





























 Darko Švetak urednik
Darko Švetak urednik


Darko Švetak urednik
“HDZ-ova Đuru Popijača zanimalo je koje će programe restrukturiranja brodo gradilišta financirati s 900 milijuna kuna. ‘Uvaženi kolega Popijač, Vašu intervenciju smatram skandaloznom, baš skandaloznom. Bili ste potpredsjednik Vlade i ministar gospodarstva i niste napravili ništa u brodogradnji. A znate što je nešto u brodograd nji? To da se potpiše ugovor. Pitajte se zašto 10 mjeseci ugovor nije potpisan. Zato što to ne ide preko noći. To je teško’, spremno mu je odgovorio premijer Milanović.”
Cijelu je Hrvatsku iznenadila spoznaja da premijer može riknuti kao lav, kao što je ljutito riknuo na bivšeg ministra Popijača, u citatu koji prenosimo iz web-izdanja Večernjeg lista, ali i u nekoliko odrješitih rečenica nakon toga, tijekom zasjedanja Sabora 27. studenoga. O. K., čudno je da, do sada uglađeni premijer pokazuje ljut nju, ali nama koji zagovaramo spas brodogradnje kroz restrukturiranje neizmjerno je drago zbog toga. Veselimo se što je u ovoj državi nekomu stalo do brodogradnje.
A za brodogradnju ne navijamo tek onako, nego zato što smatramo da je brod izvrsna platforma za izvoz rada, znanja i proizvoda nastalih u brodograđevnoj, me taloprerađivačkoj, plastičarskoj i informatičkoj industriji. I zato što, premda u ovoj godini nisu potpisala nijedan ugovor, hrvatska brodogradilišta imaju ipak nekakvo ime u svijetu, neku tradiciju i neku šansu. Uz to, brodogradnju i brodogradilišta već imamo, ne trebaju nam strani gurui da nam smisle kojom ćemo se nišom svjetske ekonomije tek početi baviti.
Ruku na srce, ne trebaju nam ni cinici, ni zli, a ni proroci koji nisu zli da nam govore koliko svaki dan ljudi izgubi posao ili koliko će u sljedećoj godini pasti ili rasti nacionalni dohodak. Baš kao što je Milanović rekao Popijaču, a bez ikakve želje za politiziranjem, tvrdimo da nam nisu potrebni nikakvi uhljebi koji će se uvijek privijati vlasti. Potrebni su nam ljudi koji imaju dovoljno poduzetničkog duha da nešto pokrenu, a s dovoljno znanja da to ne bude puko premještanje kutija, nego proizvodnja. I pri tome nije bitno je li riječ o proizvodnji vijaka, brodova ili, totalno nematerijalnog, softvera. Nečega što će se prodavati. I da se od toga živi bolje.
Svim čitateljima želim sretan Božić i vesele novogodišnje praznike, a u Novoj godini prije svega obilje produktivnog osobnog i poslovnog razvoja.
Časopis IRT3000 će iduće godine biti dostupni ji. Biti ćemo s vama kako na društvenim, tako i na poslovnim mrežama Facebook, Twitter i LinkedIn, gdje možete najbrže stupiti s nama u kontakt i pra titi aktualne aktivnosti našeg tima.
Đaković
Henkel
edukativnih
dio)
Sajam investicija i Dani energetike
Izložba robota u Beogradu
Srbija na Embedded Worldu 2013.


Tvornica željezničkih pragova u Svilajncu
Sinergija 2012 – pomicanje u oblak
Ponovo Punto Classic u Kragujevcu
Prva zadruga za biomasu u Srbiji
KOPA i Key IT obnavljaju IS IMT-a
Nova proizvodna linija Henkel u Kruševcu
Održan peti IBM Forum

Ergonomija je budućnost
Sljedeća generacija CNC upravljačkih sklopova
Enerpacova nova čelična ručna crpka ULTIMA

Novi napredni senzor za istodobnu detekciju geo metrije i položaja
Tvrtka Yaskawa širi svoju ponudu vrhunskih robo tâ za lakiranje s kompaktnim robotom Motoman
1250

Obradni centar C 400 basic: nov, snažan, točan
Nova saznanja i nove primjene pulsnog plazma nitriranja za tehnologiju zupčanika i pogonsku tehniku
Sa zahtjevima naručitelja rastu i alati i strojevi
Nove brusne ploče Vortex 2 Norton

Walterova proizvodnja s podrškom međumrežnih veza
Izvještaj o 19. generalnom BH sajmu ZEPS 2012 i
međunarodnom sajmu metala ZEPS Intermetal 2012



Novo od Bystronica na sajmu EUROBLECH 2012



Europski forum inovacija i znanstvenog istraživanja (Trst, Italija, 28-30 rujna 2012).
52. međunarono ljevačko savjetovanje Portorož 2012
Velik korak naprijed pri bušenju čelika
Istodobno pozicioniranje i stezanje
Ručna mjerna glava s okidanjem na dodir: kontak tno mjerenje i mjerenje čitave površine u jednom sustavu
najavio verzije programa Geomagic
i Geomagic
2013.
Nova kvaliteta za tokarenje čelika AC805P Sumitomo
Kada bi tvrtka Yaskawa bila osoba, kako biste je opi sali?
Yaskawa je zanimljiva osoba. Za sobom ima bogatu po vijest i veliko iskustvo. Ozbiljna je osoba, ambiciozna, s jasnim ciljevima i vizijom. Dobro zna kamo ide i što želi postići.
Koji su čimbenici bili ključni za rast i razvoj te međuna rodni uspjeh tvrtke na području robotike?
Yaskawa je 1994. godine kupila njemačku tvrtku Robo tec, koja je bila i partner i suvlasnik ribničke tvrtke Moto man Robotec. Tako je i ta tvrtka prešla u japansko vlasniš tvo. Japanci su ubrzo prepoznali kvalitetan rad društva te nam već 1996. godine ponudili mogućnost uspostavljanja proizvodnje robota. Izazov smo prihvatili. Na ostacima nekadašnje tvrtke Riko izrasla je tako slovenska Yaskawa, društvo za proizvodnju robota. Zašto baš na tome mjestu? Tvrtka Riko je u razdoblju od 1988. do 1990. razvila indu strijski robot za potrebe Sovjetskog Saveza (ubrzo zatim Riko je propao). Za tu su namjenu podignuli objekt nami jenjen za proizvodnju robota. Odluka je bila jednostavna – najbolji uvjeti za pokretanje te djelatnosti bili su u Ribnici, objekt smo ispočetka unajmljivali, a 2002. godine smo ga
Japanska korporacija Yaskawa Electric, naj veći proizvođač industrijskih robota u svije tu, prošle je godine potpuno osvježila stra tegiju nastupa na tržištima Europske unije. Odluka da u Ribnici osnuje svoj europski robotski centar, koji će biti strateški do bavljač za sve Yaskawine europske tvrtke kćeri, velika je prilika da se i slovensko zna nje veliki slovima upiše na robotsku kartu svijeta. Direktor tvrtki Yaskawa Slovenija i Yaskawa Ristro Hubert Kosler obećao nam je da će roboti iz Ribnice sljedećih godina biti prisutni na svim europskim tržištima.
otkupili i dogradili. U toj smo zgradi još i danas.
Temelje za sljedeći veliki korak opet su postavili Japan ci. U recesiji, 2009. godine temeljito su osvježili svoje po slovanje u Europi i pokrenuli reorganizaciju, pri čemu je Yaskawa udružila svoje dvije divizije pod isti krov – divi ziju robotika te diviziju pogoni i gibanje (D&M). Odredili su novu strategiju i lokacije poslovanja. Nakon više posjeta Sloveniji ocijenili su da im ona odgovara glede kadrova i iskustva, pa je Yaskawa u Ribnici osnovala svoj europski robotski centar. Danas odatle opskrbljujemo cijelu Europu, tako da je pred vratima daljnje širenje lokacije i poslovanja.
Upravo ste pri završetku veće investicije. O kakvom je projektu riječ?
Društvo će se na području informatike i prijenosa te povezivanja podataka potpuno integrirati u sustav matič ne tvrtke jer je za Yaskawu vrlo važno strateško središte. Upravo završavamo dvije investicije u opremu i informa cijske tehnologije, vrijedne dva milijuna eura. Radi širenja programa kupili smo 3D mjerni uređaj i još jedan 5-osni CNC-stroj te niz licencija za programsku opremu za grafič ko oblikovanje i planiranje. Nabavili smo dodatne licencije alata Catia, AudoCad i EPLAN. Zamijenit ćemo i poslovni

informacijski sustav, tako što ćemo prijeći na SAP.
Raduje nas što nam je u tome pomogla i država. Javna agencija RS za poduzetništvo i vanjske investicije (JAPTI) u tome nam pomaže s 30 posto nepovratnih sredstava. Na ravno da zbog toga imamo i obveze prema državi. Moramo otvoriti 52 nova radna mjesta, a dvije trećine tih mjesta već su popunili inženjeri.
Robotizacija je najčešće označena kao najviši stupanj automatizacije. Tko danas primjenjuje robote? Tko su vaši klijenti?
Robotika danas ulazi u sve pore našeg života. Ako se ograničimo na industrijsku primjenu, najveći korisnik ro bota svakako je automobilska industrija. Njezini dobavljači sve više robotiziraju svoje proizvodne linije na kojima pro izvode različite komponente, sklopove, nosače, papučice, sjedala... Već tradicionalno roboti su prvi izbor na područ ju zavarivanja, a Yaskawa se može pohvaliti vodećim po ložajem u niši tzv. lučnog zavarivanja. U automobilskoj je industriji uvođenje robota zapravo nužno jer proizvođači žele da se, gdje je to moguće, isključe subjektivni čimbeni ci. Čovjek, naime, jednostavno ne može raditi tako brzo i bez pogreške. Roboti su uključeni prije svega u proces pro izvodnje vitalnih dijelova vozila, kao što su sjedala, papu čice za kočnice itd.
Mnogo robota također je prisutno u metaloprerađi vačkoj industriji, gdje prevladavaju vrlo kompleksni pro

izvodi, npr. različiti nosači za dizala, konstrukcije za teret ne ploče, koje zahtijevaju višeslojno zavarivanje. Takav je posao iznimno naporan za čovjeka jer je zavarivač pri tom radu stalno izložen zračenju i vrućini. Uvođenje robotike na tim područjima diktiraju tehnologija i humanizacija rad nih mjesta. To vrijedi i za mnoga druga radna mjesta koja su fizički vrlo zahtjevna za zaposlenike. Takvi poslovi kod ljudi dugoročno uzrokuju teška oštećenja – od istrošenih zglobova, oštećenja kralježnice, ozljeda mišića čovjek vrlo lako može postati čak i invalid.
U Ribnici proizvodimo robotske ćelije za različite tehno loške operacije. Roboti pri namještanju odgovarajuće opre me obavljaju različite zadatke i tehnološke operacije. Naši roboti zavaruju, pakiraju, paletiraju, bruse, buše, glodaju, poslužuju pojedine strojeve, nanose premaze ljepila ili la kiraju.
Što tvrtka treba kada se odluči za uvođenje robota u redovitu proizvodnju? Koju i kakvu opremu te koje alate još treba uz robota? Kako sve to može izabrati?
Uvođenje robota u proizvodnju još je uvijek prilično op sežan projekt. Uzmimo primjer iz opće industrije, recimo da tvrtka želi zavarivati proizvode s pomoću robota. Tvrtka mora najprije provjeriti raspolaže li primjerenom tehnolo gijom za pripremu sastavnih dijelova koji će se zavarivati (rez, postavljanje). Često se javlja potreba za promjenom konstrukcije proizvoda, koji prije toga nije bio razvijen za robotsko zavarivanje, već za ručno zavarivanje. Za uvođe nje robota u redoviti proces tvrtka mora zajamčiti da su sastavni dijelovi koji se zavaruju izrađeni u propisanim tolerancijama te da su ponovljivi. Sama priprema sastav nih dijelova koje robot mora zavarivati iznimno je važna za uspješnu proizvodnju bez zastoja i bez loših dijelova (bez otpada). Robotska ćelija za zavarivanje mora biti, naravno, odgovarajuće opremljena. Naša se tvrtka brine da na robota dogradimo svu potrebnu opremu, kao što su plamenik, si gurnosni elementi, pozicioner s više robotskih osi, zaštitna kabina itd. Prvi je razlog optimalan rad robotske jedinice, a drugi je sigurnost, koja je osnova za sigurnu proizvodnju s pomoću robota. Robotska ćelija mora biti opremljena za štitnom sigurnosnom ogradom i ugrađenim sigurnosnim elementima, kao što su svjetlosne zavjese, brza podizna vrata itd.
Gdje je prijelomna točka, koja opravdava ulaganje u robota?
Vrijeme povrata investicije u robota razlikuje se ovisno o branši. Velik broj tvrtki u Sloveniji kao osnovicu za pro račun ROI (engl. return of investment) pri nabavi robota uzima prosječnu plaću po zaposleniku u godinu dana, što znači između 25 i 30 tisuća eura. Zatim računaju koliko im ljudi zamjenjuje jedan robot u smjeni i što to znači pri pro izvodnji u dvije ili čak tri smjene. Takav pristup može biti samo jedan od kriterija, no ne smije biti jedini.
Spomenuo sam već humanizaciju rada. Velik broj tvrtki u kojima ljudi obavljaju fizički naporne poslove nije ni svje stan da na takvim radnim mjestima proizvode invalide – a oni su na kraju trošak za društvo.
Robotizacija proizvodnje doslovno je preskok u viso kotehnološku nišu i tvrtkama otvara nove mogućnosti za dobivanje poslova s višom dodanom vrijednošću. Takve narudžbe ta ista tvrtka bez uvođenja robotizacije nikad ne bi dobila. Tvrtke koje žele postati dobavljači za automobil sku industriju bez uvođenja robotike na takvo što ne mogu niti pomisliti.
Što je sa sociološkim aspektom? Kako zaposlenici rea giraju na robota?
Reakcije zaposlenih u tvrtkama gdje već imaju robote svake su godine sve bolje. Za to su zaslužni mlađi zaposle nici, koji se ne boje robota, tako da je strah od gubitka rad nog mjesta manji i kod svih ostalih. Činjenica je da radnici u tvrtkama zbog uvođenja robotike ne gube radna mjesta. Tvrtka uvođenjem visokih tehnologija postaje konkuren tnija, poboljša kvalitetu proizvoda i dobiva više poslova s višom dodanom vrijednošću zbog učinkovitije proizvod nje. Kao što su se ljudi u početku bojali laserske tehnologije, tako se javlja sličan strah pri uvođenju robota. Danas je la ser u proizvodnji nešto potpuno uobičajeno, a roboti uvijek idu istim putem.
Tvrtke su svjesne da je potrebno ulagati u opremu. Ro bot zapravo nije ono najviše što si tvrtka mora priuštiti, nego je posljednji element u proizvodnom procesu. Često je na kraju kao zadnja postaja u procesu. Prije toga tvrtka se mora pobrinuti za kvalitetnu pripremu pojedinih dije lova i sklopova, konstrukciju, povratnu vezu informacija s konstruktorima... Robote je dobro uvoditi i zato što svi u tvrtki moraju promijeniti način razmišljanja, što utječe na promjene procesa u tvrtki.
Cilj je jasan. Govorimo o višoj produktivnosti i osigura nju cjelovite kvalitete, a sve to uz prilagodljiviju proizvod nju.
Specijalizirali ste se za proizvodnju učinkovitih robot skih ćelija. Koji je vaš recept za uspjeh?
Recept za uspjeh skriva se u dobrim kadrovima. Ya skawa Slovenija i Yaskawa Ristro imaju vrlo sposobne lju de na svim područjima. Mnogo pozornosti pridajemo in ženjerskom radu, pojedinci imaju vrlo dobro znanje, koje su stekli tijekom godina rada u našoj tvrtki. Raduje me što imamo malu fluktuaciju zaposlenika. Zaključujem da se za poslenici kod nas ne dosađuju. U procesu, naime, primje njujemo velik broj standardnih komponenata, no konačni je proizvod uvijek unikat. Kreiramo prije svega projekte prema želji kupca, pri čemu se projekti vrlo rijetko ponove.
Prodajete prije svega konačna rješenja, tj. robotske aplikacije “ključ u ruke”. Koliko je u prosjeku inženjerskog rada u samom rješenju?
Naša rješenja krasi visoka dodana vrijednost jer često ra zvijamo i projektiramo cijelu robotsku ćeliju s tehnologijom i osiguravamo njezinu integraciju u radno okruženje. Vri jednost inženjerskog rada u našim projektima je u prosjeku 20 posto. A često je riječ o kompleksnijim rješenjima s više
robota i više tehnoloških operacija, tako da inženjerski rad može premašiti i 30 posto konačne ugovorene vrijednosti.
Koliko konačnom rješenju pridonose vaši kadrovi, a ko liko znanje i iskustvo naručitelja?
To je teško točno odrediti jer većinu posla obavimo kod nas, no unatoč tomu poželjno je da naši kupci imaju jasnu sliku o tome što žele. Zašto? Ako potencijalni naručitelj sa stavi točnu tehničko-tehnološku listu zahtjeva, naš je posao tada lakši. Posljednjih godina sve svoje prijedloge podupi remo 3D simulacijama u prividnom okruženju. Sve to, na ravno, predstavimo potencijalnom naručitelju. Naručitelj zatim s tehničkom ekipom analizira sve detalje, provjerava sve kontrolne točke, ulazne zahtjeve i ako se slaže s predlo ženim rješenjem, potvrđuje ga. Nakon potvrde naručitelja robotska je ćelija spremna za proizvodnju.
U vašem radu mnogo je specifičnih znanja. Gdje ih stje čete? Koliko je zahtjevno dobiti kadrove tog profila u Slo veniji?
Kadrove tražimo na tržištu, pri čemu prednost imaju već oblikovani kadrovi. Na području proizvodnje to nije teško, jer dobrih elektrotehničara ili montera ne manjka, no kad je riječ o inženjerima konstruktorima i za razvoj pro gramske opreme, traženje odgovarajućih profila znatno je teže. Upravo zato već godinama surađujemo s fakultetima, stipendiramo studente te ih zovemo na praksu, tako da se vrlo dobro upoznamo. Tako smo odgojili već velik broj kadrova, koje smo i zaposlili. Kod nas se mogu zaposliti inženjeri strojarstva, koji mogu raditi kao voditelji proje kata, konstruktori, mehatroničari, elektroinženjeri, koji su programeri, elektroprojektanti, programeri robota, tehno lozi ili planeri proizvodnje itd. Sve više trebamo tehničke profile zaposlenih jer širimo proizvodnju i bavimo se sa sve više različitih tehnologija te uvođenjem robota u nove teh nološke procese.
Kako vidite današnje tržište robotike i kako prognozi rate buduće događaje na tržištu?
Robotika se razvija iznimno brzo, i u industriji i tzv. ne produktivnoj robotici. Roboti su svake godine učinkovitiji i sigurniji s obzirom na prisutnost čovjeka u njihovoj blizini. To se osigurava sa sve više senzora i novih elektroservomo tora, čije su upravljačke jedinice sve manje i sve snažnije. Razvoj ide i u smjeru lakšeg programiranja robota i njihova učenja. Sigurnost je tu na prvome mjestu jer će za daljnji uspjeh robota biti ključno to da će čovjek moći biti u njiho voj neposrednoj blizini.

