ENTREVISTA A NUNO MANGAS (PRESIDENTE COMPETE 2030)
FABRICO ADITIVO METÁLICO NO SECTOR DO TOOLING: O PROJETO ADDITOOL




SMARTTRACKINGUSE: SISTEMA DE MONITORIZAÇÃO DA UTILIZAÇÃO DE MOLDES DE INJEÇÃO

DESTAQUE / CEFAMOL ASSOCIAÇÃO NACIONAL DA INDÚSTRIA DE MOLDES ANO 34 . N 138 . €4,50 Periodicidade Trimestral 07. 2023
Nº ISSN 1647-6557

Alternativas à metalização de superfícies plásticas
Do transparente ao opaco: uma estratégia para a injeção monomaterial de peças multifuncionais
Avaliação do ciclo de vida de peças plásticas cromadas para a indústria automóvel
Desenvolvimento de novas tecnologias para a produção de componentes plásticos para o interior do automóvel
Novas tecnologias de fabrico contribuem para melhorar eficiência e desempenho – um caso do setor aeronáutico
SmartTrackingUse: sistema de monitorização da utilização de moldes de injeção
Otimização estrutural de moldes de injeção através de ferramentas de Machine Learning

Fabrico aditivo metálico no sector do tooling: o projeto ADDITOOL
A indústria 4.0 rumo à indústria 5.0 – a tecnologia ao serviço das pessoas na indústria de moldes
Criar vácuo na cavidade - eficácia & viabilidade

Benefícios do 3D para a indústria da construção

Moldes sandwich e multi-componentes: dominar o desafio da tecnologia médica
David e Golias: Empreendedores versus gigantes
Um consórcio europeu para a promoção da reciclagem de resíduos de plástico
Desenvolver novos líderes, influenciar pessoas pela positiva
Chefias intermédias são facilitadoras da mudança nas empresas
Empresas têm de olhar as suas pessoas e criar estratégias de motivação
Empresas têm de apostar em ambientes centrados no bem-estar emocional das pessoas
PROPRIEDADE CEFAMOL - Associação Nacional da Indústria de Moldes • CONTRIBUINTE 500330212 • SEDE DO EDITOR, REDAÇÃO E ADMINISTRAÇÃO Centro Empresarial da Marinha Grande - Rua de Portugal, Lt. 18 - Fração A / 2430-028
MARINHA GRANDE - PORTUGAL / T: 244 575 150 / F: 244 575 159 / E: revista_omolde@cefamol.pt / www.cefamol.pt • FUNDADOR Fernando Pedro • DIRETOR Manuel Oliveira • CONSELHO EDITORIAL António Rato, Eduardo Pedro, Luís Abreu e Sousa, Manuel Oliveira, Maria Arminda • TEXTOS A. Lamikiz, Ana Machado, A. Mateus, Ana Moreira, Ana Pires, André Vicente, António Alves, António Baptista, António José Pontes, Artur Ferraz, Bernardo Figueiredo, Carlos Grilo, Cátia Araújo, C. Galleguillos, Fernando Duarte, F. Simões, J. Alexis, João Coelho, J. F. Caseiro, João Faustino, J. Ferreira, J. Laranjeira, José Piedade, Helena Silva, Horst-Werner Bremmer, Leonardo Henriques, Lino Ferreira, Luís Daniel Pedroso, Luís Ferreira, Luís Maurício, L. Vasquez, Marisa Santos, M. Aristizabal, Mihail Fontul, M. Oliveira, Nuno Morgado, Olga Sousa Carneiro, P. Diaz, Paulo Pereira, Pedro Santos, R. Bernardo, Rafael Mateus, Ricardo Martinho, Ricardo Rocha, Rita Marques, Rúben Susano, Rui Rocha, Rui Rijo, Saúl Carvalho, Sérgio Silva, Sílvia Cruz, Tânia Mendes, Tânia Viana, Teresa Vieira, Tomás Resendes, T. Zhiltsova, Vítor Ferreira,
DESTAQUE 03 04 16 20 24 75 78 31 30 74 Editorial Notícias CEFAMOL Novos Associados Notícias dos Associados A Indústria à Lupa O sector dos moldes tem sabido ultrapassar as dificuldades e preparar-se para os novos desafios
• PUBLICIDADE Rui Joaquim • PRODUÇÃO GRÁFICA Colorestúdio – Artes Gráficas, Lda / Zona Industrial Casal da Azeiteira, Pav. 3 - Quintas do Sirol - 2420-345 St.ª Eufémia - Leiria / T: 244 813 685 / E: colorestudio.lda@gmail.com • PERIODICIDADE Trimestral • TIRAGEM 500 exemplares • DEPÓSITO LEGAL 22499/88 • REGISTO ERC 113 153 • Nº ISSN 1647-6557 • Estatuto Editorial encontra-se disponível em www.cefamol.pt ANUNCIANTES FerrolMarinha 2 / Millutensil 7 / Open Mind 11 / HRS Flow 13 / GrandeSoft 15 / Hasco 21 / Macro-Moldes 23 / Makino 25 / SMW 27 / Schunk 29 / Sigmasoft 31 / Simulflow 33 / Cheto 35 / Cadsolid 37; 75 / DNC Técnica 39 / Codi 41 / TTO 43 / Ramada 45 / AM Tools 49 / Tecnirolo 51 / Rerom 53 / SB Molde 55 / Metalcobre 57 / Hotel Mar & Sol 59 / Knarr 61 / Fuchs 63 / Arburg 65 / Eurocumsa 67 / HPS 69 / Newserve 71 / Maq Center 73 / Ibermática 77 / Fluxoterm 83 / Isicom 85 / Inovatools 87 / S3D capa interior / AHP Merkle contracapa interior / Tebis contracapa CAPA: Imagem gentilmente cedida pela empresa Metavil ÍNDICE FICHA TÉCNICA TECNOLOGIA EQUIPAMENTOS . PROCESSOS . CONHECIMENTO INOVAÇÃO O QUE AS EMPRESAS CONCEBEM DE FORMA SINGULAR E INOVADORA 34 52 35 37 39 40 42 44 48 53 61 65 68 70
V. Neto
GESTÃO DE PESSOAS 81 82 84 86 80
NEGÓCIOS ECONOMIA . MERCADOS . ESTATÍSTICAS REFLEXÕES 88 88 Excelência

INOVAÇÃO, I&D E COMPETITIVIDADE NA INDÚSTRIA DE MOLDES

Num mercado global, extremamente dinâmico e competitivo, a inovação e a investigação e desenvolvimento (I&D) assumemse como fatores críticos de sucesso para as indústrias de vários sectores. A indústria de moldes não é exceção. A capacidade de inovar e de investir em I&D não só permite às empresas manteremse na vanguarda do conhecimento, como também incrementa a sua competitividade internacional.
A inovação tem sido a força vital da indústria de moldes, permitindo que as empresas implementem e desenvolvam tecnologia de ponta, otimizem processos de produção e criem soluções que satisfaçam a evolução das exigências dos clientes. Ao investir nesta área, as empresas têm vindo, progressivamente, a diferenciar-se da sua concorrência, valorizando a presença no mercado e a promoção de um crescimento sustentável. No atual panorama económico e social, onde a tecnologia assume uma evolução rápida e constante, abraçar a inovação não é uma escolha, mas sim uma necessidade.
Em paralelo, e com a aposta no I&D, podem ser explorados novos materiais, metodologias diferenciadoras de conceção ou novos processos de fabrico, originando soluções de maior complexidade e valor acrescentado, que se traduzem em ganhos de eficiência e produtividade, quer para as empresas de moldes, quer para os seus clientes. Este investimento também impulsiona avanços na automação, digitalização e inteligência artificial, revolucionando processos de produção e permitindo ao sector adaptar-se aos desafios do futuro, posicionando as empresas para uma maior rentabilidade e sustentabilidade financeira.
Para manter esta intervenção de forma sistemática, tem sido fundamental o recurso aos apoios e incentivos proporcionados pelos programas nacionais e comunitários que visam estimular o crescimento económico e a competitividade da nossa indústria. O Portugal 2030, que agora se inicia, lançando os seus primeiros concursos, irá permitir manter esta estratégia, encorajando as empresas de moldes a investir nestas áreas, a promover a colaboração e o desenvolvimento de soluções diferenciadoras, integrando novas competências, qualificações e conhecimento na sua oferta.
Esta cultura de inovação aporta também outras vantagens, como a cooperação e o trabalho em rede. Os projetos dinamizados enfatizam e reforçam a colaboração entre empresas, e entre estas e centros de saber, nomeadamente, universidades e unidades
EDITORIAL
Manuel Oliveira Secretário-geral da CEFAMOL
de investigação. Ao fomentar tais redes e parcerias, incentiva-se a partilha de conhecimento, a transferência de tecnologia e iniciativas conjuntas de I&D. Este ambiente colaborativo, por sua vez, aumenta a capacidade coletiva de inovação da indústria e cria uma plataforma para a troca de ideias e promoção de boas práticas.
Também ao nível interno é fundamental criar uma cultura organizacional que encoraje e recompense a inovação. Tal implica a promoção de um ambiente de trabalho aberto e colaborativo, em que as equipas têm o poder de partilhar ideias ou experimentar e assumir riscos. Incentivar uma mentalidade de aprendizagem contínua e fornecer recursos para estas atividades são vitais para alimentar uma cultura de inovação.
O panorama empresarial está em constante evolução, com tecnologias disruptivas e novas tendências de mercado a surgirem regularmente. As empresas que dão prioridade à inovação e à I&D podem adaptar-se mais rapidamente a estas mudanças, aproveitar novas oportunidades de mercado e mitigar potenciais riscos. A inovação permite às organizações serem proativas em vez de reativas, a manterem-se ágeis e resistentes face à incerteza que tanto caracteriza o atual panorama económico.
A compreensão profunda das necessidades do mercado é, também, impulsionadora destes processos. As empresas devem envolverse ativamente com o seu público-alvo, analisando expectativas e recolhendo feedback para identificar desafios e oportunidades. Ao alinhar os esforços de inovação com as perceções dos clientes, as empresas podem desenvolver soluções que respondam verdadeiramente às suas exigências e necessidades.
A inovação e a I&D são imperativas para que a indústria de moldes alcance e mantenha a sua competitividade global. A capacidade de se adaptar, de abraçar os avanços tecnológicos e de criar soluções inovadoras é vital num mercado em rápida evolução. O Portugal 2030 desempenhará um papel crucial no apoio à agenda de inovação da indústria, fornecendo financiamento, promovendo a colaboração e facilitando a internacionalização. Ao aproveitarem as oportunidades oferecidas, as empresas de moldes podem continuar a posicionar-se como líderes de mercado, a impulsionar o crescimento económico e a contribuir para a competitividade global do nosso país no cenário mundial.
REVISTA MOLDE CEFAMOL
03
SECRETÁRIO DE ESTADO DA ECONOMIA VISITA INDÚSTRIA DE MOLDES





A CEFAMOL acolheu a visita do Secretário de Estado da Economia, Pedro Cilínio, à indústria de moldes. Um programa de dois dias, onde teve oportunidade de reunir com as entidades representativas do sector, conhecer os seus desafios e necessidades e visitar empresas de moldes nas regiões da Marinha Grande e Oliveira de Azeméis.

Esta iniciativa permitiu dar a conhecer e analisar com maior detalhe os constrangimentos atuais das empresas ao nível do mercado, do financiamento e capitalização, do investimento em competências
e tecnologia, bem como conhecer as propostas da indústria para mitigar ou ultrapassar os mesmos, lançando o sector numa nova senda de crescimento.
Foi reconhecida pelo governante a importância estratégica da indústria de moldes na economia nacional, quer pelo seu caráter infraestruturante, quer pelo contributo notável para o saldo positivo da balança comercial portuguesa, sendo ainda destacada a posição do sector no ranking europeu e mundial e a necessidade dos instrumentos públicos contribuírem para facilitar processos e medidas que promovam este desempenho.
N 138 JULHO 2023 // NOTÍCIAS CEFAMOL
04
As empresas que, em conjunto com a CEFAMOL, integraram a participação coletiva de Portugal na feira Moulding Expo, fizeram um balanço moderadamente positivo do evento, destacando que apesar de serem num número inferior ao inicialmente expectável, e que muito se relaciona com o momento atual do mercado, foi possível a realização de contactos relevantes com vários clientes e identificar possíveis futuros negócios.
O certame, que decorreu entre 13 e 16 junho, em Estugarda (Alemanha), representou o regresso desta feira, após um interregno de quase quatro anos: a feira realiza-se a cada dois anos e a edição de 2021 foi cancelada, devido à pandemia de Covid-19. Talvez por isso, a feira reuniu um conjunto de expositores não tão vasto como, à partida, esperariam as empresas de moldes nacionais. No entanto, esta versão mais reduzida acabou por revelar alguns aspetos positivos, permitindo um contacto mais prolongado com os visitantes do certame.
Integrado no projeto de promoção internacional “Engineering & Tooling from Portugal”, a CEFAMOL fez-se acompanhar por 20 empresas (Bormat, CR Moulds, Ecotool, FozMoldes, Frumolde, Ideal Molde, Itecmo, Moldoeste, Moldoplástico, Pearlmaster, Planimolde, PMM, Ribermold, Socem, Steelplus, Tecnimolplas, TJ Moldes, Uepro, VL Moldes e VSV), constituindo a segunda maior participação em número de empresas, logo depois da representação alemã.
Patrício Tavares, da CEFAMOL, explica que esta é uma feira internacional centrada na cadeia de abastecimento da indústria de plásticos, logo muito focada na indústria de moldes. Tem a localização como uma das grandes vantagens, ao ser realizada em Estugarda – região que concentra algumas das principais marcas automóveis alemãs.
“É uma região com muita tradição automóvel, mas também com muita indústria”, o que, salienta, tem atraído a visita de muitos dos principais players da indústria, nas anteriores edições do certame. Este ano, apesar de em menor quantidade, conta que a feira atraiu potenciais clientes e permitiu às empresas nacionais estabelecer alguns contactos de elevado interesse, com vista ao desenvolvimento de negócios futuros.
No decorrer do certame, as empresas nacionais receberam a visita, quer do delegado da AICEP em Berlim, Rui Boavista Marques, quer do cônsul de Portugal em Estugarda, Leandro Amado, que manifestaram o seu apreço pela qualidade que as empresas portuguesas demonstraram na feira, catapultando a importância dos moldes portugueses. Ambos se mostraram disponíveis para colaborar com a CEFAMOL no conjunto de outras ações de abordagem ao mercado alemão que estão já em preparação para os próximos meses.
NOTAS DE OTIMISMO
Desta feira da Alemanha, e apesar da aprensão e continua incerteza que carateriza atualmente o mercado, as empresas nacionais trouxeram, também, algumas notas de otimismo em relação ao futuro da indústria automóvel na Alemanha.
Patrício Tavares revela que, em conversa com alguns dos expositores, foi possível perceber que há alguns projetos que poderão ser lançados nos próximos tempos, mas há, sobretudo, um conjunto de clientes com modelos em fase de protótipo, o que significa que a decisão de avançar para o fabrico poderá surgir nos próximos meses.
“É certo que se nota alguma apreensão em relação ao futuro, mas à mistura com algum otimismo, face a estas revelações transmitidas por empresas do sector automóvel”, salienta.
APOSTA PROFISSIONAL
De acordo com os dados da organização, a edição deste ano da Moulding Expo recebeu a visita de mais de seis mil profissionais, destacando-se “a sua elevada experiência no sector: 83% eram os únicos responsáveis, corresponsáveis ou responsáveis a título consultivo pelas decisões de compra e aquisição nas suas empresas”, enquanto “12 % integravam a gestão das fábricas”.
Desta forma, destaca a organização, “a Moulding Expo é uma feira líder no sector de ferramentas e fabricação de moldes”, tendo sido o palco escolhido para a realização de diversos debates sobre tendências no sector, lançamento de novos produtos e, até, da realização de um encontro da ISTMA, que permitiu apresentar a Conferência Internacional que a associação realizará no final deste ano, na África do Sul.


REVISTA MOLDE CEFAMOL NOTÍCIAS CEFAMOL /
05
EMPRESAS NACIONAIS DESTACAM CONTACTOS RELEVANTES NA MOULDING EXPO


















// NOTÍCIAS CEFAMOL N 138 JULHO 2023 06
EMPRESAS FAZEM BALANÇO POSITIVO DE FEIRA EM BARCELONA
Bons contactos e perspetivas de negócios. As empresas portuguesas fazem um balanço positivo da sua participação na edição deste ano da feira Equiplast, que se realizou em Barcelona, entre 30 de maio e 02 de junho, onde a CEFAMOL promoveu e organizou a participação das empresas Duomold, Plastimago, Steelplus e Tecnimoplás.

“Promovida de três em três anos, esta é uma feira dedicada à indústria do plástico e, apesar do seu carácter internacional, concentra sobretudo público de Espanha; ou seja, é um certame muito centrado no mercado local e países circundantes. Os visitantes são, sobretudo, de Espanha e de França, mas também do norte de África, como Marrocos ou Argélia”, explicou Patrício Tavares, da CEFAMOL, salientando que se trata de uma excelente porta de abordagem às empresas que trabalham – ou pretendem vir a trabalhar – o mercado espanhol.

REVISTA MOLDE CEFAMOL NOTÍCIAS CEFAMOL /
07
Espanha, revelou, é, neste momento, o principal destino dos moldes nacionais, de acordo com dados do primeiro trimestre de 2023.
Historicamente, este mercado tem sido sempre muito importante para os moldes portugueses, ocupando lugar de destaque no ranking dos principais destinos de exportação. A proximidade, mas também a facilidade de comunicação, têm sido alguns dos principais fatores a contribuir para isso.

A indústria automóvel, contou ainda Patrício Tavares, foi um dos sectores em destaque na feira, assumindo também particular relevância a área da embalagem.
De acordo com as empresas nacionais, revelou, “o balanço foi muito positivo, no que diz respeito aquilo que foram os contactos estabelecidos”. “O que conseguimos percecionar, tendo em conta a dinâmica da feira, é que o mercado espanhol se encontra dinâmico, revelando às empresas nacionais que há muitos projetos que já começam a ser desbloqueados ou que vão ser desbloqueados nos próximos meses. Isto leva a crer que haverá uma nova vaga de trabalho, o que é um bom sinal, a nível da revitalização do mercado”,
adiantou. Muitos dos contactos estabelecidos pelas empresas portuguesas centraram-se na indústria automóvel, frisou ainda.
Esta participação coletiva insere-se no âmbito de promoção internacional ‘Engineering & Tooling from Portugal’, cofinanciada pelo Compete 2020 e do qual a CEFAMOL é promotora.



// NOTÍCIAS CEFAMOL
N 138 JULHO 2023 08
PLASTPOL REFORÇA IMPORTÂNCIA DO MERCADO DA POLÓNIA
Saldou-se pela positiva a participação portuguesa na feira Plastpol, em Kielce, na Polónia, tendo reafirmado a importância crescente que assume este mercado para a indústria de moldes portuguesa. A CEFAMOL fez-se acompanhar, entre 23 e 26 de maio, pelas empresas CR Moulds, Prifer, Socem ED e Steelplus.

O pavilhão português recebeu inclusive um prémio – atribuído pela organização da feira -, distinguindo a qualidade e inovação da sua presença e dos seus stands.

Patrício Tavares, da CEFAMOL, explica que esta é uma feira dedicada a toda a cadeia de valor da indústria do plástico, sendo o principal certame que se realiza na Polónia, mercado cuja importância para a indústria de moldes nacional tem vindo a crescer nos últimos anos.
“A Polónia tem vindo a transformar-se num dos principais destinos de exportação dos moldes nacionais”, reforça, adiantando que é para ali que, geograficamente, muitos dos grandes players europeus e mundiais têm vindo a mover-se e instalar-se, sendo uma porta de entrada para o mercado de Leste que, nos últimos anos, tem vindo igualmente a crescer.
Patrício Tavares explicou ainda que, nesta feira, o foco foi, sobretudo, a indústria automóvel, mas estiveram também em destaque outras áreas que podem constituir-se como interessantes alternativas, como a dos eletrodomésticos.
Os contactos com clientes e potenciais clientes, salientou, “deram nota da enorme indefinição por que passa, ainda, a indústria automóvel, não por não existirem novos projetos, mas porque não há definição clara em relação ao seu andamento”. No entanto, “a área dos eletrodomésticos demonstrou ser uma opção a considerar, uma vez que há novos projetos e há uma dinâmica em seu redor”.
Por isto, sublinhou, “esta demonstrou continuar a ser uma feira estratégica para o sector, até porque a diversidade e áreas alternativas ao automóvel ali presentes inserem-se na linha da diversidade que tem sido definida para o futuro da nossa indústria”.
Esta feira, enfatizou, concretizou a sua 27.ª edição e tem constituído uma aposta da CEFAMOL, sempre com a participação de empresas nacionais. Muitas já conhecem a feira e também o mercado da Polónia, mas, para outras, constitui um bom primeiro contacto com esse mercado.
Além desta feira, a CEFAMOL tem organizado outras ações e eventos, de forma a aproximar as empresas deste mercado, numa estratégia concertada de atuação. Esta participação coletiva inserese no âmbito de promoção internacional ‘Engineering & Tooling from Portugal’, cofinanciada pelo Compete 2020 e do qual a Associação é promotora.


REVISTA MOLDE CEFAMOL NOTÍCIAS CEFAMOL /
09
PROJETO WATT: AJUDAR EMPRESAS A DAR RESPOSTA AO DESAFIO ECOLÓGICO
“Dar resposta aos desafios da sustentabilidade e criar mecanismos para gerir o futuro, no que diz respeito à transição ecológica e digital” são, de acordo com Rui Tocha, diretor geral do CENTIMFE, os grandes objetivos do projeto WATT (What About Twin Transition) direcionado para as empresas do cluster Engineering & Tooling.
Um dos passos mais relevantes foi, no âmbito do projeto, a criação do ‘Roteiro para a Transição Ecológica no Cluster E&T’, contemplando um livro branco e um plano de ação. Rui Tocha acentuou que este é “um projeto pioneiro, a nível europeu”.
O roteiro resulta de um trabalho exaustivo com um conjunto de empresas, que se estendeu pelos últimos meses, e foi apresentado no dia 23 de maio, no evento ‘WATT Talks’, no decorrer do qual se realizaram dois debates: um sobre ‘Empresas sustentáveisExperiências e desafios’ e outro tendo como tema ‘Experiências e desafios da indústria 4.0’.
Coube a Ana Pires, do CENTIMFE, fazer a apresentação do Roteiro, considerando que este “procura ser e dar pistas para um modelo económico mais sustentável, enquadrado nas novas políticas europeias e dando resposta às necessidades das empresas, de forma a encontrar as melhores soluções”. No seu entender, “é preciso que as empresas se adaptem o mais depressa possível”, de forma a concretizar esta transição.
O documento, adiantou, foi trabalho em conjunto com as empresas, com base na sua experiência, desafios e sugestões. Por isso, integra
questões como ‘substâncias e produtos seguros e sustentáveis’, o ‘uso eficiente dos recursos e a economia circular’, ou ainda ‘produção mais limpa’ e ‘estratégia, organização e pessoas’, bem como ‘ferramentas digitais’.
“Do resultado deste trabalho conjunto e das muitas reuniões, foi possível chegar a diferentes perspetivas”, contou, acrescentando que, após as sessões – que decorreram nos dois polos da indústria de moldes (Marinha Grande e Oliveira de Azeméis) –, “foram definidas mais de 117 ações para fazer a transição ecológica na indústria”. No entanto, “o processo foi sendo afinado e chegámos às 40 ações mais votadas”.

Este roteiro, salientou, prevê uma produção limpa, com redução de emissões, mas é mais abrangente do que o ambiente, focando-se também em questões como a viabilidade financeira.
Para além do documento em papel, o roteiro tem um espaço online no âmbito do projeto WATT (https://watt.centimfe.com/), onde é possível encontrar um conjunto de respostas, sugestões e caminhos para apoiar as empresas neste desígnio.
EMPRESAS SUSTENTÁVEIS
‘Empresas sustentáveis - Experiências e desafios’, foi o tema do primeiro painel de debate, no qual se procurou ouvir a opinião das empresas sobre estas questões.
Maria João Fernandes, da Simoldes, referiu que as empresas do grupo “estão muito alinhadas com os mesmos princípios, procurando
N 138 JULHO 2023 // NOTÍCIAS CEFAMOL
10
olhar para os processos, os produtos, o negócio, tudo numa lógica de otimização de processos e produtos e trabalhar em projetos de inovação”.
Entrar no processo logo no momento da conceção do molde é, no seu entender, fundamental porque permite “fazer uma aposta maior nas questões ecológicas”. Um dos exemplos que aponta é a possibilidade de reduzir a quantidade aço, mas também algumas tarefas e a redução do consumo das matérias-primas e a energia. Mas deixou uma advertência: “as nossas escolhas estão sempre dependentes da vontade do cliente; ou seja, se o cliente não quiser pagar o valor da ecologia, nós não vamos conseguir incorporá-lo”. Por isso, defendeu que “temos de estar todos dispostos a fazer esta mudança”.
“Há aqui uma necessidade de adaptação, de forma a conseguir ir aumentando a competitividade e, possivelmente, para conseguir isso, vamos ter de nos juntar, não como concorrentes, mas de forma a chegar ao mercado com novos produtos e estar mais à frente”.
Luís Pereira, da Microplásticos, explicou que a dependência da vontade do cliente limita sempre a ação das empresas. “Temos de tentar convencer os clientes a serem mais amigos do ambiente”, afirmou, contando que, no caso da sua empresa, em 2021, definiu um roteiro ecológico, tendo conseguido neste espaço de tempo reduzir as emissões em 88% e esperando, em 2030, alcançar a neutralidade carbónica. “Ainda temos margem para melhorar e a economia circular é nosso o grande desafio”, acrescentou.
Já Tiago Filipe, da Silvex, defendeu a importância de as empresas assumirem uma estratégia ecológica como forma de protagonizar a mudança que é necessário fazer. Mercado, produto, matériasprimas: é preciso ter tudo isso em atenção, no seu entender. “As mudanças são ameaças, sim, mas também há oportunidades nelas oportunidades que temos de conseguir conquistar”, defende.

Para Pedro Sá, da Polisport, é fundamental as empresas “serem rentáveis, criar valor para ter o menor impacto a nível ecológico e ganharem eficiência”. No entanto, advertiu, “não podemos esquecer que a vertente social também é importante, sobretudo orientar as nossas ações para as futuras gerações”. “Para crescer, é preciso pensar em novos negócios e produtos, eliminar fases do processo, agilizar e estarmos presentes na parte final do processo, com a reparação”, considera.

NOTÍCIAS CEFAMOL /
MELHOR DESEMPENHO
Já no segundo painel, intitulado ‘Experiências e desafios da Indústria 4.0’, e num debate moderado por Manuel Oliveira, secretário-geral da CEFAMOL, Ricardo Freitas, do CENTIMFE, defendeu a importância da transformação digital como “forma de incrementar o desempenho das empresas, melhorar a experiência com os clientes, renovar os processos e permitir desenvolver novos modelos de negócio”.
Citando os resultados de um inquérito feito junto de empresas, em relação às prioridades do investimento tecnológico, revelou que 70% dos inquiridos considera a transformação digital ‘tática’. Mas quando questionados sobre os maiores desafios para os próximos dois anos, mais de 64% considera que será a escassez de talento com valências. A cibersegurança é a segunda questão que mais preocupa.
Quanto às prioridades para 2023, as empresas consideram ser a automatização (55%), melhorar as competências e equipas TI (42%) e garantir o bom desempenho das áreas fundamentais (41%).
Lembrando que os pilares da transformação digital de uma organização são as tecnologias, os processos e as pessoas, salientou a importância que tem, neste aspeto, a cultura das empresas como garante da mudança. Modelo de negócio sustentado nos dados e na informação, assegurar a proteção dos dados, criar condições para criar fábricas inteligentes, identificar e desenvolver competências das pessoas, digitalizar processos e conectar, tornar visível e transparente o que está a acontecer através de medição dos dados, integrar de forma faseada toda a cadeia de valor, foram algumas das principais questões que considerou relevantes ter em atenção nesta questão.
Para Valdemar Duarte, da DRT, no que diz respeito à ‘Indústria 4.0’, as palavras-chave são “eficiência, otimização de recursos e adaptação à melhor forma para ser mais eficientes”. A transformação digital é, no seu entender, “fundamental”.
Admitindo a grande resistência que ainda existe em relação à mudança, considerou que, de uma maneira geral, as empresas têm muito caminho percorrido na ‘Indústria 4.0’ e preparam-se já para
o próximo passo: a ‘Indústria 5.0’ e a aposta mais concertada na formação e humanização dos processos. “A implementação não é difícil, tem de ser bem estruturada, não basta colocar softwares e tentar ligar tudo. É fundamental planear o processo”, defendeu. “Temos de ir integrando tecnologias, inovações e ferramentas, de forma a proporcionar a melhoria do processo. Mas temos de o fazer de forma estruturada”, sintetizou.
Já para Jorge Ferreira, da Intermolde, “o principal desafio que sentimos prende-se com a falta de pessoas para trabalhar, sobretudo na parte da produção”. “Estamos preocupados e a tentar trabalhar nesta questão, e estamos a apostar na automatização e na standardização dos processos porque só isso nos permite ser competitivos”, esclarece.
Vasco Lagarto, do PTCentroDiH, começou por falar dos polos de inovação digital enquanto “rede que apoia o processo de transformação digital das empresas”. Ou seja, agem como um facilitador antes da tomada de decisão em relação às melhores soluções tecnológicas, ou no apoio a identificar casos comuns onde possa haver troca de experiências e mesmo ajudar a nível de procurar financiamento.
“Cada entidade tem de pensar em si própria e no valor acrescentado que pode tirar de tudo isto, sendo certo que se as pessoas não estiverem envolvidas, dificilmente se obterão resultados”, defendeu.
Enquanto projeto nacional que procura capacitar as empresas do Cluster Engineering & Tooling na Transição Ecológica e Digital, o WATT tem previsto um ciclo de eventos no qual pretende apresentar os resultados alcançados ao longo do projeto e permitir às empresas interagir com as tecnologias da Indústria 4.0 para potenciar a Transição Dupla nos sectores de Moldes, Ferramentas Especiais e Plásticos. No decorrer deste projeto, saliente-se, foram realizadas diversas ações colaborativas para definir o Roteiro para a Transição Ecológica, foi criada uma Learning Factory que agrega um conjunto de demonstradores da Transição Ecológica e Digital.

// NOTÍCIAS CEFAMOL
N 138 JULHO 2023 12
HISTÓRIA DOS MOLDES NA SEMANA DO TURISMO INDUSTRIAL
O espaço da exposição ‘Esculpir o Aço’ abriu portas, para receber um grupo de visitantes que aderiu à segunda edição da Semana do Turismo Industrial, evento do qual a CEFAMOL foi entidade parceira.

Antigos profissionais do sector, António Rato e Luís Abreu e Sousa conduziram os participantes pela História desta indústria, numa visita que conquistou adultos e crianças.
O espaço, cujo espólio constitui uma viagem pelo caminho evolutivo da indústria, localiza-se no Edifício da Resinagem, na Marinha Grande, integrando documentos, equipamentos, ferramentas, desenhos, fotografias, modelos, peças e outros produtos que contam mais de 70 anos de História. A história de um sector dinâmico, na vanguarda da tecnologia e da excelência, e internacionalmente reconhecido.
Esta exposição, um projeto conjunto CEFAMOL e da Câmara Municipal da Marinha Grande, designa-se ‘Esculpir o Aço’. Desde a sua inauguração, em 2013, foi palco de eventos temporários que possibilitaram às empresas do sector dar a conhecer alguns dos seus projetos e tem acolhido visitantes de várias gerações e de diversas áreas geográficas, de dentro e fora de Portugal.
Preservar a memória coletiva da indústria e recuperar o património que faz parte da história do sector foi o objetivo da CEFAMOL que desenvolveu o processo de inventariação e identificação de elementos (desde os documentos aos equipamentos, passando pelas ferramentas) que permitissem às novas gerações conhecer o extraordinário percurso de desenvolvimento da Indústria Portuguesa de Moldes ao longo da sua atividade. A exposição ‘Esculpir o Aço’ permite aos visitantes recordar o passado, mas também visualizar o presente e até projetar o futuro desta indústria.
Para além da visita a este espaço, a Semana do Turismo Industrial possibilitou aos visitantes conhecer, ao vivo, a realidade de uma empresa do sector: a Planimolde.
Esta segunda edição da Semana do Turismo Industrial, iniciativa promovida pelo Grupo Dinamizador da Rede Portuguesa do Turismo Industrial, do qual o município da Marinha Grande faz parte, conta com o apoio dos diversos parceiros, entre os quis a CEFAMOL, e teve como objetivo revelar e promover os locais e experiências associados à indústria viva e ao património industrial em Portugal.

NOTÍCIAS CEFAMOL /
NOVAS TECNOLOGIAS AJUDAM A INCREMENTAR SUSTENTABILIDADE
‘A tecnologia impulsiona a sustentabilidade’ foi o tema de um webinar que, promovido pela ISTMA Europe, procurou alertar as empresas da indústria de moldes e plásticos para o papel que podem ter as tecnologias no desenvolvimento de métodos de fabrico e produtos mais sustentáveis. A iniciativa, que contou com a participação online de profissionais da indústria de vários países, insere-se num conjunto de ações que a ISTMA pretende realizar, ao longo deste ano, dando ênfase e estimulando boas práticas na vertente da sustentabilidade.






Markus Heseding, Presidente da ISTMA Europe, salientou que a sustentabilidade é um dos maiores desafios que se colocam, atualmente, à indústria, lembrando a urgência de reduzir as emissões poluentes e a pegada de carbono nas cadeias de valor. O responsável chamou ainda a atenção para a legislação europeia que está em preparação e que incluirá um conjunto de diretrizes e normas que, a nível de proteção ambiental, vão ter um impacto enorme na indústria.
Por isso, enfatizou, “é fundamental que partilhemos ideias e informações, de forma a encontrarmos, em conjunto, boas práticas para ultrapassar com sucesso este enorme desafio”.
Nesta sessão, Steffen Rapp, da EDEGS, foi o primeiro orador, partilhando com os presentes o exemplo da sua empresa que, apostando em novas técnicas, conseguiu reduzir a quantidade de aço nos moldes que fabrica para a injeção de silicone (LSR).
Na sua intervenção, destacou a importância dos fabricantes de moldes se posicionarem no início da cadeia de valor, trabalhando em conjunto com os seus clientes, de forma a introduzir, logo no momento da conceção e planeamento do molde, técnicas e métodos que incrementem a sua performance e, ao mesmo tempo, reduzam o desperdício e as etapas de produção, com benefícios para o ambiente. A sua empresa, revelou ainda, tem algumas tecnologias patenteadas, apostando no desenvolvimento de soluções que melhorem a eficiência.
Yolanda Rubio, da empresa de aços Rovalma, apresentou algumas classes especiais de aço que, no seu entender, asseguram melhorias a nível de ciclos de produção e poupança de energia e, com isso, tornam o fabrico do molde mais amigo do ambiente. “A escolha do aço faz muita diferença no processo”, considerou, apresentando exemplos práticos de situações em que a troca de um aço ‘normal’ por um de características melhoradas, assegurou uma redução de tempo de ciclo na ordem dos 20%, aumentando a produtividade. Para além disso, sustentou, a gama de aços ‘especiais’ tem maior durabilidade e, uma vez que garante um arrefecimento mais rápido, reduz também o consumo de energia. Questionada sobre a diferença de preços, admitiu que a gama de características melhoradas é mais cara, mas essa diferença, defendeu, “acaba por ser compensada pela performance que garante”.
A próxima sessão deste conjunto de webinares promovido pela ISTMA irá decorrer ainda durante este trimestre, estando a ser preparadas sessões presenciais e online


N 138 JULHO 2023 // NOTÍCIAS CEFAMOL
14

DECONORMA QUALIDADE E BEM FAZER CONQUISTAM
CONFIANÇA DE MOLDES NACIONAIS
dedica-se ao fabrico, pautando a sua prioridade pelo cumprimento escrupuloso dos mais elevados padrões de qualidade de forma a corresponder à elevada exigência do sector. Por isso, constata, os acessórios da empresa estão presentes numa grande maioria dos moldes fabricados em Portugal e exportados para todo o mundo. E isso deve-se a uma aposta numa atualização constante.
A Deconorma, com sede na Maceira (Leiria), foi fundada em 1990. É uma empresa especializada no comércio e fabrico de todo o tipo de acessórios normalizados para moldes e máquinas, cunhos e cortantes, nos mais diversos materiais desde aço, bronze, cobre, entre outros, em medidas standard e por desenho.

