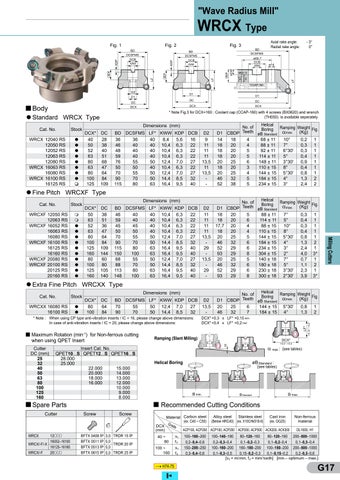
"Wave Radius Mill"
WRCX Type Fig. 1
Fig. 2
Body Stock
WRCX 12040 RS 12050 RS 12052 RS 12063 RS 12080 RS WRCX 16063 RS 16080 RS WRCX 16100 RS 16125 RS
q
Dimensions (mm) DCX* DC 40 28 50 38 52 40 63 51 80 68 63 47 80 64 100 84 125 109
BD DCSFMS LF* KWW KDP DCB D2 36 36 40 8,4 5,6 16 9 46 40 40 10,4 6,3 22 11 48 40 40 10,4 6,3 22 11 59 40 40 10,4 6,3 22 11 76 55 50 12,4 7,0 27 13,5 50 50 40 10,4 6,3 22 11 70 55 50 12,4 7,0 27 13,5 90 70 50 14,4 8,5 32 115 80 63 16,4 9,5 40 -
Fine Pitch WRCXF Type Stock
WRCXF 12050 RS 12063 RS WRCXF 16052 RS 16063 RS 16080 RS WRCXF 16100 RS 16125 RS 16160 RS WRCXF 20080 RS WRCXF 20100 RS 20125 RS 20160 RS
m m
Dimensions (mm) DCX* 50 63 52 63 80 100 125 160 80 100 125 160
DC 38 51 36 47 64 84 109 144 60 80 105 140
BD DCSFMS LF* KWW KDP DCB D2 46 40 40 10,4 6,3 22 11 59 40 40 10,4 6,3 22 11 45 45 40 10,4 6,3 22 11 50 50 40 10,4 6,3 22 11 70 55 50 12,4 7,0 27 13,5 90 70 50 14,4 8,5 32 115 80 63 16,4 9,5 40 29 150 100 63 16,4 9,5 40 68 55 50 12,4 7,0 27 13,5 88 70 50 14,4 8,5 32 113 80 63 16,4 9,5 40 29 148 100 63 16,4 9,5 40 -
Extra Fine Pitch WRCXX Type Cat. No.
Stock
WRCXX 16080 RS 16100 RS
Dimensions (mm) DCX* 80 100
DC 64 84
BD DCSFMS LF* KWW KDP DCB D2 70 55 50 12,4 7,0 27 13,5 90 70 50 14,4 8,5 32 -
* Note : When using CP type anti-vibration inserts / IC = 16, please change above dimensions: In case of anti-vibration inserts / IC = 20, please change above dimensions:
Maximum Rotation (min-1) for Non-ferrous cutting when using QPET Insert Cutter DC (mm) 25 32 40 50 63 80 100 125 160
Insert Cat. No. QPET10...S QPET12...S QPET16...S 28.000 25.000 22.000 15.000 20.000 14.000 18.000 13.000 16.000 12.000 10.000 9.000 8.000
Spare Parts Cutter
WRCX WRCX/-F/-X WRCX/-F
Screw
Screw
12lll BFTX 0409 IP 3,0 TRDR 15 IP 16052–16100 BFTX 0511 IP 5,0 TRDR 20 IP BFTX 0513 IP 5,0 16125–16160 20lll BFTX 0615 IP 5,0 TRDR 25 IP
Helical No. of Boring Ramping Weight Fig. Teeth D1 CBDP øB Standard amax. (Kg) 14 18 4 68 ± 11 10° 0,2 1 18 20 4 88 ± 11 7° 0,3 1 18 20 5 92 ± 11 6°30ʹ 0,3 1 18 20 5 114 ± 11 5° 0,4 1 20 25 6 148 ± 11 3°30ʹ 0,9 1 18 20 3 110 ± 15 8° 0,4 1 20 25 4 144 ± 15 5°30ʹ 0,8 1 46 32 5 184 ± 15 4° 1,3 2 52 38 5 234 ± 15 3° 2,4 2 Helical Ramping Weight No. of Boring Fig. D1 CBDP Teeth øB Standard amax. (Kg) 18 20 5 88 ± 11 7° 0,3 1 18 20 6 114 ± 11 5° 0,4 1 17,7 20 4 88 ± 15 10° 0,3 1 18 20 4 110 ± 15 8° 0,4 1 20 25 5 144 ± 15 5°30ʹ 0,8 1 46 32 6 184 ± 15 4° 1,3 2 52 29 6 234 ± 15 3° 2,4 1 93 29 8 304 ± 15 2° 4,0 3* 20 25 5 140 ± 18 7° 0,7 1 46 32 6 180 ± 18 5° 1,1 2 52 29 6 230 ± 18 3°30ʹ 2,3 1 93 29 8 300 ± 18 2°30ʹ 3,9 3*
Milling Cutters
Cat. No.
- 3° 0°
* Note Fig.3 for DCX=160 : Coolant cap (CCAP-160) with 4 screws (BX0620) and wrench (TH050) is available seperately.
Standard WRCX Type Cat. No.
Axial rake angle: Radial rake angle:
Fig. 3
Helical Ramping Weight No. of Boring max. (Kg) Fig. Teeth D1 CBDP øB Standard a 20 25 6 144 ± 15 5°30ʹ 0,8 1 46 32 7 184 ± 15 4° 1,3 2
DCX* +0,3 DCX* +0,4
& &
LF* +0,15 mm LF* +0,2 mm
Ramping (Slant Milling)
a max : (see tables) Helical Boring
øB Standard : (see tables)
Recommended Cutting Conditions Alloy steel Stainless steel Cast iron Material Carbon steel (ex. C40 ~ C50) (Below HRC40) (ex. X10CrNiS18-9) (ex. GG20) Gra de DCX ACP100, ACP200 ACP100, ACP200 ACP200, ACP300 ACK200, ACK300 (mm) 40 ~ 80 100 ~ 160
→ H74-75 ▌◄
vc fz vc fz
100–160–200 0,2–0,4–0,6 150–200–250 0,3–0,4–0,6
Non-ferrous material DL1000, H1
100–140–180 80–120–160 80–120–160 200–500–1000 0,2–0,3–0,4 0,1–0,2–0,3 0,1–0,2–0,4 0,1–0,3–0,4 100–160–200 160–180–200 100–150–200 200–500–1000 0,1–0,3–0,5 0,15–0,2–0,3 0,1–0,15–0,2 0,2–0,3–0,6 [vc = m/min, f z = mm/ tooth] [min.– optimum – max.]
G17