
7 minute read
Understanding spray technology to optimize sulfur burning


By: Chuck Munro, Regional Spray Specialist, Spraying Systems Co.
Furnace optimization and efficiency are directly related to the spray nozzle used to inject sulfur. Spray nozzles provide a specific volume of fluid at a specified pressure drop. Spray nozzles also convert the sulfur into a predictable drop-size spectrum with a specific spray coverage. The ability to compare and understand spray performance attributes is important when deciding which spray nozzle to use.
Spray nozzles are designed to produce a specific spray pattern, typically full cone, hollow cone, and flat spray. These names reference the shape of the resultant spray, and each has distinct differences. For instance, a full cone spray pattern typically has a wider drop size spectrum (the difference between the smallest and largest droplet size formed), has the largest droplet size in general, and has a comparably smaller maximum free passage. The flat spray has a more compressed pattern, resembling a cat’s eye or oval. Hollow cone has a comparably tighter drop size spectrum, smaller droplets in general, and a larger maximum free passage.
Of the three, hollow cone sprays are widely used in sulfur burning due to their spray droplet distribution. The hollow cone spray pattern is formed by injecting a stream of fluid tangentially into a swirling chamber. The swirling action allows a uniform film of liquid to discharge from the nozzle forming a ring of fluid, hence the “hollow cone” designation. Hollow cone spray nozzles produce smaller droplets and a tighter spectrum of droplets than full cone or flat spray nozzles. This means the droplets are relatively uniform in size throughout the spray. Having uniform droplet size means that during the combustion process (inside the furnace) there is a defined combustion zone and defined distance for full evaporation and combustion. This ensures the molten sulfur is fully combusted and converted to SO2 at the outlet of the furnace. Hollow cone spray nozzles have a large free passage, so the risk of clogging is minimal.
Accurate droplet size information is an important factor in optimizing spray nozzle performance. In addition to spray pattern, other factors such as liquid properties, nozzle capacity, spraying pressure, and spray angle affect droplet size. Lower spraying pressures provide larger droplets. Conversely, higher spraying pressures yield smaller droplet sizes. For sulfur burning, 50 psi (3.4 bar) minimum spraying pressure is recommended, both for practical and performance reasons. The hollow cone spray nozzle can form a spray pattern below 50 psi (3.4 bar); however, droplet integrity tends to diminish below that. When considering a change to spray nozzle capacity, note that smaller capacities produce smaller droplets and larger capacities produce larger droplets at the same spraying pressure. Accounting for this change is important when looking to increase capacity of the furnace.
Fig. 3 provides an excellent example of how much the performance changes with operating pressure and flow rate. The larger droplets are clearly seen when we reduce the operating pressure from 100 psig (7 bar) to 20 psig (1.5 bar). These larger droplets will then take longer to evaporate and combust.
Drop size terminology is often a major source of discrepancy and confusion in understanding spray droplet size. To accurately compare droplet size from one nozzle to another, the same identifying characteristics must be used. Droplet size is usually expressed in microns (micrometers). Following are the most common characteristic diameters and their definitions.
Volume median diameter, Dv0.5, droplet size, when measured in terms of the volume, is a value where 50% of the total volume of liquid sprayed is made up of drops with diameters larger than the median value and 50% with smaller diameters. Similarly, Dv0.9 is a value where 90% of the total volume of liquid sprayed is made up of drops with diameters smaller or equal to this value. This measurement is a key variable to consider, because the dwell time required inside the furnace for complete combustion will be based on the largest droplets in the spray.
Sauter mean diameter, D32, describes the diameter of a droplet having the same volumeto-surface area ratio as the total volume of all the droplets to the total surface area of the droplets. Sauter mean diameter is important to consider for sulfur burning because it provides the best measure to understand the fineness of the spray. It’s a measurement used in studying mass transfer and rates of reaction for applications such as evaporation and combustion.
