Tungsten Carbide Burrs Tungsten Carbide Burrs
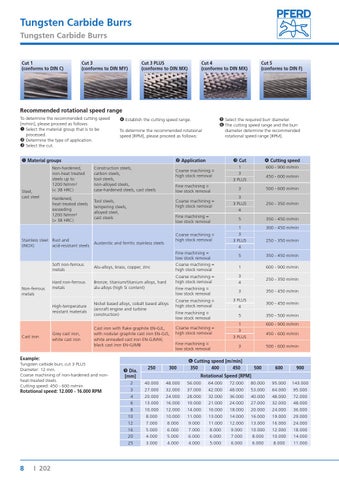
Cut 1 (conforms to DIN C)
Cut 3 (conforms to DIN MY)
Cut 3 PLUS (conforms to DIN MX)
Cut 4 (conforms to DIN MX)
Recommended rotational speed range To determine the recommended cutting speed ➍ Establish the cutting speed range. [m/min], please proceed as follows: ➊ Select the material group that is to be processed. ➋ Determine the type of application. ➌ Select the cut.
Steel, cast steel
Non-hardened, non-heat treated steels up to 1200 N/mm² (< 38 HRC)
Construction steels, carbon steels, tool steels, non-alloyed steels, case-hardened steels, cast steels
Hardened, heat-treated steels exceeding 1200 N/mm² (> 38 HRC)
Tool steels, tempering steels, alloyed steel, cast steels
Stainless steel Rust and (INOX) acid-resistant steels
Non-ferrous metals
Cast iron
8
I 202
diameter determine the recommended rotational speed range [RPM].
➋ Application
➌ Cut
➍ Cutting speed
Coarse machining = high stock removal
1 3 3 PLUS
600 - 900 m/min
3
500 - 600 m/min
3 3 PLUS 4
250 - 350 m/min
5
350 - 450 m/min
1 3 3 PLUS 4
300 - 450 m/min
5
350 - 450 m/min
1
600 - 900 m/min
Coarse machining = high stock removal
3 4
250 - 350 m/min
Fine machining = low stock removal
3
350 - 450 m/min
3 PLUS 4
300 - 450 m/min
5
350 - 500 m/min
1 3 3 PLUS
600 - 900 m/min
3
500 - 600 m/min
Fine machining = low stock removal Coarse machining = high stock removal Fine machining = low stock removal Coarse machining = high stock removal
Austenitic and ferritic stainless steels
Fine machining = low stock removal Coarse machining = high stock removal
Soft non-ferrous metals
Alu-alloys, brass, copper, zinc
Hard non-ferrous metals
Bronze, titanium/titanium alloys, hard alu-alloys (high Si content)
High-temperature resistant materials
Nickel based alloys, cobalt based alloys (aircraft engine and turbine construction)
Grey cast iron, white cast iron
Cast iron with flake graphite EN-GJL, with nodular graphite cast iron EN-GJS, white annealed cast iron EN-GJMW, black cast iron EN-GJMB
Example: Tungsten carbide burr, cut 3 PLUS Diameter: 12 mm. Coarse machining of non-hardened and nonheat-treated steels. Cutting speed: 450 - 600 m/min Rotational speed: 12.000 - 16.000 RPM
➎ Select the required burr diameter. ➏ The cutting speed range and the burr
To determine the recommended rotational speed [RPM], please proceed as follows:
➊ Material groups
Cut 5 (conforms to DIN F)
Coarse machining = high stock removal Fine machining = low stock removal Coarse machining = high stock removal Fine machining = low stock removal
450 - 600 m/min
250 - 350 m/min
450 - 600 m/min
➏ Cutting speed [m/min] ➎ Dia. [mm] 2 3 4 6 8 10 12 16 20 25
250
300
350
400
450
500
600
900
80.000 53.000 40.000 27.000 20.000 16.000 13.000 10.000 8.000 6.000
95.000 64.000 48.000 32.000 24.000 19.000 16.000 12.000 10.000 8.000
143.000 95.000 72.000 48.000 36.000 29.000 24.000 18.000 14.000 11.000
Rotational Speed [RPM] 40.000 27.000 20.000 13.000 10.000 8.000 7.000 5.000 4.000 3.000
48.000 32.000 24.000 16.000 12.000 10.000 8.000 6.000 5.000 4.000
56.000 37.000 28.000 19.000 14.000 11.000 9.000 7.000 6.000 4.000
64.000 42.000 32.000 21.000 16.000 13.000 11.000 8.000 6.000 5.000
72.000 48.000 36.000 24.000 18.000 14.000 12.000 9.000 7.000 6.000