36 minute read
Neues Electronic-Key-System regelt Zu- griffsrechte in der Gießerei Seite

from B&I Die Industrie-Zeitung, Ausgabe 4 (August 2022)
by B&I Die Industrie-Zeitung | Betriebstechnik und Instandhaltung
VW macht Prozesse in der Gießerei sicher
Neues Electronic-Key-System regelt hier nun transparent die Zugriffsrechte
Advertisement
Manipulationsanfällige Zugriffssysteme können Havarien und Anlagenausfälle verursachen. Deshalb gilt es vorzubeugen, beispielsweise mit dem transponderbasierten Electronic-Key-System EKS von Euchner. Dieses sichert Maschinen vor Fehlbedienungen jeglicher Art ab. Das kombinierte Schreib-/Lesesystem mit Festcode-Transponder verwaltet dafür alle Zugangs- und Bedienrechte. Die Volkswagen Group Components in Hannover nutzt diese Lösung bereits und hat damit die Prozesse in ihrer Gießerei sicherer und effizienter gemacht.
Fachlich nicht ausreichend qualifizierte Eingriffe auf Bedien, Wartungs- und Steuerungsebene können Maschinen und Anlagen oft für Stunden oder Tage stilllegen. Die in aller Regel rein passwortbasierten oder anderweitig manipulationsanfälligen Zugriffssysteme bieten keinen effektiven Schutz davor. Mehr Sicherheit verspricht das Electronic-Key-System EKS von Euchner. Es dient der Zugriffsverwaltung sowie der funktional sicheren Betriebsartenwahl. Als offenes und frei konfigurierbares System mit unterschiedlichen Datenschnittstellen ist es universell einsetzbar. Für hygienisch sensible Bereiche in der Lebensmittel- und Pharmaindustrie steht außerdem eine besondere Systemvariante zur Verfügung. Die Volkswagen Group Components nutzt das System in ihrer Gießerei bereits. Das Ziel war klar: Die auf Fehlbedienungen zurückzuführenden Stillstände von Handling-Robotern sollten dort minimiert werden. Die Zuverlässigkeit und freie Programmierbarkeit, insbesondere aber die robuste Auslegung des EKSSystems und damit die Eignung, dieses unter rauen Umgebungsbedingungen einsetzen zu können, gaben den Ausschlag für die Wahl. Und so funktioniert es: Zum Betrieb steckt der Schlüsselinhaber seinen personifizierten Electronic Key in die mit einer stabilen Federhalteklammer ausgestattete Schlüsselaufnahme. Über einen kontaktlosen Datenaustausch/Stromversorgung erkennt das System den Inhaber des Schlüssels, der ausschließlich die Freigabe der für ihn hinterlegten Benutzerrechte erhält. Je nach Grad der Berechtigung darf er am Roboter entweder einfache Aufgaben als Bediener, fachkundige Eingriffe als Einrichter beziehungsweise Programmierer oder eine Kombination aus allen Bereichen ausführen. Anlagenbetreibern bietet das einfach adaptier- und bedienbare Electronic-Key-System laut Hersteller viel Flexibilität: Sie bestimmen nämlich die Datenstruktur auf den Schlüsseln und definieren, wie diese zu interpretieren ist. Zentral speicherbare Parameter machen dabei die Prozesse transparent und überprüfbar: Über den jeweiligen Schlüsselcode lassen sich beispielsweise Eingriffe zurückverfolgen und feststellen, wer wo wie lange an der Maschine tätig war. www.euchner.de

Moderne Safety- und Security-Systeme haben nicht nur die Unversehrtheit des Bedieners, sondern auch menschliche Fehlbarkeit im Blick. Bilder: Euchner Mit dem Electronic-Key-System können qualitätsrelevante Einstellungen vor unberechtigtem Zugriff geschützt werden.
CO2-reduzierter Schmierstoff für Getriebe
SEW Eurodrive trägt dazu bei, die Abhängigkeit von Erdöl zu reduzieren
Mit Gearfluid Poly 220 E1 stellt der Bruchsaler Antriebsautomatisierer einen Schmierstoff für Getriebe vor, der – und das ist die Besonderheit – aus nachhaltiger Biomasse hergestellt wird. Er schont fossile Rohstoffe und leistet einen Beitrag zur Reduzierung des CO2-Verbrauchs.
Schmierstoffe zur Verwendung in industriellen Getrieben basieren in der Regel auf einem Grundöl, das aus Erdöl hergestellt wird. Gemeinsam mit Lieferanten gelang es SEW-Eurodrive nun, einen industriellen Getriebeschmierstoff auf Basis von nachhaltiger Biomasse herzustellen. In einem aufwendigen Syntheseprozess werden unter anderem Bioabfälle und Lebensmittelreste, deren Gewinnung keine zusätzlichen Agrarflächen beansprucht, zu einem hochwertigen Grundöl verarbeitet. Die hierfür eingesetzte Biomasse entspricht der Renewable Energy Directive der EU-Kommission. Der CO2-Verbrauch bei der Produktion verringert sich dabei im Vergleich zu konventionellen PolyglykolÖlen um 84 Prozent. Das Produkt selbst entspricht den Qualitätsanforderungen der SEWTest-Spezifikation Nr. 07 004 03 13 und bietet einen hohen Verschleißschutz für die Verzahnung und die Wälzlager. Das wiederum verringert das Risiko von Ausfällen, was Instandhalter freut. Zudem erhöhen niedrige Reibwerte des Schmierstoffs den Getriebewirkungsgrad. Das Produkt ist außerdem biologisch schnell abbaubar nach OECD 301 B und kann damit als Schmierstoff auch in umweltsensiblen Bereichen und bei den allermeisten Standardund Servogetrieben von SEWEurodrive eingesetzt werden. Im Vergleich zu herkömmlichen Bio-Ölen verlängert Gearfluid nach Herstellerangaben das Schmierstoff-Wechselintervall um bis zu 300 Prozent. Außerdem besteht keine Einschränkung bei der Verwendung von unterschiedlichen Wellendichtringen und Dichtungsmaterialien. Der neue Getriebeschmierstoff Gearfluid Poly 220 E1 mit einer Viskosität von 220 ist ab sofort verfügbar. Er kann optional als Erstbefüllung für viele Standardgetriebe und -getriebemotoren sowie Servogetriebe und -getriebemotoren ausgewählt werden. Für Service- und Wartungszwecke gibt es diesen Schmierstoff im 20-Liter-Kanister. www.sew-eurodrive.de




Wie sich kostenintensive Spitzenlasten mittels automatisierten Lastabwurfs verringern lassen, wissen die Experten von Wisag. Seite 26
Bild: Gerd Altmann auf Pixabay

Der Vorteil eines Energieeffizienz-Verpflichtungssystems liegt darin, dass – wie beim Emissionshandel – der Staat nur die Zielwerte und die Regeln vorgibt und kontrolliert.
Energieeffizienz verpflichtend machen
Deutschland hat die verschärften energiepolitischen Ziele auf nationaler und europäischer Ebene verfehlt. Dies und der Krieg gegen die Ukraine mit den daraus resultierenden Energieversorgungsrisiken und Energiepreissteigerungen erhöhen den Druck, weitere Energiesparinstrumente einzuführen. Ein solches schlägt die Deutsche Energie-Agentur (Dena) vor: ein gesetzlich verankertes EnergieeffizienzVerpflichtungssystem. Andreas Kuhlmann, Vorsitzender der dena-Geschäftsführung, betont:„Über die Hälfte der europäischen Mitgliedstaaten nutzt bereits ein solches Instrument. “ Bei einem Energieeffizienz-Verpflichtungssystem wird eine bestimmte Gruppe von Akteuren, zum Beispiel Energieversorgungsunternehmen, verpflichtet, staatlich vorgegebene Mengen an Energieeinsparungen zu realisieren oder nachzuweisen. Dies können die Verpflichteten tun, indem sie selbst bei ihren Kunden EnergieeffizienzMaßnahmen umsetzen. Alternativ können sie von anderen Akteuren Energieeinsparnachweise – sogenannte Weiße Zertifikate – erwerben. Über ein solches System können laut Dena zwischen ein und drei Prozent des Energieverbrauchs definierter Verbrauchsgruppen pro Jahr reduziert werden. In der aktuellen Situation ließe sich dieses Instrument in allen Verbrauchsgruppen anwenden und helfen, Milliarden an jährlichen Energiekosten einzusparen, so die Experten. www.dena.de
Sonderteil Energie-Effizienz
August 2022 - Ausgabe 4/22



