415 minute read
PESOS COMPONENTES ESTIMADOS GERAIS

from CAT Electric Rope Shovel 395HR Escavadeira Di MINIRACAO MANUL DE MANUTINCAO E OPlERACAO -PDF DOWNLOA

CABOS MÓVEIS
Os cabos de elevação, escavação, retração e de movimentação da caçamba são impregnados com plástico para prolongar sua vida útil e para aumentar a vida das roldanas e tambores. Os cabos duplos de elevação estão conectados ao tambor central de elevação usando tirantes tipo virola de moitão para troca mais rápida dos cabos. Cada cabo passa por uma roldana da lança através de uma trava e retorna para a roldana do tambor de elevação. A configuração dos cabos duplos de elevação estabiliza a caçamba enquanto ela escava porque faz uma conexão com as outras bordas do corpo da caçamba.
Cabos Móveis – Disposição Geral
Cabos de escavação e de retração estão presos ao tambor de escavação e funcionam como um sistema integral. Quando os cabos de escavação estão tensionados em torno do tambor, os cabos de retração estão soltos.
BLOCO DE SELA
O bloco de descanso, posicionado entre as longarinas laterais da lança, pivotando em buchas de bronze-manganês em torno do eixo do mecanismo da lança, funciona como uma guia para o movimento longitudinal do braço da caçamba.
BRAÇO DA CAÇAMBA
Uma extremidade do braço de 0,86m (34") se conecta à caçamba. O cabo do avanço da lança se prende através de uma roldana à outra extremidade. Um mecanismo hidráulico ajustável de compensação, na extremidade próxima à caçamba, é usado para remover a folga do sistema de cabos do movimento de avanço/recolhimento. O braço da caçamba se move para dentro e para fora, dentro do bloco de descanso.
Um circuito elétrico com taxa de redução, ao longo dos cabos de escavação, absorve os impactos da carga escavada gerados quando a caçamba está escavando o banco.
CAÇAMBA
Normalmente a caçamba para uso geral é construída como estrutura soldada de chapas fundidas e placas de aço. O lábio da caçamba e a frente inferior são fabricados em aço liga fundido e tratados termicamente. O corpo da caçamba, a parte traseira, as partes superiores e as laterais e báscula de descarga da caçamba são feitos de chapa de aço. Adaptadores para dentes, tipo "Whistler", removíveis, e pontas de dentes substituíveis, se prendem à caçamba, para penetrar no material do talude.
A báscula de descarga da caçamba é articulada num lado (tubulão) ao corpo da caçamba e travada no outro lado (dentes de escavação). Um mecanismo de percurso da caçamba controla a liberação da barra de travamento, permitindo que a báscula de descarga da caçamba gire aberta. A trava mantém a báscula de descarga da caçamba fechada durante a escavação. Para choque com molas amortecem a ação giratória da báscula de descarga da caçamba.
Conjunto da Caçamba
TRAVAS
As travas prendem os cabos de elevação às bordas externas da caçamba permitindo movimentos para frente, para trás e laterais.
DIRECIONADOR DOS MOVIMENTOS DA CAÇAMBA
O direcionador de movimento da caçamba é um mecanismo de comando da báscula de descarga da caçamba ativado por cabo de aço e acionado por um motor elétrico com um mecanismo de redução montado na lança giratória próximo aos pés da lança.
Direcionador dos Movimentos da Caçamba – Disposição Geral
ESPECIFICAÇÕES TÍPICAS DA MÁQUINA
Esta especificação descreve as partes mecânicas principais de uma padrão da BUCYRUS INTERNATIONAL Inc. 395HR máquina controlada de Acutrol. A máquina é totalmente giratória, com esteiras montadas e equipada para operar com corrente elétrica alternada.
NOTA: Estas são especificações típicas da máquina.
PESOS
(Libras) (Quilogramas)
Peso de trabalho (sem caçamba) Caçamba (42 yd3, 32.1 m3)
2,542,000 1,153,032 120,000 54,431 Contra peso 520,000 235,868 Peso liquido, sem o contrapeso e a caçamba 1,902,000 862,733
COMPONENTES FRONTAIS
Lança giratória Polias da ponta da lança Diâmetro da polia Polias do eixo mestre Diâmetro da polia do eixo Diâmetro do tubulão Espessura da parede do tubulão Aço resistente ao impacto (soldado) Dois canais, temperadas a chama 96 pol 243.84 cm Dois canais, temperadas a chama 72 pol 182.88 cm
34 pol 86.36 cm
2.5 pol 6.35 cm
DADOS DOS CABOS
#Cabos Diâmetro Tipo Construção
Elevação Escavação 2 2 3/4 pol 69.88 mm duplo 1 2 1/2 pol 63.5 mm duplo
6x37 6x37 Retração 1 2 1/2 pol 63.5 mm duplo 6x37 Direção da caçamba 1 5/8 pol 15.9 mm simples 6x37 Suspensão da lança 4 3 1/4 pol 82,6 mm equalizado cabo estrutural
Dimensões e Faixas de Trabalho
Carga Útil da Caçamba (toneladas nominais) Capacidades da caçamba (faixa) Comprimento da lança Comprimento efetivo do braço da caçamba Comprimento total do braço da caçamba A:Despejando A Altura A1:Raio máximo que despeja a altura B:Raio máximo de despejar C:Altura máxima do corte D:Raio máximo do corte E:Raio do assoalho nivelado G:Altura da Folga nas Roldanas do Ponto de Lança H:Raio de Folga nas Roldanas da Ponta da Lança I: Raio de Folga na Estrutura Giratória J:Folga debaixo da estrutura até o solo K:Altura do chassis A L:Largura total da máquina M:Altura livre (ponto mais baixo do truque) N:Nível visual da cabine do operador
US Métrico
70 tons 63.5 tonnes 25-80 yd3 19.1-61.2 m3 64' 19.51m 35’10" 10.9 m 47’ 14.3m 32’11" 10.0 m 25’-11" 7.91 m 67’-2” 20.5 m 54’-11" 16.7 m 76’-5” 23.30 m 50’6” 15.40m 63’-11" 19.5 m 62’-6" 19.05 m 28’-5" 8.67 m 11’4” 3.54m 43’-8" 13.3 m 42’-8" 13.01 m 34" 0.86 m 28’-4" 8.64 m
PESOS COMPONENTES ESTIMADOS GERAIS
CUIDADO: Estes são somente pesos estimados. Entre em contato com o seu representante de serviço Internacional da Bucyrus para obter o peso exato dos componentes na sua máquina específica antes da montagem e içamento.
Equipamentos inferiores
Estrutura truque
Bucha do pino
Trilho inferior
Adaptador do freio de locomoção
Freio de locomoção
Cubo do freio de locomoção
Motor de locomoção
Ventilador do motor de locomoção
Proteção do motor de locomoção
Conjunto do anel do coletor (propila)
Esteiras
Elos da esteira
Conjunto de frame da esteira rolante
Redutor de locomoção
Rolete traseiro
Rolete traseiro eixo
Rolete traseiro eolamento
Rolete do take-up
Eixo, take-up
Colar, rolo, mais baixo
Roller hub cap, lower
Eixo de rolo, mais baixo
Bucha do rolo, mais baixo
Rolo, parte dianteira superior
Eixo de rolo, parte dianteira superior
Rolo superior
Eixo, rolo superior
Conjunto, pivô central
Luva, pivô central
Abaixe a porca, pivô central
Colar superior do pivô central
Conjunto de porcas do pivô central Quantidade Peso individual (Libras U.S.)
1 1 12 2 2 2 2 2 2 1 2 74 2 2 2 2 2 2 1 8 8 8 8 2 2 8 8 1 1 1 1 1 127,300 300 220 400 1,230 60 4,500 210 60 230 240,000 3,100 135,400 18,100 6,930 5,800 1,400 6,400 22,650 210 300 4,200 240 740 460 620 400 9,900 7,900 1,470 380 400
Quantidade Peso individual (Libras U.S.)
Equipamentos superiores
Frame revolvendo, soldagem 1 152,500
Perna frontal do chassis A 1 23,000
Perna traseira do chassis A 2 6,700
Conjunto duplo do winch, pé contínuo 1 3,600
Pino do pé da lança 2 600
Trilhos superiores 6 210
Redutor planetário de giro 2 10,600
Adaptador do freio de giro 2 270
Freio de giro 2 500
Motor de giro 2 3,600 2nd eixo intermediário de escavação 1 2,000 2nd engrenagem intermediária de escavação 1 2,640
Acoplamento do eixo do motor de escavação 1 150
Estrutura de escavação 1 11,500
Proteção do pinhão de escavação 1 300
Tampa do redutor de escavação 1 2,700
Proteção da engrenagem superior escavação 1 170
Proteção da engrenagem inferior de escavação 1 340
Tambor de escavação 1 12,800
Engrenagem do tambor de escavação 1 5,000 1st eixo intermediário de escavação 1 130 1st engrenagem intermediária de escavação 1 1,100
Freio de escavação 1 500
Adaptador de freio de escavação 1 270
Motor de escavação 1 4,000
Pivô de ar 1 150
Conjunto de anéis coletores 1 720
Redutor planetário de elevação 1 35,500
Pinhão de elevação 2 2,600
Tambor de elevação 1 54,700
Engrenagem do tambor de elevação 1 11,000
Estrutura de elevação - R H 1 8,900
Resfriador de óleo do mecanismo de elevação 2 1,750
Motor de elevação 1 15,000
Freio de elevação 1 1,750
Adaptador do freio de elevação 1 500
Cubo de freio de elevação 1 210
Conjunto eixos acoplamento - motor elevação 1 1,330
Proteção acoplamento do motor de elevação 1 300
Escadas de acesso 2 1,520
Conjunto de filtros da casa de máquina 2 1,350
Conjunto de filtros da sala de controle 1 7,500
Quantidade Peso individual (Libras U.S.)
Parte frontal
Lança (nua) 1 136,100
Conjunto do para choque da lança 4 30
Conjunto de polias da ponta da lança 2 6,800
Eixo da ponta da lança 2 1,040
Roldana da ponta da lança 2 4,750
Bloco de sela e acessórios de revestimento 1 15,600
Conjunto de eixo mestre 1 5,110
Cabos de escavação / retração 2 2,000
Cabos de elevação 1 par 10,000
Cabos de suspensão 4 4,500
Pêndulo equalizador - RH e LH 2 2,400
Braço soldado 1 16,900
Guia take-up de escavação 1 2,200
Coroa do sem fim take-up de escavação 1 610
Proteção da engrenagem do take-up 1 490
Tirante do take-up de escavação 1 4,520
Semi polia do sistema de escavação 1 1,920
Cilindro de retração do take-up 2 150
Guia de retração do take-up 1 500
Extensor da retração e batente 1 2,100
Roldana de escavação 2 2,600
Conjunto da caçamba (32yd) 1 118,200 Inclui:
Corpo da caçamba com revestimentos 1 80,700
Barra de trava 1 730
Alavanca da trava 1 400
Amortecedores 2 1,800
Braço esticador 2 760
Aro de reforço central 8 350
Aro de reforço lateral 4 770
Ponta dos dentes 9 290
Adaptador, dente 9 690
Capa de desgaste, dente 9 50
Travas 2 5,000
Polia do travas 2 620
Seção 2 Operação
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina.
Índice
INFORMAÇÕES GERAIS ..............................................................................................................5 OPERAÇÃO PRÓXIMO A LINHAS DE ENERGIA ELÉTRICA...................................................5 CONTROLES DE OPMERAÇÃO ..................................................................................................7 Cabine do Operador .........................................................................................................7 CONTROLES OPERACIONAIS PRIMÁRIOS ..........................................................................8 Painéis de Controle do Operador, na Cabine ...................................................................8 CONTROLES NO CONSOLE ESQUERDO ......................................................................9 CHAVE MESTRA ESQUERDA.....................................................................................9 MOVIMENTAÇÃO DA CAÇAMBA.................................................................................9 SINAL SONORO ..........................................................................................................9 RADIO..........................................................................................................................9 FREIO DE ELEVAÇÃO ..............................................................................................10 FREIO DE ESCAVAÇÃO ............................................................................................10 FREIO DE GIRO ........................................................................................................10 FREIO DE LOCOMOÇÃO..........................................................................................10 Console Esquerdo de Comando .....................................................................................10 PAINEL DE CONTROLE CLIMÁTICO........................................................................10 INTERRUPTOR DO LIMPADOR DE PÁRA-BRISA....................................................10 INTERRUPTOR DO LAVADOR DE PÁRA-BRISA......................................................10 CONTROLES NO CONSOLE DIREITO ..........................................................................11 CHAVE MESTRA DIREITA .........................................................................................11 BOTÃO DE PARADA DE EMERGÊNCIA ...................................................................12 BOTÃO DE RESET (REARME) DOS CONTROLES.................................................12 Console Direito de Comando..........................................................................................12 CHAVE SELETORA ESCAVAÇÃO / LOCOMOÇÃO.........................................................13 BOTÃO DE PARADA DE EMERGÊNCIA ...................................................................13 BOTÃO DE DESLIGAMENTO DE ENERGIA.............................................................14 BOTÃO DE FIXAÇÃO DA CONTINUIDADE DE ATERRAMENTO.............................14 TELEFONE................................................................................................................14 ASSENTO DO OPERADOR ........................................................................................................15 Assento do Operador - Vista Frontal..............................................................................15 DISPLAY DO OPERADOR ..........................................................................................................17 Painel do Operador.........................................................................................................17 AREA DE EXPOSIÇÃO E INDICADORES..............................................................................18
TELAS DE APRESENTAÇÃO................................................................................................18 Tela Inicial ......................................................................................................................18 Tela de Idiomas ..............................................................................................................19 Tela dos Ícones.............................................................................................................19 Alarmes Ativos ...............................................................................................................20 Novos Alarmes ...............................................................................................................20 Ajuda Para Alarmes ........................................................................................................21 Passagem de Cabo / Aperto do Pino Central .................................................................22 Ajuda Passagem de Cabo / Aperto do Pino Central.......................................................23 Limites Para Calibração .................................................................................................23 Ajuda dos Limites Para Calibração ................................................................................24 Tela Quantidade de Falhas / Horas de Operação ..........................................................25 Tela do menu PLC..........................................................................................................25 Tela Típica de Temperatura Nos Mancais ......................................................................26 Tela do Operador ............................................................................................................26 CONTROLES AUXILIARES .........................................................................................................27 CONSOLE DE PARTIDA REMOTA........................................................................................27 DISJUNTORES DA ILUMINAÇÃO DA CASA DE MÁQUINAS ................................................28 INTERRUPTOR DE TRANSFERÊNCIA DA ILUMINAÇÃO ....................................................29 PAINEL DE CONTROLE DE LUBRIFICAÇÃO .......................................................................29 LIMPADORES DE PÁRA-BRISA ............................................................................................30 LAVADOR DO PÁRA-BRISA ..................................................................................................30 VERIFICAÇÕES ANTES DA PARTIDA.........................................................................................31 INSPEÇÃO A PÉ EM TORNO DA MÁQUINA NO NÍVEL DO SOLO.......................................31 INSPEÇÃO A BORDO ...........................................................................................................32 PARTIDA, OPERAÇÃO E DESLIGAMENTO...............................................................................34 PARTIDA DA MÁQUINA .........................................................................................................34 Partida Posições do Controle.........................................................................................34 RELIGAMENTO APÓS UMA FALHA ELÉTRICA ....................................................................36 OPERAÇÃO ..........................................................................................................................37 MOVIMENTOS DA MÁQUINA................................................................................................38 HOIST MOTION ..............................................................................................................38 CROWD MOTION ...........................................................................................................39 MOVIMENTO DE LOCOMOÇÃO ....................................................................................40 Locomoção - Reto Avante / Reverso..............................................................................40 MOVIMENTO DE GIRO ...................................................................................................41 MOVIMENTO CORRETO DE GIRO................................................................................42 DIREÇÃO ........................................................................................................................43 CURVAS COM CONTRA ROTAÇÃO...............................................................................45 POSICIONANDO A MÁQUINA .....................................................................................................46 MÉTODO BACK-UP ..............................................................................................................46 METHODO DRIVE-BY...........................................................................................................47 INÍCIO DO CICLO DE ESCAVAÇÃO ................................................................................48
Force o Lábio da Caçamba Contra o Banco ..................................................................48 Variações na Penetração da Caçamba ..........................................................................49 Escavar Com a Caçamba Atrás da Ponta da Lança......................................................50 ATACANDO O BANCO ....................................................................................................50 Faça Uso Efetivo da Força de Elevação ........................................................................50 A Força de Elevação se Opõe á Força de Escavação ...................................................50 LIMITAÇOES DE INCLINAÇÃO DAS RAMPAS ................................................................52 Rampa vs. Gráus ...........................................................................................................52 Limites de Rampa Para Operações e Capotamento ......................................................53 MATERIAL ESCAVADO..........................................................................................................53 VERIFICAÇÕES DURANTE A OPERAÇÃO ...........................................................................54 DICAS DE OPERAÇÃO .........................................................................................................55 PARANDO A MÁQUINA..........................................................................................................56 DESLIGAMENTO DA MÁQUINA............................................................................................56
Seção 2 Operação
INFORMAÇÕES GERAIS
Esta seção do manual vai ajudar na operação desta máquina. Ela fornece ao operador a localização e definição dos controles, instruções para a operação da máquina e algumas técnicas para manobra. Através desta seção e do restante do manual, o uso de termos "ESQUERDA, DIREITA, FRENTE e TRASEIRA" referem-se á localização na máquina vistas pelo operador sentado no assento dentro da cabine.
A operação segura da máquina minimiza atrasos de produção e danos onerosos ao equipamento. Estude cuidadosamente e siga todos os procedimentos recomendados neste manual. Diretrizes de segurança para evitar acidentes foram previstas para proteger todo o pessoal trabalhando na mina. A segurança geral depende da utilização de bom senso e atenção por toda a equipe da mina. Referir-se à seção 1 deste manual sobre precauções específicas de segurança.
OPERAÇÃO PRÓXIMO A LINHAS DE ENERGIA ELÉTRICA
PERIGO: ALTA TENSÃO! As recomendações seguintes devem ser seguidas em qualquer operação perto de linhas de transmissão ou de distribuição de energia elétrica.
Trabalhar nas proximidades de linhas de energia elétrica é muito perigoso e precauções especiais devem ser tomadas. Para os propósitos deste manual consideramos a máquina completa ou a sua carga trabalhando em qualquer posição, que possa estar dentro da distância mínima especificada por normas locais, estaduais ou federais.
Práticas seguras de operação requerem que você mantenha o máximo de distância possível das linhas elétricas e nunca viole a distância mínima recomendada.
Antes de trabalhar nas proximidades de linhas de energia elétrica, siga sempre as seguintes recomendações:
• Sempre contate os proprietários das linhas de energia elétrica ou a concessionária de energia elétrica mais próxima antes de iniciar o trabalho.
• Você e o representante da concessionária de energia elétrica devem juntos determinar quais precauções específicas precisam ser tomadas para garantir a segurança.
• É de responsabilidade do usuário e da concessionária de energia elétrica ver quais precauções necessitam ser tomadas.
• Considere todas as linhas como linhas de energia elétrica e as linhas de energia elétrica como ligadas, mesmo que seja sabido que a energia foi desligada e que a linha esteja visivelmente aterrada.
• Torne mais lento o ciclo de operação. O tempo de reação pode ser excessivamente lento e as distâncias podem ser mal estimadas.
• Advirta todo o pessoal para manter distância segura da máquina durante todo o tempo.
• Use uma pessoa para sinalizar orientando a máquina em locais apertados. A única responsabilidade da pessoa sinalizadora é observar a aproximação da máquina de linhas energizadas. A pessoa sinalizadora precisa estar em comunicação direta com o operador e o operador precisa prestar muita atenção aos sinais.
PERIGO: ALTA TENSÃO! Mortes ou ferimentos podem ocorrer, se qualquer componente da escavadeira se aproximar da distância mínima de uma linha energizada, especificada por normas locais, estaduais ou federais.
CONTROLES DE OPMERAÇÃO
O operador deve estar familiarizado com máquina e operação dos controles antes de operar a máquina.
Os controles de operação são agrupados em controles primários e secundários, dependendo da sua localização. Os controles primários são aqueles localizados na cabine do operador e os controles secundários aqueles localizados na casa de máquinas.
Cabine do Operador
Nas descrições sobre controles de operação o operador deve ser familiarizar com a localização e funcionamento de cada controle. Os termos: esquerdo, direito, avante ou reverso indicam direções relativas quando o operador assentado na cabine, olhando para a frente, com a lança estendendo para frente das esteiras.
CONTROLES OPERACIONAIS PRIMÁRIOS
Painéis de Controle do Operador, na Cabine
CONTROLES NO CONSOLE ESQUERDO
CHAVE MESTRA ESQUERDA
O Manche Esquerdo funciona, na configuração padrão, como comutador mestre para avanço/ buzina/esvaziamento da caçamba/propulsão. É o manípulo vertical montado no console do lado esquerdo do assento do operador. A chave retorna por mola á sua posição neutra quando liberada.
Durante a operação normal, empurrar a alavanca para frente irá distender o tubulão para escavar o banco. Puxando a alavanca para trás irá retrair o tubulão e a caçamba em direção á máquina. A posição neutra entre as funções de escavação e retração, é definida por um ressalto que é facilmente percebido. A velocidade de movimentação do tubulão é controlada variando a distância que a alavanca é movida a partir da posição neutra (central). A alavanca totalmente para frente ou para trás proporciona velocidade máxima para o tubulão. A movimentação da alavanca para a posição neutra irá provocar uma ação de frenagem, reduzindo a velocidade de escavação ou de retração do tubulão. A reversão da posição da alavanca irá parar o movimento em execução e, se a alavanca for mantida nessa nova posição, isso irá mudar o sentido do movimento.
Com a chave de transferência de locomoção na posição PROPEL, empurrar a chave direcional para frente irá liberar a locomoção da máquina pela esteira esquerda para frente. Puxar a chave direcional para trás inverterá o sentido de locomoção da máquina para trás. O movimento de elevação é bloqueado eletricamente quando a máquina esta no modo de locomoção.
Consultar a CONFIGURAÇÃO DO MANCHE, nesta seção do manual, para ver as configurações padrão e alternativas para os Manches Direito e Esquerdo.
MOVIMENTAÇÃO DA CAÇAMBA
O esvaziamento da caçamba é parte da função do manche de avanço na configuração padrão. Mover a chave direcional para a direita vai ativar o mecanismo de movimentação da caçamba liberando a presilha da báscula de descarga da caçamba. A movimentação da caçamba é uma operação que está operacional durante todo o movimento de escavação.
SINAL SONORO
Movimentar o Manche Esquerdo (na configuração padrão) para a esquerda irá ativar a buzina de sinalização. O sinal sonoro é uma operação que está operacional durante todo o movimento de escavação.
RADIO
O rádio fornecido com a sua máquina é um rádio AM/FM Estéreo com a capacidade incorporada de tocar fitas cassete. Este é um exemplar de equipamento de som de alta qualidade que irá funcionar por um longo período.
FREIO DE ELEVAÇÃO
Uma chave seletora é usada para acionar ou liberar o freio de elevação.
FREIO DE ESCAVAÇÃO
Uma chave é usada para acionar ou liberar o freio de escavação.
FREIO DE GIRO
Uma chave é usada para acionar ou liberar o freio de giro.
FREIO DE LOCOMOÇÃO
Uma chave é usada para acionar ou liberar o freio de locomoção.
Console Esquerdo de Comando
PAINEL DE CONTROLE CLIMÁTICO
O Painel de Controle Climático contém um controle de reostato na porção superior do painel, o qual é usado para adequar a temperatura do ar levado à cabine do operador, dentro do modo de operação selecionado. Há um interruptor de Modo para se definir o modo básico de operação da unidade de ar condicionado/ aquecedor instalada no teto. O interruptor de velocidade do ventilador controla o volume de ar deslocado pela unidade.
INTERRUPTOR DO LIMPADOR DE PÁRA-BRISA
O interruptor do limpador de pára-brisa está situado no console de monitoramento do Visor do Operador, à esquerda do console esquerdo do operador. O mesmo controla a velocidade dos limpadores e também aciona e desliga os mesmos.
INTERRUPTOR DO LAVADOR DE PÁRA-BRISA
O interruptor do lavador de pára-brisa está situado junto ao interruptor do limpador de pára-brisa, no console de monitoramento do Visor do Operador. O mesmo controla a alimentação do reservatório do lavador, que alimenta os lavadores.
CONTROLES NO CONSOLE DIREITO
CHAVE MESTRA DIREITA
O Joystick da direita controla a elevação da caçamba/giro e locomoção. É um joystick montado no console direito do assento do operador. O joystick é usado para controlar a elevação da caçamba, giro e movimentos da esteira da direita da máquina. A posição da chave de transferência de deslocamento irá determinar se este joystick controla o movimento de elevação da caçamba ou o movimento da esteira.
Com o interruptor de transferência de propulsão na posição de escavação, e durante a operação normal, movimentar o manche para a frente fará descer a caçamba. Puxar a chave direcional para trás fará a caçamba se elevar. A posição neutra, entre as funções de elevação e abaixamento é definida por um ressalto facilmente percebido. A velocidade do movimento da caçamba é controlada variando a distância percorrida pela chave direcional a partir da posição neutra (central). A posição totalmente para frente ou para trás libera a velocidade máxima da caçamba. A movimentação da chave direcional para a posição neutra irá provocar uma ação de frenagem da caçamba, reduzindo a velocidade do movimento de elevação ou de abaixamento. A reversão da posição da chave direcional pára o movimento e, se a chave direcional for mantida nesta posição, mudará o sentido do movimento.
NOTA: Quando o joystick da direita é usado no modo elevar/arriar, é uma chave com retorno acionado por mola. Isto significa que ela retornará para a posição de neutro quando é solta. Mover a chave direcional para a esquerda, a partir da posição neutra, mudará a rotação da máquina para a esquerda. Mover a chave direcional para a direita provocará a rotação da máquina para a direita. O movimento de giro é uma operação que está operacional durante todo o movimento de elevação e abaixamento da caçamba. A taxa de aceleração de giro é controlada variando a distância em que a chave direcional é movida, a partir da posição neutra. Mover a chave direcional para a posição neutra não irá parar o movimento de giro, e permitirá que a máquina gire livremente. Para parar ou mudar a direção, a chave direcional de controle deve ser movida para além do ponto neutro, na direção oposta. A taxa de desaceleração é controlada pela variação da distância em que a chave direcional é movida a partir da posição neutra na direção oposta. Consultar a CONFIGURAÇÃO DO MANCHE, nesta seção do manual, para ver as configurações alternativas dos Manches Direito e Esquerdo. Com a chave de transferência de locomoção na posição PROPEL, empurrar a chave direcional para frente irá liberar a locomoção da máquina pela esteira direita para frente. Puxar a chave direcional para trás inverterá o sentido de locomoção da máquina para trás. O movimento de elevação é bloqueado eletricamente quando a máquina esta no modo de locomoção. NOTA: Quando a CHAVE DIRECIONAL é usada no modo de giro, a chave é uma chave liberada por mola, o que significa que quando livre, ela retornará para a posição neutra.
BOTÃO DE PARADA DE EMERGÊNCIA
O botão de parada de emergência está posicionado no console do lado direito. É usado para interromper a alimentação de energia dos movimentos da máquina após estes movimentos terem sido parados da forma normal.
O pressionamento deste botão, durante o funcionamento da máquina, irá causar a frenagem elétrica automática total de todos os mecanismos e assim que a velocidade atingir menos de 5% da velocidade nominal, irá acionar todos os freios mecânicos. Caso os mecanismos já estejam parados, os freios serão acionados e a alimentação será removida imediatamente. Há um interruptor semelhante, situado no painel anterior da cabine de controle do PLC, que poderá ser usado durante os testes da máquina.
PERIGO: O OPERADOR NUNCA DEVE DEIXAR O ASSENTO DO OPERADOR ANTES DE PRESSIONAR O BOTÃO DE PARADA DOS CONTROLES. Acionar apenas os freios mecânicos através dos interruptores individuais não é salvaguarda suficiente para impedir dano à máquina ou risco pessoal.
BOTÃO DE RESET (REARME) DOS CONTROLES
CUIDADO:Este não é um sistema automático de rearme. Todos os controles precisam estar na posição neutra antes que o botão de rearme dos controles seja acionado.
Console Direito de Comando
O botão de rearme dos controles está localizado no console do lado direito do operador. O botão de rearme restabelece a energia a todos os movimentos se os freios estiverem na posição liberado e não existirem falhas adicionais. O botão é inoperante até que o controle de partida de energia principal tenha sido ativado.
Se uma falha de controle ocorre e interrompe um movimento, todos os movimentos irão ser automaticamente interrompidos juntos. Se a falha for reparada, o movimento pode ser reativado pressionando esse botão. Se a falha não for restaurada, os movimentos sem falhas podem ser restaurados pressionando esse botão, a fim de permitir que esses movimentos se reposicionem.
CHAVE SELETORA ESCAVAÇÃO / LOCOMOÇÃO
O comando de transferência de locomoção é uma chave de duas posições, montada no console do lado direito do operador. A chave é usada para ativar os circuitos de locomoção ou escavação. Quando um circuito está ativado o outro está bloqueado. O modo corrente de operação será indicado na tela do operador.
IMPORTANTE: •ENQUANTO ESTIVER NO MODO DE ESCAVAÇÃO (DIG) O CONTROLE DE LOCOMOÇÃO ESTARÁ DESATIVADO. •ENQUANTO ESTIVER NO MODO DE LOCOMOÇÃO (PROPEL) O CONTROLE ESCAVAÇÃO ESTARÁ DESATIVADO.
O procedimento recomendado para transferência do modo de escavação para locomoção é posicionar todos os movimentos para uma parada controlada pelo operador. Então deve ser acionado o botão de controle de parada. Posicione a chave de freio de elevação em "aplicado" e gire a chave de transferência de locomoção da posição escavar ("DIG") para locomoção ("PROPEL"). Quando as luzes indicativas na tela do monitor indicar que a transferência está completa, gire a chave do freio de locomoção para liberado e pressione o botão de desativado.
BOTÃO DE PARADA DE EMERGÊNCIA
O botão de parada de emergência está posicionado no console do lado direito. É usado para interromper a alimentação de energia dos movimentos da máquina após estes movimentos terem sido parados da forma normal. O segundo propósito desse botão é parar a máquina sob condições operacionais de emergência. O acionamento desse botão irá acarretar a frenagem elétrica e mecânica imediata, simultaneamente. Por causa disso, esse botão deve ser usado somente se o operador pretende parar da forma mais severa todos os movimentos. Se a máquina estiver em movimento, a energia elétrica do sistema geral permanecerá nos movimentos durante alguns segundos para acionar o freio elétrico. Se a máquina estiver em movimento ou parada, esse botão irá energizar o barramento DC com aproximadamente zero volts rapidamente após o tempo de retardo.
CUIDADO:PRESSIONAR O BOTÃO QUANDO QUALQUER ACIONAMENTO ESTIVER EM MOVIMENTO PODERÁ RESULTAR EM DANOS A COMPONENTES.
Um segundo botão, que também realiza as funções acima descritas, situa-se no console de partida remota, rotulado como "machine stop" (parar máquina)
BOTÃO DE DESLIGAMENTO DE ENERGIA
O botão de desligamento da energia elétrica está localizado no console do lado direito do operador. É usado somente para cortar imediatamente a energia elétrica dos acionamentos em caso de uma emergência elétrica envolvendo falhas de componentes ou incêndio.
CUIDADO:O ACIONAMENTO DO BOTÃO DE DESLIGAMENTO DE ENERGIA ELÉTRICA PRINCIPAL COM O EQUIPAMENTO EM MOVIMENTO IRÁ ACIONAR OS FREIOS MECÂNICOS E CORTAR A ALTA TENSÃO QUE ALIMENTA A MÁQUINA. ESSA AÇÃO PODE CAUSAR DANOS AOS COMPONENTES. Isso também resultará na inabilitação de abaixar a voltagem da alimentação do barramento DC para um valor baixo. A tensão irá cair lentamente, demorando alguns minutos.
BOTÃO DE FIXAÇÃO DA CONTINUIDADE DE ATERRAMENTO
Este botão é usado para desligar o disjuntor que alimenta a energia elétrica para a máquina. Quando a máquina estiver operando, este botão deve ser usado somente para desligar a máquina quando o corte de energia elétrica for requerido.
TELEFONE
Há um telefone situado na parte posterior do console direito de controle. O mesmo se conecta a outras estações telefônicas espalhadas pela máquina.
ASSENTO DO OPERADOR
Assento do Operador - Vista Frontal
O assento do operador foi escolhido para proporcionar ao operador o máximo de conforto, combinado com o fácil acesso aos controles, de modo a aumentar a produtividade. O assento possui vários ajustes permitindo que o mesmo seja regulado de acordo com as necessidades individuais de cada operador.
Ajuste de Peso
O assento deve ser regulado para o peso do operador puxando-se a alavanca de acionamento do regulador automático de peso e altura enquanto o operador estiver no assento e a máquina estiver estacionária.
Ajuste de Altura
A altura do assento é regulada pneumaticamente puxando-se ou empurrando-se a alavanca de ajuste conforme necessário para se obter a posição desejada. NÃO OPERE o compressor por mais de um minuto ininterruptamente.
Ajuste do Ângulo da Almofada do Assento
O ângulo da almofada do assento pode ser ajustado separadamente, por trás. Levante a manivela e exerça pressão na direção desejada, estando assentado. Libere a manivela quando for atingida a posição desejada.
Ajuste da Profundidade do Assento
A profundidade da parte inferior do assento pode ser ajustada separadamente. Levante a manivela e deslize a parte inferior do assento para frente ou para trás. Solte a manivela quando for atingida a posição desejada.
Ajuste dos Descansos de Braços
Os descansos de braços do assento podem ser ajustados para satisfazer as necessidades individuais de cada operador ou dobrados e guardados.
Para ajustar a altura dos descansos de braços, afrouxe os botões de fricção manuais, do lado externo do descanso de braço, permitindo que o mesmo gire. Desloque o descanso de braço para qualquer posição desejada, dentro do curso do mesmo, e reaperte quando desejado.
Para erguer os descansos de braços, levante pela frente e ajuste os mesmos para a posição vertical.
Ajuste do Apóia-Cabeça
O descanso para cabeça pode ser facilmente ajustado, levantando-se ou inclinando-se o mesmo até se atingir a posição desejada.
Suporte Lombar
A curvatura do encosto pode ser ajustada pneumaticamente, pressionando-se os botões na parte anterior esquerda inferior do mesmo.
Ajuste do Encosto
Ajusta-se o encosto levantando-se a alavanca e então soltando-se a mesma, uma vez obtida a posição desejada.
DISPLAY DO OPERADOR
Usa-se um Painel do operador, baseado em um PC, para proporcionar ao operador uma interface com a máquina e com as áreas funcionais da mesma. Através deste painel informativo o operador poderá entrar com comandos que afetam a operação da máquina, monitorar os sistemas e realizar ajustes no sistema. Através deste painel o operador receberá dados pertinentes sobre falhas para identificar problemas em potencial e prevenir danos à máquina.
Painel do Operador
O painel é instalado em um braço móvel que se projeta a partir de um pedestal no lado direito do operador. O braço permite que operadores distintos posicionem a tela em qualquer posição desejada. A tela do monitor pode ser girada em torno dos eixos horizontal e vertical.
AREA DE EXPOSIÇÃO E INDICADORES
A área de exposição da tela do monitor é uma ampla área no centro da tela. Esta área é "sensível ao toque". Toda informação será apresentada nesta área tanto em formato texto como por ícones. Os botões ou ícones que aparecem na tela reagirão ao toque na área apropriada do ícone.
Estes ícones e botões irão interagir ativando a tela, ativando interruptores ou exibindo informações relativas ao ícone.
Todos os controles da máquina podem ser encontrados na tela sensível ao toque do Painel do Painel do operador ou nos Consoles de Controle no assento do operador.
TELAS DE APRESENTAÇÃO
A tela inicial aparece quando a máquina é inicializada.
Tela Inicial
A informação fornecida na área central da tela é específica da máquina.
Tela de Idiomas
Esta tela permite que seja redefinido o idioma usado nas telas.
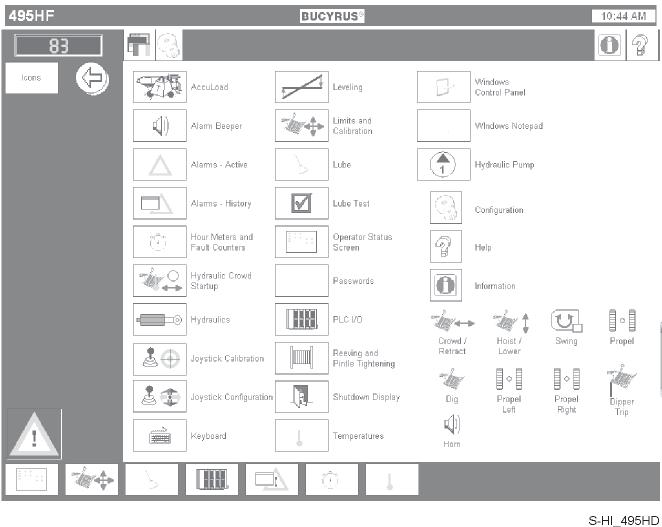
Tela dos Ícones
Esta tela exibe os ícones usados em todas as telas do sistema.
Alarmes Ativos A tela do alarme ativo traz uma lista com todos os alarmes ativos e falhas que começaram na máquina e não foram RESET (reiniciadas). Uma vez que um alarme ou falha foi mostrado, estas mensagens continuarão visíveis e NÃO SERÃO removidas da tela até que ela tenha sido RESETada.

Novos Alarmes Na ocorrência de um novo alarme, o mesmo aparece em uma janela separada, no topo de qualquer tela. O alarme será removido quando não houver alarmes ativos, quando o usuário for a alguma das outras telas de alarme ou pressionar o X próximo à linha.
NOTA: É importante lembrar que as mensagens que aparecerão na tela são de alarmes não mais ativos. Todas as mensagens aparecerão após o último reconhecimento.


Ajuda Para Alarmes
A tela de ajuda pode ser acessada a qualquer momento. Esta tela traz informações esclarecedoras relacionadas ao sistema de alarme da máquina.

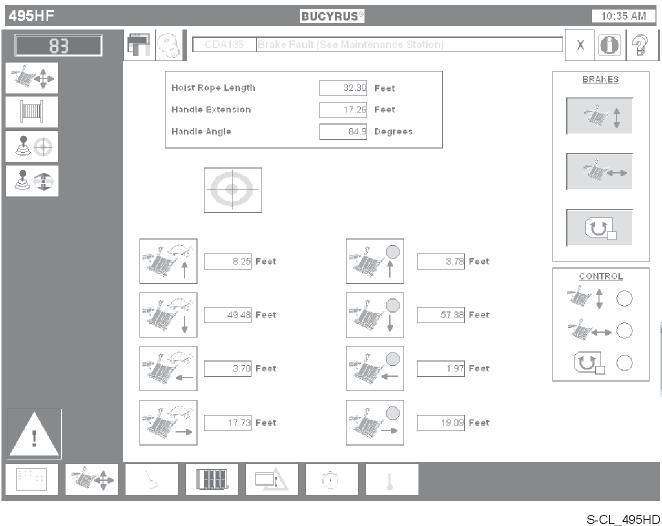
Passagem de Cabo / Aperto do Pino Central
A tela de passagem de cabo / aperto do pino central é selecionada para se fazer ajustes no pino central ou para trocar qualquer dos principais cabos de aço da máquina. Esta tela estará ativa quando estiver no modo de aperto do pino central. Se a troca de cabos é desejada, uma seleção deve ser feita nos botões da parte inferior esquerda do monitor.
NOTA: Antes de acionar os diferentes modos de operação, o botão do modo "desabilitado" deve ser pressionado.
Chaves para a ativação / liberação dos freios de elevação, escavação e giro estão previstas, juntamente com os indicadores de situação mostrados abaixo das chaves de frenagem. As telas ajudam no correto posicionamento dos cabos nos tambores e permite pleno controle dos movimentos do tambor.
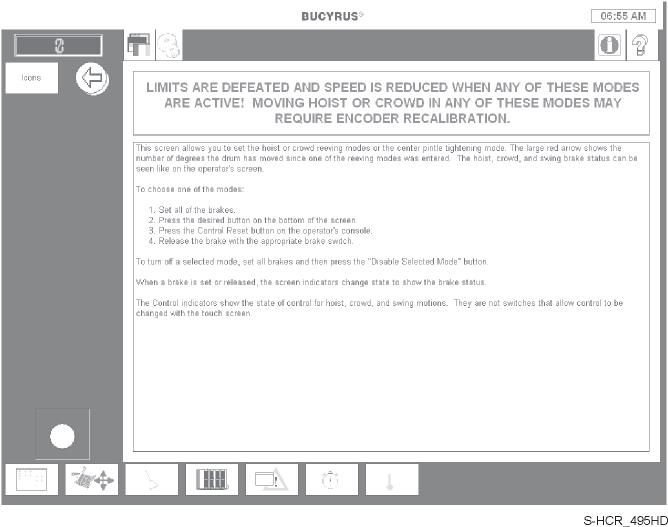
Ajuda Passagem de Cabo / Aperto do Pino Central Esta tela traz informações claras sobre a fixação dos cabos e ajustes no pino central.
Limites Para Calibração
A tela de calibração pode ser usada para ajustar os diversos limites exigidos para controlar os movimentos da máquina. Nesta tela as chaves para os freios de elevação, carregamento e giro podem ser encontradas, juntamente com o "status" dos indicadores de cada um.

Ajuda dos Limites Para Calibração
Esta tela traz informações esclarecedoras sobre o processo de calibração.

Tela Quantidade de Falhas / Horas de Operação
A tela quantidade de falhas / horas de operação dá ao operador informações sobre a quantidade de faltas que ocorreram desde o último RESET. Ela também fornece o total de horas de operação.

Tela do menu PLC
Essa tela ativa outras telas que serão usadas para monitorar vários racks dentro dos gabinetes do PLC (CONTROLADOR LÓGICO PROGRAMÁVEL).

