Recommended Cutting Condition
Technical Data [ DB412 series ]
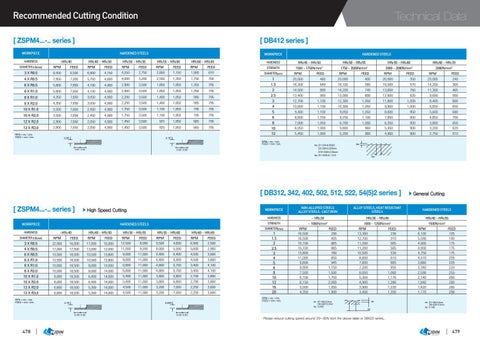
[ ZSPM4...-.. series ] WORKPIECE HARDNESS
HARDENED STEELS ~HRc40
WORKPIECE
HARDENED STEELS
HRc40 ~ HRc50
HRc50 ~ HRc55
HRc55 ~ HRc60
HRc60 ~ HRc65
HARDNESS
HRc45 ~ HRc50
HRc50 ~ HRc55
HRc55 ~ HRc60
DIAMETER X R(mm)
RPM
FEED
RPM
FEED
RPM
FEED
RPM
FEED
RPM
FEED
STRENGTH
1500 ~ 1750N/mm2
1750 ~ 2000N/mm2
2000 ~ 2080N/mm2
3 X R0.5
9,550
6,500
6,900
4,150
4,550
2,750
2,850
1,150
1,900
610
DIAMETER(mm)
RPM
4 X R0.5
7,950
7,000
5,750
4,600
4,000
3,200
2,550
1,350
1,750
700
20,000
460
20,000
400
20,000
6 X R0.5
5,800
7,650
4,100
4,900
2,900
3,500
1,850
1,850
1,350
795
1 1.5 2 2.5 3 4 5 6 8 10 12
16,300
640
16,100
580
14,500
800
14,200
13,400
950
12,700
6 X R1.0
5,800
7,650
4,100
4,900
2,900
8 X R1.0
4,350
7,650
3,050
4,900
2,200
3,500
1,400
1,850
995
795
8 X R2.0
4,350
7,650
3,050
4,900
2,200
3,500
1,400
1,850
995
795
10 X R1.0
3,500
7,650
2,450
4,900
1,750
3,500
1,100
1,850
795
795
10 X R2.0
3,500
7,650
2,450
4,900
1,750
3,500
1,100
1,850
795
795
12 X R2.0
2,900
7,650
2,050
4,900
1,450
3,500
925
1,850
665
795
12 X R3.0
2,900
7,650
2,050
4,900
1,450
3,500
925
1,850
665
795
RPM = rev. / min. FEED = mm / min.
3,500
1,850
0.2R
1,850
1,350
795
0.1R
FEED
350
20,000
240
16,000
570
14,200
360
740
13,850
760
11,300
465
13,000
890
12,600
920
9,600
560
1,100
12,300
1,050
11,800
1,000
8,400
660
10,600
1,100
10,300
1,050
9,800
1,000
6,650
650
9,400
1,100
9,050
1,050
8,600
950
5,600
680
8,600
1,150
8,250
1,100
7,850
950
4,850
700
7,000
1,050
6,700
1,000
6,350
950
3,800
650
6,050 5,450
1,000 1,000
5,800 5,200
960 960
5,450 4,900
900 900
3,200 2,750
620 610
Ae: D1~D4=0.05XD D5~D8=0.025mm D10~D20=0.30mm Ap: D1~D20=0.1 X D
0.5D 0.5D
0.5D 0.5D
RPM
FEED
RPM
► High Speed Cutting
WORKPIECE HARDNESS
WORKPIECE
HARDENED STEELS ~HRc40
HRc40 ~ HRc50
HRc50 ~ HRc55
HRc55 ~ HRc60
HRc60 ~ HRc65
FEED 8,000
RPM 9,500
FEED 4,600
RPM 6,900
FEED 2,500
DIAMETER X R(mm)
RPM
FEED
RPM
FEED
3 X R0.5 4 X R0.5 6 X R0.5 6 X R1.0 8 X R1.0 8 X R2.0 10 X R1.0 10 X R2.0 12 X R2.0 12 X R3.0
22,000
16,000
17,000
10,000
RPM 12,500
17,000
17,500
13,000
12,000
11,000
9,200
8,000
5,500
5,600
2,900
13,500
18,500
10,500
13,800
9,000
11,000
6,400
6,400
4,500
3,600
13,500
18,500
10,500
13,800
9,000
11,000
6,400
6,400
4,500
3,600
10,000
18,500
8,000
14,000
6,800
11,000
4,800
6,700
3,400
4,100
10,000
18,500
8,000
14,000
6,800
11,000
4,800
6,700
3,400
4,100
8,000
18,500
6,400
14,000
5,400
11,000
3,800
6,800
2,700
3,800
8,000
18,500
6,400
14,000
5,400
11,000
3,800
6,800
2,700
3,800
6,600 6,600
18,500 18,500
5,300 5,300
14,000 14,000
4,500 4,500
11,000 11,000
3,200 3,200
7,000 7,000
2,250 2,250
3,600 3,600
RPM = rev. / min. FEED = mm / min.
0.1R
0.3D 0.3D
RPM=rev. / min. FEED=mm / min.
Ap
► General Cutting
ALLOY STEELS, HEAT RESISTANT STEELS
HARDENED STEELS
HARDNESS
~ HRc30
HRc30 ~ HRc40
HRc40 ~ HRc55
STRENGTH
~ 1000N/mm2
1000 ~ 1250N/mm2 RPM FEED 13,300 230 12,700 310 11,200 565 11,200 565 10,500 530 8,800 610 7,600 665 7,200 955 6,050 1,060 5,300 1,170 4,900 1,280 3,900 1,220 3,400 1,200
1500N/mm2
DIAMETER(mm)
1 1.5 2 2.5 3 4 5 6 8 10 12 16 20 RPM = rev. / min. FEED = mm / min.
0.05R
N0N-ALLOYED STEELS ALLOY STEELS · CAST IRON
FEED
Ae
[ DB312, 342, 402, 502, 512, 522, 54(5)2 series ] [ ZSPM4...-.. series ]
2080N/mm2 RPM
RPM = rev. / min. FEED = mm / min.
FEED
HRc60 ~ HRc70
RPM 16,500 16,500 15,100 15,100 13,800 11,000 9,600 8,900 7,500 6,700 6,150 5,000 4,350
FEED 290 405 865 865 780 850 945 1,150 1,500 1,750 2,000 1,950 1,900 Ae : D1~D6=0.2mm D8~D20=0.3mm Ap : 0.2XD
Ae Ap
RPM 6,100 5,590 4,900 4,900 4,750 4,410 3,860 3,340 2,590 2,140 1,840 1,420 1,170
FEED 105 140 175 175 175 205 205 220 255 260 280 280 290
Ae : D1~D6=0.2mm D8~D20=0.3mm Ap : 0.1XD
0.3D 0.3D
·Please reduce cutting speed around 20~30% from the above table or DB522 series..
478
479