Die gekühlte Frischluft wird in den Kühlzonen mit zahlreichen Textilluftkanälen eingebracht, die mittels Laserperforationen auf die Halle und die Arbeitsplatzanforderungen abgestimmt wurden.
Umweltschonend Hallen kühlen
In den Produktionshallen der Firma Leeb Biomilch in Wartberg an der Krems (Österreich) entstehen Lebensmittel unseres täglichen Bedarfes. In den Räumlichkeiten werden Milchprodukte und vegane Alternativen hergestellt. Durch die Verarbeitung der Produkte, den Pasteurisierungsprozess und die täglichen Innenreinigung mit Hochdruckreinigern steigen Temperatur und Luftfeuchte in den Hallen erheblich an. Um trotzdem ein behagliches Arbeitsumfeld für die Produktionsmitarbeiter sicherzustellen, wurde hier eine adiabate Kühlung installiert.
Bei der Suche nach einem nachhaltigen, wirtschaftlichen und leistungsstarken System zur ganzjährigen Zuluftkonditionierung wurde der Lebensmittelhersteller Leeb Biomilch auf das Unternehmen Infranorm aufmerksam. Bei dieser Firma, die laut eigenen Aussagen bereits zweimal in Folge Österreichs bestes Unternehmen in seiner Kategorie geworden ist, handelt es sich um einen Spezialisten für Infrastrukturtechnologie in Industriebetrieben. Das 2004 vom heutigen Geschäftsführer Christian Lindner in Wels gegründete Unternehmen ist als Anlagenbauer auf die Infrastrukturtechnologie in produzierenden Unternehmen spezialisiert und liefert ganzheitliche Lösungen im Bereich Energie- und Umwelttechnik für Produktionsbetriebe. Nach mehreren ausführlichen Gesprächen und Terminen vor Ort planten die Experten das Sustainable Hall Conditioning für den ganzjährigen Betrieb bei Leeb Biomilch. Hierbei handelt es sich um eine nach VDI 6022 zertifizierte, zweistufige adiabate Kühleinheit mit nachfolgender Konditionierung der Zuluft. Bei der patentierten Technologie der Kühlanlagen erfolgt die Kühlung der Außenluft in einem zweistufigen thermodynamischen (adiabaten) Prozess durch reine Wasserkraft. So werden die Dauerarbeitsplätze mit bis zu 100 Prozent sauberer, gekühlter Frischluft versorgt. Das System kann dabei mit einer Reihe von Vorzügen im Vergleich zu einer herkömmlichen Hallenklimatisierung aufwarten. Der Hersteller spricht von Einsparungen in Höhe von 85 Prozent bei den Energiekosten und CO2-Emissionen beziehungsweise 79 Prozent bei den Betriebskosten. Zudem kann bei dieser Lösung komplett auf klimaschädliche Kältemittel verzichtet werden – und dennoch erreicht das System vergleichbare Temperaturen wie eine konventionelle Klimaanlage. Sinken die Außentemperaturen unter die Mindesteinblastemperatur, kann über eine Umluftbeimischung unter Ausnutzung der Prozessabwärme die maximal mögliche Frischluftmenge ohne zusätzliche Heizkosten in die Halle eingebracht werden. Weiter auf Seite 26