O projeto foi constituído por quatro sócios, com vasta experiência na indústria de moldes e acessórios, que foram saindo ao longo dos anos e, atualmente, apenas um se mantém, Urbano Faria.
A empresa, conta, foi, na época, criada para dar resposta às necessidades da indústria de moldes, no que dizia respeito a acessórios normalizados de qualidade e fiabilidade. Desde então,
Ao longo da sua atividade, a empresa tem-se pautado por um desenvolvimento das suas competências técnicas, atualizando e acompanhando o progresso industrial, apostando em novas tecnologias, melhorando e assegurando a satisfação dos seus clientes. Já este ano, adquiriu instalações próprias que permitirão manter o crescimento que vem caracterizando a sua história e que depois de alguns anos, acreditam, pautará o futuro.
Qualidade e prazos de entrega são dois dos requisitos que fazem parte da imagem de marca da empresa. Com isso, tem conquistado uma posição de destaque entre os fornecedores da indústria de moldes. Com uma equipa de 35 colaboradores, a empresa dedicase, exclusivamente, ao mercado nacional.

N 138 JULHO 2023 / NOVOS ASSOCIADOS
16
DECOTRUST APOSTA NA DIVERSIDADE DE SOLUÇÕES E QUALIDADE A

PREÇO JUSTO
Aposta, ainda, no profissionalismo e competência de uma equipa moderna, dinâmica e competitiva, focada no compromisso de oferecer soluções adequadas às necessidades de cada cliente.
Desde a sua fundação, a empresa tem mantido um percurso de crescimento contínuo, o que tem permitido ir consolidando a sua posição no mercado. O principal mercado da Decotrust está localizado em Portugal.
Fundada em 2016, na zona da Maceira (Leiria), a Decotrust é uma empresa que se dedica à importação, exportação e comercialização de componentes, ferramentas, máquinas e matérias-primas (como o aço) para a indústria de moldes. Mas não apenas para este sector. A vasta gama de soluções que representa estende-se a outras áreas de atividade, com relevância para a metalomecânica.

A empresa tem como prioridade a representação de acessórios de qualidade, oriundos de fornecedores de confiança, europeus e de fora da Europa, assegurando um bom preço aos seus clientes.
Este é um projeto familiar e tem uma equipa que é composta por cinco pessoas, quatro das quais são os sócios-gerentes (pai, mãe e dois filhos).
A empresa, que faz parte do grupo Deconorma, olha o futuro com otimismo e projeta manter a senda de crescimento que tem vindo a conquistar.
REVISTA MOLDE CEFAMOL NOVOS ASSOCIADOS /
17
MOLDINO TOOL PORTUGAL PROXIMIDADE E PARCERIAS COM CLIENTES
ASSEGURAM COMPETITIVIDADE
“esmagamento” dos preços de venda que, em paralelo, o sector tem sofrido. Por isso, reforçou a sua presença na vertente dos moldes com pessoal qualificado oriundo da própria indústria, criando ‘Otimizadores de Processo’, para uma abordagem inovadora de consultadoria sem custos.
A Moldino Tool, uma das principais líderes no mercado em ferramentas de corte para a indústria dos moldes, 100 % desenvolvidas e produzidas no Japão, tem vindo a fomentar um trabalho de parceria junto dos seus clientes, desde a sua entrada direta no mercado português, em 2012. Tem, atualmente, nove colaboradores na equipa nacional.


Com uma filosofia de proximidade com o cliente, usando o conceito “Production50” e a metodologia “Hi-Pre2”, traz uma nova forma de aliar know-how com aumento de produtividade.
A Moldino Portugal tem estado igualmente sujeita aos desafios e às mudanças que a indústria de moldes tem sofrido nos últimos anos, onde os custos de produção aumentam, contradizendo o
Esta, tem comprovado, diretamente nas produções dos parceiros Moldino, que, mesmo usando os equipamentos já existentes, se consegue diminuir tempos de maquinação, o que se traduz em redução de custos e aumentos significativos de produtividade, tornando assim os seus parceiros mais competitivos num sector já por natureza muito agressivo no aspeto comercial.
O conceito “Production50”, que consiste numa abordagem de consultadoria e de constantes melhorias dentro das produções, é uma grande aposta da parte da Moldino Portugal. Os ‘Otimizadores de Processos’ não procuram apenas solucionar os problemas existentes com o uso das ferramentas de corte; pretendem, sim, numa visão 360º de todo o processo produtivo (desde a conceção do molde à sua montagem na bancada), mudar a forma de pensar. Olhar para o custo do processo e não para o preço do consumível: é essa a grande mudança que a Moldino Portugal tenta dar a perceber aos seus parceiros e com isso proporcionar um melhor posicionamento no mercado.
N 138 JULHO 2023 / NOVOS ASSOCIADOS
18
UNITE - GLOBAL TOOLING SOLUTIONS CONHECIMENTO, VALOR E ESCALA SÃO PILARES PARA A EXCELÊNCIA INTERNACIONAL

automóvel aos equipamentos médicos, embalagens e utilidades domésticas, entre outros.
O vasto conhecimento dos mercados e das indústrias mais exigentes é o garante do valor acrescentando que coloca em cada projeto, enquanto uma rede de parceiros especializados assegura a excelência das respostas aos mais exigentes desafios, à medida da necessidade de cada cliente, numa lógica de proximidade e confiança.
Fundada em 2014, a UNITE - Global Tooling Solutions, com sede na Zicofa, em Leiria, desenvolve a sua atividade no âmbito da Gestão de Projetos, Engenharia e Fabricação de Moldes para Matérias Plásticas e Fundição Injetada, acrescentando valor e apoiando os fabricantes de moldes nacionais a ampliar o alcance dos seus negócios.
Com uma equipa experiente e altamente focada e dedicada, integrando cerca de uma dezena de pessoas, a empresa tem conquistado reconhecimento em várias áreas industriais, desde o
A empresa apoia e coopera com os seus clientes e fornecedores na procura das melhores soluções tecnológicas, antecipando as suas necessidades e providenciando as melhores respostas. Desta forma, pretende ser reconhecida como um parceiro de referência nos mercados onde opera, suportado por uma cultura de qualidade e inovação, baseada no vasto conhecimento e larga experiência.
A UNITE conta com a participação do grupo DRT que, desde 1994, tem vindo a desenvolver uma estratégia de crescimento nas áreas de moldes, comunicação, desenho industrial, inovação e tecnologia.
REVISTA MOLDE CEFAMOL NOVOS ASSOCIADOS /
19
ATUALIDADE E FUTURO DO SECTOR EM DESTAQUE NOS ‘HASCO DAYS’
A Hasco Portugal promoveu, entre os dias 9 e 11 de maio, mais uma edição da iniciativa ‘Hasco Days’ que tem procurado, nas sucessivas edições, promover a proximidade da empresa com os seus clientes.
Nuno Gomes, diretor geral, explicou que o mote foi, nesta edição, um pouco diferente dos anteriores. “Aproveitando a nossa presença global em cerca de 35 países, decidimos dar a conhecer a realidade da indústria portuguesa de moldes e plásticos aos nossos colaboradores internacionais e a alguns potenciais clientes do sector. Nesse sentido, foram realizadas visitas a empresas e, no final, teve lugar um jantar que, num ambiente descontraído, juntou quase três centenas de representantes de empresas, procurando estimular uma reflexão sobre a atualidade e o futuro da indústria.
No final, Nuno Gomes classificou como “positivo” o balanço da ação. “De uma maneira geral, quer os nossos colegas dos mercados internacionais, quer as empresas convidadas afirmaram-se muito impressionadas com as visitas às nossas empresas e foi muito gratificante ver isso”, afirmou, considerando que tal reação por parte dos convidados “faz-nos sentir que estamos também a contribuir para a notoriedade da nossa indústria”.
No total, foram 12 as empresas, oriundas de mercados como o Canadá, México, Bélgica, Alemanha, Áustria e República Checa, que conheceram mais de três dezenas de empresas portuguesas, de características e dimensões distintas, todas localizadas na região da Marinha Grande/ Leiria. Os visitantes pertenciam a áreas distintas de negócio, desde a embalagem, indústria médica até à indústria automóvel.
“Estamos convictos de que as visitas foram tão positivas que estas empresas que vieram vão passar a palavra a outras que, por certo, terão curiosidade em vir conhecer o nosso sector”, adiantou. “De uma maneira geral, depois de visitarem as empresas, esses ‘potenciais clientes’ ficaram impressionados com o que viram, admitindo que a imagem e a ideia que tinham era um bocadinho diferente”, salienta, explicando que, na seleção das empresas a visitar, “procurámos dar-lhes uma ideia geral e verdadeira sobre o sector, indo conhecer empresas de tipologias variadas, mas nas quais era inquestionável a aposta no rigor, na inovação e no bem-fazer”.
“Com estas visitas, procuramos mostrar que temos oferta muito transversal a todos os sectores que não apenas o automóvel. Mas para esse também”, sublinhou.
OPORTUNIDADES
A iniciativa terminou com jantar-convívio, no decorrer do qual houve um momento de partilha de opiniões e convite à reflexão sobre a realidade da indústria de moldes. Nesse sentido, teve lugar um debate, moderado pelo secretário-geral da CEFAMOL, Manuel Oliveira, e juntando os responsáveis comerciais da Hasco de um conjunto de mercados, dentro e fora da Europa.
Andrés Fragoso, responsável comercial pelo mercado da Europa Ocidental onde se incluiu o alemão e o português, considerou que aquilo que sentem os produtores de moldes portugueses é idêntico ao que vivem os alemães: a necessidade de encontrar alternativas à indústria automóvel. Contou que os potenciais clientes se mostraram impressionados com a qualidade das empresas que visitaram, considerando que, para assegurar o futuro, as empresas têm de conseguir “ser flexíveis e reativas”. O mercado, constatou, está com pouco movimento, “mas toda a gente espera que melhore porque sabemos que há muitos projetos para entrar”.
Mário Roedhamer, responsável pelo mercado da Europa de Leste, da Suíça e da Áustria, afirmou ter sido “impressionante” a realidade encontrada nas empresas visitadas. Em relação aos mercados onde se move, explicou a tentativa de encontrar alternativas ao automóvel é transversal. Mas focando-se, em particular, no mercado de Leste, aconselhou os moldes nacionais a irem acompanhando a evolução desses países. “O conhecimento e as tecnologias são, aqui em Portugal, muito importantes, mas lá estão a começar a desenvolverse bastante”, advertiu.
Já Manfred Treuner, do mercado do Canadá (e América do Norte), constatou a real necessidade de moldes, contando que, no caso canadiano, “houve um clima que devastou a manufatura e há muitas carências a nível industrial”. Manifestou-se “impressionado” com as visitas às empresas, considerando que a esmagadora maioria “tem muita potencialidade para poder responder às necessidades, quer do Canadá, quer dos Estados Unidos”.
“Vejo Portugal como uma importante alternativa, no caso dos moldes, tanto mais que a China deixou de ser opção”, acrescentou. E a qualidade é, no seu entender, um fator essencial. “Os clientes sabem que a garantia de confiança tem de ter um valor e é preciso que entendam que aquilo que estão a pagar é pela qualidade”, considerou.
Nuno Gomes explicou ainda que, nas anteriores edições, a Hasco procurou dar a conhecer os seus produtos e novidades. Contudo, a pandemia de Covid-19 alterou os ritmos e as prioridades e, face à proximidade de algumas importantes feiras internacionais, a empresa optou por mudar o figurino da edição deste ano e fazer algo diferente. “Procurámos que fosse um momento de ligação mais emocional até com as empresas e creio que isso se concretizou”, considerou.
No final, foram entregues a 47 empresas, as distinções de ‘Hasco Original Reference Partner’, uma forma de agradecimento às empresas que mais confiaram nos produtos da empresa. O número de distinguidos, revelou, foi o mais alto de sempre, desde que a empresa realiza a ação ‘Hasco Days’.
N 138 JULHO 2023 / NOTÍCIAS DOS ASSOCIADOS
20

APRESENTAÇÃO PARA O MERCADO PORTUGUÊS DO NOVO SISTEMA DE GESTÃO DE DADOS DA SIMULAÇÃO
MOLDEX3D ISLM
Os sistemas de gestão do ciclo de vida do produto generalistas, conhecidos por PLM, na sigla em inglês, são ferramentas para melhorar a eficácia do trabalho de equipa que, todavia, podem não satisfazer adequadamente os designers de peças em plástico e projetistas, para além de, normalmente, serem caros para as pequenas e médias empresas.
A conceção e o fabrico de moldes para plástico têm um processo produtivo singular. Alterações frequentes e prazos de entrega curtos tornam tudo mais desafiante. Por isso a preservação e o acervo das experiências de desenvolvimento são críticos para as empresas hoje em dia.
A indústria precisa de uma plataforma que ajude a obter conhecimentos de conceção e produção e que os organize em formatos legíveis, pesquisáveis e observáveis para utilização futura. Para responder a esta necessidade, foi desenvolvido para
o Moldex3D o sistema de Gestão Inteligente do Ciclo de Vida da Simulação, conhecido por iSLM (intelligent Simulation Lifecycle Management), na sigla em inglês.
Diferentemente dos sistemas PLM gerais, o iSLM é uma plataforma baseada na web que pode registar vários dados de conceção de moldes. Os utilizadores podem aceder através de um navegador (browser) em qualquer dispositivo, em qualquer lugar.
Como as indústrias atuais estão a gerar um volume muito maior de dados sobre o mundo físico, o gémeo digital é necessário. O Moldex3D iSLM Personal, uma potente plataforma de gestão de dados para análises CAE, foi concebido para ajudar a acumular saber-fazer de projeto e adquirir experiências de moldagem e transformar estes bens digitais numa valiosa base de conhecimentos, contribuindo para a sustentabilidade empresarial.
No passado dia 6 de junho, numa organização conjunta da Simulflow e da Coretech System, realizou-se em Leiria com a presença da engenheira Erika Syu a primeira apresentação técnica desta ferramenta no mercado português.

N 138 JULHO 2023 / NOTÍCIAS DOS ASSOCIADOS
22

METAVIL EXCELÊNCIA EM MOLDES DE VIDRO E PLÁSTICO


COM MAIS DE QUATRO DÉCADAS
de cada um dos sectores, mantendo uma senda de crescimento constante, ao conseguir criar soluções inovadoras e, com elas, superar as expectativas dos clientes.
Com uma marca sólida de sucesso, a Metavil tem conseguido consolidar a sua posição. Para isso, contribui sobremaneira a sua aposta incessante na excelência e na capacidade de oferecer os melhores resultados.
RECRUTAR PESSOAS
Quer no vidro, quer no plástico (insuflação), a Metavil – com duas unidades distintas a funcionar na Marinha Grande – pauta a sua ação, há mais de quatro décadas, por um compromisso firme com a qualidade e uma reputação de bem fazer, com os quais tem conquistado uma base sólida de clientes, dentro e fora de Portugal, que procuram as melhores soluções em ambos os sectores. Com 26 colaboradores, a empresa é conduzida pela segunda geração de gestores e olha para o futuro com otimismo.
O vidro representa a larga maioria do trabalho da Metavil, criada em 1977. Nesse sector, a empresa tem-se afirmado, ano após ano, pela excelência dos seus produtos. Desde a década de 1980, dedica-se também a moldes para plásticos (insuflação). A divisão nestas duas áreas levou a empresa a apostar em instalações distintas, ambas localizadas na Marinha Grande, e nas quais, no total, integra 26 colaboradores.
Fundada por António Baroseiro e outras cinco pessoas, a empresa iniciou seu caminho com o foco na reparação de moldes para vidro - atendendo às características das empresas da região, numa época em que a indústria vidreira ocupava lugar de destaque -, no qual se especializou. Contudo, com a evolução industrial, acabou por expandir as suas atividades, de forma estratégica, para o fabrico de moldes. A empresa está, atualmente, na sua segunda geração de gestores, dentro de uma lógica familiar.
A nível de mercados, no que diz respeito ao vidro, Portugal representa 25 %, seguido de Espanha, França, Polónia e outros países da Europa. Já nos plásticos, a esmagadora maioria do que produzem destina-se a clientes portugueses, havendo apenas alguns casos pontuais fora do país. Quer no vidro, quer no plástico, a quase totalidade dos seus moldes destina-se ao sector da embalagem, com predominância para as garrafas e frascos, tendo os seus processos de produção certificados: desde 2000, pela norma 9001, e desde 2008, pelas normas 14001 e 18001.
A especialização dos seus quadros e o know-how específico têm possibilitado à empresa dar resposta às necessidades específicas
O maior desafio que enfrenta, atualmente, a empresa, conta Miguel Baroseiro, um dos gestores, passa por “conseguir encontrar estratégias de recrutamento de pessoas”. É que, salienta, “debatemonos com a enorme carência de pessoas disponíveis no mercado de trabalho”. A necessidade é tal que, algumas vezes, tem sido necessidade contratar mão-de-obra estrangeira. Contudo, lamenta, “essa não é a solução ideal no nosso caso porque, tendo em conta a especificidade da nossa produção, é necessário algum tempo de aprendizagem”, e, salienta, apesar de alguns jovens com formação, oriundos de cursos profissionais, esta tem sido uma das grandes dificuldades que a empresa sente no momento atual.
A aposta na automatização do processo produtivo, para além de procurar alcançar melhorias na qualidade, acaba por ser também uma forma de responder a esta necessidade de pessoas. Até porque, enfatiza, “para sermos competitivos, precisamos sempre de pessoas porque são elas que fazem a diferença”.
N 138 JULHO 2023 // A INDÚSTRIA À LUPA
24
Contando que os sectores onde opera, sobretudo dos moldes para vidro, é muito concorrencial, explica que ao longo da sua história a empresa tem-se habituado a trabalhar sempre com “margens muito espremidas”. Mas, ao contrário do que acontece com os moldes para plásticos, “nunca sentimos grande quebra no trabalho das vidreiras, nem grande oscilação nos preços dos moldes que são, genericamente, baixos”.
A pandemia de Covid e a guerra na Ucrânia, adianta, “causaram alguns constrangimentos, com os custos da energia a aumentar”. No entanto, ao fim de alguns meses, a situação foi regressando ao normal e, considera, “o valor dos preços tem vindo a estabilizar, sobretudo da energia elétrica; o gás continua a ser uma preocupação”.

Uma outra questão que no seu entender tem vindo a condicionar, de alguma forma, o crescimento da empresa, diz respeito a “alguma burocracia” na aprovação de alguns projetos de financiamento, facto que, sustenta, “não permite, muitas vezes, acelerar o processo de aquisição de novos equipamentos e, com isso, ganhar competitividade”.
Quanto ao futuro, defende que “tem de ser visto com otimismo”. “Apesar de toda a incerteza que caracteriza o momento atual, temos de continuar a traçar rumos e definir metas. É certo que há mais incertezas, muito mais variações e mais coisas que não controlamos, mas temos de continuar a acreditar e a apostar no futuro da nossa atividade”, sustenta.

A INDÚSTRIA À LUPA /
RVRM & GEOCAD: IMPULSIONAR MOLDES PORTUGUESES COM CONQUISTA DE CLIENTES INTERNACIONAIS
Parte integrante do grupo internacional ‘Geocad’, a RVRM, criada em 2016, em Avanca, centra a sua ação na gestão de moldes, desde a conceção à entrega ao cliente. Portugal assume, nesta estratégia, lugar de destaque, uma vez que grande parte dos projetos da empresa se destinam a fabricantes nacionais, mas retirando vantagens de todas as sinergias do grupo. Constituída por oito pessoas, ambiciona manter a senda de crescimento no futuro.
Em 2016, o grupo internacional Geocad chegou a Portugal, inaugurando a RVRM em Avanca. A empresa, especializada em soluções de engenharia, é responsável por todo o processo de desenvolvimento do molde, encontrando clientes, conquistando projetos - que, na sua maioria, coloca nos fabricantes nacionais - e acompanhando todo o processo até à entrega.
João Silva, responsável pela empresa, conta que esta foi criada na sequência de vários anos de experiência que detinha na indústria de moldes e também na casa-mãe do grupo, a Geocad, em Irún, Espanha. “Portugal foi escolhido como uma localização estratégica para acolher um pólo que é, neste momento, ‘a cabeça’ do grupo, a nível mundial no que diz respeito a engenharia”, explica, acrescentando que este projeto foi ganhando forma e consistência ao longo do tempo.

Com efeito, antes da criação da empresa, João Silva fazia a ponte entre a Geocad e o sector português de moldes. Mas o projeto foi crescendo, fruto de uma estratégia empenhada e consistente. De tal forma que, em 2016, apostou na sua própria identidade no nosso país, nascendo a RVRM. Atualmente, a empresa é constituída por oito pessoas e tem a ambição de continuar a crescer. Uma das
prioridades passa por apostar, cada vez mais, em proporcionar aos seus clientes projetos ‘chave na mão’, beneficiando de toda a logística e experiência do grupo que tem sido, desde sempre, um dos grandes trunfos da empresa.
Outro dos trunfos é uma forma diferenciada de estar nos negócios, colocando o cliente como prioridade. Nesse sentido, em 2022, a empresa inaugurou as suas instalações, criadas de raiz e que se distinguem por ser um conceito algo diferente de uma empresa convencional, conta. Como exemplo aponta que o espaço está equipado com duas suítes que permitem hospedar os clientes estrangeiros que venham discutir e acompanhar os seus projetos. Em lugar de ficar num hotel, o cliente pode usufruir destas acomodações que, por um lado, dão um sentimento de acolhimento mais ‘caseiro’ e, por outro, fazem-no sentir mais próximo e integrado no ambiente da empresa. “A meta da empresa é conseguir coordenar todo o processo do molde para maior conforto do cliente”, salienta.
DIVERSIFICAR MERCADOS
A indústria automóvel tem sido e é o principal mercado da empresa em Portugal. Mas, no âmbito da sinergia do grupo, acaba por ter uma amplitude de negócios grande, abraçando outros sectores, como os eletrodomésticos ou o packaging.
João Silva admite que não é fácil conseguir substituir o peso que a indústria automóvel tem. “É certo que estar a tentar, mas as alternativas não têm o mesmo peso”, explica. Os projetos que recebem têm origem quer no interior do grupo Geocad, mas também são, muitos deles, recrutados pela empresa portuguesa que, sempre que possível, os coloca a fabricar em empresas nacionais.
N 138 JULHO 2023 // A INDÚSTRIA À LUPA
26
A dinâmica do grupo, salienta, é muito importante no sucesso da empresa. Presente em praticamente todo o mundo, permite assegurar maior rapidez e eficiência, com unidades localizadas desde Espanha ao México e América do Norte, passando por África e até Ásia. No entanto, sublinha, “Portugal é, neste momento, o centro de decisão, no que diz respeito aos moldes”. Isto significa que a empresa é autónoma na escolha dos fabricantes de moldes, e isto em função de vários critérios, sobretudo a especialização, mas também em parceria com as empresas do grupo.
A mesma dinâmica permite que os mercados geográficos se estendam a todo o globo, não havendo um que se destaque mais do que os outros. “Estratégia e parceria são as palavras-chave”, revela.
Prestes a completar 26 anos, o grupo Geocad nasceu em Espanha, com a constituição de uma empresa familiar, que começou por desenvolver o seu trabalho para a Faurecia, fabricante de equipamentos para a indústria automóvel. Foi crescendo e passou a gerir outros clientes e projetos, noutras áreas e também em vários pontos do globo, da Ásia à Europa, América do Norte e África.

COOPERAÇÃO
Para João Silva, a situação atual da indústria de moldes em Portugal merece alguma preocupação, até porque, salienta, “há muitas empresas a passar por dificuldades de tesouraria”. No seu entender, a indústria em Portugal “carece de melhor organização”. Ou seja, na sua opinião, “devia haver uma maior cooperação a nível das empresas, de forma que, em conjunto, conseguissem complementar as suas respostas e proporcionar um serviço mais completo aos seus clientes”.
“As redes sociais, o imediatismo com que as coisas acontecem hoje e a velocidade da mudança tornam imprescindível esta aproximação entre as empresas e a cooperação. Se assim não acontecer, as empresas correm o risco de desaparecer”, sustenta.
Já se houver cooperação, defende, “ficamos com uma indústria muito mais forte e, de certeza, há espaço para todos”. É que, considera ainda, “a maior concorrência é entre nós próprios, enquanto, se olharmos em volta, os países mais próximos estão a conseguir organizar-se, cooperando e tornando-se mais fortes”.
E isso, sublinha, permite encarar o futuro com otimismo. É que, no seu entender, a situação de indefinição que caracteriza a economia, sobretudo a indústria automóvel, só deverá registar melhorias a partir de meados de 2024. “As empresas têm de se aguentar até aí. Sabemos que algumas vão colapsar, mas as mais fortes conseguirão”, enfatiza.

A INDÚSTRIA À LUPA /
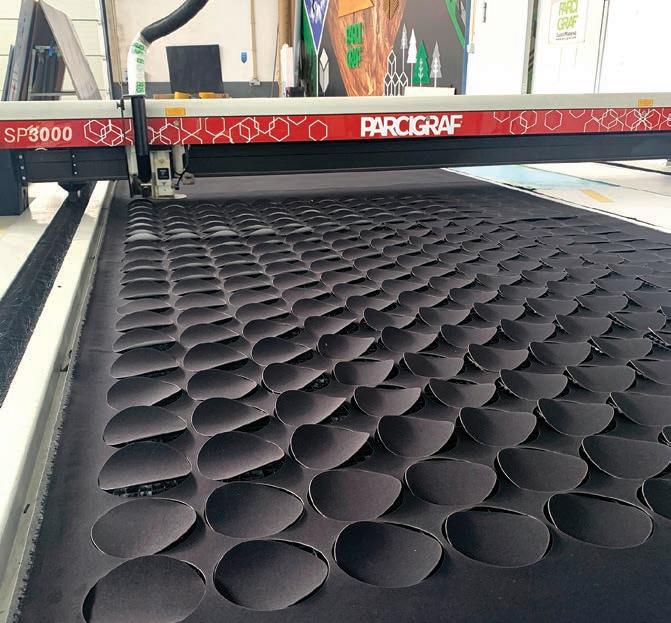
PARCIGRAF - IMPRESSÃO DIGITAL, CORTE E GRAVAÇÃO A LASER IMPULSIONAM


ATIVIDADE DA INDÚSTRIA
partir daí, “a indústria foi puxando por nós, fez-nos querer crescer e corresponder às suas necessidades”.
Com isto, a Parcigraf foi-se consolidando como uma referência no sector, apostando em tecnologia, conhecimento especializado, tendo como foco a satisfação dos seus clientes. A qualidade e rigor têm sido fatores essenciais para alcançar essa meta. Hoje, 60 % dos serviços da empresa destinam-se à indústria e os restantes 40 % são na área da comunicação visual.
APREENSÃO
A Parcigraf, especializada em serviços de impressão digital, corte, gravação e marcação a laser, tem-se afirmado no mercado português, desde 2001. Tendo como prioridade o mercado nacional, a empresa tem conquistado a confiança de diversos sectores da indústria, sobretudo moldes, plásticos e metalomecânica, oferecendo soluções inovadoras e de alta qualidade. Localizada na zona da Barosa, integra 15 colaboradores e distingue-se por uma forte aposta na vanguarda tecnológica.
A Parcigraf, com sede na Barosa (Leiria), foi criada em 2001. Pedro Silva, responsável da empresa, conta que esta tem a sua atividade dividida por duas áreas principais: por um lado, a produção e montagem de suportes de comunicação visual; por outro, o corte, gravação e marcação a laser. As duas assumem um papel relevante junto das empresas da área industrial, sobretudo nos sectores de moldes e plásticos e metalomecânica, seja através do desenvolvimento de sinalética técnica (para os moldes ou chão de fábrica) e, sobretudo, nos serviços de corte, gravação e marcação a laser.
Atualmente, a empresa tem 15 colaboradores, tendo a indústria portuguesa como principal mercado. Os seus clientes estão localizados, maioritariamente, nas zonas de Marinha Grande, Oliveira de Azeméis e Braga. A internacionalização, acrescenta o responsável, faz parte dos planos do futuro, mas, por enquanto, surge, apenas, de via indireta, uma vez que grande parte dos seus clientes trabalham para o mercado internacional.
Ao longo dos anos, a empresa tem conquistado a confiança destes sectores da indústria, oferecendo soluções inovadoras e de alta qualidade. “A empresa surgiu como resposta à necessidade de comercializar produtos de artes gráficas. No entanto, logo desde o início, já tínhamos equipamentos laser de alta precisão e a indústria começou a solicitar-nos alguns serviços que não conseguia executar nas suas próprias máquinas”, conta Pedro Silva, adiantando que, a
Com a indústria de moldes e plásticos a viver, atualmente, um período de grande indefinição, Pedro Silva afirma-se “algo apreensivo”. “Estamos a passar uma fase de muita indefinição por parte dos grandes players mundiais, o que faz com que não se consiga olhar a um curto-médio prazo com a confiança desejável. Percebe-se que existe alguma retração do mercado e que não se consegue ver ainda a ‘luz ao fundo do túnel’, portanto sentimos alguma preocupação”, defende.
No entanto, acrescenta uma nota de otimismo: “a nossa experiência permite-nos saber que é nas adversidades que, muitas vezes, existem ou podem existir boas oportunidades de negócio; por isso, temos de estar atentos à mudança, às decisões dos grandes players, às políticas, sobretudo as que dizem respeito à questão ambiental que é hoje fulcral”.
No seu entender, “é fundamental estar atento a todas essas decisões para conseguir agir e adaptar-nos o mais rápido possível, de forma a agarrar as oportunidades que, certamente, existem no meio de toda esta adversidade”.
N 138 JULHO 2023 // A INDÚSTRIA À LUPA
28
No caso específico do sector de moldes, exemplifica, “notamos, efetivamente, algum decréscimo”. Mas isso acaba por não impactar diretamente na atividade da sua empresa, uma vez que “a diversidade da nossa carteira de clientes permite que consigamos compensar uns sectores com os outros”. E isso, salienta, tem, até, permitido que a empresa venha mantendo uma senda de crescimento, ano após ano.
“A História ensina-nos que já existiram muitas mudanças, algumas drásticas - e a nível energético também -, que fizeram mudar muita coisa, mas as empresas continuaram o seu caminho e incrementaram o seu papel”, sublinha, adiantando que as empresas têm de “olhar para o desenvolvimento tecnológico como o seu caminho de futuro, dotar-se de tecnologia, de forma a ter o máximo de informação disponível online: saber, ao segundo, tudo o que está a passar-se dentro da empresa”. Ou seja, “necessitamos de apostar em muita tecnologia de informação, equipamentos, automatização, mas também em sistematização de processos”.
Enfatiza que “temos de estar conscientes que este é apenas um dos passos. O mais importante e desafiante passa por não perder a ligação às pessoas”. É que, lembra, “quando começamos a falar de tecnologias, temos sempre de nos lembrar que elas só funcionam com as pessoas”. Por isso, o futuro garante-se com “um equilíbrio
entre as melhores tecnologias e as melhores pessoas”. Desta forma, sustenta, com o seu percurso reconhecido pela reputação conquistada e o apoio de clientes satisfeitos, a Parcigraf afirma-se “preparada para enfrentar os desafios futuros e continuar a contribuir para o crescimento da indústria em Portugal”.

A INDÚSTRIA À LUPA / REVISTA MOLDE CEFAMOL 29
Entrevista a Nuno Mangas

(Presidente COMPETE 2030):
«O sector dos moldes tem sabido ultrapassar as dificuldades e preparar-se para os novos desafios»
// DESTAQUE
N 138 JULHO 2023 30
«O SECTOR DOS MOLDES TEM SABIDO ULTRAPASSAR AS DIFICULDADES E PREPARAR-SE PARA OS NOVOS DESAFIOS»
1 - Como pode caraterizar o quadro comunitário de apoio Portugal 2030, o que destacaria no que diz respeito ao apoio às empresas, e quais as principais diferenças para o Portugal 2020?
NM – O Portugal 2030 materializa o Acordo de Parceria estabelecido entre Portugal e a Comissão Europeia para a aplicação dos fundos da política de coesão para o período de programação 2021-2027. Tratase de um instrumento determinante para prosseguir com a coesão económica, social e territorial de Portugal, nomeadamente através do reforço da competitividade e internacionalização da nossa economia e, em especial, das PME.
Em termos gerais, diria que as principais diferenças decorrem da concentração dos apoios num número delimitado de prioridades bem estabelecidas, no âmbito das quais são prosseguidos cinco objetivos estratégicos:
• Portugal + Competitivo e Inteligente - Investindo na investigação e inovação, na digitalização, na competitividade e internacionalização das empresas, nas competências para a especialização inteligente e na transição industrial.
• Portugal + Verde - Prosseguindo os desafios da transição climática e energética, apoiando a inovação através da descarbonização da atividade empresarial e da eficiência energética e apostando no reforço das energias renováveis.
REVISTA MOLDE CEFAMOL DESTAQUE /
31
• Portugal + Conectado – Investindo nas infraestruturas de transportes para potenciar a mobilidade de pessoas e bens e a qualificação dos territórios, garantindo a sua atratividade, competitividade e inserção nos mercados nacional e internacional.
• Portugal + Social - Apoiando a melhoria das competências e das qualificações no âmbito empresarial, de forma promover a adaptação de trabalhadores e das empresas à mudança.
• Portugal + Coeso – Apoiando abordagens territoriais para responder às necessidades concretas das populações e dos territórios.
Trata-se de um contexto de maior focalização e orientação para resultados, pelo que se torna muito importante que as empresas, na preparação das suas candidaturas e opções de investimento, enquadrem claramente os seus projetos nos objetivos estabelecidos, orientando a sua ação para a obtenção dos resultados a atingir.
2 - Como o mesmo se irá articular com os apoios previstos no âmbito do PRR? Haverá complementaridade ou existem estratégias e objetivos distintos?
NM – O PT 2030 e o Plano de Recuperação e Resiliência são dois grandes instrumentos europeus para estimular a recuperação e o crescimento económico do nosso país, mas também para a nossa coesão económica, social e territorial com a União Europeia, pelo que é fundamental a existência de mecanismos de alinhamento estratégico e de articulação do âmbito de intervenção destes programas. Estes princípios foram assegurados na programação através de uma clara delimitação de fronteiras e de complementaridades estabelecidas ao nível de cada objetivo estratégico e específico dos programas.
3 - Comparando com aplicação de fundos comunitários do Portugal 2020 no nosso sector, existe alguma área do PT 2030 que deva ser alvo de maior atenção e intervenção por parte das nossas empresas?
NM – No PT 2030, mais propriamente no âmbito do COMPETE 2030, há um conjunto de áreas onde haverá uma continuidade de instrumentos, como sejam os apoios a projetos de Investigação e Desenvolvimento, de Investimento Produtivo ou de internacionalização. No entanto, é preciso ter em conta que só as PME é que são elegíveis face à atual regulamentação europeia. Esta é uma limitação que as empresas têm necessariamente de ter em conta.

