








































Vigan Engineering 16 Rue de l’Industrie B-1400 Nivelles Belgium
T: +32 67 89 50 41 E: info@vigan.com
PUBLISHERS
Jason Chinnock jason@dc-int.com
Andrew Hucker-Brown andrew@dc-int.com
EDITORIAL
Louise Dodds-Ely Editor louise@dc-int.com
Jay Venter Deputy Editor editorial@dc-int.com
Samantha Smith Directories directories@dc-int.com
Bernice van Wyk Office Manager accounts@dc-int.com
SALES
Matthew Currin Senior Sales sales2@dc-int.com Executive
Zack Venter Advertisement Sales sales@dc-int.com Executive
CORRESPONDENTS
Brazil Patrick Knight India Kunal Bose
Europe Barry Cross UK Maria Cappuccio
UK Michael King UK Richard Scott
ADMINISTRATIVE OFFICE
Business Publishing International Corporate Park, 11 Sinembe Crescent La Lucia Ridge, South Africa, 4051
Tel: +27 31 583 4360
Fax: +27 31 566 4502
Email: info@dc-int.com
Twitter: twitter.com/drycargomag
HEAD OFFICE
Trade Publishing International Limited
Clover House, 24 Drury Road, Colchester, Essex CO2 7UX, UK
Tel: +44 (0)1206 562552
Email: info@dc-int.com
Website: www.drycargomag.com
Twitter: twitter.com/drycargomag ISSN 1466-3643
Insta: www.instagram.com/drycargointernational
Trade



In recent weeks it has become clearer that commodity import demand around the world is well supported. Consequently solid world seaborne trade growth during 2024 as a whole seems to be evolving, and some positive signs for next year are evident.
A modestly firm underpinning of global economic activity is envisaged in the latest (mid-October) assessment of prospects by the International Monetary Fund. World growth of gross domestic product is expected to remain “stable yet underwhelming” through 2025 at 3.2% annually (after 3.3% in 2023). The task of bringing inflation under control “has largely been won”. This background will assist dry bulk trade over the year or more ahead.
Earlier this year it appeared that world seaborne coal trade could see a weaker trend unfold during 2024 following last year’s brisk expansion. A downturn seemed especially likely if China’s 2023 imports surge was reversed. As there has been no sign yet of that decline occurring, and weakness elsewhere among importers has proved limited, the current year’s trade volume may be stable or higher.
But the outlook for coal trade next year and later is still negative. Amid the energy transition towards renewable and other cleaner energy sources, fossil fuels will be affected by downwards pressures. A new report by the International Energy Agency published
last month emphasized that “coal demand is projected to fall in the years ahead”, although the precise timing and pace of decline are uncertain. The pattern of import requirements probably will be similar.
Forecasts for global imports of iron ore suggest that an unchanged or higher volume in 2024 is likely, followed possibly by this trend extending into 2025. A recent report by Australian Government analysts estimated an unchanged 1,619mt (million tonnes) total this year (including land movements but mostly seaborne), and a 31mt or 2% increase to 1,650mt next year.
Some additional support in 2025 may be derived from strengthening demand for steel in a number of countries, implying benefits for production and raw materials usage. The World Steel Association’s mid-October update estimated world steel demand rising by 1% next year after declining by 1% in the current year. While China’s steel demand may remain on a decreasing trend, the European Union and Japan may see turnarounds from reduction to revival.
Prospects for global grain and soya trade can be expected to change frequently and sometimes quite abruptly. Unpredicted weather conditions affecting harvests in both importing and exporting countries, and the impact on
import demand and supplies, is often influential in modifying predictions.
Currently negative signs are prominent. According to the latest US Department of Agriculture monthly estimates and BSA calculations, world trade in wheat, corn and other coarse grains plus soyabeans and meal may be 18mt or 2% lower in the 2024/25 marketing year now starting. The volume (including land movements but mainly seaborne) could fall from 713mt in 2023/24, to 695mt. A large proportion of the reduction may reflect lower soyabeans, wheat, corn and barley imports into China.
Within the agricultural bulk commodities sub-category of the minor bulks segment modest growth appears to be unfolding. This group includes various oilseeds and meals, rice, and sugar totalling over 190mt last year. Extra volumes in all these commodities could be seen in 2024 as a whole, resulting in a continued gradual upwards trend.
Two-fifths of the entire world bulk carrier fleet consists of Capesize bulk carriers, defined as vessels of 100,000 deadweight tonnes and over, including Newcastlemax as well as large ore carrier sizes. As shown in table 2, fleet growth has been around 2% annually in the past two years and may be unchanged in 2024 before possibly slackening in 2025.
Clarksons (historical
by Richard Scott,
& BSA



The International Monetary Fund, (IMF) forecast global growth to remain stable at 3.2% in 2024 and 2025, virtually unchanged from previous forecasts earlier this year. Revisions have taken place, with upgrades
to the forecast for the US offsetting downgrades to those for other advanced economies especially the largest EU countries. For emerging market and developing economies, disruptions to
production and shipping of commodities, like oil, conflicts, civil unrest and extreme weather events have led to downward revisions to the outlook for the Middle East, Central Asia, sub-Saharan Africa and
contrasts with upgrades to the forecast for emerging Asia, where surging demand for semiconductors and electronics, driven by significant investments in artificial intelligence, bolstered growth a trend supported by substantial public investment in China and India.
Global grains and oilseed markets look to be supplied with large quantities of cereals, coarse grains and oilseed crops provisionally forecast at 3.5bn/t in 2024/25. Projections of strong global crop yields continue to put pressure on commodity markets, leading to lower prices. As a result, farmers worldwide are experiencing decreased operating margins after a very positive cycle between 2020 and 2023.
The UN’s Food and Agricultural Organization’s (FAO) theme, for this year’s World Food Day ‘Right to Food for a better life and a Better Future’ was chosen because it emphasizes, the fundamental human right to accessible, nutritious, affordable and sustainable food to ensure everyone's well-being and dignity. And it includes how to access food in different ways while being able to have a nutritional and balanced diet, to nourish the body. The FAO confirmed that over 2.8bn people can't afford a healthy diet so they hope to increase peoples’ knowledge about nutritious food, while helping poorer people to get access to healthy food sources.
Source: FAO, IFA
Fertilizer affordability improved in the first half of this year, compared to the previous 18 months and is expected to support a recovery in nitrogen, phosphate and especially potash consumption. Earlier in the year, the International Fertilizer Association (IFA) forecast global fertilizer use to rise to 203.7mt (million tonnes) Nutrients in 2024/25 and to 217.9Mt Nutrients by 2028/29.
Thereafter, fertilizer use to expand in the medium-term, but at a lower rate of 2.2% in 2025 and 1.5% in 2028 — due to nutrient use efficiency, slower growth in food production reflected in slowing population growth.
While the global outlook indicates improved fertilizer affordability, international prices do not always reflect prices paid by farmers due to exchange rate fluctuations, transport
and

The Argentinian Port of Bahía Blanca has reserved for six months an area of land — previously allocated for the construction of a proposed LNG terminal — to Pampa Energía, which aims to build a large fertilizer plant there. This will ultimately produce urea for export. In total, $1 billion is expected to be invested in the project. Nevertheless, Pampa Energía anticipates that the eventual investment could be within the $1.5 billion to $2 billion band. The exact level will depend on the plant’s maximum capacity, which could be anything between 1.5mt (million tonnes) and 2mt of fertilizer annually. Originally, YPF’s proposed LNG plant,
domestic regulations. Also, interest rates remain high in many countries, affecting farmers’ financial health and their ability to procure inputs.
Nitrogen — urea prices rose by nearly 9% in the third quarter reflecting China’s decision to suspend urea export inspections expected to be in place to the end of the year. Russia extended export quotas for nitrogen and compound fertilizers 11.2mt and 8mt respectively from Dec 1–May 31 ’25.
Concerns remain about capacity expansion projects in the Middle East and whether they will go ahead before further trade restrictions are introduced by China, including spikes in natural gas prices occurring for nitrate production in Europewhere, partly due to weather delays, demand has been slow to buy urea and nitrates for 2024/25. By contrast India snapped up 60,000/t of granular urea for c.$340/t, however, these costs have yet to be accepted by European buyers. But, the rapid advance in regional gas costs has once again brought European nitrogen production costs into focus. To date the lack of farmer engagement, Forex movements and logistics have kept many European distributors, importers on the sidelines. While the slow pace of activity in Brazil, and sluggish demand elsewhere in Latin America, where urea offers were c.$350pt CFT, encouraged the business with netbacks from India around $330/t FOB. India is expected to tender every six
which will now be built in Punta Colorada, Rio Negro, would have covered a total area of 1,200 hectares Interestingly, there was a an even earlier terminated project, which was put forward by Vale. This Brazilian company wanted to extract potassium chloride in the south of Mendoza and export it through the port of Bahia Blanca from a site now taken by Pampa Energía.
Bahía Blanca already has an established fertilizer plant of the same type proposed by Pampa Energía. This has been operated by Profertil in the port’s industrial area since 2000. Profertil is also planning to build a
to eight weeks through to the end of rabi season in April. Upside price pressure anticipated if demand peaks in Europe and India and coincides with purchasing in North and Latin America.
DAP (diammonium phosphate) prices increased by more than 8% y/y, partly due to export restrictions on China’s phosphate aimed at keeping domestic prices low and ensuring greater availability of phosphates for lithium iron phosphate (LFP) batteries used in electric vehicles and ammonia from Russia, which disrupt trade with the impact particularly noticeable in Europe — with phosphates replaced by higher-cost supplies from exporters such as Egypt, Morocco, Saudi Arabia and the US. Phosphate supply remains strained-plant maintenance in Saudi Arabia and the Russian Federation has been prolonged. In the last six weeks, India secured an additional 600,000/t of DAP and announced a generous retail price subsidy scheme for phosphates for the rabi season and will continue to import heavily. Exports from China likely to be modest and become tighter in the fourth quarter as China prioritizes domestic access, further straining global supply. Morocco continues to reshape its production capabilities, prioritizing triple superphosphate (TSP) production, which does not require ammonia feedstock; as a result, prices for DAP and MAP have increased as major markets, like Brazil and the US, prefer DAP and MAP. Affordability concerns, in Brazil
granulated urea plant adjacent to its existing facility, which would export urea mainly to Brazil.
However, the new plant is not yet a done deal, since a second site is also under consideration by the developer in the province of Santa Fe, with studies being undertaken that are expected to be completed within 12 months.
Of note is that, at the end of 2023, the Chinese firm Potassium Chemical Group announced construction of a urea plant and another NPK fertilizer plant in the port area of Bahía Blanca. This consisted of $1.25 billion in investment, and could produce annual exports worth $450 million. Barry Cross
and sub-Saharan Africa, are likely to curb consumption.
MOP (muriate of potash), prices fell by more than 4% in the third quarter, due to seasonally weak demand and robust exports. Exports from Belarus have remained solid despite sanctions. Russia’s potash exports (not subject to sanctions), were up 70% in the first half of 2024. At the same time, Canadian exports have shifted towards Europe. Potassium supply is ample, with trade in 2024 slated to surpass 2023 levels. New capacity additions in Lao People’s Democratic Republic, and higher production and exports in Canada will continue to improve availability and affordability of potash. Pricing is likely to remain stable, though some pockets of upcoming seasonal demand from palm oil plantations in Southeast Asia might cause temporary regional spikes.
USDA’S baseline assessment for the US crop acreage in 2025, pegs wheat at 46m/acres, corn increased to 92m/acres, small increase for sorghum to 6.5m/acres, with a cut in soybean acreage to 85m/acres. While production costs are likely to be similar to those of 2024, some input costs are lower, while fertilizer is relatively expensive.
In the US winter wheat sowing is progressing at an average pace, though
drought conditions are affecting a larger wheat area than in the previous year. Continued widespread rain provided moisture to the Southern Plains and improved drought conditions. As of 12 November, 12–43% of winter wheat is in an area affected by drought, similar to last year’s level. Heavy rains in the EU’s central and western areas impeded sowings for a second consecutive year, while in Romania and Bulgaria, rains have improved depleted soil moisture levels. Russia’s low rainfall and above-average temperatures in the southern and central regions have delayed sowings with similar challenges experienced in parts of Ukraine, where the war continues to undermine agricultural
production. In Far East Asia, attractive prices, government support and generally favourable weather conditions are boosting wheat area prospects in the leading producers, China and India.
According to Rusagrotrans, Russian wheat plantings are lower y/y at 15.4m/acres. SovEcon’s provisional estimate for Russia’s wheat production pegged at 81.6mt. Russian officials confirmed the 2024 grain harvest estimates and the winter grain seeded area data, includes Ukrainian territories currently under Russian control.
South American weather continues to
improve with Brazil’s soybean planting moving at a rapid pace. Early indications point to a contraction in corn plantings in Argentina due to moisture deficits. In Brazil, the major safrinha corn crop is due to be planted next year.
South Africa’s near-record corn prices and favourable weather following drought conditions, support an uptick in 2025 corn plantings. The likely return to wetter weather conditions in Southern African countries underpins better prospects for next year’s corn crop.
While the US soybean harvest concludes with yields revised to c.51.7bu/acre, South American farmers are advancing the 2024/25 planting season.


Argentina may see its largest soybean acreage expansion in over a decade. Brazil’s plantings are also expected to grow — the surge in supply, driven by potential record output in both countries, could further pressure international soybean prices in the coming months.
The global wheat harvest is forecast at 795mt. Higher than expected wheat yields boosted an exceptional Australian crop c.32mt (Ikon Commodities forecast 34.5mt). Elsewhere, better crops in Kazakhstan, US, China, India and Pakistan have lifted output.
After reaching a record last year, global coarse grain production is forecast slightly lower at 1.5bn/t in 2024, with larger outturns in Brazil, South Africa, China and the US, expected to outweigh the fall in output in Russia and Ukraine due to adverse weather conditions. Meanwhile, a significant increase in global oilseeds
Source: IFA-Data K20 basis * effective capacity derived [a] capability
10mt to 214mt, with stocks revised lower at 258mt (world 124mt, China 134mt). In November ’24, FOB prices for soft wheat fell below $250/t. CBOT Futures December Contract for Wheat closed down $5.71/bu (08 Nov ’24). Spot prices of Argentine Grade 2 wheat (Up River) $230/t, EU France Grade1 (Rouen) $239, US HRW (Gulf) $261/t and US SRW (Gulf) $258/t (7 Nov ’24).
BUMPER COARSE GRAIN CROPS
ANTICIPATED IN 2024/25
Near record coarse grain output is provisionally forecast at 1.5bn/t, due to an exceptional US corn crop c.385mt. Argentina’s corn crop c. 51mt with corn output in Brazil c.127mt in 2024/25. For other feed grains, global sorghum output is expected to rise to 62mt underpinned by strong sorghum shipments to China, with barley output slightly lower at 142mt.
GLOBAL TRADE , CORN PRICES LOWER IN 2024/25
Coarse grains food/feed and industry use to rise to 1.51bn/t and includes a 10.4mt increase for feed 935.5mt and 7.5mt increase for food 571.2mt in 2024/25. Global coarse grain trade is forecast lower at 229mt, with stocks lower at 330mt (World 123mt, China 207mt). In November ’24, FOB prices for corn fell below $250/t. CBOT Futures December Contract for corn closed $4.271/bu (08 Nov ’24). Spot prices of Argentine Corn (Up River) $213/t, Brazil (Paranagua) $223/t, US Corn (Gulf) $213/t (8 Nov ’24).
OILSEED CROP ANTICIPATED IN 2024/25
Driven by potentially large soybean crops forecast at 425mt. With the US soybean harvest almost completed, the focus shifts to the large growing soybean crops in South America (Brazil 169mt, Argentina 51mt and Paraguay 11mt) yet to be harvested, where weather is improving and soybean planting is moving at a rapid pace, the exception being Rio Grande do Sol-a key producing state, where soil conditions
have led to delays in plantings. For other oilseeds, increased output is anticipated for palm kernel, cottonseed and groundnuts, with smaller crops for copra, rapeseed and sunflower seed.
Strong soybean crush in the US and Argentina and the delayed implementation of the EU’s Deforestation Regulation (EUDR) are contributing to falling prices for soybean meal. Tight supplies of palm oil and new government policies in Indonesia are contributing to higher palm prices. In October, the government announced plans to increase the current biodiesel mandate, while imposing a new tax on palm oil exports.
Global oilseed trade is forecast up to 207mt, crush 557mt with global stocks rising to 148mt. The projected US seasonaverage farm price for soybeans is unchanged at $10.80/bu.
Fertilizer affordability improved in the first half of this year, compared to the previous eighteen months, is expected to support a recovery in nitrogen, phosphate and potash consumption, forecast by the IFA to rise from 203.7mt N in 2024/25 to 217.9mt N in 2028/29.
Nitrogen (urea) capacity in Nigeria was expanded to over 1mt, and in the US Gulf ammonia capacity was increased to 1.15mt. The Russian Federation’s new ammonia export terminal in Taman will soon be in commission and will add to existing supply. Investment in nitrogen capacity in the next five years is expected to be driven by access to feedstocks, located in low-cost regions with abundant natural gas resources like Russia, and in countries with strong support for decarbonization activities, such as the US where the Inflation Reduction Act (IRA) has spurred a
Source: FAO/IFA-Data P205 tonnes basis * effective capacity derived [a] capability
wave of investments in ammonia capacity with carbon capture, utilization and storage (CCUS). China continues to operate a major portion of its nitrogen industry using coal as feedstock rather than using to natural gas or renewables.
Ammonia capacity is forecast to grow by 8% from 192mt N in 2023/4 to 207mt N in 2028/29. Central Europe aside, capacity additions are expected in all regions, China (+4%), India (+4%) West Asia (+14%), Africa (+11%) and EECA (+11%). The US is expected to significantly grow its ammonia capacity on the back of tax credits introduced as part of the Inflation Reduction Act in 2022.
Ammonia capability is forecast to increase from 162.7mt N in 2023 to 177.8mt N in 2028 (+9% over the period), averaging 1.5% growth per year. driven by new capacity additions in EECA (Russia and Uzbekistan), the US, Africa (Egypt and Nigeria), West Asia (Iran, Qatar, Saudi Arabia), India, China and Australia. With total ammonia capability forecast to grow at a slightly faster pace than demand over the next five years, the nitrogen balance is expected to loosen from a theoretically available surplus of 3.6mt N in 2024 to 5.9mt N in 2027, before receding slightly in 2028 to 5.1mt N. IFA’s nitrogen demand
forecasts include conventional industrial nitrogen uses but do not yet include new low-carbon ammonia demand likely to emerge from uses, including power generation, hydrogen carriers and maritime fuels.
IFA forecasts 2.8mt N of green ammonia capacity to be commissioned by 2028, and confirms longer term projects involving larger volumes of green ammonia 120mt N are being tracked by IFA as under consideration/working towards final investment decisions
The IFA expect Latin America and South Asia to be the main engines of global growth in the medium term, adding between 3mt and 4mt N each between 2024-2028. East Asia is expected to expand by 2% and implies an additional 1.5mt N nutrients due to its large market size. Production is expected to grow in the forecast period, with much of the new capacity expected in East Asia and the Middle East. A recovery in urea output is also expected in Europe, where production has been hampered by the surge in natural gas prices.
Potash capability is forecast to increase from 52.1mt K2O in 2023, to 58.9mt K2O in 2028, a 13% growth rate, mostly due to capacity expansions by existing producers in Laos, Russia and new sizeable projects expected in Canada and Russia.
Higher output is forecast in Belarus, in line with recovered export capability. Supply to outpace demand with the potash balance to show a surplus of 9.1mt K2O, in 2028/29.
Phosphoric acid capacity is forecast to increase by 10% between 2023 and 2028, reaching 70.6mt P2O5 by 2028/29. Significant capacity growth is projected in 2026 and 2027, resulting from sizeable investments already under way. Capacity additions are mainly expected to come from existing producers in Morocco, Saudi Arabia; smaller additional capacities are also expected in India, Brazil and Egypt.
Phosphoric acid capability is forecast to increase from 54.3 to 60.3mt P2O5 in 2028, an 11% growth rate. Both Africa and West Asia remain the main drivers of this growth. The phosphate balance has loosened since then and is forecast to be better balanced in the next five years. The theoretically available phosphate surplus is projected at 14% of capability in 2028. Slowing phosphate demand growth and a lack of any sizeable projects outside of existing suppliers drives a stable phosphate balance in the coming years. IFA’s demand forecast does not include widespread roll out of phosphate use in lithium iron phosphate (LFP) batteries in the next five years outside of China.


Canada is the world’s largest supplier of potash and key producer of sulphur, and the Port of Vancouver on its west coast plays a critical role moving Canadian fertilizer to
markets across the world.
Fertilizer exports at the port move through three major bulk terminals — which have handled as much as 10mt
(million metric tonnes) of potash and 3mt of sulphur annually within the past four years. Potash and sulphur exports are mainly destined for the Indo-Pacific and


Americas regions, with most potash going to four key markets (Brazil, China, Indonesia and India), while the top destinations for sulphur are China and Australia.
“Canada has some of the largest reserves of potash in the world, with a mature mining sector that continues to see investment and growth,” said Doug Mills, the Vancouver Fraser Port Authority’s Bulk Sector Account Representative.
“The Port of Vancouver has successfully supported potash and sulphur exports for decades, and we are seeing ongoing investment in the port and its terminals to support future needs. This includes a major upgrade of the Westshore terminal to handle potash from 2026 onwards in support of BHP’s new Jensen mine in Saskatchewan. By the end of the decade, we expect this upgrade alone to add millions of tonnes a year to the port’s annual potash exports.”
Over the past ten years annual potash exports moving through the Port of Vancouver have been around 7–10mt — with China and Brazil each getting about 1–3mt. The port has handled around 2–3mt of sulphur exports a year over the past decade — with production tied to refining and upgrading in Alberta’s oil and gas sector, with volumes escalating in 2022,
2023 and YTD 2024.
“With its distinctive yellow colour and ability to be stored in the open, sulphur has long been associated with the Port of Vancouver — any ships entering the busy Burrard Inlet trade corridor pass by Vancouver Wharves’ stockpile of sulphur near Lions Gate Bridge,” says Mills. “Sulphur is more than just a distinguishing local landmark — it’s a vital commodity used worldwide for fertilizer, and producing sulphuric acid, pharmaceuticals, tyres and more.
“The Vancouver Fraser Port Authority is a federal agency with the job of enabling Canada’s trade through the Port of Vancouver while protecting the environment, including by managing marine traffic and leasing federal land to independent operators who manage terminals.
With ship traffic and cargo volumes growing, the port authority is collaborating with industry and government to enhance efficiency, innovation and safety at the port. This includes optimizing the maritime supply chain through the Active Vessel Traffic Management Program and Canada’s first centralized scheduling system — a transformative tool that allows the port authority to take an active role in managing ship traffic in and out of the busy harbour.
“Active vessel traffic management enhances visibility and fluidity of marine movements in Burrard Inlet — enabling better coordination among port users and allowing ship, terminal and rail operators to foresee demand and optimize operations,” says Mills. “We are using this new digital tool to drive collaboration and inform decision making at the port — helping unlock latent capacity for terminals to support Canada’s growing trade needs.”
Neptune Bulk Terminals: one of v North America’s largest multi-product bulk terminals, it handles exports of potash and Canadian metallurgical coal. Operated by Neptune Bulk Terminals (Canada) Ltd.
Pacific Coast Terminals (PCT): one of v the world’s largest automated export sulphur, potash and bulk liquids marine terminals. Operated by Pacific Coast Terminals Co. Ltd.
Vancouver Wharves: offers services v for bulk shippers moving products to and from regions of Western Canada, and handles sulphur, as well as bulk mineral concentrates, agri-products and bulk liquid. Operated by PKM Canada Marine Terminal LP.
NK CONTRIBUTES TO THE EXPANSION OF PRODUCT USE THROUGH ENHANCED RELIABILITY AND EASE OF IDENTIFICATION
ClassNK has launched a third-party product certification service for individual green steel products. Under the service, ClassNK certifies each green steel product supplied by steel manufacturers using the mass balance approach*1, and affixes a certification logo*2 to its mill certificate. By improving reliability and making identification easier, the service ensures that users feel more secure when ordering and using green steel.
ClassNK has supported decarbonization efforts related to green steel through its certification services. Notable examples are conformity assessments for GHG emissions reductions during the manufacturing process and supply volumes of green steel allocated by the mass balance approach, as well as granting notations*3 that indicate the use of green steel in ships.
With the newly launched certification service, every green steel product supplied by steel manufacturers that have received ClassNK’s conformity assessments can now be certified as green steel. As these
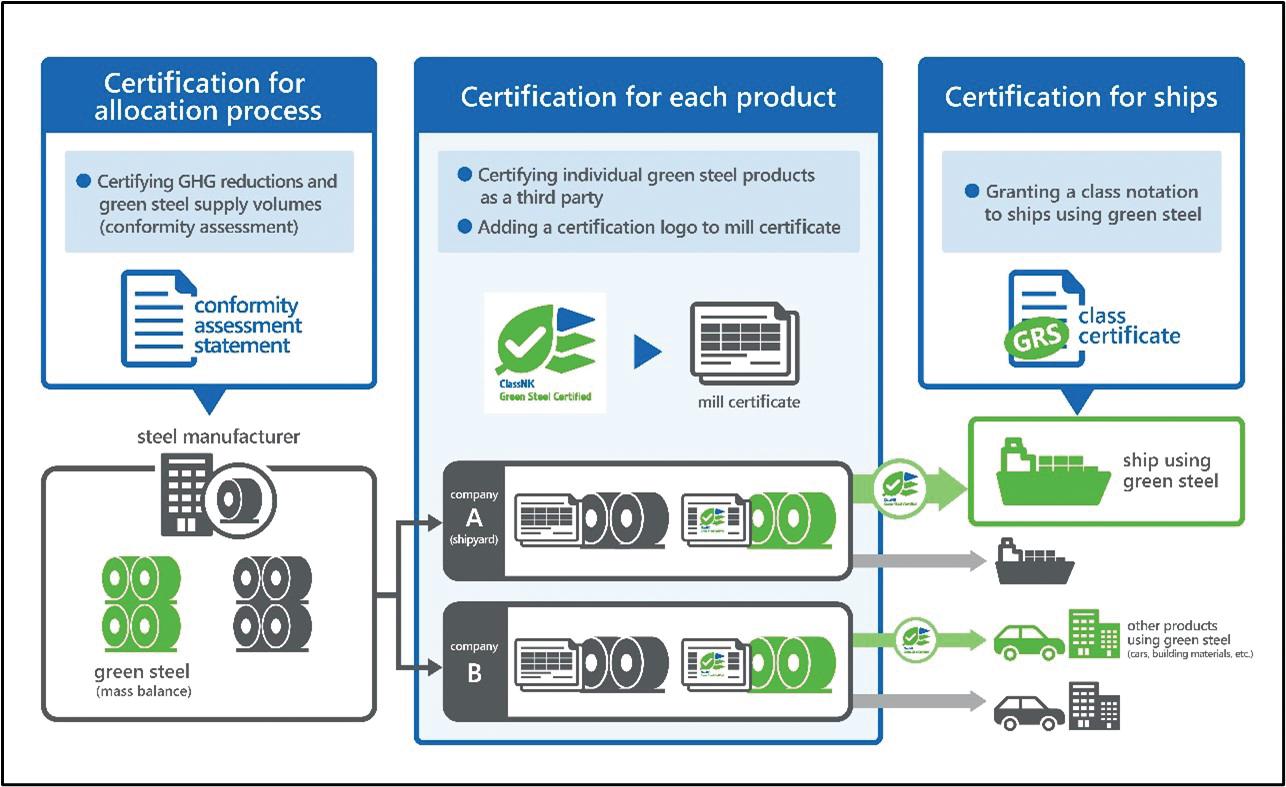
products undergo third-party certification, purchasers can order and use them with more confidence.
Once the product has been certified, a logo will be added to its mill certificate. As a result, the certificate is all that buyers need to confirm that the product is green steel.
This service applies not only to green steel products used in ships, but also to products used in various industries, such as automotive and construction.
In addition to this new service, ClassNK will continue to enhance its related certification services, thereby further contributing to decarbonization initiatives.
*1. The mass balance approach aggregates the environmental value of CO2 reductions from the entire manufacturing process and allocates it to specific steel products, which are then considered to have a lower CO2 emissions intensity.
*2. Certification logo
*3. Ships that meet specific requirements will be given the corresponding class notation.


























Thordon Bearings has delivered its COMPAC waterlubricated propeller shaft bearing solution to the final vessels in a series of three new bulk carrier newbuilds scheduled to join a fleet of Canadian lakers.
The 35,000dwt boom forward, self-discharging bulkers are the most recent Canadian-owned vessels to be ‘Thordonized’ with a complete COMPAC system. The package includes elastomeric polymer water-lubricated bearings, ThorShield propeller shaft corrosion protection, Thordon Water Quality Package, and the Thordon Bearing Condition Monitoring system.

The 225-metre-long (738ft) Seawaymax vessel was named at the 3 Maj Shipyard in Croatia in May 2024, and is expected to begin operations later this year or in early 2025. It is the shipowner’s 17th vessel to employ a COMPAC water-lubricated bearing system.
The newbuilds, part of the shipowner’s fleet renewal programme, are designed to achieve a 40% improvement in carbon intensity, on average, compared to the ships they have replaced. Thordon Bearings’ water-lubricated propeller shaft bearings add to their clean credentials by ensuring there is no risk of oil leakage from the stern tube, as the propeller shaft is lubricated with water, not oil.
“These vessels operate in the fresh waters of the Great Lakes, so oil leakage is absolutely not tolerated by the authorities,” said José Duarte, Marine Business Development Manager – North America at Thordon Bearings.
“Thordon has been actively supporting Great Lakes shipowners such as American Steamship, Canada Steamship, Algoma, Interlake Steamship, and McKeil Marine for over three decades. To date more than 120 vessels sailing the Great Lakes operate Thordon’s water-lubricated bearing systems as a way of maintaining pristine waters.”
Craig Carter,VP Business Development, Thordon Bearings said: “Awareness of the benefits of water-lubricated propeller shaft bearing technology is increasing among the shipping industry in general. We are pleased that Canadian shipowners have continued to install what is undoubtedly the best option for mitigating the risk of operational oil pollution from the shaft. Based on the operational experience of the vessels currently running COMPAC we expect our relationship with our Great Lakes’ customers to continue for many years ahead.”
In China, where many of Canada’s large tonnage is built, Thordon’s local distributor CY Engineering is key to providing the shipowner with the technical and practical support it needs throughout a newbuilding project. One of the key elements for a successful installation is not only Thordon's technologies, but also our global support network.”
The COMPAC bearing is constructed from a cross-linked polymer alloy that offers a low breakaway friction resulting in quiet and smooth operation. The material’s abrasive resistance is much greater than traditional laminated materials. The visco-elastic nature of the material improves the hydrodynamic performance of the bearing, leading to longer wear life, and as the material is homogenous, it provides consistent wear and friction properties.
Thordon’s shaft coating was specifically developed to complement the COMPAC shaft bearing system by providing corrosion protection to metal components, allowing extended shaft withdrawal. It has been formulated for optimal adhesion, impact resistance, abrasion resistance and tolerance for bending and torsional stresses.
Thordon’s advanced bearing condition monitoring system (BCMv2), meanwhile, delivers real-time information to provide vessel engineering teams with a one-touch remote indication of bearing clearances. BCMv2 reduces the need for sending divers to take poker gauge readings, as it meets all class society requirements for wear monitoring.