Energiemaximumbegrenzung steigert Effizienz
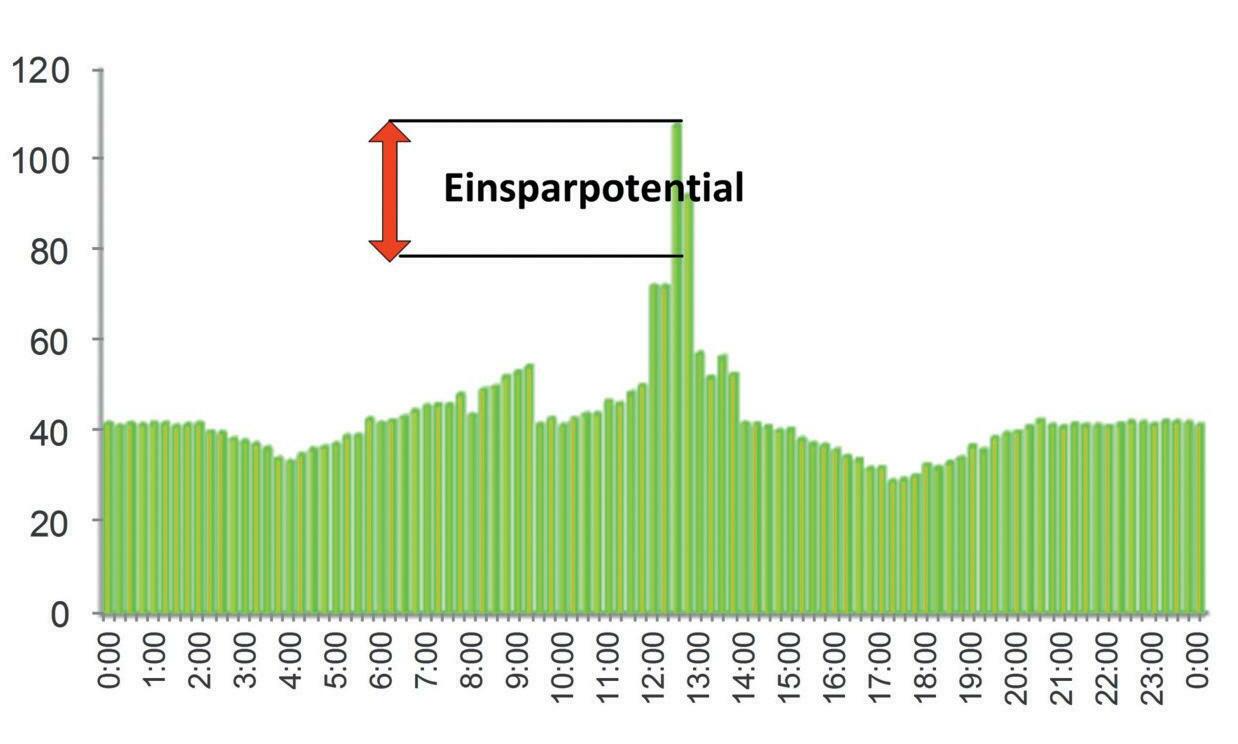
Die Wisag Industrie Service Gruppe hat nun eine Lösung entwickelt, die es Unternehmen ermöglichen, kostenintensive Spitzenlasten mittels automatisierten Lastabwurfs zu verringern. Sie bewirkt ein automatisches, prioritätsgesteuertes Abschalten von zuvor definierten Verbrauchern, sodass ein vorwählbares Leistungsmaximum innerhalb eines vom Energieversorgungsunternehmen vorgegebenen Überwachungsintervalls nicht überschritten wird – und das zahlt sich aus.
Gaskraftwerke kommen vor allem zur Kompensation von verbraucherseitigen Lastspitzen zum Einsatz, während Kohlekraftwerke überwiegend die Grundleistung decken. Mit den aufgrund der aktuellen politischen sowie wirtschaftspolitischen Rahmenbedingungen massiv steigenden Gaspreise wird die Stabilisierung der Netzbelastung damit deutlich teuer. Deshalb ist es für produzierende Unternehmen wichtig, diese Lastspitzen zu reduzieren oder – noch besser – komplett zu verhindern. Hintergrund: Die Stromkosten setzen sich aus dem Arbeitspreis sowie dem Leistungspreis zusammen. Der Leistungspreis ist dabei verbrauchsunabhängig und umfasst die fixen Kosten des jeweiligen Stromversorgers, also die entstehenden Entgelte für die permanente Betriebsbereitschaft. Unter anderem sind im Leistungspreis die Gebühren für den Betrieb und die Aufrechterhaltung der Umspannwerke, der Verteilernetze und auch des Elektrizitätswerks enthalten.
Je nach Preismodell des Stromversorgers wird für den Leistungspreis im Industriestrombereich die höchste gemessene Leistung des Jahres (Jahresleistungspreis) oder die eines Monats (Monatsleistungspreis) als Berechnungsgrundlage verwendet. Überschreitet der Kunde beispielsweise die mit dem Versorger vereinbarte Leistungsgrenze um 200 kW in einer Lastspitze, müsste er bei einem angenommenen Leistungspreis von 90 Euro/kW rund 18.000 Euro zusätzlich bezahlen. „Mithilfe eines betrieblichen Lastmanagements können Lastspitzen so reduziert und das Lastprofil derart geglättet werden, dass es zu keiner Überschreitung eines Limits beim Verbrauch kommt“ , erklärt Ingo Weidner, Projektleiter der Wisag Automatisierungstechnik in Bochum. Und so funktioniert es: Aus Dokumentationen des Bedarfs lassen sich regelmäßig wiederkehrende oder einmalige Spitzen identifizieren und für die Zukunft prognostizieren. Und diese Informationen lassen sich nutzen. So können betriebliche Prozesse beispielsweise dann gefahren werden, wenn das Angebot von Strom hoch und der Preis dafür niedrig ist. „Ideal ist es auch, wenn Lasten verschoben und stromintensive Prozesse zu Zeiten hoher Strompreise unterbrochen werden können“ , verdeutlicht Weidner. Die Wisag Industrie Service Gruppe hat nun eine entsprechende Lösung aus Hard- und Software entwickelt, um ebendiese Spitzenlasten zu verringern. Die Identifikation einer Lastspitze übernimmt die Software EMAX im DDC Controller WCAC60. Als Eingangsinformation benötigt das Programm die vom Maximumzähler kommenden Verbrauchs-Zählimpulse für die elektrische Energie sowie den Synchronisations-Impuls, der den Beginn eines Überwachungsintervalls anzeigt. Droht eine Überschreitung des Leistungsmaximums, so wird die benötigte Abschaltleistung ermittelt und in der Verbrauchergruppe mit der niedrigsten Priorität mit der Suche nach abschaltbaren Verbrauchern begonnen. Es werden so lange Verbraucher ab- bzw. in die nächstniedrige Schaltstufe geschaltet, bis die Summe der abgeschalteten Leistungen größer oder gleich der ermittelten Abschaltleistung geworden ist. Damit eine gute Annäherung an den Bestellwert erreicht werden kann, sollten möglichst viele Verbraucher zur Abschaltung bereitstehen. www.wisag.de
Keine Überschreitung des Verbrauchslimits
Sobald eine Überschreitung des Leistungsmaximums droht, wird mit dieser Lösung die benötigte Abschaltleistung ermittelt und mit dem Abschalten von Verbrauchern begonnen. Bild: Wisag
Impressum
BETRIEBSTECHNIK & INSTANDHALTUNG B&I Die Industrie-Zeitung
Fortsetzung von Seite 25 Durch die direkte Nutzung der Umluft kommt es zur Reduktion der Lüftungswärmeverluste um bis zu 100 Prozent. Da bei diesem Projekt nicht die ganze Halle, sondern nur die Dauerarbeitsplätze der Mitarbeiter gekühlt werden, kamen zwei – anstelle von in diesem Fall normalerweise vier – Anlagen zum Einsatz. Speziell für den Lebensmittelbereich entworfene, mit Silberionen beschichtete Textilluftschläuche bringen die konditionierte Luft in den definierten Kühlzonen ein. Die individuell auf die Positionen der Arbeitsplätze abgestimmte Laserperforation ermöglicht eine zugfreie Kühlung. So entsteht ein kühler Arbeitsbereich, in dem sich die Mitarbeiter am meisten aufhalten. Ein besonders wichtiger Vorteil der modular aufgebauten und dezentralen Einzelanlagen ist auch die Erweiterungsmöglichkeit und die unkomplizierte Anpassbarkeit. Bei Bedarf kann eine Anpassung der textilen Zuluftschläuche an sich verändernde Produktionsbedingungen erfolgen und eine Umpositionierung stattfinden. Im bestehenden Projekt wurde bereits die geplante Veränderung der Produktionsinfrastruktur berücksichtigt und ein Konzept für die zukünftige Produktion erarbeitet. Bei geringer Produktionsauslastung beziehungsweise bei Betriebsstillständen stellt die Hallentemperaturregelung eine stabile Hallentemperatur sicher. So finden die Mitarbeiter auch nach Wochenenden eine optimal temperierte Halle vor. Nicht nur die speziellen Textilluftschläuche mit eingearbeiteten Silberionen und die F7- sowie F9Filterung der angesaugten Außen- sowie Umluft zeigen, wie adiabate Kühltechnologie in der Lebensmittelindustrie verwendet werden kann. Durch die gezielte Druckregelung besteht in der Halle ein dauerhafter Überdruck, welcher laut Hersteller selbst beim Öffnen der Schnellschlusstore den Eintrag von Partikeln und das Eindringen von Insekten verhindert – durch die gezielte Nutzung der warmen Umluft gelingt dies selbst im Winter, ohne zusätzliche Heizkosten zu verursachen. Ein weiterer Vorteil der Lösung: durch die VDI 6022-Zertifizierung der Kühleinheiten, die antibakteriell beschichteten Kühlwaben und das Biomaster-

„Da wir viel mit Dampf und Hitze arbeiten, war es in der Produktion in den vergangenen Jahren immer sehr belastend heiß. Auf der Suche nach einer nachhaltigen und effizienten Kühlung haben wir uns an Infranorm gewendet. Wir sind überaus zufrieden mit dem Resultat der adiabaten Kühlung. Die Arbeitsbedingungen sind um ein Vielfaches besser geworden“ , sagt der stellvertretende Produktionsleiter bei Leeb Biomilch, Ideal Shatri. Bilder: Infranorm Die hohe Prozessabwärme durch das Pasteurisieren der Produkte in Kombination mit den solaren Wärmelasten würde zu einem unbehaglich heißen Arbeitsklima führen. Das adiabate Kühlsystem sorgt jedoch dafür , dass die Arbeitsplätze mit angenehm kühler Frischluft versorgt werden.

Zertifikat besteht keine Gefahr für Legionellenbildung. www.infranorm.com

ISSN: 1864-4554 20. Jahrgang
Erscheinungsweise 6 x jährlich
Herausgeber und Gesamtanzeigenleitung: Wolff Publishing Andreas Wolff e.K.
Lothringer Str. 32 58091 Hagen Postfach 5105 58101 Hagen Tel.: +49 (0) 2331.910 8660 Fax: + 49 (0) 2331.910 8668
www.b-und-i.de / info@b-und-i.de
Auflage und Verbreitung sind ivw-geprüft.
Chefredaktion: Volker Zwick (V. i. S. d. P.)
Meierhofstr. 19, 86473 Ziemetshausen Tel. +49 (0) 8284.929-90 Fax: +49 (0) 8284.929-91 redaktion@b-und-i.de
Lektorat: Dr. Gotlind Blechschmidt, Augsburg
Abonnement und Bezugspreise
Einzelausgabe 13,00 Euro (zzgl. Versand) Jahresabonnement Inland 45,00 Euro inkl. 7 Prozent MwSt., Europa 54,00 Euro, Übersee 65,00 Euro (Luftpost auf Anfrage) Probe-Abo: abo@b-und-i.de Studenten erhalten einen Rabatt von 50 Prozent bei Vorlage der Immatrikulationsbescheinigung. Abonnements für die Zeitung BETRIEBSTECHNIK & INSTANDHALTUNG werden für ein Jahr abgeschlossen und sind mit einer Frist von 6 Wochen vor Ablauf des Bezugsjahres schriftlich kündbar. Eine Abonnement-Bestellung kann innerhalb einer Frist von 14 Tagen widerrufen werden.
Gültig ist die Anzeigenpreisliste 2022.
Vertrieb
Vertriebsunion Meynen GmbH & Co. KG Postfach 1153 . 65331 Eltville Tel. +49 (0) 6123.9238-251 Fax: +49 (0) 6123.9238-252 E-Mail: b-und-i@vertriebsunion.de
Druck
Bonifatius GmbH, 33100 Paderborn
Diese Zeitung wurde auf 100 % chlorfreiem Recyclingpapier und klimaneutral gedruckt.

