”Metal Slash Mill”
MSX Type High Feed Milling of Steel, Stainless Steel, Die Steel and Cast Iron
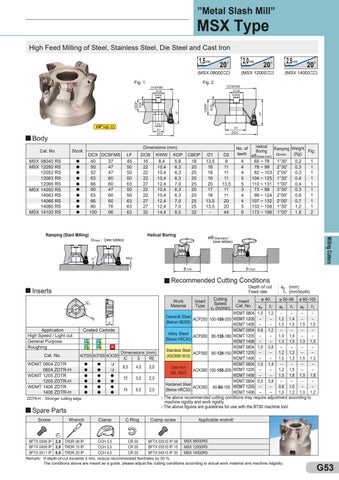
1,5 mm
20°
(MSX 08000 ) Fig. 1
2,0 mm
2,5 mm
20°
(MSX 12000 )
20°
(MSX 14000 )
Fig. 2
☞H8-10 Body Cat. No.
Dimensions (mm)
Stock
MSX 08040 RS MSX 12050 RS 12052 RS 12063 RS 12066 RS MSX 14050 RS 14063 RS 14066 RS 14080 RS MSX 14100 RS
DCX DCSFMS 40 37 50 47 52 47 63 60 66 60 50 47 63 60 66 60 80 76 100 96
amax :
DCB 16 22 22 22 27 22 22 27 27 32
KWW 8,4 10,4 10,4 10,4 12,4 10,4 10,4 12,4 12,4 14,4
KDP 5,6 6,3 6,3 6,3 7,0 6,3 6,3 7,0 7,0 8,5
CBDP 18 20 20 20 25 20 20 25 25 32
Helical Boring
(see tables)
D1 13,5 18 18 18 20 17 18 13,5 13,5 -
D2 9 11 11 11 13,5 11 11 20 20 44
øB Standard : (see tables)
Milling Cutters
Ramping (Slant Milling)
LF 45 50 50 50 63 50 50 63 63 63
Helical Ramping Weight No. of Boring Fig. teeth øB amax. (Kg) (max-min) 4 65 ~ 78 1°30ʹ 0,2 1 4 78 ~ 99 2°30ʹ 0,3 1 4 82 ~ 103 2°00ʹ 0,3 1 5 104 ~ 125 1°30ʹ 0,4 1 5 110 ~ 131 1°00ʹ 0,4 1 3 73 ~ 98 3°30ʹ 0,3 1 4 99 ~ 124 2°00ʹ 0,6 1 4 107 ~ 132 2°00ʹ 0,7 1 5 133 ~ 158 1°30ʹ 1,2 1 6 173 ~ 198 1°00ʹ 1,8 2
Recommended Cutting Conditions
Depth of cut : ap (mm) Feed rate : f t (mm/tooth)
Inserts Work Material
IC
RE S
Application High Speed / Light cut General Purpose Roughing
Coated Carbide P P
M M
P P
M M
K
ACP200 ACP300 ACK300
Cat. No. WDMT 0804 ZDTR 0804 ZDTR-H WDMT 1205 ZDTR 1205 ZDTR-H WDMT 1406 ZDTR 1406 ZDTR-H
Dimensions (mm) IC S RE
m m
8,5
4,0
2,0
12
5,0
2,0
14
6,0
2,0
ZDTR-H : Stronger cutting edge
Spare Parts Screw
Wrench
Clamp
C Ring
Insert Type
Cutting Speed vc (m/min)
Insert Cat. No.
ø 40
ø 50–66
ø 80–100
ap ft ap ft ap ft 1,0 1,2 – – – – WDMT 0804 General Steel – – 1,2 1,4 – – ACP200 100-150-200 WDMT 1205 (Below HB200) WDMT 1406 – – 1,5 1,5 1,5 1,5 0,8 1,2 – – – – WDMT 0804 Alloy Steel – – 1,0 1,4 – – ACP200 80-130-180 WDMT 1205 (Below HRC45) WDMT 1406 – – 1,3 1,5 1,3 1,5 1,0 0,8 – – – – WDMT 0804 Stainless Steel – – 1,2 1,2 – – ACP300 80-120-150 WDMT 1205 (X5CRNI1810) WDMT 1406 – – 1,5 1,3 1,5 1,3 1,0 1,4 – – – – WDMT 0804 Cast Iron – – 1,2 1,5 – – ACK300 100-150-200 WDMT 1205 GG, GGG WDMT 1406 – – 1,5 1,8 1,5 1,8 0,5 0,8 – – – – WDMT 0804 Hardened Steel – – 0,6 1,0 – – ACK300 40-80-100 WDMT 1205 (Below HRC50) WDMT 1406 – – 1,0 1,2 1,0 1,2 - The above recommended cutting conditions may require adjustment according to machine rigidity and work rigidity. - The above figures are guidelines for use with the BT50 machine tool.
Cramp screw
Applicable endmill
MSX 08000RS BFTX 0306 IP 2,0 TRDR 08 IP CCH 3,5 CR 03 BFTX 03510 IP 08 MSX 12000RS BFTX 0409 IP 3,0 TRDR 15 IP CCH 3,5 CR 03 BFTX 03510 IP 15 MSX 14000RS BFTX 0511 IP 5,0 TRDR 20 IP CCH 4,5 CR 03 BFTX 04513 IP 20 Remark: If depth-of-cut exceeds 5 mm, reduce recommended feedrates by 50 %. The conditions above are meant as a guide, please adjust the cutting conditions according to actual work material and machine ridgidity.
G53