Tela Típica de Temperatura Nos Mancais

Tela do Operador
A tela do operador é a ferramenta operacional primária a ser vista pelo operador da máquina durante o uso diário do equipamento. Os controles disponíveis nesta tela oferecerão ao operador as informações necessárias para visualizar "de relance" o status dos itens requeridos para a escavação e efetuar ajustes nos controles.
CONTROLES AUXILIARES
CONSOLE DE PARTIDA REMOTA
O painel de partida remota está situado no lado direito da máquina, logo na entrada da casa de máquinas. O painel contém os seguintes interruptores e luzes indicadoras, usados para se dar a partida inicial na máquina:
Luz de Seqüência de Fases
A luz indicadora verde, quando acesa, indica que a seqüência de fases da alimentação está correta. Se a luz estiver APAGADA, solicite ao pessoal da manutenção elétrica a mudança da seqüência de fases do cabo de alimentação.
Luz de Temperatura dos Compartimentos de Acionamento
Esta luz indicadora verde, quando acesa, indica que os compartimentos dos circuitos de acionamento elétrico estão na temperatura correta. Temperaturas muito altas ou muito baixas não permitirão a partida da máquina.
Luz de Energização do PLC
Esta luz indicadora verde, quando acesa, indica que o PLC e o controle do acionamento estão energizados. Esta luz deve se acender aproximadamente 20 segundos após dada a partida no conjunto motor-gerador da UPS.
Luz de Sistema Pronto
Esta luz indicadora verde, quando acesa, indica que o sistema está pronto para ser ativado. Quando o botão de operação do sistema for pressionado e o sistema for ativado com êxito, esta luz se apagará.
Luz de Falta no Terra Auxiliar
Esta luz indicadora verde, quando acesa, indica que não há nenhuma falta no terra auxiliar da alimentação. Se a luz estiver APAGADA, alerte um eletricista assim que possível.
Luz de Seqüência Incompleta
Esta luz indicadora vermelha, quando acesa, indica que a seqüência de partida automática não foi concluída em um período de tempo pré-definido. Solicite a um eletricista que o mesmo localize e solucione o problema com a seqüência. Se esta luz indicadora não se acender, a seqüência de partida estará progredindo corretamente e a partida da máquina pode continuar.
Botão de Operação do Sistema
Este botão irá energizar o sistema de acionamento quando pressionado, caso a luz de sistema pronto esteja acesa.
Botões de Partida/Parada do Compressor de Ar
Os botões de partida e parada do compressor de ar são usados para controlar o compressor de ar auxiliar. O botão de parada é usado apenas para a desativação completa da máquina ou ao se realizar a manutenção do compressor de ar.
DISJUNTORES DA ILUMINAÇÃO DA CASA DE MÁQUINAS
Os disjuntores da iluminação da casa de máquinas estão situados na parede direita da casa de máquinas, junto ao console de partida remota. Há um disjuntor principal, situado no compartimento de controle auxiliar. Os disjuntores protegem as lâmpadas contra sobrecorrente.
INTERRUPTOR DE TRANSFERÊNCIA DA ILUMINAÇÃO
O interruptor de transferência da iluminação está situado na parede direita da casa de máquinas, próximo ao centro de controle de iluminação. Este interruptor é usado para transferir a alimentação da iluminação de uma fonte na máquina para uma fonte externa.
PAINEL DE CONTROLE DE LUBRIFICAÇÃO
Na fila superior desse painel existe um grupo de luzes indicadoras. A luz vermelha indica que o sistema tem uma falha e a luz verde indica que a energia elétrica para o sistema é fornecida para cada sistema independente de lubrificação (A, B e C). Chaves com isolamento são usadas para fornecer energia elétrica a cada sistema e para isolar cada sistema da energia elétrica. Essas chaves também são usadas para reset das falhas de lubrificação. Essas chaves estão normalmente ligadas (ON). Botões para lubrificação manual também estão previstos.
LIMPADORES DE PÁRA-BRISA
Há dois limpadores de pára-brisa, operados eletricamente, na janela anterior da cabine: um para a porção inferior da janela e outro para a porção superior da mesma.
Verifique as palhetas para assegurar que as mesmas percorrem livremente a janela, sem encostar na moldura da mesma. Reposicione o braço pantógrafo no eixo do motor do limpador, caso necessário, para impedir o contato das palhetas com a moldura da janela. Verifique freqüentemente a condição das palhetas e substitua-as em caso de dano.
LAVADOR DO PÁRA-BRISA
Uma unidade lavadora de pára-brisa, operada eletricamente, opcional, borrifa um agente limpador no pára-brisa, através de um bico pulverizador, quando ativado. Quando operado em climas quentes, pode-se usar água como agente. Em áreas onde ocorrem temperaturas abaixo de zero, recomenda-se um solvente limpador de pára-brisa com características anticongelantes.
VERIFICAÇÕES ANTES DA PARTIDA
Antes de dar partida na escavadeira, inspecione a máquina, para assegurar que ela está pronta para ser colocada em operação. Falhas na execução desta rotina podem resultar em perda desnecessária de tempo. Por exemplo: um vazamento de óleo não percebido pode resultar em um redutor seco, que pode levar eventualmente ao desgaste excessivo ou mesmo perda total das engrenagens, travamento dos rolamentos e outros problemas mecânicos. Fios partidos nos cabos de aço da elevação, escavação e retração, se não detectados, podem resultar em acidentes pelo manuseio ou sérios danos à máquina ou a unidades de transporte. Uns poucos minutos gastos inspecionando a máquina sempre resultam em considerável economia de tempo e eficiência da máquina. A seção 4 deste manual contém listas de verificação reproduzíveis para efetuar registros e assegurar que padrões adequados de manutenção estejam sendo aplicados.
INSPEÇÃO A PÉ EM TORNO DA MÁQUINA NO NÍVEL DO SOLO
Verifique diariamente as seguintes áreas durante a inspeção geral em torno do equipamento:
1. Verifique a ocorrência de sinais de vazamento de óleo, inspecionando as áreas debaixo e em volta das esteiras. Se gotas avulsas forem encontradas, o vazamento é mínimo. Determine o local do vazamento, e anote-o na Folha de Inspeção. Se a formação de uma poça for observada, determine a fonte e tome uma ação corretiva imediatamente. Verifique se há itens de fixação frouxos, uma gaxeta defeituosa, ou uma combinação de ambos, ou ainda um problema semelhante que possa estar originando o defeito. Reaperte os itens de fixação soltos e troque as gaxetas defeituosas.
2. Inspecione as esteiras, verificando a existência de elos quebrados ou pinos de trava, relaxamento excessivo das esteiras, sapatas quebradas, ou outros problemas. Verifique o nível de óleo nos redutores planetários de locomoção. Reabasteça se necessário.
3. Inspecione a mesa de giro e as proteções dos pinhões, verificando a existência de pedras, sujeira e outros detritos que poderão interferir na operação da escavadeira. Inspecione os dentes da cremalheira de giro e os roletes, verificando a correta existência de filme lubrificante.
PERIGO: ALTA TENSÃO! O CABO DE ALIMENTAÇÃO DA MÁQUINA TRANSPORTA ENERGIA ELÉTRICA DE VOLTAGEM LETAL. Manuseie o cabo de forma aprovada com luvas de borracha e ganchos ou alicates isolados.
4. Inspecione visualmente o cabo de alimentação, verificando a existência de cortes, desgaste acentuado ou outros danos.
5. Verifique se o exterior da casa de máquinas está danificado ou com alguma evidência de goteiras.
6. Inspecione o mecanismo de movimentação da caçamba, cabo, barra de trava e peças associadas quanto a danos, ajuste ou desgaste.
7. Verifique a báscula da caçamba, itens de fixação e amortecedores quanto a danos e desgaste excessivo.
8. Inspecione os pontos de ligação das articulações, os cilindros acionadores e espaçadores e o tubulão da caçamba, verificando a existência de trincas, desgaste, falta de lubrificação e ajustes.
9. Inspecione a lança giratória quanto á segurança e existência de danos
10. Inspecione os dentes da caçamba e os adaptadores verificando se estão apertados ou com desgaste excessivo.
11. Inspecione o trinco da tampa da caçamba, verificando se está desgastado e lubrificado corretamente.
12. Verifique se os cabos das roldanas e da estrutura da lança estão perfeitos ou se apresentam quebras ou soquetes folgados.
INSPEÇÃO A BORDO
Verifique diariamente as seguintes áreas antes de entrar na máquina:
1. Inspecione visualmente os redutores de giro, escavação e elevação, verificando a existência de vazamentos de óleo. Repare e reabasteça se necessário.
2. Inspecione visualmente todos os mecanismos, verificando parafusos, porcas e braçadeiras soltos, ou deterioração incomum. Repare se necessário.
3. Inspecione visualmente as engrenagens abertas dos mecanismos de giro, escavação e elevação quanto á existência de um correto filme de lubrificante e o funcionamento adequado do sistema distribuidor de lubrificação.
4. Inspecione visualmente os cabos de elevação e escavação quanto a desgaste, lubrificação e evidência de agarramento próximo ao moitão de fixação do tambor.
5. Verifique o nível de óleo do compressor de ar. Complete o nível se necessário.
6. Verifique o nível do reservatório de lubrificante nos sistemas de ar e dos lubrificadores.
7. Inspecione a estações de bombeamento da lubrificação automática centralizada quanto a sinais de funcionamento inadequado. Verifique o fornecimento e o reservatório de lubrificante e reabasteça se necessário.
8. Inspecione visualmente os conjuntos de freio de giro, escavação e elevação quanto a danos, desgaste e evidência de condição de superaquecimento.
9. Verifique a cabine do operador quanto á limpeza e boas condições visuais dos controles e localização dos equipamentos especiais que possam ser requeridos pelo local de trabalho. Cheque todos os controles operacionais quanto á liberdade de movimento. Os controles devem se mover livremente sem interrupções.
10. Limpe as janelas da cabine do operador
11. Inspecione passarelas e escadas e assegure-se de que não há obstruções ou fluidos no chão criando um risco para a segurança.
12. Assegure-se de que todas as escadas fixas e móveis externas estejam suspensas e fixadas corretamente.
13. Lubrifique os seguintes pinos de lubrificação manual:
Roldanas da escavação..............................................................OGL - 1 pino Pinos da trava..............................................................................OGL - 6 pinos Pinos da caçamba.......................................................................OGL - 2 pinos Rolete de guia do cabo de movimentação da caçamba..............OGL - 1 pino Alavanca da manga da trava........................................................OGL - 1 pino Pinos dos cabos estruturais.........................................................OGL - 4 pinos
NOTA: Informações mais detalhadas sobre o atendimento correto nestes componentes podem ser encontradas nas seções 3 e 4 deste manual.
PARTIDA, OPERAÇÃO E DESLIGAMENTO
PARTIDA DA MÁQUINA
Se estiver dando partida na escavadeira pela primeira vez, ou após a máquina ter passado por alguma manutenção, o procedimento é essencialmente o mesmo.
1. Execute todas as verificações pré-partida enumeradas em VERIFICAÇÕES PRÉ-PARTIDA, nesta seção do manual.
2. Levante a escada de acesso, certificando-se de que ela está presa na posição erguida. A chave limitadora no topo da escada não irá fechar contato e os controles não serão alimentados se a escada não estiver na posição completamente erguida.
Partida Posições do Controle
3. Na cabine do operador, certifique-se de que todas os interruptores de freio estejam na posição "SET" (ACIONADO) e que os manches de controle estejam na posição neutra. Então vá à sala de comando elétrico, na parte posterior da casa de máquinas.
4. No compartimento de controle AC certifique-se de que o disjuntor da UPS está na posição "ON" (LIGADO). No compartimento de controle dos motores, certifique-se de que todos os disjuntores estão na posição "ON" (LIGADO).
5. No console de partida remota, na casa de máquinas, utilize a seguinte seqüência para dar partida na máquina:
a. Certifique-se de que a luz verde FALTA NO TERRA AUXILIAR está acesa.
ATENÇÃO:SE A LUZ DE FALTA NO TERRA AUXILIAR ESTIVER APAGADA, ALERTE UM ELETRICISTA ASSIM QUE POSSÍVEL. A máquina pode ser operada com uma falta, mas uma segunda falta pode causar dano à mesma e/ou se tornar um risco de segurança. A falta deve ser resolvida tão logo quanto possível.
b. Certifique-se de que a luz verde de SEQÜÊNCIA DE FASES está acesa. A mesma indica que a seqüência de fases da alimentação está correta. Caso contrário, a luz estará apagada e a máquina não dará partida. O pessoal de manutenção elétrica deverá solucionar o problema.
NOTA: Esta luz de SEQÜÊNCIA DE FASE também indica desequilíbrio de fases, perda de fase ou sub-tensão na alimentação auxiliar. A ocorrência de qualquer uma dessas faltas durante a operação da máquina irá produzir um alarme. No caso de um alarme, um eletricista deve ser notificado. A máquina, contudo, poderá ser operada.
c. Certifique-se de que as luzes verdes de temperatura do PLC e dos compartimentos de acionamento estão acesas. Se a temperatura estiver muito alta ou muito baixa a máquina não pode ser ativada.
d. Pressione o botão para ligar a FONTE DE ALIMENTAÇÃO ININTERRUPTÍVEL ("UPS").
Um segundo botão para partida da UPS encontra-se no compartimento de controle da mesma.
e. Certifique-se que a luz verde de PLC LIGADO está acesa. Esta deve se acender aproximadamente 20 segundos após a partida do motor da UPS.
f. Gire o interruptor OPERAR COMPRESSOR DE AR para a posição "operar" ou pressione o botão de partida.
g. Certifique-se de que a luz verde SISTEMA PRONTO está acesa.
h. Certifique-se de que a luz verde SISTEMA PRONTO está acesa.
i. Certifique-se de que a luz vermelha SEQÜÊNCIA INCOMPLETA está apagada. Caso a mesma esteja acesa, solicite ao eletricista a solução o problema.
6. Na cabine do operador, certifique-se de que a pressão do ar mostrada no painel do operador está correta. A máquina não poderá ser operada até que a pressão do ar atinja o valor nominal.
7. Certifique-se de que os interruptores dos freios estão na posição "acionado", que os manches estão na posição neutra e que a pressão do ar está correta. Soe a buzina de sinalização e certifique-se de que todo o pessoal está fora do alcance da máquina.
8. Gire o interruptor de transferência de propulsão para a posição DIG ("CAVAR"). Quando as luzes do Painel do operador indicarem a conclusão do processo, pressione o botão de reinicialização dos controles para ativar os mesmos.
9. Gire os interruptores de freio de elevação, avanço da lança, rotação e propulsão para a posição LIBERADO.
10. Acione brevemente os controles de rotação, avanço da lança, elevação e propulsão para assegurar que cada um dos movimentos está operacional.
RELIGAMENTO APÓS UMA FALHA ELÉTRICA
Para dar partida na máquina após uma condição de falha do sistema de controle elétrico proceda da seguinte forma:
NOTA: Antes que um ou todos os movimentos possam ser reativados, as seguintes condições precisam ser atendidas:
a. Nenhuma tela especial do monitor do operador está ativada. b. Para o movimento de elevação / locomoção a chave de transferência de elevação / locomoção deve estar na posição escolhida pela chave seletora de modo de operação. c. A chave mestra para o movimento que está sendo reativado deve estar na posição
NEUTRA.
d. A chave seletora do freio mecânico do movimento deve estar na posição "APLICADO".
1. Para falhas de deslocamento de elevação e escavação além dos limites, o movimento será primeiramente desacelerado até a parada, mas os controles permanecerão ativados. A reversão da chave mestra removerá e falha e permitirá a continuidade da operação.
2. No caso de uma falha decorrente de "jacking" da lança (onde a caçamba, sendo pivotada para longe da lança e depois retornando, se choca com a lança), o movimento será interrompido mas os controles permanecerão ativos. A reversão do comutador mestre do movimento de avanço irá remover a falha e permitir a continuidade da operação.
3. Se a escada de acesso for abaixada quando a máquina estiver em operação, uma mensagem de alarme será enviada para o operador e os movimentos de giro e locomoção serão desativados. Os movimentos de elevação e escavação permanecerão ativos.
Voltando a escada para a posição, os movimentos poderão ser reativados, pressionado o botão de rearme dos controles.
4. Para a maioria das outras falhas, a máquina será parada e os freios acionados. Nessas situações, os controles não poderão ser rearmados até que a falha tenha sido corrigida por um eletricista.
OPERAÇÃO
Operação eficiente é essencialmente o resultado do entendimento e aplicação das técnicas básicas relativas a cada movimento da escavadeira, para atingir ciclos de carregamento rápidos, suaves e seguros. A coordenação interrelacionada dos movimentos de elevação, giro e escavação resulta em uma eficiente operação da escavadeira.
Cada movimento é descrito nos parágrafos seguintes. O operador deve aprender completamente cada movimento, a sua finalidade e como esse conhecimento pode ser aplicado para transformálo em um operador eficiente.
Quando estiver aprendendo a manusear os controles, certifique-se de que todo o pessoal está fora de alcance da máquina e que há uma folga ampla, sem pontos perigosos em volta da máquina, como galerias, valas, rampas de embarque, e que a máquina não está muito próxima da face da bancada ou pedras salientes e grandes.
Use o monitor na cabine do operador para assisti-lo na operação da máquina. O monitor permite que um grande número de mensagens seja enviado para o operador de todos os pontos do sistema de controle. Essas mensagens se encaixam em quatro categorias básicas:
1. Mensagens operacionais da rotina normal. 2. Somente alarmes.
3. Mensagens de desligamento retardado. 4. Paradas e desligamentos instantâneos.
Este monitor também permite a configuração de determinados parâmetros operacionais para a máquina. Consulte PAINEL DO OPERADOR, nesta seção do manual, para obter descrições detalhadas das telas de monitoramento do Painel do operador e como as mesmas se relacionam à operação correta da máquina.
HOIST MOTION MOVIMENTOS DA MÁQUINA
Na configuração padrão, o movimento de Elevação é controlado pelo manche direito do operador. Posicione a chave de transferência de locomoção na posição de escavar ("DIG"). Mova a alavanca de controle entre elevar ("HOIST") e abaixar ("LOWER") a caçamba, até que um "sentido" seja desenvolvido para a faixa de altura, profundidade e velocidade na qual de move a caçamba. Pratique a função de elevação até que o movimento possa ser parado suavemente.
CUIDADO:Essa alavanca também controla o movimento de giro para a esquerda e para a direita.
NOTA: A ilustração a seguir representa a configuração padrão.
CROWD MOTION
Na configuração padrão, o movimento de avanço é controlado pelo manche esquerdo do operador Mova a alavanca de controle para escavar e retrair o tubulão até que um "sentido" seja desenvolvido para os limites e velocidade do movimento.
CUIDADO:Essa alavanca também controla a buzina e a abertura da tampa da caçamba.
NOTA: A ilustração a seguir representa a configuração padrão.
Pratique as funções de escavação e retração até que o movimento possa ser parado de maneira suave. Combine as funções de escavação e elevação e pratique até que movimentos suaves e coordenados e, conseqüentemente, uma máxima eficiência operacional da máquina seja atingida.
MOVIMENTO DE LOCOMOÇÃO
O movimento de locomoção é controlado colocando a chave de transferência de locomoção no modo de locomoção e/ou atuando na chave mestra de controle de escavação . Para se deslocar em direção reta, a alavanca de elevação e a chave mestre de escavação são empurradas para frente ao mesmo tempo. A velocidade de locomoção aumenta á medida que as alavancas se afastam da posição neutra. Para locomover para trás, empurre igualmente as chave direcionais para trás.
NOTA: A ilustração a seguir representa a configuração padrão.
PERIGO: O FREIO DE ELEVAÇÃO DEVE ESTAR SEMPRE ACIONADO QUANDO NO MODO DE LOCOMOÇÃO.
Locomoção - Reto Avante / Reverso
MOVIMENTO DE GIRO
O movimento de giro é controlado pela chave direcional montada no console direito. Para girar em qualquer direção, mova a chave direcional na direção que você quer girar. Pratique girando em cada direção até que um "sentido" seja desenvolvido para partida e parada.
NOTA: A chave direcional também controla a elevação e o abaixamento da caçamba através de movimentos da alavanca para frente ou para traz.
PERIGO: Cada movimento - de elevação (hoist) ou giro (swing) - fica totalmente operacional através da movimentação completa da outra manobra.
NOTA: Quando essa alavanca é usada para locomover a máquina, os movimentos de elevação e giro estão eletricamente bloqueados.
NOTA: A ilustração a seguir representa a configuração padrão.
MOVIMENTO CORRETO DE GIRO
O movimento de giro correto se resume num controle suave e eficiente do ciclo de giro. O movimento de giro inicia-se em direção á unidade de transporte quando a caçamba está cheia e livre do banco.
PERIGO: Danos extensos ao tubulão e á caçamba podem ocorrer se a máquina girar antes que a caçamba se desprenda do banco.
O movimento de giro começa com aceleração até um ponto otimizado no qual a escavadeira é levada a parar sobre a unidade de transporte. O máximo de eficiência e o mínimo de desgaste no maquinário de giro são resultados diretos de um bom uso do movimento de giro
NOTA: O movimento impróprio do giro resulta no controle errático e em um ciclo inefficient do giro.
PERIGO: A caçamba nunca deve ser girada sobre pessoas, cabos móveis, equipamentos elétricos, ou outro equipamento. Quando a caçamba estiver carregada, aberturas acidentais da báscula de descarga da caçamba podem resultar em morte ou sérias lesões ao pessoal, alem de danos extensivos ao equipamento. Caçambas vazias podem conter pequenos fragmentos de material que podem ser extremamente perigosos se caírem de uma altura considerável. Em movimentos longos é melhor ter a báscula de descarga da caçamba aberta quando a caçamba estiver vazia ou em posição baixa, num ponto que permita movimento sem encostar no chão.
È necessário certo tempo para acelerar qualquer movimento do zero até a velocidade de trabalho e também para desacelerar desta velocidade de trabalho para zero. O tempo despendido com a aceleração e desaceleração do giro representa a maior parte de todo o ciclo de escavação. Assim, os arcos de giro devem ser mantidos no mínimo para obter o máximo de eficiência na operação. Por ex: Assumindo que um giro de 90º resulta numa produção máxima de 100%, se aumentarmos o arco do giro para 180º reduziremos a produção em 70%, enquanto se reduzirmos o arco do giro para 45º aumentaremos a produção para 126%. Portanto, um arco de giro de 90 º ou menos de ser sempre usado.
As unidades de transporte devem ser posicionadas de forma que sua linha de centro esteja aproximadamente abaixo ou não mais que ligeiramente fora da linha imaginária de giro da ponta da lança. Essa posição reduz substancialmente a quantidade de manobras requeridas do operador para posicionar a caçamba no descarregamento. É uma boa prática "indicar" a posição das unidades de transporte pelo posicionamento da caçamba no ponto correto. Posicionar a unidade de transporte dentro ou fora da ponta da lança torna necessário retrair ou estender o tubulão e a caçamba, o que quebra o ritmo natural do operador.
Uma praça limpa e nivelada deve ser mantida. Um bom operador irá sempre limpar a praça antes de se mover na direção do banco. Uma praça limpa e nivelada é requisito para uma operação segura e estável da máquina e reduz danos aos elos das esteiras e componentes relacionados.
PERIGO: Nunca deve ser tentado o movimento de "varrer" com a máquina. O movimento de varrição é aquele em que a caçamba é abaixada até tocar o solo, e usando movimento de giro da máquina, move-se a caçamba de um lado para outro, varrendo a praça. As estruturas da caçamba, o tubulão e a lança, podem ser submetidas a sobrecargas. Um trator de esteiras ou pá carregadeira devem ser usados para manter limpa a praça, em conjunto com a escavadeira.
DIREÇÃO
Para fazer um giro gradual para a direita, mova a chave direcional ESQUERDA (crowd) para frente e deixe a chave direcional direita (hoist) na posição neutra.
Para fazer um giro gradual para a esquerda, mova a chave direcional DIREITA (hoist) para frente e deixe a chave direcional esquerda (crowd ) na posição neutra.
Sempre que possível, o direcionamento deve ser feito em pequenos incrementos de no máximo 15 a 20°. Desloque a máquina em linha reta por uma pequena distância (usualmente metade do comprimento da esteira) para retirar das esteiras, pedras e outros detritos. Então faça outro giro de 15 a 20°, assim por diante, até que o giro tenha sido completado.
NOTA: Quando manobrado em material macio como areia, argila, entre outros, incrementos de menos de 15 a 20° devem ser usados para minimizar o acúmulo de material no trilho das sapatas.
CURVAS COM CONTRA ROTAÇÃO
Sempre que possível, um giro único agudo deve ser evitado para minimizar o acúmulo de material nos trilhos dos roletes da esteira. Isto resultaria numa elevada carga sobre os elos da esteira e componentes de locomoção associados.
Para fazer um giro agudo para a direita, mova a alavanca ESQUERDA para frente e puxe a alavanca DIREITA para trás.
Para fazer um giro agudo para a esquerda, mova a alavanca DIREITA para frente e puxe a alavanca ESQUERDA para trás.
CUIDADO:Ao usar o método de contra rotação para giro, mantenha um ajudante para assegurar que os cabos móveis não dobrem e/ou sejam arrancados da máquina.
NOTA: A capacidade da máquina girar agudamente depende da superfície na qual a máquina está apoiada. Uma superfície macia fará a esteira cavar valas e a máquina atolar.
CUIDADO:Os freios de locomoção estão liberados quando qualquer chave direcional for movida do neutro. Os freios de locomoção estarão aplicados quando ambas as chaves retornarem á posição neutra.
Ao mover a máquina a máquina em linha reta, faça-o para frente, que é a direção do eixo de tomada a fim de reduzir esforços sobre os elos das esteiras e mecanismo de locomoção. Quando não for possível, e a locomoção for feita para trás, certifique-se de que os cabos móveis estejam sendo recolhidos pela máquina e obedeça aos sinais dados pelo ajudante. A máquina deveria ser girada para permitir ao operador olhar para a direção de locomoção.
NOTA: O giro na locomoção para trás requer que a chave mestra seja posicionada numa direção oposta á direção atual na qual o giro será feito.
A máquina deve se mover próxima ao banco em movimentos curtos e freqüentes, para manter a eficiência de escavação. Os movimentos devem ocorrer entre os carregamentos das unidades de transporte
POSICIONANDO A MÁQUINA
Há dois métodos básicos de posicionamento da máquina frente à superfície de trabalho do talude: o "método de back-up" e o "método drive-by". Ambos os métodos são aceitáveis e eficazes.
MÉTODO BACK-UP
Ao usar o método de back-up, posicione a máquina junto ao talude com a mesma voltada para a superfície a ser escavada. As unidades de transporte estão posicionadas em ambos os lados da máquina. O talude pode ser escavado até que uma área circular de 180° de material tenha sido removida do mesmo. Uma vez que o material tenha sido removido, será necessária um rotação de 90° ou mais para se encher as unidades de transporte, fazendo com que seja necessário movimentar a máquina.
Para reposicionar a máquina, propulsione a mesma para trás, para longe do talude, fazendo um ângulo de aproximadamente 45° com o mesmo. Quando o centro da máquina estiver alinhado com a borda da porção intocada da escavação anterior, propulsione à frente em direção ao talude e posicione a máquina para a escavação subseqüente.
O método de back-up irá minimizar o arco de rotação e reduzir o tempo de movimentação, exigir menos limpeza da área do pé do talude e simplificar o manuseio do cabo de alimentação, "cable standard" e carrinho do cabo de alimentação.
METHODO DRIVE-BY
AVISO: Caso as condições da mina ou o equipamento impedirem o uso dos seguintes procedimentos, utilize em seu lugar o "Método de Back-Up"
Posicione as esteiras da máquina paralelas ao talude, com o conjunto externo de esteiras diretamente alinhado com o pé do talude. As unidades de transporte devem se aproximar da máquina pela frente, se virando em direção contrária à mesma, à medida que a roda dianteira da unidade se aproximar das esteiras externas. As unidades de transporte então se posicionam de modo a permitir a ré até a ponta do talude, para enchimento. Durante o ciclo de carga, o arco de rotação ocorre apenas para um lado e não deve exceder 90°. O tempo de reciclagem de uma unidade de transporte para a próxima unidade vazia não deve exceder o tempo de ciclo entre cargas sucessivas da caçamba para cada unidade.
Durante o ciclo de carga, o arco de rotação não deve exceder 90°. O tempo entre a conclusão de uma unidade até o primeiro ciclo de carga da próxima não deve exceder o tempo de qualquer ciclo durante um carregamento.
INÍCIO DO CICLO DE ESCAVAÇÃO
O movimento de escavação força o lábio da caçamba no banco, no início do ciclo de escavação. É a força de escavação que permite ao lábio da caçamba e a boca da caçamba de entrarem em uma coluna de material com área da seção suficiente para encher a caçamba rapidamente.
Force o Lábio da Caçamba Contra o Banco
Há uma razão direta entre a profundidade de escavação do banco penetrado e a distância que a caçamba precisa ser levantada dentro do banco para ser cheia. Quanto mais funda for a "mordida" mais rapidamente a caçamba será cheia, desde que a força de elevação seja suficiente para cortar a coluna de material. Não tente levantar toda à altura do banco em cada passo. Tão logo a caçamba esteja cheia, recue-a do banco e gire o truque.
A penetração de escavação deve ser ligeira no arco de entrada e crescer à medida que a caçamba entra no banco. Isso irá permitir uma escavação o mais próximo possível da base do banco. Isto tem uma vantagem particular ao escavar material a granel ou detonado. Quanto maior a força de elevação e empuxo de escavação, mais rápido é o tempo de enchimento da caçamba em um ciclo de trabalho. O empuxo de escavação precisa ser mantido para manter a caçamba no banco enquanto ela é içada. Um benefício adicional de um correto empuxo de escavação e força de elevação é que a resistência vertical oposta do material do banco tende a ter um efeito de "alargamento" na boca da caçamba, minimizando espaços vazios e produzindo cargas maiores da caçamba.
É importante que toda a superfície cortante da caçamba tenha contato com o banco em cada passo. Um corte de face integral combinado com uma profunda penetração no banco irá resultar em uma caçamba cheia no trecho final de elevação. Um corte parcial, mesmo com uma penetração profunda, irá requerer um levantamento longo, e tende a deixar vazios na caçamba. Isso poderá criar a necessidade de passes adicionais para encher uma unidade de transporte.
Uma penetração pouco profunda ou superficial no arco de entrada e elevação não é efetiva nem eficiente. Um corte em camada fina provoca uma entrada desigual de material na caçamba resultando em vazios e exigindo passes adicionais enquanto acelera o desgaste do lábio da caçamba.
NOTA: corte profundo = menor tempo de enchimento
A escavação deve ocorrer abaixo da ponta da lança para uma eficiência máxima da escavadeira. Se necessário, a máquina deve ser movida para mais perto da face do banco, ao invés de estender o tubulão. Tentar alcançar material resulta em caçamba parcialmente carregada e tempo excessivo para escavar e retrair. Seja cuidadoso para não danificar as roldanas da ponta da lança quando operar perto de bancos muito altos.
Variações na Penetração da Caçamba
Forçar a escavação com a caçamba abaixada pode resultar em levantamento da lança Essa ação de levantamento pode resultar em danos a componentes. Forçar a escavação com a caçamba no banco retarda o processo de enchimento, o que significa redução da eficiência da máquina.
Escavar Com a Caçamba Atrás da Ponta da Lança
ATACANDO O BANCO
Para fazer uso máximo da força do cabo de elevação, a subida da caçamba deve ser o mais perto possível da vertical. A caçamba deve entrar no banco aproximadamente abaixo e atrás da ponta da lança. O corte real deve começar uns poucos graus atrás de uma linha vertical imaginária que passa na parte frontal das roldanas da ponta de lança. Um ataque correto ao banco resulta em força de elevação máxima alinhada com o corte. Quando a caçamba estiver muito avançada, a penetração será mínima e as forças de elevação e escavação se oporão uma à outra quando o ideal seria trabalharem juntas.
Faça Uso Efetivo da Força de Elevação
A capacidade nominal da caçamba de uma escavadeira é a capacidade em jardas cúbicas medida com a caçamba cheia até as bordas. Quando escavando, uma carga maior ou menor do que a capacidade nominal pode ser obtida, dependendo do tipo de material. Uma operação eficiente pode ser medida pelo número de carregamentos requeridos para encher uma unidade de transporte. Quando a capacidade da caçamba é eficientemente dimensionada para a capacidade do caminhão, não menos do que três ou não mais do que cinco caçambas cheias serão requeridas para carregar um caminhão. Outros fatores, como o dimensionamento incorreto das unidades de transporte em relação a caçamba, fragmentação incorreta do material, entre outros, também precisam ser considerados.
A Força de Elevação se Opõe á Força de Escavação
Em qualquer tipo de escavação, o operador cuidadoso precisa controlar a profundidade de corte desejada e controlar as exigências de força e elevação. O operador não deve estolar a máquina repetidamente no banco, e nem manter esta condição de estolagem. A expectativa de duração do mecanismo de elevação e dos cabos de elevação está correlacionada com a operação da máquina. Quando condições de estolagem são encontradas, recue o movimento de elevação retraia a caçamba ou ambos.
PERIGO: Mantenha a face do banco de forma a evitar qualquer deslizamento maior, que pode causar um acidente. Examine a face do banco, verificando a existência de matacões, grandes pedras, material congelado ou outros materiais que possam deslizar e provocar acidentes. Evite material suspenso.
O operador experiente não deve repetidamente ultrapassar o ponto da caçamba no banco de escavação, nem conservar esta condição de estolagem. A expectativa de vida do mecanismo de elevação e dos cabos de elevação está diretamente relacionada com a capacidade do operador de evitar a estolagem. Sempre que condições de estolagem forem encontradas, reverta o movimento de elevação, recolha a caçamba ou faça ambos. Evite sempre as condições de estolagem no decorrer das operações.
DANGER: Não mantenha a caçamba suspensa por longos períodos com os freios aplicados. Apóie a caçamba no chão se a máquina for ficar parada, ou sem pessoal por algum período de tempo. A não observância destas recomendações pode resultar em acidentes com ferimentos pessoais ou até morte de alguém que passar embaixo da máquina.
Para uma produção mais eficiente, a caçamba deve ser carregada a partir do ponto mais remoto enquanto espera pelo caminhão. Quando o caminhão está posicionado a escavação deve se iniciar perto dele, afastando-se progressivamente.
Essa técnica economiza tempo, permitindo ciclos curtos e suaves, eliminando excessivo movimento de giro, escavação e retração.
LIMITAÇOES DE INCLINAÇÃO DAS RAMPAS
Enquanto é recomendado que a máquina escave no nível do solo para uma maior produtividade e vida útil dos componentes, operações limitadas em rampas de até 8% são aceitáveis, desde que aceitáveis com mínimos efeitos adversos.
NOTA: E importante lembrar as diferenças entre a porcentagem e o grau de inclinação da rampa.
Rampa vs. Gráus
Limites de Rampa Para Operações e Capotamento
MATERIAL ESCAVADO
É importante que o operador não só conheça os controles da máquina, mas reconheça outros aspectos da operação em mineração. O principal entre eles é o tipo de material que será escavado. Isso representa uma grande parte da eficiência total da máquina.
Os materiais podem ser grosseiramente divididos em quatro categorias:
1. Fácil escavação: Essa categoria inclui todo material a granel, de fluxo livre, como depósitos de areia e cascalho, pilhas de materiais estocados como pedras finamente britadas, finos de minério, finos de carvão e qualquer outro material similar. A caçamba usualmente terá uma carga coroada.
2. Média escavação: Essa categoria inclui somente materiais que podem ser escavados de seus leitos naturais sem detonação, e que fragmentem em grande quantidade com alguns vazios. Esses materiais incluem argila, terra seca, misturas de argila/cascalho, cascalho com algumas pedras maiores, certos tipos de minérios e carvão. A caçamba será usualmente carregada completamente com o carregamento aumentado pela tendência natural do material de fragmentar quando encontra o lábio e os dentes da caçamba. 3. Difícil escavação: estão incluídos nessa categoria os materiais que requerem detonação, que resulta em boa fragmentação, mas deixando grandes blocos que provocam vazios. Calcário, gipsita, xisto, cascalho compactado, terra molhada, argila molhada e certos tipos de minério e estéril caem dentro desta categoria. A carga da caçamba será menor do que a carga total por causa da resistência do material ao fluxo e dos vazios, devido ao bloqueio do material. 4. Muito difícil escavação: Nessa categoria estão incluídos todos os materiais que requerem grande detonação e têm uma fragmentação irregular, assim com taconita, granito, xisto laminar, certos tipos de calcário e estéril aglomerado. A carga será consideravelmente menor do que a carga completa, por causa de grandes blocos e materiais presos ao banco que impedem o enchimento completo da caçamba.
VERIFICAÇÕES DURANTE A OPERAÇÃO
Durante a operação da máquina existem diversas coisas a considerar relativas à segurança e operação eficiente da máquina.
1. Verifique se os motores produzem ruídos incomuns, perdem potência ou falham ao responder aos controles.
2. Verifique se os mecanismos de elevação, escavação, giro e locomoção produzem ruídos incomuns e se há superaquecimento nos mancais de rolamentos.
3. Evite afrouxar os cabos de elevação, o que poderia permitir o enrolamento cruzado dos cabos no tambor ou sair de um sulco.
4. Verifique o manômetro de ar freqüentemente e investigue imediatamente se houver uma queda na pressão de ar. Corrija todos os vazamentos de ar.
5. Quando estiver se locomovendo, verifique o encaixe das rodas motrizes nas sapatas e ajuste as esteiras para corrigir alinhamentos inadequados.
6. Quando estiver operando as funções auxiliares como direção, observe qualquer tendência dos controles em emperrar ou falhar. Verifique e corrija qualquer problema o mais rápido que possível.
DICAS DE OPERAÇÃO
As seguintes dicas são em primeiro ligar lembretes dos SIM e dos NÃO relativos à operação de escavação: • Ataque o banco corretamente. • Trabalhe com a técnica de passos sucessivos. • Mantenha uma praça limpa. • Use o controle de elevação adequado. • Faça uso efetivo da força de elevação. • Use o controle de escavação adequado. • Force ao lábio da caçamba no banco do arco de entrada. • Escave o banco para uma penetração profunda. • Faça cortes de face integral para obter ciclos de carregamentos mais rápidos. • Escave abaixo da ponta da lança. • Faça ciclos de giro suaves e seguros. • Mantenha os arcos de giro dentro dos 90º. • "Posicione" as unidades de transporte corretamente. • Mantenha as faces de trabalho nos bancos livres de projeções. • Locomova a máquina para frente sempre que possível, ao invés de movimentá-la para trás. • Aproxime-se do banco frequentemente. • Faça escavação sobre a parte da escavadeira acima do eixo das rodas guia, sempre que possível. • Faça giros graduais quando locomovendo. • Não mantenha levantada uma caçamba carregada por um longo período. • Não opere muito próximo do material. • Não opere com a caçamba faltando dentes. • Não estole os movimentos de elevação e escavação. • Não tente alcançar o material. • Não estenda o tubulão para descarga nas unidades de transporte. • Não provoque o levantamento da lança • Não faça cortes de face parcial • Não faça cortes em camadas finas. • Não faça giros desordenados. • Não gire até que a caçamba esteja fora do banco. • Não gire caçambas, carregadas ou não, sobre pessoas ou equipamentos. • Não "varra" a praça com a caçamba. • Não faça conversões agudas quando locomovendo. • Não faça deslocamentos longos e ineficientes. • Não gire a máquina em arcos maiores de 90°.
• Não posicione as unidades de transporte dentro ou fora do arco de giro da ponta da lança. • Mantenha uma distância adequada entre a face do banco e as polias da ponta da lança. • Não permita que a caçamba entre em contato com as esteiras.
PARANDO A MÁQUINA
1. Volte as alavancas dos controles de elevação e escavação para as posições centrais (neutro).
2. Depois que todos os movimentos estiverem finalizados, acione o botão de CONTROLE DE PARADA. Essa ação irá cortar a energia das unidades de controle e aplicar os freios. Os controles ficarão inoperantes.
3. Para parar completamente a máquina e remover a força dos acionamentos, acione o botão de DESLIGAMENTO DE ENERGIA no console do lado direito do operador. Um segundo botão identificado como PARADA DE MÁQUINA está localizado no console de partida remota e tem a mesma função.
DESLIGAMENTO DA MÁQUINA
Ao desligar a máquina no fim de um turno, proceda da seguinte maneira:
1. Estacione a máquina em solo firme em uma posição onde a mesma não pode ser danificada por deslizamentos, queda de rochas ou inundações. Em climas frios, certifique-se de que solo não irá congelar em torno das esteiras.
2. Coloque a caçamba no solo, firmemente.
3. Certifique-se de que os manches de Elevação e de Avanço estão em suas posições centrais.
4. Certifique-se de que todas as chaves dos freios estão nas suas posições "SET" (ACIONADO)
5. Pressione o botão CONTROL STOP. Todos os controles primários devem ser desenergizados.
6. Para desenergizar o barramento DC, pressione o botão "MACHINE STOP" (PARAR MÁQUINA), no console de partida remota, ou o botão "MACHINE STOP/EMERGENCY STOP" (PARAR MÁQUINA/PARADA DE EMERGÊNCIA), no console do operador.
7. Mova o interruptor do compressor de ar, no console de partida remota, para a posição "STOP" (PARAR).
8. Feche todas as janelas e tranque todas as portas da cabine.
Seção 3 Lubrificação
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina. Índice
PRINCÍPIOS DE LUBRIFICAÇÃO.................................................................................................3 LUBRIFICAÇÃO COM GRAXA DOS MANCAIS DOS MOTORES CA PRINCIPAIS......................4 1. TIPO DE GRAXA...........................................................................................................4 2. POSTA EM MARCHA INICIAL .......................................................................................4 3. MANUTENÇÃO..............................................................................................................4 4. INTERVALOS DE REPOSIÇÃO DO LUBRIFICICANTE...............................................5 SELEÇÃO DO LUBRIFICANTE....................................................................................................6 CAPACIDADES PARA ABASTECIMENTO COM ÓLEO...............................................................7 TIPOS DE LUBRIFICANTE E CAPACIDADES.................................................................7 QUANTIDADES PARA O PRIMEIRO PREENCHIMENTO COM LUBRIFICANTE ............7 SISTEMA DE LUBRIFICAÇÃO AUTOMÁTICA...............................................................................8 SALA DE LUBRIFICAÇÃO ............................................................................................................9 Detalhes da sala de lubrificação ...........................................................................................................9 PAINEL DE CONTROLE DA LUBRIFICAÇÃO AUTOMÁTICA .............................10 LOWER WORKS LUBRICATION...................................................................................11 Sistema de Lubrificação A2 - Tubulação de OGL da parte inferior da máquina ....................................11 Sistema de Lubrificação A2 - Derivação múltipla de OGL da parte inferior da máquina........................12 Sistema de Lubrificação C2 - Tubulação de OGL da parte inferior da máquina ....................................13 LUBRIFICAÇÃO DO MECANISMO DE LOCOMOÇÃO..................................................14 Posicionamento do Eixo do Rolo Para Lubrificação Adequada ............................................................14 SUBSTITUIÇÃO DE LUBRIFICANTES E AMOSTRAGEM ..................................15 CICLO DE TROCA DO LUBRIFICANTE.................................................15 LUBRIFICAÇÃO DA MESA DE GIRO..............................................................................16 LUBRIFICAÇÃO DO MECANISMO DE ELEVAÇÃO.......................................................17 REFRIGERAÇÃO A ÓLEO DA CAIXA DE ENGRENAGENS DE ELEVAÇÃO................18 LUBRIFICAÇÃO DO MECANISMO DE ESCAVAÇÃO.....................................................21 LUBRIFICAÇÃO DO MECANISMO DE GIRO.................................................................22 Componentes do Mecanismo de Giro ..................................................................................................22 LUBRIFICAÇÃO DO COMPRESSOR DE AR................................................................23 LUBRIFICAÇÃO DOS CABOS DE ESCAVAÇÃO E DO MECANISMO DO TAKE-UP...23 LUBRIFICAÇÃO DOS COMPONENTES DA PARTE FRONTAL....................................24 INJETORES DE LUBRIFICANTES LINCOLN TIPO SL-1...............................................25 OPERAÇÃO DO INJETOR DE LUBRIFICANTES..............................................26 VANTAGENS DO INJETOR.................................................................................27
PARÂMETROS DE LUBRIFICANTE...........................................................................................28 LUBRIFICAÇÃO DO COMPRESSOR DE AR................................................................28 MPO - ÓLEO MULTI PURPOSE.....................................................................................29 RWRL - LUBRIFICANTES PARA CABOS EM MOVIMENTO..........................................30 ESQUEMA DE LUBRIFICAÇÃO AUTOMÁTICA ..........................................................................31
PARÂMETROS ADICIONAIS DO LUBRIFICANTE:
EGL - LUBRIFICANTE DE REDUTORES (495H).............................................................. (insert) MPG - GRAXA MULTIUSO ................................................................................................ (insert) OGL - LUBRIFICANTES PARA ENGRENAGENS ABERTAS............................................. (insert) LISTA CERTIFICADA PARA LUBRIFICANTES DE OGL, DE MPG E DE EGL................... (insert) DIAGRAMAS ESQUEMÁTICOS DA LUBRIFICAÇÃO: SISTEMA A & B de OGL (E022363)................................................................................... (insert) SISTEMA C da GRAXA (D027267) .................................................................................... (insert)
Seção 3 Lubrificação
PRINCÍPIOS DE LUBRIFICAÇÃO
A lubrificação correta desta máquina é vital para uma operação contínua com sucesso. A aplicação do lubrificante CORRETO, na quantidade CORRETA, no local CORRETO, como parte de um programa COMPROVADO de manutenção, é necessária para manter a máquina operando em um nível de produtividade que tornará lucrativa a sua operação de mineração. Este sistema está descrito detalhadamente em SISTEMA DE LUBRIFICAÇÃO AUTOMÁTICA, nesta seção do manual. Uma lista das peças afetadas pelo sistema de lubrificação automática está incluída em SISTEMA DE LUBRIFICAÇÃO AUTOMÁTICA, nesta seção do manual.
Os itens principais desta máquina sujeitos ao desgaste recebem uma lubrificação automática que dispensa a lubrificação em pontos selecionados a intervalos pré selecionados de tempo durante a operação da máquina. Este sistema está descrito em mais detalhes adiante nesta seção. É importante para a operação deste sistema de lubrificação automática que o operador se familiarize com ele e entenda a sua operação para que possa mantê-lo e atendê-lo adequadamente, mantendo-o operacional. É também necessário que você inspecione em intervalos regulares de tempo os pontos de aplicação automática de lubrificante a fim de assegurar que o sistema esteja trabalhando corretamente.
Alguns componentes, devido á sua função e localização, podem não ser cobertos prontamente pelo sistema automático de lubrificação. Familiarize-se com estes pontos para que você possa atendê-los nos intervalos relacionados. Uma relação das peças atendidas pelo sistema automático de lubrificação está apresentada mais adiante nesta seção. Os niples padronizados de lubrificação usados no atendimento manual são do tipo hidráulico, conexões push-on com roscas NPT 1/8” ou ¼”.
Buchas e mancais operando em atmosferas altamente contaminadas (poeira, partículas, etc.) devem ser lubrificados até que saia graxa limpa pela vedação, ou pela conexão de purga, caso exista.
O enchimento em excesso nos mancais anti-fricção pode provocar excesso de aquecimento no seu funcionamento. Após lubrificar mancais anti-fricção (aqueles que são vedados como nos motores elétricos devem usar graxa para motores elétricos) remova o pino de lubrificação, ou o plug de purga caso exista, permitindo que o mancal faça uma auto purga de qualquer excesso de lubrificante durante os primeiros 1015 minutos de operação. Reponha o pino de lubrificação ou o plug de purga após este tempo. A graxa em mancais geralmente se deteriora gradualmente, não repentinamente. Somente uma pequena quantidade precisa ser reposta em intervalos regulares de tempo para manter o nível adequado de lubrificante. A adição de uma pequena quantidade de graxa em cada mancal a cada 600 horas de operação é suficiente, a menos que de outra forma especificado.
Engrenagens e pinhões abertos requerem uma cobertura permanente de lubrificante high grade (grau elevado) que está especificado para a operação. Inspecione todas as engrenagens abertas pelo menos uma vez ao dia (cada 24 horas) para assegurar que elas estejam cobertas com OGL.
CUIDADO: Contato ou ingestão de derivados de petróleo pode ser nocivo. Sistemas de lubrificação automática operam sob pressão. Antes de abrir qualquer linha de suprimento de lubrificante, alivie o sistema e a linha em particular, eliminado qualquer pressão residual.
LUBRIFICAÇÃO COM GRAXA DOS MANCAIS DOS MOTORES CA PRINCIPAIS
O eixo dos motores são despachados da fábrica com os mancais já lubrificados. Uma placa de informação sobre a lubrificação está afixada em cada motor com as instruções de lubrificação e a quantidade correta ou a graxa a ser colocada. O eixo dos motores para máquinas da Bucyrus International tem seu bico injetor cheio de graxa e possuem plaqueta com nome afixada no motor indicando o “ponto de injeção de graxa” e o “ponto de drenagem da graxa”.
Um procedimento inadequado de lubrificação poderá provocar avaria prematura nos mancais e rolamentos. Mistura de lubrificantes não compatíveis, poderão resultar em deterioração do lubrificante e avaria no mancal. Lubrificação adequada é fundamental em todos os aspectos para a vida do mancal.
NOTA: Esta informação abrange os motores principais de acionamento fabricados pela Siemens, Nomwood, Ohio. Ela não se aplica aos motores Siemens estilo NMA fabricados na Alemanha.
1. TIPO DE GRAXA
NOTA: Os motores são despachados com graxa Mobil SHC 100 NLG # 2 aplicada nos mancais. Esta graxa tem um complexo a base de sabão de lítio de alta consistência e um fluido base sintética de óleo de viscosidade 40 cSt a 40°C.
CUIDADO: Não misture graxa com diferentes consistências uma vez que as graxas podem não se misturar adequadamente, resultando em avaria no rolamento.
2. POSTA EM MARCHA INICIAL
Para dar a partida inicial os mancais devem ser lubrificados com graxa. O procedimento de manutenção normal de reposição de graxa indicado no item 3 deve ser usado, exceto as quantidades que devem ser duplicadas.
3. MANUTENÇÃO
Este procedimento deve ser usado para o re-lubrificação durante a manutenção regular. Consulte a seguinte tabela, INTERVALOS DE RE-LUBRIFICAÇÃO, e/ou a placa de informações de lubrificação em cada motor, para obter os intervalos de re-lubrificação e o tipo e a quantidade de graxa a ser usado.
a. Parar o motor parado e travar o sistema de segurança (retirada dos fusíveis do acionamento).
b. Remover e limpar bem o bujão ou plug de entrada de graxa.
c. Retire o bujão do dreno e limpar a graxa endurecida.
d. Determine a correta quantidade de graxa requerida no mancal.
NOTA: O mancal do lado acionado e os rolamentos do lado não acionado requerem diferentes quantidades de graxa.
e. Injete lentamente através de bomba manual a quantidade correta de graxa no interior do duto de entrada.
f. Reinstale o plug de entrada que foi removido.
g. Libere o bloqueio do motor (reposição dos fusíveis e rearme o disjuntor) e dê partida no motor.
h. Deixe o motor em funcionamento por uma (1) hora para ventilar a caixa de rolamento e expulsar algum excesso de graxa através do dreno, aberto anteriormente. Reinstale o bujão de dreno (se isso não for possível, funcione o motor por uma hora, então pare o motor para acessar a reinstalação do bujão de dreno sem danificar o rolamento ou vedações).
i. Pare o motor e bloqueie o sistema de partida. Reinstale o botão de dreno.
j. O motor está pronto para entrar em serviço.
4. INTERVALOS DE REPOSIÇÃO DO LUBRIFICICANTE
Os intervalos de relubrificação podem ser encontrados na tabela abaixo. Siga as recomendações de horas operadas ou intervalo de tempo o que ocorrer primeiro.
Quantidade de Quantidade de Motor Intervalos de Graxa para o Lado Graxa para o Lado Relubrificação Acionado (Gramas) Livre (Gramas)
Motor de Elevação 3000 horas de 88 140 operação ou de 6 em 6 meses Motor de Locomoção 3000 horas de 88 140 operação ou de 6 em 6 meses Motor de Escavação 3000 horas de 88 140 operação ou de 6 em 6 meses Motor de Giro 1500 horas de 88 140 operação ou de 4 em 4 meses
NOTAS: 1. É importante não permitir que o bujão da linha de drenagem de graxa seja recolocado quando esta linha está com graxa endurecida e contaminada. Se existir esta condição a linha deve ser desobstruída e limpa.
2. Um erro comum é a super lubrificação dos mancais. Se a graxa for colocada sem remover o bujão de dreno, o excesso de graxa pode ser forçado para dentro dos retentores conduzindo a vazamentos de graxa ao longo do eixo (para fora do motor ou para dentro do motor e ainda com possibilidade da graxa atingir o enrolamento do motor). Lubrificação adequada é desejada, porém reposição insuficiente de graxa no mancal é menos danosa do que em excesso.
3. Na listagem de peças de reposição da BUCYRUS nº 59100651 é um cartucho de graxa Mobilith SHC100 com 14 onças
SELEÇÃO DO LUBRIFICANTE
A seleção do lubrificante apropriado para uso nesta máquina é um item crítico dada a sua responsabilidade. Lubrificação inadequada em mancais, redutores, acoplamentos e outras partes de precisão as levarão a apresentar avarias prematuras. Por esta razão, os lubrificantes são selecionados de acordo com os padrões recomendados pela normas ASTM – American Standards Testing Material. Estas normas foram compiladas em colaboração com os principais fornecedores de lubrificantes para assegurar ao consumidor um suprimento de qualidade para requisitos específicos, independentemente da fonte.
Recomendamos que contate um fornecedor de lubrificantes para dar informações e assistência na seleção do produto adequado para cada aplicação desta máquina.
A aceitação final de todos lubrificantes fornecidos segundo esta será baseada acima de tudo em seu desempenho satisfatório na aplicação pretendida e não exime a responsabilidade do fornecedor pelo desempenho dos produtos reconhecidos.
A Operação desta máquina quando submetida a temperaturas extremas (abaixo de –20º F / -29º C ou acima de 110 º F / 40º C) requer uma lubrificação especial. Observe a faixa de temperatura na tabela de especificação do lubrificante. Contate o seu fornecedor local ou representante Bucyrus ou o departamento de serviços local da mesma, para recomendações e esclarecimentos adicionais.
• ESTOQUE OS TAMBORES DE LUBRIFICANTE CONFORME O INDICADO NA FIGURA, COM ABERTURA
DE SAÍDA DE LUBRIFICANTE VOLTADA PARA CIMA. • ESTOQUE TODOS OS LUBRIFICANTES EM CONTEINERES COBERTOS ESTANQUES! • LIMPE TODAS AS COBERTURAS E ÁREA ADJACENTE ANTES DE ABRIR A EMBALAGEM! • FILTRE TODO O ÓLEO ANTES DE COLOCÁ-LO NO SISTEMA! • USE SOMENTE LUBRIFICANTES FILTRADOS e ADEQUADOS PARA A LUBRIFICAÇÃO! • NÃO MISTURE TIPOS ou MARCAS de LUBRIFICANTES!
Mesmo os melhores lubrificantes são inúteis para evitar desgaste se estiverem contaminados por poeira ou água devido a falta de cuidado na estocagem e manuseio do mesmo.
CAPACIDADES PARA ABASTECIMENTO COM ÓLEO
TIPOS DE LUBRIFICANTE E CAPACIDADES
Descrição Tipo Galões (Litros)
Todas as engrenagens expostas, buchas e alavanca da caçamba OGL 275 (1.041) Maioria dos mancais anti-fricção MPG 137 (519) Avanço, engrenagens encapsuladas - 1a redução EGL 7 (26.5) Avanço, engrenagens encapsuladas - 2a redução EGL 10 (37.8) Propulsão, mancais de acionamento final MPG 27 (102) Propulsão, 2 caixas planetárias EGL 140 (530) Rotação, 2 caixas planetárias (Flender) EGL 172 (651) Elevação, caixa planetária c/ refrigerante (Flender) EGL 115 (435) Tanque de OGL para lubrificação a granel OGL 200 (757) Tanque de graxa para lubrificação a granel MPG 100 (379)
QUANTIDADES PARA O PRIMEIRO PREENCHIMENTO COM LUBRIFICANTE
Galões (Litros) Tambor Tipo
Descrição
475 (1.798) 8.6 OGL Lubrificante para engrenagens abertas ("OGL") 264 (1.000) 4.8 MPG Graxa Multi-Uso com Aditivos EP 444 (1.681) 8.1 EGL 320
NOTA: 1 tambor = 55 galões = 208 litros
SISTEMA DE LUBRIFICAÇÃO AUTOMÁTICA
O SISTEMA AUTOMÁTICO DE LUBRIFICAÇÃO NÃO É PROJETADO PARA PROVER LUBRIFICAÇÃO NA PARTIDA DA MÁQUINA. Novas peças instaladas ou reparadas durante manutenções devem ser totalmente lubrificadas antes de iniciar a operação da máquina. Mancais anti-fricção e buchas devem ser manualmente untados ou integralmente recobertos com lubrificantes apropriados. Não permita que a falta de lubrificante na partida lhe faça refazer o serviço de reparo efetuado!
NOTA: a maior parte do desgaste será vivenciado nas peças em movimento durante os primeiros ciclos de operação, ou horas operacionais. A falta de uma lubrificação adequada pode destruir um componente novo numa taxa dramaticamente mais elevada que o desgaste em condições normais.
Caixas redutoras precisam ter o nível de lubrificante mantido conforme o prescrito. Verifique o nível de lubrificante através do plug de nível de óleo ou com a vareta de nível pelo menos uma vez por semana (cada150 horas). Inspecione diariamente (cada 24 horas) a existência de vazamentos. Troque o óleo dos redutores nos intervalos recomendados sempre enxaguando cada caixa com um óleo lubrificante leve antes de adicionar o óleo novo. SEMPRE ESTOQUE O ÓLEO USADO NUM RECIPIENTE SEGURO ATÉ QUE SEJA ADEQUADAMENTE DISPOSTO. NÃO POLUA O MEIO AMBIENTE.
A Bucyrus International recomenda que amostras de óleo das caixas redutoras e do compressor de ar desta máquina sejam recolhidas e analisadas por um laboratório autorizado, de reputação, para determinar o nível de contaminação do reservatório de óleo. Estas amostras devem ser retiradas a cada 30 dias de operação (600 horas). Elas devem ser retiradas quando o óleo estiver em temperatura normal de trabalho e bem misturado na caixa de engrenagem, para que as amostras sejam representativas da condição atual. Este procedimento de diagnóstico de manutenção permitirá determinar as condições dos componentes internos dentro dos redutores em operação. O aumento da presença de certos tipos de metais pode ser analisado juntamente com o pessoal de assistência técnica da Bucyrus International visando determinar o melhor intervalo para a troca de óleo, obtendo assim a sua melhor desempenho. Isso permitirá simultaneamente monitorar as condições dos componentes da máquina e localizar situações no nascedouro ao invés de ter uma interrupção catastrófica. Este programa lhe renderá dividendos a longo prazo.
Se uma amostra tomada no sistema apresentar anomalias, é necessário que os registros de manutenção dos componentes sejam avaliados e analisado o histórico de lubrificação dos referidos itens. Sem esses registros não existirá data apropriada pela qual se possa comparar alguma alteração ou ocorrência de troca de óleo para se fazer uma apuração real do problema.
A lubrificação dos cabos de aço se desloca com o atrito de um cabo contra o outro. A umidade pode então penetrar nos veios do cabo causando deterioração do mesmo. As áreas onde ocorrem grandes deflexões são mais suceptíveis de ocorrer esse tipo de contaminação e avarias prematuras. Nos pendentes, elas estão junto ou próximo aos soquetes. Em outras aplicações de cabos de aço, tal como o cabo de elevação, as áreas estão nas polias ou nos pontos de movimento lento. Para melhorar a vida útil dos cabos de aço aplicase o lubrificante apropriado para essa finalidade (WRL) sobre as áreas de grandes deflexões em intervalos periódicos.
A vida útil do lubrificante é danosamente afetada nos ambientes anormalmente poeirentos ou sujos, e onde a atmosfera apresenta altas umidade e temperatura. Deve portanto ser uma responsabilidade do próprio usuário / operador da máquina em determinar o lubrificante mais apropriado e os intervalos de lubrificação para todos os componentes, de acordo com as condições ambientais que prevalecem no local de uso da máquina.
SALA DE LUBRIFICAÇÃO
A sala de lubrificação está localizada no canto a esquerda da casa de máquinas. A sala de lubrificantes pode ser acessada pelas passarelas externas da casa de máquina. A sala de lubrificação contém bombas, tanques, transdutores e os componentes básicos associados com o sistema automático de lubrificação da máquina.
Detalhes da sala de lubrificação (Olhando pata a traseira da máquina)
PAINEL DE CONTROLE DA LUBRIFICAÇÃO AUTOMÁTICA
O painel de controle da lubrificação automática está montado sobre um quadro interno na parede da sala de lubrificação. O painel é provido de chaves e funções de prioridade requeridas para ativar, rearmar e alterar prioridade de funções automáticas.
ENERGIA LIGADA - Permite que a energia elétrica energize o sistema.
FALHA DE LUBRIFICAÇÃO - Uma luz que quando acesa indica que uma falha de lubrificação está presente no sistema. Reconhecer a falha desligando e religando o sistema.
LUBRIFICAÇÃO MANUAL - Um botão que irá dispersar (mediante comando) uma quantidade mensurada de lubrificante para os injetores neste sistema.
CHAVE LIGA / DESLIGA - Energiza o sistema para operação normal
Glossário:
SYSTEM “A1”: SISTEMA “A1” ..............“C2”
POWER ON: ENERGIA ELÉTRICA LIGADA
LUBE FAULT: FALHA NA LUBRIFICAÇÃO MANUAL LUBE: LUBRIFICAÇÃO MANUAL LUBRICATION SYSTEM: LUBRIFICAÇÃO SISTEMA “A1” ..............“C2” OFF (Desligado) ON (Ligado)
LOWER WORKS LUBRICATION
Embora esta máquina não gaste muito tempo para ser deslocada entre frentes de escavação há uma força considerável exercida sobre as partes inferiores da máquina. O severo escavação e oscilações criados durante os constantes ciclos do processo de escavação tende expulsar por extrema pressão o lubrificante para fora das buchas, criando uma situação de desgaste se hábitos apropriados de lubrificação forem negligenciados.
1-Eixo do Take-Up, LE 2-Rolo Superior, frente, LE 3-Rolo Superior, 2nd da frente, LE 4-Rolo Superior, Centro, LE 5-Bucha do Pivô Central, LD 6-Rolo Superior, centro, LD 7-Rolo Superior, 2nd da frente, LD 8-Rolo Superior, frente, LD 9-Eixo do Take-Up, LD 10-Eixo do Rolo Inferior, frente, LD 11-Eixo do Rolo Inferior, 2nd da frente, LE 12-Eixo do Rolo Inferior, 2nd da frente, LE 13-Eixo do Rolo Inferior, frente, LE 14-Rolo Superior, traseiro, LE 15-Eixo do Rolo Inferior, traseiro, LE 16-Rolo Superior, 2nd da traseira,LE 17- Eixo do Rolo Inferior, 2nd da traseira, LE 18-Bucha do Pivô Central, LE 19-Rolo Superior, traseiro, LD 20-Eixo do Rolo Inferior, traseiro, LD 21-Rolo Superior, 2nd da traseira, LD 22- Eixo do Rolo Inferior, 2nd da traseira, LD
Sistema de Lubrificação A2 - Tubulação de OGL da parte inferior da máquina
Com grande possibilidade de operação submersa em água o lubrificante aplicado deve ter propriedades que permitam proteger os componentes nestas circunstâncias.
Quando se locomovendo por grandes distâncias a máquina deve ser lubrificada pelo menos a cada 500 metros ou a cada meia hora de trabalho. Mancais e buchas devem ser cuidadosamente observados e lubrificados sob pressão até que o movimento de locomoção mostre estas partes com temperatura normal se ficou evidenciado um aquecimento.
Sob condições extremamente severas como locomoção em morros, giros freqüentes ou através de poças de água e lama, a freqüência de lubrificação deve ser incrementada.
Sistema de Lubrificação A2 - Derivação múltipla de OGL da parte inferior da máquina
Sistema de Lubrificação C2 - Tubulação de OGL da parte inferior da máquina
LUBRIFICAÇÃO DO MECANISMO DE LOCOMOÇÃO
Os redutores planetários do mecanismo de locomoção devem ser verificados a cada 48 horas. Inspecione o nível de lubrificante com a máquina nivelada no solo e adicione a quantidade requerida de lubrificante recomendado se necessário. Se existe água acumulada dentro dos redutores, remova o bujão de dreno do reservatório para remoção do lubrificante contaminado, e então coloque lubrificante novo.
Quando existe uma significativa alteração da temperatura, ou com a recomendação de um teste de adequação, tornar necessária a troca do lubrificante de um redutor, é aconselhável drenar a caixa imediatamente depois da locomoção da máquina. Isso irá permitir uma mais eficiente remoção dos contaminantes e de materiais estranhos devido a elevada temperatura que propicia a suspensão de partículas com lubrificante que neste caso estará com menor viscosidade.
O pivô central é lubrificado através de 2 orifícios ligados à bucha no sistema A2 e através de 1 orifício à arruela de encosto no sistema B1. Os mancais do tambor são lubrificados através do sistema C2.
Posicionamento do Eixo do Rolo Para Lubrificação Adequada
SUBSTITUIÇÃO DE LUBRIFICANTES E AMOSTRAGEM
Óleos minerais recomendados devem ter aditivos que incrementem a proteção contra a corrosão e resistência ao envelhecimento, bem como redução do desgaste no campo de fricção mixta. Óleos polialfaolefinos (óleos a base de hidrocarboneto sintético) bem como, bio-óleos (óleos com base em ésteres sintéticos) que satisfazem a exigência especificada para redutores industriais de acordo com a norma DIN 51517 parte 3, são também permitidos. Designação de óleo pela DIN 5157 (parte 3) : ...................... CLP 220 Viscosidade ISO pela norma DIN 51519 : ............................. ISO - VG 220 Viscosidade cinemática a 40º C : ......................................... min. 199 mm2/s (cSt) max. 242 mm2/s (cSt) Teste VZG A/8 3/90 a DIN 51534, pg.2 : ............................... carga mín. de rompimento estágio 12.
O lubrificante deve ser selecionado em um vendedor de lubrificantes comprovado, estável e renomado e que atenda á especificação da listagem acima. É rigidamente recomendado que os lubrificantes para redutores façam parte do controle rotineiro através de análise espectrométrica para óleo, para evitar problemas e reduzir a possibilidade de falhas catastróficas. Essa análise deve ser feita a cada 250 horas de operação e monitorar os elementos listados no quadro a seguir, para no mínimo:
Elemento Normal Excessivo Crítico Ferro <400 400-700 >700 Cobre <25 25-60 >60 Cromo <5 5-15 >15 Sílica <40 40-60 >60
NOTAS: 1.Todos os valores são partes por milhão. 2.Os valores encontrados na contagem de partículas durante o período de funcionamento na fase inicial podem ser mais elevados. 3.O óleo deve ser trocado quando valores dos elementos indicados excederem os níveis normais. 4.Manter registro das análises nos redutores usando o número de série e as horas de operação da máquina.
CICLO DE TROCA DO LUBRIFICANTE
Para todos os movimentos da maquinaria - Elevação da Caçamba, Escavação, Giro e Locomoção - o lubrificante da caixa de engrenagens deve ser trocado inicialmente após aproximadamente 500 horas de operação da máquina.
O lubrificante deve então a partir daí ser trocado a cada 6.000 horas ou 12 meses, o que ocorrer primeiro. Lave a caixa da engrenagem antes do reenchimento com o novo óleo.
Para abastecer o redutor do mecanismo de locomoção, remova o bujão situado na parte central do redutor. Remova o óleo velho no topo do redutor e abasteça o redutor com o óleo até o aparecimento de fluxo de óleo no bujão aberto. Recoloque o bujão de alimentação de óleo. A capacidade de óleo é de aproximadamente 265 litros.
LUBRIFICAÇÃO DA MESA DE GIRO
Mantenha sempre a mesa de giro e guia dos roletes cobertos profusamente com lubrificante indicado e verifique a condição de lubrificação diariamente. Em caso de excessiva acumulação remova o material acumulado e relubrifique as áreas antes de recolocar a máquina de volta ao serviço.
Embora o mecanismo contido dentro da casa de máquinas não esteja exposto a condições extremas como os outros componentes da máquina, a carga e a fadiga impostas a este equipamento são de grau severo. Vida útil longa desses componentes depende amplamente de lubrificação adequada.
Válvulas spray estão montadas na mesma altura em ambos os lados do pinhão. Este válvula de aspersão recebe ar vindo das linhas de frenagem e lubrificante vindo do sistema B1.
LUBRIFICAÇÃO DO MECANISMO DE ELEVAÇÃO
O mecanismo de elevação compreende dois estágios de redução por engrenagens. O primeiro estágio de redução é um sistema fechado trabalhando em banho de óleo. A caixa do redutor está equipada com um plug indicador de nível situado no lado direito do redutor. Um suspiro com filtro está montado para permitir a entrada de ar, a fim de equalizar a pressão diferencial criada pelo aquecimento e refrigeração do redutor, permitindo o escapamento da umidade e evitando a contaminação vinda da parte de fora.
O segundo estágio de redução trabalha como um sistema semi-fechado lubrificado por óleo do tipo OGL. O eixo do tambor e os mancais são lubrificados a graxa pelo sistema C1 juntamente com o eixo intermediário do redutor de elevação. Os rolamentos do eixo pinhão do motor são lubrificados por jatos provenientes do primeiro estágio do redutor.
REFRIGERAÇÃO A ÓLEO DA CAIXA DE ENGRENAGENS DE ELEVAÇÃO
Situado sob a plataforma da estrutura giratória, diretamente abaixo da caixa de engrenagens e do motor de elevação, está o refrigerador a óleo da caixa de engrenagens de elevação. O refrigerador a óleo é um conjunto com duas unidades, fornecido para reduzir o calor gerado pelo movimento da caixa de engrenagens de elevação.
O motor e duas unidades de refrigeração estão instaladas em suportes soldados, fabricados especificamente para este fim.
O óleo é puxado do reservatório da caixa de engrenagens através de um primeiro estágio de filtragem. Então o óleo é bombeado pela bomba (através de um T) para um dos dois refrigeradores de óleo por circulação forçada de ar, instalados lado a lado. Saindo do refrigerador, as duas tubulações se unem novamente e o óleo é forçado através de um segundo estágio de filtragem, antes de retornar ao reservatório da caixa de engrenagens.
A pressão do óleo no sistema de refrigeração é monitorada através de transdutores de pressão e vácuo, para garantir um fluxo constante de óleo da caixa de engrenagens de elevação através do circuito de refrigeração.
Caso os refrigeradores necessitem de qualquer manutenção envolvendo remoção ou substituição, utilize o seguinte procedimento para a remoção.
1. Escoe todo o líquido do refrigerador, da bomba de óleo e de qualquer tubulação entre o refrigerador e a caixa de engrenagens de elevação.
2. Desconecte a tubulação de fluido da bomba de óleo e do filtro de ar.
3. Sustente o refrigerador e a viga de sustentação com um macaco (ou vários, conforme necessário) por baixo da base do refrigerador que está sendo removido.
PERIGO: NÃO EXECUTE NENHUM PROCEDIMENTO DE MANUTENÇÃO NO TROCADOR DE CALOR E NO SUPORTE DO CONJUNTO ATÉ QUE O CONJUNTO ESTEJA TOTALMENTE APOIADO. O peso do trocador de calor e o conjunto de vigas de suporte é de aproximadamente 800 libras.
4. Com os suportes e o trocador totalmente apoiados remova os 16 parafusos ¾” que estão nas 4 colunas verticais de suporte da mesa de giro.
5. Cuidadosamente abaixe o trocador de calor e o conjunto de suporte e o coloque perto da mesa de giro.Caso os refrigeradores necessitem de qualquer manutenção envolvendo remoção ou substituição, utilize o seguinte procedimento para a remoção.
O trocador de calor, motor de resfriamento e/ou a bomba de óleo podem nesta situação ser consertados ou substituídos.
A bomba de refrigeração e a caixa de engrenagens da bomba podem receber manutenção sem a remoção do refrigerador ou da estrutura de sustentação.
O primeiro estágio de filtragem está situado na tubulação entre o reservatório da caixa de engrenagens de elevação e a bomba. Pode-se obter acesso a este filtro fechando-se primeiro a válvula entre o reservatório e o filtro e então removendo-se os seis parafusos na extremidade do conjunto do cartucho filtrante. Lembre-se de abrir a válvula na tubulação antes de reativar o circuito de refrigeração.
O conjunto do segundo estágio de filtragem está na tubulação de saída na parte posterior do conjunto do refrigerador e está situado diretamente atrás da caixa de engrenagens planetárias de elevação, acima da plataforma. O cartucho de filtragem pode ser substituído removendo-se os parafusos e a tampa, no topo da lata do filtro.
NOTA: Há um interruptor de filtro entupido no segundo estágio de filtragem, monitorado pelo sistema de controle para garantir o fluxo constante através do circuito de refrigeração da caixa de engrenagens de elevação.
LUBRIFICAÇÃO DO MECANISMO DE ESCAVAÇÃO
O mecanismo de escavação é composto por duas caixas redutoras. O primeiro e segundo estágio de redução são sistemas totalmente fechados submersos em óleo para engrenagem. O redutor é provido de um plug para verificação do nível de óleo para adequada lubrificação e um respiro. O terceiro estágio de redução, a engrenagem do tambor do mecanismo de escavação é lubrificada com OGL, vindo do sistema de lubrificação “B-1”. Os rolamentos do tambor do mecanismo de escavação e os eixos de redução do mecanismo de escavação são lubrificados em toda sua extensão com graxa vinda do sistema de lubrificação “C-1”.
LUBRIFICAÇÃO DO MECANISMO DE GIRO
O mecanismo de giro é primariamente composto por redutor fechado de cada lado da máquina. Os redutores são unidades que contém sua própria bomba de lubrificação, sistema de filtragem e reservatório de lubrificantes. O nível de lubrificante deve ser verificado a cada 48 horas por inspeção visual para identificar vazamentos na partida de cada movimento de giro.
Componentes do Mecanismo de Giro
Em cada redutor planetário é montado um respiro para permitir a entrada de ar com finalidade de equalizar diferenciais de pressão criados pelo aquecimento e arrefecimento do redutor, a fim de permitir que a umidade saia e para evitar a entrada de contaminantes.
Os pinhões de giro e os mancais do eixo inferior de giro são lubrificados com lubrificantes para engrenagens abertas, vindo do sistema “B-1”.
LUBRIFICAÇÃO DO COMPRESSOR DE AR
O compressor de ar fornecido com a máquina possui necessidades muito específicas de lubrificação. Para obter os detalhes sobre a manutenção deste equipamento você deve consultar as instruções do fabricante e as recomendações específicas de lubrificantes, feitas a seguir, nesta seção. Também consulte a Seção 7 SISTEMA DE AR COMPRIMIDO, neste manual.
LUBRIFICAÇÃO DOS CABOS DE ESCAVAÇÃO E DO MECANISMO DO TAKE-UP
Ao consertar e montar o mecanismo de compensação, cubra completamente todas as superfícies de contato com Molykote, antes da montagem. Isto inclui a haste rosqueada, a guia de compensação, carcaça da engrenagem helicoidal, roda dentada da engrenagem helicoidal, eixo da rosca sem fim, buchas do eixo e arruelas de empuxo do eixo. Consulte MECANISMO DE COMPENSAÇÃO DO CABO DE AVANÇO DA LANÇA na Seção 5 deste manual, a respeito dos procedimentos corretos para montagem.
Com o mecanismo completamente montado, bombeie graxa para dentro da carcaça da engrenagem helicoidal, na base do mesmo. São necessários aproximadamente 3.0 galões de graxa.
LUBRIFICAÇÃO DOS COMPONENTES DA PARTE FRONTAL
A parte frontal do equipamento está exposta á mais extrema condição ambiental de trabalho que qualquer outra parte da máquina. A quantidade adequada de lubrificante e a sua qualidade são imperativos para conseguir uma substancial vida útil nestes componentes. Inspeções diárias e monitoramento do sistema de lubrificação resultarão tanto em maior durabilidade como na redução do tempo para paradas corretivas da máquina.
Pinos do Pé da Lança: Embora não estejam sob constate movimento durante a operação da máquina, os pés da ponta da lança estão sujeitos a elevadas cargas e oscilações em variadas direções. Virtualmente todo o movimento da parte frontal do equipamento irá exercer uma carga sobre os pinos. É introduzido lubrificantes do tipo OGL vindo do sistema “A-1” para reduzir o desgaste.
Bloco de Sela: O bloco de sela resiste aos movimentos da caçamba, do tubulão e equipamentos vinculados além de algum material sendo movido. Os pontos de lubrificação do bloco de sela necessitam ser verificados pelo menos uma vez antes de cada turno para evitar pontos ressecados e acumulação de materiais estranhos. O lubrificante do bloco de sela para o tubulão é recebido do sistema “B-2”. As polias de escavação e buchas do eixo mestre recebem lubrificantes do sistema “A-1”.
Polias:
Tanto as polias fixas como as livres frontais da ponta de lança estão sujeitas a cargas aplicadas pela tensão dos cabos, pois, eles movimentam grandes componentes da máquina. Os mancais das polias na ponta da lança, as polias de escavação e os pontos de conexão dos cabos estruturais recebem lubrificantes do sistema “A-1”.
Cabos de aço: Os cabos estruturais e os cabos móveis tem requisitos bastante específicos de lubrificação para poderem sobreviver ás condições adversas as quais eles são exigidos na operação. Sem uma adequada lubrificação e manutenção a expectativa de vida dos onerosos cabos de aço estarão seriamente comprometidas. Consulte a seção 9, sobre DADOS DE ENGENHARIA sobre os cuidados em geral e manutenção dos cabos de aço.
Cabos de Sustentação: Os cabos de sustentação suportam a lança, bem como, o restante do equipamento da parte frontal. Estes cabos estão sobre permanente tensão, e também sustentam cargas adicionais durante a operação da máquina. Lubrifique os soquetes dos cabos de sustentação num intervalo de aproximadamente 3 meses ou a cada 1250 horas de operação da máquina.
INJETORES DE LUBRIFICANTES LINCOLN TIPO SL-1
Esse equipamento de operação pressurizada, rearmado por mola, instalados em série de injetores são fornecidos em blocos montados sobre num distribuidor ou individualmente. Cada injetor expele no máximo de 0,08 pés3 de lubrificante no seu bico de saída em cada ciclo. Portos duplos na saída em cada injetor permitem que os injetores sejam tubulados em série para aumentar a injeção de lubrificante fornecido a um ponto comum. A quantidade de lubrificante para cada ponto tem sido cuidadosamente estabelecida pelos engenheiros da Bucyrus para uma quantidade de lubrificantes adequada. Cada saída de injetor pode ser ajustada, entretanto a Bucyrus recomenda que o injetor tenha um ajuste inicial no seu máximo de capacidade.
NOTA: PRESSÃO MÁXIMA DE OPERAÇÃO: 3.500 PSI PRESSÃO DE OPERAÇÃO RECOMENDADA: 2.500 PSI PRESSÃO MÍNIMA DE OPERAÇÃO: 1.850 PSI PRESSÃO MÁXIMA RECARREGAMENTO: 600 PSI
CUIDADO: ENERGIA ARMAZENADA! Contato ou ingestão de derivados de petróleo pode ser nocivo. Sistemas de lubrificação automática operam sob pressão. Antes de abrir qualquer linha de suprimento de lubrificante, alivie o sistema e a linha em particular, eliminando qualquer pressão residual.
Para ajustar o injetor á saída máxima:
1. Solte a porca de trava. 2. Gire a porca de ajustagem até atingir uma pequena distância com relação ao topo da haste. 3. Oriente a porca de ajustagem até que a abertura esteja no sentido para frente do injetor. 4. Aperte a porca de trava.
Para reduzir a saída do injetor:
1. Solte a porca de trava. 2. Gire a porca de ajustagem no sentido horário até que a desejada taxa de descarga seja obtida. Isto força a haste dentro do corpo do injetor retardando o movimento da haste injetora. 3. Aperte a porca de trava.
CUIDADO: Não gire a porca de ajustagem (no sentido horário) mais do que 5 voltas completas. Verifique o fluxo de saída do injetor neste momento, para assegurar que ele ainda estará funcionado. Caso não, retorne a porca de ajuste até o injetor operar de forma consistente. Inspecione o ajuste do injetor durante 3 ou 4 ciclos antes de retornar a máquina ao trabalho, para ter certeza do seu bom funcionamento.
OPERAÇÃO DO INJETOR DE LUBRIFICANTES
Estágio 1: O pistão do injetor está em sua posição normal ou de rearme. A câmara de descarga está abastecida com lubrificante do ciclo previsto. Sob a pressão do lubrificante que chega, a válvula de gaveta está a ponto de abrir a passagem conduzindo o pistão.
Estágio 2: Quando a válvula de gaveta descobre a passagem, o lubrificante é admitido para a cabeça do pistão forçando o pistão a descer. O pistão força o lubrificante vindo da câmara de descarga através do porto de saída para o mancal.
Estágio 3: Assim que o pistão completa o seu percurso, ele empurra a válvula de gaveta para a passagem de graxa, cortando a admissão adicional do lubrificante para esta passagem. O pistão e a válvula de gaveta ficam nesta posição até a pressão do lubrificante na linha do suprimento seja aerada (aliviada) na bomba.
Estágio 4: Depois que a pressão estiver aliviada a mola comprimida movimenta a válvula de gaveta para a posição fechada. Isto abre o porto da câmara de medição e permite que o lubrificante seja transferido do alto do pistão para a câmara de descarga.
NOTA: Os injetores podem ser montados individualmente ou agrupados num distribuidor em um só local.
VANTAGENS DO INJETOR
PARÂMETROS DE LUBRIFICANTE
LUBRIFICAÇÃO DO COMPRESSOR DE AR
O lubrificante Quin-Cip demonstrou, sob testes extensivos, minimizar a fricção e o desgaste, limitar o escorrimento de lubrificante e reduzir os depósitos de carbono e verniz. Este lubrificante irá manter as características de desempenho e vida útil de projeto de todos os compressores Quincy e é altamente recomendado.
LUBRIFICANTES RECOMENDADOS:
Utilize o lubrificante Quin-Cip. O lubrificante escolhido deve ter um ponto de fluidez de pelo menos 8,3°C (15°F) abaixo da menor temperatura ambiente esperada.
Temperatura Ambiente Lubrificante Viscosidade SAE Viscosidade ISO Período (h) ---------------------- --------------------------------------------------------------------------------------------------- ---------------------- 0º a 32ºF Quin-Cip SAE 10W ISO 32 1000 h* 32º a 80ºF Quin-Cip SAE 20W ISO 68 1000 h* 60º a 104ºF Quin-Cip SAE 30W ISO 100 1000 h* * Troque o lubrificante com maior freqüência em ambientes mais rigorosos. * Troque o lubrificante e o filtro a cada 500h caso esteja usando algum lubrificante diferente do Quin-Cip.
NOTA: Substitua o lubrificante de amaciamento após 100 horas de operação ou 1 mês (o que ocorrer primeiro). Utilize o lubrificante Quin-Cip. Para encomendar, consulte o livro de peças desta máquina.
NOTA: Para obter mais informações, consulte o manual do Vendedor, fornecido. Para solucionar questões adicionais, favor entrar em contato com o Vendedor ou com o Serviço Bucyrus.
NOTA: Estas exigências de desempenho são marcas de referência e não uma especificação. Portanto, atingir os limites acima especificados não isenta o fornecedor da responsabilidade associada aos produtos da marca.
MPO - ÓLEO MULTI PURPOSE
ESCOPO: Requisitos de desempenho de lubrificante para óleos de múltiplas aplicações.
APLICAÇÃO: Óleo usado para lubrificar sistemas de compressores de ar (exceto compressor de ar do tipo parafuso - veja ACSL), lubrificador manual, etc.
REQUISITOS GERAIS:
1. Ser bastante fluido à temperatura de aplicação.
2. Deve conter inibidor de ferrugem.
3. Estar na classificação de serviço e óleo para motor API “MS”.
