CUTTING CONDITIONS Milling | Endmills | Cutting conditions
AE-VMSS
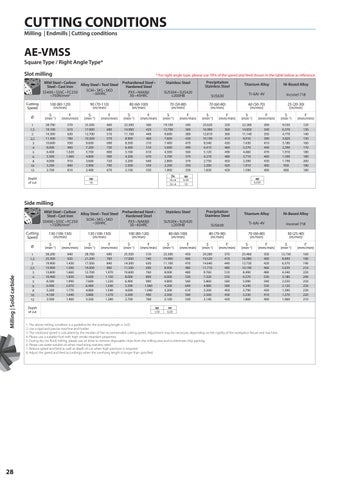
Square Type / Right Angle Type* Slot milling
* For right angle type, please use 70% of the speed and feed shown in the table below as reference.
Prehardened Steel • Mild Steel • Carbon Alloy Steel • Tool Steel Hardened Steel Steel • Cast Iron SCM • SKS • SKD PX5 • NAK80 SS400 • S55C • FC250 ~30HRC 2 30~45HRC ~750N/mm Cutting Speed
100 (80-120) (m/min)
90 (70-110) (m/min)
80 (60-100) (m/min)
Stainless Steel
Precipitation Stainless Steel
Titanium Alloy
Ni-Based Alloy
SUS304 • SUS420 ≤200HB
SUS630
Ti-6AI-4V
Inconel 718
70 (50-80) (m/min)
70 (60-80) (m/min)
60 (50-70) (m/min)
25 (20-30) (m/min)
Ø
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
1 1,5 2 2,5 3 4 5 6 8 10 12
28.700 19.100 14.300 11.500 10.600 8.000 6.400 5.300 4.000 3.200 2.700
570 610 630 780 930 960 1.020 1.060 910 840 810
25.500 17.000 12.700 10.200 9.600 7.200 5.700 4.800 3.600 2.900 2.400
460 480 510 570 690 720 800 900 720 700 670
22.300 14.900 11.100 8.900 8.500 6.400 5.100 4.200 3.200 2.500 2.100
360 420 440 460 510 510 610 670 640 550 550
19.100 12.700 9.600 7.600 7.400 5.600 4.500 3.700 2.800 2.200 1.900
340 360 380 430 470 490 560 370 370 350 330
25.620 16.980 12.810 10.190 8.540 6.410 5.120 4.270 2.750 2.200 1.830
320 360 360 410 430 460 490 480 450 420 420
22.280 14.850 11.140 8.910 7.430 5.570 4.460 3.710 2.390 1.910 1.590
300 340 350 390 410 440 470 460 430 400 400
9.550 6.370 4.770 3.820 3.180 2.390 1.910 1.590 1.190 950 800
120 130 140 150 160 170 180 180 200 180 180
ap
Depth of cut
1D
Dc
ap
Dc≤6 Dc>6
0,5D 1D
ap 0,25D
Side milling Mild Steel • Carbon Alloy Steel • Tool Steel Prehardened Steel • Hardened Steel Steel • Cast Iron SCM • SKS • SKD PX5 • NAK80 SS400 • S55C • FC250 ~30HRC 2 30~45HRC ~750N/mm
Milling | Solid carbide
Cutting Speed
28
130 (100-150) (m/min)
120 (100-150) (m/min)
100 (80-120) (m/min)
Stainless Steel
Precipitation Stainless Steel
Titanium Alloy
Ni-Based Alloy
SUS304 • SUS420 ≤200HB
SUS630
Ti-6AI-4V
Inconel 718
80 (60-100) (m/min)
80 (70-90) (m/min)
70 (60-80) (m/min)
30 (25-40) (m/min)
Ø
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
S (min-1)
F (mm/min)
1 1,5 2 2,5 3 4 5 6 8 10 12
38.200 25.500 19.900 15.900 13.800 10.400 8.300 6.900 5.200 4.100 3.500
840 920 1.430 1.590 1.660 1.830 1.990 2.070 1.770 1.640 1.400
28.700 21.200 17.500 14.000 12.700 9.600 7.600 6.400 4.800 3.800 3.200
690 760 840 900 1.070 1.150 1.220 1.540 1.540 1.370 1.280
25.500 17.000 14.300 11.500 10.600 8.000 6.400 5.300 4.000 3.200 2.700
510 540 630 690 760 800 900 1.060 1.040 900 760
22.300 14.900 11.100 8.900 8.000 6.000 4.800 4.200 3.200 2.500 2.100
450 460 470 480 480 530 560 640 610 580 530
29.280 19.520 14.640 11.710 9.760 7.320 5.860 4.880 3.200 2.560 2.140
370 410 440 480 510 550 560 580 450 430 420
25.460 16.980 12.730 10.190 8.490 6.370 5.090 4.240 2.790 2.230 1.860
350 400 420 460 480 530 540 550 430 410 400
12.730 8.490 6.370 5.039 4.240 3.180 2.550 2.120 1.590 1.270 1.060
160 180 190 210 220 240 250 250 230 220 210
Depth of cut
ap
ae
1,5D
0,2D
1. The above milling condition is a guideline for the overhang length is 3×D. 2. Use a rigid and precise machine and holder. 3. The rotational speed is calculated by the median of the recommended cutting speed. Adjustment may be necessary depending on the rigidity of the workpiece fixture and machine. 4. Please use a suitable fluid with high smoke retardant properties. 5. During dry (no fluid) milling, please use air blow to remove disposable chips from the milling area and to eliminate chip packing. 6. Please use water-soluble oil when machining stainless steel. 7. Reduce speed and feed as well as depth of cut when high precision is required. 8. Adjust the speed and feed accordingly when the overhang length is longer than specified.