhesion. In addition, damp abrasive tends to attract fine dust particles, increasing the load on filter units and accelerating wear. A proactive approach to moisture management is therefore essential. This begins with environmental control – keeping storage areas and feed hoppers as dry and temperature-stable as possible. Covering workpieces stored outdoors, insulating pipework, and ensuring positive airflow through the blasting hall can all help to minimize condensation.
In addition, the use of mineral additives such as Amapure from Ervin, offers a practical, proven method to control moisture within the abrasive itself. These additives act by absorbing residual humidity and oil contamination within the media, maintaining a dry, free-flowing mixture. The benefits extend beyond preventing blockages: operators often report cleaner blasting patterns, reduced dust carryover, and longer filter life.
As Paul Abram, Technical Director at Ervin, explains: “Moisture in the abrasive mix is a hidden winter challenge that can affect both blasting








quality and equipment health. Addressing it early with Amapure makes all the difference.” By maintaining dry, clean, and consistent abrasive flow, facilities can safeguard both performance and the mechanical integrity of their blast equipment.
Quick Tip: store abrasive in sealed, dry containers and avoid leaving hoppers empty overnight. Topping up with a balanced mix of new and recycled abrasive reduces the risk of moisture pockets forming in the feed system.
Even with robust procedures in place, conditions during the winter months can fluctuate rapidly. A system that runs smoothly on a mild, dry day may experience unexpected challenges when humidity spikes or temperatures drop overnight. Continuous monitoring is therefore critical to maintain stability.
Operators should conduct frequent in-shift checks on abrasive flow, blast wheel amperage, and dust extraction performance. Variations in these indicators often reveal early signs of moisture problems or mechanical issues before they escalate. Recording daily readings can also help identify seasonal trends and guide preventive maintenance. Adjustments to airflow and separator settings may be required as ambient conditions change. For instance, cold air tends to be denser, potentially altering the balance between airwash velocity and abrasive fall rate. Small calibration tweaks can help maintain separator efficiency and ensure the correct removal of fines and contaminants.
From a management perspective, documenting the lessons learned each winter creates a valuable knowledge base. Over time, this information evolves into a customized “winter operations playbook” – a reference guide that captures best practices, performance data, and lessons from
previous seasons. Sharing this knowledge across multiple sites can significantly improve company-wide efficiency and reduce learning curves for new operators.
Quick Tip: establish a short daily logbook during the winter season. Record temperature, humidity, and machine performance metrics – these small data points can reveal valuable correlations and support data-driven improvements.
Winter does not have to mean reduced efficiency or increased downtime for shot blasting operations. By focusing on two key areas – controlled restarts after production breaks and proactive moisture management –facilities can maintain consistent performance even under challenging seasonal conditions.
A structured restart plan protects equipment from unnecessary wear, ensures safe operation, and accelerates the return to full production rates. Meanwhile, controlling moisture in the abrasive mix not only preserves surface quality but also extends component life, improves filter performance, and reduces maintenance effort.
Together, these measures embody a proactive approach to process reliability – one that minimizes risk, safeguards output and reinforces operational excellence across the plant.
“Winter need not be a season of reduced performance. With the right preparation, shot blasting operations can remain efficient and reliable all year round,” Paul Abram concludes.
By integrating sound maintenance planning with technical vigilance, operators can turn the challenges of winter into an opportunity to strengthen process discipline and performance resilience across their entire operation.

DISCOVER OUR SYSTEMS









SandenVendo, a global leader in the manufacture of vending machines, is accelerating its sustainability ambitions with the help of Interpon powder coatings from AkzoNobel. The company has reduced energy consumption, waste and associated costs by adopting Interpon Redox One Coat, a high-performance, anti-corrosion solution that requires only a single application.
SandenVendo takes pride in the quality and performance of its equipment, even in more challenging environments where corrosion can be an issue.
The company has been a leader for more than 80 years and built its European manufacturing in Northern Italy in 1965 with the stated aim of ‘designing a sustainable manufacturing system through the entire flow of supply chain, waste recycling and quality control’.
To support this ambition, it began exploring the benefits of Interpon 30 years ago, attracted in part by the absence of any Volatile Organic Compounds (VOCs) making it safer for its workforce to use and recognizing the role that powder coatings could play in delivering on its global sustainability objectives.
Most recently, it started using Interpon Redox One Coat, which achieves all the anti-corrosion performance of the standard Interpon Redox system but in a single application. This helps SandenVendo reduce its energy consumption, waste and associated costs through accelerated production times.
It has recently increased the volume of external vending machines coated with Interpon Redox One Coat from 10% to 40% of total production, and feedback has been entirely positive: “Switching to Interpon Redox One Coat has helped significantly reduce powder consumption, and the business continues to evaluate other powder coating technologies, including Interpon’s low energy (Low-E) which cures at a lower temperature,” says Paola Venesia, Purchasing Manager of SandenVendo Europe. Switching to Interpon Redox One Coat has also helped SandenVendo in becoming certified to ISO 50001, the energy management certification. Greater efficiencies in the powder coating line contributed directly to reducing the overall consumption of electricity and gas throughout the business.
Sanal Limoncuoglu, Commercial Director for South Europe at AkzoNobel Powder Coatings, says the business is proud to support SandenVendo in its sustainability journey: “Interpon Redox One Coat is a great example of how innovative coating technologies can help manufacturers reduce their environmental impact while maintaining high levels of performance and protection. Our collaboration with SandenVendo demonstrates what is possible when shared values around quality, efficiency and sustainability come together.”
In working with Interpon, SandenVendo has benefited from the quality of its products – their colour and durability. It currently manufactures on average 90 pieces of equipment per day, and with a second line shortly to come on stream, expects to increase this number of 130 by the end of 2025. Its vending and coffee equipment is used both indoors and outside, and Interpon used to both coat the casing and some of the internal components. The colours it chooses can be customized for particular clients: “Whenever we have a new colour we always test its performance in a climatic chamber,” Paola continues, “so we can see how it performs over time. Our products are exposed to water, humidity and temperature, as well as the sun, so the colour integrity is important to us. We also test to ensure that the stickers we use adhere to the surface without peeling.”
SandenVendo is on an exciting growth journey. It already delvers to more than 70 countries worldwide and continues to strive to design equipment ‘that improves and inspires the culture and lifestyle of communities around the world’.
Its growth is helped by the partners it chooses: “AkzoNobel is one of our very best suppliers,” Paola concludes. “I believe it is a business that every manufacturer should choose as a partner.”

70 years of experience and innovation


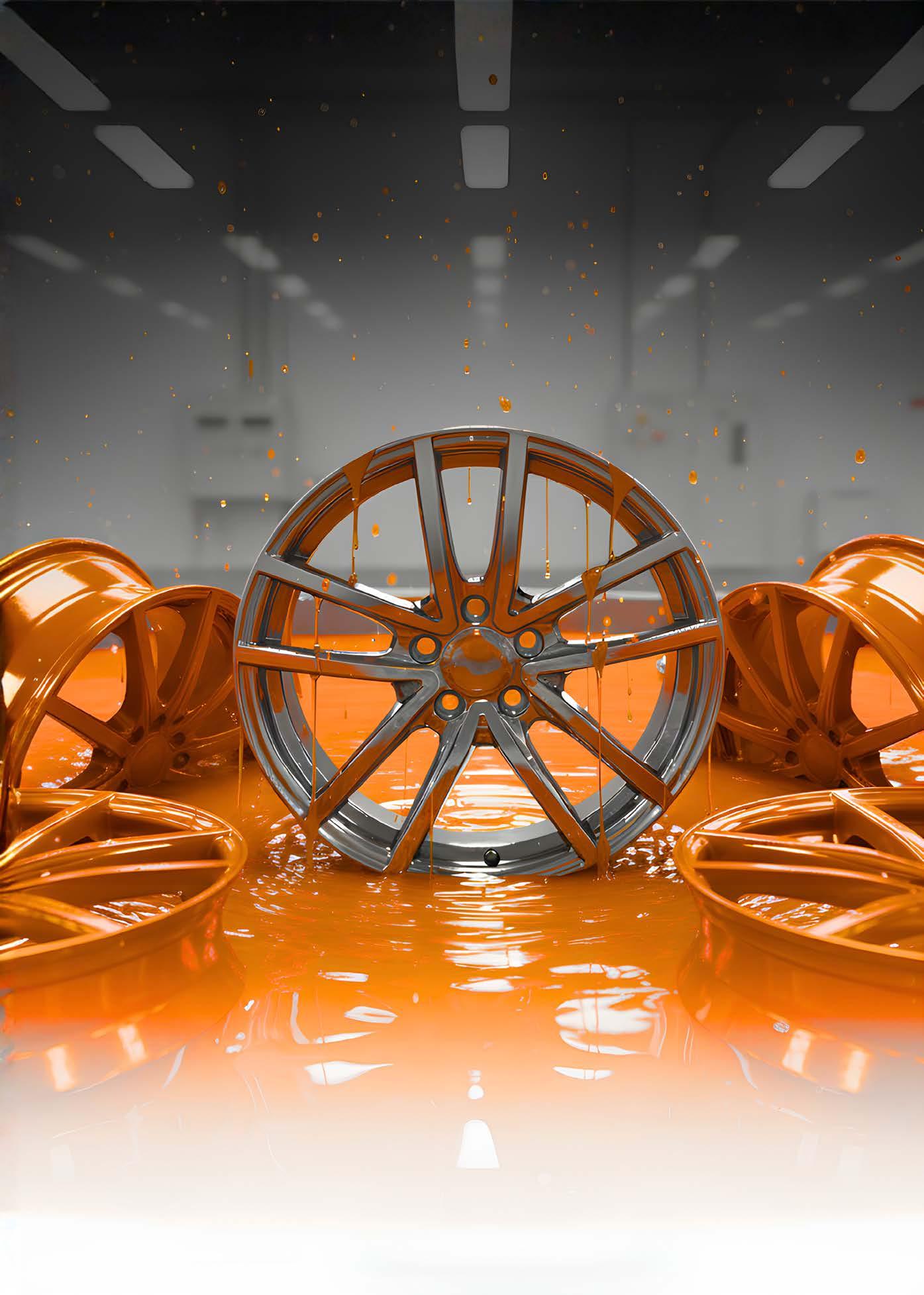
Working with DN Chemicals, DKC Group has revamped its pre-treatment process for cabinets for electrical panels from the RamBlock line, introducing cutting-edge nanotechnology and an automatic atomisation module with customised features, which improves coating adhesion and corrosion resistance up to class C3H–C4H.
For several years now, the surface treatment market has shown a clear trend: the demand for coatings with increasingly specific levels of durability is growing, even for products not intended for use in harsh environmental conditions or high corrosivity classes. This is a sign of greater maturity within the sector, which today is characterized by a more professional approach and an industrial culture that fosters growth and internationalization.
As a consequence, the R&D departments of surface treatment solution providers are focusing on improving product durability to meet these new requirements, offering flexible and modular systems in terms of investment, operating, and management costs. End users are not always ready to invest in higher performance, creating a gap between what is
requested and the available budget. This is why it is essential to propose the level of performance that best suits the customer’s real needs and the actual use of the products.
This principle was the starting point for the collaboration between the DKC Group, an Italian company recognized worldwide for its extensive experience in the design and production of coordinated solutions for the electrotechnical sector, industrial automation, and e-mobility, and DN Chemicals (Milan, Italy), one of Europe’s leading manufacturers of coating pre-treatment and water treatment chemicals.
The latter, already the supplier of DKC’s coating pretreatment cycle for the RamBlock line, has replaced the silane-based nanotechnology conversion chemical in use with a cutting-edge one from its latest range, aiming to reduce the gap between the corrosion resistance degree guaranteed by DKC (salt spray resistance of 240 hours) and the C4H corrosion class obtained through cataphoresis. In addition, to further strengthen DKC’s role in a constantly evolving market, DN Chemicals also worked closely with the supplier of the fully automated and customised spraying module, contributing the expertise gained on other systems. This collaboration enabled DKC to reduce operating costs and, in the future, to switch from one pretreatment product to another according to customer requirements in just a few seconds and without the need for waste disposal.



“DKC was founded in 1998 to serve the field of cable management systems. Between 2007 and 2021, the Group consolidated its presence in Italy and Europe through investments in companies with strong technical know-how and well-structured sales networks, which gave shape to the Sistema Italia,” says Michele Oberti, head of DKC’s RamBlock Line Production Unit in Bellinzago Novarese.
“For more than twenty years, we have been a benchmark supplier of a wide range of innovative and efficient solutions for cable protection, energy transmission, storage, and control, industrial automation, and plant engineering. Our offering is primarily aimed at plant manufacturers, system integrators, distributors, installers, designers as well as end users. Our offering includes a broad and coordinated portfolio of solutions. In addition to the Bellinzago Novarese headquarters and two foreign facilities, in Hungary and Romania, dedicated to the RamBlock Line, our Lines include the Combitech and SATI Italia channel, the low-voltage roadside cabinets of the Conchiglia Line, the electrical panel solutions of the Steeltecnica Line, and the metal and plastic cable protection systems of the Cosmec Line. Alongside these, we also offer active products for energy management and distribution developed within the Hercules, RamKlima, RamBatt, Net One, and Energy Lines.”
“Coating is a process that mainly concerns our RamBlock line, distributed among Bellinzago Novarese, Hungary, and Romania, where we produce modular and monobloc metal boxes and cabinets for machine automation, mainly for indoor use,” indicates Oberti. “Durability and corrosion resistance, however, are becoming added-value features of the product, especially for certain specific applications. That is why we explored possible technological alternatives to our existing treatment cycle, looking for ways to improve coating quality and durability without incurring investment and management costs that would make it difficult for the market to recognise us.”


“We needed to find a good compromise between quality and operating costs. It is essential to strike a balance between the level of corrosion resistance actually required and the increase in industrial costs involved in implementing new technologies or processes,” explains Maurizio Bovio from DKC’s production technologies department. “One possible solution was to use cataphoresis to deposit a primer layer and then powder coating: this approach is increasingly common on the market, and some of our competitors had already applied it in the recent past. However, the investment costs for installing cataphoresis systems not only at the Bellinzago site but also at the Hungarian and Romanian ones, which have the same production flow, would have been too high and not justified by actual customer demand.
“At the same time, an essential aspect for us at DKC is avoiding coating delamination because, although we offer a product customisation service, metal cabinets are often drilled and machined by our customers to insert switches or slots. For this reason, paint adhesion to the sheet metal represents one of the most important quality parameters and is highly valued by the market. In light of these considerations, we decided to focus on improving our pre-treatment process by adopting new-generation products. We consulted our long-standing supplier, DN Chemicals, to find a solution that would increase coating adhesion, ensure uniform surface coverage even at the numerous edges and welds, and reach a corrosion class between C3H and C4H.”


• 3D Masks by cutting Silicone
• Max precision
• Multiple materials for multiple uses and industries
• No minimum order quantities

“In our Group’s three metalworking plants, we process hot-rolled carbon steel, mainly in sheets, which is cut, sheared, punched, bent, coated, and finally fitted with seals, as all our panels must be liquid-tight,” illustrates Michele Oberti. “At the Bellinzago Novarese site, we have an automatic coating line with a quick-colour change booth and Nordson HDLV spray guns. Although the standard hue of our products is RAL 7035, we make a dozen colour changes per week because, as we primarily supply the automation market with cabinets installed on board machines, there is often a need to match their colours. We also have some customers who send specific orders calling for special hues.”
“The pre-treatment cycle developed with DN Chemicals a few years ago included phosphodegreasing, two rinses with mains water, one rinse with demineralised water, and a nanotechnology conversion stage using Dollcoat SA116, one of the simplest silane-based nanotechnology products on the market, which can be recirculated and, therefore, applied

by spraying,” says Oberti. “To make a quality leap forward, however, we decided to implement one of DN Chemicals’ newest nanotechnology products, Dollcoat RS103.”
“This product is by no means intended as an alternative to cataphoresis,” says André Bernasconi, the General Manager of DN Chemicals, “but it easily meets the requirements of corrosion class C3H, i.e. 480-500 hours of salt spray resistance with less than 1 mm of delamination from the cut. It is the first (and in a way, the simplest) chemical in our new series, already in use in over twelve industrial plants in Italy and Spain. The development of this new pre-treatment process also required the installation of an atomisation module to enable DKC to follow the evolution of DN Chemicals’ products towards ever-higher quality standards, which require flexible atomisation systems to fully take advantage of their potential.”
“DKC has been extremely active in testing Dollcoat GP107, a nextgeneration nanotechnology product that uses a special graphite





Turn key solutions for industrial wastewater treatment - Design and manufacturing of plants and chemicals for industrial wastewater treatment
Chemical-physical plants - Sludge treatment and compactor systems - Ion exchange demineralization systems and reverse osmosis systems - Oil separators - Filtering systems



Batch type systems - Flotation units - Chemicals and spare parts for water treatment - Technical service, support and maintenance of wastewater treatment plants


We don’t just treat water,we give it a second life. Every drop matters: our ongoing commitment to zero discharge and total water reuse drives every solution we design.





engineered and produced by ENI, for which we have filed a joint international patent,” Bernasconi continues. “The atomisation system installed at DKC’s premises, which is not strictly necessary for applying Dollcoat RS103 as it can also be used in recirculation mode, will enable the Group to switch from one product to another in a matter of seconds, should it decide to implement Dollcoat GP107 to further enhance the corrosion resistance of all or part of its production.”
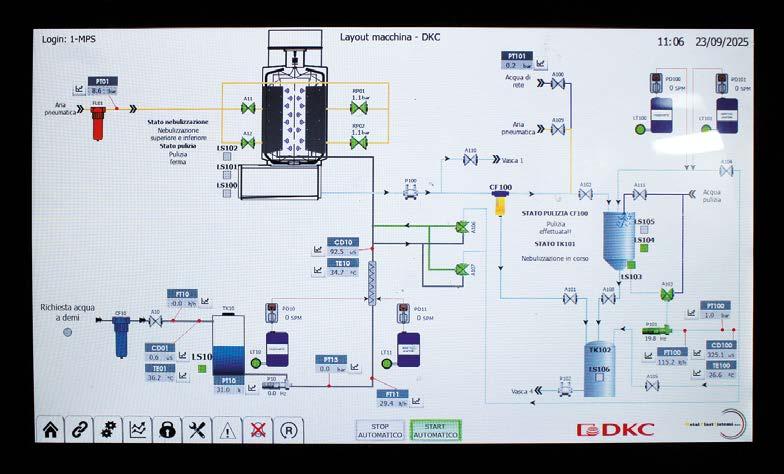
“The atomisation module ensures greater process control and enables switching from one technology to another without having to dispose of an entire treatment bath. It is the result of a joint development among DN Chemicals, DKC and the system provider, adjusted and customised as different operating conditions arose and always based on experimental data and daily experience,” adds Mara Pege, Laboratory Manager at DN Chemicals. “Compared with the standard version, this module features a tank for collecting any product dripping from the workpieces. From there, this is sent to a second tank equipped with a fluid agitation and semi-recirculation system. Indeed, by analysing the line’s operation, we found that the product was more homogeneous and effective, requiring less replenishment when kept under controlled agitation. This technical measure for product recovery lowered costs by at least 20% compared to initial expectations.”
“This atomisation module has been designed for use with one or more different pre-treatment products – not just RS103 or GP107, but also two-component products, which are the future of the industry,” indicates André Bernasconi. “DKC could ideally switch from one product to another, perhaps one that is more specific to certain types of applications, when it needs to. For example, it could decide to use GP107 only when it requires significantly higher performance than it currently obtains using the standard product, and then quickly return to RS103 or move to a two-component product, while maintaining strict and constant process
control. In fact, the more complex chemical processes become, the more strictly it is necessary to maintain control, both to avoid wasting products and to work exactly within the required parameters.”
Operational and qualitative advantages
“The advantage of this technology is that it allows us to increase corrosion resistance in line with the actual expectations and budget of the market, while maintaining a strong focus on energy consumption, which is a crucial issue for the DKC Group,” says Michele Oberti. “Furthermore, this technological solution is easily replicable at our other sites coating the same products. Another operational advantage provided by the atomisation module is the automation of reactions, with the possibility of setting up a series of actions that the actuators positioned along the pre-treatment line can perform automatically. Clearly, human intervention is still valuable for determining whether any corrections are needed, but most of the work is done by the atomisation module itself, which guarantees consistency and quality, while giving our operators a little more peace of mind.
“Both RS103 and GP107 can be defined as pre-treatment primers. GP107 has proven to promote greater conductivity in the polymer substrate, allowing for significantly superior paint coverage, even in challenging areas from an electrostatic perspective, such as edges; it also ensures better powder coverage by levelling the electric field potential, resulting in greater uniformity in paint application. RS103 is an epoxy modified with POS (synthetic oligomers obtained from silanes) to which additional anticorrosion elements and polymer rheological modifiers are then added; once applied, typically with a thickness of 0.5 microns on sheet metal, it almost creates a veil of epoxy with very special characteristics in terms of mechanical resistance, ideal for the coil and post-forming sectors. In future, we will see the formulation of pre-treatment products with different resins depending on the intended application.”
“Overall, one of the most satisfying aspects of this collaboration was the helpfulness and promptness of DKC, which acted as a true partner to DN Chemicals. Our laboratory provided it with significant support, working











Ervin has been providing customers with the best blasting solutions since 1920. Whatever your needs, we can provide the ideal abrasive and technical support for perfectly clean and prepared surfaces.
Amasteel shot & grit
• High quality martensitic steel abrasives for cleaning, surface preparation and peening
Stainless shot & grit
• Produces high gloss, rust free surfaces
• For cleaning, surface preparation and peening
Amapure
• New mineral degreasing additive
• Improved productivity and coating performance
• Combine with Ervin Amasteel and Stainless abrasive for the ideal blasting solution
Ervin Germany GmbH T +49 30 6780 4940 info@ervin.eu www.ervin.eu


several days a week during the installation phase to offer on-site technical assistance and very rapid responses, not only with electrochemical, EIS, and ACET analyses but also with salt spray testing and the monitoring of the entire pre-treatment cycle to obtain a daily overview of the plant’s operation,” says Mara Pege. “These weekly checks enabled us to see the results of every small change made to the atomisation module, whose operation was optimised to achieve the performance degree we had set ourselves. The result stemmed from a synergy between product knowledge, our pre-treatment system, and this new module. Our work on flow rates, concentration values, recirculation times, product handling, sediment filtration, and air percentages within the system ultimately facilitated the development of an atomisation module capable of keeping pace with industrial developments in pre-treatment processes.”
Beneficial ‘side’ effects
“One thing we have learned from all this analysis, research, and development work is the extent to which the high variability in the performance of coatings can affect final quality, whereas these products were once considered to be a neutral factor (given the same chemical formulation) in a finishing cycle,” concludes André Bernasconi. “Through electrochemical analyses carried out on the finished products, we realised that the permeability of the coating varies depending on the brand of powder used, even after the same chemical pre-treatment of the substrate. Unfortunately, this happens frequently across various sectors: we must debunk the notion that ‘it’s always the pre-treatment process’s fault’.”
This means that coating applicators must conduct thorough assessments of the materials, pre-treatment operations, and coating products selected. “We are very pleased with the results obtained with DN Chemicals’ products and with the quality of the partnership established with its laboratory. We grew together. Moreover, its new products are easy to manage, unlike some of the systems offered by its competitors in the past. In short, the results obtained on our products, the new corrosion class achieved, and the size of the investment required have fully met our expectations,” Michele Oberti states.





Alessia Venturi ipcm®
Adapta presented a new landmark building featuring ceramic finishes from its ENAMEL Collection for architecture and design: the Enterprise Research Campus (ERC) in the Allston neighbourhood. Redeveloped as part of the city of Boston’s inclusive and sustainable development policy, it features a ceramic-toned façade created with a three-layer powder system that meets AAMA 2605 certification requirements.
The Inclusionary Development Policy (IDP) adopted by the city of Boston (Massachusetts, USA), known for hosting Harvard University and the MIT Research Centre, aims to promote the construction of affordable housing within new private real estate projects. In practice, it requires property developers constructing new residential buildings of a given size to reserve a portion of the units within the project for families or individuals with low to moderate incomes (affordable housing), or to contribute financially to a city fund for the creation or maintenance of affordable housing in other areas of the city. The aim is to promote socio-economic diversity in neighbourhoods and combat gentrification, ensuring that even people on lower incomes can continue to live in areas undergoing rapid property development.
The adoption of the IDP by the city of Boston has been key to increasing the offer of affordable housing, but it has also led to a surge in projects redeveloping semi-abandoned, industrial, or unused areas, including green spaces, communal areas, and alternative transport links, as well as focusing on the use of sustainable, low-carbon construction technologies, materials, and finishes.

One of them is the Enterprise Research Campus (ERC) project1 in the Allston-Brighton area, a hub of creativity, research, and culture that advocates for a sustainable future through eco-friendly, climate-resilient buildings constructed with low-carbon building techniques. Boston’s Allston and Brighton neighbourhoods are culturally rich districts that thrive on their diversity, history, and cultural heritage. They are a melting pot of artists, immigrant families, long-time residents, young families, and students from different cultures and religions. Led jointly by Henning Larsen Architects in collaboration with Studio Gang, alongside landscape architect SCAPE and local planner Utile, this plan envisions a dynamic urban landscape with diverse scales of streets and urban spaces, designed to enrich the pedestrian experience2
A powder coating with glossy, textured ceramic tones reminiscent of enamel, in typical Boston colours, was selected for the façades of the 8-storey residential buildings and the 17-storey tower. Obtained with a coating system supplied by Adapta Color (Peñíscola, Spain), a leading manufacturer of powders for architecture and design and a pioneer in developing smart coatings, this finish consists of two layers of powder from the ENAMEL collection and a clear coat from the ETERNAL collection.
The resulting three-layer system, with a total thickness of approximately 300 microns, meets the requirements of the American AAMA 2605 certification, which are similar to those of the European Qualicoat Class 3 certification, and complies with the ASTM E84 fire resistance standard.
American real estate company Tishman Speyer is committed to unlocking human potential by building neighbourhoods that benefit the community, and it has done so with the Enterprise Research Campus project, too, in collaboration with Harvard-Allston Land Company. Adjacent to Harvard Business School and Harvard’s Science and Engineering Complex, the ERC is a dynamic mixed-use development in the heart of Boston’s Allston neighbourhood.
1 https://ercallston.com/
2 https://henninglarsen.com/projects/enterprise-research-campus
The first phase of the project included state-of-the-art laboratory space, rental residences (25% of which are affordable units), a hotel, the David Rubenstein Treehouse conference centre, and large public open spaces. The Enterprise Research Campus thus transforms a historically underutilised section of the Allston neighbourhood into an urban district designed to nurture and inspire creativity and exploration through local restaurants and shops, a vibrant Greenway, apartments, and R&D laboratories. The ERC’s office and laboratory buildings will be eligible for Fitwel certification, which ensures a healthier working environment that improves occupants’ well-being and productivity, with a particular focus on sustainability, resilience, and equity.
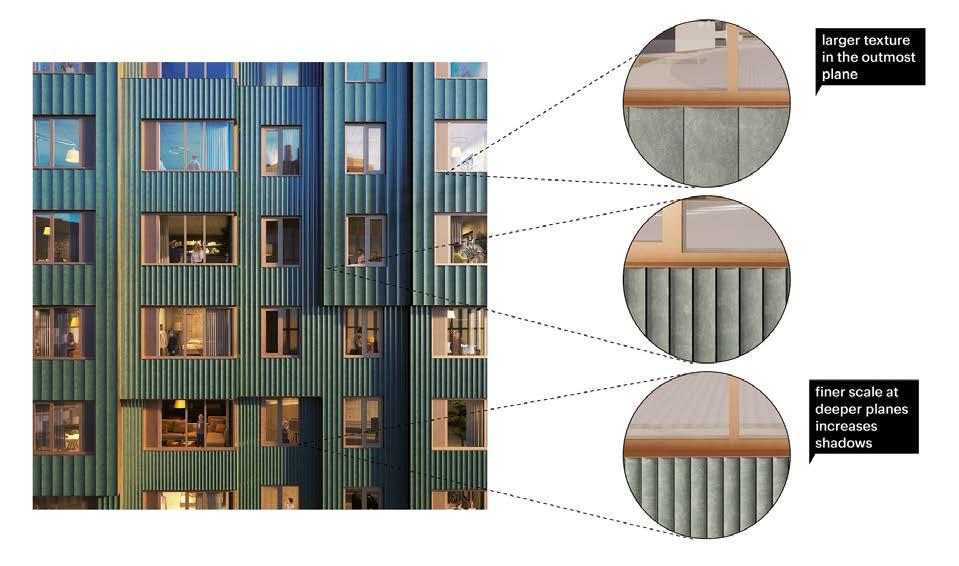

Designed to be a pedestrian- and cycle-friendly site, reducing carbon emissions and making a tangible contribution to the fight against climate change, the ERC will introduce significant improvements for all mobility users: new cycle paths, pavements, and areas that will easily connect pedestrians and cyclists, with a reduced number of parking spaces to discourage vehicular travel. The expected benefits of the ERC also include the creation of 2,000 jobs in the construction sector and 2,300 permanent on-site jobs across various fields, including life sciences, building management, commerce, and hospitality.
Phase A of the project has already been completed, with approximately
8,000 m² of green space landscaped around a Greenway that serves as the green backbone of a larger urban plan connecting the historic Allston neighbourhood to the Charles River. It includes two buildings for research and development, a residential building with 343 housing units (86 of which are affordable), a hotel, and a conference centre managed by Harvard University. The Greenway is the heart of the site, serving as a dynamic public space with events and activities open to all.
Phase B will follow a separate approval process and include additional office and R&D laboratory space, new housing units, and additional green and open spaces to further expand the Greenway.
Location: Boston, United States
Year: 2023–
Surface: 27000 m²
Certifications: LEED Gold
Client: Tishman Speyer; Harvard University
With 343 apartments, including 25 percent affordable units, retail spaces for small local businesses, a green rooftop terrace, and amenities for the residents, the two buildings of this residential complex contribute to the social and inclusive character of the Enterprise Research Campus, a new urban district adjacent to the Harvard Business School in the Allston neighbourhood of Boston, Massachusetts.

Inspired by Boston’s typical architecture, the ERC’s residential buildings offer a contemporary reinterpretation of the city’s distinctive textured façades and materials. The project includes two residential blocks: an 8-storey mid-rise building and a 17-storey tower rising to 58 metres, both designed by MVRDV (Rotterdam, Netherlands)3. On their ground floor, these structures – as well as a neighbouring hotel designed by Marlon Blackwell Architects –are connected by a one-storey layer of amenities, including a co-working space, a gym, a game room, and meeting rooms for residents of the apartment complex.
The project provides a mix of studio, one-bedroom, and two-bedroom apartments. Each apartment type comes in three sizes, pushing the façade in and out to give the buildings a dynamic, textured appearance, while also allowing more apartments to have corner windows to maximise each resident’s views.
3 https://www.mvrdv.com/projects/771/enterprise-research-campus
Through refined materials and details, the design echoes local architecture while displaying an elegant, contemporary character4. All of the buildings in the Enterprise Research Campus adopt a recognisably Bostonian colour palette; in the case of the residential buildings, the façades are clad in glossy green panels, a reference to the green copper-clad bay windows that are common in Boston.
Adapta’s ENAMEL collection was chosen for the panels, offering reflective, highly decorative surfaces that evoke enamelled finishes while maintaining all the sustainability characteristics of powder coatings, perfectly in line with the requirements of the ERC project. A double-layer finish in different shades of green was applied to all the panels, achieved with a beige base coat and a top coat in the Verde Sacramento and Verde Medio hues. To maximise outdoor resistance, an additional layer of glossy clear coat from Adapta’s ETERNAL collection was also applied, enabling the coating to meet AAMA 2605 requirements.
4 https://www.mvrdv.com/projects/771/enterprise-research-campus


The state-of-the-art Tánger-Álaba office building, located in Barcelona's 22@ district, has been clad with Adapta's Enamel Terracotta DM-0073 system. The double façade features baguettes with a high-quality, super-durable ceramic powder coating in clay tones (DM-0073) over RM-9010, RM-9003, and RM-7038.
The products in the Vivendi SDS ENAMEL collection are formulated with super-durable polyester resins and applied in two-coat systems. The base coats are in solid colours, whereas the top coats are pigmented transparent paints that mimic enamels and glaze finishes. These two-coat systems meet the highest international quality specifications for powders, such as Qualicoat Class 2, GSB Master, or AAMA2604, and can be used for outdoor architectural applications. They are available in smooth satin (30-80% gloss), matte (35-42% gloss), and glossy (80-95% gloss) versions.
The Vivendi SDS ENAMEL products are primarily designed for use on aluminium surfaces, such as:
expanded and perforated panels;
expanded and flattened mesh;
sunshades and screens;
façade cassettes.
The coatings formulated with the Vivendi SDS technology ensure excellent outdoor resistance, colour stability, and gloss retention after 36 months of exposure in Florida, thus meeting Qualicoat Class 2, GSB Master, and AAMA 2604 standards. With the application of a clear coat, the coating system also easily meets Qualicoat Class 3 and AAMA 2605 certification requirements. In the absence of natural exposure tests in Florida, Adapta’s technicians performed xenon arc (3,000 hours) and QUV B-313 (2,000 hours) tests, which showed a gloss retention of 50%. In addition, the three-coat system applied in Boston was tested for fire resistance in accordance with ASTM E84 (Tables 1 and 2).
In sustainable architectural design, asset durability plays a key role. Using super-durable coatings with long-lasting outdoor aesthetic and functional performance reduces maintenance intervals, prevents premature material replacement, and eliminates the countless costs, including environmental ones, associated with the production of new components. After all, sustainability is not just about reducing environmental impact, limiting carbon footprint, and implementing circular economy principles, but above all about conserving and preserving what already exists.
Material identification
Supplied material description
Table 1 - Sample information.
ENAMEL Collection applied on aluminium sheet (DB-1001 + DB-0142 + DB-0004) (300-310 microns)
Three layers of superdurable powder coatings applied on 1 mm aluminium sheet
Material thickness 0,018 inches (3 mm) (including substrate)
Date of material receipt
20-09-2023
Element sample identification No. 23-002-S0363
Test date 18-10-2023
Table 2: Industry documents, such as the International Building Code (IBC), NFPA 101 Life Safety Code, etc., reference the results of ASTM E84 tests (UL 723, NFPA 255) using the following material classification categories.
Flame-Spread Index (FSI)
Smoke Developed Index (SDI) Class
Classification of the results of the tested material (if applicable)
Class 1 or Class A






Overspray free paint application with EcoPaint Jet
Revolutionar y pr e cision in automatic appl ic ation br ings ef f icienc y to pr o duc t customization. Dürr’s solution EcoPaintJet applies sharp-edged paint lines on surfaces, pushing the limits for efficient and resources av ing co ating: No over spr ay, no mor e masking of your product


Edited by Basca Srl Formigine (Modena, Italy) info@basca.tech
Cleaning operations in confined spaces still expose operators to significant risks today. Basca addresses this issue with modular, adaptable, and fully integrable automatic cleaning systems that eliminate the need for human intervention inside industrial tanks. These ensure safety and regulatory compliance, as well as traceability of process parameters and optimisation of consumption.
In any industrial sector where tanks or vessels are used for mixing, storing, or transporting substances, be they paints, solvents, chemicals, cosmetics, foodstuffs, or pharmaceuticals, cleaning is a crucial part of the production process. Ensuring that a container is perfectly clean and free of residues guarantees product quality, prevents unwanted contamination, and enables compliance with the hygiene and safety regulations that govern each industry.
Yet behind what may seem like a simple routine operation lies one of the most delicate and dangerous aspects of industrial work: manual tank cleaning. Even today, in many companies, this procedure is carried out by operators who physically enter the tanks to remove processing residues, incrustations, and contaminants. However, this is a risky practice and

a common cause of accidents and fatalities. Indeed, confined spaces such as tanks or cisterns are one of the most critical contexts from a safety perspective, and every year there are cases of poisoning from harmful gases or deaths due to the absence of adequate procedures and protection systems.
Precisely this awareness has led to the approach taken by Basca, a company based in Formigine (Modena, Italy) that has specialised in the design and manufacture of automatic industrial tank cleaning systems. “Safety must be the primary assessment parameter for any production process,” says Alessio Bondi, Head of Sales at Basca. “Eliminating the risk of an operator having to enter a tank to clean it is an absolute priority. Our automated technologies ensure more effective, faster, and, above all, safer cleaning without compromising productivity, while maintaining full compliance with regulations. Additionally, each cleaning cycle is fully traceable and documented, providing companies with assurance of controlled and certifiable processes.”
Basca designs and manufactures a wide range of automatic cleaning systems that are suitable for various types of containers, including cisterns, fixed or mobile tanks, and mixing vessels, and are capable of effectively removing a wide range of contaminants, such as chemicals, paints,


cosmetics, food, and powders. These solutions can be water-based, solvent-based, or utilising eco-friendly detergents, and they employ high- or low-pressure cleaning devices, rotating brushes, or nozzles, depending on the specific process requirements. Every Basca solution is designed according to a modular concept, allowing for complete customisation based on customer requirements. This flexible structure enables adapting each system to tanks of any shape and size and is easily integrated into both new production lines and existing plants. The mechanical, hydraulic, and structural components to be installed are defined in accordance with specific requirements, along with the level of automation and the software configuration best suited to the process. “Collaboration with our customers is a fundamental aspect of our working method,” Bondi emphasises. “For each project, we develop a specific ‘cleaning formula’, calibrating times, temperatures, flow rates, and types of detergents or solvents needed to achieve the intended result accurately and consistently.”
This tailored approach is particularly appreciated by contracting companies, often called upon to manage variable and unpredictable production volumes. In these cases, the certainty of effective and repeatable cleaning also guarantees reliability for end customers, preventing the risk of contamination between incompatible batches or undesirable reactions between different substances.
The main benefits offered by Basca’s systems include as follows:
Reduced cleaning times, resulting in increased productivity and reduced machine downtime.
Consistent and controlled quality of final results, thanks to automated parameters and repeatable cycles.
Lower environmental impact thanks to reduced water and solvent consumption.
Less waste to be disposed of, with economic and environmental benefits.
Quick return on investment thanks to the overall efficiency of the process.
Greater safety for operators.