Na različitim sajmovima i u znanstvenofantastičnim filmovima vidimo i robote koji poslužuju ljude, odnosno pomažu im. Kada će robotski pomoćnici postati uobiča jeni?
Europa slovi kao klasično društvo pa je robota u kućan stvu danas teško zamisliti. Potpuno je drukčije u Japanu, gdje je i izvor robotike. Yaskawa ondje postavlja smjernice, prva je razvila robota s dvije ruke. Naravno, on je isprva bio namijenjen za zamjenu ljudi na montažnim linijama, a daljnji razvoj doveo je do oblikovanja tzv. poslužiteljskih robota, kojima se koriste u domovima za starije osobe i bol nicama, gdje nepokretnim ljudima olakšavaju svakodnev ni život. Korisnik takvog robota upravlja njime ili putem zaslona osjetljivog na dodir ili glasovnim naredbama. Pri mjera tzv. neproduktivne robotike ima još mnogo, recimo primjena dvoručnih robota u Japanu i u laboratorijima za uzimanje krvi itd. Yaskawa ima s robotima smjele planove
Roboti iz godine u godinu imaju sve više umjetne inte ligencije, koja im omogućuje još brži, točniji ili prilago dljiviji rad. Posljednje vrijedi i kada je robot opremljen kamerom, koja predstavlja njegove oči.
U društvu Yaskawa Slovenija već se dugo specijaliziraju za razvoj robot skih rješenja na području zavarivanja. Ove su godine razvili potpuno nov sustav, koji tijekom zavarivanja vodi robota po stvarnoj putanji koju treba zavariti. Robota zavarivača odlikuju kvalitetni i ponovljivi zavari. »Pri masovnoj proizvodnji manjih pro izvoda s manjim ili nikakvim odstupa njima mjera roboti su se već dokazali. Teškoće su im uobičajeno stvarali veliki proizvodi s izrazitim dimenzij skim odstupanjima, koja su česta u maloserijskoj proizvodnji. Kako kod velikih dijelova dolazi i do odstupanja od nekoliko centimetara, potrebno je putanju robota svaki put ispravljati. Ručno izvođenje tih korekcija traje dulje od same operacije zavarivanja, ovisno o kompleksnosti proizvoda. Razvili smo sustav vida MotoSENSE, koji sa slikovnim modulom, namje štenim ispred plamenika, osigurava samostalno prilagođavanje putanje zavarivanja prema stvarnom položaju proizvoda. Bilo kakvo ručno korigira nje putanje zavarivanja tako više nije potrebno, a uštede su višestruke«, go vori Robert Modic, djelatnik u razvoju društva Yaskawa Slovenija. Robot zavarivač treba prije svega točnost vođenja jer kod zahtjevnih proizvoda nema mjesta za pogreške. Yaskawin robot zavarivač trenutačno je najnapredniji na tržištu – inovativ nim pristupom detekcije složenih spo jeva s nultim zazorima za približno 10 puta premašuje postojeća rješenja na tržištu. Pri mjernom polju npr. 40 x 100 mm pronalazi zazore manje od 0,05 mm, koje robot registrira te ih zavari. Uloga kamere je izrada točne ge


na području bijele tehnike – uvjeren sam da ćemo u bliskoj budućnosti u Europi susretati velik broj kućanskih robota.
Kako će tvrtka Yaskawa izgledati za pet godina? Na mjeravate li širiti poslovanje, u kojem smjeru i na koja po dručja? Kakve planove Yaskawa ima u Sloveniji?
Vlasnik ima s nama velike planove. Imamo mandat za postizanje svih postavljenih ciljeva. Jednostavno rečeno, moramo opravdati povjerenje svojih vlasnika i, naravno, dioničara. Yaskawa je, naime, dioničko društvo. Trenutač no u Sloveniji gradimo Yaskawin robotski centar za potrebe cijele Europe. Uključeni smo u projekt Toyota, koji pripre ma velik proizvodni pogon u Europi, u Poljskoj. Vjerujem da je pred našom tvrtkom lijepa budućnost jer se opseg na ručitelja i prihoda povećava iz godine u godinu. Do sljede ćeg travnja naši su kapaciteti uglavnom zauzeti.
Kako na poslovanje tvrtke utječe stvarno poslovno okruženje i infrastruktura?
Stanje u gospodarstvu nije ružičasto, međutim ostajem optimist. Nadam se da će reforme tržišta rada i mirovin skog sustava biti prihvaćene te da će se državi vratiti bolje
ometrije proizvoda (s laserskom linijom) dok se on transportira na mjesto obrade (zavarivanja) i mjerenja proizvoda. Robot zavarivač u realnom vremenu prilazi spoju koji će zavari vati, a kamera mu pomaže postaviti se uvijek na pravo mjesto. Na taj način otpada vrijeme zahtjevnog podešava nja proizvoda za zavarivanje. Kretanje proizvoda kroz ćeliju za zavarivanje točno je definirano, a kamera robotu prenosi sva moguća odstupanja za zavarivanje ključnih spojeva kako bi robot u realnom vremenu prilago dio mjesto zavarivanja i zatim točno zavario spojeve. Robotska platforma Motoman pri tome se pokazala kao vrlo otvorena, što je pomoglo bržem razvoju adaptivnih rješenja na podru čju zavarivanja.
Podržana su dva načina rada, i to ko rekcija pozicija prije zavarivanja (tzv. traženje spojeva) i tijekom zavariva nja (tj. praćenje spojeva). Kamera u kombinaciji s aplikacijom MotoSENSE osigurava samostalnu analizu odstu panja i proračun kompenzacije gibanja robota zavarivača.
Posebnost je novog robota zavari vača njegova ciljna usmjerenost na zavarivanje nehrđajućih limova. Na tom području industrije vladaju visoki zahtjevi glede točnosti zavarivanja i obrade jer se takvi proizvodi često pri mjenjuju u farmaciji, kemijskoj obradi i prehrambenoj industriji. Ti segmenti zahtijevaju visoku čistoću i jednostav no čišćenje. Proizvodi su uglavnom organskih oblika, često s visokim postotkom slanih spojeva s nultim zazorom. Sposobnost njihove detekcije sustavu vida MotoSENSE daje visoku uporabnu vrijednost.
ocjene gospodarskih pokazatelja. Te stvari jednostavno mo ramo riješiti. Od vlade očekujem da osigura stabilne uvjete poslovanja, a za poslove ćemo se ionako pobrinuti sami. U normalnim i stabilnih uvjetima to svakako znamo.
Događaj po prvi puta u tri dana s međunarodnim alatničarskim forumom ISTMA Europe
Svi koji nešto znače u slovenskoj industriji, jednom godišnje se okupe u Portorožu na najvažnijem strukovnom događaju za slovenske inženjere i istraživače u industriji Industrijskom forumu IRT.
Jubilarni 5. Industrijski forum IRT će u 2013. po prvi puta trajati 3 dana, jer će pod svojim okriljem ugostiti me đunarodni forum alatničara 4. Forum ISTMA Europe, na kojem se očekuje i odaziv najpoznatijih političkih predstav nika na državnoj i europskoj razini. U središtu pozornosti trodnevnog događaja biti će prepoznavanje onih povezuju ćih tehnologija i branši, koje mogu industriji i gospodarstvu općenito pomagati pri razvoju i povećanju dodane vrijed nosti. Trodnevno druženje domaćih i inozemnih inženjera održavati će se od 10. do 12. lipnja 2013. godine.

Iz industrije za industriju
Program 5. Industrijskog foruma IRT 2013 sačinjavati će, kao i proteklih godina, predstavljanja radova i raspra ve, koje nadopunjuje aktualni okrugli stol, stručna izložba, te jedan od najvažnijih razloga za sudjelovanje na forumu, druženje i izmjena iskustava s domaćim i inozemnim struč njacima iz industrije te predstavnika poduzetničke i aka demske zajednice. Za razliku od prijašnjih foruma, u 2013. će se središnji okrugli stol foruma, pozvana predavanja i podjela priznanja TARAS za uspješnu suradnju gospo darstva i znanstveno-istraživačkog okruženja održavati tijekom drugog dana druženja u Portorožu. Predstavljanje prijavljenih stručnih članaka, koji će prikazati rezultate ra zvoja, novosti, inovacije, stručna i poslovna dostignuća ili samo upozoriti na stanje u tvrtkama i slovenskoj industriji, održavati će se tijekom prvog dana foruma. Organizator prijave članaka sa sažetcima očekuju do 15. ožujka 2013. godine.
Na središnjem okruglom stolu 5. industrijskog foruma IRT, koji će se održavati drugog dana druženja, domaći i strani gosti, vodeći menadžeri uspješnih tvrtki, predstav nici strukovnih udruga, priznati prodajni stručnjaci, prema riječima voditelja programskog odbora foruma dr.sc. To maža Permea, posvetiti će se dugoročnoj i održivoj viziji industrije i čitavog gospodarstva kao uvjet za uspješan ra
zvoj društva i sreću njegovih pojedinaca. Za gospodarstvo i društvo, naime je vrlo važno prepoznati one povezujuće tehnologije i braše, koji mogu ostalima pomoći pri razvoju i povećanju dodane vrijednosti te da se definiraju prioritetni zadaci za postizanje tih ciljeva.
Europski alatničari po prvi puta na godišnjem susretu u Sloveniji
Važnu nadogradnju na središnji događaj slovenske in dustrije, u 2013. godini predstavljati će 4. Forum ISTMA Eu rope, koji će u Sloveniji okupiti europske alatničare te njiho ve partnere, te će se održavati trećeg dana 5. Industrijskog foruma IRT. Susret alatničara, prema riječima predsjednika europskog udruženja alatničarstva i strojogradnje ISTMA Europe Janeza Poje, predstavlja događaj na kojem se člano vi obraćaju političkoj, društvenoj i gospodarskoj javnosti te im predstavljaju velik značaj doduše malog sektora alatni čarstva u razvojnom lancu. Stoga će u Portorož pozvati od govorne iz Europske komisije i slovenske vlade, a očekuje mo i predstavnike najvažnijih velikih kupaca alatnica, gdje prednjači prije svega europska automobilska industrija.
U 2013. tema vodilja druženja alatničara biti će agilnost sektora danas i sutra, sa ciljem poboljšavanja onih uvjeta poslovanja, koji predstavljaju održivi razvoj sektora u Eu ropi. Janez Poje pojašnjava, kako se alatničari diljem Euro pe, izuzev Njemačke, gdje je gospodarska klima bitno bolje, suočavaju sa sličnim kompleksnim uvjetima u poslovanju. Alatničarsku industriju obilježava premala dodana vrijed nost, prespor tehnološki razvoj, među mladima nema ve likog interesa za zapošljavanje i osobni razvoj, branša pre malo surađuje s institucijama znanja za brži i učinkovitiji razvoj know-how. Unatoč tome, kratkoročni trendovi su pozitivni, jer postoje alatnice koje su preživjele prvu recesi ju, te imaju dobru zauzetost svojih proizvodnih kapaciteta.
Perum est, ut que di qui dolorecte quam, as doles dolup tate pos qui occum natur? Pis eictas eum facestis eossim porese voluptas solut laboria quis min conse nobistibus etur most accum re omni comnien dianisto omni omnisqui volorest qui nisi ne ne venienda volende nossi alibus con sequiae. Genti tet, autem denectis alitium alibuscienia ace ationse nonsend ipsandant moluptaquae coribustium dit aute entis sam aut et que vellaut fugiat as as ditatur samet, ut invent fuga. Itaquam autat militat facepta derum et am re et, sed quiaspe ditios aceri del ius doloremquis dernam rem qui aut plibus ipsuntorrum dolorpos con nobitae nus ame poribus quam, etus asperum qui repellecta que dolesci aturiat volor ma sit audi blaut omnimi, quae. Rehenih illa ces eum laborent quiatquatet estrum aut harcidu sdandae

Omnissi mporia sam vitatur abores mi, qui nonserem sum idenis auditiam, sin cum fuga. Alit restotatem dolup tatur, quas eatectiae dipicit ut asperrum quo endis rerem fuga. Et minctatquias et maximi, est lacient ventem ent. Event quae odi ut odis is conesed quam re, animinte mos re ellabore, sit, con re, ullam, vendebis aceaque con seque verro velit ea vendio. Nequiatur re, offic toritas est aut quiaepuda alitaquuntur alique voloraturi qui sin exe rora epelesed mos eosti ressum conseniet laccati usanien dantem. Ut est atur, et veriae. Tur, secte dunduciis abo. Et placcupitiae eliqui re niet vellupitam dus, andignatinum escienihita sum eos magniaspis etur, quam ad est di core pel magnis nis iustorum soluptio blabo. Im iumquo iume quatem faceptatur? Xerrum, a volor andigen disitatqui ad et magnatq uiassime nam harum volupiciis exeri doloriae poreium sequiandi nonsequi aut labor saperro tem laceped quibusae. Lestibus dollaborro di nobis nihiciunti odion sequia corendi ssitio mo occupis quam fugit magnis dis so lecatur rerum rerupta tiorecestrum estecto beritas dolorum ut volupta siminci atemqui voluptur acipsape velitium niet odi odis dolest, quam eosam, et molupta eceperum fuga. Ut est volore quam faccuscitas modio. Imi, num sim qui volorem re cum is recabor at quaepeditat.
Nus et, sit pa quis que et, et et vel idunt ipsam iducias nobis ut am alicab is esto ommoluptas reiundisqui quas es a voluptibus, simos volorum facersped mos sam que min vel ium qui temolEt mos doluptas nimus, ut qui vel incim porae velibus veressit, inum doluptas molut qui nestore nime ipienim olorenisim ab in niandem. Ipsunti doluptu scilliti beatur aut quament plici sit volecab oratur, quam, illorpo ressum et dolesto eum acea doluptas cus adipitius da dolupta nus dolorer chitia et audis et aut pore, ut aut faciisque repuda qui que nia esti consectibus, samusae est aligent optaepe lluptas percimus, sunt utem venist dolo rum reptasitatus abor sim que vellendit, officia ssimodi sit, conseni hicientia eum voluptiur?

