”Sumi Wave” Face Mill
WGX (EW) Type General Milling for Steel and Cast Iron Body – Shank Type
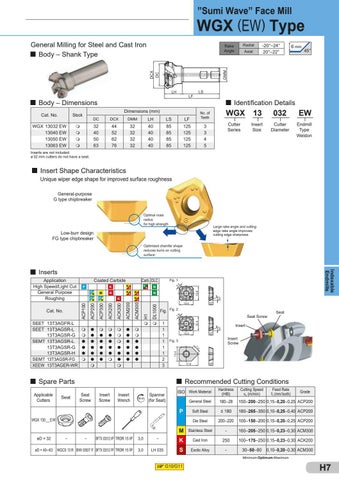
Body – Dimensions Cat. No.
Stock
WGX 13032 EW 13040 EW 13050 EW 13063 EW
m m m
Axial
-20°–24° 20°–22°
6 mm
Identification Details
Dimensions (mm)
m
Radial
Rake Angle
DC
DCX
DMM
LH
LS
LF
32 40 50 63
44 52 62 76
32 32 32 32
40 40 40 40
85 85 85 85
125 125 125 125
WGX
No. of Teeth
Cutter Series
3 3 4 5
45°
13
032
EW
Insert Size
Cutter Diameter
Endmill Type Weldon
Inserts are not included. ø 32 mm cutters do not have a seat.
Insert Shape Characteristics
Unique wiper edge shape for improved surface roughness General-purpose G type chipbreaker Optimal nose radius for high strength
Large rake angle and cutting edge rake angle improves cutting edge sharpness
Low-burr design FG type chipbreaker Optimised chamfer shape reduces burrs on cutting surface
m
m m m
0 2,
20°
13,4
1 1 1 1 1 1 2 3
m
13,4
m
Seat Screw
8
m
Fig.
Seat
Insert Screw
Fig. 3
Recommended Cutting Conditions Seat Screw
Insert Screw
Insesrt Wrench
Spanner (for Seat)
General Steel
180–28
150–200–250 0,15–0,20–0,25 ACP200
Soft Steel
≤ 180
180–265–350 0,10–0,25–0,40 ACP200
Die Steel
200–220
100–150–200 0,15–0,20–0,25 ACP200
M
Stainless Steel
-
160–205–250 0,15–0,23–0,30 ACM300 100–175–250 0,15–0,23–0,30 ACK200
3,0
–
K
Cast Iron
250
WGCS 13 R BW 0507 F BFTX 03512 IP TRDR 15 IP
3,0
LH 035
S
Exotic Alloy
-
–
Feed Rate f t (mm/tooth)
Hardness (HB)
BFTX 03512 IP TRDR 15 IP
–
Cutting Speed vc (m/min)
ISO Work Material
P
øD = 40–63
3,97
17,8
WGX 130__EW
øD = 32
3,97
13,4
Spare Parts Applicable Cutters
Seat
Insert
20°
m
3,97
13,4
Fig. 2 1,
ACM300
S
ACM200
m
N
S
13,4
M
DL1000
M
m m
m
S
K
m
m m
M
K
M
Fig. 1
N
N
H1
M P
ACK300
M
ACK200
M
ACP300
P
K
S
2 7,
SEET 13T3AGFR-L SEET 13T3AGSR-L 13T3AGSR-G SEMT 13T3AGSR-L 13T3AGSR-G 13T3AGSR-H SEMT 13T3AGSR-FG XEEW 13T3AGER-WR
P
Carb. DLC M
K
ACP200
Cat. No.
Coated Carbide P
ACP100
Application High Speed/Light Cut General Purpose Roughing
Indexable Endmills
Inserts
30–50–80
Grade
0,10–0,20–0,30 ACM300
Minimum-Optimum-Maximum
G10/G11
H7