VISCOSIDADE RECOMENDADA:
1. Lubrificante para Linha de Ar
TEMPERATURA AMBIENTE NÚMERO DO SAE Abaixo de - 12º C 5W Acima de - 12º C 10W
2. Lata De Óleo Da Mão - Viscosidade adaptável para a aplicação e temperatura.
NOTA: Esses requisitos de desempenho são parâmetros e não uma especificação. Entretanto, atingir os limites como descrito acima não exime o fornecedor da responsabilidade para com os produtos de sua marca.
RWRL - LUBRIFICANTES PARA CABOS EM MOVIMENTO
ESCOPO: Requisitos de desempenho para lubrificantes aplicados na lubrificação de cabos de elevação.
APLICAÇÃO: Deve ser aplicado primeiramente nos cabos de elevação, ou algum outro cabo móvel onde a fadiga e não o desgaste constitui a principal preocupação.
REQUISITOS GERAIS:
1. Capacidade de penetrar entre fios adjacentes de forma a lubrificar e protege-los contra o desgaste. Também deve proteger a alma contra o ressecamento e deterioração. 2. Prover lubrificação entre as polias e os cabos de aço. 3. Capacidade de resistir a lavagens. 4. Proteger contra oxidação e corrosão. 5. Capacidade de formar películas que não permitam o acumulo de poeira e sujeira nos cabos. 6. Capacidade de se manter flexível e resistir á remoção pelo uso nas mais baixas temperaturas as quais os cabos podem ser submetidos. 7. Preferencialmente deve formar um filme ligeiramente colorido e transparente de forma que, desgaste, corrosão ou fios partidos possam ser prontamente detectados na inspeção. 8. Capacidade de ser aplicado com facilidade, tanto de forma manual como por dispositivos, sem necessidade de ser aquecido.
FORMULAÇÃO:
Apropriado para fornecer características de penetração entre fios adjacentes, de forma a lubrificar o cabo de aço e também repor a lubrificação da alma.
REQUISITOS ESPECIAIS:
1. Devem ser aprovados no teste United States Steel Retention Test usando um testador Timken
2. Teste Shell de 4 Esferas - EXTREMA PRESSÃO - (ASTM D-2596)
Índice de desgaste por carga, kg, mi.: 40 Solda por carga, kg, min: 250
3. Desgaste Shell com 4 Esferas - (ASTM D-2266)
Diâmetro da marcade desgaste, mm, max: 0,60
4. Carga OK. Timken, lbs, min - (ASTM D-2782): 45
5. Corrosão de Lamina de Cobre - (ASTM D-130): aprovado
6. Faixa de Temperaturas Sugeridas para Aplicação
Deve haver um lubrificante para cada uma das faixas de temperatura: 43 ºC a -1ºC - 4,5ºC a -18ºC - 12ºC a -45,5ºC
NOTA: Esses requisitos de desempenho são parâmetros e não uma especificação. Entretanto, atingir os limites como descrito acima não exime o fornecedor da responsabilidade para com os produtos de sua marca.
ESQUEMA DE LUBRIFICAÇÃO AUTOMÁTICA
As páginas seguintes contém uma série de diagramas de bloco apresentando o lay-out da disposição esquemática de sistemas automáticos de lubrificação.
Os sistemas “A e B” enviam automaticamente lubrificantes (OGL) para engrenagens abertas nos pontos críticos da máquina e em quantidades estabelecidas.
O sistema “C” é um sistema com base de graxa que lubrifica itens que requerem um lubrificante com pequena diferença de características.
BUCYRUS INTERNATIONAL, INC. ESPECIFICAÇÃO PARA LUBRIFICANTES DE CAIXAS DE ENGRENAGENS FECHADAS
Aplicável aos modelos de Escavadeiras Elétricas 495BII, 495HF, 495HR e 495HD.
[1º de setembro de 2005]
ESCOPO:
Esta especificação abrange as exigências para Lubrificantes de “Caixas de Engrenagens Fechadas” utilizadas nas Escavadeiras Elétricas 495BII, 495HF, 495HR e 495HD.
Os materiais fornecidos sob esta especificação são previstos para lubrificar engrenagens cilíndricas, helicoidais, espirais e cônicas, assim como mancais anti-fricção no interior de caixas de engrenagens do tipo planetário e não planetário [elevação, giro, movimentação e propulsão].
Esta especificação abrange “Caixas de Engrenagens Fechadas” que possam ser utilizadas em serviços com temperaturas variando de -50oC [-58ºF] até as condições mais altas de temperatura ambiente.
DIRETRIZES PARA ESCOLHER UM LUBRIFICANTE APROVADO:
Passo #1
Utilizando a Tabela 1, determinar o tipo de óleo recomendado [Mineral ou Sintético] baseado nas faixas de temperatura ambiente previstas.
FAIXA DE TEMPERATURA AMBIENTE:
Temperatura Ambiente: A temperatura ambiente está definida como a temperatura do ar na vizinhança imediata das caixas de engrenagens.
(a) Utilize a temperatura atmosférica para caixas de engrenagens localizadas fora da cabine da máquina [caixas de engrenagens para elevação, giro, movimentação e propulsão]. (b) Use a temperatura da cabine da máquina para caixas de engrenagens localizadas dentro da cabine da máquina [caixas de engrenagens para elevação]; algumas máquinas estão equipadas com aquecedores de cabine.
ESPECIFICAÇÃO PARA GRAXA MULTIUSO MPG SD4711 (18 de Agosto de 2005)
ESCOPO:
1.Esta especificação abrange “Graxa Multiuso”.
2.Os materiais fornecidos segundo esta especificação destinam-se basicamente a lubrificar esferas de serviço pesado, roletes e mancais de rolamento simples .
3.O material fornecido segundo esta especificação deve ser alimentado através de linhas de distribuição de um sistema de lubrificação centralizada ao ponto de aplicação mais remoto, na temperatura operacional mais baixa antecipada. Ele não pode emplastrar ou obstruir componentes do sistema de lubrificação centralizada, tais como injetores ou blocos de medição.
4.O grau (relacionado ao nível de qualidade) ou a consistência do lubrificante selecionado deve funcionar dentro da faixa/variação específica da temperatura em que é utilizado.
CARACTERÍSTICAS FÍSICAS:
1.Resistência ao calor – Deve ser termicamente estável, não pode fluir nem endurecer em serviço.
2.Retenção – Não pode apresentar grande vazamento.
3.Estabilidade – Deve trabalhar continuamente com uma alteração mínima na consistência.
4.Resistência á água – Deve suportar a lavagem por água ou lixiviação.
5.Reversibilidade – Deve ser estável considerando as repetições de aquecimentos e resfriamentos.
6.Separação de Pressão – Deve resistir á separação de óleo – sabão.
7.Extrema Pressão – Deve suportar cargas pesadas de choque.
8.Compatibilidade –
a. Graxas de baixas temperaturas devem ser compatíveis com graxas á base de óleo mineral. b.As graxas devem ser compatíveis com os materiais dos lábios de vedações (nitrilicos, Viton) e todos os componentes do sistema de lubrificação centralizada (i.e. gaxetas, anéis O, válvulas de expansão, etc.). Referência ASTM D 4289-03.
9.Formulação –
a.Adequada para produzir características de extrema pressão (sem enchimentos inertes) requeridas na lubrificação dos mancais de rolamentos simples, roletes e esferas de serviço pesado. b.O fluido base deve ser mineral ou sintético compatível com base mineral. c.Os tipos de espessadores devem ser das seguintes variedades: Alumínio, Lítio ou Cálcio.
ESPECIFICAÇÃO PARA GRAXA MULTIUSO MPG SD4711 (18 de Agosto de 2005)
EXIGÊNCIAS MÍNIMAS DE DESEMPENHO
PROPRIEDADE REFERÊNCIA
Temperatura ambiente (Ver Nota #1) Consistência NLGI # ASTM D-217
-1°C a + 43°C (+30°F a +110°F) 2
Ponto de dropping °C (°F) Mínimo
Timken O.K. carga-lbs(kgf) Mínimo
Shell 4 esferas EP Indice de desgaste sob carga (LWI) kg Mínimo ASTM D-2265 177 (350)
ASTM D-2509 50 (23)
ASTM D-2596 65 EXIGÊNCIA
-18°C a + 27°C (+0°F a + 80°F) 1
177 (350)
50 (23)
65 Menos que -12°C (Menos que +10°F) 1, 0, 00 (Ver Nota #2)
177 (350)
50 (23)
65
Solda sob carga kg Mínimo ASTM D-2596 400 400 400
Desgaste Shell 4 esferas Mancha de desgaste mm Máximo 40 kg por 1 hora @ 75°C @ 1200 rpm Corrosão da tira de cobre 24 h @ 100°C (212°F) ASTM D-2266 0,6
ASTM D-4048 2e
Teste de ferrugem ASTM D-1743 Passa 0,6
2e
Passa 0,6
2e
Passa
Viscosidade do fluido base ASTM D-445 460 cSt @ 40°C 220 cSt @ 40°C 130 cSt @ 40°C
Mínima
MotormaticGreaseWorker
ASTM D-217A 10% 10% 10%
Estabilidade mecânica 10.000 impactos, Alteração máxima Teste de estabilidade de rolo, Alteração máxima em 2 horas ASTM D-1831 15%
Teste de rolamento de rolos ASTM D-1263 10%
6 horas @ 104°C (220°F) perda máxima Teste de lavagem por ASTM D-1264 15%
10% 15%
10% (somente NGLI 1)
ESPECIFICAÇÃO PARA GRAXA MULTIUSO MPG SD4711 (18 de Agosto de 2005)
água Perda @ 38°C (100°F), máxima
Perda @ 80°C (175°F), máxima 5%
15% 5%
15% 5% (somente NGLI 1)
15% (somente NGLI 1)
PROPRIEDADE REFERÊNCIA
Pressão de Separação de Óleo
Manual de Lubrificação dos Engenheiros (United States Steel) Mobilidade da Graxa Manual de Lubrificação dos Engenheiros (United States Steel)
Bombeabilidade, Ventímetro de Lincoln Manual de Lubrificação dos Engenheiros (United States Steel)
Sólidos lubrificantes (bisulfeto de molibdênio, grafite, etc.) % em peso Sólidos lubrificantes (bisulfeto de molibdênio, grafite, etc.) Tamanho de partículas (microns, max.) EXIGÊNCIA
Método de teste US Steel – penetração de bolo não pode ser inferior que 25% da penetração da graxa.
Método de teste US Steel – não menos que 0,10 gramas de fluxo por segundo na temperatura ambiente mais baixa antecipada (temperatura de teste não inferior a -34°C (-30°F). Para aerar de 1800 psi (127 kgf/cm2) para menos que ou igual a 600 psi (42 kgf/cm2) dentro de 30 segundos na temperatura ambiente mais baixa antecipada (temperatura de teste não inferior a 25°C (-13°F).
Menor ou igual a 5%
10 microns
NOTAS:
1.Temperatura ambiente – a temperatura ambiente é a temperatura encontrada no ponto de aplicação do lubrificante.
2.Graxa de baixas temperaturas – para uso prolongado em áreas de baixas temperaturas -12°C a -46°C (+10°F a -50°F), este produto deve ser capaz de escoar em recipientes e deve poder ser bombeado através de linhas de lubrificação sem ajuda de aquecimento.
Este produto deve atender aos critérios de mobilidade e bombeabilidade para a temperatura ambiente mais baixa antecipada. Afim de minimizar os problemas de compatibilidade, é desejável que o sistema espessador e aditivo seja compatível com os graus adicionais adequados para as outras temperaturas ambiente.
ESPECIFICAÇÃO PARA GRAXA MULTIUSO MPG SD4711 (18 de Agosto de 2005)
LUBRIFICANTES CERTIFICADOS
Lubrificantes que foram certificados por seus fabricantes e que cumprim com as especificações da Bucyrus International, Inc. estão relacionados na “Lista de Lubrificantes Certificados para Graxa Multiuso” (ver web site www.bucyrus.com da Bucyrus International, Inc. para obter a lista mais atualizada). O uso de lubrificantes não aprovados pode invalidar a garantia de produto da Bucyrus International, Inc.
A seleção específica do produto é de responsabilidade do operador / proprietário e depende do clima, aplicação, desempenho e exigências normativas regionais / locais
Os fabricantes de lubrificantes que procuram certificar seus produtos devem contatar o seguinte endereço:
Bucyrus International, Inc. Engineering Services & Technical Support 1100 Milwaukee Avenue South Milkwaukee, Wisconsin 53172 Phone: (414) –768-4000
REVISÕES DA ESPECIFICAÇÃO:
Esta especificação está sujeita a alterações sem aviso prévio. Gentileza ver web site www.bucyrus.com da Bucyrus International, Inc. para a especificação mais atualizada.
Bucyrus International Inc. Engineering Services & Technical Support 1100 Milwaukee Avenue South Milkwaukee, Wisconsin 53172 Phone: (414) –768-4000
ESPECIFICAÇÃO PARA LUBRIFICANTE DE ENGRENAGENS ABERTAS OGL SD4713 (18 de Agosto de 2005)
ESCOPO:
1.Esta especificação abrange “Lubrificante de Engrenagens Abertas”.
2.Os materiais fornecidos segundo esta especificação destinam-se basicamente a lubrificar engrenagens abertas, mas podem também ser usados para lubrificar racks, buchas, trilhos, roletes, tubulões e componentes de mecanismo de locomoção.
3.O material fornecido segundo esta especificação deve ser alimentado através de linhas de distribuição de um sistema de lubrificação centralizada ao ponto de aplicação mais remoto, na temperatura operacional mais baixa antecipada. Ele não pode emplastrar ou obstruir componentes do sistema de lubrificação centralizada, tais como injetores, blocos de medição ou bocais de aspersão.
4.Esta especificação abrange lubrificantes de engrenagens abertas que podem ser aplicados em serviço em temperaturas variando desde -50°C (-58°F) até as condições de temperatura ambiente mais elevada. O grau (relacionado com nível de qualidade) ou consistência do lubrificante selecionado deve funcionar dentro da faixa específica de temperatura em que é utilizado.
CARACTERÍSTICAS FÍSICAS:
1.Materiais fornecidos segundo esta especificação podem ser compostos asfálticos (betume) ou combinação de espessadores com óleos minerais e/ou fluidos sintéticos. Eles podem estar sob forma de fluido viscoso, graxas semi fluidas ou pastas.
2.Os materiais fornecidos segundo esta especificação são produzidos com misturas altamente fortificadas de fluidos viscosos, combinados com aditivos para formar filmes estáveis, de longa duração, capazes de receberem grandes cargas, resistentes ao desgaste, e que lubrificam sob filme misto e condições limitadas.
3.Lubrificantes para engrenagens abertas fornecidos segundo esta especificação devem apresentar excelentes qualidades adesivas e coesivas, não devem lascar ou escorrer, e devem fornecer uma espessura de filme suficiente como também uma resistência ao desgaste para prevenir contato metal com metal entre aplicações dentro de qualquer condição operacional.
4.Diversos graus (relacionado com nível de qualidade) ou consistências de lubrificantes de engrenagens abertas podem ser necessários para propiciar uma lubrificação adequada e aplicação de propriedades sob uma ampla faixa/variação de temperatura ambiente. A consistência do lubrificante na condição de aplicação deve ser adequada ao método de aplicação. A consistência em serviço também deve ser adequada para que o lubrificante cumpra ou supere as exigências mínimas de desempenho relacionada na seção: “EXIGÊNCIAS MÍNIMAS DE DESEMPENHO”.
5.Viscosidade, uma resistência do fluido ao escoamento, é a principal característica física de um fluido em termos de sua capacidade de produzir um filme lubrificante entre duas superfícies em contato.
Todos os fluidos lubrificantes possuem uma viscosidade natural que pode ser alterada (aumentada) por meio de aditivos tais como resinas e polímeros. Alguns “incrementadores de viscosidade” são sensíveis ao corte, o que pode resultar em proteção insuficiente dos componentes lubrificados sob alta carga, temperaturas elevadas e/ou condições altamente cizalhantes. A viscosidade dos fluidos utilizados nos lubrificantes de engrenagens abertas deve ser suficiente sob condições operacionais para que o lubrificante cumpra ou supere as exigências mínimas de desempenho relacionada na seção “EXIGÊNCIAS MÍNIMAS DE DESEMPENHO”.
ESPECIFICAÇÃO PARA LUBRIFICANTE DE ENGRENAGENS ABERTAS OGL SD4713 (18 de Agosto de 2005)
6.Lubrificantes de engrenagens abertas fornecidos segundo esta especificação precisam ser especificamente formulados para proteger superfícies, reduzir o desgaste, e fornecer uma vida útil satisfatória em serviço, sob todas as condições operacionais antecipadas.
7.Lubrificantes de engrenagens abertas fornecidos segundo esta especificação devem ter excelente tolerância á água e qualidades preventivas de ferrugem, bem como qualidades de gotejamento mínima em operação sob uma ampla faixa/variação de temperatura.
8.Caso o material fornecido segundo esta especificação contenha diluente para melhorar a bombeabilidade, cuidado especial deve ser prestado para assegurar a sua compatibilidade com todos os componentes do sistema de lubrificação centralizada. Exemplos: gaxetas, anéis O, válvulas de expansão, etc., e materiais dos lábios de vedações de óleo (nitrilicos, viton). Referência ASTM D 4289-03.
9.Para uso extenso em áreas de baixa temperatura, os lubrificantes de engrenagens abertas fornecidos segundo esta especificação precisam ser capazes de escoar em recipientes e devem ser bombeáveis através de linhas de lubrificação sem ajuda de aquecimento. Para minimizar os problemas de compatibilidade, é desejável que o espessador e o aditivo do sistema sejam compatíveis com os graus adicionais disponíveis para outras temperaturas ambiente.
ESPECIFICAÇÃO PARA LUBRIFICANTE DE ENGRENAGENS ABERTAS OGL SD4713 (18 de Agosto de 2005)
EXIGÊNCIAS MÍNIMAS DE DESEMPENHO:
PROPRIEDADE
Ponto de fulgor do produto conforme aplicado, mínimo (produto base com diluente) Temperatura ambiente (Ver Nota # 1) -50°C (-58°F) a +10°C (50°F) Acima de +10°C (50°F)
Ponto de fulgor do(s) fluido(s) base, mínimo REFERÊNCIA
ASTM D92 / ISO 2592
ASTM D92 / ISO 2592 EXIGÊNCIA
61°C (142°F) 80°C (176°F)
+140°C (284°F)
Proteção contra ferrugem ASTM D-1743 Passa
Corrosão da tira de cobre / Maxima Rating 24 h @ 100°C (212°F) ASTM D-4048 2e
Teste EP 4 esferas Ponto de solda, kgf mínimo (produto base sem diluente) Indice de desgaste segundo carga (LWI) mínimo, (produto base sem diluente) ASTM D-2596
ASTM D-2596 800
120
Teste de desgaste 4 esferas 40 kg por 1 hora. Mancha de desgaste, mm máximo (produto base sem diluente) ASTM D-2266 0,7
Propriedades adesivas Deve aderir ás superfícies na menor temperatura ambiente antecipada. Bombeabilidade, Ventímetro de Lincoln Para aerar de 1800 psi (127 kgf/cm2) para menos que ou igual a 600 psi (42 kgf/cm2) dentro de 30 segundos na temperatura ambiente mais baixa antecipada (temperatura de teste não inferior a -25°C (-13°F).
Viscosidade do fluido base mínima Temperatura ambiente (Ver Nota #1) (°C) (°F) -50 a +10 (-58 a +50) -20 a +40 (-4 a +104) +10 a +50 (+50 a +122) Sólidos lubrificantes (bisulfeto de molibdênio, grafite, etc.) Tamanho de partículas (microns, max.) ASTM D 445
680 cSt a 40°C 1860 cSt a 40°C 3600 cSt a 40°C
15 microns
NOTA: 1.Temperatura ambiente – a temperatura ambiente é a temperatura encontrada no ponto de aplicação do lubrificante.
ESPECIFICAÇÃO PARA LUBRIFICANTE DE ENGRENAGENS ABERTAS OGL SD4713 (18 de Agosto de 2005)
LUBRIFICANTES CERTIFICADOS
Lubrificantes que foram certificados por seus fabricantes e que cumprim com as especificações da Bucyrus International, Inc. estão relacionados na “Lista de Lubrificantes Certificados para Lubrificantes de Engrenagens Abertas” (ver web site www.bucyrus.com da Bucyrus International, Inc. para obter a lista mais atualizada). O uso de lubrificantes não aprovados pode invalidar a garantia de produto da Bucyrus International, Inc.
A seleção específica do produto é de responsabilidade do operador / proprietário e depende do clima, aplicação, desempenho e exigências normativas regionais / locais
Os fabricantes de lubrificantes desejando certificar seus produtos devem contatar o seguinte endereço:
Bucyrus International, Inc. Engineering Services & Technical Support 1100 Milwaukee Avenue South Milwaukee, Wisconsin 53172 Phone: (414) –768-4000
REVISÕES DE ESPECIFICAÇÃO:
Esta especificação está sujeita a alterações sem aviso prévio. Gentileza ver web site www.bucyrus.com da Bucyrus International, Inc. para a especificação mais atualizada.
Bucyrus International, Inc. Engineering Services & Technical Support 1100 Milwaukee Avenue South Milwaukee, Wisconsin 53172 Phone: (414) –768-4000
LISTA DE LUBRIFICANTES CERTIFICADOS
(15 de Maio de 2006)
Lubritene Lubrene OGL-e Lubritene Lubrene Bio Serv OGL Petro-Canada Vulcan Synthetic All Season Petro-Canada Vulcan Synthetic 2200 Petro-Canada Vulcan Heavy Petron Petrotac EP Premium 30-B Schaeffer Mfg. Silver Streak Quickvent All Season (#196ALL) Schaeffer Mfg. Silver Streak Quickvent Arctic (#196ARC) Schaeffer Mfg. Silver Streak BGL 100 Schaeffer Mfg. Silver Streak BGL 200 Schaeffer Mfg. Silver Streak BGL 300 Shell Malleus Grease GL 3500 Shell Malleus OGM Heavy Shell Malleus OGM Extra Heavy Whitmore Mfg. Co. Axiom Multiservice Mining Lubricant – Arctic / SurStik 800 – Arctic Whitmore Mfg. Co. Axiom Multiservice Mining Lubricant – Medium / SurStik 800 – Medium Whitmore Mfg. Co. Axiom Multiservice Mining Lubricant – Heavy / SurStik 800 – Heavy
LISTA DE LUBRIFICANTES CERTIFICADOS PARA “GRAXA MULTIUSO MPG (SD4711)”
Fabricante Descrição do Produro
Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Bel Ray Molylube AC 1000 40890 Molylube AC 1000 40900 Molylube AC 1000 40922 Molylube LC135 67800 Molylube LC135 67810 Molylube LC135 67820 Molylube LC135 67832 Molylube LC133 67840 Molylube LC133 67850 Molylube LC133 67860 Molylube LC133 67872 Molylube LC131 27660 Molylube LC131 27670 Molylube LC131 27680 Molylube LC131 27692
Bel Ray Bel Ray Bel Ray Molylube 126 EP 23200 Molylube 126 EP 23220 Molylube 126 EP 23242
Bel Ray
Termalene EP 72400 Bel Ray Termalene EP 72420 Chemtool Inc. CSC 174 MGD Chemtool Inc. CSC MP1-220 Chemtool Inc. CSC MP1
LISTA DE LUBRIFICANTES CERTIFICADOS
(15 de Maio de 2006)
Chemtool Inc. CSC MP0 Chemtool Inc. CSC MP00 Exxon Ronex Extra Duty 2 Exxon Ronex Extra Duty Moly 2 / Mobilgrease XHP 462 Moly Haycock Petroleum Calcuplex M5 NLGI #1 Haycock Petroleum Calcuplex M5 NLGI #2 Lubrication Engineers Almagard Vari-Purpose 3750 Lubrication Engineers Almagard Vari-Purpose 3751 Lubrication Engineers Almaplex Ultra-Synthetic 1299 Lubritene Lubrene Li 500 EP 2 Lubritene Lubrene LiM 500 EP 2 Lubritene Lubrene AXM 1000 EP 1 Lubritene Lubrene AXM 1000 EP 2 Lubritene Lubrene AXM 500 EP 1 Lubritene Lubrene AXM 500 EP 2 Lubritene Lubrene LXCa 700 EP 2 Lubritene Lubrene Li 900 WP EP 2 Lubritene Lubrene EMV-2 Petro-Canada Supreme Arctic Petro-Canada Supreme EP1 Petro-Canada Supreme EP2 Petro-Canada Precision XL 3 Moly EP1 Petro-Canada Precision XL 3 Moly EP2 Petro-Canada Precision XL 5 Moly EP0 Schaeffer Mfg. Moly Ultra 800 EP #1 (#221) Schaeffer Mfg. Moly Ultra Red EP #1 (#229) Schaeffer Mfg. Moly Supreme #1 (#238) Schaeffer Mfg. Moly EP Synthetic Blend #1 (#274) Shell Albida Grease HDX2 Shell Albida Grease MDX 1 Shell Albida Grease MDX 2 Shell Alvania Grease SDX2 Shell Albida SLC 460 Shell Limona LX1 Shell Limona LX2 Shell Albida HLS00 Shell Albida HLS2 Whitmore Mfg. Co. Omnilith 500 Extreme Pressure Grease EP 0 Whitmore Mfg. Co. Omnilith 500 Extreme Pressure Grease EP 1 Whitmore Mfg. Co. Omnilith 500 Extreme Pressure Grease EP 2 Whitmore Mfg. Co. Omnilith 500 M Extreme Pressure Grease EP 0 Whitmore Mfg. Co. Omnilith 500 M Extreme Pressure Grease EP 1 Whitmore Mfg. Co. Omnilith 500 M Extreme Pressure Grease EP 2
LISTA DE LUBRIFICANTES CERTIFICADOS
(15 de Maio de 2006)
LISTA DE LUBRIFICANTES CERTIFICADOS PARA “LUBRIFICANTE DE REDUTORES(SD4721 Part A)”
Óleos Minerais
Fabricante Descrição do Produto
Bel Ray Bel Ray Bel Ray 100 Gear Oil 140 (ISO VG 460) 100 Gear Oil 250 (ISO VG 1000) 100 Gear Oil 350 (ISO VG 1500)
Bel Ray Bel Ray
100 Gear Oil 460 SBF (ISO VG 460) 100 Gear Oil 1000 SBF (ISO VG 1000) Bel Ray 100 Gear Oil 1500 SBF (ISO VG 1500) Exxon / Esso Spartan EP 460 (ISO VG 460) Exxon / Esso Spartan EP 1000 (ISO VG 1000) Lubritene Lubrene Syn 1500 (ISO VG 1500) Lubritene Lubrene Super Series Gear Oil 1500 (ISO VG 1500) Lubritene Lubrene Super Series Gear Oil 1000 (ISO VG 1000)
Mobil Mobil Mobilgear 600XP 460 (ISO VG 460) Mobilgear 634 (ISO VG 460)
Mobil
Mobilgear XMP 460 (ISO VG 460) Mobil Mobilgear 639 (ISO VG 1000) Petro-Canada Ultima 460 (ISO VG 460) Petro-Canada Ultima 1000 (ISO VG 1000) Schaeffer Mfg. #209A Universal Gear Lube (ISO VG 460) Schaeffer Mfg. #209A Universal Gear Lube (ISO VG 1000) Schaeffer Mfg. #294 Supreme Gear Lube (ISO VG 460) Schaeffer Mfg. #294A Supreme Gear Lube No Tack (ISO VG 460) Shell Omala 460 (ISO VG 460) Shell Omala 1000 (ISO VG 1000) Shell Omala 1500 (ISO VG 1500) Shell SP Plus Gear Oil (ISO VG 1500) Whitmore Mfg. Co. Paragon Heavy Duty Enclosed Gear Oil (ISO VG 460) Whitmore Mfg. Co. Paragon Heavy Duty Enclosed Gear Oil (ISO VG 1000) Whitmore Mfg. Co. Paragon Heavy Duty Enclosed Gear Oil (ISO VG 1500) Whitmore Mfg. Co. Paragon Gold High Performance Gear Oil (ISO VG 1000)
Óleos Sintéticos (PAO)
Fabricante Descrição de Produto
Bel Ray
Synthetic Gear Oil 460 (ISO VG 460) Bel Ray Synthetic Gear Oil 1000 (ISO VG 1000) Lubrication Engineers 9846 Synolec Gear Lubricant (ISO VG 460) Lubrication Engineers 9899 Synolec Gear Lubricant (ISO VG 1000) Mobil Mobil SHC 634 (ISO VG 460) Mobil Mobilgear SHC XMP 460 (ISO VG 460) Mobil Mobilgear SHC 460 (ISO VG 460)
Seção 4 Manutenção Preventiva
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina. Índice
INTRODUÇÃO ..............................................................................................................................3 ELEMENTOS DE UM PROGRAMA DE MANUTENÇÃO EFETIVO ...................................5 PROGRAMA DE MANUTENÇÃO PREVENTIVA PROGRAMADO .....................................5 CONSIDERAÇÕES GERAIS DE SEGURANÇA.................................................................6 MANUTENÇÃO COM A MÁQUINA EM OPERAÇÃO .....................................................................6 PRECAUÇÕES NA MANUTENÇÃO ..............................................................................................7 MANUTENÇÃO PREVENTIVA DE LUBRIFICAÇÃO ......................................................................8 GARANTIA DE LUBRIFICANTE LIMPO .............................................................................9 FREQUÊCIA DE MANUTENÇÃO E INSPEÇÕES .......................................................................10 PROGRAMAS DE MANUTENÇÃO .............................................................................................10 PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO.....................................11 PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO.....................................15 A CADA 100 HORAS OU SEMANALMENTE....................................................................15 100 HORAS OU SEMANALMENTE (CONT.)...................................................................16 A CADA 500 HORAS OU MENSALMENTE......................................................................17 PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO.....................................21 A CADA 1250 HORAS OU TRIMESTRALMENTE............................................................21 PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO.....................................25 A CADA 2500 HORAS OU SEMESTRALMENTE.............................................................25 PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO.....................................29 A CADA 5000 HORAS OU ANUALMENTE.......................................................................29 LOCAÇÃO DOS COMPONENTES PRINCIPAIS .........................................................................32 Nomenclatura Da Máquina ................................................................................................................32 Partes inferiores das esteiras...........................................................................................................33 Conjunto de Esteiras .........................................................................................................................34 Conjunto de Elos das Esteiras ..........................................................................................................35 Maquinário de Propulsão ...................................................................................................................36 Disco de rolamento - Vista do Corte.................................................................................................37 Conjunto do Disco de Rolamento ......................................................................................................38 Anéis Coletores - Auxiliar ..................................................................................................................39 Anéis Coletores de Alta Tensão.........................................................................................................39 Pivô Central .......................................................................................................................................40 Chassis Giratório & Extensões.........................................................................................................41 Maquinário de Elevação.....................................................................................................................42 Maquinário de Giro............................................................................................................................43 Maquinário de Escavação..................................................................................................................44 Reservatório de Lubrificantes ............................................................................................................45 Cabine do Operador...........................................................................................................................46 Escada de Acesso a Bordo ...............................................................................................................47
Escada de Mão Vertical de Acesso...................................................................................................48 Passagens & Plataformas da Casa da Maquinaria ...........................................................................49 Equipamento da Extremidade Frontal................................................................................................50 Cabos de Sustentação da Lança.......................................................................................................51 Caçamba ...........................................................................................................................................52
Seção 4 Manutenção Preventiva
Esta seção do manual descreve aspectos de manutenção preventiva na máquina, tais como inspeção, ajuste e tarefa repetitivas de rotina. As informações relacionadas ás técnicas de lubrificação, freqüência e pontos de serviço também estão parcialmente incluídas. Mais informações sobre lubrificação e serviços podem ser encontradas nas seções 3 e 5 deste manual.
No final desta seção estão reproduzidos os programas de manutenção que podem auxiliar nos registros e controles da manutenção.
INTRODUÇÃO
Um programa preventivo de manutenção é uma série de operações sistemáticas realizadas periodicamente no equipamento para evitar paradas operacionais.
Qualquer defeito que provoque uma parada na máquina REDUZIRÁ a produtividade e aumentará os custos. A máquina só é nova uma vez. A partir desse momento, a máquina começa a deteriorar pelo uso e envelhecimento. Um programa de manutenção bem organizado evitará onerosas paradas inesperadas e aumentará a vida útil do componente.
Uma abordagem sistemática do programa de manutenção deve ser seguido e mantidos registros detalhados de todas as ocorrências, para detectar as áreas potenciais de problemas. Tempo e esforço valiosos podem ser economizados se os defeitos forem corrigidos antes que eles possam resultar numa grande avaria. As ocorrências anotadas devem ser revisadas periodicamente e mantidas num arquivo para consultas futuras.
O pessoal envolvido, deve passar por um programa de treinamento estabelecido, para saber O QUÊ verificar e COMO corrigir qualquer problema potencial. Quando o pessoal é capaz de fazer manutenção de rotina e reparos normais eficientemente, a perda de tempo é reduzida e a produtividade da máquina é aumentada. Portanto, para manter a máquina em boas condições de funcionamento, as peças necessárias, as ferramentas e as informações atualizadas devem ser mantidas sempre ás mãos.
A manutenção de equipamentos é uma ciência e a sua prática uma arte. Essa arte pode ser dividida em 6 tipos de operação – elas são:
Inspeção é provavelmente a operação mais importante. Exige uma observação cuidadosa de todos os componentes do equipamento. Anormalidades desprezíveis podem não interferir na performance do equipamento MAS aquelas que são um desvio do normal devem ser detectadas prematuramente. Quando estiver inspecionado, observe a localização, o estado de limpeza, a cor, etc., da(s) peça(s). Exemplo: descoloração pode ser indício de super aquecimento, todas as proteções, parafusos devem estar no lugar e bem mantidos.
Limpeza e manter limpo são essenciais para uma boa operação. Limpezas periódicas devem ser mais freqüentes nas partes expostas que nas partes que ficam dentro de gabinetes. Componentes, conexões e juntas devem estar livres de poeira, corrosão e outras matérias estranhas.
Uma operação de Feeling (percepção) é usada com mais freqüência para detectar as vibrações dos mecanismos em rotação oriundas de peças estragadas, falta de lubrificação e super aquecimento, etc. A operação de feeling nos itens elétricos devem ser feita o mais rápido possível DEPOIS que a energia elétrica tiver sido removida e o circuito aterrado. A percepção de calor excessivo pode indicar uma condição de sobrecarga e deve ser corrigida.
Um serviço de Reaperto deve ser feita em todas as conexões que trabalharam folgadas devido a vibração, etc. Componentes bambos representam um perigo porque eles podem se soltar do lugar e danificar os componentes mais próximos. A importância da montagem firme e das conexões apertadas não pode deixar de ser enfatizada. Sempre recoloque parafusos faltantes ou substitua os quebrados por outros do tamanho correto e use as ferramentas adequadas.
Um Ajuste deve ser feito quando a inspeção indica que ele é exigido para manter as condições normais de operação. Ajustes específicos estão na “Seção de ajustes mecânicos” deste manual, do manual elétrico ou do manual de componentes.
Lubrificação refere-se fundamentalmente à aplicação do LUBRIFICANTE CORRETO na QUANTIDADE CERTA nos mancais e demais partes rotativas. Isto também significa aplicar um óleo leve nas dobradiças das portas e demais superfícies de deslizamento. Use apenas lubrificantes limpos e apropriados.
Manutenção planejada, bom senso e julgamento correto são menos dispendiosos e mais eficazes que manutenções em situações de pânico. As ações baseadas em recomendações feitas nas ‘’Listas de Verificações’’ sugeridas pelo departamento de manutenção, reduzem reparos e custos de manutenção e aumentam a produção.
Repor componentes estragados por peças Bucyrus genuínas numa base programada evitará altos tempos de paradas e dispendiosos reparos de emergência. O custo das peças é pequeno se comparado ás interrupções repentinas que resultam em horas extras excessivas e na perda de produção da máquina.
Sempre que um problema for indicado, o inspetor deve explicá-lo resumidamente no relatório de manutenção (formulário sugerido no final desta seção) e assinar. Depois, uma pessoa autorizada deve explicar brevemente a solução para o problema. Finalmente, o PROBLEMA DEVE SER CORRIGIDO.
ELEMENTOS DE UM PROGRAMA DE MANUTENÇÃO EFETIVO
• Programa de Manutenção Preventiva.
• Equipe de Trabalho Bem Treinada e Motivada.
• Comunicações Eficaz.
• Seleção e Aquisição do Equipamento Apropriado.
• Documentação Necessária e Suficientemente Explicativa.
• Cooperação Entre os Departamentos de Operação e Manutenção.
• Suporte e Garantia de Suprimentos Pelo Almoxarifado.
• Bons Recursos de Compras.
PROGRAMA DE MANUTENÇÃO PREVENTIVA PROGRAMADO
Manter ecomicamente a produtividade e o desempenho da escavadeira de mineração da Bucyrus exige trabalho e atividades programadas de manutenção e de inspeção. As exigências e o desempenho das pessoas disponíveis para o trabalho e performance da manutenção necessária durante uma parada programada impõe um sistema que reconhece os intervalos recomendados para inspeção. Por exemplo, os conjuntos da caçamba e das esteiras são expostos a um trabalho árduo e devem ser inspecionados em todos as manutenções realizadas, enquanto outros componentes podem razoavelmente operar o dobro deste intervalo, antes da inspeção. Escalonando a inspeção ou o serviço nestes itens, tempo de trabalho e o tamanho da força de trabalho podem ser balanceados.
A manutenção e a inspeção nos componentes devem ocorrer simultaneamente durante o horário de parada programada. O histórico das práticas de manutenção em máquinas tem mostrado que peças repostas e componentes reconstruídos preliminarmente a falhas destrutivas geram menores custos operacionais. Manter bons arquivos é vital para apoiar qualquer programa de manutenção preventiva. “Trocas” antecipadas reduzem paradas inesperadas e evitam danos secundários. Os registros devem ser de formato “fácil de usar”, além de conter detalhes suficientes para especificar a função. Por exemplo, cabos da escavadeira e dentes da caçamba, frequentemente se relacionarão diretamente com as toneladas do material carregado, mais do que com as horas operadas. Entretanto, a taxa de desgaste dos eixos de transmissão e dos mancais correspondem às horas de operação. Já que a base da vida útil de uma máquina corresponde a milhares de horas de operação, arquivos de manutenção podem ser utilizados para estimar orçamentos sobre os custos de manutenção. Isto faz dos arquivos uma ferramenta muito valiosa no gerenciamento das minas.
Use o programa de manutenção da Bucyrus que é mostrado aqui para formular um programa adequado à equipe de trabalho e condições ambientais da mina. Durante um certo período de tempo, inspeção adicional ou trabalho planejado podem suplementar as atividades descritas neste manual.
CONSIDERAÇÕES GERAIS DE SEGURANÇA
A importância da segurança, sobre todos os aspectos, na manutenção de uma escavadeira elétrica móvel deve ser sempre enfatizada; operações de escavação podem envolver uma grande variedade de condições inseguras ou perigosas. Componentes críticos de uma escavadeira, além de serem caros, estão sujeitos ao desgaste e outras deteriorações que limitam as suas vidas úteis. Quando novas, estas peças trazem embutidas uma reserva de resistência contra uma razoável perda da durabilidade por desgaste gradual e/ou de fatores desconhecidos. Se, porém, inspeções e ajustes são negligenciados estas peças eventualmente atingem a condição na qual elas se tornam problemas potenciais. Similarmente, falhas na reposição de um dos vários mecanismos que asseguram uma performance correta da escavadeira, podem constituir um problema. Estude este manual cuidadosamente para evitar condições inseguras. Reveja este manual periodicamente para atualizar seus conhecimentos referentes a estes procedimentos. Supervisores, operadores e pessoal de manutenção devem continuamente obedecer a práticas seguras.
MANUTENÇÃO COM A MÁQUINA EM OPERAÇÃO
Requisitos de segurança determinam que todas as escavadeiras em serviço ativo sejam inspecionadas em intervalos regulares para verificação das regulagens corretas dos mecanismos de operação, desgaste excessivo de componentes, limpeza do sistema ou qualquer outro defeito. Deficiências no funcionamento durante a operação devem ser cuidadosamente investigadas. Deve ser determinado se um problema de segurança existe. Relembre que manutenção é vital para uma operação segura!! Ela deve ser executada sistematicamente por pessoal qualificado.
Do ponto de vista econômico é aconselhável a realização de manutenção que pode ser seguramente executada enquanto a escavadeira estiver funcionando. Obviamente existem alguns procedimentos de manutenção, como inspeção de dentes e troca de engrenagens que requerem a parada da máquina. Porém, muitos dos serviços de suporte podem ser efetivamente realizados nas trocas de turno, quando a escavadeira ainda está ligada.
Sistemas automáticos de lubrificação funcionam através dos ciclos operacionais da máquina. Estes sistemas liberam quantidades definidas de lubrificantes, os quais reduzem o desgaste aumentando a vida de componentes. Outras partes da máquina podem ser manualmente lubrificadas de uma maneira segura através de conexões para óleo ou graxa, projetadas para manter as mãos do operador a uma distancia segura. Onde isto não é possível à máquina dever ser parada durante a lubrificação requerida.
CUIDADO: Um trabalho de reparo ou manutenção de uma escavadeira não estará completo até que proteções, chapas e outros dispositivos de segurança estejam colocados antes que o equipamento seja liberado para a produção.
PRECAUÇÕES NA MANUTENÇÃO
O operador deve ter certeza que a escavadeira está em uma posição segura antes que reparos ou ajustes sejam realizados. A máquina não pode estar ameaçada por pedras que podem rolar, nem por bancadas que podem desmoronar. Antes de iniciar o trabalho de manutenção o operador deve:
1. Apoiar a caçamba no chão. 2. Acionar todos os freios. 3. Desenergizar as funções de controle. 4. Fazer o necessário para evitar um movimento acidental da máquina.
PERIGO: ALTA TENSÃO ! SE ENERGIA ELÉTRICA FOR ESSENCIAL PARA A REALIZAÇÃO DO REPARO, ASSIM COMO PARA TESTE, SOMENTE DEVERÁ SER LIGADA QUANDO TODO O PESSOAL ENVOLVIDO ESTIVER FORA DE RISCOS ELÉTRICOS E MECÂNICOS. A energia deve ser ligada somente durante o período requerido para teste e não quando o trabalho de reparo estiver sendo feito.
Antes de realizar qualquer tarefa, o pessoal de manutenção deve avisar ao operador sobre a natureza e local do trabalho. Se tarefas forem realizadas em ou perto de peças em movimento, os comandos de partida devem ser travados na posição “desligado” (OFF) e avisos de advertência colados. A trava e os avisos somente podem ser removidos pelo pessoal que as colocou ou outro pessoal autorizado. Durante todas as fases da manutenção, use de extrema precaução quando trabalhar perto de equipamento elétrico. Nunca trabalhe perto de conexões de alta tensão energizadas e expostas.
Equipamentos de proteção aprovados, tais como luvas e ganchos ou garras isoladas devem ser sempre usadas quando cabos elétricos de alta tensão são manuseados.
PERIGO: Somente eletricistas qualificados podem trabalhar diretamente na manutenção de equipamento elétrico tais como motores, transformadores e chaves.
Durante a realização da manutenção, uma posição inadequada assumida pode agravar lesões no manuseio de peças pesadas. Como medida preventiva use equipamento de movimentação de carga sempre que possível. O chefe de equipe pode facilitar e tornar mais seguro o trabalho de manutenção providenciando materiais de proteção adequados. Equipes de serviço devem conhecer os princípios e práticas de levantamento de cargas para que seus joelhos e pernas sejam mais usados do que a coluna.
PERIGO: Muitos dos componentes da máquina são pesados e difíceis de manusear. DEVE-SE TER EXTREMO CUIDADO QUANDO MOVIMENTAR TAIS PEÇAS. O PESSOAL DEVE TER CERTEZA DO PESO DOS COMPONENTES ANTES DE TENTAR LEVANTÁ-LOS, SEJA MANUALMENTE OU COM A AJUDA DE EQUIPAMENTOS. TODAS AS REGRAS DE SEGURANÇA APLICÁVEIS DEVEM SER SEGUIDAS QUANDO SE USAM GUINDASTES OU OUTRO EQUIPAMENTO QUALQUER. Tenha certeza do peso da carga a ser erguida, altura de levantamento, o raio de alcance e a capacidade da máquina antes de iniciar o processo de levantamento de uma carga. Falha em obedecer as regras de segurança ao erguer peças pesadas pode causar ferimentos sérios ou fatais.
MANUTENÇÃO PREVENTIVA DE LUBRIFICAÇÃO
A lubrificação pode ser considerada a mais importante parte da manutenção preventiva. Não permita a interferência de nada com a lubrificação da máquina. A experiência ditará como ajustar a quantidade de lubrificante a ser usada em cada serviço. De qualquer forma, você será recompensado pelo esforço, tendo uma máquina funcionando suavemente, com menor desgaste de componentes.
E difícil prever quanto lubrificante aplicar a um mancal em particular. Isso depende do quanto a máquina tem trabalhado, do quanto o rolamento está desgastado, do grau do lubrificante que está sendo usando e do grau da vedação requerida. Observe todos os mancais cuidadosamente até que você esteja certo de que o lubrificante é suficiente para durar até a próxima parada.
A maior parte das peças de desgaste precisa de lubrificantes aplicados regularmente em pequenas quantidades, ao invés de grandes quantidades aplicadas ocasionalmente. Faça inspeções regulares da máquina e procure por sinais de lubrificação incorreta, tais como acúmulo excessivo de lubrificante. Certifique-se de que o lubrificante não venha de uma mangueira ou tubo quebrados ou desconectados. Normalmente, não se usa bombear excesso de lubrificante para o interior de um mancal, uma vez que o lubrificante começa a vazar. De qualquer forma, certos rolamentos, tais como dos mancais da parte inferior da máquina, que podem acumular poeira, devem ter a adição de lubrificação extra, para retirar o lubrificante velho. O lubrificante velho pode ter acumulado poeira abrasiva.
Buchas novas, algumas vezes, podem superaquecer porque elas são muito justas para permitir a distribuição de lubrificante de forma normal. Buchas velhas podem superaquecer porque elas estão tão desgastadas que o lubrificante não permanece nas buchas até a parada seguinte de manutenção. No caso de buchas novas, será necessário lubrificá-las mais freqüentemente. Será necessário fazer o mesmo com as buchas velhas até que elas possam ser substituídas. É muito melhor perder um pouco de tempo do turno para lubrificar com uma quantidade extra, num ponto que tem necessidade, do que tentar executar isso entre os turnos.
Uma causa comum de superaquecimento de mancais anti fricção é quando o lubrificante é agitado. Isso acontece quando o mancal está montado com folga. Se lubrificante vaza de um mancal anti fricção é quase sempre um sinal seguro de que lubrificante em excesso foi adicionado. Continue a lubrificar com a freqüência anterior, mas use menos lubrificante.
A seção 3 deste manual vai trazer mais detalhes e informações específicas sobre lubrificante e seu uso.
GARANTIA DE LUBRIFICANTE LIMPO
Mesmo o melhor lubrificante não tem utilidade na prevenção do desgaste se ele se contaminou pela falta de cuidado no manuseio e estoque. O fabricante usualmente embala o lubrificante em embalagens estanques para mantê-lo limpo. É responsabilidade da pessoa que estiver lubrificando a máquina assegurar que nenhuma sujeira contamine o lubrificante.
Siga os seguintes pontos para uma boa prática de lubrificação:
• Mantenha todos os lubrificantes em embalagens bem fechadas.
• Limpe as tampas antes de abrir as embalagens.
• Mantenha funis, tambores de óleo, pistola de graxa, etc., em lugares limpos. Antes de usar esses materiais, limpe-os.
• Limpe cada pino graxeiro antes de conectar as bombas de graxa.
• Limpe as tampas dos locais de enchimentos e as áreas ao seu redor, antes de removê-las.
Consulte as MARCAS DE REFERÊNCIA DE LUBRIFICANTES, na Seção 3 deste manual, para obter uma explicação sobre cada tipo de lubrificante necessário para a manutenção desta máquina. Certifique-se de que o lubrificante não estava sujo ou com a viscosidade errada. Quando a máquina for operada por mais de um turno por dia, todas as equipes devem cooperar na verificação da lubrificação, de modo a garantir que nenhum ponto de lubrificação será omitido ou lubrificado em excesso. Geralmente é melhor fazê-lo no início de cada turno. São fornecidos cronogramas de manutenção reprodutíveis para se registrar as informações de manutenção.
NOTA: Instruções de lubrificação especificadas pelo vendedor sempre tem prioridade sobre as recomendações de lubrificação da Bucyrus International, Inc.
CUIDADO: Quando não for possível trabalhar com segurança em pontos elevados da máquina, use uma rede para anteparo em caso de quedas ao inspecionar ou manter áreas elevadas.
FREQUÊCIA DE MANUTENÇÃO E INSPEÇÕES
O planejamento de manutenção sugerido foi desenvolvido com base em um plano com 5.000 horas de operação por ano. Isto é apenas uma referência para o planejamento. As condições reais da mina, a habilidade do operador e seus hábitos, juntamente com o histórico do consumo dos componentes definirão o cronograma de inspeção usado na máquina.
Cuidados devem ser tomados para avaliar adequadamente a forma de manutenção durante o período inicial e depois do uso da máquina.
PROGRAMAS DE MANUTENÇÃO
O programa de manutenção é baseado em uma máquina padrão. Algumas características e configurações podem ser diferentes em uma determinada máquina. Este programa de manutenção pretende delinear os intervalos para os vários e repetitivos requerimentos de manutenção. Para qualquer assistência, veja a seção mais apropriada no manual de manutenção e operação, ou contate o representante comercial da Bucyrus Internacional.
NOTA: Este programa de manutenção não substitui a seção de manutenção deste manual.
PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO
DIÁRIOS
1. Verifique se as áreas embaixo e ao redor das esteiras apresentam sinais de vazamento de óleo. Se apenas pequenas gotas forem notadas, o vazamento é mínimo. Determine o ponto do vazamento e anote na folha de inspeção. Se um vazamento maior for notado, determine a quantidade e comece a manutenção ou o conserto imediatamente. Veja se a causa do vazamento é originada de uma tubulação solta, gaxeta defeituosa, ou a combinação dos dois fatos, ou um problema similar é responsável. Repare as tubulações, conexões e juntas defeituosas.
2. Esteiras – Inspecione e veja se não há elos perdidos ou travados, excesso de folgas, sapatas quebradas ou qualquer outra anormalidade.
3. Mesa de Giro – Verifique os pinhões e a proteção dos pinhões contra pedras, sujeira e outros resíduos que possam interferir na operação da máquina. Inspecione se o equipamento de giro e roletes estão lubrificados adequadamente.
4. Acoplamento do Motor de Locomoção –Inspecione se há resíduos, lubrificação adequada ou evidência de danos. Aplique MPG quando necessário.
5. Exterior da Casa de Máquinas – Visualmente verifique se há danos ou evidência de vazamento interno.
6. Percurso da Caçamba – Inspecione o mecanismo de controle de movimentos da caçamba, cabos de aço, barra do trinco e ferramentas associadas quanto a danos, ajuste ou desgaste.
PONTOS DE CONTROLE DIÁRIOS (CONT.)
7. Báscula da Caçamba – Inspecione a existência de danos ou desgaste excessivo na estrutura da porta, chapas e batentes (se incluídos).
8. Tubulão – Inspecione se não há danos, desgaste excessivo e evidência de falta lubrificação nos cabos de escavação e retração, nos cilindros de compensação, nos espaçadores do tubulão.
9. Batentes da Lança – Inspecione quanto a segurança e possíveis danos.
10. Caçamba – Verifique a existência de trincas ou deformações na estrutura da caçamba. Verifique a segurança e o desgaste excessivo dos dentes.
11. Travas – Verifique se a lubrificação está adequada e se existem danos ou desgaste.
12. Cabos de Aço – Veja se os cabos móveis e cabos estruturais da lança estão com veios arrebentados, com soquetes folgados ou qualquer outra indicação visual que mostre alguma perda na integridade estrutural.
13. Engrenagens – Visualmente verifique se as engrenagens de giro, escavação e elevação estão com níveis de óleo correto ou apresentam vazamento. Conserte ou reponha quando necessário.
14. Redutores de Engrenagens – Verifique a existência de parafusos folgados, porcas, travas em situações anormais. Repare se necessário.
15. Engrenagens Abertas – Verifique se as engrenagens abertas dos mecanismos de giro, escavação e elevação estão com o filme lubrificante adequado, ou mostram evidência de lubrificação através do sistema automático de lubrificação.
PONTOS DE CONTROLE DIÁRIOS (CONT.)
16. Cabos de Elevação e Escavação – Observe a existência de desgaste, lubrificação e evidência de fios embolados principalmente próximas às presilhas dos tambores.
17. Compressor(es) de Ar – Verifique o nível do óleo e adicione ASCL se necessário.
18. Lubrificadores do Sistema de Ar – Verifique o nível de óleo.
19. Sistema Automático de Lubrificação – Veja se a central das estações de bombeamento apresentam algum sinal de mau funcionamento. Verifique o suprimento dos tanques de alimentação e reabastecimento de lubrificante com OGL ou MPG.
20. Conjunto de Freios de Giro – Verifique a existência de danos, desgaste ou super aquecimento.
21. Conjunto de Freios de Escavação – Verifique a existência de danos, desgaste ou super aquecimento.
22. Conjunto de Freios de Elevação – Verifique visualmente a existência de danos, desgaste ou super aquecimento.
PONTOS DE CONTROLE DIÁRIOS (CONT.)
23. Cabine do Operador – Verifique a limpeza e as condições visuais dos controles. Observe a localização de algum equipamento especial que pode ser requerido pela mina. Verifique se todos os controles operacionais estão com liberdade de movimento. O controle deve se movimentar livremente sem restrições.
24. Cabine do Operador – Limpe todas as janelas
25. Passarelas e Escadas – Assegure-se de que não há obstruções, danos ou fluidos no chão que possam por em risco a segurança.
26. Escadas de Acesso – Tenha certeza de que todas as escadas estão levantadas e presas adequadamente.
27. Cabo de Alimentação – Inspecione visualmente o cabo de alimentação, procurando cortes, abrasões e outros danos.
PERIGO: ALTA TENSÃO! O cabo de alimentação de energia da máquina é energizado com alta tensão. Manuseie o cabo da forma adequada, usando luvas de borracha e ganchos isolados.
28. Enroladeira de Cabos (se equipado) –Verifique se o reservatório de fluido hidráulico possui um nível adequado de fluido. Adicione fluido caso necessário.
29. Enroladeira de Cabos (se equipado) –Verifique se há vazamentos no sistema hidráulico. Aperte, conserte ou substitua componentes conforme necessário.
PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO
A CADA 100 HORAS OU SEMANALMENTE
(O QUE OCORRER PRIMEIRO)
1. Pinhão da Engrenagem do Tambor de Elevação – Retire o lubrificante e inspecione a condição dos dentes da engrenagem.
2. Lubrificação dos Mancais do Tambor de Elevação – Verifique a operação do sistema de auto lubrificação dos mancais e engrenagens abertas.
3. Sistema de Lubrificação Automática de Elevação – Verifique as válvulas de lubrificação através de desvio nas válvulas e injetores.
4. Sistema de Lubrificação da Escavação –Verifique a Operação dos Injetores, condição e conexão de todas as mangueiras, e o ciclo de cada injetor para a liberação do lubrificante apropriado.
5. Fluido de Engrenagem – Observe o nível de fluido, retire amostras de fluido para testes de viscosidade e contaminação, conforme programação.
6. Respiro dos Redutores – Limpe-os se necessário e verifique as condições de segurança. Verifique as engrenagens: escavação e elevação.
7. Lubrificação do Trilho Inferior – Verifique a funcionalidade do sistema automático de lubrificação.
100 HORAS OU SEMANALMENTE (CONT.)
8. Carcaça e Pistas dos Roletes – Verifique o lubrificante no eixo e na superfície dos roletes.
9. Sistema Automático de Lubrificação –Verifique a existência de danos nos tubos de lubrificação e troque-os se necessário.
10. Sistema Automático de Lubrificação –Verifique cada injetor de lubrificação para uma operação correta e a liberação adequada de lubrificante.
11. Escadas de Acesso – Verifique os componentes inclusive: corrente de segurança e porta, parafusos de montagem, linhas e conexões hidráulicas, pinos de cilindros, presilhas do braço e retentores. Troque qualquer componente estragado ou danificado. Lubrifique as braçadeiras e as tarraxas. Verifique a trava e lubrifique-a se necessário.
PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO
A CADA 500 HORAS OU MENSALMENTE
(O QUE OCORRER PRIMEIRO)
1. Freio de Elevação – Veja se a operação esta adequada, se há desgaste nas lonas de frenagem e o ajuste. Veja na seção 6 deste manual – Freios e acoplamentos sobre os procedimentos para ajuste.
2. Lubrificação da Caixa de Engrenagem da Escavação – Verifique a existência de vazamento nas caixas de engrenagem, o nível de lubrificante e as condições do respiro do redutor. Limpe as engrenagens ou conserte-as quando necessário.
3. Freios de Escavação – Verifique a operação e veja se há desgaste excessivo nas lonas de frenagem, verifique a operação de liberação rápida dos freios e a operação das válvulas solenóide.
4. Sistema de Lubrificação Automática da Escavação – Inspecione os injetores de lubrificante, registros, válvulas e mangueiras. Verifique a operação correta do sistema.
5. Transmissões do Movimento de Rotação Unidades Vedadas. Opere a máquina atento a ruídos e vibrações incomuns. Entre em contato com a Bucyrus International caso seja encontrado algum problema.
6. Lubrificação das Engrenagens de Giro –Verifique os níveis de óleo e reabasteça se necessário.
7. Freios de Giro – Verifique a operação correta, o desgaste das lonas de frenagem, liberação correta dos freios e a funcionalidade da solenóide.
500 HORAS OU MENSALMENTE (CONT.)
8. Controle do Sistema de Ar – Inspecione todos os reservatórios de ar, reguladores, filtros de linhas de óleo e ar.
9. Sistema de Linhas de Ar – Inspecione todos os tubos, mangueiras válvulas e registros, veja se há danos ou vazamentos. Repare os vazamentos se necessário.
10. Linhas de Lubrificação – Inspecione todas as linhas e conexões. Repare todos os vazamentos e mangueiras estragadas.
11. Painel de Controle da Lubrificação Automática, Reservatórios de Lubrificante –Verifique os níveis de óleo – complete se necessário. Conserte todos os vazamentos e limpe todos os excessos.
12. Estrutura da Lança – Inspecione toda a estrutura da lança (uma rede de proteção é recomendada para serviços em pontos onde há riscos de queda) e veja se há danos, trincas e proceda os reparos necessários, imediatamente.
13. Pinos das Sapatas da Lança – Veja se há danos nas sapatas da lança, nas junções e repare-os se necessário.
14. Escadas da Lança e Corrimãos – Verifique a existência de danos e repare-os imediatamente.
15. Pernas Frontais e Traseiras – Inspecione visualmente e verifique a existência de trincas ou fadiga, caso constatada alguma anomalia solicitar o reparo.
16. Cabos de Suspensão – Verifique a existência de fios quebrados. Se 10% dos fios estiverem quebrados, troque o cabo de suspensão. 17. Reforço das Quinas da Caçamba e Aro de Reforço Central – Verifique quanto ao aperto e repare se necessário.
500 HORAS OU MENSALMENTE (CONT.)
18. Dentes da Caçamba – Os dentes devem estar bem conectados aos adaptadores e aos lábios da caçamba. Refaça-os ou troque-os quando necessário.
19. Lábio Frontal da Caçamba – Verifique completamente a frente da estrutura das chapas e reconstrua alguma parte se necessário. Veja se há trincas e preste atenção às juntas soldadas, constatando anormalidade e faça o reparo imediatamente.
20. Estrutura Traseira da Caçamba – Veja a existência de trincas e danos; caso constatado conserte-os imediatamente.
21. Báscula da Caçamba – Verifique desgaste nas buchas e pinos. Se houver trincas ou danos na estrutura da báscul e conserte imediatamente.
22. Mecanismo da Barra de Trava – Inspecione a haste da trava quanto a desgaste e repare ou troque se necessário. Faça o ajuste do mecanismo para a operação correta.
23. Cunha de Ajuste/Retentor da Barra da Tranqueta – Reforme conforme necessário, substitua após 3 reformas.
24. Amortecedores da Báscula da Caçamba –Inspecione as articulações, pinos, buchas e troque-os quando necessário. Ajuste se as dobradiças estiverem muito folgadas ou não estiverem fechando completamente.
25. Cunha do Talão da Caçamba – Inspecione e anote informações sobre a estrutura para assegurar a reconstrução da peça no momento certo.
26. Caçamba – Inspecione e registre na planta o desgaste interno. Ajuste a freqüência de reforma. Consulte a Bucyrus International para obter recomendações sobre rerevestimento.
500 HORAS OU MENSALMENTE (CONT.)
27. Pinos e Buchas de Conexão da Caçamba –Inspecione todas as buchas e pinos das conexões e troque-os se necessário.
28. Suporte para Graduação da Inclinação da Caçamba – Ajustável (caso presente) –Verifique se faltam parafusos ou se há parafusos soltos. Aperte ou substitua conforme necessário.
29. Cabos de Escavação – Inspecione os cabos, substitua aqueles que tiverem um desgaste acentuado ou danificados.
30. Cabos de Retração – Inspecione os cabos, troque aqueles que estiverem com desgaste acentuado ou danificados.
31. Cabos de Direcionamento da Caçamba –Inspecione os cabos, troque aqueles que tiverem com desgaste acentuado ou danificados.
32. Ranhuras no Revestimento do Tambor de Elevação – Verifique a existência de danos ou desgaste excessivo.
33. Trava dos Trilhos Superiores – Aperte as travas e verifique o estado do trilho e dos batentes.
34. Redutores Planetários de Locomoção –Retire o bujão do fundo e colete ½ galão de lubrificante. Verifique a existência de partículas metálicas nesta amostra.
35. Escadas de Acesso – Verifique todos os componentes inclusive: corrente de segurança e porta, parafusos de montagem, linhas hidráulicas, registros e acessórios, pinos do cilindro, pinos dos braços, e pinos de retenção. Troque qualquer componente estragado ou danificado. Lubrifique os pinos dos braços e retentores. Verifique o pino de trava e lubrifique-o quando necessário.
PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO
A CADA 1250 HORAS OU TRIMESTRALMENTE
(O QUE OCORRER PRIMEIRO)
1. Elos das Esteiras – Ajuste as tensões quando necessário.
2. Tambor de Compensação da Esteira –Verifique as condições das buchas.
3. Rolos/Guias Inferiores – Verifique a condição dos mesmos, à procura de rachaduras, desgaste incomum, diâmetro externo dos rolos, desgaste das buchas, vazamento nos vedações e lubrificação adequada.
4. Elos das Esteiras – Verifique o diâmetro externo do tambor direcionador e os pinos de ligação quanto a desgaste e/ou uma condição de fora de encaixe.
5. Redutores – verifique todas as tampas e os bujões quanto à existência de vazamento, caso haja, execute a vedação conforme requerido.
6. Conjunto de Freios de Locomoção –verifique se a operação dos freios está correta. Troque o material de frenagem desgastado ou estragado. Verifique o pistão do cilindro de ar e ajuste as molas.
7. Rolamento Central – Verifique a conservação dos rolos e substitua os rolos quebrados ou rachados.
8. Pino Central – Veja se o pino está ajustado corretamente e com a porca de trava e verifique a segurança das barras de travamento. Limpe a sobra de graxa da porca inferior.
9. Lubrificação do Pino Central – Verifique o estado da arruela esférica e a estrutura do truque e a lubrificação do pino central.
1250 HORAS OU TRIMESTRALMENTE (CONT.)
10. Placas de Segurança e Advertência –Recoloque as placas de segurança e de advertência que estiverem faltando.
11. Aranha de Suporte Esquerdo do Tambor de Elevação – Inspecione a aranha e veja se há trincas, e se o aperto dos parafusos e acessórios do tambor está correta.
12. Conjunto de Mancais do Tambor de Elevação – Veja se os mancais, retentores e vedações estão da maneira correta ou se estão danificados.
13. Acoplamento do Motor de Elevação -–Inspecione o acoplamento e troque-o se necessário.
14. Motor de Elevação – Inspecione a montagem dos parafusos, o duto do soprador quanto a avarias e condições inseguras.
15. Sistema Pneumático dos Freios de Elevação – Verifique a operação da válvula solenóide, a operação de acionamento e liberação, as mangueiras, os registros e a válvula de liberação rápida.
16. Estrutura do Mecanismo de Escavação –Verifique a existência de parafusos faltantes, batentes, pinos desgastados e quebrados. Conserte o que for necessário.
17. Mancal Radial do Tambor de Escavação –Inspecione o retentor, os parafusos de retenção do rolamento, a vedação e a condições dos mancais.
18. Montagem dos Parafusos dos Mancais –Verifique o aperto.
19. Redutor do Primeiro Estágio do Mecanismo de escavação – Verifique a engrenagem e os dentes do pinhão quanto ao desgaste excessivo e quanto ao alinhamento, corrigindo as falhas quando necessário.
1250 HORAS OU TRIMESTRALMENTE (CONT.)
20. Redutor do Segundo Estágio do Mecanismo de escavação – Verifique a engrenagem e os dentes do pinhão quanto ao desgaste excessivo e quanto ao alinhamento, corrigindo as falhas quando necessário.
21. Redutor do Terceiro Estágio do Mecanismo de escavação – Verifique a engrenagem e os dentes do pinhão quanto ao desgaste excessivo e quanto ao alinhamento, corrigindo as falhas quando necessário.
22. Mancais do Mecanismo de Escavação –Inspecione os mancais, os retentores, vedações e reaperte os parafusos retentores.
23. Acoplamento do Motor de Escavação –Verifique a lubrificação e o desgaste.
24. Compressor(es) de Ar – Troque o óleo do carter, limpe o filtro de entrada e recoloque o anticongelante com o aditivo requerido.
25. Correias em V de Acionamento do Compressor – Verifique a tensão das correias, ajuste a tensão se necessário e verifique o alinhamento.
26. Trocador de Calor do Compressor –Inspecione os tubos do trocador de calor e troque se necessário.
27. Pino Central – Inspecione o final superior e veja se há vazamentos ou acessórios quebrados. Observe os pivôs de lubrificação e de ar e veja se há mangueira com vedação estragada e/ou (passagem em paralelo). Conserte imediatamente o que for necessário.
28. Pressostatos da Lubrificação – Verifique se todos os transdutores de pressão operam adequadamente para sua respectiva aplicação.
1250 HORAS OU TRIMESTRALMENTE (CONT.)
29. Batentes da Lança – Inspecione e repare quando necessário.
30. Mecanismo da Ponta da Lança – Inspecione ambas as polias e mancais quanto há danos e repare os elementos estragados.
31. Pernas do Chassis A – Observe a montagem dos pinos e retentores, substitua as partes desgastadas.
32. Elos da Suspensão – Verifique se há pinos danificados ou quebrados nas ligações e troque-os se necessário.
33. Soquetes dos Cabos de Suspensão da Lança – Inspecione e lubrifique os soquetes no final de cada cabo.
34. Adaptadores dos Dentes da Caçamba – Se usados, verifique os acessórios dos adaptadores no lábio, pois eles devem estar bem apertados. Conserte-os se necessário.
35. Conexão da Trava – Inspecione a folga na trava dos mancais na caçamba e troque as partes danificadas. Verifique o pino trava de ligação quanto a desgaste.
36. Cabos de Aço de Elevação – Inspecione os cabos e troque os cabos estragados, esgarçados ou danificados.
37. Motor de Rotação – Re-engraxe os mancais em ambas as extremidades.
PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO
A CADA 2500 HORAS OU SEMESTRALMENTE
(O QUE OCORRER PRIMEIRO)
1. Pinos de Ligação das Esteiras – Verifique no histórico de manutenções a durabilidade média dos pinos de ligação da esteira na seção 5 deste manual.
2. Estruturas das Esteiras – Verifique a existência de trincas nas placas de desgaste e nas placas de baixo das esteiras. Inspecione também a conexão da estrutura das esteiras ao truque e verifique se há folga ou falta de sapatas.
3. Rolos/Eixos Inferiores – Verifique se há desgaste, rachaduras e a condição dos retentores do eixo.
4. Rolos Superiores – Verifique a condição dos anéis/pinos de retenção e se há desgaste excessivo e sinais de lubrificação adequada.
5. Redutores de Locomoção – Verifique o aperto dos parafusos de montagem com um torquímetro.
6. Acoplamento do Motor de Propulsão –acoplamento aberto - inspecione os dentes da engrenagem de acoplamento à procura de desgaste, re-lubrifique.
7. Coroa Dentada do Acionamento – Verifique a presença de lubrificação nas conexões de dreno.
Importante: Lubrificante deve estar presente! Se lubrificante novo não estiver presente, tente passar o lubrificante através do canal de lubrificação. Se mesmo assim não houver passagem do lubrificante, remova a coroa e o eixo para investigar o problema.
A CADA 2500 HORAS OU SEMESTRALMENTE
8. Abra a porta do chassis do trator de esteiras e inspecione o retentor do mancal de acionamento posterior.
9. Lubrificação dos Rolamentos do Motor de Locomoção – Relubrifique.
10. Ventilador do Motor de Locomoção Verifique a fixação e as condições do ventilador do motor.
11. Estrutura do Truque – Inspecione visualmente a parte interna da estrutura e verifique a presença de trincas e danos. Conserte se necessário.
12. Fixadores dos Trilhos Inferiores - Certifiquese de que todos os fixadores estão firmes.
13. Suporte dos Rolos - Certifique-se de que todos os parafusos do mata-juntas e dos pinos do suporte dos rolos estão apertados.
14. Oprador do Acionamento – Verifique os canais e conexões de sopro e limpe o ventilador.
15. Suporte do Mecanismo de Elevação –Verifique a conexão entre a engrenagem de elevação e a estrutura de giro.
16. Caixa Superior do Pino Central – Remova a tampa e verifique as condições de todas as linhas de lubrificação e ar através do centro de rotação.
17. Junta Rotativa de Ar do Pino Central –Verifique se há ou vazamento de ar ou óleo no ponto de inspeção.
18. Passarelas, Escadas, Corrimãos e Rampas de Proteção – Conserte todas as seções estragadas. Troque ou conserte todos os corrimãos, assoalhos e rampas de proteção danificados.
A CADA 2500 HORAS OU SEMESTRALMENTE
19. Parafusos do Revestimento do Tambor de Elevação – Verifique o torque dos parafusos, retentores e parafusos da engrenagem do tambor. Verifique também o torque dos parafusos e os retentores do lado direito e esquerdo.
20. Parafusos dos Mancais do Tambor de Escavação – Verifique o aperto dos parafusos.
21. Tambor de Escavação – Inspecione as condições dos sulcos do tambor de cabos de aço e das ancoragens e verifique quanto ao desgaste ou distorção .
22. Auto Lubrificação do Sistema de Escavação – Verifique todas as válvulas e injetores quanto a passagem em paralelo.
23. Engrenagens e Pinhões do Mecanismo de Escavação – Fotografe todas as engrenagens / pinhões do mecanismo de escavação para comparações futuras. Certifique-se de que todos os dentes estão limpos para a foto. Registre a data e o horímetro da máquina.
24. Sistema Pneumático do Giro – Inspecione todas as linhas de ar e assessórios e veja se há vazamento. Conserte se necessário.
25. Motor de Giro – Inspecione e aperte todos os parafusos de fixação do motor de giro.
26. Pressostatos do Sistema Pneumático –Verifique a correta função e ajustes das chaves e regulador.
27. Painel de Controle de Ar – Inspecione todas as válvulas elétrica e manualmente, verificando o funcionamento correto. Conserte/substitua conforme necessário.
28. Estação de Bombeamento de Lubrificante –Verifique se todas as bombas e controles estejam funcionando adequadamente e conserte se necessário.
A CADA 2500 HORAS OU SEMESTRALMENTE
29. Componentes da Ponta da Lança – Verifique todos os rolamentos, ajustes, retentores e vedações, conserte ou troque-os se necessário.
30. Soquetes da Suspensão – Verifique a presença de pinos e terminais desgastados. Se o desgaste exceder 6,0 mm troque a ponte do pêndulo.
31. Motor de Elevação – Re-engraxe os mancais de ambas as extremidades.
32. Motor de Propulsão – Re-engraxe os mancais de ambas as extremidades.
33. Motor de Avanço – Re-engraxe os mancais de ambas as extremidades.
PONTOS DE CONTROLE DE INSPEÇÃO DE MANUTENÇÃO
A CADA 5000 HORAS OU ANUALMENTE
(O QUE OCORRER PRIMEIRO)
1. Caixa de Engrenagens do Sistema de Propulsão, no Chassis da Lagarta – Verifique se há vazamentos e/ou rachaduras. Efetue reparos conforme necessário.
2. Barra de Desgaste da Carcaça do Chassis da Lagarta – Verifique a condição das placas de desgaste – substitua conforme necessário.
3. Barra Superior de Desgaste da Carcaça do Chassis da Lagarta – Verifique a condição das placas de desgaste – substitua conforme necessário.
4. Estrutura Inferior da Esteira – Verifique a presença de desgaste, trincas e danos.
5. Motores de Locomoção – Verifique folga e alinhamento do acoplamento usando um relógio comparador. (veja a informação do fabricante).
6. Caixa de Engrenagens do Sistema de Propulsão – Remova o tampão inferior e colete ½ galão de lubrificante. Verifique se a amostra contém partículas metálicas.
7. Mancal do Eixo Final de Acionamento – Deve haver lubrificante! Se não houver lubrificante novo, investigue o problema.
8. Mesa de Giro – Verifique o aperto dos parafusos na junção da mesa de giro com estrutura do truque.
9. Disco e Trilhos de Rolamento – Verifique se há desgaste. Substitua os trilhos e o rolo quando.
5000 HORAS OU ANUALMENTE (CONT.)
10. Bucha do Pino Central – Verifique a bucha da estrutura do truque e troque se necessário.
11. Porca Superior do Pino Central – Verifique se as barras de trva e espigões retentores estão no lugar. Verifique se a porca está nivelada com o topo do pino; se não estiver, investigue o problema.
12. Estrutura de Giro – Inspecione a estrutura de giro integralmente. Conserte os danos causados por trincas ou desgaste. (Inclusive as juntas soldadas da caixa do contrapeso e do suporte soldado do redutor de giro).
13. Extensões da Mesa de Giro – Verifique o aperto dos parafusos da extensão e reaperte se necessário.
14. Casa de Máquinas – Repare toda seção que apresente danos como painéis, portas e trincos danificados.
15. Casa de Filtros – Limpe as unidades de filtro, inspecione sopradores e as lâminas dos ventiladores detalhadamente. Conserte ou troque as partes estragadas ou desgastadas.
16. Eixo do Pinhão do Motor de Elevação –Inspecione os mancais, os retentores e vedações e verifique a existência de danos. Conserte-os se necessário. Veja se há obstruções nas passagens de óleo.
17. Tampa do Tambor da Engrenagem de Elevação – Limpe o excesso de OGL.
18. Hoist Brake Mounts – Inspect mounting bracket bolts for damage and alignment.
19. Crowd Motor – Inspect mounts, chocks, coupling and blower for damage or wear. Correct as required.
5000 HORAS OU ANUALMENTE (CONT.)
20. Freios de Escavação – Inspecione a montagem da braçadeira dos freios quanto a fixação e danos.
21. Mecanismo de Escavação – verifique o torque no pino retentor na junção do módulo de escavação com deque. Lubrifique com jato de óleo.
22. Freios de Giro – Inspecione os freios de giro e verifique o aperto de todos os parafusos de fixação.
23. Sistema de Lubrificação – Verifique todas as válvulas, injetores e bombas para uma correta operação. Verifique também se há algum dano, se houver repare.
LOCAÇÃO DOS COMPONENTES PRINCIPAIS
Nomenclatura Da Máquina
Partes inferiores das esteiras
Conjunto de Esteiras
Conjunto de Elos das Esteiras
Maquinário de Propulsão
Disco de rolamento - Vista do Corte
Conjunto do Disco de Rolamento
Anéis Coletores - Auxiliar
Anéis Coletores de Alta Tensão
Pivô Central
Chassis Giratório & Extensões
Maquinário de Elevação
Maquinário de Giro
Maquinário de Escavação
Reservatório de Lubrificantes
Cabine do Operador
Escada de Acesso a Bordo
Escada de Mão Vertical de Acesso
Passagens & Plataformas da Casa da Maquinaria
Equipamento da Extremidade Frontal
Cabos de Sustentação da Lança
Caçamba
Seção 5 Procedimentos de Manutenção
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina.
Table of Contents
EQUIPAMENTOS INFERIORES....................................................................................................5 MAQUINÁRIO DE PROPULSÃO .............................................................................................5 CHASSIS DO TRATOR DE ESTEIRAS E ARMAÇÃO DO TRUQUE.......................................6 ESTEIRAS .........................................................................................................................8 Conjunto de Elos das Esteiras.........................................................................................8 AJUSTE DAS ESTEIRAS.............................................................................................8 SUBSTITUIÇÃO DA ESTEIRA...................................................................................11 Suporte da Esteira ..........................................................................................................12 ELOS DAS ESTEIRAS.....................................................................................................13 Elos das Esteiras ~Vista da Seção................................................................................13 EIXO E CILINDRO DE COMPENSAÇÃO ...................................................................14 REPAROS NO CILINDRO..........................................................................................15 ROLOS SUPERIORES ....................................................................................................16 REPARO DO ROLO SUPERIOR ...............................................................................17 ROLOS INFERIORES......................................................................................................18 REPARO DO ROLO INFERIOR .................................................................................18 CILINDRO DE ACIONAMENTO .......................................................................................20 REPARO DO CILINDRO ............................................................................................20 REFORMA DO CILINDRO .........................................................................................21 Reforma do Cilindro .......................................................................................................23 EIXO MOTOR DO CILINDRO ..........................................................................................24 REPARO DO EIXO.....................................................................................................25 MOTOR DE PROPULSÃO....................................................................................................27 CAIXA DE ENGRENAGENS PLANETÁRIAS DE PROPULSÃO ............................................28 CREMALHEIRA DE ROTAÇÃO .............................................................................................31 DISCO DE ROLAMENTO ......................................................................................................32 Conjunto do Disco de Rolamento ...................................................................................33 REPARO DO DISCO DE ROLAMENTO ..........................................................................33 Disco de rolamento - Vista do Corte..............................................................................34 Disco de Rolamento e Trilhos ........................................................................................35 Disco de rolamento - Vista Explodida ............................................................................36 CORTINAS DE POEIRA DA CREMALHEIRA DE ROTAÇÃO.................................................37 PIVÔ CENTRAL.....................................................................................................................38 Pivô Central - Vista do Corte..........................................................................................40 AJUSTE DO PIVÔ CENTRAL ..........................................................................................41 REMOÇÃO DA LUVA DO ESPIGÃO CENTRAL...............................................................42 ANÉIS COLETORES .............................................................................................................44 INSPEÇÃO DO ANEL COLETOR ....................................................................................45 REPARAÇÃO DO ANEL COLETOR ................................................................................45
MAQUINÁRIO DO MOVIMENTO DE ROTAÇÃO ...................................................................46 SOPRADOR DE GIRO.....................................................................................................47 MOTOR DE GIRO...........................................................................................................47 REMOÇÃO DO MOTOR DE GIRO............................................................................48 INSTALAÇÃO DO MOTOR DE GIRO........................................................................48 REDUTOR PLANETÁRIO DE GIRO................................................................................48 Caixa de Engrenagens Planetárias para Rotação - Conjuntos Primários. .....................49 INSPEÇÃO DO REDUTOR .......................................................................................50 EIXOS E PINHÕES DE ROTAÇÃO..................................................................................51 Eixo de Rotação, Saída Dupla - Vista do Corte .............................................................51 REMOÇÃO DO PINHÃO DE ROTAÇÃO...................................................................51 Eixo e Pinhão de Rotação - Vista Explodida ..................................................................52 INSTALAÇÃO DO PINHÃO DE ROTAÇÃO......................................................................53 SWING SHAFT REMOVAL ..............................................................................................53 INSTALAÇÃO DO EIXO DE ROTAÇÃO .....................................................................54 Section A-A.....................................................................................................................54 Proximity Switch Clamp Collar.......................................................................................54 MECANISMO DE ELEVAÇÃO ...............................................................................................56 Conjunto do Mecanismo de Elevação ............................................................................56 Maquinário de Elevação - Vista Em planta.....................................................................57 MOTOR DE ELEVAÇÃO..................................................................................................58 Encaixe do Motor de Elevação - Planta.........................................................................58 MONTAGEM DO REDUTOR DE ELEVAÇÃO.................................................................59 Caixa de Engrenagens do Acionamento da Elevação....................................................60 INSTALAÇÃO DA CAIXA DE ENGRENAGENS DA ELEVAÇÃO .................................60 Instalação Da Caixa de Engrenagens Da Elevação .......................................................60 REPARO DO REDUTOR DE ELEVAÇÃO .......................................................................62 EIXO DO ACOPLAMENTO DO MOTOR..........................................................................63 Proteção sobre o Eixo de Acoplamento .........................................................................63 Referência Para Alinhamento do Acoplamento ..............................................................64 CONJUNTO DO TAMBOR DE ELEVAÇÃO.....................................................................64 Conjunto de Tambores de Elevação ...............................................................................64 Conjunto de Mancais do Tambor de Elevação ...............................................................66 SUBSTITUIÇÃO DA ENGRENAGEM DE ELEVAÇÃO ...............................................67 SUBSTITUIÇÃO DE MANCAIS..................................................................................68 PARAFUSOS DE MONTAGEM DA ELEVAÇÃO...............................................................69 CHAVE FIM DE CURSO DA ELEVAÇÃO .........................................................................70 MOTOR DE ELEVAÇÃO..................................................................................................71 MECANISMO DE ESCAVAÇÃO .............................................................................................73 Mecanismo de Escavação .............................................................................................74 CONSERTO DA CAIXA DE ENGRENAGENS..................................................................75 Pinhão do Motor de Escavação – Vista Explodida .........................................................76 1st Redução da Escavação – Vista Explodida ...............................................................77 2nd Redução da Escavação – Vista Explodida ..............................................................78 MOTOR DE ESCAVAÇÃO .....................................................................................................79 ENGRENAGEM E TAMBOR DA ESCAVAÇÃO ................................................................81 REPARO DO TAMBOR DE ESCAVAÇÃO .......................................................................82 CASA DE MÁQUINAS............................................................................................................84
PASSARELAS, ESCADAS E CORRIMÃOS .....................................................................85
ESCADA DE MÃO VERTICAL DE ACESSO, ESQUERDA.....................................................86 Escada Vertical de Acesso, Vistas Diversas .................................................................87
ESCADAS DE ACESSO A BORDO........................................................................................88 EQUIPAMENTO DA EXTREMIDADE FRONTAL..........................................................................90
CONJUNTO DA LANÇA ........................................................................................................90 REPARO DA LANÇA ........................................................................................................91