Copyright
Diese Zeitschrift und alle enthaltenen Beiträge und Abbildungen sind urheberrechtlich geschützt. Jede Verwertung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen. Für unverlangt eingesandte Manuskripte kann keine Gewähr übernommen werden. Von namentlich genannten Fremdautoren oder von ausgewiesenen Unternehmen stammende Beiträge stellen nicht zwingend die Meinung der Redaktion dar. Die Publikation dient der eigenen Meinungsbildung durch die Leser.
Bankverbindung
Deutsche Bank Hagen, BLZ 450 700 24 Konto 688 9000 USt-IdNr. DE189086853
Wenn fünf Automatikkrane Ballett tanzen
So funktioniert das Handling von Rohrbunden mit Automatisierungstechnik
Demag Cranes & Components wird für die Firma Wilhelm Layher die Automatisierung des Wareneingangs und die Beschickung der Produktionsbereiche zur Verarbeitung der Rohmaterialien in dessen neuen Werk übernehmen. Der Hersteller von Gerüstsystemen plant derzeit den Neubau einer Fertigungslinie in Güglingen-Cleebronn und beauftragte Demag mit der Ausführung der automatisierten Kran- und Fördertechnik sowie den Sicherheitseinrichtungen.
In Güglingen-Cleebronn in Ba den-Württemberg plant Layher derzeit den Bau eines eigenständigen Werks für die Produktion und Feuerverzinkung von Bauteilen seines AllroundGerüstsystems. Die Werksfläche beträgt circa elf Hektar, davon sind rund fünf Hektar überdachte Produktions- und Lagerfläche. Dort wird ab dem kommenden Jahr der Fertigungsdurchlauf für den gesamten Standort starten: das Verzinken der Gerüstelemente und, je nach Bauteil, auch das Warmumformen, Riegelschweißen, Stielschweißen und Montieren. Aus verschiedenen Produktionswerken werden hierfür Rohrbun de angeliefert und in Demag Stapelracks an Übergabestatio nen zum Wareneingangslager ab gelegt. Nach der Vereinnahmung durch das Demag Warehouse Management System (WMS) und der Registrierung in Interaktion mit dem kundenseitigen SAP Hana System übernehmen zwei Demag Krananlagen den automatisierten Materialtransport. Dazu lagern die Krane mit acht Tonnen Tragfähigkeit und Spurmittenmaß von 25 Metern die Stapelracks bis zum Abruf durch die Produktion ein. Die Zuordnung des Lagerplatzes der in Länge und Wandstärke vari ie ren den Rohrbündel errechnet das WMS nach festgelegten Regeln. Die Krananlagen übernehmen auch die automatisierte Auslagerung. Dazu werden die Rohrbunde auf einer von drei Förderstrecken abgesetzt, die den Transport zum vorgesehenen Produktionsbereich übernehmen. Hier arbeiten zukünftig drei weitere Automatikkrane mit Spurmittenmaßen von 11 Metern und acht Tonnen Tragfähigkeit in den Bereichen Riegel schweißen/ Sä gen und in der Warmumformung. Diese Prozesskrane transpor tie ren die einzelnen Bunde zu dem der Produktion vorgelagerten Produktionszwischenlager, al ter nativ übernehmen sie auch direkt die Beschickung der einzelnen Maschinen. Neben den Lieferda ten der anliefernden Lkws wer den vom Demag WMS Produktionsplanungen und Daten vom Layher Qualitäts siche rungssys tem be rück sichtigt und verarbeitet. Im Produktionsbereich werden Rohrbunde mit einer Vorplanung von einem Produktionstag auf einer Plattform über den Verarbeitungsmaschinen zwi schen ge lagert. Dieses Zwischenlager ermöglicht die schnelle Materialbereitstellung bei hoher Flexi bi li tät. Auch dieser Zwischenlagerbereich sowie die Transporte zwischen den Bereichen werden vom Demag WMS gesteuert. Die Warenbewegungen erfolgen in Sequenzen zunächst von der Anlieferung in eines der beiden Wa reneingangslager, vom Wareneingangslager in das Produktionszwischenlager und vom Produktionszwischenlager zu den Verarbeitungsmaschinen. Die Reihenfolge der Transporte werden durch die Produktionsvorplanung vom Kundensystem

Mit der Installation von fünf automatisierten Prozesskranen wird die Einlagerung der Rohre, deren Kommissionierung und termingerechte Bereitstellung in einem weitestgehend automatisierten Ma terialfluss zur Herstellung von Komponenten für den Gerüstbau gewährleistet. Der Durchsatz ist für eine Leistung von 120.000 t/Jahr und 25 t/Stunde ausgelegt. Bild: Demag Cranes ermittelten Bedarfe mit dem Demag WMS berechnet und automatisch vorgenommen. Die Auslagerung der angeforderten Rohrbunde sowie das Handling werden von den Kranen und der Fördertechnik nach Vorgabe von Auslageraufträgen aus dem Demag WMS automatisch umgesetzt. Hierbei setzt der vom WMS ausgewählte Automatikkran im Wareneingangslager das entsprechende Rack auf Übergabestationen der von Demag gelieferten Förderstrecken zur Produktion ab. Das Demag WMS organisiert die Auslagerungen nach dem FIFOPrinzip und kann bei geringer Auslastung z.B. Umlagerungen vornehmen, um sortenreine Bundstapel zu erzeugen. Auch Umlagerungen zwischen den beiden Hallenschiffen sind möglich. Dass Demag für dieses Projekt die beiden Automatikkrane liefern wird, ist nach eigenen Angaben nicht ungewöhnlich, da es zu den weltweit führenden Herstellern automatisierter Krane gehört und hier auch beim Langgut-Handling umfassende Erfahrungen hat. Dazu gehört auch die Imple men tie rung des Demag WMS. Weniger gewöhnlich ist es laut Demag jedoch, dass das Unter neh men hier nicht nur Krane projektiert und installiert, son dern eine komplette System lösung des flurgebundenen und flurfreien Materialflusses liefert – einschließlich des Langgutlagers. Zum Lieferumfang gehören auch umfassende Sicherheitsein rich tungen für die Zutrittskontrolle in den Schnittpunktbereichen von
Ein wirklich präziser Schnitt ist das A und O bei der Kabelbearbeitung
Das Schneiden von Leitungen darf in der Kabelbearbeitung nicht zur Nebensache werden. Jeder Schnitt muss sitzen und darf das Kabel weder quetschen noch beschädigen. Dem richtigen Werkzeug kommt in diesem Zusammenhang eine besondere Bedeutung zu. Denn deformierte Leitungen und Leitungsenden können beispielsweise im nächsten Arbeitsschritt, dem Abisolieren, das Abreißen von Einzeldrähten zur Folge haben. Darüber hinaus erfordern sie zusätzlichen Zeitaufwand für die Nachbearbeitung, damit sich Kabelschuhe oder Verbinder ein-


Der Kabelschneider RS 5-F schneidet fein- und feinstdrähtige Litzenleiter. Bilder: Holger Clasen
fach und sicher anbringen lassen. Das Hamburger Unternehmen Holger Clasen bietet unter an de rem Werkzeuge an, die in der Ener gieversorgung zum Einsatz kommen, wie z.B. der akkubetrie benen Kabelschneider RS 5-F. Sie können, dank sichelförmiger Schneidgeometrie mit Feinschliff, fein- und feinstdrähtige Kupferund Aluminium-Litzenleiter der Klassen 5 und 6 bis 630 mm² glatt schneiden –ohne zu verklemmen. Laut Angaben des Anbieters ermöglichen die ergonomisch positionierten Bedienelemente und das geringe Werkzeuggewicht eine komfortable Einhandbedienung, die das Risiko einer ungesunden Körperhaltung bei der Anwendung reduziert. Für effizientes Arbeiten sorgen unter anderem kurze Schnittzeiten und die wählbare Rücklaufautomatik. Bei zu hohen Schneidanforderungen schaltet das Werkzeug selbstständig ab und schützt sich damit selbst vor Überlastung. www.holger-clasen.de Kranen und den Verarbeitungsmaschinen. Insbesondere der Prozess an den Bundlademagazinen im Produk tionsbereich musste hierfür sorgfältig geplant werden. Zur Bereitstellung einer sicheren Arbeitsumgebung werden hier für von Demag umfassende Sicherheitseinrichtungen installiert so wie automatisch verfahrende Sicherheitseinrichtungen zwi schen Maschinen und Lagerbe reich eingesetzt. www.demagcranes.com
H O C H S P E Z I A L I SI E R T V I E LFA LT
MEHR ALS 650 LÖSUNGEN AUS EINER HAND
Hochleistungs-Schmierstoffe made in Germany
Verlängerte Intervalle, weniger Ausfälle
Neues automatisches Schmiersystem von Perma „spricht“ auch Bluetooth
In der Instandhaltung ist die richtige Schmierung eine entscheidende Voraussetzung zur Erreichung einer hohen Prozesssicherheit. Um diese möglichst effizient zu gestalten, bietet Perma seit 60 Jahren entsprechende Schmiersysteme an. Nun kommen die Spezialisten mit der neuen Generation des Perma Star Vario auf den Markt – eine Schmierlösung, die Bluetooth unterstützt.