Basca is a company based in Formigine (MO) specializing in the design and construction of automatic industrial container washing systems.
The automatic washing systems designed by Basca are suitable for a wide variety of container types—including tanks, fixed or mobile reservoirs, and mixing tanks—and are capable of effectively removing various types of contaminants: chemicals, paints, cosmetics, food, or powders.



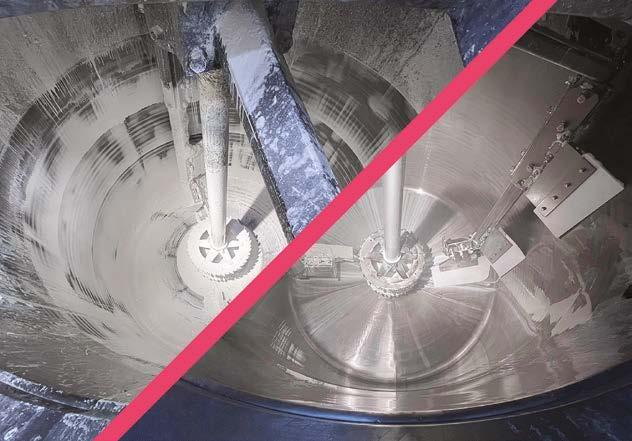

Despite the availability of highly advanced technologies, such as those developed by Basca, tank cleaning is still carried out manually in many factories. Often, operators find themselves working on systems installed many years ago, manufactured by different suppliers, and documented with technical data that is not always current. This makes it even more challenging to comply with safety regulations and increases operational risks for workers.
“A cleaning plant is a long-term investment that should be able to keep pace with developments in production. Our company also automates cleaning on existing systems, working at both the mechanical and software levels, while simultaneously updating all technical documentation, verifying regulatory compliance, and providing ongoing technical support to ensure that the line is safe, efficient, and always aligned with the required standards,” indicates Bondi.
To ensure full regulatory compliance, Basca has been working for years with engineer Claudio Delaini, a labour consultant and CE certification specialist, who supports it in developing solutions that eliminate the risk of entering confined spaces without altering the nature or performance of machinery. “Many companies avoid modifying systems that are already operational for fear of lengthy bureaucratic procedures or of losing their CE certification. However, it is possible to significantly increase a plant’s safety without changing its intended use,” says Delaini. Basca’s work does not change the intended use of a system or its performance degree: it merely enhances its safety. Accordingly, the original CE certification remains valid, with no need for new marking, as
this is effectively a technical improvement that brings tangible benefits to both the company and the operators who manage its processes on a daily basis. “Each intervention is complemented by a training course for workers and an update to the user manual, aiming to restore order to technical documentation that is often incomplete or outdated and bring the system back into full regulatory compliance,” adds Delaini.
“Direct collaboration with a certified consultant is an additional guarantee for our customers and ensures a safe, traceable process that is fully compliant with European directives, combining productivity, safety, and reliability over time,” states Basca’s Head of Sales.
“When we tackle a project, we do not just install a machine but also implement a genuine culture of safety. Automating cleaning primarily means eliminating the risk of an operator having to enter a tank or vessel and minimising any possibility of human error. A critical operation thus becomes a controlled, safe, but also completely traceable process. The system runs the cycle autonomously, with fully automated parameters, pre-set recipes, and optimised times, including the necessary breaks for machine downtime due to cleaning operations. Finally, in an era where efficiency and traceability of processes and consumption are essential requirements for remaining competitive, a system that provides accurate, up-to-date, and reliable data is a significant advantage,” concludes Bondi.











Martina Stucchi ipcm®
Bocciolone Antincendio S.p.A. has recently installed its first coating plant, aiming to insource all its finishing operations and align with its decarbonisation strategy. Eurotherm (Volpiano, Turin, Italy), the partner it chose for this new project, supplied it with a fully electric plant.
When thinking of fire safety, one of the first images that comes to mind is that of a red fire extinguisher. This is no coincidence: red, and specifically RAL 3000, has always been a universal symbol in the world of fire prevention. There are many reasons for this. Red is the colour of fire and, as a result, it is immediately associated with emergencies. It also has high visibility even in distressing or poorly lit conditions, making it easier to locate hydrant cabinets, fire extinguishers, hoses, and alarm buttons. The origins of this colour choice date back to the 20th century, when factories and public offices felt the need to make emergency devices immediately recognisable. Red, a readily available hue already loaded with psychological meanings linked to energy, urgency, and danger, soon became the standard.
The finish of emergency devices in general and fire safety devices in particular is therefore of fundamental importance for their recognisability, and it must be characterised by colour uniformity and durability, mechanical and chemical resistance, and consistent quality. Bocciolone Antincendio Spa (Romagnano Sesia, Novara, Italy), a long-established manufacturer of firefighting equipment, has recently decided to insource the coating of its products for the first time, entrusting Eurotherm (Volpiano, Turin, Italy) with the design of a combined powder-liquid finishing line that also complies with the company’s decarbonisation strategy.
Bocciolone Antincendio Spa (Romagnano Sesia) is a long-established company specialising in the production of firefighting equipment.
This collaboration has resulted in a highly flexible, digitalised, and exclusively electricpowered plant that utilises solar energy generated by the photovoltaic panels installed on the roof of Bocciolone’s new factory.
The history of Bocciolone Antincendio began when Basilio Bocciolone registered his business with the Novara Chamber of Commerce in 1898. The company soon specialised in the processing of copper sheets; its first products were boilers for distilling grappa and heating water for coffee machines: brands such as Cimbali, La Carimali, and Arduino relied on Bocciolone’s components to complete their products. In the 1950s, following a period of decline caused by World War II, Aldo Bocciolone, Basilio’s son, relaunched the business by producing the first copper fire hoses for fire brigades.
“The first devices manufactured for the firefighting sector were hoses: a cone was created from copper sheet and then welded and fitted with nozzles. At the end of the 1960s, my mother, Caterina Bocciolone, Aldo’s daughter, purchased a modern coning machine to focus on the firefighting sector and move away from the old production,” explains Stefano Galletti, the current CEO of Bocciolone Antincendio and the fourth generation to run the company. Bocciolone continued its evolution over the decades, growing through acquisitions and expanding its production sites. In 2000, it began processing sheet metal to manufacture fire extinguisher cabinets, a process that had previously been outsourced. In 2007, it acquired a well-known company in the sector, RIGEF di Rigamonti, and expanded its raw material warehouse with a new 3,000-m² building. In 2025, Bocciolone Antincendio, now listed in the register of long-standing Italian companies, relocated to its new headquarters in Romagnano Sesia, a 22,500-m² factory that consolidated all three existing production sites. This plant currently processes three materials:


cast iron, used for fire hydrants installed in public places; non-ferrous metals, such as brass, bronze, and aluminium, utilised for fire hoses and fittings; and steel, used in cabinets. With the move to the new premises, the company also felt the need to establish a coating department within its production site, in order to maintain consistent finishing quality and streamline logistics and time-to-market.
One of Bocciolone Antincendio’s strategic objectives is the decarbonisation of its production facilities, in line with emission reduction policies and an increasingly sustainable approach to production. With this in mind, it asked Eurotherm, its chosen partner for the design and construction of the finishing line, to build a fully electric plant, thus eliminating the use of fossil fuels. “The line is 100% electric, and it is powered by a 1-megawatt photovoltaic system installed on our new factory’s roof,” Galletti points out.
The path towards increasingly sustainable processes also involves

reducing logistics: “We decided to insource coating also to limit handling operations: by reducing road transport, we cut costs but also emissions. This provides us with two key benefits: we can offer a faster and more efficient service to our customers, and we have complete control over all production processes, which improves quality,” adds the CEO. “To enter the world of coating for the first time, we relied on the experience of Eurotherm, which was recommended to us by some of our suppliers and has the advantage of geographical proximity to our headquarters, which translates into prompt assistance. As coating ‘novices’, this is crucial to ensuring production continuity and minimising downtime.”
In line with Bocciolone Antincendio’s green policy, Eurotherm has designed and installed a state-of-the-art, highly flexible automatic coating system that can meet any present or future finishing requirements, thanks to the combination of powder and liquid application processes. “The components are loaded manually onto a monorail overhead conveyor with

a line speed of 1 m/minute and taken to the multimetal spray pre-treatment tunnel. The cycle developed by Chemtec currently consists of four stages: hot degreasing, two rinses with mains water, and a final rinse with osmotic water. With Chemtec, we have already planned for the possibility of implementing a fifth stage, featuring a skid for atomising a norinse nanotechnology conversion product, to meet any requests for enhanced coating adhesion and resistance. The components then pass through a hot-air drying oven at 120 °C and proceed to the two coating booths: one manual for applying liquid paint and one automatic for powder coating, which is the preferred finish for Bocciolone’s products.
“Designed by Eurotherm, which also supplied the powder centre, this booth is equipped with six automatic Gema guns mounted on opposing

reciprocators, a quick colour change system, a part recognition device that starts and stops the reciprocators, and two platforms for manual preand post-finishing,” explains Michele Peretti from Eurotherm’s Italian sales office.

From left to right:
Automatic chemical dosing system comprising a metering pump and an integrated pH monitoring unit
Eurotherm also supplied the application booth, the powder centre, the part recognition device that starts and stops the reciprocators, and two platforms for manual pre- or post-finishing.
Powder application on fire cabinets with Gema guns.


Hooks & CE Hooks
From the in-stock small and thin hook to the special hook Ø30 with EU certification and loading capacity calculation, for both small and heavy parts to be coated.

“Although the most commonly used colour is RAL 3000 red, we have incorporated a quick colour change system because customisation requests are becoming increasingly frequent. Indeed, there are actually no standards requiring the use of red for fire cabinets, and the key regulatory factor is the presence of identification plates to locate their position,” adds Stefano Galletti. “Recently, requests for different hues have been increasing, especially neutral colours such as white, intended for installation in architectural projects.”
The final step in the finishing cycle is curing in a hot-air oven at 180-200 °C, which is also powered by electricity. “This machine is equipped with manual doors that offer several operational advantages,” explains Rocco D’Aloia, Project Manager at Eurotherm. “In the evening, at the end of the working day, closing them allows the heat to be retained, reducing heat loss and allowing the oven to reach the required temperature more quickly the

following morning. The doors are also equipped with safety sensors: before starting the automatic cycle, the system checks whether they are open; if they are, the line does not start. This feature contributes significantly to optimising energy consumption and ensuring greater operational efficiency.”
One of the most interesting features of the Eurotherm system is its digitalisation in line with Industry 4.0. The plant is equipped with a touch screen with intelligent software that allows setting operating parameters, such as the quantity of parts to be treated and the colour to be used. Additionally, proximity sensors have been installed on the system to count the workpieces being processed, allowing for accurate tracking of daily production quantities. This software programme interfaces directly with the company’s SAP management system to offer accurate data that is constantly updated,” explains Rocco D’Aloia.
“For our products, the coating primarily serves an aesthetic function. Still, on materials such as pickled
steel sheets, it also protects the surfaces against atmospheric agents, as these components are often installed outdoors,” continues Stefano Galletti. “Moreover, our production volumes are considerable, and deadlines are often very tight, which is why we also needed to install a high-performance system. Finally, as well as advising us on the plant that best suited our needs, Eurotherm also provided training for our technicians.”

From top left:
Eurotherm also supplied a manual liquid coating booth.
The system is equipped with a touch screen with intelligent software that allows setting the operating parameters.
The drying and curing ovens are powered by electricity from the 1-megawatt photovoltaic system installed on Bocciolone Antincendio’s new factory in Romagnano Sesia.

P25 column standard or customizable system to hang from the smallest parts to heavy 6-metre long bars
FOR HANGING AND MASKING

In fact, this supplier has an in-house coating plant that it makes available to customers for coating workshops and to provide technical training for the personnel who operate its lines.
With the implementation of its new fully electric coating system, Bocciolone Antincendio has taken a significant step forward in the technological evolution and sustainability path it has been pursuing over the past few years. Its collaboration with Eurotherm has enabled it to integrate a fully digitalised, energy-efficient plant into its processes, combining production quality with reduced emissions and contributing to its decarbonisation strategy.
In addition to optimising logistics and processing times, the insourcing of coating operations has given the company direct control over the quality of its surface treatments, a crucial element for the durability and aesthetics of its firefighting products. This project confirmed Bocciolone Antincendio’s ability to combine over a century of industrial tradition with a vision focused on innovation, sustainability, and process efficiency, consolidating its position as a benchmark supplier in the fire safety sector.



The second generation of Dynamic Contour Detection detects the object contour fully automatic and positions the guns individually even for thin objects and at high conveyor speeds. In combination with the NEW Vertical Module ZA17 targeted positioning of the gun on the coating object was never that efficient and will complete your high level of automation. So you can achieve perfect coating results even with complex application requirements and difficult part geometries.


















Bicelli, a historic Italian manufacturer of hydraulic pumps and cylinders, implemented Lesta robots with the Lesta Production Manager system to modernize its painting line.
Founded over fifty years ago, Bicelli is a reference point in hydraulic cylinder manufacturing. Its mission is to bring motion to industry through products that combine quality, innovation, and automation. Today, under the leadership of the second generation, Bicelli employs over 60 professionals in a 6,500+ m² production facility, ensuring high quality standards and close customer collaboration.
The challenge: optimizing hydraulic cylinder spraying
Before automation, cylinder painting was performed manually. This required four operators to produce roughly 300 units per day. The manual process was labour-intensive and could not ensure the repeatability and quality consistency that a robotic system provides.

To meet these challenges, Bicelli installed two Lesta LEBOT MV A6 robots, supported by the Lesta Production Manager software.
The Production Manager is a production queue management system that allows operators to select programs and set the number of repetitions, offering maximum flexibility. Programs can be recalled via barcode, RFID tag, or remote management (Web TAG), making the process simple and adaptable to different batch sizes.
Each cylinder model is automatically associated with its specific painting program, eliminating errors and drastically reducing setup times.
With automation, the benefits have been immediate and tangible: while previously 4 operators were needed to paint 300 parts per day, now only 3 are required to produce 500 parts per day.

The system with two booths for applying the water-based coating.
By combining Lesta robots with the Production Manager, Bicelli increased productivity by 66%, reduced labour costs, and ensured consistent quality and improved safety for every part.
The LEBOT MV A6 is a 6-axis articulated robot capable of recording operator movements in real time with its self-learning function. Programming is intuitive: the operator performs the cycle manually, and the robot memorizes and replicates it precisely. The robot can be installed on the floor, on carousels, with in-line conveyors, or mounted on overhead and floor carts. It is suitable not only for liquid and powder coating, but also for processes such as flaming, drying, and spraying gelcoat, glass fiber, and adhesives. Available in ATEX and UL hazardous location versions for the North-American market, it offers a flexible solution across multiple industrial sectors.
The Lesta Production Manager is a system developed to manage the production queue and the painting programs associated with each part type.
With this system, operators can select which program to run and how many parts to repeat it for, achieving maximum flexibility based on daily production needs.



Programs can be recalled using various methods: by scanning barcodes, via RFID tags applied to pallets, or through the Web TAG mode, which allows for remote management. In this way, each batch is automatically identified, and the robot executes the corresponding cycle without risk of errors.
The Lesta Production Manager also integrates with existing facilities that do not have Lesta robots, supporting both liquid and powder coating, making it a versatile solution for a wide range of industrial environments.
The Bicelli case demonstrates how automation in hydraulic cylinder spraying can deliver tangible and measurable benefits: increased productivity, greater management flexibility, and reduced costs. With Lesta LEBOT
MV A6 robots and the Lesta Production Manager system, companies can meet market challenges using reliable and intuitive technologies, transforming painting into a more efficient and competitive process.

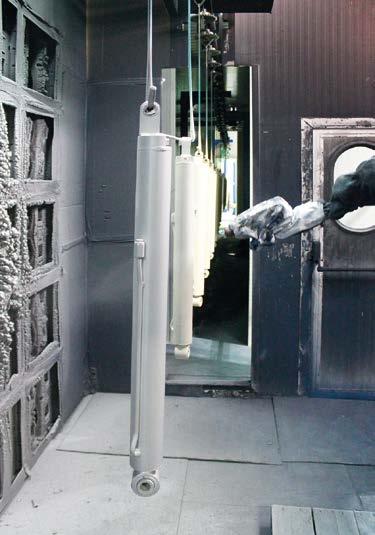




• Perfect finish, superior colour stability




• Easy application & e ciency with up to 30% powder recovery






• Full colour spectrum, anodic e ects, and premium finishes for façades and furniture
Contact us today to elevate your next project.









Monica Fumagalli ipcm®
Rimorchi Bertoja, in collaboration with its long-standing partner Wagner, has recently installed innovative application equipment already set up for transitioning to completely water-based coating cycles, as part of its journey towards total production sustainability. The highlight of this application system is the cleaning solution, specifically designed to reduce consumption and waste.
From the first Italian Highway Code to the most recent European regulations on safety, energy efficiency, and environmental sustainability in road transport, the evolution of the rules governing vehicle traffic has played a decisive role in shaping the country’s industrial trailer market – a sector that continues to represent a strategic investment for business competitiveness and for the efficiency of road transport and logistics services at both the national and European levels.
Italy, the third-largest country in Europe in terms of the volume of goods transported by road, is now facing the transition to the decarbonisation of heavy transport, with complex challenges ranging from the high average age of vehicles to the limited spread of new technologies. The renewal of fleets is no longer just
Rimorchi Bertoja has specialised in the design and construction of special trailers and semi-trailers for heavy transport since 1926.

an environmental priority but also an economic and structural necessity for the entire sector. Italian companies specialising in the production of trailers and semi-trailers play a key role in fostering innovation and construction quality. Among them is Rimorchi Bertoja, a longestablished manufacturer based in Pordenone that has been building its technical identity since 1926 by following, and often anticipating, regulatory developments in the sector. Its commitment to design and production excellence also translates into the adoption of advanced industrial processes and, in particular, energy- and quality-optimised coating systems, also conceived to ensure high performance in terms of sustainability.
An evolution spanning from the early 20th century to the present day
“The history of trailers for exceptional transport such as those we manufacture here,” says purchasing manager Mirco Franchi, “reflects the technological and industrial evolution of the last century.” At the beginning of the 20th century, these vehicles were mainly used to transport raw materials and heavy machinery, such as locomotives and turbines. During World War II, their function began to include the transport of military equipment and supplies, playing a decisive role in the conflict’s logistics. With the subsequent economic boom and expansion of international trade, trailer technology underwent significant evolution between the
1950s and 1960s: vehicles were designed to handle increasingly large loads, such as space rocket modules and power plant components, paving the way for the road transport of exceptionally large items. In the 1970s and 1980s, design efforts focused on improving operational safety, driving stability, and load management, leading to the introduction of increasingly advanced control systems. At the same time, growing attention to sustainability accelerated the implementation of electric traction and fuel cell solutions, steering the industry towards heavyduty mobility with a lower environmental impact. “The drive towards sustainability,” adds Franchi, “is about the decarbonisation of heavy vehicles but also their production processes. This is why our coating department has taken on a strategic role in terms of environmental compatibility: the transition from solvent-based to water-based paints we are currently completing is concrete proof of this. For the supply of application equipment, we have relied on a company with a long history like ours: the Italian division of the J. Wagner GmbH Group, based in Valmadrera (Lecco).”
With almost a century of experience, Rimorchi Bertoja is a benchmark designer and manufacturer of special trailers and semi-trailers for heavy transport. It develops customised solutions with 2 to 12 axles for special and exceptional applications, including earth-moving machinery, mining



equipment, industrial plants, bulky construction materials, prefabricated buildings, tanks, boats, oversized loads, and vehicles for the logistics and military sectors. Its range includes versions for off-road, mining, and defence applications, as well as fully customised configurations. With a workforce of 70 employees, a total surface area of 40,000 m², and an annual capacity of approximately 300 units mainly manufactured to order, the company applies a lean production organisational model. It is certified to ISO 9001:2015, ISO 14001:2015, and ISO 45001:2023 and accredited by the Italian Ministry of Transport for mass production, an essential requirement for European type-approval of industrial vehicles. The technological know-how developed in-house enables Rimorchi Bertoja to manage the entire vehicle design cycle and operate even in the most strictly regulated sectors: it meets ADR regulations and manufactures vehicles that comply with NATO, MIL-STD, and STANAG standards for military applications. Its offering is completed by products designed to withstand extreme weather conditions and featuring special high-durability coating cycles, meeting the functional and logistical needs of each customer, particularly those operating in the defence sector. The company serves partners worldwide, but above all in Italy, which accounts for 85% of its sales.
In other words, this company can respond to any specific request by producing vehicles with features not available on the market. “Trailers and semi-trailers that are out of standard production are part of our normal business,” explains Franchi, emphasising that excellence in exceptional production is the core business of Rimorchi Bertoja. “What sets us apart from our competitors is our ability to customise each project by developing means of transport that, from their design and smallest structural details to their finish, meet the specific needs of our customers, who are increasingly attentive to coating quality. Today, trailers are














“We carry out cycles with high-resistance primers and top coats, but also offer special treatments such as high-performance anti-corrosion coating, cataphoresis, hot-dip galvanising, metallising, anti-IRR (CARC) treatments for military applications, and the option to galvanise or metallise the entire vehicle, all of which are outsourced. In some cases, customers may also request the application of an additional zinc-rich primer before the epoxy primer.”
“After primer application, the chassis components are assembled, including axles and braking, hydraulic, and electrical systems. The solvent-based top coat is applied only afterwards because during assembly, the chassis must be tilted into the driving position, which could damage the coating film if applied earlier. To avoid damage to the chassis, a prototype roll handler borrowed from the classic car restoration sector was installed in the department a few years ago. “This system, adapted to our production, can tilt chassis weighing up to 10,000 kg, eliminating the need for two additional heating cycles, with a clear benefit in terms of sustainability.”
In recent years, Rimorchi Bertoja has begun a transition towards sustainable coating cycles, gradually introducing water-based paints supplied by Sherwin-Williams. “The first attempt to switch to water-
based coatings dates back to 2010, although at that time it was still at an experimental stage,” recalls Franchi. “The main problems concerned the top coat and the maximum gap of 24 hours we must maintain between coating and assembly, meaning that our components must be dry at room temperature the following day.”
Today, manual application is carried out using Wagner GA4000 Aircoat spray guns. This technology combines the advantages of both air and airless atomisation, ensuring excellent finishing quality, lower spray pressure than airless solutions, faster application, and reduced overspray.
“We have been supplying Rimorchi Bertoja with our equipment for over 40 years,” states Venanzio Rosada, Wagner’s sales manager. “We started when it only applied solvent-based systems. In fact, they are still using a device supplied by us for the only task that continues to require this type of paint – indeed, 2 out of 3 cycles are now completely water-based.”
When the company decided to upgrade its application system, it conducted an in-depth market analysis to identify solutions suitable for both large components and accessories. “We were looking for an efficient system for both types of workpieces,” notes Franchi. “We also considered some electrostatic solutions, but they were not suitable due to the risk of product entanglement, which could have re-wetted already painted parts.”
The choice finally fell on Wagner’s Intellimix and Twin Control systems, the latest generation of electronic mixing and dosing devices, leading to

The first Intellimix system for water-based primers was installed in early 2023, whereas the second, intended for the application of solvent-based paints on accessory components, was installed in 2024.


Both systems are equipped with Leopard 35-70 high-pressure piston pumps, with a volumetric flow rate of 70 cm³/DH for the catalyst and the paint product.
the installation of 3 machines: 2 Intellimix units for primer application and under-body coating, and 1 Twin Control unit for solvent-based epoxy paint. “The system configuration was jointly discussed by a team comprising Rimorchi Bertoja, Wagner, and SherwinWilliams, the latter being a pioneer in the development of water-based paints in the ACE industry,” Rosada emphasises.
Both systems are equipped with Leopard 35-70 highpressure piston pumps, with a volumetric flow rate of 70 cm³/DH for the catalyst and the paint product. A distinctive feature of this mixing system is the ability to carry out the cleaning of the guns independently. “Thanks to special valve configuration,” illustrates Rosada, “they allow 2 guns to be used simultaneously: each operator has their own gun with an independent cleaning and refilling system. This prevents any

A red-coated trailer ready for delivery: Rimorchi Bertoja is well-known for its high degree of product customisation, including coating in any colour requested by customers.
production downtime if one of the workers finishes the operation before the other.”
This aspect was decisive in Rimorchi Bertoja’s choice. Franchi explains: “Previously, the amount of mixed paint and the cleaning of pumps and pipes depended on the operator’s experience, as mixing was done manually. Cleaning the pipes, the dip tube, and the pump at the end of each shift was a laborious task. Today, with these automatic mixing machines, the cleaning process involves only the pipes and guns, while the pumps remain primed with fresh product, resulting in considerable time savings and reduced waste. Previously, about 5 litres of product and about 20 litres of cleaning liquid were wasted per shift; today, the consumption is reduced to a maximum of 800 cc of catalysed product and 2 litres of water for cleaning. In addition, these machines enable us to download all consumption data by interfacing with our management system.”











Rimorchi Bertoja’s goal was to equip itself with a fully monitored application system capable of ensuring maximum operational safety. “To monitor the paint products and catalysts, we developed a system without meters in contact with paint: the measurement is detected by the pump through a Magnetic Stroke Meter,” explains Rosada. “This is a significantly accurate solution, able to detect the flow rates of components A and B with very high resolution, thus eliminating the risk of clogging or wear on the standard measuring units. Together with Rimorchi Bertoja, we also defined a periodic program service activity to keep the equipment monitored and efficient through maintenance operations carried out by specialised Wagner technicians.”
Recently, with Wagner’s support, tests were conducted to take a final step towards sustainability: eliminating solvent use even in the top coat application phase. The results were satisfactory, and the transition will not require replacing the application system, which is already configured to operate with water-based products.
“Over the years, we have tested equipment from various suppliers,” adds Franchi, “but in the end, we chose to rely on this international partner with consolidated experience and after-sales service that truly supports our production. Coating is a key element, and it must reach a high level of quality since it is the one most susceptible to damage. Our products often transport tracked vehicles with iron tracks, so the risk of abrasion is high.”
‘Quality’ and ‘sustainability’ are the two watchwords at Rimorchi Bertoja. “As they are purchasing vehicles of a certain value, our customers expect them to be perfect when they receive them,” notes Franchi. “That is why we have developed internal specifications that we use for verification tests and as a reference for our coating suppliers. This guarantees reliable results and marks a significant step forward from the old notion of trailers as mere ‘pieces of metal on wheels’.”
Rimorchi Bertoja has confirmed its role as a manufacturer of excellence in the industrial trailer sector, combining almost a century of experience with advanced technological solutions and a sustainability-oriented approach. Innovation, quality, and customisation thus translate into reliable, highperformance, and environmentally friendly vehicles that meet growing regulatory requirements and the expectations of customers who are increasingly attentive to the efficiency and aesthetics of their vehicles.






Edited by ESTALIA Performance Coatings S.p.A. Castenedolo (Brescia, Italy) info@estalia.it
The Franchi&Kim laboratory has developed 2016 Series AQUACRIL GLOSSY HP DTM, a long-lasting Direct To Metal coating that combines the typical performance of a traditional primer + top coat system with the ease of application and sustainability advantages of water-based paint.
No more catch-22: when performance meets sustainability
In the world of industrial coating, Direct To Metal (DTM) products have always entailed a trade-off, with the promise of simplifying application cycles by eliminating primers, but at the cost of reduced protection, gloss, or thickness. The challenge for research laboratories has always been the same: to create a DTM product that could guarantee adhesion, corrosion protection, aesthetics, and ease of use. With the new 2016 Series AQUACRIL GLOSSY HP DTM, the Franchi&Kim laboratory has turned this impossible balance into reality, combining the performance of a traditional primer + top coat system with the simplicity and sustainability of waterbased paint.
AQUACRIL as a unifying force
A multi-faceted ice cube that remains unscathed by the most aggressive external agents and variables. The similarity between natural forces and this product’s qualities portrays its sustainability: fire as gloss, water as a fluid force that ensures ease of use, air that evokes lightness, and earth as a stable, lasting structure symbolising resistance and anti-corrosion power. Opposing elements coexist harmoniously without cancelling each other out.

A high-performance two-component product
2016 Series AQUACRIL GLOSSY HP DTM is a high-performance, glossy, water-based, two-component polyacrylic finish conceived to adhere directly to metal without the need for a primer. Its advanced formulation allows it to be applied to iron, cast iron, galvanised metal, and light alloys, ensuring excellent adhesion, corrosion protection, and weathering resistance.
Its technology guarantees:
direct application on metal without a primer, with excellent adhesion and coverage properties even on challenging surfaces;
high corrosion resistance even in outdoor environments;
high gloss (75-80 gloss at 60°) with a uniform, matte finish even on edges;
greater dry film thicknesses achievable in one coat compared with traditional water-based 2K products, with perfect adhesion on edges and corners;
reduced VOC content (125 ± 2 g/L), in full compliance with Directive 2004/42/EC.
These characteristics make it ideal for any application that requires combining aesthetic quality, technical performance, and environmental friendliness in a single cycle.













AQUACRIL GLOSSY HP DTM is designed to optimise production cycle times and management, a crucial aspect for today’s coating industry. The possibility of eliminating the primer, combined with fast drying and the product’s compatibility with standard spraying equipment, allows for:
a reduction in the number of coats and process stages;
shorter cycle times (dust-dry in less than an hour, oven drying in 30-40
minutes at 60 °C);
a total thickness of up to 100 µ, without sagging or popping defects;
easier part handling within a few hours.
One traditional limitation of water-based DTM coatings has been the need to choose between aesthetics and protection. The new 2016 Series DTM product breaks this pattern. The film obtained is uniform, compact, and glossy and provides good mechanical and chemical resistance. Laboratory tests have shown that the resulting finish is stable over time and also suitable for outdoor use. Thanks to the combination of acrylic resins and polyurethane crosslinking, this product forms a durable, robust, and flexible film that maintains its high gloss and coverage even after exposure to atmospheric agents.

































With our experience in international plant engineering, we provide proven technologies and tailor-made solutions for all processes in the paint shop – e cient, precise and forward-looking.
100 million car bodies and 2000 million parts were dipped by one of Eisenmann‘s conveyor systems for pre-treatment and cathaphoretic dip coating. Rely on our expertise and bene t from advanced retro t concepts!

The 2016 Series AQUACRIL GLOSSY HP DTM finish is ideal for:
light and heavy metal parts;
agricultural and earth-moving machinery;
metal components for street furniture and infrastructure;
machine tools and outdoor industrial structures. Its mechanical and chemical resistance also make it suitable for moderately aggressive environments, maintaining a glossy, stable appearance over time. It can also replace traditional solvent-based systems, as it eliminates the need for a primer and reduces the number of application steps, ensuring complete protection through one product with a low environmental impact.
The transition from traditional solvent-based systems to highperformance water-based systems is now one of the industry’s main technological challenges. Products such as DTM polyacrylic finishes demonstrate that it is possible to achieve high quality standards without compromising on productivity or durability, while also helping reduce the environmental impact of industrial processes. The evolution towards environmentally friendly Direct to Metal coatings is not just a trend, but a technical and regulatory necessity that responds to European directives and the growing demands of the global market.
AQUACRIL GLOSSY HP DTM marks a concrete step towards sustainable industrial coating without sacrificing quality. Its water-based formula and low organic solvent content (VOC 125 g/L) drastically reduce emissions and improve working conditions for operators. Finally, it fully complies with European environmental and safety regulations, demonstrating that high performance and environmental protection can coexist.
The 2016 Series AQUACRIL GLOSSY HP DTM finish sets a new benchmark in the water-based Direct To Metal coating technology. It solves the catch-22 problem of conventional products and redefines the balance between efficiency, performance, and sustainability. It is concrete proof that a water-based finish can compete with traditional solventbased systems, providing a measurable operational advantage and a practical response to the demands of an increasingly environmentally conscious industry.
Engineered for maximum flexibility, our system adapts to diverse automotive and industrial needs with unparalleled efficiency

▪ State-of-the-Art Industrial Painting Line
▪ Built in 2020 and fully operational since 2021
▪ Utilizes 4 cabins equipped with Fanuc 6+1 axis painting robots, designed for handling complex 3D geometries and 2 transfer robots, providing unmatched operational flexibility
▪ Features WAGNER paint feeding system with gear pumps, ensuring high efficiency, versatility, and rapid color changes across 3 primers, 7 basecoats, and 2 clear coat circulations
▪ Designed with a large painting window and double-sided jigs to optimize maximum production output
▪ Employs RFID tracking for complete and reliable process traceability
Our robotic painting solutions deliver unmatched precision, reduced waste, and increased throughput for automotive and industrial applications
Discover our advanced solutions at motor-classic-solutions.com or we gladly invite you to visit our plant in H-2800 Tatabánya, Vigadó u. 6, HUNGARY
In
its coating contracting hub,
Argos Surface Technologies' partnership with its powder supplier consolidates its presence in the ACE sector
Monica Fumagalli
ipcm®
The Argos Surface Technologies group, formed from the merger of several companies specialising in surface treatments, is strengthening its leadership in contract services for the coating of ACE components through strategic partnerships with qualified suppliers such as TIGER Coatings, thereby consolidating its customeroriented approach.

