Exchangeable Head Endmills
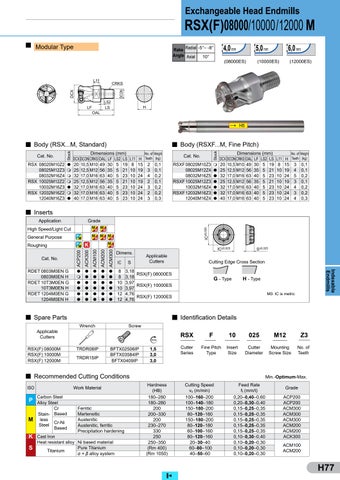
RSX(F)08000/10000/12000 M Modular Type
Rake Radial -5°– -8° Angle Axial 10°
4,0 mm
5,0 mm
6,0 mm
(08000ES)
(10000ES)
(12000ES)
→ H5 Body (RSX...M, Standard)
Body (RSXF...M, Fine Pitch) Stock
Dimensions (mm) No. of Weight DCX DCON CRKS OAL LF LS2 LS L11 H Teeth (kg) RSXF 08020M10Z3 m 20 10,5 M10 49 30 5 19 8 15 3 0,1 08025M12Z4 25 12,5 M12 56 35 5 21 10 19 4 0,1 08032M16Z5 32 17,0 M16 63 40 5 23 10 24 5 0,2 RSXF 10025M12Z3 25 12,5 M12 56 35 5 21 10 19 3 0,1 10032M16Z4 32 17,0 M16 63 40 5 23 10 24 4 0,2 RSXF12032M16Z3 32 17,0 M16 63 40 5 23 10 24 3 0,2 12040M16Z4 40 17,0 M16 63 40 5 23 10 24 4 0,3
Stock
Dimensions (mm) No. of Weight Cat. No. DCX DCON CRKS OAL LF LS2 LS L11 H Teeth (kg) RSX 08020M10Z2 20 10,5 M10 49 30 5 19 8 15 2 0,1 08025M12Z3 m 25 12,5 M12 56 35 5 21 10 19 3 0,1 08032M16Z4 m 32 17,0 M16 63 40 5 23 10 24 4 0,2 RSX 10025M12Z2 m 25 12,5 M12 56 35 5 21 10 19 2 0,1 10032M16Z3 32 17,0 M16 63 40 5 23 10 24 3 0,2 RSX 12032M16Z2 m 32 17,0 M16 63 40 5 23 10 24 2 0,2 12040M16Z3 40 17,0 M16 63 40 5 23 10 24 3 0,3
Cat. No.
Inserts Application
Grade
l l l l l l l l l l l
l l l l l l
l l l l l l
l l l l l l
8 3,18 RSX(F) 08000ES 8 3,18 10 3,97 RSX(F) 10000ES 10 3,97 12 4,76 RSX(F) 12000ES 12 4,76
m
IC
S
Applicable Cutters
RSX(F) 08000M RSX(F) 10000M RSX(F) 12000M
Cutting Edge Cross Section
G - Type
H - Type M0: IC is metric
Identification Details
Spare Parts Applicable Cutters
S±0,025
Wrench
TRDR08IP TRDR15IP
Screw
BFTX02506IP BFTX03584IP BFTX0409IP
1,5 3,0 3,0
RSX
F
10
025
M12
Z3
Cutter Series
Fine Pitch Type
Insert Size
Cutter Diameter
Mounting Screw Size
No. of Teeth
Recommended Cutting Conditions ISO
P M K S
Work Material Carbon Steel Alloy Steel Cr Stain- Based less Cr-Ni Steel Based
Indexable Endmills
RDET 0803M0EN G 0803M0EN H RDET 10T3M0EN G 10T3M0EN H RDET 1204M0EN G 1204M0EN H
IC±0,025
Dimens.
ACP200
Cat. No.
K ACM300
P M
ACM200
Roughing
ACM100
P M
ACK300
General Purpose
IC±0,025
High Speed/Light Cut
Ferritic Martensitic Austenitic Austenitic, ferritic Precipitation hardening
Cast Iron Heat resistant alloy Ni based material Pure Titanium Titanium α + β alloy system
Min.-Optimum-Max. Hardness (HB) 180–280 180–280 200 200–330 200 230–270 330 250 250–350 (Rm 400) (Rm 1050)
▌◄
Cutting Speed vc (m/min) 100–160–200 100–140–180 150–180–200 80–120–180 150–180–200 80–120–180 60–100–160 80–120–160 20–30–40 60–80–100 40–50–60
Feed Rate ft (mm/t) 0,20–0,40–0,60 0,20–0,30–0,40 0,15–0,25–0,35 0,15–0,25–0,35 0,15–0,25–0,35 0,15–0,25–0,35 0,15–0,25–0,35 0,10–0,30–0,40 0,10–0,20–0,30 0,10–0,20–0,30 0,10–0,20–0,30
Grade ACP200 ACP200 ACM300 ACM300 ACM300 ACM200 ACM200 ACK300 ACM100 ACM200
H77