Apesar desta limitação, iremos dispor de um conjunto de instrumentos de apoio a todas empresas do sector que não têm esta limitação, nomeadamente ao nível da descarbonização e eficiência energética nas empresas. Serão incentivados os projetos em copromoção entre grandes empresas e PME, num modelo que, em alguns casos, será semelhante às atuais agendas do PRR. Será ainda dada grande relevância à capacitação dos trabalhadores e da gestão, incluindo os empresários.
4 - Numa recente entrevista, afirmou que o Programa Inovação e Transição Digital tem como prioridades promover a Competitividade e a Internacionalização das empresas. Sendo estes dois fatores-chave para a indústria de moldes, como, na sua opinião, o programa poderá apoiar as empresas nestas áreas?
NM – O Programa Inovação e Transição Digital ou COMPETE 2030 dispõe de um conjunto vasto de instrumentos para o efeito. Destaco o apoio à incorporação de mais conhecimento na atividade das empresas, nomeadamente através de projetos de I&D, o apoio à adoção de tecnologias de produção mais avançados e à qualificação em domínios emergentes, o apoio às dinâmicas de internacionalização e penetração em mercados externos, seja através de iniciativas individuais de empresas ou de projetos conjuntos, e, não menos importante, o apoio à capacitação de todos aqueles que trabalham no sector, incluindo o apoio à ações visando a atração de jovens para a indústria.
5 - Um dos tópicos mais destacados no último Congresso da Indústria de Moldes foi a necessidade de o sector ganhar dimensão e escala, assumindo a cooperação um papel fundamental neste processo. O Portugal 2030 irá incentivar ou majorar iniciativas promovidas em conjunto? Em que áreas?
NM – Trata-se efetivamente de um tópico muitíssimo importante. No caso do COMPETE 2030, iremos dar um especial ênfase aos projetos em copromoção, estimulando candidaturas entre grandes empresas e PME, e entre estas e as entidades do Sistema de Investigação e Inovação, nas áreas da investigação e Inovação.
6 - Conhecendo a indústria de moldes nacional, até que ponto a dimensão média das empresas poderá ser uma condicionante para aceder aos programas de apoio?

// DESTAQUE
N 138 JULHO 2023 32
NM – Mais do que a dimensão média, o que verdadeiramente pode condicionar em termos regulamentares o acesso é a dimensão de cada empresa. No atual quadro financeiro 2021-2027, há um conjunto de tipologias de intervenção cujos beneficiários apenas podem ser PME, pelo que neste caso a dimensão média não será um problema em termos de acesso. Estas empresas, em especial, as micro e as pequenas empresas do sector poderão, no entanto, ter maior dificuldade em dispor de equipas técnicas capacitadas para o desenvolvimento de candidaturas e o seu posterior acompanhamento. Esta é também uma das razões para estimularmos candidaturas em copromoção, conforme referido anteriormente.
7 - Os últimos anos têm trazido grandes desafios para as empresas de moldes, com grandes condicionantes ao nível do mercado e das condições de negócio, como considera que o Portugal 2030 poderá ser estruturante para lançar o sector numa nova senda de crescimento?
NM – O sector dos moldes tem sabido ao longo das últimas décadas ultrapassar as dificuldades e preparar-se para os novos desafios. Vivemos um período de profundas transformações a diferentes níveis, em que a capacidade de adaptação e de resposta é decisiva. No PT 2030, o COMPETE 2030 terá um conjunto muito relevante de instrumentos de apoio à competitividade das empresas, seja no apoio ao investimento empresarial em I&D e Inovação, seja na capacitação dos seus trabalhadores para a dupla transição digital e


climática, seja, ainda, no apoio a ações coletivas desenvolvidas pelo sector dos moldes.
8 - Um outro desafio de grande relevância na indústria de moldes prende-se com a atração, integração e gestão de talento, haverá programas de apoio e incentivos que apoiem as empresas nestas áreas?

NM – Conforme já referi, haverá medidas de apoio específicas neste domínio. Há um conjunto de ações relevantes desenvolvidas ao longo dos últimos anos neste domínio, sendo muito importante dar-lhe continuidade.
9- Qual o papel que a CEFAMOL poderá desempenhar neste novo ciclo e como poderá apoiar as empresas a reforçar a sua intervenção, conhecimento e aproveitamento dos programas integrados no Portugal 2030?
NM – A CEFAMOL desempenhará seguramente um papel muito relevante no apoio às empresas do sector a vários níveis. Desde logo na informação sobre as medidas de apoio disponíveis e a sua adequação à realidade concreta de cada empresa. Poderá também ter um papel muito relevante no aconselhamento e estímulo de parcerias entre empresas e outras instituições ligadas ao sector. Por fim, pode dinamizar um conjunto de ações nas áreas da qualificação e internacionalização das empresas e trabalhadores do sector.
DESTAQUE /
REVISTA MOLDE CEFAMOL 33
INOVAÇÃO
O QUE AS EMPRESAS CONCEBEM DE FORMA SINGULAR E INOVADORA
ALTERNATIVAS À METALIZAÇÃO DE SUPERFÍCIES PLÁSTICAS
DO TRANSPARENTE AO OPACO: UMA ESTRATÉGIA PARA A INJEÇÃO MONO-MATERIAL DE PEÇAS MULTIFUNCIONAIS
AVALIAÇÃO DO CICLO DE VIDA DE PEÇAS PLÁSTICAS CROMADAS PARA A INDÚSTRIA
AUTOMÓVEL
DESENVOLVIMENTO DE NOVAS TECNOLOGIAS PARA A PRODUÇÃO DE COMPONENTES

PLÁSTICOS PARA O INTERIOR DO AUTOMÓVEL
NOVAS TECNOLOGIAS DE FABRICO CONTRIBUEM PARA MELHORAR EFICIÊNCIA E DESEMPENHO – UM CASO DO SETOR AERONÁUTICO
SMARTTRACKINGUSE: SISTEMA DE MONITORIZAÇÃO DA UTILIZAÇÃO DE MOLDES DE INJEÇÃO
OTIMIZAÇÃO ESTRUTURAL DE MOLDES DE INJEÇÃO ATRAVÉS DE FERRAMENTAS DE MACHINE
N 138 JULHO 2023 // INOVAÇÃO N 138 JULHO 2023
LEARNING 34
ALTERNATIVAS À METALIZAÇÃO DE SUPERFÍCIES PLÁSTICAS
A imparável ascensão mundial dos materiais plásticos verificada nas últimas décadas, levou a que estes se tornassem na principal classe de materiais dos nossos tempos. A sua elevada versatilidade proporciona numerosas vantagens em vários sectores e aplicações industriais. No caso do sector automóvel as soluções em material plástico permitem, não só uma flexibilidade de design muito superior, comparativamente, por exemplo, aos componentes de metais, como também viabilizam custos de produção inferiores. Para além disso, a tendência de redução de peso para eficiência de consumo de combustível para, consequentemente, diminuir a emissão de gases de efeito estufa tem impulsionado o crescimento da utilização do plástico. O habitáculo automóvel é um dos compartimentos do veículo que integra uma fração significativa de peças plásticas e, segundo as OEM líderes, o sucesso de um novo modelo no mercado encontra-se intrinsecamente relacionado com a capacidade que este apresenta em destacar-se da concorrência, quer através das soluções
tecnológicas incorporadas, quer ao nível da sua estética. Até então, o modo mais usual de tornar as peças plásticas esteticamente mais atraentes era através da aparência metálica e da perceção do toque frio concedido pelo cromado, propiciando a qualificação dos veículos na categoria premium. Contudo, as alterações legislativas e as condicionantes ao consumo de materiais plásticos obrigam o cluster a repensar o seu posicionamento face ao mercado e à sua forma de atuação, numa perspetiva de utilização racional dos recursos e na diminuição do desperdício. No caso dos veículos, alterações legislativas europeias obrigam a um aumento da percantagem de reutilização e reciclabilidade dos seus componentes constituintes, e condicionam o uso de tecnologias e processos convencionais considerados perigosos, como por exemplo a cromagem de peças e componentes. A Diretiva 2000/53/CE proíbe a utilização de chumbo, mercúrio, cádmio e crómio hexavalente nos componentes dos veículos comercializados a partir de 1 de julho de 2003. Estas

REVISTA MOLDE CEFAMOL INOVAÇÃO /
35
Tânia Viana 1, Mihail Fontul 1, Ana Machado 2, Fernando Duarte 2, Teresa Vieira 3, Tomás Resendes 3, António Baptista 4 1 - IBER-OLEFF; 2 - Universidade do Minho; 3 - Universidade de Coimbra; 4 - CENTIMFE
alterações conduzem, naturalmente, a uma procura e criação de novas soluções técnicas e tecnológicas ao nível dos materiais e do desenvolvimento da capacidade de criar moldes e ferramentas que produzam estes novos sistemas, que concebam as características pretendidas, num prazo cada vez mais curto e a um custo mínimo.

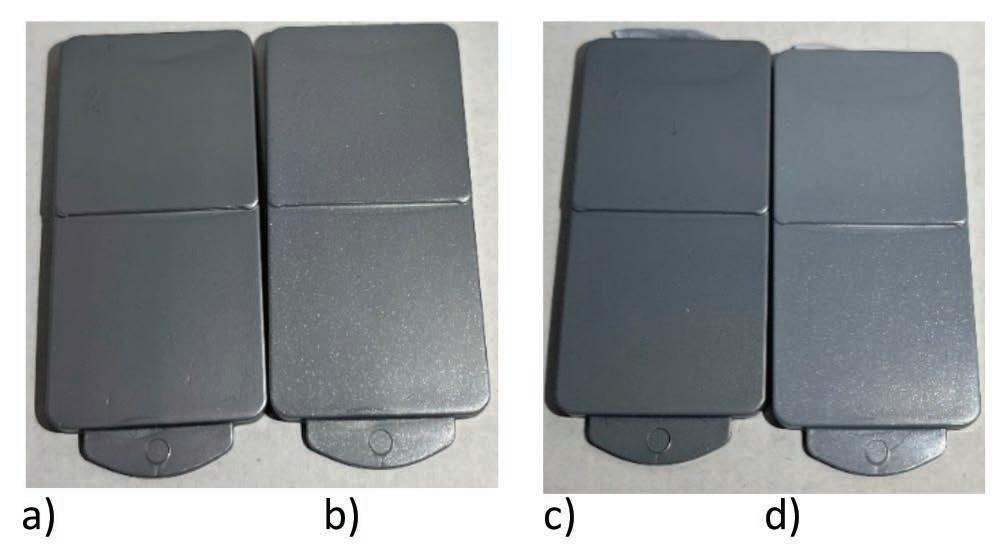
Tecnologias como a deposição física de vapor (PVD), pintura de alto brilho e in mould decoration (IMD) são algumas das alternativas atualmente já utilizadas para obter peças plásticas com aspeto metalizado, no entanto o efeito condutor conferido pela cromagem é algo mais difícil de mimetizar. A consecução da implementação de novas soluções que outorguem todos esses atributos e que sejam mais amigas do ambiente e da saúde e economicamente viáveis é imprescindível em resposta ao mercado extremamente competitivo da indústria automóvel. O projeto S4PLAST ambiciona alcançar essas propriedades, investigando e desenvolvendo novas soluções ao nível dos materiais através de duas abordagens. Uma das alternativas que tem vindo a ser explorada no âmbito do projeto mobilizador é a adição de pigmentos metálicos à matriz polimérica e nova granulação da matéria-prima, tendo sido estudados diferentes aditivos metálicos em forma de pó, pasta e masterbatch. No caso dos aditivos em pó foram alvo de estudo quatro pós metálicos diferentes, nomeadamente alumínio, níquel, aço inoxidável e inconel 625 (liga metálica de níquel, crómio e molibdénio) em composições com o polímero ABS com concentrações em massa diferentes. Relativamente aos aditivos em pasta foram testadas três pastas diferentes também em composição com o polímero ABS e para os aditivos em forma de masterbatch foram formuladas quatro composições, referentes a duas matrizes poliméricas, ABS e PC/ABS, e dois masterbatches.
Em todos os casos as formulações foram processadas inicialmente por extrusão e posteriormente foram produzidos provetes por moldação por injeção (ver Figura 1).
Após a produção destes feedstocks poliméricos de grânulos revestidos por filmes finos de níquel, foram realizados por injeção dois tipos de provetes normalizados. De forma avaliar o efeito do revestimento nos provetes injetados, foi estabelecido um estudo comparativo entre a injeção de provetes com policarbonato virgem (Figura 3) e policarbonato revestido com níquel (Figura 4).
A outra abordagem explorada corresponde ao revestimento dos grânulos do polímero sem recurso a processos eletroquímicos, ou seja, a estratégia passa pelo fabrico de materiais compósitos poliméricos termoplásticos com partículas/nanopartículas metálicas através de processos físicos de pulverização catódica, e posteriormente aplicação destes como matéria-prima para o processo de injeção. Até à data já foi aplicada esta última abordagem em grânulos de PMMA, revestindo-os com filmes finos de níquel e em grânulos de policarbonato (PC) com filmes finos de cobre e de níquel (ver Figura 2). No caso do revestimento de níquel, com ambos os polímeros, foi obtido quer homogeneidade, quer um carácter refletivo, e a espessura do filme fino ainda foi mais reduzida do que o filme fino de cobre.
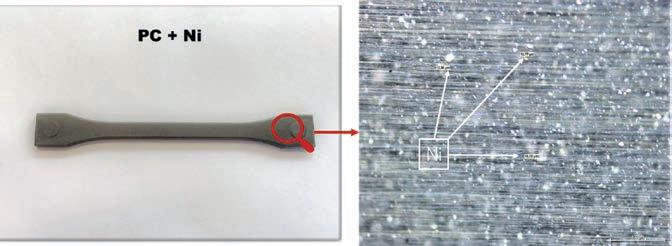
A injeção do feedstock revestido com filmes metálicos (cobre e níquel) levou a uma alteração significativa do aspeto exterior dos provetes, relativamente aos injetados com PC virgem. Foi verificado, tanto no interior da peça, como na sua superfície, uma dispersão homogénea das partículas metálicas com a composição química respetiva de cada filme. Isto poderá levar a um efeito favorável deste reforço metálico na matriz polimérica no que diz respeito a propriedades não só óticas como mecânicas.

Ambas as abordagens têm demonstrado resultados auspiciosos, no entanto, os diferentes atributos da cromagem são muito difíceis de conseguir reproduzir numa só solução. Tanto a primeira como a segunda abordagem descrita se revelam promissoras, conseguindose obter o aspeto estético pretendido, ou seja, a aparência metalizada. No caso da primeira abordagem, a junção de aditivos à matriz polimérica é um processo sem custos associados significativos, no entanto, o resultado peca por não se conseguir a aparência brilhante desejada da peça final. Já na segunda abordagem, a aparência brilhante foi conseguida, contudo, o custo associado ao processo de revestimento dos grânulos do polímero é significativo, espelhandose no custo final do produto. A demanda por uma solução que conjugue as vantagens das duas abordagens numa só é o desiderato do projeto S4PLAST.
Este texto foi realizado no âmbito das atividades de disseminação do projeto S4Plast | Sustainable Plastics Advanced Solutions, projeto mobilizador Nº46089.
// INOVAÇÃO
/ / Fig. 1 - Provete de: a) ABS + 3% masterbatch (ABS + 12,5% pó de alumínio); b) ABS + 3% masterbatch (12,5% pó metálico + brilho); c) PC/ABS + 3% masterbatch (PC/ABS + 12,5% pó de alumínio) e d) PC/ABS + 3% masterbatch (12,5% pó metálico + brilho).
/ / Fig. 2 - Grânulos de PC revestidos com cobre (a); PMMA revestidos com níquel (b) e PC revestidos com níquel (c).
/ / Fig. 3 - Provetes injetados de grânulos de PC virgem.
N 138 JULHO 2023 36
/ / Fig. 3 - Provetes injetados de grânulos de PC revestidos com níquel.
DO TRANSPARENTE AO OPACO: UMA ESTRATÉGIA PARA A INJEÇÃO MONOMATERIAL DE PEÇAS MULTIFUNCIONAIS
1 - IPC – Instituto de Polímeros e Compósitos, Universidade do Minho; 2 - CABOPOL - Polymer Compounds
3 - CENTIMFE – Centro Tecnológico da Indústria de Moldes Ferramentas Especiais e Plásticos
A evolução tecnológica, social e económica observada nas últimas décadas trouxe um aumento exponencial do consumo e, consequentemente, novos desafios. Dentro destes, aquele que mais afeta as gerações atuais e as futuras, é o fim da vida de milhões de produtos. A este respeito, a reciclagem, quando viável, é uma boa solução. No entanto, componentes multimaterial são difíceis ou mesmo impossíveis de reciclar. Este trabalho explora o potencial de usar um único material para obter peças injetadas que apresentem gradiente de transparência. O objetivo é evitar a solução multimaterial para o mesmo efeito. Pretende-se assim otimizar o fim de vida deste tipo de produtos, facilitando a sua reciclagem e contribuindo, deste modo, para uma economia circular mais efetiva. Um dos materiais termoplásticos mais consumidos mundialmente é o polipropileno (PP), correspondendo a cerca de 20 % do uso mundial de materiais plásticos [1]. Este material é extremamente versátil e de baixo custo. É um polímero semicristalino pertencente à família das poliolefinas,
cuja principal característica é a baixa reatividade química, sendo adequado para uso em contato com ácidos e bases fortes, mesmo a temperaturas elevadas. Este material também é um forte candidato para uso em embalagens alimentares e dispositivos médicos. É também um material de simples coloração e processamento com boa estabilidade térmica e baixa densidade [2]. Quanto às propriedades óticas e mecânicas do polipropileno, elas irão variar de acordo com sua natureza (homopolímero, hPP e copolímero, rPP), estrutura química das cadeias poliméricas, condições de polimerização e condições termomecânicas de processamento. Neste estudo foram utilizados dois graus de hPP da Repsol - Isplen PP070G2M e Isplen PP099K2M, e cinco graus de rPPn - Isplen PR599C2M da Repsol, DR 7037.01, DR 7051.01 e Inspire 364 da Braskem, e também SB 520 da Lotte Chemical. A peça injetada é um retângulo de 60 mm de comprimento formado por dois quadrados com 30 mm de lado, tendo sido e foi projetada para ser utilizada nos equipamentos
REVISTA MOLDE CEFAMOL INOVAÇÃO /
Luís Daniel Pedroso 1, António José Pontes 1, Fernando Moura Duarte 1, Olga Sousa Carneiro 1 ,António Alves 2, António Baptista 3
37
disponíveis para avaliação de transmitância. Cada peça possui duas espessuras diferentes, variando de 0,5 mm a 4,0 mm, em intervalos de 0,5 mm, para se poder estudar o efeito da espessura na transmitância. Cada grau de material foi injetado com quatro diferentes condições de processamento, variando-se a temperatura de injeção (Ti) e a temperatura do molde (TM). As temperaturas selecionadas foram 210°C e 250°C para Ti e 25°C e 90°C para TM, combinadas em quatro diferentes condições de processamento. As temperaturas de utilizadas são os limites dos materiais, conforme informação disponibilizada pelos fornecedores, a fim de se obter a maior gama possível para a variação da transparência. A Tabela 1 mostra as restantes condições de processamento de referência usadas.
a diferentes distâncias. Na Figura 1 mostram-se os casos mais promissores. A coluna da esquerda corresponde uma distância texto/ amostra de 0 mm, a coluna do centro a 4 mm e a coluna da direita a 8 mm. Na primeira linha foi utilizada a amostra com espessura de 1,5 e 2 mm (conforme identificada) e nas outras linhas, amostras com espessura de 2,5 e 3 mm. É possível observar que a espessura e principalmente a distância entre a amostra e o texto interferem fortemente na clareza da imagem, o que pode desempenhar um papel fundamental em futuras aplicações. As diferenças no haze obtidas com os diferentes graus de PP selecionados e com as diferentes condições de processamento também são notáveis.
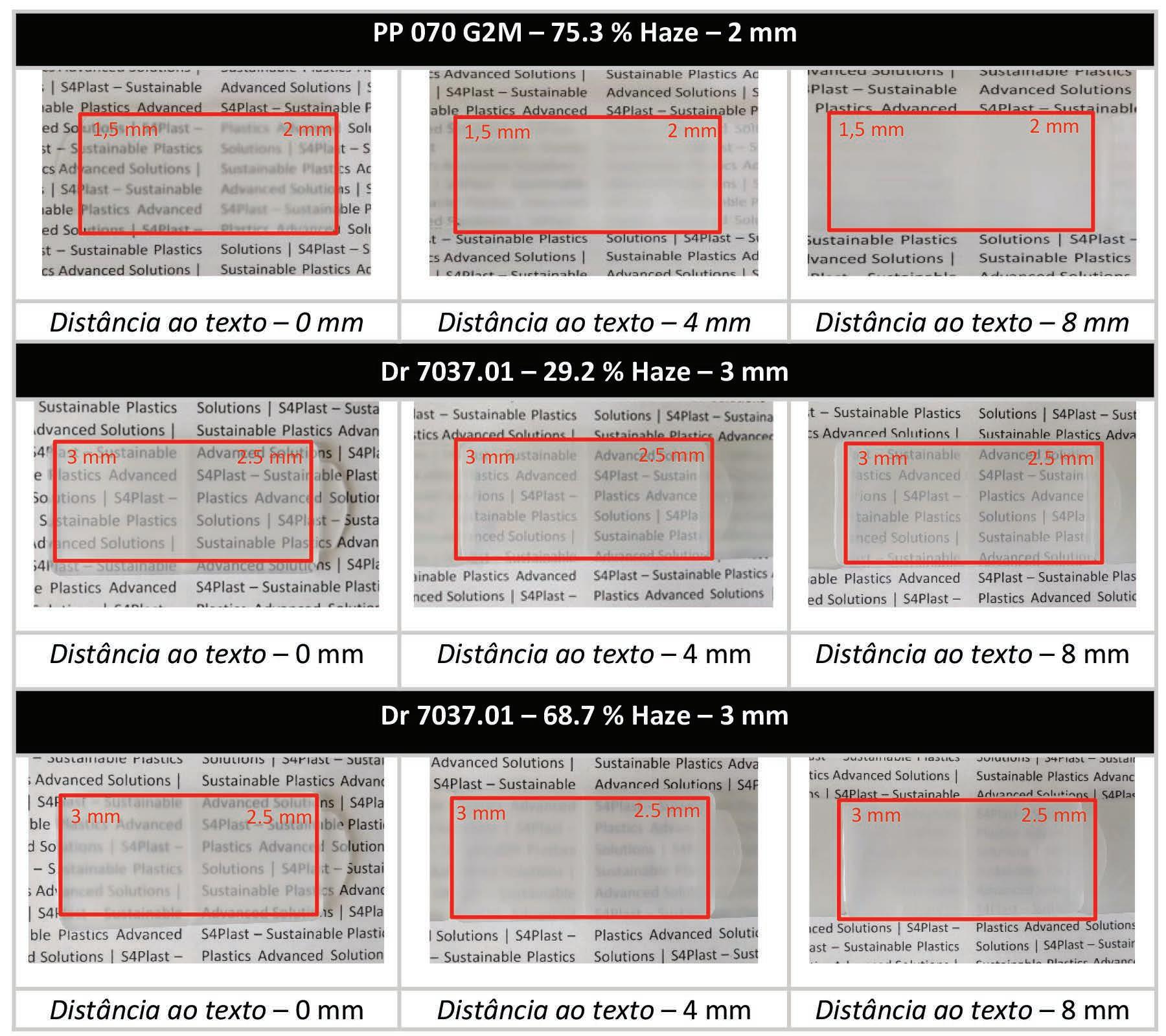
[1] PlascticsEurope, “Plastics-the Facts 2021 An analysis of European plastics production, demand and waste data,” 2021.
[2] T. A. Osswald and G. Menges, Material Science of Polymers for Engineers, 3a ed. Munich: Hanser Publishers, 2012. doi: 10.3139/9781569905241.fm.
Considerando a combinação das diferentes condições de processamento (quatro) e espessuras (oito), produziram-se 32 tipos diferentes de amostras com cada um dos sete graus de PP. Para ter a perceção do impacto dos diferentes valores de transparência, ou o seu inverso (haze ou turbidez), no desempenho ótico das amostras injetadas, estas foram posicionadas em frente de um texto impresso,
Este texto foi realizado no âmbito das atividades de disseminação do projeto S4Plast | Sustainable Plastics Advanced Solutions, projeto mobilizador Nº46089.
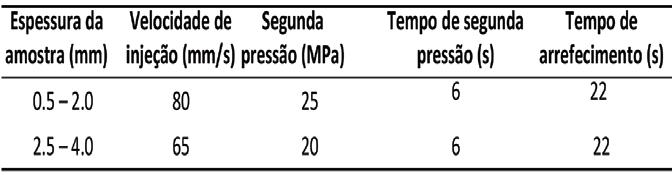
// INOVAÇÃO
/ / Tabela 1 - Condições fixas de processamento usadas na moldação por injeção das amostras.
N 138 JULHO 2023 38
/ / Fig. 1 - Demonstração prática do efeito do haze no desempenho ótico de alguns dos corpos de prova injetados. Nota: cada provete tem duas espessuras distintas.
AVALIAÇÃO DO CICLO DE VIDA DE PEÇAS PLÁSTICAS CROMADAS PARA A INDÚSTRIA AUTOMÓVEL
Ana Pires *
* Investigação & Desenvolvimento, CENTIMFE
A Directiva 2000/53/CE relativa aos veículos em fim de vida proíbe a utilização de crómio hexavalente (Cr(VI)) nos materiais e componentes dos veículos colocados no mercado após 1 de Julho de 2013. Para responder a esta obrigatoriedade, a indústria automóvel tem tentado encontrar alternativas para o acabamento metálico dado pelo Cr(VI) com um menor impacto ambiental.
No âmbito do projeto S4Plast estudou-se o acabamento de peças em PC/ABS da indústria automóvel recorrendo a cromagem (Cr (VI)) e por nanopartículas de níquel, através da avaliação do ciclo de vida. Para o inventário, foram utilizados dados de uma empresa automóvel em Portugal. O componente plástico foi obtido por moldagem por injeção para ambos os casos. No entanto, quando se considera a utilização de nanopartículas de níquel, o molde requer a utilização de tecnologia de aquecimento por indução, o que foi considerada na análise. O processo de galvanoplastia e o inventário de produção de nanopartículas de níquel foram obtidos da literatura.

Os resultados mostram que os componentes plásticos produzidos com nanopartículas de níquel têm menores impactos ambientais em categorias de toxicidade, incluindo humana, terrestre, de água doce e marinha. Foram observados outros benefícios nas categorias de impacto eutrofização e depleção de recursos abióticos. Para a categoria camada de ozono, a galvanoplastia mostrou um impacto menor. Uma análise de sensibilidade foi realizada considerando a redução do consumo de energia elétrica em ambos os acabamentos de superfície, indicando que os resultados obtidos são robustos.
Em conclusão, os resultados mostram que a utilização de nanopartículas de níquel no acabamento de superfícies metálicas apresenta vantagens ambientais. A comparação com outros acabamentos deverá ser considerada no futuro, bem como outras fontes de níquel para a produção das nanopartículas. Este trabalho pretende contribuir para uma maior utilização de nanopartículas de níquel na indústria automóvel, tendo em conta o seu potencial desempenho no que concerne aos reduzidos impactes ambientais comparativamente com a cromagem. Tendo em conta os dados utilizados na avaliação do ciclo de vida, os trabalhos futuros devem centrar-se na recolha adequada de informações para aumentar a transparência na avaliação de acabamentos inovadores.
Este texto foi realizado no âmbito das atividades de disseminação do projeto S4Plast | Sustainable Plastics Advanced Solutions, projeto mobilizador Nº46089.
INOVAÇÃO /
DESENVOLVIMENTO DE NOVAS TECNOLOGIAS PARA A PRODUÇÃO DE COMPONENTES PLÁSTICOS PARA O INTERIOR DO AUTOMÓVEL
Atualmente, no sector automóvel, nomeadamente no habitáculo automóvel, o foco direciona-se para o design, o conforto e a segurança. Quanto ao primeiro, a integração de diferentes designs, a aparência seamless e a parte sensorial podem ser obtidos através do desenvolvimento de novos padrões de decoração, de soluções de iluminação (estética, conforto, funcional) e da integração de funcionalidades táteis e hápticas nos dispositivos de interface homem-máquina (HMI), aos quais se adicionam a fácil personalização e a customização dos interiores.
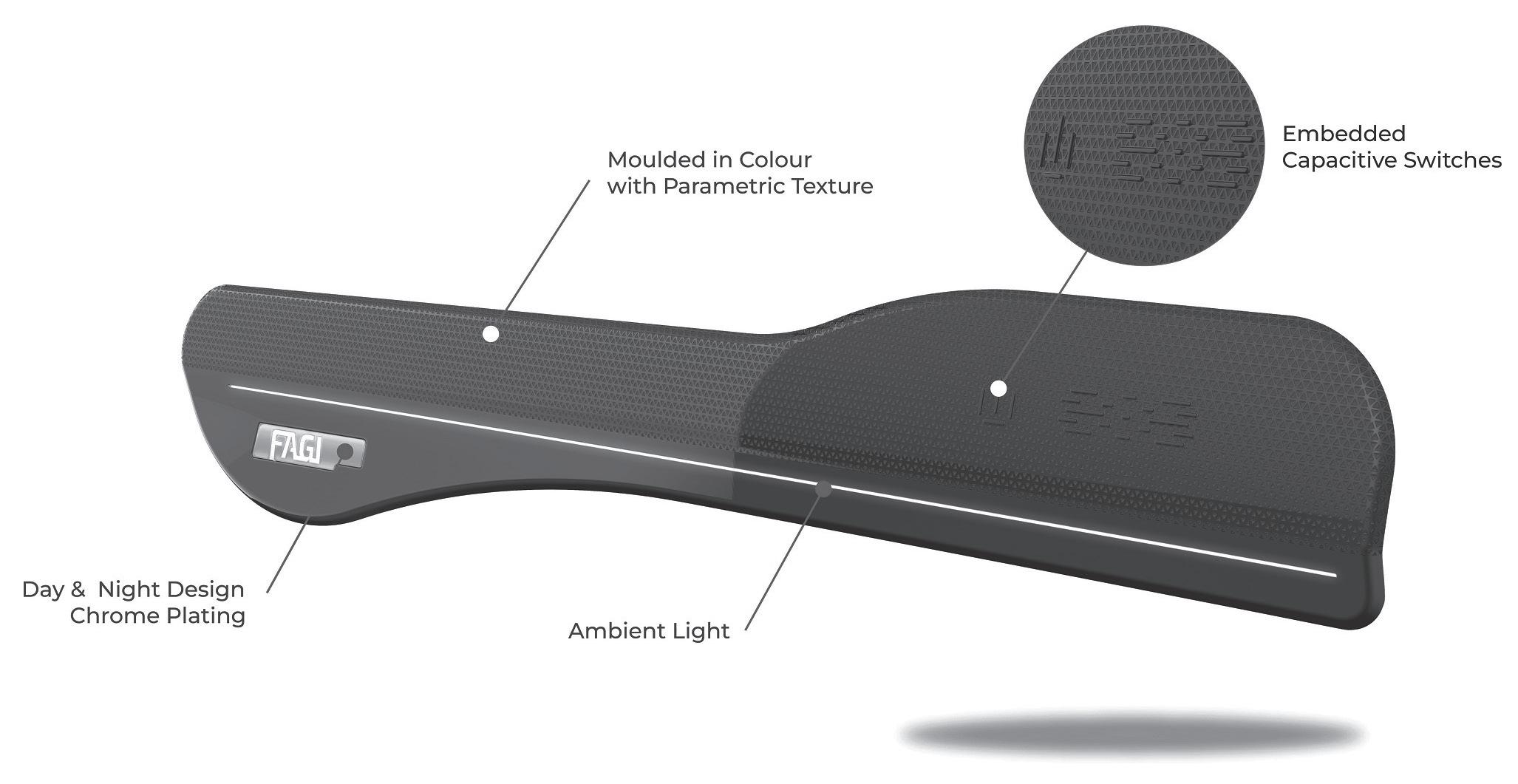
Neste sentido, o projeto FEHST AVANTGARDE INTERIORS (FAGI) pretende desenvolver soluções tecnológicas e criar competências para o desenvolvimento e produção de componentes poliméricos injetados, para o interior do habitáculo automóvel da próxima geração, que incorporem as tendências do sector automóvel, nomeadamente a conjugação de superfícies estéticas com funcionais. Pretende-se, desta forma, conjugar a integração de novos padrões decorativos (acabamentos metalizados, brilho e mate), soluções de iluminação (estética, conforto, funcional) e funcionalidades táteis e hápticas nos HMI.
O projeto tem como promotor líder a FEHST, e copromotores a UMINHO e o PIEP, sendo cofinanciado pelo Sistema de Incentivos à Investigação e Desenvolvimento Tecnológico (SI I&DT), Aviso Nº 03/SI/2020, Projetos em Copromoção do Clube de Fornecedores da Volkswagen Autoeuropa.
Neste âmbito, pelo FAGI, foi desenvolvido um friso de porta automóvel, através do processo de moldação por injeção com superfícies com: novos padrões intermutáveis, sem necessidade de pintura, permitindo a redução de pós-processos de acabamento e fornecendo novas soluções tecnológicas; combinação de diferentes acabamentos seletivos - alto brilho, mate, cromados e zonas com retroiluminação; e superfícies com comando tátil com feedback. Para tal, no projeto desenvolveram-se quatro linhas de trabalho, as quais:
1. padrões intermutáveis com diferentes designs;
2. cromagem parcial em componentes injetados por moldação multimaterial;
3. integração de funcionalidades eletrónicas;
4. integração de condutores de luz e sistemas de iluminação.
No que diz respeito ao desenvolvimento de uma solução tecnológica para a obtenção de superfícies decorativas com padrões de design em componentes moldados por injeção, sem a necessidade de um processo de acabamento superficial, o PIEP auxiliou no desenvolvimento do friso, através da realização de simulações do processo de moldação por injeção. Este trabalho permitiu analisar o comportamento do material polimérico fundido ao longo da cavidade, nas fases de enchimento, compactação e arrefecimento, e analisar, ainda, o empeno da peça final. Para além disso, o software permitiu considerar a utilização do sistema controlo dinâmico da temperatura
N 138 JULHO 2023 // INOVAÇÃO
Cátia Araújo 1, Rita Marques 1, Sílvia Cruz 1, João Coelho 2, Paulo Pereira 2, Ana Moreira 2 1 - PIEP – Pólo de Inovação em Engenharia de Polímeros 2 - Fehst Componentes, Lda
40
/
/ Fig. 1 - Representação do friso para porta automóvel, desenvolvido no projeto FAGI.
do molde - Rapid Heat Cycle Molding (RHCM), igualmente aplicado na ferramenta produtiva final, de forma a serem obtidas peças com a máxima reprodutibilidade da superfície do molde - padrões com alto brilho e mate e das microestruturas para se identificarem as zonas hápticas do friso.