AThree companies in the Argos ST group specialise in the application of cataphoresis + powder systems, particularly on ACE and automotive components. Below, the Argos ST group’s plant in Gonzaga (Mantua).

widely used organisational model in Northern Europe consists of groups or consortia of SMEs operating in the same production segments or providing similar services. This approach enables small and medium-sized enterprises to operate as strategic partners, creating a cooperative system that provides access to larger markets, increases bargaining power, and generates economies of scale, such as through collective purchasing of goods or services. The aim is to share costs and risks, optimise resources, and improve overall competitiveness by addressing challenges that would be difficult to tackle individually. In Italy, the Argos Surface Technologies group is one of the few businesses to have adopted this philosophy, creating an integrated industrial hub composed of companies with proven experience in surface treatments. “We are a proven leader in the coating industry, backed by each firm’s success in this sector, where we combine expertise, advanced technologies, and diverse production capabilities to achieve high quality standards and a stable presence in key markets,” states Paolo Grimaldi, General Manager and shareholder of the Argos Surface Technologies group. The recent appointment of Paolo Grimaldi—selected for his experience and his ability to lead the Industrial Coatings BU in line with the Group’s innovation, growth, and integration goals—is part
of the Group’s strategic investment plan designed to strengthen its industrial vision and align its various Business Units. Argos ST now aims to further increase the group’s value through new acquisitions in the short to medium term to integrate highly specialised skills, expand its technological capabilities, and improve productivity, thanks in part to its collaboration with established partners such as TIGER Coatings for the supply of powders. This expansion strategy, at the same time, remains anchored in one of the group’s founding principles: customer orientation, understood as the ability to offer customised solutions, rapid response times, and a high level of operational reliability.
Driven by the private equity fund Gradiente II, managed by Gradiente SGR, the new Argos Surface Technologies Group was established in 2020 through the acquisitions of Argos (active since 1969 in largescale electroless nickel plating), Impreglon Italia (active since 1982 in fluoropolymer coatings), and Aalberts ST in Opera (specialised in the anodising of aluminium alloys). In the following years, the Group continued to expand its technological portfolio: in 2021 it acquired the Emilia-based companies TSM Srl and Lualma Anodica; in 2022 it was


the turn of Tec.Ri.Met from the Bergamo area. In 2023 the merger of Foresi, from Mantua, and Rotostatic, from Turin, into the Argos ST Group was formalised, and the Bologna-based GSB Galvanotecnica Salvatori Bologna was acquired. In 2024 GM Cataforesi and Sive were acquired. In 2025 it was the turn of Ag Technical. In this past year, the Group came under the control of the EMK Capital fund. Today, Argos ST is a multi-specialist hub offering a range of complementary treatments, including anodising, nickel plating, electroplating, fluoropolymer coating, powder and liquid coating, and advanced processes across all sectors, from mechanics and logistics to furniture, agricultural and offroad machinery, and automotive. An integral part of the group’s strategy is not only the acquisition of established companies but also their modernisation through upgrades to their existing plants. In recent years, its Industrial

Coatings Business Unit has benefited from significant investments aimed at enhancing production capacity, operational efficiency, and process quality. Now that production activities have been consolidated through this method, the group’s next step is to export the strategy that has worked in the Italian market to other countries.
Two of Argos ST’s current fifteen plants, the one in Gonzaga, in the province of Mantua (formerly Foresi), and the one in Camposanto, in the province of Modena (formerly GM Cataforesi), due in part to their strategic location between Italy’s Tractor Valley and Motor Valley, are devoted to the application of cataphoresis + powder coating systems, particularly on ACE and automotive components. That is the ideal solution for protecting these types of products against corrosion and the harsh conditions typical of outdoor applications.
“As regards the upgrading of machines at the Gonzaga site,” explains Paolo Grimaldi, “we have installed a new automatic powder coating plant with a manual touch-up station for


electrostatic systems for liquid painting

The new coating plant installed in Gonzaga for powder coating large parts.
This site opted for dense-phase application technology, with particular attention to overspray recovery to reduce consumption.
electrostatic systems and spraying booths for powder coating
pneumatic systems for high-, medium-, and low-pressure painting robot and reciprocators IR and UV drying systems




components up to 5 metres in length, characterised by complex geometries and made in different materials. In addition to this line for non-standard parts, we have installed a chemical pre-treatment system for components that do not undergo cataphoresis and a new shot blasting machine to further enhance our operational capacity. We have also replaced two existing powder application systems with dense-phase application technology, with particular attention to overspray recovery to reduce consumption. Thanks to these investments, our use of paints has decreased significantly.” The plant has also improved its energy resource management by optimising powder curing on substrates with highly variable thicknesses.
Application cycles compliant with the most stringent OEM standards Argos ST’s Industrial Coatings Business Unit provides high-performance surface treatments

that combine corrosion protection, mechanical resistance, and aesthetic quality. “To meet the growing demand for greater durability and resistance, we have developed application cycles that improve both the mechanical performance and the final appearance of parts.”
The standard coating process consists of four stages: shot blasting, cataphoresis, targeted sealing of welded joints to prevent corrosion due to infiltration in the most sensitive areas, and powder or mixedcycle coating with the application of several layers and a finishing coat composed mostly of powders and, in an increasingly significant proportion, of liquid top coat. “OEMs in the agricultural and earthmoving machinery industry provide extremely detailed specifications, especially regarding finish and colour characteristics, to achieve maximum film resistance. Most require the use of approved products, so our suppliers must ensure outstanding flexibility in formulating high-performance paints. TIGER Coatings has become one of our major suppliers of powder coatings because its products fall within the highest resistance classes,” emphasises Marco Mondini, Purchasing Manager of the Group’s Industrial Coatings division. “Supplier loyalty is, in fact, an added value for Argos ST, especially in terms of quality and repeatability, which are fundamental requirements for managing a large number of plants that must all maintain high colour consistency, finishing quality, and colour matching standards. “We were looking for a partner with solid technical

expertise and an internal organisation capable of providing rapid support in the development of our projects, as well as maximum flexibility, an essential requirement for contract coating processes like ours, which cannot be based on pre-established schedules.”
Marzia Brambilla, COO of TIGER Coatings Italy, traces the origins of this collaboration: “We joined the supplier portfolio of this prominent industrial group in 2023 as providers of polyester and epoxy powder coatings, initially intended for components manufactured by one OEM in the earthmoving sector. Today, we have become their third supplier. This result confirms not only the high quality of our powders – all approved according to the most stringent standards of resistance and durability –but also our ability to develop tailor-made formulations for applications with specific requirements. This ensures a repeatable, high-performance degree, which is essential for a group composed of several companies that may produce different batches for the same customer. Repeatability and quality consistency are therefore a decisive competitive advantage,
Fromt the left:
Argos ST uses highly variable coating systems, ranging from one to three layers, depending on the specific requirements and intended use of components.
The careful selection of suppliers allows Argos ST to maintain high quality standards for its coatings.

ensuring uniform results that meet the expectations of both the end customer and the contractor applying the product.”
2024 marked the consolidation of this partnership. “As a contractor, Argos ST uses highly variable coating systems, ranging from one to three layers, depending on the specific requirements and intended use of components. Knowing that we can count on suppliers such as TIGER Coatings, capable of handling any technical issue from special formulations to large-volume orders, we can be confident in the high quality of our work. We particularly appreciate a supplier that has a seat at the table with us and our customers as part of a genuine technical joint venture, promoting an exchange that goes beyond the traditional supplier-customer relationship. This is one of the main reasons why we chose TIGER Coatings,” says Mondini.
“We have established a two-way relationship,” adds Brambilla, “in which the powder manufacturer is a guarantee for the contractor and the latter is one of the former’s most prestigious customers, so much so that we have shared this success story with our colleagues at TIGER’s other European branches.”
The development of partnerships with strategic suppliers, such as TIGER Coatings, and the focus on quality and flexibility confirm the customeroriented approach of Argos ST’s Industrial Coatings Business Unit, which stands out as an example of how this business model can succeed even in a complex industry like the coating sector. The investments made, from process automation to supplier management and the integration of sustainable practices, testify to this group’s determination to strengthen its role as a technology partner for the industry, capable of offering a comprehensive service for the most advanced surface treatments and operating as a full-fledged hub for contract coating.




he nts, from the agricultural and construction sectors to the building of skyscrapers and large-scale structures. In the earth moving sector, ed ng the world’s













Ilaria Paolomelo ipcm®
Subjected to wear, abrasion, and continuous mechanical stress, industrial vehicles require coatings that can guarantee high protection and durability for their main components. To meet these needs, Mantella Trailers, a manufacturer of vehicles for the quarry and construction sector, has been working with Mirodur, a trusted supplier of high-performance coatings specifically developed for bodies and chassis, for over twenty years.


The quarry and construction vehicle sector is one of the most specialised fields in the heavy vehicle industry, as it entails extreme working conditions that make robustness, mechanical strength, and durability essential requirements. According to the latest market analyses, in the first six months of 2025, almost 10,000 vehicles1 were registered for use in quarries, construction sites, and mining operations — a segment that is growing steadily thanks to infrastructure investments and fleet renewal.
These vehicles are subjected to intense daily stress, including impacts, abrasion from rocky materials, constant vibrations, and exposure to mud, water, and salt. Therefore, their design has always focused on structural efficiency rather than aesthetics, favouring the use of high-strength steels, reinforcement systems, and specific anti-corrosion treatments. However, in recent years, this industrial sector has been evolving towards a new consciousness, adopting trends typical of the automotive world, such as greater attention to finishes, colour customisation, and aesthetic coordination among different vehicle components, including the body and booth.
1 https://www.unacea.org/it/mercato-italiano-di-macchine-per-costruzioni-4/
From a mere surface protection system, the coating has become an integral part of a vehicle’s value and an element of visual identity and product recognisability. A concrete example of this evolution comes from Mantella Trailers Srl (Lamezia Terme, Catanzaro, Italy), which specialises in the production of industrial vehicles for quarries and construction sites and which, for over twenty years, has relied on Mirodur (Aprilia, Latina, Italy) to supply high-performance coatings tailored to its needs. The company has also recently installed a new Mirodur tintometric system to ensure maximum precision and consistency in colour preparation, and to respond promptly to customer requests for customised finishes and colour matching.
“Mantella Trailers Srl was founded in the heart of the Calabria region as the natural evolution of a long family tradition in the industrial vehicle sector for the quarry and construction industry. Our company boasts decades of experience together with a strong focus on technological innovation, lightweight and durable solutions, and high quality,” says


Salvatore Mantella, the founder and owner of Mantella Trailers.
Over the years, Mantella Trailers has consolidated its growth and expanded its presence in Italy by opening a second site, its Truck Fitting Centre, in Piacenza, a strategic location for serving the North Italy market. This facility, dedicated to customising and fitting industrial vehicles, enables the company to offer a comprehensive, rapid, and tailormade service while maintaining high-quality standards. The synergy between the Lamezia Terme and Piacenza sites has resulted in an efficient and widespread organisation capable of meeting customer demands nationwide. In 2018, Mantella Trailers received the prestigious Swedish Steel Prize international award for its revolutionary Stratosphere 3.0 semi-trailer, which stood out for its intelligent use of high-

strength steel, significantly reducing vehicle weight while improving performance, safety, and fuel efficiency.
Today, Mantella Trailers distinguishes itself through the production of state-of-the-art semi-trailers and bodies designed for the quarry and construction sectors, with a particular focus on functionality, robustness, and sustainability. Continuous investment in research and development, the use of cutting-edge materials, and the ability to offer customised solutions are the pillars of a company that is constantly looking ahead. Backed by international recognition, a highly specialised technical team, and a solid corporate identity, this is a constantly growing company committed to consolidating its position on the domestic market and expanding into the European one by promoting the values that have always characterised it: passion, innovation, and reliability,” adds the founder.
Mantella Trailers offers a complete range of vehicles and bodies for industrial transport, designed to deliver high performance, light weight, and durability. Particularly specialising in the manufacture of bodies and

chassis for transporting aggregates, it manages the entire production process in-house. “In our production department, which covers over 11,000 m² within a total area of 35,000 m², we handle all stages, from design to the manufacture of individual components.” After reception, the raw materials, such as Hardox® and Strenx®, two high-resilience steels, undergo a complete machining cycle for the manufacture of both bodies and chassis. “To produce the former, we use an innovative sheet metal bending system, unique in Italy, which enables us to obtain side panels without resorting to welding; this process increases structural strength and mechanical integrity, reduces the critical issues typical of traditional methods, and ensures long-lasting solidity. The chassis, on the other hand, are assembled and then welded using two robotic welding islands,” indicates Mantella.
At Mantella Trailers, vehicle surface treatment takes place in a building of approximately 2,000 m², equipped with a SA 2.5-grade turbine metal shot blasting machine and two identical coating booths, one for finishing bodies and one for chassis. Both 18-metre-long, fully pressurised
From top left counterclockwise:
The chassis are assembled and then welded using two robotic welding islands.
To produce the bodies, Mantella Trailers uses an innovative sheet metal bending system, unique in Italy, which enables it to obtain side panels without resorting to welding.
The bodies are taken into the dedicated coating booth, where a zinc phosphate-based antirust primer is applied, followed by a glossy finish (approx. 70 gloss).
www.sinto.com
As a full-service provider, we offer customized wheel blasting solutions – from the machine concept to after-sales service. With many years of experience, we develop tailor-made wheel blasting systems to support the long-term success of your company.
www.agtos.com



booths are divided into two zones: the first 8 metres are used for applying the primer, and the remaining section for the top coat. Paint is applied manually by operators using airless bi-mix pumps suitable for spraying two-component products. “To ensure the best resistance to different mechanical and environmental stresses, bodies and chassis are subjected to two separate coating cycles,” says Silvio Soleo, sales representative at Mirodur.
The bodies are taken into the dedicated coating booth, where a zinc phosphate-based anti-rust primer is applied, followed by a glossy finish (approx. 70 gloss). “Generally, the primer, a high-solids two-component acrylic, is applied in two coats with intervals of 10-20 minutes, but it can also be used wet-on-wet. In both cases, the coating process ends with the application of an acrylic top coat, which gives the product the desired gloss and resistance degree,” says Soleo. “Until recently, Mantella Trailers used an epoxy primer coupled with an acrylic finish. This combination required different catalysts and longer waiting times, often exceeding two hours, to allow the primer to dry properly and thoroughly. To avoid extremely long cycle times and
increase productivity, Mirodur’s R&D team developed this new highsolids acrylic primer, which not only overcomes these critical issues, making the coating process faster, but also solves several problems arising from mechanical pre-treatment: in the past, the sandblasting process introduced a degree of surface roughness that called for manual correction of imperfections. The primer was followed by a polyester filler applied with a spatula and, finally, sanding to achieve a smoother surface. The new primer developed by Mirodur, characterised by a higher dry residue and greater viscosity, has solved these problems, as it perfectly covers the rough profile resulting from shot blasting without requiring further steps by operators,” continues Soleo.
“Mantella Trailers’ chassis are designed to be extremely light, strong, and durable, thanks to the use of high-strength steels such as Strenx® 960 Plus,” emphasises Salvatore Mantella. “Compared with bodies, chassis are subjected to even more intense stress: abrasion from work materials, continuous impacts, and chemical attacks, such as by salt in winter, make superior protection and resistance fundamental.” That is why the chassis coating cycle includes the application of a 2K zinc-rich
epoxy primer with high anti-corrosive properties. “After applying the primer, it is essential to carefully check the treated surfaces for any cracks that could lead to the accumulation of water, dirt, or salt. If any are found, they are filled with a polyurethane sealant that can be overcoated, allowing the next finishing stage to start immediately. The cycle is then completed with the application of one layer of semi-gloss acrylic top coat, which gives the chassis high resistance and a uniform finish,” says Soleo.
Growing demand for customisation has prompted Mantella Trailers to implement a new tintometric system in collaboration with Mirodur to ensure maximum flexibility in colour management. “Market needs are changing rapidly. Base colours such as Scania white and greyish aluminium can be supplied directly, but more and more customers are requiring vehicle bodies to exactly match the colour of booths, whether they are red, blue, or silver,” says Mantella.












“For this reason, we asked Mirodur to install a Miromix tintometric system that enables us to produce the desired shade directly on site, very quickly.” “The Miromix system makes it possible to formulate and prepare colours independently and in a very short time. Thanks to a dedicated software, which integrates a database of over 25,000 colour formulas and uses spectrophotometers to accurately detect non-standard hues, Mantella Trailers can now offer a tailor-made service with the quality and reliability that distinguish all Mirodur products,” states Riccardo Vitelli, Mirodur’s sales manager.
The ability to create customised colours that are perfectly coordinated across the booth, body, and chassis now allows the manufacturer to respond promptly to customer requests, transforming coating into an element of visual identity and brand distinctiveness.
The collaboration between Mantella Trailers and Mirodur, which has been in place for over twenty years, is a shining example of a partnership built on expertise, mutual trust, and continuous technological innovation. “Over the years, we have been working together to develop coating solutions that always meet the production requirements of quarry and construction vehicles while ensuring high resistance and durability performance. One example is the primer used in the chassis coating cycle, which has made it possible to overcome the critical issues associated with pre-treatment and reduce the number of filling and sanding steps, resulting in significant time savings,” explains Mirodur’s technical sales representative. “Similarly,
the adoption of products compatible with the same catalyst has helped speed up the primer’s drying time, further optimising the process. At the same time, all these measures have also supported the growing production needs of Mantella Trailers, which is experiencing a phase of substantial expansion in the market.”


Edited by Galstaff Multiresine Spa Mornago (Varese, Italy) sales@galstaffmultiresine.com
Designed to meet the needs of the ACE and earthmoving machinery industry, the “FTALON” range of hydroxylated polyester polyols developed by GRM offers high chemical resistance and excellent adhesion, resulting in remarkable versatility for use in the most diverse coating formulations intended for these applications.
The polyester polyols of the FTALON range, conceived and developed by the R&D team at Galstaff Multiresine (MornagoVarese and Garbagnate Milanese-Milan, Italy), have long been recognised and used in the most demanding and highly qualified sectors for the formulation of high-performance coating systems. Thanks to their intrinsic nature, they can be used in a wide variety of applications, particularly in the agricultural, construction, and earth-moving machinery and equipment sectors (ACE), or wherever high durability, corrosion resistance, and weather resistance are required.
When cross-linked with isocyanurate partners, the polyester polyols react with the URONAL series cross-linkers, which enhance their chemical inertness and provide an ideal combination of chemical, physical, and mechanical properties. These features are essential to ensure outstanding performance even under the most severe operating conditions.
Below are the main benefits ensured by coatings made with the FTALON polyols designed for the ACE industry are illustrated below: Chemical inertness and resistance: the coatings based on FTALON hydroxylated polyester polyols ensure excellent resistance to chemicals, atmospheric agents, and UV rays. This is a key feature for machinery operating in harsh environments or frequently exposed to substances such as fuels, oils, and solvents.
Adhesion and corrosion protection: these coatings’ unique properties ensure excellent adhesion to a wide variety of substrates. In terms of performance, this translates into high, long-lasting corrosion protection. Smart and problem-solving solutions: these polymers are suitable for









various formulations that allow the development of coating systems with high adhesion and abrasion resistance, even on pre-existing films. They also offer proven thermo-oxidative stability combined with excellent flexibility and impact absorption capacity.
Reduced environmental impact: the FTALON series includes medium- to high-solid solutions, designed to reduce volatile organic compound (VOC) emissions and meet the needs of markets that are increasingly attentive to sustainability. This approach contributes to compliance with emission regulations and to reducing carbon footprint.
Versatility and multi-purpose applications: the FTALON products stand out for their adaptability. They can be used for a variety of tasks, including surface preparation and finishing of civil transport vehicles, protection of industrial plants and structures, coating of plastic materials, and corrosion protection of metal surfaces of various kinds.
The polyester and alkyd polyols in Galstaff Multiresine’s FTALON series are solutions designed to meet the specific needs of the most demanding
and high-performance sectors. This type of polymer is essential for creating high-quality coating systems, as it offers an ideal combination of strength, durability, and protection for the automotive, machinery, earthmoving, construction, and agricultural equipment industries.
The FTALON range from GMR features formulations designed to address the challenges of every application sector as shown in the Table in the following page
In conclusion, the hydroxylated polyester polyols of the “FTALON” series by Galstaff Multiresine increasingly meet and fulfil the specific requirements of the most demanding sectors. With this type of polymer, Galstaff Multiresine defines and conveys its know-how by offering innovative solutions for all those operating in the most rigorous industrial fields within the automotive, industrial machinery & earthmoving equipment, and construction and agricultural equipment industry.









Product Description and main features
FTALON 1651/65 PMA
FTALON 1670/80 ABT
FTALON 1680/70 ABT
FTALON 269/60 X
FTALON 272-35SN5AB
FTALON 27/70 ABT
FTALON 922/70 ABT
FTALON F 104/70 ABT
FTALON 60 60X
FTALON TAC 75 ABT
FTALON TN/65X
FTALON TN/100
Saturated polyester with excellent mechanical, chemical, scratch, and weather resistance. It also offers excellent gloss retention.
High-solids, saturated, branched polyester, ideal for PU paints and coatings, offering high flexibility and resistance. This special binder ensures excellent resistance to thermal shock and superior adhesion to plastic substrates. It can be dried at room temperature or up to 80 °C.
Medium-rigid saturated polyester that guarantees excellent weathering resistance, rapid drying, and optimal gloss degree.
It also ensures high resistance to thermal shock, high hardness, and remarkable mechanical resistance while maintaining good flexibility.
Used in two-component polyurethane (2K-PU) systems, it provides excellent gloss, high surface hardness, good colour retention, and strong resistance to atmospheric agents and yellowing. It is also compatible with the most common tintometric systems.
Hydroxylated saturated polyester with modified fatty acids offering high gloss, high surface hardness, and excellent resistance to yellowing. It is an ideal compromise between technical performance and low cost. It can also be used in oven-cured finishes in combination with ITAMIN melamine resins.
Saturated polyester for high-build glossy PU finishes, ensuring excellent surface hardness, good polishability, fast drying, excellent resistance to yellowing, and remarkable mechanical resistance (stackable after 24 hours).
Short-oil vegetable alkyd resin, characterised by high OH group content and good flexibility. Its high reactivity enables the formation of fast-curing films. It also offers excellent colour, gloss, and chalking resistance.
Short-oil alkyd resin for high-solids PU finishes, formulated for rapid drying. It guarantees high coverage and excellent mechanical resistance, as well as optimum gloss, colour retention, and chalking resistance.
Flexible polyol, suitable as a co-binding agent for industrial PU primers and base coats, ensuring excellent wettability of the pigment and substrate.
High-quality polyester for high-solids paints and finishes, ideal as an alternative to hydroxylated acrylic resins in 2K-PU coatings, thanks to its excellent cost/performance ratio. It offers good resistance to yellowing and atmospheric agents, high gloss retention, and extremely low colour.
Resin for pure PU or hybrid acrylic/polyurethane finishes, designed to offer the right balance among performance, cost, and ease of use. Highly reactive saturated polyester that guarantees rapid curing, excellent colour retention, and chalking resistance.
Short-oil alkyd resin with high OH group content and good flexibility, characterised by rapid cross-linking that promotes fast drying. It ensures excellent colour retention and chalking resistance.
Areas of application
Aircraft, trains, chemical plants, car bodywork, aerospace protective coatings, and polyurethane finishes for industrial flooring.
Finishes on plastic substrates (ABS, PC, PVC).
Industrial and automotive finishes (in combination with URONAL resins).
Wooden furniture, general industry, vehicle finishes, and wood paints.
2K-PU finishes for the OEM and industrial vehicle sectors.
Polyurethane coatings in general.
Car bodywork, acrylic-polyurethane, and nautical coatings.
Applications on metal and wood.
Highly pigmented base coats (or as a plasticiser for rigid polyols), car refinish primers, industrial PU base coats, transparent paints or pigmented base coats for wood, matte or glossy PU finishes for wooden floors.
Car, industrial, and wood finishing.
Primers and finishes for wood and metal, marine applications, primers for metal, and transport and ACE industries.
Car bodywork, acrylic-polyurethane finishes, and nautical coatings.








SPECIAL SECTION ON ACE & OFF-ROAD VEHICLES
Japanese crane manufacturer Tadano upgrades its liquid coating process with electrostatic technology by WAGNER to reduce paint consumption.
Tadano Ltd., headquartered in Takamatsu in Japan, is a pioneering manufacturer of construction cranes, vehicle-mounted cranes, and elevating vehicles, with a rich history dating back to the development of Japan’s first hydraulic crane in 1955. The company is particularly wellknown for its mobile cranes, which are used in construction, infrastructure, and industrial projects.
Tadano’s challenge: Less waste, higher efficiency
Tadano faced multiple challenges with their liquid coating processes, primarily due to the complex nature of their crane bodies and the harsh environments in which they operate. Cranes require durable, scratchresistant coatings, yet the increasing demand for visual appeal and highquality finishes added a new layer of complexity. Tadano’s vehicles are custom-painted in unique colours, with over 300 colour variations applied annually, leading to a reliance on manual labour by skilled workers. Additionally, many vehicles are painted post-assembly, requiring efficient and even coverage on complex, deep, or hard-to-reach surfaces. With their
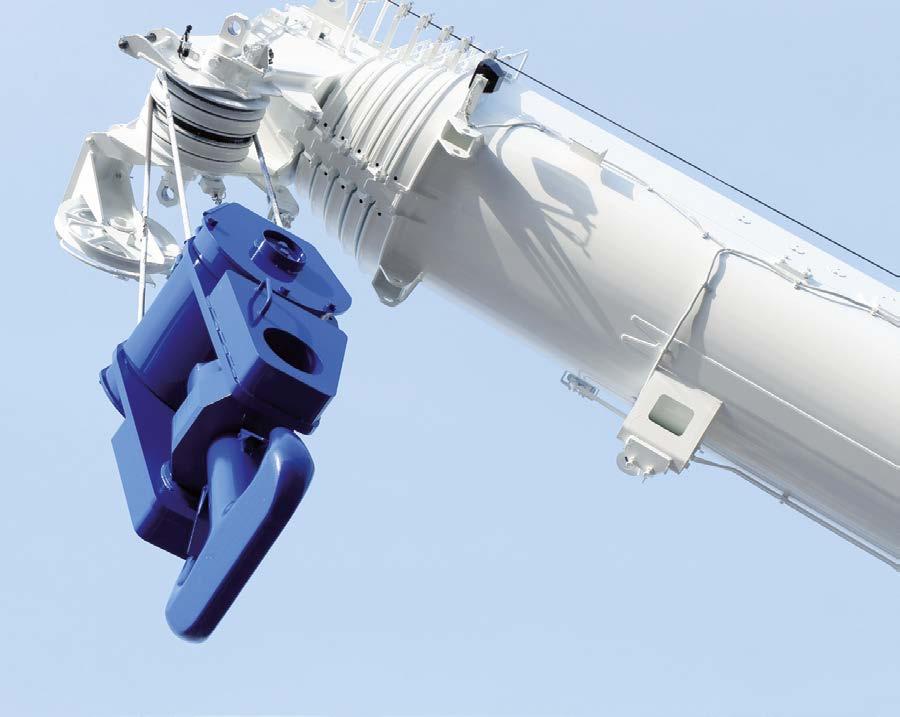





previous liquid coating equipment, Tadano had applied excessive layer thickness to ensure coating quality, which resulted in high paint consumption. Tadano’s goal was to update the coating process in order to enhance efficiency and reduce material waste.
WAGNER proposed the installation of 39 Puma 28-40 high-pressure piston pumps paired with 39 GM 5000EAC manual electrostatic guns, using the ACF 5000SP nozzle for excellent atomization. This solution proved to be most efficient, after Tadano had also made performance comparison tests with other competing manufacturers.
The GM 5000EAC gun is very flexible and easy to operate: The user can quickly switch between three voltage settings - high, medium, and low - directly on the gun, without interrupting the coating process. The automatic voltage adjustment function that adjusts the voltage according to the distance from the workpiece was also attractive for Tadano.











For smaller parts, the voltage can be set steplessly (5-80 kV), which prevents excessive layer thickness and enables Tadano to coat workpieces of all shapes and sizes in a highly efficient way. “The reduced overspray and better coating quality have minimized rework and allow us to coat complex areas more efficiently”, says Masaaki Sueura, Production Assistant Manager at Tadano.
Since the installation of the WAGNER liquid coating equipment, Tadano was able to reduce the required layer thickness and paint consumption by approximately 20% while significantly improving coating quality. Another benefit of the electrostatic gun is its serviceability, i.e. the extremely small number of parts, which means that Tadano can replace parts on site, minimizing delays in production.
The Puma 28-40 high-pressure piston pumps contribute to the efficiency of the system: The air motor with the special IceBreaker technology prevents ice formation and ensures consistently high performance in all working conditions. The pumps operate with particularly low pulsation even at low working pressures.
In addition to the technical advantages, WAGNER’s overall service has been a standout feature for Tadano, with prompt responses and seamless support throughout the implementation and operational phases. “From the lab test to the introduction of the system, we felt that WAGNER was very accommodating and worked with us to solve the problems, which made the process go smoothly. We were able to quickly resolve issues that
arose during the study process by communicating with the head office in Germany”, states Kai Shimizu, Production Engineer at Tadano. “The aftersales service is also as responsive as we had hoped for, and we can use the equipment with peace of mind thanks to the prompt on-site visits.”
The new liquid coating system has brought measurable improvements to Tadano’s production process: Enhanced coating efficiency while also reducing paint consumption and waste. The flexibility and reduced need for rework have streamlined the company’s processes and ensure high-quality results even on complex crane bodies.

Discover our selection of powder coatings for A.C.E.agricolture, construction and earthmoving vehicles.

stpowdercoatings.com
Ilaria Paolomelo ipcm®
Specialized in the production of components, tools, and spare parts — both metal and rubber — intended for machines, machinery, and equipment in the agricultural sector, O.F.A.S. S.p.A. recently decided to completely renovate its powder-coating plant to increase energy efficiency, reduce consumption, and ensure high product performance. This choice also addressed the growing market demand for high-quality, customisable finishes that enhance the aesthetics and durability of agricultural components and machinery. Verona Impianti 2002 was the partner selected for the project.







In recent years, we have reported several times in ipcm®_International Paint&Coating Magazine on the profound transformation underway in the agricultural machinery sector. Tractors, ploughs, and seeders, to name but a few, are no longer mere work tools that need to be robust and reliable to operate in all weather conditions; increasingly, the market demands impeccable finishes, high aesthetic quality, and customisation options, much like in the automotive world. It is more a cultural change than a technological one, shifting the focus from functionality alone to the perception of value, identity, and attention to detail. This new approach no longer concerns only bodies or chassis but also extends to components that are not necessarily visible, such as discs for harrows or seed drills, designed to penetrate the soil, work the ground, and withstand wear and tear. Nowadays, even these parts are expected to look their best: buyers of agricultural machinery no longer focus solely on performance but also on overall aesthetics, colour consistency, and attention to detail in every single component. Standards have changed.
O.F.A.S. S.p.A. (Mussolente, Vicenza, Italy), a leading manufacturer of discs for seed drills and harrows, had recognised this well in advance: it had decided to invest in a coating plant to enhance its products several years ago. In 2025, growing market awareness, combined with the need to reduce energy consumption, which had become too high, prompted the company to take a further step forward. A few months ago, it invested in a new powder coating plant, capable not only of further improving the appearance of its discs but also of enabling rapid colour changes, energy efficiency, and maximum flexibility in the customisation of finishes. To carry out this project, the company turned to Verona Impianti 2002 (Colognola ai Colli, Verona, Italy), which designed the entire coating line while integrating the conveyor supplied by SE.PO. (Olginate, Lecco, Italy) and a booth from Wagner (Valmadrera, Lecco) equipped with a quick colour-change system, which is key to responding promptly to customisation requests.
The background: how a family project evolved into a well-established industrial business
OFAS’ roots date back to the post- World War II period, when, as explained by Martina Favero, a member of the third generation of the Favero family, “six founding partners from two branches of the Favero family decided to combine their crafts skills and entrepreneurial spirit in a region scarred by the conflict and rich in materials to be recovered.” The mountains surrounding Mussolente were still littered with iron, metal components, and other remnants of the two wars — precious resources that the founders collected and used to build or restore the tools needed in the plains to help people get back to working the land.
“Our grandparents thus started with two small workshops that repaired garden tools, hand tools, and earth-moving equipment,” Martina adds. “It was a simple but practical way to contribute to the recovery.” The two companies, initially independent, decided to officially merge on 15 November 1954, a date that marked the beginning of the partnership between the two workshops and that recently saw the company celebrate its seventy-one years of activity.
The first headquarters was located in the centre of the village, still used as a warehouse today. In the 1960s, as production volumes steadily increased, OFAS moved to its current headquarters, again in Mussolente, which has been expanded several times over the decades to meet the evolving market’ needs.
During this period, it also made the decisive transition from artisan to industrial production: from manufacturing small hand tools, it moves on to more complex items, including components for ploughs and discs for seed drills and harrows — the latter destined to become the core of its production and the primary field of specialisation of the Favero family.
In 1964, OFAS became a public limited company. In the following decades, the company further expanded its product range, and, in 2013, it began integrating steel production with vulcanised rubber manufacturing, becoming in 2016 the only company in the industry to offer two product families — steel and rubber — within the same production plant.



Over time, HUBs and bearing lines were also added, although always with a strong focus on the agricultural sector, enabling OFAS to position itself as a one-stop supplier of a wide range of components. In addition to the items already mentioned, its product range spans from subsoiler blades to sweeps, from finger weeders to knives for feed mixers. Growth also continued at an international level. Since 2012, the company has been present in Spain with a strategic commercial-logistical office serving the local market, characterised by rugged terrain and therefore high disc consumption. Since 2017, it has also had a production branch in Poland, a key market as it is historically considered the ‘breadbasket of Europe’.
For OFAS, the ability to anticipate market needs translates into a constant commitment to technological innovation, in-depth research, and careful choice of materials and equipment. “As we mainly work with steel, we have been recently collaborating with selected mills and long-standing suppliers to develop special steels with characteristics exceeding the standards currently available on the market,” illustrates Nicola Favero, also a member of the third generation of the family. The aim is to extend the products’ service life and, at the same time, support the evolution of agricultural machinery, which is now designed to operate at ever-higher speeds and deliver ever-greater performance, leading to significant wear and tear and calling for materials that combine strength, reliability, and continuous performance. “It might seem counterproductive for our company to improve products subject to wear, such as discs, to make them more durable,” continues Favero. “However, the increase in the quality of raw material goes hand in hand with the improvement in the performance of the machines themselves: speed increases, operational
potential grows, and as a result, so does the level of wear. Our solutions address this balance, reducing premature wear and tear and allowing the equipment to maintain high performance over time.”
The discs production cycle begins with the raw material, namely boron steel supplied in coils and sheets. The manufacturing process starts on a series of dedicated levelling lines and four cutting lines, which enable the production of components to the required dimensions. After cutting, the parts are cold-machined and subjected to drilling, turning and toothing operations. “We then perform hot forging with controlled-water quenching. This step allows us to achieve the right balance between surface hardness and core toughness, thus ensuring strength, durability, and consistent performance during field use,” explains Nicola Favero. After quenching, the discs are transferred to the surface preparation department, where they undergo shot blasting treatment with quartz sand. This operation smoothes their surfaces and removes impurities, creating optimal conditions for paint adhesion. After mechanical pretreatment, the components enter the coating plant.
The need to insource the finishing process had already become clear years ago, when OFAS installed its first coating plant to meet the increasingly complex technical, aesthetic, and production demands emerging with the company’s international expansion and the evolution of the agricultural sector. “Originally, our components were not coated because, for the type of products we manufacture, the presence of a paint layer often constitutes a disadvantage from a functional point

of view, as an uncoated surface allows the machine to move more smoothly over the ground. There were no problems with corrosion either: during everyday use, discs are constantly rubbed by the soil or grass, which keeps their surfaces naturally shiny and prevents oxidation,” explains Nicola Favero.
However, with OFAS’ commercial expansion across various countries and the consequent need to manage stocks of machines ready for sale in outdoor warehouses, critical issues emerged regarding the aesthetic deterioration of components during periods of non-use.
“No end customer is willing to accept an agricultural machine with visually compromised and oxidised components,” emphasises Favero, highlighting how this new awareness, dictated by commercial needs and growing expectations from OEMs, made it inevitable to start subjecting the discs and other components produced by OFAS to coating. “Even today, within our production cycle, coating mainly serves an aesthetic purpose, as farmers no longer want to purchase mere work tools but rather aesthetically perfect products. It is clear that the agricultural and earth-moving machinery sector is gradually converging towards the quality standards typical of the automotive industry, in terms of not only performance and materials but also visual uniformity and overall perception of value,” notes Martina Favero.
For all these reasons, OFAS decided to install its very first coating system in 2013, replacing a spray booth installed in the 1990s. This was a dip coating line that was subsequently converted in 2015 into a powder coating plant. For about a decade, this system enabled managing the gradual increase in volumes and the growing demand for coated components, a trend further accentuated by the increasing need for colour customisation.












