CUTTING CONDITIONS Milling | Endmills | Cutting conditions
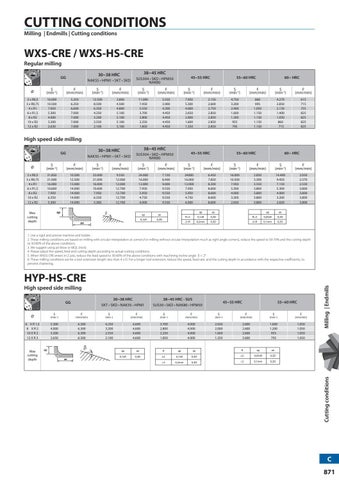
WXS-CRE / WXS-HS-CRE Regular milling
38~45 HRC
30~38 HRC
GG
NAK55 • HPM1 • SKT • SKD
45~55 HRC
SUS304 • SKD • HPM50 NAK80
55~60 HRC
60~ HRC
Ø
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
2 x R0,5 3 x R0,75 4 x R1 6 x R1,5 8 x R2 10 x R2 12 x R2
16.000 10.500 7.950 5.300 4.000 3.200 2.650
5.250 6.250 6.600 7.000 7.000 7.000 7.000
12.500 8.500 6.350 4.250 3.200 2.550 2.100
3.800 4.500 4.800 5.100 5.100 5.100 5.100
11.000 7.450 5.550 3.700 2.800 2.250 1.850
3.350 3.900 4.200 4.450 4.450 4.450 4.450
7.950 5.300 4.000 2.650 2.000 1.600 1.350
2.150 2.600 2.750 2.850 2.850 2.850 2.850
4.750 3.200 2.400 1.600 1.200 955 795
860 995 1.050 1.150 1.150 1.150 1.150
4.270 2.850 2.150 1.400 1.050 860 715
615 715 755 825 825 825 825
High speed side milling 38~45 HRC
30~38 HRC
GG
NAK55 • HPM1 • SKT • SKD
45~55 HRC
SUS304 • SKD • HPM50 NAK80
55~60 HRC
60~ HRC
Ø
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
2 x R0,5 3 x R0,75 4 x R1 6 x R1,5 8 x R2 10 x R2 12 x R2
31.850 21.000 16.000 10.600 7.950 6.350 5.300
10.500 12.500 13.000 14.000 14.000 14.000 14.000
32.000 21.000 16.000 10.600 7.950 6.350 5.300
9.550 12.000 12.000 12.700 12.700 12.700 12.700
24.000 16.000 12.000 7.950 5.950 4.750 4.000
7.150 8.400 9.000 9.550 9.550 9.550 9.550
24000 16.000 12.000 7.950 5.950 4.750 4.000
6.450 7.850 8.200 8.600 8.600 8.600 8.600
16.000 10.500 7.950 5.300 4.000 3.200 2.650
2.850 3.300 3.550 3.800 3.800 3.800 3.800
14.400 9.450 7.150 5.300 4.000 3.200 2.650
2.050 2.370 2.550 3.800 3.800 3.800 3.800
ap
Max cutting depth
ae
ap
ae
0,1xR
0,3D
ap
ae
ap
ae
R<2
0,1xR
0,3D
R<2
0,05xR
0,3D
2<R
0,2mm
0,3D
2<R
0,1mm
0,3D
1. Use a rigid and precise machine and holder. 2. These milling conditions are based on milling with circular interpolation at corners.For milling without circular interpolation much as right angle corners), reduce the speed to 50-70% and the cutting depth to 50-80% of the above conditions. 3. We suggest using air blow or MQL (mist). 4. Please adjust the speed, feed and cutting depth according to actual cutting conditions. 5. When WX(S)-CRE enters in Z axis, reduce the feed speed to 30-60% of the above conditions with machining incline angle ß < 2° 6. These milling conditions are for a tool extension length: less than 4 x D. For a longer tool extension, reduce the speed, feed rate, and the cutting depth in accordance with the respective coefficients, to prevent chattering.
30~38 HRC SKT • SKD • NAK55 • HPM1
GG S
F
S
F
38~45 HRC - SUS SUS30 • SKD • NAK80 • HPM50 S
F
45~55 HRC S
55~60 HRC F
S
F
Ø
(min-1)
(mm/min)
(min-1)
(mm/min)
(min-1)
(mm/min)
(min-1)
(mm/min)
(min-1)
(mm/min)
6 X R 1,5 8 X R 2 10 X R 2 12 X R 3
5.300 4.000 3.200 2.650
6.300 6.300 6.300 6.300
4.250 3.200 2.550 2.100
4.600 4.600 4.600 4.600
3.700 2.800 2.250 1.850
4.000 4.000 4.000 4.000
2.650 2.000 1.600 1.350
2.600 2.600 2.600 2.600
1.600 1.200 955 795
1.050 1.050 1.050 1.050
Max cutting depth
ap ae
ap
ae
R
ap
ae
R
ap
ae
0,1xR
0,3D
≤2
0,1xR
0,3D
≤2
0,05xR
0,3D
>2
0,2mm
0,3D
>2
0,1mm
0,3D
Cutting conditions
High speed side milling
Milling | Endmills
HYP-HS-CRE
C 871