A brand-new spray nozzle has a predictable flow rate, spray pattern, and spray droplet distribution. In a sulfur burning application, over time, a layer of sulfur may form inside the nozzle leading to spray nozzle orifice plugging. As the sulfur builds up inside the nozzle, the original swirl chamber and uniform film of liquid that discharges the orifice changes. This results in a complete shift in performance. The most common identifiers that a producer will notice is a reduction in flow rate and the spray ring potentially having streaks of heavy spray. If either of these are observed, it is also certain that spray droplet distribution has changed.
A preventive maintenance schedule should be established to monitor spray nozzle flow rate and spray visual. After removing a sulfur gun, do a visual inspection of the spray nozzle orifice and look for any buildup of sulfur. This can be difficult to detect visually, so a bench test while spraying water can often be a better determinant. Spray water through the nozzle for a defined period while capturing the water. Note the spray pressure and compare the flow rate versus pressure to a performance chart of the spray nozzle. If there is any buildup, a decrease in liquid sprayed
Fig.1: Computational Fluid Dynamics (CFD) illustrates the swirling action inside CBa WhirlJet® hollow cone nozzles that produces a uniform spray in a ring-like pattern. Conventional sulfur guns protrude slightly from the steam jacket. CBa sulfur gun is recessed into the steam jacket to ensure temperature uniformity and eliminate or dramatically reduce the chance the sulfur will solidify and plug the gun. Fig. 2: Hollow cone spray pattern 3/8” Ba WhirlJet® Hydraulic Nozzle @ 100 psi (7 bar) - Flow Rate: 5 gpm (19 lpm)



3/8” Ba WhirlJet® Hydraulic Nozzle @ 20 psi (1.5 bar) - Flow Rate: 2 gpm (8 lpm)
Fig. 3: Optimal spray pattern (top). Visible droplets (bottom) appear with reduced pressure and flow rate.
at similar pressures will be noticeable. “Fig. 4 compares a new spray nozzle (black line) to a used spray nozzle (red dots) that has sulfur buildup on the spray nozzle internals. Please note that a spray orifice should never be cleaned with a wire brush or any other tool that could damage the orifice. This can also result in a negative change in performance. If the spray nozzle is clogged by foreign debris, different acceptable methods for cleaning include soaking in a solvent, flushing with running water, or using compressed air with an air hose.
Understanding spray nozzle performance and how that performance affects overall production efficiencies can help in selecting the best equipment for a facility. Reliability and maintenance are linked to the spray nozzle performance and should be considered as well.
Chuck Munro has more than 20 years of experience in spray technology with Spraying Systems Co. He is a specialist in the petrochemical sulfur industries and is active in several industry committees. For more information, visit www.spray.com. q

SUPERIOR SPRAY. SERIOUS RESULTS.