INTERRUPTOR DE FIM DE CURSO DA LANÇA ..................................................................91 INSPEÇÃO DO INTERRUPTOR DE FIM DE CURSO.....................................................93 AJUSTE DO INTERRUPTOR DE FIM DE CURSO.........................................................93
POLIAS DA PONTA DA LANÇA..............................................................................................94 REMOÇÃO E DESMONTAGEM DA POLIA DA PONTA DA LANÇA .................................95 MONTAGEM E INSTALAÇÃO DO CONJUNTO DA ROLDANA DA PONTA DA LANÇA...97
AMORTECEDOR DA LANÇA ................................................................................................98
BLOCO DE SELA ..................................................................................................................99 Disposição das Buchas no Bloco de Sela ......................................................................99 REPARO DO BLOCO DE SELA ......................................................................................99 REMOÇÃO DO BLOCO DE SELA.................................................................................100 Polia do Bloco de Sela..................................................................................................101
BRAÇO DA CAÇAMBA ........................................................................................................103 REMOÇÃO DO BRAÇO DA CAÇAMBA .........................................................................104 MECANISMO DE RETIRADA DOS CABOS DE ESCAVAÇÃO .......................................106 DESMONTAGEM DO MECANISMO DE COMPENSAÇÃO DO CABO DE AVANÇO DA LANÇA .....................................................................................................................107 MONTAGEM DO MECANISMO DE COMPENSAÇÃO DO CABO DE AVANÇO DA LANÇA .....................................................................................................................108 MECANISMO DE COMPENSAÇÃO DO CABO DE RECOLHIMENTO..........................111 Mecanismo de Compensação do Cabo de Recolhimento .............................................111 REPARO DO EXTENSOR .............................................................................................113
CONJUNTO DA CAÇAMBA .................................................................................................115
BASCULA DA CAÇAMBA .....................................................................................................116 Seção A.........................................................................................................................116 Barra e Alavanca da Travamento da Porta da Caçamba ...............................................116 Conjunto da Barra da Travamento .................................................................................117 AMORTECEDOR DA BÁSCULA DA CAÇAMBA ............................................................118 AJUSTAGEM .................................................................................................................119 TRAVA DA CAÇAMBA ....................................................................................................120
SUPORTE PARA GRADUAÇÃO DA INCLINAÇÃO DA CAÇAMBA.......................................123 Suporte para Graduação da Inclinação da Caçamba - Comprimento Fixo...................123
CONJUNTO DO DIRECIONADOR DO MOVIMENTO DA CAÇAMBA..................................124
CHASSIS - A ........................................................................................................................125
GUINCHO AUXILIAR............................................................................................................128
ROLDANA DE SUSTENTAÇÃO DO CABO DE ELEVAÇÃO................................................129
CABOS DE SUSPENSÃO DA LANÇA .................................................................................130
CABOS DE AÇO ..................................................................................................................131 INSPEÇÃO DOS CABOS DE AÇO................................................................................132
UNIDADE HIDRÁULICA DE ESCAVAÇÃO COM CABO .......................................................133 Diagrama Esquemático Hidráulico ~Unidade Hidráulica de Acionamento do Parafuso de Escavação.....................................................................................................................134
PASSAGEM/SUBSTITUIÇÃO DO CABO DA ELEVAÇÃO..............................................135 Calço para Soquete de Cabo de Elevação ...................................................................138
PASSAGEM/SUBSTITUIÇÃO DO CABO DE AVANÇO DA LANÇA................................139 Encaixe do Cabo de Escavação ....................................................................................140 Detalhes das Pontas do Cabo de Escavação ...............................................................141 PASSAGEM/SUBSTITUIÇÃO DO CABO DE RECOLHIMENTO .........................................142 Passagem do Cabo de Recolhimento ...........................................................................143
APERTO DO CABO DE ESCAVAÇÃO...........................................................................145 Acionamento da Engrenagem Helicoidal Durante o Ajuste do Cabo de Avanço da Lança 146 Acionamento da Engrenagem Helicoidal Durante a Operação Normal da Máquina......146
APERTO DO CABO DE RETRAÇÃO............................................................................146
PASSAGEM/SUBSTITUIÇÃO DO CABO DE ESVAZIAMENTO DA CAÇAMBA .............148 SISTEMAS DE LIMITES DA ESCAVAÇÃO E DA ELEVAÇÃO ..............................................148
ESTABELECIMENTO DOS LIMITES DO CABO NO SISTEMA DE ELEVAÇÃO DA
CAÇAMBA E ESCAVAÇÃO ............................................................................................149 Visualização A - Tela Limites de Calibragem .................................................................150 LIMITE DE REDUÇÃO DE VELOCIDADE/PARADA DE ESCAVAÇÃO .....................151 LIMITES DE REDUÇÃO DE VELOCIDADE/PARADA DE RECUO ...........................152 LIMITES DE REDUÇÃO DE VELOCIDADE/PARADA NO ARRIAR...........................153 LIMITES DE REDUÇÃO DE VELOCIDADE/PARADA DE ELEVAÇÃO .....................154
Seção 5 Procedimentos de Manutenção
EQUIPAMENTOS INFERIORES
MAQUINÁRIO DE PROPULSÃO
O maquinário de propulsão consiste em duas unidades distintas e independentes compostas por chassis, motor, equipamento de transmissão de força e conjunto de esteiras. Uma caixa de engrenagens planetárias aciona o cilindro de acionamento do trator de esteiras. A correia é acionada pelo cilindro de acionamento e é mantida alinhada por uma série de rolos superiores e inferiores. Um freio a disco é instalado em cada motor. Uma ventoinha comum fornece ar a ambos os motores. Cada motor é controlado independentemente, permitindo curvas mais fechadas. Controlados a partir da cabine do operador, os mecanismos de propulsão elétrica permitem o reposicionamento da máquina. O maquinário de propulsão deve ser inspecionado diariamente.
CHASSIS DO TRATOR DE ESTEIRAS E ARMAÇÃO DO TRUQUE
Verifique, uma vez por mês, se há rachaduras e defeitos estruturais nos chassis do trator de esteiras e na armação do truque. Preste atenção especialmente na solda entre os chassis do trator de esteiras e a armação do truque assim como nos diafragmas internos nos cantos dianteiros da armação do truque.
PERIGO: ALTA TENSÃO! NÃO TENTE INGRESSAR NOS COMPARTIMENTOS DA ARMAÇÃO DO TRUQUE SEM ANTES DESCONECTAR E INTERROMPER TODO O FORNECIMENTO DE ENERGIA À MÁQUINA, DESENERGIZANDO O CABO DE ALIMENTAÇÃO. A não observação desses procedimentos poderá resultar em eletrocussão ou ferimento grave.
A cada seis meses desconecte e interrompa o fornecimento de energia à máquina e verifique se há rachaduras no interior da armação do truque. Preste atenção especialmente na região da armação do truque onde se situa o pivô central.
Verifique as ferragens que conectam a parte frontal das esteiras à armação do truque. Consulte a ilustração abaixo.
Verifique o pivô central através das tampas de acesso nas partes inferior e superior do chassis principal. Um eletricista qualificado deve inspecionar os anéis coletores, de propulsão e de alta tensão.
Caso sejam encontrados rachaduras ou outros defeitos, entre em contato com o Departamento de Manutenção da Bucyrus International antes de tentar efetuar qualquer reparo. Questões a respeito de reparos através de solda, dos chassis do trator de esteiras e da armação do truque, devem ser encaminhadas ao Departamento de Manutenção da Bucyrus International para se obter uma solução específica.
ESTEIRAS
As esteiras e os elos individuais devem ser inspecionados com freqüência para minimizar o desgaste e prevenir paradas inesperadas.
Verifique se há rachaduras, ressaltos gastos, alongamento dos pinos dos elos ou outras avarias. Para elos com buchas, opcionais, verifique se há desgaste das buchas. Elos com ressaltos de acionamento quebrados ou muito gastos podem fazer com que as esteiras saiam dos rolos ou cilindros e devem ser substituídos assim que possível. Pinos dos elos, tortos, quebrados ou muito gastos, devem ser substituídos antes que sejam causados mais danos.
Conjunto de Elos das Esteiras
AJUSTE DAS ESTEIRAS
Quando ajustadas corretamente, as esteiras irão ceder aproximadamente 1 a 1-½ polegadas nos pontos centrais entre os rolos superiores. O ajuste das esteiras é necessário em qualquer uma das seguintes condições:
1. A folga total for superior a 1 a 1-1/12 polegadas.
2. Ao se propulsionar para a frente:
a. Ocorre repique excessivo quando os elos deixam o cilindro de acionamento.
- OU -
b. Elos são forçados para fora do tambor, no topo, e estão sendo acionados pelas extremidades dos ressaltos dos tambores de acionamento.
3. Ao se propulsionar em marcha a ré, ocorre cambagem excessiva dos elos, entre o cilindro de acionamento elevado e o rolo inferior mais próximo.
CUIDADO:Não se deve permitir que as esteiras fiquem tão frouxas a ponto de que ocorra cambagem excessiva das mesmas. Um elo, pino do elo ou rolo pode ser danificado se o rolo inferior passar por cima de uma esteira cambada.
Se o funcionamento do sistema de esteiras for suave e silencioso ao se propulsionar para frente ou para trás, o sistema está funcionando corretamente. Se a esteira parece instável e emite ruídos ela deverá ser ajustada.
O ajuste das esteiras é realizado na extremidade das mesmas onde se situa o cilindro de compensação. Os cilindros de compensação são montados através de buchas em um único eixo forjado que se estende através de guias alongadas nas estruturas laterais. Calços colocados na frente ou atrás dos eixos guiam a posição dos mesmos de modo a se obter a tensão desejada na esteira.
1. Propulsione a máquina para a frente, em solo firme e nivelado, por uma distância suficiente para remover a folga na parte inferior de ambas as esteiras. Toda a folga das esteiras deve estar agora na parte superior do chassis do trator de esteiras. Os elos da parte inferior do chassis do trator de esteiras devem estar tensionados.
2. Remova o retentor dos calços do chassis do trator de esteiras. 3. Prenda firmemente um macaco de 150 ton ao eixo de compensação em um lado da máquina e movimente o eixo para frente, minimamente, para criar uma folga. 4. Remova vários calços da frente do eixo. 5. Com o macaco e o suporte, empurre o eixo até que a esteira esteja devidamente tensionada. O total da folga nos pontos entre os rolos superiores, entre o rolo superior e o cilindro de compensação e entre o rolo superior e o cilindro de acionamento deve ser de 4 a 6 polegadas. 6. Insira, por trás do eixo, os calços suficientes para se manter o ajuste. São fornecidos diversos calços com espessuras variadas.
7. Alivie a pressão do macaco e instale os calços restantes na frente do eixo. Instale o retentor dos calços.
CUIDADO:O EIXO DEVE SER CALÇADO COM FIRMEZA, TANTO NA FRENTE QUANTO ATRÁS, USANDO-SE TODOS OS CALÇOS FORNECIDOS ORIGINALMENTE COM A MÁQUINA, DE MODO A IMPEDIR O MOVIMENTO DO EIXO. A não observação deste procedimento permitirá o movimento do eixo durante o funcionamento da máquina, o que pode levar a avarias no chassis do trator de esteiras e procedimentos de reparo dispendiosos.
8. Mova o macaco para o outro lado da máquina e repita o procedimento naquele lado. Certifiquese de que os calços têm a mesma espessura daqueles instalados do lado oposto. 9. Quando ambas as esteiras houverem sido ajustadas corretamente, remova o macaco e todas as ferramentas e equipamentos da região da esteira. 10. Verifique o funcionamento das esteiras propulsionando a máquina para frente em uma superfície relativamente plana. 11. Quando não for mais possível obter a tensão correta através do deslocamento de espaçadores para a frente do eixo, deve-se remover um elo de cada esteira, em ambos os lados da máquina. Após a remoção do elo e a reinstalação dos pinos nos elos restantes, ajuste a tensão da esteira conforme descrito acima.
SUBSTITUIÇÃO DA ESTEIRA
NOTA: Para esta operação, a máquina deve ser posicionada onde houver um espaço suficiente para a montagem de uma esteira de reposição completa em frente à máquina e espaço suficiente para propulsionar a máquina à frente por essa mesma distância.
A substituição da esteira não é necessária com freqüência. Em todo caso, para substituir uma esteira, propulsione a máquina até um solo plano, firme e nivelado. 1. Remova a tensão da esteira existente removendo os calços de tensionamento de trás do eixo de compensação. Utilize um macaco para aliviar a tensão ao remover os calços. Remova os pinos dos elos. 2. Remova o pino de um elo em frente ao cilindro de compensação, mas abaixo do eixo geométrico do mesmo.
3. Encaixe a nova esteira na extremidade inferior da esteira existente, que está sob a máquina. Posicione os elos e insira os pinos dos mesmos diretamente na extremidade da esteira antiga. 4. Quando montada, a nova esteira deve estar em um linha reta em frente à máquina e presa à esteira antiga.
NOTA: Devido ao projeto de tambor de acionamento elevado desta máquina, a extremidade da esteira que está sendo removida deve ser constantemente tensionada. Utilize um empurrador de terra, uma motoniveladora ou outro veículo.
5. Posicione um veículo de tamanho e potência adequados para suportar e arrastar o conjunto da esteira antiga sobre a esteira recém-montada. Movimente o veículo ao longo da esteira até que o mesmo esteja próximo o suficiente para ser preso à extremidade superior da esteira antiga, sobre a máquina.
PERIGO: NÃO PROCEDER ENQUANTO NÃO HOUVER COMUNICAÇÃO.A comunicação entre o operador da máquina e o operador do veículo é crítica. Os veículos DEVEM se mover na mesma direção e na mesma velocidade enquanto a esteira é trazida para a posição correta. SE A VELOCIDADE E A DIREÇÃO DO VEÍCULO NÃO FOREM IGUAIS ÀS DA MÁQUINA, A MESMA PODERÁ COLIDIR COM O VEÍCULO DE REBOQUE, CAUSANDO DANOS GRAVES AO MESMO E POSSIVELMENTE FERIMENTOS OU MORTE!
6. Prenda correntes ou cintas à extremidade livre da esteira, na máquina, e ao veículo reboque.
7. Tensione a extremidade da esteira puxando para frente com o veículo reboque.
8. Propulsione cuidadosamente as máquina, para mover a máquina de cima da esteira antiga para cima da esteira nova. Certifique-se de manter a tensão na esteira antiga. A nova esteira deverá permanecer tensionada pelo veículo reboque até que seja completamente reposicionada e até que as duas extremidades possam ser reunidas.
9. Uma vez que ambas as extremidades da nova esteira estiverem posicionadas, detenha o movimento de propulsão e desative a máquina. Remova os pinos dos elos entre as seções nova e antiga da esteira e remova a seção antiga da esteira.
10. Usando um guindaste ou outro dispositivo de içamento, levante e arraste extremidade livre inferior da nova esteira até a posição correta no cilindro de compensação e nos rolos e instale o pino e os retentores.
11. Ajuste a tensão da esteira conforme descrito neste manual.
Suporte da Esteira
ELOS DAS ESTEIRAS
Para substituir um elo de uma esteira:
1. Propulsione a máquina de modo a posicionar o elo defeituoso em uma posição acessível.
2. Alivie a tensão da esteira retirando os calços de tensionamento de trás do eixo de compensação. Utilize um macaco para aliviar a tensão de trás do eixo de compensação. Remova os calços de tensionamento de trás do eixo de compensação. Solte o macaco para remover a tensão na esteira.
3. Prenda um dispositivo de içamento ao elo da esteira.
4. Remova as travas e pinos do conjunto de elos e remova o elo. Utilize o dispositivo de içamento para remover o elo.
Elos das Esteiras ~Vista da Seção
5. Posicione o elo de reposição e insira novos pinos nos elos após aplicar uma camada farta de MolyKote Type G.
6. Ajuste a tensão da esteira, conforme descrito em outro lugar deste manual.
EIXO E CILINDRO DE COMPENSAÇÃO
Inspecione o cilindro de compensação à procura de rachaduras e avarias que possam prejudicar o trilhamento das esteiras. Remova as calotas do cilindro de compensação a cada três meses. Certifique-se também de que a tampa está preenchida com lubrificante. Ao mesmo tempo, verifique braçadeiras do tambor, para garantir que as mesmos estão presos no eixo de compensação. Aperte os parafusos da braçadeira caso estejam frouxos.
A cada seis meses, alivie o peso da máquina no eixo de compensação, remova a calota da braçadeira e o colar de fixação do tambor e verifique se há expansão do orifício e desgaste na bucha do cilindro de compensação.
REPAROS NO CILINDRO
Caso seja necessário substituir as buchas, o cilindro deve ser removido da máquina. Para remover o cilindro:
1. Posicione um obstáculo em frente à esteira que necessita de reparos. Propulsione a máquina sobre o obstáculo de modo que o cilindro de compensação não fique em contato com o chão, uma vez que a esteira tenha sido removida. 2. Separe a esteira, conforme descrito em outra parte deste manual. A separação da esteira deve acontecer em um ponto próximo ao cilindro de compensação. Posicione os elos de modo a não interferir no procedimento. 3. Remova a calota do cilindro de compensação e o colar de fixação do cilindro. Remova o ORing da calota. 4. Prenda um dispositivo de içamento adequado ao cilindro e deslize o mesmo para fora do eixo. 5. As buchas do cilindro são de ajustagem com montagem forçada e devem ser removidos com as ferramentas apropriadas. NOTA: Buchas que possuem ajustagem fixa podem ser difíceis, senão impossíveis, de se substituir. O uso de nitrogênio líquido, na maioria dos casos, permitirá uma redução de tamanho suficiente para a instalação de um bucha com ajustagem fixa. Recomenda-se trabalhar rápida e eficientemente, uma vez que a transferência de calor será rápida.
PERIGO: COMPONENTES QUE TENHAM SIDO TRATADOS CRIOGENICAMENTE, DE MODO A REDUZIR SUAS TEMPERATURAS, SÃO DE MANUSEIO EXTREMAMENTE PERIGOSO. USE SEMPRE PROTEÇÃO PARA OS OLHOS E LUVAS PARA EVITAR QUALQUER POSSIBILIDADE DE CONTATO DA PELE COM COMPONENTES CONGELADOS.
6. Após remover a bucha, verifique se há defeitos no orifício da bucha do cilindro. Remova todas as rebarbas. Verifique se o orifício está perfeitamente cilíndrico. Substitua ou reforme o cilindro se o orifício não estiver perfeitamente cilíndrico. Verifique se há desgaste no eixo de compensação. 7. Inspecione a vedação de poeira e a placa de encosto no eixo de compensação. Substitua a placa de encosto caso a mesma apresente desgaste acentuado. Substitua a vedação de poeira se a mesma estiver gasta ou danificada. 8. Instale novas buchas no cilindro de compensação após a redução adequada da temperatura. Aplique um pouco de lubrificante no orifício da bucha. 9. Lubrifique o orifício da bucha e a superfície correspondente no eixo. Use um guindaste e deslize o cilindro de compensação sobre o eixo. Instale o fixador e a calota do cilindro. Não se esqueça de instalar um O-ring de reposição na calota. 10. Una os elos da esteira e ajuste a tensão da mesma, conforme descrito em outra parte deste manual. Lubrifique completamente as buchas do cilindro de compensação. 11. Propulsione a máquina cuidadosamente e remova os obstáculos instalados. A calota deve estar 100% cheia.
ROLOS SUPERIORES
Inspecione os rolos superiores à procura de rachaduras e avarias que possam prejudicar o trilhamento normal das esteiras.
A cada seis meses, remova o anel do rolo superior e verifique se há expansão do orifício e desgaste da bucha do rolo. Substitua a bucha caso a mesma apresente desgaste acentuado.
REPARO DO ROLO SUPERIOR
Caso seja necessário substituir buchas, o rolo superior deverá ser removido da máquina. Para remover o mesmo:
1. Alivie a tensão na esteira, conforme descrito em outra parte deste manual.
2. Levante a esteira com um dispositivo levantador até que a mesma ultrapasse a porção superior do rolo. Trave a esteira na posição levantada.
3. Remova a porca e o parafuso que prendem o colar do rolo e remova o colar. Deslize o rolo para fora do eixo.
4. Remova a bucha do rolo. Verifique se há danos no rolo ou no eixo e/ou expansão do orifício do rolo. Remova quaisquer rebarbas com uma lima. Verifique se o orifício está perfeitamente cilíndrico e substitua o rolo se o orifício em caso contrário. Verifique se há desgaste no eixo do rolo.
NOTA: Buchas que possuem um ajustagem fixa podem ser difíceis, senão impossíveis, de se substituir nas condições de campo deste equipamento. O uso de nitrogênio líquido, na maioria dos casos, permitirá uma redução de tamanho suficiente para a instalação de um bucha com ajustagem fixa. Recomenda-se trabalhar rápida e eficientemente, uma vez que a transferência de calor será rápida, devido ao material utilizado na construção da bucha.
PERIGO: COMPONENTES QUE TENHAM SIDO TRATADOS CRIOGENICAMENTE, DE MODO A REDUZIR SUAS TEMPERATURAS, SÃO DE MANUSEIO EXTREMAMENTE PERIGOSO. USE SEMPRE PROTEÇÃO PARA OS OLHOS E LUVAS PARA EVITAR QUALQUER POSSIBILIDADE DE CONTATO DA PELE COM COMPONENTES CONGELADOS.
5. Instale a nova bucha no orifício do rolo. Certifique-se de que a bucha está alinhada com a superfície do rolo ou ligeiramente abaixo da mesma. Assegure-se de que o sulco da bucha esteja voltado para fora quando o rolo for encaixado no chassis do trator de esteiras.
6. Lubrifique o orifício da bucha e a superfície correspondente do eixo. Deslize o rolo sobre o eixo e prenda com o colar, parafuso e porca.
7. Desça a esteira até que ela toque os rolos superiores. Ajuste a tensão da esteira, conforme descrito em outra parte deste manual.
ROLOS INFERIORES
Inspecione o rolo inferior à procura de rachaduras ou avarias que possam prejudicar o trilhamento normal das esteiras. A cada seis meses, remova a calota e o colar de fixação do rolo superior e verifique se há expansão do orifício e desgaste da bucha do rolo. Substitua a bucha caso esta apresente desgaste acentuado.
REPARO DO ROLO INFERIOR
O problema encontrado com maior freqüência é o desgaste das buchas. Contudo, os rolos podem apresentar rachaduras e desgaste. Caso ocorram rachaduras nos rolos, elas podem ser goivadas e soldadas novamente. Entre em contato com o Departamento de Manutenção da Bucyrus International para obter instruções específicas a respeito da soldagem reparatória dessas estruturas.
Caso seja necessário substituir buchas, o rolo deverá ser removido da máquina. Para remover um bucha:
1. Para permitir o acesso aos rolos inferiores, propulsione a máquina sobre um buraco grande o suficiente para se desconectar a esteira, descer os elos e remover o rolo.
2. Alivie a tensão da esteira conforme descrito em outra parte deste manual.
CUIDADO:Considere sempre a estabilidade geral da máquina. Um terreno instável ou irregular poderá levar a resultados catastróficos.
3. Remova a calota e o colar de fixação do rolo inferior. Remova o O-ring da calota
4. Prenda um dispositivo levantador adequado no rolo e remova o mesmo do eixo.
5. Remova as buchas ajustagem com montagem forçada dos rolos.
6. Após remover a bucha, verifique se há defeitos no orifício da bucha do rolo ou no eixo. Remova todas as rebarbas com uma lima. Verifique se o orifício está perfeitamente cilíndrico. Substitua o rolo se em caso contrário. Verifique se há desgaste no eixo do rolo.
7. Inspecione a vedação de borracha e a arruela de encosto. Substitua a arruela de encosto caso a mesma apresente desgaste acentuado. Substitua a vedação se a mesma estiver gasta ou danificada.
NOTA: Buchas que possuem um ajustagem fixa podem ser difíceis, senão impossíveis, de se substituir. O uso de nitrogênio líquido, na maioria dos casos, permitirá uma redução de tamanho suficiente para a instalação de um bucha com ajustagem fixa. Recomenda-se trabalhar rápida e eficientemente, já que a transferência de calor será rápida.
PERIGO: COMPONENTES QUE TENHAM SIDO TRATADOS CRIOGENICAMENTE, DE MODO A REDUZIR SUAS TEMPERATURAS, SÃO DE MANUSEIO EXTREMAMENTE PERIGOSO. USE SEMPRE PROTEÇÃO PARA OS OLHOS E LUVAS PARA EVITAR QUALQUER POSSIBILIDADE DE CONTATO DA PELE COM COMPONENTES CONGELADOS.
8. Instale novas buchas no rolo após a redução adequada da temperatura. Aplique um pouco de lubrificante no orifício da bucha.
9. Lubrifique o orifício da bucha e a superfície correspondente do eixo. Deslize o rolo sobre o eixo. Instale o colar de fixação e a calota. Certifique-se de que o O-ring de reposição da calota está devidamente posicionado.
10. Ajuste a tensão da esteira, conforme descrito em outra parte deste manual.
11. Lubrifique completamente a bucha do rolo inferior. A calota deverá ficar 100% cheia.
CILINDRO DE ACIONAMENTO
Inspecione o cilindro de acionamento à procura de rachaduras ou ressaltos quebrados, desgaste dos ressaltos e outros defeitos que possam prejudicar o funcionamento do cilindro e o trilhamento da esteira. Verifique os parafusos de retenção do cilindro e aperte os mesmos caso estejam frouxos. Substitua vedações ou mancais gastos ou danificados. Verifique o retentor interno do mancal abrindo o orifício de inspeção no chassis do trator de esteiras. DEVE HAVER LUBRIFICANTE!
REPARO DO CILINDRO
O cilindro de acionamento é acoplado por ranhuras ao eixo motor e é preso firmemente ao mesmo através de uma placa de retenção. Caso seja considerado necessário o conserto do cilindro, consulte o Departamento de Manutenção da Bucyrus International para obter instruções de reparo.
Para substituir o cilindro de acionamento:
1. Alivie a tensão e separe a esteira conforme descrito anteriormente. A separação da esteira deve acontecer em um ponto próximo ao cilindro de acionamento. Posicione os elos de modo a não interferir no procedimento.
2. Remova os parafusos que prendem a placa de retenção ao eixo motor e remova a placa e os calços. Remova o O-ring da placa.
3. Prenda um dispositivo levantador ao cilindro de acionamento e remova o mesmo do eixo motor.
4. Inspecione o mancal e a vedação "duocone" no eixo motor à procura de defeitos e avarias. Remova todas as rebarbas das ranhuras do eixo.
5. Examine a extremidade exposta do eixo motor, à procura de defeitos e avarias. Remova todas as rebarbas das ranhuras do eixo.
6. Se a vedação "duo-cone" houver sido removida, reinstale a mesma de acordo com INSTALAÇÃO DA VEDAÇÃO DUO-CONE, na Seção 9 deste manual. 7. Lubrifique levemente o orifício do cilindro e as ranhuras do eixo motor com MolyKote Type G. 8. Encaixe o novo cilindro no eixo. Instale a placa de retenção e calce de modo a obter um afastamento de 0,002 a 0,005 polegadas e aperte os parafusos de acordo com a especificação. Instale um novo O-ring na placa de retenção antes da instalação. 9. Una os elos da esteira e ajuste a tensão da esteira conforme descrito anteriormente.
REFORMA DO CILINDRO
1. O sistema de esteiras desta máquina é projetado para suportar uma quantidade limitada de desgaste dos componentes do sistema de cilindro de acionamento e elos.
NOTA: As dimensões "A" e "B" indicam as folgas entre os dentes do cilindro de acionamento e os ressaltos de acionamento em dois elos da esteira. Estas folgas são medidas ao final de um vão de três elos na parte traseira do trator de esteiras. Consulte as figuras em REFORMA DO CILINDRO para obter uma representação destas dimensões.
2. O engate cilindro/elo resulta nas folgas "A" e "B" conforme mostrado na figura acima. A soma das dimensões "A" e "B" normalmente é 4,08 polegadas (A + B = 4,08 polegadas)
À medida em que ocorrer o desgaste dos pinos dos elos, a folga “B” irá diminuir até chegar a zero (conforme a figura abaixo) e a dimensão “A” conseqüentemente irá diminuir.
Eventualmente as dimensões "A" e "B" chegarão a zero, conforme representado na figura abaixo.
Quando ambas as folgas forem zero, uma reforma ou uma substituição de componentes se faz necessária para evitar fadiga e/ou quebra dos elos.
NOTA: O desgaste dos vários ressaltos dos cilindros irá de fato aumentar as distâncias "A" e "B".
3. As inspeções do engate cilindro/esteiras devem consistir em medidas efetivas de "A" + "B". Se a soma dessas duas dimensões tende a zero, consulte os seguintes procedimentos de reforma.
NOTA: O diâmetro externo de um cilindro de acionamento novo é 45,75 polegadas. Se o seu cilindro de acionamento se desgastou até ficar com um diâmetro externo de 43,75 polegadas a deve-se considerar a reforma do diâmetro externo. A dimensão "A" + "B" irá aumentar 1,23 polegadas para cada 1,00 polegada de aumento do diâmetro externo do cilindro.
Reforma do Cilindro
EIXO MOTOR DO CILINDRO
Para inspecionar os mancais e outros componentes do eixo do cilindro de acionamento é necessário remover o eixo. O eixo motor do cilindro pode ser removido sem interferir com a caixa de engrenagens planetárias de propulsão.
REPARO DO EIXO
Para desmontar o eixo do cilindro de acionamento observe o seguinte procedimento:
1. Remova o cilindro de acionamento da forma descrita em CILINDRO DE ACIONAMENTO, nesta seção do manual.
2. Remova os parafusos Allen que prendem o retentor do mancal. Remova o retentor. Separe a vedação "duo-cone" do retentor.
3. Instale um parafuso de olhal em um dos orifícios dos parafusos da placa de retenção do cilindro e prenda um "grampo para esticar cabo" no parafuso de olhal.
4. À medida que o eixo é removido e o mancal se afasta do chassis do trator de esteiras, sustente o eixo com um estropo adicional na região da porca de retenção do mancal. O estropo deve ser instalado antes do eixo sair da guia da bucha. Monitore a operação através do orifício de inspeção no topo do chassis do trator de esteiras.
5. Remova os parafusos da chapa de travamento, a chapa de travamento e a porca do mancal do eixo. Remova os parafusos que prendem o retentor da vedação ao mancal. Remova o retentor da vedação e o espaçador do mancal do eixo. Separe a vedação de óleo do retentor.
6. O mancal tem um ajustagem fixa de 0,0052 a 0,0084 com o eixo. O eixo é usinado com dois sulcos sob o mancal para assistência hidráulica na remoção do mancal. Cada sulco é conectado a um orifício de lubrificação distinto, na extremidade do eixo.
CUIDADO:Ao utilizar auxílio hidráulico para remover o mancal, tome as devidas precauções para evitar a pulverização de graxa à medida que o mancal é removido.
7. Através do orifício de inspeção, remova os parafusos do retentor da guia da bucha do eixo, o retentor e a guia da bucha.
8. Limpe e inspecione todas as peças. Repare ou substitua todas as peças gastas ou danificadas
9. Monte novamente, na ordem inversa da desmontagem.
a. Aqueça o mancal em um banho de óleo, à temperatura de 250° F.
b. Instale o mancal no eixo, ajustado de encontro ao ressalto do eixo, certificando-se que os orifícios para o encaixe do retentor da vedação estão voltados para o lado oposto do ressalto do eixo.
c. Instale o espaçador do mancal e a porca de retenção.
d. Deixe o mancal esfriar
e. Instale a vedação de óleo e o retentor no mancal, com a borda da vedação voltada para o mancal. Instale a chapa de travamento da porca e os parafusos da chapa de travamento.
f. Pode ser que a porca necessite ser afrouxada levemente para permitir a instalação da chapa de travamento.
g. Reinstale a guia da bucha e o retentor no chassis do trator de esteiras. Aplique uma camada de lubrificante na bucha antes de instalar o eixo, para ajudar a proteger as ranhuras do mesmo.
h. Todas as superfícies ranhuradas devem ser revestidas com MolyKote Type G ou outro composto desengripante adequado.
i. Para prevenir danos à caixa de engrenagens planetárias ao instalar o eixo do cilindro de acionamento, um parafuso e uma porca devem ser instalados no orifício central da tampa, o que irá impedir o movimento dos eixos solares.
j. Quando a instalação estiver concluída, a porca e o parafuso devem ser trocados por um tarugo.
k. Reinstale o conjunto do eixo dentro do chassis do trator de esteiras. O eixo talvez necessite ser girado ligeiramente para as ranhuras do eixo se alinhem com as da unidade planetária.
l. Quando o mancal estiver firme junto ao ressalto no orifício do chassis do trator de esteiras, instale o retentor do mancal e a vedação "duo-cone".
m. Instale o cilindro de acionamento conforme descrito anteriormente.
n. Lubrifique completamente o mancal. Consulte a Seção 3 deste manual.
MOTOR DE PROPULSÃO
Para lubrificar o motor de propulsão, consulte LUBRIFICANDO OS MOTORES PRINCIPAIS DE ACIONAMENTO AC, na Seção 3 deste manual.
PERIGO: ENERGIA ARMAZENADA! As engrenagens e/ou os cilindros devem ser bloqueados antes de se realizar a manutenção, de modo a impedir qualquer movimento indesejado. Morte, ferimentos graves ou dano à maquina podem resultar da omissão em se tomar as devidas medidas preventivas.
Verifique, ao menos uma vez por mês, se as ferragens do motor estão justas. Aperte conforme necessário. Verifique se há evidência de vazamento de lubrificante nos acoplamentos. Caso se perceba vazamento em um acoplamento, o mesmo deve ser desmontado e consertado. Consulte ACOPLAMENTO DAS ENGRENAGENS na Seção 6 deste manual.
Os acoplamentos normalmente não necessitam de lubrificação. Em todo caso, para adicionar lubrificante, remova os tampões das camisas e encha o acoplamento até que ele transborde, com os orifícios de lubrificação na posição horizontal. Reinstale firmemente os tampões após lubrificar os acoplamentos.
O nível de lubrificante dentro da caixa de engrenagens deve ser verificado semanalmente e devese acrescentar mais lubrificante, conforme necessário. A inspeção diária também deve incluir verificar se há vedações ou gaxetas com vazamento.
PERIGO: ALTA TENSÃO! Pressione o botão de DESLIGAR ALIMENTAÇÃO GERAL e marque o mesmo com placas para evitar energização inadvertida, antes de tentar desconectar os terminais do motor de propulsão. Há um risco elétrico presente, podendo causar eletrocussão ou ferimentos graves. NÃO TENTE DESCONECTAR NENHUM CABO ATÉ QUE A ALIMENTAÇÃO AUXILIAR TENHA SIDO DESCONECTADA E A ALIMENTAÇÃO PRINCIPAL ESTEJA DESLIGADA.
Verifique com freqüência se a conexão elétrica do motor de propulsão e do motor da ventoinha estão apertadas. Aperte as ferragens de conexão caso necessário.
CAIXA DE ENGRENAGENS PLANETÁRIAS DE PROPULSÃO
O conjunto de caixas de engrenagens de propulsão inclui três reduções -a primeira redução, uma engrenagem cônica de dentes curvos oblíquos em ângulo reto, a segunda redução, planetária, e a terceira redução, também planetária.
Para minimizar o tempo parado, recomenda-se que a caixa de engrenagens seja substituída por inteiro, caso surja algum problema dentro da mesma. Caso a caixa necessite ser desmontada, ela deve ser levada a uma oficina de manutenção para reparos. Para remover a caixa de engrenagens, observe o seguinte procedimento:
1. Posicione a máquina em solo nivelado e gire a estrutura giratória de modo que o pé da lança esteja um pouco além do centro do motor de propulsão, o que permitirá o recolhimento vertical do motor.
2. Solicite a um eletricista qualificado que o mesmo desconecte e marque com placas os terminais do motor.
3. Remova toda a tubulação de lubrificação e escoe a caixa de engrenagens.
4. Remova os dutos da ventoinha do motor de propulsão.
5. Remova a tampa de proteção do acoplamento e os parafusos de acoplamento. Remova os parafusos de fixação do motor e remova o motor e o freio da armação do truque, erguendo os mesmos.
6. Prenda um guindaste e os cabos à caixa de engrenagens planetárias e remova os parafusos que prendem a caixa de engrenagens ao chassis do trator de esteiras. Faça marcas de referência entre o caixa de engrenagens e o chassis do trator de esteiras de modo que o eixo motor fique no ângulo correto para alinhamento com o eixo do motor na remontagem.
7. Remova a caixa de engrenagens do chassis do trator de esteiras. Remova o O-ring e o retentor da extremidade de saída da caixa de engrenagens.
Reinstale na ordem inversa, observando o seguinte:
a. Reaplique uma camada de MolyKote Type G ou outro composto desengripante adequado em todas as superfícies ranhuradas.
b. Para evitar danos à caixa de engrenagens, antes de montar a cilindro de acionamento eixo na ranhura da caixa de engrenagens, o parafuso de cabeça sextavada e a porca devem ser instalados no local "X" e o bujão roscado com cabeça Allen instalado na posição "Y". Após a montagem, instale o tampão macho roscado na posição "X" e o conjunto parafuso e porca na posição "Y", o que irá impedir o movimento dos eixos solares. (Observe a ilustração na página anterior.)
c. Para evitar dano às ranhuras, aplique uma camada de lubrificante na guia da bucha antes de instalar a eixo motor dentro chassis do trator de esteiras.
d. Certifique-se de que o respiradouro e o adaptador estão instalados na tampa rosqueada no topo da caixa de engrenagens e que o bujão roscado está instalado no orifício frontal, fazendo um ângulo de aproximadamente 40o para baixo da horizontal.
e. Lubrifique e aperte os parafusos de fixação com um torque de 5563 N.m (4,100 ft-lb). (máquinas a partir do 11o lote). Usa-se uma arruela de aço duro com cada parafuso. Após apertar corretamente os parafusos, trave os mesmos com arames de travamento.
f. Ao instalar o acoplamento do motor, realize o alinhamento de acordo com as instruções da Seção 6 - FREIOS E ACOPLAMENTOS, neste manual.
g. Complete a caixa de engrenagens, pelo tampão de enchimento, com aproximadamente 70 galões de óleo ISO-VG 220.
h. Consulte as especificações dos lubrificantes em CAPACIDADES PARA ENCHIMENTO COM ÓLEO, na Seção 3 deste manual.
CREMALHEIRA DE ROTAÇÃO
Certifique-se de que todos os dentes tenham uma camada protetora de lubrificante para reduzir o desgaste. Inspecione semanalmente a cremalheira de rotação à procura de dentes quebrados e padrões incomuns de desgaste. A cada seis meses, desconecte a alimentação, remova as tampas de acesso e inspecione a solda entre a cremalheira de rotação e a armação do truque. Além disso, limpe e inspecione os dentes da cremalheira de rotação à procura de micro-fissurização, abrasão, descamação e escoriação.
Caso durante a inspeção seja notado um dente quebrado, desligue imediatamente a máquina e não opere a mesma até que o dente tenha sido reparado. Devido aos materiais e processos específicos envolvidos na fabricação deste componente, entre em contato com o seu representante de Manutenção Bucyrus International para obter um procedimento correto de reparos.
CUIDADO: NÃO OPERE A MÁQUINA COM UM OU MAIS DENTES QUEBRADOS NA CREMALHEIRA DE ROTAÇÃO. Fazê-lo pode resultar em dano adicional à cremalheira de rotação, aos pinhões de rotação e às unidades do maquinário de rotação.
DISCO DE ROLAMENTO
PERIGO: ALTA TENSÃO! PRESTE CONSTANTEMENTE EXTREMA ATENÇÃO AO REALIZAR MANUTENÇÃO NA REGIÃO DO PIVÔ CENTRAL. A alta tensão poderá causar ferimentos graves ou mortais. A instalação, operação e manutenção dos componentes deve ser realizada apenas por pessoal qualificado. SEMPRE DESCONECTE A ENERGIA ELÉTRICA ANTES DE ACESSAR A REGIÃO DO PIVÔ CENTRAL.
Verifique, mensalmente, se há micro-fissurização ou descamação acentuadas nos rolos e trilhos do disco de rolamento. A sua presença geralmente é um indício de carga não uniforme. A microfissurização em pequena escala, incipiente, não é incomum e não é prejudicial. Se os rolos estiverem danificados a ponto de retardar a função de rotação, os mesmos devem ser substituídos assim que possível. O diâmetro do rolo de reposição deve corresponder ao dos rolos gastos mas ainda bons. Consulte o Departamento de Manutenção da Bucyrus International para obter o procedimento correto.
NOTA: A máquina poderá operar em uma emergência sem a presença de alguns rolos - contudo os rolos ausentes não podem ser adjacentes e devem ser divididos igualmente ao longo do disco de rolamento. Os rolos restantes estarão sujeitos a uma carga maior, resultando em uma vida útil menor para os mesmos.
Inspecione semanalmente as seções interna e externa da estrutura rolante à procura de parafusos quebrados. Normalmente a aba interna dos rolos toca a borda interna do trilho inferior. Caso isso não aconteça, poderá ser ouvido um estrondo ou estalo à medida que a máquina balança. O ruído é causado pelos rolos ao se alinhar com os trilhos. Estalos excessivos exigem uma inspeção mais rigorosa da estrutura rolante. Além disso, verifique o lubrificante usado. Consulte o Departamento de Manutenção da Bucyrus International se o ruído for excessivo.
Verifique os trilhos superiores e mais baixos para ver que corretamente estão calçados e fixados à cremalheira de rotação e ao mesa de giro. Verifique os parafusos da braçadeira do trilho e reaperteos como necessário. Verifique também as superfícies do trilho para ver se há a picada e lascar.
Conjunto do Disco de Rolamento
REPARO DO DISCO DE ROLAMENTO
Para substituir um rolo, pino do rolo, estrutura ou trilho:
1. Gire a máquina de modo a permitir o máximo acesso ao componente defeituoso. Não deve haver rolos defeituosos entre os rolos superiores e inferiores.
2. Remova os parafusos do mata-juntas de cada extremidade de uma seção externa da estrutura.
3. Remova as porcas que prendem os pinos dos rolos à seção externa da estrutura e remova a mesma.
4. Remova os parafusos do pino do rolo e remova o rolo defeituoso, junto com o respectivo pino.
Caso seja necessário substituir um segmento do trilho inferior:
1. Remova as juntas das emendas internas e externas da estrutura.
2. Remova as cunhas, a barra de retenção e as ferragens que prendem o trilho à cremalheira.
3. Instale um novo segmento de trilho. Caso necessário, instale calços para eliminar qualquer espaçamento entre os segmentos de trilho.
Caso seja necessário substituir um segmento do trilho superior:
1. Remova uma seção da estrutura e o rolo.
2. Gire a máquina até que o trilho superior esteja sobre o vão.
3. Remova o segmento de trilho e instale um novo.
NOTAS:
• Antes de instalar um novo rolo, entre em contato com a Bucyrus International a respeito do procedimento necessário para se dimensionar o rolo novo com relação ao rolo antigo. • Instale um novo rolo, pino do rolo ou seção da estrutura, conforme necessário, invertendo os passos necessários para a remoção do componente. • Certifique-se de lubrificar os pinos do rolo, as buchas e o rolo ao instalar os mesmos.
Disco de rolamento - Vista do Corte
Disco de Rolamento e Trilhos
Disco de rolamento - Vista Explodida
CORTINAS DE POEIRA DA CREMALHEIRA DE ROTAÇÃO
Durante os intervalos de manutenção regular certifique-se de que todas as cortinas de poeira estão em seus devidos lugares e em bom estado de conservação. Além disso verifique se todos os suportes e ferragens estão corretamente posicionados e apertados.
PIVÔ CENTRAL
PERIGO: ALTA TENSÃO! PRESTE CONSTANTEMENTE EXTREMA ATENÇÃO AO REALIZAR MANUTENÇÃO NA REGIÃO DO PIVÔ CENTRAL. A alta tensão poderá causar ferimentos graves ou mortais. A instalação, operação e manutenção dos componentes deve ser realizada apenas por pessoal qualificado. SEMPRE DESCONECTE A ENERGIA ELÉTRICA ANTES DE ACESSAR A REGIÃO DO PIVÔ CENTRAL.
O espigão central é uma peça forjada de diâmetro grande, oca com um flange na parte superior. É roscado na parte inferior com uma porca inferior usada para mantê-lo no lugar. Uma arruela axial esférica de núcleo de aço e revestida de bronze entre a porca inferior de ajustagem e a superfície inferior da estrutura do veículo proporciona uma superfície de desgaste para cargas no espigão. O colar de aperto superior na parte superior do espigão central é fixado por estojos e aparafusado à estrutura giratória para evitar que o espigão central gire.
O espigão oco permite passagem das redes de ar e graxa e de cabos elétricos da estrutura giratória para as peças inferiores usando um conjunto giratório e anel coletor.
1. Para inspecionar se há arruelas de empuxo, trilhos ou rolos gastos, observe o seguinte procedimento:
a. A cada 3 meses, verifique a elevação da estrutura giratória na parte posterior da máquina. Aplique a caçamba ao talude, próximo ao limite do alcance e aplique potência de elevação. b. Meça a distância entre os trilhos inferiores e superiores dos rolos na parte posterior da máquina. c. Subtraia desta medida a distância medida entre os trilhos inferiores e superiores dos rolos na parte posterior da máquina, com a caçamba no solo.
d. Se a diferença na medida for maior que 1/2 polegada, a porca inferior do pivô deve ser ajustada para limitar a elevação a um valor entre 3/16 e 1/4 de polegada. Consultar o procedimento de ajustagem.
2. A arruela de encosto, os trilhos ou os rolos podem estar gastos o suficiente de modo que seja necessária a substituição ao invés do ajuste dos mesmos. Caso seja necessário, substitua uma arruela de encosto de acordo com o procedimento de reparo do pivô central e substitua um rolo ou trilho gasto de acordo com o respectivo procedimento de reparo.
3. Deve haver uma folga para o giro livre da estrutura giratória, entre a bucha da armação do truque e a camisa. Essa folga, contudo não pode ser excessiva ou ocorrerá desgaste prematuro da bucha ou da camisa da armação do truque.
Para determinar a folga, proceda conforme as instruções a seguir:
PERIGO: ALTA TENSÃO! PRESTE CONSTANTEMENTE EXTREMA ATENÇÃO AO REALIZAR MANUTENÇÃO NA REGIÃO DO PIVÔ CENTRAL. A alta tensão poderá causar ferimentos graves ou mortais. A instalação, operação e manutenção dos componentes deve ser realizada apenas por pessoal qualificado. SEMPRE DESCONECTE A ENERGIA ELÉTRICA ANTES DE ACESSAR A REGIÃO DO PIVÔ CENTRAL.
a. Desconecte a alimentação da máquina. Ingresse na armação do truque através da abertura de acesso inferior.
b. Remova a tampa do topo da armação do truque e obtenha acesso ao espaço entre o pivô e os rolos. Insira um calibre de folga entre a camisa e a bucha da armação do truque. Qualquer medida superior a 0,250" de folga diametral é considerada excessiva e é necessário substituir a bucha e/ou a camisa.
Pivô Central - Vista do Corte
AJUSTE DO PIVÔ CENTRAL
Para afixar uma camisa solta do pivô central, que pode ser devido a uma arruela de encosto, rolo ou trilho gasto, aperte a porca inferior do pivô, da seguinte maneira:
NOTA: Toda a ajustagem da folga vertical é feita na contraporca inferior. NUNCA apertar até o ponto de remover toda a folga vertical.
1. Entre no compartimento inferior da armação do truque, o que dará acesso ao pino de ajuste da porca inferior do pivô.
2. Corte os arames de travamento e remova os parafusos que prendem as barras de travamento à porca inferior. Remova as barras de travamento.
3. Puxe para baixo a manivela do pino e gire a mesma de 90o, de modo que o pino possa ser movido para dentro de uma das fendas na porca inferior do pivô.
4. Para calcular a rotação necessária do pivô central para manter a elevação dos trilhos posteriores dentro da faixa permitida, de 0,18" a 0,25", utilize a seguinte fórmula:
R = (M-.25)576°
M = Elevação medida nos trilhos posteriores R = Rotação, em graus, necessária no pivô central Exemplo: Se a elevação medida foi de 0,625", então R = (.625-.25)576° = 216°
Na prática, o ajuste deve ser feito em incrementos de 90°, de modo a permitir a reinstalação das barras de travamento da porca. Após determinar a rotação necessária, escolha a rotação mais próxima de 90°, 180°, 270° ou 360°. No exemplo acima, 216° é mais próximo de 180°. Quando houver uma escolha entre escolher uma rotação maior ou menor que o resultado da fórmula, use sempre a rotação menor para evitar o aperto excessivo da porca do pivô.
5. Instale as barras de travamento e os parafusos, Prenda os parafusos com os arames de travamento.
6. Desengate o pino de ajuste. Certifique-se de que a manivela do pino esteja paralela ao pino e travada na fenda do mesmo, de modo a impedir que o pino reengate acidentalmente a porca inferior do pivô.
7. Ligue a máquina e verifique a elevação, conforme descrito em Inspeção.
REMOÇÃO DA LUVA DO ESPIGÃO CENTRAL
Remover a luva do espigão central e a arruela axial através da parte superior da estrutura giratória conforme a seguir:
1. Posicionar a máquina sobre uma área de trabalho nivelada com a borda da caçamba e a parte plana frontal sobre o solo. Acionar todos os freios.
2. Desconecte a alimentação da máquina.
PERIGO: ALTA TENSÃO! PRESTE CONSTANTEMENTE EXTREMA ATENÇÃO AO REALIZAR MANUTENÇÃO NA REGIÃO DO PIVÔ CENTRAL. A alta tensão poderá causar ferimentos graves ou mortais. A instalação, operação e manutenção dos componentes deve ser realizada apenas por pessoal qualificado. SEMPRE DESCONECTE A ENERGIA ELÉTRICA ANTES DE ACESSAR A REGIÃO DO PIVÔ CENTRAL.
3. Remova a tampa do acoplamento, o acoplamento e o espaçador do eixo. Desconecte, tampe e identifique com placas todas as mangueiras de lubrificante e de ar comprimido.
4. Remover a proteção da mangueira e a tampa do anel coletor. Desconectar e etiquetar os terminais elétricos.
5. Remover as sapatas, espaçadores e isoladores do alojamento do anel coletor.
6. Remover os anéis coletores de controle do eixo giratório. Remover o retentor do conjunto giratório. Levantar o conjunto giratório e desconectar e etiquetar as redes de ar e óleo lubrificante. Remover o retentor com o conjunto giratório preso a ele. Remover o suporte do anel coletor e remover o suporte e anéis coletores como uma unidade (como um todo).
7. Fixar o suporte giratório na parte superior de modo que quando for removido ele não caia. Remover a tampa de acesso da parte inferior da estrutura do veículo e introduzir a estrutura do veículo. Desconectar e etiquetar os cabos elétricos e amarrá-los de modo que não produzam interferência.
8. Remova a base de suporte da articulação giratória da armação do truque e desça o suporte de articulação giratória com a base, para fora da armação do truque.
9. Remover o conjunto do eixo do tambor de elevação. Consultar EIXO DO TAMBOR DE ELEVAÇÃO nesta seção do manual.
10. Remova as barras de travamento, a porca inferior e a arruela de encosto da extremidade inferior da camisa do pivô.
CUIDADO:Certifique se de aplicar à argola para içamento do pivô central uma carga suficiente para erguer o pivô central, antes de prosseguir.
11. Remover os parafusos, contraporcas e estojos que prendem o colar superior à estrutura giratória. Remover as barras de travamento superiores e suas ferragens. Remover o colar superior da luva do espigão.
12. Instale a argola para içamento, fornecida com a máquina, no topo do pivô e conecte o guincho auxiliar à argola para içamento.
13. Com o uso do guincho auxiliar, retirar a luva para fora da estrutura giratória. Substitua uma camisa gasta ou danificada por uma nova. Verifique se há desgaste ou danos na bucha da camisa do pivô. Substitua a mesma se necessário. Se a região da estrutura do pivô necessitar de reparos, entre em contato com o Departamento de Manutenção da Bucyrus International para obter as instruções pertinentes.
O processo de instalação da camisa do pivô central é o inverso da desmontagem.
PERIGO: ALTA TENSÃO! Certifique-se de que os cabos elétricos estão conectados corretamente e que todas as conexões estão firmes. Além disso certifique-se de que as mangueiras de ar e de óleo estão conectadas às saídas corretas no conjunto da articulação giratória e que as conexões não apresentam vazamentos.
ANÉIS COLETORES
Há três conjuntos de anéis coletores na máquina. Anéis coletores de alta tensão, na parte inferior da estrutura giratória, transferem a energia elétrica da armação do truque para a plataforma giratória. A alimentação entra na armação do truque logo abaixo do motor de propulsão e é transferida por meio de escovas aos anéis coletores. As escovas são instaladas entre o cubo do pivô central e a cremalheira de rotação.
Os anéis coletores de baixa tensão transferem a alimentação para os motores de propulsão. Os anéis coletores de propulsão proporcionam o controle dos motores de propulsão e a alimentação do motor da ventoinha de propulsão.
INSPEÇÃO DO ANEL COLETOR
Inspecione frequentemente graxa e substâncias acumuladas nos anéis, sapatas, isoladores e cabos de entrada dos anéis coletores e das sapatas.
Limpe regularmente os anéis coletores e as partes relacionadas a estes com um solvente apropriado, para impedir a entrada de resíduos. Certifique-se de que cada sapata está assentada firmemente contra o anel coletor. As sapatas possuem molas para manter um contato constante.
CUIDADO:Solventes podem ser tóxicos ou inflamáveis. Uma adequada ventilação deve existir para minimizar riscos de incêndio e os danos à saúde causados pela utilização dos solventes na limpeza. Utilize-os longe de faíscas, calor ou chamas para evitar explosões. Siga as instruções do fabricante.
Verifique os isoladores quanto a trincas ou lascamento, e substitua-o rapidamente em caso de dano. Verifique se os parafusos fixam os anéis aos isoladores não estão projetados além dos furos rebaixados dos anéis.
CUIDADO: Uma trinca ou uma lasca no isolador ou um excesso de resíduos podeprovocar uma falha elétrica. Isto pode resultar em morte ou sérios ferimentos.
REPARAÇÃO DO ANEL COLETOR
O reparo dos anéis coletores envolve a substituição dos isoladores danificados ou das sapatas com defeito. O anel coletor tem uma vida útil esperada maior do que a da máquina. No entanto, para substituir os isoladores ou as sapatas:
1. Desconecte a energia elétrica da máquina.
PERIGO: ALTA TENSÃO! Não acesse os anéis coletores ao menos que a energia elétrica da máquina tenha sido desconectada e travada. Apenas um profissional qualificado pode trabalhar nos anéis coletores.
2. Remova as ferragens que fixam o isolador ou a sapata á estrutura. O acesso ás sapatas na estrutura do truque é obtido através de entrada nesta estrutura pelo acesso na base.
3. Instale novos isoladores ou sapatas. Tenha certeza de que as ligações elétricas estão fixamente presas às sapatas e aos anéis coletores.
CUIDADO: Não se vá inspecionar a parte de baixo da mesa de giro antes que aenergiaelétrica da máquina esteja desconectada.
MAQUINÁRIO DO MOVIMENTO DE ROTAÇÃO
O maquinário do movimento de rotação é instalado em ambos os lados da plataforma giratória. O maquinário consiste em um par de motores elétricos de 505 hp montados verticalmente sobre uma caixa de engrenagens planetárias. As caixas de engrenagens planetárias possuem bombas de lubrificação independentes, acionadas por motores, de modo a proporcionar a lubrificação forçada das principais superfícies de rolamento da caixa de engrenagens. Os motores são refrigerados através de ar forçado, por ventoinhas instaladas em seus lados. Os motores acionam os sistemas de engrenagens planetárias através de um único acoplamento de entrada de cada lado.
Cada caixa de engrenagens transmite o torque a um par de eixos de pinhão que acionam conjuntos de pinhões de cada lado da máquina (2 em cada lado). Estes pinhões se engrenam na cremalheira de rotação da máquina, e por sua vez, fornecem movimento rotacional para o ciclo de rotação. No topo dos motores de rotação estão instalados conjuntos de freios a disco acionados por molas, com desengate pneumático, para impedir movimentos indesejados. O maquinário de rotação deve ser inspecionado diariamente para verificar o nível de lubrificante dentro das caixa de engrenagens planetárias. Se o nível de lubrificante estiver baixo a situação deverá ser reparada antes de se operar a máquina. A área de engrenagem entre a coroa dentada e os pinhões deve ser observada com um olhar crítico. Lubrificação adequada, avarias e a presença de material estranho são alguns dos itens a se observar nesta área.
SOPRADOR DE GIRO
O conjunto da ventoinha fica instalado no topo do motor de rotação. A ventoinha geralmente é substituída como um conjunto completo.
PERIGO: ANTES DE DESCONECTAR QUALQUER LIGAÇÃO DE FORÇA ou REMOVERCOMPONENTES ELÉTRICOS, PRESSIONE O BOTÃO PRINCIPAL DE DESLIGAMENTO DEENERGIA E COLOQUE UMA PLAQUETA PARA IMPEDIR UMA ENERGIZAÇÃO INADVERTIDADO CIRCUITO ELÉTRICO. A eletrocussão pode levar a lesões sérias ou morte caso asmedidas de segurança não sejam seguidas. As conexões elétricas devem ser manuseadasapenas por um profissional elétrico treinado.
MOTOR DE GIRO
Para lubrificar o motor de acionamento, consulte LUBRIFICANDO OS MOTORES PRINCIPAIS DE ACIONAMENTO AC, na seção 3 deste manual.
PERIGO: ANTES DE DESCONECTAR QUALQUER LIGAÇÃO DE FORÇA ou REMOVERCOMPONENTES ELÉTRICOS, PRESSIONE O BOTÃO PRINCIPAL DE DESLIGAMENTO DEENERGIA E COLOQUE UMA PLAQUETA PARA IMPEDIR UMA ENERGIZAÇÃO INADVERTIDADO CIRCUITO ELÉTRICO. A eletrocussão pode levar a lesões sérias ou morte caso asmedidas de segurança não sejam seguidas. As conexões elétricas devem ser manuseadasapenas por um profissional elétrico treinado.
REMOÇÃO DO MOTOR DE GIRO
NOTA: A remoção do painel correspondente do teto é necessária para a remoção/substituição de qualquer um dos dois motores de rotação. Instruções completas para a remoção e a substituição do cubo do acoplamento do motor e do cubo do freio de rotação encontramse em INSTALAÇÃO DO FREIO DE ROTAÇÃO, na Seção 6 deste manual.
PERIGO: ANTES DE DESCONECTAR QUALQUER LIGAÇÃO DE FORÇA ou REMOVERCOMPONENTES ELÉTRICOS, PRESSIONE O BOTÃO PRINCIPAL DE DESLIGAMENTO DEENERGIA E COLOQUE UMA PLAQUETA PARA IMPEDIR UMA ENERGIZAÇÃO INADVERTIDADO CIRCUITO ELÉTRICO. A eletrocussão pode levar a lesões sérias ou morte caso asmedidas de segurança não sejam seguidas. As conexões elétricas devem ser manuseadasapenas por um profissional elétrico treinado.
1. Solicite a um eletricista qualificado a marcação e remoção dos terminais elétricos do motor. 2. Remova o conjunto ventoinha e dutos do rotação motor.
CUIDADO: ENERGIA ARMAZENADA! LIBERE O AR PRESSURIZADO DO FREIO ANTES DE DESCONECTAR A LINHA DE AR. Tampone a linha imediatamente após desconectá-la. Qualquer falha pode resultar em danos pessoais.
3. Remova o freio de rotação e as ferragens de instalação do mesmo do motor. 4. Remova os parafusos que unem as metades do acoplamento do acionamento do motor. 5. Afixe um dispositivo de içamento ao motor e remova a folga do estropo. 6. Remova os parafusos que prendem o motor à carcaça da caixa de engrenagens planetárias. 7. Remova o motor da caixa de engrenagens planetárias e guarde o mesmo em um local seco se o mesmo for ser reinstalado.
INSTALAÇÃO DO MOTOR DE GIRO
A instalação do motor de giro é a operação inversa do procedimento de remoção com uma única exceção: IMPORTANTE: O alinhamento do acoplamento do motor é crítico para a durabilidade dos mancais dentro do motor e da caixa de engrenagens planetárias. Verifique e ajuste o alinhamento do acoplamento conforme as instruções encontradas em ALINHAMENTO DO ACOPLAMENTO DAS ENGRENAGENS, na Seção 6 deste manual.
REDUTOR PLANETÁRIO DE GIRO
As caixas de engrenagens planetárias são unidades completas e independentes, projetadas para funcionamento prolongado sob condições adversas. Com trocas regulares de óleo, inspeções e manutenção preventiva regular, estas caixa de engrenagens deverão operar continuamente por 25.000 horas antes de necessitarem de uma reforma "Nível 1" (substituição de todos os mancais e vedações) e 40.000 horas entre revisões maiores.
Caixa de Engrenagens Planetárias para Rotação - Conjuntos Primários.
INSPEÇÃO DO REDUTOR
1. Verifique semanalmente o plugue magnético para evidenciar os depósitos metálicos excessivos. Estes depósitos indicam um desgaste anormal nos componentes internos da caixa redutora.
NOTAS: •O plugue magnético equipado neste redutor possui uma válvula interna de retençãopara evitar a perda da lubrificação quando o plugue é removido.
• Um desgaste normal no redutor criará um dispositivo metálico que aparece como um a“pintura prateada”. Esta é uma coleção de pequenas partículas de metal que são produzidas por uma fricção normal dos componentes internos da caixa redutora. A quantidade pode parecer excessiva durante o ajuste inicial da máquina, mas irá reduzir com o uso.
• Desgaste anormal dentro da caixa de engrenagens será evidenciado ao se encontrar um tipo de material "granular" no tampão. Se o material recolhido não for liso, pode estar surgindo um problema. Quando um dente de engrenagem ou mancal começa a erodir e "fazer metal", a gravidade do processo aumentará até um ponto onde ocorrerão danos graves e dispendiosos.
2. Verifique o óleo toda vez que o plugue magnético for inspecionado. Troque o lubrificante se necessário.
EIXOS E PINHÕES DE ROTAÇÃO
NOTA: A remoção dos pinhões do eixo de rotação pode ser realizada em praticamente qualquer lugar dentro de uma mina. A remoção dos conjuntos do eixo de rotação irá exigir um guindaste mais pesado e ferramental mais específico.
Eixo de Rotação, Saída Dupla - Vista do Corte
REMOÇÃO DO PINHÃO DE ROTAÇÃO
1. Remova o arame de travamento e afrouxe os 5 parafusos de 1 polegada no retentor do pinhão de rotação. Remova por enquanto apenas 3 dos 5 parafusos.
2 Posicione uma obstrução adequada, capaz de suportar 600 lbs, sob o pinhão, de forma a permitir o acesso aos parafusos de retenção restantes e a remoção do retentor. Remova os parafusos restantes, o retentor e o conjunto de calços.
3. Utilize um extrator adequado para remover o pinhão (Peso: 524 lbs.). Deposite o pinhão no solo e repare/substitua conforme necessário.
Eixo e Pinhão de Rotação - Vista Explodida
INSTALAÇÃO DO PINHÃO DE ROTAÇÃO
A instalação do pinhão ocorre na ordem inversa da desmontagem, com exceção da determinação do conjunto de calços, o que será abordado no próximo tópico.
SWING SHAFT REMOVAL
NOTAS:
• A remoção do eixo de rotação irá exigir a remoção prévia de: • Uma seção correspondente do painel do teto da casa de máquinas. • Motor de rotação e conjunto de freios. • Caixa de engrenagens planetárias.
• Remova o eixo de rotação através do topo da estrutura da estrutura giratória, ao remover o eixo sem o mancal. (o mancal se encaixa na parte cônica do eixo.)
• Remova o eixo de rotação da parte inferior do suporte da caixa de engrenagens caso esteja removendo o eixo, o mancal e o portador em conjunto.
PERIGO: SEJA EXTREMAMENTE CUIDADOSO AO REMOVER O CONJUNTO DO EIXO POR BAIXO. APÓS AFROUXAR OS PARAFUSOS DO SUPORTE DO MANCAL O EIXO ESTARÁ SEM SUPORTE E PODERÁ CAIR.
1. Remova o painel correspondente do teto da casa de máquinas.
PERIGO: ANTES DE PROCEDER À DESCONEXÃO DE QUALQUER TEMINAL DE ELÉTRICO, PRESSIONE E MARQUE COM PLACAS O BOTÃO DE DESLIGAMENTO DA ALIMENTAÇÃO PRINCIPAL. Proceder dessa forma irá evitar e energização inadvertida do circuito elétrico. Poderão ocorrer eletrocussão ou ferimentos graves caso não sejam observados os procedimentos de segurança corretos. As conexões elétricas somente deverão ser manuseadas por pessoal eletricista treinado.
2. 2. Remova o motor de rotação e a caixa de engrenagens planetárias da rotação a ser removida. Consulte REMOÇÃO DO MOTOR DE ROTAÇÃO E CAIXA DE ENGRENAGENS PLANETÁRIAS DE ROTAÇÃO, nesta seção do manual.
3. Remova o retentor da bucha do eixo de rotação, no topo do eixo, e seus parafusos. Remova a bucha.
4. Remova o colar de fixação do interruptor de proximidade do eixo de rotação, logo acima do conjunto de mancais. Veja a figura "Colar de fixação Do Interruptor De Proximidade" nesta seção do manual.
5. Remova o pinhão do eixo de rotação. Consulte REMOÇÃO DO PINHÃO DE ROTAÇÃO nesta seção do manual.
6. Remova o espaçador entre o retentor do mancal inferior e o eixo de rotação.
7. Prenda uma grua a uma argola de içamento de 2 polegadas, que fica parafusada no topo do eixo.
NOTA: Remova qualquer folga no dispositivo de içamento, mas não aplique, por enquanto, força ascendente em excesso.
8. Utilize uma bomba hidráulica manual, posicionada de modo a fazer pressão no sentido de se tentar forçar o eixo através do mancal.
NOTAS:
• Se o eixo não se mover, aumente a viscosidade do fluido hidráulico e aumente a força até uma pressão máxima aplicada de 10.000 psi. • Caso o eixo ainda assim não se mova, pode-se aplicar mais força com o aríete hidráulico ou um macaco de até 50ton. Se for necessária esta força adicional para soltar o eixo, o mancal deverá ser descartado.
9. Uma vez liberado o eixo, o mesmo pode ser removido da casa de máquinas e armazenado ou transportado para reparos.
10. Inspecione a bucha no topo do eixo e todas as vedações dentro da caixa do eixo de rotação. Substitua se necessário.
INSTALAÇÃO DO EIXO DE ROTAÇÃO
1. Monte as vedações e o retentor no topo do mancal, o mancal e os O-rings no suporte da caixa de engrenagens, em preparação para o eixo.
2. Aplique uma camada leve de lubrificante MolyKote às seções ranhuradas e à seção cônica do eixo de rotação antes da montagem.
3. Desça o eixo de rotação para dentro conjunto vedação inferior e mancal. Instale por baixo a vedação e o retentor inferior do mancal.
Section A-A Proximity Switch Clamp Collar
4. Aperte os parafusos de fixação do retentor inferior com um torque de 110 ft-lb e instale arames de travamento nos mesmos.
5. Instale o colar de fixação do interruptor de proximidade conforme mostrado na figura.
6. Instale a bucha, o retentor e as ferragens do eixo no topo do mesmo.
7. Instale o espaçador, o pinhão e o retentor do pinhão na parte inferior do eixo. Apóie todas as peças e instale 2 parafusos. Aperte os mesmos com um torque de 20 Ft-Lbs.
8. Através dos três orifícios restantes no retentor, meça a distância entre a parte inferior do eixo e a parte inferior do retentor do pinhão. Calcule a média das medidas.
9. Meça a espessura do retentor em 3 lugares diferentes e tire a média das medidas.
10. Subtraia a média das medidas da placa da média da dimensão geral. Subtraia 0,08 polegadas desta dimensão. O resultado será a espessura necessária do conjunto de calços, a ser usado por baixo do conjunto do eixo, permitindo o avanço correto do mancal cônico sobre o eixo cônico.
11. Apóie a engrenagem do pinhão e remova o retentor e os parafusos.
12. Instale um conjunto de calços tendo a espessura final calculada acima, então instale o retentor e os parafusos.
13. Usando uma seqüência entrecruzada, aperte os 5 parafusos em estágios de 50 Ft-Lb cada um até um torque final de 480 Ft-Lbs.
IMPORTANTE: Este procedimento de se apertar seqüencialmente os parafusos é crítico para permitir o assentamento correto da porção cônica do eixo dentro da superfície do mancal. Um aumento pronunciado no torque irá indicar o assentamento correto do mancal no eixo.
14. Quando o valor final de torque for atingido, prenda os parafusos em suas posições com arames de travamento.
MECANISMO DE ELEVAÇÃO
Conjunto do Mecanismo de Elevação
O mecanismo de elevação consiste de : • Um tambor de elevação de grande diâmetro. • Um redutor de elevação helicoidal integral simples. • Um redutor de entrada dupla. • Um motor de elevação e um conjunto de freio.
Verifique, frequentemente, o mecanismo de elevação quanto a afrouxamento ou falta de ferragens. Verifique, pelo menos uma vez ao mês, a espessura da ferragem do motor de elevação, do eixo, acoplamentos e dos pedestais direito de esquerdo. Reaperte ou substitua qualquer ferragem que estiver faltando.
Anualmente, remova as tampas de inspeção superiores das proteções dos redutoresde elevação e inspecione as engrenagens e os pinhões quanto a pittings, abrasão, arranhões, lascamentos, escoriações e/ou outro tipo de desgaste no dente. Verifique o redutor quanto aevidência de vazamento de lubrificante. Substitua qualquer retentor defeituoso.
Maquinário de Elevação - Vista Em planta
MOTOR DE ELEVAÇÃO
Para lubrificar o motor de acionamento, consulte LUBRIFICANDO OS MOTORES PRINCIPAIS DE ACIONAMENTO AC, na Seção 3 deste manual. Se for necessário remover o motor de elevação, utilize o seguinte procedimento: 1. Posicione a máquina para que a borda da caçamba e a frente lisa se apóiem no solo. 2. Remova os painéis do forro apropriados acima do motor de elevação.
PERIGO: ALTA TENSÃO! ANTES DE DESCONECTAR OS CABOS DE ALIMENTAÇÃO DO MOTOR DE ELEVAÇÃO, PRESSIONE E MARQUE COM PLACAS O BOTÃO DE DESLIGAMENTO DA ALIMENTAÇÃO PRINCIPAL. A não-observação do referido procedimento pode resultar em ferimentos ou morte.
3. Desconecte os terminais do motor da ventoinha de elevação e do motor de elevação. Remova a tubulação do freio de elevação.
Encaixe do Motor de Elevação - Planta
4. Remova os 4 parafusos de 2,0 polegadas que prendem o motor a seus suportes de montagem na plataforma.
5. Remova os 7 parafusos de 0,5 polegadas que prendem a proteção do acoplamento à plataforma e remova a proteção do acoplamento. Separe e remova o acoplamento da extremidade do motor do eixo de acoplamento do motor.
6. Utilizando uma grua adequada, ice o conjunto motor e freio através do topo da casa, para longe da máquina.
7. Identifique e guarde os calços do motor, para uso posterior.
A instalação do motor de elevação procede na ordem contrária.
NOTAS: •Caso esteja substituindo o motor original por um novo, remova os calços e cunhas de alinhamento do encaixe do motor, reinstale após posicionar e alinhar o novo motor.
•Alinhe o acoplamento usando o procedimento em ALINHAMENTO DO ACOPLAMENTO
DE ENGRENAGENS, na seção 6 deste manual.
•O motor de elevação é preso a seus suportes de montagem através de parafusos de 2,0 polegadas com Porcas de Torque. Para apertar, consulte INSTALAÇÃO DE PORCAS DE
TORQUE, na Seção 9 deste manual.
MONTAGEM DO REDUTOR DE ELEVAÇÃO
O redutor de elevação é uma caixa redutora planetária com potência dividida. A potência étransferida do motor de elevação através de um eixo único de entrada para os pinhões helicoidais desaída, acoplados á engrenagem principal de elevação. Três pinos fixam o redutor ao pedestal deelevação esquerdo. O redutor utiliza um sistema circulador de óleo para lubrificar os componentesinternos do redutor e manter o resfriamento.
Caixa de Engrenagens do Acionamento da Elevação
INSTALAÇÃO DA CAIXA DE ENGRENAGENS DA ELEVAÇÃO
Instalação Da Caixa de Engrenagens Da Elevação
A caixa redutora de elevação pode ser removida ou substituída sem a remoção do motor de elevação ou da engrenagem de elevação. Para remover a caixa redutora: 1. Posicione a máquina de forma que a borda da caçamba e a parte frontal fiquem apoiadas no solo.
2. Aplique força suficiente na escavação para “levantar” a lança e desenrolar os cabos de suspensão. Aplique o freio de escavação. 3. Remova os painéis do forro acima do redutor de elevação. 4. Remova o pino traseiro superior esquerdo do chassis A. gire a perna do chassis A para a traseira da máquina.
PERIGO: ANTES DE EXECUTAR QUALQUER MANUTENÇÃO NO MECANISMO DEELEVAÇÃO, APERTE O BOTÃO PRINCIPAL DE DESLIGAMENTO DAENERGIA E ETIQUETE-O. Falha no cumprimento dessas instruções poderesultar em lesões ou morte.
5. Remova a seção posterior superior da proteção da engrenagem de elevação. Utilize um calço para evitar movimentos acidentais do tambor de elevação.
6. Puxe as mangueiras de drenagem do mancal do redutor para fora do deque e isole-os da área.
7. Escoe o óleo da caixa de engrenagens. Remova as mangueiras de óleo da bomba para o radiador e do radiador para a derivação múltipla.
PERIGO: ENERGIA ARMAZENADA! O redutor ou o tambor devem estar bloqueadosantes de se executar qualquer manutenção a fim de impedir um movimentoindesejado. Falha na execução pode resultar em morte, lesões severas, oudano á maquina.
8. Remova os 7 parafusos com cabeça de 5 polegadas que apertam o protetor do acoplamento ao deque e remova-o. Separe e remova os acoplamentos das duas pontas do eixo de acoplamento do motor e remova o eixo. (O peso do eixo é de aproximadamente 1,325 Lbs.).
9. Utilizando um guindaste apropriado, sustente o redutor usando os 4 olhais de levantamento no topo da caixa redutora. Aplique elevação suficiente apenas para sustentar o peso da caixa redutora. (O peso do redutor é de aproximadamente 27,000 Lbs.).
10. Remova os contrapinos e os pinos de cabeça T dos 3 conjuntos de pinos que prendem o redutor ao pedestal de elevação.
NOTA: O redutor é preso por sua base ao deque com um longo pino do lado dianteiro e dois curtos pinos do lado posterior. Marque os pinos curtos para assegurar uma reinstalação correta.
Pino dianteiro (longo)................509 Lbs. Pino posterior externo (curto)...191 Lbs. Pino posterior interno (curto)....168 Lbs.
11. Com o redutor sustentado, pode ser necessário utilizar um puxador para extrair a caixa redutora diretamente em direção a parte posterior da máquina, para desengrená-la da engrenagem de elevação.
12. Quando o redutor estiver livre de todas as obstruções, levante-o e retire-o da máquina. The hoist gearcase can be reinstalled using the reverse procedure.
NOTES: • Verifique se o alinhamento do pinhão de saída planetário á engrenagem do tambor possui a folga adequada e os padrões de contato corretos. • Instale o eixo de acoplamento do motor e verifique o alinhamento. Consulte ALINHAMENTO DO EIXO DE ACOPLAMENTO DE ELEVAÇÃO, na Seção 6 deste manual. • Reinstale as linhas de drenagem do redutor dentro das aberturas do deque. • Reinstale as mangueiras de refrigeração de óleo. • Assegure-se de que o redutor está abastecido com o tipo e quantidade corretos de óleo.
REPARO DO REDUTOR DE ELEVAÇÃO
O reparo da caixa de engrenagens de elevação será melhor realizado se a mesma for removida da máquina e levada a uma oficina. O reparo básico "Nível-1" envolve a substituição de vedações e Orings na região do eixo do pinhão.
EIXO DO ACOPLAMENTO DO MOTOR
A potência é transferida do motor de elevação para a caixa redutora através de um eixo de acoplamento do motor com 2 acoplamentos. Utilize as portas de inspeção na proteção do acoplamento, verifique os acoplamentos quanto a vazamentos na lubrificação. Sob circunstâncias normais, o acoplamento irá operar de 3 a 5 anos antes de ser necessitado serviço. No entanto, se a falha no acoplamento for observada, este deve ser desmontado e reparado.
Proteção sobre o Eixo de Acoplamento
Ao se reinstalar o eixo de acoplamento eixo, recomenda-se o uso de um procedimento de alinhamento a laser. Consulte ALINHAMENTO DO EIXO DE ACOPLAMENTO DE ELEVAÇÃO, na Seção 6 deste manual, a respeito de tolerâncias.
Referência Para Alinhamento do Acoplamento
CONJUNTO DO TAMBOR DE ELEVAÇÃO
O eixo do tambor de elevação usa uma engrenagem helicoidal simples de elevação presa a um tambor de grande diâmetro no tripé de elevação e gira em rolamentos de rolos duplos.
Conjunto de Tambores de Elevação
A remoção do eixo do tambor de elevação exigirá um abaixamento e sustentação da lança. Para remover o eixo do tambor de elevação:
1. Posicione a máquina para que a caçamba e a parte frontal apóiem no solo.
PERIGO: ANTES DE EXECUTAR QUALQUER MANUTENÇÃO NO MECANISMO DEELEVAÇÃO, APERTE O BOTÃO PRINCIPAL DE DESLIGAMENTO DAENERGIA E ETIQUETE-O. Falha no cumprimento dessas instruções poderesultar em lesões ou morte.
2. Remova os cabos de elevação.
3. Remova as escadas e as plataformas do chassis A.
4. Remova os dois conjuntos de ventilador / filtro da casa de máquinas.
5. Remova as abas da estrutura A.
6. Remova o painel frontal central do forro, os 6 painéis centrais do forro e os 3 painéis esquerdos do forro sobre a extensão esquerda do deque. Guarde todos os itens para a reutilização.
NOTA: Para remover o painel central do forro, corte as soldas entre os canais nas paredes dos painéis frontais e o painel central do forro – em ambos os lados. As lâminas de borracha podem permanecer presas ao painel do forro. Toda a parede dos painéis frontais pode permanecer em seus lugares, no entanto as paredes dos painéis centrais superior esquerdo e superior central devem ser removidas, com suas ferragens, e guardadas para uma utilização posterior.
7. Remova 4 travessões centrais do forro, 2 travessões esquerdos e 4 vigas traseiras e dianteiras centrais.
8. Utilizando um guindaste de elevação (ou um guincho em separado) sustente o peso da lança para descarregar o chassis A e os cabos de suspensão principal.
9. Remova os pinos superiores das hastes posteriores do chassis A (requer um pegador especial).
10. Gire as hastes posteriores do chassis A em direção á parte traseira da máquina e firme no teto da sala de controle.
11. Utilizando o guindaste abaixe a lança até que as hastes do chassis A sejam puxadas para um ângulo de 80º a 85º em relação ao topo da mesa de giro. Aplique o freio escavação e bloqueie a lança em posição. Instale um cabo de segurança para impedir que o chassis A volte para o centro.Frame from being inadvertently over center.
Conjunto de Mancais do Tambor de Elevação
12. Remova as linhas de drenagem dos mancais de rolamentos. Desconecte e remova as linhas lubrificantes dos mancais de elevação e a proteção da engrenagem.
13. Desconecte a fiação do fim de curso de elevação. Remova-o do eixo do tambor.
14. Remova as seções frontais e traseiras do protetor superior da engrenagem de elevação. Cada seção da proteção pesa aproximadamente 1,110 Lbs.
15. Utilize um guindaste para sustentar o conjunto do eixo do tambor de elevação que pesa aproximadamente 70,000 Lbs.
16. Remova os 3 parafusos de 1 polegada de cada um dos quatros pinos que prendem as carcaças dos mancais aos pedestais de elevação. Remova os 4 pinos empurrando pela parte de dentro dos pedestais. Note que cada pino pesa aproximadamente 240 lbs.
17. O conjunto do tambor pode agora ser levantado da máquina.
A instalação é o procedimento inverso.
SUBSTITUIÇÃO DA ENGRENAGEM DE ELEVAÇÃO
A engrenagem de elevação pode ser revertida na roda radiada para que tenha uma vida útil maior. Para reverte-la ou substituí-la, o eixo do tambor de elevação deve ser removido da máquina. Remova o conjunto do tambor de siga o procedimento abaixo.
1. Uma vez removido, sustente o tambor de elevação em uma posição vertical, com a engrenagem para baixo e o compartimento sustentando apenas a engrenagem de elevação. Assegure-se de que o mancal da engrenagem na ponta do eixo ou o eixo curto não está encostando no solo. Isto pode necessitar de uma elevação de aproximadamente 30 polegadas de altura.
2. Se substituir a engrenagem de elevação por uma nova, assegure-se de que esta esteja apoiada em local plano em uma estrutura. (aproximadamente 30 polegadas acima do solo). Se reverter a antiga engrenagem, tenha um suporte adequado (aproximadamente 30 polegadas de altura) para colocar o tambor de elevação e o conjunto da roda radiada enquanto gira a engrenagem de elevação.
3. Sustente o antigo tambor e a roda radiada com um guindaste. Não prenda o guindaste à engrenagem de elevação.
4. Remova os 36 parafusos do corpo de ajuste de 1,75 polegadas que fixam a engrenagem de elevação á roda radiada.
5. Levante o tambor e a roda radiada para fora da engrenagem de elevação.
6. Posicione o tambor e a roda radiada dentro na nova engrenagem de elevação (colocada em um suporte).
NOTA: Se reverter a engrenagem de elevação existente, ajuste o tambor e a roda radiada em uma armação, gire a antiga engrenagem com um guindaste adicional, e depois ajuste o tambor e a roda radiada à engrenagem. A engrenagem de elevação pesa aproximadamente 12,000 Lbs.
7. Instale os 36 parafusos de corpo de ajuste e aperte-os.
8. O eixo do tambor pode agora ser reinstalado na máquina seguindo o procedimento acima.
SUBSTITUIÇÃO DE MANCAIS
Para remover ou substituir os rolamentos do eixo do tambor de elevação, é recomendável remover o eixo do tambor da máquina. Utilize o procedimento acima, e depois prossiga como segue:
1. Assegure-se de que o eixo do tambor está na horizontal da armação.
2. Remova os 8 conjuntos de hastes de 1 polegada que fixam cada retentor externo á caixa do rolamento.
3. Marque e remova cada retentor externo. Cada um pesa aproximadamente 230 Lbs.
NOTA: Estas partes não são intercambiáveis. Inspecione o anel O no interior de cada retentor. Substitua-o se necessário.
4. Puxe a caixa do rolamento (3,000 Lbs. cada) do mancal.
5. Remova os 6 parafusos com cabeça de 1,5 polegadas que apertam cada placa terminal do eixo do tambor ao eixo.
6. Marque e remova cada placa terminal (aproximadamente 170 Lbs. cada). Etiquete e guarde os conjuntos de calço para reutilizá-los.
7. Utilize o extrator para puxar cada rolamento para fora do eixo. Cada rolamento pesa aproximadamente 420 Lbs.
8. Inspecione os rolamentos, o espaçador e o retentor remanescente na ponta dos eixos, e o anel O em cada retentor. Repare ou substitua qualquer parte se necessário.
A remontagem é o oposto da desmontagem.
NOTA: Os rolamentos são montados com interferência. Pré aqueça os rolamentos com um banho de óleo para facilitar o encaixe.
PARAFUSOS DE MONTAGEM DA ELEVAÇÃO
Utilize os desenhos a seguir para identificar a instalação correta dos parafusos de montagem do mecanismo de elevação.
Para apertar, consulte INSTALAÇÃO DA PORCA DE TORQUE, na Seção 9 deste manual.
CHAVE FIM DE CURSO DA ELEVAÇÃO
A chave fim de curso do mecanismo de elevação é utilizada para impedir que as travas da caçamba sejam puxadas para dentro das polias da ponta do tubulão. O interruptor corta, eletricamente, o sinal de referência. Ele é mecanicamente conectado ao eixo do tambor de elevação. Ele é composto de um redutor de engrenagem, um eixo de entrada conectado ao eixo curto da elevação e um gerador de impulsos ótico. Ajustar o interruptor do mecanismo de elevação é uma função do display de operação na cabine de operação. O procedimento é detalhado em TELAS DO MOSTRADOR, na seção 2 deste manual.
MOTOR DE ELEVAÇÃO
Para lubrificar o motor de acionamento, consulte LUBRIFICANDO OS MOTORES PRINCIPAIS DE ACIONAMENTO AC, na Seção 3 deste manual. Caso seja necessário remover o motor de elevação, utilize o seguinte procedimento:
NOTE: É necessária a remoção do painel correspondente do teto para facilitar este procedimento.
1. Posicione a caçamba sobre o solo.
PERIGO: ANTES DE PROCEDER À DESCONEXÃO DE QUALQUER TEMINAL DE ELÉTRICO, PRESSIONE E MARQUE COM PLACAS O BOTÃO DE DESLIGAMENTO DA ALIMENTAÇÃO PRINCIPAL. Proceder dessa forma irá evitar e energização inadvertida do circuito elétrico. Poderão ocorrer eletrocussão ou ferimentos graves caso não sejam observados os procedimentos de segurança corretos. As conexões elétricas somente deverão ser manuseadas por pessoal eletricista treinado.
2. Desconecte e identifique com placas os terminais elétricos do motor da ventoinha de elevação e do motor de elevação.
3. Remova o motor e o duto da ventoinha de elevação do motor de elevação, como uma unidade.
4. Remova o freio do motor.
CUIDADO:LIBERE O FREIO DE ELEVAÇÃO PARA REMOVER TODA A TENSÃO NO TAMBOR DE ELEVAÇÃO ANTES DE REMOVER O FREIO.
5. Separe o acoplamento da extremidade do motor onde se situa a caixa de engrenagens.
6. Para reparo do motor original: remova os dois calços e cunhas situados ao lado do motor na direção do tambor de elevação. Para substituição do motor original por um novo: remova os quatro calços e cunhas, situados na frente e atrás do mesmo.
7. Remova as ferragens de suporte do motor. Prenda a grua ao motor e ice o mesmo da máquina. Una os calços, caso haja, com um arame e identifique a sua localização para uso futuro.
8. Instale o motor invertendo os passos usados para removê-lo. Para instalar um motor novo, encaixe e alinhe o acoplamento do motor de acordo com ALINHAMENTO DE ACOPLAMENTO DE ENGRENAGENS, na Seção 6 deste manual.
9. Re-instale quatro calços e cunhas em ambos os lados do motor.
10. Para reinstalar o motor original: posicione o mesmo e providencie o afastamento da extremidade especificado no acoplamento. Reinstale os dois calços e a cunha cônica no lado do motor voltado para o tambor de elevação.
MECANISMO DE ESCAVAÇÃO
O mecanismo de escavação está localizado no deque na frente da máquina, adiante do centro de rotação. Este mecanismo consiste de um tambor de escavação que tira a carga e recolhe os cabos, uma caixa redutora, motor e freio.
Semanalmente, verifique as duas caixas de redução da escavação quanto a vazamento de lubrificação na tampa e junções, e nos retentores de rolamento. Substitua os retentores ou os anéis se os vazamentos da lubrificação forem excessivos. Substitua o retentor se necessário. Semanalmente, verifique a conexão elétrica do motor de escavação e do motor de exaustão quanto ao aperto. Aperte as ferragens de conexão se necessário.
Mecanismo de Escavação