“Many customers asked us to paint our parts in their specific brand colour, and we ended up managing about 10 customised RAL hues on a permanent basis.” Over time, the increase in the number of colours available, together with the overall growth in demand, made it necessary to intensify production to three continuous shifts, keeping the equipment running 24 hours a day and resulting in increasingly significant energy consumption. In 2023, OFAS began a systematic review of its internal processes to identify the highest-cost areas and found that coating had one of the most significant economic impacts. “We therefore assessed whether it would be more appropriate to revamp our existing plant or install a completely new one. After an in-depth analysis phase conducted through market studies and recommendations from long-standing partners, we identified the most suitable supplier and the solution best suited to our production needs. We chose Verona Impianti 2002 because it offered a tailor-made, energy-efficient system that could be seamlessly integrated into our existing production line.”
The components are loaded manually onto the conveyor, specially configured by Verona Impianti for handling the parts produced by OFAS. The conveyor first transports the workpieces to the automatic powder coating booth, then to the curing oven, through the cooling zone, and finally to the unloading area, adjacent to the loading one. “The conveyor, designed following in-depth discussions with OFAS, can handle loads of up to 60 kg per metre of chain, ensuring safe handling of even the heaviest components,” explains Stefano Tamellin, the owner of Verona Impianti.
Another requirement concerned the time the components spent in the oven: to ensure complete curing with a parts thickness of up to 30 mm, they needed to dwell in it for approximately 50 minutes. To meet this condition, with the conveyor speed set at 1.80 meters per minute, the length of the track inside the oven is 90 meters.
“Immediately after curing, the components undergo a long cooling process, which is essential for dissipating the heat accumulated during this phase and preserving their dimensional and mechanical characteristics,” adds Tamellin. The conveyor configuration was carefully designed for this phase as well to ensure a uniform and safe flow along the entire line.
OFAS also collaborated with Wagner, in synergy with Verona Impianti, to install a latest-generation coating booth entirely customised for its specific production requirements. “We apply a single coat of paint through automatic spray guns (6 per side). Wagner also supplied a SuperCenter EVO powder centre designed to ensure fast and reliable colour changes, a high automation degree, and no contamination between different colours,” says Nicola Favero.
The new booth enables the application of all requested colours, from standard RAL hues such as black 9005 to custom shades, ensuring aesthetic consistency and a superior finish compared with the previous plant, with drastically reduced colour change times.


The oven is a key plant component in achieving both energy efficiency and consistent coating quality. “We encountered significant problems with the previous system: the oven took up to 3 hours to reach the right temperature, insulation was inadequate, and there was significant energy waste,” explains Nicola Favero. The new oven, with 90 meters of conveyor track inside, is equipped with two burners with a total output of approximately 800 kW, which allow it to reach an operating temperature of about 180 °C in just 30 minutes. “We normally use powders that cure at 170-180 °C, but we can also work with products that require 150 °C,” says Nicola.
The oven is designed to ensure optimal air circulation thanks to fans at the top that push the air from top to bottom.
The slits and air curtains at the entrance prevent heat loss and ensure a uniform temperature throughout the oven. In addition, the 150-mm rock wool insulation and a construction design that eliminates thermal bridges between the interior and exterior ensure optimal energy management. “All these measures have enabled us to drastically reduce energy consumption and improve our final coating quality.
Previously, we used an oven to polymerise both powder and liquid coatings, with inconsistent results and frequent defects. Now, thanks to the new system, the applied powders cure evenly and consistently, thus fully meeting the specifications of raw material suppliers, with whom OFAS has conducted extensive temperature tests, and ensuring high-quality finishes,” comments Verona Impianti’s owner, Pietro Tamellin. In addition, the new oven has optimised the company’s productivity: what previously required three shifts can now be completed in one, resulting in significant time and energy savings. Finally, the new plant’s compactness has enabled the recovery of approximately 100 square metres of production area, freeing up valuable space within the factory.
“When we first met with the Verona Impianti team, our initial request was to revamp our existing oven to improve insulation and optimise the air flow inside it,” recalls Nicola Favero. “We thoroughly evaluated this possibility, but it became clear that the most appropriate solution was to build a completely new plant, considering that the existing oven had been purchased second-hand and was about 40 years

23854 - Olginate
LC - Italy
Tel. 0341-605056
info@sepoitalia.it www.sepoitalia.it


old. With the significant growth recorded over the last 15 years, we realised that, to further support our development, modernising our old plants was not enough: we needed to completely renew our line. So, after a constructive intergenerational dialogue, we decided to invest in the new plant.”
“Although the system has only been operational since the end of August 2025, the results are already evident in the first 2.5 months since its start-up. From an energy perspective, methane and electricity consumption have halved, generating both economic and environmental benefits. The conditions for operators working in the area around the line have also improved thanks to better oven insulation. On the production side, the new system has also made it possible to reduce shifts to just one,” enumerates Martina Favero.
“Another significant challenge was to ensure production continuity during installation. Verona Impianti managed to dismantle our system and install the new one in less than five weeks, also taking care of scrapping the old plant components,” explains Nicola. “Our next steps will be to further optimise the loading and unloading phases to ensure greater ergonomics and safety, especially when handling large parts. We are looking into installing platforms to facilitate the manual hanging of parts onto the conveyor to reduce the physical effort required of operators.”
“Today we can say that we are fully satisfied with our choice to rely on a flexible and proactive company like ours, capable of fully understanding our needs, carefully analysing specific challenges, and proposing concrete, tailor-made solutions,” concludes Nicola Favero.




The right partner in the green transition
Alessia Venturi ipcm®
Despite a global decline of up to 30–40% in its industry, Alpego has achieved exceptional growth, tripling its production through innovation, targeted services, and significant industrial expansion. The company has even installed a new, technologically advanced coating line that replicated and improved upon its 2014 system. In addition to its long-standing suppliers, Alit Technologies and Gema Europe, for pre-treatment and application, it chose AVIN as its plant engineering partner this time.
The Russo-Ukrainian War and the resulting political instability have had a direct and profound impact on the purchase of European agricultural machinery by Russia and Ukraine, traditionally considered among the most significant agricultural markets in Eurasia. The introduction of tariffs, trade restrictions, and cross-embargoes has effectively halted the flow of European exports to the Russian Federation: manufacturers on the continent have seen one of their main outlets for tractors, combine harvesters, and specialised equipment collapse. At the same time, Ukraine, one of the ‘breadbaskets of Europe’, has drastically reduced its production capacity due to the devastation of its fields, labour shortages, and logistical difficulties. The contraction in agricultural volumes, combined with the need to focus resources on rebuilding essential infrastructure, led to a sharp slowdown in investment in new agricultural machinery.

Geopolitical tensions also affected domestic demand in Europe, where many farmers postponed investments in anticipation of greater economic stability. In contrast, some non-EU markets increased purchases to ensure production continuity, generating uneven global dynamics. The agricultural machinery sector has thus recorded a significant decline of 30–40%, according to data released at the latest edition of Agritechnica, the world’s leading trade fair for agricultural technology, held in Hanover (Germany) on 14-20 November. The loss of two historically strategic markets has forced European manufacturers to review their strategies and export destinations.
Surprisingly, in this uncertain context, Alpego (Lonigo, Vicenza, Italy), a long-standing company specialising in soil cultivation, known for having contributed to the spread of subsoilers alongside traditional ploughs, has tripled its production over the last five years, expanding its range with solutions for soil preparation, sowing, fertilisation, landscaping, and viticulture. “The reason for our growth despite the global market downturn lies in our customer service,” explains Luciano Pegoraro, the founder of Alpego together with his brother Giovanni. “Our strength lies in innovation tailored to real needs, with machines that require less maintenance, are easier to use, and reduce the need for labour, which is increasingly scarce in agriculture.” The company’s tradition of innovation is confirmed by the numerous patents filed over time: more than 30 by the founders’ father since 1949, and over 50 added by Alpego in its 38 years of activity. “To remain competitive, you need a forward-looking vision,” states Pegoraro. “Our subsoilers, launched in the 1970s, are now used all over the world, not to replace ploughs but to meet the demands of modern agriculture: high performance, lower consumption, ease of use, and greater autonomy. In the last five years, we have also been launching multifunctional machines capable of performing different tasks, such as sowing, fertilising, and distributing fertilisers or insecticides, in one operation, thus optimising time, consumption, and costs.”
From the top:
Overview of the square-layout Cartesian system designed by Avin.
The system features a hybrid block conveyor. Each trolley guides the load bar to the treatment stations along a pre-set path, yet independently from each other. On the right, the shot blasting machine is visible.
The 5-stage pretreatment tunnel with Alfipass 7816 nanotechnology conversion from Alufinish, distributed in Italy by Alit Technologies.



The expanding range and growing production volumes have prompted the company, now in its third generation with the founders’ children joining the Board of Directors, to invest in the development of its metalworking department in Gambellara and to inaugurate a new plant in Lonigo in spring 2025, featuring a new powder coating, with an identical layout to the first one installed in 2014 – already featured in ipcm®1 precisely due to its unique design – but technologically more advanced.
The system designed and installed by AVIN, in collaboration with Gema Europe for the application aspects, Se.Po for the handling system, Alit Technologies for the pre-treatment chemicals, and Cogeim for the shotblasting machine, is the evolved twin of that first plant: it replicates its benefits while correcting its limitations, thanks to the latest versions of its already cutting-edge technologies.
1 A “Cartesian” Coating System and a New Pre-Treatment Process to Increase Corrosion Resistance Fivefold. Alpego: When Chemistry Matters, by Alessia Venturi, in ipcm® no. 72, November/December 2021, pp. 72.76

“The capacity of our first coating line was quickly saturated,” says Pegoraro. “With production almost tripling and many more product variants, we were forced to rely on external contractors, with quality results that did not always met our standards.
This led to the decision to install a new plant to divide production between the soil cultivation range and the new one dedicated to sowing, fertilising, and shredding. Coating line #1 handles rotary harrows, seed drills, and rotary tillers, whereas the new one coats all ‘passive’ products for soil cultivation, such as subsoilers, disc machines, and mulchers. As we were unable to bring both production lines under one roof, we had to duplicate certain systems, one of which was precisely the coating plant. We asked our suppliers to replicate the previous one, also maintaining the same workflow and transport rationale, but updating all technologies to the latest available on the market.”

The team that had supplied the previous line was also brought in for this second one, except the plant engineering company, which was replaced by AVIN (San Martino al Tagliamento, Pordenone, Italy). “In AVIN, we found a partner with a wealth of expertise and flexibility, which immediately adapted to our needs by leveraging our experience and the know-how built up over more than 10 years of operating the first plant to improve it,” indicates Luciano Pegoraro. “Gema supplied a booth identical to the previous one in terms of geometry and dimensions, but with some fundamental updates such as the addition of a few guns, improved functionality, the latest version of the powder centre and dispensers, and an optimised extraction unit for the touch-up area. We chose the same shot blasting machine for mechanical pre-treatment, and we asked Alit to replicate the same chemical system. The fact that we were not so much doubling production as increasing the number of products and variants to meet market needs meant that we needed to install a multifunctional and

extremely flexible line where we could powder or liquid coat thin or thick, heavy or light, complex-shaped or flat parts, all with the same degree of quality and efficiency.”
The line installed by AVIN is a Cartesian system with a square layout and a hybrid block conveyor (max weight 1000 kg) that supports step-by-step mode, but also allows decoupling the linear speed of individual sections. Trolleys take the load bars to the treatment stations following a pre-set route, independently of each other. There are two lines dedicated to the accumulation of parts waiting for the next process/cooling/simple standby. The bars are loaded offline, where they are assigned a treatment recipe that includes all steps: shot blasting, for which the programme provides data relating to power, force, and amount of shot; manual blow-off; pre-treatment with nanotechnology conversion; drying; manual blow-off or masking; automatic powder coating or manual liquid coating; paint




curing/drying; and unloading.
“Shot blasting is carried out on all parts, except those with thin walls or pre-mounted rubber parts,” notes Pegoraro. “The recipe assigned to each load bar also includes manual processing options, such as blow-off after shot blasting. If a load bar must stop at this station, a light indicator alerts the operator, who performs this stage while the bar is at a standstill, then releases it, allowing it to move forward again automatically. The manual station between the drying oven and the powder coating booth operates the same way to perform three manual processes: blow-off, cleaning, or masking. The manual touch-up station also works this way: only the load bars assigned to this operation stop, while the others continue to the oven area.”
This area comprises 8 curing ovens paired two by two with one burner per pair. “On line #1, we have 9 ovens with 3 burners, but here we have reduced the groups to two units each instead of three, to achieve greater flexibility. Each pair of ovens is independent in terms of timing and temperature,” says Luciano Pegoraro. “When designing the plant, we focused on energy efficiency, not so much in terms of energy recovery but rather of reducing consumption. This meant working on insulation and inverters, installed on both the booths and the final filters. Incidentally, the building has limited heating because we also use the residual heat from the parts as they come out of the ovens. The most significant efficiency improvement we made
Top: AVIN installed 8 curing ovens paired two by two with one burner per pair, to allow greater flexibility during this phase of the cycle.
Left: One of the conveyor trolleys hooks the load bar exiting the curing oven.
Right: Alpego thoroughly studied the part hanging to optimize load density.

concerned the hanging density on the load bars. Since the assembly department retrieves the load bar after coating, and we do not have an intermediate warehouse, we try to hang an assembly kit on each load bar. And, to achieve the ideal density for maximum efficiency, we fill the empty spaces with smaller parts.”
“The system is very complex: one of the problems encountered on line #1 was maintenance, which is quite frequent and substantial,” comments Pegoraro. “We asked AVIN to make a considerable effort in terms of sensors and management software, both of which have been greatly improved compared with the previous project. The aim is to minimise potential downtime through predictive maintenance, which allows us to anticipate any problems.”
The same chemicals for the same quality degree
“The pre-treatment cycle starts with alkaline degreasing with a specific agent for the type of material processed, typically welded structures with organic and inorganic contamination,” explains Michele Merlo, Surface Treatment Division Product Manager at Alit Technologies. “This is followed by two rinses with mains water, one rinse with demineralised water, and nanotechnology conversion with Alfipass 7816 from Alufinish, a siloxane and zirconium-based (i.e. both polymeric and metallic) sol-gel applied by recirculation. The introduction of this product into coating line #1 allowed Alpego to increase corrosion resistance fivefold, from 100-150 hours of salt spray resistance to almost 800 hours, comparable
to the C4 corrosion class under Qualisteelcoat certification. The success of that system for the first coating line convinced Alpego to replicate it on the second one as well: the result is parts with high aesthetic appeal and optimal resistance.”
“I should add that Alpego is extremely thorough in checking coating quality, carrying out extensive cross-hatch and salt spray tests,” adds Claudio Burato, Engineering Division Product Manager at Alit Technologies. “Alit not only supplies products but also offers constant support with laboratory testing. From a technical point of view, we will also explore with Alpego and AVIN the possibility of integrating our Drizzling spray module in the near future.”
“Alit’s technicians are very attentive and helpful,” states Luciano Pegoraro. “For us, outdoor resistance is crucial, not only when the machines are in use but also because our finished products, shipped all over the world, are stored in yards before reaching their destination. Therefore, the support of Alit’s laboratory is strategic in ensuring that our products are always 100% reliable.”
“As for the application aspects, we have replicated the same booth designed 10 years ago,” explains Gianluigi Baroni, the Sales Director of Gema Europe (Trezzano sul Naviglio, Milan, Italy). “Conceived in collaboration with Alpego, it is a rather unusual booth, non-standard in terms of both geometry and functionality. All its devices are state-
of-the-art. Alpego was the first company in Italy to adopt the 3D laserscanning system, which today counts over 50 machines installed at more than thirty Gema customers in Italy alone. It was also one of the first to implement Smart-In-Line Technology for dense-phase powder application."
“On coating booth #2, we added 2 stations for treating the bottom of parts, installed an extra gun on each side to improve penetration with the 3D laser-scanning system, going from 6 to 7 per reciprocator, and positioned a dedicated manual touch-up station at the exit, specifically designed for the length of this line’s load bars. This station allows the load bars to be stopped while waiting to enter the oven, so the operators can proceed with touch-ups if required by the coating recipe. The manual touch-up station also features an efficient extraction system that works in synergy with the automatic area’s one to prevent any powder spillage that could contaminate the environment. What is surprising about this line is its extreme cleanliness: the area is entirely free of powder paint contamination.”
“As for paint application, we installed the new OptiCenter All-in-One OC10 powder centre equipped with the latest version of OptiSpray AP02 pumps, along with the state-of-the-art 3D part recognition system featuring a next-generation laser scanner. Basically, the top of the range in terms of technology available on the market,” concludes Baroni. “Alpego uses only one colour, yellow, but the new booth is ready to integrate a quick colour change system to keep up with any new market demands or developments in production.”
“The new coating booth, like the rest of the line, achieves the same high yield as the previous plant,” says Pegoraro. “The dense-phase powder feeding solution is unbeatable for us: we can coat anything from 1.40-m frames to small, flat, or complex-shaped parts, all with the same degree of quality, uniformity, and thickness consistency.”
“The group of suppliers for this line benefited from the previous experience,” comments Luciano Pegoraro. “The ‘dirty’ work was done in 2014 and the years immediately following, which were necessary to get the plant fully operational and leverage the full potential of its atypical layout for our sector. AVIN, which acted as the main contractor, successfully created a near-perfect, advanced twin system. I believe that the decision to retain all the other suppliers involved in the project was a winning one, as we achieved premium results in a fraction of the time it took for the first line.
“True to its nature, however, Alpego is already looking ahead. We have purchased a new building and are making further investments in our metalworking department, where we carry out all processes from laser cutting to robotic welding and press bending. For now, 2 coating plants meet our needs, but... we shall see!”

TIGER Drylac® powder coatings enhance the striking look of agricultural and construction machinery while delivering long-lasting UV and corrosion protection. Trusted by OEMs worldwide, our coatings ensure vibrant color, lasting gloss, and reliable performance across tractors, harvesters, and heavy-duty equipment.



Maximum efficiency in the use of paint products; coating quality with premium coverage, film distension, thickness uniformity, and finishing parameters; increased coating capacity; and reduced maintenance times. These are the objectives achieved by CNH at its site in Lecce (Italy) with its recently installed automatic powder coating plant, supplied by industry leader Imel.
The company’s decision to switch from liquid to powder coating stemmed from the need to optimise the existing process, reduce operating costs, and limit environmental impact while obtaining highquality coatings with excellent coverage, uniformity, and film distension properties. The original plant layout has been maintained in the mechanical pre-treatment section, which includes an automatic shot blasting tunnel, a booth for residual shot removal, and an overhead conveyor, whereas the paint application and curing areas have been completely renovated.
The new layout includes two booths for powder primer application, one automatic booth with 7-axis robots, and one manual booth reserved for complex touch-ups. Downstream of this phase, a gelling oven has been added to optimise primer adhesion. From here, the line splits into two parallel routes for standard and special colours, respectively, both equipped with an automatic and a manual booth for applying the top coat. The process ends in a modern oven, enhanced by an infrared gelling prechamber that improves curing.

Given the geometric complexity and size of the parts to be treated, Imel developed customised powder coating booths that enabled the reuse of six 7-axis robots already present in the factory, the addition of 3D mobile platforms to ensure precise and uniform application, and a system for the total recovery of paint overspray. Two special ovens were also built to fit the existing conveyor route, thus minimising structural work and ensuring production continuity.
Thanks to these technological advances, CNH has significantly improved the performance of its coatings while reducing consumption, waste, and maintenance needs. This plant is a model of efficiency and sustainability, perfectly aligned with the Group’s environmental, social, and economic objectives and demonstrating its willingness to invest in innovative solutions that strengthen industrial competitiveness in the long term.
For further information: www.imelspa.com

Condoroil Stainless offers integrated solutions to optimise every phase of the e-coat process—from the treatment of bath water and phosphating sludge to paint recovery—ensuring efficiency, sustainability and operational continuity.
Condoroil Stainless positions itself as a comprehensive partner for managing e-coat processes, providing technologies and solutions capable of optimising each stage of treatment. These include MINERVA ultrafiltration units dedicated to the continuous regeneration of degreasing baths, which help maintain high cleaning levels while reducing both product and water consumption.
Ion-exchange systems from the IONEX series also play a key role: designed for the demineralisation of rinse water and for feeding process tanks, they are available in different configurations to meet specific production requirements.
For the management of sludge generated during phosphating, Condoroil also offers BLADE MUD lamellar settling units which, thanks to the use of specialised flocculants, enable continuous and efficient sludge removal.
In the cataphoretic coating phase, ultrafiltration units from the GIUNONE series are crucial for recovering dragged paint and producing rinse water—an approach that enables a closed-loop water system and reduces waste. Completing the offer, the company provides a wide range of electrodialysis cells and related accessories for the continuous removal of the resin counter-ion, with configurations suitable for different types of installations. Support continues after installation thanks to the constant availability of spare parts and consumables, including ultrafiltration and reverse osmosis membranes, electrodes, filters, ion-exchange resins, activated carbons, and membrane maintenance products.
This comprehensive set of solutions confirms Condoroil Stainless’ commitment to supporting customers with integrated, reliable, and operationoriented technologies.
For further information: www.condoroilstainless.com
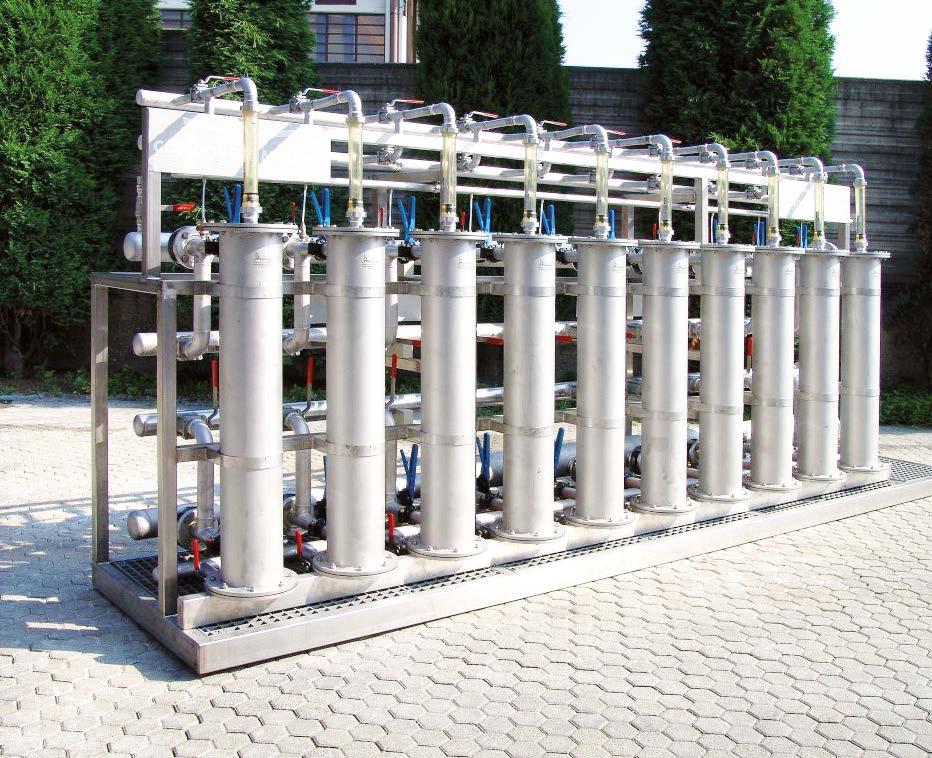
The new Metalstrip® Wheels stripper developed by ALIT Technologies delivers high performance and ensures maximum care for aluminium surfaces.
In the automotive world, alloy wheels are a hallmark of design and technology. Their maintenance, however, requires specific processes capable of removing coatings without compromising the aesthetic and structural quality of the base material.
To meet these needs, ALIT Technologies has developed Metalstrip® Wheels, a new range of chemical paint strippers designed exclusively for the stripping of alloy wheels.
Born from an in-house R&D project, Metalstrip® Wheels features formulations created from scratch to ensure maximum effectiveness and total compatibility with light alloys, delivering clean, uniform surfaces ready for a new coating cycle.
The new solutions stand out for their fast action, bath stability, and ease of process management, allowing precise control of parameters and shorter cycle times. Designed to operate in immersion or spray systems, Metalstrip® Wheels formulations respect the delicacy of aluminium substrates, preserving their mechanical properties and original finish.
“We designed a line dedicated to a continuously growing segment where aesthetics and performance must coexist,” explains Loris Rossi, CEO
of ALIT Technologies. “Metalstrip® Wheels represents the synthesis of chemical expertise and attention to detail, with the goal of providing alloy wheel manufacturers and refurbishers with a reliable, safe, and sustainable tool.”
With the launch of Metalstrip® Wheels, ALIT further expands its Metalstrip® offering, introducing a range perfectly aligned with the needs of the automotive industry, where surface quality, production efficiency, and environmental sustainability are essential parameters.
An innovation that reinforces the company’s commitment to developing increasingly targeted chemical solutions, capable of improving daily processes while reducing overall environmental impact.
Metalstrip® Wheels marks a significant step forward in the pursuit of efficient and controlled processes, an evolution consistent with ALIT’s philosophy: enhancing industrial performance while respecting the value of materials and the people who work with them.
For further information: https://alit-tech.com


Gustavo Carvalho Automotive KAM and Segment Director at AkzoNobel Powder Coatings
Corrosion costs global industry around US$3 trillion annually, but up to 35% is preventable. Increasingly manufacturers are reframing protection as a strategic lever for performance, sustainability, and trust –especially in the ACE sector.
The impact of corrosion is felt far beyond the rust and product damage it causes, and for manufacturers, it quietly but steadily eats into profits, damages reputations, and undermines sustainability ambitions.
To understand how businesses are responding, Interpon conducted a new global survey of 1,000 manufacturers across diverse industry sectors including architecture, automotive, electric vehicles (EV), industrial, functional, and agricultural and construction equipment (ACE). The findings reveal how leaders in the ACE and material handling sectors are navigating the challenge – showcasing the importance of
robust resilience to corrosion, and an industry trend to transform corrosion protection from a necessary cost into a strategic lever for longterm value.
The hidden tax, quantified Corrosion is costly, both visibly and invisibly. According to the Association of Materials Protection and Performance (AMPP), the global cost of corrosion exceeds US$3 trillion each year – nearly 3% of worldwide GDP. Yet up to 35% of this is preventable, representing US$875 billion in potential savings if the right strategies are applied. These figures are not just

attracting attention, but inspiring action from manufacturers.
The knock-on effects are wide-ranging. In agriculture alone, corrosion costs the US sector US$1.1 billion annually – failures that do not just impact balance sheets but also disrupt harvests, livestock, and vital water supplies. Around 40% of all new steel production is simply to replace corroded products and systems, contributing to around 3.2% of global CO2 emissions.
For manufacturers, the pain points are clear. Almost a third (32%) of surveyed manufacturers say that lost customers and product returns are their biggest corrosion-related expense, while 28% highlight the environmental cost of increased equipment replacement. These findings are broadly consistent across all sectors: corrosion is a universal challenge that shortens product lifespans, damages trust and consumes resources that could otherwise fuel innovation and sustainable growth.
To support sustainability, safeguard reputations, and achieve the AMPP’s estimated 35% cost savings, manufacturers need to use the right level of corrosion protection. Industry standards provide helpful guidance on what can be a complex decision.
ISO 12944, created by international specialists, set benchmarks for steel protection that were initially designed for liquid coatings, and now also help to classify powder coatings. These
classifications help architects, engineers and manufacturers select coatings suited to their specific conditions (Table 1).
Our survey found that C3 is the most common level of protection required by manufacturers across all regions (43%), with just over a third (34%) requiring C4 or above. However, as extreme weather events, pollution and regulatory scrutiny intensify, the baseline for protection will rise. Products once adequately protected at C2 and C3 levels, may need C4 or higher to achieve their intended lifespans. For manufacturers, staying ahead of this trend is not just about avoiding failure – it is about securing competitive advantage.
Strategy shift:
from cost center to value driver
Forward-thinking manufacturers are no longer treating corrosion protection merely as a cost or a ‘factory-fix’ but are reframing it as a strategic investment. This is reflected in a two key trends:
Selecting technologies for efficiency as well as durability: Advances in single-coat powder coating technologies now provide up to C4 performance, while thinner films – reduced from 80 to 60 microns – deliver robust corrosion and abrasion resistance with lower material and energy inputs, improving efficiency and supporting sustainability goals simultaneously.
Quantifying sustainability gains: Companies are measuring the benefits of reduced replacements, lower energy consumption and minimized waste as part of their ESG and procurement reporting.
It is in support of this shift in mindset that Interpon is redefining the role of sustainability in powder coating to one that empowers businesses to own their impact, and turns sustainability into a catalyst for performance, innovation and measurable results.
Regional differentials:
Europe raises the bar as Asia and North America adapt
While corrosion is universal, this report shows
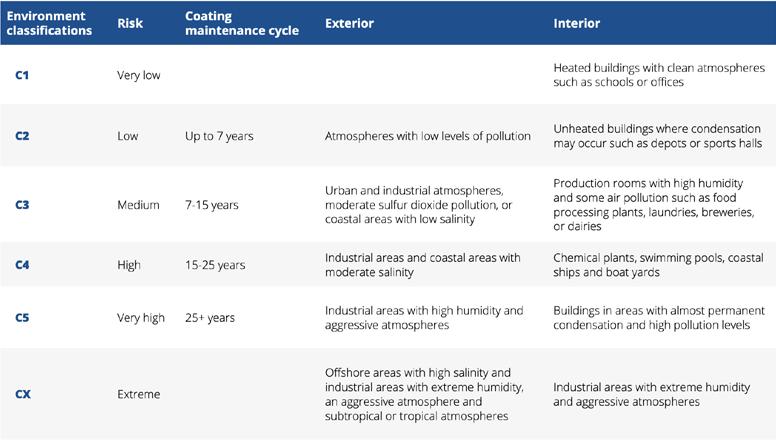
that protection approaches vary by region, shaped by climate and industrial priorities. In Europe, regulation such as Carbon Border Adjustment Mechanism (CBAM) and (Ecodesign for Sustainable Products Regulation) ESPR are setting the agenda for sustainability and durability, driving wider use of higher-grade protection. Some 31% of European manufacturers are specifying C4 protection as standard, compared with 26% in North America, and 23% in South Asia & Australasia.
North America leads in applying the highest protection levels, with 11% of manufacturers already using C5. This reflects a recognition that robust systems are needed to withstand different conditions from coastal exposure to heavily industrialized or polluted environments. Manufacturers in South Asia & Australasia stand out for their agility and awareness of emerging technologies. While 67% specify C2–C3 protection, half of respondents strongly agree that powder coatings offer superior edge coverage (compared with 34% in North America and 35% in Europe). Some 39% cite reduced environmental impact and 29% highlight ease of application as key factors for selecting powder coatings. Although adoption is uneven, awareness of the benefits of powder coatings is high across the region.
Sector focus: agricultural and construction equipment (ACE) and material handling
Few sectors face the corrosion challenge quite like ACE and material handling. Farm machinery, construction equipment, forklifts, pallet trucks and warehouse racking operate in relentlessly demanding conditions, often exposed to UV, humidity, abrasion, soil and mud, concrete and chemicals (including gasoline, diesel, hydraulic fluids, alkali and acids), and mechanical stress. Most ACE manufacturers rely on either C3 or C4 protection. In agriculture, 40% specify C3 and 27% C4; in construction, 43% select C3 and 24% C4; and in material handling 42% specify C3 and 24% C4. This reflects a need to balance durability with cost.
Some 42% of ACE and 35% of material handling firms use electroplating, and many use hot dip galvanizing (HDG) (31% construction, 24% agriculture and material handling) to protect steel parts with sharp edges exposed to soil, wet cement and potentially corrosive chemicals. Liquid coatings, including e-coat, also retain a significant share (44% agriculture, 37% construction and material handling). Yet 10% of construction equipment, 13% of agricultural equipment, and 8% of material handling manufacturers report difficulty sourcing suitable anti-corrosion systems for their needs.
Powder coatings are used by nearly half of ACE manufacturers – 46% construction, 49% agriculture, and by over half (56%) in material handling – combining durability with a broad palette of colors. Interpon’s ACE range has been specifically developed for these environments – delivering highperformance coatings that withstand the harsh conditions, while also helping manufacturers meet sustainability and efficiency goals.
Coatings choices are changing. Durability and corrosion protection remain core requirements (54% overall), but sustainability is ascending the priority list. Some 37% of manufacturers – rising to 46% within agriculture –expect environmental performance to be their leading buying criterion in the future, up from 24% today. There is growing demand for coatings that combine robustness with proven sustainability credentials, helping equipment manufacturers own their impact in the eyes of regulators and customers alike.
Given the sharp, hard-working edges of ploughs, diggers and forklifts, traditional coatings can leave weak spots prone to corrosion. Specialist powder formulations now provide enhanced edge coverage, delivering uniform film build to reduce premature corrosion. Solutions such as the Interpon Redox range and Interpon ACE Primers further reinforce this protection, offering robust barrier performance even on the most challenging geometries.
Coatings in the ACE and material handling sectors must also withstand constant abrasion, impacts, harsh chemicals, and heavy mechanical stress. UV resistance is equally non-negotiable, as equipment spends its life outdoors and must retain both its protective coating and brand’s appearance. Powder coatings excel here, providing both weather resistance and long-lasting finish, to maintain day-to-day performance and resale value.
Modern powders have evolved to meet these demands, while also supporting faster production speeds and lower energy use. Interpon ACE topcoats are designed to withstand harsh environments to ensure equipment not only performs at the highest level, but also looks good all year round. They also feature low-cure technology to better manage energy consumption, and therefore cost, by enabling parts to be cured at a lower temperature or at a faster line speed.
Across all survey respondents, 76% say powder coatings extend product lifespans, while 74% believe they directly reduce environmental impact –figures echoed within the ACE segment. More so than any other sector, ACE manufacturers (82% agricultural vs 74% overall) value powder coatings for their ease of application, and safety (80% construction vs 74% overall).
The benefits are clear:
Outstanding corrosion and UV resistance, plus proven edge coverage
Clean, durable aesthetics that maintain brand integrity and secondhand value
Robust performance against abrasion, impact, and aggressive chemicals
Faster, more efficient application processes
Documented reductions in energy use and waste, directly supporting sustainability goals
In short, powder coatings now underpin both the practical and strategic needs of ACE manufacturers, helping them outperform competitors and safeguard reputations.
Corrosion protection is no longer a maintenance issue; it is a strategic business lever that directly affects financial results, customer trust, sustainability performance and credentials. Manufactures can find new value through improved efficiency, reduced lifecycle emissions, longer equipment lifespans, and greater customer loyalty.
Manufacturers now have the opportunity to move beyond treating corrosion as a cost to be managed and instead embrace protection as a source of long-term value. With innovations such as Interpon Redox range and Interpon ACE Primers, corrosion protection is evolving from a necessity to a measurable source of competitive advantage and sustainability gains.
At the same time, the superdurable Interpon ACE Low-E topcoat range provides enhanced UV resistance and energy-efficient curing, helping manufacturers meet growing sustainability demands while ensuring equipment maintains its appearance and performance throughout its lifecycle. Together, these technologies help manufacturers across the ACE sector truly own their impact.