Die jetzt neu vorgestellte Generation des Schmiersystems Perma Star Vario wurde in seinen technischen Eigenschaften weiterentwickelt. Sie verfügt über einen höheren Druckaufbau und einen erweiterten Temperatureinsatzbereich. Perma Star Vario sorgt laut Hersteller temperatur- und druckunabhängig im laufenden Produktionsprozess für die richtige Schmierung – und zwar in einem Temperaturbereich von minus 40 Grad Celsius bis plus 60 Grad Celsius. Mit zahlreichen Spendezeiteinstellungen (1 bis 24 Monate, Monats- oder Wochenintervalle) sowie vier unterschiedlich großen LC-Einheiten (60, 120, 250 oder 500 cm³) kann auf individuelle Anforderungen an der Schmierstelle reagiert werden. Die Bedienung über einen Einstelltaster ist, auch dank des LCDDisplays, einfach und selbsterklärend. Dabei können Einstellungen am mehrmals wiederverwendbaren Antrieb jederzeit geändert werden. Das elektromechanische Einzelpunktschmiersystem eignet sich zur Schmierung von Wälz- und Gleitlagern, Gleitführungen, offenen Getrieben, Zahnstangen, Spindeln, Wellendichtungen und Ketten. Die Schmierlösung dosiert dabei den Schmierstoff präzise und eignet sich daher unter anderem zur Schmierung von Elektromotoren mit genau vorgeschriebenen Nachschmiermengen. Ein weiterer Vorteil laut Hersteller: Die Schmierstellen sind gegen Eindringen von Wasser oder Verunreinigungen abgedichtet. Der Druckaufbau liegt bei 7,5 bar. So lassen sich Schmierstellen über eine Schlauchzuleitung in bis zu fünf Meter Entfernung versorgen. Zudem ist die neue Version kompatibel mit allen Komponenten der Vorgängersysteme. Das
Bild: Perma
bedeutet: Alle bisherigen Antriebe und LCs können weiterhin genutzt werden, ebenso wie Zubehörteile und Batteriesets. Damit jede Schmierstelle erreichbar wird, gibt es spezielle Sets für den Anschluss und die Montage. Diese sind auf alle Umgebungsbedingungen abgestimmt, die an der Schmierstelle herrschen, wie Vibrationen oder Feuchtigkeit. Angeboten wird außerdem die Bluetooth-Variante des Star Vario. Die Bluetooth-Funktion ermöglicht die Konfiguration, Wartung und Steuerung der Schmiersysteme aus der Ferne. Durch die vom Hersteller entwickelte App lassen sich die Präzisionsschmiersysteme bequem in Echtzeit steuern und überwachen. Die dadurch ermöglichte entfernte Montage der Schmiersysteme außerhalb von Gefahrenbereichen erhöht die Arbeitssicherheit. www.perma-tec.com
Biologisch abbaubares Hydrauliköl mit Eco-Label von Addinol

Im Betrieb stationärer Hydraulikanlagen, wie sie an Schleusen, Wehren und Wasserkraftanlagen zum Einsatz kommen oder beim Einsatz von mobilen Hydrauliken, wie sie in Baumaschinen und Geräten in der Land- und Forstwirtschaft zu finden sind, kann es durch Undichtigkeiten und Havarien zu Verunreinigungen von Gewässern und Böden kommen. Deshalb ist hier der Einsatz biologisch leicht abbaubarer Druckflüssigkeiten erforderlich, denn so lassen sich Schäden an der Umwelt vermeiden, auch wenn es zu einer Leckage kommen sollte. Mit Ökosynth HEES EL bringt Addinol aus Leuna ein leistungsfähiges, zinkfreies Hydraulikfluid auf Basis gesättigter synthetischer Ester für den Einsatz in Land, Forst- und Kommunalwirtschaft sowie in Wasserschutzgebieten auf den Markt. Es erreicht eine biologische Abbaubarkeit gemäß OECD 301 B von mehr als 60 Prozent innerhalb von 28 Tagen. Zusätzlich ist das Produkt laut Hersteller minimal toxisch, nicht-bioakkumulierend und mit dem EU-Ecolabel für geringere Umweltauswirkungen als vergleichbare Produkte ausgezeichnet. Dank hoher Oxidationsstabilität, nachgewiesen im trockenen TOSTTest gemäß DIN EN ISO 4263-3, erzielt Ökosynth HEES EL laut Hersteller lange Einsatzintervalle und reduziert so den Aufwand für wartungsbedingte Stillstände. Ein sehr gutes Viskositäts-Temperaturverhalten sichere zudem eine stabile Mehrbereichscharakteristik und die zuverlässige Schmierung in einem Temperaturbereich zwischen minus 30 Grad Celsius und plus 110 Grad Celsius. Aufgrund seines Wasserabscheidevermögens kann das Produkt nicht nur als biologisch abbaubares Hydrauliköl entsprechend der DIN ISO 15380 eingesetzt werden, sondern auch als HVLP-Öl entsprechend der DIN 51524-3. Addinol Ökosyth HEES EL übertrifft laut Herstellerangaben die Anforderungen gemäß DIN ISO 15380, DIN 51524-2 (HLP) sowie DIN 51524-3 (HVLP) und ist in den Viskositätsklassen 15, 32, 46 und 68 verfügbar. Das Produkt kann in allen gängigen Gebindegrößen bezogen werden. www.addinol.de Das richtige Schmierfett kann die Lebensdauer eines Wälzlagers maßgeblich verlängern, erklären die Experten von Findling Wälzlager und verweisen in diesem Zusammenhang auf langjährige Untersuchungen. Diese zeigen, dass sich 85 Prozent aller Wälzlagerausfälle durch anwendungsspezifische Schmiermittel verhindern ließen. Ganz grundsätzlich besteht ein Schmierfett aus drei verschiedenen Komponenten: Ein Mineralöl bringt die grundlegenden Schmiereigenschaften mit sich. Ein Verdicker erhöht die Viskosität. Und mit den unterschiedlichen Additiven schließlich lassen sich Korrosion und Oxidation verhindern oder ein Verschleißschutz erzielen. „Sowohl der chemische Aufbau als auch die mechanischen Eigenschaften eines Schmierstoffes sind sehr komplex“ , erklärt Klaus Findling, Geschäftsführer der Findling Wälzlager GmbH, und ergänzt: „Deshalb gibt es für die Einordnung verschiedene Parameter. “ Zu diesen Parametern zählt die „kinematische Viskosität“ , die sich aus der Zähigkeit und der Dichte des Schmierstoffes berechnet. Sie bezieht sich ausschließlich auf das verwendete Mineralöl und wird standardmäßig für die Temperaturen von 40 Grad Celsius und 100 Grad Celsius angegeben. Der „Tropfpunkt“ hingegen gibt Auskunft über das Fließverhalten unter Temperatureinfluss. Die „Walkpenetration“ definiert die Konsistenz des Schmierfettes in seiner Gesamtheit und dient dazu, die sogenannte NLGI-Klasse zu ermitteln. Grundsätzlich werden Fließfette, weiche und harte Fette unterschieden. „Es gibt allerdings noch zahlreiche weitere Kennwerte für Schmierfette“ , verdeutlicht Klaus Findling und verweist darauf, dass die Experten aus seinem Haus den Kunden eine professionelle Beratung anbieten, „die alle wichtigen Eigenschaften in Betracht zieht“ . Findling Wälzlager bietet nach eigenen Angaben zudem einen Service der Sonderbefettung mit speziellen Schmierstoffen an, der flexibel und auf die jeweilige Anwendung zugeschnitten ist. www.findling.com