Semestralmente, remova as tampas de inspeção das caixas redutoras e inspecione as engrenagens e os pinhões quanto a pittings, abrasão, arranhão, esfolamento, lascamento e outros desgastes anormais no dente.
Verifique os pinos de conexão do mecanismo de escavação nos movimentos com carga. Pinos de conexão apertados minimizam o desgate dos pinos e seus furos. Verifique-os a cada 100 horas.
Semanalmente, remova os plugues da tubulação nos 1st e 2nd estágios de redução do redutor e verifique o nível do lubrificante. O plugue do nível do lubrificante da 1ª redução do redutor está localizado na parte posterior da tampa da caixa redutora, atrás do pinhão da 1ª redução.
O tampão de nível de lubrificante da segunda redução está situado no lado interno da porção da segunda redução da caixa de engrenagens. Mantenha o nível de Lubrificante na parte inferior da abertura do tampão do cano. Quando exigido pelos testes de amostras de lubrificante, escoe a caixa de engrenagens imediatamente após a operação, enxágüe a caixa de engrenagens e preencha novamente com o lubrificante recomendado. Consulte CAPACIDADES PARA ABASTECIMENTO COM ÓLEO, na seção 3 deste manual, a respeito do lubrificante correto.
CONSERTO DA CAIXA DE ENGRENAGENS
O reparo das engrenagens de redução da escavação é basicamente uma questão de substituição de componente. Utilize o procedimento a seguir para desmontar o mecanismo de escavação tanto se ele estiver na máquina ou separado da mesa de giro.
NOTA: A remoção do painel superior adequado é necessária para facilitar este procedimento.
1. Remova os cabos de escavação e recolha-os no tambor de escavação. Consulte as instruções em EQUIPAMENTO FRONTAL neste manual.
2. Desconecte qualquer linha de lubrificação fixada ás caixas redutoras da escavação e as tampas. Drene o lubrificante da caixa redutora.
3. Desconecte as ligações elétricas do motor de escavação e o motor de exaustão. Identifique as ligações para assegurar uma instalação correta.
PERIGO: ANTES DE PROCEDER À DESCONEXÃO DE QUALQUER TEMINAL DE ELÉTRICO, PRESSIONE E MARQUE COM PLACAS O BOTÃO DE DESLIGAMENTO DA ALIMENTAÇÃO PRINCIPAL. Proceder dessa forma irá evitar e energização inadvertida do circuito elétrico. Poderão ocorrer eletrocussão ou ferimentos graves caso não sejam observados os procedimentos de segurança corretos. As conexões elétricas somente deverão ser manuseadas por pessoal eletricista treinado.
4. Remova a proteção do acoplamento do motor e separe o acoplamento.
5. Remova a tampa terminal externa do eixo do motor e o retentor do rolamento interno. Remova os 2 primeiros eixos intermediários e as tampas. Remova a tampa terminal do 2º eixo intermediário e o retentor do rolamento interno. Remova os parafusos que fixam a tampa do rolamento lateral esquerdo do 2º eixo intermediário e o retentor interno.
Pinhão do Motor de Escavação – Vista Explodida
6. Prenda o guincho à tampa do redutor e remova os parafusos que prendem a tampa á caixa redutora. Remova as hastes da tampa do rolamento, as porcas e arruelas.
NOTA: Ao remover porcas de torque, consulte PROCEDIMENTO PARA REMOÇÃO DE PORCAS DE TORQUE, na Seção 9 deste manual.
7. Levante e remova a tampa da caixa redutora. Remova o retentor da tampa da caixa redutora.
8. Prenda o guincho ao eixo do motor e levante-o da caixa redutora. Remova o 1º e 2º eixo intermediário da mesma forma.
1st Redução da Escavação – Vista Explodida
9. Desmonte os eixos se necessário.
a. Para qualquer eixo desmontado, inspecione os rolamentos quanto a pittings, ranhuras e outros defeitos. Substitua os rolamentos danificados.
b. Verifique os retentores de óleo quanto a cortes, abrasão e outros defeitos na superfície de vedação. Substitua se necessário.
c. Instale novos anéis O e gaxetas quando for preciso.
d. Alguns rolamentos e espaçadores tem ajuste com interferência e devem ser pre´aquecidos em banho de óleo antes da instalação nos eixos.
Para montar novamente:
1. Instale os eixos na caixa redutora, utilizando o guincho para levantar as unidades de eixo.
2. Assegure-se de que os flanges do redutor e a tampa do redutor estejam limpos. Instale o retentor na ranhura da caixa redutora. Dê um banho continuo de Loctite #515 na metade do flange do redutor entre o parafuso padrão e o interior do flange. Instale a tampa do redutor segurando-a com as ferragens necessárias.
3. Carregue a 2ª tampa intermediária do rolamento contra o gancho posterior da estrutura com parafusos GR5 de 1-1/2’’ por 4’’. Aplique LocTite e aperte em 1,700 Ft. Lbs.
4. Instale as hastes e suas ferragens dentro das tampas do rolamento e aperte-as manualmente.
NOTA: As tampas e hastes dos mancais são montadas com porcas de torque. Consulte INSTALAÇÃO DAS PORCAS DE TORQUE, na Seção 9 deste manual, a respeito dos procedimentos de aperto.
2nd Redução da Escavação – Vista Explodida
5. Aperte as porcas de torção nas hastes utilizando o procedimento adequado.
6. Instale as ferragens do retentor. Instale e segure o eixo e as tampas. Cuidado para não danificar os anéis O.
7. Prenda as linhas lubrificantes e lubrifique os rolamentos. Encha as caixas redutoras com óleo até o nível adequado com a base da tampa de enchimento de óleo aberta. Ligue os conectores elétricos ao motor e motor do soprador.
8. Instale o mecanismo de escavação e recolha os cabos do tambor. Consulte o EQUIPAMENTO FRONTAL deste manual.
MOTOR DE ESCAVAÇÃO
Para lubrificar o motor de acionamento, consulte LUBRIFICANDO OS MOTORES PRINCIPAIS DE ACIONAMENTO AC, na Seção 3 deste manual. Caso seja necessário remover o motor do movimento de avanço, siga as instruções abaixo:
NOTA. É necessário remover o painel superior apropriado para facilitar este procedimento.
Carregue a caçamba para fora e posicione-a no solo.
PERIGO: ANTES DE PROCEDER À DESCONEXÃO DE QUALQUER TEMINAL DE ELÉTRICO, PRESSIONE E MARQUE COM PLACAS O BOTÃO DE DESLIGAMENTO DA ALIMENTAÇÃO PRINCIPAL. Proceder dessa forma irá evitar e energização inadvertida do circuito elétrico. Poderão ocorrer eletrocussão ou ferimentos graves caso não sejam observados os procedimentos de segurança corretos. As conexões elétricas somente deverão ser manuseadas por pessoal eletricista treinado.
1. Desconecte e identifique as ligações elétricas do motor do soprador de escavação e do motor da escavação. 2. Remova o motor do soprador e dutos como uma unidade do motor de escavação. 3. Remova o freio do motor. Consulte a Seção 6 deste manual.
4. Remova a proteção do acoplamento do motor e separe o acoplamento.
5. Para reparar o motor original, remova os dois amortecedores e as cunhas localizadas na lateral do motor em direção á lança.
6. Para substituir o motor original ou o pinhão do motor, remova os quatro amortecedores e as cunhas localizados nas duas laterais frontal e posterior. Remova ainda os dois amortecedores do freio do motor.
7. Remova os parafusos que fixam o motor de escavação à estrutura do mecanismo de escavação. Utilize um guincho para levantar o motor da estrutura. O peso do motor de escavação é aproximadamente 4,000 Lbs.
8. Para a reinstalação do motor original e do pinhão, posicione o motor contra os dois amortecedores e as cunhas. Reinstale os dois amortecedores e as cunhas no lado do motor da lança. Verifique novamente o alinhamento do acoplamento.
9. Para substituir o motor original por um novo, consulte MOTOR DE AVANÇO, na Seção 6 deste manual. Alinhe o acoplamento do motor conforme as instruções em ALINHAMENTO DO ACOPLAMENTO DA GRADE, na Seção 6 deste manual. Instale os quatro calços e cunhas em ambos os lados do motor.
ENGRENAGEM E TAMBOR DA ESCAVAÇÃO
Inspecione as ferragens de montagem do tambor às engrenagens do mesmo, à procura de porcas e parafusos frouxos ou ausentes. Estes parafusos e porcas foram apertados na fábrica usando o método de torque "Giro-da-Porca". Parafusos e porcas frouxos não devem ser apertados novamente, mas substituídos por parafusos e porcas novos. Aperte os parafusos e porcas novos consultando GIRO DA PORCA, na Seção 9 deste manual.
Verifique o tambor quanto a trincas. Verifique as ranhuras do tambor quanto a bordas ásperas e outros defeitos que possam danificar os cabos retráteis e de escavação. Verifique os cabos retráteis quanto a algum defeito. Inspecione os dentes da engrenagem do tambor quanto a pittings, abrasão, lascamento, esfolamento e outros defeitos.
REPARO DO TAMBOR DE ESCAVAÇÃO
Se o reparo do tambor de escavação for necessário:
1. Remova os cabos de escavação e retráteis do tambor. Consulte EQUIPAMENTO FRONTAL neste manual.
2. Remova a proteção da engrenagem do tambor.
3. Desconecte as linhas de lubrificação do eixo e das tampas. Remova as tampas terminais.
4. Remova o tirante cruzado inferior frontal parafusado na estrutura da escavação.
5. Prenda uma grua ao tambor e aplique força suficiente para sustentar o peso do mesmo.
6. Remova os parafusos de Pré-Carga. Então afrouxe as porcas de torque nas tampas dos mancais. Consulte PROCEDIMENTO PARA REMOÇÃO DE PORCAS DE TORQUE, na Seção 9 deste manual.
7. Remova as porcas de torção e as arruelas que fixam as tampas do rolamento e em seguida remova cuidadosamente as tampas. O tambor pode ser colocado no solo.
8. Corte o arame de travamento e remova os parafusos do retentor em cada ponta do eixo. Remova os retentores do rolamento. Remova os conjuntos de calço, os rolamentos, os espaçadores de rolamento e os retentores do labirinto e amarre-os juntos para uma utilização futura.
9. Se necessário, remova a ferragem que segura a engrenagem ao tambor e remova a engrenagem. Consulte o Departamento de Serviço da Bucyrus sobre os procedimentos para reparo do tambor e redutor.
10. Inspecione os rolamentos quanto a pittings, lascamento, esfolamento e outros defeitos. Substitua os rolamentos defeituosos.
Para remontar o tambor de escavação:
1. Se removido, reinstale o redutor do tambor utilizando parafusos e porcas novos.
2. Aperte as porcas até o torque de 1120 ft-lbs (roscas lubrificadas, 100% da carga de prova) ou aperte as porcas com o torque de 224 ft-lbs, seguido de 1/3 de volta da porca (roscas secas).
3. Deixe a junção ajustada por 24 horas e depois afrouxe-as e reaperte-as. Ao reapertá-las utilize o Loctite #277 nas porcas.
4. Os rolamentos e espaçadores tem interferência de ajuste e devem ser pré aquecidos em banho de óleo antes da instalação.
5. Prenda o guincho à unidade do tambor e posicione-o dentro da estrutura.
6. Instale as tampas dos mancais, hastes rosqueadas e ferragens. Pré-carregue as tampas contra o gancho frontal, utilizado parafusos GR8, de 3/4" x 7-1/2" e arruelas de segurança. Lubrifique as roscas e aperte até 385 ft-lbs.
7. Afixe as hastes com porcas de torque especiais. Consulte os procedimentos corretos de aperto de porcas de torque em INSTALAÇÃO DE PORCAS DE TORQUE, na Seção 9 deste manual.
CASA DE MÁQUINAS
A casa de máquinas tem partes estruturais separadas e consiste de uma armação principal frontal e uma posterior com vigas interconectoras. Estas partes formam a estrutura permanente da casa.
Os painéis de forro são individualmente fixados ás vigas interconectoras. Qualquer painel pode ser removido separadamente para possibilitar o acesso á casa de máquinas. Todos os painéis são presos com parafusos de retenção inferior em faixas de retenção. Tiras de fita adesiva de vinil resistente ás condições climáticas são instaladas entre as faixas de retenção e o painel.
As tampas das abas em torno das pernas do chassis A tem fita adesiva de vinil entre as pernas e a aba. As juntas de sustentação da aba são vedadas com cimento de borracha ou calafetadas com silicone.
Todas as superfícies em contato da casa de máquina são vedadas com cimento de borracha ou calafetadas com silicone a fim de assegurar uma vedação adequada.
Inspecione os painéis e as partes estruturais frequentemente quanto a trincas. Examine as estruturas do teto. Examine todos os suportes, vigas e braços usados para reforçar a casa de máquinas.
Sempre restaure as partes estruturais com defeito usando solda.
Observe as dobradiças e os mecanismos de fechamento periodicamente em todas as portas e janelas para assegurar que fiquem fechados durante a operação. Verifique a vedação das pernas do chassis A. Aperte todos os parafusos frouxos e reponha todas as ferragens que faltam. A ausência ou afrouxamento destes componentes pode resultar em vibração excessiva e desgaste dos componentes da casa. Individualmente, estes defeitos são considerados mínimos, mas coletivamente, eles representam uma grande exposição dos elementos elétricos e mecânicos da casa a poeira ou água.
Verifique as condições de pintura da casa. A pintura não impede a deterioração. Uma máquina com boa pintura é menos susceptível á oxidação, corrosão e falha progressiva.
Tenha certeza de que o sistema de pressurização está funcionando adequadamente para manter a casa bem ventilada e com uma pressão interna maior que a pressão atmosférica.
PASSARELAS, ESCADAS E CORRIMÃOS
Inspecione diariamente todos os corrimãos, plataformas, escadas e passagens da máquina. O pessoal de manutenção deve fazer a inspeção. Caso algum membro estrutural estiver danificado, repare-o ou substitua-o. Substitua as porcas e parafusos quando necessário ou repare com solda os membros de acesso individual, como degraus e trilhos.
Retire resíduos de pano, óleo, graxa, poeira e sujeira e ferramentas de manutenção abandonadas. Eles podem provocar acidentes. Mantenha os panos novos e usados em recipientes ao invés de jogados ao léu. Limpe todo o óleo e graxa das áreas principais de passagem e de trabalho a fim de evitar acidentes. Mantenha uma bancada e caixa de ferramentas para guardá-las. Não deixe as ferramentas jogadas nas passagens e escadas.
ESCADA DE MÃO VERTICAL DE ACESSO, ESQUERDA
A escada vertical de acesso é um dos meio de se subir na máquina e está situada no lado esquerdo da máquina, no fundo da casa de máquinas. Estando no nível do chão, Utilize a corda para abaixar a escada. Enquanto a escada de acesso não estiver travada na posição correta, os controles do operador ficam desativados.
A escada é uma estrutura móvel com um suporte e dois rolos em quatro pontos da escada. Os rolos suportam um trilho de cada lado da estrutura da escada. Cabos de aço (um de cada lado da escada) se prendem ao topo da escada, passam para cima através de roldanas e para baixo até um contrapeso dentro de cada lado da estrutura de suporte da escada.
A escada deve ficar na posição "para cima" quando não estiver em uso, com os contrapesos mantendo a mesma no lugar. Caso contrário, ou se for percebido um funcionamento irregular, verifique se há emperramento na estrutura dos trilhos, rolos danificados ou ausentes ou emperramento dos contrapesos.
Verifique periodicamente se há lubrificante nas roldanas no topo da escada.
Escada Vertical de Acesso, Vistas Diversas
ESCADAS DE ACESSO A BORDO
Há um conjunto de escadas de acesso preso à plataforma da casa de máquinas - do lado esquerdo, do lado direito ou em ambos. Quando abaixadas, as escadas permitem a entrada na casa de máquinas a partir do nível do solo. Para ativar as escadas, pode-se alcançar, do solo, uma corda presa a um braço de alavanca. Há uma alavanca extra, no topo da escada. Estas escadas devem estar em sua posição erguida e travada para habilitar os controles do operador.
PERIGO: ENERGIA ARMAZENADA! O sistema pode estar sob pressão hidráulica, o que pode causar ferimentos pessoais graves ou morte. Desative a bomba e alivie toda a pressão do sistema antes de remover componentes.
As escadas de acesso giram em torno de um pivô preso à plataforma de acesso. Um conjunto de contrapesos equilibra o peso das escadas. Um sistema hidráulico completo e independente, com um acumulador e um cilindro de ar comprimido, opera as escadas.
Um conjunto de amortecedores preso ao conjunto de travas na parede direita da casa de máquinas pára as escadas quando estas atingem a posição superior. Outro amortecedor está fixado aos contra pesos para impedir que as escadas se abaixem demais. Assegure que todos os amortecedores estão posicionados e não estejam deteriorados. Duas alavancas de atuação estão presas ao conjunto de cabos de aço que estão conectados através de polias ao conjunto de travas na parede direita da casa de máquinas. Geralmente, muito pouca manutenção é necessária nas escadas. No entanto, certifique-se de que os mancais flangeados no eixo do pivô e sejam lubrificados e que os fins de curso no conjunto de alavancas e abaixo da plataforma estão posicionados em uma boa posição de trabalho. A tensão nos cabos de aço deve ser ajustada em aproximadamente 15 -25 Lbs de força nas duas alavancas que operam a escada. Para modificar esta tensão, ajuste as molas do conjunto de travas afrouxando ou apertando os parafusos em U das molas.
EQUIPAMENTO DA EXTREMIDADE FRONTAL
CONJUNTO DA LANÇA
A manutenção do equipamento da extremidade frontal exige no mínimo uma inspeção visual semanal, à procura de rachaduras ou outras avarias na estrutura de lança, incluindo verificar as escadas e a plataforma da ponta da lança. Além disso, verifique se há sinais de desgaste e rachaduras nas roldanas. Substitua as mesmas caso necessário. Deve haver sempre sinais de graxa fresca em ambas as regiões dos mancais das roldanas. Inspecione visualmente os parafusos de retenção dos mancais.
Problemas incomuns devem ser apresentados ao Departamento de Manutenção da Bucyrus International para se obter as soluções.
Verifique se há qualquer sinal de rachadura nos ressaltos da base da lança. Verifique também se os pinos da base da lança estão sendo lubrificados adequadamente.
REPARO DA LANÇA
O reparo da lança está normalmente limitado a pequenos danos adicionais conseqüentes de falha no componente vinculado. Se for encontrada qualquer estrutura danificada no conjunto da lança contate o Departamento de Serviço da Bucyrus International imediatamente.
PERIGO: APESAR DO ALTO PESO DA CARGA DO CONJUNTO DA LANÇA, QUALQUER DANO NESTE PODE COLOCAR EM PERIGO A VIDA DO SER HUMANO E DEVE SER INVESTIGADO POR UM PROFISSIONAL QUALIFICADO ANTES DA CONTINUIDADE DO SERVIÇO.
INTERRUPTOR DE FIM DE CURSO DA LANÇA
O interruptor de fim de curso da lança é usado para impedir que a lança seja empurrada para trás, em direção à máquina, caso a caçamba venha a ser empurrada contra um talude. Uma alavanca de acionamento fica suspensa entre a lança e um conjunto sensor situado na sala de lubrificação. O sensor detecta o movimento da lança caso o atuador seja forçado para trás, para dentro de seu campo sensório.
Há uma cantoneira de suporte soldada ao lado inferior esquerdo da lança. A mesma sustenta uma das extremidades da alavanca de acionamento. Caso o atracamento da caçamba em um talude resulte em movimento da lança, a alavanca de acionamento é empurrada para trás. À medida que a barra se move para trás, ela ativa o Sensor de Disparo de Limitação da lança.
O conjunto do interruptor de fim de curso é instalado na parede interna da sala de lubrificação. A alavanca de acionamento passa através da parede frontal da sala de lubrificação. Uma vez instalada, duas barras são soldadas à alavanca. Uma limita a faixa de movimentação da alavanca de acionamento, enquanto a outra age como um disparador para o sensor do Interruptor de Fim de Curso da Lança.
Quando visto de dentro da sala de lubrificação, o suporte da lança que sustenta a alavanca de acionamento alinha o mesmo com a posição correta do sensor do interruptor de fim de curso da lança na Sala de Lubrificação. Dois suportes são soldados à cantoneira da lança, no topo dos quais são instalados mancais "Oiltite". A rotação dos mancais permite à alavanca de acionamento uma liberdade limitada de movimento. Caso a lança seja forçada para trás, é permitido movimento suficiente da alavanca de acionamento para promover o disparo do sensor.
A distância do sensor à barra de disparo, soldada ao atuador é ajustável. O sensor não deve ser ajustado a uma distância maior que 0,31 polegadas da barra do sensor, quando a mesma atravessa o campo sensório.
INSPEÇÃO DO INTERRUPTOR DE FIM DE CURSO
Pode-se verificar facilmente o ajuste do interruptor durante a operação da máquina na mudança de turno. Com a caçamba no chão, levante a lança estendendo a ação do movimento de avanço da manivela da caçamba, até que a lança comece a levantar. A alimentação do maquinário de avanço deverá ser cortada após o bico da lança ter se movido aproximadamente 5,25 polegadas.
AJUSTE DO INTERRUPTOR DE FIM DE CURSO
1. Coloque a caçamba no chão, certificando-se de que a lança permanece firme contra as cordas de suspensão.
2. Ajuste a vareta impulsora com o parafuso de ajuste de modo que o rolo do interruptor fique completamente estendido e haja um vão de 1/8 de polegada (+0, -1/32") entre o rolo do interruptor a vareta impulsora. Se a ponta da lança se elevar aproximadamente 0°-30' (em torno de 5 1/4"), a vareta impulsora irá agir sobre o rolo do interruptor e cortar a alimentação.
POLIAS DA PONTA DA LANÇA
Esta máquina usa 2 conjuntos de roldanas na ponta da lança para redirecionar os cabos de elevação da "padlock" da caçamba para o tambor de elevação. Verifique mensalmente se há desgaste incomum nas roldanas da ponta da lança. Certifique-se de que os mancais das roldanas estão sendo lubrificados corretamente e que as mangueiras de óleo não estão danificadas ou dobradas. Consulte o procedimento detalhado de inspeção das roldanas em INSPEÇÃO DE ROLDANAS E TAMBORES, na Seção 9 deste manual.
Conjunto de Roldanas da Ponta da Lança (2 Lugares)
REMOÇÃO E DESMONTAGEM DA POLIA DA PONTA DA LANÇA
Utilize os procedimentos a seguir para remover UM conjunto de polia da ponta da lança:
1. Posicione a máquina em uma área limpa e nivelada.
2. Não é necessário abaixar a lança para remover as polias. No entanto, levante os cabos de elevação, com um guindaste apropriado, e ajuste-os no centro da lança para fora dos conjuntos das polias.
CUIDADO:OS CABOS DE ELEVAÇÃO DEVEM SER PRESOS A LANÇA POR SEGURANÇA ATÉ QUE O REPARO ESTEJA COMPLETO. UTILIZE CALÇOS ENTRE OS CABOS E A ESTRUTURA DA LANÇA PARA EVITAR DANO NOS CABOS.
CUIDADO:PRECAUÇÕES ADEQUADAS DEVEM SER TOMADAS PARA ASSEGURAR A SEGURANÇA DO PESSOAL QUANDO O EQUIPAMENTO FOR REMOVIDO E SUBSTITUÍDO. TENHA MUITA ATENÇÃO E SEGURANÇA QUANDO TRABALHAR NA PONTA DA LANÇA.
3. Desconecte e plugue as linhas de lubrificação aos pinos da polia. 4. Utilize um guindaste adequado com elevação suficiente para suportar a polia da ponta da lança a ser removida. Ela pesa aproximadamente 7,000 Lbs. NÃO APLIQUE MUITA FORÇA PARA LEVANTÁ-LA.
5. Remova o colar de aperto da polia de cada ponta do eixo da ponta da lança. 6. Assegure-se de que o conjunto de polia está sustentado pela linga ou corrente e afrouxe os 4 parafusos com cabeça de 1,5 polegadas que prendem as tampas do rolamento do eixo a ser removido.
7. Com o conjunto do eixo seguro, remova os parafusos com cabeça e as tampas do rolamento. 8. Levante o conjunto da polia para fora da ponta da lança e coloque-a no solo.
NOTA: When lifting the sheave assembly, locate the key at the bottom of the outboard end of the shaft and retain for reinstallation.
CUIDADO:A CHAVE DO EIXO PODE CAIR QUANDO ESTE FOR LEVANTADO!
Para desmontar a polia da ponta da lança:
1. Remova os espaçadores do eixo.
2. Remova o retentor do rolamento, as presilhas do rolamento e as ferragens associadas das duas laterais da polia.
3. Remova, cuidadosamente, o O-ring e a vedação de cada retentor e também o O-ring do fixador do mancal.
4. Remova a roldana e o mancal da camisa. Separe o mancal da roldana.
5. Remova a camisa do eixo.
6. Inspecione e então conserte todas as peças danificadas ou gastas.
MONTAGEM E INSTALAÇÃO DO CONJUNTO DA ROLDANA DA PONTA DA LANÇA
1. Aplique uma camada leve de MolyKote G ao eixo. Instale a camisa no eixo. Instale o mancal e a roldana na camisa.
2. Encaixe um O-ring em cada fixador do mancal e então instale os fixadores. Aperte os parafusos Allen de 0,75 polegadas.
3. Monte a vedação e o O-ring em cada retentor do mancal e então instale os retentores do mancal. Aperte os parafusos de 0,75 polegadas e fixe os mesmos com arames de travamento.
4. Deslize o espaçador sobre a extremidade do eixo oposta ao rasgo da chaveta.
Para reinstalar o conjunto da roldana na ponta da lança:
1. Insira a chaveta do eixo na fenda correspondente na estrutura na ponta da lança.
2. Utilizando uma grua adequada, eleve o conjunto de roldanas e posicione o mesmo no local correto na ponta da lança.
NOTA: O conjunto da roldana deve ser orientado com o espaçador próximo à extremidade do eixo voltada para o centro da lança, e também a fenda da chaveta do eixo deve estar embaixo e voltada para o lado externo da lança. Certifique-se de que as extremidades do eixo na região da calota do mancal estejam lubrificadas com MolyKote G.
3. Com o eixo corretamente posicionado, encaixe as calotas dos mancais e prenda as mesmas com os parafusos.
4. Aplique o composto para retentores (SD 4522F) aos parafusos de 1,5 polegadas da calota da ponta da lança, insira os mesmos e aperte com 1.460 ft-lb de torque.
5. Deslize o eixo em direção ao centro da lança, tanto quanto possível. Prenda o colar de fixação nesta extremidade e aperte
6. Deslize o eixo em direção à parte externa da lança, tanto quanto possível. Prenda o colar de fixação nesta extremidade e aperte os parafusos do mesmo.
7. Reconecte todas as mangueiras de óleo.
8. Usando uma grua levante e encaixe os cabos de elevação de volta nas roldanas. NÃO CRUZE OS CABOS DE ELEVAÇÃO. Consulte SUBSTITUIÇÃO/PASSAGEM DOS CABOS DE ELEVAÇÃO, nesta seção do manual.
AMORTECEDOR DA LANÇA
Verifique regularmente as condições do amortecedor da lança fazendo reparos se necessário. As inspeções devem ser conduzidas, no mínimo, uma vez a cada turno de operação. Inspeções adicionais podem ser necessárias. O estilo do operador afetará a vida do amortecedor. O reparo nos amortecedores da lança consiste de substituição das ferragens comuns e do material amortecedor.
PERIGO: ENERGIA ARMAZENADA! A remoção dos parafusos e pinos exige que os itens acoplados estejam adequadamente sustentados antes da liberação da carga. Falha no cumprimento destes procedimentos pode resultar em morte, lesões severas ou dano à máquina.
BLOCO DE SELA
O bloco de sela deve ser inspecionado diariamente quanto a sinais de desgaste excessivo. Tenha certeza de que ele está sendo adequadamente lubrificado e que os injetores estão funcionando bem. Verifique ainda a condição das polias do eixo mestre para sinais de desgaste anormal. As linhas de lubrificação que saem da lança devem ser verificadas para qualquer sinal de dano ou amassamento, o que pode impedir o fluxo do lubrificante até o bloco de sela.
Disposição das Buchas no Bloco de Sela
REPARO DO BLOCO DE SELA
Os tubos internos de guia do bloco de sela devem ser substituídos quando o chanfro de 0,50 polegadas estiver desgastado das buchas internas, ou quando a distância entre do tubulão e o revestimento for de 0,12 polegadas ou menos – com o tubulão empurrado para o mesmo lado do tubo interno. Meça os tubos internos em 4 pontos espaçados igualmente sobre uma circunferência. É possível remover os parafusos com cabeça do tubo interno e gira-lo para um desgaste adicional. Substitua os tubos internos de guia de acordo com as instruções a seguir:
1. Remova o tubulão da caçamba de acordo com os procedimentos de Remoção do tubulão da caçamba.
2. Segure o tubo guia traseiro com um guindaste e remova os parafusos de montagem do tubo. Remova o tubo interno de guia do bloco de sela.
NOTA: O tubo interno foi instalado com Loctite. É necessário aquecer o bloco de sela ou cortar o tubo interno para poder remove-lo. Elimine-o após a remoção.
3. Ao instalar os novos tubos internos traseiros, cubra uniformemente as superfícies de encaixe D.E. (DIÂMETRO EXTERNO) do tubo interno e D.I. DIÂMETRO INTERNO do bloco de sela com Loctite ® 680 imediatamente após a instalação. Utilize Loctite 227 nos parafusos do tubo interno. 4. Substitua os tubos internos frontais utilizando os procedimentos acima.
REMOÇÃO DO BLOCO DE SELA
Para qualquer tipo de trabalho com o bloco de sela que não for a substituição dos tubos internos de guia, o bloco de sela deve ser removido da máquina. Remova-o como se segue:
1. Remova o tubulão da caçamba de acordo com os procedimentos de Remoção do tubulão da caçamba.
2. Segure o tubo guia traseiro com um guindaste e remova os parafusos de montagem do tubo. Remova o tubo interno de guia do bloco de sela.
3. Dois guindastes são necessários para remover o bloco de sela. Um guindaste é usado para sustentar e remover o bloco de sela. O outro é usado para remover o eixo mestre.
4. Separe e plugue as linhas de lubrificação do bloco de sela.
5. Com um guindaste sustentando o bloco de sela, remova os colares de aperto do eixo mestre e deslize-o para qualquer lateral a fim de remove-lo do bloco de sela e da lança. Abaixe obloco de sela até o solo.
6. Verifique as buchas do eixo mestre da lança e substitua-as se necessário. Consulte o Departamento de Serviço da Bucyrus antes de iniciar o reparo.
Polia do Bloco de Sela
7. Inspecione e substitua qualquer rolamento de polia desgastado e vedações ou buchas do bloco de sela.
Instruções para calçamento do retentor do rolamento:
a. Instale o espaçador e o rolamento no bloco de sela. Instale os retentores. Pressione bem o rolamento contra o espaçador.
NOTA: Não instale o retentor do bloco de sela.
b. Instale o retentor do rolamento. Aperte até a acomodação, até que os parafusos de encaixe da tampa que fixam o retentor do rolamento estejam no lugar. c. Mantendo o rolamento apertado contra o espaçador, meça a profundidade ao longo da margem exterior do retentor do rolamento, utilizando um micrômetro de profundidade como mostrado. Remova o retentor do rolamento e meça a espessura do retentor. d. Subtraia a medida da espessura do retentor da medida da profundidade para calcular a folga e juntar os calços com espessura igual a espessura da folga – 0,002 a 0,005.
e. Reinstale o retentor do rolamento e aperte até acomodação dos parafusos da tampa. Todos os parafusos da tampa exigem um complexo de retenção 82 833 859. Aperte em uma seqüência de 180º dividida em 3 passos adicionando 1/3 do valor da torção a cada volta.
NOTA: Todos os parafusos da tampa devem ser apertados com 146 Ft.Lbs.
8. Reinstale o bloco de sela na lança. Reconecte as linhas de lubrificação. Reinstale o tubulão da caçamba. Encaixe os cabos de escavação e retráteis na máquina.
BRAÇO DA CAÇAMBA
O conjunto do braço da caçamba deve ser inspecionado regularmente, à procura de deformações ou rachaduras estruturais. Se houver rachaduras ou deformações aparentes, remova o braço e efetue reparos, conforme necessário. Para obter instruções e/ou suporte, favor consultar o Departamento de Manutenção da Bucyrus International.
Verifique se há lubrificação adequada na região do braço que atravessa o bloco de descanso. Certifique-se de que o sistema de lubrificação automática está funcionando corretamente.
Verifique a condição do mecanismo de compensação do cabo de recolhimento da lança e do mecanismo de ajuste da haste rosqueada do cabo de avanço da lança.
1. Certifique-se de que todos os fixadores estão bem apertados.
2. Verifique se há sinais de vazamento, derramamentos ou lubrificação excessiva provenientes do sistema de lubrificação automática ou do OGL aplicado manualmente ao conjunto de ajuste do cabo de avanço da lança. Substitua vedações danificadas, caso necessário, ou reajuste as configurações do sistema de lubrificação.
3. O lubrificante OGL deve ser adicionado ao mecanismo de ajuste do cabo do movimento de avanço sempre que o braço da caçamba for posicionado para o retensionamento do cabo de avanço da lança. Consulte a Seção 3 LUBRIFICAÇÃO DO MECANISMO DE COMPENSAÇÃO DO CABO DE AVANÇO DA LANÇA, neste manual.
REMOÇÃO DO BRAÇO DA CAÇAMBA
1. Empurre o braço para fora até que o bloco de descanso esteja a uma pequena distância do amortecedor do avanço da lança(de modo a evitar a tensão indevida nos parafusos da carcaça da engrenagem helicoidal). Desça a caçamba até o chão, repousando a mesma com o calcanhar no chão. Acione todos os freios da máquina, mas não desligue a alimentação.
2. Remova os cabos de avanço e recolhimento da lança. Consulte as instruções pertinentes na seção REMOÇÃO E SUBSTITUIÇÃO DE CABOS, deste manual.
3. Sustente o conjunto da roldana "D" do parafuso de avanço da lança com uma grua, tanto na roldana "D" quanto na guia de compensação (O peso é aproximadamente 11,500 lbs). Cuidado para não danificar a manga sanfonada. Verifique a posição do ressalto para içamento no topo da caixa da guia de compensação.
4. Remova os 42 parafusos de 0,75 polegadas, na extremidade do braço onde se localiza a roldana "D", que prendem a carcaça da engrenagem helicoidal e a guia de compensação ao braço da caçamba. Não remova por enquanto os 7 parafusos próximos ao interior da carcaça da engrenagem helicoidal e nem os 12 parafusos e porcas que mantém o amortecedor em posição.
NOTA: Os 7 parafusos próximos ao interior da carcaça da engrenagem helicoidal prendem a caixa à guia de compensação. Estes parafusos devem se manter em posição, ao se remover o mecanismo de compensação do cabo de avanço da lança como uma peça única.
5. O mecanismo de ajuste do cabo do movimento de avanço consiste na roldana "D" de avanço da lança, haste rosqueada, ventilador, carcaça da engrenagem helicoidal, guia de compensação do movimento de avanço e amortecedor do movimento de avanço. Após remover os parafusos mencionados no Passo 4, deslize cuidadosamente o mecanismo de compensação para fora do braço, repousando em seguida o mesmo sobre uma armação de madeira.
6. Prenda uma grua ao braço da caçamba, entre o bloco de descanso e a caçamba. Certifique-se de que a grua será capaz de sustentar a extremidade livre do braço. (O peso da montagem definitiva do braço da caçamba é de aproximadamente 64.000 lbs). Utilize cabos adicionais para evitar que o cabo da grua escape da extremidade do braço próxima à caçamba. Suporte o bloco de descanso para impedir que o mesmo gire em qualquer sentido uma vez que o braço tenha sido removido.
CUIDADO:O BLOCO DE SELA PODE GIRAR REPENTINAMENTE DEPOIS QUE OTUBULÃO FOR REMOVIDO. Certifique-se que o bloco de sela esteja suportado de form a a evitar a sua rotação quando o tubulão tiver sido removido.
CUIDADO:O aparelhamento do guindaste precisa ser seguramente fixado por meio de armação adicional para evitar que o cabo do guindaste escorregue pela extremidade do tubulão aonde vai a caçamba, e também para suportar a extremidade livre do tubulão quando ele for removido do bloco de sela.
7. Enquanto estiver sustentando o tubulão da caçamba com um guindaste, acione a máquina LENTAMENTE em linha reta para a parte traseira. O tubulão da caçamba irá deslizar do bloco de sela.
CUIDADO:O TUBULÃO DA CAÇAMBA IRÁ CAIR QUANDO FOR REMOVIDO DO BLOCO DE SELA CASO NÃO ESTEJA SUSTENTADO TOTALMENTE.
8. Apóie a ponta livre tubulão da caçamba em blocos e providencie a manutenção. Enquanto o tubulão estiver no solo, a meia polia da escavação (previamente removida) e o mecanismo de recolhimento devem ser inspecionados e reparados se necessário.
A instalação do tubulão da caçamba é o oposto da remoção. Observe o seguinte: • Alinhe cuidadosamente a ponta livre do tubulão da caçamba e o bloco de sela antes de locomover máquina para a frente. • Complete novamente a carcaça da engrenagem helicoidal do cabo de avanço da lança com OGL, se necessário (A capacidade total é de aproximadamente 3,0 galões). Adicione, pelo menos, um pouco de OGL através de todas as graxeiras no conjunto da carcaça da engrenagem helicoidal do cabo de avanço da lança, para lubrificar superfícies adjacentes a estas graxeiras. Adicione uma pequena quantidade de OGL através da graxeira no pino da forquilha da roldana. • TENHA CERTEZA DE QUE A CARCAÇA DA ROSCA SEM FIM E A MEIA POLIA DE ESCAVAÇÃO ESTÃO PERFEITAMENTE NIVELADAS COM OS PINOS DO TUBULÃO E TAMBÉM COM O EXTENSOR DOS CABOS RETRÁTEIS E MECANISMO DE RECOLHIMENTO. • Instale os cabos de escavação e retráteis utilizando os procedimentos especificados nesta seção do manual. • Antes de retornar a máquina para o funcionamento normal, verifique novamente e/ou reposicione os batentes dos movimentos de avanço e recolhimento da lança e os batentes de redução de velocidade/parada.
MECANISMO DE RETIRADA DOS CABOS DE ESCAVAÇÃO
DESMONTAGEM DO MECANISMO DE COMPENSAÇÃO DO CABO DE AVANÇO DA LANÇA
Com o mecanismo removido da máquina, proceda conforme as instruções a seguir para desmontar o mesmo:
1. 1. Sustente o mecanismo de compensação do cabo de avanço da lança (Peso aproximado: 10.000lbs)
2. Remova os 12 parafusos de 0,5 polegada que prendem o amortecedor do movimento de avanço à parte anterior da guia de compensação. Remova então o amortecedor de avanço da lança.
3. Remova da roldana "D" os suportes dos rolos do cabo de avanço da lança.
4. Remova os 2 parafusos de retenção do retentor do pino da roldana "D". Remova também o parafuso em T e o contrapino do pino da roldana "D". Puxe para fora o pino e afaste a roldana "D" da forquilha da haste rosqueada.
5. Remova o retentor anti-rotação do eixo da rosca sem fim, o retentor do mancal e as ferragens dos mesmos da extremidade acionadora da carcaça da engrenagem helicoidal. Remova a vedação de óleo.
NOTA: Consulte o gráfico na página anterior para poder identificar a extremidade acionadora da carcaça da engrenagem helicoidal.
6. Remova o retentor do mancal e suas ferragens e o conjunto de calços da extremidade nãoacionadora da carcaça da engrenagem helicoidal. Anote o número e a espessura dos calços utilizados.
7. Insira um parafuso ou haste rosqueada de 0,5 x 8 polegadas através do orifício aberto da extremidade não-acionadora da guia de compensação.
8. Gire o eixo da rosca sem fim em sentido anti-horário para removê-lo da carcaça da engrenagem helicoidal. Ambos os rolamentos de ajuste com montagem forçada sairão pelo orifício junto com o eixo da rosca sem fim.
9. Inspecione os mancais do eixo da rosca sem fim. Substitua os mesmos se necessário.
10. Remova a chapa de encosto da extremidade quadrada da haste rosqueada.
11. Remova os 7 parafusos de 0,75 polegadas que prendem a carcaça da engrenagem helicoidal à guia de compensação do movimento de avanço da lança. Remova a guia de compensação do movimento de avanço.
12. Remova a bucha de trás da roda dentada da engrenagem helicoidal.
13. Remova a roda dentada da engrenagem helicoidal, a carcaça da engrenagem helicoidal e então a manga sanfonada.
MONTAGEM DO MECANISMO DE COMPENSAÇÃO DO CABO DE AVANÇO DA LANÇA
NOTA: Antes de montar o mecanismo de compensação, limpe todas as superfícies do conjunto sujeitas a atrito com um limpador que não deixe resíduo ou depósitos. O Lubrificante de Engrenagens Expostas (OGL) pode ser usado para pré-lubrificar separadamente as peças para a remontagem. Monte o mecanismo de compensação na seguinte ordem: 1. Posicione a haste rosqueada de modo que a mesma fique em posição vertical, com a extremidade quadrada por cima. 2. Deslize a manga sanfonada por sobre a extremidade quadrada da haste rosqueada, até a extremidade da haste onde há a forquilha (Se a forquilha couber dentro da manga sanfonada, esta pode ser instalada pela extremidade da haste rosqueada onde está a forquilha, logo antes da roldana "D" ser presa à forquilha). 3. Deslize a carcaça da engrenagem helicoidal sobre a haste rosqueada até que ela se encaixe na manga sanfonada. 4. Deslize a roda dentada da engrenagem helicoidal sobre a haste rosqueada e enrosque a mesma sobre a porção rosqueada da haste rosqueada.
5. Deslize a arruela de encosto por sobre a haste rosqueada. 6. Deslize a guia de compensação do avanço da lança sobre a haste rosqueada. 7. Observe a orientação da argola para içamento da guia de compensação. Posicione a carcaça da engrenagem helicoidal de modo que a mesma fique oposta à argola para içamento da guia de compensação. Certifique-se de que os orifícios dos parafusos da caixa e da guia de compensação estão alinhados para o encaixe dos parafusos. 8. Instale os 7 parafusos de 0,5 polegadas que prendem a carcaça da engrenagem helicoidal à guia de compensação e aperte os mesmos. 9. Parafuse a chapa de encosto da haste rosqueada à extremidade da mesma usando os 4 parafusos de 0,75 polegadas. Aperte os fixadores sobre a manga sanfonada.
10. Pré-monte os mancais de rolamento no eixo da rosca sem fim, usando uma prensa ou outra ferramenta adequada.
11. Instale um parafuso ou haste rosqueada de 0,5 polegada (com no mínimo 8 polegadas de comprimento) na extremidade não-acionadora do eixo da rosca sem fim, oposta à extremidade de acionamento, para fins de montagem.
12. Insira o eixo da rosca sem fim (com ambos os mancais de rolamento) dentro da respectiva carcaça. Gire o eixo da rosca sem fim em sentido horário até que o mesmo esteja completamente inserido.
13. Instale o retentor do mancal da extremidade não-acionadora, juntamente com suas ferragens de encaixe e aperte.
14. Meça o jogo da extremidade do eixo da rosca sem fim. Adicione ou remova calços para obter entre 0,001 e 0,003 polegadas de tolerância para deslocamento do eixo e reinstale o retentor.
15. Remova do eixo da rosca sem fim a haste rosqueada ou o parafuso usado na montagem.
16. Instale a vedação de óleo no retentor do mancal da extremidade de acionamento. Instale o retentor da extremidade de acionamento e as ferragens do mesmo dentro da carcaça da engrenagem helicoidal e aperte os parafusos de retenção.
17. Instale o retentor anti-rotação do eixo da rosca sem fim e suas ferragens dentro do retentor da extremidade de acionamento e aperte.
18. Insira o a bucha do pino na roldana "D" de avanço da lança e encaixe a roldana "D" (peso aproximado: 2.000lbs) na haste rosqueada, com o pino da roldana "D". Instale o parafuso em T e o contrapino. Encaixe a placa fixadora dos pinos e atarraxe os parafusos.
19. Instale as placas de suporte dos rolos na roldana "D". Não encaixe os rolos até que o cabo de avanço da lança tenha sido instalado.
20. Bombeie o OGL para dentro da carcaça da engrenagem helicoidal até que saia óleo pela válvula de alívio da pressão do óleo. Serão necessários aproximadamente 3,0 galões.
21. Prenda as metades do amortecedor de avanço da lança à guia de compensação, com os 12 parafusos de 0,5 polegada.
MECANISMO DE COMPENSAÇÃO DO CABO DE RECOLHIMENTO
O mecanismo de recolhimento do cabo está preso ao tubulão da caçamba na extremidade desta e permite remover a folga, e aplicar a tensão adequada no cabo retrátil.
Mecanismo de Compensação do Cabo de Recolhimento
Para consertar o mecanismo de recolhimento: 1. Abaixe a caçamba de sorte que a frente desta fique no solo. 2. Remova os parafusos da proteção do calço e gire-a para fora. 3. Descarregue o cabo retrátil utilizando macacos hidráulicos para remover os calços como segue:
CUIDADO:O óleo das válvulas de agulha está sob alta pressão. MANTENHA-SE AFASTADO DA PORCA DE RECOLHIMENTO, DOS CALÇOS E DOS CILINDROS QUANDO OPERAR A VÁLVULA DE AGULHA, JÁ QUE ESTES ITENS PODEM SE MOVER INESPERADAMENTE E CAUSAR SÉRIAS LESÕES.
a. Limpe e engraxe a área de deslizamento na porca de recolhimento, suporte e rosca. b. Tenha certeza de que as válvulas de agulha da direita estão abertas e as válvulas de agulha da esquerda estão fechadas. c. Expanda os cilindros injetando fluido hidráulico dentro do acoplador localizado do lado esquerdo do tubulão da caçamba acima da válvula de agulha esquerda.
d. Remova a quantidade de calços desejada da lateral do cilindro da porca de recolhimento e armazene-os do lado oposto da porca.
CUIDADO:A porca de recolhimento deve ser calçada, tanto na borda quanto na parte posterior, utilizando todos os calços que, originalmente, acompanham a máquina.
e. Abra lentamente a válvula de agulha esquerda.
CUIDADO: Mantenha a porca de recolhimento limpa. O peso do cabo pode empurrar a porca de recolhimento quando a válvula de agulha estiver aberta.
f. Feche a válvula de agulha direita.
4. Alivie a pressão dos macacos hidráulicos.
5. Repare ou substitua qualquer parte danificada.
6. Reaperte o cabo retrátil segundo o procedimento de APERTO DO CABO RETRÁTIL nesta seção deste manual.
REPARO DO EXTENSOR
NOTA: Os procedimentos seguintes envolvem corte a quente soldagem do extensor. Contate o departamento de serviço da Bucyrus International sobre especificações adequadas de soldagem para este item.
1. Abaixe a caçamba até o solo.
2. Afaste o cabo retrátil o máximo possível. Consulte o passo 3 da remoção em MECANISMO DE RECOLHIMENTO RETRÁTIL.
3. Remova os parafusos retentores do cabo retrátil e os retentores. Levante o cabo retrátil para fora das ranhuras do extensor.
4. Cuidadosamente, corte com maçarico a solda que une o suporte de proteção do cilindro a somente uma metade do extensor. O suporte da proteção do cilindro pode permanecer preso á outra metade do extensor.
5. Corte com maçarico os discos de emenda superiores e inferiores de metade do extensor. Os discos de emenda podem permanecer presos á outra metade do extensor.
6. Prenda um guindaste a uma lateral do extensor. Remova o parafuso de ancoragem que prende este lado.
7. Levante o extensor do tubulão.
8. Prenda um guindaste no lado remanescente do extensor, remova seus parafusos de ancoragem e tire-o do tubulão.
9. Repare ou substitua qualquer parte danificada.
10. Reinstale cada metade do extensor e seus parafusos de ancoragem, mas não aperte os parafusos de ancoragem.
11. Tenha certeza de que o conjunto do extensor está alinhado ao tubulão de forma que um lado está alinhado com a outra metade e que cada metade está igualmente distante do tubulão.
12. Contate o departamento de serviço da Bucyrus International para especificações de soldagem adequadas para o extensor.
13. Aperte os parafusos de ancoragem, e depois aperte o cabo retrátil utilizando o procedimento de APERTO DO CABO RETRÁTIL mais adiante nesta seção deste manual.
CONJUNTO DA CAÇAMBA
A caçamba deve ser inspecionada antes do início de cada turno. As superfícies laterais e frontais fornecem um reforço importante para a caçamba. Consequentemente, elas devem ser verificadas regularmente quanto a trincas e desgaste de componentes. Quando os pontos de desgaste se desenvolvem nas superfícies lateral e frontal, o contorno metálico pode ser restaurado reconstruindose a área afetada. Contate o departamento de serviços da Bucyrus International para soluções de reparos específicos de soldagem.
PERIGO: O TUBULÃO DA CAÇAMBA CAIRÁ UMA VEZ REMOVIDO DO BLOCO DE SELA CASO NÃO SEJA COMPLETAMENTE SUSTENTADO. A remoção dos parafusos e pinos necessários para prender os itens requer suportes adequados para que a carga possa ser liberada. Falha no cumprimento destes procedimentos pode resultar em morte, lesões severas, ou dano a máquina.
NOTA: Não aplique revestimento duro nas superfícies de aço lateral e frontal. Isto pode promover o desenvolvimento das trincas. Quando o desgaste for excessivo, chapas de aço macio podem ser soldadas no local e revestimento duro aplicado a estas chapas adicionais com excelentes resultados.
Todos os pontos de lubrificação devem ser inspecionados e lubrificados a cada turno. A caçamba deve ser verificada quanto a dentes quebrados ou faltantes ou bordas faltantes. Se estes itens estiverem quebrados ou faltando eles devem ser substituídos antes que o processo de desgaste se inicie. Verifique a barra de trava e a alavanca da barra, quanto a ajuste correto.
BASCULA DACAÇAMBA
Verifique a barra de travamento e alavanca de travamento quanto ao ajuste adequado. A barra de travamento deve ser ajustada de modo que ela se sobreponha ao suporte de travamento em 3,17 centímetros (1,25 pol.) conforme mostrado na Seção Visualização A.
Seção A
Barra e Alavanca da Travamento da Porta da Caçamba
Conjunto da Barra da Travamento
AMORTECEDOR DA BÁSCULA DA CAÇAMBA
Verifique o amortecedor da porta quanto à tensão correta. Quando os revestimentos do amortecedor estão novos, a mola da arruela belleville é comprimida para uma dimensão "Y" conforme mostrado na Seção A. Como estes revestimentos se desgastam, aperte a porca de ajustagem para manter a tensão apropriada.
CUIDADO: ENERGIA ARMAZENADA! Os apoios do amortecedor estão sob pressão. Cuidado ao remover a porca de ajuste evitando lesões.
AJUSTAGEM
As 27 arruelas belleville são empilhadas em uma série para fornecer tensão na porta da caçamba e evitar velocidade e movimento excessivo da porta da caçamba.
1. Aplique uma camada fina de MolyKote tipo G à parte externa do alojamento da mola durante a montagem.
2. Aplique uma camada grossa de MPG às roscas do parafuso de ajustagem e na face interna da porca de ajustagem durante a montagem.
3. Comprima as arruelas da mola apertando a porca até que a dimensão "Y" seja de aproximadamente 15,87 centímetros (6,25 polegadas) com novos revestimentos. Este seria um valor de torque de aproximadamente 27,65 kg/m (200 pés-lbs).
4. Meça a dimensão "Y"
5. Afrouxe as molas aproximadamente 1,6 centímetros (0,62 polegadas). A dimensão "Y" se torna 14,27 cm (5,62 polegadas) com os novos revestimentos.
6. Observe o fechamento da porta durante o ciclo de queda e aperte ou afrouxe a porca de ajustagem devidamente para permitir que a porta da caçamba entre em contato suave com o corpo da caçamba.
NOTA: Ambos os amortecedores devem ser ajustados da mesma forma!
7. A medida que os revestimentos se desgastam, a dimensão "Z" diminuirá com uma diminuição correspondente na ação de amortecimento.
8. Repita conforme necessário para minimizar o contato da caçamba/porta.
TRAVA DA CAÇAMBA
A trava da caçamba deve ser verificada a cada turno para certificar que os parafusos de retenção dos pinos não estão soltos ou ausentes. Todos os pontos de lubrificação devem ser lubrificados em todos os turnos. Verifique diariamente se há movimentação excessiva nas juntas dos pinos, o que indica desgaste das buchas. Substitua buchas e pinos gastos. Verifique se há rachaduras nas estruturas e nos elos e efetue reparos quando necessário.
PERIGO: ENERGIA ARMAZENADA! A remoção dos parafusos e pinos requer que os itens anexados tenham um suporte apropriado para poder liberar a carga. Falha no cumprimento destes procedimentos pode resultar em morte, lesão severa, ou dano à máquina.
Para reparar a trava da caçamba:
1. Coloque a caçamba no solo. Remova a tensão dos cabos de elevação para remover o peso do pino do olhal da caçamba, mas não permita muita folga para que o peso da trava possa apoiar sobre o pino.
2. Remova os parafusos T que prendem o pino no olhal. Remova o pino do olhal usando dispositivo adequado de elevação.
NOTA: Os pinos da roldana e os pinos do olhal são do mesmo tamanho mas têm diferentes ferragens de fixação. Assegurar que sejam recolocados no local próprio durante a montagem.
3. Utilizando os cabos de elevação, levante a trava do olhal da caçamba e abaixe a trava até o solo. Remova as arruelas de encosto e o espigão dos olhais.
4. Remova o parafuso T que prende o pino de ligação. Bata o pino de ligação com força suficiente para expor a sua cabeça e para que seja sustentado por um dispositivo adequado de elevação. Remova o pino de ligação da estrutura da trava.
5. Remova as buchas do elo e da estrutura inferior da trava. As buchas são montadas com interferência.
6. Sustente a luva da trava. Remova os parafusos T que prendem o pino da polia da trava. Remova o pino da polia com dispositivo adequado de elevação.
7. Utilizando um dispositivo adequado de elevação, remova a polia da trava da estrutura desta. Remova as arruelas de encosto e os espigões da polia.
8. Remova o cabo de elevação da estrutura da trava. Remova as buchas dos pinos da polia da trava e estrutura. As buchas são montadas com interferência.
9. Limpe e inspecione todas as partes. Repare ou substitua todas as partes danificadas ou desgastadas.
10. A remontagem é o oposto da desmontagem. Tenha certeza de que todos os espigões estão na mesma direção, ou abaixo, da superfície das arruelas de encosto.
NOTA: Ao instalar novas arruelas axiais, alinhar os orifícios de diâmetro de 0,484 polegada com os orifícios de 0,484 polegada de diâmetro na roldana. Com o uso destes orifícios como um piloto, aumentar o diâmetro para 0,50 polegada para encaixe próprio com o pino guia de diâmetro de 0,50 polegada.
NOTA: Montar a arruela axial com a parte escareada voltada para o lado mais afastado da roldana.
NOTA: Para manter presa a arruela axial, To retain thrust washer, dar um golpe no pino guia de encontro à parte escareada.
SUPORTE PARA GRADUAÇÃO DA INCLINAÇÃO DA CAÇAMBA
Suporte para Graduação da Inclinação da Caçamba - Comprimento Fixo
CONJUNTO DO DIRECIONADOR DO MOVIMENTO DA CAÇAMBA
O conjunto de comando da caçamba pode ser desmontado na máquina ou removido completamente. Nos dois casos, o procedimento de desmontagem é o mesmo.
1. Remova a proteção e o cabo de comando do tambor.
2. Abra a proteção da engrenagem e do pinhão.
3. Remova o retentor do tambor e o tambor.
4. Remova o retentor do rolamento e o espaçador na lateral do tambor. Em seguida remova a tampa e o retentor do rolamento da outra ponta do eixo.
5. Sustente a engrenagem e deslize o eixo da engrenagem e coloque-o na lateral da base do tambor. Remova a engrenagem, os rolamentos, os espaçadores e as vedações.
6. Repare ou substitua todas as partes desgastadas ou danificadas e remonte em ordem inversa á de desmontagem. Lubrifique os mancais.
7. Se o pinhão for removido do motor, na reinstalação o eixo do motor deve ser recuado para dentro do pinhão em 1/16 polegadas.
CHASSIS - A
Inspecione o chassis A periodicamente para sinais de trincas ou outros danos. Esta verificação deve incluir os pinos e os olhais de montagem, as plataformas e as escadas, os elos compensadores que fixam os veios estruturais da lança e as abas das pernas ao teto da casa de máquina. Tenha certeza da presença de bons vedantes em volta das abas das pernas.
Se for necessário qualquer reparo por soldagem, contate o departamento de serviço da Bucyrus International para indicação de processo de reparo especializado. Para qualquer outro problema anormal consulte o departamento de serviço da Bucyrus International.
Inspecione cuidadosamente os olhais e os pinos quanto a trincas ou outros sinais de desgaste ou deterioração. Lubrifique estas áreas ocasionalmente para impedir a ferrugem. Verifique as abas das pernas do interior e do topo da casa de máquinas, para conferir se o aperto das vedações está mantido e que não existam vazamentos. Se houver sinais de vazamento, refaça a vedação em torno das abas com um composto de calefetação adequado.
Tenha certeza de que as escadas estão montadas seguramente e em boas condições. Repare qualquer trinca assim que observá-la.
Verifique a condição das plataformas para conferir se estão seguras. Ao mesmo tempo, inspecione os elos dos compensadores e as conexões dos veios estruturais da lança.
PERIGO: ENERGIA ARMAZENADA! A remoção dos pinos do compensador requer que os itens acoplados tenham suporte adequado para poder liberar a carga. Falha no cumprimento destes procedimentos pode resultar em morte, lesões severas ou dano a máquina.
Sob circunstâncias normais o chassis A da máquina não deve ser removido até que haja necessidade de desmontagem da máquina. Contate o representante de serviços da Bucyrus International quando surgir qualquer circunstância anormal.
GUINCHO AUXILIAR
Guincho auxiliar é preso aos cabos de elevação para levantar e abaixar estes cabos durante a manutenção do mecanismo de elevação e a troca dos cabos de elevação.
O guincho pode ser simples ou duplo. O duplo está mostrado na figura. O guincho consiste de um tambor e um cabo montados a um motoredutor elétrico.
ROLDANA DE SUSTENTAÇÃO DO CABO DE ELEVAÇÃO
Os rolos do suporte do cabo de elevação são usados para guiar os cabos assim que estas deixam o tambor de elevação e saem da casa de máquinas.
Os rolos devem ser inspecionados diariamente quanto a desgaste. As buchas do rolo devem ser lubrificadas a cada turno. O reparo dos rolos dos cabos consiste principalmente na substituição das buchas e/ou rolos danificados.
CABOS DE SUSPENSÃO DA LANÇA
Inspecione periodicamente a camada exterior dos fios imediatamente adjacentes ás buchas. Se 30% dos cabos externos estiverem arrebentados, a perna do cabo devem ser substituída.
PERIGO: ENERGIA ARMAZENADA! A remoção dos pinos do compensador requer que os itens acoplados tenham suporte adequado para poder liberar a carga. Falha no cumprimento destes procedimentos pode resultar em morte, lesões severas ou dano a máquina.
Mais informações, com detalhes, podem ser encontradas em Manutenção e Cuidados com os Cabos de Aço, na Seção 9 deste manual.
CABOS DE AÇO
No projeto de maquinário de escavação cuidadosos estudos são realizados para determinar o tamanho e a velocidade de operação de todas as polias e tambores para determinar o cabo de aço adequado para cada aplicação. O contato contínuo com muitas máquinas no campo e repetidas consultas aos principais fabricantes de cabos permitem a seleção do cabo mais apropriado para cada máquina. Para manter a máquina em seu mais alto nível de eficiência, adquira novos cabos que atendam as especificações das Bucyrus International, obtendo assim o cabo mais adequado para a aplicação em particular. Aqui estão alguns pontos relativos a uma inspeção adequada, lubrificação e substituição dos cabos de aço na máquina.
INSPEÇÃO DOS CABOS DE AÇO
1. É responsabilidade do operador manter os tambores e as polias em boas condições. Use cabos de tamanho e construção apropriados. Examine os cabos quanto a sinais de deterioração ou dano. Substitua- os quando necessário.
2. É usual trabalhar com os cabos até a sua quase destruição ao invés de reduzir o custo de operação da máquina e o tempo para a substituição. Como caminhões de carga, silos e semelhantes, podem ser danificados pela queda de uma caçamba, os cabos devem ser inspecionados para sinais de deterioração.
3. Fios externos dos cabos de elevação podem ser danificados ou quebrados pela queda de pedras, esfregamento em pedras agudas no banco e pela presença de pedras nas ranhuras da polias. A vida dos cabos pode ser prolongada se os fios quebrados forem rebarbados e não se cruzarem ou causarem danos adicionais aos fios adjacentes.
4. O operador deve sempre observar as precauções de segurança.
5. Para obter mais informações, consulte MANUTENÇÃO E CUIDADOS COM OS CABOS DE AÇO, na Seção 9 deste manual.
UNIDADE HIDRÁULICA DE ESCAVAÇÃO COM CABO
PERIGO: ENERGIA ARMAZENADA! O sistema pode estar sob pressão hidráulica o que pode causar lesões severas ou morte. Desligue a bomba e alivie o sistema de toda a pressão antes de remover os componentes.
Esta unidade hidráulica é usada para aplicar torque ao eixo helicoidal do terminal do tubulão da caçamba ao ajustar a tensão no cabo de escavação. Ela está localizada no teto da casa de máquina, perto do centro da máquina, atrás da cabine do operador.
A unidade hidráulica é auto portante, incluindo um reservatório de fluído hidráulico, uma bomba estacionária e um motor elétrico, e um motor hidráulico removível (com manetes) conectado à bomba através de uma longa mangueira hidráulica. Para operar a unidade remova o motor hidráulico e instale-o no tubulão da caçamba. Consulte as instruções em TENSIONAMENTO DO CABO DE AVANÇO DA LANÇA, nesta seção do manual, para obter os procedimentos corretos. Pressione o botão de partida da bomba no painel de controle e, em seguida, utilize a botoeira manual para controlar a bomba.
Tenha certeza de que o reservatório está cheio com o fluído hidráulico. Verifique eventuais vazamentos na tubulação. Substitua o cartucho do filtro quando indicado.
Diagrama Esquemático Hidráulico ~Unidade Hidráulica de Acionamento do Parafuso de Escavação
PASSAGEM/SUBSTITUIÇÃO DO CABO DA ELEVAÇÃO
NOTA: O procedimento delineado neste manual presume que os velhos cabos de elevação não estão rompidos ou muito desgastados, que a máquina está equipada com um guincho de cabo auxiliar e que todas as ferramentas especificadas estão disponíveis. O CABO DE ELEVAÇÃO DEVE SER MANTIDO SOB TOTAL CONTROLE DURANTE TODO O TEMPO.
CUIDADO:EVITE QUALQUER MÉTODO QUE PERMITA QUE O CABO SE DESCONTROLE DURANTE A OPERAÇÃO DE PASSAGEM DE CABO. Morte, lesões sérias ou dano a máquina podem ser o resultado do descontrole do cabo.
Para substituir os cabos de elevação: 1. A máquina deve estar em área limpa e plana com espaço suficiente para trabalho em frente á máquina. Todas as regras de segurança devem ser seguidas. Somente pessoal que tenha contato direto com a substituição dos cabos deve ser autorizado a permanecer na ou perto da máquina.
PERIGO: A condição dos cabos pode exigir a modificação dos procedimentos delineados, especialmente se o cabo estiver rompido ou muito danificado. Tenha certeza de seguir sempre as instruções de segurança ao cortar ou subir. Mantenha sempre os cabos sob controle completo.
2. Abaixe a caçamba até o solo. Posicione a caçamba de forma a que as travas fiquem diretamente abaixo das polias da ponta. Os cabos de elevação ficarão na vertical e o talão da caçamba ficará no solo.
3. Posicione uma pessoa na casa de máquinas para observar os cabos e o motor de elevação. Gire lentamente o tambor no sentido de abaixamento até que todo o cabo esteja desenrolado do tambor e as buchas dos cabos no quadrante da traseira inferior do tambor de elevação.
CUIDADO:Durante toda esta operação a posição do tambor e dos cabos deve ser comunicada ao operador. Tenha certeza de que o sistema de sinais está funcionando e que a linha de comunicação não está interrompida.
NOTA: Cada cabo de elevação é um comprimento contínuo de cabo.
• O “CABO LIDER” é a porção do cabo do tambor de elevação, acima da bucha externa das polias de ponta, e abaixo da parte posterior da trava. • O “CABO CONSECUTIVO” é a porção do cabo da parte frontal da trava, acima da bucha interna das polias de ponta, e atrás do tambor de elevação.
4. Prenda um guincho auxiliar a cada cabo consecutivo. Remova o fixador que prende estes cabos ao tambor de elevação.
5. Puxe os ferrolhos para fora dos receptores. Abaixe o guincho auxiliar até que o cabo de elevação possa ser retirado. Retire os cabos consecutivos.
6. Gire cuidadosamente o tambor em 180º na direção ABAIXAR para desenrolar o remanescente dos cabos lider do tambor.
7. Com as buchas dos cabos lider no quadrante posterior inferior do tambor, pare-o.
8. Prenda o guincho auxiliar a cada cabo lider. Remova o fixador deste cabo. Solte a guincho até que o cabo lider possa ser retirado.
9. Prenda as cabos consecutivos ao guincho.
10. Prenda uma linga aos cabos consecutivos perto da parte frontal da trava. Prenda esta linga a um veículo no solo.
11. Solte o guincho auxiliar lenta e cuidadosamente enquanto puxa o cabo de elevação para longe da parte frontal da máquina com o veículo no solo. Abaixe os cabos de elevação até que o guincho possa ser desconectado.
NOTA: O veículo no solo é necessário para puxar o peso dos cabos de elevação sobre as polias da ponta da lança, e ainda para ajudar na curvatura dos cabos através das polias da trava.
12. Gire o tambor de elevação no sentido para baixo até que o fixador do cabo líder esteja no quadrante posterior inferior.
13. Prenda o guincho e abaixe os cabos líder da mesma maneira feita com os cabos consecutivas. Quando os terminais dos cabos lider se aproximarem das travas, um cabo deve ser removido do guincho, o cabo líder remanescente será abaixado pela trava, e depois removido do guincho.
Para instalar um novo par de cabos de elevação:
1. Posicione os novos cabos de elevação a aproximadamente 10 pés da caçamba. Se os cabos estão em bobinas, elas devem ser colocadas de maneira que desenrolem pela base do carretel.
PERIGO: PERIGO: PONTA(S) DE CABO IRÁ(ÃO) DESENROLAR AUTOMATICAMENTE QUANDO OS LIMITADORES FOREM REMOVIDOS.
2. Tenha certeza de que uma linha do guincho vai em direção a cada trava.
3. Prenda o guincho a um terminal de cada novo cabo, fazendo destes os novos cabos de ligação.
4. Eleve o guincho até que os cabos de elevação tenham desativado a trava. Prenda a ponta livre de cada cabo de elevação ao guincho ao qual a ponta lider está presa.
5. Puxe os dois cabos sobre as polias de ponta, tendo cuidado para manter o cabo lider (cabo traseiro na trava) do lado de fora da ranhura da polia de ponta.
6. Continue puxando os cabos para dentro da casa de máquina. Quando as pontas dos cabos atingirem um ponto onde o cabo consecutivo pode ser retirado, pare de puxar, desprenda o cabo consecutivo do guincho e retire-o.
7. Puxe os cabos lider até que eles estejam na posição para serem colocados nos decompositores do moitão. Coloque as travas dos cabos líder nos decompositores, instale o fixador do cabo líder e desprenda o guincho.
8. Gire lentamente o tambor a 180º na direção de ELEVAÇÃO para que os cabos consecutivos possam ser presos.
9. Eleve o guincho com os cabos consecutivos até que estes possam ser presos ao tambor.
10. Posicione as travas dos cabos consecutivos nos decompositores, instale o fixador do cabo lider e desprenda o guincho.
11. Gire lentamente o tambor na direção de elevação até que os cabos de elevação estejam apertados. Tenha certeza de que os cabos estão nas ranhuras corretas.
12. Eleve a caçamba aproximadamente 1 pé para fora do solo. Verifique se a caçamba está suspensa na vertical. Se não estiver, coloque calços entre o ferrolho e a bucha do ferrolho tanto nos cabos lider como nos consecutivos do lado em que a caçamba estiver mais baixa. Se necessário, os calços feitos no local devem ser colocados abaixo dos dois ferrolhos.
13. Eleve e abaixe a caçamba várias vezes para assentar os cabos. Tenha a certeza de que a caçamba está suspensa na vertical. Se não estiver, coloque calços como acima. Rearme os limites fim de curso de escavação e elevação.
Calço para Soquete de Cabo de Elevação
NOTA: Os passos acima são usados para remover e substituir 1 par de cabos de elevação. Quando substituir um único cabo de elevação, tenha certeza de verificar o alinhamento da caçamba e calce o cabo antigo se necessário para elevar a caçamba.
PASSAGEM/SUBSTITUIÇÃO DO CABO DE AVANÇO DA LANÇA
NOTA: Para utilizar o procedimento abaixo o antigo cabo de escavação não pode estar rompido ou muito desgastado, a novo cabo deve estar enrolado numa bobina para transporte com um ferrolho para a ponta, e todas as ferramentas e equipamentos especificados devem estar disponíveis.
PERIGO: EVITE QUALQUER MÉTODO QUE PERMITA QUE O CABO SE DESENROLE OU CAIA DURANTE A OPERAÇÃO. Morte, lesões sérias ou dano a máquina podem ser o resultado do descontrole do cabo.
NOTA: Caso seja necessário substituir ambos os cabos retrátil e de escavação, O CABO DE ESCAVAÇÃO DEVE SER SUBSTITUÍDO PRIMEIRO. O cabo de escavação possui ferrolhos moldados dentro dos terminais do cabo ao tambor. Estes ferrolhos limitam a quantidade de cabo no tambor de escavação em relação à posição de manuseio. Falha na instalação do cabo de escavação pode causar um “descompasso” dos cabos e dificuldades de operação. Não substitua os dois cabos simultaneamente.
Para substituir o cabo de escavação:
1. Verifique se o novo cabo tem comprimento correto. Meça as pontas internas aos botões dos ferrolhos.
2. A máquina deve estar em área plana e limpa com espaço suficiente para permitir a realização de todos os passos do procedimento. Todas as regras de segurança devem ser seguidas. Apenas um profissional especializado na substituição do cabo pode permanecer na máquina ou próximo dela.
CUIDADO:A condição do cabo pode exigir uma modificação dos procedimentos descritos aqui, especialmente se o cabo está rompido ou muito danificado. Tenha certeza de sempre seguir as instruções de segurança quando houver corte a quente. Sempre mantenha um controle completo do cabo e de suas seções cortadas.
3. Avance e desça simultaneamente a caçamba até que o limitador traseiro do braço da caçamba toque o bloco de descanso e o calcanhar da caçamba esteja repousando no solo, conforme mostrado.
4. Aplique todos os freios, desligue a máquina, etiquete e trave todos os controles.
5. Recue o ajuste de retirada retrátil para o cabo retrátil até seu limite completo.
6. Ao utilizar uma linha auxiliar para controlar o terminal do cabo retrátil, remova o grampo e desconecte o cabo da lateral esquerda do tambor de escavação.
7. Utilize uma linha auxiliar para puxar o botão do ferrolho do cabo retrátil o suficiente para permitir a remoção do botão do ferrolho da bucha deste na lateral direita do tambor de escavação. 8. Segure as duas pontas do cabo retrátil fora do tambor de escavação para permitir a rotação do tambor. 9. Remova as travas e as etiquetas dos controles. Utilizando o motor de escavação, gire o tambor de escavação na direção de retração para desenrolar o cabo do tambor. Quando os botões do ferrolho do cabo de escavação estiverem em posição de fácil remoção das buchas, pare de girar o tambor. Aplique os freios e retire as etiquetas e travas dos controles.
Encaixe do Cabo de Escavação 10. Remova os botões do ferrolho do cabo de escavação das buchas do ferrolho para permitir que as pontas do cabo fiquem na vertical em relação as polias do bloco de sela. Inspecione as buchas do tambor quanto a bordas agudas e esmerilhe-as se necessário. 11. Posicione a bobina do novo cabo de escavação sob o bloco de sela alinhado com a polia esquerda do bloco de sela.
PERIGO: A(S) PONTA(S) DO CABO IRÁ(ÃO) DESENROLAR AUTOMATICAMENTE QUANDO OS LIMITADORES FOREM REMOVIDOS.
Se o cabo de escavação NÃO ESTÁ rompido, prenda a ponta do novo cabo á ponta do antigo, na lateral esquerda. Segure a ponta do antigo cabo do lado direito a um veículo no solo.
- OU Se a antigo cabo de escavação ESTÁ rompido e deve ser removido por partes: a. Inspecione as ranhuras dos cabos e repare/solde se necessário. b. Passe um cabo auxiliar para e acima da ranhura interna na polia da lateral direita do bloco de sela, em torno da meia polia de escavação, retornando na ranhura interna na polia da lateral esquerda do bloco de sela, e descendo até a bobina do novo cabo. Prenda o fio auxiliar ao laço do novo cabo e a outra ponta da linha a um veículo no solo como mostrado. to a ground vehicle as shown.
12. Com o veículo do solo, puxe o novo cabo de escavação para a máquina até que haja um conjunto igual de alças suspensas em cada polia do bloco de sela. Segure o cabo de escavação e desconecte o fio auxiliar.
NOTA: Lubrifique as ranhuras no tambor de escavação para impedir danos ao novo cabo quando este for puxado no tambor de escavação.
Detalhes das Pontas do Cabo de Escavação
13. Leve a linha auxiliar por sobre o topo do tambor de escavação, através da bucha do cabo deescavação, em torno da parte posterior do tambor e em direção á parte inferior do tambor atéa ponta correspondente do novo cabo de escavação. Conecte a linha auxiliar á ponta correspondente do cabo de escavação. Libere a ponta correspondente do cabo (passo 12) dos meios de segurança e, com o veículo no solo ainda preso á outra ponta da linha auxiliar, puxe o cabo de escavação para dentro da bucha do ferrolho do cabo no tambor. Segure o botão do ferrolho de escavação dentro da bucha do ferrolho do tambor. Libere a linha auxiliar do cabo de elevação.
14. Conecte a outra ponta do cabo de escavação á bucha do ferrolho do tambor de escavação correspondente da mesma maneira que descrita em etapa 13.
15. Remova as travas e as etiquetas dos controles e utilize o motor de escavação, enrole o novo cabo de escavação no tambor de escavação girando o tambor na direção da escavação. Tenha certeza de que o cabo está assentado corretamente nas ranhuras do tambor e nas ranhuras internas das polias do bloco de sela. Pare de girar o tambor quando o cabo de escavação estiver esticado. Aplique os freios e substitua as etiquetas e as travas dos controles.
NOTA: O estiramento estrutural do cabo de avanço da lança poderá perder-se, quando for necessário ajustar o mesmo por volta da terceira vez. Portanto, após o terceiro ajuste, recue o cabo, através da pressurização dos cilindros, com um calço de 0,5 polegadas, após o tensionamento do cabo, evitando assim trabalhar com um cabo excessivamente tensionado.
16. Com o botão de parada do ferrolho do cabo de retração controlado por uma linha auxiliar para iniciação, reinstale o cabo retrátil ao tambor de escavação seguindo os passos de 6 a 13 do Procedimento para passagem do Cabo Retrátil.
PASSAGEM/SUBSTITUIÇÃO DO CABO DE RECOLHIMENTO
NOTA: Para utilizar os procedimentos abaixo, O antigo cabo retrátil deve estar rompido ou muito danificado, o novo cabo retrátil deve estar enrolado em uma bobina de transporte, e todas as ferramentas e equipamentos especificados devem estar presentes.
PERIGO: EVITE QUALQUER MÉTODO QUE PERMITA QUE O CABO SE DESCONTROLE OU CAIA DURANTE A OPERAÇÃO. Morte, lesões sérias ou dano a máquina podem ser o resultado de um descontrole no cabo.
NOTA: Pode ser necessário substituir o cabo retrátil e de escavação, O CABO DE ESCAVAÇÃO DEVE SER SUBSTITUÍDO PRIMEIRO. O cabo de escavação possui ferrolhos moldados nas pontas do cabo ao tambor. Estes ferrolhos limitam a quantidade de cabo no tambor de escavação em relação á posição de manuseio. Falha na instalação do cabo de escavação pode causar um descompasso nos cabos e dificuldades de operação. Não substitua os dois cabos simultaneamente.
Para substituir o cabo retrátil:
1. A máquina deve estar em área plana e limpa com espaço suficiente para permitir a realização de todos os passos do procedimento. Todas as regras de segurança devem ser seguidas. Somente pessoal envolvido com a substituição do cabo deve ter permissão de permanecer junto á máquina.
CUIDADO:A condição do cabo pode tornar necessário modificar o procedimento descrito aqui, especialmente se o cabo está rompido ou muito danificado. Tenha certeza de sempre seguir as instruções de segurança quando houver corte a quente. Sempre mantenha um controle completo do cabo e de suas seções cortadas.
2. Avance e abaixe simultaneamente a caçamba até que o limitador traseiro do braço da caçamba se encontre com o bloco de descanso e a caçamba esteja repousando no chão. O calcanhar da caçamba deve estar no chão.
3. Leve o ajuste de retirada do cabo retrátil até seu limite completo. Remova os parafusos retentores do cabo na porca de recolhimento e nos retentores do cabo no extensor frontal.
4. Remova o cabo retrátil do tambor.
5. Remova o antigo cabo retrátil da máquina.
6. Posicione a bobina do novo cabo retrátil diretamente sob o bloco de sela.
PERIGO: A(S) PONTA(S) DO CABO IRÁ(ÃO) DESENROLAR AUTOMATICAMENTE QUANDO OS LIMITADORES FOREM REMOVIDOS.
7. Enrole uma linha auxiliar por baixo e então por cima do tambor de escavação, sobre a ranhura externa da polia do bloco de sela, através da guia do cabo no batente frontal e em torno da porca do recolhimento retrátil. Passe-o através da guia do cabo no batente frontal do lado oposto do pegador, sobre a ranhura externa da polia do eixo mestre, por baixo e por cima e então por baixo do tambor de escavação e segure a outra ponta da linha auxiliar a um veículo no solo.
Passagem do Cabo de Recolhimento
NOTA: Lubrifique suficientemente as ranhuras do tambor de escavação e a porca de recolhimento para ajudar a impedir danos à novo cabo retrátil ao puxá-lo para dentro da máquina.
8. Com o veículo no solo puxe o novo cabo para dentro da máquina até que exista uma quantidade igual de cabo nos dois lados da máquina. Desconecte a linha auxiliar do cabo retrátil.
9. Passe a linha auxiliar, até prende-la ao veículo no solo, abaixo do tambor de escavação através da bucha do cabo, para baixo e então sobre o tambor e segure-o no laço do cabo retrátil. Com o veículo no solo puxe o cabo retrátil para dentro do tambor e dentro da bucha do cabo. Ajuste-o no decompositor do recipiente do tambor.
10. Instale a outra ponta do cabo retrátil no tambor de escavação da mesma maneira.
11. Tenha certeza de que o cabo retrátil está assentado na ranhura externa das polias do eixo mestre e nas ranhuras do cabo dos batentes frontais. Reinstale os parafusos retentores da porca de recolhimento do cabo e os retentores do cabo do batente frontal.
12. Compense toda a folga do cabo de recolhimento da lança com o mecanismo de compensação do recolhimento da lança.
NOTA: O estiramento estrutural do cabo de avanço da lança poderá perder-se, quando for necessário ajustar o mesmo por volta da terceira vez. Portanto, após o terceiro ajuste, recue o cabo, através da pressurização dos cilindros, com um calço de 0,5 polegadas, após o tensionamento do cabo, evitando assim trabalhar com um cabo excessivamente tensionado.
13. Reposicione o interruptor de fim de curso do avanço da lança.
APERTO DO CABO DE ESCAVAÇÃO
NOTA: A elasticidade construcional do cabo de escavação pode estar fora do padrão quando for necessário ajustar o cabo pela 3ª vez. Consequentemente, após o 3º ajuste do cabo ou após a sua substituição, retorne o mecanismo de retirada em ½ polegada após obter um cabo esticado, para impedir uma operação com um cabo excessivamente tensionado.
NOTA: Não estique demais os cabos. Eles estão ajustados adequadamente quando se observar uma pequena curvatura (3 a 5 polegadas) com o cabo de escavação esticado.
1. Eleve a caçamba até que o tubulão esteja na horizontal. Retraia o tubulão até que a meia polia de escavação esteja próxima de tocar a unidade hidráulica no teto da casa de máquinas, atrás da cabine de operação. (Com os cabos de elevação sustentando a caçamba e o tubulão retraído, qualquer folga que exista deve estar no cabo de escavação).
2. Remova o retentor do eixo da rosca sem fim da extremidade do eixo da rosca sem fim.
3. Remova o motor hidráulico da unidade hidráulica no teto da casa de máquinas. Instale o adaptador de soquete (Número de Referência B008078-01, fornecida com uma chave e parafuso de retenção) e um soquete de impacto padrão de 1,5 polegadas na extremidade de acionamento do motor.
4. Instale o motor sobre o eixo da rosca sem fim conforme mostrado na figura. Utilize 4 parafusos de 0,625 de polegada para fixar o motor no Adaptador da Unidade de Acionamento (S051069).
Acionamento da Engrenagem Helicoidal Durante o Ajuste do Cabo de Avanço da Lança
5. Usando o controle remoto da unidade hidráulica, estenda a haste rosqueada de avanço da lança até que o cabo de avanço da lança esteja tensionado. Recue a haste rosqueada de avanço da lança em meia polegada, para dar margem à folga adequada do cabo.
NOTA: O conjunto da roldana "D" está preso por pinos à haste rosqueada do movimento de avanço da lança. É a parte do conjunto que está mais próxima do teto da casa de máquinas, de modo que a extremidade traseira da roldana "D" é o mais fácil ponto de referência para se calibrar o tamanho da folga de meia polegada.
6. Após ajustar os cabos, remova o motor hidráulico, o adaptador de soquete, a chave, o parafuso de retenção e adaptador de soquete do motor e devolva os mesmos para a posição de armazenamento no teto da casa de máquinas.
7. Reposicione o retentor anti-rotação no eixo da rosca sem fim e aperte as suas ferragens.
Acionamento da Engrenagem Helicoidal Durante a Operação Normal da Máquina
APERTO DO CABO DE RETRAÇÃO
NOTA: A elasticidade construcional do cabo de escavação pode estar fora do padrão quando for necessário ajustar o cabo pela 3ª vez. Consequentemente, após o 3º ajuste do cabo ou após a sua substituição, retorne o mecanismo de retirada em ½ polegada após obter um cabo esticado, para impedir uma operação com um cabo excessivamente tensionado.
NOTA: Não estique demais os cabos. Eles estão ajustados adequadamente quando se observar uma pequena curvatura (3 a 5 polegadas) com o cabo de escavação esticado. Com a caçamba apoiada no solo, gire o tambor de escavação para esticar o cabo de escavação e permitir uma folga no cabo retrátil. Reaperte o cabo retrátil como se segue:
1. Abra a proteção do calço.
2. Limpe e engraxe as áreas de deslize na porca de recolhimento, no suporte e no parafuso.
3. Tenha certeza de que a válvula de agulha direita está aberta e a da esquerda está fechada.
4. Expanda os cilindros injetando fluido hidráulico na conexão esquerda.
5. Calce a porca de recolhimento na posição desejada.
CUIDADO:A porca de recolhimento precisa estar firmemente calçada, na parte dianteira e traseira, utilizando todos os calços originalmente fornecidos com a máquina.
6. Abra lentamente a válvula de agulha esquerda para liberar a pressão nos cilindros.
CUIDADO:O óleo nas válvulas de agulha está sob pressão. MANTENHA-SE AFASTADO DA PORCA DE RECOLHIMENTO, DOS CALÇOS E DOS CILINDROS QUANDO OPERAR A VÁLVULA DE AGULHA, POIS ESTES ITENS PODEM SE MOVER INESPERADAMENTE E CAUSAR SÉRIAS LESÕES.
7. Feche e trave a proteção do calço.
PASSAGEM/SUBSTITUIÇÃO DO CABO DE ESVAZIAMENTO DA CAÇAMBA
1. Utilize os passos 1 e 2 da Passagem do cabo retrátil. Neste procedimento o guincho auxiliar a bordo não será usado.
2. Desligue e tranque o disjuntor DTB na cabine MCC.
3. Force escavação com o tubulão da caçamba para desenrolar o cabo de trava da báscula da bobina. Abaixe a caçamba até o solo e retraia-a para conseguir uma folga no cabo de trava da báscula. Remova o cabo desgastado da báscula da caçamba.
4. Abra a proteção do tambor trava da báscula da caçamba e remova o cabo e a cunha do tambor. Prenda uma linha de operação ao cabo de trava da báscula. Puxe o cabo de trava da báscula para cima e para fora da polia da guia do cabo de trava da báscula e abaixe-o até o solo. O cabo de operação permanecerá na polia guia e será utilizado para puxar o novo cabo de trava da báscula.
NOTA: Não use um cabo de trava da báscula novo que seja mais longo que o especificado. O aumento de voltas de cabo no tambor diminuirá o torque de movimentação.
5. Passe uma ponta do novo cabo de trava da báscula abaixo do rolo guia, em torno da polia da alavanca travadora e segure-o à bucha do cabo com a cunha da bucha do cabo na báscula da caçamba.
6. Prenda a outra ponta novo cabo de trava da báscula á linha de operação localizada na polia guia. Com a linha de operação, puxe o cabo de trava da báscula para dentro da polia guia e para cima até a trava da báscula da caçamba. Segure o cabo de trava da báscula ao tambor com a cunha do cabo. Feche a proteção do tambor.
7. Remova a trava que foi previamente colocada no disjuntor DTB na cabine MCC e rearme o disjuntor.
SISTEMAS DE LIMITES DA ESCAVAÇÃO E DA ELEVAÇÃO
Todas as escavadeiras da Bucyrus International incorporam um sistema de posicionamento limite baseado em PLC que permite o ajuste dos limites operacionais da elevação / abaixar e da escavação/ retração. Os geradores de impulso da elevação e da escavação enviam sinais digitais ao PLC relativo ás posições dos motores de escavação e de elevação. O ajuste dos limites de escavação e elevação é acompanhado através do painel do operador seguindo as instruções deste manual e do display do operador. Quando a calibragem do gerador de impulsos e os limites de posição de elevação / escavação estão adequadamente ajustados, o sistema impedirá que o tubulão da caçamba bata em seu batente limite, e impedirá que as travas sejam puxadas para as polias de ponta da lança.
A calibragem do gerador de impulsos da elevação / escavação fornece um ponto de referência ao sistema para rastreamento das posições de elevação e escavação. A calibragem do gerador de impulsos ajusta todos os limites de escavação e de elevação em seus valores prévios, de sorte que o limite atual não requer reset após posta em marcha inicial.
ESTABELECIMENTO DOS LIMITES DO CABO NO SISTEMA DE ELEVAÇÃO DA CAÇAMBA E ESCAVAÇÃO
Os limites de elevação da caçamba e de escavação podem ser alterados com a freqüência desejada sem recalibragem do codificador desde que os cabos não tenham sido trocados. Os limites individuais podem ser estabelecidos em qualquer ordem. Os pontos de redução de velocidade e parada são mostrados somente como um guia e devem ser ajustados de modo a se adequar à operação local.
NOTA: Os limites de elevação de caçamba e de escavação devem ser estabelecidos com cuidado, pois os limites afetarão a faixa de escavação da máquina. Após os limites de movimento terem sido inicialmente estabelecidos, é necessário calibrar o codificador caso os cabos tenham sido trocados ou se o codificador foi trocado. A realização da calibragem do codificador irá reconfigurar os limites de movimento para suas posições anteriores.
NOTE: Os limites de redução de velocidade reduzem a velocidade de manuseio a 20% do máximo antes de ser atingido o limite de parada. Devido ao acionamento requerer uma distância distinta para parada que é diferente em todas as posições, recomenda-se que o limite de redução de velocidade seja testado várias vezes. Aumente as velocidades do mínimo até o máximo para determinar se existe distância suficiente nos limites conforme estabelecido para a parada sem causar efeito sobre os batentes mecânicos.
Para calibrar o codificador:
1. Vá para a tela Limites de Calibragem no monitor do operador mostrado na Visualização A.