Events in the Handymax bulk carrier market have resulted in a fairly smooth trend of freight rates during most of this year, varying only within a relatively narrow range. In the previous year there was a much greater dispersion, with periods of much lower rates than seen in 2024 (up to
early November). Consequently in this year’s first ten months the average freight market level has been substantially higher than seen in the preceding period. Amid larger expected fleet growth in 2025, further gains in market strength may prove hard to achieve.
Handymax bulk carriers, medium-size dry cargo vessels with a carrying capacity of between 40,000 deadweight tonnes and 70,000dwt participate in many dry bulk commodity trades. Notable sub-categories within the size group are the Supramax and Ultramax vessels, which successively gained
most attention from shipowners and charterers.
Investment in Handymax bulk carrier newbuildings — concentrated within the Ultramax group of larger vessels in the past few years — has reflected shipowners’ optimism about longer term future growth in relevant global trades. Confidence in ongoing employment prospects has also been augmented by potential for fleet renewal. Opportunities for replacing existing ships with tonnage of greater efficiency and lower emissions enhanced the popularity. These adaptable vessels are ensured extensive as well as varied employment on numerous routes. Steady world fleet growth of 3–4% annually in recent years reflected the attraction.
The inherent advantages of Handymax bulk carriers are an outcome of their design features. A typical ship of this type is described as a ‘geared’ vessel (cargohandling gear installed on board), equipped with cranes and grabs for loading and discharging cargo. This characteristic is included in the distinctive sub-categories of larger size ships within the broad Handymax size group, known as Supramax and Ultramax vessels.
Bigger capacity units within the bulk carrier fleet as a whole — Panamax, Kamsarmax, Capesize and Newcastlemax bulk carriers — usually are ‘gearless’ (no installed cargo-handling equipment on board). Such vessels are totally dependent

on loading and discharging equipment at ports.
An obvious advantage offered by a geared vessel is that its equipment allows efficient operation in trades where shorebased facilities at ports are either unavailable, or inadequate. Handymax gear also often assists handling cargo from or into barges moored alongside, at an offshore anchorage or mid-river berth.
Another distinct advantage provided by Handymax ships is that dimensions — length, beam and draught — are suitable for a wide range of ports around the world, on most trade routes. Many of these ports are
inaccessible for bigger ships. Moreover Handymax carrying capacity offers some economies of scale. Varied employment patterns occur as a result. Frequently there is involvement in the coal as well as grain and soya trades. Numerous cargoes in the minor bulk commodity trades are prominent. Steel products, ores and minerals such as nickel ore, other industrial commodity cargoes, fertilizers and various agricultural commodities including oilseeds and meals are regularly carried.
Shipowners’ preferences for new vessels, to be employed within these trades, firmly shifted in recent years towards

The Post-Panamax geared vessel Anna is fitted with grabs from Nemag.






















essionProf b b b ompanies in more than nal c hhhihli ff
V




orldwide w ountries w 110 c d bili ork with becauseourgrabso erstegengrabs e Ve gen grabs, cause our grabs o best productivity. Combining our ext the feedback from our loyal custome materials and unloading situations. W
ooking f L foorincreasedreliability and an extended lifespan? Let us know, b
offerthemthehighestrelia er them the highest relia tensive knowledge and exp ers results in optimized gra We call this ‘Grab Intelligen productivity, lower mainte because together we can m

bilityand y and perience with bs f foorallbulk nce’.
enance costs and ove mountains.











source: Clarksons (historical data) & BSA 2024 forecasts *forecast
higher capacity Ultramax 60–69,000dwt bulk carrier designs at the top end of the Handymax size range. Previously the Supramax, typically 52–57,000dwt, was the preferred unit, taking over from smaller Handymaxes below 50,000dwt in an earlier era.
A moderate growth pace unfolded in the world fleet of Handymax bulk carriers over the past few years. In the 40–69,999dwt Handymax size group deadweight capacity increased by an average 3.3% annually in the five years from 2019 to 2023, including 3.4% in the most recent 2023 year as shown in table 1 above. In the current year, 2024, an accelerated pace is foreseen, followed by similar growth next year as well based on partly speculative assumptions.
At the end of 2023 Handymax fleet capacity reached 235.4 million deadweight tonnes according to Clarksons Research data. Vessels in this size group numbered 4,154. The total comprised almost onequarter of the entire 1,004m dwt world bulk carrier fleet of all vessel sizes. Within the Handymax deadweight total, Supramaxes comprised half of the capacity at 51%, while Ultramaxes comprised 37%.
During the first nine months of 2024, the Handymax fleet has been augmented by about 8m dwt or more than 3%, boosting the total to 4,276 ships amounting to 243.3m dwt at end-September. Newbuilding deliveries rose while scrapping decreased from already low levels.
Handymax newbuilding deliveries to
owners, by shipbuilding yards around the world, have revived after falling in 2018 to the lowest volume seen since 2007, averaging almost 8.2m dwt annually in the past five years including 9.4m dwt in 2023. The total over five years was 41.1m dwt. Scrapping of mainly older vessels offset a small part of this volumes. Demolition sales totalled 5.2m dwt in the past five years, including minimal volumes of under 1m dwt in each of three years in the period.
A notable trend within the Handymax segment is the changing fleet composition. Large differences between the size of newbuildings delivered into the fleet, and the size of old ships sold for demolition is a feature. In 2023 newbuildings averaged 61,800 dwt, confirming the popularity of Ultramaxes towards the top end of the Handymax size range. By contrast, ships sold for scrapping averaged 45,700 dwt, with an average 29 years age, representing an earlier era when the original Handymax bulk carrier of 40–50,000dwt size was most popular.
Newbuilding Handymax deliveries during 2024 as a whole are set to exceed last year’s deadweight volume based on tentative calculations. This estimate is based upon the pace so far, coupled with expectations for the remaining weeks. The scrapping volume has fallen, reflecting freight market performance, sentiment and second-hand prices and the annual total could be 1m dwt or below. Although the end of this year is approaching, it is still difficult to estimate these elements precisely because there is potential for unforeseen changes.
Prospects for fleet growth in 2025 suggest that the pace could be similar to the stronger pace emerging this year, based on tentative indications. Newbuilding deliveries, mainly reflecting shipyard orderbook schedules for ships already ordered some time ago, could increase. Also, scrapping may be somewhat higher while remaining low.
Uncertainty surrounds both future inflows and outflows of tonnage, and consequently fleet evolution is hard to predict accurately. Evolving freight market patterns, secondhand prices, and changing market sentiment and expectations will have an impact so perceptions may change.
In table 2 below, current global orders for new Handymax bulk carriers are set out, showing the schedule for newbuilding deliveries over the next twelve months and further ahead, as compiled by Clarksons Research. But these orderbooks at shipyards, as reported, provide only a rough guide to the amount of future fleet capacity likely to be added within any given period. Orderbook slippage and postponements, usually difficult to predict, occur while more orders could be added.
The entire current Handymax orderbook for all future delivery years now totals about 28m dwt, equivalent to 12% of the existing world fleet in this size group. Most of the deadweight capacity on order (96% of the total) consists of Ultramax vessels, emphasizing how these ships have become the dominant investment focus for owners.
Decisions to invest in new ships, in the bulk carrier sector as a whole and for
source: Clarksons Research *fourth quarter of year






Handymaxes in particular, are affected by ideas about the outlook for the freight market and profitability. Orders for Handymaxes rose strongly in the past few years, but the pace has slackened during 2024, apparently reflecting market rate trends and renewed caution about how the future may evolve.
Amid greater uncertainty about longer term freight market prospects, shipowners’ views evidently have become more cautious, causing hesitation in ordering new ships. The effects of tightening regulation of shipowning operations and, especially, surrounding the intensified focus on cutting ships’ greenhouse gas emissions, are still unclear. The technology needed for alternative fuels facilitating decarbonization, suitable for the entire lifetime of a typical new ship, is still work in progress. Until more clarification is available, fleet growth may remain restrained.
Variations in the pace of scrapping (recycling) are another imponderable for fleet growth forecasts. This influence is always hard to predict, both in the immediate future and further ahead. The likely impact of changes in secondhand vessel prices and scrap prices is usually unclear. Owners’ views of current and expected freight market trends are among unpredictable influences, while regulatory aspects have become a more prominent aspect.
Nevertheless clear potential is apparent for scrapping older Handymax tonnage. Currently 11% of the world fleet (about 27m dwt) is 20 or more years old, an age group where recycling is more likely. The
40–49,000dwt and 50–59,999dwt size subgroups each comprise half of the 20+ years old total.
Tightening regulations and compliance costs could encourage extra sales to demolition yards. Higher scrapping is therefore predictable after recent minimal volumes, acting as a restraint on the deadweight capacity addition to the fleet in 2025 and beyond.
A high proportion of dry bulk commodity movements accessible to Handymax bulk carriers, with relatively few limitations, is confirmed by analysis of trading patterns performed. The dimensions and cargohandling capability of typical ships facilitates their employment, carrying numerous commodities in most geographical areas.
However, in practice, large parts of global long-haul iron ore and coal movements do not normally employ Handymaxes. On many of these routes bigger Panamax, Kamsarmax, Capesize, Newcastlemax and even larger bulk carriers can be accommodated. These higher-capacity vessels enable greater economies of scale to be derived, providing cheaper transport.
As a rough guide to the significance of various trades for Handymax 40–70,000dwt size bulker employment, available calculations suggest that over half of the total trade volume carried is in the extensive and diverse minor bulk commodities segment. The iron ore and coal trades each contribute up to one-
tenth of total employment. Grain and soya trade contributes about one-fifth.
Among the numerous commodities carried by Handymax bulk carriers one of the most prominent, providing many cargoes, is grain and soya trade. This trade category experiences a continuously changing pattern of routes and quantities, and is highly variable in both the short and longer term. It also tends to be largely unpredictable. World trade in wheat and coarse grains, together with soyabeans and meal, recently saw strong overall expansion but in the current period a reduction is tentatively predicted.
Based on Bulk Shipping Analysis calculations derived from US Department of Agriculture data global trade in grain and soya during the 2023/24 trade year ending third quarter 2024 was 42.5mt (million tonnes) or 6% higher, at 712.6mt. The total includes land movements but is mostly seaborne. Over half of the annual increase consisted of additional imports into the largest individual importing country, China, where a rise of 22.4mt (15%) to 172.8mt was seen.
Large rises or falls from year to year, in volumes of grain or soya available in exporting countries, and quantities required in importing countries, often reflect harvest output fluctuations. These production changes are frequently caused by unpredictable weather variations. This characteristic requires flexible shipping capacity. Employment opportunities for Handymax bulk carriers are also enhanced Capesizes
by port and storage limitations in many countries, restricting the cargo size that can be accommodated.
Recent estimates of grain and soya trade in the 2024/25 year now beginning point to a downturn of about 18mt (3%) to 695mt, based on calculations using USDA data. As seen in the previous trade year, a large part of the annual variation is expected to be caused by a change in China’s imports. These are forecast to fall by 14mt (8%) to 158.7mt, reflecting lower volumes of wheat, corn, barley and soyabeans purchases by Chinese importers. Volumes received by some other Asian buyers also may be lower.
Carrying cargoes within the ‘minor dry bulk trade’ category forms a large part of Handymax bulk carrier employment. Some individual elements of this group are not actually ‘minor’ but amount to massive annual volumes. The commodity range is broad and in the past few years the overall total has been estimated at well over 2000mt annually. Last year there was resumed growth when positive influences were seen.
The two biggest trade components among minor bulk commodities are steel products (coil, sheet, plate and other items), and forest products, although not all quantities are carried by bulk carriers. Large volumes are contributed by bauxite/alumina (aluminium raw materials), fertilizer raw materials and semi-finished fertilizers, agricultural commodities, and cement trades. These are accompanied by big quantities of ores such as nickel and manganese, and steel scrap.
Minor bulk commodities are related to manufacturing and construction, together with those connected with agricultural activity. Estimates suggest that in 2023 there was an overall increase of 1%, to
2175mt according to Clarksons Research calculations, following the previous year’s decline. Changes in individual commodities varied last year, although many saw increases amid some positive influences in both the industrial and agricultural bulks categories Indications suggest a stronger overall advance could be seen in 2024 as a whole.
Within the coal segment numerous routes chiefly employ Panamax and Capesize ships but Handymax cargoes amount to big volumes, especially on specific trade routes. Global seaborne coal trade is the second largest commodity trade employing bulk carriers (after iron ore), and amounted to 1,316mt in 2023, based on Clarksons Research data. Coal still comprises almost one quarter of all global dry bulk cargo movements, despite environmental restraints affecting consumption in many regions.
Coal trade expanded strongly last year after remaining flat in the preceding twelve months. Seaborne movements comprise steam coal (used chiefly in power stations, also in other industries), and coking coal (used in the steel industry). Steam coal is the dominant component, four-fifths of the total. During 2023 the main positive global coal trade import elements were China and India, partly offset by reduced European volumes.
During 2024 seaborne coal trade is again benefiting especially from additional imports into China. Mainly because of this boost forecasts indicate that world coal trade may be marginally higher than seen last year. In the longer term, however, the global shift towards cleaner energy sources is exerting downwards pressure on fossil fuels including coal consumption and is likely to be a restraining influence on coal import demand in many countries.
Charter earnings obtained by Handymax bulk carriers in the global freight market have been quite stable during the first ten months of 2024, fluctuating within a relatively narrow band. Using the Baltic Supramax Index calculated by the Baltic Exchange as a guide to the pattern unfolding, the market varied mainly in a range of 1,100 to 1,500 index points, although it started the year at around 1,000 points. Higher charter earnings resulted in a peak of just under 1,500 before mid-year, followed by a decreasing trend since then, down to below 1,200 in early November.
This pattern of earnings in 2024 has reflected numerous influences, the underlying trends evolving coupled with short-term temporary changes. One underlying trend has been the growing global cargo volumes in many commodity trades providing Handymax employment, exerting a positive influence on the market. That contribution has been accompanied by an expanding Handymax (including Supramax and Ultramax) bulk carrier world fleet, with a tendency to accelerate moderately as a consequence of higher newbuilding deliveries, acting as a restraint on the market demand/supply balance.
Prospects for Handymax freight rates in the period of twelve months or so ahead are as usual surrounded by uncertainties. In particular it is difficult to foresee how much further growth in relevant dry bulk commodity trades and vessel employment may be seen, and there are some doubts about several aspects. Import demand from China (almost four fifths of global dry bulk commodity trade) may cease growing or diminish, while imports into the remainder of the world are not yet showing signs of substantial enlargement.
Vessel demand has been strengthened this year by longer voyage distances amid disrupted trading patterns. Assuming a more normal pattern returns during the course of the next twelve months, a negative impact on the freight market could be seen.
The outlook for the supply side of the Handymax freight market next year currently suggests continued fairly brisk growth of fleet capacity. Elevated newbuilding deliveries may be partly offset by additional scrapping reflecting the ageing fleet and reinforced by tightening regulations designed to cut ships’ carbon emissions. But the likely extent of this factor is unclear and estimates are to some extent speculative. Fleet growth could be enough to restrain any tendency for freight rates to evolve an improving trend.
Bateman’s ship’s gear hydraulic grapples

In the world of maritime logistics, efficiency in cargo handling can make or break a vessel’s operational success. Bateman Manufacturing, a leader in specialized material handling equipment, has increasingly positioned itself at the forefront of supplying high-performance equipment tailored for geared bulk vessels. These bulkers, equipped with onboard cranes and handling systems, offer unparalleled flexibility in ports worldwide, especially where shore-based loading and unloading infrastructure may be limited or absent.
Bateman has developed robust, highcapacity attachments that are integral to these self-sufficient vessels. Imagine a skip pan that not only meets but exceeds your expectations in every aspect of performance. Bateman’s skip pan boasts a host of cutting-edge features designed to streamline operations, enhance productivity, and elevate safety standards.
Versatility is at the core of Bateman’s skip pan design. With a 360° continuous rotation capability, its skip pan empowers operators with unprecedented manoeuvrability. Gone are the days of restricted movement and cumbersome handling. Whether it’s navigating tight spaces or accessing hard-to-reach areas, the skip pan offers supreme flexibility, ensuring optimal efficiency in every operation.
But versatility alone is not enough without reliability. That’s why Bateman has equipped its skip pan with a dual motor rotator, ensuring smooth and seamless rotation under any conditions. This robust design not only enhances durability but also minimizes downtime, keeping operations running smoothly and efficiently.
Furthermore, safety is a top priority in every aspect of the skip pan’s design. With a 45° dumping angle, operators can unload materials with utmost precision and control, minimizing the risk of accidents or spillage. Additionally, the skip pan is equipped with a 4½” cylinder, providing the
necessary power and stability to handle heavy loads with ease.
Durability is another key consideration, particularly in demanding environments. Bateman’s skip pan is constructed from abrasive-resistant material, ensuring longlasting performance even in the harshest conditions. From abrasive materials to extreme temperatures, the skip pan is built to withstand whatever challenges come its way, ensuring years of reliable service.
Two other key products in Bateman’s line-up for these vessels are the ship’s gear hydraulic grapples and clamshell buckets, each designed to maximize operational efficiency and minimize downtime.
The Bateman Ship’s Gear Hydraulic Grapple is a versatile, powerful attachment that operates with remarkable precision, allowing operators to handle a variety of materials from coal to aggregates. Built with

durable steel and powered by a reliable hydraulic system, the grapple can deliver impressive handling rates and adaptability across diverse cargo types, ensuring quick and effective port operations.
Meanwhile, the Bateman Clamshell Bucket is engineered for high-capacity loading and unloading. Its design focuses on minimal spillage and smooth operation, even under challenging conditions, making it ideal for handling bulk materials. The
clamshell bucket’s rugged construction and replaceable wear parts provide a long service life, which translates to reduced maintenance and greater operational uptime for vessels equipped with Bateman’s solutions.
As the global demand for flexible, selfsufficient cargo vessels continues to rise, Bateman Manufacturing’s commitment to
engineering excellence remains strong. The company’s ability to adapt to changing industry needs through high-performance, durable equipment ensures that geared bulk vessels — and their operators — can maintain efficient and competitive operations. Through innovation and strategic partnerships, Bateman Manufacturing is not just a supplier of equipment but a driver of operational success for the geared bulker sector.


Copenhagen-headquartered NORDEN has once again added to its projects and parcelling activities, acquiring Norwegian dry bulk operator Norlat Shipping, which specializes in the shipment of forest products and other bulk commodities, with main trading routes from Northern Europe to North Africa and North America.
The acquisition is NORDEN’s second, following the mid-2023 acquisition of the
activities of Thorco Projects, which is today fully integrated into NORDEN’s Freight Services & Trading business unit, operating as ‘Projects & Parcelling’. Norlat Shipping will become part of the Projects & Parcelling team in NORDEN.
“With a customer-centric business and trading routes complementary to NORDEN’s, Norlat is a great fit with NORDEN,” says NORDEN CEO Jan
Rindbo. “Norlat allows NORDEN to further cement our growing position within projects and parcelling, enabling us to offer our customers fully flexible solutions, as a global provider of oceanbased freight services for bulk and project cargo of all sizes.”
A GROWING GLOBAL OFFICE NETWORK
Norlat was founded in 1986 and has since


developed a core business focusing on the shipment of sawn timber from Baltic and Continental ports to North Africa and North America. The company’s offices in Sarpsborg and Bergen in Norway and in the Swedish capital of Stockholm, are now added to NORDEN’s global office network.
“Norlat is an extremely skilled parcelling business, increasing NORDEN’s access to the Northern European forestry trade, new customers and cargo. Matched with NORDEN’s size and access, there are significant opportunities for further growth and commercial synergies,” adds Jan Rindbo.
The Norlat activities are merged with the already growing projects and parcelling team in NORDEN, which focuses on the general cargo segment including breakbulk, steels and wind energy, all of which complement NORDEN’s asset-light business model.
Besides the expansion of it’s projects and parcelling activities, NORDEN also continues to grow it’s Capesize focus, to meet strong demands from customers looking to unlock economies of scale by sizing up to improve efficiencies while
lowering emissions.
Besides giving customers the opportunity to upsize to improve supplychain efficiencies, Capesizes also enable NORDEN to enhance the scope of current and future logistics projects, all while strengthening the ambitions to decarbonize its customers’ supply chains.
With these latest investments in not only Capesizes, but also in Projects & Parcelling and logistics, NORDEN now provides customers with a truly unique fullservice approach across all dry cargo segments, with a strong focus on decarbonization. DCi


Jay Venter
TMGA automates its agrifood terminal in A Coruña, consolidating its strong position in the northwest of the Iberian Peninsula
The modernization of TMGA’s Punta v Langosteira terminal reinforces the Port of A Coruña’s strong position in agrifood traffic in the northwest of the peninsula.
The company, a pioneer in Punta v Langosteira, has undergone significant expansion in recent years.
In 2024, TMGA implemented a new closed transportation circuit for solid food bulk, with an investment exceeding €8 million. This development is part of a comprehensive project valued at over €45 million, including the construction of new agrifood warehouses of more than 6,000m², currently under construction, which will expand the total area to 42,000m², with a storage capacity of over 250,000 metric tonnes of agrifood products.
This new equipment optimizes the efficiency of unloading and horizontal
transport operations through a closedcircuit system of conveyors, covered storage, and the reception and re-shipment of solid bulk. The terminal incorporates advanced technology that automates processes, prioritizing environmental sustainability. Green hoppers and transport systems have been integrated to reduce CO2 emissions.
In February 2015, TMGA unloaded its first grain ship, with a capacity of 20,000 tonnes, at the first private warehouse in Punta Langosteira, measuring 5,000m². Nine years later, the company has consolidated its expansion with a highly skilled professional team and the necessary resources to manage both solid bulk and general cargo.
With these modern facilities, the Port of A Coruña enhances its competitiveness, improving operational times and increasing its capacity for bulk handling, strengthening its leadership in agrifood traffic in the
northwest of the Iberian Peninsula. This advancement will significantly benefit the agrifood industry in Galicia and the northwest of the Peninsula.
The new facilities are key to managing the supply chain in the northwest peninsula’s hinterland, providing clients with greater flexibility in the marketing and distribution of their products. TMGA, integrated into a robust logistics ecosystem, offers end-toend solutions, including chartering, customs management, unloading, securing, storage, and direct delivery to the final customer.
The new terminal incorporates innovative, eco-friendly technology, contributing to reducing CO2 emissions in the port. It is estimated that the new facilities will eliminate around 20,000 truck trips

annually, significantly reducing emissions. The green hoppers, designed to minimize airborne dust during ship unloading, reinforce this environmental commitment.
Equipped with Liebherr LHM 550 cranes, dual hoppers, infrared thermography systems, and temperature monitoring, the facilities comply with strict safety standards like ATEX D and feature a fixed fire protection system. The warehouses use self-supporting prefabricated walls to properly segregate bulk cargo lots.
TMGA’s terminal in Punta Langosteira offers key competitive advantages, making it the best access point to the markets of
northwest Spain and Portugal.
Privileged geostrategic location in the v northwest peninsula, along major international maritime routes.
Modern facilities for handling, storing, v and processing goods such as agrifood, agricultural products, bulk cargo, wind energy, project cargo, and steel.
Functions as a hub terminal for the v storage and distribution of large volumes of goods.
Draughts of up to 22 metres allow the v docking of large bulk carriers.
Recently, TMGA has incorporated new traffic, such as stone for concrete production and offshore maritime construction. Other bulk traffics include:
fertilizers; coal; calcined coke, and urea for the wood panel manufacturing industry.
Traffic volume projections for 2024 point to sustained growth, with forecasts exceeding levels reached in 2023. This increase reflects not only the consolidation of the momentum gained in recent years but also a positive trend of expansion projected through 2025. This upward trajectory is driven by the diversification of trade flows, the incorporation of new strategic clients, and the optimization of logistics operations at the Punta Langosteira terminal. Factors such as process automation, expanded storage capacity, and infrastructure improvements will enable the terminal to efficiently handle larger traffic volumes, anticipating steady growth in the coming years.


TMGA stands out for its commitment to safety, quality, and sustainability, backed by certifications such as OHSAS 18001:2007, ISO 9001:2015, ISO 14001:2015, the GMP European Code of Good Hygiene Practices, EMAS (Environmental Management and Audit System), the CRAEGA seal
of guarantee, which certifies that food was produced in an environmentally friendly manner without the use of chemicals, and the Authorized Economic Operator (AEO) status.
TMGA has operated as a terminal and stevedoring company in the Port of
A Coruña since 1995. In 2013, it became the first company to establish itself in the outer port of Punta Langosteira, without abandoning its facilities in the inner port. The company has been one of the most active in attracting new traffic, both in bulk and general cargo, as well as special projects, consolidating its presence in the ports of A Coruña, Ferrol, and other regional ports in Galicia.



Founded in 1968, VIGAN is a Belgian manufacturer with a global reputation for its advanced pneumatic ship-unloading equipment. Known for the quality and reliability of its products, VIGAN is supported by a team dedicated to precision and innovation.
The company’s headquarters are in Nivelles, Belgium, strategically located just 30km south of Brussels and close to the international port of Antwerp. This central European location facilitates worldwide shipping and enhances VIGAN’s connectivity with top-quality suppliers across the region.
VIGAN initially focused on pioneering pneumatic unloaders based on a unique turbine concept. Over time, it has enhanced its equipment through new materials and advanced steering systems, which boost both capacity and efficiency. VIGAN’s commitment to continuous improvement and customer satisfaction has led it to diversify its offerings, making it a one-stop solution for various port needs: Grain pumps: compact and mobile, v these pumps are designed for rapid deployment, with capacities of up to 250tph (tonnes per hour).
Pneumatic and mechanical ship- v unloaders: available in fixed and mobile versions, these unloaders reach capacities up to 800tph, with mechanical options capable of
handling 1,500tph.
Loaders: adaptable for bulk products v and various vessel sizes, VIGAN’s loaders achieve mechanical loading capacities up to 2,000tph.
Terminals: VIGAN offers turnkey v terminal solutions, including shipunloading/loading, storage, and bagging operations.
All metallic structures are manufactured from alloyed steels provided by a sister company, ensuring that VIGAN’s production remains rooted in Belgium. Local manufacturing guarantees rigorous quality control and enables rapid aftersales support, underscoring the company’s commitment to excellence.
In recent years, VIGAN has doubled its production capacity, enhancing its facility in response to growing demand. This expansion reflects VIGAN’s dedication to long-term customer relationships, with many clients still using machines built 40 years ago. All operations are conducted on VIGAN’s 12,000m2 site, where close collaboration between sales, engineering, manufacturing, and customer service teams ensures efficiency and streamlined communication. Each machine is preassembled in Nivelles, reducing on-site assembly times, precision and ensuring timely delivery.
VIGAN exports 99% of its equipment, with emerging markets primarily in rapidly
growing regions. The company’s expertise in emissions-reducing technology aligns with global environmental priorities, creating new market opportunities.
Like Belgian beer and chocolate, VIGAN’s equipment is renowned worldwide, serving as a testament to Belgian quality and craftsmanship. The company has fostered strong partnerships with key players in Belgium, including leading partners such as Brabomills, Dossche Mills, Malteries Albert (Heineken Group), and Cargill, which operates facilities in Ghent and Antwerp. A recent installation of a pneumatic unloader at Maselis in Roeselare further solidifies VIGAN’s presence in the domestic market, underscoring its reliability and strong client relationships.
VIGAN is set to install two new continuous pneumatic unloaders NIV800

in Ghent, each with a capacity of 800tph. These machines mark a significant achievement for VIGAN. Several additional units for other clients worldwide are already in production to meet growing demand.
VIGAN’s vertical integration ensures comprehensive control over all stages of production, a distinction from competitors who rely on subcontractors. This approach enables the company to oversee every aspect, ensuring exceptional standards in: design and engineering of machinery; v manufacturing and assembly of mechanical v components; preparation, coating, and protection of v structures; instrumentation and control systems; and v electrical design and enclosure fabrication. v
By pre-assembling and testing each machine in Nivelles, VIGAN ensures optimal reliability and durability, resulting in equipment that often operates continuously for decades in demanding environments. The company’s commitment to operational availability extends to careful vetting of new technologies, which are integrated only after rigorous testing for resilience and ease of use. A dedicated department for electrical and electronic components exemplifies VIGAN’s dedication to technological advancement.

Recently, VIGAN introduced a new generation of high-capacity pneumatic CSUs (800tph). Scaling up machine size involves addressing various factors, including turbine dimensions, piping diameters, and air-lock capacities. VIGAN has adeptly managed these challenges, demonstrating its responsiveness to evolving industry demands.
In summary, VIGAN stands as a beacon of innovation and reliability in the field of pneumatic ship unloading equipment. With a rich history dating back to 1968, the company has consistently demonstrated its commitment to quality, customer satisfaction, and technological advancement. By maintaining a vertically integrated production process and investing in state-of-the-art facilities, VIGAN ensures that every machine meets the highest standards of performance and durability.
As it continues to expand its global footprint, VIGAN remains dedicated to addressing the evolving needs of its clients, offering tailored solutions that enhance operational efficiency in ports worldwide. With a strong emphasis on sustainability and a proactive approach to innovation, VIGAN is well-positioned to lead the industry into the future, solidifying its reputation as a trusted partner for businesses in the maritime sector.



On 11 October Dutch king WillemAlexander and Belgian king Philippe opened the larger New Lock in Terneuzen, North Sea Port. Their presence is indicative of the economic boost the lock has the potential to provide, associated with the arrival of larger seagoing vessels at Terneuzen and Ghent.
The opening of the New Lock in Terneuzen is not an end point but the start of the next stage in the economic development of the cross-border North Sea Port area. The economic importance and future of one of the biggest locks in Europe and the world cannot be underestimated. After all, the New Lock will be extremely significant for maritime and inland navigation, for the growth of existing businesses and the arrival of new investors to the multimodal port — in short, for the economic development of the Netherlands, Belgium, Flanders and the port area.
As Europe’s ninth-biggest port, North Sea Port occupies a prominent position in European and global shipping traffic. The New Lock further enhances that position since it will henceforth form part of two European transport corridors on which North Sea Port is located: the North SeaBaltic corridor and the North Sea-RhineMediterranean corridor.
With the New Lock, North Sea Port not only has a second sea lock but also a larger one, through which larger seagoing vessels can sail from the North Sea towards Terneuzen and Ghent. Ships can be up to 100 metres longer (up to 366 metres) and
a third wider (up to 49 metres). And that is quite an advantage, since those larger ships — the so-called Neo/Post-Panamax vessels — have become increasingly important for international trade and shipping routes over the past twenty years.
This second sea lock, located next to the West Lock for maritime navigation, will also allow North Sea Port to guarantee permanent maritime access to the port area beyond the lock. This means an alternative will be available during maintenance on a sea lock, for example, assuring supplies to businesses at all times.
North Sea Port is a crucial hub for inland navigation in Europe and has direct connections by water in every direction. This is useful for inland barges wishing to sail from Ghent and Terneuzen to the Western Scheldt and beyond to the Netherlands and Germany, or vice versa up to 32 kilometres inland (i.e. as far as Ghent), or to northern France.
The New Lock increases the capacity of the North Sea locks at Terneuzen, which include the West Lock and the East Lock for inland navigation — allowing more barges to pass through the locks at the same time and significantly reducing waiting times. This represents a huge capacity boost for transport via inland waterways. Over 60% of all transport between the port and the hinterland is already provided by inland shipping.
The bigger ships that can pass through the New Lock carry more cargo. That means lower costs for businesses, making expansion of existing businesses and new investments more attractive. And that in

turn offers room for economic growth for both the Netherlands and Flanders, with new employment and development opportunities in the Canal Zone for Terneuzen and Ghent.
FUTURE SEINE–SCHELDT CONNECTION
As a gateway to Terneuzen and Ghent, the North Sea locks, including the New Lock, are a crucial link in the future Seine-Scheldt connection. The development of this European inland navigation link between the Seine and Scheldt basins will allow larger barges to sail even deeper into France from North Sea Port in the future — as far as the Paris conurbation, with a population approaching 10 million.
The New Lock has been described as the crowning glory of the merged port. Since 1 January 2018, the former Dutch Zeeland Seaports (Vlissingen and Terneuzen) and the port of Ghent have been merged as North Sea Port. The 60-kilometre-long cross-border port area, which provides 106,000 jobs, is a recent result of co-operation between the Netherlands and Flanders that goes back centuries.
The port authority, North Sea Port, and the companies that use the New Lock and those bigger seagoing vessels, or will in future, are keen to celebrate that cooperation, and to extend it in the future in order to enable larger ships from the New Lock to reach Terneuzen and Ghent within a few years. The first steps to that end have already been taken.
Trials with ships up to 37 metres wide have been taking place in the weeks before and after the opening of the New Lock. These will enable to partners in the nautical chain, such as traffic controllers, pilots and towing services to ‘get to grips’ with the operation of the New Lock in practice. Subsequently, trials with wider vessels between 38.5 metres and 40 or even 42.5 metres wide are planned for 2025.
North Sea Port makes no secret of the fact that it very much wants to see, in the near future, a deeper canal that can accommodate vessels with a draught of up to 14.5 metres, right up to the bulk cargo port in Terneuzen. That is the first
kilometre beyond the lock, and deepening it is technically feasible in the short term. Oceangoing vessels would then no longer need to offload cargo on the Western Scheldt in order to reduce their draught before passing through the New Lock, but instead could do so more safely and cheaply at the port.
The port authority also looks forward to 43-metre-wide vessels sailing from the New Lock to Kluizendok and Rodenhuizedok in Ghent within about three years. For a ship of this kind carrying dry or liquid bulk, that would mean several hundreds of thousands of euros in cost savings.
Future steps to optimize the accessibility of the canal obviously need to take full account of local residents and the surrounding area.
The end point of seven years of construction, the New Lock, at once marks the beginning of the further economic development of the Dutch-Flemish cross-border port area of North Sea Port.
SEA
TO PROMOTE SUSTAINABLE SHIPPING ON THE RHINE
North Sea Port has co-signed a charter for more sustainable, climate-friendly and efficient water transport throughout the Rhine basin. In doing so, it is also highlighting its own role as a Rhine port.
Anyone who consults a map can see that North Sea Port is a true Rhine port. Barges navigate seamlessly from Vlissingen, Terneuzen and Ghent to the Rhine and back. After all, North Sea Port is located on the European North Sea-RhineMediterranean transport corridor.
60% TO THE HINTERLAND BY

This is a major asset, since the Rhine is by far the most important European artery for water transport. It helps explain why inland navigation is the main inland transport mode at North Sea Port, with over 60% of all goods moving to and from Europe’s hinterland doing so by barge — no fewer than 61 million tonnes last year. To transport that volume by road would require a little under three million trucks.
At the ‘Länderkonferenz Rhein’ (Rhine country conference), which took in Düsseldorf this year, some 90 governments, authorities, ports and economic players from the six Rhine countries — Germany, the Netherlands, Belgium, Luxembourg, France and Switzerland — signed a charter to promote sustainable, climate-neutral and competitive inland navigation. Such broad co-operation is unprecedented.
The cooperation aims to get (even) more cargo onto barges. It is not only companies that benefit, because greener logistics chains help address the challenge of climate change by reducing CO2 emissions from the transport sector. Europe wants to see those emissions reduced by a quarter by 2030.
Ports have a key role to play here, and North Sea Port is keen to make its contribution.