WMV, in collaboration with Sinto AGTOS, has developed an innovative interchangeable-drum blasting system, combining automated transport and highly wear-resistant materials to optimise the entire surface treatment process.
In order to further optimise the surface treatment process for bulk materials using blasting media, WMV, a global manufacturer of automated surface treatment systems, has developed a completely new blasting system together with its long-standing partner Sinto AGTOS.
The solution combines WMV’s innovative drum transport technology for cleaning systems with Sinto AGTOS’s extensive expertise in the development of blasting equipment. The new blasting system with an interchangeable drum makes the entire blasting process for bulk materials and small parts easier, more efficient, and more flexible – with reduced space requirements, lower unit costs, and improved quality. The entire process is fully automatic, and it can now be experienced live at the new WMV technical centre.
“Our solution is unique on the market,” say Michael Kamp, Management Board Sales at WMV, and Herrmann Walkenhorst, Head of Sales at Sinto AGTOS. Together with their teams, they have rethought the concept of blasting systems in just under a year and developed it with a futureproof approach – moving entirely away from rubber belt technology and
towards interchangeable drum technology. “Our motivation was that feeding, transferring, and unloading when integrating rubber belt systems into cleaning systems was very time-consuming and inefficient in terms of handling. We wanted to simplify this process – no sooner said than done.”
“The constant moving of goods in and out at each cleaning stage did not meet our requirements for efficient and economical processes,” says Kamp. “That’s why we completely rethought the process and simplified it. The idea is to integrate the blasting machine with the goods into a centrifugal drum to avoid constant transfer during the cleaning process. The absence of transfer processes virtually eliminates the risk of parts being lost or batch contamination. Transporting the drum across the system saves space and time.”
That, in turn, was easier said than done. On the one hand, the steel and stainless steel used to manufacture the drums in conventional cleaning

systems proved to be insufficiently resistant to the mechanical stress caused by the blasting media and the blasting process itself. Therefore, the materials used for the drums, which are used for all processing steps, had to come from the blasting technology sector.
Transport is handled by WMV’s innovative dynamic transport system: special grippers lift the drum into the blasting station, lift it out after blasting, and move it across the individual plant modules to the next treatment station or to the unloading area.
The basis for this development was the Sinto AGTOS drum blasting machines, which have been tried and tested on the market for many years. To ensure that the new integrated blasting system can withstand the mechanical stresses of the entire cleaning process –from degreasing, washing, rinsing and drying to blasting – in the long term, WMV selected a highly wear-resistant material in partnership with its customers. The design of the blasting system was completely redeveloped by Sinto AGTOS. From the outset, the joint development focused on reliably establishing the interaction between the drum used in all process steps and the new blasting system, in order to meet the high quality standards required for surface treatment:
Robust, durable materials and design;
Optimal positioning of the drum for fast handling;
Different drum perforations for rapid drainage of blasting media;
Standardised component design by WMV and Sinto AGTOS for reliable 24/7 continuous operation.
“Thanks to high-quality data, compatible interfaces, numerous preliminary tests in our technical centre and regular personal exchanges, the design process ran smoothly and quickly right from the start,” says Herrmann Walkenhorst.
In direct comparison to the process flow with a tumble blasting system, the integrated blasting system with interchangeable drum impresses with lower investment and operating costs and a reduced carbon footprint.
The advantages in figures:
35% faster throughput time: thanks to faster drum handling, the throughput time was reduced by up to 4 minutes – with 98% availability
15% faster blasting time
100% performance maintenance: the drum is changed without any loss of production
0% machine downtime for rubber belt replacement: time, costs and personnel for rubber belt replacement are eliminated
Up to 20% less space required: replacement drum is transported via the blasting systems.
“Easy integration, faster processes, less space requirements and improved component quality increase productivity and permanently reduce unit costs,” says Kamp.



A positive side effect of the all-in-one drum solution is that the constant circulation inside the centrifuge ensures more thorough mixing of the components and allows the blast stream to gently reach all contours, regardless of their size or shape. This aspect was also considered during development, as the cleaning system is designed to handle components with a wide range of geometries and dimensions and can be flexibly adapted to changing requirements.
“The integrated blasting system with an interchangeable drum is an investment in greater flexibility and therefore in long-term competitiveness. All component sizes can be processed on a single line, new products can be introduced more quickly in the short or long term, and innovation processes can be scaled with ease. At the same time, space requirements are reduced and the product portfolio can be expanded,” says Walkenhorst.
Since both WMV and Sinto AGTOS specialise in the development of cleaning systems that help their customers work more efficiently and conserve resources, the latest innovation is naturally compatible with existing surface treatment systems and can be further scaled. This goes without saying, as does the companies’ drive to continue seeking solutions that enable their customers to shape the future.


The strength of Europolveri products does not derive from the sole mixture of carefully selected raw materials, but rather from the people who study, model and formulate powder coatings thanks to more than 40 years of experience, and provide customers with the best solutions on the market A clear corporate philosophy and a shared vision have allowed to supply a vast range of products for three generations With more than 1000 products available in stock and over 40,000 already formulated, Europolveri offers infinite solutions to customer requests





Interview with Matteo Cuman sales representative at Guerra S.r.l., Zelo Buon Persico (Lodi, Italy) info@guerrasrl.it
As a filter distributor, Guerra S.r.l. has acquired a high level of technical expertise over the years, which now enables it to produce in-house any type of filter for a wide range of industries in which coating plays a strategic role. The insourcing of production has helped it respond quickly to diverse customer needs, guarantee fast delivery times, and build lasting relationships of trust.
Customer loyalisation is an ambitious and challenging goal, but it is also one of the most rewarding outcomes for any business. In technical and highly specialised sectors, such as filtration and industrial coating, building a stable relationship of trust is particularly crucial to ensure continuity, growth, and competitiveness. Nowadays, customers are not just looking for reliable products: they want a partner that can thoroughly understand their needs, anticipate critical issues,
predict inefficiencies, and offer customised solutions that improve the overall performance of production cycles. Guerra S.r.l. (Zelo Buon Persico, Lodi, Italy), a company active in the manufacture and supply of a wide range of products and technologies for industrial coating, has built its identity on this approach, making customer loyalty one of its strategic priorities.
“Our strength lies in meeting the needs and requirements of our customers,” says sales representative Matteo Cuman during an interview with ipcm®_International Paint&Coating Magazine focusing on filters, one of the company’s key core businesses. “Our company initially only distributed these products, which it continues to resell in part, particularly in the Lombardy region, but which, over time, thanks to the acquisition of in-depth technical know-how, it has also begun to produce directly, aiming to meet individual requests more specifically. When a customer encounters excessive overspray, reduced booth efficiency, or abnormal residue accumulation – signs that the filtration system no longer meets the required parameters – that is when the distinctive value of Guerra comes into play.”


Founded in 2001 by Angelo Guerra, with twenty years of experience in the industrial coating sector, the company quickly established itself as a qualified distributor of filters, masking solutions, booths, powder and liquid systems, spray guns, and complete plants. “Our history stems from a passion for coating and a desire to offer our customers reliable, tailormade solutions,” says Cuman.
In-depth knowledge of the sector, combined with a commitment to continuously improving the service offered, has led to significant development in recent years, with the insourcing of the production of specific components that the company previously only sold. “We decided to produce hooks, load bars, masking devices, and filters for liquid coating in-house in order to control quality, customise solutions, and respond quickly to customer requests,” explains Cuman. “This is not only a technical advantage but also a way to strengthen the relationship of trust with the companies that choose us.” Today, Guerra operates across a wide range of sectors where coating is strategic, including contract coating, automotive, design, architecture, glass, and wheel production. “Each industry has its own rules, priorities, and challenges,” Cuman emphasises. “We strive to always support our customers by understanding the specific nature of each process and offering the most suitable solution.” In addition to supplying high-quality products, Guerra offers technical advice and specialised assistance. “We do not just sell
components. We are committed to guiding our customers in choosing the best solution and ensuring that their systems work properly day after day.”
“For certain types of filters, we continue to rely on leading brands, whereas other types are produced in-house in our dedicated department,” says Cuman. “This setup allows us to respond immediately when a customer has specific requirements and to offer solutions that are not available on the standard market.”
Of the products distributed in Lombardy, COLUMBUS paper paint collectors are undoubtedly among the most popular. Designed to retain the solid part of coating overspray, their multi-layer structure can retain 10-15 kg of dry paint before becoming saturated, ensuring efficiency, durability, and optimised production processes.
“As for the filters we manufacture in-house, they include air intake and extraction filters for coating booths. For the air extraction phase, the filters can be produced in different types, including synthetic, fibreglass (from classic to no-glass), and COLUMBUS, and inserted into custommade cells, either in cardboard or with a galvanised frame, to meet the specific needs of each customer. Fibreglass filters are also available in a moistened version, with an oily coating to maximise their ability to capture even the finest particles.”
For the air intake phase, Guerra can manufacture and customise booth ceiling filters designed to keep the air clean, especially in pressurised booths.
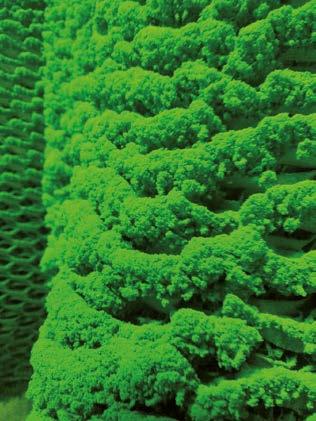

The F Series includes several models: the F30 ‘Fine’ filter is suitable for either complex or simple booths, whereas the F55 and F60 models are recommended for applications requiring a high degree of filtration. “Ceiling filters are composed of multiple layers of moistened synthetic fibre to ensure maximum efficiency and retain even the smallest impurities,” indicates Cuman. Each filter is custom-made in different weights to fit perfectly into any system.
Guerra can also support the transformation and conversion of coating booths: for example, integrating dry booths with sleeve filters to increase the filtering surface area, or converting water-curtain booths into dry booths, possibly with sleeve filters, eliminating the need for a water collection tank. “We also launched filter baskets that allow for quick and safe replacement: the filter is easily detached and falls directly into a bag, ensuring 100% safety, controlled emissions, low costs, and long service life. In some cases, the filters are replaced once a month, even when working multiple shifts,” notes Cuman. In addition to filters for liquid coating, Guerra also distributes all types of filters for powder coating, thus completing its range of industrial filtration solutions.
One of the company’s strengths that contributes to customer loyalty is its ability to deliver fast, prompt service. Guerra has a large warehouse that is constantly stocked with a wide range of filters:
Columbus
High Capacity (HC)
High Capacity 2M (HC2M)
Prec1 (Precollector)
Standard
High Capacity Eurosupra 2 (HCS2)
HCN90
Fibreglass
Synthetic.
This immediate availability enables it to respond quickly to customer requests and reduce plant downtime. In addition, Guerra not only supplies materials but also offers comprehensive installation, assembly, and maintenance services for filter systems and coating plants.
This consultative and practical approach further strengthens its relationship with customers, which can count on a reliable partner at every stage of the process. A benchmark supplier for Lombardy for many years, the company has expanded its network over time to cover the Tuscany, Emilia-Romagna, Piedmont, and Campania regions, as well as establishing new international partnerships, including in Turkey. This is a clear sign of the solidity and credibility it has achieved in the sector.
The history of Guerra S.r.l. demonstrates that customer loyalisation is not a spontaneous outcome but the result of a precise set of values: listening to customers, personalisation, product quality, fast delivery times, and competent technical support.

CHEMTEC’S technologies are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity.
CHEMTEC develops customized solutions that aim to maximize the customer’s satisfaction.

NANOTECHNOLOGICAL CONVERSION COATING

WATER PURIFICATION AND RECIRCULATION

ONE STEP METAL PRETREATMENT

PAINT STRIPPERS
DISCOVER MORE ON WWW.CHEMTEC.IT
The Judge LED portfolio is designed to meet diverse visual colour evaluation needs, helping ensure consistent colour throughout the supply chain and reducing waste, rejects, and costly rework.
X-Rite Incorporated, a global leader in colour science and technology, has announced the expansion of its Judge LED product line to include the larger Judge LED Plus light booth, hanging LED luminaires, and custom-configured Harmony Rooms. The extended range allows brands, manufacturers, and suppliers to assess the colour of small components or large assembled products under seven distinct LED light sources, simulating a variety of lighting conditions.
“Industries worldwide are navigating the transition to energy-efficient LED lighting, and visual assessment practices must keep pace. Our expanded line of Judge LED solutions, from larger light booths to hanging luminaires, gives brands and suppliers the flexibility to select the right solution for their product needs and space while improving decisionmaking and confidence in colour-critical evaluations,” said Esengul Ozkaya, Product Manager at X-Rite.
With more than 60 years of expertise in lighting, the Judge LED range offers fast, consistent, and repeatable colour evaluations. The products provide instant warm-up, calibrated intensity, and stable illuminants, while lowering energy use, extending lamp life, and reducing replacement costs compared with traditional fluorescent systems. The seven light sources can be customised from industry-standard illuminants, including LED D50, LED D65, LED-B2 3000K, LED 3500K, LED-B3 4000K, LED L31-9, UV, LED A, CWF LED, TL84 LED, U30 LED, and U35 LED. Directional daylight D65 is also available in the standard-size booth.
The full Judge LED offering includes:
Judge LED Standard – A standard-size booth for individual use with a variable-angle viewing stand for accurate, repeatable results.
Judge LED Plus – A wider booth accommodating two evaluators side by side, ideal for collaborative assessment of multiple samples on a shared table.
Judge LED Luminaires – Modular, high-performance luminaires for standalone or integrated setups, with flexible configurations and control boxes for switching between illuminants.
Harmony Room with Judge LED – An immersive lighting environment using luminaires in a grid configuration, certified and maintained by X-Rite for precise evaluation of large, assembled products such as cars, furniture, and appliances.
Judge LED luminaires allow manufacturers to assess products of all sizes, from fabric rolls and painted car panels to furniture, electronics, and fully assembled appliances. Evaluators can walk around products, collaborate in real time, and make confident decisions under controlled, standardised LED lighting.
“Our goal is to help customers achieve flawless colour evaluation in any setting. Judge LED equips teams to ensure colour harmony on even the most complex or large-scale assembled products, accelerating production and reducing the risk of costly errors,” added Esengul Ozkaya.
For further information: https://www.xrite.com


Combining ease of application, durability, and long-term efficiency, ProGRID™ reflects decades of Sherwin-Williams expertise, global support, and customised solutions for energy infrastructure.
The international paints and coatings supplier Sherwin-Williams has unveiled ProGRID™, an innovative portfolio designed to address the evolving demands of energy infrastructure worldwide. Engineered for performance and resilience, ProGRID™ delivers efficiency, reliability, and ease of use, backed by the company’s extensive experience and global support network.
“We know how essential it is for our customers to keep their infrastructure online — coating performance is a non-negotiable for helping keep their businesses going. ProGRID is an innovative solution that offers premium protection and outstanding durability. When you work with
Sherwin-Williams, you get more than an outstanding product, you get our world-class technical service. We’ll work with you to understand your challenges and provide support, custom solutions and whatever else you need to succeed, helping to reduce your total cost of ownership,” has stated Michael Jaeger, Segment Manager, Energy, Sherwin-Williams.
For further information: https://industrial.sherwin-williams.com/emeai/gb/en/generalindustrial/products-by-industry/energy/progrid-coatings.html


On 22 October 2025 Mark Firmin, Jonny Marston and Helen Skeates, of global professional services firm Alvarez & Marsal, were appointed joint administrators of Venator Materials UK Limited.
The appointment follows sustained financial pressures and challenging market conditions experienced globally in the titanium dioxide manufacturing sector. This follows the earlier administration of Venator Materials plc and two other non-trading holding companies within the Venator Group.
Venator Materials UK Limited is part of the global Venator group and operates from three sites in the North East of England, including the titanium dioxide (TiO2) pigment plant based in Greatham, which is currently idled. The administrators, together with the Venator leadership team, have engaged with the regulators ahead of the appointment, regarding the safe operation of the site in idle mode during the administration period.
Venator Materials UK Limited announced an Asset Purchase Agreement had been signed. The joint administrators intend to maintain the Greatham plant in an idle state through to completion of the asset sale, which is subject to regulatory approvals and several customary closing conditions.
Unfortunately, given the company’s financial position, 273 employees were made redundant immediately on appointment and the joint administrators are providing support to these staff. 232 have been retained to assist in the administration process.
“Venator Group has been severely impacted by increased competition and rising costs in recent months. Over the coming period, we will be working closely with the retained staff to

safely maintain the site in an idle state while we progress the sale of the Greatham plant.”- said Mark Firmin, Joint Administrator and Managing Director at Alvarez & Marsal
“Despite extensive efforts to stabilise the UK business, the Venator Materials UK Ltd Board of Directors has taken decisive action to protect stakeholder interests and made the difficult decision to appoint administrators. This provides an opportunity to restructure whilst we continue to pursue the completion of the sale process for the Greatham plant and associated TiO2 pigment assets. We recognise the impact this decision has and it is not one we have taken lightly. However, given the prolonged downturn in the TiO₂ industry and the financial pressures we face, administration is the most responsible path forward. It allows us to preserve value and create the conditions necessary for a potential future recovery under new ownership.” – has concluded Karen Askwith, Managing Director at Venator.
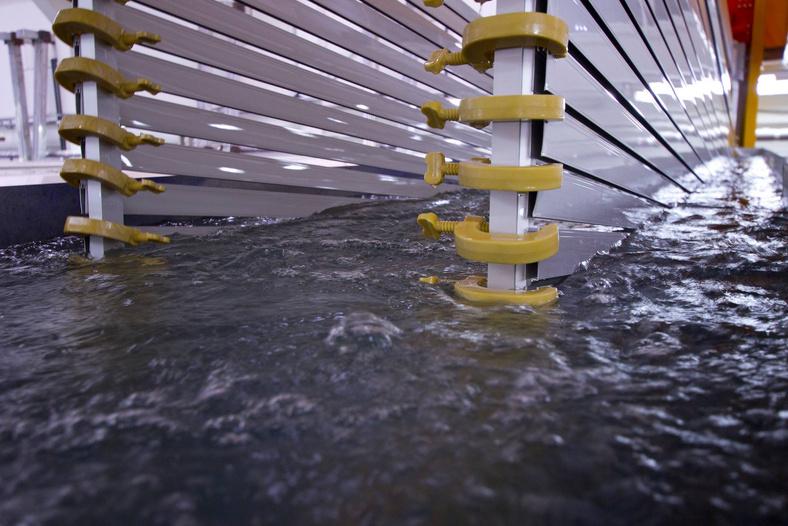



Anodizing & Powder coating plant realization Waste Water Treatment Plant

Chemicals for Waste water treatment plant

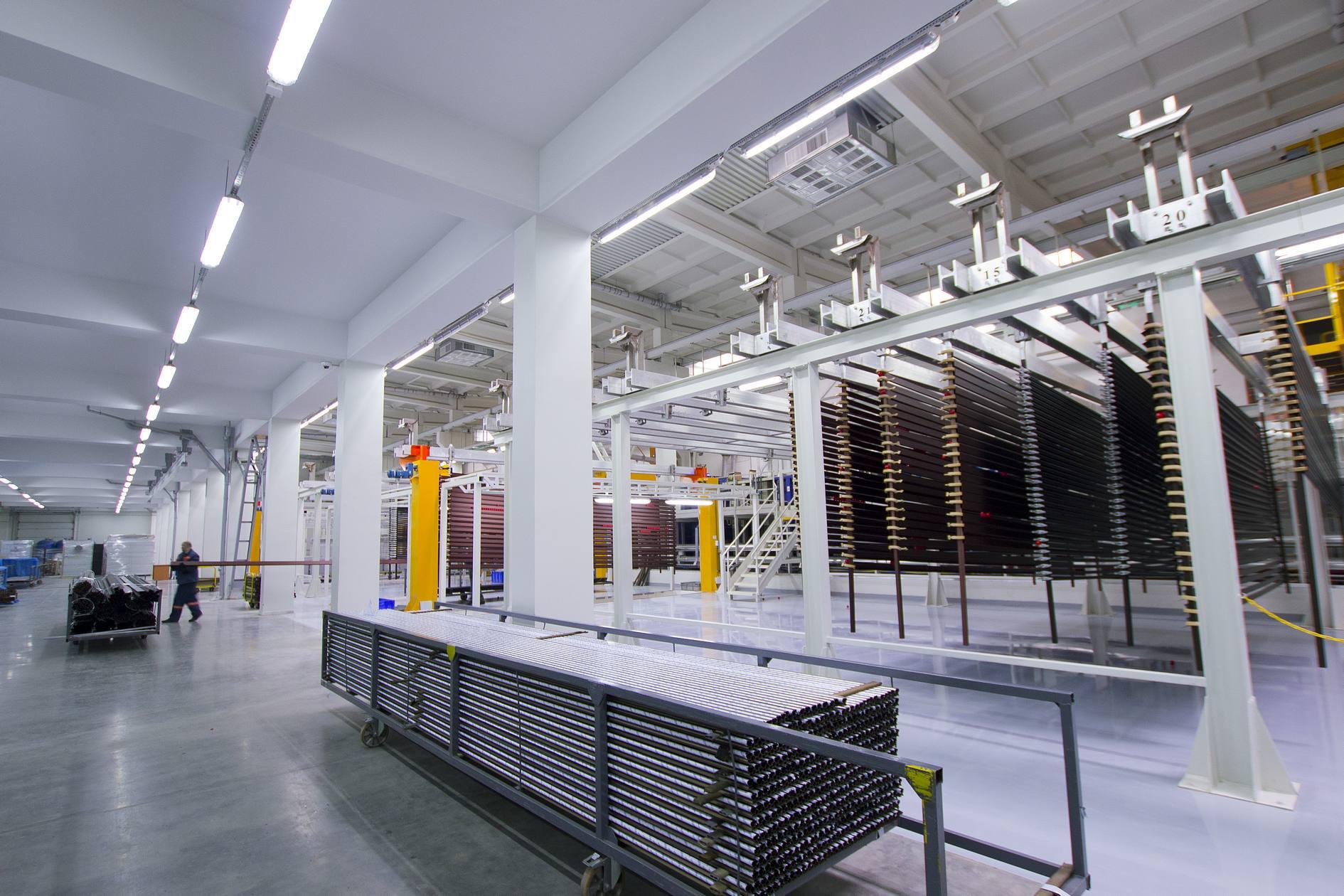
Dürr delivers turnkey paint shop for Thanh Cong Group’s landmark Škoda plant in Vietnam.
Dürr has successfully completed a turnkey paint shop project for Thanh Cong Group (TC Group) at the new Thanh Cong Viet Hung (TCVH) automobile factory in Quang Ninh, Vietnam, which is 100% invested by TC Group. This milestone marks the first collaboration between Dürr and TC Group, supporting the launch of the first Škoda automobile production in Vietnam. The TCVH plant represents a major step forward in the Vietnamese government’s vision to establish a large-scale, modern automotive industrial complex in Quang Ninh. TC Motors has made significant investments
in infrastructure, logistics, and supporting facilities to expand European car manufacturing in Vietnam. The factory covers an impressive 36.5 hectares and boasts an annual production capacity up to 120,000 vehicles. The new facility is set to become a central hub for Škoda vehicle distribution across Southeast Asia and contributes to local economic development through job creation, increased tax revenues, and the training of skilled professionals. Located in Quang Ninh, Vietnam, the TCVH automobile factory, is dedicated to producing the first Škoda automobile models in the country, including the Škoda Kushaq and Škoda
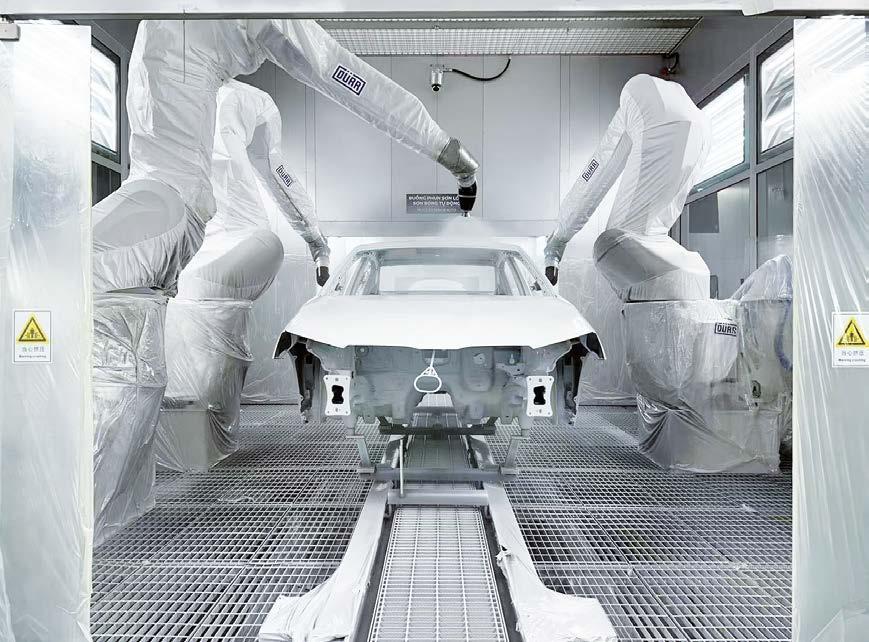
Slavia. Moreover, the plant’s strategic location near Haiphong port ensures efficient logistics for importing completely knocked down (CKD) kits from Pune, India. Phase I of the plant is designed for a production rate of 13 jobs per hour (JPH) with scalability to 20 JPH in Phase II.
Despite global supply chain interruptions through sheet metal processing and electrical components constraints, fluctuations in maritime transport, and extreme weather events like Super Typhoon, Dürr completed the project within 18 months. From contract signing in November 2023 to final acceptance in July 2025, the project was delivered on time and to specifications.
In recognition of its outstanding performance, TC Motors recently awarded Dürr China the “Excellent Supplier” title. This award highlights the collaborative spirit and technical excellence that characterized the project. “A key factor in this achievement was the effective collaboration between the teams of Dürr China and Dürr Vietnam with the TC Group, working together to ensure the project’s success,” said Wang Shuo, Project Manager at Dürr Paint shop systems Engineering (Shanghai) Co., Ltd. “We are extremely proud to receive this award. It reflects the dedication and professionalism of our team, who overcame considerable challenges to deliver an advanced modern factory.”
Dürr’s technological contribution
Dürr played a key role in equipping the paint shop with advanced technology. The highlight is the electrically driven RoDip® E for pretreatment and electrocoating, using freely programmable trolleys. Each trolley has a conveying drive and a rotating drive, which enable horizontal and rotating movements to be controlled independently of each other for each body. Benefiting from this, the system can set different dip curves according to vehicle models, thereby enhancing coating quality, improving energy efficiency, and reducing unit costs. Another special feature of the paint shop is that the primer and clear coat are applied in the same spray booth. This saves investment costs. The scope of delivery also includes sealing lines, seven painting robots, ovens, and a hot wax line.
TC Motors recently awarded Dürr China the “Excellent Supplier” certificate.

Surface Cleaning preparation
IBIX systems remove rust, scale, and old coatings to reach SA 2 5 grade (ISO 8501-1)
Anchor Profile
Controlled blasting creates uniform roughness for optimal coating adhesion.
Portable powder Coating Technology
For long-term anti-corrosion and waterproofing thermoplastic coatings
Resistance to extreme weathering, UV and salt spray protection
Fast turnaround: immediate use of coated items
Easy to repair









The merger brings together two leading companies in the coatings industry with complementary brand portfolios, aiming to enhance customer value, shareholder returns and operational efficiency.
AkzoNobel and Axalta have announced plans to combine in an all-stock merger of equals, creating a global coatings powerhouse with an enterprise value of approximately $25 billion. The new entity is expected to generate around $17 billion in annual revenue.
The deal is projected to deliver around $600 million in run-rate cost synergies, with 90% expected to be realised within three years. The combined company will have pro forma adjusted free cash flow of $1.5 billion and adjusted EBITDA of $3.3 billion, supporting strategic priorities and capital allocation.
Greg Poux-Guillaume, CEO of AkzoNobel, will serve as CEO of the combined company, while Chris Villavarayan, CEO of Axalta, will become Deputy CEO. Rakesh Sachdev, Chair of the Axalta Board, will lead the board, with Ben Noteboom, Chair of the AkzoNobel Supervisory Board, serving as Vice-Chair.
The company will maintain dual headquarters in Amsterdam and Philadelphia and be domiciled in the Netherlands, with a future listing solely on the NYSE. The board will consist of 11 directors, including four from each company and three independents.
The merger is expected to deliver:
Diversified portfolio: Combining AkzoNobel’s and Axalta’s brands will provide a full spectrum of coatings solutions across Powder, Aerospace, Refinish, Mobility, Marine, Protective, Industrial and Decorative Paints, spanning around 100 recognised brands.
Global scale: The combined company will operate 173 manufacturing sites and 91 R&D facilities worldwide, enhancing local access and customer support.
Innovation capabilities: Approximately $400 million annual R&D spend, 4,200 research staff, and 3,200 granted or pending patents will create an innovative platform across end markets.
Cost synergies: Pre-tax run-rate savings of $600 million through procurement, SG&A efficiencies, footprint optimisation, and improved supply chain management.
Financial strength: Strong adjusted EBITDA margins approaching 20%, significant cash flow, and targeted net leverage of 2.0–2.5x, supporting dividend payments and investment-grade credit rating maintenance.
“We’re excited to enter a new chapter in our long and proud history as a leader in the paints and coatings industry. This merger will allow us to accelerate our growth ambitions by bringing together highly complementary technologies, expertise and passionate people to unlock
our full combined potential,” has stated Greg Poux-Guillaume, CEO of AkzoNobel.
“This combination represents a compelling opportunity. It’s a great value proposition for all our stakeholders, both in the Netherlands and internationally, including our shareholders, customers and employees. It will create a world leader in coatings and is a significant step that will drive sustainable growth and allow us to better serve our customers. By uniting two world class organizations, we’re creating a strong platform for the future, built on a solid foundation of shared values and heritage,” has commented Ben Noteboom, Chair of the Supervisory Board of AkzoNobel.
“We are pleased to enter into this transaction with AkzoNobel and join our best-in-class platforms to enhance innovation, develop new capabilities and further strengthen customer relationships. As our industry continues to grow and evolve, this combination with AkzoNobel enables us to do the same, with a sharper competitive edge and new avenues and opportunities for growth. Together, AkzoNobel and Axalta are positioned to establish a profitable and sustainable path forward as a leader in the coatings industry. Like AkzoNobel, we value our people as our greatest asset, and we are excited to unite our rich, innovation-focused cultures,” has added Chris Villavarayan, CEO of Axalta.
“The Axalta Board is confident that this combination with AkzoNobel will create significant value for our shareholders as we move ahead. Led by an experienced management team with a track record of operational efficiency and excellence, we expect the meaningful synergy opportunities and enhanced financial profile of the combined company will drive substantial value creation,” has concluded Rakesh Sachdev, Chair of the Axalta Board.
Axalta shareholders will receive 0.6539 shares of AkzoNobel stock for each Axalta share. AkzoNobel shareholders will own 55% and Axalta shareholders 45% of the combined company on a pro forma basis. A special cash dividend of €2.5 billion will be paid to AkzoNobel shareholders.
The merger is expected to close between late 2026 and early 2027, pending shareholder approvals, regulatory clearances, and other customary conditions. Both companies have suspended share buyback programmes, while regular dividends will continue until closing.




From an interview with Ty Crowder President of Total Finishing Systems
The ipcm® team met with Ty Crowder, President of Total Finishing Systems, at Fabtech Chicago 2025 to find out more about the company’s latest developments. From manual and automatic spray guns to pumps, agitators, and masking systems, Crowder shared insights on the new product range, designed to combine premium performance with cost efficiency and meet the specific needs of the coating industry.
Total Finishing’s story begins with a vision: to be an all-inclusive provider of systems and the consumables that painters and shops rely on. The goal was to combine actual service, knowledge, and expertise to create a truly different kind of customer interaction. Early on, it became clear that consumables could not be sold on the same website that hosted robotics and automation. This insight led to the creation of www.TotalFinishingSupplies.com, a site focused on consumables and parts for the business.
As the company evolved, it discovered a way to enhance the experience for its typical systems and automation customers as well. By QRcoding equipment at on-site installations, customers can quickly locate consumables, manuals, and training videos, all linked to an easy-to-use online ordering service. This evolution has driven not only the expansion of services but also the development of the group’s own brand of technologies and consumables designed to meet the sector’s concrete needs.

Based in Vancouver, (Washington, USA), the Total Finishing Solutions and Total Finishing Supplies groups ship consumables and parts across North America. The company has established a 20,000-square-foot applications lab for sanding, liquid paint, and powder coating within the Vancouver facility. The site features robotics, Flatline Finishing, infrared curing, and a Quick Color Change PVC-type powder booth. It also houses more than 80 different types of manual and automatic spray guns for testing and customer use across many brands. Additionally, there are three dedicated classrooms offering space for education and training with vendors, partner coating manufacturers, and large-scale customers. Total Finishing Systems, based in Montclair (California, USA), specializes in integrating coating lines for high-precision sectors such as automotive (Tier 1 and Tier 2), aerospace, and defence.


Through extensive experience across all process stages and deep knowledge of coating-related technologies, Total Finishing Systems has evolved from a simple plant integrator into a direct manufacturer of technologies and consumables.
“Over the last three years, we have launched a complete range of guns, pumps, and accessories under the Total Finishing Supplies brand, designed to be compatible with the most popular OEM standards and capable of delivering high performance at low costs. At the same time, we have created application laboratories—the Total Finishing Lab—and training centres to offer customers the opportunity to test solutions, optimise processes, and train their operators,” explained Ty Crowder, President of Total Finishing Systems, in an interview about the company’s latest developments during Fabtech Chicago in September.
Among the new products presented at Fabtech Chicago 2025, Total Finishing Supplies introduced the new VIPER® Mix Tech air-assisted, airless manual spray gun, designed to ensure high finishing quality and 86% transfer efficiency. Thanks to the Mix Tech technology, it provides optimal atomisation and consistent performance with both water-based and solvent-based paints, up to 120 bar (1,740 PSI).
VIPER® is available in two versions:
TFS Green, equipped with a 120-bar needle spring and a standardfirmness trigger;
TFS Pink (Lady Viper), equipped with a 60-bar needle spring for significantly lighter trigger pulls, reducing operator fatigue during prolonged manual applications. It was developed in response to feedback, particularly from operators who require less actuation force. Manufactured in an ISO 9000-certified facility, VIPER® offers tangible savings in paint material, reduces environmental impact, and complies with HVLP standards.
Another new product presented by Total Finishing Supplies was the AUTO VIPER-X®, an automatic spray gun designed for high-capacity coating lines. It is based on the Mix Tech technology and therefore guarantees the same atomisation and finishing quality as the manual VIPER® version, with the added advantage of fully automated operation. It also ensures 86% transfer efficiency and performance comparable to that of higherend air-assisted, airless spray guns on the market. It is suitable for use with both water-based and solvent-based coatings and can operate with fluid pressures of up to 120 bar (1,740 PSI). AUTO VIPER-X® uses aftermarket (non-OEM) components to facilitate nozzle, air cap, and filter replacements, making it a versatile and convenient solution for robotic or flatline systems.
The MAMBA® Mix Tech gun is designed for high-precision manual applications and offers high performance, optimal efficiency, and superior finishing quality. It operates at up to 200 bar (2,900 PSI) and, like the previous models, guarantees 86% transfer efficiency. One of the main strengths of the MAMBA® is its TriTech Fine Finish reversible tip, which allows the nozzle to be quickly reversed or rotated in case it gets clogged and easily replaced to change the spray pattern. This system maintains consistent atomisation and finish quality, reduces downtime, and increases versatility in applications. Lightweight (1.3 lb / 0.6 kg) and ergonomic, this spray gun reduces operator fatigue even during prolonged use. Like the VIPER®, it is manufactured in an ISO 9000-certified facility, complies with HVLP standards, and saves paint material, thus reducing waste and ensuring excellent results with lower coating consumption.
The Medusa™ 30:1 high-pressure piston pump is the most advanced evolution in Total Finishing Supplies’ range of high-pressure pumps, designed for airless and air-assisted, airless applications. Robust, reliable, and precise, it provides versatility and productivity even for high-capacity industrial lines. At the heart of the pump is a robust air motor and tungsten carbide paint valves, which minimise maintenance and ensure a long service life even under the most demanding operating conditions. A chrome-plated stainless steel fluid section, PE + TG composition self-
adjusting packings, and an anti-stalling pilot valve ensure consistent performance and high-speed inversions at all working pressures. The pump is designed to optimise material use and reduce waste by delivering accurate spray patterns and uniform atomisation through the connected gun, without the need for dilution. It is available in different wheel cart or wall-mounted configurations and can be adapted to the specific requirements of every plant. Each pump includes the Tip Spa™ Cleaner system, designed for safe and effective cleaning of nozzles and air caps. All it takes is to immerse them in the Throat Sealing Liquid, a water-based lubricant that is an eco-friendly alternative to acetone and can dissolve water-based and solvent-based paints in the shortest possible time.
Total Finishing Supplies’ agitators are pneumatic machines designed to automatically and precisely mix and agitate paint with the required time and speed. The patented blade technology reduces mixing time by 50–80% compared to traditional blades, ensuring rapid, uniform, and consistent agitation. The available models meet all requirements, from smaller volumes with the 5-gallon agitator to larger capacities with the 55-gallon one. The range is completed by mixers for plastic containers (Plastic Tote Agitator), equipped with fixed or folding blades and available in a wide range of power and gearbox combinations to offer the most suitable solution for every application.




