Recommended Cutting Condition
Technical Data
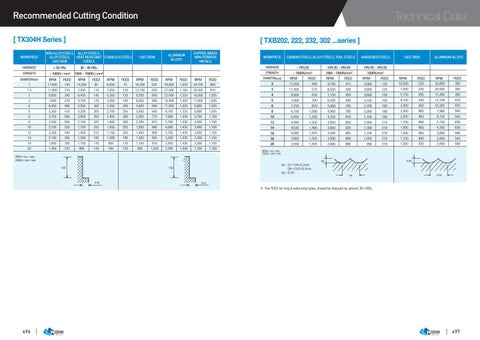
[ TX304H Series ] WORKPIECE
[ TXB202, 222, 232, 302 ...series ]
NON-ALLOY STEELS, ALLOY STEELS, ALLOY STEELS, HEAT RESISTANT STAINLESS STEELS CAST IRON STEELS
CAST IRON
ALUMINUM ALLOYS
COPPER, BRASS NON-FERROUS METALS
WORKPIECE
CARBON STEELS, ALLOY STEELS, TOOL STEELS
HARDENED STEELS
HARDNESS
≤ 30 HRc
30 ~ 45 HRc
-
-
-
-
HARDNESS
~ HRc30
HRc30 ~ HRc45
HRc45 ~ HRc50
STRENGTH
~ 1000N / mm²
1000 ~ 1500N / mm²
-
-
-
-
STRENGTH
~ 1000N/mm2
1000 ~ 1500N/mm2
1500N/mm2
DIAMETER(mm)
1
RPM 17,600
1.5
11,800
2
9,850
3
7,600
4
6,450
5
5,350
6
4,750
8
3,550
10
2,750
12
2,350
14
2,100
16
1,850
20
1,450
FEED 150 215 240 270 485 510 560 605 520 440 395 350 270
RPM 10,250 7,050 6,450 4,750 3,950 3,200 2,850 2,150 1,700 1,450 1,300 1,150 900
FEED 85 115 145 170 300 305 350 325 255 215 195 170 135
RPM 8,650 7,050 5,350 3,950 3,300 2,700 2,400 1,800 1,450 1,150 1,080 950 700
FEED 75 120 120 145 240 255 280 300 255 205 190 170 130
RPM 18,700 12,100 9,350 6,050 4,600 3,650 2,950 2,200 1,850 1,450 1,300 1,100 900
FEED 620 620 640 640 640 640 770 815 860 900 945 970 1,035
RPM 44,000 27,500 22,000 15,400 11,000 9,150 7,600 5,700 4,600 3,750 3,300 2,850 2,200
FEED 1,050 1,160 1,320 1,320 1,320 1,320 1,430 1,430 1,430 1,430 1,430 1,430 1,430
RPM 24,700 20,300 16,500 11,000 8,800 6,800 5,700 4,400 3,400 2,850 2,400 2,200 1,700
RPM = rev. / min. FEED = mm / min.
FEED 605 910 1,035 1,035 1,035 1,035 1,100 1,100 1,100 1,100 1,100 1,100 1,100
RPM
2 3 4 5 6 8 10 12 14 16 18 20
12,350
640
9,150
415
4,000
125
RPM 10,500
FEED 220
RPM 30,800
FEED 395
11,400
575
8,550
390
3,800
125
7,050
230
20,500
395
8,950
630
7,150
450
3,600
150
5,150
285
15,400
395
7,800
700
6,200
490
3,100
150
4,150
330
12,100
470
7,250
870
5,900
705
2,700
160
3,400
360
10,300
470
6,100
1,090
4,900
785
2,050
190
2,500
460
7,900
540
5,450
1,330
4,350
870
1,750
190
2,050
460
6,150
540
4,990
1,500
3,950
950
1,500
210
1,750
460
5,150
630
4,530
1,495
3,600
925
1,300
210
1,400
460
4,300
630
4,085
1,470
3,200
905
1,150
210
1,300
460
3,850
540
3,800 3,550
1,425 1,425
3,000 2,800
890 885
1,050 950
210 210
1,100 1,050
460 420
3,400 2,950
540 540
FEED
RPM
FEED
RPM
0.1D
FEED
RPM = rev. / min. FEED = mm / min.
Ae : D1~D6=0.2mm D8~D20=0.3mm Ap : 0.2D
1.5D
ALUMINUM ALLOYS
DIAMETER(mm)
Ae
1.0D
CAST IRON
0.3D
Ap
0.7D
0.1D
※ The FEED for long & extra long types, should be reduced by around 30~40%.
496
497