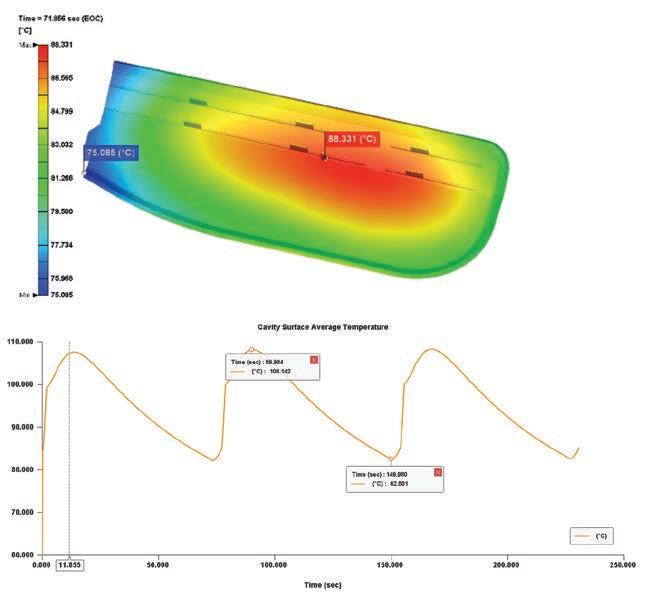
Quanto à integração de funcionalidades eletrónicas, a contribuição do PIEP incidiu na avaliação da tecnologia que promove a junção do fabrico de uma peça polimérica injetada, com formas complexasLDS (Laser Direct Structuring) / (3D-MID) para a produção de peças com superfícies com comando tátil e com feedback háptico. Este estudo permitiu, não só, aferir acerca das matrizes poliméricas mais adequadas para o processo em questão, mas também determinar os parâmetros de processo mais adequados, de forma a ser atingida uma metalização adequada.
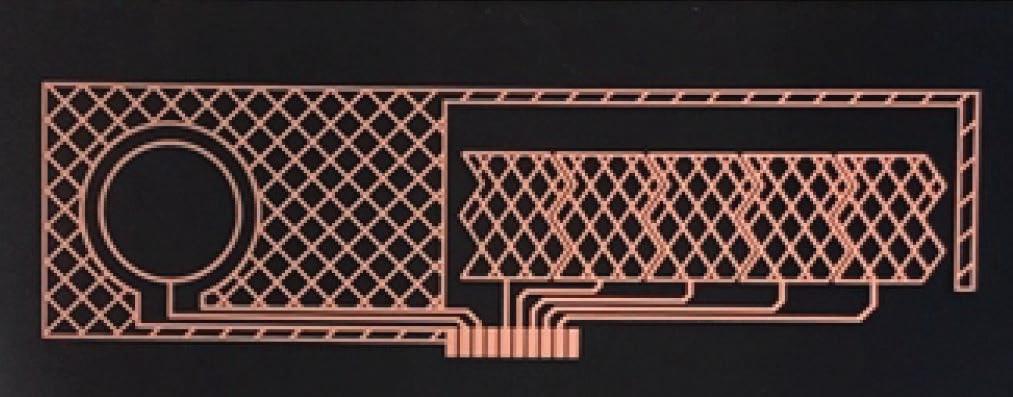
INOVAÇÃO /
/ / Fig. 2 - Simulação do processo, considerando um sistema controlo dinâmico da temperatura do molde.
REVISTA MOLDE CEFAMOL 41
/ / Fig. 3 - Integração de funcionalidades eletrónicas através da tecnologia de LDS (Laser Direct Structuring) / (3D-MID).
NOVAS TECNOLOGIAS DE FABRICO CONTRIBUEM PARA MELHORAR
EFICIÊNCIA E DESEMPENHO – UM CASO DO SECTOR AERONÁUTICO
Ricardo Rocha * * Engenheiro de Produto e Processos no INEGI
A indústria dos moldes desempenha um papel crucial no fabrico de peças e componentes, cada vez mais complexas e de alta precisão, para diversos sectores. A pressão por redução de custos e prazos de entrega mais curtos é uma realidade, e a busca por maior eficiência e produtividade torna-se essencial para a garantir a competitividade no mercado.
No caso do sector aeronáutico, por exemplo, o contexto é de extrema exigência, obrigando a uma procura contínua por melhores soluções tecnológicas nos materiais e nos processos de fabrico, com vista à redução de desperdício e melhoria do desempenho, tanto quanto possível.
Nesse sentido, a redução de peso das aeronaves tem sido uma meta constante e os processos tradicionais, como a cura em autoclave, têm sido questionados devido aos desafios de montagem de estruturas complexas e de grande dimensão, fomentando o desenvolvimento de soluções inovadoras que sejam capazes de responder a estes desafios específicos.

Uma abordagem promissora é a implementação de tecnologias fora-do-autoclave (OoA – Out-of-Autoclave), que podem oferecer benefícios significativos, como a redução do consumo de energia, a diminuição dos tempos de ciclo e a otimização do investimento em moldes e ferramentas.
AUMENTAR EFICIÊNCIA E PRODUÇÃO, CONTRIBUINDO PARA A EFICIÊNCIA ENERGÉTICA E DESCARBONIZAÇÃO
Um exemplo neste contexto é o projeto GAVIÃO, uma copromoção, cofinanciada pelo programa Portugal 2020, que resulta da colaboração entre o INEGI, a Airbus Defence & Space, o ISQ e a OPTIMAL. O objetivo do GAVIÃO é desenvolver novas tecnologias de fabrico de estruturas aeronáuticas de grande dimensão em materiais compósitos, utilizando processos OoA. Essa abordagem visa não só aumentar a eficiência e a cadência de produção de aviões leves, mas também contribuir para a redução do consumo de energia e das emissões de CO2 no sector aeronáutico.
No âmbito do projeto, o INEGI tem-se concentrado no desenvolvimento e otimização de um processo de estampagem a quente de compósitos com matriz termoplástica. Esse processo mostra-se promissor para a produção de peças de fuselagem de aeronaves fora da autoclave, tendo em consideração os requisitos de qualidade e as propriedades mecânicas exigidas pela indústria aeronáutica.
Estas tecnologias emergentes têm o potencial de trazer vantagens significativas para as empresas da indústria dos moldes. Além de reduzir o tempo de ciclo e os custos associados, as soluções OoA oferecem maior flexibilidade, adaptabilidade e sustentabilidade. Ao adotar estas tecnologias, as empresas podem posicionar-se de forma competitiva no sector aeronáutico, atraindo parcerias estratégicas e conquistando clientes que procuram soluções de fabrico inovadoras e eficientes.
N 138 JULHO 2023 // INOVAÇÃO
42
/ / Fig. 1 - Molde desenhado para estampar compósito termoplástico.

SMARTTRACKINGUSE: SISTEMA DE MONITORIZAÇÃO DA UTILIZAÇÃO DE MOLDES DE INJEÇÃO
Resumo – O sistema SmartTrackingUse, que se apresenta nesta publicação, permite monitorizar moldes de injeção ao nível da sua localização geográfica e da sua utilização em processos de produção de peças, com o fim da gestão da sua manutenção e da criação de evidências para a verificação de cláusulas contratuais e de garantia. O sistema é composto por dois módulos que se complementam, um de eletrónica que fica acoplado à parte fixa do molde e outro de software que se encontra instalado num servidor remoto. O módulo de eletrónica adquire em tempo real a localização geográfica do molde e dados sensoriais relativos à sua utilização. Esta informação é enviada por comunicações sem fios ao módulo de software, que a regista numa base de dados, usando-a não só com o propósito de registo de histórico de localização e utilização do molde, mas também para contrapô-la com as condições e regras estabelecidas em contratos entre o fabricante do molde, o cliente que adquire o molde e a empresa que o utiliza. Esta informação poderá ser ainda utilizada para a gestão da manutenção do molde ao nível preditivo através de algoritmos de inteligência artificial. Os testes efetuados com o protótipo desenvolvido permitiram validar o sistema como um todo ao nível da sua operacionalidade e aplicabilidade.
1. INTRODUÇÃO
A monitorização das condições de utilização dos moldes de injeção é de vital importância para as empresas que dependem deles para a produção de peças. Ela é fundamental na garantia da sua durabilidade, na qualidade das peças produzidas e na eficiência geral da produção. Além disso, sendo complementada com regras e alarmística, possibilita uma maior assertividade em termos da gestão da manutenção dos moldes, bem como uma correta identificação de responsabilidades relativa aos respetivos custos e quebras de cláusulas contratuais preestabelecidas. Isto é bastante pertinente, designadamente em cenários de utilização dos moldes onde existem várias entidades envolvidas, como é exemplo o que se resume a seguir:
1. Um cliente (por exemplo, uma empresa fabricante de automóveis) encomenda um molde a um fabricante;
2. O fabricante produz o molde e entrega-o ao cliente;
3. O cliente contrata então uma empresa de produção de peças de plástico por injeção e entrega-lhe o molde produzido pelo fabricante;
4. O cliente que comprou o molde inicia então um período de encomendas de peças de plástico à empresa de injeção, que as vai satisfazendo mediante disponibilidade ou do plano de produção de peças;
5. O fabricante do molde fica responsável pela sua manutenção, mediante um plano de manutenção predefinido;
6. Entretanto, as peças começam a não satisfazer os parâmetros de qualidade do cliente e há uma disputa acerca das responsabilidades dos custos de manutenção do molde (que são, por norma, elevados);
7. Não há, normalmente, observações ou evidências que permitam esclarecer efetivamente a quem imputar estes custos.
Nesta era da indústria 4.0 a temática da monitorização de moldes de injeção tem-se tornado emergente quer a nível académico, como são exemplos os trabalhos apresentados em [1-4], mas também a nível mais comercial, como são os casos de empresas que disponibilizam sensores específicos para a instrumentação pertinente dos moldes de injeção, [5, 6].
Uma outra forma de monitorização dos moldes de injeção que se entende ser de extrema relevância e complementar é a da sua localização geográfica. Em primeiro lugar, permite um controlo efetivo sobre a localização física destes, especialmente quando há subcontratação de empresas para a sua utilização, assegurando o cumprimento de acordos estabelecidos. Além disso, esta monitorização facilita o planeamento logístico, permitindo uma visão clara sobre quais os moldes que estão em cada local, otimizando a gestão da disponibilidade e a programação da produção. Outro aspeto fundamental prende-se com possíveis extravios, quer os originados por esquecimentos, quer os ilegalmente originados, possibilitando a adoção de medidas imediatas para a sua recuperação ou uma eventual ação legal.
A monitorização das coordenadas geográficas de bens, permitindo o seu rastreio geográfico em ambientes exteriores, é tradicionalmente baseada em sistemas de localização que adquirem e processam sinais transmitidos por satélites que orbitam a Terra, como por exemplo o sistema GPS (Global Positioning System). Estas localizações também costumam ser realizadas através do processamento de sinais das torres de transmissão das redes de comunicações móveis, mas de forma muito menos frequente devido à muito menor exatidão. Ao nível comercial há vários sistemas para rastrear geograficamente objetos, como os referidos em [7, 8].
O sistema denominado de SmartTrackingUse, desenvolvido na forma de protótipo, permite monitorizar moldes de injeção, quer ao nível da sua localização geográfica (latitude e longitude), através de um módulo recetor de sinais de GPS, para que se saiba sempre em que local está a ser usado, designadamente por empresas subcontratadas, quer ao nível da sua utilização na produção de peças por injeção, para que se possa quantificar a sua integridade estrutural, detetar utilizações indevidas, avaliar as necessidades ao nível da sua manutenção e verificar o cumprimento de cláusulas contratuais de utilização e de manutenção.
N 138 JULHO 2023 // INOVAÇÃO
André Vicente 1,3, Bernardo Figueiredo 5, Carlos Grilo 1,4, José Piedade 5, Leonardo Henriques 1,3, Lino Ferreira 1,2, Luís Ferreira 5 , Luís Maurício 5, Nuno Morgado 5, Pedro Santos 5, Ricardo Martinho 1,3, Rúben Susano 1, Rui Rijo 1,3, Saúl Carvalho1, Sérgio Silva1 1 - ESTG, Politécnico de Leiria; 2 - Instituto de Telecomunicações Leiria; 3 - INESCC-DL, Politécnico de Leiria 4 - CIIC, Politécnico de Leiria; 5 - DRT Advance/Rapid/Micro, Leiria
44
2. MÓDULO DE ELETRÓNICA
O módulo de eletrónica do sistema, esquematizado pelo diagrama de blocos da Figura 1, é constituído por dois microcontroladores, por um sistema de localização GPS e por um sistema de condicionamento de sinal com conversão A/D (de sinais analógicos para digitais).
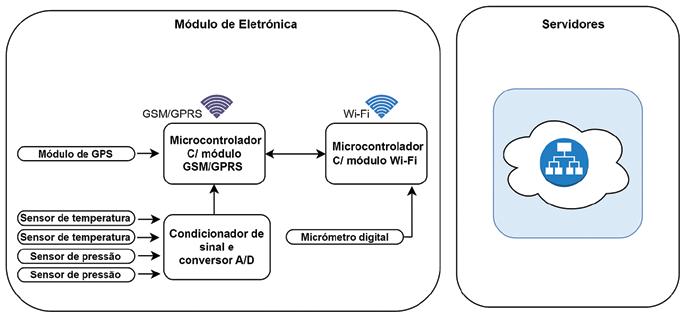
Um dos microcontroladores é dedicado à aquisição de informação proporcionada pelo sistema de GPS, a qual envia diretamente ao módulo de software via GSM/GPRS (Global Systems for Mobile/ General Packet Radio Service), e também à aquisição da informação proporcionada por sensores analógicos que instrumentam o molde (por exemplo de pressão e de temperatura), a qual envia ao outro microcontrolador através de uma comunicação série. Este outro microcontrolador agrega toda a informação que lhe é enviada àquela que ele próprio adquire (proporcionada por sensores digitais, como é o caso de um micrómetro digital para a aferição do fecho correto do molde), enviando-a via Wi-Fi para o módulo de software
O módulo dispõe também de um RTC (Real Time Clock) com alimentação elétrica própria que funciona apenas em caso de haver falha da alimentação do sistema, garantindo uma informação temporal atualizada e a sua indexação aos dados em aquisição. Dispõe também de um cartão de memória flash não volátil microSD (Micro Secure Digital), e respetiva unidade de leitura/escrita, onde são gravados dados de configuração do sistema. Quanto à alimentação elétrica do sistema, há a fonte de alimentação principal, que se liga a 230VAC, possibilitando o funcionamento do sistema na monitorização do molde em funcionamento. Há também a fonte secundária, baseada em baterias de lítio, que se carregam através da fonte principal, a qual é exclusivamente usada para a monitorização da localização geográfica do molde durante o seu transporte, alimentando, portanto, apenas o sistema GPS e o respetivo microcontrolador, mantendo-se o restante hardware desligado para poupança de energia.
Na primeira utilização do módulo de eletrónica (desde o seu transporte para a unidade industrial em que é pressuposto ser usado), são verificados e validados todos os dados de configuração do sistema, que o fazem único para cada molde e para cada unidade industrial: identificação do molde; tipo e número de sensores; taxas de amostragem dos dados sensoriais; credenciais da rede Wi-Fi da unidade fabril; credenciais do cartão SIM (Subscriber Identity Module) associado ao módulo de comunicação de dados via GSM/ GPRS; endereço do servidor para onde são enviados todos os dados.
Estando verificados e validados os dados de configuração do sistema, este possibilita dois modos de funcionamento, comutando automaticamente de um para outro de forma automática. Um dos modos de funcionamento consiste na monitorização da localização geográfica do molde quando este não está em utilização,

INOVAÇÃO /
/ / Fig. 1 - Diagrama de blocos do módulo de eletrónica.
nomeadamente durante o seu transporte para uma determinada unidade fabril. O microcontrolador que está interligado ao sistema GPS adquire as coordenadas geográficas e envia-as diretamente ao módulo de software por meio do seu módulo de comunicação GSM/GPRS. Neste modo de funcionamento apenas este microcontrolador, o sistema de GPS e o módulo de comunicação GSM/GPRS se encontram alimentados eletricamente (através da fonte de alimentação secundária), estando o restante hardware desligado. Este modo de funcionamento é ativado sempre que a fonte de alimentação principal não está ligada a 230VAC ou não seja estabelecida uma ligação à rede Wi-Fi da unidade fabril, permanecendo em funcionamento enquanto a fonte de alimentação secundária o permitir, ou seja, enquanto as baterias tiverem carga suficiente, estimando-se uma autonomia suficiente para sustentar este modo de funcionamento durante uma semana. Assim que o sistema é ligado a uma tomada de 230VAC e é estabelecida uma ligação à rede Wi-Fi da unidade fabril é ativado o outro modo de funcionamento, que consiste na monitorização do molde durante a sua utilização na produção de peças por injeção, a qual é realizada através de dados de sensores que instrumentam o molde (como por exemplo de pressão, temperatura, de deformação estrutural, etc.). Os dados são adquiridos por ambos os microcontroladores, sendo depois enviados para o servidor que tem o módulo de software por aquele que possibilita uma comunicação Wi-Fi.
3. MÓDULO DE SOFTWARE
O módulo de software é composto por uma base de dados e por uma aplicação web responsável pela gestão e processamento de informação e também pela interação com utilizadores credenciados (ao nível do estabelecimento de regras e de condições de localização e de utilização de um molde, e também ao nível da visualização de informação associada).
As suas principais funcionalidades incluem:
• Avaliação de perfis de utilização do molde (como por exemplo ao nível da temperatura e da pressão) de modo a verificar o cumprimento/incumprimento de cláusulas contratuais e de garantia;
• Avaliação das localizações geográficas do molde, por forma a garantir que este é alvo de todas as ações previstas de manutenção preventiva em função de períodos de utilização, e também se é ou não é alvo de subcontratação de serviços com reafectação da sua utilização a terceiros;
• Registo de ações de manutenção preventiva e corretiva feitas ao molde.
Tendo em conta os registos efetuados na base de dados, provenientes do módulo de eletrónica, é possível construir vários datasets de informação de um molde. A esta informação acresce a informação do cliente (empresa que adquiriu o molde), bem como do respetivo fabricante e da empresa que o utiliza na produção de peças por injeção.
O módulo de software inclui uma alarmística e um motor de regras configurável, que podem encerrar desde condições simples de ultrapassagem de valores mínimos/máximos nas condições de injeção do molde, à utilização de algoritmos de comparação ou previsão de dados mais elaborados (por exemplo, a utilização de algoritmos de regressão linear, ou mesmo de Inteligência Artificial, tal como as redes neuronais do tipo Long-Short Term Memory (LSTM) [9]).
Na Figura 2 é apresentado um dashboard da aplicação web do módulo de software, que inclui vários indicadores de utilização de um determinado molde (neste caso, denominado por Project –1001). O dashboard ilustra, num primeiro nível, a disponibilização de estatísticas simples do molde tais como o número de injeções a que já foi sujeito, o número de alertas gerados em função das condições e das observações registadas, o número e tipo de manutenções realizadas e o número de localizações geográficas distintas observadas.
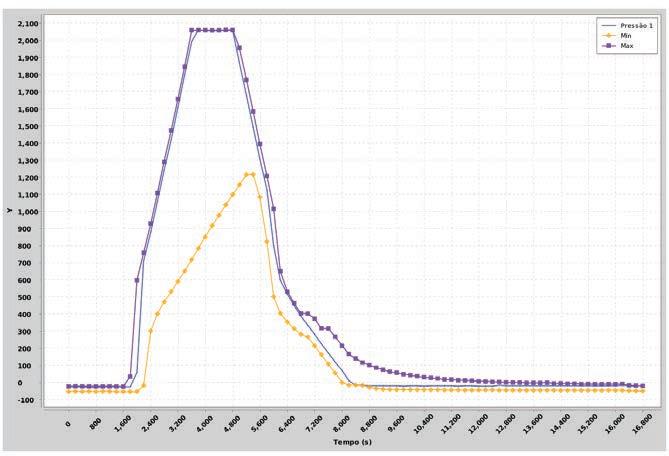
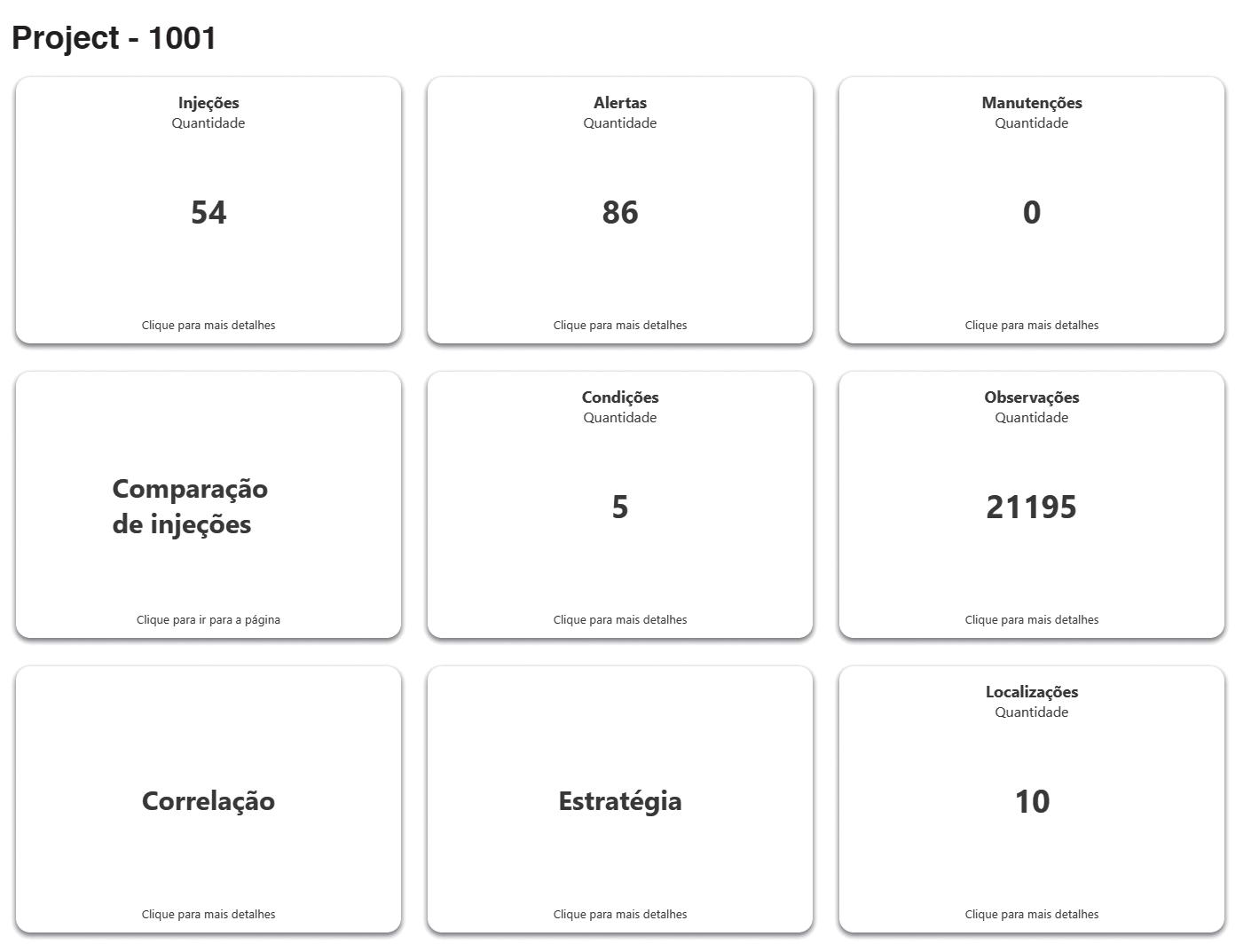
Para uma análise mais inteligente e um apoio à decisão mais efetivo, a plataforma inclui as funcionalidades de “Condições” e de “Estratégia”, que permitem a configuração e a verificação de qualquer tipo de condição contratual ou de utilização previstas para determinado molde. A título de exemplo, o dashboard apresenta uma implementação da estratégia de cálculo do tipo “Correlação”. Neste caso, esta estratégia permite a comparação do perfil de pressão de injeção na cavidade do molde, com os perfis de pressão mínima e máxima estabelecidos em contrato, e a serem cumpridos pela empresa de injeção. Esta comparação é realizada em termos de ultrapassagem ou não ultrapassagem de limites, mas também em termos de correlação de forma, em que é usada a correlação de Spearman [10], originando o lançamento automático de alertas.
Na Figura 3 é apresentado um exemplo efetivo desta estratégia, em que o cliente que adquiriu o molde pode observar e tirar conclusões acerca do perfil de pressão “Pressão 1” (a azul) ocorrido num determinado ciclo de injeção, e compará-lo visualmente com os perfis de pressão máxima (a roxo) e mínima (a amarelo) preestabelecidos. Neste caso, pode observar-se que o perfil de pressão “Pressão
// INOVAÇÃO
/ / Fig. 2 - Dashboard da aplicação web do módulo de software.
N 138 JULHO 2023 46
/ / Fig. 3 - Funcionalidade de “Correlação” do módulo de software.
1” se encontra dentro do que aceitável em termos de limites e de correlação de forma, o que não despoleta automaticamente qualquer tipo de alerta.
Procedimentos similares podem ser adotados para a verificação e validação das localizações geográficas de um determinado molde em função de condições contratuais. Na Figura 4 apresenta-se um resultado da funcionalidade “Localizações”, onde é possível verificar, através de um mapa, o percurso de transporte de um determinado molde, construído através de uma sequência de localizações geográficas. Esta funcionalidade também espoleta automaticamente alertas no caso de serem detetadas localizações geográficas fora das predefinidas nas condições contratuais.
produzindo alarmística em caso de situações que violem cláusulas contratuais. Este módulo é configurável, e permite a criação de condições e correspondentes alarmes personalizados por molde, suportando assim a diversidade dessas cláusulas contratuais.
Os testes realizados com o protótipo desenvolvido puderam validar a operacionalidade e aplicabilidade do sistema como um todo na área dos moldes, ficando demonstrada a sua grande utilidade, nomeadamente na verificação e validação de acordos contratuais e de garantia, envolvendo os típicos intervenientes, que são o fabricante do molde, o cliente que o adquire e a empresa que o utiliza. Adicionalmente, e havendo já a possibilidade no sistema de configurar uma maior frequência de registos, os dados recolhidos da monitorização dos ciclos de injeção de um molde poderão ser utilizados para a predição de ações de manutenção, tendo em conta a sua condição atual (seguindo um princípio de Conditionbased Maintenance (CBM) [11]). Isto irá permitir um esquema de manutenções mais afinado à real necessidade e desgaste dos moldes, o que normalmente se traduz em custos de manutenção mais reduzidos em relação a manutenções corretivas ou mesmo preventivas realizadas em intervalos fixos. Este tipo de manutenção preditiva resulta ainda numa maior capacidade de planeamento de ciclos de produção de peças, e de redução, ou mesmo de eliminação, de períodos de interrupção da produção.
Os vários datasets informativos que o módulo de software adquire, regista e processa podem vir a ser utilizados para ajudar na tomada de decisão relativamente às seguintes questões, aquando da necessidade de se estabelecerem cláusulas contratuais referentes a um novo molde:
• Quais são os desvios mais comuns, por parte de determinada empresa de injeção, em termos de utilização do molde e de realização das respetivas manutenções?
• Quais são os desvios de localização geográfica mais comuns realizados por parte de uma determinada empresa de injeção (e que possam denunciar uma subcontratação não prevista no contrato)?
• Quais são, de um conjunto das existentes, as cláusulas contratuais e de garantia mais adequadas para um novo molde produzido por um determinado fabricante, destinado a um determinado cliente, para vir a ser usado por uma determinada empresa de injeção?
Os datasets podem ser ainda ser utilizados para a gestão da manutenção do molde ao nível preditivo, em que algoritmos de inteligência artificial possibilitam a tomada de decisões relativas a ações de manutenção em função de eventos que tendencialmente degradam de forma precoce o molde.
4. CONCLUSÃO
O SmartTrackingUse permite monitorizar moldes de injeção ao nível da sua localização geográfica e da sua utilização na produção de peças, sendo constituído por dois módulos, um de eletrónica e outro de software. O módulo de eletrónica, que deve ficar permanentemente acoplado ao molde, permite a aquisição da sua localização geográfica através de um sistema GPS e também a aquisição de dados fornecidos por sensores que o instrumentam. Todos estes dados são adquiridos em tempo real e enviados por comunicações sem fios para um servidor onde está alojado o módulo de software. Este outro módulo processa e gere os dados adquiridos,
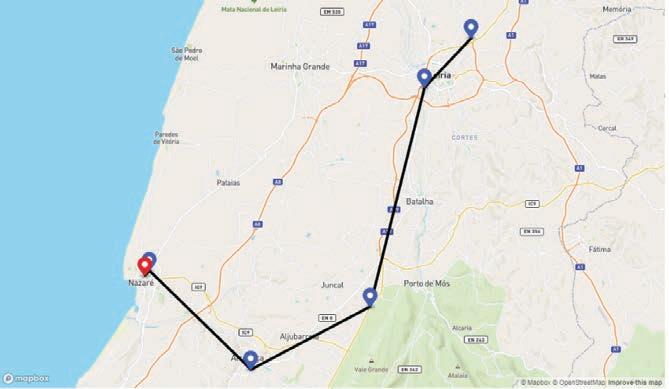
Agradecimento. Este trabalho foi desenvolvido e financiado no âmbito do projeto SMARTTRACKING – Solução integrada de monitorização e manutenção preditiva para moldes, com referência POCI-01-0247-FEDER-049311.
5. BIBLIOGRAFIA
[1] Moreira, E.E., Alves, F.S., Martins, M., Ribeiro, G., Pina, A., Aguiam, D.E., Sotgiu, E., Fernandes, E.P., Gaspar, J., "Industry 4.0: Real-time monitoring of an injection molding tool for smart predictive maintenance," 2020 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 2020, pp. 1209-1212, doi: 10.1109/ETFA46521.2020.9212167.
[2] Pedro Nunes, Eugénio Rocha, José Santos, Ricardo Antunes, Predictive maintenance on injection molds by generalized fault trees and anomaly detection, Procedia Computer Science, Volume 217, 2023, Pages 1038-1047, ISSN 1877-0509, https://doi.org/10.1016/j.procs.2022.12.302.
[3] P. Pierleoni, L. Palma, A. Belli and L. Sabbatini, "Using Plastic Injection Moulding Machine Process Parameters for Predictive Maintenance Purposes," 2020 International Conference on Intelligent Engineering and Management (ICIEM), London, UK, 2020, pp. 115-120, doi: 10.1109/ICIEM48762.2020.9160120.
[4] Álvaro García, Anibal Bregon, Miguel A. Martínez-Prieto, A non-intrusive Industry 4.0 retrofitting approach for collaborative maintenance in traditional manufacturing, Computers & Industrial Engineering, Volume 164, 2022, 107896, ISSN 0360-8352, https://doi.org/10.1016/j.cie.2021.107896.
[5] Kistler, Sensors for predictive maintenance in injection molding – mold monitoring, URL: https://www.kistler.com/BR/pt/predictive-maintenance-andmold-monitoring-in-injection-molding/C00000573. [Acedido em maio de 2023].
[6] Priamus, Process Monitoring, URL: https://www.priamus.com/en/processmonitoring. [Acedido em maio de 2023].
[7] Nehls, G. (Ed.), Mold Component Enables Fast Localization of Injection Molds, MoldMaking Technology, URL: https://www.moldmakingtechnology. com/products/mold-component-enables-fast-localization-of-injection-molds. [Acedido em maio de 2023].
[8] Digital Matter, GPS Asset Tracking Devices, URL: https://www.digitalmatter. com/applications/gps-asset-tracking/. [Acedido em maio de 2023].
[9] Graves, A. (2012). Long Short-Term Memory. In: Supervised Sequence Labelling with Recurrent Neural Networks. Studies in Computational Intelligence, vol 385. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-247972_4
[10] Myers, L., & Sirois, M. J. (2004). Spearman correlation coefficients, differences between. Encyclopedia of statistical sciences, 12.
[11] Tsang, A. H. (1995). Condition-based maintenance: tools and decision making. Journal of quality in maintenance engineering, 1(3), 3-17.
INOVAÇÃO /
REVISTA MOLDE CEFAMOL 47
/ / Fig. 4 - Mapa gerado pelo módulo de software com o percurso de transporte de um molde, entre Leiria e Nazaré.
OTIMIZAÇÃO ESTRUTURAL DE MOLDES DE INJEÇÃO ATRAVÉS DE FERRAMENTAS DE MACHINE LEARNING
J. F. Caseiroa, R. Bernardob, T. Zhiltsovab,c, J. Ferreirab,c, V. Netobc, P. Santosd, J. Laranjeirad a - CENTIMFE, Centro Tecnológico da Indústria de Moldes, Ferramentas Especiais e Plásticos b - TEMA – Centro de Tecnologia Mecânica e Automação, Universidade de Aveiro c - LASI – Laboratório Associado de Sistemas Inteligentes; d - Moldit, Indústria de Moldes S.A.
INTRODUÇÃO
O conhecimento dos fabricantes de moldes foi adquirido através de experiência prática, sendo esta traduzida num conjunto de regras empíricas para projeto e fabrico dos moldes. Por esta razão, é prática comum sobredimensionar as ferramentas moldantes de forma a garantir os requisitos estruturais de durabilidade e tempo de ciclo exigidos ao longo do seu ciclo de vida produtivo. Esta prática conduz a ferramentas moldantes com materiais com propriedades e/ ou dimensões superiores ao necessário e, consequentemente, com maiores custos associados à matéria-prima, às operações de fabrico da ferramenta e à sua operação ao longo da etapa produtiva.
No âmbito do Projeto DDS – Desenvolvimento de Nova Geração de Ferramentas com Base em Regras Científicas para o Desempenho e Sustentabilidade – foram realizados um conjunto de estudos para determinação de regras de projeto adequadas de forma a garantir um correto desempenho da ferramenta moldante. O caso de estudo aqui apresentado corresponde ao dimensionamento do vão não suportado da chapa da bucha/macho.
A estrutura de uma ferramenta moldante é constituída por um conjunto de chapas que permitem materializar a peça polimérica e extraí-la e suportam os esforços impostos durante o processo de moldação por injeção. Do lado da extração, existe um vão no qual trabalha o sistema de extração. Após o arrefecimento da peça polimérica, o conjunto de extração avança, de modo a empurrar a peça para fora do molde. Este vão, criado através da utilização de calços laterais, é essencial para o funcionamento do molde, no entanto faz com que, tipicamente, a zona central do mesmo (zona esta onde são impostos os maiores esforços) não esteja apoiada. Desta forma, é na zona central que ocorrem as maiores deformações durante o processo de injeção, pelo que o correto dimensionamento da espessura da chapa e a colocação de suportes é vital para se obter uma peça sem defeitos. Este tipo de deformação pode também ser visível, por exemplo, do lado da injeção no caso da utilização de sistemas de alimentação por bicos quentes, uma vez que, para colocação do sistema, é necessário abrir um conjunto de rasgos que podem fragilizar a estrutura.
O presente caso de estudo tem como objetivo analisar a deformação devido ao processo de injeção, de forma a determinar qual a espessura da chapa e espaçamento máximo entre apoios de modo a evitar deformações excessivas na ferramenta moldante. Numa fase inicial foi desenvolvida uma ferramenta laboratorial de forma a medir os deslocamentos experimentais de uma ferramenta moldante quando sujeita à pressão de injeção. Seguidamente, com base nos resultados experimentais, foi criado e validado um modelo numérico com base no Método dos Elementos Finitos. Este modelo foi construído de forma parametrizada de modo a estudar
a influência de vários parâmetros geométricos no desempenho da ferramenta moldante, permitindo criar uma base de dados com os resultados obtidos. Finalmente, esta base de dados foi utilizada para treinar vários modelos de Machine Learning (ML) para representar o comportamento do molde, com o objetivo de criar uma ferramenta de projeto de moldes de fácil utilização.
DESENVOLVIMENTO EXPERIMENTAL
Na atualidade, impulsionada pela era dos dados, o Machine Learning (ML) emergiu como uma ferramenta poderosa que aproveita as vastas quantidades de informação disponíveis. Este método computacional apresenta um requisito crucial: os dados. Os dados são a força vital que alimenta os algoritmos de ML e lhes permite aprender, adaptar-se e melhorar ao longo do tempo. Sem um conjunto de dados robusto, os modelos teriam dificuldade em fazer previsões assertivas ou fornecer resultados significativos [1].
Para a obtenção de dados necessários à calibração dos modelos desenvolvidos neste estudo, desenvolveu-se um sistema de monitorização composto por sensores de pressão, temperatura, deformação, deslocamento e ainda por um acelerómetro que permite, por exemplo, detetar vibrações ou movimentos do molde. Estes sensores foram colocados no dispositivo experimental tal como é apresentado na Figura 1.
Para medição da pressão e temperatura no interior da cavidade do molde, selecionou-se o sensor 6190CA (Kistler), um sensor comummente utilizado na indústria de moldes e referenciado na literatura [2]. Este sensor permite medir as duas grandezas
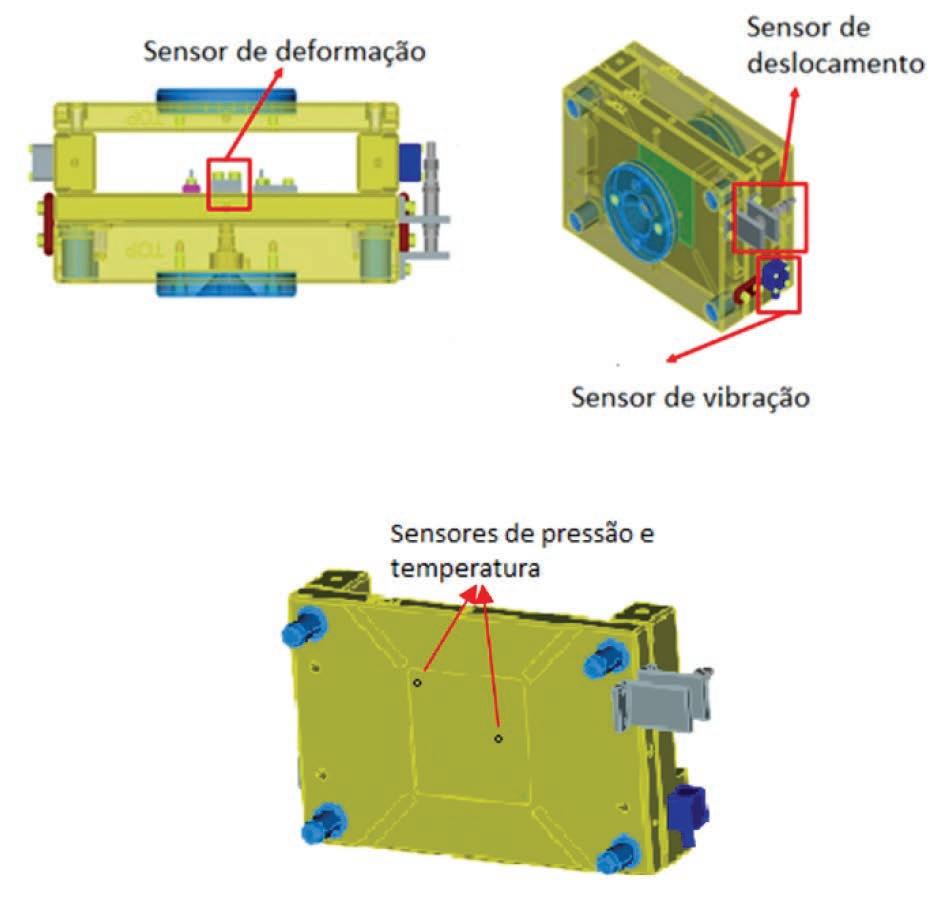
N 138 JULHO 2023 // INOVAÇÃO
48
/ / Fig. 1 - Posicionamento dos sensores no dispositivo experimental laboratorial.
através de uma única furação, o que diminui o impacto da sua colocação no molde. Este dispositivo integra um transdutor piezoelétrico no que diz respeito à pressão, e de um termopar tipo K para medição da temperatura. O acelerómetro selecionado foi o IAC-I-03-2g-1000-1 05m (Micromega), que permite medir acelerações em três eixos perpendiculares entre si [3]. O sensor de deformação eleito foi o SLB700A/06VA1 (HBM). Este sensor, quando fixado numa das faces do molde, permite medir a deformação da mesma, uma vez que se trata de um extensómetro. Para medir deslocamentos selecionou-se o sensor DT3001-U4-M-C6 (Microepsilon) que permite medir a distância entre as duas placas do molde. A aquisição de todos os sinais dos sensores já descritos e a sua respetiva comunicação para o computador principal é feita digitalmente utilizando o conversor analógico-digital ADAM-6017 (Advantech), o qual permite transferir dados através do protocolo ModBus ou MQTT. O sistema de monitorização proposto possui ainda, na sua arquitetura, uma base de dados para armazenamento dos valores lidos pelos sensores de forma estruturada, e ainda um servidor web, o qual disponibiliza ao utilizador final uma interface gráfica e de fácil utilização, para uma eficiente gestão e fácil visualização de todos os dados e configurações do sistema. Os sinais adquiridos pelo sistema de monitorização desenvolvido, durante um ciclo de injeção utilizando o dispositivo experimental ilustrado na Figura 1, estão apresentados na Figura 2.