Edited by Deltrian Italia Spino d’Adda, Italy deltrian.italia@deltrian.com
An efficient air treatment system calls for a filtration solution organised into several stages, each with a specific function in the gradual removal of impurities. Properly eliminating dust and small particles is essential for maintaining consistent air quality over time and preserving the performance and durability of systems in a wide range of industrial and civil applications. In this in-depth analysis, Deltrian discusses the role and importance of each stage, from pre-filtration to absolute filtration, and the solutions it has developed to ensure efficiency, safety, and operational reliability.
Each stage of an air treatment system is designed to remove different types of impurities, ranging from coarse dust to fine particles and even tiny particles invisible to the naked eye. Only by eliminating such fine particles is it possible to guarantee a clean, controlled, and constant airflow, which is essential for protecting operators and preserving systems and products in every field of application. Filtering the air not only means protecting workpieces from particles that can affect their aesthetic or functional quality – as in the case of a coating booth, for example, where even a speck of dust can compromise finishing – but also safeguarding the proper functioning of plants, since contaminated air can deposit dust and particles on mechanical and electronic components, thus reducing their efficiency, accelerating wear and tear, and causing breakdowns or machine downtime. In industrial plants, civil HVAC systems, clean rooms, or critical production departments, air is therefore a proper ‘working medium’ that must maintain specific purity characteristics to ensure that processes run


smoothly. To achieve this result, filtration takes place through several successive stages: pre-filtration, fine filtration, and absolute filtration. This multi-level structure optimises the service life of each filter, improves the energy performance of the system, and guarantees high air quality standards over time. Correct sizing of each stage, combined with the selection of suitable filter materials and regular maintenance, is crucial for achieving a reliable, efficient, and sustainable air treatment system.
Deltrian International, a Belgian company with over 55 years of experience in air filtration and purification, and its Italian branch, Deltrian Italia (Spino d’Adda, Cremona), offer complete solutions for all filtration stages, combining high-quality products, specialised technical advice, and operational support to ensure high-performance, safe, and durable systems.
Pre-filtration:
retaining coarse dust particles
The first stage of air treatment, pre-filtration, has the primary task of intercepting and retaining larger particles, such as visible dust, fibres, or pollen, before

they reach the finer filters in the subsequent stages and increase their operating load. Pre-filters serve as the ‘first line of defence’ in the architecture of a filtration system and are designed as a sacrificial layer, intended to intercept coarse contaminants and protect downstream filters. They are therefore essential for improving air quality in the early stages of treatment and play a crucial role in extending the overall service life of the system, maintaining a constant airflow rate, and reducing maintenance costs. Depending on the type of system and operating conditions, pre-filters can be made with different materials and structures.
Deltrian’s FCM GALVA (G2 / Coarse 30%) series, for example, includes metal pre-filters with galvanised mesh media, ideal for heavy-duty applications such as the filtration of grease and oil mists in kitchen extraction units or filtration near heat exchangers, as well as in droplet separators in air treatment systems. Thanks to their high mechanical strength and the possibility of being cleaned and reused, these filters offer excellent durability and can also be used as spark barriers, thus combining safety and efficiency. The FZGA SYN SC (G4 / Coarse 60%) series, on the other hand, consists of synthetic pre-filters with a galvanised or Fiberplast frame, which provide an excellent first barrier against coarse dust with an optimal balance between performance and cost.
The second stage of air treatment, fine filtration, is dedicated to capturing the tiniest particles, such as PM10, PM2.5, and PM1. Although invisible to the naked eye, these can affect not only the quality of the air breathed by people – industrial operators or users in civil environments – but also the proper functioning of delicate equipment in plants. The filters in this stage are made with finer filter media and structures designed to increase the capture surface, such as floppy or rigid pockets. The choice of the most suitable filter depends on specific operational requirements and the degree of purity required. Deltrian offers various solutions for fine filtration, including:
KS/G series (synthetic materials/fibreglass): M5F9 class floppy pocket filters, designed for civil and industrial HVAC systems. Their structure provides a large filtering surface even in small spaces, ensuring the effective retention of fine particles without





Deltrian International is a Belgian company founded in 1967, boasting over 55 years of experience in designing, manufacturing, and distributing advanced solutions for air filtration and purification. Its mission – to ensure clean and healthy air in a sustainable world – guides every aspect of its activities, from research and development to production, making it an international benchmark supplier in the HVAC, coating, pharmaceutical, food, chemical, hospital, and laboratory industries. In addition to its headquarters in Belgium, the Group has production facilities in France, Slovakia, Spain, and Lithuania, ensuring extensive geographical coverage and fast delivery times. Alongside these sites, it also has commercial, logistics, and customer support branches that strengthen its local presence, guarantee proximity to key markets, and provide prompt assistance and highly specialised technical consultancy. Among these is the Italian branch, Deltrian Italia. Founded in 2014 in Spino d’Adda, in the province of Cremona, this is now a rapidly expanding technical and sales hub. Its facility covers 1,400 m², including 400 m² of office space, and employs a staff of 15 composed of professionals with a solid technical background, able to offer specialised advice and a responsive technical service tailored to customer needs. Deltrian Italia manages all product categories (pre-filtration, fine filtration, and absolute filtration), handles around 300,000 filters per year1, and has a warehouse with approximately 16,000 products always available to minimise delivery times throughout the country.

compromising airflow. The fibreglass version can also be manufactured for ATEX applications on request, ensuring safety and compliance in potentially explosive atmospheres.
RPV series: rigid, compact, high-performance rigid pocket filters, ideal when high flow rates and a long service life are required. They are available in classes ranging from ePM10 50%1 to ePM1 85%2 (equivalent to M5-F9) and guarantee maximum efficiency even in harsh conditions.
The third stage of air treatment, absolute filtration, is the most advanced level of purification and is essential in controlled-contamination environments, such as clean rooms, hospitals, laboratories, or pharmaceutical industries, where even the slightest presence of particles can jeopardise the quality or safety of a process or product. At this stage, filters are designed to retain particles smaller than 0.3 µm.
Among the solutions offered by Deltrian, the THE-LA series includes HEPA filters for laminar flows with efficiency values ranging from E10 to H14. These filters are ideal for achieving critical air conditions in areas where it is essential to minimise the presence of dust, microbes, or other suspended particles. Their design ensures a uniform and constant flow, reducing turbulence that could compromise air quality in highly controlled environments.
For applications with large air volumes, Deltrian offers the THE-MP and THE-VF series, high-flow filters designed to minimise pressure drops and extend service life. These solutions enable the management of complex systems while maintaining high performance and reducing maintenance costs due to frequent filter replacements.
In addition to devices for standard filtration stages, Deltrian offers special filters designed for specific requirements. These include ATEX filters, intended for use in potentially explosive atmospheres, where it is not sufficient to separate particles, but it is essential to ensure the safety of materials and structures, preventing ignition or spark propagation. ATEX filters are made with certified media and frames that are resistant and suitable for harsh conditions. They are used in various industrial sectors, including the production of chemicals, coatings, powders, and explosive materials. Other special filters can be designed to remove gases and chemical vapours or to operate in extreme conditions of temperature, humidity, or abrasiveness.
1 The ePM10 50% class indicates that the filter has an average efficiency of 50% in removing particles with an aerodynamic diameter of up to 10 µm (PM10) from the air passing through it.
2 The ePM1 85% class indicates that the filter has an average efficiency of 85% in retaining particles with a diameter of less than 1 µm (PM1).

INNOVATION THAT STANDS THE TEST OF TIME, PRECISION BEYOND BOUNDARIES. We do not merely treat surfaces: we transform them into symbols of efficiency and beauty. For 75 years, Tecnofirma has been a global partner, enhancing your products with customized solutions and state-of-the-art technologies in the fields of washing, coating, and impregnation. From Italy to the world, we shape excellence with the meticulous craftsmanship of the past and the technological precision of the future.
“Tecnofirma: where technology meets beauty, for 75 years.”

Edited by Dürr Systems, Inc. Southfield (MI), United States and GROB-WERKE GmbH & Co. KG Mindelheim, Germany
Less space and energy requirements, but better performance and the highest battery cell quality –that is the approach taken by engineering companies Dürr and GROB for their new concept factory for lithium-ion battery cells. At this year’s “The Battery Show North America” trade fair in Detroit, the two partners showcased the technical innovations that make this possible. Key technologies include dry coating of the electrodes, which does not require a drying process, and powerful Z-folder technology for cell assembly with integrated notching.
The two global companies Dürr and GROB have been cooperating in the field of production technology for lithium-ion batteries since 2022. The aim is to jointly establish themselves as system suppliers of battery production equipment in Europe and North America. “With our expanded portfolio of highly available machines and systems, we jointly cover almost the entire value chain for battery cell production with our own technologies,” says German Wankmiller, CEO of the GROB Group. In addition to a classic production layout with wet coating, the partners have developed a concept factory with dry coating and the new Z-folder technology that represents the next generation of battery cell production. Thanks to powerful and innovative technologies, production requires 50 percent less space and 70 percent less energy, resulting in significantly higher space efficiency and lower operating costs.
The concept factory developed by Dürr and GROB compares a state-of-the-art process with a next-generation process that requires 50% less space and 70% less energy.
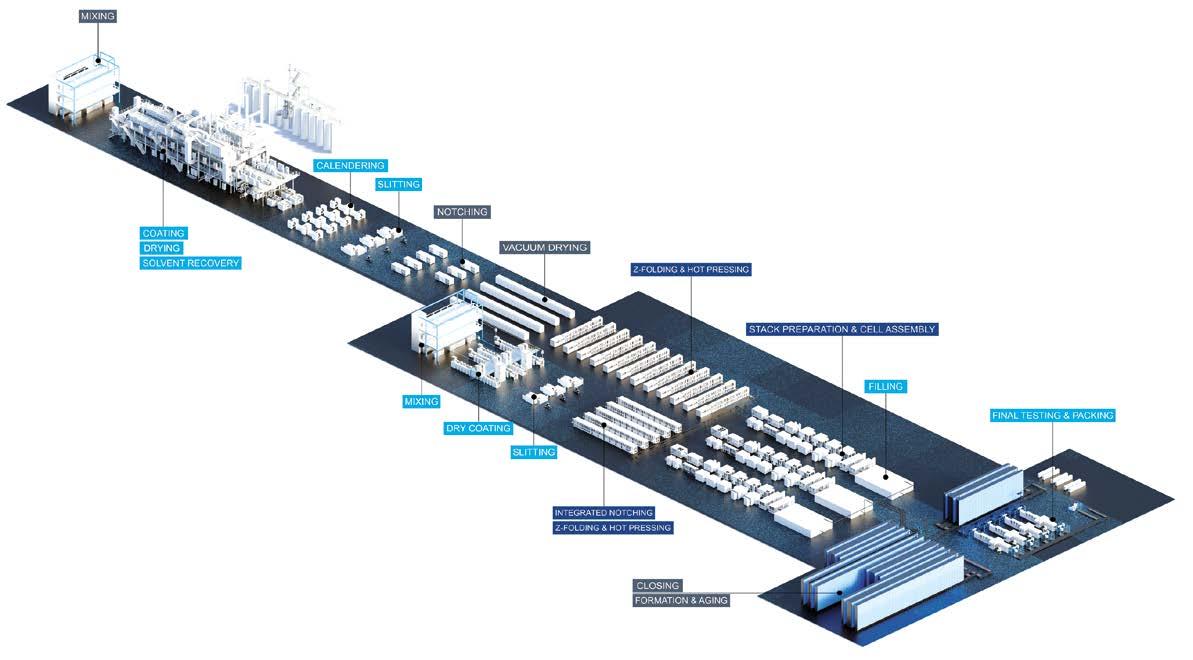
Dürr’s dry coating system X.Cellify DC product family implements the so called “Activated Dry Electrode®“ process from LiCAP Technologies. Dürr has been cooperating with the U.S. coating expert specifically in the field of dry coating since 2023. The Dürr machine uses a dry-mixed active material instead of conventional slurry. This powder mixture is pressed into a free-standing film using calender machines, which is then laminated onto both sides of the collector foil. Compared to wet coating, this eliminates the drying process as well as the recovery and treatment of solvents – saving space, energy, and costs. The free-standing film also offers advantages in terms of material efficiency, as excess film material can be completely returned to the production process before lamination onto the collector foil.
The recently achieved successful proof of concept demonstrates that the Dürr machine is capable of performing the dry coating process with consistently high quality. It can be scaled up, and Dürr is actively seeking pilot partners in the industry.
With the new generation of Z-folders, which integrate the notching process, GROB achieves higher performance with less space. For particularly stable and reliable system technology, the separator is guided
over a few deflection rollers with very even and low web tension. Thanks to a high-quality magazine buffer system for the electrodes, the system achieves 95 percent availability.
A process developed by Dürr enables battery cells to be filled in a single step without residual gas. Unlike the conventional process, the electrolyte is filled directly into the cells at up to 30 bar. The filling pressure is thus two to three times higher than the current industry standard. The process design enables precise dosing and shortens both the filling process and the subsequent penetration of the electrolyte into the active material.
The equipment technology from Dürr and GROB is complemented by endto-end digital mapping of the production process. Even in the planning phase before production starts, a digital twin enables simulation of the entire factory and speeds up implementation on site. The data from the simulation flows into the MES/MOM software of Dürr’s subsidiary iTAC, which can be used to control and plan all production steps in battery manufacturing. Important functions here are traceability and quality analysis to avoid errors in production. This results in high overall equipment effectiveness.

© Dürr

© Dürr
Dürr has also further optimized its technologies in terms of performance and energy efficiency in the classic wet coating process. One example is the automation of the coating station and the slot dies, which form a closed control loop for the layer thickness – resulting in faster production start-up and reduced scrap rate. “Adding automated slot die profile control provides our customers with the ability to not only reduce the machine startup time, but it also ensures quality throughout the production process by maintaining the coating uniformity.” explains Adam Shambeau, Senior Director of Dürr Lithium-Ion Batteries Americas, “Scrap reduction and machine up-time are critical to our customer’s success, so enhancing our products through automation or innovating our offerings with dual-side coating technology to reduce the total cost of ownership are two great examples where our products bring value to our customers.”
In the subsequent drying process, battery manufacturers can use laser dryers to achieve a 50 percent faster web speed and particularly energyefficient drying. After drying, the electrode coating is densified using calendering machines. The machines from Dürr work with particular precision using “Dynamic Gap Control”: two sensors measure the distance between the two rollers with an accuracy of 0.5 µm. This results in a very uniform layer thickness, with no more force being applied than necessary. Dürr’s calenders are used for both wet coating and dry coating to compress the film.
At the Battery Show North America 2025 from October 6 to 9, Dürr and GROB presented their concept factory as a physical 3D model at their joint booth 3822 at Detroit’s Huntington Place Convention Center. Dürr introduced a new naming concept. The company brought together its products for electrode coating and electrolyte filling under the new name “X.Cellify”.
The Dürr Group has been established in the United States since 1970 and currently employs approximately 1,400 people. From the Campus with a state-of-art validation, testing, and training center in Southfield, MI, Dürr USA represents four of the five divisions. Paint and Final Assembly Systems offers equipment for painting and assembly processes, while Application Technology provides paint, sealants and adhesives application systems. Dürr’s Clean Technology Systems division is leading in air pollution control, noise abatement systems, and battery electrode coating lines. Dürr has three locations in the US: Dürr Systems, Inc. in Southfield, MI, and De Pere, WI; Durr Universal, Inc. in Stoughton, WI. The subsidiary Schenck USA Corp., with headquarters in Deer Park, NY, and additional locations in Hudson, MA, and Southfield, MI, offers balancing machines, vibration and condition monitoring systems, spin testing and services for the aerospace, automotive and general industry. The customers of Dürr USA include automotive and commercial vehicle manufacturers, as well as their suppliers, and a diverse group of other industries like the chemical or wood industry. HOMAG
Machinery North America operates the production facilities for HOMAG Group in Grand Rapids, MI, which is also the base for the sales and service company Stiles Machinery Inc. The HOMAG Group produces machinery and equipment for the woodworking industry.
For almost 100 years GROB has been one of the global players in the development and manufacturing of machines and production lines. Its customers include the world`s most prestigious car manufacturers, their suppliers and many other renowned companies from various industries. With its production plants in Mindelheim (Germany), Bluffton, Ohio (USA), São Paulo (Brazil), Dalian (China), Pianezza (Italy) and Bangalore (India), and worldwide service and sales subsidiaries, the company is represented around the globe. The GROB Group generates worldwide revenue of over 2.0 billion euros (BY 24/25 Forecast) with a workforce of about 9,600 employees. Its portfolio ranges from universal machining centers to highlycomplex manufacturing systems with own automation function through to manual assembly stations and to fully-automated assembly lines. Furthermore, production plants for electric motors and assembly lines for battery and fuel cell technology are part of its product range. GROB engineers are delivering solutions for cutting high-strength turbine housings and machining structural and chassis components. With the GROB-NET4Industry software developed inhouse for the digitalization and networking of production processes, production processes can be displayed digitally and transparently.

with a complete service that includes system design manufacturing, installation, technical support and chemicals


RESIN DEMINERALIZATION SYSTEMS
REMEDIATION OF CONTAMINATED SITES
BIOLOGICAL SYSTEMS
BATCH TREATMENTS
PHYSICAL-CHEMICAL SYSTEMS
ADSORPTION FILTRATION
REVERSE OSMOSIS
MEMBRANE SYSTEMS
EVAPORATORS
BIOGAS BIOMASS SYSTEMS
OIL SEPARATORS
DESANDERS
DESALINATION SYSTEMS
MULTIDISC SCREW PRESS
OTHER SYSTEMS
CHEMICALS





Edited by BASF Coatings GmbH Muenster, Germany
Every year, BASF Coatings designers analyse global trends – from fashion to technology – to create the Automotive Color Trends® collection, a visionary palette that inspires car manufacturers in shaping the design of the future. The 2025–2026 edition is titled “DRIVING THE PROXY”.
Designers from BASF Coatings have unveiled the 2025-2026 edition of the Automotive Color Trends collection.
Titled DRIVING THE PROXY, the new collection explores how creative inspiration and influences can come from various sources, and serve as “proxies” or representatives to dynamically shape design decisions in the automotive industry.
Sustainability and innovation remain central to the collection, with some colours incorporating renewable or recycled raw materials, while innovations such as multi-colour pigments and liquid metal-like surfaces add visual sophistication. Overall, DRIVING THE PROXY presents refined faux solids with smooth surfaces and subtle sparkle effects, alongside a transition toward warmer, emotionally resonant hues like reddish shades, mauves, and nuanced browns.
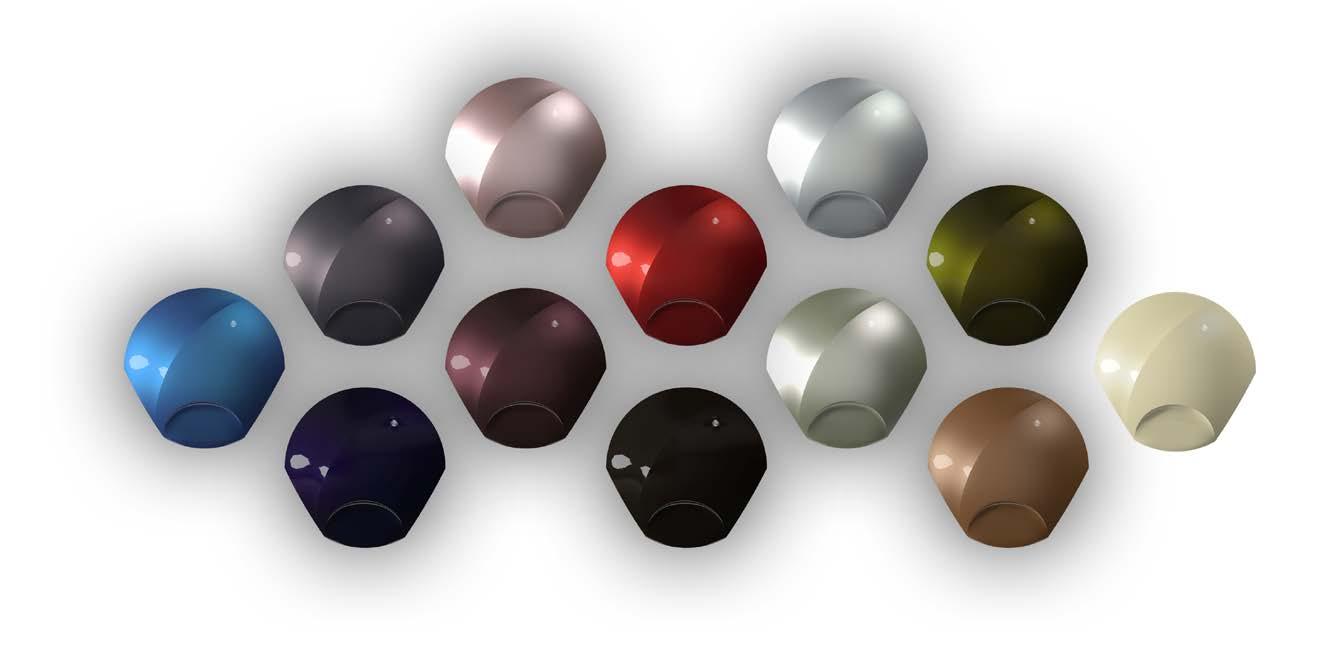
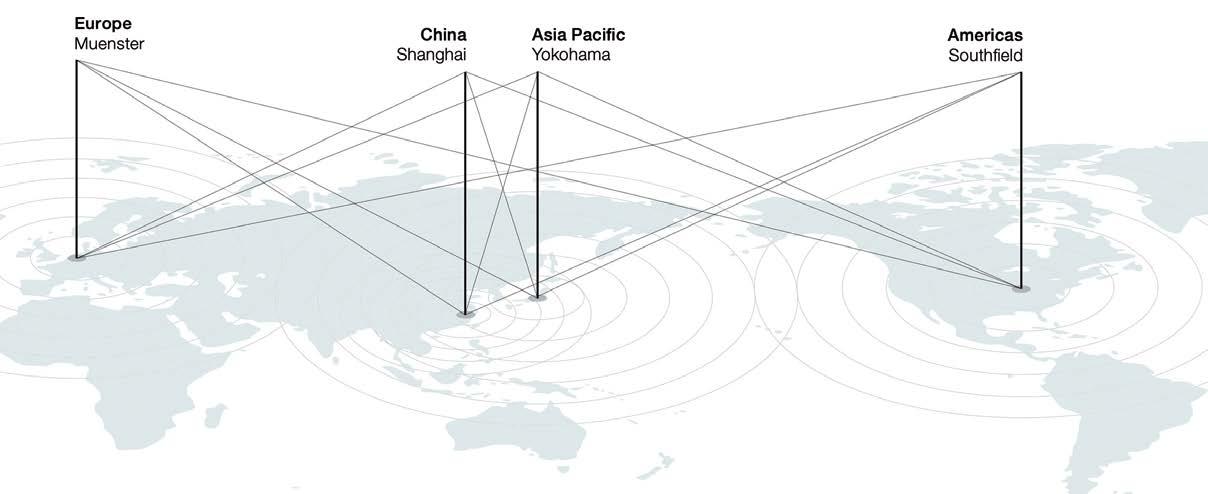
BASF Coatings is an industry leader in color design, with studios located in Asia Pacific (Yokohama and Shanghai), EMEA (Muenster), and Americas (Southfield).
Automotive OEMs worldwide rely on these colour insights from BASF Coatings to guide future model development, with some colours expected to appear on vehicles in as soon as two years. Among the 45 colours in the collection, BASF Coatings’ colour designers have spotlighted three regional key colours for EMEA, Asia Pacific, and the Americas that reflect cultural and technological shifts unique to each region:
TESSERACT BLUE in EMEA: extended blue with a dimensional shift
TESSERACT BLUE is a vivid blue with green and violet highlights, created through advanced interference pigments. Inspired by geometric abstraction, TESSERACT BLUE delivers a multidimensional surface experience that challenges perception and creates visual depth.
“We see that overlapping dynamics, such as climate changes and social fragmentation, are creating visible and symbolic voids and reshaping social norms,” said Mark Gutjahr, Global Head of Automotive Color Design at BASF Coatings. “In this context, TESSERACT BLUE represents a change in perspective – what we call ‘filling the voids’. It offers a harmonious vision for automotive surfaces with inclusive, forward-looking solutions.”
PHYGITAL MAGNETAR in Asia Pacific: the still surface of accelerated progress
PHYGITAL MAGNETAR is a warm, fluid metallic shade with bright white highlights. It captures the region’s duality: relentless innovation on the
one hand, and a strong desire for calm and clarity on the other. Using advanced two-coat technology, PHYGITAL MAGNETAR bridges the physical and digital worlds with a smooth, liquid-metal effect.
“We were inspired by ongoing conversations around ‘innovation fatigue’ in the Asia Pacific region,” said Chiharu Matsuhara, Head of Automotive Color Design for Asia Pacific at BASF Coatings. “With its calm, expressive surface, PHYGITAL MAGNETAR creates a space where innovation becomes invisible, and design quietly redefines the future.”
AUXETIC NEUTRAL in Americas: where neutrality becomes identity
AUXETIC NEUTRAL is a rich, culturally inspired brown that redefines neutrality as a bold design statement. Its clean sparkle adds vibrancy and depth, creating a tactile, multidimensional surface. The colour draws influence from both fashion and industrial design. “Design today is less about individual authorship and more about collective expression,” said Gutjahr. “Neutrality — and even ‘anonymous authorship’ — have become tools for inclusivity, allowing diverse voices to coexist and shape identity. AUXETIC NEUTRAL reflects the desired qualities to navigate through this period, being a colour that embraces complexity, openness, while remaining distinct and memorable.”




Each year, colour designers from BASF Coatings analyse global trends in fashion, consumer behaviour, technology, and nature. These insights shape the Automotive Color Trends collection and guide the creation of new concepts in colour, surface, and texture.
Automotive OEMs worldwide use these insights to design and plan future models, supported by BASF Coatings’ expertise in digital and virtual colour tools. A notable example is BURSTING BLUE, introduced by BASF Coatings in a previous collection, which has since become a widely adopted colour on the road.








The ELETTROSPRAY® manual and automatic painting equipment both for liquid and powder paints application are fully designed and made by RAVARINI CASTOLDI & C. S.r.l. and are on the market since 60 years.
ELETTROSPRAY® electrostatic generators in particular represent a “unicum” in the solvent and water based painting equipment market.
The ELETTROSPRAY® are compliant with CEI/CENELEC standards to guarantee the maximum working safety.



dive@ravarinicastoldi.it
www.ravarinicastoldi.it
Federico Melideo ipcm® Academy
Advanced technical training, hands-on experience, and continued professional development: in 2025, ipcm® Academy – the training division of ipcm®_International Paint & Coating Magazine – has supported over 75 professionals from 40 companies across various sectors where surface coating and finishing processes are critical, consolidating its role as a leader in skills development within the industry. Building on its achievements, ipcm® Academy is preparing for 2026 with a new course calendar, always pursuing its commitment to training new Industrial Surface Finishing Process Technologists.
In recent years, the surface treatment sector has undergone a profound transformation, driven by demands for technological innovation, sustainability, digitalisation, and higher quality standards. Within this scenario, ipcm® Academy has continued to promote the dissemination of advanced technical skills, aware that nowadays, training provides not only a competitive advantage but rather an essential condition for ensuring quality, efficiency, and production continuity.
2025 has confirmed this trend: with over 75 students and 40 companies participating, ipcm® Academy has consolidated its position as a leader in the field of technical training for the surface treatment industry. Participants came from a wide range of industrial sectors for which finishing is a strategic element of competitiveness: contract coating, electroplating, corrosion protection, raw material and coating production,

doors and windows, metalworking, automotive, railway, furniture, small parts, valves, medical devices, electrical components, armaments, lighting, air treatment, sublimation, and distribution of industrial finishing technologies. Such a diverse range of firms and professionals testifies to the cross-cutting nature of the skills required by the market and confirms the role of ipcm® Academy as a specialised technical centre of excellence for the entire sector.
The 2026 calendar covers the entire training offer of ipcm® Academy, with new dates for the Industrial Surface Finishing Process Technologist course.
March
- Thursday 12 March: Corrosion
- Thursday 19 March: Pre-treatment
- Thursday 26 March: Water treatment and purification
April
- Thursday 9 April: Application of powder coatings
- Tuesday 14 April: Coating application on plastics
- Thursday 16 April: Application of liquid coatings
- Thursday 23 April: Inspections
- Thursday 7 May: Control methods, instruments, and practical tests
- Friday 8 May: ACET test; visit to the Innovhub laboratories
- Thursday 14 May: Plant and equipment
- Thursday 21 May: Failure analysis, maintenance, and safety
- Wednesday 27 May: Industrial PVD coating – part 1, theory
- Thursday 28 May: Industrial PVD coating – part 2, visit to the Kenosistec coating centre (optional)
- Tuesday 9 June: Coil coating
- Thursday 11 June: Process control documentation, investment management, and practical activities
- Friday 12 June: Process control documentation, investment management, and practical activities
- Tuesday 16 June: ISO 12944 standard
- Tuesday 30 June: Final examination
September
- Thursday 17 September: Corrosion
- Thursday 24 September: Pre-treatment
From the left:
Some course participants visiting the Innovhub laboratory in Milan during the day dedicated to the ACET test.
Lecturer Pasquale Roberti during the lesson ‘Control methods, tools, and practical tests’.
October
- Thursday 1 October: Water treatment and purification
- Tuesday 6 October: Coating application on plastics
- Thursday 8 October: Application of powder coatings
- Thursday 15 October: Application of liquid coatings
- Thursday 22 October: Inspections
- Thursday 29 October: Control methods, instruments, and practical tests
Friday 30 October: ACET test; visit to the Innovhub laboratories
- Tuesday 10 and Wednesday 11 November: Industrial PVD coating
- Thursday 12 November: Plant and equipment
- Tuesday 17 November: Coil coating
- Thursday 19 November: Failure analysis
- Thursday 26 November: Process control documentation, investment management, and practical activities
- Friday 27 November: Process control documentation, investment management, and practical activities
December
- Tuesday 2 December: ISO 12944 standard
- Friday 4 December: Final examination
Looking to the future of technical training
Participating in ipcm® Academy’s courses means embarking on a comprehensive training path that combines theory and practice, develops technical and specialist skills, and trains high-level professionals in the surface treatment sector, with an immediate impact on companies’ technical growth. For years, this sector has relied almost exclusively on practical experience without well-organised, up-to-date training programmes. Today, however, with increasingly complex processes, materials, and regulations,

companies require people with structured and state-of-the-art skills. The ipcm® Academy courses meet this need through technical and practical programmes that allow participants to specialise regardless of their educational background and enable companies to enhance their employees’ skills, ensuring uniformity, quality, and safety in production processes. Attendees can apply the knowledge acquired directly to corporate processes, thereby improving their companies’ production efficiency, competitiveness, and innovation capacity. They stay up to date on technologies, materials, and regulations, which are essential for ensuring quality, safety, and sustainability. In addition, they expand their professional network by interacting with companies from different industrial sectors and exchanging information on best practices.
Thanks to a teaching staff with many years of direct experience in the field, structured teaching programmes, the participation of
leading companies, and the concrete results achieved by past participants, ipcm® Academy confirms its position as the national benchmark provider of training courses for industrial surface finishing specialists.
For further information, visit the official ipcm ® Academy website: www.ipcmacademy.com
Manuela Casali
UCIF – Italian Surface Treatment Equipment Manufacturers’ Association, Milan, Italy
ucif@anima.it
The Data Act (Regulation (EU) 2023/2854), which came into force on 12 September 2025, marks the beginning of a new era for European industry. The objective is clear: to make data generated by connected products accessible, shareable, and usable in a transparent manner.
This revolution also closely affects Italian manufacturers of finishing systems, who are called upon to rethink processes, technologies, and relationships with customers and suppliers with digitalisation in mind.
With the Data Act, the European Union seeks to create a more open and competitive data market, where information becomes a shared asset and a source of value.
This Regulation aims to:
ensure fair access to data, allowing users to read, transfer, and utilise information produced by machines;
avoid technological lock-in, i.e. dependence on a single supplier or platform;
foster innovation, paving the way for new data-driven services and business models;
protect privacy and industrial know-how, carefully balancing transparency and security.

Designing ‘data-ready’ machines: new-generation machines must be built to enable data access via open APIs (Application Programming Interfaces) in line with the ‘data-by-design’ principle. In practice, data management becomes an integral part of design: hardware and software must communicate openly and securely, in line with European regulations. Reviewing contracts and service agreements: contractual agreements and SLAs (Service Level Agreements) also need to evolve to ensure transparency, continuity of data access, and protection of know-how. This also involves reviewing licences, terms of service, and relationships with technology providers.
New data-driven services: data access and sharing pave the way for new forms of value, such as predictive maintenance, machine benchmarking, performance analysis, and usage-based billing models. For manufacturers, this is an opportunity to move from a product offering to an ecosystem of digital services that improve customer efficiency. Data governance and security: with more data in circulation, the need for robust data governance is also growing. Companies need to define clear management, protection, and control procedures, train staff, and adopt technological tools to reduce legal and IT risks.
For Italian manufacturers, the Data Act is not just a regulatory requirement but also an excellent opportunity for growth and differentiation. Those who can adapt will be able to:
innovate their business models by offering high-added value digital services;
strengthen their international competitiveness by aligning themselves with European standards;
build new partnerships with cloud providers, IIoT platforms, and research centres.
The Data Act marks an essential step towards a more open, transparent, and interconnected industry. For finishing plant manufacturers, this means investing in technology, training, and data culture, but also opening up to new opportunities for innovation and collaboration.
Those who act in time can turn this challenge into a lasting competitive advantage.