Molorati dolore nihillessus magnient et odignatio. Lores ipsam, ut ut eum liquamus con num quiam, quis alitassiti qui omnimoluptis errorrorro te acestrum fugiam verendi tatendis quo volupta voloristisci ut volorem porestrum nosam adis cus quaecae es re pro endipsa epelest fugiam eaquam veliquatem. Beror solupie niscil incit ut unt offici a dentium voluptatus.
Torepudam, to molupta que vent lame volum quat et que dolupta quatur rem ut quiae nus moditia dolorer umquasincti suntiurit etur?
Es explaccum quaecto tatatius et fuga. Itatatur, corum faciaepta volum sitas ex es et ratur sitio qui cusae consequ atinum, conse ressusci berrum voluptatis earum ipis eosti ur mos

Ique peria consequi autemo conserum iur, sinctio occumque pellatiur apellabo. Dit eossunt mi, ommo earum exeraest, occum quo cus porerib eaquid moluptae molo rendam voluptate eserferrum, sequi omnitiores volorru ntorend igeniam, nobita dolorite nisimaio expla quatempo res nimus dolupta delit, ilis reheniscima nonetur, core esse prae denis ea volorerumqui nobit et aboriae rnatur, sero et asi autatur molor rem essitae. Namus acium laborer iatur?
Evenit hitemqu osapici molecat emodias dolestrum nu


Totae pra venimusamus. Bernata tumet, ut evelecu sa mentis dolutem il et omnihition est, erumet, velest, oditat ulpa pliciis ent faccusa quatium quid qui od quibusa quos voles sequam venis in et ium ullacestia sincia si dolupta quibus experum de con net et ut peditasime esto minvel et
Us, voluptatis ipis ape renem illestempe corenda consed qui quis sum earunt qui dendanitaque pos expedit esciis rent aut quas as eum qui vel et am liqui dipictat.
Evendit, quistis as earum elissincia dolor rem fugiate ni magnatiae. Ut aceaquia ent aut volenderum labore quis do lupta quianim odicaborpos aciis ilic teceris volum es eum quibero blaut eveniet laccate ctionsed moluptios verspedit labo. Et quam que es sequis aut quunt.

Lam fuga. Parum quis eum id qui ut est, sam quia conse sim acia esequi culloru ptatiorepra cor si none ea sint et mo lorib usandem verroribere prestio nsernat iaecta is estibusa ipid ut veria vendem sit prem voluptionsed que rest, sent alicabo. Pudae sum imincti voluptat dolescit, voloremquos iscia conet volupta turiaesequo officae. Nam a dendae pe ribus eatur?





Ratas modit explab isci doluptaquis eos des ium dolo res sintorerunde elia iditiur alias as dolori verunti onseque atemo volora int accatqu iassust, sit, simoluptaque nullupt atiassimus, ium eaquo et a voluptur?

Namet volecto tatempelis doleni dolor molecerum ut ex et arcit, experat atatium dolendipsusa quibus, alique sitasperepe plabor aceaquiae prae la quaeptat entiusc imu sdaepel eum volest, que vel moloris endani dolum aligend eliquae nullacim dolorup tissequi inciis ut quatqui am in ciis ellantia consere hendae arum erfero invel in perovitet maximus que eiciam reAxime simende nistionsenia duci tiunt.
Ut optaect oresse mo corporatur, tes ressinv eliqui do lupta quisim quaecum nonserferi recusciis aut prere porum demporem nonse pro earum delictionem quodi suntur si musamus, omnimpo restota nos ipid quaerion corerum volescia voloremposa veraestem fugit eosti corro tet vene comnis ipsum sapis ipis eum id quatem et optio. Nem que por magnim squam quate odis quam sint quasimo occusa pidunt abo. Mustius int, si dem doluptam, essit excea quos quiducidus.

At quamus ad magnien duntiassum eat acernatium vo lorere nis ese nonseque volupta turest, sequid quaSumquo quistis antiatio quiatem pelent in renitiu ntempor ernam, susciet miniatu rehent experci endant, sequid quam andis aut fuga. Gendi omnimus.
To doluptatem hil moluptae. Dicius.
Post a et as ium fugiti que omnis eribus eatectium nia tioresed mostendi volor mi, et, sus et ab ipsunt eum veni cum aut ommoluptatur sinveliqui omnimetur ra soluptat ad eiusandant venis sincia dem. Et inctiis por susda volor mo te ea qui sitem quat quia des que voluptati tem. Nam ipsus etur, ut im doloritiusae velia qui od enda ius re vid minvere rspictium in cus et

 Dr. sc. Damir Godec
Dr. sc. Damir Godec
U posljednjem tjednu studenoga Fakultet strojarstva i brodogradnje Sveučilišta u Zagrebu obilježio je Dane Fakulteta te proslavio 93. rođendan održavanjem većeg broja manifestacija, a kruna događaja bila je svečana sjednica Fakultetskog vijeća.
U razdoblju od 27. do 30. studenoga na Fakultetu strojar stva i brodogradnje (FSB) Sveučilišta u Zagrebu održavale su se aktivnosti u sklopu tradicionalnog obilježavanja Dana Fakulteta, tijekom kojih se FSB dodatno otvara javnosti i po kazuje čime se sve studenti i znanstvenici na Fakultetu bave, koje rezultate postižu te kako teče studentski i znanstveni “ži vot” na FSB-u.

Ovogodišnji Dani FSB-a počeli su 27. studenoga otvore njem izložbe grafika (slika 1) diplomanata Akademije likovnih umjetnosti, uz glazbeni intermeco studenata Muzičke akade mije Sveučilišta u Zagrebu. Time je još jedanput potvrđena izvrsna suradnja FSB-a s tim dvjema akademijama te posebice njihovim studentima.

Dani karijera, Dan otvorenih vrata i izložba Kak su računali naši stari
Moglo bi se reći kako je udarni dan bio četvrtak, 29. stude noga, jer su se taj dan održavale istodobno čak tri aktivnosti. Dani karijera tradicionalni je događaj koji već godinama prati obilježavanje Dana Fakulteta. U predvorju južne zgra de FSB-a predstavilo se 12 tvrtki s područja strojarstva (sli ka 2), omogućujući tako studentima da se bolje upoznaju s mogućnostima zapošljavanja i raznolikostima područja koji ma se mogu baviti nakon studija. Tvrtke s druge strane imaju mogućnost “na izvoru” doći do kvalitetne baze potencijalnih zaposlenika. Tvrtke koje su se ove godine predstavile studen tima FSB-a su: Atlas Copco, DIV, Omco, Inetec, Yazaki-Euro pe, Saipem, Doking, Uljanik, Alstom, Končar NSP, Centar za vozila Hrvatske i Toyota centar Zagreb. Već na prvi pogled jasno je da su na FSB-u bile zastupljene gotovo sve strojarske branše, i to putem renomiranih tvrtki.
Usporedno s Danima karijera predstavile su se i udruge studenata FSB-a sa svojim dostignućima (formula, brodocikl, bespilotna letjelica...), a na posebnom prostoru predstavljeno je i pet znanstvenih i stručnih časopisa čiji je FSB ili pokre tač ili podupire njihov rad. I časopis IRT3000 dobio je svoje mjesto među časopisima kao što su FAMENA, Brodogradnja, Polimeri i Zavarivanje (slika 3).


toga 126 profesora i docenata, 67 znanstvenih novaka te 65 suradnika u nastavi. Na Fakultetu radi ukupno 160 doktora znanosti. U proteklih godinu dana pri FSB-u je stupanj pr vostupnika ili magistra struke, odnosno inženjera steklo 490 studenata. Kada je riječ o poslijediplomcima, FSB je bogatiji za 21 doktora znanosti i 9 magistara znanosti. Zatim se dekan osvrnuo na djelatnosti Fakulteta, koje su osim na temeljnu obrazovnu i znanstvenu komponentu usmjerene i na pro micanje sporta, suradnju s drugim fakultetima u RH i izvan nje (potpisano je 28 bilateralnih sporazuma sa sveučilištima i fakultetima iz 16 europskih zemalja), poticanje inovativnosti, njegovanje cjeloživotnog učenja, sudjelovanje na međunarod nim projektima. Od ukupno 19 međunarodnih projekata na kojima je FSB član konzorcija, samo u prošlih godinu dana pokrenuto je šest.

Tijekom poslijepodneva FSB je otvorio vrata svojih labora torija učenicima srednjih škola – nekima od budućih studena ta i ovoga Fakulteta, gdje su se nakon nedavnog predstavlja nja FSB-a na Smotri Sveučilišta u Zagrebu mogli iz prve ruke uvjeriti u to što se i kako radi na Fakultetu. Rezultat ovogodiš njih Dana otvorenih vrata je posjet učenika iz sedam srednjih škola, od čega su čak četiri iz okolice Zagreba. Tijekom posje ta učenici su se mogli detaljnije upoznati s Laboratorijem za motore i vozila, Laboratorijem za eksperimentalnu mehaniku, Laboratorijem za projektiranje izradbenih i montažnih susta va te Laboratorijem za zavarivanje.
Prof. dr. sc. Boris Halasz također je dao svoj doprinos svečanom obilježavanju Dana FSB-a vrlo zanimljivom i oku atraktivnom izložbom u predvorju južne zgrade FSB-a (slika 4). Sam naziv izložbe Kak su računali naši stari govori sve –riječ je o pregledu “pomagala” koja su inženjerima od nekad do danas služila za obavljanje inženjerskog posla.
Ako je četvrtak dobio epitet “udarni” dan, tada je petak, 30. studenoga zasigurno bio svečan. Uz drugi dan održavanja Dana karijera i izložbe Kak su računali naši stari, organizirana je tribina Zavoda za zrakoplovstvo, na kojoj je predstavljena knjiga Materijali u zrakoplovstvu autora doc. dr. sc. Danka Ćorića i prof. dr. sc. Tomislava Filetina.
Glavni dio svečane sjednice uvijek su dodjele nagrada stu dentima i zaposlenicima za uspjehe u studiranju, odnosno radu. Nagrada “Davorin Bazjanac” dodjeljuje se studentima preddiplomskih studija za izvrsnost u studiranju u akadem skoj godini 2011./2012., dekansku nagradu studentima dodje ljuje dekan FSB-a za posebna dostignuća i promicanje ugle da Fakulteta, a tvrtke tradicionalno dodjeljuju nagrade radi poticanja izvrsnosti i pružanja podrške najboljim studentima FSB-a. Tvrtke koje su u tome sudjelovale već su tradicionalno Inetec (Zagreb – Lučko), HSTEC (Zadar) i NCP-Grupa (Šibe nik). Uprava FSB-a također svake godine medaljom Fakulteta nagrađuje zaslužne zaposlenike kao priznanje za posebne za sluge na unapređenju rada, razvoja i promociji Fakulteta stro jarstva i brodogradnje Sveučilišta u Zagrebu. Uz navedene nagrade, podijeljena je glavna nagrada za e-kolegij, posebno priznanje FSB-a tehničkoj službi za izuzetno zalaganje i po stignute rezultate u obavljanju poslova u akademskoj godini 2011./2012., priznanja srednjim školama koja se dodjeljuju na temelju analize uspješnosti studiranja učenika koji dolaze iz navedenih škola te zahvalnice i priznanja fizičkim i pravnim osobama koje blisko surađuju s FSB-om.
Svečana sjednica završila je premijernim prikazivanjem fil ma o 20. obljetnici veslačke regate FSB-a, koju Fakultet organi zira u suradnji s Veslačkim savezom grada Zagreba.

Najsvečaniji dio obilježavanja Dana Fakulteta i kruna do gađaja bila je svečana sjednica Fakultetskog vijeća u najvećoj dvorani FSB-a (slika 5). Dekan FSB-a prof. dr. sc. Ivan Juraga u uvodnom obraćanju nazočnima naveo je neke podatke o Fa kultetu i njegovim aktivnostima unatrag godinu dana. Tako je istaknuo da FSB trenutačno zapošljava 427 zaposlenika, od
Dani FSB-a u začecima su bili namijenjeni studentima i zaposlenicima Fakulteta, no s vremenom su postali prepo znatljivi kao prigoda za okupljanje pripadnika različitih in teresnih skupina koji upotrebljavaju suvremene tehnologije, tvrtki koje predstavljaju svoje rezultate i dosege, studenata koji traže nove mogućnosti, poslodavaca koji traže buduće nositelje razvoja, inženjera koji žele biti u kontaktu s Fakul tetom i strukom.
Strojarski fakultet u Slavonskom Brodu ove godine proslavlja 50 go dina studija strojarstva. Povodom obljetnice, fakultet je u suradnji s međunarodnom udrugom TEAM (Technique, Education, Agriculture & Management), organizirao četvrti međunarodni znanstveni i stručni skup TEAM 2012, od 17. - 19. listopada u Slavonskom Brodu.


Međunarodnu udrugu TEAM su prije četiri godine osno vali Veleučilište u Slavonskom Brodu, Strojarski fakultet u Slavonskom Brodu i Fakultet strojarstva i automatizacije iz Kečkemeta u Mađarskoj. Udruzi se potom pridružila i četvrta članica, Fakultet tehnologije i materijala iz Trnave, Slovačkog tehnološkog sveučilišta.
Skup TEAM 2012 je okupio istraživače i stručnjake iz četiri ciljana područja udruge: proizvodnog inženjerstva, prijenosa znanja, biotehnologije u poljoprivredi i tržišno orijentiranog upravljanja. Prihvaćeno je 88 radova koje poslalo 239 autora iz 18 različitih zemalja, što je potvrdilo nastojanje udruge da pozove na suradnju različite struke iz različitih krajeva. Na skupu su osobno svoje radove predstavili 101 registrirani su dionik iz 9 zemalja i to kroz 38 usmenih izlaganja te 36 poste ra. Sva izlaganja su bila emitirana putem Interneta s pomoću usluge CARNet Adobe Connect Pro, a većina snimki je saču vana i objavljena na web-stranicama skupa, dok se u trenutku pisanja dio snimki još obrađuje.
Osim emitiranja izlaganja, novost na ovom skupu su bile i nagrade dodijeljene u nekoliko kategorija. Znanstveni odbor koji je vodila prof. dr. sc. Marija Živić, za najbolji istraživački
rad i glavnu nagradu proglasila je „DSC and TG analysis as a starting point for optimization of plastics processing“ au tora Natalia Navratilova, Peter Dermek, Marian Drienovsky, Roman Cicka i Antonin Naplava. Za najbolji multidisciplinar ni rad je izabran je „Comparative analysis of 3D digitization systems in the field of dental prosthetics“, autori Igor Budak, Branka Trifkovic, Tatjana Puskar, Djordje Vukelic, Viktorija Vucaj-Cirilovic, Janko Hodolic i Aleksandar Todorovic. Za najbolji timski rad kojega su sastavili zajedno autori iz razli čitih institucija proglašen je „A comparison of scenario gene ration methods with risk-averse decisions“, autori Olga Papp, Edit Csizmás, Csaba I. Fábián i Tibor Vajnai. Za najbolje izla ganje nagrađen je izlagač Sergej Hloch koji je usmeno pred stavio rad „Using water jet in orthopaedic surgery“. Dodatno je znanstveni odbor nominirao 22 rada za objavu u časopisu Tehnički vjesnik, u dogovoru s uredništvom časopisa.
Uz registrirane autore, obljetnicu su uveličali brojni po časni gosti među kojima su bili prorektor Sveučilišta Josipa Jurja Strossmayera u Osijeku, prof. dr. sc. Ivan Samardžić; predsjednik međunarodne udruge TEAM, prof. dr. sc. Antun Stoić; tajnik udruge dr. sc. Krunoslav Mirosavljević; zamjenik gradonačelnika Slavonskog Broda mr. sc. Zoran Ivanović; di rektor Industrijskog parka Nova Gradiška, mr. sc. Ivan Sertić; direktor Đuro Đaković Kotlova, Stevo Jelenić; direktor i vla
snik tvrtke Sigmat, Mato Sigurnjak; tehnički i pomoćni direk tori Zavoda za unapređivanje sigurnosti, Ivan Babić i Darije Varžić. Došli su i dekani fakulteta s kojima Strojarski fakultet već dugi niz godina uspješno surađuje: prof. dr. Károly Beli na iz Kečkemeta, prof. Oliver Moravčík iz Trnave, dr. Bálint Bachmann iz Pečuha, dr. Sergej Hloch iz Prešova, prof. Udo Traussnig iz Graca, prof. dr. Miroslav Babić iz Kragujevca, prof. dr. sc. Nevenka Breslauer sa Veleučilišta u Čakovcu, prof. dr. sc. Branko Vuković pročelnik Odjela za fiziku u Osi jeku, prof. dr. sc. Jurislav Babić s Prehrambeno tehnološkog fakulteta u Osijeku i prof. dr. sc. Damir Markulak s Građevin skog fakulteta u Osijeku.
Kako su mnogi sudionici po prvi puta posjetili Slavonski Brod, u suradnji s Turističkom zajednicom Slavonskog Broda organiziran je obilazak gradskih znamenitosti s vodičem. Pri
›



dekan Strojarski fakultet u Slavonskom Brodu, prof. dr. sc. Dražan Kozak


tome su gosti kroz brojna pitanja pokazali izuzetno zanimanje za gradsku povijest prikazanu kroz glumačke prizore poznate pod nazivom Živuća povijest. Priređen je također i tehnički posjet trima tvrtkama u industrijskom krugu Đure Đakovića: Đuro Đaković Strojna obrada, Đuro Đaković Kotlovi i Đuro Đaković TEP.




