F o r m o v a c í s m ě s 4 . 0 . Ú p r a v a fo r m o v a c í c h s m ě s í v é ř e P r ů m y s l u 4 . 0 a n e b z p ř í s t u p n ě n í „v e l k ý c h d a t “ u ž i v a t e l i
A . L i e d t ke
její zavedení do centrálního systému SPS. A co se pak stane při následující změně systému řízení (např. přechod z S5 na S7)? Z tohoto důvodu je důležité, aby řízení přebíralo systémové návaznosti (orchestraci) z dílčích procesů. O b ě h f o r m ova c í s m ě s i
K problematice bentonitu a Pr ů my s l u 4 .0 Popsané časové změny bentonitových směsí je třeba vzít v potaz. Je to významné, zvláště při nasazení prostředků Průmysl 4.0. Tyto proměny formovací směsi musí být součástí procesů i v Průmyslu 4.0. Zde konkuruje formovací směs s přesně zadanou jednotkou – časem. To je také důvod, proč je chladnička (a předvlhčení) považována za nejvýznamnější stanici přípravy formovací směsi. Zásobník vratné směsi je zařízení, ve kterém při dostatečné vlhkosti vratu dochází k dosažení rovnovážného stavu exponenciálně se měnících vlastností formovací směsi. Odležení nebo projití „zbahněním“ není žádný vynález
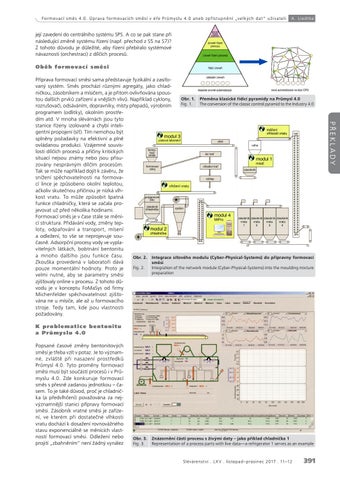
Obr. 3. Znázornění části procesu s živými daty – jako příklad chladnička 1 Fig. 3. Representation of a process parts with live data—a refrigerator 1 serves as an example
S l é vá re ns t v í . L X V . li s to p a d – p ro s in e c 2017 . 11–12
391
PŘ EK L A DY
Příprava formovací směsi sama představuje fyzikální a zasíťovaný systém. Směs prochází různými agregáty, jako chladničkou, zásobníkem a mísičem, a je přitom ovlivňována spousObr. 1. Přeměna klasické řídicí pyramidy na Průmysl 4.0 tou dalších prvků zařízení a vnějších vlivů. Například cyklony, Fig. 1. The conversion of the classic control pyramid to the Industry 4.0 rozrušovači, odsáváním, dopravníky, místy přepadů, výrobním programem (odlitky), okolním prostředím atd. V mnoha slévárnách jsou tyto stanice řízeny izolovaně a chybí inteligentní propojení (síť). Tím nemohou být splněny požadavky na efektivní a plně ovládanou produkci. Vzájemné souvislosti dílčích procesů a příčiny kritických situací nejsou známy nebo jsou přisuzovány nesprávným dílčím procesům. Tak se může například dojít k závěru, že snížení spěchovatelnosti na formovací lince je způsobeno okolní teplotou, ačkoliv skutečnou příčinou je nízká vlhkost vratu. To může způsobit špatná funkce chladničky, která se začala projevovat už před několika hodinami. Formovací směs je v čase stále se měnící struktura. Přidávání vody, změny teploty, odpařování a transport, mísení a odležení, to vše se neprojevuje současně. Adsorpční procesy vody ve vyplavitelných látkách, bobtnání bentonitu a mnoho dalšího jsou funkce času. Obr. 2. Integrace síťového modulu (Cyber-Physical-Systems) do přípravny formovací Zkouška provedená v laboratoři dává směsi Fig. 2. Integration of the network module (Cyber-Physical-Systems) into the moulding mixture pouze momentální hodnoty. Proto je preparation velmi nutné, aby se parametry směsi zjišťovaly online v procesu. Z tohoto důvodu je v konceptu FoMaSys od firmy Michenfelder spěchovatelnost zjišťována ne u mísiče, ale až u formovacího stroje. Tedy tam, kde jsou vlastnosti požadovány.