AUTOMATION
EDELSTAHLDÄMPFER STEIGERN DIE ANWENDUNGSVIELFALT
• Gesteigerte Leistungen durch vergrößerten Hub • Mehr Auswahl dank Portfolio-Erweiterung • Bis zu 5.650 Nm Energieaufnahme in kritischen Umgebungen JETZT NEU: • Hochwertige Optik in effektiven Massenbereichen bis 63.700 kg 150 MM HUB, M64 IN V4A 150 MM HUB, M64 IN V4A
YOURLOCAL SALESCONTACT: Bild: Addinol




Bei der richtigen Wahl der Befettung gibt es einige Parameter zu beachten. Bild: Findling Wälzlager
Schmierfette für Wälzlager richtig auswählen
Für anspruchsvolle Umgebungen geeignet
ACE Stoßdämpfer erweitert Spektrum an Industriestoßdämpfern in Edelstahlausführung
ACE Stoßdämpfer bietet ab sofort Klein- und Industriestoßdämpfer mit unterschiedlichsten Hublängen in Edelstahl an – und das in Serie. Das Angebot reicht dabei vom neuen und größten Modell mit 150 Millimeter Hub und Gewinde M64 bis hin zur kleinsten Variante mit 12 Millimeter Hub und M14er Gewinde. Außerdem bieten die Experten einen individuellen Auslegungsservice und eine Anpassung des Produktes an individuelle Vorgaben an.
Die Vielfalt an Standarddämpfern von ACE zeigt sich im Katalog und auf der Website des Langenfelder Unternehmens: So sind online allein drei Stoßdämpferproduktfamilien in Edelstahlausführungen zu finden. An erster Stelle sind hier die Kleinstoßdämpfer MC150EUMV4A bis MC600EUM-V4A zu nennen. Diese basieren auf der in Stahl ausgeführten Produktfamilie MC150 bis MC600 und ihrer bewährten Dämpfungstechnologie. Entsprechend bieten die Edelstahldämpfer laut Hersteller alle Vorteile der MC-Standardtypen wie beliebige Einbaulage, integrierten Festanschlag und insbesondere die bewährte Rollmembran für hohe Standzeiten. Falls benötigt, macht die Rollmembrantechnik den direkten Einbau im Druckraum bis zu circa 7 bar möglich, weil sie für phasenreine Trennung der im Dämpfer genutzten Fluide zur Umgebungsluft sorgt. Die vielen Einsatzmöglichkeiten dank abgestufter Härtegrade und hoher Energieaufnahme werden durch die veredelten Außenkörper und ein komplettes Zubehörsortiment aus Edelstahl der Materialsorte 1.4404 gesteigert. Kleinstoßdämpfer aus Edelstahl werden hauptsächlich in der Medizin- und Elektrotechnik, aber auch im Schiffsbau und in der
Das neue Flaggschiff der Magnum-Serie in Edelstahl ist der in Deutschland gefertigte Industriestoßdämpfer mit 150 mm Hub und Gewinde M64.
Lebensmittelindustrie eingesetzt. Für letztgenannten Bereich sind sie mit Spezialöl befüllt und erfüllen die Zulassungsbedingungen nach NSF-H1 für diesen Markt. Diese selbsteinstellenden Dauerläufer mit hohem Korrosionsschutz liegen in den Gewindegrößen M14 bis M25 vor und liefern bei Hüben zwischen 12 Millimeter und 25 Millimeter Energieaufnahmen von 20 Nm/Hub bis 136 Nm/Hub.
Der größte Unterschied im Vergleich zu den vorab beschriebenen Edelstahlvarianten der Kleinstoßdämpfer liegt bei der PMCNFamilie im Vorhandensein eines Faltenbalgs. Von den technischen Daten her sind sie ansonsten deckungsgleich. Bei diesem Faltenbalg handelt es sich um eine spezielle Schutzkappe aus thermoplastischem Polyurethan (TPU-Kunststoff). Deren Aufgabe ist es, das Hineinkriechen aggressiver Medien in das Dichtungssystem zu verhindern. Aggressive Schneid, Kühlschmier- und Reinigungsmittel haben somit keine Chance, sich im Inneren des Stoßdämpferkorpus mit dem Hydrauliköl, dem eigentlichen Dämpfungsmedium, zu vermischen. Auch der in der Schutzkappe integrierte Aufprallkopf ist aus Edelstahl gefertigt. Im Gegensatz zu weniger robusten Lösungen, bei denen es durch eindringende Fluide zu Überfüllungen und Ausfällen kommen kann, bleibt die Funktion der wartungsfreien Stoßdämpfer von ACE dank dieser Schutzkappen auch in rauen Umgebungen sicher. Die innen arbeitende Rollmembran wird hermetisch von der Außenumgebung abgekapselt und hält die kleinen Maschinenelemente dicht. Auf diese Weise profitieren Anwender laut ACE von den Vorteilen der langlebigen Kleinstoßdämpfer auch in Produktionsumgebungen, in denen sie auf aggressive Fluide nicht verzichten können, wie etwa beim Einsatz in Werkzeugzentren oder im Schiffsbau. Wie die Vertreter der MC-Produktfamilien gibt es für alle Typen aus der Baureihe PMCN150-V4A bis PMCN600-V4A eine Vielzahl an Montagezubehör. Lediglich eine Anschlaghülse sucht man vergeblich. Dies liegt am Aufbau des TPU-Faltenbalges, der diese Ausstattung nicht zulässt.
Seit über 20 Jahren hat ACE die Magnum-Produktfamilie weiterentwickelt. In den drei verschiedenen Grundtypen MC33, MC45 und MC64 lieferbar, sind bei ihnen alle außen liegenden Bauteile aus Edelstahl gefertigt. Mit PU-Kopf ausgestattet, sind sie von den Gewindegrößen M33x1,5 über M45x1,5 bis M64x2 bei Dämpfungshüben bis 150 Millimeter verfügbar. Konzipiert sind sie dabei für Energieaufnahmen von 170 Nm bis 5.650 Nm sowie für effektive Massen von 3 Kilogramm bis 63.700 Kilogramm. Sie verzögern weich und konstant über den gesamten Hub bei rückprallfreier
Hermetisch dicht und rostfrei


Edelstahl als Goldstandard

Die Edelstahl-Kleinstoßdämpfer erreichen Energieaufnahmen von 20 Nm/Hub bis 136 Nm/Hub bei Hublängen von 12 Millimeter bis 25 Millimeter. Bilder: ACE
Absorption der Massenkräfte. Dies führt zu einer Schonung der Gesamtkonstruktion und erlaubt ein schnelleres Verfahren von Maschinen und Anlagen. Einen zusätzlichen Pluspunkt des weichen Verzögerns und der linearen Kennlinien von hydraulischen ACE Dämpfern stellt deutlich leiseres Arbeiten dar. Der Schlüssel für diese Vorzüge ist auch hier eine besondere Dämpfungstechnologie, wobei bei den Magnum-Modellen vor allem die Druckhülse zu nennen ist. Sie sorgt dafür, dass durch die aufschlagende Masse das verwendete Öl in ihr in Bewegung gesetzt und letztlich bei nahezu konstantem hydraulischem Druck die Bewegungsenergie in Wärmeenergie umgewandelt wird. Diese selbsteinstellenden Industriestoßdämpfer aus Edelstahl werden in der Lebensmittel, Medizin, Elektro, Nautik und Offshore-Industrie, aber auch in vielen anderen Branchen eingesetzt.
Der neueste Vertreter der Magnum-Familie in Edelstahl ist der MC64150EUM-V4A mit einem Hub von 150 Millimeter. Damit hat ACE das Angebot der mittleren Baugrößen dort erweitert, wo es technisch am anspruchsvollsten ist – am oberen Ende der Palette. Die konstruktionstechnische Herausforderung liegt hierbei vor allem in der Entwicklung spezieller Werkzeuge zur Veredelung des Gehäuses. Viele Mitbewerber stellen aufgrund nicht vorhandener Werkzeugtechnik diese Baureihen nämlich nur mit Größen bis zu 50 Millimeter Hub her. Für besonders anspruchsvolle Anforderungen lassen sich Aufprallgeschwindigkeiten und Energieaufnahmen deutlich steigern. So sind in Abstimmung mit den Kunden bei der Magnum-Familie den jeweiligen Anforderungen entsprechend Leistungen bei den Aufprallgeschwindigkeiten um das Sechsfache und bei den Energieaufnahmen um das 2,5-Fache gesteigert worden. Dafür haben die Ingenieure von ACE die Bohrungen im Inneren in der Art verändert, dass das verwendete Fluid in kürzester Zeit hinter den Kolben und in den Ausgleichsspeicher gelangt. Neben derlei Rückfluss- und Bohrungsoptimierungen spielt zum Beispiel bei der Erhöhung der Taktzahlen auch die Hubverkürzung eine entscheidende Rolle. Übrigens: Diese Steigerungen lassen sich nicht nur bei MagnumDämpfern, sondern auch bei Kleinstoßdämpfern und Sicherheitsstoßdämpfern realisieren. Bis auf den neuesten Vertreter MC64150EUM-V4A mit einem Hub von 150 Millimetern sind in den Langenfelder Lagerhallen zudem alle Dämpfer als spezielle Ausführungen für besonders tiefe und hohe Temperaturen vorrätig. Dadurch lässt sich insgesamt ein Temperaturbereich von minus 50 Grad Celsius bis 150 Grad Celsius abdecken. Auf Anfrage sind diese Werte auch beim neuen Flaggschiff der Magnum-Edelstahlfamilie zu erreichen, die laut Hersteller durch kundenspezifische Modifikationen selbst bei anspruchsvollen Applikationen keine Konstruktionswünsche offenlasse. Robert Timmerberg, Fachjournalist www.ace-ace.de
Jetzt mit 150 Millimeter Hub