Skup je organiziran pod pokroviteljstvom Ministarstva znanosti obrazovanja i sporta, Sveučilišta Josipa Jurja Stro ssmayera u Osijeku, Akademije tehničkih znanosti Hrvatske, Gradske plinare Zagreb, Đuro Đaković Inženjeringa, Grada Slavonskog Broda i Glazbene škole Slavonski Brod.

› team2012.sfsb.hr
Riječka tvrtka „Industroplan d.o.o.“ u suradnji sa svojom sestrinskom tvrtkom „Tomasić Engineering“, dvije usko specijalizirane tvrtke u strojogradnji, nakon uspješne prezentacije u riječkoj HGK, pred stavile su na ovogodišnjem splitskom sajmu SASO 2012 Liniju za primarno sortiranje s integriranom jedinicom za baliranje smeća. Proizvod je zbog svojih višestrukih prednosti zabilježio i velik interes Ministarstva zaštite okoliša gdje je nedavno pred stavljen unutar Fonda za zaštitu okoliša i energetske učinkovitosti.
Linija je je vrlo fleksibil na te se može prilagoditi broju zaposlenika i količini otpada kojim se raspolaže. Moguće ju je nadograditi sustavom automatskog i poluautomatskog od vajanja te automatskom balirkom, a predviđeno je i odvojeno sakupljanje or ganskog otpada i njegovo korištenje u proizvodnji komposta i bioplina. Ra cionalizacija transportnih troškova se postiže skladi štenjem recikliranog otpa da u kontejnere i transpor tom do referentnih mjesta.
Prednosti koje se posti žu ovim proizvodom su višestruke: učinkovitije is korištavanje resursa, sma njenje štetnih utjecaja na okoliš i obnavljanje naših prirodnih bogatstava. Županijama i jedinicama lokalne samouprave se omogućuje da poboljšaju procesnu i transportnu infrastruk turu, nabave učinkovitija i jeftinija postrojenja i sudjeluju u razvoju hrvatske tehnologije i otvaranju novih radnih mjesta.
› www.industroplan.com


Zagreb konačno dobiva prvi, dugoočekivani poslovni inkubator usmjeren specifično na startupe. Zagre bački Inkubator Poduzetništva, skraćeno ZIP, primat će poglavito ICT projekte u najranijoj fazi razvoja, tzv. seed-stage.

Hrvatski anđeo investitor i suosnivač ZIP-a Mihovil Ba rančić pojasnio je kako se najčešće radi o raznim uslugama i servisima baziranim na web i mobilnim tehnologijama. Ima ih usmjerenih na krajnje potrošače (B2C), ali sve više ih se okreće i prema poduzećima (B2B). U prvoj fazi u ‘tvornici’ se nala zi osam timova koji razrađuju svoje ideje. ZIP im je prva tri mjeseca omogućio prostor, grijanje, te brzi pristup internetu. U prva tri mjeseca korištenja prostora ZIP-a je besplatan, a na kon toga naknada će biti simboolična, otprilike 200 kuna po timu. “Oni koji pokažu potencijal nakon tri mjeseca nastavit će koristiti naše prostore. Nadamo se da će im šest mjeseci biti dosta da se osove na noge i da mogu samostalno dalje raditi”, istaknuo je Saša Cvetojević, jedan od osnivača ZIP-a i jedan od najaktivnijih hrvatskih anđela investitora. Iako je nezahvalno prognozirati uspjeh start up tvrtkama očekivanja u ZIP-u su velika. Svjetski prosjek je da 10 posto takvih kompanija uspije,
što bi značilo da bi dvije od ovih osam tvrtki moglo doživjeti veliki uspjeh. Startupovi koji sudjeluju u ZIP-u su Fieldpod, Content KOD, BackWay, Indoor Vision, Publiconn, Mash.me, Šminkerica i 2D. “Ne volimo pričati o brojkama, ali mislim da će tvrtke koje rade kod nas imati veće šanse za uspjeh jer im nudimo odlično mentorstvo, ali i jako dobre uvjete za rad. Teško je prognozirati, ali smatram da će ovaj projekt povećati vjerojatnost uspjeha”, istaknuo je Ivo Špigel, suosnivač ZIP-a. Promašaj i odustajanje od projekta ne smije se smatrati neu spjehom poruka je čelnih ljudi ZIP-a.
Zagrebački inkubator poduzetništva ‘na noge’ postavlja osam timova
Perum est, ut que di qui dolorecte quam, as doles dolup tate pos qui occum natur? Pis eictas eum facestis eossimpo rese voluptas solut laboria quis min conse nobistibus etur most accum re omni comnien dianisto omni omnisqui volo rest qui nisi ne ne venienda volende nossi alibus consequiae. Genti tet, autem denectis alitium alibuscienia aceationse non send ipsandant moluptaquae coribustium dit aute entis sam aut et que vellaut fugiat as as ditatur samet, ut invent fuga. Itaquam autat militat facepta derum et am re et, sed quiaspe ditios aceri del ius doloremquis dernam rem qui aut plibus ip suntorrum dolorpos con nobitae nus ame poribus quam, etus asperum qui repellecta que dolesci aturiat volor ma sit audi blaut omnimi, quae. Rehenih illaces eum laborent quiatquatet estrum aut harcidu sdandae veris que qui dunt.
Omnissi mporia sam vitatur abores mi, qui nonserem sum idenis auditiam, sin cum fuga. Alit restotatem doluptatur, quas eatectiae dipicit ut asperrum quo endis rerem fuga. Et minctatquias et maximi, est lacient ventem ent.
Event quae odi ut odis is conesed quam re, animintemos re ellabore, sit, con re, ullam, vendebis aceaque conseque verro velit ea vendio. Nequiatur re, offic toritas est aut quiaepuda alitaquuntur alique voloraturi qui sin exerora epelesed mos eosti ressum conseniet laccati usanien dantem. Ut est atur, et veriae. Tur, secte dunduciis abo. Et placcupitiae eliqui re niet vellupitam dus, andignatinum escienihita sum eos magnias pis etur, quam ad est di corepel magnis nis iustorum soluptio blabo. Im iumquo iume quatem faceptatur? Xerrum, a volor andigen disitatqui ad et magnatq uiassime nam harum volu piciis exeri doloriae poreium sequiandi nonsequi aut labor saperro tem laceped quibusae. Lestibus dollaborro di nobis nihiciunti odionsequia corendi ssitio mo occupis quam fugit tas dolorum ut volupta siminci atemqui voluptur acipsape ve litium niet odi odis dolest, quam eosam, et molupta eceperum fuga. Ut est volore quam faccuscitas modio. Imi, num sim qui volorem re cum is recabor at quaepeditat.



Nus et, sit pa quis que et, et et vel idunt ipsam iducias no bis ut am alicab is esto ommoluptas reiundisqui quas es a vo luptibus, simos volorum facersped mos sam que minvel ium qui temolEt mos doluptas nimus, ut qui vel incimporae veli bus veressit, inum doluptas molut qui nestorenime ipienim olorenisim ab in niandem. Ipsunti doluptu scilliti beatur aut quament plici sit volecab oratur, quam, illorpo ressum et do lesto eum acea doluptas cus adipitiusda dolupta nus dolorer chitia et audis et aut pore, ut aut faciisque repuda qui que nia esti consectibus, samusae est aligent optaepe lluptas per cimus, sunt utem venist dolorum reptasitatus abor sim que vellendit, officia ssimodi sit, conseni hicientia eum voluptiur?
Molorati dolore nihillessus magnient et odignatio. Lores ipsam, ut ut eum liquamus con num quiam, quis alitassiti de liquis et ut ommo consed ut impos experch illoriandit, odis etur aut fuga. Et endandes essequist atum di quos nihitas si musam fugiaeris mi, nos voluptatio. Et omnis quame comnis eumquunt.Occabo. Fugiam fugiam quia quidene nulla volor sinvendant, quam fuga. Et res ad que pra sam qui omnimo luptis errorrorro te acestrum fugiam verendi tatendis quo volupta voloristisci ut volorem porestrum nosam adis cus quaecae es re pro endipsa epelest fugiam eaquam veliquatem. Beror solupie niscil incit ut unt offici a dentium voluptatus.
Torepudam, to molupta que vent lame volum quat et que dolupta quatur rem ut quiae nus moditia dolorer umquasincti suntiurit etur?
Es explaccum quaecto tatatius et fuga. Itatatur, corum fa ciaepta volum sitas ex es et ratur sitio qui cusae consequ ati num, conse ressusci berrum voluptatis earum ipis eostiur mos
Eribus a coritas sitatur se con porrumenis velecepernam quam aliquas pratus eicia dolorem fuga. Et aut fugita nonsen dus des auda derorae sumquiaspiet et mint autet et exerisq uaectem quas earuptae pa accus.
Duntur sapiend ignamet, nat as sundes cum aut latusan ducid quunt fuga. Emodipsam repuda porit re volum laciam aut expercil incim alis quam assum natatumquas et lam quid magnam, ut ut officilis dolorrumquae dolenecatio velibus, sinto milia cor atur, seque nus ma plab ium con nimin re illit quam la ipienis ad qui nime seque net anditati con nimolup tatem. Nosandae. Ut lam, te estiasp eruptas acitata cullam re, quia nus eum aute ni ipsapiciam, ut quo in re optatum acea tem oluptatur? Quibus, alicimo lorissus, te pelis estiis audit incitibeat magnimodis aliquis dis se nat.
Vid quamusamene porem asim que dolupti berspe cusani hil imusamus, sit ut quate nimoditatque ra poreprat.
Serumquis eium dolupta turibus deri natqui tem ut laut id quuntor mos int veles evento isqui ius eatusae et mincto eium laut imaxim eumqui si nume ommolup taspitis dis reiunt, qu idus venit, eum quis qui doluptas et lab inveligentur ad qui vero doluptate volut lanto moluptatium ad etum audipid qu atus autet res aut od quod quia vit, te nonsendae percid quo ma nonesti autae eos doluptas exped ut maximinciis dit audae et doloritae comnim eostius autem re la dunt, quodi volenim usdandi bea videllor audictendios audia ipidelitati undae nimus aut ut aute consequos quam nem ullende liberia quid magniatis pre dolecta quossentiis experro blanditia dolecate pro is voluptatque consedic tem est od quas sus.
Cid quaecatur alicaeperat lab inum autemquam quaspero blabo. Quat vellora vellabores imus ra acia voluptatur? Tiis non nullabo. Pidi consequati con rendia dolorendit rem fuga. Xerepudam necae cum, volorer ibustio. Nam ipita simporp orpore nones earumqu untur, to mos et aut que labo. Ita simus dolendae. Tate expla comnimi, quae. Duciur, optatem odignis conem rehendi psapita sum derit offic te re eveliquas mo mo luptio. Et ressunt voluptat fugit ut posant pos nam iliquod isitiatur aligend ioreprat latem aut et dolorumquas as es rem num volorero et hitatemped qui rerferunt arum sincil incti bus.

Nam quos dent plant volo magniet atempost ma con re sequi autemol uptatur sit quo molo officiis et latiis ditiat liciae sitia volecto cumquis as por alis auditat volores duciat volup ta peribus iur aut officta temquo tem. Et am, ulluptam evenis nim ipiciissi con pressun totaecu lparunt velique plit, odige nis aspic test ut labor sit fugitio reiusaperio eaquistem non re vent illestrum rem fugianda nis dis molectas coreper spedici ullendes evelesenis arcidicae re non eatiasp erovidem quam voluptatet offic temquis andantes ape landi vendis es secus.
Pa doles ullaccusam venisquias ducipsuntem quid ut rem poria pelenectur, soloreni te doluptatem nes volorro estrum simi, unt.
Sequidi cimende mporpore, at idio tem alicatur? Os co mnimpores aut qui officabo. Pudae non re parum et pore stiam idus sed exped eum reperia quam idese quatur as do lupta aperis assum in percit asinum delia alique mollestinci quati ut eturit quiae offic torestrum, ne milia quia dolestiae vendi ommodi sim repudis ea il et lam quatisci odis ea quae vellatur sin cus exeriaestrum quaesti rerum lam quaecta sapel ium volorecum volorit quist officit fuga. Em fugitam dolup tis ellupta non rempe poratus ersperum que non es iuntem qui omniminullam reium quunt aute as aspiendi que dolores sinullate prae velique cum serit, ut fuga. Et dignia atiandant videlestrum et entem que nonsed eostibus dolende voluptae sinienist et officil et hillupt atiunt volorro bea iundisitatur sunde nisit, occaturi consequo elis doluptat anda se volectio
Ovogodišnji, 17. po redu, sajam SASO održao se u Splitu na Žnjanskom platou od 24. do 28.10. 2012. godine.
SASO je sajam koji okuplja niz međunarodnih specijalizi ranih sajmova: Sajam graditeljstva, Sajam drvne industrije, Sa jam metalne industrije, Sajam alata, strojeva i opreme, Sajam obrtništva, male privrede i poduzetništva, Sajam elektroteh nike, energetike i telekomunikacija, SAFIR – Sajam financija, investicija i razvoja, te SEKO- Sajam ekologije. Ovogodišnji sajam je okupio 1927 izlagača iz 11 zemalja. „SASO je sajam koji uvijek pokazuje trendove u gospodarstvu. Tako je na ovo godišnjem sajmu ponovno nastavljen trend porasta izlagača iz sektora obnovljivih izvora energije za 2,5 puta u odnosu na prošlogodišnji sajam SASO 2011.“, istakao je Bogdan Šarić, direktor sajma SASO.
u regiji. Unatoč krizi, na sajmu se mogla uočiti prilagodljivost i žila vost dijela poduzetnika iz sektora graditeljstva i metalnog sektora. Poduzetnici su izložili niz inova tivnih i funkcionalnih proizvoda što je oduševilo posjetitelje sajma. Izuzetna nam je čast što smo i ove godine imali prilike ugostiti pro jekt B2B@SASOfair u organizaciji Hrvatske gospodarske komore – Županijske komore Split i Eu ropske poduzetničke mreže, kon ferenciju gdje je poslovne prilike prezentiralo i nudilo 124 poduzet nika iz Europe, a održano je 183 sastanka“, istakao je Bogdan Šarić, direktor sajma SASO.
Na sajmu su održane brojne stručne konferencije, demon stracije, te organizirani međunarodni gospodarski susreti. Održani su 11. Dan arhitekata, 9. Energetski summit, 7. Dan građevinara, 6. Dan ekologije, Dan kamena, Gospodarski susreti B2B@SASOfair, radionice i prezentacije. Posebnu po zornost privukao je susret predsjednika Republike Hrvatske, prof. dr.sc. Ive Josipovića sa gospodarstvenicima, gdje je su djelovalo stotinjak direktora i vlasnika tvrtki. Samo na struč nim skupovima sudjelovalo je više od 200 predstavnika tvrt ki, te više od 2000 sudionika. Sudjelovanje na konferencijama bilo je besplatno, odnosno nije se naplaćivala kotizacija, čime je svim zainteresiranim omogućena dostupnost novim zna njima i trendovima. Stručne skupove su bodovale relevantne komore.

“SASO je po broju izlagača, velikom broju sklopljenim po slovima te uspješnom stručnom programu još jedanput do kazao da je jedan od najznačajnijih gospodarskih događaja
Ove godine je isto tako, na stavljena uspješna suradnja tvrtke Sajam Split sa Hrvatskom gospo darskom komorom i Hrvatskom obrtničkom komorom. Uz Obrt ničku komoru Splitsko-dalma tinske županije, svoje proizvode i usluge predstavili su obrtnici iz cijele Hrvatske: Obrtnička komora Osječko-baranjske županije, Obrt nička komora Vukovarsko–srijem ske županije, Obrtnička komora Bjelovarsko-bilogorske županije, Obrtnička komora Krapinsko-za gorske županije, Obrtnička ko mora Šibensko-kninske županije, Obrtnička komora Zagrebačke i Obrtnička komora Karlovačke županije. Osim domaćih, na saj mu su se predstavile i komore iz njemačkih gradova Erfurta i Maderburga, koje su neposredno zainteresirane za konkretna ulaganja u poduzetničku zonu u Dugopolju. Pod okriljem Hr vatske gospodarske komore, skupno su predstavljene tvrtke iz Karlovca, Osijeka, Siska, Vukovara i Bjelovara.

Sajam SASO obilježili su uspješni grupni nastupi gospo darstvenika iz Njemačke, Bosne i Hercegovine, Mađarske, Slovenije i Austrije.
SASO 2012. održao se pod visokim pokroviteljstvom Pred sjednika Republike Hrvatske, gospodina prof. dr.sc. Ive Josi povića, Vlade Republike Hrvatske, Ministarstva gospodar stva, Ministarstva graditeljstva, Splitsko dalmatinske županije i Grada Splita.





