CUTTING CONDITIONS Milling | Endmills | Cutting conditions
AE-VMFE
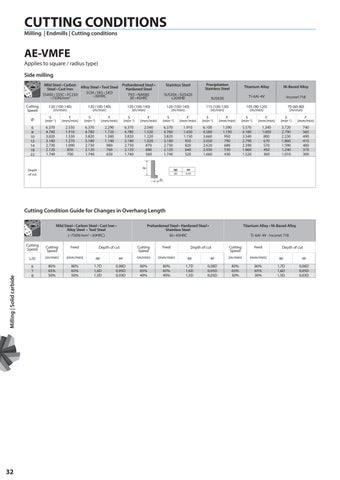
Applies to square / radius type) Side milling Mild Steel • Carbon Alloy Steel • Tool Steel Prehardened Steel • Hardened Steel Steel • Cast Iron SCM • SKS • SKD PX5 • NAK80 SS400 • S55C • FC250 ~30HRC 30~45HRC ~750N/mm2 Cutting Speed
120 (100-140) (m/min)
120 (100-140) (m/min)
Stainless Steel
Precipitation Stainless Steel
Titanium Alloy
Ni-Based Alloy
SUS304 • SUS420 ≤200HB
SUS630
Ti-6AI-4V
Inconel 718
120 (100-140) (m/min)
115 (100-130) (m/min)
105 (90-120) (m/min)
70 (60-80) (m/min)
120 (100-140) (m/min)
Ø
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
6 8 10 12 14 18 22
6.370 4.780 3.820 3.180 2.730 2.120 1.740
2.550 1.910 1.530 1.270 1.090 850 700
6.370 4.780 3.820 3.180 2.730 2.120 1.740
2.290 1.720 1.380 1.140 980 760 630
6.370 4.780 3.820 3.180 2.730 2.120 1.740
2.040 1.530 1.220 1.020 870 680 560
6.370 4.780 3.820 3.180 2.730 2.120 1.740
1.910 1.430 1.150 950 820 640 520
6.100 4.580 3.660 3.050 2.620 2.030 1.660
1.590 1.190 950 790 680 530 430
5.570 4.180 3.340 2.790 2.390 1.860 1.520
1.340 1.000 800 670 570 450 360
3.720 2.790 2.230 1.860 1.590 1.240 1.010
740 560 490 410 480 370 300
ap
Depth of cut
ap
ae
2D
0,1D
ae
ap ae
Cutting Condition Guide for Changes in Overhang Length
Milling | Solid carbide
Mild Steel • Carbon Steel • Cast Iron • Alloy Steel • Tool Steel (~750N/mm2 ~30HRC)
32
Cutting Speed
Cutting Speed
Feed
L/D
(m/min)
(mm/min)
ap
6 7 8
80% 65% 50%
80% 65% 50%
1,7D 1,6D 1,5D
Prehardened Steel • Hardened Steel • Stainless Steel 30~45HRC Cutting Speed
Feed
ae
(m/min)
(mm/min)
ap
0,08D 0,05D 0,03D
80% 65% 40%
80% 65% 40%
1,7D 1,6D 1,5D
Depth of cut
Titanium Alloy • Ni-Based Alloy Ti-6AI-4V - Inconel 718 Cutting Speed
Feed
ae
(m/min)
(mm/min)
ap
ae
0,08D 0,05D 0,03D
80% 65% 30%
80% 65% 30%
1,7D 1,6D 1,5D
0,08D 0,05D 0,03D
Depth of cut
Depth of cut