MODELO NUMÉRICO PARA CRIAÇÃO DE BASE DE DADOS
Como referido anteriormente, o presente caso de estudo pretende determinar qual o deslocamento obtido na chapa da bucha/ macho em função da pressão de injeção e distância máxima entre apoios. Apesar de existirem equações analíticas para prever este deslocamento, estas não contemplam efeitos complexos resultantes, por exemplo, do contacto entre chapas, força de fecho e deformação dos suportes e chapas de aperto, entre outros. Assim, foi criado um modelo numérico, com base no Método dos Elemento Finitos, cuja malha é apresentada na Figura 3, de forma a determinar a resposta da estrutura quando sujeita à pressão de injeção. O modelo inicial foi validado recorrendo aos ensaios experimentais anteriormente descritos. Após esta validação, foi criada uma parametrização da
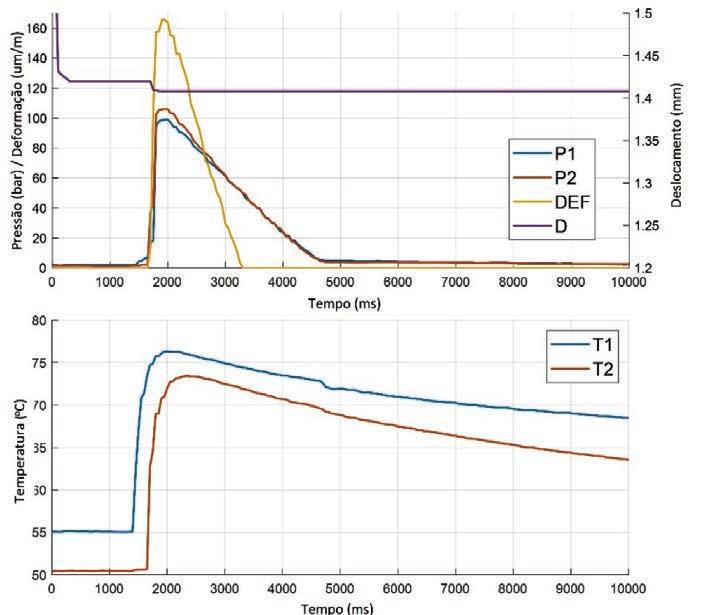
INOVAÇÃO /
/ / Fig. 2 - Sinais de pressão, temperatura, deformação e deslocamento adquiridos durante um ciclo de injeção.
geometria, de forma a poder criar uma base de dados para posterior tratamento. Foram considerados como parâmetros de entrada a pressão de injeção, o vão entre apoios e a espessura da chapa da bucha/macho. Cada um destes parâmetros foi variado dentro de um determinado intervalo, tendo sido corridas um total de 68 simulações numéricas. Para cada uma destas simulações foi determinado o deslocamento máximo da chapa da bucha ao centro, onde ocorre a maior pressão de injeção.
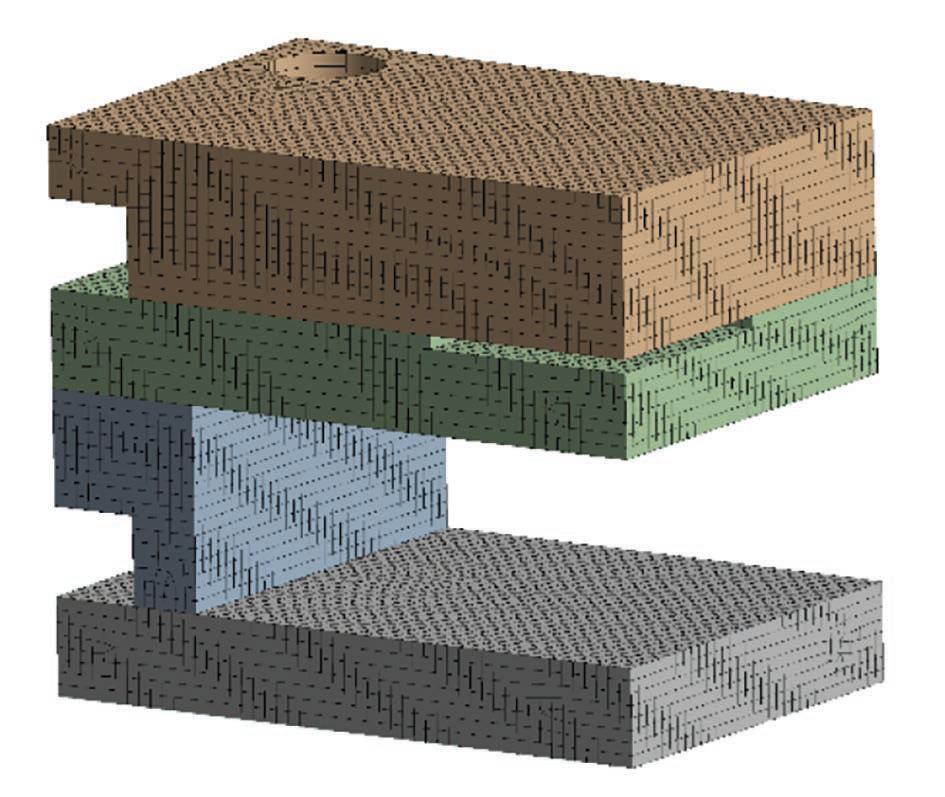
Na Figura 4 é apresentado um gráfico SHAP (SHapley Additive exPlanations) que mostra o impacto nos valores previstos devido a cada um dos parâmetros. Como se pode observar, os parâmetros que apresentam uma maior influência são a espessura e a pressão de injeção. No caso da espessura, valores elevados têm um impacto negativo no output, isto é, resultam num deslocamento mais baixo, enquanto a pressão apresenta o comportamento inverso.
IMPLEMENTAÇÃO DE MODELOS DE MACHINE LEARNING
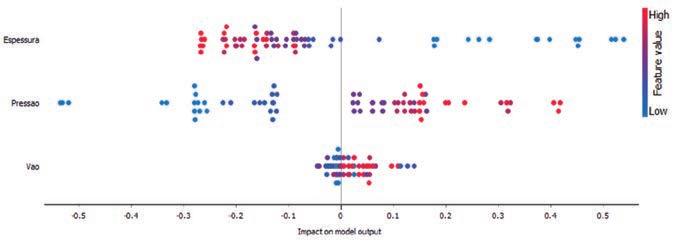
Machine Learning (ML) é uma subárea da Inteligência Artificial em que são utilizados algoritmos de forma a imitar a forma como os seres humanos aprendem, permitindo determinar as relações entre as diversas variáveis consideradas. Para a implementação de modelos de ML, os dados correspondentes aos ensaios foram divididos em dois conjuntos: treino (75 %) e teste (25 %). Os dados de treino foram utilizados para treinar os modelos de ML, usando a técnica de k-fold cross validation, com k igual a cinco. Os dados de teste são utilizados para avaliar o desempenho do modelo de ML quando alimentado com dados que este nunca analisou [4]. Os valores obtidos para o coeficiente de determinação R2 para os dados de treino e teste para cada um dos algoritmos, após otimização dos hiperparâmetros, são dados na Tabela 1. O R2 é uma medida estatística usada em modelos de regressão que indica o quão bem os valores observados se ajustam aos valores previstos pelo modelo, variando entre 0 e 1, sendo 1 o indicador de que o modelo explica perfeitamente a variação nos dados. Como se pode observar, o algoritmo que apresentou um desempenho superior foi o AdaBoost, tanto durante a fase de treino como na fase de teste. Para este algoritmo, a diferença entre os resultados de treino e teste não são muito significativos, o que implica que o modelo não deverá sofrer de efeitos de over-fitting
CONCLUSÕES
No âmbito do Projeto DDS é pretendido desenvolver um conjunto de regras de projeto de ferramentas moldantes de forma que estas sejam dimensionadas de acordo com o seu tempo útil de vida, isto é, evitando ou minimizando tanto o sub como o sobredimensionamento. No presente artigo é descrito o caso de estudo relacionado com a espessura da chapa da bucha/macho e do vão entre apoios.
Os resultados obtidos mostram que modelos de ML são capazes de representar o comportamento da estrutura quando sujeita a cargas, podendo ser empregues como uma valiosa ferramenta de auxílio ao projeto de moldes. Ao criar uma base de dados robusta, é possível que, durante as etapas iniciais de projeto, seja possível obter uma previsão, num espaço de tempo de alguns segundos, dos deslocamentos máximos, permitindo dimensionar as ferramentas moldantes de forma mais adequada.
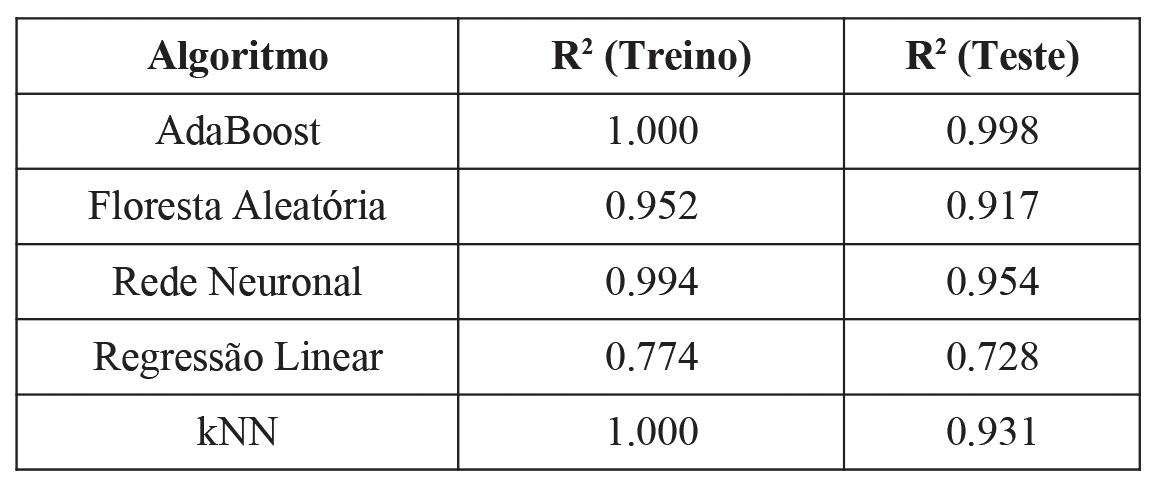
Apesar de ser um caso de estudo que apresenta uma complexidade média, este mostra as vantagens da utilização de ferramentas de ML, que poderão ser expandidas para outras aplicações das indústrias de moldes e plásticos, tais como controlo de processos produtivos, otimização de layouts, orçamentação e planeamento.
AGRADECIMENTOS
O presente trabalho foi elaborado no âmbito do Projeto DDS –Desenvolvimento de Nova Geração de Ferramentas com Base em Regras Científicas para o Desempenho e Sustentabilidade, Projeto POCI-01-0247-FEDER-046977, financiado pelo Programa Operacional Competitividade e Internacionalização, PORTUGAL 2020, através do Fundo Europeu de Desenvolvimento Regional (FEDER).
REFERÊNCIAS
[1] M. I. Jordan e T. Mitchell, “Machine learning: Trends, perspectives, and prospects,” Science, vol. 349, nº 6245, pp. 255-260, 2015.
[2] M. Nikawa, H. Shibata, K. Hatanaka e M. Yamashita, “Prediction of Flash Formed in Plastic Injection Molding Using Aluminum Alloy Mold Cavity by Numerical Simulation Considering Deformation of Mold Parts,” Sensors and Materials, vol. 31, nº 10, p. 3141–3153, 2019.
[3] N. Giannekas, R. Gammelby, G. Tosello, D. Tcherniak e Y. Zhang, “Feasibility study on integrated process/product quality assurance framework for precision injection moulding based on vibration monitoring,” em Proceedings of the Euspen’s 17th International Conference & Exhibition, Hannover, Germany, 2017.
[4] A. Géron, Hands-On Machine Learning with Scikit-Learn, Keras, and TensorFlow, 2nd Edition ed., O'Reilly Media, Inc., 2019.
// INOVAÇÃO
/ / Fig. 3 - Modelo discretizado por elementos finitos.
/ / Tabela 1 - Coeficientes de determinação para diferentes algoritmos.
N 138 JULHO 2023 50
/ / Fig. 4 - Gráfico SHAP da influência dos parâmetros nos resultados obtidos.


TECNOLOGIA
EQUIPAMENTOS . PROCESSOS . CONHECIMENTO
FABRICO ADITIVO METÁLICO NO SECTOR DO TOOLING: O PROJETO ADDITOOL
A INDÚSTRIA 4.0 RUMO À INDÚSTRIA 5.0 – A TECNOLOGIA AO SERVIÇO DAS PESSOAS NA INDÚSTRIA DE MOLDES
CRIAR VÁCUO NA CAVIDADE
EFICÁCIA & VIABILIDADE
BENEFÍCIOS DO 3D PARA A INDÚSTRIA DA CONSTRUÇÃO
MOLDES SANDWICH E MULTI-COMPONENTES: DOMINAR O DESAFIO DA TECNOLOGIA MÉDICA

// TECNOLOGIA
N 138 JULHO 2023 52
FABRICO ADITIVO METÁLICO NO SECTOR
DO TOOLING: O PROJETO ADDITOOL


F. Simões 1, P. Diaz 2, C. Galleguillos 3, L. Vazquez 4, A. Lamikiz 5, M. Aristizabal 6,7, J. Alexis 8, A. Mateus 1, M. Oliveira 9 1 - CDRSP - Centro para o Desenvolvimento Rápido e Sustentado do Produto, Instituto Politécnico de Leiria, Rua de Portugal, Marinha Grande, Portugal; 2 - Univ. Bordeaux, ESTIA-Institute of Technology, EstiaR, F-64210 Bidart, França; 3 - FADA-CATEC - Fundación Andaluza para el Desarrollo Aeroespacial - Centro Avanzado de Tecnologías Aeroespaciales, Espanha; 4 - LORTEK Technological Centre, Basque Research and Technology Alliance (BRTA), Espanha; 5 - Dept. of Mechanical Engineering - UPV/EHU - Universidad del Pais Vasco, Espanha; 6 - CEIT-Basque Research and Technology Alliance (BRTA), Manuel Lardizabal 15, 20018 Donostia / San Sebastián, Espanha. 7 - Universidad de Navarra, Tecnun, Manuel Lardizabal 13, 20018 Donostia / San Sebastián, Espanha; 8 - Université de Toulouse, ENIT/ INPT, LGP, 47 Avenue d’Azereix, 65016 Tarbes, França; 9 - CEFAMOL - Associação Nacional da Indústria de Moldes, Centro Empresarial da Marinha Grande, Rua de Portugal, Marinha Grande, Portugal
RESUMO
As tecnologias de fabrico aditivo possuem um potencial significativo para acrescentar valor à indústria, em diversos sectores. No sector do tooling, as tecnologias de fabrico aditivo metálico (MAM) têm já vindo a ser usadas por algumas empresas, mas subsistem dificuldades na sua implementação mais generalizada. Estas são motivadas por vários fatores: elevados custos iniciais associados a equipamentos; incerteza dos resultados;
e falta de formação especializada na área. O projeto ADDITOOL pretendeu dar resposta a estas dificuldades, com particular foco nas PME da área do sudoeste europeu (SUDOE). Este artigo descreve as motivações e resume as atividades deste projeto, apresentado os resultados mais relevantes. Através de um consórcio de centros de investigação, instituições de ensino e empresas de Portugal, Espanha e França foi possível identificar as necessidades mais prementes das indústrias do tooling da região SUDOE, definir casos de estudo demonstradores da viabilidade da aplicação das tecnologias de fabrico aditivo metálico neste sector e criar e implementar módulos de formação especializada sobre essas tecnologias. Foram ainda implementadas ações de disseminação – publicações eletrónicas,
REVISTA MOLDE CEFAMOL TECNOLOGIA /
53
webinares e conferências – que aumentaram o alcance dos resultados obtidos.
INTRODUÇÃO
No domínio das tecnologias de fabrico avançado, considera-se que as tecnologias de fabrico aditivo metálico têm uma maior capacidade disruptiva dos processos de produção industrial e das cadeias de valor. O sector do tooling é uma das áreas mais promissoras para a adoção destas tecnologias. De facto, o tooling é um dos sectores industriais mais rentáveis do SUDOE, tendo em conta os subsectores envolvidos: aeronáutica, aeroespacial, automóvel, petróleo e gás, defesa, energia, agroindústria, etc. Os custos relacionados com as ferramentas são muito elevados. Graças aos diferentes processos de MAM, o fabrico, a reparação, a funcionalização de moldes ou de outros tipos de ferramentas são agora possíveis e podem ser de grande interesse para a competitividade deste sector.
No entanto, embora se reconheça que o âmbito potencial das tecnologias MAM é importante e pode ter um impacto disruptivo, o nível de conhecimento e adoção destas tecnologias continua a ser muito baixo, especialmente nas PME.
Existe uma multiplicidade de processos MAM: DED LASER - pó, DED LASER – fio, DED Arco - fio, PBF LASER, mas cada um tem uma maturidade e aplicações muito diferentes e cujo nível de adoção é ainda muito baixo. Esta diferença de conhecimentos constitui um obstáculo ao desenvolvimento dessas tecnologias: O PBF LASER está em processo de industrialização, enquanto os processos DED estão ainda em desenvolvimento e são processos ainda pouco dominados. Além disso, as empresas do SUDOE não têm o mesmo conhecimento destas tecnologias e é importante uniformizá-lo.
O ADDITOOL pretendeu responder ao problema da falta de conhecimento e da falta de formação nas tecnologias MAM, no sector do tooling, e visou aumentar as competências deste sector industrial na região SUDOE. Graças às evidências que foram desenvolvidas no projeto (demonstradores), à livre divulgação de todos os resultados, aos módulos de formação e à mobilidade de professores, investigadores e doutorandos, o ADDITOOL aumentou o nível de conhecimento geral do sector e contribuiu para a adoção de boas práticas de forma transversal.
Assim, o projeto ADDITOOL pretendeu contribuir para o seguinte objetivo: fazer do espaço SUDOE um espaço líder nas tecnologias MAM multi-processo no espaço europeu.
O PROJETO ADDITOOL
O projeto ADDITOOL é constituído por um consórcio de 9 parceiros (ESTIA – ADDIMADOUR, CEIT, LORTEK, UPV/EHU, FADA-CATEC, IPL-CDRSP, AFM-ADDIMAT, CEFAMOL e ENIT) e 9 parceiros associados (Mecanic Vallée, Asociación de Empresas Aeronáuticas de Andalucía, Agencia IDEA, CAF, PombalProf (ETAP), LAUAK, GESTAMP e SOMOCAP).
A combinação de entidades de ensino (UPV/EHU, ESTIA, IPL, ETAP), de entidades de investigação e transferência de tecnologia (CEIT, LORTEK, ENIT, FADA-CATEC, ADDIMADOUR, CDRSP) e de clusters / associações empresariais (AFM, Asociación de Empresas Aeronáuticas de Andalucía, Agencia IDEA, Mecanic Vallée, CEFAMOL) e empresas associadas permitiu definir um conjunto de atividades que concorreram para os objetivos do projeto, nomeadamente:
1. Atividade 1 - análise de mercado do sector do tooling, que permitiu,
em consequência, identificar oportunidades de desenvolvimento das tecnologias MAM e definir casos de estudo para as demonstrar;
2. Atividade 2 - desenvolvimento de 5 demonstradores incidindo em tecnologias MAM menos desenvolvidas, validação de tecnologias existentes ou a sua aplicação a novos sectores industriais.
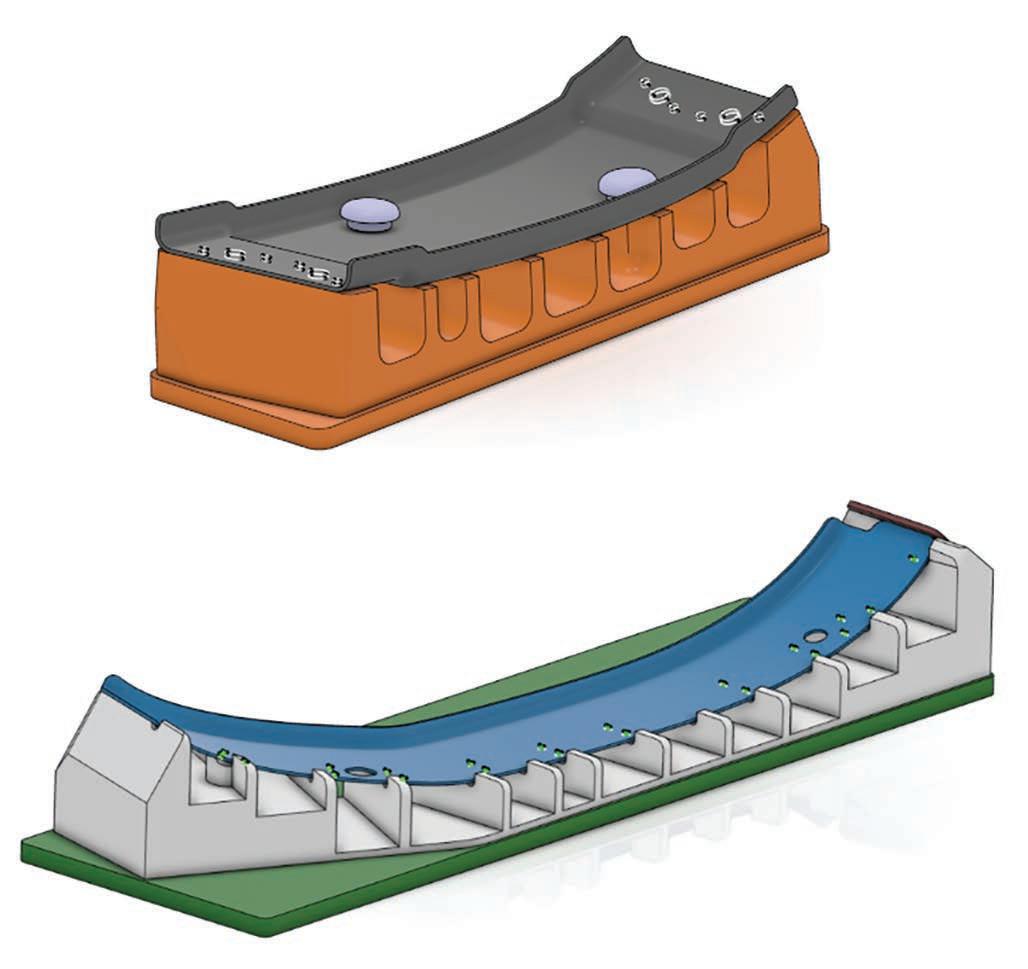
3. Atividade 3 - criação de módulos de formação para estudantes com o propósito de desenvolver e disseminar o conhecimento das tecnologias MAM junto destes públicos e realização de ações de mobilidade de investigadores entre as entidades do consórcio, permitido a troca de experiências.
A disseminação de resultados do projeto aos industriais do sector e público em geral decorreu de forma transversal a todas as atividades, através da publicação de relatórios na página do projeto em www. additool.eu e da organização de webinares e conferências de disseminação.
ANÁLISE DE MERCADO E ESTUDO DE OPORTUNIDADES
A base de desenvolvimento do projeto foi definida na atividade
1. Tendo como base a utilização das tecnologias MAM, foi criado e implementado um inquérito a empresas do sector do tooling da região SUDOE. Este incluiu os fabricantes de ferramentas e os utilizadores de ferramentas, com o propósito de identificar o estado atual da utilização destas tecnologias e as perspetivas futuras. O inquérito incidiu também sobre a identificação de necessidades e relevância de ações de formação nestas áreas. Foi possível recolher 85 respostas de empresas de Espanha, França e Portugal. Observouse que os tipos de ferramentas mais frequentemente fabricadas ou utilizadas são as de montagem, os moldes para plástico, e as ferramentas para maquinação. Foi possível ainda observar que os inquiridos possuem já conhecimentos significativos em relação às tecnologias MAM, possuindo competências a nível técnico e sobretudo sensibilidade para esta problemática ao nível da gestão. É reconhecida a importância da colaboração com entidades de investigação e a promoção de ações de formação para colaboradores (sobretudo ações focadas e de curta duração) como meio privilegiado para aumentar a competitividade nestas áreas [1].
Na sequência do diagnóstico efetuado, efetuou-se um estudo do estado da técnica relativo às aplicações das tecnologias de fabrico aditivo em ferramentas. Conjugando os resultados deste estudo
// TECNOLOGIA
N 138 JULHO 2023 54
/ / Fig. 1 - Demonstrador FR1, proposto pela ESTIA em articulação com a LAUAK
e os dados colhidos no inquérito, foi possível definir um conjunto de oportunidades onde a aplicação destas tecnologias poderia ter um impacto significativo nas empresas. Os resultados deste levantamento, que diferem consoante o contexto de cada país, estão contidos no “Estudo de oportunidades para tecnologias MAM (MAM) no sector das ferramentas” [2].

DEMONSTRADORES
No seguimento da identificação de oportunidades para a aplicação das tecnologias MAM ao sector do tooling, foram definidos casos de estudo demonstradores do potencial destas tecnologias. Foram definidos 5 casos de estudo, representativos de diferentes aplicações industriais, com diferentes níveis de desenvolvimento técnico. Trataram-se de estudos que demonstram a viabilidade tecnológica e económica da utilização das tecnologias de fabrico aditivo em alternativa ou complemento às tecnologias tradicionais. Em geral, para cada demonstrador foram efetuados previamente estudos de parâmetros do processo, análises à matéria-prima efetuadas pelo CEIT, e ensaios mecânicos e microestruturais a provetes, efetuados pela ENIT. Após o fabrico, vários dos demonstradores foram sujeitos a ensaios não destrutivos (tomografia axial computorizada) efetuados pela FADA-CATEC.
Demonstrador FR1
O Demonstrador FR1 é um conjunto de 2 gabaritos para controlo dimensional de peças para aeronáutica. Este caso foi proposto pela ESTIA em articulação com a LAUAK. Trata-se de peças de dimensão média (da ordem dos 600mm de dimensão máxima), fabricadas originalmente através de maquinação a partir de um bloco maciço de aço XC48 – Figura 1. O seu custo é de aproximadamente 1600€.
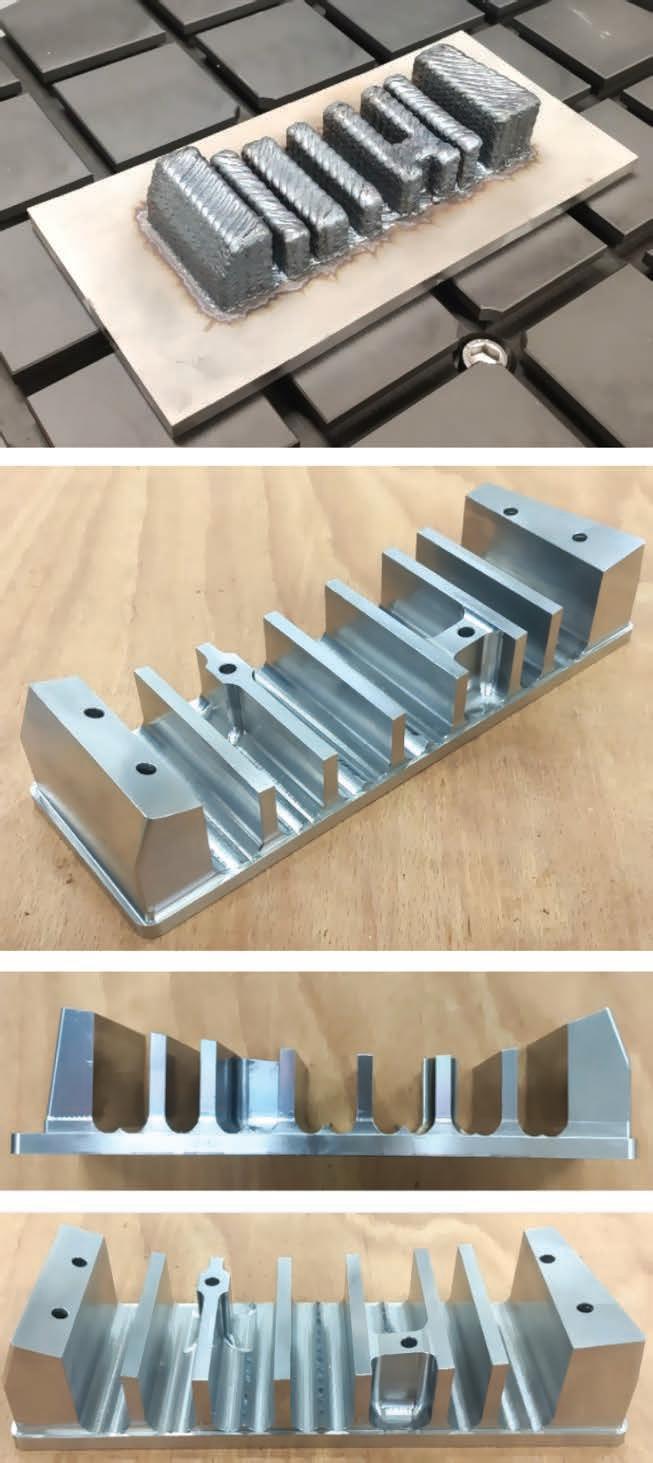
TECNOLOGIA /
/ / Fig. 2 - Fabrico do demonstrador FR1 com a tecnologia DED LASER c/ fio, pela ESTIA. Topo: peça após deposição; centro e abaixo: peça após acabamento por fresagem
Os objetivos deste demonstrador passaram por fabricar estas duas peças com três tecnologias diferentes para grandes dimensões: DED Laser fio, DED Arco fio e DED Laser Pó, efetuando a maquinação posterior de zonas funcionais; caracterizar o material e peça fabricada (aplicação de tratamento térmico, se necessário); comparar o tempo de ciclo (tempo de entrega) e custos de material; e testar as ferramentas no local. Pretende-se reduzir ou manter o custo de fabrico, reduzir consideravelmente o tempo de entrega e garantir ou melhorar o desempenho.
A peça foi fabricada com a tecnologia DED LASER fio pela ESTIAFigura 2. Antes da maquinação, foi efetuado um tratamento térmico de alívio de tensões. Foi possível observar, através de análise tridimensional, que os desvios geométricos após este tratamento diminuíram significativamente. Com a maquinação final foi possível atingir os valores de tolerância adequados à exigência da empresa e, portanto, a peça encontra-se em serviço.
O fabrico com a tecnologia DED Arco fio foi efetuado pela LORTEK - Figura 3. O processo incluiu uma alteração da geometria inicial do componente, por forma a minimizar o material a depositar e reforçar a rigidez, minimizando distorções, assim como simulações térmicas para determinar a melhor estratégia de deposição. Após tratamento térmico foi possível obter a peça com distorção aceitável, compensada depois com uma sobreespessura adequada para acabamento.
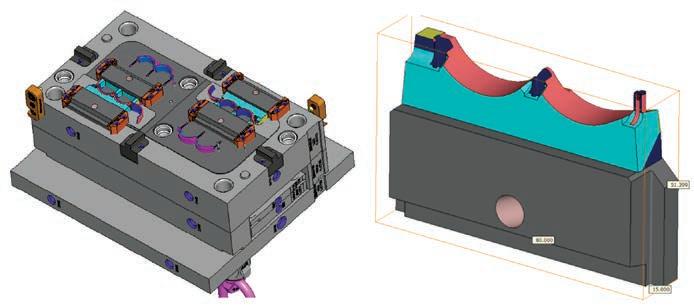
3. Processo DED LASER pó: menos de 2 horas (não incluindo a maquinação da base)
Para os casos 1 e 2, os custos totais são algo superiores, mas pelo facto de a maquinação ter sido sub-contratada. Com pequenos ajustes, o processo pode tornar-se facilmente viável, sobretudo se a redução do custo de ferramentas de corte for tida em consideração. Para o caso 3, o facto de a maior parte da ferramenta ser fabricada com um material mais económico contribui para uma diminuição de custos. Acresce que é possível usar este processo para reparar as partes funcionais da ferramenta, aumentando o seu tempo de vida.
Demonstrador PT1
O demonstrador PT1 é um inserto para um molde de injeção, utilizado no fabrico de uma peça bi-material (POM + Elastómero Termoplástico), fornecido pela empresa Moldetipo. O molde em si tem dois conjuntos de insertos. Os insertos funcionam como movimentos laterais – Figura 5. Conjuntamente com uma rotação do molde, isto permite a injeção de dois materiais em simultâneo. Apenas um inserto foi produzido por fabrico híbrido (Fusão em cama de pós (L-PBF) + acabamento por maquinação), enquanto o outro inserto do par e o segundo conjunto de insertos foram produzidos por meios convencionais.