The Port of Cartagena is Spain’s largest industrial port and is at the forefront of bulk cargo traffic in the country. In 2023, it handled a total of 36.5mt (million tonnes), of which 27.8mt were liquid bulk and 8.7mt were solid bulk.
The Port of Cartagena is an important port for solid bulk. In 2023, it handled 8.75mt, reflecting a 20% growth compared to 2022. In 2024, dry bulk traffic continues to rise, with a 9% increase in the first eight
months (January to August) compared to the same period in 2023, already surpassing 6mt.
Follows a detailed breakdown of the solid bulk products handled at the Port of Cartagena:

Agri-food products: a key sector for v the Port of Cartagena, which closed 2023 with 4.7mt. The main products include:
o 3.3mt of cereals.
o 1mt of soybeans.
o 0.3mt of animal feed.
o Minor amounts of fruits and vegetables.
Energy products: 2.1mt, mainly v petroleum coke. However, in 2024, the port has seen a significant drop in these products due to reduced refinery production, with a 40% decrease in petroleum coke.
Construction materials: in 2023, the v Port of Cartagena handled 1mt, including 0.6mt of cement and 0.4mt of other construction materials. In 2024, there has been extraordinary growth in this segment, with an increase of over 210%.
Non-metallic minerals: the port v processed 0.7mt of sulphur in 2023, though in 2024, sulphur handling has dropped by 46% due to reduced refinery output. Other non-metallic minerals include small amounts of salt, potash, wood, and scrap.
In 2023, liquid bulk experienced a slight decrease of 0.7% compared to 2022, and a further decline is expected in 2024 due to a technical stoppage at Repsol refinery.

From January to August 2024, liquid bulk handling decreased by 7%, with notable drops in crude oil (–9.5%) and natural gas (–34%).
The Port of Cartagena’s main liquid bulk products include: crude oil: 15.8mt in 2023; v gasoil: 3.2mt. v natural gas: 3mt. v other petroleum products: 2.3mt. v fuel oil: 1.3mt. v Other minor liquid products include: residual amounts of other energy and chemical products.
Regarding infrastructure, the Port of Cartagena has extensive storage facilities
for solid bulk, both within the port and outside our premises. It has recently added a new conveyor belt for unloading agri-food bulk, significantly enhancing its operational efficiency. Additionally, it is progressing with a major project: a dry port in the interior of the Iberian Peninsula, which will facilitate the transportation of bulk by rail from Cartagena and the distribution of agri-food products from there.
The port’s facilities are equipped with state-of-the-art bulk handling technology, and it works closely with specialized stevedoring companies and other service providers to ensure efficient and safe handling of all types of bulk cargo.

France’s third-ranking port, Dunkerque is well known as a port handling heavy bulk cargoes for its numerous industrial installations. It has also built its reputation in other sectors such as crossChannel Ro-Ro traffic to Great Britain, containers, fruit, etc.
Classified as the 7th port of the North Europe Range which extends from Le Havre to Hamburg, it is also France’s leading port for ore and coal imports; France’s leading port for containerized fruit imports; France’s leading port for copper imports; and France’s second-ranking port for trade with Great Britain.

Dry bulk has always played an important role in the overall volume of traffic handled at the Port of Dunkerque. Basically, it is an industrial port, with several large industrial complexes operating within its territory.
In 2023, dry bulk traffic at the Port of Dunkirk represented 14.1mt (million tonnes) in 2023, i.e. a third of total traffic. Ore traffic reached 6.4mt, while coal traffic was 2.7mt. Cereals had an average year at 1.7mt.
At the end of the third quarter of 2024, solid bulk was up 16% at 12mt, boosted by the increase in ore traffic. The end of the year will probably be marked by weak cereal exports, due to the very poor cereal harvest recorded this summer.
Cargo throughput in the port of Rotterdam in the Netherlands remained virtually unchanged in the first half of 2024 compared to the same period last year. Cargo throughput reached 220mt (million tonnes). This is 0.3% lower than in the same period in 2023 (220mt). The decline was mainly due to less handling of coal,
crude oil and other liquid bulk. In contrast, throughput of iron ore and scrap, other dry bulk, mineral-oil products and containers increased. Container throughput increased by 4.2% (in tonnage) and 2.2% (in TEUs) due to increasing (consumer) demand and an early peak season. Port of Rotterdam Authority investments were on track in the
first half of the year. This includes construction starting on CO2 transport and storage project Porthos, awarding of the contract for the construction of the Prinses Alexia viaduct and the Port of Rotterdam Authority invested in making the port of Rotterdam more digitally resilient.

Boudewijn Siemons, CEO of Port of Rotterdam

Authority: “After a period of economic uncertainty, we see demand for raw materials and consumer products starting to increase. This led to growth in container throughput in the first half of the year. Whether that trend will continue in other segments will depend partly on the pace of the European industry’s recovery in the coming months. In the meantime, we are holding a steady course and continue to invest in and implement projects to make the energy and raw materials transitions a success and further improve the infrastructure of the port and industrial complex.”
DRY BULK
Dry bulk handling increased by 2.1% compared to the same period last year. The increase is mainly driven by higher throughput volumes of iron ore and scrap. This segment increased by 12.6% to 14.6mt due to higher steel and iron production in Germany in the first half of the year. Throughput of coal decreased by 2.4mt (–19.7%) due to low demand for thermal coal for power generation. Solar and wind are increasingly used as renewable sources for power generation. Throughput of coking coal also fell, despite the increase in steel production in Germany. Due to sufficient stock accumulation last year, supply decreased in the first half of the year. Throughput of agribulk decreased by 1.2mt due to low demand for soybeans as a result of certain processes moving to the United States. Other dry bulk (raw materials for various industrial applications and the construction sector) shows an increase. The throughput figures for agribulk (–19.3%) and other dry bulk (80.7%) show large deviations compared to 2023. Due to a correction in 2023 to an erroneous declaration in the seaport dues system in 2022, these figures show a distorted picture. Without the correction, agribulk shows a decrease of 5.1% and other dry bulk shows an increase of 20.7%.
CONTAINERS AND BREAKBULK
In the first half of the year, container throughput increased by 4.2% in tonnes to 67.1mt by 2.2% expressed in TEUs, to 6.8
million TEU. The first quarter already saw a slight recovery in container throughput. This trend continued in the second quarter. This is a direct consequence of an increase in demand for consumer goods. Additionally, there is an early peak season as importers order their products earlier than usual due to longer sailing times and fluctuating sailing schedules. Ships have not passed through the Suez Canal since late 2023, due to turmoil in the Red Sea. The container market is still adjusting to this new situation.
Due to the longer sailing time via the Cape of Good Hope, there are challenges with finding sufficient vessel capacity. Changes in sailing schedules, increased demand and bad weather in Asia have also caused congestion at ports in Asia, the Middle East and southern Europe. Despite the fact that congestion in north-western Europe has so far been limited, there are implications for port and hinterland operations. Ship arrivals are more difficult to plan due to changes in schedules. Additionally, callsizes have also increased substantially since the start of the Red Sea crisis. As a result, terminals and hinterland modalities face peak loads, leading to delays in container handling.
THROUGHPUT
A slight increase in throughput is expected for the year as a whole. Increased container volumes are a harbinger of this. Furthermore, accumulated stocks in other segments have been run down and European industrial production appears to be picking up cautiously on the back of lower energy prices.
CO - OPERATION GREATER THAN EVER Energy and raw materials transitions are currently the biggest challenges facing European ports. Ports and industry in North-West Europe are therefore increasingly pulling together to secure a sustainable future for European industry and society.
Boudewijn Siemons, CEO of Port of Rotterdam Authority: “The European economy only has a future if the energy and raw materials transitions succeed. Ports play a crucial role in this. We therefore need to think and act more based on that cross-border interest. The faster Europe becomes independent of fossil fuels, the greater the chance of strategic autonomy.
“Delay means we remain geopolitically vulnerable, which is bad for the Netherlands as well as for Europe. A firm commitment from the Netherlands in Brussels, championing the interests of seaports in the energy and raw material transitions, is now more important than ever.”
In the transition from fossil to renewable energy, challenges around nitrogen, grid congestion and permitting currently play a hampering role. Predictable and competitive market conditions for investments in making industry more sustainable and the availability of sufficient raw materials are also crucial for a successful transition. Therefore, stable policies and strong incentives for green energy and a circular economy are needed in the coming years, both from The Hague and from Brussels.

A year ago, Railport and Port of AntwerpBruges announced the launch of a more sustainable and efficient operational model for Single Wagon Load in the Antwerp port area. Since 1 January of this year, all freight payers have been able to use it, so the time has now come to take stock of the situation.
For Railport and Port of Antwerp-Bruges, the aim is to improve the quality of rail transport. The rail vision drawn up in collaboration with Infrabel contains a number of measures that will help to achieve that. Bundling the traffic of single railcars (Single Wagon Load) in the port area is one of them.
Bundling means that Railport organizes a ‘group purchase’ for transportation within the port, which is referred to as the first/last mile. In return for the established price, participating firms can then have railcars picked up and taken to a marshalling yard, or delivered to them from a marshalling yard.
After ten months of bundling, participating freight payers are now benefiting from an improved quality of rail transportation in the port area. For many of them, the price for this their first/last mile is also lower than what they were paying before.
For the terminals, bundling greatly simplifies matters — they now have a single point of contact for all rail transport between the terminal and the marshalling yard.
Transparency is the next big step. For both
customers and rail companies alike, it is important to have a better overview of “their” railcars, both in the marshalling yard and while being transported within the port area. Hard work is being done making this digitization project a reality.
To achieve that actually requires the cooperation of every link in the chain. If freight payers share their freight data with Railport, the system knows where their railcars are and where they need to go. That way, the transportation can be co-ordinated with the unloading and/or loading facilities.
In addition, this information is also needed in order to optimize and ensure the safety of rail traffic in the port.
As Nils van Vliet, the CEO of Railport explained: “Bundling the first/last mile is already having beneficial effects. We are therefore also calling upon all parties involved to make digitization a success so that we can provide all of the firms involved with accurate real-time information about their transports.”
A number of major investments in the rail infrastructure in the port area are planned over the next few years — the doubling and electrification of line 11, the Oorderen bundle, rail works in connection with the second tidal dock on the Left Bank, etc. The more transports are bundled, the easier it will be to maintain efficiency, including while the works are under way.
Finally, it should be pointed out that the price advantage of participating in bundling is relatively limited, given the short distances inside the port area. Transportation outside the port area involves much longer distances, and making effective comparisons could potentially
deliver much greater benefits for freight payers.
With an overall throughput of 271 million tonnes per year, Port of Antwerp–Bruges is a critical hub in worldwide trade and industry. The port is a crucial link for the handling of containers, breakbulk and for the throughput of vehicles. Port of Antwerp–Bruges is home to 1,400 companies and accommodates the largest integrated chemical cluster in Europe. The port provides, directly and indirectly, a total of around 164,000 jobs and generates an added value of €21 billion.
The ambition for Port of AntwerpBruges is clear — to become the world's first port that reconciles economy, people and climate. As well as growing in a sustainable way, the port also aims to focus on its unique position as a logistics, maritime and industrial centre and to take the lead in the transition to a circular and low-carbon economy. Together with the port community, customers and other partners, Port of Antwerp-Bruges is actively seeking innovative solutions for a sustainable future. High on the agenda is its responsibility for the environment and the surrounding society.
The port sites of Antwerp and Zeebrugge are operated by the Antwerp–Bruges Port Authority, a limited liability company of public law with the City of Antwerp and the City of Bruges as its shareholders. The port employs 1,800 people. Johan Klaps is Vice-Mayor of the City of Antwerp and the Mayor of Bruges Dirk De fauw is the Vice-President of the Board of Directors of Port of AntwerpBruges. Jacques Vandermeiren is CEO and President of the Executive Committee, which is responsible for the port’s day-today management.
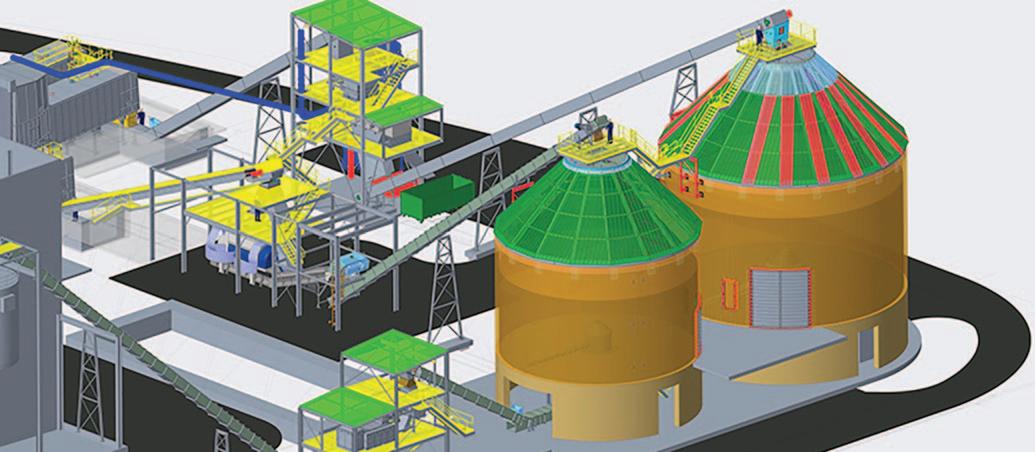
Since its project launch in late January 2024, Geldof has achieved significant assembly milestones at its Rouen site. Its team’s hard work is paying off as the company’s vision can be seen coming to life.
The latest snapshots from the field showcase: the company’s unloading stations for wood and plastic; the innovative chain conveyor system leading to its cleaning tower; and the shredder installation with its integral feed conveyor. It is also important to mention the extraction screw in action within the silo and the precision installation of two massive roofs atop the concrete silo structure.
Geldof got started with basic engineering and the procurement of long lead items at the end of 2022. Throughout 2023, its engineers meticulously planned every aspect of this installation to the minutest detail and its workshop team expertly crafted the chain conveyors and the two silo roof structures, gearing up for

the final assembly stages on site soon.
Once the mechanical assembly was complete, the company started working on the electrical and automation phases. Geldof’s goal is to have everything up and running, tested, and ready for start-up by the end of this year.
The purpose of the installation is to
receive, store, and feed recycled wood and waste products (primarily plastics separated from recycled paper) into the new Valmet boiler. This strategic move will significantly reduce the CO2 fossil fuel footprint of DS Smith’s cardboard production, aligning with its commitment to sustainable industry practices.
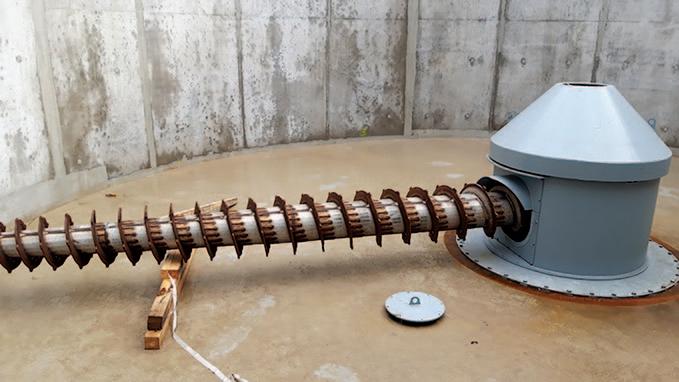

Associated British Ports (ABP) and Viterra, one of the world foremost grain marketers, have announced the construction of a new state-of-the-art storage warehouse at the Immingham International Terminal (HIT).
The £10 million investment will add a further 40,000 metric tonnes of capacity to their existing capacity giving almost 80,000 metric tonnes of undercover storage. The new facility is designed to support Viterra’s growing demand for efficient and reliable storage solutions, catering for their several different imported commodities.
Andrew Dawes, Director of the Humber ports said: “We are thrilled to partner with Viterra on this significant project. This new warehouse adjacent to deep water berths, will not only increase our storage capacity for Viterra, but also reinforce our position as a leading UK port for the import and export of AgriBulks.
“Through our commitment to investing in supply chain solutions, we are not only improving our ability to better serve our customers, but also strengthening British trade. This investment is about creating a more resilient, responsive infrastructure that uplifts key sectors across the economy. By prioritizing efficiency and agility, we’re building a robust supply chain that will support growth today and drive sustainable progress for the future in our mission to Keep Britain Trading.”
James Maw, Managing Director for Viterra added: “This investment is a testament to our dedication to providing top-tier services to our clients. The new facility will enable us to better serve our customers and meet the increasing demand for high-quality storage solutions.”
Globally, Viterra is a world-renowned agriculture network, active in 39 countries worldwide, marketing more than 100mt (million metric tonnes) of agricultural commodities per year. The company renewed its relationship with ABP in April 2022 with the opening of a new 35,000 metric tonne storage facility located on the Humber International Terminal. This is complemented by additional storage within ABP’s Bulk Park facility located within the Port of Immingham.
ABP has invested significantly in grain handling operations across the group to maintain customer demand. This has included purchasing new cranes, refurbishing existing cranes and investing in landside equipment.
The Port of Immingham is suitably located in north Lincolnshire and is the

largest port in the UK by volume of tonnage. It plays an important role in supporting UK supply chains for both imports and exports across Europe and beyond. Construction of the shed began in September 2024 with completion expected by summer 2025.
ABP Humber Ports complex form the UK’s busiest trading gateway. The four ports of Immingham, Grimsby, Goole, and Hull handle more than 58mt of cargo between them each year worth approximately £75 billion. Across the Humber, the ports support 34,900 jobs and contribute £2.5 billion to the UK economy.
ABP Humber’s major investment programme ensures the ports offer state-of the-art cargo handling infrastructure and equipment, alongside a highly skilled team who can handle a vast array of cargo safely, efficiently, and sustainably.
ABP Humber works collaboratively to build long-term partnerships and deliver the right supply chain solutions for customers, including value-added services and new facilities tailored to suit their business needs.
Port Operations are complemented by their Pilotage Service and Vessel Traffic Service which ensure vessels are safely navigated through the Humber Estuary.
ABP Humber offers 364 hectares of development land across its port locations capable of attracting investment and
delivering transformational benefits for the economy both locally and nationally.
The ports are all part of the new Humber Freeport, which offers three tax sites with an exceptionally business-friendly tax and regulatory environment for potential manufacturing investors.
ABP Humber supports its local communities. The ABP Humber Coastal Half Marathon and 10k is now in its seventh year and complements ABP’s race sponsorship across the country.
Associated British Ports (ABP) is the UK’s leading ports group, with 21 ports and other transport-related businesses, creating a unique national network capable of handling a vast array of cargo. It is driving growth, contributing £15 billion to the UK economy every year and supporting over 200,000 jobs.
ABP is redefining what ‘Keeping Britain Trading’ means in the greener, cleaner economy.
ABP IN NUMBERS:
~ 90mt of cargo handled each year; v 4,000 hectares of port estate owned; v 38% reduction in GHG emissions v from 2014–2021;
18 out of 21 ports have renewable v energy generation projects; > £55 million investment made in low v emission and renewable energy generation technologies.
The government of Canada is supporting Montreal Port Authority (MPA) through financial support of C$12.5 million to be made available via its National Trade Corridors Fund (NTCF). This will help fund a project to redevelop and upgrade the grain containerization sector at the port.
This initiative, which totals C$25 million, will increase and optimize operational space, as well as boosting by 20% the port’s container storage capacity at the terminal operated by DG CanEst Transit Inc., which specializes in
exporting containerized grain from the port to international markets.
Containerized grain has grown by 78% over the past ten years at Montreal.
The financing will complement a project by DG CanEst Transit Inc., which received financial support in 2022 to upgrade its existing infrastructure and purchase new equipment for its facilities.
Montreal is therefore looking at potentially opening up new export opportunities to markets in Asia, the Mediterranean, Northern Europe, the Middle East, Latin America and Africa.
Among the main elements of the project are the commissioning of an electrical substation; the demolition of an old electrical substation; work on the CanEst courtyard and rainwater outlet; refurbishment of a level crossing; and work in the port’s workshop.
The Port of Montreal is already a major hub for grain handling. In addition to the containerized grain facility operated by DG CanEst Transit Inc., there is also a large bulk grain silo operated by Viterra.
Barry Cross
The Port of Hull, uk, recently welcomed two new eco-friendly vessels built for charterer Ahlmark Lines AB as they made their maiden voyages to the Associated British Ports (ABP)-owned port.
The Mangen and Unden were both built by Royal Bodewes in the Netherlands earlier this year. The sister vessels are general cargo 5050 Eco Trader ice class 1A mini bulkers, both with a gross tonnage of 2,999 tonnes.
Andrew Dawes, Director of the Humber ports said: “It’s heartening to see a company who were one of the first to move Swedish timber through Hull, and have been here for over 40 years, invest significantly in greener ships.
“As we move to enable the UK’s clean energy transition, we fully support our neighbours in getting ready for tomorrow by acting today in their investments to help decarbonise the maritime sector with new technology.”
Danny Carmichael, MD Ahlmark Lines (UK) Ltd said: “This is a very exciting time for the Ahlmark Group in taking delivery of these fine vessels. It demonstrates the commitment being made to our customers by ensuring our tonnage is reliably up to the task, environmentally sound and performing efficiently to meet their requirements.”
Both vessels have a CleanShip
notation, meaning the vessels have been designed to control and limit emissions. The vessels burn less fuel compared to older vessels and generate fewer CO2 emissions. They have a new efficient bow form which allows for smoother sailings and LED lighting is used throughout as a further energy saving measure.
Ahlmark Shipping (UK) Ltd operates a terminal in King George Dock at the Port of Hull handling approximately 300,000 tonnes of goods every year. It offers
stevedoring, warehousing, customs clearance and ships agency services. The two new vessels were designed to supplement Ahlmark Lines’ liner services between ports along the east coast of Sweden and the UK.
The company, one of the first shipping lines to move Swedish timber through Hull, sees the company ship 25% of Swedish timber to the UK, making the east coast port one of the largest for sawn timber imports.


The Port of Kalama’s TEMCO Rail Expansion Project received a huge boost in October, as port officials announced receipt of a $26.3 million grant from the United States Department of Transportation’s Federal Rail Administration (FRA) Consolidated Rail Infrastructure and Safety Improvements (CRISI) Program.
When complete, the TEMCO Project will add over 25,000 linear feet of tracks to the Port of Kalama rail system, increasing Temco’s loading efficiency by an estimated 25–30% in the direct loading of grain from rail to ship. The additional rail capacity will enable continuous shiploading without the need to reposition inbound rail cars, which currently causes a seven-hour delay in the loading process. The Temco project will also relieve congestion on the larger national rail system.
“Port Commissioners and staff have worked for years to secure grant funds for
this project, and we are incredibly grateful for the support of Senator Patty Murray, Senator Maria Cantwell, Representative Marie Gluesenkamp-Perez and their respective staff in capturing this important infrastructure investment for Southwest Washington,” said Randy Sweet, Port Commission President. “We’d also like to acknowledge and thank the Soy Transportation Coalition and its many American farmers for their support and contribution to this project.”
The port looks forward to working with its Temco partners and the Federal Rail Administration to complete this project for the benefit of the economy and job market. This investment will further solidify the Port of Kalama as the top volume exporter in the Pacific Northwest.
Temco is a joint venture between CHS and Cargill. The company — which leases and operates the facility from the port —
exports feed grains, oilseeds, and wheat to Asia-Paci fi c markets and employs 125 people in Kalama.
The Port of Kalama sits on the Columbia River in Southwest Washington, immediately off Interstate 5 — situated in the heart of the Pacific Northwest, just 30 miles northwest of Portland, Oregon, and approximately 120 miles south of Seattle, Washington.
Port of Kalama’s industrial area includes five miles of riverfront property adjacent to the 43ft federally maintained deep draught navigation channel of the Columbia River. The port is served by the Burlington Northern/Santa Fe and Union Pacific railroads. This excellent transportation infrastructure makes the Port of Kalama ideally suited for businesses of all kinds.
On 18 December, the ITG02 area of the Brazilian Port of Itaguaí is to be auctioned, with the winner to build a new ore terminal on the 348,937m² site. The company winning the auction is expected to invest more than R$3.5 billion in the future project, which will have the capacity to handle around 20 million tonnes a year.
Once operational, the Port of Itaguaí will become Brazil’s undisputed leading iron ore exporting hub.
According to Francisco Martins, president of PortosRio, “The ITG-02 area will be crucial for expanding Rio de Janeiro's port infrastructure and guaranteeing the flow of ore production from Minas Gerais.”
The project is to follow strict ecoefficiency standards, with measures for the rational use of natural resources and control of particulate emissions. Among the various components will be the correct storage of the ore, the use of environmental control equipment, and constant monitoring to minimize environmental impact. Barry Cross

Nectar Group and Nectar Sierra Leone Bulk Terminal (NSBT) have announced the opening of a new third berth at QEII Terminal in Freetown, Sierra Leone. Over the past 15 years, Nectar has witnessed significant growth in the African dry bulk industry and has adapted to this demand through investment, port equipment, terminal technology and quayside expansion.
According to The United Nations Conference on Trade and Development UNCTAD (Review of Maritime Transport 2023), African maritime trading patterns are on the rise, with an increase in intraAfrican freight by 28% and demand for maritime freight by 62%.
The newly completed berth is a critical piece of infrastructure which will facilitate a larger class of vessel size to call at the
NSBT Third Berth Expansion Programme. Completion.
Freetown terminal, accommodating vessels of 225 metres and 11.5 metres operational draught. The Port of Freetown is the principal commercial port in Sierra Leone and is the most important entry gate for trade and commerce in the country. This project also incorporated the refurbishment of the existing berths in partnership with Marine Consulting Engineers, Beckett Rankine and Civil Engineering firm, Eiffage

Génie Civil. The project would not have been possible without the support of Sierra Leone Ports and Harbours Authority, Ministry of Transport.
Nectar Group’s Commercial Director, Guy Wilkes commented: “Nectar has a long-standing history in Sierra Leone, beginning operations in the 1980s by handling discharge and bagging activities for the World Food Programme under the PL
480 Title II programme at the port. The Group’s ongoing dedication to Sierra Leone is unwavering, with its continued development efforts aimed at enhancing the port’s competitiveness and supporting the country’s economic growth.”
NSBT is responsible for all bulk & break-bulk operations including project cargo from unloading vessels to storing cargo in the port’s extensive warehousing
facilities. In addition to the recent port expansion programme, NSBT offers enhanced port and facility security, international best practices, maintenance and skilled personnel. The Group proudly employs around 100 people at the port in Freetown, with 97% of its workforce being Sierra Leonean.
Since 2015, the Group has made substantial investments in the port’s

Work in progress, capping beam installation, third berth expansion.
infrastructure, including significant upgrades in equipment, facilities refurbishment, IT systems, terminal management software, solar power installations, personnel, and comprehensive workforce training programmes.
The existing berths had limited shoreside working areas having been designed in the 1940s. The new berth has a much wider working area and footprint and has been designed to cope with today’s cargo handling challenges and operations with ample shoreside space.
The Group undertook the dredging of existing berths to restore them to their original depths. These cumulative efforts represent a financial commitment exceeding US$56 million, making it the Group’s largest investment in any of its global locations, surpassing its original commitments.
As reported by the UNCTAD, a significant increase in traffic flows is expected across all transport modes throughout Africa in the coming years. Furthermore, Africa was the only region in the world to show an increase in port calls by dry bulk carriers — up 2.5% in 2022.
NSBT General Manager, Siamba Kamara stated, “Investing in the new berth at the Queen Elizabeth II Quay, Freetown is more than just expanding capacity: it’s a commitment to enhance operational efficiency, supporting growing demands, increasing the visibility, and strengthening our position in the maritime sector. This additional berth will not only improve ease of shipment but also drive economic growth by creating new opportunities to attract greater international traffic.”
The NSBT leadership team are committed to addressing the region’s shipping challenges through strengthening port performance, efficiency and resilience. Siamba has been with the company since the port opened in 2015 and has worked extensively in the port management,
logistics, and dry bulk industries.
Recent developments at the QEII Terminal have proven to be instrumental in attracting renowned global players. The third berth’s capacity to accommodate larger vessels opens new avenues for trade, strengthens the logistics network and increases regional economic growth.
There is a great opportunity for transformative change in the dry bulk industry across Africa, driven by the integration of technology and enhanced efficiency, safety and sustainability. The new berth programme focussed on strengthening the critical interface between ship and port. Environmental improvements optimized performance and loading/unloading efficiencies, enabling the port to meet the increased demands of global trade while simultaneously adhering to ESG standards.
To unload a bulk clinker/gypsum v vessel with 16,000 metric tonnes, on average 400 truck movements are required during the discharge. Before the new berth, these trucks had to travel a 1.5km round trip from the factory to the berth to load and return.
The new berth decreased this travel v distance to 300m — thus reducing the overall distance travelled for the trucks by 80%.
The dramatic reduction in travel v allowed discharging speeds to be significantly improved whilst the environmental impact of engine emissions and truck movements through the terminal was reduced by the same amount.
The new berth provides 225m of v berthing space, a quay wall of 185m and can accommodate a vessel up to
270m, and economies of scale thus reducing the carbon footprint on a per shipment basis.
The berthing improvements have v allowed NSBT to address environmental issues caused by truck movements, emissions, noise pollution and port congestion. For one major client, the new berth saved 6,000 truck movements per annum.
The new berth was constructed to v IFC Standards, and a full ESHIA was conducted by one of the leading Environmental Resource Management companies ERM.
The recent installation of solar power v to the port has reduced NSBT’s CO2e significantly by removing the reliance on fossil fuels and generating energy. Further phases of developments v involving warehousing and modern storage solutions are currently under way.
Looking beyond NSBT, Nectar Group has been a long-standing major player in Africa, Asia and Central America, with over five decades of experience, local knowledge, and regional coverage.
Locally bred experience backed by a global team and a footprint across 26 nations, has made Nectar uniquely placed to provide tailored port and mobile bagging services to client’s specific requirements and commercial activities. The group is driven to address cargo handling and logistical issues such as the elimination of bottlenecks within terminals, increasing loading speeds and improving discharging efficiencies.
By implementing such improvements within nations such as Sierra Leone, port productivity increases while import costs are reduced, creating significant changes in emerging markets and across logistics chains.

NSBT Third Berth Expansion Programme. Completion.




































































































































































































































































Big bagging is a method of handling and transferring materials such as fertilizers, flour, pellets, as well as construction and metal processing products. It is also possible to build a big bag station as a trading tool, which serves as a commercial scale.
If the purchase of a big bagging station could be at hand or its potential seems lucrative, there are a few things to consider before proceeding with the purchase process. Jari Haraholma, experienced sales manager for dosing and weighing systems at Tamtron, explains more about them in his article
When planning a new big bagging station, the most important thing to do is to establish the most relevant baseline data. Then Tamtron can recommend the type of big bag type and design the mechanical structure of the filling station with its feeding equipment exactly according to the customer’s needs.
In the early stages of design work, the most typical challenge faced by the customer is that the dimensions of all possible bags are not yet known. This
means that the designer of the station must have a good understanding of the impact of bag variation on the design of the filling connections. The material to be bagged and its properties need to be known precisely before deciding, for example, on the type of dosing equipment to be used to fill the bags.
In addition, it is important to know in advance the purpose of the bags and the necessary operating principles, i.e. whether they are to be used as outdoor breakable bags, whether they have separate inner bags, what kind of valves they have inside, and whether a feeding collar is to be used with them. Even the smallest factor have a major influence on the technical solutions of the big bagging station
The big bagging station can bag a wide range of materials from light and fine to coarse and heavy. For example, fluid materials behave differently from other materials, requiring the removal of excess air from the filled sack. Sometimes this type of fine material may also require design measures to keep the bag in shape.
Tamtron also supplies fluidization technology, which precedes large bagging in the process and allows bulk material to be moved in silos and pipes by gravity, like a liquid. As this method does not require motors, energy consumption is significantly reduced and the efficiency of the production process increased. The tightness of the equipment also reduces dust generation, which significantly improves working conditions.
BIG BAG FILLING STATION ENABLES ACCURATE WEIGHING AND DATA MANAGEMENT
The weighing of the product and the management of weighing data are always an integral part of bagging. In the case of a bag with a specific weight (e.g., 1,000.3kg), the customer only pays for that weight. However, if a bag of non-specific weight is used (weighing result, e.g. 996kg), the buyer adds up the weight results on the weighing receipts and pays for this weighed quantity.
It is also important to discuss how weighing data should be managed and how links to ERP and other systems should be implemented. The type of dosing device and the coarse and fine dosing functions of
the dosing control will determine the dosing accuracy of a bulk bagging operation.
The scales used in big bag filling can be connected to Tamtron’s mScales digital weighing service, regardless of the manufacturer. The service can be used to automate and thus streamline many functions, such as inventory balance maintenance, invoicing speed, and material flow management. In addition to the weighing result, the weighing identification data is transferred to the subscriber’s system. The same information is also stored in the dosage controller’s log memory. The automation significantly reduces manual work and minimizes errors.
OR NON- COMMERCIAL SCALE?
A scale is in commercial use when the weighing result is used to determine the price of a product or service. The design and operation of the scales must meet certain criteria, which are determined by laws, directives, and many other standards.
The design and implementation of automation for a commercial scale is not as straightforward as for a non-commercial scale. In other words, designing a commercial scale requires a completely different level of expertise than a basic process scale in order to meet the legal requirements.