The 8th edition of Global Industrie will take place from March 30 to April 2, 2026, at Paris Nord Villepinte, France.
Global Industrie returns in 2026 for its 8th edition, reaffirming its position as Europe’s leading industrial event. A true catalyst for ideas, innovation, and cooperation, this major event brings together all key industry players - manufacturers, regions, federations, associations, and economic and political leaders - for four days of inspiration, dialogue, and action to shape the industry of tomorrow.
Across its 14 complementary sectors, Global Industrie provides companies with tangible opportunities to grow and evolve. The event enables participants to expand their business and connect with over one million qualified prospects, discover major innovations, and engage with key investors and suppliers. It also offers a valuable platform to attract and recruit new talent while anticipating both technological and societal transformations shaping the industry’s future.
Global Industrie thus positions itself as a driver of innovation, performance, and industrial sovereignty, while highlighting the diversity of talents that fuel the sector’s collective energy.
In 2026, the exhibition will spotlight the interconnections between industrial technologies, creativity, and the Made in France movement.
“Let’s promote a positive outlook on industry! That will be the key theme of the 2026 edition, which - while acknowledging the challenges faced by the sector - aims to shed light on the positive actions undertaken by companies, such as the modernization of industrial tools across several sectors, decarbonization, youth employment, and gender diversity,” says Sébastien Gillet, Managing Director of GL events exhibitions industries.
On the eve of its 8th edition, positive signs point to renewed industrial growth: French GDP is expected to rise by 0.8% in 20251, manufacturing output rebounded by 3.5% in June2, and a €500 million program from Arkéa Banque and Bpifrance will support SMEs and mid-sized companies in the defence sector3.
A New “Booster” Space – Everything Connected
In 2026, Global Industrie Paris will introduce the Booster Area, designed to guide manufacturers toward immediately actionable solutions. Its goal is to connect visitors with the right partners, identify quick responses to
1 Source: Insee – Economic Outlook Note – September 2025
2 Source: Insee – Industrial Production Index (IPI) – June 2025
3 Source: Bpifrance
strategic challenges, and provide personalized support. At the heart of this setup, a central hub will offer a guided pathway and a mapping of key players according to companies’ needs - research, funding/investment, international development, skills, and consultancy - structured around five thematic clusters within the Booster space. Surrounding this hub, twenty startups will showcase operational solutions addressing current industrial transformation challenges. They will be selected in November 2025 following a call for expressions of interest. The area will also feature short workshops, expert meetings, and dedicated booths to encourage direct exchanges.
Digital Technologies Village
This area will host companies offering solutions in AI, 5G, cybersecurity, data, edge cloud, and digital twins. It will spotlight technologies transforming machine control, data collection, automation, data analysis and optimization, and security enhancement.
Entrepôt Connecté by GI
After a successful debut in Lyon, the Entrepôt Connecté by GI returns to Paris, inviting visitors to experience a warehouse of the future, where technology revolutionizes logistics and handling. The exhibition will showcase optimized workstations for order preparation, tools to visualize real-time performance indicators, and solutions designed to enhance ergonomics and workplace safety.
For further information: www.global-industrie.com

The UCIF conference dedicated to surface finishing and treatment will take place in Milan on 20 May 2026. The deadline for abstract submission is 20 December 2025.
UCIF - the Italian Association of Surface Finishing Equipment Manufacturers - announces the opening of the Call for Abstracts for SMART’26, the annual conference focused on innovation in the surface treatment sector.
The event will be held on Wednesday, 20 May 2026, from 9:30 a.m. to 5:30 p.m., at the Fondazione Cariplo Conference Centre in Milan. It will bring together UCIF members, representatives of industry associations, and both national and international companies.
The conference title, “Sustainability is Value Creation: How Innovation, AI, and Digitalization Drive Change,” serves as a prompt inviting companies to share concrete experiences, insights, and proposals that turn transformation into competitive advantage.
Eligibility criteria and submission guidelines
Abstracts must have technical, non-commercial content and fall within at least one of the following thematic areas:
Technical and cultural innovation (solutions for plants, machinery, or products; new construction or process technologies; organizational innovations).
Sustainability (environmental: reduction of energy consumption, CO2, and impacts; social: people’s well-being; economic: efficiency, circularity, regenerative approaches).
Digitalization (smart factory, productivity, flexibility, IoT, ML, Big Data, robotics, AR, cybersecurity, simulations, 3D printing, virtual commissioning).
Artificial Intelligence (applications in design, development, manufacturing, and management: automation, data analysis, virtual assistance, image/voice recognition, translations).
Each proposal must indicate the thematic category, project status, practical application, and competitive advantage. Presentations should preferably be delivered in Italian, have a maximum duration of 20 minutes, and follow the SMART format that will be provided by UCIF in February 2026. Video materials may also be included. Abstracts must be submitted as a Word file and include the following information: presentation title, authors (with main speaker identified), contact details, thematic category, project status (production / development / research), and a text of up to 2,000 characters, summarizing the context and objectives, application, competitive advantage, and results achieved or expected.
Contributions must be sent to ucif@anima.it by 20 December 2025. The Scientific Committee will evaluate submissions from 20 December 2025 to 31 January 2026.
Authors of the selected papers will be notified by the end of January 2026. Final presentations and related materials must be submitted by 15 April 2026.
“SMART’26 was created to share ideas and real-world experiences. We invite companies to demonstrate how innovation, digitalization, and artificial intelligence can generate sustainable value - environmental, social, and economic - in finishing processes. Our goal is to share practical tools and foster collaborations that help companies compete more effectively, both in Italy and abroad,” said Daryush Arabnia, UCIF President.
For further information: www.smart-ucif.it

The ESTAL Congress took place from October 1 to 3, 2025 in Thessaloniki (Greece).
Both the extensive program and the personal, professional discussions provided important inspiration for all participants. The experts on and off stage contributed their extensive experience, transforming the congress into a practical platform for technology transfer at the European level. The focus of the biennial ESTAL Congress was primarily on current developments influenced by decisions of the European Commission, such as the aluminium value chain in a changing Europe or the impact of new EU construction regulations on aluminium surface treatment and global market trends.
The keynote speakers addressed the competitiveness of the European aluminium value chain in the current global trade context, while the European Commission and industry experts gave an overview of the EU legislative context.
Special attention was paid to innovations in resource efficiency and industrial emissions, to improve the sustainability and reduce the carbon footprint of the aluminium surface treatment value chain.



Then, several presentations dealt with innovative products and finishing processes, including colour innovation, nanoparticle-enhanced anodic oxide coatings, conversion treatments of 3D-printed aluminium, and artificial intelligence applied to painting lines.
Finally, several presentations dealt with powder coating and anodising of recycling-based aluminium alloys, which is fundamental to the decarbonisation of the aluminium value chain.
The organizers sent a strong message with this year’s keynote speaker at the beginning of the second day of the congress: Yannis Maniatis, Vice President of the Progressive Alliance of Socialists and Democrats (S&D), Member of the European Parliament, and former Minister for the Environment, Energy and Climate Change. He provided professional insight into the “Aluminium Sector at a Crossroads: Challenges and Opportunities in the Context of Ecological and Strategic Transition.” Maniatis’ participation impressively underscores that aluminium value chain issues are being politically recognized and addressed in the EU, and highlights the bridge-building between industry and politics.
The ESTAL Congress also offered an excellent opportunity to deepen cross-border contacts and strengthen networks. The event attracted experts from a wide variety of sub-sectors and facilitated an intensive exchange of views on current challenges and opportunities. The ESTAL Congress also scored highly with the large-scale exhibition of the numerous, diverse sponsors from the industry. Participants were able to engage in face-to-face discussions at the booths and discuss future challenges.
Various accompanying events, such as an impressive visit to an aluminium recycling facilities and various surface finishing lines from Alumil in Kilkis, approximately 50 kilometres away, thrilled the participants. The conclusion after three impressive and highly dynamic days of events: The ESTAL Congress once again set important standards for the surface finishing industry. It brought together trends, EU-wide requirements, and practical solutions in a compact program. The combination of face-toface meetings, political involvement, and technical excellence illustrates how Europe can grow together in the surface finishing sector – to the benefit of the industry, the supply chains, and the environment in every single country. Therefore, the conclusion can only be: it was a pleasure to have been there.
For further information: https://estalcongress.org

TRATTAMENTO ACQUE
WATER TREATMENTS
PREVERNICIATURA
E NANOTECNOLOGIE
COATING PRETREATMENT AND NANOTECHNOLOGIES
SGRASSANTI INDUSTRIALI DEGREASERS
SVERNICIANTI
PAINT STRIPPERS
At the PPG Innovation Deep Dive 2025 held at the Global Research & Development Centre in Allison Park (Pittsburgh, USA), PPG presented its global strategy for innovation, sustainability, and digitalisation to the international press. The event provided a comprehensive overview of the company’s path toward a more efficient and responsible future, culminating in a tour of its research laboratories and concluding with an exciting sporting event at the PPG Paints Arena in Pittsburgh.
On 8 November 2025, the ipcm®_International Paint&Coating Magazine staff took part in the PPG Innovation Deep Dive, an exclusive event dedicated to international media held at global coating manufacturer PPG’s Global Research & Development Centre in Allison Park, Pittsburgh (Pennsylvania, USA).
During the day, the PPG team took participants on an in-depth tour divided into three thematic sessions – Innovation, Sustainability, and Digitalisation/Artificial Intelligence – offering a comprehensive overview of the strategies and technologies with which the company intends to lead the future of the coating industry. After the talks, reporters also had the opportunity to take a guided tour of the facility, stopping at three labs devoted to protective and marine coatings, industrial coatings, and refinish solutions, to get a close-up look at the most advanced technologies developed by PPG’s research teams.
In the first session, David Bem, Senior Vice President, Science and Technology and Chief Technology Officer at PPG, explained that innovation is the primary driver of organic growth for the company. PPG responds to major market megatrends, from electrification and urban mobility to digitalisation and sustainability, with an approach that
combines innovation ‘inside the can’, with advances in coating chemistry, and ‘outside the can’, with process solutions and digital systems that support its customers’ operational efficiency.
Notable examples include PPG LINQ® and MOONWALK® systems, which reduce time and complexity in the coating and mixing stages, digital technologies for production process management, and the PPG SIGMAGLIDE® electrostatic application technology. PPG’s global R&D network, comprising 3,500 researchers in 75 locations across 22 countries, works closely with customers to create tailored solutions that improve productivity and differentiate value ‘inside and outside the can’.
In his speech, Peter Votruba-Drzal, Vice President of Global Sustainability, highlighted PPG’s achievements in the path towards its 2030 goals, which are based on reducing environmental impact and supporting customer productivity. In 2024, PPG reduced its Scope 1 and 2 emissions by 18%, Scope 3 emissions by 6%, and water consumption at sites located in highrisk areas by 28%. Additionally, products with sustainable benefits now account for 41% of total sales.
Among the most representative technologies, the Vice President of Global Sustainability mentioned the high-precision application process


developed in collaboration with Dürr, EcoPaintJet, which achieves a powder transfer efficiency of over 98% while reducing paint consumption by approximately 20% and energy consumption by 14%. In the Performance Coatings segment, PPG offers highly innovative and differentiating solutions, such as PPG STEELGUARD® 951, a patented and flexible technology that exceeds industry durability requirements, ensuring rapid curing even in off-site applications and excellent resistance to weathering and corrosion. Architectural coating solutions that are low in VOCs and formulated with bio-based components and recycled materials also reflect the company’s commitment to combining innovation, efficiency, and environmental responsibility. As VotrubaDrzal pointed out, “sustainability is not just an ethical goal, but a real competitive advantage for our customers and for PPG itself.”
The third session, led by Brad Budde, Vice President and Chief Digital Officer, showcased how PPG is integrating digital tools and artificial intelligence into every stage of its innovation process. AI is achieving exceptional results in complex tasks, gradually becoming a valuable ally in supporting and enhancing human work.
A concrete example is the Digital Twin tool, which is used to simulate formulations and performance, reducing physical testing and accelerating the time-to-market of new products. Other tools presented include the Color Visualizer, which allows users to view and compare different hue options to achieve a perfect colour match; Product Finder AI, which can identify the most suitable product for every specific application or production need; and Technical Service AI, which supports technicians and customers in troubleshooting by drawing on a vast database of experience, formulations, and technical articles built up over time.
AI also plays a strategic role internally: platforms such as ChatPPG

and Knowledge Navigator LLM help over 20,000 employees quickly find information, thus accelerating research, development, and product customisation. As Budde explained, ‘artificial intelligence does not replace people but amplifies their potential, enabling both our experts and our customers to focus on what generates real value.’
The day ended on a pleasant and exciting note at Pittsburgh’s PPG Paints Arena, where participants watched a hockey match between the Pittsburgh Penguins and the Washington Capitals. It was a thrilling match, with the home team securing a brilliant victory and offering the audience a moment of genuine excitement and team spirit – the perfect end to a day dedicated to sharing ideas, innovation, and a passion for technological excellence.


Over 21 countries represented, more than 900 robots installed worldwide, and two days of workshops, presentations, and networking: these are the highlights of the Lesta WORLD Meeting 2025. Held on September 25–26 at Lesta’s headquarters in Dairago (MI), the event brought together international partners and Italian system integrators to celebrate the company’s fifteenth anniversary and look ahead to future challenges together.
The event program combined technical and commercial insights with networking opportunities, aiming to foster genuine dialogue and shape the roadmap for the coming years.
The first day welcomed business partners from 21 countries, who discussed technical support, process optimization, marketing, and growth tools. The evening concluded with a memorable dinner aboard the steamship Lombardia 1908, a historic vessel that operated as a steamship until 1958 and has since been transformed into a floating restaurant on Lake Maggiore. During the evening, Lesta presented special awards to longtime partners who played a key role in the brand’s global expansion. During his conversation with international partners, Emanuele Mazza, Managing Director of Lesta, also highlighted the meaning of the company’s name, an Italian term that reflects its identity. “Lesta means speed (‘Lesto’ in Italian means ‘fast’ or ‘agile’),” he emphasized. “It captures who we are: quick to respond, fast in proposing solutions, capable of innovating promptly, and always keeping the customer at the heart of our decisions.”
The second day, dedicated to Italian system integrators who have collaborated with Lesta for years, focused on practical exchanges through case studies showcasing the application of painting robots across various industrial sectors, one-on-one meetings, and open discussions.
The WORLD Meeting was also an opportunity to showcase Lesta’s latest robotic, programming, and paint recipe management solutions: Lesta Recipe Manager, Lesta Lebot Picchio, Lesta Paint Studio 3.0, Lesta Production Manager, and Lesta Lebot DG with Lesta Gesture. These products reflect the philosophy of a company that continuously innovates and sees collaboration with its partners as the true engine of the future.
Lesta has built its identity on solid, concrete values that guide every decision and innovation. The efficiency of internal processes forms the foundation for the ongoing development of new products and the continual enhancement of existing ones, supported by increasingly sophisticated software and a strong focus on documentation and customer support.
The company expects results and high performance from its partner community, but above all, it values active participation: ideas, suggestions, even constructive criticism, because growth is a shared journey. This winwin approach drives Lesta: the success of its partners is inseparable from the company’s own growth.
Customer relationships remain the compass guiding every decision, while resilience, expertise, Italian creativity, trust in partnerships and continuous innovation serve as the guiding light.
The secret lies in maintaining the right balance between product, communication and services: three pillars that make Lesta a benchmark in the present and a company already looking to the future.
In conclusion, Lesta looks ahead with the conviction that the journey of the past fifteen years is only the beginning. In an ever-changing, competitive landscape, the company reaffirms its commitment to growing together with its partners.
For further information: www.lesta.it/en/





FILTRATION QUALITY - CUSTOMIZATION - INNOVATION
InnoTrans enters its 2026 anniversary year fully booked, more international than ever and with a wide-ranging programme.



Amilestone anniversary is fast approaching, with 30 years of InnoTrans to be celebrated in 2026. From 22 to 25 September, the 15th edition of the leading International Trade Fair for Transport Technology will welcome visitors to the Berlin Exhibition Grounds. Once again, Berlin will be the hotspot for tomorrow’s mobility, bringing together leading experts to exchange ideas on innovative concepts and smart solutions.
One year before opening, demand for InnoTrans is already strong. Covering a total area of 200,000 square metres, the exhibition space is fully booked, with particularly growing interest in the Railway Infrastructure segment. The AI Mobility Lab, which debuted in 2024, is also drawing significant attention. In 2026, it will again showcase companies and innovations in AI, robotics, cybersecurity and data protection for transport systems within a dedicated hall. A specialist stage programme and guided AI tours will complement the exhibition, offering visitors insights into AI-based solutions across all InnoTrans segments. International participation is also expanding, with over 200 first-time exhibitors already registered for 2026, many from Europe, China and India. As always, the InnoTrans Convention will serve as a key platform for dialogue, featuring high-level panels and expert discussions on current and future mobility topics. Central to this programme are the Dialog Forums, held daily at palais.Berlin.
InnoTrans 2026 will also feature a wide range of interactive formats, including the Mobility Cleaning Circle—a joint dialogue platform with CMS Berlin, the leading trade fair for cleaning and hygiene; the Railway Influencer Festival, where influencers and bloggers from around the world can connect with invited guests in a festival-like environment; and the InnoTrans Hackathon – AI on Track, which will bring together developers, startups and exhibitors to work on AI-driven transport solutions. With a strong focus on the future, InnoTrans will also showcase dedicated meeting points that connect companies with young professionals, including spaces for job postings, company pitches and talent-oriented presentations.
These initiatives underline the event’s role as a catalyst for innovation, collaboration and recruitment within the global mobility industry.
For further information: www.innotrans.de/de
From 7 to 9 October, the halls of BolognaFiere hosted the only international trade fair in Italy dedicated exclusively to the civil and industrial water sector supply chain.
The 2025 edition of Accadueo — the first and only international event in Italy devoted exclusively to the water industry supply chain — closed with record attendance: nearly 10,000 professionals (9,711) over three days.
Returning this year to BolognaFiere after the 2024 edition in Bari, the event brought together 220 exhibiting brands, more than 50 international buyers from India, Saudi Arabia, Morocco, Egypt, Libya, Ghana, Ethiopia, and Nigeria, and 28 utilities. Held from October 7 to 9, the fair proved to be a key occasion for professionals, companies, and institutions to exchange strategies and solutions aimed at improving water resource management in Italy.
“We are particularly proud,” said Paolo Angelini, CEO of BolognaFiere Water & Energy, “of the success of Accadueo 2025, which we believe stems from the uniqueness of the event and from its role as a platform for discussion and professional development for all players in the water industry. Over the three days, nearly 200 speakers took part in 50 sessions held in conference rooms created specifically for the event, drawing large audiences and stimulating lively, essential debate in a sector that represents 20% of Italy’s GDP.”
Numerous associations and institutions contributed to the success of the event: MASE, ANEA, REF, ISTAT, ISLE, IATT, AIDARA, and the Emilia-
Romagna Region, which also participated through ANBI, ART-ER, and ATERSIR. Together with CSDU, CSSI, CSEL, APCE, ANIE CSI, ANICA, AIAS, AII, and ASSOPRORETI, they organized conferences and workshops addressing pressing industry topics. Discussions focused on issues such as climate change, updates to European urban drainage regulations that will require infrastructure upgrades in Italy, new technologies for detecting and reducing water losses, and consumption metering. The topic of water reuse opened new horizons, including the use of sludge for energy production— an area expected to see new regulations soon. Significant attention was also given to technologies aimed at reducing the environmental impact of network maintenance and installation. The use of artificial intelligence for data processing and management, as well as the skills required for the sector, were further focal points of debate at BolognaFiere.
The next edition will take place at the Nuova Fiera del Levante in Bari on November 26–27, 2026, marking the 19th edition of Accadueo. Accadueo 2025 was held with the support of Philip Morris Italia, with Pam Saint-Gobain as Gold Sponsor and Gruppo CAP and Stantec as Silver Sponsors.
For further information: www.accadueo.com/en

During the PaintExpo trade fair, which will take place from 14 to 17 April 2026 at the Karlsruhe Exhibition Centre in Germany, global leaders, SMEs, and start-ups from the industrial coating sector will present themselves to the public, characterised by record levels of international participation.
Five months before the start of the trade fair, PaintExpo 2026 is shaping up to be something special: more than 360 exhibitors have already booked their spot at the world’s leading trade fair for industrial coating technology. This means that around 90 per cent of the available 30,000 square metres of exhibition space has already been snapped up.
Particularly pleasing: some 54 per cent of exhibitors are from abroad. Companies from a total of 26 countries will be represented. The countries with the highest number of exhibitors include Italy, Türkiye, France, Switzerland and Poland.
“We are delighted that PaintExpo is once again attracting such strong international interest,” says Carmen Bender, Project Director of PaintExpo.
“The fact that companies from countries such as Cyprus, Egypt and Vietnam have also registered this year shows how global industrial coating technology has become. This diversity brings together new opportunities, technologies and markets, confirming PaintExpo’s status as the meeting place for the global industry.
In addition to its proven trade fair concept, PaintExpo 2026 will feature a futuristic innovation: the Friday will be dedicated to a particularly important target group. Future graduates will be inspired by the variety of career opportunities in the paint technology industry – even those from unrelated fields of study. In collaboration with universities within a
200-kilometre radius of Karlsruhe, students from fields such as electrical engineering, process engineering, mechanical engineering and software development are invited to take part. A keynote speech with crossindustry relevance, guided tours to selected exhibitors and practical examples at the stands will demonstrate how versatile a career in coating technology can be. The concept is supported by the PaintExpo advisory board and offers interested exhibitors the opportunity to showcase themselves to potential young talent.
Thanks to the close cooperation between Leipziger Messe and Messe Karlsruhe, exhibitors and visitors will benefit from optimised processes on site next year. Modern infrastructure measures and the reopening of car park P3 will ensure smoother access and a more comfortable trade fair experience overall.
The ticket shop for PaintExpo 2026 is now open. Those who register early can take advantage of convenient online booking, avoid waiting times on site and plan their visit to the trade fair in advance. It is also a good idea for exhibiting companies to inform their customers and partners that tickets can be purchased now: www.paintexpo.d/ticketes.
For further information: www.paintexpo.de/en/
























Endurance, a long-standing Italian automotive parts manufacturer, has embarked on a major shift towards electric mobility by investing in automated production technologies, including three state-of-the-art cleaning systems supplied by DBM Tecnologie, not only to achieve high cleaning standards for electric motor components but also to improve operational and maintenance comfort for its workers.
‘Electric revolution’: this is how we define the transition from combustion engines to electric motors in the automotive sector. This transformation reached a turning point in 2020 when stricter European CO2 emission targets came into force, prompting car manufacturers to launch plug-in hybrid and 100% electric models to avoid penalties. At the same time, the pandemic led to an overall decline in vehicle sales; however, the electric sector held steady and began to grow in percentage terms, particularly in Europe and China. Simultaneously, national plans were launched to expand public
charging infrastructure. Italy has also embarked on its own revolution, although somewhat later than other countries. As highlighted by Il Sole 24 Ore in an article published in June 20231, this country, with its long tradition in the automotive sector and consolidated expertise in producing high-quality vehicles, has the potential to lead this transition if investments in technological innovation are strengthened.
1 https://www.econopoly.ilsole24ore.com/2023/06/20/auto-elettriche-italia-evoluzione/?utm_source=chatgpt.com&refresh_ce=1
This is a key factor in promoting the recycling of components, the conversion of SMEs in the supply chain, and the retraining of the workforce. Such conversion is therefore essential to keep pace with a change that involves not only the production chain as a whole but also the mindset of companies with a long tradition in manufacturing parts for combustion engines, such as Endurance Overseas, which specialises precisely in the production of engine and gearbox components.
“Without the diversification of our customer portfolio that we began in 2008 and without the conversion to electric mobility that we undertook in 2020,” states Andrea Tarditi, Technical Director of Endurance, “we would probably have followed the decline in production that is characterising, as well as others, Italy’s national car manufacturer and its supply chain.” A long-standing supplier to Fiat (now Stellantis), Endurance launched a development strategy five years ago, based on constant investment in technological solutions, which now enables it to also compete in the electric-oriented automotive sector. A part of that was the installation of three high-performance, high-tech cleaning systems supplied by DBM Tecnologie Srl (Casale sul Sile, Treviso, Italy).
“The electric and hybrid automotive sectors,” Tarditi emphasises, “require extremely high cleaning standards, which pose a significant challenge for two reasons. The first is the customers’ lack of knowledge of the product. Although they have extensive experience in combustion engine mechanics, they are still unprepared for the peculiarities of this new technology and therefore tend to raise the bar in terms of cleanliness requirements for greater safety. The second relates to the greater critical issues arising from any surface residues remaining on components, which can cause serious problems inside the motor, such as electrical short circuits or functional defects.”
Endurance’s history is closely linked to that of the Turin-based car manufacturer, which guided its development through commercial agreements until at least the first decade of the 2000s. “Our business began in the 1970s with the first factories built between Chivasso and Lombardore (Turin) for foundry and machining operations on

Opening photo: focused on automotive components, Endurance Overseas is the holding company that manages the Group’s operations in the EMEA region.
The TL tunnel cleaning system installed by DBM Tecnologie at the Endurance plant in Lombardore (Turin).

components intended for the automotive and agricultural industries,” says Tarditi. “Following the agreement between Fiat and General Motors in 2000 and the subsequent opening up of the American and German markets, we began supplying Opel plants in Germany. From that moment on, our development projects took on an international dimension. This prompted us to structure our company accordingly, adapting to the regulations and working methods of the automotive industry. In addition to ISO 9000 quality certification, we also obtained specific certifications for the sector, such as IATF.”
In a phase of strategic stalemate, it was once again the national car manufacturer that outlined the next step through further economic agreements. “At that time, Fiat and GM entered into an agreement with Tata Motors to develop plants in India dedicated to the production of Fiat engines and gearboxes for Tata vehicles. Fiat involved us in that project, asking us to establish partnerships with local suppliers, including Endurance Technologies, which operates in India and has a production structure similar to ours. After five years of fruitful collaboration, Endurance Technologies acquired 100% of our ownership in 2010.”
With the entry of a young CEO, Massimo Venuti, the company changed direction and diversified its customer portfolio, no longer focusing solely on Fiat and General Motors but also targeting major European OEMs. “The goal was to win their trust by proving the technical and qualitative performance of our components. We thus managed to become a supplier to Renault, PSA, Daimler, BMW, Volkswagen, and Audi, which was a great fortune for us. In hindsight, considering the advent of the electric revolution, I think that if we had not diversified back then, we would have been forced to downsize.” The support of the Indian owners provided a significant boost, and today, with seven production plants distributed throughout northern Italy, from Basso Canavese to Rovereto, and two in Germany, the Endurance Group continues to expand. “With a view to vertical integration, in May this year, we acquired a company specialising in industrial automation to further reduce the time needed to make offers and increase our competitiveness. We are focusing heavily on automation, as the impact of labour on part costs is becoming increasingly significant.”
The projects launched over the last three years reflect the profound disruption brought about by electric, hybrid, and plug-in motors in the automotive sector. “Until 2020, we heavily specialised in components for traction systems for petrol and diesel engine cars and gearboxes,” says Tarditi.


“The electric revolution required a significant conversion effort, with a 90-million Euro investment plan for infrastructure, warehouse expansion, increased production capacity in our foundries and mechanical departments, and the acquisition of new companies. We have integrated our foundries and machining departments with seven new product lines. We had to recalibrate our plants to make them more suitable for the electric and hybrid sector, and with a lot of hard work, we have managed to generate 50% of our turnover from this expanded sector (BEV-HEV-PHEV) since 2020.”
The production cycle begins with aluminium ingots melted in the company’s foundries to obtain die-castings, which are then moulded in robotic cells. The workpieces extracted from the presses are cooled with air or water, depending on their type, shape, and cycle time. Excess metal attached to the sprue is then cut off and deburred before shot blasting is performed with various types of shot depending on specific requirements. Afterwards, the parts are subjected to machining using an emulsion coolant-lubricant and then cleaned. The cycle ends with assembly and packaging, with functional checks, final visual inspections, and traceability checks performed on each component in between. “High production throughput,” emphasises Tarditi, “calls for reduced cleaning times. To ensure consistent results, we have invested in new, technologically advanced systems that can maintain stable levels during three daily shifts, equivalent to approximately 120 hours of cleaning per week. Most of our customers are manufacturers of electric and internal
combustion motors, as well as manual and automatic transmissions, all of which have delicate fuel circuits: even the slightest contamination can cause clogging. All parts must be cleaned in accordance with their specific designs, which include precise gravimetric and morphological specifications.”
site)
The partnership between Endurance and DBM Tecnologie began in 2024, following the company’s acquisition of an order for 800,000 units per year for the Volkswagen-Audi Group’s new generation of Pure Electric motors, to be produced at the Lombardore site. “We needed a relatively simple plant solution for this new project,” explains Tarditi. “As per our policy, we had selected two other suppliers, but after visiting DBM’s headquarters and assessing, also through audits, the soundness of its design and production operations and the reliability of its aftersales assistance, we decided to place our trust in its team.”
“For the Lombardore site, we designed and installed a TL series tunnel cleaning system,” says Alessandro Costa Laia from DBM’s technical sales department. “All plants in this series are compact in size, yet they guarantee excellent cleaning results, even on complex components. Thanks to centring devices, targeted high-pressure jets (up to 40 bar), silenced blow-off systems, loading and unloading manipulators, effective cleaning can be achieved both between phases, as in this case, and at


the end of the cycle. The result is a level of automation that is difficult to achieve with traditional lines.” The plant, which features a horseshoe layout, was designed for cleaning simple parts, such as brackets or motor mounts, which do not require fine cleaning. After drying, the components are sent directly to the control chamber for leak testing.
“The main difficulty was obtaining perfectly clean, dry, and cooled surfaces to reach a stable temperature before the parts enter the control chamber,” Costa Laia points out. “We worked intensively during the design phase to achieve the results required by Endurance, also drawing on its experience and know-how in the cleaning of mechanical components. We implemented some technical adjustments suggested by its team, which improved the machine’s accessibility and ease of use for operators and maintenance, as well as optimising the configuration of the human-machine interface.”
“The plant, ready for production, successfully passed the customer’s
audit checks a few weeks ago,” adds Tarditi. The Volkswagen-Audi delegation carried out a ‘two-day production’ check, i.e., a two-day inspection of the entire production chain for the part, from the foundry to final packaging, verifying our daily production capacity based on their order, the conformity of the design to the application requirements, and the compliance of the cleaned components with their quality specifications. With electrical components, these requirements apply not only to metal processing residues but also to non-metallic ones, such as for seals with tolerances in the order of 5 thousandths of a gram and a maximum contaminant particle size of 600 microns.”
While the cleaning plant for the Lombardore factory was still in the design phase, a new production need arose at Endurance. Since 2014, one of the main parts produced on three identical lines (with an average of 20,000 engines per week) has been a component for the VW 1500 EVO TF6 petrol engine; in 2018, market forecasts indicating a gradual


reduction in demand for combustion engines in favour of electric motors prompted the company to convert one of those three lines to produce components for electric mobility. “However, that prediction proved to be incorrect,” notes Tarditi.
“Last year, the customer asked us to increase production of the component intended for combustion engines to 24,000 pieces per week. We therefore had to design a new production line in an area of 3,500 m² in the Chivasso site, comprising fifteen machining systems, two cleaning systems (one performing an intermediate phase, similar to the plant installed in Lombardore, and a second one for the final cleaning stage, designed from scratch), and leak testing systems. For the cleaning operations, we turned once again to DBM Tecnologie, with a much more complex project this time.” The two new systems were installed in July and September 2025, respectively, and marked a further step forward in the technological collaboration between these two companies.
The second system installed by DBM Tecnologie for Endurance is an LST model with a rotary table, designed for the precision cleaning of parts arranged in fixed positions. “The LST series rotary table, water-based cleaning plants,” describes Alessandro Costa Laia, “are characterised by high operational flexibility and extensive process customisation options, in terms of both cycle time and type of treatment. They can clean and blow-dry even difficult-to-reach areas and can be easily integrated with internal and automatic handling systems, both for loading/unloading and for any intermediate machining operations. Other key features include the precise positioning of the indexing table, the accurate centring of parts during treatment, and the removal of vapours via a condenser.”
The system incorporates the same design principles as the tunnel installed in Lombardore, including a loading/unloading manipulator, cleaning, rinsing, blow-off, and drying stations with targeted nozzles, and an advanced filtration system. However, during the fine-tuning phase,
it became apparent that some improvements were needed: “We found that some components retained a higher than expected amount of contaminant,” indicates Costa Laia. “In agreement with Endurance, we therefore decided to carry out a technical upgrade of the machine so as not to compromise subsequent operations.” The conveyor now takes the components to the last cleaning system, the most complex and technologically advanced of the three installed by DBM Tecnologie for Endurance.
DBM Tecnologie’s TITAN series high-pressure deburring and flushing systems are designed to ensure the effective removal of loose burrs and residual chips even in difficult-to-reach surface areas, such as blind or intersecting holes. The working pressure can reach 1000 bar, enabling maximum effectiveness when applied to various materials. The parts to be treated are loaded onto dedicated trays and secured by pneumatic clamping systems that ensure correct positioning.
“In this case,” explains Costa Laia, “deburring is performed by the combined action of rotating cannulas, which penetrate the components and deliver high-pressure water, and two articulated robots programmed to remove the most stubborn particles. The processing equipment, with nozzles made of special high-strength material, is attached to the wrists of the robots, which operate according to programmed work sequences.”
During the design phase, the Endurance team requested a further

technological upgrade, which led to the replacement of the robots with the most powerful models currently available on the market, thus further improving the operational precision and overall durability of the plant.
Andrea Tarditi highlights the aspects that most impressed him about the partnership with DBM Tecnologie: “One of the elements I appreciated most is its internal structure, characterised by a strong practical component: in other words, those who design the systems are also able to personally oversee the installation and testing phases, responding in real time to customer requests and queries, and continuing to provide support even after production has started. This is not a given for all suppliers.”
Another strength is the thoroughness with which the DBM team approaches not only the selection of the most effective technology but also the design of ancillary technical features. “A significant example,” adds Tarditi, “is the soundproofing of the plant, achieved by insulating the entire structure and not just specific areas. This company has managed to give us something different from what we were used to: cleaning plants that are not only efficient and comfortable but also pleasing to the eye and ear.”
“We are proud,” adds Costa Laia, “to have met the expectations of a company like Endurance, whose experience in cleaning has allowed us to expand our design expertise even further.”
Tarditi concludes by emphasising that “for Endurance, every new project is a challenge but also an opportunity for growth. We do not
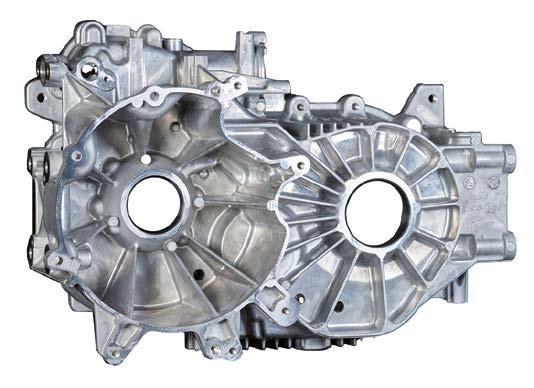
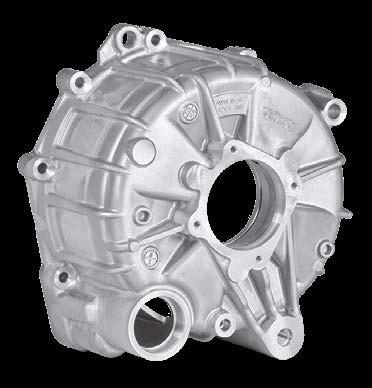
Most components are intended for electric motors and transmissions, which feature particularly sensitive circuits in which even minimal contamination can cause duct blockages.




simply manufacture components: we transform our customers’ designs to make each part even more efficient. The secret is to never take anything for granted: even when a process works, it does not mean it will forever. This is why we continue to invest in technology and people. We have recently been informed of plans to increase the production of components for electric motors, which will double their volumes. This will also mean doubling our number of lines and cleaning systems – for which we will continue to rely on DBM.”
Although, based on the data available, the hopes expressed in the Il Sole 24 Ore article cited at the beginning of this report remain largely unfulfilled, as Italy continues to rank among the lowest in European markets in terms of electric mobility penetration, there are nevertheless companies in the
supply chain, such as Endurance, which are moving decisively towards the mobility of the future thanks to a forward-looking industrial vision and constant investment in innovation.

Leading companies rely on vacuum distillation systems for the sustainable treatment of industrial wastewater.
Do you want to benefit from a zero liquid discharge production with VACUDEST aswell?
Since 1978, Figros
been manufacturing fashion accessories and metal components for the design and general industry sectors through die-casting and hot forging.