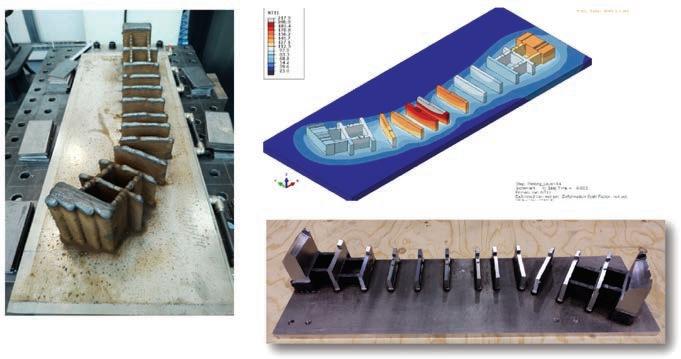
O fabrico com a tecnologia DED LASER pó foi efetuado pela UPV/ EHU - Figura 4. De referir que neste caso o processo DED apenas foi usado para revestir a parte funcional de uma ferramenta pré maquinada a partir de AISI1045, com o aço 154CDV6. Esta opção justifica-se pela reduzida taxa de deposição do processo DED LASER pó, que tornaria a construção de toda a peça de todo inviável.
As faces pós-processadas têm uma precisão dimensional de 0,1mm e uma Ra entre 1,5μm e 2μm. A dureza medida nas faces pósprocessadas é de 42 HRC.
Em termos de viabilidade, é possível obter as peças, na sua forma pré-maquinação, nas seguintes condições:
1. Processo DED LASER fio: cerca de 4 horas (incluindo a programação), ao que acresce um tempo de maquinação de 5 horas. Em contraste, o tempo original de maquinação a partir de um bloco era de 20 horas.
2. Processo DED Arco fio - cerca de 7 horas (incluindo a programação e tempos de pausa de 2,3 horas para controlo da temperatura), ao que acresce um tempo de maquinação de 20 horas. O material poupado ascende aos 40kg. Em contraste, o tempo original de maquinação a partir de um bloco era de 80 horas.
Os objetivos deste demonstrador foram: i) otimizar o arrefecimento das áreas mais críticas das peças, acrescentando canais de arrefecimento conformáveis fabricados com L-PBF); ii) usar processos convencionais (fresagem e eletroerosão) para proporcionar o acabamento e tolerâncias requeridas e iii) efetuar testes de injeção para validação da solução. Pretende-se entender se é possível obter uma redução do tempo de ciclo, e com isso compensar o custo inicial mais elevado de produção associado ao processo L-PBF.
// TECNOLOGIA
/ / Fig. 3 - Fabrico do demonstrador FR1 com a tecnologia DED Arco fio, pela LORTEK. Esquerda: peça após a deposição; cima-direita: simulação térmica do processo de deposição; baixo – direita: peça após acabamento por fresagem
/ / Fig. 4 - Fabrico do demonstrador FR1 com a tecnologia DED LASER pó, pela UPV/EHU. Cima: deposição na peça usando um equipamento de 5 eixos. Baixo: após deposição e antes de acabamento superficial.
N 138 JULHO 2023 56
/ / Fig. 5 - Demonstrador PT1, proposto pelo CDRSP em articulação com a Moldetipo. Esquerda: aspeto do molde, onde são visíveis dois pares de insertos. Direita: inserto moldante a desenvolver.
A Figura 6 mostra os resultados do fabrico do inserto, assim como o molde de injeção onde este foi montado posteriormente. O fabrico por L-PBF foi efetuado pelo CDRSP. O acabamento por fresagem e electroerosão, assim como o ajuste e montagem no molde foram efetuados pela Moldetipo. Na imagem de tomografia computorizada, é possível identificar o canal de arrefecimento conformado que foi criado. O inserto foi depois montado no molde, em conjunto com os insertos convencionais, e foram efetuados testes de injeção com 2 tempos de arrefecimento distintos (16s e 10s). Desta forma foi possível comparar, através de aquisição das geometrias das peças fabricadas, os desvios e distorções associados a cada um dos insertos (convencional e L-PBF).
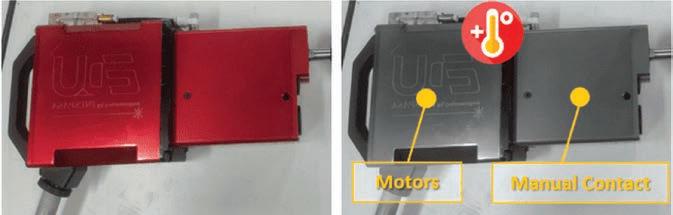

Após aferição geométrica das peças injetadas é possível observar que a distorção não é significativamente diferente entre as peças oriundas dos insertos convencional e L-PBF. O estudo de viabilidade pressupôs uma aferição da diferença de custos entre as duas
soluções, que se considerou cerca de 750€. Caso fosse possível reduzir o tempo de arrefecimento em 6s, tal como foi experimentado, estima-se que seriam necessárias cerca de 12000 peças para compensar o maior custo inicial do inserto L-PBF. Este parece-nos um resultado interessante, mesmo em face das limitações do estudo.
Demonstrador ES
O demonstrador ES1 foi desenvolvido pela FADA-CATEC em colaboração com a INESPASA. É um sistema de perfuração manual para o sector aeronáutico – Figura 7. Este sistema deve ser compacto (sem espaço interior para além da eletrónica e motores) e leve. A carcaça foi originalmente obtida através da maquinagem de um bloco de alumínio. Esta solução compacta demonstrou algumas dificuldades associadas à dissipação de calor. Durante o funcionamento, o calor gerado pelos motores produz um aumento de temperatura onde o operador precisa de colocar a sua mão, até mais de 60ºC. Dependendo da rotação, os motores podem até parar devido ao excesso de temperatura.

TECNOLOGIA /
/ / Fig. 6 - Esquerda, superior: aspeto do inserto após fabrico por L-PBF e acabamento. Esquerda, inferior: tomografia computorizada do inserto, demonstrando o canal de refrigeração conformado. Direita: molde de injeção montado na máquina, já com o inserto montado.
57 REVISTA MOLDE CEFAMOL
/ / Fig. 7 - Demonstrador ES, proposto pela FADA-CATEC em articulação com a INESPASA.
Os objetivos deste demonstrador foram: i) fabricar toda a caixa de alumínio através de L-PBF, para permitir a inclusão de canais de arrefecimento ativos (canais de dentro do componente) ou dissipação passiva de calor (treliça ou estrutura giróide); ii) comparar as propriedades térmicas entre a peça maquinada original e a peça redesenhada.
Assim, foi projetada uma nova carcaça que alberga os motores, tendo sido aproveitado o fluxo de ar do sistema pneumático interno para a refrigerar. Foram estudados dois materiais diferentes durante o desenvolvimento deste demonstrador: AlSi10Mg e Scalmalloy ®. A UPV/EHU efetuou um estudo térmico de todas opções (estrutura interna, canais de refrigeração e materiais). Foi selecionado o Scalmalloy ®, pelo seu melhor desempenho térmico e foram fabricadas 3 carcaças por L-PBF, com canais internos pensados para ar forçado e com estrutura treliçada (a terceira carcaça é um demonstrador destes canais) - Figura 8.
indústria agrícola, é uma peça originalmente maquinada a partir de um bloco maciço de aço 40CMD8 (C45), com um furo de 10mm no interior para arrefecer a peça. O arrefecimento resultante não é eficiente, pois a peça revela uma ovalização durante o arrefecimento.
Os objetivos deste demonstrador foram: i) aumentar o desempenho desta ferramenta, adicionando arrefecimento conformado, através do fabrico com 2 diferentes tecnologias Fused Filament Fabrication / Fund Deposition Modeling (FFF/FDM) com carga metálica e sinterização (com e sem Pressão Isostática a quente (HIP); ii) reduzir o tempo de entrega e o preço, tornando acessível o fabrico aditivo metálico através das tecnologias baseadas no processo Metal Injection Moulding (MIM).
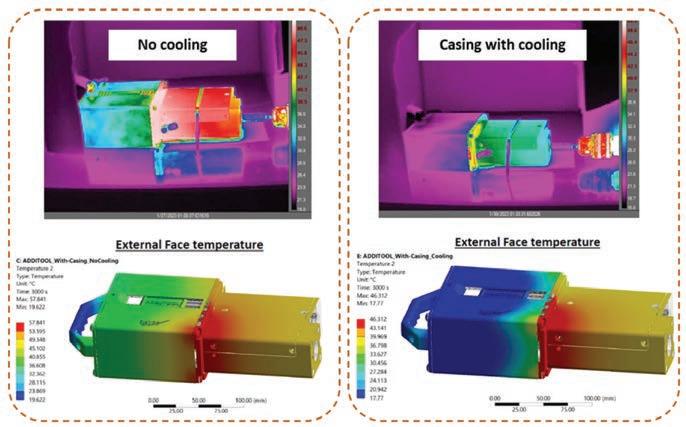
O sistema de refrigeração foi redesenhado, passando a ser conformado – Figura 10. De seguida foram comparados os resultados de dois processos de fabrico: um processo proprietário - Markforged Metal X + acessórios – e um processo open-source - Lynxter S600D + acessórios. Os materiais selecionados são filamento de aço H13 e 17-4PH, disponíveis em ambos os equipamentos.

O desempenho térmico das duas soluções – com canais internos de refrigeração, com estrutura treliçada – foi avaliado por termografia – Figura 9. É possível observar que o redesenho da carcaça com canais internos melhorou drasticamente o desempenho térmico de todo o sistema, atingindo uma diferença de 31ºC (55ºC para 24ºC) na superfície da carcaça analisada. Estes resultados estão de acordo com as simulações térmicas efetuadas.
Após várias iterações de otimização do processo, em particular na opção open source e na fase de debinding (remoção do ligante polimérico), que contaram neste caso com a colaboração do CEIT, foi possível obter uma solução aceitável em termos geométricos. No entanto, as propriedades mecânicas ficaram abaixo do esperado. Em comparação, o processo Markforged Metal X dá bons resultados, embora um pouco abaixo das especificações. Para ambas as opções, o tamanho da peça constituiu um obstáculo, que obrigou inclusive a fabricar a peça (Markforged Metal X) numa orientação horizontal, menos apropriada – Figura 10.
/ / Fig. 10 - Esquerda: demonstrador FR2 desenvolvido pela ESTIA em articulação com a SOMOCAP. Centro: redesenho do inserto moldante, pela ESTIA, para inclusão de um canal de arrefecimento conformado. Direita: peça fabricada na máquina Markforged Metal X, pela ESTIA - esquerda: peça acabada; direita: peça após deposição, demonstrando a orientação de fabrico não ideal, devido ao tamanho do inserto.
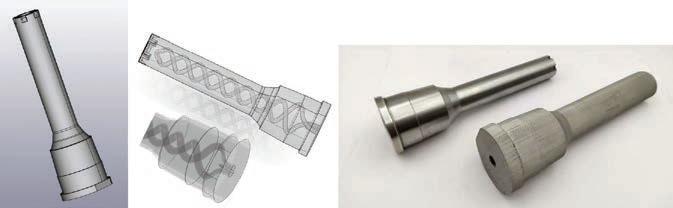
Em termos de viabilidade, o custo de fabrico com qualquer das tecnologias estudadas não é mais elevado do que a solução convencional, sobretudo por via da otimização do tempo e condições da etapa de debinding. O desempenho em contexto de produção não foi possível de aferir.
/ /
9
Comparação de análise térmica experimental (cima) com simulações numéricas (inferior) para os casos de funcionamento sem e com arrefecimento ativo
O demonstrador foi testado em conjunto com a empresa INESPASA e, apesar do custo adicional de 250 € por carcaça, a solução proposta durante este projeto satisfez claramente o utilizador final, uma vez que o sistema está agora funcional, com um comportamento térmico que torna a ferramenta confortável, mais leve (37% de redução de peso) e operacional por longos períodos.
Demonstrador FR2
O demonstrador FR2, desenvolvido pela ESTIA em articulação com parceiro associado SOMOCAP, é um inserto para um molde de injeção de plástico (Polietileno) – Figura 10. Esta ferramenta, destinada à
Demonstrador PT2
A peça proposta para este demonstrador é um molde para uma pequena garrafa de vidro - Figura 11. O arrefecimento convencional dos moldes de vidro é realizado injetando ar comprimido através de um conjunto de furos retos que correm ao longo da direção vertical do molde. Isto é chamado "vertiflow". A vantagem desta abordagem é a relativa simplicidade na realização destes furos. A desvantagem é que a temperatura à volta da peça de vidro não é uniforme em toda a superfície do molde. Isto significa que existe uma maior probabilidade de defeitos na peça final. A aplicação de canais de arrefecimento conformados nestes moldes ainda não foi tentada. Estes têm particularidades que justificam estudar esta
// TECNOLOGIA
/ / Fig. 8 - Fabrico do demonstrador ES, pela FADA-CATEC. As peças têm canais internos e estrutura treliçada, para otimizar a refrigeração.
Fig.
-
N 138 JULHO 2023 58
possibilidade: as temperaturas de trabalho - cerca de 600ºC -, o meio de arrefecimento - ar comprimido -, e o tempo de ciclo - tipicamente alguns segundos.
Assim, os objetivos deste demonstrador foram: i) avaliar a viabilidade da aplicação de um sistema de arrefecimento conformado ao molde e combiná-lo com uma estrutura de treliça interna para redução de peso e ii) modificar a superfície de moldação por forma a diminuir o seu desgaste. O primeiro objetivo é alcançado utilizando o fabrico de L-PBF, enquanto o último é alcançado através da deposição de camadas de liga de níquel através de DED LASER - pó.
O molde foi inicialmente fabricado por L-PBF, usando um aço inoxidável (EOS StainlessSteel CX, DED Laser- pó) por uma empresa externa (DRT) deixando uma superfície de moldação compensada para a deposição subsequente. A seguir, nessa superfície de moldação foram depositadas camadas de Inconel 718 através de DED Laser- pó, pela UPV/EHU. A operação de acabamento envolveu a fresagem da superfície de moldação, efetuada na Vidrimolde.
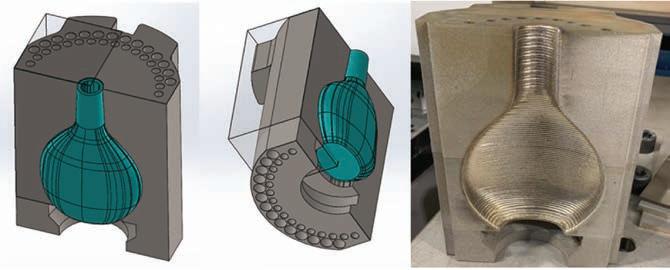
A operação de deposição de Inconel 718 através de DED LASERpó requereu uma otimização prévia de parâmetros. O resultado do fabrico (antes do acabamento) é demonstrado na Figura 11. O desempenho térmico do molde apenas pôde ser avaliado a partir de simulações térmicas, dada a impossibilidade de testar o molde em condições reais de trabalho, pois exigiria a paragem de uma linha de produção e a substituição de um conjunto de moldes numa estação (normalmente composta por cerca de 8 a 12 moldes). Ainda assim, tomando em consideração esse desempenho teórico, existem indicações que poderá ser possível tornar esta solução economicamente viável.
FORMAÇÃO
O nível de conhecimento e adoção das tecnologias MAM continua a ser baixo, particularmente se a análise se concentrar nas PME. A educação foi identificada como uma das barreiras para a maior implementação destas tecnologias. A maioria dos fabricantes de moldes e ferramentas na Europa ainda são PME com elevada capacidade de inovação, mas com formação baixa ou nula sobre as tecnologias MAM.
Desta forma, a atividade 3 envolveu a criação de um programa de formação para estudantes de engenharia, duplicado em todas as universidades e escolas de engenharia dos parceiros do ADDITOOL. Este curso inclui cursos teóricos, trabalhos experimentais em laboratórios e visitas ao ecossistema local de cada parceiro.
O programa de formação foi ministrado pela ENIT, ESTIA, FADA CATEC, IPLEIRIA e UPV/EHU, nas suas próprias instalações. Além disso, a CEIT e a LORTEK também participaram na conceção e criação do módulo e nas visitas dos estudantes às suas instalações.
O módulo de formação proposto inclui formação específica em tecnologias MAM para o sector de moldes e ferramentas. Foi concebido um curso de dez dias para engenheiros e técnicos com alguma experiência no sector e com uma formação anterior conferente de grau. É constituído por seis módulos principais, que estão depois divididos em tópicos mais específicos. Pretendeu-se cobrir todos os conteúdos relevantes das tecnologias MAM e a sua potencial aplicação no sector das ferramentas. Os tópicos abordados foram:
• Introdução ao sector de ferramentas e tecnologias MAM
•Materiais para tecnologias MAM adaptados ao sector de ferramentas, incluindo tanto pós como fios
• Regras de projeto multi-processo para L-PBF, DED LASER - fio, DED arco - fio, DED LASER - pó, ...
• Otimização topológica adaptada às tecnologias MAM
•Programação de trajetórias tanto para máquinas-ferramentas como para robôs cartesianos
• Trabalho prático, que contou com os equipamentos disponíveis em cada parceiro
• Visitas a empresas locais
TECNOLOGIA /
59 REVISTA MOLDE CEFAMOL
/ / Fig. 11 - Direita: demonstrador PT2, desenvolvido pelo CDRSP em articulação com a Vidrimolde. Esquerda: resultado do fabrico por L-PBF seguido de deposição de camadas de Inconel 718 por DED LASER – pó.
No total, 60 estudantes receberam formação durante duas semanas, principalmente engenheiros e investigadores de doutoramento, mas também pessoas vindas de empresas – Figura 15.
Em resumo, graças ao projeto ADDITOOL, 60 pessoas foram formadas ao longo de um ano para ajudar a integrar tecnologias MAM nas empresas. Além disso, a conceção e o desenvolvimento do curso serviram para criar redes de colaboração entre parceiros e parceiros associados.
Numa outra perspetiva, o projeto organizou ainda ações de mobilidade de investigadores entre os diversos centros de investigação. As pessoas que participaram na tarefa tiveram a oportunidade de ser recebidas em diferentes centros para apresentar o seu trabalho, partilhar métodos, e realizar intercâmbio com a comunidade de investigação de cada parceiro.
No total, foram realizadas mais de 16 mobilidades entre estudantes de doutoramento, pós-doutoramento, engenheiros e investigadores. A duração variou entre 2 dias e várias semanas, conforme o programa, e realizou-se a partir de outubro de 2022.
Graças à mobilidade, os parceiros puderam tirar partido da experiência uns dos outros e desenvolver competências sobre temas relacionados com as respetivas áreas de investigação. O objetivo é ter uma base comum de conhecimentos na área SUDOE, partilhar boas práticas entre os diferentes intervenientes e avançar conjuntamente em toda a cadeia de valor das tecnologias MAM (conceção, simulação, programação, controlo e monitorização de processos, testes não destrutivos, etc.).
DIFUSÃO
O projeto ADDITOOL foi largamente disseminado, primariamente através do website https://www.additool.eu/, mas também através da presença nas redes sociais, em eventos e feiras relacionadas com o sector e publicações em revistas de disseminação tecnológica. Foram também realizados 7 webinares sobre diversos aspetos das tecnologias MAM, nos quais participaram 125 pessoas [3]. Estes webinares estão também disponíveis no Youtube, onde contaram com mais de 350 visualizações. Por último, foi organizada a conferência final do projeto, em San Sebastian, que contou com mais de 100 participantes. Neste evento, para além da apresentação dos
resultados do projeto, houve ainda lugar a apresentações de oradores convidados de entidades de referência ligadas às tecnologias MAM [4].
CONCLUSÕES E DESAFIOS
Embora as tecnologias MAM não substituam nenhum processo de fabrico tradicional, são um catalisador essencial para a criação e inovação e funcionam como um bom complemento para melhorar a competitividade. No entanto, apesar de a margem potencial para a adoção destas tecnologias em todos os sectores (e particularmente no sector das ferramentas) ser considerada muito grande e possa ter um impacto disruptivo, o nível de conhecimento e adoção do MAM continua a ser baixo, particularmente se a análise se concentrar nas PME.
Do inquérito realizado na primeira atividade do projeto ADDITOOL, foram identificados os obstáculos que inibem uma maior implantação do MAM: o investimento inicial foi identificado como o primeiro obstáculo, seguido dos custos das peças produzidas. No que diz respeito aos desafios da utilização do MAM, a certificação e a redução de custos foram consideradas mais difíceis do que a conceção ou o fabrico. Por outro lado, a liberdade na conceção foi selecionada como a maior vantagem da utilização do MAM em relação às tecnologias convencionais.
A identificação de oportunidades para o desenvolvimento da tecnologia foi traduzida em casos de estudo demonstradores, em articulação direta com os parceiros associados ao projeto. Os resultados demonstram, de forma clara, que embora subsistam desafios na implementação destas tecnologias, é viável a sua aplicação na grande maioria dos casos.
Outro vetor de grande importância foi a formação. Foi dada oportunidade a estudantes e técnicos de empresas de participarem numa iniciativa que reuniu competências de 9 entidades internacionais de ensino / investigação, o que constituiu uma significativa mais-valia para o desenvolvimento dos seus conhecimentos das tecnologias MAM.
As ações de disseminação incluíram os webinares, disponíveis publicamente [3], cujo propósito é disseminar o conhecimento e casos práticos de aplicação a todos. A conferência final do projeto constituiu o corolário de 2 anos e meio de trabalhos e colaboração entre os parceiros, tendo sido possível contar mais de 100 participantes, que tiveram oportunidade de contactar com os parceiros do projeto e com oradores convidados em tópicos muito relevantes desta área.
REFERÊNCIAS
[1] ADDITOOL «Relatório de diagnóstico do fabrico aditivo metálico (MAM) no sector dos moldes e ferramentas», Consórcio ADDITOOL, Entregável 1.1.1, mai. 2021. [Em linha]. Disponível em: https://www.additool.eu/gestor/recursos/ uploads/files/deliverables/D1.1.1_Diagnosis_Report_of_MAM_in_tooling_ sector_PT.pdf
[2] ADDITOOL, «Estudo de oportunidades para tecnologias de fabrico aditivo metálico (MAM) no sector das ferramentas», Consórcio ADDITOOL, Entregável 1.1.2, mai. 2021. [Em linha]. Disponível em: https://www.additool. eu/gestor/recursos/uploads/files/deliverables/D1.2.1%20Study%20of%20 opportunities%20for%20MAM%20in%20tooling%20sector_PT.pdf
[3] ADDITOOL «ADDITTOL WEBINARS». [Em linha]. Disponível em: https://www. additool.eu/en/webinars-2
[4] «METAL ADDITIVE MANUFACTURING CONFERENCE». [Em linha]. Disponível em: https://www.additool.eu/en/metal-additive-manufacturingconference-2023

// TECNOLOGIA
N 138 JULHO 2023 60
/ / Fig. 15 - Ações de formação nos diversos parceiros.
A TECNOLOGIA AO SERVIÇO DAS PESSOAS NA INDÚSTRIA DE MOLDES
Marisa Santos *
* Departamento de Marketing | Ibermática an Ayesa Company em Portugal
O mundo industrial da atualidade vive desafios globais profundos e específicos - a que a própria indústria de moldes não é alheia.
Hoje em dia, a principal dificuldade da generalidade das empresas industriais são os recursos humanos. E, na realidade, as opções estratégicas adotadas pelas empresas têm um grande impacto na motivação das pessoas para trabalhar na indústria e, assim, na capacidade deste sector em atrair profissionais qualificados.
Dado o nível da evolução social que existe hoje nos países mais desenvolvidos, os vetores de recrutamento e retenção dos recursos humanos já não são apenas financeiros. E a tecnologia por si só também já não é suficiente para atrair os jovens para a indústria. De facto, o conceito de que as coisas não são de quem as possui, mas de quem as usufrui, é cada vez mais uma realidade nas camadas mais jovens, juntamente com a valorização do bem-estar e cuidado com o meio ambiente.
E, neste sentido, os conceitos da indústria 5.0 estão alinhados com as novas necessidades tanto do mercado como das pessoas e trazem consigo os ingredientes que são cada vez mais valorizados pelos profissionais.
DA INDÚSTRIA 4.0 À INDÚSTRIA 5.0

Indústria 5.0, indústria 4.0, tecnologia disruptiva, pessoas no centro da tecnologia… O que é que estes conceitos significam? Existem vários conceitos que, nos últimos anos, começam a ouvir-se cada vez mais no nosso dia a dia. E isso deve-se ao facto de que as mudanças na indústria são cada vez mais rápidas, pela grande capacidade de evolução da tecnologia.
Antes de explorarmos os conceitos de indústria 5.0 e de tecnologia disruptiva - ou mesmo os acontecimentos que levaram a colocar as pessoas no centro das organizações, necessitamos enquadrar o seu contexto geral.
REVISTA MOLDE CEFAMOL TECNOLOGIA / A INDÚSTRIA
–
4.0 RUMO À INDÚSTRIA 5.0
61
A implementação de sistemas para a digitalização nas empresas, automatização e IoT ou Internet of Things deram origem ao início da Quarta Revolução Industrial - também denominada por indústria 4.0.
OS INÍCIOS DA INDÚSTRIA 4.0
A Terceira Revolução industrial decorreu no século XX e teve por base a utilização da energia elétrica como força motora ao serviço da indústria, o que permitiu a introdução de novos conceitos de organização e de trabalho.
Graças à evolução da tecnologia, foram surgindo novas tendências, que conduziram a indústria a uma nova fase de evolução. E esta evolução começou a materializar-se com a implementação de sistemas digitais – que, mais tarde, permitiram desenvolver processos completos de digitalização empresarial. Em consequência, surge uma maior automatização de sistemas, que culminou com o conceito de Internet das Coisas ou Internet of Things.
E tudo isto marcou o início da Quarta Revolução Industrial - mais conhecida como indústria 4.0.
Agora, a questão que se coloca é: se estamos numa transição recente para uma nova era - que é a indústria 4.0, porquê a necessidade de falar de indústria 5.0?
O QUE É A INDÚSTRIA 5.0?
A rápida evolução da humanidade e a capacidade de adaptação a novos desafios, bem como a oportunidade de desenvolver novas técnicas e sistemas, proporcionaram-nos transformações a uma velocidade impressionante.
E é precisamente por isso que iniciamos um novo rumo da revolução industrial.
Todas as revoluções industriais têm como pilar o aparecimento de uma tecnologia disruptiva. No entanto, a chegada de uma nova revolução muitas vezes não substitui a anterior – pelo contrário, pode servir para consolidá-la. É este o caso da indústria 5.0 - que essencialmente vai ajudar a melhorar vários aspetos dos princípios da indústria 4.0, colocando-a ao serviço das pessoas.
EM QUE SE DIFERENCIAM A INDÚSTRIA 4.0 E A INDÚSTRIA 5.0?
A indústria 4.0 centrou o seu foco nos acionistas, levando-os a orientar os seus esforços na otimização do desempenho das organizações, para a obtenção de benefícios como consequência de maior eficiência. Por outro lado, a indústria 5.0 concentra a sua atenção em todas as partes interessadas da organização: desde os trabalhadores, passando pelos acionistas e o meio ambiente.
Daí que a indústria 5.0 chegou para fortalecer a indústria 4.0 - tratase do uso adequado e mais humano de toda a tecnologia disruptiva disponível.
Neste sentido, falamos da humanização das empresas e da indústria, ou seja, as pessoas no centro das organizações.
INDÚSTRIA 5.0 - QUAIS OS PILARES FUNDAMENTAIS?
A indústria 5.0 tem por base os seguintes pilares:
• Pessoas – trata-se de um fenómeno Human-Centric, isto é, centrado nas pessoas, que são as que gerem e garantem toda a tecnologia e digitalização que a indústria 4.0 nos trouxe;
• Sustentabilidade;
• Resiliência
PILAR 1: AS PESSOAS
Qual o papel das pessoas na nova era da digitalização industrial ou indústria 5.0? por que razão passam a ser um pilar fundamental?
Na realidade, a indústria 4.0 centrou-se na modernização das empresas, nomeadamente, no desenvolvimento de meios auxiliares para a gestão, captura de dados na fábrica, cibersegurança e integração dos diferentes sistemas de gestão operacional - com o objetivo de obter uma única fonte de verdade (o dado único), informação em tempo real, mobilidade, entre outros.
A indústria 5.0, para além de favorecer a implementação das novas tecnologias e a adoção de novas formas de trabalho, introduz também novos princípios, destacando as pessoas na concretização dos objetivos das organizações e funcionando como motor para a inovação.
Neste sentido, a tecnologia passa agora a ser um meio para as pessoas, um instrumento para atingir um fim e não um fim em si mesmo. Ou seja, as novas capacidades tecnológicas proporcionadas pela indústria 4.0 são criadas e desenvolvidas para e pelas pessoas.
E é precisamente por este motivo que podemos afirmar que, esta nova revolução industrial surge em prol das pessoas, isto é, com uma vertente marcadamente Human Centric. Desta forma, a tecnologia passa a estar ao serviço do ser humano, dando lugar a uma nova colaboração entre homem-máquina.
Por outras palavras, a indústria 5.0 tem como objetivo combinar estes dois mundos, criando sinergias, reforçando-se e complementandose. Desta forma, é possível potenciar algumas das capacidades que já possuímos como seres humanos, melhorar a vida de cada um e criar um meio ambiente mais alinhado com os valores da atualidade, através de processos mais sustentáveis.
PILAR 2: SUSTENTABILIDADE
Um dos pilares fundamentais da indústria 5.0 diz respeito ao desenvolvimento da produção através de sistemas baseados em energias renováveis.
Neste contexto, não podemos deixar de referir o Acordo de Paris, que tem como objetivo limitar o aquecimento global em 2 graus Celsius e tentar cumprir a meta inicial de mantê-lo em 1,5 graus Celsius, para evitar as consequências catastróficas das alterações climáticas.
Em concreto, no dia 28 de novembro de 2019, o Parlamento Europeu adotou uma resolução para que os países membros da União Europeia (UE) se comprometam a atingir a neutralidade das emissões de dióxido de carbono até 2050, sendo este o objetivo a longo prazo para cumprir o Acordo de Paris, e estabeleceu o objetivo de cortar 55 % das emissões dos gases com efeito de estufa até 2030.
Adicionalmente, com a aprovação final da Diretiva de Comunicação de Informações sobre a Sustentabilidade das Empresas, por parte do Conselho Europeu (CE), no final de 2022, em breve as empresas –em concreto: as grandes empresas; todas as empresas cotadas em mercados regulamentados, com exceção das microempresas; e as PME cotadas - serão obrigadas a publicar informações detalhadas sobre questões de sustentabilidade.
// TECNOLOGIA
N 138 JULHO 2023 62
Em comunicado, Jozef Síkela, Ministro da Indústria e Comércio da República Checa, referiu que "As novas regras tornarão mais empresas responsáveis pelo seu impacto na sociedade e orientálas-ão para uma economia que beneficie as pessoas e o ambiente. Os dados sobre a pegada ambiental e social estarão publicamente disponíveis para qualquer pessoa interessada nesta pegada. Ao mesmo tempo, os novos requisitos alargados são adaptados a várias dimensões de empresas e proporcionam-lhes um período de transição suficiente para se prepararem para os novos requisitos"
Neste sentido, a indústria 5.0 tem como missão reduzir as emissões de carbono em 55 %, criando assim uma indústria mais sustentável, com maior respeito pelos recursos naturais e pelo meio ambiente. Assim sendo, as empresas terão de promover investimentos e financiamentos adicionais, com vista a facilitar a transição para uma economia sustentável, tal como delineada no Pacto Ecológico.
Desta forma, a política de sustentabilidade passa a estar na agenda prioritária das empresas, que necessitarão reforçar as suas iniciativas relativamente ao desenvolvimento de processos industriais circulares, conducentes a:
• reutilização e reciclagem de recursos – produtos e materiais;
• separação e redução de resíduos;
• minimização - ao máximo - do impacto ambiental;
• melhoria da eficiência energética;
• incremento das energias renováveis ao nível do consumo de energia;
• redução das emissões de gases com efeito de estufa;