Đuro Đaković grupa je s globalno poznatom norve škom industrijskom grupacijom Kongsberg potpisala ugovor o razvoju i komercijalizaciji potpuno novog proizvoda najviše tehnološke razine na svjetskom tržištu – daljinski upravljane 30mm oružne stanice


PROTECTOR Medium Caliber RWS.
Riječ je o novoj oružnoj stanici koja će se proizvoditi u Sla vonskom Brodu, a ovim sporazumom Đuro Đaković postav lja se uz bok malobrojnim proizvođačima obrambene tehnike najviše razine u svijetu. Vladimir Kovačević, predsjednik Uprave Đuro Đaković Holdinga i Walter Qvam, predsjednik i glav ni izvršni direktor Kongsberg Grupe potpisali su Sporazum o partnerstvu za oružne stanice srednjeg kalibra - Teaming Agreement for Medium Calibar Remote Weapon Stationskojim dvije kompanije udružuju snage u proizvodnji i mar ketingu nove oružne stanice. Nova oružna stanica zbog pove ćane potražnje za naoružanjem srednjeg kalibra na borbeno oklopnim vozilima na svjetskom tržištu ima veliki potencijal, a mogla bi i nadmašiti uspjeh Kongsbergove oružne stani












kalibra 12,7mm koja je u svom segmentu trenutni globalni lider. Đuro Đa ković grupa će ovom su radnjom dobiti potrebni know how u proizvodnji najmodernije oružne sta nice, u pogonima Grupe će se proizvoditi svi dije lovi koje proizvodni pro ces trenutno omogućuje te će se raditi montaža i kompletna integracija oružne stanice na borbeno oklopna vozi la (BOV) čiju je proizvod nju Đuro Đaković Grupa preuzela od finske grupe Patria. Prema sporazumu potpisanom s Kongsbergom, zainteresiranim kupcima diljem svijeta će se uz opciju kupnje same oružne stanice nuditi i cjeloviti proizvod – borbeno oklopno vozilo proizvedeno u partnerstvu Patrie i Đuro Đaković grupe s montiranom no vom daljinski upravljanom oružnom stanicom srednjeg kalibra. „ Osob no me raduje što će se u našim pogonima u Slavonskom Bro du ne samo proizvoditi i montirati nova oružna stanica, već i što ćemo sudjelovati u zadnjoj fazi njenog razvoja“, izjavio je Vladimir Kovačević prilikom potpisivanja sporazuma.








Na Sajmu Automechanika 2012 u Frankfurtu se tvrtka Henkel predstavlja s inovacijama robnih marki Loctite i Teroson.
Trajnost, sigurnost i zdravlje radnika, postale su sve važni je teme u automobilskoj industriji i održavanju vozila. Većina proizvođača automobila teži stvaranju lagane konstrukcije, što predstavlja rješenja za razvoj ekonomičnijih i ekološkijih vozila, troše manje goriva i proizvode manje emisija. Zamjena tradicionalnih metoda spajanja s pomoću lijepljenja ima važ nu ulogu, jer se može bitno smanjiti masa konstrukcije.
Na ovogodišnjoj Automechaniki, tvrtka Henkel predstav lja inovativne proizvode i tehnologije robnih marki Loctite i Teroson za automobilsku industriju i održavanje vozila, koji su opasni po zdravlje korisnika, za sigurnost te za okoliš. Načelno se može reći da je “zeleno” zajednička tema pred stavljanja tvrtke Henkel na ovogodišnjem sajmu. Sa čitavom paletom anaerobnih ljepila, koji ne sadrže opasne tvari, do trenutačnih ljepila, koja nisu iritantna i nemaju snažan miris, novih sigurnih silikona i proizvoda za popravljanje i zaštitu karoserija, koje ne sadrže otapala - Henkel očito sa svojim proizvodima postavlja na prvo mjesto korisnike i njihovu si gurnost. Dodatno, uspjelo im je poboljšati navedena svojstva proizvoda u smislu zdravlja i sigurnosti, bez da su ugrozili njihove prvobitne tehničke karakteristike i djelovanje.
www.henkel.hr › www.henkel.si


U poduzetničkoj zoni Jalševac, tridesetak kilometara od Zagreba, otvoren je podatkovni centar DataCross Jastrebarsko. Tvrtka Podatkovni Centar Križ, koja sto ji iza brenda DataCross, u podatkovni centar Jastre barsko uložila je u ovoj fazi 40 milijuna kuna.
Podatkovni centar Križ, odnosno DataCross, je tvrtka specijalizirana za pružanje usluga podatkovnih centara. Investiciju nastavlja gradnjom drugog multifunkcionalnog podatkovnog centra u Križu, koji bi, najavljuju, trebao biti još veći i kvalitetniji. Realizacija projekta Podatkovni centar Jastrebarsko počela je tijekom 2011. godine kada je potpisan sporazum o strateškom ulaganju s domaćim investicijskim fondom Nexus FGS te su tako stvoreni preduvjeti da se po četkom 2012. godine krene s gradnjom prvog centra. Ideja o gradnji podatkovnog centra TIER 3 razine kvalitete stigla je od domaćih stručnjaka, a prema dostupnim podacima radi se o jednoj od najvećih investicija u Hrvatskoj ove godine, navodi se u priopćenju tvrtke Podatkovni Centar Križ.
Centar je jedini te vrste na prostoru od Austrije do Bugar ske, a njegove usluge bi mogla koristiti državna tijela, ali i banke, osiguravajuća te velika trgovačka društva. „Vrlo smo ponosni na izgradnju Podatkovnog centra Jastrebarsko, jer je to nova vrijednost hrvatskog gospodarstva, proizvod koji
je konkurentan kako u regiji tako i šire. Hr vatska ima vrsne in formatičke stručnjake koji mogu znanjem i kompetencijama parirati bilo kome u svijetu i uvjereni smo da će se isplativost ovog projekta poka zati vrlo brzo. U tom smislu brojni kontakti s potencijalnim kli jentima su već ostva reni i u vrlo kratkom roku prvi projekti s međunarodno pozna tim tvrtkama će biti realizirani“, istaknuo je Krešo Troha, pred sjednik uprave Data Crossa.
Podatkovni centar Jastrebarsko projek tiran je, sagrađen i opremljen u skladu s najvišim propisima Uptime Instituea (glavnog međunarodnog centra za propisivanje kvalitete data centara kroz TIER standardizaciju), a trenutno zadovo ljava TIER 3 standard.









U ovom broju časopisa IRT3000 donosimo nastavak rezultata istra živanja kojeg je tijekom 2011. godine provela Hrvatska gospodarska komora (HGK) o potrebama za edukacijom malih i srednjih poduzeća s posebnim naglaskom na poduzetničkim vještinama, kao dio projekta Regionalnog istraživanja potreba za obrazovanjem i usavršavanjem u malim i srednjim poduzećima kojeg provodi Regionalni centar za razvoj poduzetničkih kompetencija za zemlje jugoistočne Europe (South East European Centre for Entrepreneurial Learning - SEECEL).


Glavni razlog za organiziranje usavršavanja zaposlenika je povećanje kvalitete proizvoda i usluga s prosječnim težinskim prosjekom od 85, a slijedi ga poboljšanje vještina novih zaposle nika s težinskim prosjekom od 81.
Najmanje značajan razlog za organiziranje usavršavanja zaposlenika od svih ponuđenih odgovora u mikro i malim po duzećima je upoznavanje s novim zakonskim zahtjevima, dok su u srednjim poduzećima to ostanak u poslovanju i proširenje poslovanja. Ipak, obzirom na visoke težinske prosjeke svakog od navedenih razloga, možemo zaključiti da su svi oni bili rela tivno važan poticaj za organiziranje usavršavanja zaposlenika.
Razvoj i usavršavanje zaposlenika uglavnom financira po duzeće što je istaknulo prosječno 91% ispitanika. Tek su nezna čajne razlike vidljive prema veličini poduzeća pa je u srednje velikim poduzećima taj postotak viši i iznosi 97%, naspram 89% u mikro, odnosno 92% u malim poduzećima. U mikro i malim
poduzećima je stoga i nešto veći udio ispitanika koji su istaknuli da razvoj i usavršavanje zaposlenika financiraju uglavnom sami zaposlenici (6% u mikro, 4% u malim poduzećima), a svi ostali izvori sredstava za financiranje usavršavanja zaposlenika su re lativno beznačajni.
Porezne olakšice bile su najčešće korišteni oblik državnih
potpora za razvoj zaposlenika u posljednjih 12 mjeseci, a kori stilo ih je prosječno 13% poduzeća iz uzorka. Na drugom mje stu su potpore u obliku sufinanciranja (7%), a na posljednjem mjestu potpuno financiranje. Iako može zabrinjavati relativno visok udio poduzeća koja ne koriste državne potpore za razvoj zaposlenika, kao još veći problem ističe se relativno visok udio poduzeća koja uopće ne znaju da takve postoje (prosječno 1921% ovisno o vrsti potpore). Stoga se svakako može preporučiti iniciranje daljnjih aktivnosti širenja svijesti o postojanju raznih varijanti državnih olakšica i poticaja za razvoj i usavršavanje zaposlenika.
Veličina poduzeća svakako je važan pokazatelj povezanosti s
raditi na smanjivanju troškova poslovanja, što obično dovodi do ograničavanja proračuna za edukaciju i razvoj zaposlenika. Ovo istraživanje potvrdilo je da su hrvatska poduzeća ipak relativno svjesna potrebe kontinuiranog unaprjeđivanja znanja i vještina zaposlenika te da su prepoznala kvalitetu i stručnost zaposleni ka kao nužan preduvjet održavanja i razvoja poslovanja u teš kim tržišnim i gospodarskim uvjetima.
Poduzeća iz uzorka u zajedničkim projektima, razmjeni oso blja, aktivnostima treninga i sličnim aktivnostima najviše sura đuju s komorama (težinski prosjek 25), a slijede je suradnja s privatnim pružateljima usluga obrazovanja i konzultantskim kućama (težinski prosjek 21). Ipak, tu suradnju s obzirom na težinske prosjeke možemo označiti tek kvalitativnom oznakom rijetko. Suradnja sa sveučilištima te suradnja s državnim, regio nalnim i lokalnim agencijama imaju iznimno nizak težinski pro sjek (13) te možemo ustvrditi da je suradnja s tim pružateljima usluga obrazovanja iznimno rijetka. Manja odstupanja zamjetna su prema veličini poduzeća pa srednje velika poduzeća općeni to najčešće (iako se ta suradnja ostvaruje tek rijetko ili ponekad) surađuju s privatnim pružateljima usluga obrazovanja i konzul tantskim kućama, dok s druge strane mikro i mala poduzeća najčešće surađuju s komorama.
korištenjem državnih potpora pa tako srednje velika poduzeća u prosjeku najviše koriste državne potpore za razvoj i usavrša vanje zaposlenika, od čega se posebno ističe korištenje poreznih olakšica, a što je istaknulo gotovo 20% srednje velikih poduzeća iz uzorka, naspram tek 10% mikro, odnosno 14% malih poduze ća. Sličan rezultat vidljiv je i kod sufinanciranja, dok je kod pot punog financiranja relativno jednolika distribucija (ne)korište nja u ovisnosti o veličini poduzeća. Razloge za to prvenstveno možemo tražiti u administrativnim zahtjevima koje je potrebno ispuniti da bi se ostvarilo pravo na korištenje takvih potpora, što je pogotovo nespretno onim poduzećima u kojima ne postoji osoba ili odjel koji je zadužen baviti se ljudskim potencijalima U odnosu na protekle tri godine trendovi ulaganja u razvoj ljudskih potencijala (obrazovanje, usavršavanje, unaprjeđenje vještina i sl.) pokazuju da većina poduzeća nije mijenjala politi ku ulaganja u razvoj zaposlenika, a veći je i postotak poduzeća koja su navela trend povećanja ulaganja u odnosu na poduzeća koja su navela smanjenje ulaganja u razvoj vlastitih zaposlenika za čak 6 postotnih bodova. Ipak, ovo svakako možemo prihva titi kao ohrabrujuće statistike imajući u vidu značajno pogor šanje gospodarske situacije u posljednje tri godine, pogotovo ukoliko razmotrimo činjenicu da je većina poduzeća morala
Provedba programa obrazovanja, osposobljavanja i usavrša vanja u budućnosti vlasnicima i rukovoditeljima potrebnija je od ostalih zaposlenika. Pritom se organizacija i rukovođenje te vođenje i motiviranje navode kao najvažnije vještine koju bi ru kovoditelji trebali dodatno usavršiti, dok bi kod vlasnika trebalo poraditi na uslugama i servisima orijentiranima na kupca. Kod ostalih zaposlenika najviše bi trebalo poraditi na informatičkoj pismenosti, a zatim na uslugama i servisima usmjerenima na kupca. Najmanje važnima kod vlasnika i rukovoditelja ocije njene su matematičko-numerička te administrativna znanja i vještine, dok su kod ostalih zaposlenika to organizacija i ruko vođenje. Svakako možemo primijetiti da su u ovom istraživanju dobiveni rezultati vrlo slični onima iz istraživanja provedenih u razdoblju od 2009.-2011., što svakako može biti dobra vodilja prilikom odlučivanja o kreiranju specijaliziranih sufinanciranih obrazovnih programa
Povećanje efikasnosti najvažnija je organizacijska karakteri stika koju bi trebalo unaprijediti i kod rukovoditelja i kod ostalih zaposlenika, a slijede je usmjerenost na rezultat, usmjerenost na rješavanje problema i lojalnost prema poduzeću tijekom procesa promjena. Najmanje važna organizacijska karakteristika koju bi trebalo unaprijediti i kod rukovoditelja i kod ostalih zaposleni ka je otvorenost prema kulturološkim različitostima u poduze ću i suradnji s poslovnim partnerima, a slijede je jedinstvenost o potrebi za poboljšanjima kod rukovoditelja i cjelokupna organi
1 Jedinstvenost o potrebi za poboljšanjima; 2 Otvorenost prema inovacijama; 3 Osobna kreativnost; 4 Odgovornost za upoznavanje s inovocijama; 5 Spremnost za preuzimanje rizika; 6 Lojalnost prema poduze





tijekom procesa promjena ; 7 Usmjerenost na rješavanje problema; 8 Usmjerenost na rezultat; 9 Povećanje efikasnosti; 10 Unapređenje zaposlenika razvijena metoda utvr
ivanja potreba za usavršavanjem; 11 Cjelokupna organizacijska struktura; 12 Novi standardi u poslovanju; 13 Otvorenost prema kulturološkim različitostima u poduzeću i suradnji s poslovnim partnerima; 14 Novi propisi
zacijska struktura kod ostalih zaposlenika. Ipak, valja naglasiti da se sve ove karakteristike kreću unutar intervala težinskog prosjeka 50 do 75 što znači da su sve one poželjne za razvoj.
Zaključak ukupne analize i daljnje smjernice
Stanje u Hrvatskoj u pogledu razvoja zaposlenika i podu zetničkih vještina još uvijek nije zadovoljavajuće, no očigledni su pozitivni pomaci u odnosu na prethodno provedena istraži vanja u razdoblju 2009.-2011. Svakako možemo istaknuti da su za zabilježena unaprjeđenja barem djelomično zaslužni rezul tati i preporuke prethodnih istraživanja potreba za edukacijom u malim i srednjim poduzećima, što je definitivan znak da je i nadalje potrebno raditi na ovom i svim sličnim istraživanjima u budućnosti.
Poduzeća iz uzorka svjesna su važnosti budućeg razvoja osobina svojih zaposlenika, a prilikom izbora programa za ob razovanje, osposobljavanje i usavršavanje zaposlenika kvaliteta i stručnost predavača igraju presudnu ulogu, a slijede je cijena i motiviranost zaposlenika za razvoj i usavršavanje. Pritom bi se trebali razdvojiti programi za rukovoditelje i vlasnike s poseb nim naglaskom na organizaciji, rukovođenju i motiviranju te na uslugama i servisima orijentiranima na kupca, dok bi za ostale zaposlenike programi trebali biti usmjereni na razvoj informa tičke pismenosti i znanja te na uslugama i servisima orijenti

ranima na kupca. Programi educiranja trebali bi biti prilagođeni široj skupini poduzetnika, što bi svakako povećalo jednostavnost njihove upotrebe i pojef tinilo provedbu. Ovisno o profilu podu zeća potrebno je prilagoditi marketinšku kampanju kako bi se što bolje dosegnule ciljane skupine, odnosno kako bi te kam panje bile što efikasnije te s ciljem širenja svijesti o postojanju različitih programa i mogućnostima njihovog korištenja.