Kleine Helfer für eine effiziente Produktion
In vielerlei Hinsicht könnte man Druckstücke als die wahren Helden in der Produktion bezeichnen, denn Werkstückträgersysteme können durch die kleinen Helfer sehr viel effektiver und zuverlässiger funktionieren. Druckstücke kommen nämlich zum Fixieren, Stoppen, Ausrichten und Halten von Teilen in zahlreichen Anwendungen zum Einsatz – zum Beispiel wenn in Halteapplikationen die genaue Positionierung und Indexierung von Bauteilen erforderlich ist. Der Hersteller Norelem hat angesichts des breit gefächerten Bedarfs ein umfangreiches Variantenspektrum an Standardkomponenten im Programm, die den spezifischen Anforderungen unterschiedlichster Applikationen gerecht werden.



Nur wenige Maschinenbauteile sind so vielseitig einsetzbar wie federnde Druckstücke mit Druckstift. Diese gängigen, aber oft wenig beachteten Halteelemente fungieren als Andruck- beziehungsweise Abdruckstifte. Mit Innensechskantöffnung oder Schlitz finden sie am häufigsten im Maschinen- und Anlagenbau Verwendung. Um Kraft zu erzeugen, enthalten diese Druckstücke eine Feder. So können Zapfen, Bolzen oder Kugeln in ein entsprechendes Loch gedrückt und Komponenten sicher gehalten oder arretiert werden. Das ermöglicht zum Beispiel eine schnelle und einfache Bearbeitung von Werkstücken in einem Trägersystem. Wenn kein federndes Druckstück mit Druckstift zum Einsatz kommt, ist ein federndes Druckstück mit Kugel eine gängige Alternative. Diese Druckstücke enthalten eine gefederte Kugel, die die Kraft erzeugt. Die Arretierkugel bildet einen Anschlag, der sich zurückzieht und dann in die entsprechende Bohrung oder Nut einrastet. Die Kraft dafür kann sehr schnell aufgebracht werden. Deshalb sind federnde Druckstücke mit Kugeln am effektivsten in Anwendungen, bei denen das Druckstück in kurzer Zeit in eine Position hinein oder aus einer Position heraus bewegt werden muss. Sie kommen beispielsweise in Schubladen, Türen, Matrizen und anderen Vorrichtungen zum Einsatz. Obwohl federnde Druckstücke effektive und gern verwendete Komponenten sind, gibt es Anwendungen, für die sie ungeeignet sind. So ist beispielsweise ein federndes Druckstück mit Druckstift so konzipiert, dass es bei auftretender Querkraft eine leichte Bewegung zulässt und durch hohe Lasten überwunden werden kann. Ebenso ist das in federnden Druckstücken mit Kugeln enthaltene Kugellager sehr flach, sodass nur ein kleiner Teil des Druckstückes in die Bohrung gedrückt wird, was es bei schweren Lasten unwirksam macht. In diesem Fall wäre ein Arretieroder Rastbolzen die bessere Wahl. Er arbeitet mit einem Bolzen anstelle einer Kugel und wird häufig zum Indexieren und Fixieren von Maschinenelementen eingesetzt. So können im Maschinenbau beispielsweise Dreh- und Schwenkvorrichtungen gesichert werden. Mithilfe eines Zugringes oder Zugknopfes wird der Arretierstift aus dem jeweiligen Gegenstück gezogen, so lassen sich Steckverbindungen schnell und einfach feststellen, halten und wieder lösen. Ein wichtiges Merkmal von Arretierbolzen sind ihre abgerundeten oder abgeschrägten Nasen, sodass sie bequem in jede Indexieraufnahme passen. Bei der Auswahl des am besten geeigneten Druckstückes für eine Anwendung ist es auch wichtig, die Arbeitsumgebung zu berücksichtigen, in der die Komponente eingesetzt werden soll. So sind beispielsweise dauerhafte Vibrationen in jeder Anwendung eine Herausforderung. Sie können sogar dazu beitragen, im Laufe der Zeit die Leistung einer Anlage zu verringern oder Komponenten zu beschädigen. Wenn es sich um eine vibrationsreiche Anwendung handelt, ist es daher empfehlenswert, ein federndes Druckstück mit Druckbolzen einzusetzen, das über eine integrierte LONG-LOK-Gewindesicherung verfügt. Dadurch ist das Druckstück davor geschützt, sich durch Schläge, Stöße oder Vibrationen zu lockern oder zu lösen. Die Nyloneinlage funktioniert wie ein Keil zwischen dem Gewinde des federnden Druckstücks und dem Befestigungsteil. Das Gewindespiel wird durch die Nylonsicherung auf eine Seite verlagert und bewirkt somit einen Flächendruck auf die Gewindeflanken. Das entstehende Losdrehmoment ist anschließend höher als bei den meisten herkömmlichen mechanischen Verfahren. Es gibt auch viele Anwendungen, bei denen eine raue und aggressive Betriebsumgebung vorliegt. Das kann sich ebenfalls negativ auf die Leistung der jeweiligen Maschine oder Anlage auswirken. Eine problematische Folge ist die Korrosion. „In rauen und aggressiven Umgebungen können korrosionsbeständige Materialien die Lebensdauer einer Feder verlängern, da sie sonst schnell verschleißt“ , weiß Marcus Schneck, Geschäftsführer von Norelem. Er verdeutlicht: „Ein Lösungsansatz besteht darin, die Zug- und Chemikalienbeständigkeit von Siliziumnitrid zu nutzen. “ Das führt langfristig zu einem deutlich reduzierten Verschleiß und gewährleistet eine höhere Zuverlässigkeit der Komponente als der Einsatz alternativer Materialien. „Die Wahl des richtigen Druckstückes mag als einfache Aufgabe erscheinen, um so überraschender ist es, dass in diesem Bereich häufig falsche Entscheidungen getroffen werden“ , so Marcus