• entre muitas outras.
PILAR 3: RESILIÊNCIA
O que queremos dizer quando falamos de resiliência? A resiliência é definida como a capacidade e flexibilidade para enfrentar mudanças.
Tanto os mercados, como as cadeias de valor globalizadas enfrentam permanentemente novas situações e/ou crises, em diferentes ambientes - no âmbito político e de emergências naturais. Este tipo de situações faz com que o impulso face à indústria 5.0 ganhe protagonismo, tanto a nível europeu, como global. E, destacar, assim, a tecnologia e inovação como ingredientes necessários para a evolução do ecossistema industrial - um ecossistema que deve desenvolver a sua capacidade de adaptabilidade e saber reagir aos imprevistos.
QUAIS AS CARACTERÍSTICAS DE UMA EMPRESA RESILIENTE?
Quando falamos de uma empresa resiliente, falamos de organizações que adotaram e promoveram culturas flexíveis e estratégias ágeis, aproveitando a disrupção tecnológica e utilizando todos os softwares e hardwares que tiveram ao seu alcance.
Se bem que temos ainda muito por descobrir neste campo, existem algumas práticas que podem ser úteis como primeiro passo para converter uma empresa numa empresa mais resiliente:
• desenvolvimento de técnicas inovadoras: produção modular, fábricas com gestão à distância (fábricas operadas remotamente);
• uso de novos materiais;
• controlo e gestão de riscos e incidentes em tempo real.
TECNOLOGIA /
Estas práticas fazem com que as indústrias caminhem em direção à resiliência. Mas, quais são as características de uma empresa resiliente? De acordo com vários estudos, as empresas resilientes cumprem os seguintes parâmetros:
ESTÃO PREPARADAS
Dentro das estratégias destas organizações, está sempre incluída uma em específico: aquela que é planeada para cenários improváveis e negativos. Em virtude deste "plano de adaptação a novas situações”, que podem não chegar a acontecer, as empresas conseguem, com relativa facilidade, gerir os novos cenários nos quais se encontram - um exemplo claro disso foi a pandemia que recentemente atravessámos.
ADAPTAM-SE
As empresas, além de terem planos adaptados a qualquer tipo de cenário, a capacidade de se adaptar aos mesmos é essencial. No fundo, de nada adianta ter um plano perfeito, se, quando a empresa chega a esse momento, não está preparada para o colocar em prática.
A flexibilidade e a capacidade de adaptação são características essenciais que os líderes devem promover para o futuro das suas organizações.
COLABORAM
A colaboração reduz riscos, acelera a tomada de decisões e impulsiona a inovação. Além disso, a colaboração em conjugação com a integração entre os diferentes departamentos elimina os silos de informação e melhora a tomada de decisões.
GERAR CONFIANÇA
Gerar confiança é um desafio nas organizações, sendo que alcançálo é essencial para melhorar a comunicação e a transparência relativamente aos stakeholders mais críticos.
SÃO RESPONSÁVEIS
Para além de serem rentáveis e crescerem no mercado, é importante que as empresas sejam responsáveis quanto aos seus stakeholders e também quanto ao meio ambiente. Em consequência, a empresa reveste-se da capacidade de adaptabilidade ótima para poder responder de forma rápida e eficiente a eventos disruptivos que possam ocorrer.
Neste sentido, considera-se que este é o pilar que encerra o círculo da indústria 5.0.
INDÚSTRIA 5.0 – A INDÚSTRIA RUMO À ÉTICA SOCIAL?
No que diz respeito à questão da indústria 5.0 conduzir o setor industrial rumo à ética social, poderemos dizer que sim, até um determinado ponto – isto é, de facto, a Indústria caminha, cada vez mais, em direção à Ética Social.
Na realidade, a indústria 5.0 reconhece o enorme poder deste sector como elemento transformador - para alcançar objetivos de emprego, crescimento e, acima de tudo, de bem-estar das pessoas e de sustentabilidade do planeta.
Efetivamente, esta nova tendência está alinhada com o momento particular em que vivemos, assistindo-se a fenómenos de:
• escassez de recursos - é necessário promover a motivação e bemestar das pessoas, para que sejam capazes de utilizar da melhor forma os seus conhecimentos e a tecnologia, beneficiando todo o ecossistema e seus intervenientes;
• redução de custos - é fundamental trabalhar de forma eficiente e ser consciente dos recursos escassos do nosso planeta e, simultaneamente, das exigências colocadas pelos clientes;
• as empresas trabalham para as pessoas - os trabalhadores devem ser um investimento para as organizações e não um custo;
• sustentabilidade – o objetivo terá de ser “fazer mais com menos”, ou seja, investir na denominada “Produção Circular”, minimizando a pegada de carbono e aproveitando ao máximo cada recurso ao nosso dispor.
Em resumo, a indústria 5.0 vai mais além do conceito da indústria 4.0.
A IMPORTÂNCIA DO CONCEITO DE INDÚSTRIA 5.0 NA INDÚSTRIA DE MOLDES
De forma genérica, podemos dizer que a indústria como um todo terá um papel importante a desempenhar na transição para uma sociedade centrada no ser humano, sustentável e resiliente.
Além disso, para que a indústria continue a ser um dos motores do desenvolvimento económico, terá incontornavelmente de se adaptar, inovar e desenvolver novos modelos, para entrar naquele que se considera ser o novo paradigma social e ambiental que enfrentamos e enfrentaremos. Neste sentido, a própria indústria de moldes tem reunidas todas as condições para começar a eliminar uma das grandes debilidades com que se tem debatido nos últimos tempos.
Nos dias de hoje, as empresas já não podem concentrar-se somente nos benefícios trazidos pela adequada implementação da tecnologia – isto é, nos elevados níveis de produtividade e eficiência, para alavancar a sua competitividade.
Na realidade, a sustentabilidade e crescimento das empresas da indústria de moldes terá de passar por:
• utilização ótima da tecnologia, permitindo às empresas alinhar-se com as novas formas de trabalho remoto e valorização de bemestar, privilegiadas pelas novas gerações de profissionais;
• agilidade e flexibilidade de processos, para uma tomada de decisões mais rápida e resiliente face à volatilidade do mercado – que ainda se prevê instável e ambíguo nos próximos tempos;
• reforço de uma política de sustentabilidade robusta, com a introdução de fontes de energia renováveis e desenvolvimento de processos industriais circulares para diminuição da pegada carbónica.
Desta forma, as empresas da indústria de moldes não só estarão a preparar-se, cada vez mais e melhor, para alavancar a sua posição no mercado perante os seus concorrentes, como também perante os seus futuros colaboradores.
No fundo, ao alinhar-se com os conceitos trazidos por esta nova era da digitalização, estas organizações irão reforçar a sua atratividade em recrutar e reter os talentos que irão definir a indústria de moldes 5.0!
// TECNOLOGIA
N 138 JULHO 2023 64
CRIAR VÁCUO NA CAVIDADE EFICÁCIA & VIABILIDADE
Rui Rocha * Diretor Eurocumsa
A ideia não é nova e é frequente surgirem problemas associados à dificuldade em “evacuar” o ar da cavidade, de forma a evitar formação de pequenas bolsas de ar em determinadas zonas quando injetamos o plástico.
Os problemas causados pela presença de ar encurralado são muito variados e podem pôr em causa tanto a integridade mecânica da peça como comprometer a mesma a nível visual. Estes defeitos podem levar a níveis de “scrap” incomportáveis e, no limite, a graves problemas com reclamações de utilizadores finais do produto.
Os problemas mais frequentes têm a ver com linhas de união, queimados, dificuldade de enchimento e compactação, no entanto, há uma parte “não visível” relacionada com tempos de ciclo, manutenção de molde e a utilização de maiores pressões de enchimento que não são normalmente considerados, mas que também pesam na rentabilidade produtiva.
Por todas estas razões, conseguir injetar numa cavidade em vácuo seria desejável, no entanto, são muitas as dificuldades para conseguir criar este efeito de forma eficiente.
Com a experiência acumulada na nossa empresa, concluímos que o sucesso deste objetivo aumenta consideravelmente se tal for implementado na fase de projeto em que algumas das condicionantes podem logo ser otimizadas ou mesmo anuladas.
No entanto, não deixa de ser um desafio já que para a criação de um vácuo razoável é essencial que se consiga isolar a zona moldante para evitar a entrada de ar. Desta forma, é essencial uma análise do molde e reajustar as nossas expectativas em função do objetivo e do que será tecnicamente possível de controlar. Por exemplo, não poderemos esperar o mesmo tipo de resultado entre um molde simples, sem movimentos e alguns extratores, e um molde “atulhado” de balancés e movimentos com linhas de junta complexas.

REVISTA MOLDE CEFAMOL TECNOLOGIA /
65
Esta avaliação inicial, permite-nos concluir se é viável isolar toda a cavidade ou se será mais realista concentrar os nossos esforços em determinadas áreas em que, seja por experiência, seja por indicação de um estudo reológico, se adivinhem mais problemáticas.
São muitas as soluções e caminhos que podemos explorar para remover o ar da cavidade, na realidade, cada possibilidade de entrada de ar pode ser transformada numa via para a sua remoção! Uma das soluções mais simples e eficientes de implementar, é a utilização das fugas de gases já existentes… basta criar um coletor em redor da linha de junta e colocar uma máquina de vácuo!

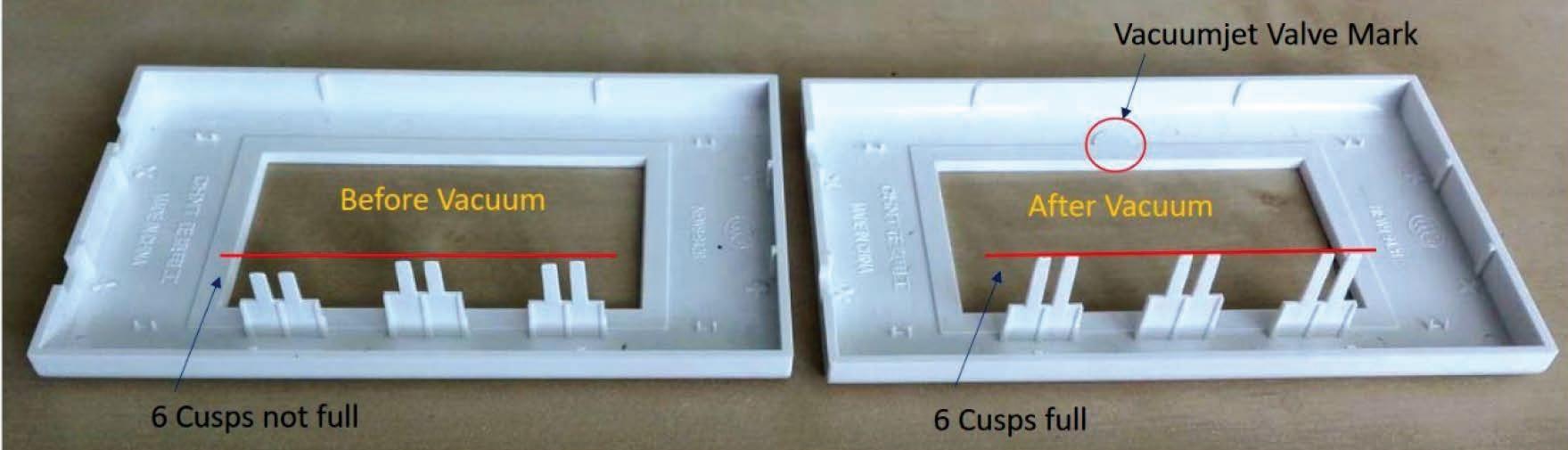
Durante os últimos anos, desenvolvemos várias máquinas e acessórios para a realização e otimização do vácuo e contamos com muitos casos de sucesso que nos fazem acreditar que merece a pena olhar para este conceito como um argumento técnico válido que pode, e deve, ser explorado comercialmente… na realidade o seu baixo custo de implementação será facilmente rentabilizado.
Em conclusão, apesar de não haver certezas no início do processo, se o estudo for bem executado as probabilidades de sucesso são grandes e a relação custo / benefício dificilmente será negativo.
Vejamos dois exemplos:
Problema de enchimento.
Dentro do nosso portfólio contamos com muitos casos de sucesso para melhorar ou mesmo eliminar linhas de união, queimados, dificuldades de enchimento e melhoria estética.
A nível de processo, contamos com reduções no tempo de ciclo, redução de pressões de injeção /compactação e frequência na manutenção, estes com efeitos diretos no tempo de vida útil do molde.
Para mais informação:
https://www.youtube.com/watch?v=e11hF25ymr4&t=4s
// TECNOLOGIA
Eliminação de queimados
N 138 JULHO 2023 66
Melhoria estética em materiais com carga.
BENEFÍCIOS DO 3D PARA A INDÚSTRIA DA CONSTRUÇÃO
Rafael Mateus * * Responsável pela área de Fabricação Aditiva na Emetrês
A indústria da construção está em constante evolução, e os avanços tecnológicos têm desempenhado um papel significativo nesta transformação. A tecnologia de impressão em 3D tornou-se uma das tecnologias mais inovadoras que revolucionaram a indústria da construção. Com a tecnologia de impressão 3D, os projetos de construção podem ser concluídos de forma mais rápida, eficiente e sustentável do que nunca. Desde práticas de construção amigas do ambiente a uma maior precisão e eficiência, vamos abordar as muitas formas como a tecnologia de impressão em 3D está a transformar o sector da construção
A indústria da construção está a ser transformada pela tecnologia de impressão 3D. Ao contrário dos métodos tradicionais de construção, esta tecnologia permite a construção de desenhos mais complexos e inovadores, trazendo maior flexibilidade e personalização aos projetos de construção.
Designs mais complexos e inovadores: Uma das vantagens mais significativas da impressão em 3D é que pode produzir peças e componentes com formas e geometrias intrincadas. Isto ajuda a permitir desenhos mais inovadores e complexos em projetos de construção, proporcionando maior flexibilidade e adaptabilidade face a requisitos de projetos únicos.
Poupar tempo, materiais e mão-de-obra: A indústria da construção pode poupar tempo e mão-de-obra com a adoção da tecnologia de impressão 3D. Ao automatizar certos aspetos do processo de construção, esta tecnologia pode reduzir a necessidade de mão-de-obra e acelerar a produção de peças e componentes de construção. Além disso, as peças podem ser impressas no local da construção, reduzindo assim os custos de transporte de uma fábrica para o local de trabalho. Com a precisão e personalização da tecnologia de impressão em 3D, o desperdício de material pode ainda ser significativamente reduzido, resultando em economias de custos.
Flexibilidade e personalização: Os componentes podem ser impressos em 3D em qualquer tamanho ou forma, facilitando
a sua adaptação aos requisitos específicos do projeto. Isto pode ser especialmente valioso quando se trata de resolver desafios no local, tais como ajustar o desenho para satisfazer necessidades em mudança, ou incorporar materiais novos ou diferentes num projeto.
Construção modular: A tecnologia de impressão 3D também pode ajudar a facilitar a construção modular, que envolve a montagem de peças pré-fabricadas no local. Esta abordagem tem o potencial de aumentar a sustentabilidade e reduzir o desperdício, uma vez que permite a produção de peças personalizadas que se encaixam como peças de puzzle, eliminando assim a necessidade de trabalhos de corte, perfuração ou soldadura. Além disso, a construção modular pode reduzir a quantidade de materiais de construção necessários, diminuir o tempo de montagem, e minimizar o impacto ambiental causado pelas atividades de construção no estaleiro.
AMIGA DO MEIO-AMBIENTE?
Com a crescente necessidade de práticas sustentáveis na indústria da construção, a tecnologia de impressão 3D oferece numerosas soluções de construção amigas do ambiente. Eis alguns benefícios de utilizar a impressão em 3D para promover práticas de construção sustentável:
Redução da Pegada de Carbono: A impressão em 3D pode minimizar significativamente os resíduos e as emissões de transporte, reduzindo assim a pegada de carbono dos projetos de construção. A impressão em 3D no local pode também reduzir a quantidade de materiais necessários para o transporte e armazenamento, acabando por diminuir o consumo de combustível e as emissões de gases com efeito de estufa.
Materiais sustentáveis: A impressão em 3D pode utilizar uma variedade de materiais sustentáveis, incluindo bioplásticos e

N 138 JULHO 2023 // TECNOLOGIA
68
materiais reciclados. Ao otimizar a utilização de materiais, a impressão em 3D permite práticas de construção mais eficientes e sustentáveis.
Impressão eficiente: A utilização de impressoras 3D eficientes em termos energéticos pode reduzir ainda mais o impacto ambiental e os custos energéticos. As mais recentes impressoras 3D utilizam o mínimo de energia e podem ser alimentadas por fontes de energia renováveis.
IMPLICAÇÕES FUTURAS PARA A INDÚSTRIA DA CONSTRUÇÃO
Como a tecnologia de impressão em 3D continua a desenvolverse, as suas implicações potenciais para a indústria da construção são vastas. Falamos por exemplo numa inteligente abordagem da escassez de habitação: A tecnologia de impressão em 3D tem o potencial de revolucionar a construção de habitações a preços acessíveis, que é escassa em muitas partes do mundo. Ao aumentar a velocidade da construção e reduzir os custos, a impressão em 3D pode ajudar a resolver esta questão global.
Além disso, com a impressão em 3D, é possível integrar materiais e sensores inteligentes em estruturas, melhorando a funcionalidade e a sustentabilidade. Por exemplo, os sensores impressos em 3D podem monitorizar a utilização de energia de um edifício e otimizar a sua eficiência.
Tenha ainda em conta que a tecnologia de impressão em 3D tem o potencial de produzir estruturas maciças que seriam impossíveis com os métodos de construção tradicionais. Isto inclui pontes, túneis, e mesmo edifícios inteiros. A adoção da tecnologia de impressão 3D pode levar a uma maior inovação e competitividade na indústria da construção. As empresas que investem na impressão 3D estão provavelmente mais bem equipadas para lidar com projetos de construção complexos e inovadores.
Desde a revolução das possibilidades de design até à redução de resíduos e emissões de transporte, aumento da eficiência e precisão, e poupança de custos, a adoção da impressão 3D pode melhorar o processo de construção e fornecer soluções sustentáveis e amigas do ambiente. As implicações futuras da impressão em 3D na construção são excitantes, uma vez que a tecnologia tem o potencial de resolver a escassez de habitação acessível e melhorar os projetos de infraestruturas. Ao abraçar o potencial inovador da impressão em 3D, a indústria da construção pode posicionar-se para uma maior competitividade e sucesso no futuro. E nesse caminho, a Emetrês é o seu parceiro de eleição, dado o vasto histórico que apresenta no campo da fabricação aditiva e no invejável portefólio de soluções que coloca à disposição do mercado nacional.
TECNOLOGIA /
69 REVISTA MOLDE CEFAMOL
MOLDES SANDWICH E MULTI-COMPONENTES: DOMINAR O DESAFIO DA TECNOLOGIA MÉDICA
Horst-Werner Bremmer *
* Director de Vendas GÜNTHER Hot Runner GmbH
A pandemia demonstrou que os sistemas de saúde atuais já não podem prescindir do plástico. A razão é que o plástico é em grande parte responsável por garantir que os padrões de higiene sejam mantidos e que as infeções e transmissões bacterianas sejam evitadas. O mesmo acontece com os dispositivos médicos.
que já tínhamos realizado projetos especiais na indústria médica e sabíamos que a tecnologia “Valve Gate” era ideal para este projeto. Os requisitos para o sistema de canal quente incluíam um ponto de entrada limpo, enchimento uniforme de todas as peças e, acima de tudo, fiabilidade. Foram utilizados bicos de válvula 6NMT com uma cabeça de bico pequena para garantir os mínimos espaçamentos de cavidade necessários. Este bico de válvula com um elemento de aquecimento convencional é composto por um “Shaft” de duas partes em liga de titânio e aço inoxidável, o que garante um perfil de temperatura altamente homogéneo em todo o comprimento do bico graças ao seu elemento de aquecimento. O material é assim conduzido suavemente pelo tubo de material. Durante o movimento de fecho, a agulha é primeiro orientada através de um cone no interior do dispositivo de pré-centralização cilíndrica para uma inserção precisa no ponto de entrada de injeção.
O plástico é altamente benéfico, uma vez que equipamentos como as máquinas de diálise não poderiam realmente funcionar sem este material. Atualmente, os plásticos são utilizados em praticamente todas as áreas da medicina, em artigos como embalagens esterilizadas, seringas, cateteres, sistemas de mangueiras, implantes, substitutos artificiais ou formas de dosagem de medicamentos. Os produtos de utilização única oferecem vantagens, sobretudo em termos de higiene e, consequentemente, substituem cada vez mais as peças reutilizáveis de vidro ou metal.
Sempre que são utilizados produtos de plástico na medicina, são necessários processos de fabrico fiáveis e eficientes. A tecnologia de canal quente aqui apresentada garante a máxima fiabilidade do processo para montagens complexas e peças moldadas cada vez mais pequenas. Um exemplo atual são os dois componentes do revestimento para testes de fluxo lateral.
O dispositivo de ensaio é constituído por uma cassete, cujos revestimentos de plástico superior e inferior envolvem uma tira de almofada composta na qual são inseridos vários produtos químicos. Em março de 2020, foi adjudicado a um fabricante do Reino Unido um contrato para produzir um molde de teste de oito bicos diretos e o molde correspondente de produção em série com 32 bicos para as secções de cobertura superior e inferior.
O projeto exigia não só um fabricante de moldes tecnicamente competente, mas também um fornecedor inovador de canais quentes. Foi aqui que nos foi pedido o envolvimento, uma vez
O atuador de agulha utilizado proporciona um controlo preciso e inteligente da agulha para uma instalação e tecnologia de ligação simples. A abertura uniforme dos bicos individuais com chapa das válvulas garante um processo de injeção fiável, mesmo com os pesos de injeção mais pequenos. O mecanismo de curso ANEH é utilizado tanto no molde de teste de oito bicos como no molde de produção em série de 32 bicos.
SISTEMA DE CANAL QUENTE FÁCIL DE LIMPAR EM PRODUTOS DESCARTÁVEIS
As aplicações especiais multi-componentes ou os moldes familiares são altamente desafiantes, como o que foi utilizado para fabricar uma alavanca de bloqueio com uma agulha de injeção em que a agulha metálica é sobremoldada. Uma vez que o desenho da peça para a alavanca de bloqueio foi alterado, o molde teve de ser concebido de raiz. A lógica ditava que o desenho do molde tinha de ser criado de forma a poupar nos tempos de injeção. No entanto, o equilíbrio entre os diferentes volumes de peças causou problemas. Foi aqui que entrou a nossa solução, com o seu acionamento elétrico para sistemas de fecho por válvulas.
O acionamento elétrico oferece vantagens significativas devido ao seu controlo preciso. Para garantir um processo de injeção fiável, é necessário um funcionamento exato e inteligente da tecnologia de fecho por válvula. Os sistemas valvulados com acionamento elétrico permitem um ajuste variável, mas preciso, da posição da agulha e do comprimento do curso em mais de duas posições. O movimento sincronizado das agulhas também garante uma elevada precisão de reprodução. Para este efeito, é possível abrir as agulhas com um atraso de tempo e equilibrar o molde de modo que ambas as peças sejam preenchidas uniformemente. Neste caso, foi utilizado um sistema de canal quente de válvula com motores eléctricos. O motor SMA 10 E02 garante uma elevada precisão combinada com um
N 138 JULHO 2023 // TECNOLOGIA
70
/ / A solução “back-to-back” com válvulas pneumáticas individuais foi utilizada na aplicação 16+16 bicos.
comportamento ótimo de força-deslocamento. O controlo preciso da válvula de fecho é garantido, uma vez que o motor é utilizado em conjunto com a unidade de controlo DPE correspondente. A agulha também pode ser ajustada no intervalo de 1-100 mm. A entrada de fecho da válvula com o guiamento versão KA com resistências BlueFlow e o corpo “Shaft” de duas partes completam esta aplicação compatível com salas limpas.
A questão fundamental neste projeto era equilibrar as diferentes peças com diferentes volumes, pelo que o controlo estava ligado aos sensores de temperatura e de pressão interna Priamus. Isto assegurou que o equilíbrio fosse efetuado com base nos dados dos sensores de temperatura instalados no final do percurso do fluxo. Quando a massa fundida atinge os sensores, o sistema de controlo retrai a válvula de agulha. O sensor de pressão interno é então utilizado para mudar para a pressão de retenção. O sistema de sensores de temperatura e de pressão interna tem ainda a vantagem de comunicar de forma excelente com o sistema valvulado através da respetiva tecnologia de controlo.
OS MOLDES SANDWICH PODEM AJUDAR A REDUZIR OS CUSTOS
A investigação em curso e as mudanças no mercado, como o aumento dos custos laborais ou as alterações demográficas, estão a obrigar os hospitais e outras instalações médicas a adquirir instrumentos de utilização única para substituir os instrumentos reutilizáveis, que têm custos de preparação de cerca de 2,50 a 3,50 euros por instrumento e ciclo. Isto deve-se ao facto de os custos de aquisição de produtos de utilização única serem, por vezes, significativamente mais baixos do que os custos de preparação de instrumentos reutilizáveis. Se as organizações de saúde utilizarem apenas instrumentos novos, também não incorrerão em custos de reparação.

No entanto, os fabricantes são obrigados a aumentar a sua capacidade de produção para fornecer estes instrumentos de utilização única a um preço económico. É por esta razão que os moldes em Sandwich são mais procurados. Os fabricantes gostam de os utilizar no processo de moldagem por injeção para manterem o tamanho da sua máquina de moldagem por injeção relativamente pequeno, aumentando, no entanto, o volume de peças produzidas. De um ponto de vista financeiro, é fabricada uma quantidade significativamente maior para a taxa horária da máquina. Como resultado, a máquina produz o tamanho de lote planeado em quase metade do tempo, criando simultaneamente capacidades de produção adicionais.
No entanto, no caso de moldes Sandwich, é vital uma estreita coordenação entre o fabricante de moldes, o moldador de injeção e o fabricante de sistemas quentes, uma vez que o layout do sistema de canais quentes é altamente complexo, como mostra o exemplo de um molde de 16+16 bicos para um componente especial de tecnologia médica. A peça a ser produzida é feita de Poliolefina e tem um volume de 10,5 cm3.
Em primeiro lugar, é necessário obter as seguintes informações: Como é que a peça deve ser injetada: com um bico aberto ou com uma válvula de fecho? O tipo de bocal é então selecionado com base no tipo de plástico e na geometria da peça. O tipo de acionamento para o sistema de válvulas depende então da utilização de válvulas individuais ou acionamentos por chapas. São necessárias respostas a perguntas tais como: as peças serão colocadas costas com costas
TECNOLOGIA /
ou intercaladas? A massa fundida será transferida para a área do molde através de um bico longo ou através de um caminho de transferência repartido? Qual é o tempo de injeção esperado ou o caudal de material por unidade de tempo? O tamanho do molde e a altura possível do sistema podem então ser determinados como um passo final.
MONTAGEM E DESMONTAGEM NA LINHA DE SEPARAÇÃO
Os tipos de bicos selecionados para a entrada de material da peça dependem geralmente da qualidade do ponto de entrada exigido. Apenas um sistema de fecho por válvula conseguirá uma entrada completamente livre de fibras. Se for decidido utilizar bicos de canal quente abertos devido a preocupações de custos ou restrições na altura do molde, deve assegurar-se que é possível obter uma descompressão suficiente durante o processo. Se a descompressão da máquina não for adequada, a massa fundida pode correr para a linha de separação quando o molde é aberto. Este excesso conduzirá a um excesso na entrada fria durante o ciclo seguinte, que é subsequentemente visível na peça seguinte ou impede a abertura da entrada durante a injeção seguinte. Podem ser instaladas unidades de descompressão adequadas no injetor para auxiliar a descompressão. Se a questão da descompressão não puder ser claramente resolvida com antecedência, é aconselhável incluir o espaço necessário para as válvulas de alívio no projeto estrutural. Se forem utilizadas agulhas de válvula, a massa fundida não pode sair dos pontos de porta se as agulhas estiverem fechadas no momento certo. As opções de montagem e desmontagem devem ser tidas em conta aquando da escolha do bocal.
Os bicos STT ou STF para sistemas abertos e os bicos NTT ou NTF para a porta de válvula disponíveis são projetados de forma a permitir a montagem e remoção na linha de separação. Isto significa que o resto do sistema de canal quente não precisa de ser desmontado. Se necessário, a ponteira também pode ser substituída com o molde fixo na máquina. Os bicos estão equipados com ligações de ficha para ligar a alimentação e o sensor de aquecimento. Poupa-se tempo e esforço, uma vez que não é necessário desmontar a cablagem até à caixa de fixação dos fios quando se substituem os bicos. O tempo de paragem da máquina de injeção é assim reduzido. O posicionamento do bico é efetuado através de dois ajustes na cabeça. O ajuste superior protege, também, contra potenciais fugas. A passagem dos cabos através da placa de suporte do bico em direção à linha de separação evita a sobrecarga e aquecimento térmico dos cabos. O bico de válvula 6NTT3-150VA com um diâmetro de ponteira de 1,2 mm foi utilizado para o molde de 16+16. O tipo de guia da agulha VA é feito de aço em pó metalúrgico o que garante uma longa vida e uma excelente abertura perto da guia da agulha graças a uma dureza de cerca de 60 HRC.
ALTURA DO MOLDE REDUZIDA
O carburador do sistema quente é concebido para transferir a massa fundida plastificada do injetor de ligação para os bicos de canal quente. No caso do molde de 16+16, os diâmetros dos canais no carburador, os bicos de canais quentes e o injector de ligação foram calculados utilizando o software de simulação SIGMASOFT. As propriedades térmicas do carburador são calculadas, para além dos resultados do cálculo da perda de pressão e do cisalhamento do material. A distribuição ocorre agora para quatro sub-carburadores através de um carburador principal linear. O diâmetro do canal de fusão começa em 16 mm na entrada do injetor principal e é reduzido para 6,2 mm no orifício de saída para o bico de válvula. A disposição intercalada dos bicos no ataque a peça dos moldes torna possível trabalhar com um número menor de carburadores. Isto reduz a altura do sistema e também o peso do molde.
A transferência da massa fundida em sistemas de canais quentes para moldes Sandwich é contínua com um bico de ligação longo e de ponta a ponta ou com um sistema de transferência dividido. Na nossa aplicação, foi necessária uma transferência dividida porque o molde não podia ser fixo como um todo. O lado do bico fixo, o bloco central móvel com um canal quente e o lado do ejetor móvel são fixos separadamente e acoplados na máquina de moldação por injeção. O canal de fusão nos bicos de ligação tem 16 mm de diâmetro. Um bico aberto está instalado no lado do bico fixo e um bico de ligação com uma porta de válvula no bloco central movido. Esta válvula assegura que a massa fundida não pode derramar a linha de separação quando o molde é aberto. A válvula do bico de ligação é acionada por um único cilindro pneumático. A solução back to back com válvulas pneumáticas simples EEV foi utilizada na aplicação de 16+16. Neste caso, os orifícios de alimentação de ar para as válvulas têm de ser bem equilibrados. O equilíbrio e diâmetros dos canais suficientemente grandes são responsáveis por garantir um funcionamento perfeito dos cilindros individuais. A temperatura das chapas do molde onde os EEV são montados não deve exceder 100 °C durante o funcionamento. Isto não foi um problema para esta aplicação, uma vez que a temperatura geral do molde é de 20 °C durante o processo.
Os exemplos mostram que a crescente pressão dos custos nos cuidados de saúde coloca desafios extremos aos fabricantes para aumentarem a sua capacidade de produção e adotarem práticas de trabalho rentáveis. Recomenda-se, portanto, que se procure uma coordenação estreita com o fabricante de moldes e o fabricante de sistemas quentes numa fase inicial do projeto de moldes Sandwich e moldes família ou de aplicações multi-componentes, para garantir o êxito desses projetos.
// TECNOLOGIA
N 138 JULHO 2023 72

NEGÓCIOS
ECONOMIA . MERCADOS . ESTATÍSTICAS
DAVID E GOLIAS: EMPREENDEDORES VERSUS GIGANTES
UM CONSÓRCIO EUROPEU PARA A PROMOÇÃO DA RECICLAGEM DE RESÍDUOS DE PLÁSTICO
// NEGÓCIOS
N 138 JULHO 2023 74
DAVID E GOLIAS: EMPREENDEDORES VERSUS GIGANTES
Vítor Ferreira *
* Diretor Executivo da Startup Leiria e docente do Politécnico de Leiria
A teoria da inovação, um pilar conceptual fundamental para a compreensão do desenvolvimento tecnológico e do progresso industrial, propõe uma visão intrigante sobre os ciclos de vida das tecnologias. Ao longo desses ciclos, observa-se uma oscilação na relevância entre pequenos empreendedores e grandes empresas, especialmente em relação à sua contribuição para a geração de inovação. Tal dinâmica espelha a contínua batalha entre David e Golias, agora encenada no palco da economia global.
Quando uma nova tecnologia surge, abre-se uma porta para que pequenos empreendedores avancem com uma visão de futuro audaciosa e inovadora. Estes empreendedores apostam na inovação de produto, exploratória e arquitetural, investindo em nichos emergentes com um potencial tremendo. No início do século XX, a Europa tinha centenas de fabricantes de automóveis. Nos anos

70 e 80, centenas de empresas apostavam em novos designs de microcomputadores e sistemas operativos. A diversidade e a ousadia desses pioneiros resultaram numa explosão de inovação.
Muitas vezes, as empresas estabelecidas - as Golias da nossa metáfora - tendem a ignorar essas tecnologias emergentes. Estas empresas estão tão concentradas em servir vastos segmentos de mercado com produtos e tecnologias já consolidados, e negligenciam o potencial revolucionário de novos desenvolvimentos. Isso explica, por exemplo, porque os grandes fabricantes de automóveis demoraram a perceber a relevância do nicho de carros elétricos, permitindo que a pequena Tesla, há cerca de 15 anos, se estabelecesse neste mercado com o lançamento do seu Roadster.
Este fenómeno, em que os gigantes da indústria subestimam a
NEGÓCIOS /
REVISTA MOLDE CEFAMOL 75
inovação disruptiva, foi notavelmente descrito pelo professor Clayton M. Christensen como o “Dilema do Inovador”. Esse dilema reflete a dificuldade que as empresas estabelecidas têm em se adaptar a novas realidades tecnológicas, muitas vezes levando à sua queda frente às empresas mais ágeis e inovadoras.

Conforme a tecnologia e o mercado amadurecem, a inovação tornase menos exploratória e move-se em direção à consolidação de um design dominante. No sector automóvel, o Ford modelo T definiu o design há 115 anos; no sector de computadores, o IBM-PC fez o mesmo; e, mais recentemente, no sector de automóveis elétricos, o Tesla modelo S/3 assumiu este papel. Com o estabelecimento de um design dominante, a inovação torna-se mais focada em processos, procurando produzir mais barato e melhor. Neste ponto, muitas empresas menores não conseguem competir e desaparecem, fazendo com que a importância dos “pequenos” empreendedores, aqueles que começam "numa garagem", como Bill Gates ou Steve Jobs nos anos 80, se dissipe.
Porque será que as grandes empresas, com todos os seus recursos, frequentemente falham em aproveitar as oportunidades geradas pelas novas tecnologias? A Kodak, por exemplo, inventou a fotografia digital, mas foi incapaz de desenvolver competências nessa área. Muitas vezes, a resposta a esta pergunta está na inflexibilidade organizacional, na burocracia, na necessidade de servir aos clientes atuais, no investimento em processos antigos e na falta de capacidade para aprender novos 'truques'. Todos estes são fatores que as pequenas empresas, mais ágeis e adaptáveis, gerem melhor.
Este cenário leva a uma reflexão sobre o contexto que vivemos. O mundo atual, excessivamente concentrado em poucas grandes empresas e com uma regulação muitas vezes ineficaz, pode estar a restringir o surgimento e a prosperidade de pequenos empreendedores em novas ondas tecnológicas. O domínio contínuo e crescente de empresas como Microsoft e Apple, que expandem seus monopólios para áreas diversas, desde streaming até inteligência artificial, pode não ser positivo para o ecossistema de inovação. Tal hegemonia pode impedir que novas regiões realizem um “catching-up” económico, como é o caso de Portugal.
A indústria de moldes para plásticos fornece um exemplo vívido destas dinâmicas. Este é um sector com baixas barreiras à entrada, que levou a que a dominância em poucas empresas raramente tivesse acontecido (sobretudo, pela ausência de economias de escala). No entanto, nos últimos anos, a própria evolução da tecnologia tem levado a uma maior concentração neste setor.
É verdade que também vemos uma proliferação de empreendedores que usam tecnologias emergentes para desafiar os incumbentes. Novas tecnologias como impressão 3D, materiais de plástico sustentáveis, e automação avançada estão a redefinir o que é possível na indústria de moldes para plásticos. Empreendedores ousados usam essas tecnologias para criar moldes mais eficientes, sustentáveis e precisos, muitas vezes a um custo menor.
Alguma das empresas estabelecidas na indústria de moldes para plásticos, tal como os fabricantes de automóveis diante dos carros elétricos, podem mostrar-se relutantes na adoção destas novas tecnologias. Isso pode acontecer devido a vários fatores, como a necessidade de proteger os investimentos existentes em máquinas e processos de produção, a necessidade de servir aos clientes atuais, e a dificuldade de aprender e integrar novas tecnologias em operações existentes. É curioso, porque neste caso a tecnologia parece estar a favorecer quer um número de novas empresas, quer a concentração do mercado em empresas maiores (que são capazes de dominar as novas tecnologias). Será importante para as empresas estabelecidas mais “conservadoras” permanecerem abertas à inovação e adaptáveis, sob o risco de serem “comidas” pelas maiores que se tornam maiores, ou as novas que são mais inovadoras.
Enfim, a história de David e Golias na economia global continua a acontecer. Resta-nos observar se o futuro trará novos David's para enfrentar os Golias dos nossos tempos empresariais e, ao fazê-lo, talvez possamos aprender mais sobre o equilíbrio entre inovação, competição e regulação no mundo dos negócios.
// NEGÓCIOS
N 138 JULHO 2023 76
UM CONSÓRCIO EUROPEU PARA A PROMOÇÃO DA RECICLAGEM DE RESÍDUOS DE PLÁSTICO
Tânia Mendes * * CENTIMFE
O projeto europeu POLREC teve início a 1 de setembro de 2022 e terá a duração de 3 anos. O projeto é financiado pelo Joint Cluster Initiatives for Europe's Recovery (Euroclusters) da Comissão Europeia ao abrigo da convenção de subvenção número 101074434 do Programa do Mercado Único (SMP COSME). Esta iniciativa apoia projetos que promovam a aplicação, nos ecossistemas industriais, da nova estratégia industrial europeia.