LIFECYCLE SERVICES GUARANTEE LONGLASTING AND RELIABLE WEIGHING SOLUTIONS FOR BIG BAGGING
The reliability and long life cycle of weighing systems is ensured by Tamtron’s maintenance and calibration services. Connecting the scale to Tamtron’s mScales weighing service also enables remote diagnostics.
In addition to periodic inspections of scales, Tamtron performs initial verification and maintenance. It also carries out maintenance and modernization of old scales. In fact, Tamtron’s rights to carry out inspections based on various metrological standards are more extensive than those

BIG BAGGING STATION IS AN ESSENTIAL PART OF THE EFFICIENCY OF THE PRODUCTION PROCESS
Tamtron’s design work is underpinned by long experience in the behaviour of different dry powders at different stages of a production process. Over the years, Tamtron has delivered more than 200

demanding systems handling dozens of different dry powder materials. This experience can also be applied to the dosing and weighing of individual substances.
Dosing and weighing often go hand in hand and the choice of the right dosing method also affects the weighing technology. Consideration and understanding of the properties of the materials being bagged are also essential to building a reliable and accurate production process. To meet these needs, Tamtron has all the necessary experience and expertise, as well as state-of-the-art technical solutions. The company’s large bagging stations always comply with the EU Type Examination Certificate as well as the Machinery Directive, and are CEmarked. Tamtron offers a turnkey service, including everything from design and manufacturing to installation and commissioning.
Starlinger & Co Gesellschaft m.b.H., a machine manufacturer based in Vienna, Austria, with production plants in Austria, Germany and China, sued Chinese machine manufacturers and their customers (packaging producers) based on infringement of several of Starlinger’s patents. The legal proceedings have been settled with strict obligations for the machine manufacturers.
“Only the best are copied, as the saying goes. However, this is little consolation if it has economic consequences for innovative machine manufacturers like us,” said Harald Neumüller, CSO of Starlinger.
“Starlinger is strong in research and development. This ensures our technological leadership. Due to plagiarism, novel technologies have to be brought to market faster and faster in order to maintain a technological lead. Patents protect our developments and enable us to sell innovative machines over a period of time. It is therefore a great and important success that we were able to enforce our claims and the machine manufacturers had to stop producing and selling the copied machines. Intellectual property rights are to be respected.”
The out-of-court settlement was reached in the course of lengthy proceedings before both a civil court and a court specialized in intellectual property in China. The machine manufacturers in question confirmed the patent infringements and immediately ceased production and sales of the copied machines. Customers of such machine manufacturers can be sued, too — after all, as purchasers and users of copied machines they are considered as patent infringers as well. In the present case, the machine is a replica of the ad*starKON sack conversion line for producing woven plastic sacks marketed under the brand name ‘AD*STAR’; Starlinger holds several patents on this

ad*starKON sack conversion lines produce the legally protected AD*STAR® sacks developed by Starlinger. In Asia, they are a popular packaging for cement. In addition to high breaking resistance and protection against moisture, AD*STAR® sacks are characterized by a particularly low packaging weight: A 50kg cement sack has an average net weight of 75g and is a particularly resource-saving packaging due to the low raw material use (©Starlinger).
line. Many packaging producers, especially in Asia, use Starlinger’s ad*starKON conversion lines to manufacture AD*STAR block bottom valve sacks made of polypropylene tape fabric for the cement and construction industries, but also for other dry bulk goods such as rice, flour or chemical granulates.
“We see that our legal action against copyists and users of copied technologies in China, but also in other countries, is showing effect, and we expect people will refrain from misappropriating intellectual property in future. By this, we are not only protecting ourselves from plagiarism, but consequently also our customers and their markets where they sell high-quality products manufactured on our machines,” Neumüller added.

©Olivier Le Moal/Shutterstock.
Starlinger is an Austrian machine manufacturing company based in Vienna with production sites in Weissenbach and St. Martin, as well as in Schwerin, Germany and Taicang, China. As a renowned supplier of machines and complete systems for the production of woven plastic bags as well as systems for plastics recycling, PET extrusion and finishing, the Starlinger brand is synonymous with quality and technological leadership in more than 130 countries.
Founded in 1835, the family-owned company has been exporting its products around the world for more than 50 years and achieves an export quota of over 99.5%. The company has its own sales and service centres in Brazil, China, India, Indonesia, Mexico, Nigeria, Russia, South Africa, Thailand, the United States and Uzbekistan, each of them guaranteeing quick and professional technical service.
Starlinger is a participant of the United Nations Global Compact, the world’s largest corporate sustainability initiative, and adheres to the principles for responsible business set out therein.
Note: AD*STAR® is a registered trademark of Starlinger & Co Gesellschaft m.b.H. AD*STAR® bags are produced exclusively on Starlinger equipment.
All-Fill International is a respected designer and manufacturer of high specification auger‐based filling equipment.
From the manufacturing plant in Sandy, Bedfordshire, UK, All-Fill employs a workforce with the expertise and experience necessary to design and manufacture auger filling equipment with an exceptional build quality. Through comprehensive research and development, innovative solutions are provided to match precisely powder filling and container handling needs.
All-Fill International’s range of machines are suitable for dosing a wide range of powders, free-flow or non-free-flow, compactible, heterogeneous, in a single machine (volumetric or gravimetric) with a reduced number of format parts.
All-Fill’s products range from the microdosing station to the complete rotary filling line, via semi-automatic filling heads, and even integration on automatic vertical or horizontal bagging machines (VFFS and HFFS) and multi-lane filling from 2–14 lanes.
Whether the task requires a semiautomatic machine to fill ten containers per minute or a fully automatic machine capable of filling 200 containers per minute, All-Fill has a product to meet every scenario. As this range of auger filling machines are able to be customized to highly specific requirements and manufactured to tight customer specifications, the All-Fill design team will work in collaboration with customers to ensure that all goals are reached and a mutually successful outcome is achieved.
Typical doses on All-Fill International’s auger filling machines range from as low as 10mg all the way up to 50kg and speeds can be as high as 400 containers per minute, all without compromising accuracy and integrity of fill.
Filling can take place into a range of containers, jars, pots, glass, plastic

composite, pouches and sacks. Solutions that reduce giveaway and waste, additional high accuracy top-up, or those that meet strict hygiene requirements can be integrated into All-Fill’s filling machines.
Quick and easy product changeovers are achieved by using a simple bayonet type fitting to fit or remove the auger. When it comes to removing other product contact parts, these are all tool-less, with options to allow either the complete removal of the product hopper, or a quick access ‘clean-in-place’ solution of a hinged, opening ‘clam-shell’ type hopper.
Customer focus is at the heart of any successful business and it’s no coincidence that All-Fill has a high number of repeat orders from satisfied customers. All-Fill offers a range of after-sales support functions including installation, commissioning, training, spare parts and service visits. The experienced service team are on hand to provide support via phone and email and in person as needed.
Whilst at a first glance it might appear that many powders behave in a similar manner, All-Fill always ensures that products are tested thoroughly to determine achievable speeds, accuracies

and cleanliness. A dedicated testing resource is available to thoroughly assess each product and advise on appropriate tooling that should be used to maximize performance.
All-Fill International is often called upon to take product from a bulk supply such as an IBC, and re-package this into smaller sacks or bags, typically for retail use. A specialized version of the versatile Series 10 has been developed to target this market and provide effective solutions to customers.
This Series 10 Sack Filler has been designed specifically to meet the demands of filling larger bags and sacks — a fully integrated loadcell and roller platform help meet ergonomic and safe handling requirements, whilst the electro pneumatic sack clamp means the operator can be freed up during the time taken to fill the bag.
Integrated internal dust extraction pipes create a partial negative pressure inside the sack during filling and cause an inflow of external air through the mouth of the sack. This system minimizes the risk of poor quality seals through dust contamination of the sack sealing area during filling.
DCi


JSC RIKON has announced the successful completion of the European Union’s transport system development project, funded by the European Bank for Reconstruction and Development (EBRD). The project, which was implemented from 2021 to 2024, marks a significant step forward despite the challenging economic conditions in the world.
The primary objective of the project was to renovate the inland river port of Bosnia and Herzegovina. As part of the implementation, a comprehensive supply of modern cargo handling equipment and a bulk cargo hopper was carried out. One of the key elements of the upgraded infrastructure is the portal crane, which has a nominal working capacity of 550 tonnes per hour when operating with an 11m³ grab.
Additionally, the crane has a maximum lifting capacity of 27 tonnes, significantly enhancing the efficiency of cargo transportation in the region. The successful completion of this project will improve logistics and make an important contribution to the economic development of Bosnia and Herzegovina. JSC RIKON continues to actively work on projects aimed at developing transport infrastructure across Europe.
Effective conveyor belt tracking is essential for maintaining operational efficiency and preventing issues on conveyor belt systems and belt trackers, although seemingly small components, play an important role in maintaining the alignment and smooth operation of conveyor belts.
According to Gerhard Strydom, Technical Product Manager at Tru-Trac, a leading authority in conveyor technology, a one-size-fits-all approach does not apply to belt tracking solutions. Proper specification and installation are critical to achieving the expected performance and longevity.
Strydom explains that key considerations in specifying belt trackers include belt speed, width, tension and tonnage per hour on the loading side. He emphasizes the importance of gathering accurate application data to ensure the optimal solution is installed.
“Environmental factors such as dust, moisture and wind as well as the type of belt material — whether it is a steel core or solid woven belt — further influence the choice,” he explains. “Additionally, any specific challenges that the customer has experienced with the conveyor system need to be prioritized in the solution.”
Tru-Trac’s approach to belt tracking involves comprehensive assessment, preferably on-site, starting from the tail section of the conveyor. This method allows the company’s in-house specialists or trained distribution partners to gather operational data and understand historical challenges directly from belt attendants. “We prefer to base our assessment on an on-site walking inspection of the conveyor,”
Tru-Trac’s belt trackers effectively resolve misalignment issues, ensuring smooth and reliable conveyor operation.

ensures that the
Tru-Trac conducts thorough on-site walking inspections of conveyors to ensure accurate assessments and effective belt misalignment solutions.
to the specific conditions and requirements of each conveyor system.

Tru-Trac offers a wide range of belt trackers, from entry-level units for the troughing or return side of conveyors to heavy duty applications capable of handling belt speeds up to ten metres per second. The success of their design and technology has been proven across various industrial applications.
For instance, a South African platinum operation facing significant spillage and belt edge damage due to severe misalignment benefited immensely from Tru-Trac’s expertise. The installation of a Tru-Trac taper trough tracker after the loading zone and a dual return tracker before the tail pulley resolved the alignment issues, allowing the belt to operate for almost four years before requiring replacement.
A recent project at a prominent copper mine in Zambia demonstrated how changing conditions can affect the suitability and lifespan of a specified belt tracker. Ian King, Africa Sales Manager at Tru-Trac, recounts the challenges faced when the conveyor system experienced severe
mistracking issues in the loading zone after production levels were increased without notification.
The high tonnage belt began to make contact with the structure, causing significant edge fraying and tearing, which reduced the usable width of the belt and compromised its overall performance. The existing alignment system was not robust enough to manage the severity of the mistracking, leading to downtime for belt and structural repairs, increased operational costs and a risk of fire.
To address these challenges, Tru-Trac local technicians conducted a thorough inspection of the conveyor system and installed the Tru-Trac Apex Tracking System. This solution included the installation of both trough side and return side trackers, strategically positioned to maintain belt alignment and prevent edge damage.
The trough side apex trough tracker was installed just after the loading zone, while the return side dual return tracker was placed near the tail pulley. These trackers engaged immediately on start-up, steering the belt to the centre position and continuously ensuring alignment thereafter. King says that the customer was extremely pleased with the performance of Tru-Trac’s equipment, and that the aligned and protected belt not only enhanced safety but also improved operational efficiency. The mine has now standardized on TruTrac belt misalignment solutions for other sections of the mine.
While Tru-Trac’s belt trackers are known for their robust design and even come with a lifetime warranty on some components, other aspects of the conveyor must be monitored carefully for optimal

performance.
Tru-Trac scrapers are essential for reducing conveyor misalignment caused by material carryback.

Strydom highlights the importance of conveyor scrapers, which, if not fully functional, can impact the performance of the tracker. “If the belt scraper is not working well, this can allow material to be carried back on the return side of the conveyor belt,” he says. “This material builds up and can compromise the performance and functioning of a tracker.”
“As the costliest element of the conveyor system, the belt itself can be severely damaged by misalignment, often starting with wear on the edges. This leads to ply separation, allowing moisture to penetrate the belt carcass and degrade its integrity, usually resulting in premature failure. The acceptance of high performance belt trackers as a standard feature on a conveyor system has grown over the years,” King notes. These units are often installed at the outset of a project
Tru-Trac’s Taper Trough tracker ensures consistent belt alignment for optimal performance.

rather than only after belt misalignment has been identified as a recurring issue. This proactive practice recognizes the costly impact of conveyor system downtime, which can potentially bring all or part of an operation to a standstill.
“The adoption of advanced belt tracking solutions reflects the industry’s recognition of their role in mitigating downtime and enhancing overall conveyor performance. We believe that Tru-Trac’s tailored approach, comprehensive assessments and high quality products ensure that our belt tracking solutions align with operational demands and environmental conditions, sustaining efficiency and productivity in diverse industrial applications,” King says.
“As conveyor systems continue to evolve, Tru-Trac will remain at the forefront, delivering reliable solutions that uphold the integrity and functionality of these essential systems,” he concludes.

Tru-Trac’s misalignment solutions keep conveyor belts on track, ensuring smooth and efficient operation.
Progress evolves with the times and new lessons gained from experience.
Liebherr has developed its flagship mobile harbour crane over five decades of changing industry demands, standards, and trends. Upgrades over the years have ultimately served to accommodate larger and heavier cargoes, while maintaining high standards in performance and reliability. This has included updates to the crane’s tower and boom, to modifications in its undercarriage. In recent years, all-electric cranes optimized for energy efficiency and sustainability have come to the forefront. And the newest LHM series focuses on advanced electronics and sensor technology for future automation.
Half a century of innovation. The global market for mobile harbour cranes has seen Liebherr rise to prominence, thanks to the
consistent satisfaction of customers who rely on the brand’s dependable equipment and comprehensive service network that extends even to the most remote locations. This trust has been built over years of delivering exceptional performance in the mobile harbour crane segment, making Liebherr a preferred choice across diverse regions and product configurations.
The legacy and evolution of the Liebherr mobile harbour crane couldn’t be more illustrative than with the LGM 1130 introduced in 1974. Mobile harbour cranes in those times were often used as backup for STS container cranes, positioned under the container crane itself. This was made
possible through a folding-tower design that allowed the LGM to fold its boom, drive underneath the container crane, and erect itself again to then support the STS. The LGM was introduced during a period when containerization was becoming increasingly dominant, and global trade routes were expanding.
Mobile harbour cranes are renowned for their flexibility and versatility, and this trait was reinforced over time. Capable of handling various applications such as bulk handling, container handling, and heavy goods transport, these cranes needed to offer more efficiency compared to other port equipment. The rubber-tyred undercarriage provides excellent load distribution, eliminating the need for extensive quay preparation and allowing for
Form follows function. Since its inception in the 1970s, the mobile harbour crane has evolved to handle the shifting demands of global port operators. The cranes originally featured a relatively slender frame and folding tower to be backups for ship-to-shore container cranes, with a lifting capacity of around 35 tonnes. They’ve since become true heavy-duty machines that can handle the increasing weight, size, and turnover capacities that growing infrastructure has required, capable of lifting over 300 tonnes. Based on technical innovations and research from insights around global port operations, the product development for mobile harbour cranes has kept with the times. But it also introduced novel new features, such as assistance systems like SmartGrip and Sycratronic.
easy transition to new projects or ports.
With the introduction of the LHM 250 in 1996, new benchmarks for efficiency and innovation were set.
This crane featured an X-shaped undercarriage and individually steerable wheelsets, allowing for improved manoeuvrability in increasingly narrow port environments. The LHM 250 was also the first Liebherr mobile harbour crane to incorporate telemetry, enabling remote monitoring and data transmission. This innovation was crucial as the industry demanded greater efficiency and larger cranes to handle the growing size and capacity of container ships.
“Over the years, Liebherr has continuously adapted to market demands, introducing groundbreaking models that have had an impact on port operations,” says Sebastian Simon, product manager at Liebherr Rostock. “Our commitment to innovation and quality has made us a trusted partner in the maritime industry.”
The LHM 500, launched in 2002, continued this legacy with its robust design and increased focus on environmental sustainability. The crane’s tubular tower
and four-chord boom were designed to enhance steelwork reliability, extending the crane’s lifecycle and reducing its
environmental impact. In 2010, innovation saw a shift towards the integration of digital technologies and automation in port

Staying at the digital and ergonomic forefront. The cabin of the mobile harbour crane has undergone a series of innovations that support a more comfortable work environment for the crane operator while meeting the demands of more efficient operations. Data-driven information about the crane’s performance, easy access to assistance systems, and a more comfortable interior environment thanks to a new air-condition system are just some of the updates that have led to improvements.

operations, with the LHM 550 incorporating advanced telemetry and other features.
Enhancing technical capabilities is just one aspect of improving logistical operations. Maximizing limited space is another, and portal crane solutions excel in this area. Liebherr’s LPS cranes have been pivotal in port operations for decades. Their rail-mounted configurations and space-saving portal undercarriage, combined with versatile mobile harbour crane technology, ensure efficient cargo handling in tight locations. The LPS series, including models like the LPS 420 E, epitomizes innovation and practicality, handling containers, bulk goods, and heavy lifts up to 308 tonnes with the LPS 800.
ASSISTANCE SYSTEMS HELP OPTIMIZE LOGISTICS — SMARTGRIP, SYCRATRONIC , PACTRONIC
The assistance systems that launched soon after the LHM 550 came to market helped evolve the logistical capabilities of mobile harbour cranes. SmartGrip, launched in 2014, is an intelligent system that optimizes grab filling rates through self-learning. It offers higher performance and nearly eliminates overloads. Analyses showed that only 70% of the grab’s capacity was typically used due to factors like suboptimal angles and varying material densities. SmartGrip adjusts automatically, recognizing bulk
density, compression, granularity, and conditions like depth of impression and grab type. It optimizes filling to maximum capacity within seven cycles, ensuring the rate exceeds 70% from the second cycle.
The need to handle larger and heavier cargo led to a modification in mobile harbour crane performance. To accommodate heavy-lift project cargo, particularly from the wind industry, two LHMs must work together. Sycratronic was developed and released in 2004 to maximize performance and turnover by improving the safety and efficiency of tandem operations. It connects two cranes via a Controller Area Network (CAN bus), allowing their Programmable Logic Controller to communicate and synchronize movements. This enables the leading crane to provide input on slewing angle, hoisting height, and load weight to the following crane, which then adjusts automatically. With advanced algorithms and safety systems, Sycratronic allows full utilization of the cranes’ load capacity, overcoming the typical 75% restriction in tandem lifts. It also enhances safety by monitoring and correcting shifts in the load’s centre of gravity, and eliminates communication errors between crane operators, reducing the risk of accidents.
Hybrid technology is playing a crucial role in modernizing port logistics by making operations more efficient and environ-
mentally friendly. Liebherr’s Pactronic system, released in 2010, is a great example of this innovation for mobile harbour cranes. This system uses a special energy storage device that combines gas and hydraulic fluid to store and release energy when needed. This clever setup boosts hoisting speeds without requiring a bigger diesel engine, which means less pollution and better performance. The Pactronic system is also known for its quick charging, long lifespan, and recyclability, making it a smart and sustainable choice for the future of port logistics. It has a significantly higher energy capacity than conventionally used electrical energy storage devices, such as high-performance capacitors.
One of the standout developments in port logistics over the past decade is the increasing demand for a more sustainable infrastructure. In 2019, the LPS 420 E marked a significant milestone as Liebherr’s first all-electric portal crane. It features permanently excited synchronous motors, significantly reducing energy consumption, especially during idling times. All crane movements — like luffing, hoisting, slewing, and travelling — were done by electric motors, no hydraulics required. The LPS 420 E was designed for high-efficiency bulk and container operations, reflecting
An evolution marks the latest generation of the mobile harbour crane. The new ‘Master V’ crane control system, coupled with advanced sensor integration and digital information transmission, sets the stage for future automation systems. The new design features an ergonomically improved operator’s cab and a sleek, modern colour scheme, elevating both functionality and aesthetics compared to the older versions.

the industry’s increasing focus on reducing CO2 footprints. But it was not the first innovation for electric drives.
For more than a quarter century now, Liebherr mobile harbour cranes do not emit any CO2 during operation when their electric prime movers are in operation, according to the Scope 1 GHG protocol, and provided that the port has the corresponding infrastructure for it.
The new LHM series, released in 2022, represents the future of crane technology with its advanced automation capabilities. This crane is prepared for supervised work cycle automation, preparing ports for the future of data-driven logistics and renewable infrastructure.
As the maritime industry continues to evolve, Liebherr remains committed to leading the way in innovation and sustainability. The company’s focus on datadriven logistics and helping to build out a more renewable port logistics infrastructure through its product innovations ensures that its cranes are prepared for the future.
Liebherr’s vision for the future includes more data-driven logistics, which will improve the operations of maritime crane fleets through mastery over data access and optimization.
The company also anticipates a significant growth in renewable
infrastructure at ports, aiming to reduce local emissions and source more renewable energy. Liebherr’s mobile harbour cranes are already prepared for these trends, characterized by low noise, high precision, high speed, and reduced operational expenses.
The extensive sales and service network of Liebherr guarantees that customers receive the support they need, wherever they are in the world. This commitment to innovation and customer satisfaction drives everything Liebherr does, ensuring that its cranes continue to set the standard for the industry.
“The goals for the next half-century are clear: continuous technical enhancements of the cranes, swift adaptation to new developments, and maintaining the agility of a family-owned business with short decision-making pathways,” remarks Andreas Ritschel, General Manager Sales for mobile harbour cranes at LiebherrMCCtec Rostock GmbH. “Reliability remains a cornerstone, both in the products and the service expansion. With a steadfast presence for 75 years and 50 years of experience and innovation in mobile harbour cranes, Liebherr is poised to remain an industry leader for the next 50 years.”
With a legacy of excellence and a vision for the future, Liebherr’s mobile harbour cranes will continue to set the standard for the industry.
Liebherr-MCCtec Rostock GmbH is one of the leading European manufacturers of maritime handling solutions. The product range includes ship, mobile harbour and offshore cranes. Reach stackers and components for container cranes are also included in the product portfolio.
The Liebherr Group is a family-run technology company with a highly diversified product programme. The company is one of the largest construction equipment manufacturers in the world. It also provides high-quality, user-oriented products and services in a wide range of other areas.
The Liebherr Group includes over 150 companies across all continents. In 2023, it employed more than 50,000 staff and achieved combined revenues of over €14 billion.
Liebherr was founded by Hans Liebherr in 1949 in the southern German town of Kirchdorf an der Iller. Since then, the employees have been pursuing the goal of achieving continuous technological innovation, and bringing state-of-the-art solutions to its customers. Under the slogan ‘75 years of moving forward’, the Group celebrated its 75th anniversary in 2024.

The newly commissioned Siwertell ship-unloader increases cement handling capacity for Kuwait operator
NEWLY COMMISSIONED SIWERTELL SHIPUNLOADER INCREASES CEMENT HANDLING CAPACITY FOR KUWAIT OPERATOR
Bruks Siwertell has recently completed the commissioning of an ST 490-M Siwertell ship-unloader for returning customer, Kuwait Portland Cement Co. It was installed on a jetty in Shuwaikh Port, Kuwait City, Kuwait, next to the operator’s existing rail-mounted ST 490-F Siwertell unit, which has been securing efficient, environment-friendly material handling for over two decades.
The ongoing performance of Kuwait Portland Cement Co’s original Siwertell ship-unloader was one of the main reasons why the operator opted for a second unit. The new rail-mounted ship-unloader handles various cement types and delivers a continuous material handling capacity of 800tph, discharging vessels up 80,000dwt.
Both unloaders are designed to operate in Kuwait’s extremely hot climate. To accommodate predicted temperature rises in the region, the latest unit can withstand
ambient summertime temperatures of up to 55° Celsius.
“Commissioning the new ship-unloader in these very high temperatures was a challenge,” notes Bengt Svensson, Senior Contract Manager, Bruks Siwertell. “However, we overcame it, and have now completed the installation and operator training. The new unloader has passed its performance tests, fulfilling the operator’s expectations.
“Kuwait Portland Cement has benefited from over 20 years of experience using our Siwertell screw-type technology, and we hope that the new unit will bring many more,” continues Svensson.
“The operator also knows that it can rely on our ongoing service and support. In fact, with two similar models, it will benefit from shared spare parts and maintenance strategies.”
Global installations of Siwertell shipunloaders demonstrate their ability to deliver reliable, efficient, and environmentfriendly operations, eliminating spillage and minimizing dust emissions and noise in dry
bulk handling operations.
The new unloader features a new side tilt motion, which offers an enhanced reach into the corners of the cargo hold as well as under the hatch coamings. This additional manoeuvrability means that even less material is left for the clean-up phase, which reduces vessel turnaround times, raising the utilization rate of the jetty and therefore profitability.
Furthermore, all Siwertell unloaders offer a layer-by-layer unloading process, which minimizes the chance of airborne emissions from avalanches in the cargo hold. The side tilt function adds to this capability.
Both the current and new unloader are also equipped with a total capacity regulating system, maximizing the use of each unit, and ensuring that they do not overfill the downstream conveying system. They can also directly discharge to bulk trucks via a truck loading arrangement underneath the ship-unloader’s gantry. This configuration increases the flexibility and efficiency of the operation.
Siwertell road-mobile ship-unloader.

LOWER COSTS, INCREASED CAPACITIES: RECOMMISSIONED ROAD -MOBILE UNLOADERS DELIVER ON ALL COUNTS
Headquartered in Muscat, Oman, Pioneer Cement LLC, is among the leading suppliers of construction materials in the region. With dynamic business operations located in Oman, the United Arab Emirates (UAE), Kuwait, Turkey, and Tajikistan, its responsiveness to the changing market demands of the cement industry is key.
Noticing the need for greater capacity, but also flexibility, efficiency, and environment-friendly dry bulk handling, Pioneer Cement required a new cement ship-unloading solution. This came in the form of a pair of previously owned Siwertell road-mobile ship-unloaders, one 5 000 S and one 10 000 S.
STRATEGIC UNLOADING LOWERS COSTS
The road-mobile units offer the company a unique combination of asset agility and market-leading through-ship efficiency, and are capable of deploying within an hour of arriving at the quayside. They move between the ports of Suwaiq, Sultan Qaboos, and Sur in Oman, directly discharging cement to bulk trucks. The longest distance covered is around 350km, between the ports of Suwaiq and Sur.
“Siwertell technology provides several operational advantages for Pioneer Cement,” explains Saeed Taghdisi, Technical Manager, Pioneer Cement. “One of the key benefits lies in its ability to significantly reduce the logistics costs associated with cement unloading.
“With the Siwertell road-mobile unloaders, we have the flexibility to
seamlessly relocate them between different ports, optimizing our operations to accommodate varying vessel sizes and the proximity of our customers to these ports. This flexibility allows us to strategically select the most efficient port for delivering cement to specific customers, ultimately leading to a reduction in the product’s final price,” Taghdisi notes.
“The acquisition of the Siwertell shipunloaders aimed to transform the transfer of cement from cement carrier vessels to general cargo ships,” he adds. “Cement carriers have transportation capacity limitations and incur high costs. Thanks to the utilization of these road-mobile unloaders, bulk cement can now be transported with increased capacity and at lower costs.”
Regulations at regional, national and international levels rightly seek to ensure more environment-friendly dry bulk transfers, while port-specific requirements for clean and quiet procedures can place direct pressure on operators to improve their environmental performance.
A Siwertell ship-unloader is totally enclosed, offering spillage-free dry bulk cargo handling, with virtually no dust creation. They are also quiet, making them ideal for operations in close proximity to residential, business and leisure areas, while their high efficiency makes them market leaders in terms of energy consumption per tonne of material handled.
The road-mobile systems are an excellent fit for Pioneer Cement’s port locations. Taghdisi notes the particular
benefits of this technology for one specific location. “Sultan Qaboos Port, situated in the Muttrah district near the center of Muscat, is primarily a passenger port with frequent cruise ship traffic. This poses a unique challenge for dry bulk handling activities, which we were able to address seamlessly.”
“I am excited to share more about our operational success,” continues Taghdisi. “With the Siwertell 10 000 S road-mobile unloader, the efficiency and smooth operation of this equipment has been truly remarkable. We have successfully utilized it to unload cement vessels at the Sultan Qaboos Port.”
Pioneer Cement’s process is tailored to the size of the vessels it receives. “For smaller vessels, we utilize the 5 000 S unloader, which efficiently handles the unloading process, and the larger unloader solely handles larger vessels,” he adds.
“We find that the optimal unloading performance of the 5 000 S unloader is when it unloads cement from vessels weighing less than 5,000 tonnes. Its smaller size makes manoeuvring during the unloading process much more convenient,” Taghdisi explains.
“Our cement transportation system is intricately tied to the price of cement in export ports and destinations. To enhance our market presence, we are actively studying the development of new ports in Oman, such as Sohar and Duqm, where high deadweight tonnage (DWT) vessels can unload cement efficiently. In these ports, we anticipate the need for unloaders

with higher capacities, such as the 15 000 S, to handle the increased volume effectively.
“Furthermore, we are exploring new opportunities in several other ports in the UAE and Qatar, and foresee potential expansion into African markets in the near future. By leveraging these strategic acquisitions and expansions, we aim to fortify our position in the region and capitalize on emerging opportunities for growth,” highlights Taghdisi.
Road-mobile unloaders offer flexibility and efficiency, and along with small footprints, low quayside weights and quality builds, meaning that they retain their value and are prized on the second-hand market.
Pioneer Cement could see this opportunity and made the decision to purchase and recommission the previouslyowned units, turning to expert original equipment manufacturer (OEM) input from Bruks Siwertell to ensure that they were operating at peak efficiency.
“When the road-mobile unloaders were initially inspected, I saw that there were some wear parts in need of replacement, as well as a number of other improvements required for long-term operational performance,” says Jonas Hansen, Senior
Surveyor, Bruks Siwertell.
For example, one of the systems had been running without the counter-rotating inlet feeder for some months. This is not recommended, as this component optimizes the draw of material into the conveyor for faster, more efficient dry bulk unloading.
“On the 10 000 S, we also found hardened cement inside the inlet and encasing part of the screw conveyor,” says Hansen. “This is not unexpected for a cement unloader operated over a long interval without maintenance. Fortunately, the crew and I were able to remove the inlet and clean the cement off, restoring it to working order on site without having to order a replacement. We recommend that the bottom bearing is changed for this operation every 300 hours and we actually pushed through about 15kg of grease to clean the top bearing of the inlet.”
Pioneer Cement values proactive equipment service. It is embarking on a regular, thorough maintenance regime to keep the ship-unloaders performing well and understands how good service impacts performance. “Thanks to the well-designed Siwertell ship-unloader and Pioneer Cement’s rigorous maintenance programme, we have achieved a
commendable level of efficiency in cement unloading, with minimal dust emissions,” says Taghdisi.
“Additionally, we have invested in new technology from Bruks Siwertell, enabling us to use augmented reality (AR) glasses for maintenance tasks under the supervision of Siwertell experts at its service centre. This ensures the quality of our maintenance work,” he highlights.
Siwertell ship-unloaders are renowned for their market-leading longevity, reliability, low maintenance costs, and replaceable wear parts.
“The robust and heavy-duty design of Siwertell unloaders plays a crucial role in minimizing maintenance costs,” says Taghdisi. “This durability ensures that the unloading systems operate efficiently over an extended period, thereby reducing the need for frequent repairs and maintenance, which can otherwise incur substantial expenses.
“In summary, Siwertell technology not only streamlines our logistical operations, but also contributes to cost savings through its resilient design, ultimately enhancing our competitiveness in the market,” he concludes.
Despite increased competition in the cement sector, TAKRAF Group continues to attract major orders from new and repeat clients.
The highly competitive nature of the cement industry highlights the importance
of optimizing production efficiencies as a key driver in sustainable manufacturing operations. TAKRAF Group, with expertise in bulk handling, minerals processing and state-of-the-art technologies, has therefore been a major player in the development of
the industry, supplying producers with stockyard and conveying solutions and machines that are custom-designed to the client’s application and site conditions.
TAKRAF Group’s services are not only aimed at ensuring cost-effective and
TAKRAF luffing stacker for cement in India.