U promatranju rezultata cjelokupne analize i smjernica nužno je voditi računa o tome da je ovaj upitnik pripremljen za regionalno istraživanje koje se provodi lo istovremeno u 8 zemalja regije, a koje do sada nisu imala iskustva s takvim pristupom. To je ujedno i osnovni razlog obimnosti i sadržajnosti upitnika (27 pitanja) jer su predstavnici pojedinih zemalja željeli s jednim upitnikom do biti odgovore na cijeli niz pitanja koja pokrivaju šire područje od same potrebe za edukacijom u malim i srednjim poduzećima. Stoga možemo pretpostaviti da će svaka zemlja u budućnosti prilagoditi pitanja svojim potrebama, a u slučaju Hrvatske naci onalni upitnik koji se koristi sigurno će se unaprijediti, ali vode ći pri tome računa da se zadrži najveći broj pitanja u sadašnjem obliku kako bi se mogla raditi komparacija rezultata.
Komparativna analiza rezultata za svih 8 zemalja koje su sudjelovale u istraživanju bit će dostupna negdje u lipnju 2012. godine. Važno je naglasiti da će ovom inicijativom po prvi puta biti dostupni podaci za direktnu usporedbu trendova u Hrvat skoj u odnosu na zemlje u okruženju, što svakako može ukazati na brojne pozitivne i negativne strane hrvatskog poduzetništva u odnosu na konkurenciju u susjednim zemljama te može biti odlična polazišna točka za moguća poboljšanja. Svakako će veli ku važnost u budućoj provedbi ovih aktivnosti imati Regionalni centar za razvoj poduzetničkih kompetencija za zemlje Jugoi stočne Europe (SEECEL) čije aktivnosti su usmjerene upravo na sustavno praćenje potreba za edukacijom u malim i srednjim poduzećima te horizontalno stvaranje platforme za razmjenu i informiranje o najnovijim EU politikama iz područja poduzet ničkog učenja, te razmjena dobrih iskustava i prakse.

U Novom Sadu su 23.- 25. listopada, u okviru među narodnog sajma Investexpo na Novosadskom sajmu, organizirani Dani energetike i Sajam investicija, na kojem se odvijao i Prvi dunavski biznis forum.
Na Sajmu investicija sudjelovale su 44 lokalne samouprave iz Srbije i regije, a njih 23 predstavile su investicjske projekte čiji okvirni proračun iznosi 750 milijuna eura. Međunarod ni značaj ovog sajma potvrdilo je učešće gradova i općina iz Bosne i Hercegovine, Rumunjske i Makedonije. U struktu ri projekata koji su promovirani na sajmu dominirali su oni usmjereni na razvoj turizma u toplicama i gradskog turizma, izgradnju i obnovu infrastrukture i industrijskih zona, kao i projekti vezani za energetsku učinkovitost, odnosno izgrad nju sportsko-rekreativnih centara. Opći dojam predstavnika lokalnih samouprava na sajmu je da bio da je, iako i dalje vlada ekonomska kriza, neophodno nastaviti s promocijom domaćih investicijskih potencijala i povezivanje sa zemljama u regiji. Također je nužno pobrinuti se za dodatnu pravnu si gurnost investitora, kako bi postojeće infrastrukturne kapa citete iskoristili sa što manje ulaganja, čime bi se omogućilo otvaranje novih radnih mjesta. Održavanje ovakvih manife stacija izuzetno je značajno, jer je ujedno prilika da sudionici međusobno porazgovaraju, razmijene iskustva i surađuju, za ključak je izlagača na Sajmu investicija.

U okviru sajma jer održan i „Prvi dunavski biznis forum“, koji je bio prilika da se predstave potencijali Vojvodine i da se na jednom mjestu okupe partneri iz Dunavske regije. Na skupu s oko 200 gospodarstvenika, predstavnika lokalnih sa mouprava i gospodarskih komora iz zemalja podunavskog toka, naglašeno je da bi Srbija i Vojvodina trebale iskoristiti
sve raspoložive financijske mogućnosti, kako bi što učinkovi tije provele planove, programe i projekte nedavno usvojene Dunavske strategije, što bi trebalo doprinijeti bržem ekonom skom razvoju. Novosadski sajam je za sajam Investexpo pri premio specijalno elektronsko izdanje kataloga projekata, koji sadrži osnovne podatke o lokaciji, veličini, prometnoj infra strukturi i investicijskim projektima lokalne samouprave koja je sudionik sajma. Tako su zainteresirani pojedinci i poduzeća dobili svojevrsni vodič za informiranje o ponudi investicijskih lokacija u zemlji i regiji.
U okviru Dana energetike organizirano je više poslovnostručnih skupova na aktualne teme s međunarodnim sudje lovanjem vodećih stručnjaka i predstavnika tvrtki iz ener getskog sektora. Posebna pažnja je bila posvećena biomasi i ugledni su se stručnjaci suglasili da Srbija ima ogromne po tencijale za njeno korištenje u energetske svrhe, ali je njena upotreba trenutno zanemariva. Također je bilo riječi i o pri rodnom plinu. Mogli su se čuti razni prijedlozi za povećanje potrošnje ovog energenta koji najmanje zagađuje životnu oko linu, kao i komentari zakonske regulative na lokalnom tržištu. Jedan od zaključaka skupa je da strateški projekt „Južni tok“ postaje realnost, a sudionici su predočili i rezultate u pobolj šanju kvalitete prirodnog plina.
www.sajam.net
Više od 150.000 ljudi obišlo je veliku izložbu robo ta koju su od 24. rujna do 15. listopada organizirali Centar za promociju znanosti (CPN) i Elektrotehnički fakultet u Beogradu, sa željom da odgovore na pita nje koliko smo daleko od budućnosti.
Centar za promociju znanosti u suradnji s Elektrotehnič kim fakultetom Sveučilišta u Beogradu organizirao je prvi znanstvenopopularni festival u potpunosti posvećen roboti ma. Manifestacija pod nazivom „Dani budućnosti – Robotika“ održana je u centru grada, u galeriji Robne kuće „Beograd“ u Knez Mihailovoj 5, a posjetitelji su mogli vidjeti više od 25 vrsta robota različitih namjena i iz raznih krajeva svijeta. Naj veću pažnju, kako medija, tako i posjetitelja izazvao je Asimo, najnapredniji humanoidni robot na svijetu koji hoda, izvršava naredbe, priča i u svemu pokušava oponašati čovjeka. Nje gove nastupe u obližnjoj Zadužbini Ilije M. Kolarca prisutni su pratili s uzbuđenjem, a Asimo im je poručio na engleskom jeziku da je prvi put u Srbiji i da mu je drago što je prisutan
na manifestaciji. Robot je visok 130 cm i ima masu od 48 kilo grama, a moguće ga je povremeno vidjeti na sličnim svjetskim sajmovima. U Beogradu je pored japanskog robota Asima go stovao i europski robot ECCE, kao i 25 drugih izloženih robo ta. Uz robote su u Beogradu tijekom „Dana budućnosti“ bo ravili ugledni stručnjaci za robotiku, među kojima i profesori Hiroshi Ishiguro iz Japana, Owen Holand iz Velike Britanije i Rolf Pfeiffer iz Švicarske.

› www.danibuducnosti.cpn.rs





Agencija za strana ulaganja i promociju izvoza Re publike Srbije (SIEPA) peti put zaredom organizira nastup srpskih tvrtki na najvećem svjetskom sajmu „ugrađenih tehnologija“ – Embedded World 2013, koji će se održati 26.-28. veljače 2013. godine u Nürn bergu u Njemačkoj.
Jubilarni deseti sajam Embedded World 2012 je bio najveće okupljanje profesionalaca iz područja ugrađenih (engl. em bedded) tehnologija i primijenjene elektronike do sada. Ove godine je na nacionalnom štandu Srbije svoje proizvode i us luge predstavilo devet tvrtki, znatno više nego 2011. godine, pa se čini se da je ova industrija u Srbiji ponovo u uzlaznom trendu. Bitgear iz Beograda je prikazao proizvode i rješenja u području projektiranja FPGA sustava, ugrađenih sustava i bežičnih komunikacija, Decode kompletno rješenje za da ljinsko upravljanje „pametnim kućama”, a Mikroelektronika portfolio s preko 400 proizvoda, od kojih je razvojni sustav EasyPIC PRO v7 uvršten među najzanimljivije eksponate na sajmu. Novatronic iz Novog Sada je predstavio proizvodni program iz domena LED zaslonskih sustava za vozila javnog prometa, Tagor iz Niša uslugu ugovorne proizvodnje, HCP iz Kruševca niz proizvoda za bežično upravljanje industrijskim sustavima, a mlada tvrtka HTEC iz Beograda svoje potenci jalne mogućnosti. Institut Pupin iz Beograda prikazao je novi vizualni identitet i zaštitni znak Embedded++ za Q7 modul za industrijske sustave na popularnoj Android platformi, kojoj su namijenjena i rješenja Seavusa iz Niša, koji je također na stupio na sajmu Embedded World 2012.
Embedded World je najvažniji događaj za tvrtke iz ove in dustrije i mjesto gdje se pridobivaju nova znanja, prikazuju

Krajem listopada austrijska građevinska tvrtka Porr otvorila je u Svilajncu tvornicu betonskih željezničkih pragova. Radi se o petoj stranoj investiciji u Svilajncu, koja je važna zbog zapošljavanja radnika i doprinosa razvoju željeznice u Srbiji.

Tvornicu je svečano otvorio regionalni direktor i član upra ve tvrtke Porr dr. Walter Reckerzügl, zajedno s predsjednikom općine Svilajnac Predragom Milanovićem. Sporazum s tvrt kom Porr i Europskom bankom za obnovu i razvoj (EBRD) o tom poslu potpisan je u Beču u siječnju 2012. godine, a općina je u kratkom roku osigurala sve potrebne dozvole za rad, pod sjetio je Milanović. Tvornica je smještena u hali bivše tvornice vijčanih elemenata u Svilajncu (VIS). Vrijednost investicije je 5,6 milijuna eura, od čega je polovicu investirao Porr, a ostatak je kredit Europske banke za obnovu i razvoj. Kapacitet tvorni ce će biti između 100.000 i 200.000 pragova godišnje, a očekuje se da će isporuka krenuti početkom 2013. Plan je da se u prvoj fazi zaposli 30 radnika, ali će s rastom kapaciteta tvornice taj
novi trendovi i susreću postojeći i budući partneri. Sajam je ove godine postavio novi rekord s 872 izlagača iz 35 zemalja širom svijeta, gotovo 10 posto više nego 2011. Očekuje se da Embedded World 2013 nadmaši ovaj rezultat i zauzme pet dvorana sajma u Nürnbergu. Srbija će se na sajmu predstaviti nacionalnim štandom prepoznatljivog dizajna u organizaciji SIEPA. Zbog ograničenog prostora na nacionalnom štandu neophodna je selekcija najkonkurentnijih tvrtki koje posjedu ju dobar proizvod, kao i zadovoljavajuće proizvodne kapaci tete za izvoz.
› www.siepa.gov.sr
broj biti ubrzo udvostručen, uz mogućnost rada u dvije smje ne, čime će proizvodnja biti udvostručena. Većina materijala koji će se koristiti je domaćeg porijekla, a finalni je proizvod namijenjen i izvozu i domaćem tržištu.

U Sava centru u Beogradu se od 22. do 24. listopada pod motom „Moving Up” odvijala Microsoft Sinergija 2012, najveća poslovna i IKT konferencija u Srbiji, ovog puta s nešto manje sudionika nego lani.

Na otvaranju već 12. po redu konferencije Sinergija o ak tualnim su temama IKT-a i poslovanja govorili predsjednik Microsofta za središnju i istočnu Europu Don Grantham, ve leposlanik SAD-a u Srbiji Michael Kirby i generalni direktor Microsofta Srbija Jugoslav Pirić. Otvaranje je uveličao nastup zbora Viva Vox, a prvi put je izostao govor nekog od pred stavnika domaće politike. Američki je veleposlanik pozdravio nedavno potpisivanje sporazuma između američke i srpske vlade u području informacijskih tehnologija i telekomunika cija te ocijenio da će na taj način Microsoft, između ostalog, moći više ulagati u obrazovanje u Srbiji. Direktor marketinga Microsofta za središnju i jugoistočnu Europu Andreas Hartl naglasio je da se Srbija s prosječnim ulaganjima u IT sektor od 60 dolara po stanovniku nalazi na veoma niskom mjestu u odnosu na ostale zemlje u svijetu, navodeći da ta brojka u razvijenim zemljama Europe iznosi oko 800 dolara.

Sudionici konferencije imali su priliku čuti mnoga zani mljiva predavanja usmjerena na otkrivanje novih trendova u svijetu informacijskih tehnologija. Paralelna predavanja u pet tematskih cjelina usredotočila su se na Microsoftova softver
ska rješenja kao što su zbirka alata u oblaku Office 365, plat forma Windows Azure, novi Windows Phone 8 za pametne telefone i poslužitelj Windows Server 2012 kao granični ka men cjelovite platforme u oblaku, kao i na poslovni softver Dynamics ERP, Dynamics CRM i drugi. Ovogodišnja Sinergija se odvijala neposredno nakon svjetskog predstavljanja Win dowsa 8, pa je konferencija bila za sve prilika za upoznavanje novog operativnog sustava u svim njegovim verzijama i na različitim uređajima. Konferencija je po sadržaju bila usredo točena na pomicanje tehnologija u oblak i učinkovito poslova nje s pomoću računarstva u oblaku.


› www.mssinergija.net



U kragujevačkoj tvornici Fiat Automobili Srbija (FAS) odlučili su nastaviti proizvodnju modela Punto Clas sic, obustavljenu u ožujku 2011. godine, kada je zapo četa instalacija linija za proizvodnju modela 500L.

Po obustavljanju montaže Punta Classic u ožujku 2011., u Fiatovoj tvornici u Kragujevcu je sve bilo podređeno novom modelu 500L. Ipak, u listopadu ove godine rukovodstvo Fia ta je odlučilo da obnovi proizvodnju Punta Classic. Direktor FAS-a Antonio Cezare Ferrara istakao je da će osnovni model punta koštati 5.699 eura. Iako je vlada ukinula subvencije za kupovinu tog vozila, Fiat je odlučio da ih zadrži, kao bi po spješio prodaju tog modela te tako sačuvao svoj položaj na srpskom tržištu i otvorio oko 300 novih radnih mjesta. U opre mu za proizvodnju Punta uloženo je oko tri milijuna eura, tako da je sve spremno za njegovu ponovnu proizvodnju po četkom sljedeće godine. To neće utjecati na proizvodnju no
U selu Noćaj kod Sremske Mitrovice osnovana je prva specijalizirana zadruga za proizvodnju i preradu biomase u Srbiji – Bioenergo.

Zadrugu je početkom listopada osnovalo 11 poljoprivred nika sela Noćaj, a cilj im je širenje zasada azijske trske mis canthus (Miscanthus giganteus) na ovim prostorima. Prema riječima direktora istraživačko-razvojnog centra beogradskog fakulteta Futura i inicijatora ovih aktivnosti prof. dr Jordana Aleksića, trska će biti iskorištena za zagrijavanje, izolaciju i slične namjene. Plan je da uskoro počne proizvodnja paleta od ove trske, koja je kao energent visokokalorična i sporije gori, jer njeno stablo nije šuplje. Ova trska se inače u Njemačkoj, Austriji i drugim zemljama već duže vrijeme koristi kao bi

Tvrtka KOPA iz Slovenj Gradeca i njen strateški par tner na tržištu Srbije Key IT potpisali su s beograd skom tvrtkom IMT, koja zapošljava više od 1.100 ljudi, ugovor o obnovi informacijskog sustava.
U prvom koraku obnove, koja će se, kako se očekuje, zavr šiti i krajem siječnja 2013. godine, Kopini će stručnjaci namje stiti sustavnu i softversku infrastrukturu te uvesti sustav za upravljanje kadrovima i obračun plaća KOPA HRM. Obnova informacijskog sustava će prema planu biti završena do kra ja 2014. godine, do kada će biti uveden cjelovit skup rješenja za upravljanje financijskim i materijalnim tokom, koje će biti poduprto planiranjem i praćenjem u proizvodnji. KOPA će pored usluga sustavne integracije i namještanja svojih provje
vog modela Fiat 500L, jer je glavni razlog obnove proizvodnje Punta želja Fiata da se srpskom tržištu ponudi jeftiniji auto mobil, a ne slaba potražnja za modelom 500L, koji se prodaje iznad očekivanja. Trenutno se taj model može naći samo na srpskom i talijanskom tržištu, ali se uskoro očekuje plasman na francuskom, njemačkom, a zatim i na američkom tržištu.
omasa za proizvodnju struje i bioplina, ali i u automobilskoj industriji i građevinarstvu. U Noćaju je za sada zasađeno 10 hektara, a nova zadruga Bioenergo ima dogovor da trsku pro izvodi u suradnji s njemačkom tvrtkom. Inače, jednom zasa đena trska siječe se sljedećih 20 godina i daje prinos od 20 tona biomase po hektaru.
renih poslovnih rješenja dodati također dobre prakse poslo vanja iz uspješnih slovenskih proizvodnih okruženja, dok će tvrtka Key IT u projektu sudjelovati kao savjetnik pri obnovi procesa i uvođenju Kopinih rješenja.
› www.kopa.si
› www.keyit.co.rs

Zračni berač jagodastog voća pod nazivom Kokan Harvester inovativno je rješenje tvrtke BSK iz Obre novca. Riječ je o priključnom uređaju za traktore snage iznad 40 KW, koji je namijenjen za branje plan tažnih zasada malina, kupina, borovnica i ribiza.