O projeto tem como objetivo principal ajudar a indústria a mudar as práticas de deposição em aterro e queima de resíduos poliméricos para a reciclagem mecânica e/ou química e visa apoiar e incentivar as PME a adotarem processos de reciclagem e a utilizarem matériasprimas recicladas, com a ambição de contribuir para o aumento da utilização de matérias-primas de base polimérica recicladas, na Europa, para 40 % nos próximos 10 anos.
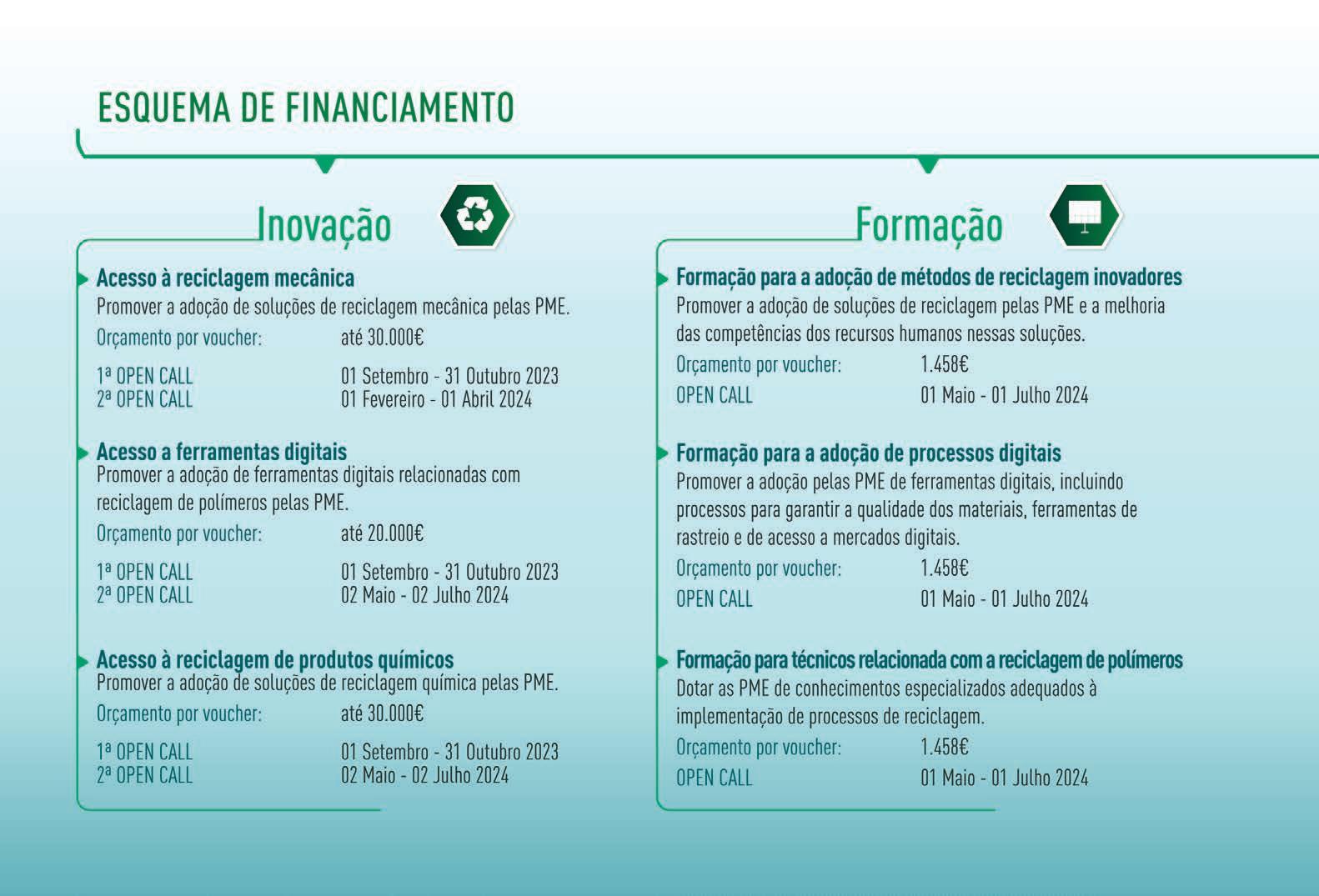
O projeto POLREC será desenvolvido por um consórcio que envolve cinco parceiros europeus:
• Polymeris, cluster de competitividade para borracha, plásticos e compósitos (França)
• CENTIMFE, Centro Tecnológico das Indústrias de Moldes, Ferramentas Especiais e Plásticos (Portugal)
• MAV, Cluster de Materiais Avançados da Catalunha (Espanha)
// NEGÓCIOS
N 138 JULHO 2023 78
• WFG, Agência Regional para o Desenvolvimento Económico da Região de Heilbronn (Alemanha)
• PCD, facilitador da Rede Dinamarquesa de Materiais
O consórcio apoiará as PME na adoção de métodos de reciclagem de polímeros através da implementação das seguintes ações:
1. Desenvolvimento de uma rede pan-europeia de PME envolvidas na reciclagem de polímeros e promoção da sua interligação na cadeia de valor - ligação entre as PME que procuram reciclar os seus resíduos poliméricos e as PME dispostas a obter material reciclado e a produzir matérias-primas a partir de polímeros reciclados;
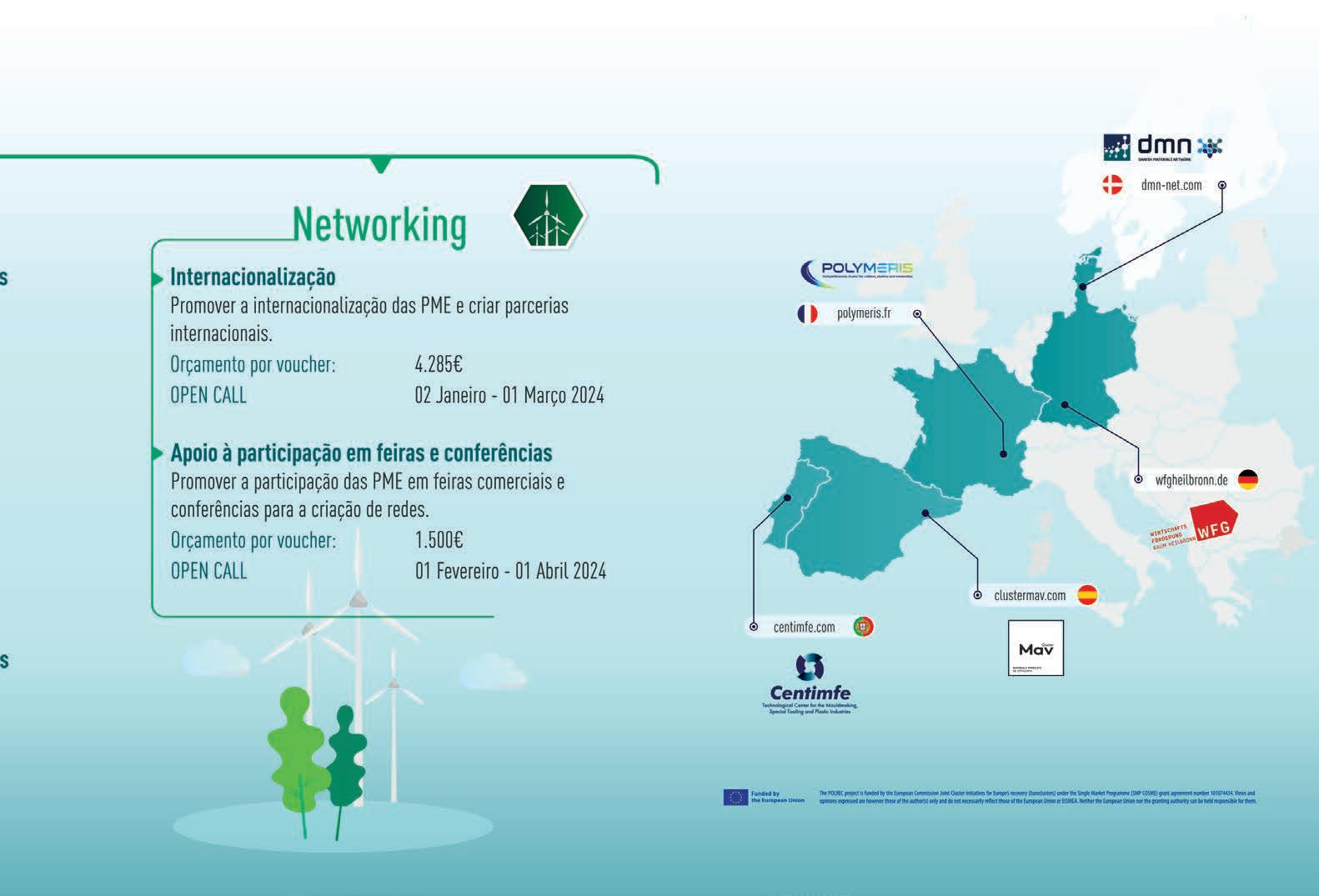
2. Promoção junto das PME de soluções inovadoras para a reciclagem mecânica e química de resíduos poliméricos e monitorização digital dos processos de reciclagem;
3. Incentivo à adoção pelas PME de modelos empresariais inovadores, e viáveis, que promovam a utilização de material reciclado;
4. Promoção do aumento do nível de formação dos trabalhadores em tecnologias de reciclagem de polímeros e soluções digitais para a monitorização e rastreabilidade da qualidade dos materiais reciclados.
Com um orçamento total de 1,28 M€ para três anos, o projeto prevê a implementação de um esquema de financiamento direto às PME
através de oito calls repartidas por três áreas - Inovação, Formação e Internacionalização – com objetivos distintos:
1. Desenvolvimento de soluções de reciclagem mecânica ou química para polímeros, bem como soluções digitais para monitorização e rastreabilidade da qualidade de materiais reciclados;

2. Formação técnica dos trabalhadores em métodos de reciclagem de polímeros e soluções digitais;
3. Desenvolvimento de parcerias empresariais e tecnológicas com outras PME europeias.
Com vouchers para a implementação de ações nas três áreas identificadas que poderão ir até aos 30 000€, as primeiras candidaturas irão abrir em setembro de 2023. Para saber como concorrer aos apoios e mais sobre o projeto consulte a informação disponível em:
NEGÓCIOS /
REVISTA MOLDE CEFAMOL 79
GESTÃO DE PESSOAS
DESENVOLVER NOVOS LÍDERES, INFLUENCIAR PESSOAS PELA POSITIVA
CHEFIAS INTERMÉDIAS SÃO FACILITADORAS DA MUDANÇA NAS EMPRESAS
EMPRESAS TÊM DE OLHAR AS SUAS PESSOAS E CRIAR ESTRATÉGIAS DE MOTIVAÇÃO

EMPRESAS TÊM DE APOSTAR EM AMBIENTES CENTRADOS NO BEM-ESTAR
EMOCIONAL DAS PESSOAS
// GESTÃO DE PESSOAS
N 138 JULHO 2023 80
DESENVOLVER NOVOS LÍDERES, INFLUENCIAR PESSOAS PELA POSITIVA
Artur Ferraz *
* Consultor Internacional em Gestão de Pessoas
O mercado global está a passar por um período de grande reajustamento, as grandes questões do nosso tempo – a desigualdade, as alterações climáticas a digitalização das economias, a Inteligência Artificial, a guerra na Europa e as suas consequências – estão a moldar as decisões dos principais players mundiais, quer sejam grandes organizações transnacionais, quer sejam países ou blocos económicos. Estes reajustamentos anunciam o surgimento de um novo período que será radicalmente diferente do período anterior a estas transformações profundas. As soluções do passado passam assim, por necessitar de fact check exaustivo que permita conceber o ajustamento de uma dada solução, outrora eficaz em continuar a sê-lo.
Perante estas realidades cruzadas, as nossas organizações, que são fortemente influenciadas por todas estas transformações e que não as influenciam, sofrem os efeitos das ondas de choque, sem muitas vezes perceberem a sua própria origem. Fortemente dependentes de uma estrutura organizacional frágil, sentem grande dificuldade em encontrar um rumo de ação no qual consigam navegar nestas águas mais agitadas. Os períodos transformacionais têm destas coisas, as organizações investem em tecnologia, mas continuam a possuir uma carência primordial: - Uma estrutura adaptada para um mundo em constante mutação.
Torna-se, pois, urgente intervir nesta área. Desenvolver as estruturas organizacionais e promover o desenvolvimento de competências diferenciadoras nas pessoas, especialmente nas lideranças.
A intervenção nas estruturas organizacionais das empresas deve ser efetuada tendo em especial atenção o propósito da empresa, a sua missão e os valores em que quer assentar para o seu futuro. O desenho organizacional é assim fundamental para agilizar os processos de trabalho e adaptá-los em função das necessidades do mercado. Embora pareça simples, esta mudança é manifestamente difícil e morosa, pois as empresas tendem a cristalizar os seus processos de decisão e trabalho aceitando as alterações com muito
pouco interesse. É desta forma que se torna imperioso intervir ao nível dos modelos mentais das pessoas, começando sempre, pelas lideranças.

O desenvolvimento de novos tipos de líderes, que se ajustam às necessidades dos clientes e das situações, obriga as pessoas, as empresas, as lideranças, a desenvolver novas formas de pensamento e novos comportamentos, procurar compromissos, envolver os restantes membros das equipas e manter um clima de trabalho saudável, aberto a novas ideias e novas formas de organização que promovam processos de trabalho mais simples e mais eficientes.
Este modelo mental de transição de modelos organizacionais estáticos para uns de geometria variável e complexa, em que as lideranças o são porque facilitam processos e/ou projetos, mas sem assumirem responsabilidades de chefia efetiva, necessitam de competências que não encontramos em organizações onde os poderes são centralizados e onde não existe histórico de delegação efetiva de responsabilidades.
A nova geração de líderes, será, seguramente uma geração de influenciadores positivos de pessoas, mobilizando-as para a ação através do exemplo, promovendo ações de envolvimento e desenvolvimento de trabalho colaborativo, que irão conhecer de forma clara os limites das suas responsabilidades e onde as estruturas organizacionais estarão claramente definidas e a fronteira entre as atividades de execução, gestão e administração estarão claramente definidas e separadas.
Urge preparar as nossas empresas para esse desafio, urge proporcionar às empresas mecanismos de gestão efetivos, em que o capital e a gestão não se confundam e onde os líderes podem fazer acontecer os resultados organizacionais necessários. Os processos de mudança estão aí, é necessário agir para desenvolver os novos líderes de amanhã. Não podemos ficar mais tempo à espera precisamos de influenciar pessoas pela positiva!
GESTÃO DE PESSOAS /
REVISTA MOLDE CEFAMOL 81
CHEFIAS INTERMÉDIAS SÃO FACILITADORAS DA MUDANÇA
NAS EMPRESAS
Helena Silva * * Revista Molde
Com um papel “fundamental” nas organizações, as chefias intermédias, pela proximidade e comunicação com as suas equipas, são aquelas que “conseguem desenvolver os processos de mudança” necessários ao crescimento das empresas.
Esta foi uma das principais conclusões do webinar ‘A importância das chefias intermédias nas empresas’ que, organizado pela CEFAMOL no âmbito do Programa Talentum, reuniu uma plateia ‘virtual’, composta por mais de três dezenas de profissionais da indústria.

Numa sessão muito dinâmica, coube a Artur Ferraz, consultor de Gestão de Pessoas, desenvolver a temática de uma forma mais teórica, enquanto Paulo Oliveira, gestor de produção do Grupo Socem, partilhou a sua visão prática da questão, numa interessante complementaridade entre ambos.
Artur Ferraz lembrou as mudanças que o mundo sofreu desde 2019, com a pandemia de Covid e a guerra na Ucrânia, para salientar que toda a instabilidade que hoje se vive tem de ter, por parte das empresas, respostas que assegurem confiança e bem-estar às pessoas. O papel da liderança intermédia é, no seu entender, fundamental, uma vez que, considerou, “as chefias intermédias são as facilitadoras da mudança”.
Entre outras questões, cabe a estas chefias o papel de preparar e transmitir às equipas o processo de adaptação para a mudança, devendo ter como prioridade um ambiente de trabalho humano e centrado na comunidade. Têm, também, de conseguir reconhecer o impacto das competências no crescimento da capacidade de produção de riqueza, definindo prioridades, investindo na formação das pessoas e preparando-as para um futuro disruptivo. É que, enfatizou, é preciso que as pessoas estejam preparadas para lidar com as incertezas e a volatilidade do mundo.
Isso consegue-se, no seu entender, promovendo ações de envolvimento com as equipas e apostando em ambientes de trabalho saudáveis. Mas, advertiu, o papel das chefias intermédias tem de estar alinhado com o topo da organização, de forma que consiga orientar as equipas em torno das prioridades. Ou seja, uma chefia intermédia está comprimida entre o topo e a base da organização, numa espécie de ‘efeito hamburger’, nem sempre fácil de gerir.
E uma das prioridades é conseguir manter a equipa alinhada. Como?
“Com regras de trabalho e normas simples e de fácil compreensão”, defendeu Artur Ferraz, lembrando que este tem de ser sempre “um processo de interajuda, pois só assim a empresa ganha como um todo”. Para isso, a chefia intermédia tem de estar disponível para ouvir, seja problemas ou soluções, e proporcionar estabilidade às pessoas.
COESÃO
Paulo Oliveira, gestor de produção do Grupo Socem, partilhou aquilo que designou como “a luta do dia-a-dia para mudar alguma coisa e fazer crescer as empresas”, papel que, considera, caracteriza as chefias intermédias.
// GESTÃO DE PESSOAS
N 138 JULHO 2023 82
No seu entender, é fundamental, desde o início, o alinhamento com a gestão das empresas. “Se algo não estiver definido, é difícil criar progresso, inovação e melhoria contínua” e, como tal, dificulta também o processo de definir rumos e prioridades. Por isso, “é importante ter objetivos claros nas empresas para conseguir alinhar toda a equipa e esta pode ajudar a chefia neste caminho da inovação, porque é importante que não seja apenas a chefia a pensar”.
A liderança, no seu entendimento, é feita de equipas: é conseguir agregar as competências e fazê-las crescer. E, adiantou, “não é preciso ser bom técnico e saber tudo para ser líder da equipa”. A liderança, salientou, “é perceber quem nos rodeia, estar alinhados com a empresa e a equipa, definir o ritmo e avançar”. Por isso, considerou ser fulcral dedicar tempo a conhecer as pessoas. “Nesta questão, não vamos lá com ‘achismos’: é preciso saber e estar certo do que nos rodeia para tomar decisões fundamentadas”, explicou.
Para Paulo Oliveira, cerca de 80% do papel da chefia tem a ver com liderança, conhecimento das equipas e valorização das pessoas, enquanto os restantes 20% estão diretamente ligados ao conhecimento das áreas técnicas.
A este respeito, Artur Ferraz defendeu que um bom técnico nem sempre é um bom líder. Lembrando que as empresas da indústria de moldes são, na sua maioria, de dimensão e projetos que nasceram de uma única pessoa, salientou que, de uma maneira geral, nunca tiveram chefias intermédias. E se, a determinado momento, elas são criadas, isso significa que a empresa cresceu em dimensão. No entanto, advertiu, “esse crescimento tem de ser acompanhado de maturidade, sob pena do papel dessa chefia não ser devidamente valorizado e todo o processo cair por terra”.
Para Paulo Oliveira, uma questão fundamental em tudo isto é conseguir a coesão das equipas. “Para ganhar uma guerra, temos de estar todos juntos. E isso só se consegue comunicando com as pessoas e valorizando a opinião e o feedback de todos”, defendeu.
Criado pela CEFAMOL, o Programa Talentum procura, desde 2019, chamar a atenção para as temáticas da inovação organizacional e gestão de pessoas nas organizações. Para além dos webinares e sessões presenciais, é composto também por ações de formação e outras de intervenção direta nas empresas, com o objetivo de apoiar, de forma eficaz, a mudança que as empresas necessitam para crescer.

GESTÃO DE PESSOAS /
REVISTA MOLDE CEFAMOL 83
EMPRESAS TÊM DE OLHAR AS SUAS PESSOAS E CRIAR ESTRATÉGIAS DE MOTIVAÇÃO
As organizações têm de cuidar as pessoas de uma forma mais personalizada e personalizável: é imprescindível que as empresas estejam mais atentas, de forma a criar estratégias que façam as suas pessoas sentirem-se motivadas. Com isto, conseguirão prevenir um fenómeno de desmotivação que se sente, de forma generalizada pelo mundo, e que é conhecido como quiet quitting (demissão silenciosa).

Artur Ferraz, consultor na área de Gestão de Pessoas, perante uma plateia virtual composta por quase três dezenas de pessoas, começou por enquadrar esta ‘demissão silenciosa’ como uma das consequências resultantes da pandemia de Covid-19. Face a questões como o confinamento obrigatório ou a perda de familiares, muitas pessoas começaram a olhar para a vida de outra forma e a questionar muitas dos hábitos instituídos. A forma de olhar para o trabalho não foi exceção.
Este ‘movimento’ começou a fazer-se notar nas empresas, tratandose de “uma espécie de um grito silencioso” de valorização do tempo. Ou seja, as pessoas limitam-se, a nível laboral, a cumprir o mínimo que lhes é exigido, em termos de tempo e de tarefas. É, em muitos casos, uma demissão da responsabilização, esclareceu. Contudo, este fenómeno não deve ser atribuído a maus colaboradores. Pelo contrário. “A demissão silenciosa é sobre maus empregadores e não sobre maus trabalhadores porque tem a ver com processos de liderança pouco saudáveis que resultam em ambientes de trabalho nocivos, nos quais as pessoas não se sentem bem”.
Na prática, adiantou, este tipo de consequência dos maus ambientes de trabalho já acontecia, mas não a uma escala tão avassaladora. Citando um estudo recente, deu nota de que grande parte dos trabalhadores admitiu não querer passar mais tempo na organização do que o indispensável para cumprir a sua tarefa.
“Ora, para contrariar isto, os gestores das empresas têm de ter capacidade de construir uma relação com os seus empregados sem que eles estejam constantemente a contar o tempo que falta para se irem embora: seja no final do dia de trabalho, seja demitindose”, explicou Artur Ferraz. Mas, advertiu, esta alteração numa empresa não se faz de um dia para o outro; é preciso um constante envolvimento das pessoas e uma atenção permanente por parte das organizações.

// GESTÃO DE PESSOAS
N 138 JULHO 2023 84
No seu entender, é preciso que as empresas enfrentem a questão que, salientou, “é o elefante na sala de muitas organizações”.
Tratando-se de um problema cultural de solução lenta e morosa, impõe que se construam novos ambientes organizacionais mais centrados nas pessoas. E isso, acentuou, remete para a importância das lideranças nas organizações, sobretudo as lideranças intermédias, e para o papel das áreas de gestão do capital humano.

PRIORIDADE ÀS PESSOAS
Mas é preciso encontrar uma solução, sob pena de aumentar as dificuldades de competir num mundo em constante mudança e ebulição. Para Artur Ferraz, contribui para este movimento a ausência ou falta de clareza das políticas de gestão de pessoas nas empresas. Por isso, é fundamental que as empresas repensem a sua cultura, centrando as prioridades nas pessoas, promovendo e desenvolvendo as competências pessoais dos membros das equipas, e criando ambientes de trabalho saudáveis e com eficiente comunicação entre as várias áreas e departamentos.
Em muitos casos, a falta de capacidade de lidar com as situações de stress laboral causadas pelos ambientes tóxicos de trabalho põem em causa a saúde. Por isso, as empresas têm de estar atentas, de forma a perceber as pessoas e ajudá-las a ultrapassar essas questões. O prolongar das mesmas tem efeitos sobre a organização, sejam distrações, más relações, baixa produtividade e redução da qualidade do trabalho.
“Esta é uma situação com a qual vamos ter de lidar. Não é geracional, mas transversal a jovens e menos jovens”, alertou. “O fundamental é criar condições de atratividade e gerar ambientes de trabalho onde as pessoas se sintam bem, até porque esta postura de ‘demissão silenciosa’ é altamente contagiosa”, salientou.

GESTÃO DE PESSOAS /
EMPRESAS TÊM DE APOSTAR EM AMBIENTES CENTRADOS NO BEM-ESTAR
EMOCIONAL DAS PESSOAS
Revelou dados da farmacêutica Lundbeck Portugal, especializada em doenças neurológicas e psiquiátricas, que em 2022 realizou um estudo sobre a depressão. Mais de 33% dos inquiridos admitiu já ter tido essa doença diagnosticada, enquanto mais de 60% respondeu sentir que estava deprimido em algum momento.

A depressão, enfatizou, “tem repercussões na vida global das pessoas e também no seu desempenho profissional”. Mas o tema, admitiu, é ainda, e em muitos casos, tabu. Um cenário que, no seu entender, é imperioso mudar. “Falar disto é fulcral, de forma a tornar o ambiente de trabalho saudável. É um problema complexo que afeta as pessoas. Por isso, é preciso construir, com urgência, novos ambientes organizacionais centrados nas pessoas”, defendeu.
“É preciso construir, com urgência, novos ambientes organizacionais centrados no bem-estar das pessoas”. Esta foi uma das principais conclusões do webinar ‘Competitividade e Saúde Mental nas Empresas’ que, organizado pela CEFAMOL e integrado no programa Talentum, reuniu, online, no dia 22 de junho, cerca de três dezenas de profissionais do sector.

Os dois oradores convidados, Marisa Vieira, psicóloga, e Artur Ferraz, consultor de gestão de pessoas, destacaram a importância de investir na saúde mental, como forma de assegurar o bem-estar na vida das pessoas, mas também das organizações.
“Está na hora de mudar mentalidades. Temos organizações com colaboradores que vestem a camisola e que se esforçam imenso, sob condições físicas e mentais muito adversas. As empresas têm de olhar para dentro, perceber o que se está a passar e mudar”, advertiram, salientando que “o futuro das empresas passa por estas temáticas”.
Destacando o compromisso da Organização Mundial de Saúde (OMS) no que diz respeito à saúde mental, Artur Ferraz contou que este passa por assegurar “o bem-estar que permite às pessoas realizar as suas capacidades e potencial, e lidar com o stress do diaa-dia, de forma a trabalhar produtivamente”, mas, sublinhou, esse é um caminho que ainda tem de ser percorrido.
AMBIENTES SAUDÁVEIS
Para Artur Ferraz, “é importante que as lideranças, sobretudo as intermédias, tenham um papel mais ativo na preocupação com o bem-estar das pessoas e promovam ambientes de trabalho saudáveis”. E para que estes o sejam, adiantou, é preciso que exista uma comunicação interna aberta e transparente, priorizando a saúde psicológica e o bem-estar dos trabalhadores e, ao mesmo tempo, que se fomente o desenvolvimento pessoal e de carreira. O equilíbrio entre a vida pessoal e profissional é uma outra questão essencial. Para além disso, destacou, os colaboradores têm de se sentir parte integrante da empresa, incentivando a sua participação e envolvimento no processo de tomada de decisão.
Se as empresas não estiverem atentas, os casos de ansiedade e o stress tendem a agravar-se e podem conduzir a situações de ‘burnout’. Por isso, defendeu, “as empresas têm de apostar em estruturas para tratar estas questões; criar locais onde as pessoas se sintam à vontade para expressar aquilo que sentem, mas que, depois e na prática, essa partilha resulte em mudanças efetivas nos locais de trabalho”.
Já Marisa Vieira, salientou que “se a base das empresas são as pessoas, o seu bem-estar é determinante para a vida saudável

// GESTÃO DE PESSOAS
N 138 JULHO 2023 86
das organizações”. Por isso, no seu entender e ao contrário de uma expressão popular muito conhecida, “as pessoas são insubstituíveis”. E, adiantou, é fundamental que as empresas assim as considerem.
Deu nota de uma avaliação realizada em vários sectores profissionais da região centro, na qual foram auscultadas 956 pessoas. Nesta, frisou, um dos principais problemas relatados pelos entrevistados foram os distúrbios do sono. “50% dos inquiridos admitiu ter problemas em dormir”, enfatizou, reforçando que isto significa que “vão trabalhar cansados e, portanto, o seu rendimento tende a ser menor e vir, a prazo, a causar problemas à empresa”. Isto, revelou, “nota-se sobretudo nos locais de trabalho onde existem turnos”. Por isso, advertiu, “é fundamental repensar os horários de trabalho”.
Para Marisa Vieira, as empresas têm de mudar de atitude e começar, com urgência, a ouvir as suas pessoas. “É certo que as empresas
estão focadas em produzir e não têm tempo para ouvir, mas é essencial que criem estruturas que o possam fazer”, defendeu.

Ainda citando a avaliação realizada, contou que as novas gerações admitiram ter de tomar medicação para conseguir descansar e gerir a ansiedade do dia-a-dia. “Todas estas questões associadas e esta ansiedade permanente conduz a muitas situações de ‘burnout’ nas empresas”, explicou. E isso, acrescentou, foi confirmado no estudo realizado. “53% dos inquiridos admitiram estar em ‘burnout’, enquanto 32% afirmaram sentir-se em risco de vir a estar”, destacou, considerando que se trata de números muito elevados e que é preciso ter em consideração.
Muitas vezes, esta ansiedade é resultante de alguns comportamentos agressivos nos locais de trabalho. “Tem de haver tolerância zero para estas situações: o assédio e a xenofobia são crime e é preciso agir sobre eles, até porque têm um enorme impacto na produtividade”, salientou. Por isso, defendeu, as empresas têm de criar estruturas que se dediquem ao tratamento dos assuntos dos colaboradores.
Têm de ser locais (e pessoas) que façam os colaboradores sentiremse “à vontade para partilhar as suas preocupações”. Ou seja, uma espécie de “um porto seguro dentro da empresa, no qual a pessoa se sinta protegida e acompanhada”, enfatizou. “A minha sugestão é que as empresas apostem em equipas capazes para tratar estas questões e que, nestas, se incluam profissionais de saúde”, adiantou. É que, reforçou, “é preciso ver as pessoas e conquistar a sua confiança”.
GESTÃO DE PESSOAS /
REVISTA MOLDE CEFAMOL 87
EXCELÊNCIA
João Faustino Presidente da CEFAMOL
Excelência é algo que está acima do normal, que é perfeito, exímio, é distinto, ou seja, o que é muitíssimo bom ou que corresponde a ótimo, podendo aplicar-se a praticamente tudo, desde pessoas a empresas, de habitações aos carros, à saúde, à comida, entre muitos outros. No entanto, atingir o grau de excelente exige esforço, dedicação, gosto, visão, atitude, responsabilidade, competência, desempenho, e um sem número de adjetivos, que podem ser utilizados para o que se está a classificar como excelente.
Nós, na indústria de moldes, sempre fomos excelentes nas áreas que sustentam a nossa atividade. O facto de termos clientes exigentes, faz com que cada um de nós tenha de ser obrigatoriamente excelente no que está a fazer, quer profissional, quer pessoalmente.
Os desafios com que vivemos e somos confrontados, todos os dias, não nos deixam outra alternativa. O momento de incerteza que vivemos a nível geopolítico e económico não permite que estejamos abstraídos do que nos torna diferenciadores e excelentes, no nosso dia a dia, como profissionais e cidadãos. Temos cada vez mais de olhar para o mundo de outra forma, onde as ameaças estão ao virar da esquina, muitas vezes sem que nos apercebamos.
Hoje, não basta ser excelente. É, e será cada vez mais necessário ser resiliente, para conseguirmos os níveis de produtividade que o mercado exige, pois, os nossos concorrentes estão no mesmo barco e só se salvará quem estiver melhor preparado para conseguir ultrapassar as tormentas das águas agitadas do mundo em que vivemos. Não haverá dúvida que se não conseguirmos fazer melhor, mais barato e mais depressa corremos riscos de ficarmos pelo caminho e não chegarmos a bom porto.
O mundo empresarial é cada vez mais competitivo, dinâmico, inflexível e exigente o que obriga a que, para sermos excelentes, teremos de ser mais assertivos, ter mentes mais abertas, ser mais inovadores e tudo isto depende, única e simplesmente, das pessoas: os donos das empresas, técnicos, chefias intermédias e colaboradores, no geral.
A tecnologia pode ajudar, no entanto, se não houver conhecimento dentro de portas para que se realize ou fabrique da forma mais eficaz e com o menor custo possível, estaremos “condenados” ao
fracasso. Portanto, este, entre outros temas, deve de constituir uma preocupação para todos, porque condiciona o futuro, quer para a nossa geração, quer para as gerações futuras.
A sustentabilidade das organizações tem de ser a pedra basilar de toda esta realidade. Não nos restam alternativas, não podemos adiar este desafio. É necessário crescer acima dos nossos concorrentes nacionais, europeus, asiáticos e incrementar a taxa de crescimento da produtividade. A nossa indústria continuará a ter, cada vez mais, necessidade de conhecimento em chão de fábrica, reforçar a tecnologia com mais investimentos, de modo a aproximarmo-nos o mais possível dos níveis de otimização de métodos e processos, que já temos, mas precisamos de melhorar.
Já fizemos muito? Sim, mas teremos de fazer muito mais. A pressão exercida pelos clientes é, hoje, cada vez mais contínua, onde a folha de Excel tem a palavra final. Depressa, bem e mais barato são dados já adquiridos por muitos dos nossos concorrentes. A capacitação das pessoas, o pensar “fora da caixa” e mentes abertas para os desafios do dia a dia, são cada vez mais, o normal das empresas.
A liderança de equipas, a inovação e a competência de inspirar os outros, influenciando novas abordagens do saber fazer, do fazer de forma diferente, são as atitudes positivas que nos podem diferenciar e orientar no caminho da excelência. E é isso que queremos fazer.
Temos consciência do momento menos bom, que a nossa indústria está a atravessar, dos problemas de acesso ao crédito, das taxas de juro, dos custos de contexto e do estado financeiro dos nossos clientes que protelam, cada vez mais, os pagamentos com prazos verdadeiros “suicidas”.
Para isso temos de continuar a trilhar novos caminhos, vencer desafios e, com a ajuda de todos, acreditar que temos as condições ideais para conseguir superar estes obstáculos, nunca esquecendo as adversidades e condicionalismos que o mercado nos impõe. Para tal, só nos resta acelerar os processos de mudança e valorizar o que já fazemos bem.
// REFLEXÕES
N 138 JULHO 2023 88