Visualização A - Tela Limites de Calibragem
2. Levante a caçamba até o ponto máximo (tocando somente as roldanas da ponta da lança).
3. Estenda o tubulão até o seu batente de final de escavação.
4. Aperte o botão CALIBRAR no mostrador do operador. Isto calibra os comprimentos de cabo antes do estabelecimento dos limites. Isto somente é necessário após a troca dos cabos ou se o codificador tiver sido trocado.

LIMITE DE REDUÇÃO DE VELOCIDADE/PARADA DE ESCAVAÇÃO
Para estabelecer os limites de redução de velocidade de escavação e de parada de escavação:
1. Com o tubulão na horizontal, posicione o tubulão a aproximadamente 30 centímetros (um pé) da extremidade traseira do bloco sela.
2. Aperte o botão LIMITE DE PARADA DE ESCAVAÇÃO no mostrador do operador.
3. Recolha o tubulão até que os batentes de escavação estejam a aproximadamente 60 centímetros (2 pés) do bloco sela. Aperte o botão LIMITE DE REDUÇÃO DE VELOCIDADE
DE ESCAVAÇÃO no monitor do operador.

LIMITES DE REDUÇÃO DE VELOCIDADE/PARADA DE RECUO
Para estabelecer os limites de redução de velocidade e parada de recuo:
1. Posicione o tubulão na vertical. Recolha o tubulão até que os batentes de recuo estejam a aproximadamente 46 centímetros (18 polegadas) da extremidade frontal do bloco sela.
2. Aperte o botão LIMITE DE REDUÇÃO DE VELOCIDADE DE RECUO no monitor do operador.
3. Posicione o tubulão com os batentes de recuo a aproximadamente 15 centímetros (6 polegadas) do bloco sela e aperte o botão LIMITE DE PARADA DE RECUO no monitor do operador.

LIMITES DE REDUÇÃO DE VELOCIDADE/PARADA NO ARRIAR
Para estabelecer os limites de redução de velocidade e parada no arriar:
1. Posicione o tubulão na vertical com os dentes da caçamba somente tocando o piso e os cabos de elevação da caçamba apertados. Aperte o botão LIMITE DE REDUÇÃO DE VELOCIDADE DE ARRIAR no monitor do operador.
2. Mantendo o tubulão na vertical, deixe os padlocks cairem para frente até que os padlocks entrem em contato com a caçamba.
3. Aperte o botão LIMITE DE PARADA DE ARRIAR no monitor do operador. O limite de parada de arriar evita que o cabo saia para fora do tambor de elevação.

LIMITES DE REDUÇÃO DE VELOCIDADE/PARADA DE ELEVAÇÃO
Para estabelecer os limites de redução de velocidade e de parada de elevação:
1. Com o punho na extensão de escavação plena, elevar a caçamba de modo que os padlocks (cadeados) estejam a aproximadamente um pé (33 cm) das roldanas da ponta da lança.
2. Apertar o botão LIMITE DE PARADA DE ELEVAÇÃO no mostrador do operador.
3. Arriar a caçamba até que os padlocks fiquem a três pés (aproximadamente um metro) das roldanas da ponta da lança. Apertar o botão LIMITE DE REDUÇÃO DE VELOCIDADE DE ELEVAÇÃO no monitor do operador.