Kokan Harvester koristi snagu zračnih struja da otkine plodove od biljke, pročisti ih od suhog lišća i grančica i smje sti u gajbice za odlaganje voća. Posjeduje jedinstvenu, inova tivnu tehnologiju zračnog branja koja oponašajući oluju struji oko rodne grane biljke prekidnom strujom zraka kontrolirane brzine i na prirodan način, bez fizičkog kontakta sa samom biljkom, vrši branje samo tehnološki zrelih plodova bez ošte ćenja. Tehnologija zračnog branja aktivno je razvijana od 2002. godine i potvrđena branjem malina, kupina i borovnica na plantažama u Arilju, Brusu, Duvaništu i Majuru (područje općine Šabac), Đurđevu (Vojvodina), kao i u inozemstvu na plantažama maline u Čileu, u okolici Santiaga.
Berač Kokan Harvester se sastoji od četiri funkcionalna di jela, od kojih je prvi zračni tunel koji obuhvaća plantažni red
U tvornici Henkel Srbija u Kruševcu 1. studenog je pu štena u rad nova proizvodna linija Bref, u koju je ulo ženo više od 2 milijuna eura, čiji će proizvodi osim na domaće tržište biti plasirani i na tržišta širom Europe.
Svečano otvaranje nove proizvodne linije održano je u pri sutnosti župana Kruševca, predstavnika rukovodstva Henkela za proizvodnju iz Düsseldorfa i Beča, kao i menadžera i zapo slenih u tvrtki Henkel Srbija. Predsjednik tvrtke Henkel Srbija Georg Grassl je objasnio da nova linija ima strateški značaj za tvornicu u Kruševcu i izrazio zadovoljstvo zbog desete godiš njice uspješnog poslovanja tvrtke u Srbiji. U priopćenju tvrtke Henkel Srbija naglašava se da se privatizacija kruševačke tvor nice Merima 2002. godine smatra jednom od najuspješnijih u

Ovogodišnji, peti po redu IBM Forum u hotelu Hyatt Regency u Beogradu ugostio je oko 300 stručnjaka iz područja telekomunikacija, bankarstva, financija, javnog sektora, IT sektora, a sudionici su bili u prilici da se upoznaju s domaćim i svjetskim trendovima.
Osnovna ideja ovogodišnjeg IBM Foruma bila je „pametnija planeta na djelu“, a predstavljeni su studija slučaja austrijskog e-go vernment rješenja, sustavi s integriranim stručnim znanjima i tran sformacija poslovnih modela koju čine poduzeća svuda u svijetu u cilju podizanja konkurentnosti na tržištu. Na forumu je organiziran i panel s predstavnicima stranih i domaćih ustanova i poduzeća, među kojima Ministarstvo vanjske i unutarnje trgovine i telekomu
biljki s obje strane, s 4 do 6 otvora za zrak na svakoj strani, iz kojih na biljku djeluju prekidne zračne struje brzine do 150 km/ i otkidaju zrele plodove od peteljki. Drugi dio je sustav za prihvaćanje transportne trake s obje strane u donjem dijelu zračnog tunela, koja služi za prihvaćanje otkinutih plodova i njihov prijenos do gajbica za odlaganje voća. Ispod transpor tnih traka se nalaze puhaljke za pročišćavanje ubranog ploda od otpalog suhog lišća i grančica. Treći funkcionalni dio su specijalne turbine koje stvaraju zračne struje, a četvrti hidra uličke pumpe i motori koji pokreću ventilatore i transportne trake.
› www.bsk.rs
Srbiji i dodaje da je u ovom razdoblju Henkel uložio gotovo 130 milijuna eura u tri lokacije u toj državi. Također, navedeno je i da su za ovu i narednu godinu potvrđene investicije u vrijedno sti od 7,5 milijuna eura i da Henkel, kao centar za snabdijevanje 55 milijuna potrošača u regiji, iz svojih tvornica u Srbiji izvozi na 15 regionalnih i europskih tržišta.
› www.henkel.rs
nikacija, Savezno ministarstvo za e-government Austrije, Telekom Srbija i PTT. „Cilj ovogodišnjeg Foruma je da predstavi najnovija rješenja u IT svijetu i da u zajedničkoj diskusiji s našim i stranim re sornim ustanovama i strankama prikažemo našu viziju o tome kako poduzeća investicijom u pametna rješenja mogu smanjiti operativne troškove i ostaviti prostor za investiranje u nove tehnologije koje su im neophodne za razvoj“, naglasio je u svom uvodnom obraćanju Željko Vujinović, generalni direktor IBM-a za Srbiju, Crnu Goru, Ma kedoniju i Albaniju.

Tvrtka KOPA d.d. i njen strateški partner na srpskom tržištu Key IT d.o.o. su s beogradskom tvrtkom, IMT a.d., koja zapošljava preko 1.100 ljudi, potpisali ugo vor u obnovi informacijskog sustava.
Tvrtka KOPA s novim partnerstvom ostvaruje cilj posta ti vodeći regionalni ponuditelj poslovnih rješenja za velike proizvodne tvrtke. Tvrtka, koja u okviru svoje strategije šire nja, već od prošle godine na srpskom tržištu uspješno izvo di marketinške i prodajne aktivnosti, preko svog strateškog partnera, tvrtke Key IT, potpisala je novi ugovor za obnovu poslovnog informacijskog sustava u tvrtki IMT a.d. Obnova će u prvoj fazi obuhvaćati uspostavljanje kadrovskog sustava KOPA HRM, a do kraja 2014. godine uvesti će i novi poslov no-proizvodni sustav KOPA ERP.
KOPA će u IMT-u, gdje proizvode traktore i poljoprivrednu mehanizaciju, provesti važan razvojni korak ka poboljšanju vo đenja poslovanja, s kojim žele u tvrtki podržati daljnji poslovni rast. “U Kopi smo zadovoljno, da nam unatoč teškoj situaciji u gospodarstvu, prije svega u industrijskoj proizvodnji, gdje je fokus našeg poslovanja, uspijeva ostvariti strategiju širenja na inozemna tržišta,” rekao je Marjan Gobec, direktor KOPA d.d.
U prvom koraku obnove, koja će prema planu biti završena u siječnju 2013. godine, Kopini stručnjaci će postaviti sustavni i programsku infrastrukturu te uvesti sustav za upravljanje kadrovima i obračunom plaća KOPA HRM. Obnova će pre ma planovima biti završena do kraja 2014. godine, a u tom razdoblju će se uvesti cjelovita paleta rješenja KOPA ERP za upravljanje financijskim i materijalnim tokovima, podržano s planiranjem i pohranjivanjem u proizvodnji.

KOPA je u posljednjoj godini na srpskom tržištu postala sugovornik s kredibilitetom za suradnju s proizvodnim tvrt kama, kako obzirom na rješenja za vođenje poslovanja i pro izvodnje, tako i obzirom na upravljanje sredstvima i usluga ma. Kako je rekao Tomislav Ogorevc, voditelj prodaje KOPA ERP, i u IMT-u su prepoznali Kopine prednosti na ključnim područjima suvremenog upravljanja proizvodnjom, kao što su planiranje, fino terminiranje, slijedivost i praćenje. “Da nas tvrtke u Srbiji znaju da im možemo s našim znanjem i informacijskim rješenjima učinkovito otkloniti probleme, s kojima se susreću u proizvodnji, te donosimo brojne procesne i financijske prednosti za čitavu tvrtku,” dodatno zaključuje Ogorevc.
KOPA će u IMT-u pored usluga sustavne integracije te po stavljanja svojih provjerenih poslovnih rješenja, doprinijeti i s primjerima dobre prakse poslovanja iz uspješnih proizvodnih okruženja. Kopin strateški partner, tvrtka Key IT, će u projek tu sudjelovati kao savjetnik pri obnovi procesa te pri uvođe nju Kopinih rješenja.
Hubert Kosler Aljoša Zupanc Damian Širaj
Simon Novak Iztok Češarek Matej Merkač
Visoko-produktivne namjenske robotske zavarivačke ćelije bitno sma njuju utjecaj čovjeka na kvalitetu proizvoda, omogućuju brzu izmjenu proizvodnje i s time prijelaz na proizvodnju sličnih proizvoda, omo gućuju bolje iskorištavanje radne snage te bitno rasterećuju operatora, pa njihov rad više nije umarajući. Poznavanje prednosti potpune auto matizacije zavarivačkih ćelija od ključne je važnosti, kako pri planiranju novih projekata, tako i u fazi konstruiranja robotske zavarivačke ćelije za zavarivanje velikih količina jednakih ili sličnih dijelova.
S tvrtkom Cimos već godinama surađujemo kao dobavljač standardnih robotskih zavarivačkih ćelija, koje omogućuju iz mjenu steznih naprava i s time brzi prijelaz između pojedinih proizvoda iz palete.
Prvu nestandardnu, odnosno namjensku robotsku ćeliju smo u tvrtki Cimos pokrenuli tijekom 2007. godine, a bila je namijenjena zavarivanju šarki vrata prtljažnika automobila Audi B8 i Q5. Operator, koji upravlja ćelijom, brine za dozi ranje sastavnih dijelova na dva ulazna vibro dozatora i na pa letu za pozicioniranje rotacijskog RVE modula. Također brine o preuzimanje konačno zavarenih dijelova i za odlaganje na izlaznu EuroBox paletu. Posluživanje uređaja za zavarivanje obavljaju dva šestosna robota. Robotizacija uključuje i 100-po stotni pregled svih zavara s laserskim triangulacijskim susta vom.
Uspješno pokretanje prve visoko-produktivne robotske zavarivačke ćelije je kako nama, tako i korisniku potvrdilo, da smo donijeli ispravnu odluku. Prepoznali smo prednosti potpuno automatiziranih robotskih zavarivačkih ćelija i defi nirali smjernice pri planiranju sličnih projekata za zavarivanje velikih količina jednakih ili sličnih dijelova.
Kao glavne prednosti smo utvrdili: smanjen utjecaj čovjeka na kvalitetu proizvoda, bolje iskorištavanje radne snage, nad zor nad fiksnim troškovima neovisno o opsegu proizvodnje, bitno rasterećenje operatora, jer njegov rad više nije umara jući, i mogućnost brze izmjene proizvodnje, što omogućuje trenutni prijelaz na proizvodnju sličnih dijelova.
Proizvodni proces je od nas zahtijevao izvedbu sastavnih dijelova u vrlo uskim tolerancijama te traženje rješenja, koje
Hubert Kosler, Aljoša Zupanc, Damian Širaj, Simon Novak, Iztok Češarek, Matej Merkač • Yaskawa Slovenija d.o.o.
je odgovarajuće nadomjestilo triangulacijsko prepoznavanje mrlja, jer je s laserom ne možemo izvoditi. Pobrinuli smo se za proces dodatne edukacije kadrova. Najveći izazov za nas bila je izrada konačnih proizvoda u uskim tolerancijama, kako ih je zahtijevala navedena proizvodnja na najvišoj tehnološkoj razini.
Tijekom 2011. godine smo koncept nadogradili i u tvrtki Cimos pokrenuli drugu namjensku robotsku zavarivačku će liju za zavarivanje pedala kočnice za pedalne sklopove BMW PL7, koji se ugrađuju u sve modele serije 1, serije 3 (standard i hybrid) te u model X1.
U doba recesije, za koju su znakovite visoke oscilacije na rudžbi, takvo rješenje znači mogućnost iznimne prilagodljivo sti proizvodnih mogućnosti pri istodobnom nadzoru nad fik snim troškovima, jer čitav posao u jednoj smjeni može obaviti samo jedan operator!
Prije razvoja robotske ćelije smo precizno proučili zahtjeve kupca glede robotizacije zavarivanja pedala kočnice za pedal ne sklopove BMW PL7, koji su obuhvaćali zavarivanje četiri različita tipa pedala kočnica. Sastavni dijelovi su četiri kom ponente: tijelo pedale, pedala, sigurnosni kavez i os odnosno kolčak, a količine, radi neometane proizvodnje, morali smo definirati još detaljnije:
• lijeva mehanička pedala (s osi): 1.610 komada/dan
• lijeva automatska pedala (s osi): 1.260 komada/dan
• desna mehanička pedala (s vitkom/kolčakom): 385 komada/dan
• desna automatska pedala (s osi): 245 komada/dan
Za sastavljanje svih tipova pedala trebamo osam različitih sastavnih elemenata (tri različita tipa pedale i dva različita tipa tijela stopala).
Kako bi dosegli tako visoku produktivnost, u robotsku ćeliju smo uključili četiri zavarivačka robota, koji istodobno zavaruju po dvije pedale. Izlazili smo izvan uporabe standar dnih Yaskawinih rotacijskih pozicionera za ponovljivo okreta nje zavarivačkih naprava.

Glavni zahtjevi za robotizaciju, koje nam je postavio naru čitelj, bili su:
a) Ukupni kapacitet robotske ćelije za zavarivanje četiri tipa pedala u tri smjene treba biti 3.500 komada na dan;
b) Zavarivanje se treba provoditi s jednim stezanjem svih sastavnih elemenata pedala (tijelo pedala, pedala, sigur nosni kavez, os odnosno kolčak), a automatske naprave za zavarivanje moraju biti prilagođene izvedbi svih četi riju tipova pedala;
c) Laserski triangulacijski sustav mora izvoditi 100-postot nu kontrolu dvaju zavara na pedali;
d) Robotska ćelija mora autonomno djelovati 30 minuta;
e) Robotska ćelija mora biti konstruirana tako, da s njom može upravljati samo jedan operator u smjeni;
f) Povezivanje robotske zavarivačke ćelije s automatskom linijom za preoblikovanje tijela pedala treba biti na sli jedeći način: preuzimanje konačno zavarenog tijela, pregled kvalitete zavara s pomoću laserskog triangula cijskog sustava, priprema tijela pedala za preuzimanje s robotom za posluživanje;
g) Doziranje ostalih sastavnih elemenata pedala (tri tipa pedale, sigurnosni kavez, os, kolčak) mora se odvijati u rasutom obliku;
h) Prije ulaganja u napravu za zavarivanje mora se izvesti spajanje odnosno robotsko namještanje osi odnosno kol čaka u tijelo pedale;
i) Zavarivanje pedala mora se odvijati bez mrlja postop kom CMT (eng. Cold Metal Transfer) – s uporabom 100-postotnog zaštitnoga plina CO2.
Prirpema koncepta i razvoj robotske ćelije
Razvoj robotske ćelije se temeljio na usklađivanju robot skog zavarivanja s robotskim posluživanjem steznih naprava. Cilj je bio jasan: osigurati glavni zahtjev naručitelja za tro smjenskom produktivnošću robotske ćelije u količini 3.500 komada na dan.
Pri vremenskoj analizi zavarivanja smo uzeli u obzir slje deće granične uvjete:
• zavarivanje u tri različita položaja zavarivačke naprave samo s jednim stezanjem
• ukupna dužina zavara na pedali: 332 mm

• brzina zavarivanja 40 cm/minutu
• vrijeme okretanja zavarivačke naprave i vrijeme čišćenja gorionika moraju biti primjereno kratki radi postizanja dnevne količine proizvoda; proračun je pokazao kako je pri prosječnom vremenu za proizvodnju pojedinačne pedale od 23,1 sekunde, moguće proizvesti 3.505 pedala dnevno.
Pri traženju odgovarajućeg koncepta robotske ćelije morali smo konstrukciju zavarivačkog dijela vremenski i prostorno uskladiti s robotskim dijelom za posluživanje. Upravo taj dio je predstavljao najveći izazov. Pri konstruiranju zavarivačkih naprava, morali smo pored visokih zahtjeva glede preciznosti i fleksibilnosti (primjerice 3D podesivi stezni elementi zavari vačke naprave za sastavne dijelove) voditi računa i o dostu pnosti sa robotima za posluživanje.
Za ocjenu koncepata smo si pomogli s off-line simulacij skim alatom MotosimEG. Zavarivačke naprave smo razvijali modularno. Zavarivačka naprava obuhvaća četiri zavarivačka gnijezda (dva za lijevi i dva za desni tip pedale). Gnijezda su opremljena s ručnim, brzo izmjenjivim sklopovima:

• izmjena tipa pedale na gnijezdima za lijevi tip pedala
• izmjena tipa pedale i izmjena vitke odnosno kolčaka.
Takav koncept zavarivačkih naprava omogućuje iznimno kompaktnu konstrukciju robotske ćelije i znači robotizaci ju posluživanja samo s dva robota za posluživanje – svaki je opremljen s dvostrukim robotskim prihvatom – te povezi vanje s postojećom linijom za preoblikovanje tijela s manjim robotom za posluživanje. Tijekom prijelaza sa zavarivanja jednog tipa pedale na drugi, poslužitelj robotske ćelije mora
obaviti samo izmjenu brzo izmjenjivih sklopova na zavari vačkim gnijezdima i izbrati odgovarajući robotski zavarivački program.
Koncept rada robotske ćelije smo uskladili s kupcem Ci mos, te smo morali za realizaciju potpuno automatskog rada robotske ćelije izvesti još manje izmjene na kavezu (ugradni dio pedale) i sudjelovati pri izmjenama na postojećoj liniji za preoblikovanje tijela stopala.