efficient operations, but also at providing environmentally friendly solutions, in line with the industry’s move towards ‘green’ cement.
With demand coming particularly from Africa and India, TAKRAF Group’s strong track record of superior equipment performance and project delivery, supported by competitive pricing, has continued to attract important awards. In 2024, orders were received from various Indian cement producers for limestone
handling equipment, including six stacker/ reclaimers for a new cement manufacturing facility, three luffing stackers, a bridge reclaimer and two side scrapers for an integrated cement plant, and two orders from a third company, which included luffing stackers and bridge reclaimers for two of its cement works.
Innovation out of tradition — it pays to talk to a specialist!
the quality of its product and service delivery, and to the exceptional and durable customer relationships that it has built.
TAKRAF Group’s client base includes the major players in the industry, and is dominated by repeat clients, testimony to
For example, a large Fortune 500 Indian multinational conglomerate, and a repeat client, awarded three engineering, supply and supervision contracts to TAKRAF. The contracts comprised one for a brownfields site, covering supply of a luffing stacker and


























































bridge reclaimer for handling limestone, and two for a greenfields site, consisting of wagon-unloading equipment to handle gypsum, and a slewing stacker and side scraper reclaimer.
In another order for a leading cement brand and the largest producer of slag and speciality cement in India, a bridge reclaimer was supplied for handling limestone, while a slewing and luffing stacker was supplied for one of the largest petrochemical companies in India.
The major demand that TAKRAF Group has experienced in its long history of involvement in the cement industry has focused mainly on equipment for the handling of limestone, gypsum, clinker and slag; however, other TAKRAF technologies are also seeing increasing uptake by cement producers. For example, the TAKRAF Sizer is building a strong reputation in this industry for its high availability, maintainability and value.
In an order from an important client for the past 20 years, and part of a large international cement conglomerate, TAKRAF was contracted for the design, engineering, supply, site erection supervision and commissioning of a material handling system for a greenfields cement project. The contract included a TAKRAF Sizer, in addition to various luffing stackers, a bridge reclaimer, side scraper reclaimers, a wagon tippler, side arm chargers, apron feeder and an assortment of various conveyors.
A prominent cement producer in India, and another long-term customer, included a TAKRAF Sizer as part of two orders it placed on TAKRAF for stacking, reclaiming and yard conveying equipment.
The DELKOR range of minerals processing equipment is also seeing increasing demand from the cement sector. The new generation DELKOR BQR Flotation Cell with the MAXGen mechanism was the core of a process solution developed for a cement client, which included thickening and filtration equipment for a cement works in India. This was the first commercial application of the DELKOR BQR Flotation Ccell equipped with the MAXGen mechanism, with the technology being applied to maximize limestone recovery.
The order was received following the development of a process solution by TAKRAF Group to reduce the high levels of limestone and water that the plant was losing in the tailings discharged from the limestone washing plant into the tailings pond. Besides the loss of valuable minerals, the water loss meant that the tailings ponds were filling up at an unacceptably fast rate, and also contributing to water scarcity.
The process solution was developed based upon extensive laboratory and pilot scale test work, which demonstrated the advantages of the MAXGen mechanism in optimizing recovery of limestone from the washing plant tailings. In addition, bench
scale tests with high-rate thickeners and a vacuum belt filter demonstrated the potential for water recovery. The flotation plant minimizes limestone loss into the tailings, while the dewatering equipment provides between 85 and 90% water recovery. The tailings cake generated from the flotation plant is dry enough to be stacked, after filtering, for use as mine backfill.
As a result of this environmentallyfriendly solution, both the mine and tailings pond life will be significantly increased. The water that is recovered is being re-used in the process immediately, thus reducing the fresh/make-up water requirement in the plant.
TAKRAF Group, through its established and well-known brands, TAKRAF and DELKOR, provides innovative technological solutions to the mining and associated industries. With experience acquired over more than a century, the Group is well positioned to provide equipment, systems and services that best satisfy its clients’ mining, comminution, material handling, liquid/solid separation and beneficiation requirements.
Servicing owners and operators around the world, TAKRAF Group’s engineered solutions are customized to the unique project requirements and are aimed at lowering the total cost of ownership and reducing environmental impact by improving efficiency with safe and reliable equipment.
Algoma celebrates its 125th anniversary with fleet expansions, including an order for the world’s largest cement carrier

The year 2024 has been an exciting one for Algoma as it celebrates its 125th anniversary and reflects on the milestones that it achieved that reinforce its commitment to sustainability, diversification, growth, innovation, and operational efficiency.
The year started with an announcement that Algoma acquired two high-quality iceclass 16,600dwt product tankers, the Algoluna and the Algosolis. In April of this year, as part of Algoma’s nearly $600 million investment in fleet renewal, the 740-foot
Seaway max self-unloader, the Algoma Bear, was delivered. Excitingly, all three vessels bring Algoma’s fleet to 26 domestic vessels, which are now servicing its customers on the Great Lakes-St. Lawrence Seaway, delivering essential goods used by communities across North America and around the world.
The year 2024 also served as a symbol of Algoma’s ongoing diversification and strategic advancement, as it progresses forward with its commitment to foster sustainable business growth that benefits

not just its customers, but its employees, investors, and communities. In February of this year, the Fure Vanguard was the first of ten vessels to be delivered and start trading in northern Europe. This served as a significant achievement in Algoma’s investment in the FureBear joint venture to construct ten dual-fuel ice class climatefriendly product tankers. In September, the Fure Viken was delivered and at the time of writing, the Fure Viskär has officially left the shipyard and is making her way to Europe to trade alongside her sister ships. Recognizing the marine industry as an economic powerhouse and a global environmental solution, Algoma is thrilled to witness its real time progress as it serves a reminder to the importance of remaining dedicated to pursuing ongoing growth initiatives.
As part of this dedication to diversification, Algoma also has a Global Short Sea Shipping segment that comprises three joint ventures with its partner Nova Marine Carriers SA of Lugano, Switzerland. This joint venture has grown rapidly since it began in early 2016 and has enabled Algoma to increase its presence internationally.
One of these segments is NovaAlgoma Cement Carriers, or NACC, which operates specialized pneumatic cement vessels worldwide. NACC is the largest



















e Ke lear with c o ement pr ep c tric h a Geome REE duction G a dome. N and the skies












and most diverse fleet of specialized cement carriers operating globally. The vessels utilize a compressor and pump system to load and unload cement powder; this system is fully enclosed with essentially no discharge to the atmosphere and significantly reduces the carbon intensity of cement transportation versus other modes.
Algoma currently manages two NACC vessels operating on the Great Lakes–St. Lawrence Seaway, transporting cement from production plants primarily located in Ontario and Quebec to terminals in Newfoundland. There, the cement is transferred to a ready-mix plant for concrete production. Down the supply chain, this concrete is used to build bridges, buildings, homes, sidewalks, roads, and other essential infrastructure that communities rely on every day.
In September, a newbuild contract became effective for a 38,000-deadweight tonne methanol-ready pneumatic cement vessel that will operate as part of NACC. The vessel will be the world’s largest pneumatic cement carrier and the first cement carrier with a methanol-ready designation and is scheduled to be
delivered in the first quarter of 2027. Algoma’s 125th year also marked an era of innovation, bringing exciting opportunities to explore technologies that can possibly drive substantial improvements in reducing carbon emissions for both Algoma and the wider maritime sector. On 16 July, Algoma received grant funding for five studies under Transport Canada’s Green Shipping Corridor Program (GSCP). Specifically, the GSCP is helping Algoma research potential solutions for the following studies:
1. Biofuel Feasibility Study;
2. Wind Assisted Propulsion System Feasibility Study;
3. Shore Power Feasibility Study;
4. Next Generation Bulk Carrier Design; and
5. Container shipping study – Articulated Tug-Barge unit.
Algoma has already begun exploring these advancements to identify their long-term viability and feasibility for a greener future on the Great Lakes–St. Lawrence Seaway. However, the journey to a lower carbon future involves active participation from government at all levels, collaboration with our valued customers, and unified ideas
with key members of the marine industry. While Algoma looks forward to researching and potentially implementing these new technologies, it knows that it must remember the importance of creating solutions suited to the unique characteristics of Canada’s short sea shipping infrastructure. Ultimately, Algoma remains dedicated to advancing decarbonization efforts in its vessel operations in this unique environment.
As the end of 2024 approaches, Algoma’s 125th anniversary year, the company is reflecting on a period defined by growth, innovation, and commitment to sustainability. This year’s achievements reaffirm its dedication to advancing maritime transportation in ways that support communities, protect the environment, and strengthen the industry. From expanding its fleet and implementing green technology initiatives, to dedication to diversification through its joint ventures, Algoma has made great strides in its mission to serve as a leader in sustainable shipping. It looks forward to building on this momentum as it continues to deliver essential goods and support resilient, thriving communities at home and abroad.



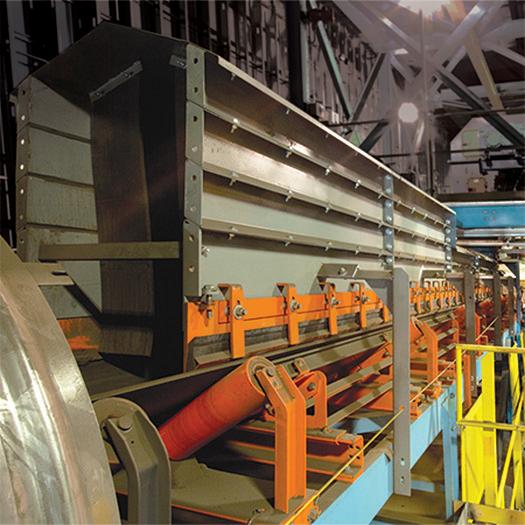
artin® Transfer Point Kits feature modular loading, settling and stilling zone configurations specifically designed for optimal dust containment and air flow management. Kits include a wide variety of chute options and are engineered to facilitate future upgrades without expensive onsite construction.
Our transfer point products virtually eliminate all fugitive material which minimizes your cleanup and maintenance time, and maximizes the efficiency, productivity and profitability of your operation.
ASGCO Manufacturing is a major provider of comprehensive bulk material handling solutions, offering a wide range of products and services to optimize conveyor systems. With a history dating back to 1971, ASGCO has established itself as an industry leader known for innovation, reliability, and a customer-centric approach.
ASGCO’s offerings encompass various aspects of conveyor systems, including components, engineering and design, belt services, safety training, and advanced technologies. ASGCO’s commitment to safety is evident through its comprehensive training programmes, promoting a culture of workplace safety and providing employees with the knowledge to identify hazards and follow best practices.
ASGCO’s engineered chute and load zone projects are aimed at optimizing material flow, reducing wear and spillage, improving safety, and enhancing overall system performance. Chutes play a vital role in material transfer, facilitating the efficient flow of materials from one point to another in conveyor systems. This is particularly critical when handling dusty, abrasive materials such as cement clinker. In addition to the environmental safety concerns stemming from the MSHAregulated silica dust, clinker’s inherent round shape creates a slip-and-fall hazard when it spills onto the ground. The dust can be better controlled with the addition of dust curtains and ‘stilling box’ expansion lids, in combination with verifying that the load zone is the appropriate length for the dust to settle onto the burden. ASGCO offers a full line of load zone support products, including Impact Cradle Beds and
Slide-N-Roll Beds, to reduce belt deflection and provide a positive sealing surface for the skirting rubber. Skirt walls with a variety of replaceable internal wear liners and external skirting provide a maintenance-friendly way to keep the system running safely and efficiently.
ASGCO also offers a series of cleaners that focus on minimizing spillage and material loss during the conveying process. The Skalper® series of primary belt cleaners distinguishes itself from the competition through the patented use of a torsion spring to effectively remove carryback material from the belt, reducing cleanup efforts and preventing material accumulation, which can lead to premature belt and bearing wear. This not only improves operational efficiency, but also ensures a safer and cleaner work environment.
ASGCO has established a strong presence in the bulk material handling industry and caters to a diverse range of customers across various sectors. ASGCO serves a broad customer base that includes: Aggregate and construction materials v producers: ASGCO’s engineered conveyor projects are utilized by companies involved in the production of aggregates, such as sand, gravel, crushed stone, and concrete. These materials are essential in construction projects, including infrastructure development, road construction, and building construction.
Cement manufacturers: ASGCO v serves cement manufacturing companies that produce cement
products used in construction, infrastructure, and various other industries. Conveyor systems play a crucial role in the transportation of raw materials, such as limestone and clay, as well as the movement of finished cement products within the manufacturing facilities.
Power generation plants: ASGCO v provides conveyor solutions to power generation plants, including coal-fired power plants, natural gas power plants, and renewable energy facilities. Conveyor systems are integral to the transportation of coal, biomass, ash, and other materials used in power generation processes.
Mining companies: ASGCO provides v engineered conveyor solutions to mining companies engaged in the extraction of minerals such as coal, iron ore, copper, gold, and more. These companies rely on efficient conveyor systems to transport materials from mining sites to processing plants or shipping terminals.
Manufacturing and industrial v facilities: ASGCO’s engineered conveyor projects cater to a wide range of manufacturing and industrial sectors, including automotive, steel, chemical, food processing, pharmaceuticals, and more. These industries rely on efficient material handling systems to transport raw materials, components, and finished products within their facilities.
ASGCO utilizes 3D Point Cloud Scanning
ASGCO was called up to address serious environmental health and safety concerns due to excessive spillage and silica dust at a large cement plant. The system is now running more safely and efficiently than it ever has.



KOCH Solutions stands at the vanguard of material handling, driving progress with over three centuries of combined expertise and a global portfolio boasting 10,000 projects. At KOCH Solutions, we are redefining material handling excellence with our advanced stockyard systems. Meticulously engineered to cater to the dynamic demands of high-capacity operations, our solutions stand out for their modular innovation and seamless integration into existing workflows. Crafted from a blend of tried-and-tested components, each system we devise is a testament to our commitment to tailor-made efficiency. We don't just provide equipment; we deliver comprehensive, turnkey solutions that resonate with your unique specifications, ensuring operational effectiveness paired with economical investment and operating costs. Our ethos is to forge a path of progress in material handling that aligns with your vision of growth and efficiency.

to gather accurate and comprehensive data about conveyor systems and their surrounding areas. By capturing hundreds of millions of data points, it creates a highly detailed digital representation of the physical space, including conveyor structures, equipment, and surrounding infrastructure. ASGCO’s approach to engineered chute projects involves a thorough analysis of the specific material characteristics, flow rates, impact forces, and other factors unique to each application. This data is used to develop customized chute and load zone designs that effectively address the challenges and requirements of the customer’s operation, promoting production and safety while reducing maintenance and downtime.
For the spring 2024 outage season, the EHS Manager at a large cement plant in the Northeast reached out to ASGCO for a turn-key solution to its clinker dusting and spillage issues. The belt was sagging between idlers in the existing

load zone, the skirt walls were not tall enough to dissipate air pressure, and the wear liners were completely worn through. This resulted in serious environmental health and safety concerns due to the excessive spillage and silica dust.
With the MSHA-2023-0001 final respirable silica rule published, addressing this load zone was a proactive step in meeting the April 2026 metal/nonmetal compliance date. The rule sets a Permissible Exposure Limit (PEL) for respirable crystalline silica at 50 μ g/m3 (micrograms per cubic metre of air) and an action level at 25μg/m3 for all mines. Mine


operators will now be required to conduct regular sampling to assess miners’ exposures to respirable crystalline silica. Per MSHA, all mines are required to install, use, and maintain feasible engineering controls as the primary means of controlling respirable crystalline silica. This is where ASGCO’s engineering department comes into play.
The system was 3D scanned and redesigned to incorporate Slide-N-Roll Beds, ‘stilling box’ style extended skirt walls with dust curtains, ASGCO MDX Skirt Clamps, ORG Skirting, and bolt-in AR400 internal liners. This combination of products was selected based on the existing flaws in the system, while considering ease of maintenance, downtime required to install, and customer budget. The precision of the scan allowed the entire project to be completed from demolition through installation in less than three shifts, with zero field fabrication required. The system is now running more safely and efficiently than it ever has, with the added benefit of all replacement wear parts being in stock and ready to bolt in without modification.





120mh f















Mo r e v o c s Di e r



















C - ld r Wo s h Fuc

d n a H l a i er t Ma








ex.com er w.t w w
s fuch / s ler s s a l






















Cleveland Cascades Ltd located in Thornaby, UK, has been in operation since 1992 and has developed the Cascade Chute System for over three decades. At present Cleveland Cascades has over 700 operational systems working in bulk handling worldwide.
The cascade chute is a specialist loading system designed to control the flow of bulk materials in mass flow; this is a single stream of material moving in high volume at very low velocity through the chute. Mass flow reduces the liberation of dust and the low velocity down the cascade virtually eliminates the movement of dust-laden air within the surrounding shroud. The shroud is fitted to the outer of the cascade chute and eliminates the adverse effects of side winds.
It is understood throughout the bulk handling industry that cement-based materials can be challenging to handle and have the potential to create large amounts of dust during loading.

The cascade system is designed to control, limit and contain the dust created whilst loading bulk materials. The Cleveland Cascades systems are also designed to protect product quality by minimizing product degradation through the promotion of mass material flow as described above.
Cleveland Cascades have supplied over 60 systems dedicated for loading either cement or clinker or both. The majority of these have been supplied across Europe with the remainder spanning across Africa, Asia, North America and South America.
One of Cleveland Cascades more recent projects supplied with the primary objective of loading clinker was manufactured, installed and commissioned in 2019 for CHIA. Cleveland Cascades has also supplied systems for loading cement and clinker products for customers such as Telestack, Bedeschi Spa, FAM, FLSmidth, Irish Cement, Tenova Takraf Africa plus many others.
Cleveland Cascades has supplied systems for loading cement and clinker for applications requiring loading capacities of 270m3 per hour up to 1,400m3 per hour for loading via shiploaders, vehicle, rail and tanker loaders as well as silo loading. These systems have been supplied in many lengths from 5m up to 35m in length.

EXAMPLES OF CLEVELAND CASCADES SYSTEMS LOADING CEMENT & CLINKER INCLUDE :
CC934 loading clinker in Malaga Port, Spain (and inset).
CC934 loading clinker (see pictures v above) in Malaga Port, Spain. This system is suspended from a mobile style shiploader supplied by Chia. The chute is 20.5 metres long with a retracted height of 5.7 metres. The system loads through Cleveland Cascades Ltd 1100-sized cones at 650tph (metric tonnes per hour) with a maximum capacity of 1,000m3 per hour.
CC928 is specified for loading clinker v (see picture on p79) and is installed in the Asturias region of Spain. The system has a fully extended length of 20 metres with a retracted height of 5.25 metres. The 1100 sized cones in this system allow a maximum volumetric loading rate of 1,000m3/hour. Taking into account the density of the material loaded being
CC928 is specified for loading clinker and is installed in the Asturias region of Spain.

1.4–1.5 tonnes per cubic metre, a maximum material throughput of 1,500tph can be achieved which easily surpasses the customers’ requirements of 900–1,000tph. This allows for material surges which can occur during loading operations.
CC880 loading cement and clinker in v Sonmez, Turkey (see pictures on p80). This system is suspended from a shiploader supplied by Bedeschi. The chute is 22.7 metres long with a retracted height of 6.1 metres. The system loads through Cleveland
Cascades Ltd 1300-sized cones at 1,100tph with a maximum capacity of 1,400m3 per hour. This system is also supplied with a specialist skirt outlet designed for use when loading fine cement. This skirt is much longer and more rigid that the typical skirt outlet

and allows for the skirt to be partially submerged within the material inside the vessel hatch allowing for the material to be loaded within its own pile, further reducing the creation of dust.
CC965 is designed to load clinker at v 1,000tph from a mobile type


shiploader with a luffing boom. This system has been supplied to a customer in Turkey and is one of Cleveland Cascades’ 1100-sized chutes. The chute is 21 metres in length with a retracted height of 6.1 metres. It is supplied with a pivoting head chute and skirt outlet for dust
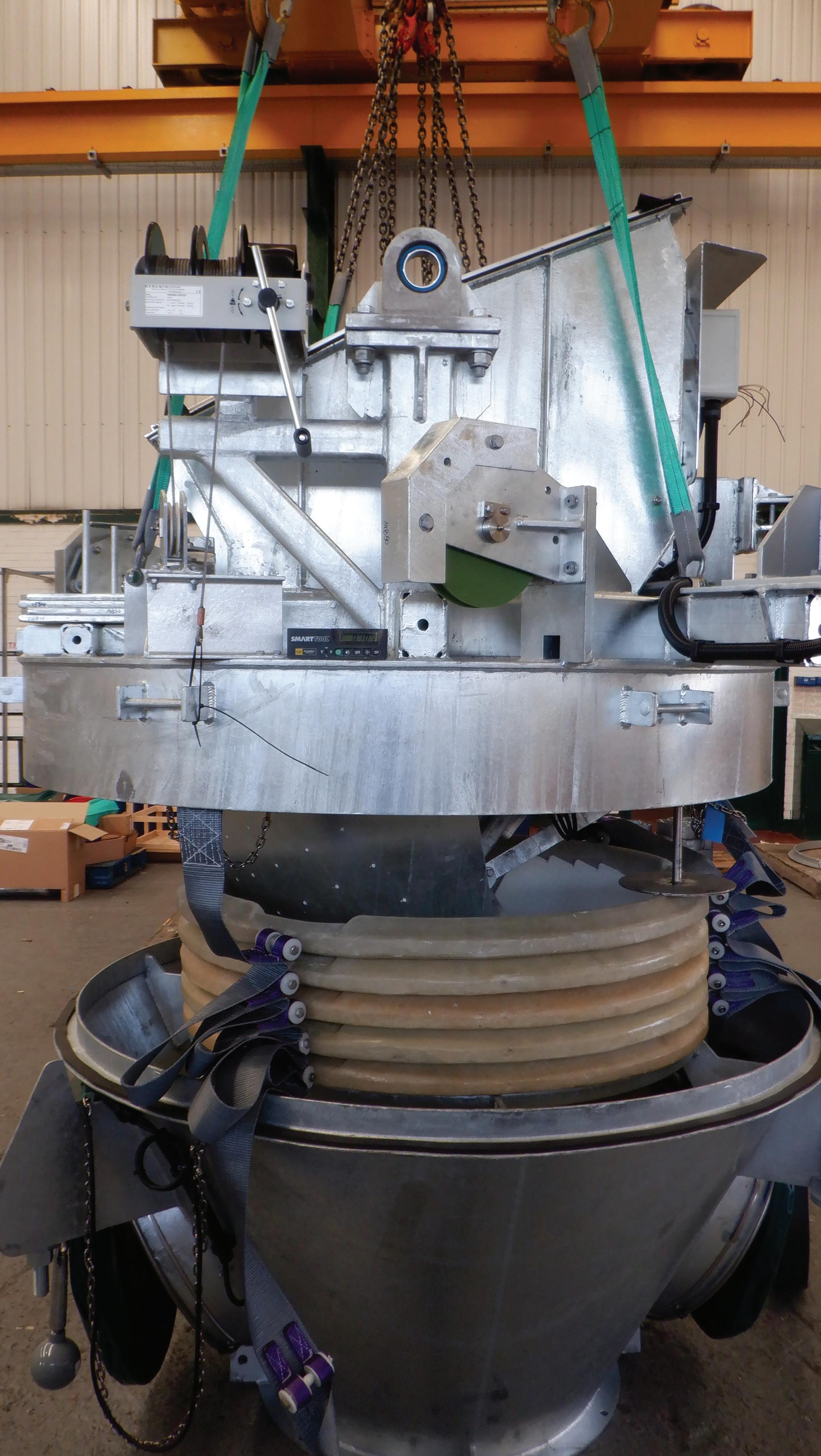
suppression. It is fitted with a locally mounted spool type winch for vertical movement.
The head chute and deflector impact faces are lined with Cr2 hard face tiles whilst the cascade cones are lined with sintered alumina ceramic tiles for abrasion resistance.
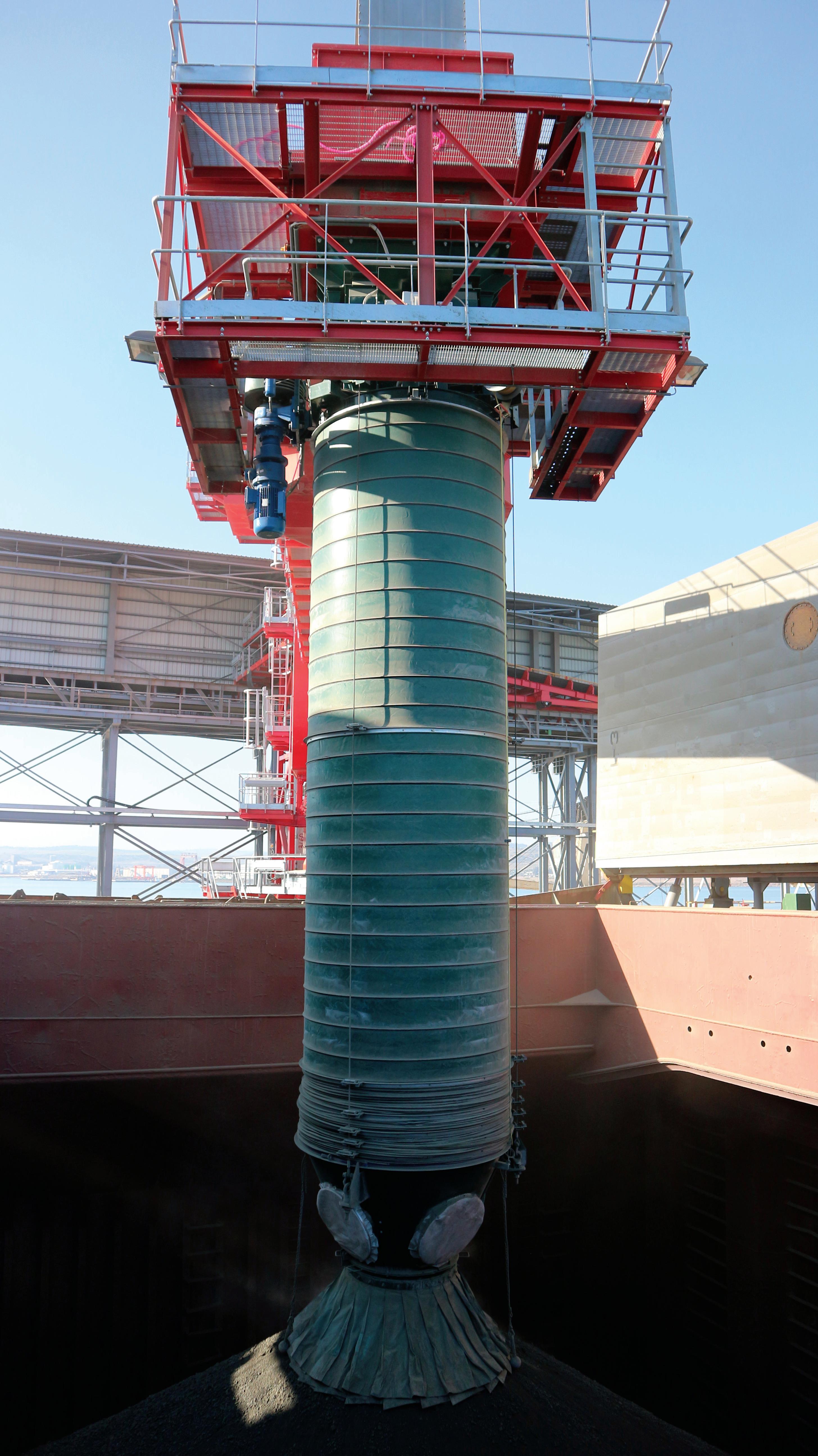


Cement plant silos were designed for the needs and environment at the time they are constructed, writes Brad Pronschinske, Global Air Cannon Product Manager of Martin Engineering. But over time, along with changes in climate, production demands and business priorities shift, leading to a rise in material volume and increases in moisture content that can cause material to adhere to silo walls resulting in unscheduled downtime. Low temperatures
and changes in atmospheric pressure — especially if the silo is stagnant for long periods — can also contribute to drastic flow changes.
In the past, when material accumulation problems became a recurring issue, processors would usually limp along until the next scheduled shutdown. That could cost a business hundreds of thousands of dollars per day in lost production. Once coarse material adheres, the build-up is

Cement silos for ports contain fine materials that are prone to humid conditions.
generally fast and dense, eventually resulting in downtime to remove. Seeking ways to address it quickly without the proper tools or training can also be the moment when workplace safety degrades. Air cannons are engineered to safely clear and prevent clogging, promote material flow and avoid costly downtime. To know if the technology will work best for a specific application, the first step is understanding how, where, when and why clogs happen in any given silo. The second step is removing any worker involvement in clearing the clog, aside from pushing a button to activate the cannon if it is not automated or controlled by logistical software.
Regardless of the cause, the types of clogs in a hopper can pose unique challenges for discharge, as well as very serious safety issues. There are several unsafe practices around silos that too often result in serious worker injuries or fatalities, mainly sudden discharge of adhered material and entrapment.
Poking or lancing from beneath the clog at the spout can result in a sudden surge of falling material, burying or crushing the worker(s) below and seriously damaging the receiving belt. Beating the vessel walls If
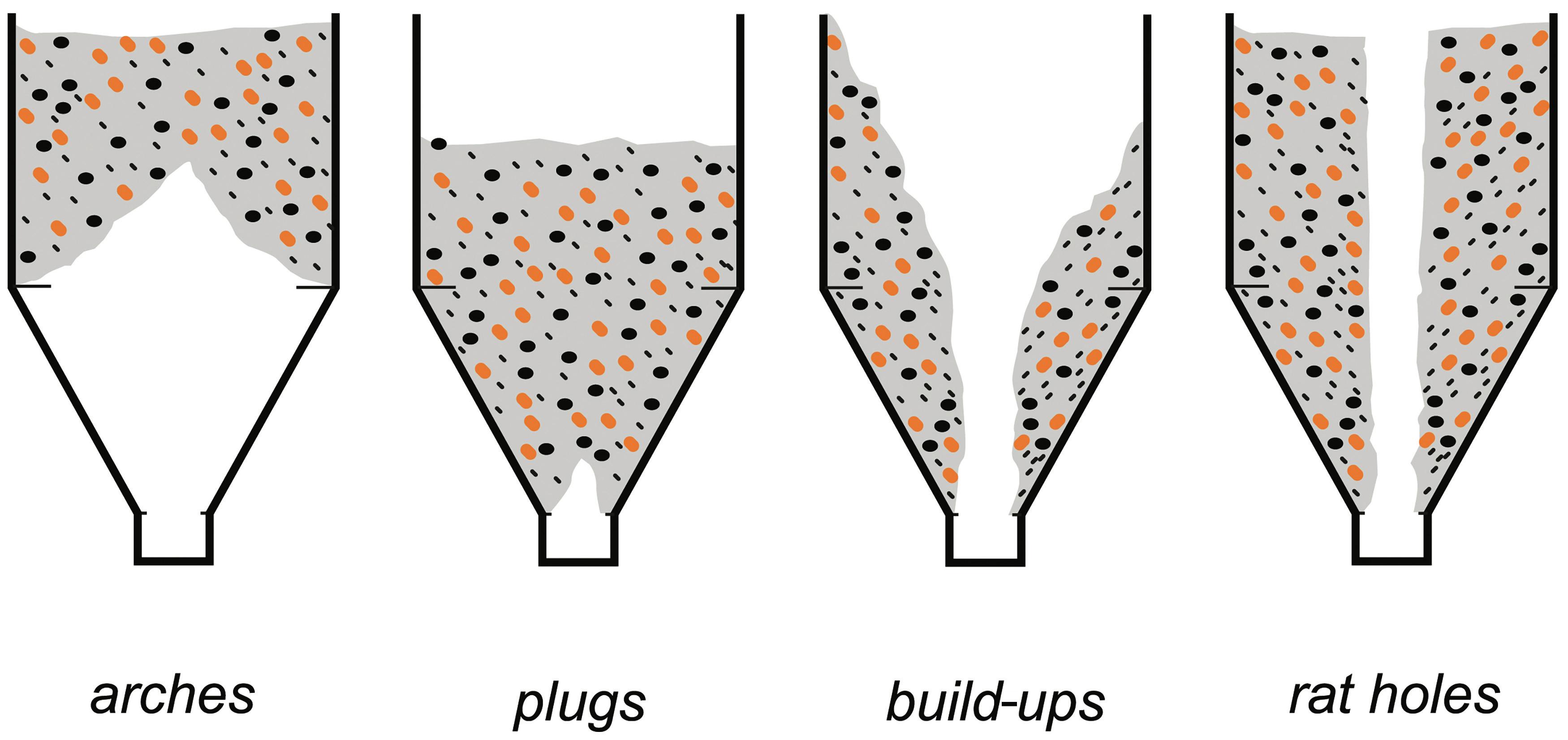
with mallets or other objects to loosen adhered material is common. Operators who engage in this method find this worsens the situation over time as the divots and ripples left from hammer strikes provide places for additional material accumulations to start.
If a worker enters the vessel and stands on the volatile bridge, a sudden discharge could pull the worker into the cavity. Sometimes material build-up on the sides of the vessel reaches higher than the worker and falls from above, causing serious injury or burial.
Silos are designed to hold a certain volume of a particular material, so awareness of the maximum load is important. Repeatedly filling and emptying them makes load requirements especially important in those cases, since capacity is reached repeatedly under many conditions. When working with bulk solids, environments with high moisture and freezing regularly experience clogging. Wide variations in the size and shape of the material can also affect the flow characteristics, leading to build-up and clogs.[1]
Arches form when material consistency changes during loading or the top material contains more moisture. It can also just be caused by gravity. This is very dangerous since material discharge has a long fall distance. The flat top surface can give workers a false sense of stable ground, so vessel entry is ill-advised. Air cannons
[1] Hafez, A., Liu, Q., Finkbeiner, T. et al. “The effect of particle shape on discharge and clogging.” Sci Rep 11, 3309 (2021).
https://doi.org/10.1038/s41598-021-82744-w
placed at the upper point of where material begins to adhere keep material flowing toward the discharge spout.
Plugs are generally caused by compacted moist material or the contents that have been left for long periods. Strategically placed air cannons can help loosen material
to get it flowing. Sometimes the contents have hardened to such a degree that a silo cleaning service is needed, which utilizes the support of the air cannon system to resolve the issue faster, lowering the cost of the service.
Build-ups can be caused by several

factors: weather, silo design, the way the silo is loaded, a horizontal grain of the metal on the side of the silo, the silica content of the material, etc. Build-ups can be economically mitigated using strategically placed air cannons at common collection points to keep material flowing toward the discharge spout.
Ratholes often form over time and reduced the capacity of the silo. Since the material is flowing, they are often ignored by operators, but can severely impact on production. The significant weight put on the thin walls of the silo and structural supports can pose a serious safety issue if buckling or a collapse occurs.
Pioneered and patented by Martin Engineering, low-pressure air cannon technology has progressed exponentially over the 50 years since its conception. They use a plant’s compressed air system to deliver a powerful discharge to dislodge material build-up. Mounted on a pipe assembly, the basic components include an air reservoir, a fast-acting valve with a trigger mechanism and a nozzle to distribute the air in the desired pattern to clear the accumulation most effectively.
Strategically positioned on the silo, when compressed air (or some other inert gas) in the tank is suddenly released by the valve, it is directed through an engineered nozzle toward the specific or general location depending on the design of the nozzle. The air blasts help break down material accumulations and clear blocked pathways, allowing solids and/or gases to resume normal flow.
Often installed in a series and precisely
A series of air cannons can be programmed to deliver precisely-timed discharges for maximum benefit.


sequenced for maximum effect, the network can be timed to best suit individual process conditions or material characteristics. Specific air blast characteristics can be achieved by manipulating the operating pressure, tank volume, valve design and nozzle shape to customize the air cannon installation to the service environment.
The valve in an air cannon is considered a wear part, but it is common practice to refurbish them rather than replace them with new ones. Since clearances and fits are critical to proper operation, valves should be rebuilt and repaired by the manufacturer, or specifically trained plant maintenance personnel.

