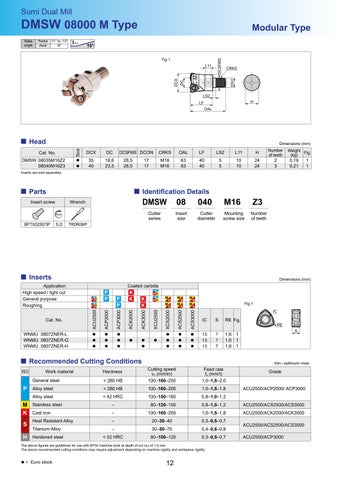
Sumi Dual Mill
DMSW 08000 M Type Radial -11° to -13° Axial -6°
3 mm
15° Fig 1
DCON h7
CRKS
DC
DCX
L11
DCSFMS
Rake angle
Modular Type
LS2 H
LF OAL
Head Cat. No. DMSW 08035M16Z2 08040M16Z3
Stock
Dimensions (mm)
DCX
DC
l l
35 40
18,6 23,5
DCSFMS DCON 28,5 28,5
CRKS
OAL
LF
LS2
L11
H
M16 M16
63 63
40 40
5 5
10 10
24 24
17 17
Number of teeth 2 3
Weight Fig. (kg) 0,19 1 0,21 1
Inserts are sold seperately.
Identification Details
Parts Insert screw
BFTX02507IP
Wrench
5,0
DMSW
08
040
M16
Z3
Cutter series
Insert size
Cutter diameter
Mounting screw size
Number of teeth
TRDR08IP
Inserts
Dimensions (mm)
Application High speed / light cut General purpose Roughing
Recommended Cutting Conditions ISO
M K S H
IC
l
l l l
l l l
l l l
13 13 13
S
RE Fig.
7 7
1,6 1 1,6 1 1,6 1
7
RE S
min.–optimum–max.
Feed rate fz (mm/t) 1,0–1,5–2,0
Grade
< 280 HB
Cutting speed vc (m/min) 100–160–250
Alloy steel
< 280 HB
100–160–200
1,0–1,5–1,8
ACU2500/ACP2000/ ACP3000
Alloy steel
< 42 HRC
100–150–180
0,8–1,0–1,2
Work material General steel
P
ACS3000
l l
ACS2500
l
XCS2000
l l l
IC
XCU2500
l l l
ACK3000
ACP3000
l l l
ACK2000
ACP2000
WNMU 0807ZNER-L WNMU 0807ZNER-G WNMU 0807ZNER-H
Fig 1
ACU2500
Cat. No.
Coated carbide
Hardness
Stainless steel
–
80–120–150
0,8–1,0–1,2
ACU2500/ACS2500/ACS3000
Cast iron
–
100–160–250
1,0–1,5–1,8
ACU2500/ACK2000/ACK3000
Heat Resistant Alloy
–
20–30–40
0,3–0,5–0,7
Titanium Alloy
–
30–50–70
0,4–0,6–0,8
Hardened steel
< 52 HRC
80–100–120
0,3–0,5–0,7
The above figures are guidelines for use with BT50 machine tools at depth of cut (ap) of 1,5 mm. The above recommended cutting conditions may require adjustment depending on machine rigidity and workpiece rigidity.
l = Euro stock
12
ACU2500/ACS2500/ACS3000 ACU2500/ACP3000