Figros, a manufacturer of metal accessories for the fashion industry, has been working with Rösler Italiana for years to optimise its vibratory roughing and finishing processes. Thanks to state-of-the-art equipment and a closed-loop water recovery system, the company has successfully combined production efficiency with environmental sustainability in a sector that is still largely uninterested in these objectives.
The surfaces of components produced in large industrial volumes often fail to fully meet the functional and aesthetic requirements of end users, particularly in demanding sectors such as fashion item and accessory production. That is why they must be subjected to specific finishing or treatment operations aimed at improving their aesthetic, technical, and performance characteristics.
Through dedicated technologies, these processes enhance the wear and corrosion resistance of components, extend their service life, improve their appearance, and optimise their functionality by reducing friction or enhancing coating adhesion, among other benefits. These results are achieved through carefully defined treatment methods that consistently guarantee high finishing quality without compromising dimensional
tolerances and the original geometry of workpieces, regardless of their complexity.
Among the most common mass finishing processes, vibratory finishing is widely used to clean, deburr, and polish metal accessories for the fashion, jewellery, accessory, and design sectors. This process involves placing the parts inside a vibrating machine, along with abrasive media and chemical compounds, to generate a combined action of friction and impact that produces a uniform, shiny surface finish on a large number of components simultaneously.
Despite a structural slowdown in the fashion industry, demand for increasingly higher-performance finishes is growing, thanks in part to companies in the supply chain with an innovative and forward-looking vision. Among these is Figros Srl (Barberino di Mugello, Florence), located in Tuscany, one of the Italian regions with the highest concentration of fashion districts, encompassing textiles, leather goods, and footwear. “Figros’ history is closely intertwined with that of fashion, with over 40 years of experience in the production of metal accessories and components for the creations of the biggest international brands,” says CEO Franco Barducci. “We also place the same efficiency, precision, and production capacity at the service of other sectors, such as automotive, interior design, and general industry, which find us to be a reliable and responsive partner in terms of both design and delivery times. We can produce customised moulds and start new production runs in just three weeks.”
Figros has recently restructured its organisation and invested in a new factory with a clear vision of sustainability, a goal that is generally still neglected in the fashion industry. “In a traditionally conservative sector, the first signs of recovery can only be consolidated through a real push towards sustainability and the creation of circular business models based on recycled materials, supply chain traceability, and low-environmental impact production processes. This approach is increasingly demanded by consumers and supported by European regulations, and it is establishing itself as a key competitive factor.”



The choice of the most efficient and innovative plant solutions, therefore, enables these pioneering companies to confirm their position as leaders in the sector. “Figros produces die-cast zinc alloys and hotforged copper and aluminium alloys. The latter process, in particular, produces rough edges and sharp corners that must be eliminated with various methods, such as vibratory roughing and vibratory finishing. We carefully select the most suitable type of treatment to obtain components that meet the expectations of our most demanding customers. To ensure near-perfect results, we have been collaborating for years with the Italian division of Rösler Oberflächentechnik GmbH, one of the world’s leading manufacturers of equipment, consumables, and services related to mass finishing and shot blasting technologies for a wide range of industries. Its Italian team assists us in selecting the most suitable plants and abrasives, as well as determining the optimal cycle times and methods to eliminate any defects generated by our processes, such as burrs, among others.”
Since 1978, Figros has been manufacturing fashion accessories and metal components for the design and general industry sectors through die-casting and hot forging. Founded by three brothers as a small artisanal business, it soon expanded due to the success of its

products, moving to larger and larger facilities until it reached its current 13,000-m² factory in Barberino di Mugello, which meets the most modern energy sustainability requirements thanks to a 500-kW photovoltaic system and a commitment to purchase electricity only from renewable sources.
After 40 years of steady growth, 2018 marked a significant turning point for Figros, which became part of AMF Group, an Italian conglomerate aiming for complete control of the supply chain in the luxury manufacturing and high-tech industries. AMF Group brings together seven companies, each a leader in its own field of specialisation. In addition to Figros, it includes Mimest, dedicated to the production of semi-finished products using MIM and 3D printing technologies; Made Black, specialising in coating and PVD treatments and already the subject of an article published in ipcm® in 20201; AMF/Necessories, active in the production of finished accessories for the fashion and luxury sectors; Italcatene and Chaines et Cie, both specialising in the manufacture of rope chains, gold medals, goldsmithing products, and jewellery; and Benelli Ademaro (Scandicci, Florence), the latest company to be acquired, producing metal components.
1 https://www.ipcm.it/en/open/ipcm/2020/66/74-84.aspx


“Currently, fashion accessories account for around 70% of our core business,” explains Barducci. “As for the remaining 30%, we also offer excellent services to the automotive, nautical, and design sectors, particularly in the field of lighting technology.”
Figros specialises in two key technologies: the hot-chamber diecasting of Zamak and hot forging. The former, one of the most widely used methods for producing metal components, combines technical versatility and economic efficiency. In this company, it is carried out using 11 new-generation automated lines with clamping forces ranging from 20 to 250 tonnes. “This technology consists of melting a metal and injecting it at high pressure into the cavity of a custom-designed metal mould,” illustrates Barducci. “It is particularly suitable for zinc alloys such as Zamak, as their low melting temperature (around 400 °C) allows for fast, energy-efficient production cycles.” Hot forging, on the other hand, is an evolution of traditional forging operations, involving the deformation of heated metal by pressing it between two shaped dies, which ensures excellent aesthetic results and superior mechanical properties. This process, widely used for brass and aluminium accessories for fashion and industry, is followed by cold shearing. Figros carries out both these activities in a dedicated
From left to right:
Figros utilises 14 vibratory roughing and finishing systems, as well as 2 drying machines, for the mass finishing of its components.
Various types of circular vibrators installed by Rösler.
Surface roughness is removed from semi-finished products through a combination of circular motion and the use of specifically selected abrasives.
department equipped with over 20 automatic presses. It also designs and manufactures its own moulds and dies in-house, selecting the most suitable materials and technologies tailored to each customer’s specifications. “We can supply both raw and semi-finished parts thanks to our CNC machining, drilling, threading, sandblasting, and vibratory finishing departments, as well as finished components that are surface-treated by us or other companies in the AMF group.” One of the aspects that has made Figros a benchmark in this highly competitive sector is its technical consulting activity, which sees it working alongside customers from the early stages of project development to streamline processes and optimise time and costs.
As part of a standard cycle in the die-casting department, the parts are deburred and then subjected to vibratory roughing to remove any surface defects generated in the previous stages. “There are instances where this process cannot be applied and must be replaced with thermal or manual deburring,” continues Barducci. “However, in most cases, we can carry it out by choosing the most suitable abrasives, times, and removal methods with the technical support of Rösler, to eliminate any defects or residues. Vibratory finishing, on the other hand, is a
subsequent operation that enables us to achieve a degree of quality and gloss that often makes more expensive processes, such as polishing, unnecessary. Indeed, although it can be partially automated, polishing largely remains a manual operation, making it more costly and less consistent. That is why we opt for vibratory finishing whenever possible.” This department handles both hot-forged brass parts, which are the majority, and die-cast Zamak parts. “Most of our competitors use different vibratory finishing machines for each type of material, thus limiting their flexibility: when the metal changes, there is a risk of leaving a plant idle. Thanks to the systems supplied by Rösler, we have overcome this limitation, as we can use the same machine for both brass and Zamak.”
The Rösler plant equipment
“We supplied Figros with 14 circular vibratory finishing machines from our Mini 120, STB 20, and ST14 TRH series and a TMD 11 drying system,” states Federico Milazzo, Sales Director at Rösler Italia. “Vibratory finishing
machines are a versatile and straightforward solution for accomplishing multiple finishing, deburring, smoothing, and polishing tasks using plastic, ceramic, porcelain, and vegetable granules as abrasives. Their operation is simple: a special flanged electric motor equipped with unbalanced weights is mounted in the centre of the unit and causes the entire tank to vibrate. The resulting rotation generates the typical abrasive-tool mix movement, removing roughness from the surfaces of semi-finished products. Each machine can also be equipped with peripheral devices for part loading and post-treatment.” The flat-bottomed tank made of carbon steel sheet ensures optimal immersion of the workpieces. The components processed in the 4 Mini 120 machines are extracted manually, whereas the 3 ST14 TRH systems have automatic unloading equipment. Both types feature a wear-resistant polyurethane lining with a thickness of 12 to 20 mm. All vibratory finishing operations are wet processes, and the parts must be dried before they can be fed into the following production process. “Rösler provides its customers with smart solutions that allow seamlessly and automatically connecting the drying

system to the vibratory finishing one while ensuring high performance and maximum energy efficiency. At Figros, we have installed a TMD 11 drying plant for this purpose. Operating in both batch and continuous flow modes, the systems in this series feature a spiral-shaped tank ensuring that all components are unloaded.”
Today, almost all vibratory finishing processes can integrate a water cleaning system that performs two-phase solid-liquid separation by using centrifugal force, allowing for the recovery of waste water. “For this plant,” continues Milazzo, “we have designed a closed-loop recirculation plant that allows recovering the water used in the vibratory roughing and finishing processes for both Zamak and brass parts, avoiding any contamination between the two materials. The sludge is centrifuged and separated automatically; the recovered water is supplemented with additives and returned to the vibratory finishing systems.”
“This project was one of the highlights of our collaboration,” Barducci

emphasises. “It gives us two key advantages: maximum production flexibility, as we do not have to worry about the type of material being processed, and sustainable, cost-effective water management.” For the Tuscan company, using state-of-the-art machinery is indeed a strategic choice in terms of both process quality and environmental sustainability.
Rösler also collaborates with Figros in selecting the most suitable abrasives based on the type of material, the required finish, the workpiece loading method, and the desired results. “Our company supplies not only process equipment but also the required abrasives, carefully chosen for their characteristics and size to avoid any jamming,” explains Milazzo. Specifically, these include ceramic and plastic abrasives, as well as chemical compounds for both vibratory finishing and water treatment. For the drying machines, on the other hand, Rösler supplies corn sawdust-based products that are particularly resistant and ideal for ensuring the best results.



“We are very proud of our partnership with Figros, which has become one of our best calling cards in this particularly competitive industry,” Milazzo concludes.
Figros’ commitment to driving change in the industry
Barducci adds that “Rösler is going to play a key role in one of the innovative projects we are launching: the goal is to replace, wherever possible, traditional polishing operations, which are costly and additional, with vibratory finishing processes, which are more effective in achieving the gloss degree required by customers – who, however, are not easy to convince to adopt processing methods other than those they are used to. This is another reason why the fashion world is sometimes perceived as a sector in decline, one that is reluctant to change. But at Figros, we prefer to talk about transition, because we believe that companies that manage to combine sustainability, technology, and craftsmanship will gain a real competitive advantage in the new global scenario.”
In this context, the most advanced industrial companies will undoubtedly require partners who can provide high-performance machinery, efficient processes, and sustainable solutions that meet the evolving needs of the supply chain and support technological innovation.

Axea is helping to build the factory of the future, where advanced automation and humans coexist. With ΔX, an integrated industrial automation system based on interconnected robotic cells, intelligent internal logistics, and remote control via virtual reality, every production process is synchronised in real time. Operators no longer perform manual tasks: they supervise a collaborative digital ecosystem, increasing efficiency, safety, and flexibility.
In recent years, the digital transformation of the manufacturing industry has heralded a profound paradigm shift. Processes that were once isolated and manual are becoming part of interconnected ecosystems where automation, data collection and processing, and artificial intelligence converge to make production more efficient, flexible, and intelligent. The contemporary factory is no longer a set of machines operating independently, but rather a living organism
in which every element, from robots to management systems, communicates and cooperates in real time.
In this evolving environment, even a mechanical process such as deburring has made remarkable technological leaps. Thanks to advanced robotics, the integration of MES-ERP systems, and remote control technologies, automatic deburring has become a key component of the smart factory, where precision, safety, and
In addition to automatic deburring, they can be used in sectors such as automotive, aerospace, defence, electronics, medical, energy, e-commerce, distribution networks, and retail.

operational continuity must coexist with the flexibility and autonomy typical of digital production.
Among the leading players in this revolution is Axea, which has been distinguishing itself for years in the design of high-precision automatic deburring and finishing solutions. Its smart and innovative technologies are designed to deburr a wide range of metal components, with a particular focus on light-alloy casting applications, where precision, consistent quality, and execution speed are essential.
Today, this London-based company is taking another step forward with ΔX (Delta X), a project that takes industrial automation to a systemic level: interconnected robotic cells, intelligent internal logistics, next-generation wireless communications, and virtual reality-based remote control. These technologies not only improve process efficiency but also redefine the role of humans in the factory, moving them from executors to supervisors and managers of an intelligent, collaborative production environment. ΔX solutions are extremely versatile. In addition to automatic deburring, they can be used in sectors such as automotive, aerospace, defence, electronics, medical, energy, e-commerce, distribution networks, and retail.
To explore this vision in greater depth and investigate how Axea is helping build the digital factory of the future, we interviewed Veronica Campidelli, the CEO of the Chinese subsidiary Marchesi Metal Tech Ltd Co - Axea Group, who spoke with us about how the ΔX technology is ushering in a new era for industrial automation.
How did you develop your offer for the manufacturing industry, starting with automatic deburring solutions? What are your most recent innovations?
Veronica Campidelli: “The next phase of our journey focuses on cell integration and on production department autonomy. Today, each robotic cell is connected to the others via automated handling systems or AGVs, creating coordinated and autonomous networks. It is no longer just a matter of automating a single process, but of creating a truly digitally connected production ecosystem in which machines collaborate, self-regulate, and communicate in real time. The operators are not replaced; they take on a new role: no longer performing the physical operation, they supervise and manage the systems, exponentially increasing productivity. This is Axea’s vision. Our ΔX solutions extend automation to a systemic, remotely controlled level across the entire production environment. Indeed, our guiding principle is ‘We bring the hands you need’."

How does ΔX fit into this transformation?
“With ΔX, we enter the world of advanced production intelligence, where robotics, digital integration, and automatic internal logistics technologies converge. It is the natural evolution of ΔX’s experience in precision automation: starting from contexts where MES and ERP systems are already integrated, our solution helps upgrade the data transmission system and introduces remote control of robots via virtual reality (VR) platforms and smart internal logistics. This ensures complete automation of a department or an entire production process. A highly versatile solution for the Italian market can be the automation of departments dedicated to machine tools.”
Why is MES-ERP integration so crucial in this context?
“Because it transforms needs and decisions into action. The MES (Manufacturing Execution System) manages production activities in real time, while the ERP (Enterprise Resource Planning) coordinates orders, planning, and logistics. The constant exchange of information from the ERP allows machines to receive precise instructions, coordinate with each other, and operate collaboratively, making production synchronized and adaptive. Today, modular and scalable solutions make this integration accessible even to small and medium-sized enterprises, no longer just large industries.”
What technological innovation can be deployed to address the issue of latency and data transmission in automated factories and remote control systems?
“In addition to implementing an MES system, a fundamental condition for automating a department is fast, stable, and continuous communication among machines, sensors, and control devices. When data lags or is interrupted, coordination among robots, CNC machines, and logistics systems can be compromised, reducing efficiency and safety.
The new Wi-Fi 6 and Wi-Fi 7 technologies offer ultra-fast, stable connections, with actual speeds of up to 10 Gbps and latencies of less than a millisecond. This ensures real-time synchronisation among robots, machines, and control systems, enabling remote and collaborative operation. These innovations finally make complete and secure wireless control possible, paving the way for truly collaborative, remote operation, one of the technological pillars on which ΔX is focusing.”



Atos SpA, a company operating in the electrohydraulics sector for almost 70 years, has recently integrated a KP 400HMA cleaning system supplied by IFP Europe into its production process. The new custom-designed plant, based on closed-loop modified alcohol technology, optimised the cleaning of the most complex electrohydraulic components, increased productivity, and reduced waste, while its final oiling phase ensures maximum protection for parts intended for storage.
Electrohydraulics is a branch of industrial automation that combines electronic and hydraulic systems to precisely control movement and power in a wide range of applications. Atos SpA (Sesto Calende, Varese, Italy) has been operating in this sector for almost seventy years, supplying electrohydraulic parts worldwide. Often underestimated in the technological landscape, hydraulics is a fundamental element in numerous production processes, from plastic and metal moulding to power generation and mining. In many fields, it allows high forces to be generated from relatively low input energy, a result that is difficult to achieve with purely electrical or pneumatic systems.
At the same time, due to the high level of precision required, the cleanliness of surfaces in contact with hydraulic fluids is a determining factor for the reliability of these plants. The presence of impurities or metal particles, even of micrometric dimensions, can cause wear or damage to components and compromise the operation of high-value industrial machinery. Such extremely low tolerances and high quality requirements imposed on hydraulic components make all treatment phases essential – and, among them, cleaning plays a crucial role for Atos, which chose to rely on the expertise of IFP Europe (Galliera Veneta, Padua, Italy).
The foundation and evolution of Atos
Established in 1957 by engineer Luciano Crespi, Atos quickly established itself in the electrohydraulics industry by manufacturing hydraulic components in Cinisello Balsamo (Milan, Italy). As production demands increased, the company relocated its headquarters to Sesto Calende, where it remains today. In 1994, it launched an ex-proof line designed for use in potentially explosive environments. In the early 2000s, it began manufacturing the first valves with integrated digital electronics, becoming a leading international player in digital electrohydraulics.
Today, Atos operates in over 80 countries and has 8 production sites in Italy, China, the United States, and India, employing around 750 specialised staff and continuing to develop and grow.
“One of Atos’s distinctive features is its ability to combine the flexibility and responsiveness typical of a private company with the characteristics and organisation of a multinational group,” states Paolo Maruca, Group Marketing Director. Today, Atos’s offering consists of three main product lines: industrial, explosion-proof, and stainless steel, covering a wide range of applications and sectors. “In recent years, hydraulic components have also enjoyed strong growth in the energy industry, since almost all renewable energy sectors need mechanical elements that include a significant percentage of hydraulic components, as in the case of wind turbines for blade angle control,” adds Maruca. The ex-proof range is dedicated to the mining and oil & gas sectors: it is designed and explicitly certified for installation in potentially explosive




environments, such as in tunnel construction or mining excavation work. Finally, the stainless steel range is conceived for applications in highly demanding environments such as the marine, chemical, and food industries.
What sets Atos apart in the electrohydraulic components sector is its innovative approach, summed up in the slogan ‘The Smart Electrohydraulics’. “Atos was the first company in the industry to believe in digital technology applied to hydraulics,” says Daniele Chiccoli, Group R&D Technical Director. “As early as the early 2000s, it was developing algorithms for control, programming, and diagnostics, which are key features of our high-end products.”
The digital valves produced by Atos are equipped with a USB port or Bluetooth to connect to devices such as smartphones or computers and be controlled remotely, displaying settings and managing diagnostics. “Our R&D department is also working on the development of predictive maintenance algorithms that will be integrated directly into the valves’ control electronics,” Chiccoli says. “This technology will allow each valve to autonomously assess the component’s performance level over time and send an alert signal before a failure occurs. This will enable prompt intervention, avoiding sudden and costly machine downtime.”
At Atos, quality is the company’s mission at all levels. Its constant commitment to analysing and optimising production processes, together with the advent of new technologies, has led it to set itself the goal of raising its cleaning quality standards even further. This resulted in the adoption of a KP 400HMA system from IFP Europe, installed in 2023 following an
in-depth analysis and the customisation of specific plant components. Atos’ need for a high-performance, rigorous cleaning process stems primarily from the complexity of its valves, which feature internal micro-ducts that are difficult to reach, making it challenging to remove the smallest processing residues and achieve optimal cleanliness. The IFP cleaning machine serves several processing lines, some consisting of transfer machines for large-batch production (5,000–10,000 workpieces at a time) and others comprising lathes and single-spindle machining centres for producing small quantities or customised parts. These make both valve bodies, which are the main elements, and spools, i.e. the electronically controlled sliding devices responsible for hydraulic movement through the valves’ internal ducts. These components also vary significantly in size and weight, characterised by high-quality castings and geometries ranging from a few centimetres to considerable dimensions.
The cleaning cycle begins with manual loading of the 3 baskets coming from the lapping station onto a two-level roller conveyor. Depending on their shape, the workpieces are positioned horizontally or vertically to allow the cleaning liquid to drain without the need for additional clamping systems, as their own weight ensures stability during the process. The baskets are initially taken along the lower part of the conveyor belt to avoid contaminating the already cleaned parts as they leave the plant, then move up to the upper level to enter the cleaning chamber and start the cycle with pre-set parameters. The first stage is a preliminary cleaning operation, during which the modified alcohol penetrates deeply. Thanks to the tilting movement and the combined action of


ultrasound, the fluid reaches even the innermost cavities of parts, which are carefully arranged to facilitate the complete removal of residues. This is followed by a precision cleaning stage that removes oxides, grease, residual oils, and lapping debris, ensuring both internal and external surfaces are perfectly clean. A dip-oiling stage then takes place, in which the components are entirely immersed in a mixture containing 1% protective oil. At the end of the evaporation phase at 70 °C, a thin oily film remains on their surfaces, providing corrosion protection during storage for 3 to 6 months (up to 12 months for special components), preserving their quality over time, and preventing oxidation or rust. “Each cycle lasts about 15 minutes and removes even the most stubborn residues,” explains Fabio Ciriello, Group Engineering Director.
This new cleaning system was developed through close collaboration between Atos and IFP Europe, aiming to create a solution that would integrate seamlessly into the existing production flow. “We worked

together with Atos to design a machine that fully met their needs,” states Giampaolo Rossi, Sales Manager at IFP Europe. “We customised our KP 400HMA model, particularly in terms of the configuration of the loading and unloading stations, which had to be located on the same side to facilitate handling operations between the parts collection trolley and the plant itself.” Another key element of customisation was the adaptation of the system to the size of the baskets already in use at Atos for the previous treatment phases, in order to ensure operational continuity and efficiency along the entire production line.
The KP 400HMA plant also ensured a significant increase in productivity, as Ciriello points out: “With the new setup, we can clean 12 baskets in 4 cycles, whereas with the previous machine, we could only clean 4 in the same amount of time. This has eliminated a bottleneck that was slowing down our entire process.”
The collaboration between Atos and IFP Europe now continues in the area of digitalisation, with plans to implement a traceability system for components to be cleaned using RFID codes by the end of the
year. “Each basket will be equipped with an RFID chip on which operators will upload information relating to the parts and their cleaning needs, allowing the system to independently identify them and select the most suitable programme based on specific requirements.”
For Atos, installing the KP 400HMA cleaning system marked a significant leap forward in quality across several aspects. Firstly, the machine’s large roller conveyor allows 3 baskets to be loaded simultaneously, tripling the operating capacity compared to the previous system and significantly increasing overall productivity. Secondly, the use of modified alcohol technology ensures more thorough and consistent cleaning over time, guaranteeing high cleaning efficiency and uniform component quality throughout the entire production week. Another key factor that led Atos to choose IFP Europe’s technologies was the process liquid recovery solution, which significantly reduces consumption and waste; the system operates in a closed loop and requires only 250 litres of modified alcohol per year for refilling, against a total capacity of 3,000 litres.
“The transition to this technology has enabled us to optimise performance and minimise issues related to the presence of residues in our valves, improving our entire workflow,” concludes Ciriello. “And the advantages in terms of sustainability are also clear, as there is no solvent waste.”


The philosophy of ‘cleaning that does not dirty’ stems from the idea of reducing waste, consumption, and environmental impact by favouring mechanical actions and the smart reuse of water and detergents. Fismet Service has applied this approach to the industrial sector with a closed-loop multipurpose system that combines ultrasound, hydrokinetics, and super-saturated steam to achieve extreme levels of cleanliness with maximum safety and sustainability.
Behind the apparent simplicity of a cleaning cycle, whether domestic or industrial, lies a process with a significant environmental impact due to the consumption of water, energy, and detergents, as well as the production of waste that requires proper disposal. As visible and superficial dirt is removed, new waste is generated and further energy is consumed. Consider, for example, the detergents used in cleaning cycles, which pollute water and necessitate complex purification treatments, or the drying processes that often consume significant amounts of energy.
This awareness gave rise to the philosophy of ‘cleaning that does not dirty’ developed and pursued for years by Fismet Service, Cornaredo (Milan, Italy), a company specialising in the design and installation of industrial cleaning systems and contract cleaning services.
This approach aims to provide effective cleaning by intelligently and sustainably eliminating all forms of contamination, reducing waste and consumption, and protecting people, materials, and the environment.
“In everyday life,” observes Sabino Di Pierro, the owner of Fismet, “the concept of cleaning goes hand in hand with significant resource consumption and waste production. It is a complex balance, as cleaning eliminates visible contamination but, at the same time, generates environmental impacts that we can no longer ignore.”
The same is true in industrial settings, where traditional cleaning processes still rely on a combination of aggressive chemicals and high temperatures, with significant consequences for both the environment and the integrity of the treated materials.



Fismet has chosen to reverse this paradigm, directing its research towards more efficient and sustainable systems in which mechanical action takes centre stage. “In conventional processes, chemistry, heat, and mechanics work together,” explains Di Pierro. “We have chosen to minimise the first two factors and place greater emphasis on mechanical actions such as spraying, rotation, blow-off, hydrokinetic operation, and ultrasound, which allow penetrating deep into the parts and remove residues without damaging them, thus ensuring consistent and repeatable results.” This vision, combined with a constant commitment to research and development, has led to the development of a multipurpose cleaning system that offers a flexible and modular solution, designed to adapt to the most diverse production needs while ensuring maximum efficiency with minimal environmental impact.
Cleaning does not just mean removing visible dirt, but also eliminating any contaminants that could compromise the quality, safety, and durability of materials, preventing the spread of dirt and contamination to people, food, products, and places. “Contaminants can be of various types: organic, such as oils, fats, and hydrocarbons; inorganic, such as dust, shavings, and oxides; or a combination of both. To properly eliminate these different elements, industrial cleaning processes cannot be standardised but must be tailor-developed by integrating the various technologies available on the market,” states Di Pierro. “Chemical and thermal actions alone are insufficient to guarantee effective cleaning; therefore, they are often combined and enhanced
by mechanical processes such as agitation, rotation, spraying, blowoff, hydrokinetic action, and ultrasound. The latter takes advantage of the phenomenon of cavitation, i.e. the formation and implosion of microbubbles that detach dirt particles even from the most challenging surfaces without damaging them. This effect enables the removal of impurities not only from the outer layer of the component but also from the middle one, known as the boundary layer, and the sub-boundary layer, the innermost and deepest part of the workpiece. Only in this way can we reach even the deepest and most hidden areas of parts and ensure high quality standards and greater efficiency in industrial processes,” adds the owner of Fismet Service. To reach those deepest layers, it is also necessary to use the right cleaning agents: chemical agents, such as solvents or water-based detergents, are not enough alone, but it is essential to rely on innovative technologies such as supersaturated steam, which cleans, degreases, and sanitises, or carbon dioxide in solid (dry ice pellets), semi-liquid (CO2 snow crystals), liquid, or supercritical form, capable of penetrating the boundary layer with minimal environmental impact.”
Fismet Service has developed its new closed-loop multipurpose system based on these principles. This compact, automated, and versatile machine is suitable for various production fields, including the manufacturing (metals, glass, plastics, ceramics), medical, cosmetic, and food industries.

In its cleaning systems, Fismet prioritizes mechanical processes such as agitation, rotation, spraying, blow-off, hydrokinetic action, and ultrasound.
The fully automated process takes 5 to 7 minutes and consists of four stages:
1. Hot ultrasonic cleaning with hydrokinetic action and agitation;
2. Ultrasonic rinsing in hot osmotic water with hydrokinetic action and agitation;
3. Rinsing and sanitising with super-saturated steam;
4. Drying by recirculated hot air.
“The water-based solution used in the cleaning phase and the rinsing water are managed through a virtuous, totally closed loop within which the liquids are continuously filtered and recirculated, without any liquid or air leaks into the environment. Even the steam generated is recovered, condensed, and recycled. This is therefore a completely closed-loop machine. Additionally, all functions and treatment phases are automatic and remotely controlled,” emphasises Sabino Di Pierro. The concrete advantages of this multipurpose system include:
Reduced space requirements;
Low energy consumption;
Halved detergent consumption;
Less use of detergent solutions;
Limited waste production;
Almost no water consumption;
Minimal maintenance.
“The idea for this plant dates back several years,” says Sabino Di Pierro, “when, on the occasion of the Milan Expo, we collaborated with Politecnico di Milano on the design of the first prototype of a universal industrial cleaning machine. Back then, the time was not right, but today, with growing environmental awareness and demand for cleaner processes, that vision has become a reality.”
With its multipurpose system, Fismet confirms its mission to transform cleaning into an intelligent, sustainable, and virtuous process







The 21st parts2clean, which took place at the Stuttgart exhibition grounds from October 7 to 9, 2025, attracted an impressive number of visitors who were able to take part in discussions and make contacts in outstanding quality. The 165 exhibitors from all areas of industrial cleaning technology presented a range of innovative solutions. Additionally, the bilingual p2c.EXPERTFORUM attracted a record number of participants. Both these factors provided a significant impetus for optimizing process quality, productivity, and efficiency with regard to costs and resources.
The 165 exhibiting companies from 16 countries came to Stuttgart to show off intelligent and impressive technical solutions for industrial parts and surface cleaning. The three days of parts2clean made it clear that there is a demand for such solutions, in spite of the currently challenging market conditions: after all, the trade visitors from 44 countries, more than 3,200 in number, had brought just the right tasks and projects with them to the show. “Compared to the 2023 event, the 21st edition of the Leading Trade Fair for Industrial Parts and Surface Cleaning not only chalked up a growing number of exhibiting companies and a net exhibition area of 4,600 square meters, but also a small increase in visitor numbers,” reports Ramtin Randjbar-Moshtaghin, Project Director at Deutsche Messe AG. The share of visitors from outside Germany was around 25%. The nations most represented after Germany were Switzerland, Austria, Türkiye, and the Netherlands. “For us as the organizer of parts2clean, however, the bare facts and figures are less important than whether the exhibiting companies were satisfied,” adds the Project Director. And this year’s event also scored highly in this respect, as Samuel Wolf, Managing Director of cleaning system manufacturer vapic GmbH, confirms: “By the end of the second day of the trade fair, we had already established more contacts than during the entire 2023 show. The visitors came to the trade fair with specific tasks and projects. In some cases, they had even brought along drawings of the parts to be cleaned, so that we could get straight down to developing solutions. The very high number of new contacts – around 80% – is also pleasing.”
The above-average quality of discussions and contacts at parts2clean reflected the exceptionally high proportion of trade visitors, at 99%. The visitor survey revealed that around 90% of visitors are involved in operational investment decisions. Upcoming investment projects were the main reason for visiting for more than 31% of trade visitors. This resulted in real inquiries even during the trade fair, as Rien van Sliedregt, Commercial Director at the Dutch company Esselent Solutions, reports: “We were exhibiting at parts2clean for the 18th time, and were actually
expecting fewer visitors at the trade fair due to the economic situation. However, the opposite was the case: we had more visitors at our stand than in 2023, including a lot of highly promising new contacts. We received requests for quotations during the trade fair for the first time. Discussions and inquiries often focused on optimizing processes and finding ways to save costs – for example by extending bath service lives. Our expertise is an important factor for visitors, because experienced employees are reaching their pension age in many companies, taking their knowledge and skills with them into retirement. We will undoubtedly be exhibiting again at parts2clean 2027.” Martin Dreher, Head of Strategic Marketing at acp systems GmbH, also reported highly intensive discussions about upcoming projects with visitors from the electronics, optical, aerospace, microtechnology, and semiconductor industries, for example: “ parts2clean is definitely one of the most important trade fairs for us and it has fully met our expectations this year; we will continue to be present here in the future.” Oliver Kerber, Head of Parts Cleaning at Stockmeier Chemie GmbH & Co. KG, reports along similar lines: “We were pleasantly surprised by the number of visitors and the high quality of discussions on specific projects. Often, this involved tasks with very high cleanliness requirements and high-

purity applications. We have been very satisfied with our participation in the trade fair.” The exhibits at this year’s parts2clean also showed that automation, digitalization, and AI can also contribute to greater process reliability, efficiency, and resource savings in industrial parts cleaning. “In addition to four new or further developed systems for solvent and water-based cleaning, we presented innovative, partly AI-supported solutions for automated process monitoring and control from our broad portfolio at parts2clean. The visitors’ interest and feedback on these developments from general industry and various high-tech sectors were excellent. We have succeeded in establishing many substantive contacts, and we can assume that these will lead to good follow-up business developing after the trade fair,” reports Oliver Pelz, Director Sales at Ecoclean GmbH. Information exchange, trend scouting, networking, and cooperation – these have also been among the focal points at parts2clean, as noted by Juliane Schulze, Managing Director of SITA Messtechnik GmbH: “Some aspects of our participation in the trade fair involve networking with the industry, exchanging ideas with partners, and scouting for the latest trends. That’s why it’s essential to be present at parts2clean, because this is where you meet all the relevant suppliers from the various sectors.”
p2c.EXPERTFORUM – knowledge is in even greater demand than ever before
The bilingual p2c.EXPERTFORUM, open to attendees at the trade fair free of charge, has always been one of the magnets attracting visitors to the leading international trade fair. “Demand for expertise in industrial parts and surface cleaning has never been higher than during this year,” reports Ramtin Randjbar-Moshtaghin. “The presentations by experts from the scientific, research, and industrial communities were offered with simultaneous interpreting (German<>English) and generated a total

footfall of 3,060 from trade fair visitors aiming to establish or deepen their knowledge of parts cleaning.” The record attendance shows that there is a great need for information ranging from the basics of classic parts cleaning to ultra-fine cleaning and high-purity applications. “And the p2c.EXPERTFORUM offers companies a training and education resource for their employees that is unparalleled in terms of value for money,” adds Juliane Schulze.
The presentation of the 4th FiT2clean award proved to be a highlight of the last day of the trade fair. This year, BO-INNO GmbH won the Innovation Award of the Industrial Parts Cleaning Association (FiT) with a smart data tracker that records and stores key process parameters in real time. Nägele Mechanik GmbH and SAFECHEM Europe GmbH took second and third places, respectively. The award is presented annually by the FiT for innovative solutions and outstanding achievements in response to current challenges in industrial parts cleaning.
The next parts2clean will take place from October 5 to 7, 2027 at the Stuttgart Exhibition Center.
For further information: www.parts2clean.de/en/

EDITOR IN CHIEF
ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR
FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE redazione@ipcm.it
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it
NICOLE KRAUS kraus@ipcm.it
MATTEO SOTTI sotti@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
FEDERICO MELIDEO melideo@ipcm.it
GIULIA GENTILE gentile@eosmarketing.it
MARTINA STUCCHI mstucchi@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
MARTINA STUCCHI mstucchi@ipcm.it
NICOLE KRAUS kraus@ipcm.it
GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
TRANSLATIONS
CHIARA FOPPA PEDRETTI chiara.foppapedretti@gmail.com
SEBEGRAF SRL | info@sebegraf.eu

EDITED BY
Prof. Stefano Rossi
Material Engineering and Industrial Technologies, University of Trento - Product Design
Kevin Biller ChemQuest Powder Coating Research
Gianmaria Guidi Consultant for industrial and anticorrosive coating processes
Gianmaria Gasperini
Head of the Paint&Coatings Laboratory of Innovhub SSI Divisione Oli e Grassi
Paolo Rami
Director of ipcm®Academy, expert in anticorrosion, coating defects analysis, and process optimization


SUBSCRIPTION SERVICE / SERVIZIO ABBONAMENTI
Sale only on subscription - Vendita solo su abbonamento E-mail: info@ipcm.it
Subscription Rates 2026
Annual subscription print + digital:
EMEA €110,00 (postage included)
Rest of world €350,00 (fast airmail shipping included)
Single copy: €15,00
EMEA (postage included) - Rest of world (postage excluded)
Back issues: €30,00
EMEA (postage included) - Rest of world (postage excluded)
Subscriptions can be made via payment online at www.myipcm.com. Subscription and the sale of individual issues are exempt from VAT under Italian law: Article 74.1, letter C of DPR 633/72, DM 29/12/1989.
Tariffe Abbonamento 2026
Abbonamento annuale cartaceo + digitale:
EMEA €110,00 (spese postali incluse)
Rest of world €350,00 (spedizione via aerea inclusa)
Fascicolo singolo €15,00
EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati €30,00
EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Gli abbonamenti possono essere sottoscritti con carta di credito sul sito: www.myipcm.com. L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.

For over 25 years, your partner for industrial painting



Verona Impianti designs, manufactures, and installs tailor-made coating plants, pretreatment lines, and drying systems. Reliability, competence, and experience: these are the three nouns that best describe the team of VERONA IMPIANTI 2002.