Manual No. 10667_P Diagrama Esquemático No. 1
Manual No. 10667_P Diagrama Esquemático No. 2
Seção 6 Freios e Acoplamentos
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina.
Índice
FREIOS .........................................................................................................................................3 Freios dos Movimentos da Máquina.................................................................................3
OPERAÇÃO DOS FREIOS A DISCO .......................................................................................4
MANUTENÇÃO .......................................................................................................................4
ESPECIFICAÇÕES PARA O AJUSTE DOS FREIOS ...............................................................4 Tabela de Ajuste dos Freios.............................................................................................4
FREIO DO MOVIMENTO DE ELEVAÇÃO ...............................................................................5 Localização do Freio e do Motor de Elevação ..................................................................5 Vista do Corte A-A ............................................................................................................6 AJUSTE DO FREIO DO MOVIMENTO DE ELEVAÇÃO.....................................................7 INSTALAÇÃO DO FREIO DO MOVIMENTO DE ELEVAÇÃO ............................................9 INTERRUPTORES DE DESGASTE E LIBERAÇÃO..........................................................9 DO FREIO DE ELEVAÇÃO ................................................................................................9
FREIO DE ESCAVAÇÃO........................................................................................................10 Localização do Freio e do Motor de Escavação .............................................................10 Vista do Corte B-B..........................................................................................................11 INSTALAÇÃO DO FREIO DE ESCAVAÇÃO.....................................................................12 INTERRUPTORES DE DESGASTE E LIBERAÇÃO........................................................13 DO FREIO DE FREIO DE ESCAVAÇÃO ..........................................................................13
FREIO DE PROPULSÃO.......................................................................................................14 Localização do Freio e do Motor de Propulsão ..............................................................14 Vista do Corte C-C.........................................................................................................15 AJUSTE DO FREIO DE PROPULSÃO ............................................................................15 INSTALAÇÃO DO FREIO DE PROPULSÃO....................................................................18 INSTALAÇÃO E ALINHAMENTO DO TACÔMETRO .......................................................19
FREIO DE GIRO ....................................................................................................................21 Localização dos Freios e Motores de Giro.....................................................................21 Vista do Corte D-D.........................................................................................................22 INSTALAÇÃO DOS FREIOS DE GIRO ............................................................................23 INTERRUPTORES DE DESGASTE E LIBERAÇÃO........................................................24 DO FREIO DE GIRO........................................................................................................24 BRUNIMENTO DOS FREIOS DE GIRO ..........................................................................25
SUBSTITUIÇÃO DAS MOLAS — TODOS OS FREIOS ........................................................26
SUBSTITUIÇÃO DOS DISCOS DE FRICÇÃO - TODOS OS FREIOS..................................28
SUBSTITUIÇÃO DOS O-RINGS - TODOS OS FREIOS........................................................30
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS - FREIOS DE DISCO
ÚNICO ...................................................................................................................................32
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS - FREIOS DE DISCOS
MÚLTIPLOS ..........................................................................................................................32
ACOPLAMENTO DE GRADE ELÁSTICA ..............................................................................33
LUBRIFICAÇÃO...............................................................................................................33 DESMONTAGEM DO ACOPLAMENTO E REMOÇÃO DA GRADE.................................34 INSTALAÇÃO DO ACOPLAMENTO COM GRADE ELÁSTICA ........................................34 SUBSTITUIÇÃO DE VEDAÇÕES SEM A REMOÇÃO DO CUBO....................................36 ALINHAMENTO DO ACOPLAMENTO DA GRADE ..........................................................38 Dados do Acoplamento da grade....................................................................................38 ACOPLAMENTO DE ENGRENAGENS .................................................................................39 INSTALAÇÃO...................................................................................................................39 ALINHAMENTO DO ACOPLAMENTO DE ENGRENAGENS ...........................................41 Dados do Acoplamento das Engrenagens ......................................................................41 ALINHAMENTO DO EIXO DO ACOPLAMENTO DO MOVIMENTO DE ELEVAÇÃO........42
Seção 6 Freios e Acoplamentos
FREIOS
Esta máquina freios a disco atuados por mola e liberados a ar nos movimentos de ELEVAÇÃO, ESCAVAÇÃO, LOCOMOÇÃO E GIRO.
Em caso de falta de energia elétrica ou perda de pressão de ar, os freios serão automaticamente acionados a fim de parar os movimentos da máquina. Pressostatos localizados próximos a cada válvula de controle do freio, monitoram a pressão do ar nos mesmos. O freio não pode ser liberado para operação enquanto pressão do ar não atinja a pressão de operação.
Cada freio é provido de um sensor de proximidade para monitorar o desgaste do revestimento e de fim de curso para monitorar a posição de freio aplicado ou liberado. Quando o limite para desgaste do revestimento é atingido, o fato é anunciado no terminal do display do operador. A posição do freio também é anunciada na tela de controle do operador.
Freios dos Movimentos da Máquina
OPERAÇÃO DOS FREIOS A DISCO
Quando o ar é aliviado, a força das molas “trava” o rotor entre os discos de fricção ou flange de montagem e a placa de pressão. Para liberar o freio, o ar comprimido entra pela chapa terminal até a cavidade do diafragma. Á medida em que a pressão do ar aumenta, a chapa terminal se movimenta afastando da carcaça estacionária de molas. A placa de pressão é aparafusada á chapa terminal e se movimenta na mesma direção comprimindo as molas e liberando o freio.
PERIGO: ANTES DE INSTALAR OU FAZER A MANUTENÇÃO DO FREIO, TENHA CERTEZA DE QUE A MÁQUINA OU OS MECANISMOS ESTÃO BLOQUEADOS, EVITANDO MOVIMENTO. Falhas neste bloqueio podem resultar em sérios danos pessoais e ao equipamento.
CUIDADO: Meios de proteção devem ser usados para evitar o contado de óleo ou graxa com os discos ou elementos de fricção. Óleo ou graxa reduzirão significantemente a capacidade de torque do freio e diminui sua habilidade em frear a máquina numa posição segura. NÃO CORRA RISCOS DE FERIMENTOS!
CUIDADO: NÃO OPERE A MÁQUINA SEM QUE AS PROTEÇÕES DE TODOS OS FREIOS ESTEJAM INSTALADAS.
MANUTENÇÃO
• Não é necessária lubrificação.
• Troque as pastilhas de fricção quando estiverem desgastadas na marca do diâmetro externo da pastilha.
ESPECIFICAÇÕES PARA O AJUSTE DOS FREIOS
Tabela de Ajuste dos Freios
FREIO DO MOVIMENTO DE ELEVAÇÃO
Localização do Freio e do Motor de Elevação
O freio de elevação está situado do lado direito do motor de elevação. Há um tacômetro interno situado entre o freio e o motor (dentro do adaptador do freio). O freio de elevação é acionado por molas, com desengate a ar comprimido e contém três discos de fricção; consulte a Vista do Corte A-A. Pode-se fazer a inspeção visual dos componentes internos do freio após a remoção da proteção do mesmo. Inspecione periodicamente o disco de fricção, a placa de desgaste, a placa de pressão e as placas centrais à procura de sinais de desgaste irregular ou excessivo. Sendo encontrado algum problema, desmonte o freio para determinar a extensão do dano. Os discos de fricção devem ser substituídos se houver contaminação com óleo/graxa ou se estiverem esgotados.
PERIGO: ANTES DE INSPECIONAR OU REALIZAR MANUTENÇÃO EM UM FREIO, CERTIFIQUE-SE DE QUE A MÁQUINA E/OU O MAQUINÁRIO ESTEJAM BLOQUEADOS DE FORMA A IMPEDIR O MOVIMENTO DOS MESMOS. A não observação do referido procedimento poderá resultar em ferimentos pessoais graves ou danos à máquina.
Vista do Corte A-A (Freio do Movimento de Elevação)
A durabilidade do freio pode ser estendida com o ajuste adequado. Uma vez que o curso do pistão houver atingido um ponto específico, pode-se remover um calço de ajuste para trazer o curso do pistão para dentro dos limites de operação segura. Consulte a Tabela de Ajuste dos Freios em ESPECIFICAÇÕES PARA O AJUSTE DOS FREIOS. Os discos de fricção devem ser substituídos se ocorrer contaminação com graxa, óleo ou material estranho. Consulte o procedimento de SUBSTITUIÇÃO DO DISCO DE FRICÇÃO, nesta seção do manual.
AJUSTE DO FREIO DO MOVIMENTO DE ELEVAÇÃO
O freio de elevação é dotado de dois calços de ajuste para compensar o desgaste do revestimento. Este freio deve ser inspecionado diariamente à procura de desgaste do revestimento e para verificar o curso correto do pistão. Em caso de desajuste, o freio não será capaz de segurar uma caçamba cheia. Para verificar se há desgaste excessivo dos discos, utilize um micrômetro de profundidade, conforme mostrado na figura A. A leitura deve ser feita no mesmo lugar, com o freio acionado e com o mesmo desengatado.
NOTA: O freio será completamente desengatado quando a pressão do ar exceder 43 psi, em um freio que esteja funcionando corretamente. Entretanto, uma pressão acima de 125 psi poderá danificar as vedações internas do pistão.
Devido à superfície afilada da placa de pressão, deve-se tomar cuidado para se repetir a posição e o processo tão exatamente quanto possível. O ajuste do disco de fricção deve ser realizado quando o desgaste total atingir 0,65 polegadas.
NOTA: Os calços de ajuste são fendidos para facilitar a remoção e a instalação. NÃO DESCARTE os calços após removê-los durante o ajuste do freio. Estes calços serão necessários ao se montar novamente o freio, após a substituição de um disco de fricção.
1. Quando o desgaste atingir 0,65 polegadas, remova um único calço. Afrouxe as porcas dos prisioneiros "X" o suficiente para poder deslizar o conjunto aproximadamente 0,06 polegadas para trás. Não remova completamente as porcas dos prisioneiros.
2. Abra um calço pela fenda e remova o mesmo do freio, cuidando para não entortar ou fazer saltar o calço. Para facilitar a remoção, os calços são fendidos radialmente.
3. Aperte as porcas externas do cilindro com o torque de 110-120 ft-lbs.
CUIDADO: Aperte as porcas dos prisioneiros conforme as instruções no anel de acionamento do freio, até um máximo de 120 ft-lbs. Tensão excessiva ou inadequada poderá deformar o anel de acionamento e reduzir drasticamente a eficácia e a vida útil do conjunto do freio.
4. Verifique novamente o curso do pistão. Se o mesmo for maior que 0,27 polegadas, coloque a unidade de volta em operação.
Caso um único calço já tenha sido removido do freio, será possível um segundo ajuste. Se o movimento do freio for maior que 0,65 polegadas, o segundo calço pode ser removido.
NOTA: Se os discos de fricção mostrarem sinais de desgaste irregular, mova o disco de fricção interno para a posição externa e o externo para a posição interna, de modo a equalizar o desgaste. Certifique-se de que o lado do disco que possui o degrau usinado "Z" estará voltado para o motor.
INSTALAÇÃO DO FREIO DO MOVIMENTO DE ELEVAÇÃO
O tacômetro, fornecido junto com o motor elétrico, deve ser posicionado antes de se instalar o conjunto do freio.
1. Instale o cubo de acionamento com a chaveta, no motor. Consulte INSTALAÇÃO DO CUBO E DO
PINHÃO, na Seção 9 - DADOS DE ENGENHARIA
2. Instale a porca do eixo do motor e prenda a mesma ao eixo com Loctite.
3. Instale o adaptador do freio no motor e prenda o mesmo com as ferragens. Alinhe cuidadosamente as fendas de acesso do adaptador para permitir inspeções futuras do tacômetro.
4. Lubrifique as ranhuras do cubo e do disco de fricção com uma camada leve de graxa de Teflon ou composto desengripante.
5. Instale os discos de fricção e as placas centrais no adaptador do eixo na ordem necessária, antes de encaixá-los no conjunto de freio. Aperte as ferragens do anel de acionamento e instale a proteção do freio.
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DO FREIO DE ELEVAÇÃO
O freio de elevação é dotado de dois interruptores instalados na borda externa da caixa do freio. Para obter mais informações, consulte INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS - FREIOS DE DISCOS MÚLTIPLOS, nesta seção do manual.
FREIO DE ESCAVAÇÃO
Localização do Freio e do Motor de Escavação
O freio de escavação está situado do lado esquerdo do motor de escavação. Há um tacômetro interno situado entre o freio e o motor (dentro do adaptador do freio). O freio de escavação contém um único disco de fricção e não é ajustável; consulte a Vista do Corte B-B. Quando o curso chegar a 0,20 polegadas, o disco de fricção deve ser substituído. Pode-se fazer a inspeção visual dos componentes internos do freio após a remoção da proteção do freio. Inspecione periodicamente o disco de fricção, a placa de desgaste, a placa de pressão e as placas centrais à procura de sinais de desgaste irregular ou excessivo. Sendo encontrado algum problema, desmonte o freio para determinar a extensão do dano.
PERIGO: ANTES DE INSPECIONAR OU REALIZAR MANUTENÇÃO EM UM FREIO, CERTIFIQUE-SE DE QUE A MÁQUINA E/OU O MAQUINÁRIO ESTEJAM BLOQUEADOS DE FORMA A IMPEDIR O MOVIMENTO DOS MESMOS. A não observação do referido procedimento pode resultar em ferimentos pessoais graves ou danos à máquina.
Vista do Corte B-B (Freio de Escavação)
O freio de escavação não é ajustável. Quando o curso do pistão houver atingido um determinado ponto, o disco de fricção deverá ser substituído. Consulte a Tabela de Ajuste dos Freios, em ESPECIFICAÇÕES PARA AJUSTE DOS FREIOS. Os discos de fricção deverão ser substituídos caso venham a ser contaminados com graxa, óleo ou material estranho. Consulte o procedimento de SUBSTITUIÇÃO DOS DISCOS DE FRICÇÃO, nesta seção do manual.
INSTALAÇÃO DO FREIO DE ESCAVAÇÃO
É necessária a instalação do tacômetro, fornecido junto com o motor elétrico, antes da instalação do freio. Instale o tacômetro e o braço de torque, conforme mostrado na Vista BA. Reposicione se necessário.
1. Instale o cubo de acionamento com a chaveta, no motor. Consulte INSTALAÇÃO DO PINHÃO
E DO CUBO, na Seção 9 - DADOS DE
ENGENHARIA
2. Instale a porca do eixo do motor e prenda ao eixo com a arruela de segurança, dobrando as abas sobre as partes planas.
3. Instale o adaptador do freio no motor e prenda o mesmo com as ferragens. Alinhe cuidadosamente as fendas de acesso do adaptador para permitir inspeções futuras do tacômetro.
4. Aplique uma camada leve de graxa de Teflon nas ranhuras do cubo de acionamento, permitindo apenas que um filme fino de lubrificante permaneça nas ranhuras. A graxa em excesso será lançada para fora pela força centrífuga e terá um efeito prejudicial sobre freio.
5. Utilizando um dispositivo de içamento e os orifícios presentes na porção externa do anel de acionamento, posicione o conjunto do freio sobre o cubo de acionamento e desça, enquanto alinha as ranhuras do cubo de acionamento com aquelas do disco de freio.
6. Aplique ar comprimido, com uma pressão mínima de 44 psi, para liberar o freio. Verifique o curso do pistão.
NOTA: O freio será completamente desengatado quando a pressão do ar exceder 44 psi, em um freio que esteja funcionando corretamente. Entretanto, uma pressão acima de 125 psi poderá danificar as vedações internas do pistão.
7. Alivie a pressão do pistão do freio, para afrouxar as molas internas.
8. Aperte o anel de acionamento para a instalação final.
9. Aplique ar comprimido, com uma pressão de pelo menos 44 psi, para liberar o freio. Certifique-se de que há a folga correta entre a placa de pressão e a superfície de fricção do freio.
10. Instale a proteção de segurança em torno do conjunto do freio.
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DO FREIO DE FREIO DE ESCAVAÇÃO
O freio de escavação é equipado com dois interruptores instalados na borda externa da caixa do freio. Para obter mais informações, consulte INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS - FREIOS DE DISCO ÚNICO, nesta seção do manual.
FREIO DE PROPULSÃO
Localização do Freio e do Motor de Propulsão
Os dois freios de propulsão estão situados na parte posterior da máquina, instalados na frente de cada motor de propulsão. Cada motor de propulsão possui um tacômetro externo, conforme mostrado na vista X. O freio de propulsão é acionados por molas, com desengate a ar comprimido, e contém dois discos de fricção; Consulte a Vista do Corte C-C. Pode-se fazer a inspeção visual dos componentes internos do freio após a remoção da proteção do freio. Inspecione periodicamente o disco de fricção, a placa de desgaste, a placa de pressão e as placas centrais à procura de sinais de desgaste irregular ou excessivo. Sendo encontrado algum problema, desmonte o freio para determinar a extensão do dano. Os discos de fricção devem ser substituídos se houver contaminação com óleo/graxa ou se estiverem esgotados.
A durabilidade do freio poderá ser estendida com o ajuste adequado. Consulte o procedimento de AJUSTE DO FREIO DE PROPULSÃO, nesta seção do manual.
PERIGO: ANTES DE INSPECIONAR OU REALIZAR MANUTENÇÃO EM UM FREIO, CERTIFIQUE-SE DE QUE A MÁQUINA E/OU O MAQUINÁRIO ESTEJAM BLOQUEADOS DE FORMA A IMPEDIR O MOVIMENTO DOS MESMOS. A não observação do referido procedimento pode resultar em ferimentos pessoais graves ou danos à máquina.
AJUSTE DO FREIO DE PROPULSÃO
Vista do Corte C-C (Freio de Propulsão)
O freio de propulsão é equipado com três calços, situados entre o anel de acionamento e o cilindro. Dois destes calços são para compensar o desgaste do revestimento dos discos e um deverá se manter no local. Quando o curso do pistão atingir 0,31 polegadas, após a remoção dos dois calços, os discos de fricção deverão ser substituídos. NÃO REMOVA o terceiro calço! Consulte o procedimento de SUBSTITUIÇÃO DOS DISCOS DE FRICÇÃO, nesta seção do manual.
CUIDADO: NUNCA PERMITA QUE O FREIO OPERE COM UM CURSO DE PISTÃO MENOR QUE 0,22 POLEGADAS. A remoção dos calços, antes que seja necessário o ajuste normal devido ao desgaste, não irá aumentar a capacidade de contenção do freio. A remoção prematura de calços irá reduzir as folgas de operação, causando desgaste prematuro e dano térmico aos revestimentos e ao freio.
CUIDADO: O TERCEIRO CALÇO NUNCA DEVE SER REMOVIDO PARA FINS DE AJUSTE, PODENDO CAUSAR DANOS ÀS PLACAS DE PRESSÃO E DE DESGASTE.
Para inspecionar e ajustar o freio de propulsão:
1. Com a máquina estacionada em uma superfície plana e nivelada, com o calcanhar da caçamba repousando sobre o solo, remova o tacômetro, os suportes do mesmo e a proteção do freio.
2. Determine o curso do pistão (distância percorrida pelo movimento do pistão) entre a posição ACIONADO do freio e a posição
LIBERADO do mesmo. Para determinar o curso do pistão: a. Usando um micrômetro de profundidade, meça o freio em sua posição "SET" (ACIONADO). Consulte a Vista C. b. Aplique ar comprimido, com uma pressão mínima de 43 psi, para liberar o freio. Não aplique pressão excessiva, pressões acima de 125 psi poderão danificar as vedações internas do pistão. c. Usando um micrômetro de profundidade, meça o freio em sua posição "RELEASED" (LIBERADO). d. Calcule o curso do pistão.
3. Se o curso do freio estiver entre 0,22 e 0,30 polegadas, não é necessário ajustar o freio por enquanto. Se o curso do pistão chegou a 0,31 polegadas, continue no Passo 4.
NOTA: se os discos de fricção mostrarem sinais de desgaste irregular, mova o disco de fricção interno para a posição externa e o externo para a posição interna, de modo a equalizar o desgaste. Certifique-se de que o lado do disco que possui o degrau usinado "Z" esteja voltado para o motor.
4. Quando o curso do pistão atingir 0,31 polegadas, pode-se remover um calço, desde que um calço ainda permaneça. NÃO REMOVA o terceiro calço!
5. Para remover um calço, afrouxe as porcas dos prisioneiros "X", o suficiente para poder deslizar o conjunto aproximadamente 0,06 polegadas para trás. Não remova completamente as porcas dos prisioneiros.
NOTA: Não remova os parafusos "Y" com tratamento térmico pelo orifício do pistão ao remover os calços.
6. Abra um calço pela fenda e remova o mesmo do freio, cuidando para não entortar ou fazer saltar o calço. Para facilitar a remoção, os calços são fendidos radialmente.
IMPORTANTE: Guarde os calços para uso futuro. Os calços serão necessários na instalação de discos de fricção de reposição.
7. Reaperte os porcas dos prisioneiros "X" em uma seqüência de aperto em estrela, até 90-100 ft-lbs e verifique o curso do pistão. Despressurize o freio.
CUIDADO: Não aperte demasiadamente as porcas dos prisioneiros, o que causará a distorção do anel de acionamento e levará a desgaste excessivo do disco de freio e das superfícies correspondentes.
8. Reinstale a proteção do freio, os suportes do tacômetro e o tacômetro.
NOTA: Se as superfícies de placas opostas (placas central, de desgaste e de pressão) exibirem 0,03 polegadas de desgaste por superfície, as mesmas deverão ser substituídas.
INSTALAÇÃO DO FREIO DE PROPULSÃO
1. Instale o cubo motriz com a chaveta, no motor. Consulte INSTALAÇÃO DO PINHÃO E DO CUBO, na Seção 9 - DADOS DE ENGENHARIA.
2. Monte o eixo de acionamento do tacômetro sobre o eixo do motor de propulsão, usando composto para retentores. Aperte com 300 ft-lbs.
3. Instale o adaptador do freio ao motor.
4. Instale o adaptador do freio (aproximadamente 365 lbs) no motor e prenda o mesmo com as ferragens. Alinhe cuidadosamente as fendas de acesso do adaptador para permitir inspeções futuras do tacômetro.
5. Lubrifique as ranhuras do cubo e do disco de fricção com uma camada leve de graxa de Teflon ou composto desengripante.
6. Instale os discos de fricção e as placas centrais no adaptador de eixo na ordem exigida antes de encaixar o conjunto de freio (aproximadamente 365 lbs). Aperte as ferragens do anel de acionamento.
7. Instale os suportes do tacômetro, o tacômetro e o acoplamento do mesmo. Consulte o procedimento de INSTALAÇÃO E ALINHAMENTO DO TACÔMETRO, nesta seção do manual.
8. Instale a proteção do freio.
INSTALAÇÃO E ALINHAMENTO DO TACÔMETRO
1. Monte o eixo de acionamento do tacômetro sobre o eixo do motor de propulsão, usando composto para retentores. Aperte com 300 ft-lbs.
2. Monte a extensão do eixo do tacômetro sobre o eixo de acionamento do mesmo usando os parafusos de retenção com cabeça Allen. A extensão do eixo do tacômetro deve se estender além da eixo de acionamento do tacômetro em 1,31 (+0,13/-0.00), conforme mostrado na Vista E.
3. Libere o freio do motor de propulsão. O eixo do motor pode ser girado para frente e para trás para o alinhamento do tacômetro sem quebrar/interromper o acoplamento do motor.
4. Ao girar o eixo do motor, centralize a extensão do eixo do tacômetro utilizando os parafusos de retenção com cabeça Allen. Verifique o alinhamento com um indicador de mostrador único em dois lugares diferentes. Alinhe o eixo com uma tolerância de 0,005" de Leitura Total do Indicador ["TIR"] nos dois lugares.
5. Instale os suportes do tacômetro.
6. Instale o eixo e a chaveta do tacômetro no mesmo.
7. Prenda o tacômetro no suporte frontal para o mesmo, usando os parafusos M6 fornecidos com o tacômetro. Não aperte completamente.
8. Instale os cubos de acoplamento aos eixos do tacômetro, centralize conforme mostrado na Vista E.
9. Usando um relógio comparador, alinhe os cubos do acoplamento com uma tolerância de 0,005" de Leitura Total do Indicador ["TIR"], usando os calços entre os suportes do tacômetro.
10. Conclua a montagem do acoplamento. Insira o elemento flexor.
11. Após o alinhamento final, aperte os fixadores do conjunto do tacômetro.
12. Quando o alinhamento do eixo estiver aceitável, remova um parafuso fixador de cada vez e reinstale o mesmo com pasta de retenção. Com o indicador ainda encaixado no eixo, certifique-se de que o alinhamento se mantém dentro da tolerância.
13. Após a conclusão, todos os oito parafusos fixadores devem estar apertados, fixados com pasta de retenção e o eixo deve estar alinhado.
FREIO DE GIRO
Localização dos Freios e Motores de Giro
Há um freio de giro no topo de cada um dos motores de giro e um tacômetro interno instalado em um dos motores de giro (dentro do adaptador do freio). Devido ao acoplamento mecânico dos motores e das caixas de engrenagens, ambos os motores irão operar na mesma velocidade. Cada freio de giro contém um único disco de fricção, não ajustável; Consulte a Vista do Corte D-D. Pode-se fazer a inspeção visual dos componentes internos do freio após a remoção da proteção do freio. Inspecione periodicamente o disco de fricção, a placa de desgaste, a placa de pressão e as placas centrais à procura de sinais de desgaste irregular ou excessivo. Sendo encontrado algum problema, desmonte o freio para determinar a extensão do dano.
PERIGO: ANTES DE INSPECIONAR OU REALIZAR MANUTENÇÃO EM UM FREIO, CERTIFIQUE-SE DE QUE A MÁQUINA E/OU O MAQUINÁRIO ESTEJAM BLOQUEADOS DE FORMA A IMPEDIR O MOVIMENTO DOS MESMOS. A não observação do referido procedimento pode resultar em ferimentos pessoais graves ou danos à máquina.
Os freios de giro são um caso especial, devido à sua operação horizontal, o que exige um procedimento adicional de brunimento ao se instalar discos de freio novos ou revestidos. Para obter mais informações, consulte o procedimento de BRUNIMENTO DOS FREIOS DE GIRO, nesta seção do manual.
Vista do Corte D-D (Freio de Giro)
Os freio de giro não são ajustáveis. Quando o curso do pistão houver atingido um determinado ponto, o disco de fricção deverá ser substituído. Consulte a Tabela de Ajuste dos Freios, em ESPECIFICAÇÕES PARA AJUSTE DOS FREIOS. Os discos de fricção deverão ser substituídos caso venham a ser contaminados com graxa, óleo ou material estranho. Consulte o procedimento de SUBSTITUIÇÃO DOS DISCOS DE FRICÇÃO, nesta seção do manual.
INSTALAÇÃO DOS FREIOS DE GIRO
O tacômetro, fornecido junto com o motor elétrico, deve ser posicionado antes de se instalar o conjunto do freio de giro.
NOTA: O tacômetro será instalado em apenas um dos motores de rotação. Devido ao acoplamento mecânico, os dois motores de giro e as respectivas caixas de engrenagens irão operar em velocidades idênticas.
1. O tacômetro deve ser orientado conforme mostrado na Vista G. Reposicione se necessário.
2. Instale o cubo de acionamento e alinhe o rasgo da chaveta no motor. Consulte INSTALAÇÃO DO
PINHÃO E DO CUBO, na Seção 9 - DADOS DE ENGENHARIA.
3. Instale a porca do eixo do motor e prenda ao eixo com a arruela de segurança, dobrando as abas sobre as partes planas.
4. Instale o adaptador do freio no motor e prenda o mesmo com as ferragens. Alinhe cuidadosamente as fendas de acesso do adaptador para permitir inspeções futuras do tacômetro.
5. Aplique uma camada leve de graxa de Teflon nas ranhuras do cubo de acionamento, permitindo que apenas um filme fino de lubrificante permaneça nas ranhuras. A graxa em excesso será lançada para fora pela força centrífuga e terá um efeito prejudicial no freio.
6. Utilizando um dispositivo de içamento e os orifícios presentes na porção externa do anel de acionamento, posicione o conjunto do freio (peso aproximado: 500 lbs) sobre o cubo de acionamento e abaixe, enquanto alinha as ranhuras do cubo de acionamento com aquelas do disco de freio.
7. Aplique ar comprimido, com uma pressão mínima de 28 psi, para liberar o freio.
NOTA: O freio será completamente liberado quando a pressão do ar exceder 28 psi, em um freio que esteja funcionando corretamente. Entretanto, uma pressão acima de 125 psi poderá danificar as vedações internas do pistão.
8. Instale calços, conforme necessário, para atingir um folga de 0,015 a 0,030 polegadas entre o disco de freio e a placa de pressão. Consulte a Vista D.
CUIDADO: Uma pressão de no mínimo 46 psi deve permanecer aplicada ao freio enquanto se determina esta dimensão. O freio deve permanecer completamente desengatado!
9. Alivie a pressão do ar do pistão de freio para afrouxar as molas internas.
10. Aperte o anel de acionamento para a instalação final.
11. Aplique ar comprimido, com uma pressão de pelo menos 28 psi, para liberar o freio. Certifique-se de que ainda há a folga correta entre a placa de pressão e a superfície de fricção do freio.
12. Instale a proteção do freio.
13. Caso os mesmos tenham sido removidos, instale os interruptores de desgaste/liberação e os suportes dos indicadores de desgaste e liberação.
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DO FREIO DE GIRO
Cada freio de giro é equipado com dois interruptores instalados na borda externa da caixa do freio. Para obter mais informações, consulte INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS DE DISCO ÚNICO, nesta seção do manual.
BRUNIMENTO DOS FREIOS DE GIRO
O freio de giro desta máquina é um "conjunto de disco único" que consiste em um disco de ferro dúctil ao qual são rebitados segmentos múltiplos de revestimento metálico. O procedimento de brunimento inicial, para um disco de fricção novo ou revestido, inicia um processo de desgaste controlado para criar uma área máxima de contato entre as superfícies de frenagem. O processo de brunimento inicial irá também dar início à formação de uma camada de óxido na superfície dos revestimentos, para estabilizar e estabelecer o coeficiente de atrito.
Antes do início do procedimento de brunimento, verifique e anote a temperatura da placa de pressão do freio, com um medidor manual de temperatura. A cada parada, continue monitorando a temperatura da placa de pressão. Não deixe que a temperatura ultrapasse 300° Fahrenheit (149°C).
NOTA: Verifique a temperatura de cada freio da máquina. Se a mesma ultrapassar300°F (149°C), interrompa o procedimento de brunimento e deixe que os freios esfriem até a temperatura de 200°F (93°C). Caso encontre freios superaquecidos ou com mau funcionamento, verifique se o freio está sendo liberado corretamente. É normal que uma pequena quantidade de partículas do disco seja ejetada do freio e também a ocorrência de faiscamento durante esta operação. Grandes quantidades de um ou de outro podem indicar superaquecimento ou liberação insuficiente e a situação deve sempre ser corrigida antes de se continuar.
PROCEDIMENTO DE BRUNIMENTO INICIAL (CAÇAMBA VAZIA) No de Paradas / Velocidade Tempo Entre Paradas
4 paradas / ¼ da velocidade (nominal) Mínimo de 1 minuto 8 paradas / ½ velocidade Mínimo de 2 minutos Realize mais uma parada, com carga total e ¾ da velocidade, com o braço da caçamba na posição horizontal e o cabo de elevação vertical durante o movimento de giro. Isso irá garantir que os freios estão funcionando. Anote os tempos e ângulos de parada do giro. Envie estas anotações para o Departamento de Manutenção da Bucyrus International.
SUBSTITUIÇÃO DAS MOLAS — TODOS OS FREIOS
Para substituir as molas dos freios, desmonte o freio conforme o procedimento a seguir:
1. Siga os passos 1 a 5 do procedimento de Substituição dos Discos de Fricção.
2. Remova as porcas dos parafusos do cilindro.
NOTA: Recomenda-se que o cilindro do pistão, a placa de pressão e o anel de acionamento sejam marcados de modo que os mesmos prisioneiros passem pelos mesmos orifícios durante a montagem.
Remova dos parafusos o pistão, juntamente com o cilindro e a placa de pressão, na forma de um conjunto completo, e deposite os mesmos sobre uma área de trabalho limpa e plana.
3. Abra lentamente a válvula de interrupção temporária e libere a pressão do conjunto pistão, cilindro e placa de pressão.
CUIDADO: As molas do freio estão sob compressão. Deve-se tomar cuidado ao se remover os parafusos do pistão de modo a evitar ferimentos.
4. Remova todos os parafusos do pistão exceto os quatro posicionados a 90° um do outro.
NOTA: Reinstale um parafuso do pistão à direita de cada um dos parafusos do pistão restantes, dando duas voltas em cada um dos parafusos reinstalados. Os mesmos funcionarão como uma trava de segurança durante a remoção dos quatro parafusos restantes, posicionados a 90° um do outro.
5. Afrouxe cuidadosamente cada um dos quatro parafusos restantes do pistão, seguindo uma seqüência de 180° de separação entre os mesmos, até que todos os 4 parafusos do pistão tenham sido afrouxados em duas voltas. Repita o procedimento em cada um dos quatro parafusos do pistão, da maneira acima descrita, até que a compressão das molas de freio tenha sido liberada em todos os quatro parafusos restantes do pistão.
CUIDADO: Bata de leve no pistão para garantir que o mesmo não está emperrado no cilindro. Deve-se tomar cuidado ao se afrouxar os parafusos do pistão para que o mesmo não emperre no cilindro.
6. Remova os quatro parafusos restantes do pistão e os parafusos da trava de segurança e remova o cilindro e o pistão da placa de pressão e das molas de freio.
7. Remova todas as molas do freio e as arruelas de isolamento.
NOTA: As molas são equipadas com arruelas de isolamento de fibra. Certifique-se de que as mesmas estão corretamente posicionadas ao montar novamente.
8. Coloque arruelas de isolamento novas e então molas novas nos escareamentos da placa de pressão. Reposicione o cilindro e o pistão sobre as molas, cuidando para que a extremidade cada mola se encaixe corretamente em cada escareamento do cilindro de freio.
9. Utilizando os parafusos do pistão, monte o cilindro e o pistão na placa de pressão com as molas, invertendo o passo 4 acima. Aperte todos os parafusos do pistão com 200-220 ft-lbs em uma seqüência com separação de 180°.
10. Feche a válvula de interrupção temporária. Reconecte a mangueira de ar auxiliar à válvula de interrupção temporária e siga os passos 4 e 5 do procedimento de Substituição dos Discos de fricção
11. Deslize o pistão pressurizado, junto com o conjunto cilindro e placa de pressão, sobre os prisioneiros do cilindro (Quando aplicável, certifique-se de que o calçamento do cilindro está corretamente posicionado entro o cilindro e o anel de acionamento). Prenda o conjunto com as porcas dos prisioneiros. Aperte as porcas em uma seqüência diametral, com 90-100 ft-lbs.
CUIDADO: Não aperte demasiadamente as porcas dos prisioneiros, o que causará a distorção do anel de acionamento e levará a desgaste excessivo do disco de freio e das superfícies correspondentes.
NOTA: Observe o manômetro do regulador temporário. Se a pressão houver caído, os O-rings do pistão podem estar necessitando de reposição.
12. Abra a válvula de interrupção temporária e libere a pressão do freio. Remova o regulador temporário junto com o manômetro e a válvula de interrupção da válvula de admissão do freio e reconecte a mangueira de ar do freio à admissão do mesmo.
13. Reinstale a proteção do freio, os suportes do tacômetro, o tacômetro e a tampa do tacômetro.
SUBSTITUIÇÃO DOS DISCOS DE FRICÇÃO - TODOS OS FREIOS
Os discos de fricção deverão ser substituídos quando estiverem excessivamente gastos em ou se forem contaminados com graxa, óleo ou outros materiais estranhos.
CUIDADO: Os componentes do conjunto de freio serão extensamente danificados se o disco de fricção não for substituído quando estiver gasto. A "insistência" resultará o contato metal-com-metal, resultando em reparos extremamente dispendiosos e em um sistema de freio seriamente comprometido.
CUIDADO: Não remova os parafusos com cabeça Allen próximos ao orifício do pistão, pois isso irá liberar a pressão sobre a mola, dentro do conjunto do freio, o que tornará a montagem muito mais difícil.
1. Remova a proteção do freio conforme necessário.
2. Alivie a pressão do ar e remova a mangueira de ar da ADMISSÃO de ar do freio.
3. Instale uma válvula esférica ou cilíndrica na admissão de ar. Esta válvula será usada para capturar a pressão dentro do pistão durante a remoção.
4. Reconecte o compressor e pressurize o pistão com um mínimo de 30 psi, conforme necessário para liberar o freio. Feche a válvula e então remova as mangueiras de ar comprimido. Neste momento o freio está liberado e não está conectado a nenhuma fonte de ar comprimido.
NOTA: O cilindro, o pistão e a placa de pressão podem ser removidos como uma única peça.
5. Remova agora as porcas dos prisioneiros externos do cilindro e então levante todo o conjunto de freio do topo dos prisioneiros, como uma unidade. Uma vez removida do motor, a pressão do cilindro pode ser aliviada.
6. Deslize o(s) disco(s) de fricção e a placa central (no caso de freios com múltiplos discos) para cima e para fora das ranhuras de adaptação do cubo e remova o disco do conjunto. Não remova os parafusos e colares que retêm as molas de separação, os mesmos serão erguidos junto com as placas.
7. Limpe a área onde reside o disco de fricção e aplique uma camada leve de lubrificante de Teflon sobre as ranhuras.
8. Instale o disco de fricção de reposição, certificando-se de que o degrau usinado "Z", próximo ao centro, está voltado para baixo, em direção ao motor.
9. Alinhe cuidadosamente as ranhuras entre o cubo e o disco e repouse o novo disco.
IMPORTANTE: Instale espaçadores ou calços específicos para os freios. Consulte o procedimento específico de AJUSTE DOS FREIOS.
10. Reinstale o pistão e a placa de pressão no topo do disco de fricção e alinhe corretamente a ajustagem pneumática, aberturas de acesso e prisioneiros. Pressurize mais uma vez o pistão com a pressão mínima, permitindo o desengate completo dos componentes.
11. Reposicione as porcas dos prisioneiros e aperte com um torque de 90-100 ft-lbs.
CUIDADO: Aperte as porcas dos prisioneiros conforme as instruções no anel de acionamento do freio. A aplicação de torque excessivo ou inadequado poderá deformar o anel de acionamento e reduzir drasticamente a eficácia e a vida útil do conjunto do freio.
12. Certifique-se de que a mangueira de ar comprimido e os interruptores de desgaste/liberação tenham sido corretamente reconectados. Consulte INTERRUPTORES DE DESGASTE E LIBERAÇÃO DO
FREIO, nesta seção do manual.
SUBSTITUIÇÃO DOS O-RINGS - TODOS OS FREIOS
Com a máquina estacionada em uma superfície plana e nivelada e o calcanhar da caçamba repousando sobre o solo, os O-Rings podem ser substituídos através da desmontagem do freio, conforme procedimento a seguir:
1.Para o freio de propulsão, remova o tacômetro, os suportes do tacômetro e a proteção do freio, conforme seja necessário.
2.Para os freios de elevação, avanço da lança ou rotação, remova os interruptores de desgaste e liberação juntamente com o suporte de encaixe e as ferragens. Remova o protetor do freio.
3.Libere a pressão do ar para o freio.
Desconecte a mangueira de ar comprimido da válvula de admissão do freio. Instale na admissão do freio um regulador temporário de pressão, com manômetro, e uma válvula de interrupção fechada.
NOTA: O regulador de pressão, com manômetro, deve estar situado entre o freio e a válvula de interrupção.
4.Remova os parafusos que prendem o pistão à placa de pressão. Remova o pistão.
CUIDADO: Não remova as porcas dos prisioneiros do cilindro, que prendem o mesmo à placa de pressão, pois isso irá soltar as molas do freio e dificultar a montagem.
NOTA: Recomenda-se que o pistão e o cilindro sejam marcados de modo que os parafusos do pistão passem pelos mesmos orifícios do pistão e da placa de pressão durante a montagem.
5. Inspecione os O-Rings, verificando se os mesmos estão limpos, se há desgaste, deterioração ou rachaduras. Limpe cada um se necessário e substitua O-Rings antigos ou danificados. Desbaste quaisquer arranhões ou ranhuras na parede do cilindro com um rebolo fino e dê acabamento com uma tela de esmeril de grão fino, antes de instalar os novos O-Rings.
6. Lubrifique generosamente os O-rings e as ranhuras antes da montagem. Instale os O-Rings nas ranhuras de forma que eles se encaixem naturalmente. Não entalhe, aperte ou torça os O-Rings.
NOTA: Consiste em prática recomendável revestir as superfícies internas do pistão e do cilindro com um lubrificante de Teflon. Esta camada de lubrificante age como um último estágio de filtragem, removendo partículas de poeira do sistema de ar comprimido, que poderiam danificar os ORings.
7. Encaixe novamente o pistão na placa de pressão, com 12 parafusos. Aperte, seguindo uma seqüência em estrela, com 200-220 ft-lbs.
8. Pressurize o pistão com um mínimo de 30psi, conforme seja necessário para desengatar o freio. Feche a válvula e então remova as mangueiras de ar. Neste instante o freio está desengatado e não está conectado a nenhuma fonte de ar comprimido.
9. Observe o manômetro. Se não houver queda na pressão, prossiga para o Passo 10. Se a pressão cair, as vedações não estão assentadas corretamente. Libere qualquer pressão restante e retorne ao passo 4.
10. Libere a pressão do freio abrindo a válvula temporária de interrupção. Remova o regulador e a válvula de interrupção temporárias da admissão do freio. Reconecte a mangueira de ar comprimido à admissão do freio.
11. Para o freio de propulsão, reinstale os suportes do tacômetro e o tacômetro.
12. Para os freios de elevação, avanço da lança ou rotação, reinstale os interruptores de desgaste e liberação juntamente com o suporte de montagem e as ferragens. Consulte INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS, nesta seção do manual.
13. Reinstale o protetor do freio.
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS - FREIOS DE DISCO ÚNICO
Os freios de avanço da lança e rotação são freios de disco único equipados com dois interruptores encaixados na borda externa da carcaça do freio, conforme mostrado na Vista T.
Para fins de identificação, a extremidade livre do interruptor de liberação é identificada pela cor amarela e a extremidade livre do interruptor de desgaste é identificada pela cor vermelha. Ambos os interruptores são pré-ajustados pelo fabricante e não necessitam de ajuste a não ser que estejam sendo removidos ou substituídos.
Observe a localização dos dois calços, de modo a permitir a montagem correta. Ao substituir interruptores, defina a dimensão "Y" do ponto de comutação do interruptor como a espessura do calço, com o freio acionado. Defina a distância "X" como o curso do novo freio mais a espessura do calço do freio, quando o freio estiver desengatado.
INTERRUPTORES DE DESGASTE E LIBERAÇÃO DOS FREIOS - FREIOS DE DISCOS MÚLTIPLOS
O freio é equipado com dois interruptores, instalados na borda externa da caixa do freio, conforme mostrado na Vista S.
Para fins de identificação, a extremidade livre do interruptor de liberação é identificada pela cor amarela e a extremidade livre do interruptor de desgaste é identificada pela cor vermelha. Ambos os interruptores são prefixados pelo fabricante e não necessitam de ajuste a não ser que estejam sendo removidos ou substituídos.
Observe a localização dos dois calços, de modo a permitir a montagem correta. Ao substituir interruptores, defina a dimensão "Y" do ponto de comutação do interruptor como a espessura do calço, com freio acionado. Defina a distância "X" como o curso do novo freio mais a espessura do calço do freio, quando o freio estiver desengatado.
ACOPLAMENTOS
ACOPLAMENTO DE GRADE ELÁSTICA
Estas instruções se aplicam aos acoplamentos cônicos de grade elástica. Eles foram projetados para operar tanto na posição horizontal quanto na vertical sem modificação. Entretanto, para aplicações verticais, a marca correspondente ao ponto de partida mostrado na figura deve ter a seta para cima. O desempenho e a vida útil dos acoplamentos dependem amplamente da forma em que foram instalados e usados. Siga as instruções para uma melhor performance e utilização otimizada sem problemas.
Para Graxa de Longo Prazo ("LTG"), use o item com Número de Referência MP295148.
LUBRIFICAÇÃO
A lubrificação adequada é essencial para o correto funcionamento do acoplamento. Consulte a quantidade necessária de lubrificante na tabela "Dados do Acoplamento da grade". Recomenda-se que o acoplamento seja inspecionado anualmente e que seja acrescentado lubrificante, conforme necessário. Em condições de funcionamento extremas ou extraordinárias, inspecione com maior freqüência. Os acoplamento da grade lubrificados com LTG não necessitarão de nova lubrificação até que os equipamentos a eles conectados sejam desativados para manutenção.
DESMONTAGEM DO ACOPLAMENTO E REMOÇÃO DA GRADE
PERIGO: ENERGIA ACUMULADA! Uma vez que a grade é removida, o mecanismo está livre para girar e o freio não vai travar mais. O equipamento deve ser bloqueado antecipadamente para evitar movimentos indesejados antes de se fazer qualquer manutenção. A falta de medidas e procedimentos de segurança pode resultar em graves acidentes, morte, ferimentos ou outras lesões, incluindo danos á máquina, devido à liberação de energia.
Sempre que necessário, desconecte o acoplamento, remova as semi-tampas da grade. Será necessário uma chave de fenda que encaixe nas alças da grade. Comece abrir a grade pelo final, inserindo a chave nas alças. Use os dentes adjacentes de cada alça para puxar a grade para fora, em estágios graduais, procedendo alternativamente de um lado para o outro.
INSTALAÇÃO DO ACOPLAMENTO COM GRADE ELÁSTICA
Usar somente ferramentas padrão, como, chaves, limas, calibradores e verificadores de folga que são adequados para a instalação. Para instruções de montagem de um acionamento, consulte as instruções de instalação para eixo de motores contidas neste manual.
1. Montagem de anéis retentores e cubos
Recomendação Importante - Limpe todas as peças. Aqueça os cubos em um forno ou aquecedor a seco. NÃO APÓIE os dentes do acoplamento no fundo da caixa e nem aplique a chama diretamente neles. NÃO AQUEÇA os cubos mais que 275°F (135°) para montagem.
Cubra os anéis retentores com uma fina camada de graxa e posicione-os nos eixos ANTES de montar os cubos. Monte os cubos com seus respectivos eixos de forma que a face dos cubos fique faceando com a ponta do eixo.
2. Folga e Alinhamento Angular
Use um calibrador de folga com a medida da espessura recomendada. Insira a lâmina, da forma mostrada, na mesma profundidade com intervalos de 90º e meça o espaço entre a lâmina e a face do cubo com o calibrador de folgas. A diferença entre o espaçamento mínimo e máximo não pode exceder o limite ANGULAR especificado.
NOTA: O eixo do motor deve ser no ponto médio do seu jogo quando se estiver medindo a folga.
3. Alinhamento
Alinhe os cubos até restar uma borda reta no esquadro (ou dentro do limite especificado) nos dois cubos com está sendo mostrado na figura. Verifique a folga dos intervalos de medidas a 90º com o calibrador de folgas. A folga não deve exceder o limite de ESPAÇAMENTO especificado. Aperte todos os parafusos da base e repita os passos 2 e 3. Realinhe o acoplamento se necessário.
NOTA: Use um relógio comparador para maior precisão no alinhamento.
4. Insira as Grades
Preencha a folga e as ranhuras com o lubrificante especificado antes de inserir as grades. Instale os segmentos da grade de modo que todas as extremidades de corte/cortadas se estendam na mesma direção, o que irá garantir o contato correto com o pino não girante nas metades da tampa. Afaste ligeiramente os segmentos da grade para transpor os dentes de acoplamento e encaixe com uma marreta macia.
5. Coloque graxa e monte as tampas
Preencha os espaços e as ranhuras em torno da grade com o lubrificante específico na maior quantidade possível e retire o excesso do topo das grades. Posicione as vedações em linha com as ranhuras na tampa. Posicione as gaxetas no flange da metade inferior da tampa e monte-as fazendo com que todos as marcas estejam no mesmo lado como mostrado acima. Se os eixos não estiverem nivelados (horizontais) ou o acoplamento será usado verticalmente, monte as semi tampas com o talão e a marca para cima, ou do lado superior. Fixe as semi tampas com fixadores e aperte no torque especificado na tabela de dados do acoplamento. CERTIFIQUE-SE DE QUE OS PLUGS ESTEJAM INSTALADOS ANTES DE LIBERAR PARA OPERAÇÃO!
6. Lubrificação Periódica
Remova os dois tampões de lubrificação e insira um niple de lubrificação. Preencha com o lubrificante recomendado até que o excesso apareça no furo oposto, e então recoloque o tampão. Lubrifique os acoplamentos pelo menos uma vez por ano. Lubrifique com mais freqüência quando exposto ao excesso de umidade, temperaturas extremas, revezamento rápido, choque de carga ou desalinhamento excessivo. Não é necessário relubrificar os acoplamentos preenchidos com graxa especial (LTG) até o momento da desmontagem para os serviços de manutenção nos componentes.
Como Graxa de Longo Prazo ("LTG"), use o item com Número de Referência MP295148.
SUBSTITUIÇÃO DE VEDAÇÕES SEM A REMOÇÃO DO CUBO
As instruções abaixo oferecem procedimentos adicionais que podem ser úteis na substituição de vedações em uma instalação existente.
As vedações de reposição são membros contínuos, de peça única. A não ser que as máquinas conectadas estejam sendo removidas de suas fundações por algum outro motivo, não é necessário mexer nas montagens existentes para instalar as novas vedações. Os seguintes procedimentos de corte e cementação oferecem uma maneira simples de se instalar novas vedações sem movimentar máquinas ou remover cubos de acoplamento.
Os "Falk Steelflex" e os acoplamentos das engrenagens são conectores de eixo lubrificados. Em ambos os modelos, uma tampa metálica e vedações de elastômero retêm o lubrificante. Consulte as Instruções de Instalação, Manutenção e Lubrificação pertinentes, fornecidas com cada acoplamento, ao substituir vedações gastas ou danificadas.
Para instalar uma nova vedação de acoplamento sem remover o cubo:
1. Corte a vedação usando um estilete limpo e afiado.
NOTA: As ilustrações a seguir mostram vedações ORing. Os mesmos procedimentos se aplicam à substituição de vedações em forma de "U" ou trapezoidais.
2. Desbaste levemente ambas as superfícies do corte em um esmeril . As extremidades retas e uniformemente ásperas da vedação são excelentes superfícies para adesão. Limpe e desengraxe completamente as extremidades cortadas.
3. Aplique o adesivo às extremidades da vedação, conforme as instruções do fabricante do mesmo. Utilize Masterbond EP21TDC-7, Loctite Superbond ou Loctite 414 Superbond para Vedações de Viton.
4. Coloque a vedação cortada em torno do eixo e alinhe cuidadosamente as duas extremidades.
5. Cuidadosamente, pressione e mantenha unida a junta. Não tente esticar a vedação por sobre o cubo antes de decorridos vários minutos adicionais. Consulte o procedimento e tempo de secagem nas instruções do fabricante do adesivo.
6. Posicione cuidadosamente a vedação no cubo do acoplamento.
ALINHAMENTO DO ACOPLAMENTO DA GRADE
Dados do Acoplamento da grade
Acoplamento Escavação *Número de Referência C113194-01 Tipo Em Grade Chassis do Motor 812 Número de Parafusos 4 Diâmetro (polegadas) 0.5 Torque (in-lb) 650 Torque (ft-lbs) 54 Desvio Paralelo Máximo (in.) 0,022
Limite Angular Máximo (in.) 0.04
NOTAS: • Os parafusos NÃO SÃO fixadores padrão ["Standard Fasteners"]. Os valores indicados são para roscas limpas e secas. • * Use o Manual de Peças para verificar os Números de Referência.
AVISO: NÃO SUBSTITUA OS PARAFUSOS DE ACOPLAMENTO POR "STANDARD FASTENERS".
ACOPLAMENTO DE ENGRENAGENS
INSTALAÇÃO
1. Recomendação Importante - Limpe todas as peças. Aqueça os cubos em um forno ou aquecedor a seco. NÃO APÓIE os dentes do acoplamento no fundo da caixa e nem aplique a chama diretamente neles. NÃO AQUEÇA os cubos mais que 275º F (135º) para montagem.
Envolva a polia dentada com graxa e cubra os anéis retentores com uma pequena camada de graxa ANTES da montagem. NÃO DANIFIQUE OS ANÉIS RETENTORES.
Use um relógio comparador para alinhar dinamicamente os acoplamentos balanceados e montar peças coincidindo as marcas de montagem. Monte o relógio comparador num cubo e faça leituras da EXCENTRICIDADE vista no D.E. do outro cubo. A diferença entre a leitura mínima e a máxima DIVIDIDA por dois não deve exceder aos valores da tabela. Para verificação da DIFERENÇA ANGULAR, faça a leitura nas duas faces do outro cubo. A diferença entre a leitura mínima e a máxima dividida por dois não deve exceder aos valores da tabela.
2. Monte as mangas flangeadas, vedação e os cubos. Posicione as mangas flangeadas COM anéis de vedação no eixo antes da montagem dos cubos.
CUIDADO: NÃO DANIFIQUE AS VEDAÇÕES. Monte os cubos em seus respectivos eixos, como mostrado acima, fazendo com que cada cubo fique rente ao final de cada eixo. Posicione o equipamento com um alinhamento aproximado á folga especificada na tabela.
3. Folga e alinhamento angular - Use um calibrador de folga com a mesma espessura da folga indicada na tabela. Insira a lâmina, da forma mostrada, na mesma profundidade com intervalos de 90º e meça o intervalo entre a lâmina e a face do cubo com o paquímetro de folgas. A diferença entre o espaçamento mínimo e máximo NÃO pode exceder o limite
ANGULAR especificado.
4. Fixe um relógio comparador no cubo rígido, como mostra a figura, e gire o cubo em 360°. A leitura total indicada
DIVIDIDA por dois não deve exceder a EXCENTRICIDADE recomendada. Aperte todos os parafusos da base e repita os passos 3 e 4. Realinhe o acoplamento se necessário. Lubrifique os dentes do cubo.
5. Insira a gaxeta, NÃO DANIFIQUE A GAXETA, entre os flanges. Posicione as tampas flangeadas com os furos para lubrificação a 90° e leve a tampa flangeada á posição. Use parafusos, porcas e arruelas de pressão fornecidos com os acoplamentos.
IMPORTANTE: Aperte as porcas e os parafusos do flange com o torque especificado na tabela.
6. Para acoplamentos do TIPO G, preencha-os com a graxa recomendada até que o excesso apareça no furo aberto, depois coloque o tampão. Para acoplamentos do TIPO GV proceda da mesma forma acima. ADICIONALMENTE, quando o cubo estiver no TOPO, faça aeração inserindo uma lâmina de 0.010 CUIDADOSAMENTE entre e vedação e o cubo. Preencha até o excesso aparecer no medidor de folga. Repita os intervalos de 90º.
CUIDADO: Certifique-se de que todos os tampões foram recolocados depois da lubrificação.
ALINHAMENTO DO ACOPLAMENTO DE ENGRENAGENS
Dados do Acoplamento das Engrenagens
Acoplamento Elevação Giro Propulsão *Número de Referência S070512 C111720-01C112435-01 Tipo EngrenagemEngrenagem Engrenagem Chassis do Motor 820 812 812 Número de Parafusos 14 8 8 Diâmetro (polegadas) 0,875 0,625 0,75 Torque (in-lb) 3000 1500 1800 Torque (ft-lbs) 250 125 150 Desvio Paralelo Máximo (in.) 0,003 0,119 0,003
Limite Angular Máximo (in.) 0,024 1,5° 0,018
Limite Mínimo para a Folga 0.344 0.19 0.25 na Extremidade (in.) Peso da Graxa (lbs.) 1,6 0,54 0,6
NOTES: • Os parafusos NÃO SÃO fixadores padrão ["Standard Fasteners"]. Os valores indicados são para roscas limpas e secas. • Use o Manual de Peças para verificar os Números de Referência.
AVISO: NÃO SUBSTITUA OS PARAFUSOS DE ACOPLAMENTO POR "STANDARD FASTENERS".
ALINHAMENTO DO EIXO DO ACOPLAMENTO DO MOVIMENTO DE ELEVAÇÃO
Para realizar o procedimento de alinhamento do eixo do movimento de elevação, o eixo central deve ser removido e os cubos de acoplamento devem estar instalados corretamente no motor e na caixa de engrenagens de elevação. Todos os passos deverão ser realizados através de um processo de alinhamento a laser.
1. Verifique a folga central entre as superfícies de junção do acoplamento, no motor e na caixa de engrenagens. Meça em quatro lugares separados por 90 graus, aproximadamente no eixo geométrico da coroa de parafusos do acoplamento rígido. A média das quatro medidas deve ser 37,88 polegadas, +0,00/-0,12.
2. Verifique o alinhamento angular. Leitura Total do Indicador ["TIR"] máxima = 0,005"
3. Verifique o alinhamento do desvio paralelo. TIR máximo = 0,005"
Seção 7
Sistema de Ar Comprimido
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina. Indice
COMPRESSOR DE AR.................................................................................................................3 Compressor de Ar......................................................................................................................4 LUBRIFICAÇÃO.......................................................................................................................5 VERIFICAÇÃO DO NÍVEL DE FLUIDO ....................................................................................5 FILTRO DE FLUIDO ................................................................................................................5 TROCA DE FLUIDO ................................................................................................................5 TENSÃO DA CORREIA EM “V”...............................................................................................5 REMOÇÃO E SUBSTITUIÇÃO DA CORREIA EM “V” .............................................................6 INTERRUPTOR DE PRESSÃO ..............................................................................................7 POSIÇÃO DAS VÁLVULAS DE DESLIGAMENTO ...................................................................8 Posição Das Válvulas de Desligamento ....................................................................................8 Posição Das Válvulas de Desligamento, sala de lubrificacação ..............................................9 ALERTAS DE SEGURANÇA..................................................................................................10
DIAGRAMA ESQUEMÁTICO, AR ...................................................................................(inserção)
COMPRESSOR DE AR
Seção 7 Sistema de Ar Comprimido
Esta máquina utiliza um compressor rotativo de deslocamento positivo, um único estágio que utiliza rotores helicoidais para efetuar a compressão. Ambos os rotores são suportados por mancais antifricção de alta capacidade, que se localizam na parte externa da câmara de compressão.
O compressor é montado sobre uma estrutura soldada, localizada do lado esquerdo da máquina dentro da casa de máquinas.
O porto de captação do ar é do coletor de ar está localizado ao alto do compressor, próximo á ponta do eixo de acionamento. O porto de descarga do ar fica próximo á parte inferior, no lado oposto do compressor.
PERIGO: ENERGIA ACUMULADA! O ar sob pressão pode ferir gravemente as pessoas e até levar a morte. Desenergize o compressor e alivie totalmente o ar armazenado antes de remover os componentes, como válvulas, conexões e parafusos.
Compressor de Ar
LUBRIFICAÇÃO
O compressor é preenchido na fábrica com a quantidade correta de fluido sintético. O uso de outras marcas ou categorias de fluido poderão reduzir a vida útil de projeto do compressor ou causar problemas na filtração.
VERIFICAÇÃO DO NÍVEL DE FLUIDO
O nível de fluido do compressor é monitorado através de uma vigia de vidro ou de um mostrador de ponteiro, durante o funcionamento. O nível do fluido deve estar na região “run” (operação) do mostrador de ponteiro ou preencher completamente a vigia. NÃO EXCEDER A CAPACIDADE.
FILTRO DE FLUIDO
O filtro de óleo do compressor é um unidade do tipo “spin-on”, de fluxo contínuo. Sempre troque o filtro de óleo em todas as trocas de fluido. A troca inicial de fluido deve ocorrer após as primeiras 500 horas de operação. Durante a operação normal, o filtro deve ser substituído a cada 1.000 horas de operação.
TROCA DE FLUIDO
Consulte na documentação do fabricante o fluido recomendado e os intervalos de troca de fluido.
Capacidade Total de Fluido 3,8 galões
Capacidade do Reservatório 2,5 galões
TENSÃO DA CORREIA EM “V”
O compressor é equipado com um dispositivo de tensionamento da correia, acionado por uma mola, e não necessita de ajustes de rotina. Consulte a documentação do fabricante em caso de desgaste prematuro da correia ou desalinhamento da roldana.
REMOÇÃO E SUBSTITUIÇÃO DA CORREIA EM “V”
O compressor é equipado com um jogo ajustado de cinco correias
NOTA: Sempre substitua as correias com um jogo ajustado novo.
Para remover as correias em “V”:
1. Desligue e marque com placas a fonte de energia elétrica.
2. Remova todos os painéis e protetores, de modo a obter acesso às correias.
3. Libere a tesão sobre o jogo de correias recuando a porca (2). Remova as correias existentes.
Para instalar um novo jogo de correias:
1. Afrouxe a porca (2) e desça a placa do motor até que a porca (2) atinja a porca (3).
2. Instale as correias rolando as mesmas sobre as roldanas até que atinjam a posição correta.
NOTA: A mola (4) irá se comprimir para permitir que as correias entrem nos sulcos das roldanas.
3. Ajuste a base do motor com a porca (2) até que as correias fiquem tensionadas.
4. Gire a porca (1), no topo do braço de ajuste, até o fim do parafuso de ajuste. Afaste o motor do compressor, girando o motor até o fim do curso.
NOTA: Antes das correias estarem devidamente tensionadas, as roldanas podem parecer estar desalinhadas. Esta é uma condição esperada.
5. Levante o motor até a posição correta ajustando a porca (2) até que o pino (5) apenas atinja o fundo do sulco.
6. Ajuste a porca (3) para comprimir a mola (4) até uma altura de 5,8 a 6,0 polegadas. Ajuste alternadamente as porcas (2) e (3) para manter a posição do pino (5), a altura da mola e a tensão das correias.
7. Trave o ajuste de altura com a porca (1)
8. Reinstale todos os painéis e proteções que houverem sido removidos.
INTERRUPTOR DE PRESSÃO
O interruptor de pressão determina qual pressão o compressor irá carregar e descarregar. Caso se deseje ajustar uma pressão menor, ajuste primeiro a válvula piloto diferencial e regule o ponto de corte do interruptor de pressão para 15 psig acima da pressão de carga total desejada. O ajuste da faixa é feito girando-se o parafuso em sentido horário para aumentar a pressão de ligação/desligamento. O interruptor de pressão deverá descarregar o compressor quando o mesmo atingir o ponto de 20% de carga.
NOTA: Aumentar a pressão, sem mudar a velocidade do compressor, para valores acima da regulagem de fábrica, irá resultar em consumo elevado de corrente e falha das correias.
VÁLVULAS DE TRAVAMENTO
É fornecida uma série de válvulas de travamento para permitir que o pessoal de manutenção isole e remova ar comprimido dos freios de giro, escavação, elevação da caçamba e locomoção caso necessitem de manutenção. Isto permite fluxo de ar para os outros freios e recursos da máquina.
CUIDADO:O isolamento de somente um recurso da máquina não eliminará o perigo de movimentação da máquina enquanto a manutenção estiver sendo realizada. O usuário é responsável por assegurar que todas as precauções devidas incluindo travamento/etiquetagem, trava de reforço e quaisquer outras necessárias sejam tomadas, de modo que nenhuma movimentação não prevista venha a ocorrer.
Posição Das Válvulas de Desligamento
Posição Das Válvulas de Desligamento, Sala de Lubrificacação
ALERTAS DE SEGURANÇA
Certifique-se de que todo o pessoal tenha sido alertado sobre a necessidade de obedecer as instruções contidas nos seguintes símbolos de segurança encontrados no compressor.