New designs no longer require tank removal for valve replacement saving time and manpower.
Martin Engineering created a programme to supply factory-rebuilt air cannon. Customers can receive a standard pallet-sized container with six refurbished valves, so there’s no need for users to rebuild worn-out components. The changeout can be accomplished in just ten minutes, at less than half the cost of new valves. The used valves are shipped back to the company, where the units are rebuilt to as-new condition by factory-trained technicians. Customers save time and money, with no need to stock repair parts or provide the training/labour to rebuild.
TXI is a cement producer in Texas and California, as well as a major supplier of construction aggregate, ready-mix concrete and concrete products. At its New Braunfels, TX plant, TXI runs 100 tonnes per month of iron ore into the clinker feed from one line. When the iron ore would come in wet, or it would rain, the iron ore got very sticky, which then stuck to the inside of the silo. TXI would shut down for regular 24-hour periods to manually airlance the resulting blockage causing low feed rates.
Working with Martin Engineering, TXI developed a plan to install a series of air cannons in an ascending spiral on the cone section of the silo, keeping the material flowing at a constant feed rate. The four air cannons included blow pipes, air lines and control systems. The cannons are engineered to deliver the maximum discharge strength from high velocity output with half the air volume, for a highly effective discharge and reduced operating costs. Designed for simple maintenance,


Recognized worldwide for our quality, we are committed to advancing the goals of ESG by providing durable, manufacturing - we actively strive to reduce waste, contain contaminants, and continually improve our Choose TMSA for technologically advanced, environmentally conscious bulk handling solutions


Brazil
Porto Alegre, RS
Belo Horizonte, MG
São Paulo, SP
Argentina
Buenos Aires
Follow us on www.tmsa.ind.br
the complete valve assembly can be removed in one easy step, working from one side of the tank.
The air cannons eliminated the blockages. The timed discharge of the air cannons has successfully prevented the accumulation that impacted the process efficiency and required downtime for manual cleanout. Since the installation TXI has not had to stop production, saving time and money. “The air cannons have been a success,” declared Sudhanva Bhat, Maintenance Manager at the plant.
Air cannons are not new, but the technology has progressed to the point that the footprint on the compressed air system of a plant is considerably lower. Efficient silo flow is essential to plant production, so justifying the expense of installation and operation are easy once calculated against the cost of downtime and the importance of workplace safety.
Brad Pronschinske, Global Air Cannon
Product Manager at Martin Engineering is responsible for the development and management of Martin Engineering’s air cannon products and vibration systems. Pronschinske joined Martin Engineering in 1998 as a Product Specialist–Air Cannons, became Global Product Manager–Air Cannons in 2005 and continues in that role
Before the installation, some traces of mallet strikes can be seen on the side of the silo.

Some manufacturers have a refurbishing programme that reduces costs through simply swapping and shipping.

today. He holds many US and International patents on air cannon models with additional patents on nozzles for air cannon systems. Pronschinske received his BS in Electronics Engineering from Hamilton Technical College in Davenport, Iowa.
Martin Engineering has been a global expert in bulk material handling for more than 80 years, continuously developing new solutions to make high-volume conveyors cleaner, safer and more productive. The company’s series of Foundations™ books is an internationally recognized resource for safety, maintenance and operations training

— with more than 22,000 print copies in circulation around the world. The 500+page reference books are available in several languages and have been downloaded thousands of times as free PDFs from the Martin website. Martin Engineering products, sales, service and training are available from 18 factoryowned facilities worldwide, with whollyowned business units in Australia, Brazil, China, Colombia, France, Germany, India, Indonesia, Italy, Kazakhstan, Malaysia, Mexico, Peru, Spain, South Africa, Turkey, the USA and UK. The firm employs more than 1,000 people, approximately 400 of whom hold advanced degrees.
After installation, the cascading sequence of the cannons is apparent, aiding flow with no need for mallets.



Peveril Machinery, part of the Atlantic Pumps group, is a manufacturer and integrator of both dry and semi-dry bulk handling systems focused on interoperability, longevity, and efficiency. Products include silo storage vessels, rotary valves, loading and unloading systems, conveying systems, cloud-based asset performance data and remote plant control, transfer point enablement, and ‘system balancing’ solutions.
Many issues in dry bulk material storage and transfer are preventable with better system-wide visibility, good design, and integrated control of transfers between multiple equipment platforms. Dry materials such as cement and clinker can be particularly challenging with abrasive wear, harmful dust, product contamination, moisture damage, system blockages, and incomplete emptying of vessels.
Peveril works closely with its clients to optimize their transfer and storage systems holistically. Among the company’s repeat customers are the ‘big five’ UK cement producers, alongside many independent manufacturers, importers, and downstream processors. Peveril’s expertise is probably best known in the ‘final mile’ distribution stage of cement powder and clinker; post

ship or kiln unloading. In this stage of transportation, there are often multiple transfer points, with each one having its effect on profitability and efficiency. Optimizing each ‘link-in-the-chain’ is crucial to long-term success in the cement industry, and this is exactly how Peveril approaches each project.
Good silo design enables complete and thorough emptying of silos, with little-to-no residual retention. First-in, first-out transferring of fresh cement batches is important in protecting the material’s quality, as well as retaining storage capacity at maximum levels. Thorough integrity in batch to batch separation is even more important for those handling different blends of cement product, or for multiple clients.
In a recent case study, Peveril highlighted the possibilities for multi-product handling. A leading UK supplier of calcium carbonates wanted to handle 27 different grades within one manufacturing line. Fast and thorough silo discharge between products was essential, as was the flexibility to match market demand while making the best use of space. Peveril studied the company’s product forecasts and designed a process that hit the whole brief. These silos store and dispense different grades depending on market and seasonal demand, so were designed for complete and easy emptying between batches.
The silos were made in a larger diameter format so that the height could be lowered for better use of the available space. The resulting system has been successfully turning around multiple fills and product changes per day.
Engineering and integrating silos, conveying systems and associated bulk powder systems since 1974, Peveril has a long history of material handling. Through recent acquisition in 2023 Peveril has moved into the Atlantic Pumps Group of Brands, which serves the market with wet handling applications. The combined experience gives the group a significant knowledge advantage in manufacturing transfer and handling systems for abrasive and aggressive mineral products; from raw limestone, gypsum, and clinker, to finished fine cement.
With a brand-agnostic approach, Peveril/Atlantic Pumps design and build each system around the needs of the client. Repeat clients large and small know they can rely on Peveril’s engineering and manufacturing capabilities, innovation, collaboration, and its ability to integrate with existing systems. “We get the hard questions asked, to get the tough issues

This year has seen significant development of Senteos; the live data monitoring and remote control portal built and developed especially for material flow and storage data control. This system brings multiple sensor readings together, records trends, automates alerts (via email and/or text), and can even be programmed to trigger safety and performance actions such as switching valves and handling equipment on or off. It can be integrated into silo safety systems to further improve operations and safety.
Data parameters can be scale-based such as pressure, flow and temperature readings, or set to ‘on/off’ or ‘opened/closed’ to display and control equipment states.
The patent-pending control module CM02 was developed following the success of the original CM01 and benefits from extensive user input and field tests. It is essentially a Senteos-compatible
programmable logic controller (PLC) that links an array of sensor inputs and assets to a combined online Senteos dashboard, and can receive commands back from the manager.
The newly released CM02 control module has lower power consumption than the CM01 yet has more input/output connections, thanks to its modular design. Each CM02 can accommodate up to 15 input/output modules; flow, fill levels, pressure, pH, temperature, on/off etc. Multiple CM02 modules can be connected to the Senteos online portal, making it ideal for large asset fleets and multi-site locations.
Set-up can be done via Bluetooth to mobile app, and additional modules can be added by the user to increase functionality as needed. The lower power requirement has furthered its suitability for solar panel connection, although it can still be powered off the grid or other on location power sources.
TSUBAKI was founded in 1917 in Osaka, Japan, and its first commissioning of bulk material handling conveyor was held in 1936. Its first commissioning of bucket elevator was accomplished in 1944, and its first commissioning of flow conveyor was executed in 1954.
Accordingly, TSUBAKI successfully completed its first export project for the cement industry in 1956. Since then, TSUBAKI’s state-of-the-art conveyor technology has been advanced, improved, and enhanced using the knowledge gained from extensive experience. The result is that there is now a great number of TSUBAKI conveyor, installations both in Japan and abroad. Today, members of TSUBAKIMOTO BULK SYSTEMS CORP. are expanding bulk handling business worldwide, as one of the internationally renowned players in the industry, developing and providing highly refined technical solutions for the cement factories throughout the world with the slogan of ‘Beyond Expectations’.
TIMELINE OF TSUBAKI’S HISTORY
1917: Tsubakimoto Chain is v established.
1980: Tsubakimoto Bulk Systems v Corp is established (formerly conveyor division).
1995: Tianjin Tsubakimoto Conveyor v Systems Co., Ltd. is established (J/V).
2013: Tsubakimoto Bulk Systems v (Shanghai) Corp. is established (subsidiary).


TSUBAKI TBD bucket elevator/steel cord belt type (and below).

2022: Tsubaki v Conveyor Systems India Pvt Ltd. is established (subsidiary).
In 2022, Tsubaki Conveyor Systems India Pvt Ltd. was established as a subsidiary company. That company was formerly known as Mahindra Tsubaki Conveyor Systems India Pvt Ltd.
Because of the high and strong demands made on the cement industry in India, this establishment enables TSUBAKI to achieve a lot of installations of its equipment. Products include bucket elevators, chain conveyors, apron conveyors, apron feeders, and BSF feeders. Furthermore, the Middle East and North African
TSUBAKI NBC-K bucket elevator/positive discharge type (and below).


(MEA) markets are significant and huge potential areas. Based on the company’s commercial, engineering, and manufacturing facility in India, members of TSUBAKIMOTO BULK SYSTEMS CORP. are focusing on MEA markets today.
The TSUBAKI PSC Power Screw is a shaftless type that has been newly introduced to the international market. So far, TSUBAKI has mainly sold chain or belt type conveyors to the cement industry. Besides those items of equipment, the unique and excellent design of shaftless screw conveyor is now being promoted to the market, particularly for the handling of biomass or AFR (Alternative Fuels and Raw Materials), in order to contribute to carbon dioxide (CO2) reduction as a sustainable solution. See equipment list below.
TSUBAKI’s major clients include: Cement manufacturers: Adani (India), v Ultratech (India), Holcim, Cemex, Taiheiyo
EPC: ThyssenKrupp group, KHD v group, FLS group, SINOMA group Unit supplier: Loesch, Gebr. Pfeiffer v
TSUBAKI offers a wide range of product, including:
TSUBAKI NB bucket elevator/double v strand conveyor chain type: this accommodates a large volume of materials with the high filling efficiency

bucket and continuous discharge design, which reaches a capacity of 2,000m3h. This NB bucket elevator is often used for clinker silo storage or after roller press applications which require lumpy, coarse, and other fined/grained material handling with deep buckets.
TSUBAKI TBD bucket elevator/steel v cord belt type: this is offered for the conveying of cement, raw meal, other fined/grained additives, and chemical materials for storage or preheater feeding. This TBD bucket elevator heigh exceeds 160m and offers a capacity of up to 1,563m3h.
TSUBAKI NBC-K bucket elevator/ v positive discharge type: this has been developed for the excellent vertical transport of sticky/adhesive materials, which cannot be discharged with normal design. Snub sprockets under head ones and meth bottoms in the buckets help to discharge materials, such as raw coal, pet cokes, lignite, and additives.
TSUBAKI AP apron conveyor/ v conveyor chain type: this is especially designed for cement clinker handling, which reaches a horizontal length of 150(m) with a height of 40(m). This conveyor capacity exceeds 1,300m3/h. A guide roller with a double sealing for the bearing protection and half pitch sprocket to increase the lifetime is provided as standard.
TSUBAKI FC flow conveyor/en masse v chain conveyor type: this is the ideal equipment for raw meal, cement, and kiln dust handling, by the single strand of pin, bushing, and roller chain. For the storage silo distribution, fined/ granulated material as well as lumpy material transport is applicable with the most suitable flight attachment.
TSUBAKI DCC drag chain conveyor/ v forged chain type: this is the appropriate specification for highly abrasive materials with the help of the case hardened forged chain. Besides, simple components of the forged chain are suitable for conveying adhesive or lumpy materials, such as clinker, limestone, and coal.
TSUBAKI PSC power screw/shaftless v type: this is a shaftless type, and developed especially for sticky, adhesive, hydroscopic, or coarse materials which a conventional shaft supported-screw conveyor is not likely to handle. An alternative fuels utilization with this conveyor helps to decarbonize cement as the sustainable
TSUBAKI AP apron conveyor/ conveyor chain type.





solution. This conveyor is newly introduced to the international market.
TSUBAKI BSF feeder: this is provided as material receiving equipment in v the cement industry, such as, limestone, clinker, cement, gypsum, clay, fly ash, pozzolana, alternative fuels, etc. Ground level material receiving without the underground pit and quick track discharge is realized by this feeder.
TSUBAKI AF apron feeder: this is proposed as a material receiving and v proportional feeding for clinker, silica, steel slag, pozzolana, limestone, etc., and enhances the proportioning with requested precision, such as for the cement mill and mixer of the downstream equipment.
TSUBAKI one-touch inspection door: this is always required as conveyor v inspection manholes and various purposes for all the equipment, wherever mechanical products exist.




Jay Venter

A French start-up company is developing a clay calcining plant in Saint-Maximin, in the Oise Department, Picardy region in Northern France. The company will use a flash calcining system with an activated clay capacity of around 0.1mtpa (million metric tonnes per annum), ready to produce about 1mtpa of low-carbon concrete. The plant will become operational in 2025. While the capacity of the plant may be expanded, the company is targeting five production sites by 2030/32 in France and other European countries.
To produce the cement, the company will use a flash calcination process, whereby the clay is crushed, dried and heated to 750˚C. It is then mixed with clinker and limestone and no longer needs to be reheated.
The plant will provide employment for around 20 people. It represents an investment of €23m and is mainly financed by a consortium of regional institutional investors and Bpifrance. There is also land available to double production capacity at a later date. For now, it is expected that the new line will be commissioned in the 2025.
For this purpose, BSP Engineering S.R.L was commissioned for the construction of one silo of 1,000 tonnes of calcined clay and one silo of 1,200 tonnes of grind clay, both equipped with a planetary extraction system and loading and unloading handling.
BSP Engineering S.R.L will realize a special type of silo for the storing of the calcinated clay.
It will be a flat bottom, 13m diameter, double-walled silo, equipped with Rotobox screw reclaimer and two truck loading stations integrated.
The double wall type consists of a sort of hybrid solution steel/concrete.
BSP will erect the first cylinder skin through its special double folding system technology that allows the creation of profiling cylinders and folding rolled steel coils directly on site, thanks to special automated former machines. While the first cylinder is growing, a steel panel mesh layer is directly assembled over the external side of the wall. Once the first wall is completed, former machines have
moved 25–30cm outside and start the erection of the second skin that works as a form work. Later, BSP or the client itself, will carry out the injection of concrete between two layers.
The double-walled design avoids the need for the welding of internal vertical rigid bars, reducing operations on site and speeding up assembling times. The concrete gap makes it possible to use an internal flat wall built in galvanized steel, providing a natural insulation against the creation of condensation.
Rotobox screw extractor, capacity of v 100tph (tonnes per hour); 40tph loading bucket elevator; v 40tph loading screw conveyor; v roof access spiral stair. v
The Rotobox tunnel beam allows for maintenance operations even with full silo.
The planetary screw extractor collects the product from the whole flat bottom surface of the silo and conveys it towards the central outlet at the rate of 100tph avoiding air injection inside the product. The Archimedes screw floated in the product moves radially around the vertical axis of the silo (sweeping rotation) while rotating on itself.
The automatic and compartmentalized loading stations are equipped with weighbridges.
Sophisticated scheduling software
allows drivers to book the exact loading time in order to streamline operations and avoid unnecessary queues and delays on site.
A special mobile loader with bidirectional auger allows the truck to remain stationary during loading operations.
GRIND CLAY SILO
grind clay silo: diameter of 9m – v capacity of 1,000 tonnes; 70tph Rotobox screw extractor, v 70tph loading bucket elevator, v 40tph loading screw conveyor; v roof access spiral stair. v
GRIND CLAY SILO ERECTION
In a very short time an expert BSP site representative can start the automated production process by him/herself.
After anchoring the mounting ring, a v steel coil is placed on the uncoiler reel.
The steel coil enters the profiling v machine, which bends the tape in accordance with the desired diameter of the silo.
When part of the cylindrical body is v erected (two metres high), the spiral process is stopped to install the roof (as well as outlets, filters, piping, walkways, when foreseen).
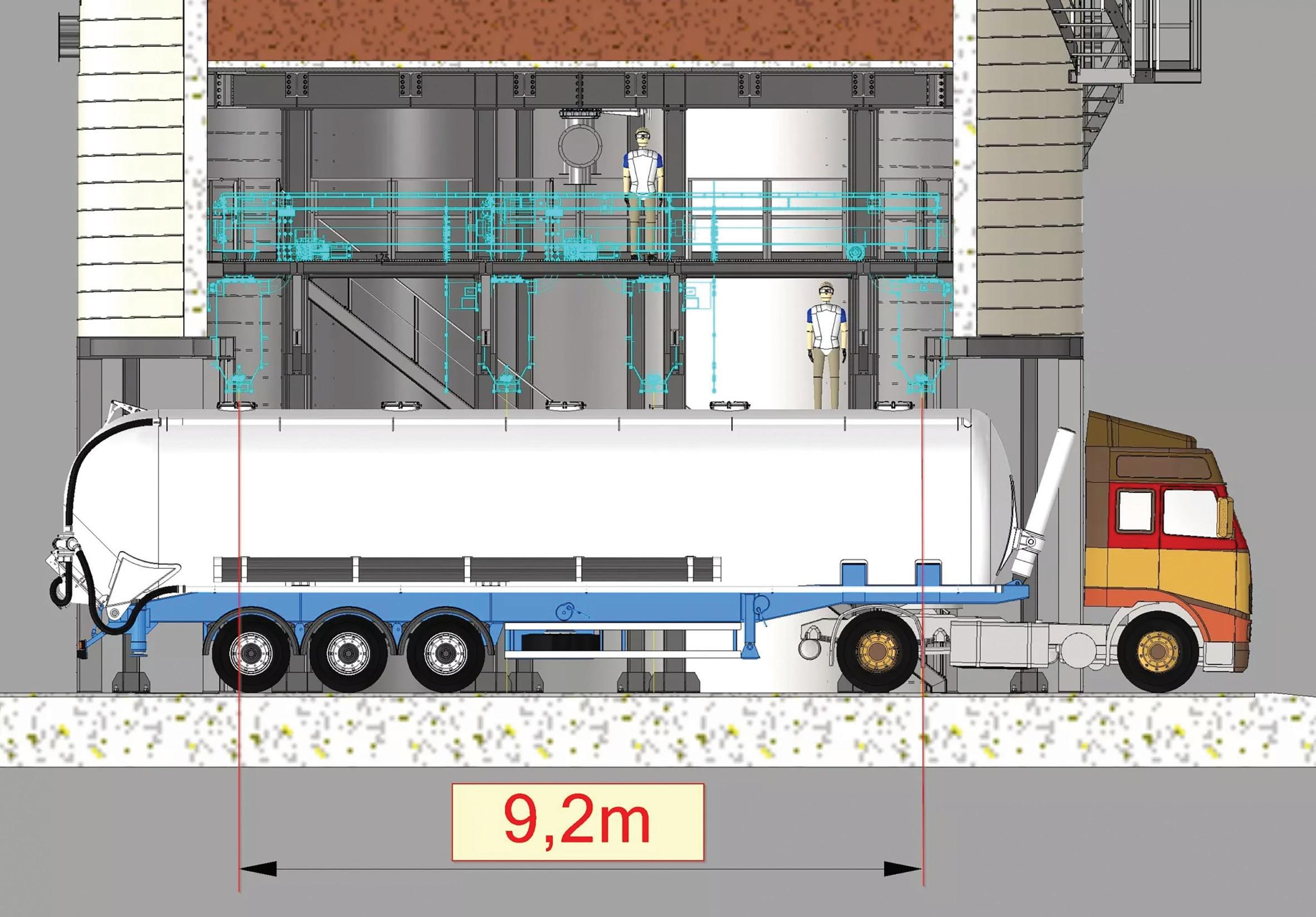
The erection operation starts again v and the silo arises up to the desired height.
When the assembly is finished, the v machine turns in the opposite direction, the silo is demounted by the supporting ring and laid down at ground.
Installing of eventual unloading v metallic hoppers or handling equipment.
The complete assembly is achieved very

quickly and all the operations are executed at ground level without the employ of dangerous scaffolding.
BSP is increasingly involved in the cement field on the international market, especially in the creation of more sustainable lowcarbon emission plants, thanks to its precious know-how and technologies, its fifty years of experience in the field and the professional skills it has at its disposal.














“Gambarotta Gschwendt’s mission is to offer customers its experience, knowledge and innovation to render the exceptional products that we design and produce available all over the world, thus creating value for all those who participate in the company and share its objectives.” says Davide Gambarotta, CEO, Gambarotta Gschwendt SRL.
Gambarotta Gschwendt SRL was founded in 1919 by Umberto Gambarotta Senior in Trento, after World War I and its main business was general mechanical work such as truck fixing, modifications transforming trucks from fixed to tipping, repairs to mining equipment, forge jobs, etc. Steel parts were recovered from World War I remnants, since the region had been deeply affected by the conflict.
In 1958 Umberto Gambarotta Jr. (father of the current CEO, Davide Gambarotta) joined the family business and actively contributed to the real first corporate turning point: the truck repair business was replaced by the industrial activity of
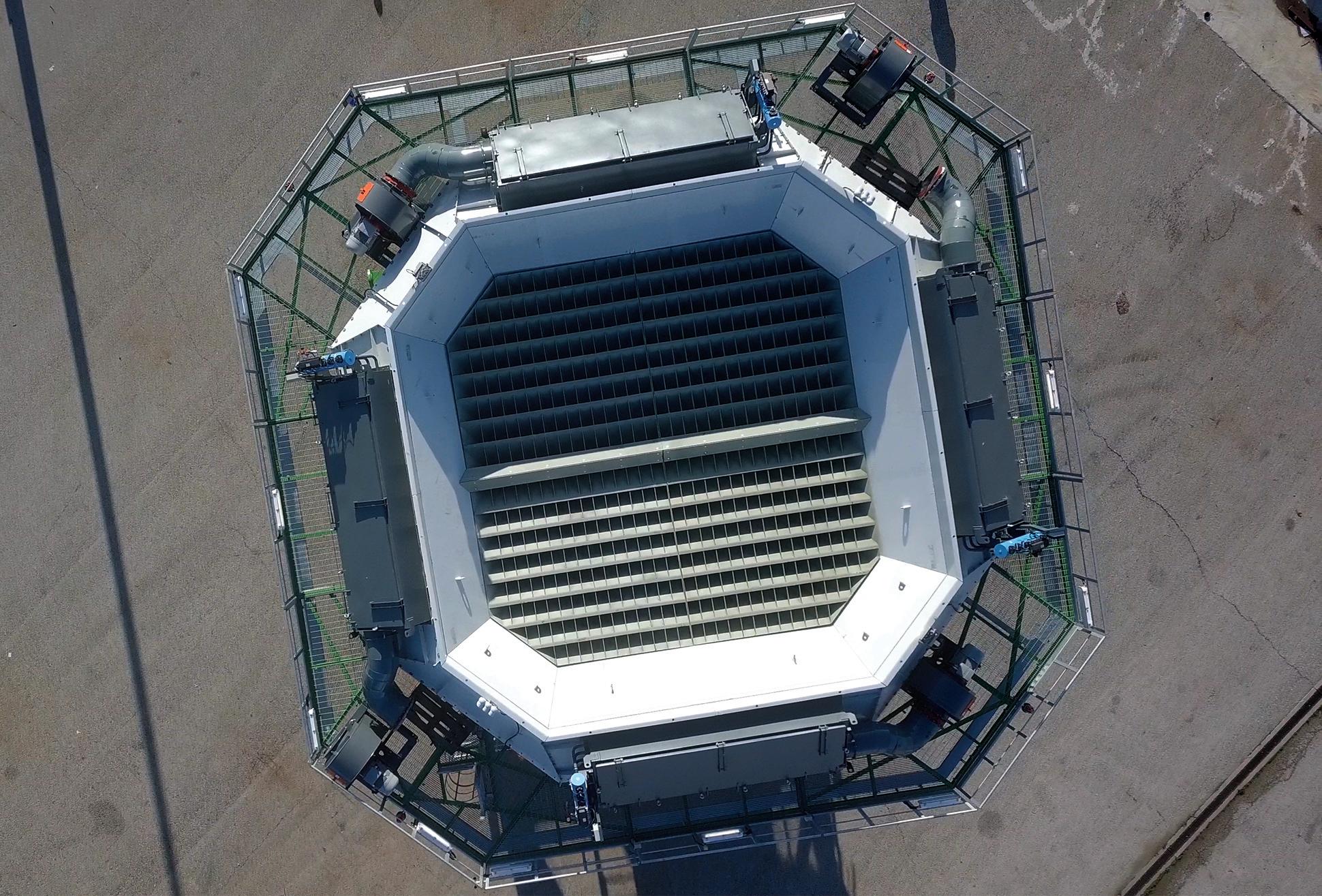
designing and supplying systems for cement plants, mines and magnesium.
Gambarotta Gschwendt transformed itself from a mechanical repair shop, with exclusively local clientèle, to an entity dedicated to the design and supply of
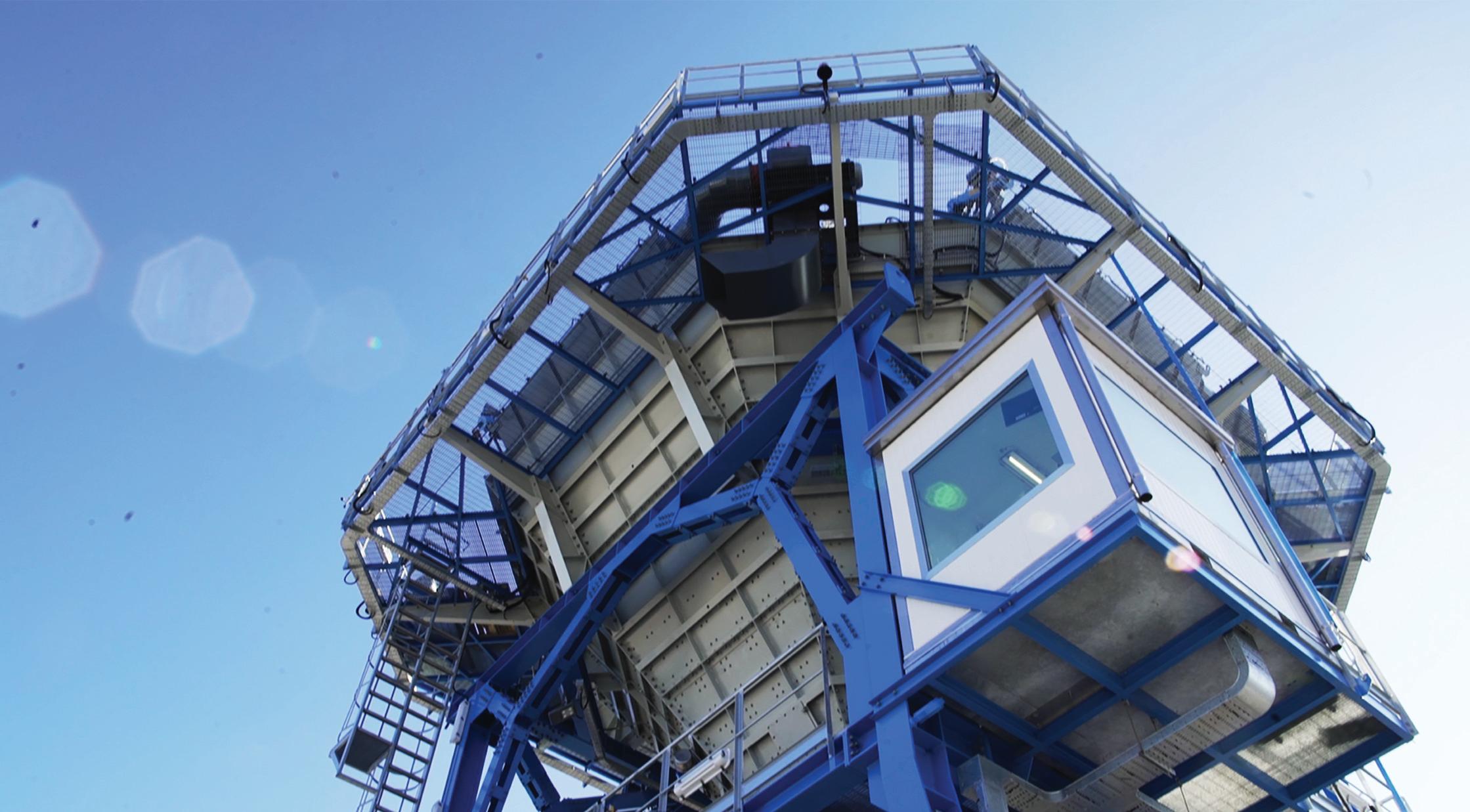
conveyor systems for process plants.
From the 1980s to the 1990s there was great international expansion of the company: from a European industrial reality (especially in Germany, ever since 1958), Gambarotta Gschwendt acquired a wide-ranging presence, by getting large foreign orders that led to the opening of commercial offices, first in the Americas, in Asia and then in Africa and Australia.
The new establishment of the Gambarotta Group, led by the current CEO, Davide Gambarotta, took place between 2019 and 2020 and is made up of five prominent companies in the sector and about 130 people specialized in 44 different fields. The companies involved are: Gambarotta Gschwendt SRL,