MINIMIZE PLUGGING
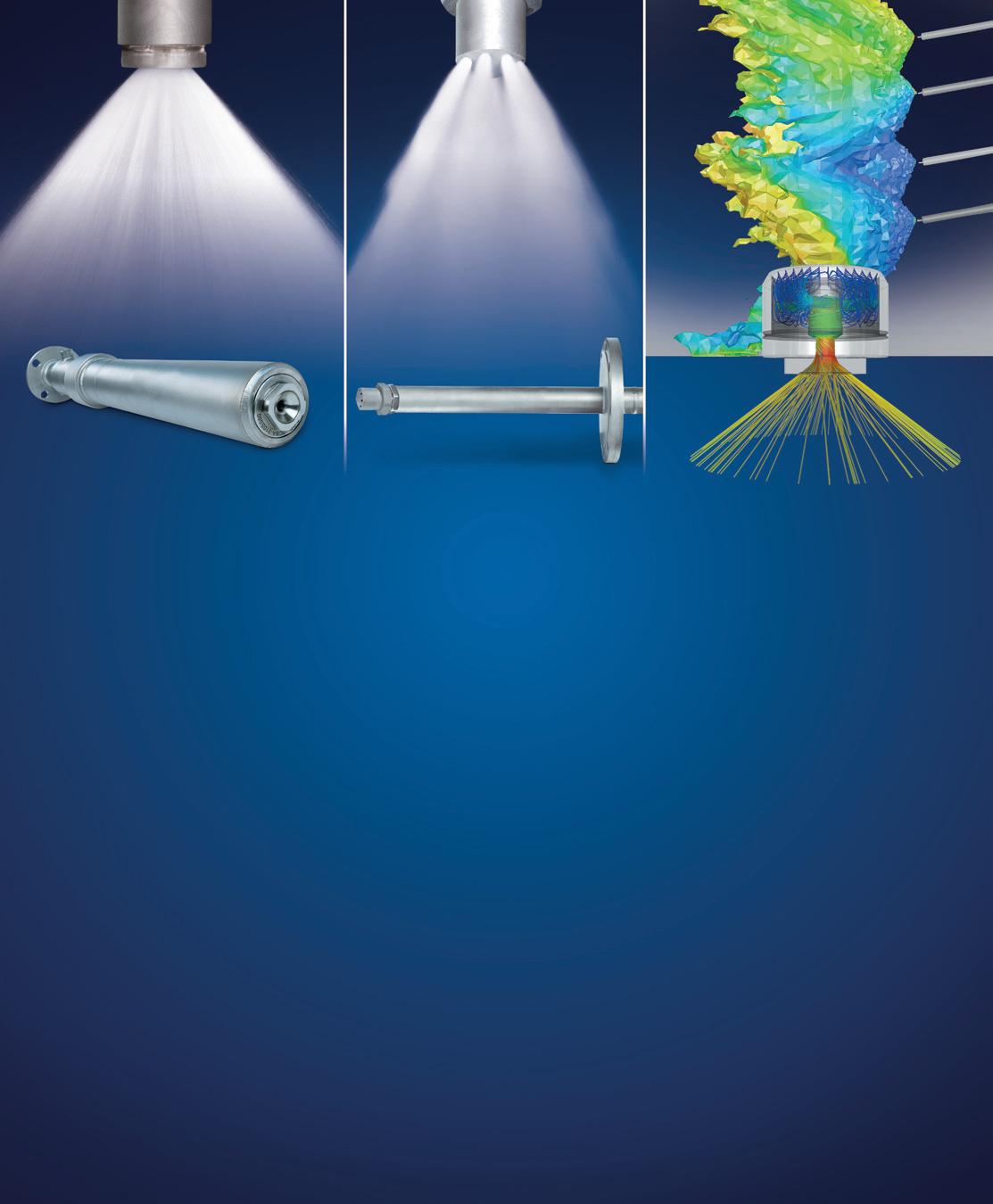
New CBA sulfur gun reduces the risk of pluggage and maximizes production time. The nozzle is recessed in the steam jacketed gun to ensure the sulfur remains at the optimal temperature even when flow rate is reduced. CBA sulfur nozzles provide the same performance as our BA WhirlJet® nozzles – the industry standard – small droplet size and narrow droplet spectrum. Maximize sulfur gun performance and minimize the chance for problems such as sulfur impingement on walls with our modeling services. Using Computational Fluid Dynamics, we can determine the best gun placement in the furnace, ideal drop size for complete vaporization and more to ensure maximum production and minimal maintenance.
BETTER EVAPORATION
FloMax® sulfur guns use air atomizing nozzles to produce smaller droplets than conventional hydraulic nozzles. The result is enhanced evaporation and combustion. The atomizing air flow provides a secondary benefit of purging the guns of potential build-up and ensuring uninterrupted operation. Ideal for use in spent acid plants.
OPTIMIZE PERFORMANCE
For unmatched service and support, visit spray.com or call 1.800.95.SPRAY