Manual No. 10667_P
Seção 8 Filtração de ar
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina. Table of Contents
VENTILADORES DA CASA DE FILTROS ......................................................................................3 LUBRIFICAÇÃO.............................................................................................................................3 PURIFICADORES DE AR DYNAVANE...........................................................................................4 Vista geral dos componentes do filtro........................................................................................4 ESPECIFICAÇÕES..................................................................................................................5 Ar condicionado ~ Diagrama de blocos .....................................................................................6
Seção 8 Filtração de ar
VENTILADORES DA CASA DE FILTROS
Verifique as lâminas quanto à acumulação de graxa e/ou sujeira. Limpe se necessário. Lâminas devem girar livremente sem dobramento.
Se vibração for detectada, verifique o seguinte:
1. Mancais e alinhamento do acionamento 2. Retilineidade do eixo 3. Rodas ou polias soltas sobre o eixo 4. Rolamentos soltos ou desgastados 5. Parafusos de montagem soltos 6. Motor desbalanceado 7. Polias desbalanceadas 8. Capa do nariz solta na roda 9. Rodas desgastadas ou corroídas 10. Acumulação de material na roda 11. Trincas em lâminas e/ou no cubo 12. Lâminas e cubos do ventilador desgastados
LUBRIFICAÇÃO
Todos os mancais são pré lubrificados e vedados na fábrica. Sob condição normal de temperatura (20° to +150°F), quando os ventiladores estiverem circulando ar limpo, os mancais são considerados lubrificados perenemente e uma lubrificação adicional é desnecessária.
Se os ventiladores estiverem circulando ar contaminado, ou operando sob temperaturas elevadas, uma lubrificação periódica é requerida. Para temperaturas normais é usada uma graxa mineral, de alta qualidade, leve, neutra. Ela é isenta de materiais abrasives e altamente resistente á oxidação. Quando os ventiladores estão operando a temperaturas elevadas (166°F ou mais), uma graxa com base em sabão de lítio ou silicone deve ser usada. Esta graxa para altas temperaturas deve ter um ponto de desintegração acima de 350°F.
Use uma pistola graxeira de baixa pressão nos mancais dos ventiladores. Tanto a pistola como as conexões devem ser aeradas. Para evitar o super enchimento aplique uma pequena quantidade de graxa. Isto é especialmente importante quando é usada uma tubulação longa e o mancal não pode ser observado.
PURIFICADORES DE AR DYNAVANE
Os purificadores de ar Dynavane são auto limpantes e não requerem assistência rotineira típica dos filtros de ar que coletam e retém a sujeira removida do ar. Existem alguns procedimentos de manutenção que devem ser observados.
• O ar que entra nas laterais das células deve ser mantido livre de pedaços de pano, folhas e papéis, a fim de assegurar um fluxo de ar livre. Aplicações expostas a este tipo de material devem ter entradas cobertas com uma tela (5 mesh) para evitar a entrada de material maior que o entalhe da lâmina.
Vista geral dos componentes do filtro
• Verifique o sistema de sangria para assegurar que nada está impedindo o fluxo do ar de sangria.
• As células devem ser examinadas quanto à formação de depósitos nas lâminas. Uma leve camada de pó é normal e não impedirá a operação ou alterará a eficiência da célula. Ocasionalmente, devido á presença de neblina de óleo ou vapores similares no ar, acumulações mais pesada ocorrerão
O compressor é um equipamento do tipo espiral destinado a serviço pesado, totalmente selado. A unidade é montada em calços flexíveis num esforço para reduzir ruídos e vibrações. Todas as conexões são do tipo soldado, ou anel O ou rotalok.
Um grande secador de líquido está colocado na linha líquida para filtrar a umidade do gás refrigerante. O condensador opera com somente uma velocidade.
ESPECIFICAÇÕES
Capacidade nominal de resfriamento 31,000 Btu/hr@460V/60Hz Potência necessária 380V/3ph/50Hz 415V/3ph/50Hz 460V/3ph/60Hz 17.5 Amps 19.0 Amps 21.0 Amps Gás refrigerante HFC 134a – 24 lbs. Óleo POE Variety Mobil Arctic EAL22CC ou ICI Emcarate RL32CF
Compressor integralmente selado, tipo espiral Condensador bobina5 filas, 3/8 polegadas tubo de cobre com 8 aletas de alumínio / polegada Evaporador bobina 4 filas, 3/8 polegadas tubo de cobre com 10 aletas de alumínio / polegada
Informação detalhada sobre o MPV9 pode ser encontrada na documentação do fabricante que acompanha a máquina e desenhos de disposição geral fornecidos pela Bucyrus International.
Ar condicionado ~ Diagrama de blocos
Seção 9 Dados de Engenharia
Consulte sempre as informações de segurança na Seção 1 deste manual antes de dar início a qualquer procedimento de manutenção nesta máquina.
Índice
GRAU DO PARAFUSO COM CABEÇA (PARAFUSO)....................................................................3 APERTO DE PARAFUSOS ...........................................................................................................4
MÉTODO DO TORQUÍMETRO..............................................................................................4 Tabela 1 – Roscas lubrificadas ou revestidas ou com arruelas temperadas.............................4 Tabela 2 – Roscas secas ...........................................................................................................4
MÉTODO DO GIRO DA PORCA..............................................................................................5 Tabela dos valores de torque para aperto justo.........................................................................5 PROCEDIMENTO DE MONTAGEM DO FLANGE BIPARTIDO .....................................................6 TABELA DE TORQUE para Montagem do Flange Bipartido ......................................................7 TRAVAMENTO COM ARAME DE PARAFUSOS COM CABEÇA....................................................8 Padrões para travamento com arame de parafusos com cabeça .............................................8 INSTALAÇÃO DE PORCAS DE TORQUE....................................................................................9 Tabela de Posicionamento das Porcas de Torque .....................................................................9
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 2 POLEGADAS................10
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 2 POLEGADAS................11
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 2.5 POLEGADAS.............12
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 3 POLEGADAS................13 INSTALAÇÃO DOS PARAFUSOS DE EXPANSÃO......................................................................14 Tabela de Posicionamento dos Parafusos de Expansão .........................................................14 PROCEDIMENTO PARA APERTO – PARAFUSOS DE EXPANSÃO...........................................14
BARRA DE TORQUE, CAMISA CÔNICA E PORCA DE TORQUE DE 1,0 POLEGADA -
MOVIMENTO DE ELEVAÇÃO ...............................................................................................14 PROCEDIMENTO PARA REMOÇÃO DA PORCA DE TORQUE.................................................16
LUBRIFICAÇÃO DE ROSCAS ...............................................................................................16
DICAS ÚTEIS SOBRE A PORCA DE TORQUE.....................................................................17 CONJUNTOS DE TRAVA............................................................................................................18
REMOÇÃO DO CONJUNTO DE TRAVA...............................................................................19 INSTALAÇÃO DE PINHÃO E CUBO............................................................................................20
REMOÇÃO DE UM EIXO.......................................................................................................20
MONTAGEM DE UM PINHÃO OU CUBO EM UM EIXO........................................................20 EXIGÊNCIAS PARA ENCAIXE DE CUBOS PRE AQUECIDOS ....................................................23 EXIGÊNCIAS PARA ENCAIXE DE ACOPLAMENTOS DE MOTOR PRE AQUECIDOS ...............23 SOLDAS DE MANUTENÇÃO ......................................................................................................24
ELETRODOS PARA SOLDA..................................................................................................25
SOLDA DE REPARO EM TRINCAS.......................................................................................26 Preparação de juntas para o reparo de trincas........................................................................26 PREAQUECIMENTO.............................................................................................................27 TÉCNICA DE SOLDA ............................................................................................................27 SOLDAS DE REPARO EM PEÇAS QUEBRADAS.................................................................28 REPARO DE SOLDA DOS DENTES DA MESA DE GIRO.....................................................29 PREPARAÇÃO ................................................................................................................29 ELETRODOS DE SOLDA PARA MESA DE GIRO..................................................................30 PREAQUECIMENTO .......................................................................................................30 PROCEDIMENTO DE SOLDA.........................................................................................31 EQUIPAMENTO DE SOLDA E CORTE.......................................................................................33 EQUIPAMENTO PARA ALÍVIO DE TENSÕES E MEDIÇÃO DE TEMPERATURA .......................33 CUIDADOS E MANUTENÇÃO DE CABOS DE AÇO...................................................................35 ESTOCAGEM........................................................................................................................35 VERIFICANDO O DIÂMETRO ...............................................................................................35 Método correto para a verificação do diâmetro dos cabos de aço..........................................35 MANUSEIO DE CABOS DE AÇO...........................................................................................36 Métodos impróprios para desbobinar cabos de aço................................................................37 AMARRAÇÃO DE CABOS DE AÇO.......................................................................................37 AMARRAÇÃO Método A ..........................................................................................................37 AMARRAÇÃO Método B ..........................................................................................................38 PREPARAÇÕES FINAIS / TERMINAIS ..................................................................................38 GRAMPOS PARA CABOS DE AÇO .......................................................................................39 APLICAÇÃO DOS GRAMPOS PARA CABO DE AÇO ......................................................39 SOQUETES TIPO CUNHA ..............................................................................................41 INSPEÇÕES EM POLIAS E TAMBORES ..............................................................................42 Exemplos da condições da ranhura da polia ...........................................................................42 Calibre de ranhura para polias novas e recuperadas ..............................................................43 Inspeção de polia desgastada ..................................................................................................43 QUEBRAS EM CABOS DE AÇO NOVOS ..............................................................................44 DIRETRIZ PARA INSPEÇÕES E RELATÓRIOS ..........................................................................45 Alongamento dos Cabos de Aço vs Vida do Cabo...................................................................47 Exemplos de fios quebrados ....................................................................................................50 VEDAÇÕES .................................................................................................................................51 INSTALAÇÃO DAS VEDAÇÕES ............................................................................................51 VEDAÇÃO DE CAIXAS REDUTORAS ...................................................................................53
Seção 9 Dados de Engenharia
GRAU DO PARAFUSO COM CABEÇA (PARAFUSO)
A classificação em graus de um parafuso com cabeça (parafuso) é identificada pelas marcas na cabeça do mesmo, como mostrado abaixo:
Use o MESMO GRAU para arruela e porca que do parafuso com cabeça. NUNCA SUBSTITUA UM PARAFUSO COM CABEÇA POR UM DE GRAU INFERIOR AO QUE ESTÁ ESPECIFICADO.
APERTO DE PARAFUSOS
MÉTODO DO TORQUÍMETRO
As tabelas a seguir apresentam valores de torque para parafusos graus 2, 5 e 8 com roscas UNC somente. A tabela 1 relaciona valores de torque para roscas lubrificadas ou revestidas usando arruelas temperadas. A tabela 2 relaciona aqueles para roscas secas.
Os parafusos devem ser apertados até o valor total especificado em incrementos, alternando de parafuso a parafuso a fim de assegurar peças com apoio gradual e uniforme. O aperto deve avançar sistematicamente da parte mais rígida de uma junta até as suas bordas livres.
Gabaritos circulares de parafuso devem ser apertados num padrão cruzado diametralmente aplicando-se o torque em valores crescentes para assegurar um casamento adequado das peças.
Tabela 1 – Roscas lubrificadas ou revestidas ou com arruelas temperadas
Tabela 2 – Roscas secas
MÉTODO DO GIRO DA PORCA
CUIDADO: ESTE PROCEDIMENTO DE APERTO SOMENTE É APLICÁVEL PARA GRAUS DE PARAFUSO 5 E] 8 COM ROSCAS UNC. Para parafusos com outras roscas que UNC, contate o Departamento de Serviços da Bucyrus International.
NOTA: Quando se usa este procedimento as roscas dos parafusos e as superfícies sob a cabeça do parafuso e porca precisam ser lubrificados. Este procedimento é aplicável somente se a junta e as superfícies sob a cabeça for parafuso e porca forem usinadas paralelas.
1. Os parafusos devem ser levados a uma condição de “aperto justo” para assegurar que as partes da junta tenham um bom contato entre si. “Aperto justo” é definido como o aperto conseguido pelo torqueamento de um parafuso até o valor especificado na tabela da página seguinte. O aperto justo deve progredir sistematicamente a partir da parte mais rígida da junta até suas bordas livres, alternando de parafuso a parafuso a fim de assegurar contato gradual e uniforme entre as partes. Após todos os parafusos terem sido apertados, o primeiro parafuso apertado na parte mais rígida da junta deve ser verificado quanto ao apropriado torque de retenção. Se estes parafusos estiverem soltos devido á compressão da junta, a seqüência de aperto deverá ser repetida em todos os parafusos da conexão. Esta nova verificação e procedimento de retorqueamento deve ser repetido quantas vezes for necessário até que a junta esteja totalmente assentada e todos os parafusos estejam com o torque de “aperto justo” especificado. O assentamento das superfícies de encosto da junta deverá então ser verificado usando calibradores de folga.
Tabela dos valores de torque para aperto justo
2. As porcas e parafusos devem então ser marcadas através de uma punção na extremidade do parafuso e na porca. Nas hastes rosqueadas, marque ambas as extremidades da haste e as porcas. Os parafusos e porcas devem ser adicionalmente apertados, com a rotação correspondente, conforme especificado na tabela acima. Não é necessário seguir nenhuma seqüência de parafusos durante esta fase do aperto “giro da porca”.
NOTA: O giro da porca é lido entre as marcas de punção do parafuso e da porca. Para parafusos estojo, o giro da porca é o movimento rotacional total acumulado entre as marcas de punção nas duas pontas do parafuso estojo.
PROCEDIMENTO DE MONTAGEM DO FLANGE BIPARTIDO
A conexão dividido da flange de 4 parafusos consiste em quatro componentes principais.
— Corpo da Cabeça do Flange (parte da mangueira ou do tubo)
— Anel O
— Par de Fixadores do Flange Bipartido
— Parafusos e Arruelas de segurança
Para montar a conexão do flange bipartido
1. Certifique-se de que todas as superfícies de vedação estejam livres de rebarbas, cortes, arranhões ou quaisquer partículas estranhas.
2. Lubrifique o O-Ring com graxa leve ou óleo e insira o mesmo na ranhura.
3. Posicione a cabeça do flange e prenda as metades.
4. Aplique pasta de retenção nas roscas dos parafusos. Coloque as arruelas de fixação nos parafusos e insira os mesmos através das metades do fixador.
5. Aperte manualmente os parafusos.
NOTA: Consulte os valores corretos de torque na TABELA DE TORQUE. Todos os valores de torque se aplicam a ferragens de Classe 5 (Classe Métrica 8.9) ou mais, com roscas lubrificadas.
6. Aperte todos os parafusos em uma seqüência diagonal, em três passos incrementais. Utilize o valor apropriado de torque, especificado na TABELA DE TORQUE.
7. Limpe os componentes e então aplique uma marca legível com um marcador ou tinta permanente, atravessando cada parafuso e fixador.
TABELA DE TORQUE para Montagem do Flange Bipartido
TRAVAMENTO COM ARAME DE PARAFUSOS COM CABEÇA
O travamento com arame de parafusos com cabeça é usado quando o máximo de segurança de fixação é exigido quando uma inspeção visual periódica não é possível.
As ilustrações abaixo mostram os métodos recomendados para travamento com arame para diversos padrões de parafuso com cabeça e rosca direita. Para padrões não mostrados, o travamento com arame é feito “aos pares”. Para padrões com número impar, o travamento com arame é feito aos pares exceto nos 3 parafusos com cabeça remanescentes onde o travamento com arame é feito entre eles.
Padrões para travamento com arame de parafusos com cabeça
Use arame para travamento recozido calibre 14. Torça o arame passado pelo parafuso com cabeça de sorte que a tensão de aperto stress no arame exerça um torque de aperto na direção da rosca do parafuso com cabeça. (As ilustrações mostram travamento com arame para parafuso com cabeça rosca direita. Inverta o padrão de travamento para parafuso com cabeça rosca esquerda.)
INSTALAÇÃO DE PORCAS DE TORQUE
Descrição Tamanho Quantidade Conjunto do Conjunto No Ref. Bucyrus da Supernut “jackbolts”
S070567-VG01 Motor da 82637920 2.00” 8 Elevação
E020743-01 Segundo Eixo 82637931 2.00” 8 Intermediário
S006761 Ferragens do 82637924 2.00” 12 Pedestal de Elevação
E022328-01 Mancal do 82637942 2.50” 8 Tambor de Avanço da Lança/Tampa
E022328-01 Mancal do 82637943 3.00” 12 Tambor de Avanço da Lança/Tampa
Tabela de Posicionamento das Porcas de Torque
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 2 POLEGADAS
1. Certifique-se de que a arruela de aço especial, fornecida com a porca de torque, seja colocada junto com a porca de torque. NÃO USE ARRUELAS PADRÃO COMERCIAL.
2. Verifique a base da porca de torque e certifique-se de que todos os parafusos nivelados tipo macaco estejam alinhados com o fundo.
3. As roscas e faces dos parafusos de extensão (“jackbolts”) são prélubrificadas com lubrificante de grafite. Certifique-se de que o mesmo está presente. Aplique mais lubrificante (N. Ref. MP390331) se necessário.
4. Enrosque a porca de torque na haste ou parafuso manualmente.
5. Aperte os parafusos nivelados tipo macaco com 114 Ft-Lbs como segue:
a. Aperte todos os parafusos nivelados tipo macaco com 10 Ft-Lbs cada.
b. Usando o padrão ESTRELA mostrado, aperte todos os parafusos nivelados tipo macaco com 55 Ft-Lbs.
c. Alterne para o padrão circular mostrado e aperte todos os parafusos nivelados tipo macaco com 85 Ft-Lbs.
d. Continue com o padrão circular aperte todos os parafusos nivelados tipo macaco com 125 FtLbs.
NOTAS:
• Com hastes e parafusos longos, ocorre um alongamento na haste ou no parafuso durante o aperto dos parafusos nivelados tipo macaco. Assim, após o aperto com o padrão circular da etapa 5-d acima, o primeiro parafuso nivelado tipo macaco pode ter se afrouxado. O maior valor de torque é usado nesta etapa somente para acelerar o processo de aperto. Após executar as etapas acima, use um torquímetro para dar os valores finais de torque e continue o aperto num padrão circular até que todos os parafusos nivelados tipo macaco estejam apertados num valor de 114 Ft-Lbs.
• Uma chave de impacto pode ser usada nas seqüências de aperto inicial, entretanto um torquímetro precisa ser usado para conseguir os valores finais de torque.
• Repita as etapas acima para todas as porcas de torque remanescentes.
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 2 POLEGADAS
1. Certifique-se de que a arruela de aço especial, fornecida com a porca de torque, seja colocada junto com a porca de torque. NÃO USE ARRUELAS PADRÃO COMERCIAL.
2. Verifique a base da porca de torque e certifique-se de que todos os parafusos nivelados tipo macaco estejam alinhados com o fundo.
3. As roscas e faces dos parafusos de extensão (“jackbolts”) são prélubrificadas com lubrificante de grafite. Certifique-se de que o mesmo está presente. Aplique mais lubrificante (N. Ref. MP390331) se necessário.
4. Enrosque a porca de torque na haste ou parafuso manualmente.
5. Aperte os parafusos nivelados tipo macaco com 114 Ft-Lbs como segue:
a. Aperte todos os parafusos nivelados tipo macaco com 10 Ft-Lbs cada.
b. Usando o padrão ESTRELA mostrado, aperte todos os parafusos nivelados tipo macaco com 55 Ft-Lbs.
c. Alterne para o padrão circular mostrado e aperte todos os parafusos nivelados tipo macaco com 85 Ft-Lbs.
d. Continue com o padrão circular aperte todos os parafusos nivelados tipo macaco com 125 FtLbs.
NOTAS:
• Com hastes e parafusos longos, ocorre um alongamento na haste ou no parafuso durante o aperto dos parafusos nivelados tipo macaco. Assim, após o aperto com o padrão circular da etapa 5-d acima, o primeiro parafuso nivelado tipo macaco pode ter se afrouxado. O maior valor de torque é usado nesta etapa somente para acelerar o processo de aperto. Após executar as etapas acima, use um torquímetro para dar os valores finais de torque e continue o aperto num padrão circular até que todos os parafusos nivelados tipo macaco estejam apertados num valor de 114 Ft-Lbs.
• Uma chave de impacto pode ser usada nas seqüências de aperto inicial, entretanto um torquímetro precisa ser usado para conseguir os valores finais de torque.
• Repita as etapas acima para todas as porcas de torque remanescentes.
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 2.5 POLEGADAS
1. Certifique-se de que a arruela de aço especial, fornecida com a porca de torque, seja colocada junto com a porca de torque. NÃO USE ARRUELAS PADRÃO COMERCIAL.
2. Verifique a base da porca de torque e certifique-se de que todos os parafusos nivelados tipo macaco estejam alinhados com o fundo.
3. As roscas e faces dos parafusos de extensão (“jackbolts”) são prélubrificadas com lubrificante de grafite. Certifique-se de que o mesmo está presente. Aplique mais lubrificante (N. Ref. MP390331) se necessário.
4. Enrosque a porca de torque na haste ou parafuso manualmente.
5. Aperte os parafusos nivelados tipo macaco com 233 Ft-Lbs como segue:
a. Aperte todos os parafusos nivelados tipo macaco com 25 Ft-Lbs cada.
b. Usando o padrão ESTRELA mostrado, aperte todos os parafusos nivelados tipo macaco com 115 Ft-Lbs.
c. Alterne para o padrão circular mostrado e aperte todos os parafusos nivelados tipo macaco com 175 Ft-Lbs.
d. Continue com o padrão circular aperte todos os parafusos nivelados tipo macaco com 225 FtLbs.
NOTAS:
• Com hastes e parafusos longos, ocorre um alongamento na haste ou no parafuso durante o aperto dos parafusos nivelados tipo macaco. Assim, após o aperto com o padrão circular da etapa 5-d acima, o primeiro parafuso nivelado tipo macaco pode ter se afrouxado. O maior valor de torque é usado nesta etapa somente para acelerar o processo de aperto. Após executar as etapas acima, use um torquímetro para dar os valores finais de torque e continue o aperto num padrão circular até que todos os parafusos nivelados tipo macaco estejam apertados num valor de 233 Ft-Lbs.
• Uma chave de impacto pode ser usada nas seqüências de aperto inicial, entretanto um torquímetro precisa ser usado para conseguir os valores finais de torque.
• Repita as etapas acima para todas as porcas de torque remanescentes.
PROCEDIMENTO DE APERTO PARA PORCA DE TORQUE DE 3 POLEGADAS
1. Certifique-se de que a arruela de aço especial, fornecida com a porca de torque, seja colocada junto com a porca de torque. NÃO USE ARRUELAS PADRÃO COMERCIAL.
2. Verifique a base da porca de torque e certifique-se de que todos os parafusos nivelados tipo macaco estejam alinhados com o fundo.
3. As roscas e faces dos parafusos de extensão (“jackbolts”) são prélubrificadas com lubrificante de grafite. Certifique-se de que o mesmo está presente. Aplique mais lubrificante (N. Ref. MP390331) se necessário.
4. Enrosque a porca de torque na haste ou parafuso manualmente.
5. Aperte os parafusos nivelados tipo macaco com 233 Ft-Lbs como segue:
a. Aperte todos os parafusos nivelados tipo macaco com 25 Ft-Lbs cada.
b. Usando o padrão ESTRELA mostrado, aperte todos os parafusos nivelados tipo macaco com 115 Ft-Lbs.
c. Alterne para o padrão circular mostrado e aperte todos os parafusos nivelados tipo macaco com 175 Ft-Lbs.
d. Continue com o padrão circular aperte todos os parafusos nivelados tipo macaco com 255 FtLbs.
NOTAS: • Com hastes e parafusos longos, ocorre um alongamento na haste ou no parafuso durante o aperto dos parafusos nivelados tipo macaco. Assim, após o aperto com o padrão circular da etapa 5-d acima, o primeiro parafuso nivelado tipo macaco pode ter se afrouxado. O maior valor de torque é usado nesta etapa somente para acelerar o processo de aperto. Após executar as etapas acima, use um torquímetro para dar os valores finais de torque e continue o aperto num padrão circular até que todos os parafusos nivelados tipo macaco estejam apertados num valor de 233 Ft-Lbs.
• Uma chave de impacto pode ser usada nas seqüências de aperto inicial, entretanto um torquímetro precisa ser usado para conseguir os valores finais de torque.
• Repita as etapas acima para todas as porcas de torque remanescentes.
INSTALAÇÃO DOS PARAFUSOS DE EXPANSÃO
Descrição Tamanho Quantidade Conjunto do Conjunto No Ref. Bucyrus da Supernut “jackbolts”
S006761 Ferragens do 82637950 1.00” 8 Pedestal de Elevação
S006969 Ferragens do 82637950 1.00” 8 Pedestal de
Elevação (LE)
Tabela de Posicionamento dos Parafusos de Expansão
PROCEDIMENTO PARA APERTO – PARAFUSOS DE EXPANSÃO
BARRA DE TORQUE, CAMISA CÔNICA E PORCA DE TORQUE DE 1,0 POLEGADA - MOVIMENTO DE ELEVAÇÃO
1. As roscas dos parafusos de extensão (“jackbolts”), a porção cônica da haste rosqueada e o diâmetro interno da camisa de expansão são pré-lubrificados com lubrificante de grafite. Certifique-se da presença do lubrificante. Aplique mais lubrificante (No Ref. MP390331) se necessário. Aplique também uma fina camada de lubrificante ao diâmetro externo da camisa de expansão, aos orifícios da estrutura giratória e da longarina de rotação e às superfícies das extremidades e às roscas dos parafusos de extensão (“jackbolts”).
2. Verifique a base da porca de torque e certifique-se de que todos os parafusos nivelados tipo macaco estejam faceando com o fundo.
3. Insira a luva de expansão pelo topo da estrutura.
4. Insira o estojo cônico na luva. Observe o sentido do cone na haste.
5. Deslize a arruela especial (espaçador) na extremidade roscada inferior do estojo.
6. Enrosque manualmente a porca de torque no estojo.
7. Aperte os parafusos de extensão (“jackbolts”) da porca inferior com 57 ft-lbs, conforme procedimento a seguir:
a. Utilizando a seqüência em ESTRELA mostrada, aperte todos os parafusos de extensão (“jackbolts”) com aproximadamente 30 ft-lbs cada um.
b. Mude para a seqüência circular mostrada e aperte todos os parafusos de extensão (“jackbolts”) com 57 ft-lbs
8. Certifique-se de que a arruela de aço especial, fornecida com a porca de torque, seja colocada junto com a porca de torque superior. NÃO USE ARRUELAS PADRÃO COMERCIAL.
9. Parafuse manualmente a porca de torque superior no prisioneiro.
10. Finalize a pré-carga da porca de torque superior, apertando os parafusos de extensão (“jackbolts”) da porca de torque superior com 57 ft-lbs, conforme procedimento a seguir:
a. Utilizando a seqüência em ESTRELA mostrada, aperte todos os parafusos de extensão (“jackbolts”) (apenas uma rodada) com aproximadamente 30 ft-lbs.
b. Ajuste a chave de torque para 57 ft-lbs. Trabalhando em uma seqüência circular, continue apertando os parafusos de extensão (“jackbolts”) da porca de torque superior até que os mesmos se estabilizem no torque máximo, o que poderá levar várias rodadas. (A estabilização ocorre quando a chave de torque estiver se movendo menos que 1/8 de volta).
11. Finalize o pré-carregamento da porca de torque superior, apertando os parafusos de extensão (“jackbolts”) da porca de torque inferior com 57 ft-lbs, conforme procedimento a seguir:
a. Ajuste a chave de torque para 57 ft-lbs. Trabalhando em uma seqüência circular, continue apertando os parafusos de extensão (“jackbolts”) da porca de torque superior até que os mesmos se estabilizem no torque máximo, o que poderá levar várias rodadas.
NOTAS:
• Pode-se usar uma chave de impacto nas seqüências iniciais de aperto. Contudo, deve-se usar uma chave de torque para se alcançar os valores finais de torque.
• Repita os passos acima para as porcas de torque restantes.
PROCEDIMENTO PARA REMOÇÃO DA PORCA DE TORQUE
CUIDADO: A REMOÇÃO CORRETA DA PORCA DE TORQUE EXIGE OS SEGUINTES PROCEDIMENTOS ESTRITOS. LONGOS PARAFUSOS DE ANCORAGEM E HASTES REQUEREM MAIS CUIDADOS. Se alguns parafusos nivelados tipo macaco estiverem completamente sem carga prematuramente, os parafusos nivelados tipo macaco remanescentes suportarão toda a carga do fixador. Isto poderá causar que os parafusos nivelados tipo macaco fiquem extremamente duros para girar ou mesmo que fiquem deformados.
NOTA: É uma boa prática aspergir todo o fixador e parafusos nivelados tipo macaco com um lubrificante tipo penetrante antes de tentar a remoção. Esta etapa será crítica se existir ferrugem nos componentes .
1. Gire o primeiro parafuso nivelado tipo macaco no sentido anti horário até que ele pareça solto, mas não mais que 1/2 volta.
2. Repita o procedimento com o restante dos parafusos nivelados tipo macaco. Use o reverso do padrão estrela usado para apertar os parafusos nivelados tipo macaco. Isto irá minimizar a carga nos últimos parafusos nivelados tipo macaco .
3. Repita todo o padrão para soltar, girando cada parafuso nivelado tipo macaco não mais que 1/2 volta de cada vez, até que a porca de torque possa ser retirada da haste ou parafuso manualmente.
Após remoção da porca de torque:
• Remova todos os parafusos nivelados tipo macaco da porca de torque. Limpe, inspecione e lubrifique a porca de torque, arruela temperada e os parafusos nivelados tipo macaco para posterior remontagem.
NOTA: Em fixadores com porca de torque menores é possível usar ferramentas de impacto para acelerar a remoção após executar a etapa 2 acima. Entretanto, NÃO USE FERRAMENTAS DE IMPACTO PARA O PROCEDIMENTO INICIAL DE DESAPERTO. Longos parafusos de ancoragem podem requerer diversas repetições do procedimento inicial de desaperto, antes de utilizar ferramentas de impacto para apoio.
LUBRIFICAÇÃO DE ROSCAS
Para muitos estojos de fixadores com porca de torque qualquer composto padrão anti aderente pode ser usado. Uma aplicação em camada fina, do tipo escova ou pincel, ou aspersão com lubrificante em aerosol é aceitável.
Parafusos nivelados tipo macaco são prelubrificadas de fábrica com lubrificantes a base de molibdênio ou grafite, dependendo da aplicação. Lubrificantes similares podem ser usados nos tipos de parafuso nivelado tipo macaco e arruela temperada durante a instalação.
DICAS ÚTEIS SOBRE A PORCA DE TORQUE
Antes do Aperto: 1. Roscas: Verifique todas as roscas do estojo principal para constatar se a porca de torque irá girar livremente antes da instalação. Se uma restrição for encontrada, use um composto par abrunimento nas roscas principais ou ajuste as roscas tanto na porca de torque como no estojo principal usando um bom cossinete ou macho. O MOVIMENTO IRRESTRITO DA PORCA DE TORQUE NO ESTOJO
PRINCIPAL É CRÍTICO NO PROCESSOO DE INSTALAÇÃO.
2. Espaçadores: A porca de torque deve ser posicionada na ponta do estojo principal quando a instalação estiver completa, a fim de minimizar a exposição de roscas que podem se danificar. Isto também servirá para reduzir qualquer dificuldade em atingir os parafusos nivelados tipo macaco evitando a necessidade de soquetes de parede fina ou com extensão. Um espaçador ou pacote de arruelas pode ser usado atrás da arruela temperada para complementá-la. O espaçador também propiciará uma passagem na área do estojo sujeita a danos, em casos de repetidas instalações.
3. Folgas: Solte a porca de torque para propiciar uma folga de 1/16 to 1/8 polegada entre a porca de torque e a arruela temperada antes de iniciar o processo de aplicação de torque. Isto permitirá que parafuso nivelado tipo macaco tenha um alongamento adicional o que permite um acesso mais fácil ao parafuso nivelado tipo macaco para lubrificação antes de sua remoção. No fechamento da folga entre flanges, ou onde longos fixadores forem usados, pode haver curso insuficiente no parafuso nivelado tipo macaco para permitir este recurso.
4. Soquetes: Use somente soquetes sextavados em boas condições. Soquetes desgastados eventualmente arredondarão as quinas dos parafusos nivelados tipo macaco provocando danos ou ferimentos.
Durante o Aperto: 5. Não aperte completamente um parafuso nivelado tipo macaco antes de mudar para o outro parafuso nivelado tipo macaco seguinte. Assim que a porca de torque é apertada, o primeiro parafuso nivelado tipo macaco que foi apertado nesta seqüência tem uma tendência de afrouxar. Será mais rápido fazer passes múltiplos movendo rapidamente entre os parafusos nivelados tipo macaco .
6. Aplicar o torque objetivado como indicado ANTES do aperto final. Isto vai acelerar a seqüência de aperto estabilizando mais rapidamente os parafusos nivelados tipo macaco já apertados. ESTEJA
CERTO DE QUE NÃO “ESTABILIZAR” OS PARAFUSOS NIVELADOS TIPO MACACO COM ESTE
VALOR DE TORQUE MAIS ELEVADO!
Durante a Remoção: 7. Remoer os parafusos nivelados tipo macaco muito rapidamente durante a desmontagem pode aumentar o torque de remoção dos parafusos nivelados tipo macaco remanescentes. Se um parafuso nivelado tipo macaco estiver emperrado, reaperte diversos parafusos nivelados tipo macaco de todos os lados para aliviar a tensão na porca de torque.
8. Se for um parafuso nivelado tipo macaco tipo “cogumelo” ele deve ser cortado com um disco de corte ou esmeril, e aí então o parafuso nivelado tipo macaco poderá ser removido.
CONJUNTOS DE TRAVA
Para instalar um conjunto de trava:
1. Limpe e passe óleo em todas as partes do conjunto de trava, eixo ou pino e furos da carcaça. Certifique-se de que os furos a serem conectados estejam corretamente alinhados.
2. Soltar todos os parafusos Allen com cabeça do conjunto de trava.
3. Instalar o conjunto de trava e o eixo ou pino na carcaça. Cuidadosamente observe quaisquer medidas requeridas para alinhar o conjunto de trava.
4. Aperte uniformemente os parafusos com cabeça do conjunto de trava. Não aperte cada parafuso todo de uma vez. Ao invés disto, gradualmente aperte cada um e continue por todo o jogo de parafusos, usando um padrão cruzado, e repita até que todos os parafusos estejam apertados. Ver a seção apropriada do manual de manutenção sobre o torque específico requerido.
Onde buchas piloto são usadas:
1. Insira o conjunto de trava como descrito acima - exceto remova todos os parafusos Allen com cabeça.
2. Insira 3 buchas piloto, igualmente espaçadas. Insira o parafuso com cabeça mais longo fornecido com a buchas piloto.
3. Aperte os parafusos com cabeça usando o mesmo procedimento requerido para os parafusos com cabeça do conjunto de trava.
4. Uma vez que a bucha piloto estiver adequadamente apertada, remova os parafusos Allen longos com cabeça e as buchas piloto. Substitua o parafuso com cabeça no conjunto de trava pelos parafusos Allen que vem com o conjunto de trava.
5. Aperte todos os parafusos com cabeça usando o procedimento acima. Guarde as buchas piloto e os parafusos longos com cabeça para uso futuro.
REMOÇÃO DO CONJUNTO DE TRAVA
Para conjuntos da série 1015 com colar de centragem:
1. Soltar todos os parafusos com cabeça do conjunto de trava por pelo menos 2 voltas, em incrementos de 1/4 de volta.
2. Transferir todos os parafusos com cabeça para as roscas de sacar existentes no colar de trava e no colar de centragem.
3. Progressivamente aperte todos os parafusos num padrão diametral, exceto os parafusos adjacentes á fenda do colar de trava estes devem ser apertados um após o outro.
Para conjuntos da série 4000 SEM colar de centragem:
1. Soltar todos os parafusos com cabeça do conjunto de trava por pelo menos 2 voltas, em incrementos de 1/4 de volta.
2. O conjunto de trava incorpora um cone auto liberado, que deveria permitir que o conjunto pudesse ser removido. Entretanto, se o anel de encosto emperra, dê uma pancadinha em 3 parafusos com cabeça igualmente espaçados para liberar positivamente a conexão.
3. Insira parafusos para sacar nas roscas sob os parafusos de trava revestidos com cádmio para remover o conjunto.
INSTALAÇÃO DE PINHÃO E CUBO
REMOÇÃO DE UM EIXO
CUIDADO: Um pinhão, tambor de freio ou acoplamento corretamente montados terão um assento por interferência com o eixo o que pode provocar que eles se soltem repentina e violentamente quando folgados. Soltar a porca do eixo somente o suficiente para permitir que o pinhão, tambor de freio ou acoplamento se livrem automaticamente. A porca do eixo segurará o pinhão ou o acoplamento e evitará ferimento a pessoas.
NOTA: Ao remover um pinhão, tambor de freio ou acoplamento de um eixo de motor, use sempre um saca polia adequado, para evitar causar danos ao pinhão, acoplamento, estrutura do motor, rolamentos ou eixo. Não aqueça o pinhão, tambor de freio ou acoplamento antes de puxar e não use cunhas entre eles e a capa do rolamento. Para evitar danos aos mancais anti fricção, evite o uso de marreta no extrator.
MONTAGEM DE UM PINHÃO OU CUBO EM UM EIXO
Uma operação bem sucedida de um conjunto de engrenagens depende amplamente da montagem correta do pinhão, tambor de freio ou acoplamento no eixo.
NOTA: A montagem de pinhões, tambores de freio ou acoplamento aquecendo-os em água fervente e guiando-os no eixo com pancadas de uma marreta pesada não é recomendável. Isto resulta num avanço descontrolado do pinhão ou acoplamento no eixo. Um avanço muito grande pode provocar um engripamento do pinhão, tambor de freio ou acoplamento, enquanto que um avanço insuficiente provocará deslizamento e desgaste a despeito da existência de uma chaveta. Adicionalmente, pancadas de martelo podem danificar as superfícies acabadas dos mancais anti fricção.
Pinhões, tambores de freio ou acoplamentos devem ser montados numa posição definida do eixo, sem pancadas de martelo. Isto requer um aquecimento a uma temperatura mais elevada que a conseguida com água fervente, e se baseia no diferencial de temperatura entre eles e o eixo. O método a seguir é o recomendado para a montagem de pinhões, tambores de freio ou acoplamentos:
1. Limpar bem a superfície de assento no eixo do pinhão, tambor de freio ou acoplamento e o furo do pinhão, tambor de freio ou acoplamentos. Use toluol ou percloroetileno; não use querosene.
CUIDADO: Solventes podem ser tóxicos e inflamáveis. Uma ventilação adequada precisa ser providenciada para minimizar riscos de incêndio e para a saúde. Utilizeos longe de fagulhas, calor ou chama para evitar fogo ou explosão. Seguir as instruções do fabricante.
Remova todas as marcas em ambas as partes. Coloque o pinhão, tambor de freio ou acoplamento freio sobre o manualmente para obter um encaixe de pelo menos 75%. Verifique o ajuste com tinta Subirós. Remova o pinhão, tambor de freio ou acoplamento.
2. Quebre todas as quinas agudas da chaveta e do rasgo de chaveta com uma lima fina, de forma a ter um raio de cerca de 1/64 polegada em cada quina. Ajuste a chaveta no eixo, tomando o cuidado de evitar deformar metal do eixo adjacente á chaveta. Caso previamente ajustados, lime ligeiramente, controle o ajuste com tinta Subirós até obter um encaixe de 75%. Coloque o pinhão, tambor de freio ou acoplamento no eixo para certificar-se que ele não danifique a chaveta.
3. Monte o pinhão, tambor de freio ou acoplamento a frio colocando-o no eixo e mantendo-o em posição manualmente. Meça a posição “a frio” do pinhão, tambor de freio ou acoplamento usando um micrômetro de profundidade. A figura a seguir ilustra o método de usar o micrômetro de profundidade.
Marque os lugares onde o micrômetro de profundidade encostou a fim de que medições possam ser feitas da mesma posição após o pinhão, tambor de freio ou acoplamento terem sido montados.
4. Remova o pinhão, tambor de freio ou acoplamento do eixo e aqueça-o em um forno adequado até a temperatura especificada. Se o pinhão, tambor de freio ou acoplamento for aquecido em óleo, o furo precisa ser bem limpo antes de montar. Para evitar a limpeza, o uso de um forno é recomendado.
CUIDADO: Use equipamento de proteção adequado ao manusear itens quentes.
A temperatura do pinhão, tambor de freio ou acoplamento é indicada como diferencial de temperatura entre eixo e pinhão; este diferencial de temperatura é somente estimado e pode ser ajustado para manter a interferência desejada. Aquecer o pinhão, tambor de freio ou acoplamento no forno até que a temperatura seja uniforme nos requeridos graus acima da temperatura do eixo. Por exemplo, se temperatura do eixo é 25°C (77°F) e o diferencial estimado é 125°C (225°F), aqueça o pinhão, tambor de freio ou acoplamento a 150°C (320°F) para efetuar a montagem.
ATENÇÃO: A temperatura do pinhão, tambor de freio ou acoplamento nunca deve exceder a 190°C (374°F).
Alguns métodos acurados devem ser providenciados para uma rápida medição das temperaturas do pinhão, tambor de freio ou acoplamento e eixo antes de montá-los. Isto é mais bem feito com um pirômetro manual (Ver a figura). Não havendo um pirômetro manual disponível, um termômetro pode ser usado colocando o bulbo sobre o pinhão ou acoplamento. Aqueça o pinhão, tambor de freio ou acoplamento alguns graus acima da temperatura desejada, antes de removê-lo do forno. Aguarde até que ele tenha se resfriado á temperatura desejada, retire o termômetro e rapidamente monte o pinhão, tambor de freio ou acoplamento como descrito abaixo.
5. Após certificar-se de que o furo está limpo, monte rapidamente pinhão, tambor de freio ou acoplamento quentes no eixo. Quando ele está praticamente em posição, mas ainda não em contato, dê um rápido empurrão para encaixá-lo no local. É importante que o pinhão, tambor de freio ou acoplamento quentes sejam instantaneamente encaixados em posição antes que tenham se resfriado apreciavelmente; caso contrário eles iriam imediatamente “congelar” sobre o eixo e não poderiam mais ser ajustados.
6. Verifique a posição “quente” ou de interferência do pinhão, tambor de freio ou acoplamento sobre o eixo, usando o micrômetro de profundidade. A penetração atual é a diferença das leituras do micrômetro de profundidade nas posições quente e frio. Para controlar as tensões no pinhão, tambor de freio ou acoplamento, esta penetração deve estar dentro dos limites especificados na tabela abaixo.
Se a penetração não estiver dentro dos limites especificados, o pinhão, tambor de freio ou acoplamento devem ser imediatamente retirados e remontados.
7. Coloque a arruela de trava e porca, aperte firmemente e trave. Quando não for usada uma arruela de trava, deve-se usar um composto para retenção, a fim de manter a porca presa durante a operação.
ATENÇÃO: Quando uma arruela de trava é usada, a porca deve ser firmemente apertada contra ela, e então a orelha da arruela de trava deve ser dobrada sobre um lado da porca. Isto é necessário para manter a porca apertada durante a operação.
EXIGÊNCIAS PARA ENCAIXE DE CUBOS PRE AQUECIDOS
EXIGÊNCIAS PARA ENCAIXE DE ACOPLAMENTOS DE MOTOR PRE AQUECIDOS
SOLDAS DE MANUTENÇÃO
Estas recomendações para solda de reparo se aplicam aos membros estruturais principais da máquina. As características de inúmeros ciclos de carga na máquina são consideradas no projeto e no material selecionado para a construção da máquina. Entretanto, devido ás condições operacionais não usuais que podem ser encontradas num grande número de ciclos de carga aplicados á máquina, trincas por fadiga ou outras anormalidades podem ocorrer. A detecção prematura destas condições por meio de inspeções regulares na máquina ajuda a evitar problemas ou paradas de emergência.
Soldas de manutenção são aplicadas para reparar componentes estruturais trincados ou quebrados. O recondicionamento de peças quebradas através da aplicação de processos térmicos, de corte e de solda requer atenção a inúmeros detalhes, cumprimento fiel aos procedimentos de reparo e observâncias ás normas de segurança federais, estaduais e locais.
CUIDADO: SOLDA E CORTE A QUENTE DE METAIS ENVOLVE A GERAÇÃO DE TEMPERATURAS DE ATÉ ALGUNS MILHARES DE GRAUS ONDE OS METAIS SE FUNDEM E VAPORIZAM. Quando precauções adequadas são tomadas para proteger pessoas ou bens contra calor, gases e fumos emanados, choque elétrico e radiação, nenhum dano resultará a pessoas ou bens. No aquecimento e corte a gás, o manuseio e estocagem de gases comprimidos apresentam outros riscos para os quais se necessita de proteção a fim de assegurar um ambiente seguro para o trabalho.
Medidas de segurança devem estar conforme a última edição da norma ANSI Z49.1, Segurança na Solda e Corte, publicada pela American Welding Society.
O recondicionamento de membros falhos requer atenção para uma série de detalhes e aplicação cuidadosa do procedimento de reparo. Somente em certos casos será necessário adicionar reforços aos membros.
ATENÇÃO: O REFORÇO DE MEMBROS ESTRUTURAIS SOMENTE DEVE SER FEITO COM BASE EM RECOMENDAÇÕES DA BUCYRUS INTERNATIONAL, INC. REFORÇOS IMPROPRIAMENTE APLICADOS PODEM TER EFEITO ADVERSO NO DESEMPENHO E VIDA ÚTIL DA ESTRUTURA.
Um membro quebrado é mais bem reparado fazendo uma solda com penetração completa, preferencialmente por solda em ambos os lados, usando o eletrodo de solda correto e observando todas as precauções tais como preaquecimento, goivadura, etc. O chanfro para a solda de penetração completa deve facear com o metal base em ambos os lados para remover todas as irregularidades de superfície. Um procedimento alternativa incorpora barras de backup para assegurar alcance, e penetração completa das soldas na área de reparo. Assegure-se de seguir todas as normas de segurança federais, estaduais e locais vigentes.
Uma solda de reparo com penetração completa está condicionada a esmerilhamento e a adição de reforços deve manter o padrão original de fluxo de tensões projetado nos membros estruturais. A adição de reforços que não fazem parte do projeto pode reduzir a resistência á fadiga, devido à mudança da geometria em relação á estrutura original.
Reparos efetivos por solda de membros estruturais de uma máquina trincados, quebrados ou empenados envolve conhecimento dos tipos de aço usados, eletrodo de solda correto e uma prática bem reconhecida em solda. A composição química, propriedades mecânicas, e espessura do aço determinam o eletrodo de solda a ser usado e a temperatura de preaquecimento requerida.
ELETRODOS PARA SOLDA
Com exceção da lança, reparos por solda nas diversas estruturas da máquina podem ser feitos com dois tipos de eletrodos revestidos básicos para solda a arco elétrico: E7018 e E8018-C1. ambos são eletrodos de baixo hidrogênio com material depositado tendo excelentes propriedades de resistência, em torno de 70,000 a 80,000 PSI, e ao impacto, de -20° a -75°F. Estes eletrodos para todas as posições produzirão soldas de alta qualidade nos reparos de componentes estruturais de maquinário pesado.
NOTA: Embora estes eletrodos sejam de superior qualidade, é preciso ter cuidado na sua aplicação. Eletrodos de baixo hidrogênio são altamente susceptíveis á absorção de umidade após a sua retirada do recipiente lacrado. Para manter as propriedades do baixo hidrogênio, resistente a trincas, eles precisam ser estocados em estufas a 250°F até a ocasião de sua utilização. Pequenas estufas portáteis para varetas ao lado do soldador são ideais. A utilização de eletrodos de baixo hidrogênio secos não pode deixar de ser enfatizada.
Trincas provocadas por hidrogênio são extremamente finas e ocorrem invisivelmente abaixo da superfície, na zona termicamente afetada do metal de base, como mostrado. Porisso, elas não são detectadas por ocasião da solda.
Estas trincas podem propagar em serviço e levar a uma fratura final da peça. É necessário obedecer estritamente às reconhecidas boas práticas de solda no que diz respeito ao manuseio, estocagem e uso dos eletrodos de baixo hidrogênio. Para evitar trincas sob o filete, remova todo óleo e graxa ou outros contaminantes da superfície e esteja certo que o aço está seco.
Preaquecer ás temperaturas requeridas. Use somente eletrodos secos retirados da estufa de eletrodos. Após expostos ao ar, os eletrodos precisam retornar para a estufa. O limite de tempo for a da estufa é de quatro horas para o eletrodo E7018 e duas horas para o E8018C1.
SOLDA DE REPARO EM TRINCAS
Preparação de juntas para o reparo de trincas
Remova toda a trinca através de goivagem com arc-air ou esmerilhamento. Prepare um chanfro em V de aproximadamente 45°-60° inclusive ângulo para a resolda. Se a trinca for passante em toda a espessura e se for possível fazer reparo pelos dois lados, uma preparação duplo V é preferível. Na solda pelos dois lados, chanfro na traseira para penetração completa é sempre recomendado.
Quando não for fisicamente possível o chanfro na parte de trás e a solda pelo outro lado, uma alternativa precisa ser pensada. Ás vezes é possível chanfrar atravessando toda a espessura para remover completamente a trinca, aí então se coloca uma barra de apoio como anteparo para fazer uma solda com penetração completa.
NOTA: A barra de apoio precisa assentar justa no lado inferior senão existirão condições ruins para a e podem ocorrer trincas.
Quando não é possível colocar um anteparo devido a acesso limitado pelo lado inferior, é recomendável remover um trecho da chapa defeituosa e soldar uma peça nova, usando anteparos em todos os lados para garantir uma solda com penetração completa.
Uma outra alternativa é chanfrar através, remover a trinca, fazendo pequenos filetes em fila para fechar a folga e preparar a ranhura para uma solda de reparo. Neste caso, a solda de reparo será essencialmente de penetração completa, mas será menos perfeita no lado inferior. Os demais métodos são preferenciais na ordem descrita, que é, solda em ambos os lados, solda contra barra de apoio, ou substituição completa da seção da chapa.
PREAQUECIMENTO
Quando preaquecer, aplique calor numa área ampla em torno do local de reparo. Um aquecimento saturado que penetra através do material em toda a sua espessura é preferível a um alto aquecimento da superfície rapidamente aplicado. Resistência elétrica ou aquecimento por irradiação é sugerido, desde que a fonte de calor possa ser deixada operando durante a solda, para manter a temperatura de preaquecimento num nível mínimo. Temperaturas de preaquecimento de até 400°F, dependendo da análise do aço, são adequadas na maioria das condições para reparos de porte. Como acima mencionado, as temperaturas de preaquecimento são determinadas pelo tipo de aço da estrutura. As temperaturas devem ser medidas com lápis indicadores de temperatura.
TÉCNICA DE SOLDA
Os tamanhos máximos de eletrodo são 1/4 polegada para posição plana, 3/16 polegada para posição horizontal e 5/ 32 polegada para posições vertical sobre cabeça. Use uma tecedura dividida tão logo a largura do filete seja suficiente para acomodar filetes lado a lado. Durante toda a solda tenha certeza de obtenção de fusão integral com o material de base e poças de solda adjacentes em todos os passes da solda. Limpe toda a escória entre passes e todas as crateras antes de começar com o eletrodo seguinte.
Inspecione atentamente a existência de trincas, mordeduras ou superposição de filetes, e goive ou esmerilhe falhas onde ocorrerem, antes de prosseguir. É muito importante em peças altamente carregadas, particularmente membros sujeitos a tensões cíclicas ou dinâmicas, obter soldas de reparo perfeitas.
A presença de qualquer tensão na superfície de uma peça é negativa para a resistência á fadiga e pode resultar em trincas futuras. Porisso, é essencial que o reparo acabado seja suave e bem combinado ao metal de base. Efetue solda de reparo em quaisquer mordeduras, esmerilhe passes de solda superpostos e elimine entalhes ou goivaduras. A melhor condição no local de uma solda de reparo é assegurada por esmerilhamento e fusão com a superfície do metal de base. A direção do esmerilhamento final deve ser idêntica á de aplicação de carga na estrutura. Ver a figura.
SOLDAS DE REPARO EM PEÇAS QUEBRADAS
Todas as recomendações dadas para o reparo de trincas se aplicam ao reparo de peças quebradas, com correções adicionais. Dependendo do tamanho e da seção transversal da peça, uma seqüência específica de procedimentos de solda pode ser requerida para fazer o reparo. Estas técnicas incluem seqüência de solda back-step (retrocesso), seqüência de solda block (bloco), alternando de lado a lado, solda simultânea em lados opostos, etc. Todas estas providências de segurança tem por objetivo minimizar tensões de contração e subseqüente distorção ou trincas durante a solda. O método a seguir deve ser determinado após cuidadosa análise da situação e pela abordagem do problema com bom senso. Geralmente um procedimento que deu bom resultado numa experiência prévia poderia logicamente ser aplicado na maioria dos casos.
O uso de chapas duplas, enrijecedores ou outros reforços para fortalecer um membro que trincou em serviço, precisa ser cuidadosamente analisado antes de decidir qual reparo fazer. Material adicional colocado para enrijecer altera a configuração e geometria do membro, possivelmente com um efeito pronunciado sobre a resistência á fadiga desta estrutura. Muitas vezes, estas tentativas de enrijecer adicionando chapas somente serve para “levar a trinca para outro lugar.” O fluxo de tensão na peça se alterou, criando um local para concentração de tensões. Anexos requerendo solda em cordão através de um membro sob tensão por exemplo, são métodos pobres de reparo. Uma solda de reparo perfeita, cuidadosamente executada e suavemente misturada ao metal de base por todos os lados, é preferível a reforços adicionais. Qualquer aplicação de reforços exige cuidadosa consideração em relação ao efeito global sobre a estrutura durante o serviço, e deve ser feito somente após consulta á Bucyrus International, Inc.
REPARO DE SOLDA DOS DENTES DA MESA DE GIRO
O método indicado a seguir é uma sugestão para o reparo de dentes trincados ou quebrados da mesa de giro. O método de reparo deve produzir resultados satisfatórios e entregar uma mesa de giro para serviço, desde que o procedimento seja cuidadosamente seguido em todos os seus detalhes. O procedimento de solda é essencialmente o mesmo para as três condições mostradas.
PREPARAÇÃO
1. Limpe a mesa de giro na área dos dentes a serem reparados e remova todos os resíduos de graxa, óleo ou sujeira. Lave intensamente com um solvente e seque com panos limpos.
2. Esmerilhe para remover completamente a trinca e prepare uma ranhura para a solda como mostrado nas figuras.
3. Teste de líquido penetrante para remoção completa da trinca.
4. Em caso de dente quebrado, esmerilhe a superfície da fratura na mesa de giro arredondando as quinas como mostrado.
ELETRODOS DE SOLDA PARA MESA DE GIRO
1. Todas as soldas devem ser feitas usando eletrodos de baixo hidrogênio E11018-M secos em estufa. Coloque a estufa para secagem de eletrodos o mais perto possível da área de trabalho. Regule a temperatura da estufa em 300°F. Á medida que as embalagens lacradas de eletrodos forem abertas, coloque todo o seu conteúdo na estufa. Não retire mais eletrodos do que o que vai ser consumido em meia hora. Se todos os eletrodos não forem usados em 1/2 hora, coloque-os de volta na estufa. Descarte todos os eletrodos que tenham ficado úmidos.
PREAQUECIMENTO
1. Dois níveis de preaquecimento são requeridos para o reparo de dentes, 250°F mínimo para solda e topo e 175°F mínimo para enchimento no canal. As temperaturas devem ser medidas com lápis indicadores de temperatura.
2. O preaquecimento é difícil de manter porque a massa de metal na mesa de giro é grande e dissipa o calor para fora da área de reparo. É porisso recomendado aplicar calor numa grande seção da mesa de giro para eliminar este efeito. A seção a ser aquecida deve cobrir pelo menos 3 dentes de cada lado do dente a ser reparado de forma a se obter a temperatura mínima de preaquecimento seja conseguida no local de reparo. Sugere-se aplicar aquecedores por resistência elétrica atrás dos dentes como mostrado, se tal arranjo físico for possível. Se a área de reparo não puder ser aquecida na temperatura mínima requerida por meio deste arranjo, aquecimento suplementar precisa ser colocado lateralmente ao dente da mesa de giro. Aquecedores por resistência elétrica podem ser aplicados, ou calor fornecido por tochas oxi-propano. Áreas adjacentes da mesa de giro devem ser cobertas com isolamento pesado para evitar perda de calor.
NOTA: Serviços contratados estão disponíveis para aplicação em campo de equipamento de aquecimento por resistência. Fonte sugerida:
Stresstech Box 11 Red Wing, MN 55066 (612) 388-7117
3. Durante a solda, a área de reparo precisa ser continuamente controlada com lápis indicadores de temperatura para se ter certeza de que a temperatura mínima está sendo mantida. Não solda em temperaturas abaixo do mínimo especificado.
PROCEDIMENTO DE SOLDA
1. Ver as figures prévias de solda de topo. A finalidade da camada de solda de topo é fornecer uma almofada entre a solda requerida para encher a ranhura e o aço liga fundido. Esta técnica é essencial para evitar trincas na zona termicamente afetada do aço fundido que, de outra forma, ocorreria igualmente devido à contração da solda á medida que a ranhura fosse sendo cheia. A solda de topo permite que a solda de reparo seja feita nas temperaturas de preaquecimento especificadas. Temperaturas muito mais elevadas seriam requeridas por outro lado para se ter uma solda isenta de trincas.
2. A solda de topo é feita usando eletrodos de 1/8 polegada de diâmetro E11018-M numa temperatura mínima de preaquecimento de 250°F. (Ver seção ELETRODOS PARA SOLDAS observando o uso de estufa para secagem de eletrodo.) Filetes de solda horizontais são aplicados para cobrir completamente a cavidade ou a superfície a ser soldada. As quinas da solda de topo precisam sobressair na área adjacente cerca de ½ polegada. Isto para evitar a solda subseqüente de se aplicada sobre o aço fundido.
3. Antes de iniciar a solda de topo, posicione uma peça de chapa fina de aço doce sob os dois esternos inferiores do dente. Isto é para prover um ponto de início de solda e para evitar poças de solda irregulares no fundo o que poderia representar concentrações de tensões provocando trincas quando o dente sofrer carga em serviço.
4. Aplicar a solda de topo, progredindo com filetes horizontais do fundo para o topo. Tome cuidado para manter a camada de solda de topo o mais suave e regular que possível. Quando terminar, remova toda a escória e esmerilhe qualquer ressalto que possa reter escória ao se fazer a solda para encher a ranhura. Em caso de reparo de um dente quebrado, o segmento de dente preparado é soldado de topo separadamente antes de posicioná-lo para a solda final no local.
5. O enchimento da ranhura é feito com eletrodos de 1/8 polegada ou 5/32 polegada E11018-M a uma temperatura mínima de preaquecimento de 175°F. (Ver seção ELETRODOS PARA SOLDAS observando o uso de estufa para secagem de eletrodo.) solde verticalmente para cima usando uma técnica de camada dividida tão logo a ranhura seja grande o suficiente para acomodar 2 ou mais filetes. Ver as figures sobre soldas de topo para ter a seqüência aproximada do filete de solda.
6. Para substituir um segmento de dente como mostrado, será necessário preparar um gabarito com o perfil do dente. O gabarito deve ser cuidadosamente feito para encaixar nos dentes da mesa com a maior precisão possível. Use o gabarito para posicionar o segmento de dente antes de soldar. Quando soldar o segmento de dente no local, alterne a solda de um lado para outro a fim de controlar a distorção. Verifique frequentemente com o gabarito.
7. Quando a solda da ranhura estiver terminada verifique cuidadosamente eventuais rebaixos e enchaos conforme necessário. Esmerilhe a solda suavemente e alinhe-a com as superfícies do dente adjacente. Use gabarito do perfil do dente e verifique o esmerilhamento do segmento de dente soldado. O esmerilhamento do raio na raiz do dente é muito importante. Evite quaisquer entalhes, goivaduras ou marcas de esmerilhamento na direção vertical. Esmerilhe um raio suave usando rebolos de pequeno diâmetro (peanut). Não conseguir um raio suave, sem ranhuras pode resultar em futuras trincas na raiz do dente.
8. Após a mesa de giro ter resfriado para a temperatura ambiente, efetue o teste de líquido penetrante no dente reparado.
EQUIPAMENTO DE SOLDA E CORTE
O equipamento de solda e corte necessário para reparos gerais está relacionado abaixo.
MÁQUINAS DE SOLDA, Arco - 600 ampere (para Solda e Corte) TOCHAS OXI ACETILÊNICAS com medidores - 150' mangueiras AQUECIMENTO TOCHAS DE AQUECIMENTO, Butano (para solda na lança) ACESSÓRIOS ARC AIR (para uso em máquinas de solda 600 Ampere) VARETAS DE ELETRODO PARA SOLDA - E7018, E8018, E11018 - 1/8", 5/32". 3/16", 1/4" C02 – Grau de solda - 45°F Ponto de orvalho max. OXIGÊNIO- Corte, e Aquecimento RASPADORES DE FLUXO DE SOLDA ACETILÊNICA – SOPRADORES Pneumaticos com talhadeira e peças sobressalentes, Ventilação (para compartimentos de solda,) ESMERILHADORAS, Rebolo - OLEADOS com rodas movimentados a ar – á prova de fogo (para solda nas bordas da lança) LUVAS DE AMIANTO ÓCULOS DE SEGURANÇA PARA CORTE, LÁPIS MARCADORES COM COMPOSTO Á BASE DE PEDRA SABÃO ANTI RESPINGOS escuro - 200o e 400o
EQUIPAMENTO PARA ALÍVIO DE TENSÕES E MEDIÇÃO DE TEMPERATURA
O equipamento recomendado para alívio de tensões, após reparo por solda, está relacionado abaixo.
EQUIPAMENTO PARA MEDIÇÃO DE TEMPERATURA SPEEDOMAX, “W” Multipoint, Potenciômetro Registrador ALIMENTAÇÃO ELÉTRICA NECESSÁRIA - 120 Volts, 60 ou 50 Hz. FAIXA DE CALIBRAÇÃO - 0 A 1500°F – Arame termopar Cromel-Alumel FAIXA DE PRECISÃO - 0.3% da tensão elétrica VELOCIDADE - 2" POR HORA SELEÇÃO DE TERMOPAR - Seis (6) pontos FABRICANTE DA LUMINÁRIA FLUORESCENTE - Leeds & Northrup Company FIO EXTENSOR DO TERMOPAR FIOS DUPLEX - Cromel-Alumel - TIPOK - 16 AWG trançado COMPRIMENTO – Resistência Externa Total para ambos os fios incluindo termopar não deve exceder 2500 Ohms em 410 pés. RESISTÊNCIA DO FIO – Resistência Nominal, Ohm por pé a 20°C (66°F) - Cromel - Ohms -
Alumel - .0683 Ohms. ISOLAMENTO DO FIO- cada condutor Enamel, amianto (par trançado) trance completa de amianto CÓDIGO DO FIO -Alumel, fio negativo (vermelho); Cromel, fio positivo (Amarelo) COR GERAL - Amarelo CATALOGO Nr. 16-59-17 POLARIDADE DESCONECTADA CONEXÃO COMPENSADA CROMEL-ALUMEL JACK CÓDIGO DE COR (Amarelo) - Catálogo Nr. 040419 PLUG CÓDIGO DE COR (Amarelo) - Catálogo Nr. 040434 GRAMPO DO CABO - Catálogo Nr. 072513 ADAPTADOR - Catálogo Nr. 076794 ELEMENTO TERMOPAR CROMEL-ALUMEL - TIPO K - estampo (1) Polegada trançado CROMEL POSITIVE WIRE CÓDIGO DE COR (nenhuma) ALUMEL NEGATIVE WIRE CÓDIGO DE COR (vermelho) Catálogo Nr. 8784-K-1-3-12"-D 1. 588003 Aquecedores Kaopak Flex 2. 588004 Coletor tipo Streamer Kaopak 3. Cobertura Kaopak 3, 5, ou 6 tipo bolsa conforme necessário ao tamanho do tubo do conjunto do termopar a receber alívio de tensões, completo Catálogo Nr. 8784-K-1-3-12"-Q Temperatura de aquecimento de pellets faixa: 1050°F 1100°F - 1200°F 1250°F precisão média: +/-1% Estes pellets Tempil começarão a fundir na temperatura especificada.
CUIDADOS E MANUTENÇÃO DE CABOS DE AÇO
ESTOCAGEM
Bobinas de cabos de aço podem ser estocadas por um determinado período de tempo. Isto é particularmente verdadeiro para cabos especiais de movimentos lentos que não podem ser estocados por muitos anos. Consequentemente, os cabos de aço devem ser estocados numa área bem ventilada com controle temperatura e umidade.
Não estoque cabos em contato direto com o solo ou os exponha aos elementos. Vapores atmosféricos excessivos irão condensar umidade provocando a corrosão do cabo. Se exposto ao sol direto, junto a uma caldeira ou condições quentes similares, a lubrificação original irá secar e perder as suas propriedades de preservação.
Similarmente, a estocagem num ambiente poeirento ou carregado quimicamente pode cobrir a superfície do cabo com materiais corrosivos ou mesmo deteriorar a alma de fibra. Se for necessário estocar cabos ao ar livre, a bobina deve ser colocada sobre blocos ou elevada do solo, e coberta com uma proteção á prova de água.
VERIFICANDO O DIÂMETRO
É crítico verificar o diâmetro do cabo fornecido ANTES de sua instalação na máquina. Isto é para certificarse de que o diâmetro do cabo atende ás exigências para uma determinada ou equipamento. Um cabo com diâmetro ABAIXO DA MEDIDA trará uma condição em que as tensões irão exceder os limites de projeto. Isto aumentará a possibilidade de ferimentos ou danos á máquina já que as chances de que o cabo se rompa são maiores. O uso de um cabo com diâmetro ACIMA DA MEDIDA provocará um desgaste prematuro deste cabo. Um cabo constantemente puxado e comprimido nas ranhuras das polias e do tambor provoca isto.
Método correto para a verificação do diâmetro dos cabos de aço
Na verificação do cabo é imperativo que o diâmetro atual do cabo seja medido. Este é definido como o diâmetro do círculo circunscrito, ou sua maior seção transversal. Para assegurar precisão nesta medição ela deve ser feita com um calibre para cabos de aço a fim de obter a dimensão externa de 2 veios diametralmente opostos do cabo. Na medição de um cabo com número impar de veios externos, técnicas especiais precisam ser empregadas. Ver informação do fabricante do produto para maiores detalhes.
MANUSEIO DE CABOS DE AÇO
No rebobinamento de cabos de aço bobina apoiada horizontalmente para um tambor, tenha em mente que os cabos de aço tem uma “memória” a ser considerada. Caso seja possível, é preferível que a parte do cabo no topo da bobina fique no topo do tambor neste processo. O mesmo seria válido para o início do cabo na bobina ficar no início do tambor. O rebobinamento desta forma evitaria colocar o cabo em enrolamento reverso á medida que for instalado. Se um cabo é instalado de forma que enrolamento reverso for induzido, isto pode provocar que o cabo fique “torcido” e, consequentemente, mais difícil de trabalhar com ele.
Existem diversos métodos que podem ser usados para desbobinar um cabo de um carretel ou bobina. A situação particular, ou aplicação, determinará o método a ser usado.
Um método começa por colocar o carretel ou bobina num estande vertical. O estande consiste de uma base com eixo vertical fixo. Neste eixo existe um “guincho” ou manga rotativa” consistindo de uma chapa com pinos inclinados.
Ele é posicionado de forma que o carretel ou bobina possa ser colocado sobre ele permitindo que o carretel ou bobina gire no eixo horizontal. O guincho completo e a bobina então giram enquanto o cabo é puxado, sem adicionar torcedura ou possibilidade de sair do centro. Este método é particularmente efetivo quando o cabo vai ser enrolado num tambor vertical.
O método mais comum e mais fácil de desbobinamento é simplesmente segurar uma extremidade do cabo enquanto se rola a bobina no solo como um aro de barril.
NOTA: Evite métodos de desbobinamento que possam provocar torceduras. Tais procedimentos IMPRÓPRIOS devem ser rigorosamente evitados e fim de evitar a ocorrência de laços. Estes laços, quando puxados, inevitavelmente resultarão em torceduras. Independentemente de como a torcedura se desenvolve, ela irá danificar veios e cabos, resultando numa seção torcida que precisará ser cortada. Manuseio adequado e cuidadoso manterá os cabos de aço livres de torceduras.
Métodos impróprios para desbobinar cabos de aço
AMARRAÇÃO DE CABOS DE AÇO
Existem inúmeras maneiras de se cortar um cabo de aço, mas em todos eles certas precauções devem ser observadas. É crítico antes de qualquer corte ser feito que adequadas amarrações sejam aplicadas em ambos os lados do local onde o corte será feito. Pontas insuficiente ou inadequadamente amarradas podem ficar distorcidas ou achatadas. Isto também evitará que as pontas se soltem ou desfiem. Subsequentemente, quando o cabo for instalado pode ocorrer uma distribuição não uniforme da carga nos veios. Isto criará uma condição de reduzir significantemente a vida útil do cabo.
Existem dois métodos amplamente aceitos para aplicar a amarração, conforme ilustrado. O material de amarração propriamente dito deve ser um arame ou veio macio, ou recozido. O diâmetro do arame de amarração, e o comprimento desta, dependerão do diâmetro do cabo de aço. O comprimento da amarração porém nunca deve ser menor que o diâmetro do cabo em uso. Normalmente, para um cabo pré-formado, uma amarração de cada lado do corte é suficiente. Para cabos não pré-formados, um mínimo de duas amarrações de cada lado é recomendado; e estas devem estar afastadas uma da outra de seis diâmetros do cabo.
Para cabos de aço maiores: coloque uma extremidade do arame de amarração na ranhura entre dois veios; enrole a outra extremidade apertada formando uma hélice firme sobre a posição da ranhura usando um ferro de amarração (uma barra redonda de 1/2" a 5/8" diam. x 18" de comprimento) como mostrado. Ambas as extremidades do arame de amarração devem ser entrelaçadas bem apertadas, e a amarração finalizada deve parecer como mostrado. A largura da amarração não deve ser menor que o diâmetro do cabo.
AMARRAÇÃO Método A
O procedimento ilustrado abaixo é o segundo dos dois métodos aceitos para colocação de amarração em cabo de aço . Este método é normalmente usado em cabos menores.
AMARRAÇÃO Método B
PREPARAÇÕES FINAIS / TERMINAIS
Pode surgir a necessidade de uma preparação especial no terminal para compensar determinadas aplicações tais como aberturas apertadas no tambor, ou outros complicados sistemas de encaixe. Onde estas situações forem encontradas, uma série de projetos básicos (e combinações) estão disponíveis á escolha. Quando possível preparações finais devem ser removidas depois de finalizada a instalação.
“Ponta acabada” é o que se refere quando discutimos um terminal utilizado para puxar o cabo de operação em seu encaixe. A ponta cabo precisa ser fixa a um mecanismo em que a força e o movimento sejam transferidos eficientemente sem distorção no cabo de aço. Terminais se tornam itens de grande importância para transferir estas forças. Cada tipo básico de terminal tem a sua própria característica individual. Assim, um tipo usualmente será mais adequado ás necessidades de uma determinada instalação do que outros. Deve ser notado que nem todos os terminais irão desenvolver plena tensão nos cabos de aço utilizados. Para reduzir a possibilidade de erro, a indústria de cabos de aço determinou eficiências de terminais de diversos tipos de pontas. Quatro tipos comuns de pontas acabadas são mostradas.
GRAMPOS PARA CABOS DE AÇO
Grampos para cabos de aço são amplamente usados para fazer terminações nas pontas dos cabos. Grampos são disponíveis em duas versões básicas; o PARAFUSO U e o FIST GRIP (grampo tipo punho). A eficiência dos dois tipos é aproximadamente a mesma.
NOTA: Ao usar grampos tipo PARAFUSO U, extremo cuidado precisa ser tomado para que ele seja corretamente posicionado. O fator importante é que o grampo tipo PARAFUSO U seja aplicado com a seção “U” em contato com a ponta morta do cabo. Também o aperto e o reaperto das porcas precisam ser executados como requerido.
APLICAÇÃO DOS GRAMPOS PARA CABO DE AÇO
O seguinte é o método recomendado para aplicação de grampos tipo PARAFUSO U, a fim de obter o máximo de potência de fixação da instalação:
1. Volte a quantidade especificada de cabo da ponteira. Aplique o primeiro grampo a uma distância de uma largura básica da ponta morta dos cabos de aço (PARAFUSO U através da ponta morta – ponta viva apóia na sela do grampo). Aperte as porcas diametricalmente e uniformemente no torque recomendado.
2. Aplique o grampo seguinte o mais próximo possível do laço. Enrosque mas não aperte as porcas.
3. Coloque grampos adicionais espaçados (se requerido) igualmente entre os dois primeiros. Gira as porcas uniformemente para retirar a folga do cabo. Continue a apertar todas as porcas uniformemente (em todos os grampos) até que o torque recomendado seja atingido.
NOTA: Aplique a carga inicial ao veio de cabos, e então reaperte as porcas até o torque recomendado . Isto é feito porque o cabo irá alongar e reduzir no diâmetro quando cargas forem aplicadas. Inspecione periodicamente e aperte no torque recomendado todas as vezes.
Um terminal em conformidade com as instruções acima, usando uma quantidade de grampos como mostrado, tem aproximadamente uma taxa de eficiência de 80%. Esta taxa é baseada na resistência nominal do cabo de aço. Se uma polia for usada em lugar de uma ponteira onde o cabo retorna, adicione mais um grampo.
A quantidade de grampos mostrada é baseada usando cabo de aço de camada regular á direita ou longa, classe 6 x 19 ou classe 6 x 37, núcleo de fibra ou IWRC, IPS ou EIP. Se for usada construção fechada e para os tamanhos 1 polegada e maior, ou uma construção tipo arame externo largo na classe 6 x 19, adicione mais um grampo.
A quantidade de grampos mostrada também se aplica a cabo de aço de camada regular á direita, classe 8 x 19, núcleo de fibra, IPS, tamanhos 1-1/2 e menor; cabo de aço de camada regular á direita, classe 18 x 7, núcleo de fibra, IPS ou EIP, tamanho1-3/4 polegada e menor.
Para outras classes de cabos de aço não mencionadas, pode ser necessário adicionar grampos á quantidade mostrada. Se uma maior quantidade de grampos for usada que o apresentado na tabela, a quantidade de retorno de cabo na ponteira deve ser proporcionalmente aumentada. A QUANTIDADE ACIMA É BASEADA
NA APLICAÇÃO DE GRAMPOS EM CABO NOVO.
IMPORTANTE: Falha em fazer o terminal em conformidade com as instruções acima, ou em verificar periodicamente e reapertar ao torque recomendado, provocará uma redução na taxa de eficiência.
O espaçamento correto e a quantidade de grampos está mostrada acima.
SOQUETES TIPO CUNHA
Um dos mais populares fixadores para pontas de cabos de aço é o soquete tipo cunha. A fixação e a desmontagem deste dispositivo é fácil e simples.
1. Inspecione a cunha e o soquete; remova todas as quinas / rebarbas ásperas que podem danificar o cabo.
2. Pontas soldadas do cabo devem ser cortadas antes da montagem. Isto permitirá aos veios do cabo se distorcerem ligeiramente pois eles ficarão dobrados fortemente ao redor da cunha. Se a ponta soldada não for removida, o menor deslizamento dos veios será restrito e evidenciado posteriormente no cabo. Isto pode resultar em pernas de cabo esticadas, cabo ondulado e carregamento desuniforme.
3. Coloque o soquete em posição superior e leve o cabo em torno dele, num laço largo e fácil de manusear. Cuidado deve ser tomado para que o lado de carga viva do cabo esteja em linha com as orelhas.
4. A ponta morta do cabo deve estar a uma distância do soquete de 6 a 9 vezes o diâmetro do cabo. A cunha é então colocada no soquete.
5. Segure o soquete e cuidadosamente aplique uma carga gradualmente crescente á ponta viva do cabo a fim de que a cunha fique em posição. Somente tensão suficiente para manter as peças no lugar.
6. Depois de verificar o alinhamento aumente GRADUALMENTE a carga até que a cunha tenha se assentado corretamente.
IMPORTANTE: Evite carga de choque súbitas
NOTA: Este é o procedimento recomendado. Se forem feitas variações para atender a condições especiais, elas devem ser cuidadosamente avaliadas previamente.
INSPEÇÕES EM POLIAS E TAMBORES
As máquinas devem receber inspeções periódicas, e os resultados referentes á sua condição geral, registrados. Tais inspeções usualmente incluem o tambor, polias, e diversos outros componentes que possam ter contato com o cabo de aço. Estes são considerados itens de grande desgaste. Como uma precaução adicional, qualquer peça relacionada com os cabos de trabalho, particularmente aquelas na áreas descritas abaixo, devem ser reinspecionadas antes da instalação de um novo cabo de aço.
Exemplos da condições da ranhura da polia
Estas seções transversais ilustram áreas de contato das ranhuras de três polias. “A” é cabo correto, “B” é muito esticado, e “C” é muito bambo.
O primeiro item a ser verificado no exame de polias e tambores é a condição das ranhuras. Para verificar precisamente o tamanho, contorno e quantidade de desgaste, é usado um calibre de ranhura. Como mostrado na figura, o calibre deve contatar a ranhura cerca de 150 graus de arco quando em condições otimizadas.
Existem dois tipos de calibres para ranhura em uso geral.os dois diferem pelo seu respectivo percentual sobre o nominal.
Calibre de ranhura para polias novas e recuperadas
Para ranhuras de polias novas e recuperadas, o calibre de ranhura é nominal mais um percentual de sobre medida. O calibre hoje em dia levado pela maioria dos representantes de cabos de aço é usado para ranhuras desgastadas e é feito nominal mais 1/2 do percentual de sobre medida.
Este ultimo calibre é pretendido para atuar com um tipo de calibre “passa-não passa”. Qualquer polia com uma ranhura menor que esta precisa ser usinada ou o cabo existente será danificado.
Inspeção de polia desgastada
Estas seções transversais polia-ranhura representam três condições de assentamento de cabos de aço: “A” – um novo cabo em uma nova ranhura; “B” - um novo cabo em uma ranhura desgastada; e “C” - um cabo desgastado em uma ranhura desgastada.
QUEBRAS EM CABOS DE AÇO NOVOS
Cabos de aço novos requerem instalação cuidadosa. É altamente recomendada a observância aos procedimentos previamente informados. Após o cabo ter sido instalado, e as pontas seguras de maneira conveniente, o mecanismo deve ser partido cuidadosamente e então permitido percorrer um ciclo completo de operação em velocidade grandemente reduzida. Durante esta operação experimental uma observância muito atenta deve ser dada a todas as partes móveis, tais como polias, tambores e roletes para assegurar que o cabo funciona livremente. Seja vigilante para assegurar que não existam obstruções á medida que se desenvolve o ciclo no sistema. Caso não existam problemas aparentes, as próximas etapas incluem diversos funcionamentos do ciclo operacional normal sob condições de carga leve e a velocidade reduzida. Este procedimento permite que as peças dos componentes do novo cabo a se ajustarem gradualmente ás condições operacionais atuais.
DADOS DE INSPEÇÃO
É essencial manter um programa bem planejado de inspeção periódica. Frequentemente, existem agencias mandatárias e/ou reguladoras que impõem exigências adicionais que precisam ser cumpridas. Ver os procedimentos sugeridos que se seguem.
Abrasão – Dobramento e esmagamento representam o ABC dos abusos com os cabos de aço. O primeiro objetivo da boa prática de inspeção é descobrir prematuramente tais condições afim de que correções possam ser feitas, ou o cabo substituído com segurança e esforço mínimo. Uma degradação repentina indica uma perda de resistência no cabo original, uma decisão em tempo hábil deve ser tomada para permitir que o cabo permaneça em serviço. Tal decisão somente pode ser tomada por um inspetor experiente. E a sua determinação deverá ser baseada no seguinte:
1. Detalhes sobre a operação do equipamento.
2. Freqüência de inspeções.
3. Histórico de manutenção.
4. Conseqüências da falha.
5. Registros históricos de equipamento similar.
Para assegurar que informação suficiente pode ser obtida, as páginas a seguir contém diretrizes que devem ser cumpridas.
DIRETRIZ PARA INSPEÇÕES E RELATÓRIOS (Equipamento, cabos de aço e lingas de cabos de aço)
1. Manter todos os registros e relatórios de inspeção arquivados pelo tempo considerado necessário.
2. Antes do uso diário, os seguintes procedimentos devem ser seguidos.
a. Verifique todas as funções do equipamento.
b. Abaixe os blocos de carga e verifique os ganchos quanto a deformação ou trincas.
c. Durante o procedimento de abaixamento e o ciclo seguinte de elevação, observe o cabo e o seu encaixe. Observe particularmente se há torcedura, laço ou outras deformidades. Também devem ser notadas as condições de enrolamento no tambor.
d. Verifique os cabos de aço e lingas quanto a sinais visuais de alguma condição insegura; inclui fios quebrados, desgaste excessivo, torceduras ou laços, e corrosão severa. Particular atenção deve ser dada a qualquer dano novo durante a operação.
3. Inspeções periódicas consistentes com as normas aplicáveis são recomendadas acompanhadas de um relatório assinado por um inspetor autorizado e competente. Estes relatórios periódicos devem incluir inspeções do seguinte:
a. Todos os mecanismo funcionais operando quanto a desgaste excessivo de componentes, peças do sistema de frenagem e lubrificação.
b. Fins de curso.
c. Ganchos do guindaste quanto a excessiva abertura da garganta ou giro, juntamente com exame visual de trincas.
d. Cabos de aço e encaixe para condições que possam provocar saída do cabo.
e. Lingas de cabos de aço desgaste excessivo, fios quebrados, torceduras, giro e abusos mecânicos.
f. Todas as conexões terminais tais como ganchos, correntes, esticadores, grampos de chapa, soquetes, etc. quanto a desgaste excessivo, e distorção.
4. Pelo menos uma inspeção anual com relatório assinado deve ser feita para:
a. Gancho do guindaste para trincas.
b. Tambor de elevação para desgaste ou trincas.
c. Membros estruturais para trincas, corrosão e distorção.
d. Conexões estruturais tais como parafusos, rebites, e soldas soltos.
Critérios de Inspeção em Cabos de Aço
O que se segue é uma lista compreensiva de fatores críticos para inspeções. Não se trata, entretanto, de apresentar um substituto para o inspetor experiente. Trata-se mais de um guia para o usuário dos padrões aceitáveis pelos quais o cabo deve ser julgado.
Abrasão
O cabo desgasta quando ele se move através de um meio abrasive ou sobre tambores e polias. A maioria das normas determina que o cabo seja removido se o desgaste externo nos fios exceder a 1/3 do diâmetro externo original do cabo. Isto não é fácil de determinar e a descoberta deve se basear na experiência do inspetor na medição de diâmetros de cabos descartados.
Redução no Diâmetro do Cabo:
Qualquer marcante redução no diâmetro do cabo indica degradação. Tal redução pode ser atribuída a:
• Excessiva abrasão externa.
• Corrosão interna ou externa.
• Camada do cabo bamba ou apertada.
• Rompimento de fios internos.
• Ferrugem ou opacidade dos veios.
No passado, a determinação de continuidade de serviço de um cabo dependia amplamente do diâmetro do cabo por ocasião das inspeções. Recentemente, esta prática foi modificada.
Preliminarmente, um decréscimo no diâmetro do cabo foi comparado a padrões de diâmetro mínimo publicados. A quantidade de alteração no diâmetro é, evidentemente, útil para julgar a condição do cabo. Mas, comparar esta imagem com um conjunto fixo de valores pode levar a erro. Estes mínimos aceitos durante longo tempo não são propriamente de sério significado desde que eles não considerem fatores como:
• Variações na compressibilidade entre IWRC e núcleo de fibra.
• Diferenças na quantidade de redução de diâmetro oriundos de desgaste abrasivo, ou de compressão do núcleo, ou uma combinação de ambos.
• O diâmetro atual original do cabo que o seu valor nominal.
Na verdade, todos os cabos apresentarão uma significante redução em seu diâmetro quando uma carga é aplicada. Porisso, um cabo fabricado próximo á sua medida nominal pode, quando submetido a carga, se reduzir a um diâmetro menor que o estipulado como diâmetro mínimo na tabela. Desta forma, mediante estas circunstâncias, o cabo seria declarado inseguro quando, na verdade, ele pode ser seguro.
Como exemplo de um possível erro no outro extremo, nós podemos tomar o caso do cabo fabricado próximo ao limite superior do tamanho permitido. Se o diâmetro atingiu uma redução ao valor nominal ou ligeiramente abaixo dele, as tabelas indicariam que este cabo está seguro. Mas ele deve, talvez, ser removido.
Avaliações do diâmetro do cabo são primeiramente estimadas numa comparação com o diâmetro original quando NOVOS e submetidos a uma carga CONHECIDA mediante circunstâncias comparáveis. Periodicamente, ao longo da vida útil do cabo, o diâmetro atual deve ser registrado enquanto o cabo estiver sob carga equivalente e na mesma seção de operação. Este procedimento, se seguido cuidadosamente, revela uma característica comum ao cabo: após a redução inicial, o diâmetro logo estabiliza. Posteriormente haverá um contínuo, porém pequeno, decréscimo no diâmetro ao longo de sua vida.
A deterioração do núcleo, quando ocorre, é revelada por uma redução mais rápida do diâmetro e é tempo para a sua remoção.
A decisão se um cabo é seguro ou não nem sempre é uma questão simples. Uma quantidade de diferentes porém inter-relacionadas condições precisa ser avaliada. Seria muito perigoso para um inspetor declarar um cabo seguro para serviço continuo simplesmente porque o seu diâmetro não atingiu o mínimo arbitrariamente estabelecido numa tabela, enquanto ao mesmo tempo, outras observações levam a conclusão oposta.
Devido ao fato das condições para remoção serem diversas, e porque o diâmetro propriamente dito é um critério bastante vago, a tabela de diâmetros mínimos foi deliberadamente omitida desta publicação.
Alongamento do Cabo
Todos os cabos irão alongar quando cargas são inicialmente aplicadas.
Alongamento dos Cabos de Aço vs Vida do Cabo
Á medida que o cabo degrada por desgaste, fadiga, etc. (excluindo dano acidental), a aplicação continua de uma carga de magnitude constante produzirá diferentes alongamentos no cabo. Uma curva de “alongamento” plotada alongamento vs. tempo apresenta três fases distintas:
FASE 1. - alongamento inicial, durante o primeiro (inicial) período de serviço do cabo, provocado pelo ajuste do cabo ás condições operacionais (alongamento de construção).
FASE 2. – em seguida a esta fase inicial, vem um longo período da maior parte da vida útil do cabo em serviço onde ocorre um ligeiro alongamento sobre um longo período. Isto resulta de desgaste normal, fadiga, etc. Na curva plotada alongamento vs. tempo esta parte será praticamente uma linha reta ligeiramente inclinada para cima.
FASE 3. – Após, o alongamento ocorre numa taxa rápida. Isto significa que o cabo atingiu o ponto de degradação rápida; o resultado de sujeição prolongada a desgaste abrasivo, fadiga, etc. Esta segunda inversão da curva é um alerta indicando que o cabo deve ser rapidamente removido.
Corrosão
Corrosão, de difícil avaliação, é uma causa mais séria de degradação do que a abrasão. Usualmente, significa uma falta de lubrificação. A corrosão ocorrerá mais frequentemente na parte interna antes que se apresente como evidência visível externamente na superfície do cabo. Erosão nos fios é motivo para remoção imediata do cabo. Não somente ela ataca os fios de metal, mas também evita que os componentes do cabo se movam suavemente á medida que os fios dobram. Usualmente, quando ocorre uma ligeira descoloração devido á ferrugem meramente é um indicativo da necessidade de lubrificação.
Ferrugem severa por outro, conduz a falhas prematuras por fadiga nos fios, obrigando a retirada imediata do cabo em serviço. Quando um cabo apresenta mais de uma falha no arame adjacente a uma conexão terminal, ele deve ser imediatamente removido. Para retardar a deterioração corrosiva, o cabo deve ser mantido bem lubrificado. Nas situações onde ações corrosivas extremas podem ocorrer, pode ser necessário usar cabo de aço galvanizado .
Torceduras
Torceduras são distorções permanente provocadas por laços muito apertados. Cabos com torceduras precisam ser removidos de serviço.
Gaiola de Passarinho
A gaiola de passarinho resulta de desbalanceamento que surge devido a manuseio errado como paradas bruscas, cabo sendo puxado através de polias muito esticado, ou enrolado num tambor muito pequeno para um dado diâmetro de cabo. Isto provoca a substituição do cabo a menos que a seção afetada possa ser removida.
Condições Localizadas
Cuidadosa atenção deve ser dada ao desgaste das polias compensadoras. Durante a operação normal o desgaste não é visível. Vibração excessiva, ou batidas podem provocar abrasão e/ou fadiga. Cruzamentos no tambor e áreas de ponta em flanges precisam ser cuidadosamente avaliadas. Todas as conexões terminais, inclusive emendas, devem ser examinadas quanto a desgaste e fios quebrados, veios soltos ou danificados, conexões trincadas e desgastadas ou ponteiras distorcidas e dobra de veios.
Danos Pelo Calor
Após um incêndio, ou exposição a temperaturas elevadas, pode haver descoloração, ou uma aparente perda de lubrificação interna. Cabos com núcleo de fibra são particularmente vulneráveis. Nestas circunstâncias o cabo deve ser substituído.
Núcleo Saliente
Se, por algum motivo, o núcleo do cabo ficar saliente numa abertura entre os veios, o cabo está inadequado para serviço e deve ser substituído.
Fixadores Terminais Danificados
Conexões terminais trincadas, dobradas, ou quebradas devem ser eliminadas. A causa deve ser pesquisada e feita a correção. Em caso de ganchos dobrados, as aberturas da garganta precisam ser medidas e o ponto mais próximo não pode exceder a 15% do normal. A torção não deve ser maior que 10 graus.
Martelamento
Batida continua é uma das causas de martelamento. O cabo pode bater contra um objeto, tal como alguma parte estrutural da máquina, ou dá uma pancada contra um rolo, ou consigo mesmo. Frequentemente isto pode ser evitado colocando protetores entre o cabo e o objeto no qual ele se choca. Outra causa comum de martelamento é o trabalho contínuo com carga pesada sobre uma polia ou tambor. Quando a ação de martelamento não pode ser controlada é necessário fazer inspeções mais freqüentes e estar preparado para substituição prematura do cabo.
Esfregamento
Esfregamento provoca o deslocamento de arames e veios como resultado de uma ação de contato consigo mesmo ou com outro objeto. Isto por sua vez provoca desgaste e deslocamento de arames e veios ao longo de um lado do cabo. Medidas corretivas devem ser tomadas tão logo esta ação seja observada.
Fratura por Fadiga
Arames que se quebram com pontas quadradas e apresentam pequeno desgaste na superfície, usualmente falharam como resultado de fadiga. Tais fraturas podem ocorrer na coroa dos veios, ou nos vales entre os veios onde já existe contato adjacente. Na maioria dos casos estas falhas estão relacionadas a tensões de dobramento ou vibração.
Se o diâmetro das polias, rolos ou tambor não puder ser aumentado, um cabo mais flexível deve ser usado. Mas se o cabo em uso já está no máximo de flexibilidade, o único recurso restante que ajudará a prolongar a sua vida em serviço é mover o cabo através do sistema pelo corte de sua ponta morta. Movendo o cabo através do sistema, as seções fadigadas são deslocadas para outras áreas menos sujeitas á fadiga.
Fios Quebrados
A quantidade de fios quebrados no lado externo dos cabos de aço são um índice de 1) sua condição geral, e 2) se ele deve ou não ser considerado para ser substituído. Freqüentes inspeções ajudarão a determinar o tempo decorrido entre quebras.
Ocasionalmente, um único arame se quebrará logo após a instalação. Entretanto, se outros arames não se romperem durante este período, não há motivo de preocupação. Por outro lado, se mais arames quebrarem, o motivo precisa ser imediatamente investigado.
Numa aplicação onde ocorreram quebras em vale (quando o arame fratura entre os veios) é preciso dar séria atenção. Quando duas ou mais destas fraturas forem encontradas, o cabo deve ser imediatamente substituído.
NOTA: Quebras em vale não são permitidas em cabos de elevador.
Quando fios quebrados aparecem dentro de um cabo operando sob condições normais muitos outros podem mostrar a mesma condição num período relativamente curto. A tentativa de apertar para a última medida de serviço um cabo que apresenta um número de fios quebrados próximo do limite, criará uma intolerável situação de risco.
Um arame quebrado sob uma carga de tração que tenha excedido o seu alongamento é reconhecido como configuração “taça e cone” no ponto de fratura (Cabo A). O rompimento do arame neste ponto mostra que a falha ocorreu enquanto o arame tinha a sua ductilidade. Fratura por corte (Cabo B) ocorre no arame submetido a uma combinação de cargas transversais e axiais. Rompimentos por fadiga usualmente são caracterizados por pontas esquadrejadas perpendicularmente ao arame tanto numa seção reta como em forma de Z (Cabos C e D).
Exemplos de fios quebrados
Arco Elétrico
Cabo que tenha estado em contato tanto com uma linha elétrica viva como usado como “terra” num circuito de solda elétrica, apresentará arames que fundiram, descoloriram e/ou recozeram, e precisam ser removidos.
VEDAÇÕES
Vedações para óleo e graxa são críticas para a disponibilidade da máquina. Estocagem, manuseio, remoção e instalação sem cuidado podem contribuir para reduzir a vida útil dos componentes da máquina e aumentar os custos de operação.
As vedações são produzidas em todos os tamanhos, formas e materiais. Onde possível, a Bucyrus especificou o uso das vedações com o mais comum elemento moldado sólido para uso nas máquinas da Bucyrus.
Todos os tipos de vedações para óleo e graxa tem uma vida limitada. Armazene vedações em local fresco, seco e protegido da luz solar direta. Mantenha nos recipientes e embalagens para vedações até que sejam retiradas para uso. Vedações mantém o lubrificante limpo e contido ás suas respectivas carcaças, rolamentos ou percursos de passagem. Sempre manuseie as vedações cuidadosamente para evitar a exposição a dobras e outros danos. Não as lave com solventes, pois alguns podem destruir as suas propriedades de vedação.
INSTALAÇÃO DAS VEDAÇÕES
Vedações moldadas sólidas são instaladas por ocasião da fabricação com ajuste de interferência entre vedação e furo. Este método de instalação cria um ajuste estanque a óleo. Quando uma desmontagem parcial da máquina envolver a remoção de vedações moldadas sólidas, antes de remontá-las inspecione cuidadosamente quanto a cortes, dobramentos ou trincas. Substitua por vedação partida se a desmontagem completa for inconveniente ou por uma vedação moldada sólida nova. Vedações partidas, especialmente as feitas com ajuste de interferência no topo, também são instaladas com compressão na junta. Vedações partidas usadas como substitutas para vedações moldadas sólidas devem ser substituídas em todas as revisões de componentes principais.
CUIDADO: Não corte um vedação sólida e a use com vedação partida.
Verifique o eixo quanto a arranhões, rebarbas ou rugosidade na superfície que possam cortar ou danificar o lábio da vedação. Cuidado com rasgos de chaveta ou entalhes agudos onde a vedação deverá passar. Proteja o lábio da vedação cobrindo estas interferências com uma fita.
Inspecione a área do furo quanto a rugosidade na superfície, sujeira ou rebarbas. Remova e limpe se necessário. O furo e o eixo necessitam de um chanfro de 0,0625 in. (1.588 mm) para acomodar uma instalação isenta de vazamento. Se o eixo ou furo não tiver chanfro, cuidadosamente providencie uma rebarbação dentro do flange de vedação.
Determine a direção correta de instalação do lábio e coloque a vedação na cavidade com pressão manual dos dedos, então dê ligeiras pancadas uniformemente ao longo da circunferência até que ela encaixe ou faceie com a carcaça. (Dê pancadas somente na quina externa da vedação com martelo ou bloco de madeira.)
Uma vedação dupla, instalada encosto com encosto pode ser usada para reter graxa e óleo e ser mais eficiente em prevenir a entrada de contaminantes.
Siga o seguinte procedimento de instalação para vedações partidas:
• Remova a mola de retenção e separe o gancho e olhal.
• Abra a vedação, extremos opostos, para instalação no eixo como mostrado movendo as extremidades ao longo do eixo da vedação.
• Lubrifique a mola e a instale em torno do eixo. Ligue as pontas e insira a mola na ranhura do lábio, com as pontas da mola afastadas 90o da junta de topo.
Instalação de Vedação Partida
CUIDADO: Não desbaste ou corte extremidades de vedações partidas ou afaste os extremos. Isto destruirá a vedação.
Vedações de caixas redutoras usadas para conjuntos integralmente estanques a óleo requerem uma preparação da superfície de um lado dos flanges com um revestimento Form-a-Gasket #3 (Permatex Co.) de 1/100 polegada de espessura. Em caso de uso de vedação de papel manilha sempre substitua por uma nova, nunca reutilize. Aplique Form-a-Gasket #3 em ambos os lados da vedação de papel. Aperte os parafusos da tampa da caixa redutora até que o material de vedação “escorra para fora” da junta.
Quando o acabamento superficial estiver na faixa de até 250 micro-polegadas, uma gaxeta de vedação do tipo compressão é recomendada. Este material (VELLUMOID) está disponível em espessuras padrão de polegadas (mm) 1/64 (.397), 1/32 (.794), 1/16 (.063), e 1/8 (.125) devendo também ser instaladas com Permatex aplicado nos dois lados.
VEDAÇÃO DE CAIXAS REDUTORAS
Use a informação da figura a seguir para fazer uma vedação correta das metades e/ou tampas das caixas redutoras.
NOTA: antes de aplicar qualquer vedação ou gaxeta, limpe todas as superfícies de encosto retirando a sujeira, ferrugem e carepa.