Gambarotta Australia, MDG Handling Solutions SRL, MDG America INC. and Ossitaglio SRL.
Nowadays Gambarotta Gschwendt’s main products include bucket elevators, screw conveyors, drag chain conveyors, pan conveyors, apron feeders, loading bellows, rotary valves, slide gates and top-quality spare parts for the above mentioned equipment.
One of Gambarotta Gschwendt’s latest products is the Eco Hopper, which can be considered the ultimate ship-unloader evolution. Some of its features are detailed below:
The unloading process at the terminal is becoming greener than ever, since the Gambarotta Gschwendt Eco Hopper can minimize dust pollution during the discharge of the material from the ship.
The loading capacity to the truck has been maximized, it is now up to 1,500 tonnes per hour and thus meeting all clients’ needs. Furthermore, the hopper storage capacity is 150m3
According to its application, the Eco Hopper can be designed with rubber tyres or rail bogies.
All Gambarotta Gschwendt equipment, including its Eco Hoppers, is completely customized according to the company’s customers’ specific requirements and is designed, produced as well as erected by the company by following its high standards.
Should the customers need it, Gambarotta Gschwendt can also provide commissioning and start-up onsite assistance as well as training for local staff.
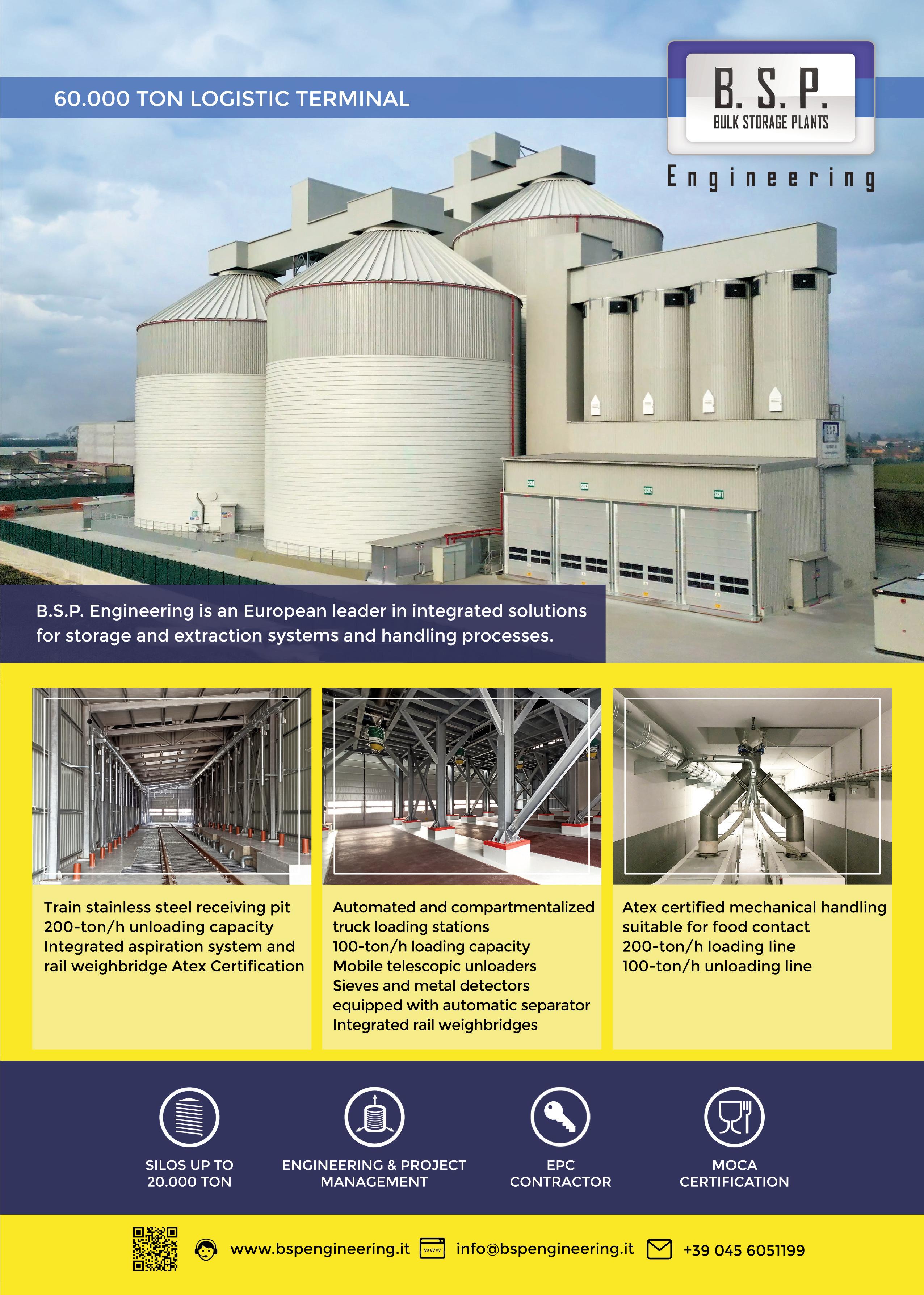

Italian company, Negrini srl, has been specializing in the production of earthmoving equipment since 1967.
The company’s main products are: orange peel, clamshell and diaphragm wall grabs and dragline buckets, which are used mainly in the ports, maritime and excavation sectors:
Automatic remote-controlled, single rope clamshell grabs are the best solution for loose material and do not require any external power supply. They are universal and can be attached to all cranes. The remote control allows the jaws to be opened.
Mechanical clamshell grabs are the best solution for loose material and can be used on all lifting equipment with two or four ropes or crawler cranes.
Electro-hydraulic clamshell grabs are the best solution for loose material and can be used on all lifting equipment or crawler cranes.
Hydraulic clamshell grabs are the best solution for loose material and can be used on all lifting equipment or crawler cranes.
Mechanical orange peel grabs are the best solution for material, such as rocks, scrap and recycled waste and can be used on all lifting equipment with two or four ropes or crawler cranes.
Hydraulic orange peel grabs are the best solution for material, such as rocks, scrap and recycled waste and can be used on all lifting equipment or crawler cranes.
Dragline buckets are the best solution for dredging quarries and rivers. They can be attached to all crawler cranes with hoist ropes.
Diaphragm wall grabs are the best solution for digging foundations and consolidating ground. They can be attached to all crawler cranes with hoist ropes.
Environmental linear cut hydraulic clamshell grabs are used for handling mud, polluting sludge, etc. indicated for underwater excavations in difficult areas such as quarry, river, sea, etc. Constructed with Hardox steel to ensure strength, long life and moderate weight. The operation is made by hydraulic pistons of big dimensions. In the environmental dredging it is essential to remove the polluting sediment evenly.
Ongoing research into improving quality, showcased in the entire range of products offered by Negrini has led to dynamic, innovative and cutting-edge developments in engineering.
Negrini srl’s technical department is always on hand to tackle and solve any technical problem, explaining and motivating the solutions adopted. When necessary, Negrini srl calls upon partners to find solutions to the most complex design issues.
The company has two facilities covering an area of about 2,000 square metres and a large service area.
Every customer request is carefully assessed for feasibility from both a technical and capacity point of view.
The requested elements, including the drawings, are examined and planned in
collaboration with the head of department to guarantee delivery times, reliability and the best use of resources.
The technical data, including the drawings, are entered into a computerized solid modelling system for a more efficient management of the product and rational organization of the machinery.
Before shipping occurs, a final test is carried out by the head of production, overseen by the company owner.

Negrini’s 4 rope mechanical clamshell grab, made for Euroports to move the difficult-tohandle material sodium carbonate.


Rulmeca is always willing to assist conveyor owners, engineers and maintenance personnel in understanding how components work and how to troubleshoot them. Concerning Rulmeca motorized pulleys, plenty of industries rely on their compact, hermetically sealed and internally-powered design to drive belt conveyors in harsh operating conditions. Therefore, it becomes useful for the company to provide customers with some guidelines about potential problems and relative resolution. It is worth remembering that any diagnosis and intervention should always be done by a trained professional and using personal protective equipment.
ELECTRICAL PROBLEMS OF MOTORIZED PULLEYS
Conveyor driving malfunctions are often due to undiagnosed operational problems which actually manifest themselves at the drive system: overloaded, misaligned or slipping belt, plugged chute, zero speed and e-stop safety switch. A conveyor system is usually equipped with a control system intended to signal these problems: given that it should be normally closed, any one of the mentioned warning switches springs in case of failure. If the above-mentioned problems do not arise, electrical problems of motorized pulleys may be responsible for conveyor driving malfunctioning.
CALCULATE THE RIGHT DRIVE POWER
Rulmeca motorized pulleys main component is a motor which is directly coupled to either a two-stage or a threestage gearbox. As an electric current flow is applied to the stator, a rotating magnetic field is generated and produces a force on the rotor. Electrical energy is thus converted into mechanical energy and the resulting torque is directly transmitted to the pulley shell through the gearbox in order to move the belt. Clearly, in order to make this inner working possible for particular set of conditions, designers need to accurately calculate the effective belt
pull tension, the belt speed in feet/minute and, as a result, the required power to move the transported material. In case of calculating mistakes or oversights, either underpower or overload of motorized pulleys can make the conveyor system work unreliably and inefficiently.
Required power (ft-lbs./min) = TE (Ibis) x V (fpm)
The result has to be converted into a convenient unit of measure namely horsepower according to this equation: 1 horsepower (HP) = 33.000 ftlbs./minute
ENSURE OVERCURRENT PROTECTION
What said before points out that there’s a direct relationship between full load current and motor horsepower. This draws attention to another essential question for optimal performance of Rulmeca motorized pulleys. By design, their three-phase AC motors continually attempt to provide as much as pull into the conveyor as required, even exceeding admissible full load amps. As they are not able to protect themselves internally and prevent self-destructing, they may run into overheat, burns and other damages. That’s why thermal and overcurrent protection is needed. Note that standard Rulmeca thermal protection switches, built into the motorized pulley stator winding, must be connected to a normally closed control circuit. The latter has to be connected to the three-pole starter which can cut power if need be.
Multimeter is the key instrument to diagnose electrical problems as it allows to measure supply voltage, motor current draw, motor winding resistance, thermal protection switch resistance and motor insulation continuity. Before describing testing process through multimeter, it is worth describing the terminal box of
Rulmeca motorized pulleys. Its configuration provides that the threephases of power are connected as follows: phase one to terminal U; phase two to terminal V; phase three to terminal W. Instead, terminals T1 and T2 which are internally connected to three thermal protection switches, wired in series, must be connected to a normally-closed control circuit.
Now, let’s see in detail the features of multimeter and how they need to be progressively used to diagnose potential electrical problems:
2) Connect the voltmeter leads between motor terminals (U–V, V–W and U–W) to ensure that the supply voltage to the pulley is balanced; the three voltage measurements should not have more than a 5% deviation from the lowest to the highest and should be within 5% of the voltage rating shown on the data plate.
2) Place the multimeter clamp-on ammeter around the power supply wire connected to each motor terminal to measure the pulley drive motor current draw. In order to be balanced, the three measurements should not have more than a 10% deviation from the lowest to the highest and should be less than the specified full load amps (FLA) shown on the data plate.
3) Disconnect all supply wires and connect the Ohmmeter leads between motor terminals (U–V, V–W and U–W) to check whether motor windings are correctly balanced and open-circuited phase to phase. The three resistance measurements should not have more than a 10% deviation from the lowest to the highest.
4) Use the Ohmmeter to measure thermal switch resistance. First, connect it to terminals T1 and T2 and look for near-zero resistance, that is full continuity. Then connect it between T1 and ground and T2 and ground and look for no continuity, that is infinite resistance.
5) Connect Ohmmeter leads between each motor terminal to the pulley ground lug in the terminal box in order to measure motor insulation continuity. Each of the three measurements should be between megaohms and infinite ohms, that is open-circuit/no continuity.

Established in 1908 as a prominent supplier of complete plants for the brick industry, Bedeschi expanded into the cement industry in the 1950s, leveraging its expertise in brick production and officially entering the material handling industry.
Since then, the company has consolidated as one of the top players in the market, acquiring know-how and expertise in different fields.
Today, Bedeschi is an international company with strong Italian roots. The company is still a family-owned business — currently, the fourth and fifth generations of the family are deeply involved in daily operations.
Bedeschi prides itself on being able to supply any type of bulk material handling systems from pit to port: from quarry extraction to storage, including crushing units, apron feeders, stackers and reclaimers, combined bucket wheels, ship loaders/unloaders, and any kind of conveyors (plant, pipe, overland conveyors) and transshipment solutions. In addition, the company serves different industries, from bricks and cement to mining, grains and oilseeds, fertilizers and chemicals, deep sea mining, steel, and power. Furthermore, it proudly supplies machines to handle alternative fuels like biomass, waste, and green steel.
The commitment of the company to integrating Environmental, Social, and Governance (ESG) principles into every aspect of its operations is highlighted in the Sustainability Report that Bedeschi publishes every year; this year will be its third. By focusing on sustainable practices, ethical governance, and fostering a positive social impact, the company aims to create long-term value for its stakeholders and the communities it serves. This commitment drives continuous improvement in areas such as technological solutions, human resource development, health and safety, training, gender equality, and social inclusion.
Recognizing that sustainability is no longer optional but a moral necessity, Bedeschi is already setting new challenges and goals for responsible growth. The company has made significant progress in achieving the targets outlined in its previous report and is constantly working to improve its results.
To confirm its commitment to ESG issues, Bedeschi was awarded a significant contract to supply machines to handle environmentally friendly steel. The goal is to lead the way in sustainable practices, ensuring that operations meet the highest efficiency and safety standards and contributing positively to the environment
and society. For a new DRI plant, it will supply the complete handling system (composed of wagon unloading/loading, stockyard, and conveyors) feeding the state-of-the-art plant. This project is a motivation to continue Bedeschi’s efforts in offering eco-friendly solutions and affirms their responsibility to create a sustainable future.
The company operates on a turnkey and bespoke approach, designing and engineering each project and machine from the ground up. Its team of skilled engineers leverages extensive experience to deliver the best custom solutions tailored to meet every client and project’s unique needs and requirements. Utilizing advanced in-house technologies and VR software, Bedeschi can adapt to any specifications, addressing factors such as structural constraints of the plant’s location, topological layout challenges, environmental protection regulations, and the presence of existing machinery.
Founded initially as an Italian equipment manufacturer, Bedeschi has evolved into one of the leading global players in its field, with a solid international presence and a diverse team of 15 nationalities. The company takes great pride in its progress over the years and looks forward to achieving even more in the years ahead.
K degree of DIN 22102 standards main feature guarantees that once the flame source is removed from the conveyor belt itself, the flame smothers in a very short time, writes Niccolò Feliciano, SIG Area Manager, SIG - Società Italiana Gomma Spa Belts manufactured using such a selfextinguish rubber compound can only be installed inside closed areas (such as grain storage silos) or other industrial aboveground installations where there can be a fire risk. If dealing with an underground application (such as a quarry or a mine for instance), respecting DIN 22102 standards K degree is not enough since belts must have anti-propagation properties.
Self-extinguishing rubber conveyor belts play a crucial role as they have to guarantee workers’ safety during potentially dangerous industrial processes.
Therefore, to supply customers with reliable products matching these strict and specific requirements, each week SIG submits its self-extinguishing rubber conveyor belts to painstaking quality check tests. As claimed, the main feature of such an item is guaranteeing that once the flame source is removed from the conveyor belt itself, the flame smothers in a very short time.
Consequently, the lab test has to be carried out and conducted as follows: a series of six samples extracted from the rubber conveyor belt is subject to a 1,000°C propane burner flame for 45 seconds. At the end of this period, the flame is removed and the necessary time for flame extinction is measured. The test can show a positive result and then the conveyor belt is classified as self-extinguishing when: the flame extinction time for six v samples takes no more than 45 seconds; the time needed to extinguish a single v sample flame cannot exceed 15 seconds; and subjected to the air stream, the v samples must not show any new flame formation.
After completing a test like the one described above, if all results are positive as required, a belt can be considered 100% self-extinguishing.
WHICH ARE SIG’S SELF-EXTINGUISHING RUBBER COMPOUNDS, AND WHEN CAN THEY BE USED?
SIG’s wide range of rubber compounds

includes two specific options for aboveground and/or closed-area industrial applications, preventing any potential risk connected to fire propagation.
BS RUBBER QUALITY
The first one is the BS compound: this has been projected and developed to be used for above ground and closed area applications where safety is fundamental and the fire risk is high. It is highly recommended for coal and potash applications. It is self-extinguishing according to ISO 340 and anti-static as per ISO 284 (equivalent to K degree of DIN 22102 standards).
Perhaps BS’s most important feature is that it can be transversally equipped on any type of ‘flat’ rubber conveyor belt: from EP carcass one (TEXTER) to steel cord ones (SIDERFLEX) passing through EpP fabrics (TEXBIND), EP carcass with a top cover breaker (RIPSAVE) (and ending with special belts too such as PIFLEX and PIPEX (steel and EP carcass tubular shape rubber conveyor belts), SEALTEX (special items for covering and sealing applications) and TEXRIGID & CROSSRIGID (base belts for FLEXOBORD which is SIG cleats and sidewall belt).
Coal power plants or port terminals and fertilizers producing and or refining plants are just some of the many industrial applications where the BS rubber
compound can be used with excellent results.
AG is a nitrile rubber compound that can commonly be considered an upgraded version of the previously analysed one as it is both self-extinguishing and oil-resistant, therefore representing the most suitable solution for any application where it is also necessary to guarantee excellent protection from potentially handled materials’ oil loss.
Following international market-specific requirements, SIG’s technical department has been able to develop a new rubber compound that could be used for any special industrial application where DIN 22102 standards K (self-extinguish) and G (oil resistant) degrees have to be respected.
Normally, fertilizers and grain handling inside closed areas or above-ground conveying systems with potential fire risk are just two examples where this rubber compound becomes compulsory.
According to SIG’s ‘in-the-field experience,’ the AG rubber compound assures and gives its best performances when equipped on ELETEX and TEXTER while handling grain or in general, when installed inside agro-industrial plants in general. The below case studies deal with a French engineering company, and show clear evidence of what is claimed.
To summarize, AG cover rubber provides superior resistances to vegetable oils and animal fats, while in the meantime being self-extinguishing and antistatic according to ISO 340 and ISO 284 to guarantee high safety to the conveyor plant.
Grain storage silos and port terminals for shiploading and unloading operations are the industrial fields where the AG rubber compound is mainly used.
CASE STUDIES FOR AG & BS RUBBER COMPOUNDS IN 2022–2023
This article has so far included many technical details about SIG’s BS and AG rubber compound, as well as useful information about the test through which it is possible to check the self-extinguishing feature.
Below are case studies that include details of some iconic deliveries of AG and BS rubber compound belts, which give concrete evidence of the above.
FERTILIZERS PORT TERMINAL PROJECT: EP BELT WITH FIRE-RESISTANT RUBBER COVERS
In 2022, a French engineering company was in charge of completing a fertilizer terminal for shiploading and unloading operations for an Asian seaport authority.
Since one of the handled material’s features was its flammable dust, from the very beginning it was clear that any equipment supplied would need to be selfextinguishing and antistatic to minimize any safety risk for workers connected to a potential fire ignition and propagation.
Consequently, when the OEM company contacted SIG for this project, the choice of which type of rubber conveyor belt to be supplied was immediately made in favour of an EP carcass rubber conveyor belt, equipped with BS rubber compound.
Thanks to useful suggestions from SIG’s technical department, the following constructions were agreed upon: more than 3km of EP belt, 1,200mm wide, with 6mm on the top cover and 2mm on the bottom one, equipped with selfextinguishing and antistatic rubber covers (matching with K degree) and with a breaking load of 630N/mm, composed of four plies.
Plant installation and commissioning ended in December 2023.
Today, both the French engineering company that delivered the whole conveyor system and the end customer (seaport authority) are fully satisfied with the rubber conveyor belt performances, loading and unloading fertilizers from January 2024.
BULK AGRO-INDUSTRIAL PORT TERMINAL PROJECT:
ELETEX OIL-RESISTANT AND SELF-EXTINGUISH RUBBER COMPOUND
This second case study deals with an important project completed by SIG between 2022 and 2023 for the world’s largest bulk agro-industrial terminal located in the Far East.
The reason end customers needed an oil-resistant, self-extinguishing and antistatic rubber conveyor belt was because the material handled was grain, and it had to be transferred from storage silos to ships through specific loaders. For all the above-mentioned reasons (closed area, flammable material dust…), any supplied rubber conveyor belt had to be manufactured with special rubber covers that could guarantee workers’ safety at any time. Talking in detail, the ending customer was provided with the following products: Many kilometres of EP500/3 and v EP400/3, all equipped with AG rubber compound, manufactured with 3mm on top cover and 2mm on the bottom one, in various widths from 500mm, to 800mm and 1000mm.
Moreover, to give end-customers v suitable products as well to be inside silos, SIG also supplied different EP carcass rubber elevator belts, named ELETEX. These items were manufactured with a breaking load of 1,000N/mm, with five plies to compose the inner carcass, equipped with 3mm on top as well on the bottom covers which had been made of an oil-resistant, self-extinguishing and antistatic rubber compound.
ARE THERE ANY OTHER SPECIFIC FLAMERESISTANT RUBBER COMPOUNDS INSIDE SIG RANGE OF PRODUCTS?
So far, we have discussed self-extinguishing rubber compounds for above-ground use. However, in the rubber conveyor belt industry, some activities have to be carried out inside underground areas or tunnels.
Specific standards for industrial activities with risk of a potential fire propagation mention that for any underground installation, rubber conveyor belts must be equipped with a special rubber compound that prevents the item from being a source of fire. In this case, the main principle is not only to smother the flame in a very short time, but also to avoid fire propagation.
When facing such an application, standard self-extinguishing rubber belts described above cannot be used since they cannot match the strict safety requirements for underground applications.
In fact, any belt installed inside an
underground application must not be an active fire spreader — a different concept compared to self-extinguishing belts detailed above, as this time the belt must avoid any potential fire propagation.
Therefore, SIG’s range of rubber compounds includes the two following alternatives:
TS RUBBER QUALITY
TS is produced with a specific rubber compound that has been designed to service both underground and above ground applications. It is highly recommended for the belt conveyors located in the back areas of the tunnels. TS is designed according to DIN 22102 S grade, ISO 340 and ISO 284 or equivalent.
This is a special option as in this case, not only belt external covers, but also inner rubber, the one used to guarantee a better adhesion between plies and belt structure, must be self-extinguishing. Therefore, the test to check the actual and real main feature is not only carried out on an external covers sample, but also on a piece of inner carcass.
TV RUBBER QUALITY
This technologically advanced option has been designed to work in underground applications where it is necessary that the belt does not trigger centres of fire. It is recommended for the belt conveyors located close to the permanent workstations in underground applications or tunnels. TV is designed according to ISO 340, ISO 284, EN 14973 or equivalent.
Dealing with TV rubber compound means that it is necessary to cope with two new different tests: friction test; and v gallery test. v
These two tests can be carried out with different parameters and regulations to be matched, according to the level required.
To give more information about gallery test, a rubber conveyor belt sample (not only a small piece in the case of selfextinguish belts) is exposed to an active source of flame and placed inside a gallery (tunnel) where it subjected to a continuous air flow increasing fire action.
A positive result is shown when once this the heat source is removed and the flame becomes extinct, there is still a belt region that is completely undamaged. This experiment has to prove that when the flame source is withdrawn, the belt will not be an active fire spreader, preventing its propagation clearly leaving undamaged belt regions (that can have different sizes according to the test level required). DCi

































































































































































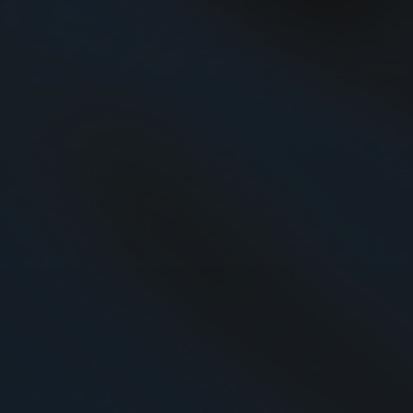


Bruks Siwertell has completed the installation and commissioning of a second Siwertell screw-type ship-unloader for leading Indian fertilizer company, Paradeep Phosphates Ltd (PPL).
The new Siwertell ST 640 D-type shipunloader joins a similar Siwertell unit at the port of Paradeep, in Odisha, India. PPL’s first unloader was delivered in 2006 and was part of the port’s environmental transformation.
“PPL has very high expectations of Siwertell technology,” says Bengt Svensson, Senior Contract Manager, Bruks Siwertell.
“The delivery of our original Siwertell shipunloader, almost two decades ago, saw PPL switch from open-air sulphur handling with grab cranes, to safe, fully enclosed, dust-free operations. It literally transformed the port environmentally and was a significant
step-up in efficiency.
“To keep up with demand, PPL needed to increase capacity, but wanted to do this in the most sustainable and environmentfriendly way possible, leading to the second order,” he adds. PPL, part of the KK Birla Group and the OCP Group of Morocco, is a major manufacturer of phosphatic fertilizers and is Asia’s second largest producer of diammonium phosphate (DAP), sourced from its plant close to the port.
The new rail-mounted ST 640-D shipunloader operates on the same jetty as Bruks Siwertell’s previous delivery for PPL, and similar to the first unit, has the capacity to discharge sulphur from vessels up to 60,000dwt in size, at a rated capacity of 1,500tph. It alternates handling this cargo with rock phosphate at a rate of 1,200tph and muriate of potash (MOP) at 1,050tph.
Both units, like all Siwertell shipunloaders that handle sulphur, are fitted with the Siwertell Sulfur Safety System (4S), which was first developed over 30 years ago to minimize the risk of explosions when handling this extremely volatile and corrosive dry bulk material.
In open-air handling systems, such as grab cranes, the flammable and explosive nature of sulphur is not so much of a problem, but becomes an issue for enclosed systems. However, sulphur should be contained, and its dust minimized, as it is damaging to the environment. Siwertell ship-unloading systems equipped with 4S technology are uniquely able to offer totally enclosed sulphur handling, reducing any risk to personnel, equipment, vessel and port to the minimum possible levels.
The world of fertilizer manufacturing and distribution is complex and nuanced and is not without its challenges for safe production and distribution, writes Claire Cowie. Many of the chemicals used to manufacture fertilizers are highly corrosive and require specialized storage and handling. In addition to the complex requirements for storage and handling, significant amounts of corrosive dust are generated during production and transport posing a serious threat to employee health and safety, the environment and surrounding equipment and buildings. In this editorial we will explore the role of a wind fence in the fight against fugitive dust in a corrosive environment.
Wind fences are constructed by erecting a porous material to control dust through two modalities. An upwind fence dramatically slows the speed the of the incoming wind in the sheltered zone by redirecting the wind up and over the fence while still allowing a small volume of air to pass through the porous material. The small amount of air passing through the fence equalizes the pressure on either side and reduces the formation of turbulence and eddies, observed when a solid barrier is used as a windbreak. The result is a protected area that extends one to two shelter lengths downwind with a wind velocity reduction of approximately 50–75% on the leeward side of the fence. A downwind fence, on the other hand, functions as a catch fence, providing a small sheltered area in front of the fence that causes airborne dust to drop to the ground and collect. Some dust will still pass through a downwind fence but will quickly subside in the protected area in the same
manner as the upwind fence. Dependent on wind directions, an upwind fence may function as a downwind fence, and vice versa. The image above illustrates how windspeeds are affected by a wind fence.

Canadian based WeatherSolve Structures, an industry leader in the design and manufacturing of advanced environment control structures, was called on to find a solution for a refinery subject to steady winds in the Atlantic Basin. The primary objectives for this project were to prevent coke dust (a black sooty substance created during petroleum refining) from corrupting the sulphur production facility, (the sulphur storage area was downwind of the petcoke storage area), reducing erosion of valuable product, and averting contamination of the nearby marine environment.
The environment was highly corrosive because of sulphuric acid, so the challenge was to create a wind fence that would be resistant to extreme corrosion.
The solution came via a wind/dust fence that separated the two areas and that was entirely made from extremely corrosion resistant materials.
Key features were as follows:
Kevlar cables coated with PVC, v precision produced to length in clean
factory conditions.
Polypropylene wind-fence fabric – v which is very chemical resistant.
Stress-rated nylon attachment clips to v reliably secure the fabric to the cables
Over-sized polished marine grade v stainless steel fittings and fastenings where other options were not possible.
Galvanized and epoxy over-coated v steel poles.
The fence also features an inclined upper section. It is to improve the control of turbulent vortices around the perimeter that otherwise might have lifted dusty eddies over the fence.
The outcome was a durable and effective fence that could withstand the corrosiveness of the environment while protecting the environment and preserving assets.
Corrosive environments, such as those found in fertilizer and petroleum industries, cause costly damage and potentially dangerous working environments. Understanding how corrosive dust can impact health and safety of employees, the environment and site operations offer insight into developing a dust management strategy tailor made to each unique situation. As demonstrated through the case study of WeatherSolve Structures, integrating a wind fence offers a practical and effective solution to mitigate the harmful effects of fugitive dust in a corrosive environment. By employing innovative designs and state of the art durable materials, custom wind fences positively impact the environment, worker safety and site operations.








































































































































Dry Cargo International 2025 Media Pack available for free download at: www.drycargomag.com/threedmags/Media-Packs/DCiMP.pdf



Known as a vital bulk commodity throughout the industry, fertilizers must be handled carefully in order to minimize the level of product degradation and dust generation during loading procedures. Without a safe, reliable and efficient loading system in place, dry bulk fertilizer loading can have a negative impact on the environment.
The Cleveland Cascade Ltd loading system utilizes a series of inclined cones to direct material flow and reduce the velocity and impact of the material. A state of ‘mass flow’ is achieved allowing the material to move as a single mass throughout the system to form stockpiles at the outlet reducing the effects of segregation. Dust generation is practically fully negated through the use of the Cascade system eliminating the need for expensive, high maintenance dust extraction and filtration systems.
Many systems have been supplied for the loading of fertilizers by Cleveland Cascades across Europe, Africa, Asia and North & South America. Some examples of these are discussed below:
CC850
A Cascade shiploader was supplied for loading fertilizers at rates of up to 2,100tph (metric tonnes per hour) to the Port of
Aqaba located in Jordan. A pivoting head chute is featured to allow for the system to remain level as the luffing boom of the shiploader manoeuvres to load between operating angles of –2° to +11°.
In a fully extended state, the system can reach 20m long from the interface to the outlet, a retracted operational length of 7.7m can be achieved which is measured to the base of the skirted outlet. This system was provided with a head chute maintenance platform allowing routine inspections to take place alongside observations for material behaviour during loading.
Given the loading rates and the density of the product it was apparent from the inception of the project that a large sized cone would be required. The required volumetric rate for this project was calculated to be 2,211m3/hr; this meant that the Cleveland Cascades Ltd 1700 GRP profiled rim cones were required. The selected cones have a maximum capacity of 2,800m3/hr surpassing the customers’ requirements and allowing for any material surges.
Liner selection was of utmost importance as various materials would be loaded through the system; it was decided that
UHMW PE would serve as the best choice due to its low co-efficient of friction reducing the ability of the material to ‘cake’ and stick to the liner. Because of this, an


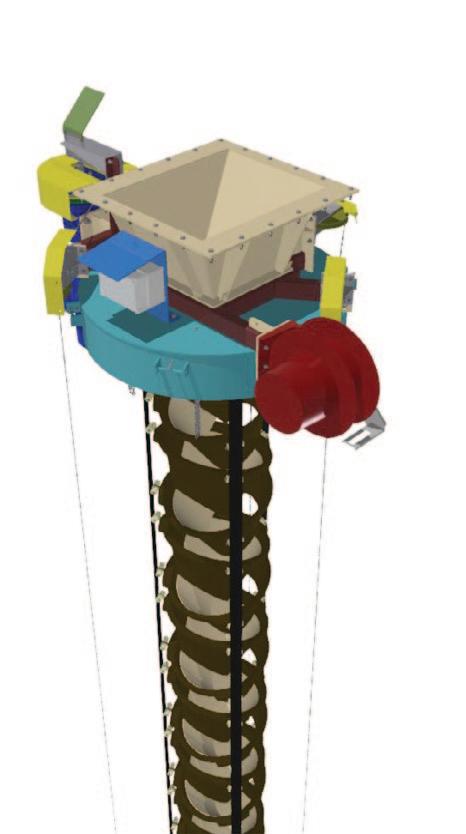
anti-static path had to be provided and was achieved by using stainless steel banding between each of the cones and then attaching these to the head chute and carrier steel fabrications.
A unique aspect for this system was the ability to store the retracted system underneath the boom through the use of a stowing winch. This meant that when not in use the whole system could retract as the luffing boom was raised effectively occupying less area around the port.
This project is a Cascade Storage Loader for indoor application to be used for the loading of polyhalite and was supplied in 2018 to Loftus, UK. When fully extended the system reaches a length of 15m and can achieve a retracted length of 4.5m whilst still remaining operational.
For this system, the cone size required were the Cleveland Cascades Ltd 600 GRP profiled rim cones. These are among the smallest cones produced and, given the system length, careful consideration was necessary with regards to cone stacking and oscillation during operation. Ceramic tile lining is applied to the cones to provide
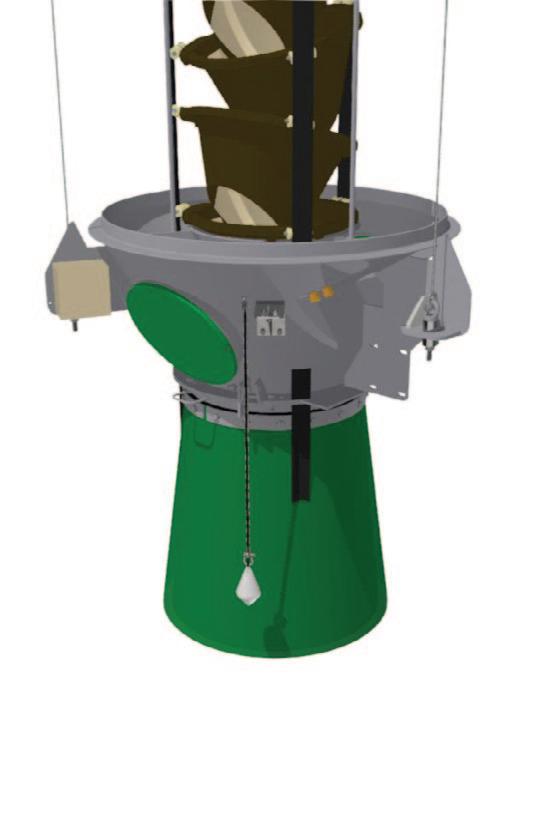
a long lasting wear resistant liner without impeding the flow characteristics of the material.
These cones have a maximum volumetric throughput capacity rated at 246m3/hr which was ideal for the setup given the requirements provided by the customer. The low 80tph feed rate complemented the small cones allowing them to fill to the correct level without overspilling occurring.
At the outlet of the system a heavy rubber skirt is in place. Cleveland Cascades commissioning engineers set-up the system to automatically raise as the polyhalite comes in to contact with the material detection probes whilst still maintaining contact between the material pile and skirted outlet. This further aids with preventing dust from escaping outside of the system and into the surrounding environment.
Four identical systems have been supplied for the use of loading fertilizers. Each system is attached to an independent shiploader via a fixed head chute design. They can achieve and extended length of
31.0m whilst having the capability to retract to as short as 6.6m.
Varying liners are used throughout the system, within the head chute stainless steel is featured for corrosion protection and to provide extra wear resistance as material enters the system from the conveyor belt.
The cone selection for this project were the Cleveland Cascades Ltd 1700 GRP profiled rim cones which feature UHMW PE liners; this is apparent for the trimmer also and provides ample abrasion protection as the material is brought under control as it travels through the cascade.
Both a skirt and interchangeable trimming spout are supplied for each system. This allows for conventional loading to take place forming material stockpiles using the skirted outlet. Following this, any void space within a vessels hatch can be utilized through using the trimmer outlet by providing material throw in a controlled manner to occupy the available area.
The telescopic system is operated by a remote drum winch and features a complete suite of electrical components for system safety and automation.