Norelem bietet eine große Bandbreite von federnden Druckstücken, mit denen sich zahlreiche Anwendungen abdecken lassen. Bild: Norelem
Schneck. „Es wird oft davon ausgegangen, dass alle Druckstücke gleich sind und für jede Anwendung verwendet werden können, doch das stimmt nicht. “ Wird ein unpassendes Druckstück verwendet, besteht nicht nur das Risiko, dass es sich durch Stöße oder Vibrationen löst oder herausfällt, es kostet auch wertvolle Zeit, die Komponenten wieder zu montieren und so ein sicheres und geschütztes Werkstückhaltesystem zu gewährleisten. Da Unternehmen und Ingenieure unter ständigem Zeitdruck stehen, ist es umso wichtiger, auch auf kleine Standardkomponenten wie Druckstücke zu achten, um eine reibungslose und effiziente Produktion sicherzustellen. www.norelem.de
Individuelle Gehäuse mit wenigen Klicks konfiguriert
Spelsberg, unter anderem ein Hersteller von Elektroinstallationssystemen und Industriegehäusen, hat seinen Konfigurator für Gehäuse der GEOS-Serie weiterentwickelt und um einige Funktionen zur Individualisierung ergänzt. So können neben Bohrungen und Ausschnitten nun auch Leitungseinführungen und Belüftungselemente flexibel eingeplant werden. Gehäuse aus der GEOS-Reihe sind zum zuverlässigen Schutz empfindlicher elektronischer und elektromechanischer Komponenten konzipiert. Auch unter erschwerten Bedingungen halten die Gehäuse laut Hersteller Einflüssen durch Witterung, Temperatur oder Chemikalien und Krafteinwirkungen dauerhaft stand. Die Leergehäuse und Schaltschränke sind individualisierbar und eignen sich dadurch auch für die unterschiedlichsten Anwendungsfelder im Industrieund Outdoorbereich. Die Vielfalt an Anpassungsmöglichkeiten spiegelt sich im Konfigurator wider, den Spelsberg nun funktional erweitert hat. Das Onlinetool verspricht eine einfache und schnelle Konfiguration der Gehäuse dank dreidimensionaler Visualisierung. Dabei wird der Nutzer Schritt für Schritt durch den gesamten Planungsvorgang geführt. Zuerst wird der Leergehäuse- oder Schaltschranktyp ausgewählt. Im Anschluss daran können Zubehörteile hinzugefügt werden. Anwender haben darüber hinaus die Option, gezielt Bohrungen und Ausschnitte am Gehäuse zu platzieren. Auch Leitungseinführungen mittels Doppelmembranstutzen oder Kabelverschraubungen sowie Belüftungselemente sind nun flexibel projektierbar. Neu eingeführt wurde außerdem eine Funktion, mit der Türen und Zwischenrahmen zur besseren Übersicht separat ein- und ausgeblendet werden können. Ein angedeutetes Raster sowie Positionsangaben erleichtern die Ausrichtung im Tool. www.spelsberg.de/konfigurator
Bild: Spelsberg
Zertifi kat abgelaufen? Jetzt umstellen auf: KLINGERSIL® C-4240
Germany
Die Trinkwasserversorgung ohne Kompromisse –Prüfbestätigung nach Elastomerleitlinie bis März 2026



In.Stand 2022 will Fachkräfte für Service und Instandhaltung fördern
Die In.Stand 2022, die Messe für Instandhaltung und Services findet vom 18. bis 19. Oktober in Stuttgart statt. Die Messe findet mit digitaler Erweiterung als hybrides Messeformat statt. Fachausstellung und Austausch vor Ort stehen dabei im Fokus. Durch die digitale Erweiterung erhalten die Besucher zusätzlich die Möglichkeit, sich im Nachgang der Messe weiter zu informieren. Das umfangreiche Rahmenprogramm kann sowohl vor Ort als auch digital genutzt werden. Dr. Walter Rogg, Geschäftsführer bei der Wirtschaftsförderung Region Stuttgart GmbH (WRS), erklärt, warum die In.Stand für Firmen interessant ist:„Gerade bei mittelständischen Unternehmen tragen kompetente Mitarbeiter wesentlich zum Unternehmenserfolg bei. Speziell die Servicetechniker sind dabei die Visitenkarte der Maschinen- und Anlagenbauer und oft erster Ansprechpartner für unsere Kunden. Eines unserer wichtigsten Themen ist deshalb eine ausführliche Darstellung des facettenreichen Berufsbildes von Servicetechnikern. Auf der In.Stand werden sowohl die klassische Instandhaltung als


Wie im vergangenen Jahr wird die B&I die In.Stand in Stuttgart mit der Messezeitung redaktionell begleiten. Bild: B&I
auch der Service abgebildet. Trendthemen wie Retrofit, Predictive Maintenance und Fernwartung werden in Vorträgen ausführlich erklärt und an den Ständen der Aussteller mit Produkten und Lösungen greifbar gemacht. “ Parallel zur In.Stand findet die Arbeitsschutz Aktuell statt. Besucher können mit ihrem Messeticket beide Messen besuchen und an den Fachforen teilnehmen. www.messe-stuttgart.de/instand/
Achema 2022 thematisiert Nachhaltigkeit und Digitalisierung
Deutschland und Europa wollen bis 2050 klimaneutral werden. Auch die chemische Industrie arbeitet an Technologien, um dieses Ziel zu erreichen. Doch wo liegen die Chancen, Herausforderungen und Hürden? Was sind die notwendigen politischen Rahmenbedingungen und Anreize? Welche finanziellen Instrumente werden benötigt? Diese Fragen werden bereits in der Eröffnungsveranstaltung der Achema – die Messe für die Prozessindustrie findet vom 22. bis 26. August in Frankfurt a.M. statt – am ersten Tag ab 17 Uhr diskutiert. Die Herausforderungen und Lösungen für eine nachhaltige Zukunft greift auch die „Green Innovation Zone“ auf. Sie beleuchtet grüne Innovationen und die Herausforderungen der Prozessindustrie auf dem Weg zur klimaneutralen Produktion. Fünf Bereiche werden hierzu im Fokus stehen: klimaneutrale Produktion, Kreislaufwirtschaft, Industriewasser, nachhaltige Chemie und biobasierte Wirtschaft. „Die Prozessindustrie wird ihrer Verantwortung für eine nachhaltige Wertschöpfung nur dann gerecht, wenn sie ihre Anlagen konsequent und zu 100 Prozent elektrifiziert und mittelfristig Wasserstoff als Energiequelle einsetzt“ , betont Frank Jenner, Global Chemicals & Advanced Materials Industry Leader bei EY. Das Thema Digitalisierung ist das zweite große Thema der Prozessindustrie. Dem trägt die neue Ausstellungsgruppe „Digital Hub“ Rechnung. Sie ist der zentrale Treffpunkt für alle, die sich für die digitale Transformation der Prozessindustrie interessieren oder sie aktiv mitgestalten. Die Ausstellungsfläche mit zentraler Bühne rückt digitale Showcases der Prozessindustrie ins Rampenlicht www.achema.de
AMB: Digitalisierung der Metallbearbeitung
Digitale Lösungen optimieren Prozesse und schaffen Abhilfe bei Herausforderungen wie Nachhaltigkeit und Fachkräftemangel. Doch damit aus Daten Informationen werden, müssen viele kleine und große Stellschrauben gedreht werden. Die Durchgängigkeit und einheitliche Sprachen gehören dazu. Ebenso wichtig für ein vollständiges Bild ist, dass möglichst viele Teilnehmer der Prozesskette digital denken und handeln. Die AMB 2022 in Stuttgart, die vom 13. bis 17. September 2022 stattfindet, wird diesen Lösungen eine Bühne bieten. Zu sehen sein werden unter anderem Lösungen, die Informationen über den Zustand des Werkzeugs beim Bearbeitungsprozess lie-
Bild: Landesmesse Stuttgart
fern, Anwendungen für eine vorausschauende Steuerung von Anlagen, Spannmittel mit intelligenter Messtechnik oder auch digitale Zwillinge für agile Fertigungssysteme – um nur einige zu nennen. www.messe-stuttgart.de/amb/




18.–19. Oktober 2022 Messe Stuttgart
Instandhaltung schafft und bewahrt Werte
Erleben Sie industrielle Instandhaltung und Services in Ihrer ganzen Bandbreite! Auf der IN.STAND in Stuttgart finden Sie Produkte und Lösungen für Antriebe und Steuerungen, Ersatzteilmanagement und Retrofit, Automation und Regelungstechnik, Software, Predictive Maintenance sowie AR/VR und smarte Services. Dazu haben Sie neben der Fachausstellung die Gelegenheit, sich im Fachforum und in der Akademie Expertenwissen anzueignen. Guided Tours führen Sie themenspezifisch zu Anbietern.
Jetzt informieren und anmelden! www.in-stand.de #instand22