Fertilizer continues to be a major cargo for the bulk handling industry with Europe alone importing more than nine million metric tonnes of nitrogen-based, phosphate and potash fertilizers annually. Every bulk cargo presents its own challenges, but perhaps none more so than fertilizer. For example, some unbagged fertilizers can seriously damage rubber conveyor belts. Added to this is the constant challenge of safety. Here, conveyor specialist Leslie David explains the challenges and provides a useful insight into the most important attributes of conveyor belts needed to handle fertilizers over prolonged periods.
In terms of their effect on the day-to-day operational reliability of conveyor belts, the wide variety of oils and chemicals, including acids, that are contained within the different types of fertilizer, as well as those used in its production processes, pose the single biggest challenge. When oil penetrates rubber it causes it to soften, swell and distort. The time it takes to have a noticeable effect depends on the oilresistant properties of the belt but ultimately it can lead to all kinds of problems.
The first problem caused by insufficient oil resistance is a dramatic decrease in the ability of the rubber to withstand abrasive wear. As the rubber continues to soften, it also steadily loses its tensile strength while at the same time becoming prone to ripping and tearing under the slightest

provocation. The next stage is that the rubber begins to swell and distort. This causes steering and handling problems along with a serious reduction in the amount a belt can stretch before it snaps. A common and expensive symptom of this is recurring splice joint reliability problems.
There are two distinct sources of oils that damage rubber — mineral and vegetable/animal, each of which has its own particular effects on rubber. Most modernday conveyor belts are made of synthetic rubber rather than natural rubber because
Serious distortion — the effect of oil on a flat rubber belt.
it is appreciably less expensive and much more adaptable. To be suitable for conveying products containing vegetable oil, oil resistant belts should have outer covers that are based on a combination of SBR (Styrene Butadiene Rubber) and NBR (Nitrile butadiene rubber). Good quality SBR has excellent resistance to abrasion combined with very good tensile strength. Those two characteristics help to ensure that the rubber is durable and long lasting and better than natural rubber when it comes to ageing and better able to cope with a combination of demands.
The inclusion of nitrile rubber within
There are two distinct sources of oils that damage rubber –mineral and vegetable/animal.
the compound mix provides the essential resistance to the damaging effects of oils, fats and greases. However, because of the high cost of nitrile butadiene, manufacturers who engineer their belts based on the principle of lowest cost rather than performance and longevity, prefer not only to use lower-grade nitrile but also in the lowest possible quantities. As laboratory tests consistently confirm, sometimes its use is avoided altogether, resulting in a belt that is claimed to be oil resistant but in truth has only nominal resistance at best.
Compared to most vegetable oils, mineral oil tends to be much more aggressive. For this reason, a full Nitrile butadiene rubber (NBR) based synthetic rubber is required. The greater the concentration of nitrile within the polymer, then the greater resistance there is to oil. This is especially relevant to the conveying of fertilizer because nitrile also provides protection against other aggressive chemical elements such as sodium hydroxide and potassium hydroxide, nitric acid and ammonia and Urea Formaldehyde (UF), which is used as an anti-caking and de-dusting agent.
Despite the difference in effect, most conveyor belt manufacturers only offer one
type of oil-resistant rubber cover, which is usually referred to as ‘MOR’ (moderate oil resistance). Although probably a fairly safe option when dealing with vegetable oil in cargoes such as grain, such a level of oil resistance often proves inadequate when conveying product that has a high concentration of mineral oil and fertilizers such as phosphates and urea that have been treated with an oil-based coating to prevent the granules sticking together. As referred to earlier, the reason why most manufacturers only offer a ‘MOR’ oil resistant option is the higher cost of a rubber compound that contains sufficient levels of good quality nitrile.
Buyer beware: some manufacturers create a false sense of security by using the DIN reference number 22102 G when referring to oil resistant belting, even though there are no firm requirements, test methods or limits specific to oil resistant belting associated with DIN 22102 G.
Granulated fertilizers are generally easier to handle than blended fertilizers, which can separate and ‘cake’ when moved. Blended fertilizers can also create dust, which can be explosive if ignited. Fertilizer handling systems should minimize the risk of fire and explosion and be able to deal with these events without putting personnel, ships, or terminal infrastructure
at risk. Fire detectors can be installed along the conveying line to automatically start the fire-extinguishing system and stop the conveyors. All such safety considerations should always include the conveyor belts themselves.
In environments where fertilizer, coal dust, grain or other potentially combustible materials such as biomass are present, it is essential that the conveyor belt cannot create static electricity that could ignite the atmosphere. Belts need to be able to allow static electricity to pass through the metal frame of the conveyor structure down to earth rather than allow static to build up. The safest approach is for all belts to meet EN 12882 Category 1, which contains the standards for electrical and flammability safety requirements for general purpose conveyors used above ground. Category 1 is the most basic classification and simply demands that the belt is anti-static. This means that the belt meets the primary requirement for use in ATEX 114 (Directive 2014/34/EU) classified zones if necessary.
All rubber belts used to convey potentially inflammable and/or combustible materials should be able to resist fire. Rubber conveyor belts can never be totally fireproof. Rubber is flammable and the

synthetic fabrics used in the carcass have virtually no resistance to fire so all belts will be damaged or destroyed by fire. Therefore, the true essence of fire-resistant belting is that it will not continue to burn without a continuous external source of ignition and therefore not contribute to the spreading of a fire.
A more accurate description of fireresistant belting would be “selfextinguishing”. The ability of a rubber conveyor belt to ‘resist’ fire is achieved by adding special chemicals and additives to the rubber compound during the mixing

process. Once the vulcanized rubber is ignited, the additives emit gases that effectively suffocate (extinguish) the fire by starving the flames of oxygen.
Different recipes or ‘cocktails’ of rubber compound are necessary depending on the level (standard) of fire resistance required. These additives can be very costly so if poor quality or insufficient quantities of the additives are used in order to keep the selling price artificially low then the ability of the belt to self-extinguish will be slower and less effective than it could and should be. The time it takes for a belt to self-
extinguish is enormously important. Firstly, conveyors are frighteningly effective when it comes to conveying fire. Secondly, burning rubber and synthetic materials such as polyester and nylon release a dangerous thick smoke that contains cyanide, carbon monoxide, sulphur dioxide and products of butadiene and styrene. The time it takes to self-extinguish therefore needs to be kept to an absolute minimum.
The EN12882 standard is for safety requirements for conveyor belts for

Class 4A involves a more severe fire test according to EN 12881-1 method A, C or D.

general-purpose, above ground applications and describes a range of classes from ‘1’, ‘2A’’, ‘2B’ up to ‘5C’. As most transshipment conveyors are used to convey a variety of bulk materials and which vary in their degree of flammability, ‘S’ grade (EN 12882 Class 2B) should be regarded as the default standard. The test method used for all classes up to and including Class 5C* is EN ISO 340, which involves exposing six individual samples of belt to a naked flame causing them to ignite. The source of the flame is then removed and the time it takes for the belt sample to self-extinguish is then measured. (*Class 3A and above require tests in addition to EN ISO 340).
The duration of continued burning
(visible flame) should be less than 15 seconds for each sample with a maximum cumulative duration of 45 seconds for each group of six tests. This means that the average allowable time per sample is 7.5 seconds. This factor is of paramount importance because a belt can easily travel more than 40 metres within the 15 seconds that is allowable for a belt sample to pass the test, which is a potentially very dangerous distance. For this reason, Fenner Dunlop in the Netherlands, considered by many to be a world expert in fire-resistant conveyor belting, apply an average maximum time limit standard of only one second, which is more than six times faster than the required standard and therefore

decidedly safer.
Precautionary measures for preserving fertilizer bulk quality include keeping the product dry. For this reason, covered conveyors are required. The same applies if the conveyor is also used for handling biomass, although in this case the reason is that biomass dust is prone to self-ignition if it becomes damp.
Although the use of covered conveyors is therefore very necessary, the risk to human life is higher in enclosed environments because burning rubber belts release thick toxic smoke that contains cyanide, carbon monoxide, sulphur dioxide, and products of butadiene and styrene. EN 12882 Class 4A is therefore usually the best choice for conveyors operating in closed or covered conditions because it involves a more severe fire test according to EN 12881-1 method A, C or D in addition to EN ISO 340 testing.
To many, fertilizers may seem to be quite an undemanding cargo but for rubber conveyor belts, the wide range of oils and often aggressive chemicals they can contain are more than capable of exposing the slightest weakness in the quality of the rubber. As a result, life expectancy is much less while the whole life cost is much higher, so my best advice is always to opt for premium quality brands. Anything less is invariably a false economy.
After spending 23 years in logistics management, Leslie David has specialized in conveyor belting for over 17 years. During that time, he has become one of the most published authors on conveyor belt technology in the world.

“The handling, storage and distribution of fertilizer are critical phases between its production and consumption, representing not only major cost commitments but also the potential for fertilizer loss and contamination during handling, transport and storage. This not only impacts the productivity and costs of the operation, but is also a cause of environmental pollution, and significant corrosion and damage to the plant,” says Paul van de Vyver, DemcoTECH General Manager.
“As a result, dry bulk storage and handling equipment should be used whenever possible,” says van de Vyver, “as these systems can be designed to minimize these problems and contain losses and dust pollution.”
“As opposed to liquid bulk, containers and other general cargo, dry bulk cargo is mostly transported in loose form, determining to a large extent the storage and transport technology employed at the quayside, in the terminal and at other locations before onward transportation.
“However, as with any bulk handling and storage operation, particularly one handling material as abrasive and varying in material type as fertilizer, while selection of the
appropriate equipment is critical, as important are proper maintenance and plant assessment of operational facilities.”
Providing a full range of services to support bulk materials handling technology and equipment over the full product lifecycle, DemcoTECH was recently contracted to assess and then rectify the fertilizer storage and distribution facility for Steinweg at the Bridgeport facility in Durban, KwaZulu-Natal, South Africa. The facility had been operating below requirements, as well as having been damaged in the floods in the surrounding area.
The facility is part of the global C. Steinweg Bridge group, which provides services in storage, handling, forwarding, chartering and other commodity related logistics services.
The contract commenced with a full plant assessment and audit and was then extended to repair, refurbish and upgrade the plant. It included supervising and implementing all the supply contracts to ensure the recommendations made in the report were implemented.
The fertilizer facility comprises a truck offloading system, a warehouse and all the
in-plant conveyors stockpiling and storing the fertilizer in a covered stockpile. The system is automated using an elevated tripper for the truck offloading through to the stockpiling operation. The upgraded design included new ceramic-lined pulleys and chutes, a redesign of the discharge gates from the truck offloading system hoppers, retrofitting and refurbishing mechanical components, such as the scrapers, spillage reductions and refurbishment of the crushers.
“While part of the damage had been due to flooding, another issue identified was the extremely corrosive nature of the fertilizer and the resultant degradation of the equipment and structures,” says van de Vyver.
“As a result, we worked with a specialist company to implement a complete corrosion protection refurbishment project and we also then developed and implemented a plant maintenance programme.”
All recommendations and repairs were implemented over a period of 18 months while the plant was operational.
Depending on the client’s requirements, DemcoTECH offers the flexibility of a full
range of services from small retrofits, modifications, equipment installation, studies and plant audits to large turnkey contracts.
For example, in another important contract, also in Durban, South Africa, DemcoTECH supplied a mobile ship offloading and warehouse distribution system for Grindrod Terminal’s existing fertilizer storage facility at Maydon Wharf 13. Grindrod Terminals is South Africa’s major shipping and logistics company,
“The system, designed and supplied by DemcoTECH through an engineering, procurement and construction management contract (EPCM), replaced a trucking system with an automated and mobile conveying system, which had a major impact on the productivity and costs of the existing operation,” notes van de Vyver.
The system comprises four 800tph (tonnes per hour), 1,050mm mobile (grasshopper) tyre-mounted conveyors positioned on the jetty at locations to suit the ship docking arrangements; a retracting boom conveyor; and a series of 90m-long reversible shuttle conveyors. The fertilizer is offloaded from the ships using grabs, fed onto the mobile grasshopper conveyors, which are positioned alongside the ship on the quayside and then fed onto a central 32m-long pivoting and retractable boom conveyor, which straddles the quayside. The material is then conveyed to the warehouses.
The 180m-long, existing warehouse roof structure was modified to support five 98m-long, reversible, multi-point discharge shuttle conveyors, which deposit the fertilizer in the allocated bays within the warehouses.
“An important feature to ensure optimum efficiency was the fully sequenced automatic starting and stopping of the systems, which ensures a seamless operation, with no blockages or hang-ups, and the ability to handle different types and grades of fertilizer,” says van de Vyver.
Based in Johannesburg, South Africa but with a strong global footprint, DemcoTECH has been responsible for designing and installing bulk materials storage and handling facilities for a growing international client base. Its comprehensive suite of systems and technologies ranges from troughed and pipe conveyors through to moving head systems, trippers, stackers, sampling plants, tipplers, storage facilities and bulk material silos.
“Conveying cargo in loose form can potentially contaminate the environment and, vice versa, the material can itself be contaminated by the surroundings. With a clean environment now increasingly a major focus area of regulation and social pressure groups, we design and install equipment that complies with stringent
environmental and safety requirements. In addition, we offer a range of enclosed conveying technologies such as our troughed AeroConveyors™, pipe conveyors and pneumatic conveying systems,” adds van de Vyver.
DemcoTECH is a specialist bulk materials handling and niche process plant company, offering services from concept design through to project completion to the power generation, cement, mining, metallurgical, manufacturing and port handling industries. Services include conceptual design, feasibility studies, design, engineering, procurement, expediting, construction and commissioning. Plant supplied by DemcoTECH includes troughed conveyors, air-supported conveyors, pipe conveyors, rail-mounted slewing boom stackers, pivot boom conveyors, and mobile conveyors.


Raw materials are the essence of delivering successful solutions in the fertilizer industry, and they are the core focus and passion of HAVER & BOECKER. This is where it all begins.
Fertilizer production requires large quantities of raw materials such as natural gas, nitrogen, phosphate and potash, which can be expensive and subject to market fluctuations. However, the rising cost and scarcity of raw materials are other major challenges for the fertilizer sector. To meet this challenge, fertilizer manufacturers need innovative processing solutions to produce more with less resources, or to obtain materials from alternative sources. For example, a major city’s water treatment plant can supply phosphates, while limestone and cement producers can expand their portfolios to include fertilizer production in their operations. Here, the focus is on conducting fertilizer testing and scientific studies that result in innovative fertilizer treatment processes and technical solutions that enable customers to meet demand while complying with stricter regulations.
Within the Haver family, the passionate professionals of Haver Engineering GmbH, the AssociatedInstitute of TU Bergakademie Freiberg, specialize in comprehensive R&D services in mineral processing for the fertilizer industry.


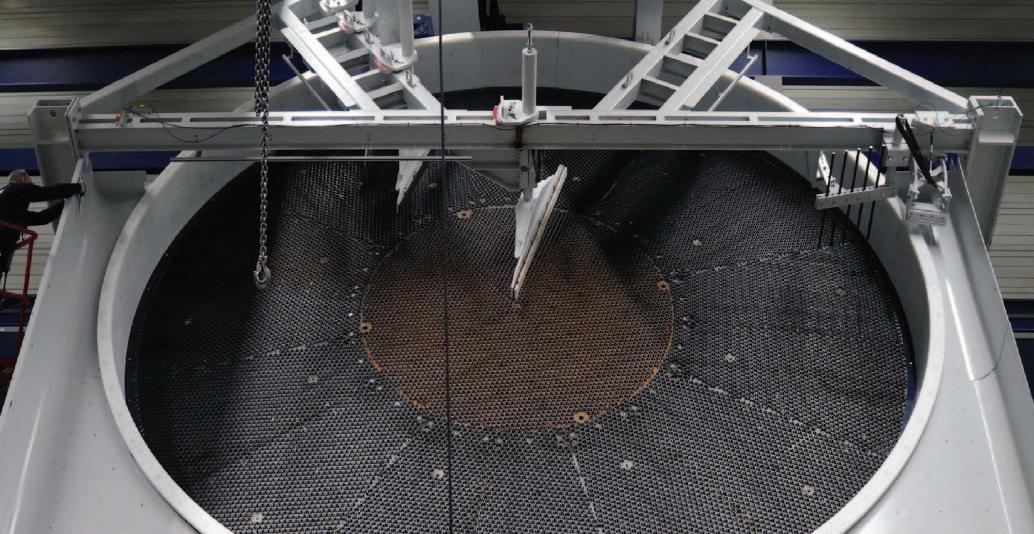
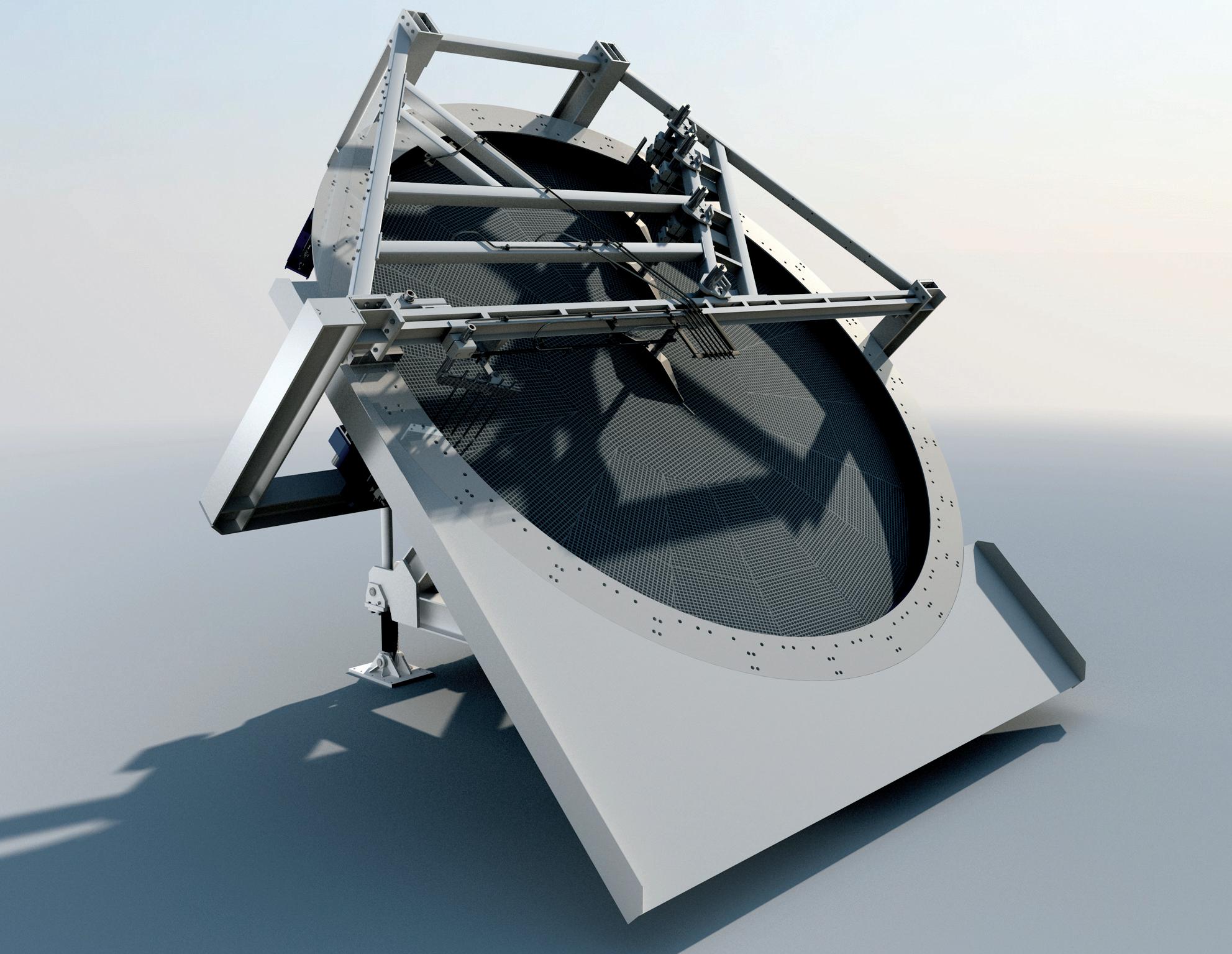
Their expertise allows fertilizer processing plants to produce more with fewer raw materials, optimizing their performance and the use of essential resources through: characterization and analysis of raw materials and v products; analysis to identify optimal mineral processing v equipment; feasibility studies; v customized experimental studies; v engineering; v plant optimization plan (POP); and v training courses and professional development. v
By focusing on sustainable and efficient solutions, Haver Engineering GmbH supports fertilizer manufacturers in navigating the challenges of resource management and regulatory compliance in the industry.
SHOWING THE WAY IN FERTILIZER PRODUCTION: HAVER & BOECKER NIAGARA’S ADVANCED SCREENING AND PELLETIZING SOLUTIONS
Processing equipment is key to meeting the fertilizer industry’s requirements, balancing economic competitiveness with enhanced operator performance. This includes producing less waste, ensuring smooth machine operation, reducing maintenance needs, and achieving cost savings, while also meeting environmental and social sustainability goals. Haver & Boecker Niagara has been a major provider of equipment for producing and processing organic, mineral, and chemical fertilizers. It collaborates closely with the largest players in the sector to develop innovative screening, pelletizing, and



primary crushing equipment tailored to the fertilizer industry’s needs. The experts at Haver & Boecker Niagara consider customer requirements, advise them on effective handling challenges, and develop customized machines and complete plants that ensure high performance and production rates, improved material quality, and low maintenance intervals.
One of the latest developments for the fertilizer industry is the Niagara T-Class concentric inclined vibrating screen. Its weld-free construction enhances durability and long-lasting performance, minimizing the need for frequent repairs when handling chemically related materials. The MicroZINQ® galvanization extends product life and reduces downtime. The modular deck design allows adaptability to specific needs, enabling fertilizer producers to customize their setups for optimal results. Easy-to-handle wear protection further reduces maintenance and maximizes productivity.
The eccentric driven XL-Class, F-Class and N-Class vibrating screens from Haver & Boecker Niagara increase production,
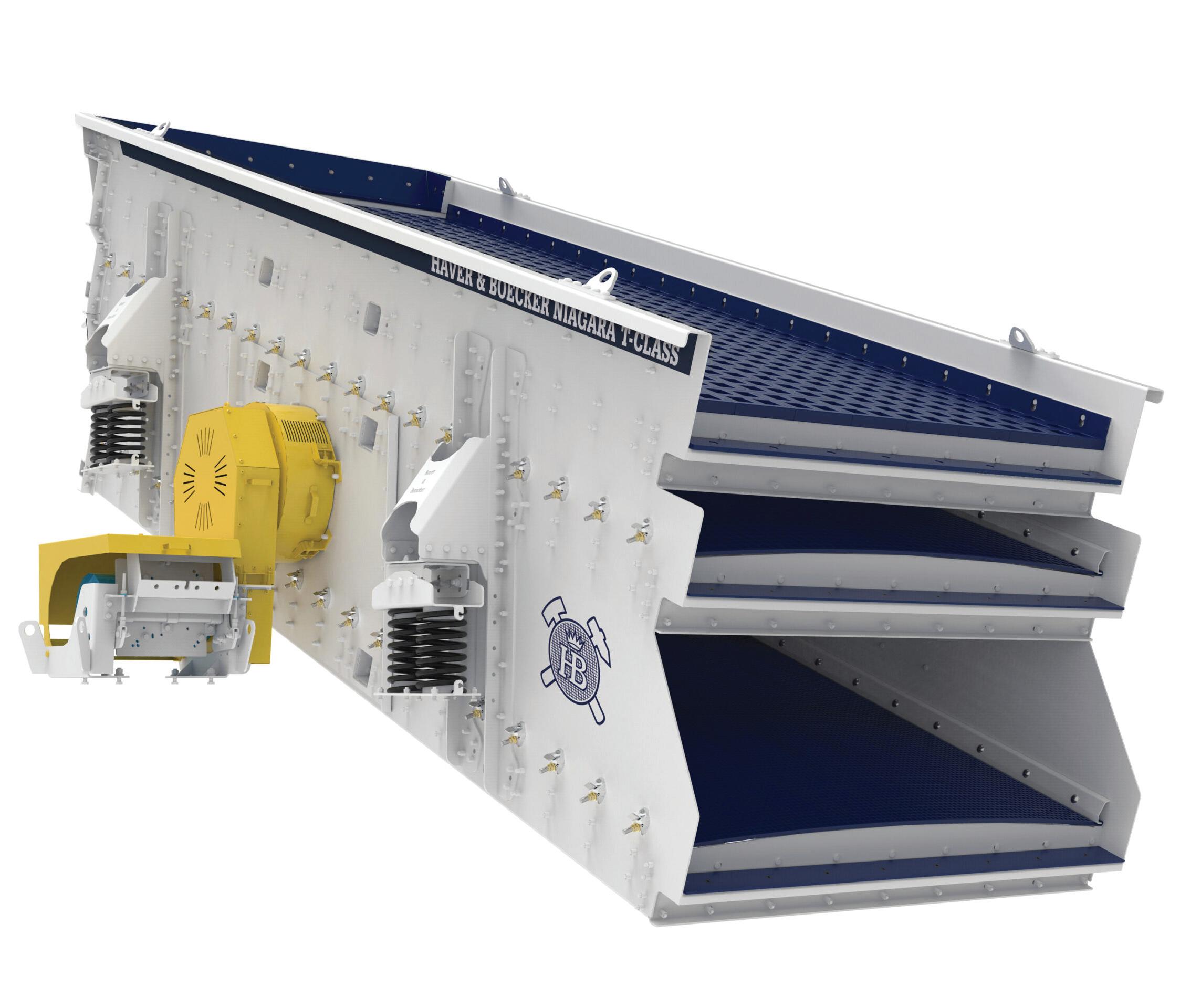
eliminating material blinding and sticking. Installing Niagara vibrating screens can increase fertilizer production plant capacity by up to 50%. These screens boost efficiency, improve product quality.
Haver & Boecker Niagara’s portfolio goes beyond supplying the screening machine. The company provides excellent after-sales support, spare parts, in-house produced screen media, and advancements in monitoring technology. The use of PULSE diagnostic tools collects data, predicts breakdowns, and provides detail for scheduling maintenance.
Haver & Boecker Niagara has been a reliable partner in complex projects, developing complete, tailored fertilizer plants that ensure high performance, production rates, improved material quality, and low maintenance intervals. For example, it installed over 86 Niagara vibrating screens, each with a capacity of 150tph (tonnes per hour), operating around the clock. The customer experienced smooth project flow and a significant production increase. Additionally, they supplied a complete



loading terminal for potash, meeting production requirements of 480tph. This facility includes reclaim units, screening stations, mixing units, and truck loading systems to ensure the highest quality product.
The Niagara Scarabaeus 4200 Pelletizing Disc, is a further development by Haver & Boecker Niagara. It processes mineral and organic fertilizers and plays an essential role in producing blended fertilizers. The Scarabaeus is currently in operation in Germany, Poland, Australia, and other countries worldwide. Its robust design, energy-efficient, low-maintenance drive unit, and high flexibility make it the perfect choice for customers. After installation, customers reported a 90% share of usable pellets and improvements in solidity and roundness. The system features automatic sidewall height adjustment, stepless rotary speed adjustment during operation, and automatic inclination adjustment. It’s also equipped with cameras that collect realtime data and measure pellet size, a critical factor in meeting fertilizer pellet quality requirements.
As the demand for fertilizers grows, Haver & Boecker Niagara stands as a reliable partner, supporting the industry’s evolving needs with advanced, customized solutions, ensuring long-term success and resilience in the agricultural sector.







































Meyland NV, a Belgian family-owned company based in Adegem, specializes in developing integrated solutions for the storage and handling of bulk goods.
Since its founding, Meyland has been dedicated to designing and building robust, tailor-made systems that improve the efficiency, safety, and
sustainability of transport and storage processes.
With a strong focus on the fertilizer market, Meyland Global, a division within Meyland, offers turnkey solutions, including shiploaders and discharge hoppers. These innovative solutions are designed to increase productivity and meet strict
environmental regulations, contributing to a sustainable future for the industry.
SHIPLOADER : FLEXIBILITY IN DESIGN
Meyland’s Bulkshooter is a versatile shiploader that has proven itself in various projects, including recent installations at Verbrugge and Euroports. With a throughput capacity of up to 1,000tph
Meyland’s Bulkshooter shiploader has been delivered to Euroports.

(tonnes per hour), this shiploader is optimized for efficiently loading Panamax vessels with bulk goods such as fertilizers.
What makes the Bulkshooter unique is its modular design. This provides the flexibility to adapt the shiploader to varying requirements, such as changing weather conditions and differences in the properties of bulk materials. This adaptability is essential in the dynamic world of bulk handling, where quick and effective solutions are crucial.
The Bulkshooter includes several loading options and is equipped with an extendable conveyor belt and loading spout for a precise loading process. In ports, where fertilizers are loaded, minimizing dust emissions is of great importance. The advanced dust control system prevents contamination of air and water, not only reducing environmental impact but also complying with international standards.

Additionally, the Bulkshooter can be installed on both rails and pneumatic tyres, allowing customers to quickly switch between different loading and unloading locations. The wireless control system enables a single operator to easily manage the Bulkshooter, resulting in significant savings in personnel costs. Its robust construction and innovative technologies ensure high operational flexibility, ultimately enhancing the overall efficiency of bulk handling operations.
The Bulkshooter offers a range of benefits that increase operational efficiency and promote sustainable practices. These include:
High throughput capacity: with a capacity of up to v 1,000tph, the Bulkshooter is ideal for busy ports where speed is essential.
Adaptable design: the modular design allows customers to v easily customize the ship loader to meet specific requirements.
Advanced dust control system: this system minimizes dust v emissions during fertilizer loading, contributing to environmental protection and compliance with strict regulations.
Easy operation: the wireless system enables a single v operator to efficiently manage the Bulkshooter, leading to reduced personnel costs and enhanced safety.
Durable construction: the robust build of the Bulkshooter v makes it resistant to wear and tear, reducing maintenance costs.
Speed and precision: the Bulkshooter loads fertilizers v quickly and accurately, improving productivity and inventory control.
Support and service: Meyland provides extensive support v and service, ensuring operational reliability.
The Meyland discharge hopper is a cost-efficient and environmentally friendly solution for unloading bulk goods. With a theoretical throughput capacity of up to 6,000tph, this hopper is ideal for large ports where speed and precision are essential. The innovative anti-dust installation with ‘Flip-Flaps’ significantly reduces dust formation. These flaps automatically close when
































bulk goods are transported, limiting air and dust movement and minimizing environmental impact.
Additionally, the discharge hopper is equipped with an advanced weighing system that transmits real-time data to the cloud, giving customers continuous insight into the amount of moved material. This system provides substantial logistical advantages and ensures complete control over the material flow. The installation can be mounted on either rails or pneumatic tires, enabling quick and safe transitions between different loading and unloading sites. Customers can choose the optimal setup for their port operations.
BATCH WEIGHERS: PRECISION FOR FERTILIZER HANDLING
Meyland offers high-quality batch weighers specifically designed for fertilizer handling. One of these, installed in Kenya for Gerico, delivers accuracy down to the


kilogramme. These weighers are manufactured from corrosion-resistant materials and configured for high reliability.
In addition to batch weighers for fertilizers, Meyland provides various weighing installations for other bulk goods. This variety highlights Meyland’s adaptability and ability to meet diverse customer needs. By offering high-quality batch weighers, customers can optimize their processes and meet requirements for accurate inventory control.

Meyland strengthens its competitive position by investing in advanced technologies, such as PLC systems and sensors for efficient monitoring and control. These autonomous systems are remotely controllable, lowering operational costs and enhancing safety. With this approach, Meyland provides customers with precision and control, which are crucial for handling fertilizers.
The storage and handling of fertilizers present specific challenges, such as clumping and corrosion. Meyland has addressed these issues by incorporating system modifications: discharge hoppers and batch weighers are equipped with anti-corrosive coatings and optional double breakers to prevent clumping. These innovations make Meyland’s equipment particularly suited for the fertilizer market, ensuring high efficiency and product quality.
With its focus on innovation, sustainability, and customer satisfaction, Meyland NV remains a reliable partner in fertilizer handling, providing solutions that respond to the industry’s growing demands and future challenges. DCi

















NEUERO produces the most reliable and high-quality bulk ship loaders worldwide. Environmentally friendly with less dust, less noise and more efficiency | neuero.de/en