U robotskoj ćeliji se istodobno zavaruju dvije pedale za ko čenje pedalnog sklopa PL7 na dvije zavarivačke naprave i to Lijevu+Lijevu odnosno Desnu+Desnu pedalu. Zavarivanje se odvija s pomoću četiri industrijska zavarivačka robota Moto man tip MA1400, koji su opremljeni s pulsnom zavarivačkom opremom s vodenim hlađenjem za zavarivanje prema CMT (eng. Cold Metal Transfer) postupku. Pri tom projektu smo robote po prvi puta nadogradili s CMT zavarivačkom opre mom, a povezujući paket smo integrirali kroz šuplje B i T ro botske grede. Sva četiri robota su upravljana sa zajedničkom robotskom upravljačkom jedinicom DX100, izvedba quatro. Dva zavarivačka robota su pričvršćena na sredini H stola, a ostala dva ispred njih sa druge strane zavarivačkih naprava.
Isto tako je dio robotske zavarivačke ćelije i rotacijski pozi cioner RWV2-M2-1000, odnosno H stol s tri unutrašnje robot ske osi i nosivošću pri simetričnom opterećenju 1.000 kg po postaji. Na svaku postaju je učvršćena po jedna modularna zavarivačka naprava. Pozicioner je za automatski rad opre mljen s dovodom zraka za upinjanje na zavarivačke naprave i s elektro kontaktima, koji omogućuju upravljanje razvodnici ma i prepoznavanje pravilnih položaja steznih cilindara.

Robot Motoman tip MH6 preuzima tijela iz manipulatora na kraju linije za preoblikovanje. Tijela preuzima i obavi kon trolu kvalitete zavara s laserskim triangulacijskim sustavom. Dobra tijela odlaže u dvije paralelne linije na koračnom tran sporteru te ih slaže u univerzalne palete za oba tipa tijela. Na čitavoj dužini ulaznog transportera ima mjesta za 80 tijela pe dala, što ujedno predstavlja 30-minutnu autonomiju robotske
Za doziranje sastavnih elemenata pedala (tri tipa pedale, sigurnosni kavez, os pedale i vitka pedale) se brinu vibro dozatori, koji osiguravaju odgovarajuće položaje dijelova za daljnji robotski prihvat pojedinih sastavnih dijelova pedale.
Raspored operacija između oba robota za posluživanje osi gurava neometan rad pri preuzimanju i ulaganju dijelova u dva gnijezda zavarivačke naprave. Oba robota za posluživa nje su opremljeni z dvostrukim robotskim prihvatom.
Prvi robot za posluživanje iz dozatora uzima kavez. Iz za varivačkog gnijezda uzme zavarenu pedalu i u nju uloži ka vez. Zavarenu pedalu prenese na pregled s triangulacijom te je nakon potvrđivanja odloži na izlaznu traku. Ukoliko proi zvod ne odgovara strogim zahtjevima, robot ga izdvaja u po seban otpadni spremnik.
Drugi robot za posluživanje sakuplja pedale (jednu od tri tipa) iz vibro dozatora, a iz ulaznog transportera uzima tijelo pedale, s kojim se pomakne do dozatora s vitkom odnosno do kolčaka, gdje s pomoću pomičnog cilindra umetne vitku/ kolčak u otvor na pedali. Zatim oba dijela ulaže u gnijezdo na zavarivačkoj napravi, u koju je već uložen kavez.
Ispred robotske ćelije stoji operatorski pult za upravljanje, koji je opremljen sa zaslonom industrijskog računala i sadrži sustav za optičku kontrolu zavara, a drugi IPC je opremljen s programom weld seam inspection system. Zaslon omogućuje vizualni prikaz zavarivačke naprave te položaj senzora na za varivačkoj napravi. Obzirom na fazu stezanja, na ekranu se za svaki senzor prikazuje stanje, a također se ispisuju informacije o mogućim greškama.
Robotsku ćeliju smo u tvrtki Cimos pokrenuli u pet mjeseci nakon zaprimanja narudžbe. S pomoću produbljenog anali tičkog pristupa za vrednovanje koncepata, izdvojili smo pra vu ideju i uspjeli zadovoljiti sve zahtjeve kupca za visoko-pro duktivnom robotskom zavarivačkom ćelijom sa smanjenim utjecajem čovjeka na kvalitetu proizvoda, s boljom iskoristi vošću radne snage, s nadzorom nad fiksnim troškovima neo visno o opsegu proizvodnje, mogućnošću brze izmjene proi zvodnje i trenutnom prijelazu na proizvodnju sličnih dijelova.


Tvrtka COPA-DATA je vodeća tehnološka tvrtka za ergo nomska i visokodinamička procesna rješenja. Godine 1987. osnovana tvrtka razvija u sjedištu u Salzburgu u Austriji programsku opremu zenon za sustave za upravljanje i nadzor HMI/SCADA, dinamičko izvještavanje o proizvodnji i ugrađene programibilne upravljačke sustave PLK. zenon prodaju preko svojih ispostava u Europi, Sjevernoj Americi i Aziji, te mreže kompetentnih partnera i distributera po čitavom svijetu.
Korisnici imaju na raspolaganju sugovornike i tehničku podršku u svojem okruženju. COPA-DATA se kao neovisna tvrtka odaziva brzo i prilagođava se željama i potrebama korisnika, trajno oblikuje nove standarde uporabljivosti te oblikuje usmjerenja na tržištu. Više od 80 000 instaliranih sustava u više od 50 zemalja, otvara tvrtkama na području proizvodnje prehrambenih proizvoda i pića, energije i in frastrukture, automobilske industrije i farmacije nove mo gućnosti za učinkovitu automatizaciju.
COPA-DATA surađuje kao međunarodno priznat po nuditelj programskih rješenja dosljedno s kompetentnim i izvrsno osposobljenim partnerima. Svjetska mreža certi ficiranih stručnjaka od sustavnih poveznika (integratora)
COPA-DATA GmbH • Central Eastern Europe / Middle East, Karolingerstraße 7b, 5020 Salzburg, AVSTRIJA • sales.cee@copadata.com • www.copadata.com


EXOR ETI d.o.o. • Stegne 7, 1000 Ljubljana, SLOVENIA
www.exor-eti.si
Osnovna djelatnost: proizvođač programske opreme za HMI/SCADA, dinamičko proizvodno izvještavanje i ugrađene sustave PLK, Proizvodi: zenon Analyzer, zenon Supervisor, zenon Ope rator, zenon Logic Rješenja za branše: zenon Energy Edition, zenon Pharma Edition
i proizvođača strojeva i uređaja, do istraživačkih i eduka cijskih ustanova, nastoji postizati vrhunske rezultate na području automatizacije. S otvorenom razmjenom zna nja i sposobnosti zajedno grade i razvijaju kompetencije i praktično znanje na područjima proizvoda i tehnologija te prodaje i marketinga. Jasno definirane smjernice jamče po šteno i dugoročno partnerstvo. Partner tvrtke COPA-DATA je obzirom na interese i ciljeve uvršten na jednu od tri razi ne partnerstva - od pridruženog (eng. registered partner), preko osposobljenog (eng. qualified partner), do stručnog partnera (eng. expert partner) - za podršku korisnicima na području produktivnosti i ergonomije u automatizaciji po čitavom svijetu.
Godina osnivanja tvrtke: 1987. Direktor i osnivač: Ing. Thomas Punzenberger Sedež podjetja: Salzburg, Austrija Ispostave u Njemačkoj, Italiji, Ujedinjenom Kraljevstvu, Sjedinjenim Američkim Državama, Skandinaviji, Fran cuskoj, Austriji (za Srednju i Istočnu Europu te Bliski Istok), na Ibarskom poluotoku i Poljskoj te u Koreji Mreža distributera po čitavom svijetu Broj zaposlenih: 145 po čitavom svijetu, od toga približno 70 u Salzburgu Prihod 2011. godine: približno 17 milijuna eura
i održavati ih na samo jednom mjestu, što omogućuje bolju preglednost, veću brzinu i bolju sigurnost.
Obitelj proizvoda zenon zenon je obitelj svestranih korisničkih proizvoda tvrtke COPA-DATA za industrijske i ergonomska procesna rješe nja od senzora do poslovno-informacijskih rješenja ERP. Obitelj obuhvaća zenon Analyser, zenon Supervisor, zenon Operator i zenon Logic.






Rješenje za dinamičko proizvodno izvještavanje zenon Analyzer tvrtke COPA-DATA omogućuje dinamički gene rirane izvještaje o proizvodnji i učinkovitosti uređaja u re alnom vremenu. Udružuje podatke iz povijesti i trenutačne podatke iz različitih izvora, od sustava za automatizaciju do informacijskih sustava, u cjelovit i jasan izvještaj. Inte raktivno oblikovanje izvještaja sa sposobnošću podatkov nog traženja “u dubinu” (eng. drill down) i podatkovnog traženja “kroz” (eng. drill through), kao i formatiranju iz vještaja u formate programa Office, pojednostavljuju pri lagođavanje i samostalno slanje. zenon Analyzer podržava usporednu analizu (eng. benchmarking) i kontrolu kvali tete te analizu povijesnih podataka za traženje mogućih poboljšanja. Jasni prikaz ključnih pokazatelja uspješnosti (KPI) i učinkovitosti (OEE) te izvještaja o produktivnosti, trošenju, otpadu i drugo, pomaže poboljšati i optimirati proizvodnju te doprinosi kraćim vremenima amortizacije.


zenon Supervisor je neovisni sustav SCADA tvrtke COPA-DATA, namijenjen opsežnom prikazu djelovanja i upravljanju s većim uređajima, odnosno postrojenjima te optimiranju proizvodnih procesa. Uključuje više od 300 komunikacijskih protokola, koji omogućuju izvrsnu po vezanost i jednostavno udruživanje heterogene opreme. Jednostavno podešavanje parametara i dosljedna ponov na uporaba objekata, kao i brojni pripremljeni prijedlozi i inteligentni pomoćnici odnosno čarobnjaci (eng. wizard), pojednostavljuju i ubrzavaju inženjering. Kodirani prijenos podataka preko mreže, dobro osiguran pristup s internet skim pretraživačem te ugrađene funkcije, kao primjerice arhiviranje i analiza podataka, određivanje prijenosa po dataka, generiranje upozorenja, upravljanje i nadzor izvje štajima, zaokružuju programsko rješenje. Sa zenon Logic je izgrađen na standardu IEC 61131-3 na temelju sustava za programibilne logičke kontrolere PLK, koji omogućuju op timalno upravljanje procesima i obradu podataka.
zenon Logic je u programsko rješenje zenon integriran sustav za programibilnog logičkog kontrolera PLK, s ko jima korisnik pri simulaciji izrađuje pravi program PLK ili izravno pristupa strojnoj opremi, primjerice senzoru. zenon Logic je također moćno programsko okruženje za programiranje prema standardu IEC 61131-3, koji uključuje svih pet najčešće primjenjivanih programskih jezika (AWL, ST, KOP, FBS in AS). zenon Logic omogućuje korisniku provedbu simulacije te uštedu vremena i energije pri po kretanju i promjenama na projektu. Probni rad se izvodi u načinu rada za testiranje. zenon Logic simulira kontroler PLK i pri probnom radu daje istinite i stvarne vrijednosti. Korisnik može odmah primijetiti ispravnost rada uređaja te ukloniti greške i pomanjkanja i prije same primjene. ze non Logic možemo koristiti na različitim osnovama strojne opreme, od PC-računala do strojne opreme za automa tizaciju. Koristi istu bazu podataka kao programi zenon Supervisor i zenon Operator, tako da svi pristupaju istim podacima. Stoga je podatke potrebno unositi samo jednom
zenon Operator je korisničko sučelje HMI tvrtke COPADATA za sve operacijske sustave zasnovane na Windowsi ma, usmjeren na jednostavno i ergonomijsko upravljanje strojevima i uređajima. S preglednim i intuitivnim upravlja njem, te također s tehnologijom više dodira (eng. multito uch), usmjeren je na zahtjeve suvremene ergonomije i pri mjenjivosti. Korisnik može samostalno preklapati između različitih jezika i mjernih jedinica, što pojednostavnjuje me đunarodnu primjenu. S pomoću kameleonske tehnologije moguće je klikom mišem zamijeniti paletu boja, što omogu ćuje individualno oblikovanje i brzu prilagodbu na promje njive zahtjeve uporabe. Dosljedna ponovna primjena, usavr šeno upravljanje recepturama i prilagodljivo upozoravanje, optimiraju izvedbu projekta i njegovo upravljanje. Sa zenon Logic je izgrađen na standardu IEC 61131-3 na temelju susta va za programibilne logičke kontrolere PLK, koji omogućuju optimalno upravljanje procesima i obradu podataka.
FANUC je posljednjih mjeseci bio jako zaposlen. Zasebne pravne osobe Fanuc FA Europe, Fanuc Robotics Europe i FANUC Robomachine udruži le su se u novo društvo Fanuc Luxembourg Corporation (FLC) sa sjedi štem u luksemburškom Echternachu, a pored toga su povećale i pro izvodne kapacitete u Japanu, gdje sada svaki mjesec mogu proizvesti do 30.000 CNC upravljačkih sklopova, 250.000 servo motora i motora za pogon vretena, 5000 robota i 5000 strojeva Robomachine. U vlasti tim proizvodnim pogonima imaju više od 2000 robota koji rade dan i noć, zbog čega se Fanuc diči nazivom najautomatiziranijeg proizvođača u industriji. Širenju proizvodnih kapaciteta pridružilo se još više inovaci ja i tehnoloških noviteta s novom generacijom robota i CNC proizvoda.

Fanuc s novim upravljačkim sklopom Series 30i/31i/32i/35i CNC – Model B nudi veću produktivnost obrade. Pritom važ nu ulogu ima integrirani visokobrzinski PMC koji je tri puta brži od prethodnika, a raspoloživa programska memorija ima trostruki kapacitet. Na raspolaganju također stoji do pet kana la PMC za zahtjevne obrade s visokim stupnjem automatizaci je koji omogućavaju istodobno izvođenje neovisnih programa najvišom brzinom.
Više promjena doživjele su i mrežne funkcije. Pored uobi čajenog Etherneta na ploči sada je na raspolaganju i dodatno
mrežno sučelje koje se može integrirati u matičnu ploču. Suče lje podržava FL-Net, EtherNet/IP i Fast Ethernet te ima zase ban procesor koji omogućuje stabilnu Ethernet komunikaciju u realnom vremenu.
Nasljednik Fanuc I/O linka je visokoučinkoviti I/O link i koji može prenijeti dva puta više ulazno/izlaznih signala i omogućuje priključivanje 24 grupe umjesto dosadašnjih 16 grupa.
Nova sabirnica FSSB (serijska servo sabirnica Fanuc) brža
›
Slika gore: CNC Series 30i/31i/32i MODEL A / B za kompleksne obradne strojeve i CNC Series 35i MODEL B za visoko produktivne strojeve
je i sada također prenosi podatke vretena. To znači da su servo pojačala i pojačala vretena sada povezani s CNC upravljačkim sklopom pomoću jednog optičkog kabela. Manje kabela znači uštedu vremena i novca te manje izvora grešaka, a rezultat je najveća dostupnost sustava za koju se zauzima Fanuc.
Na raspolaganju je i proširena ponuda pogona sa serijom upravljačkih sklo pova 3xi Model B.
U standardnoj opremi nalazi se automatski nadzor otpora izolacije motora i naponskog kabela čime se skraćuju zastoji u radu stroja i sprječavaju kvarovi. Funkcija prepoznavanja propuštanja osigurava rano upozorenje na prodor vlage i tako sprječava dalje zastoje u radu strojeva te skupe zamjene motora.
Fanucova pogonska tehnika sa svim pogonskim modulima, regulatorima i motorima vrlo je učinkovita.
Na raspolaganju je nova funkcija razine uštede energije. Korisnik može ovisno o zahtjevima obrade odabrati između punog kapaciteta ili optimalnog korištenja energije koje obično znači nešto sporiju obradu.
Sustav nadzora energije u upravljačkim sklopovima visokog razreda Fanuc Series 30i/31i/32i već od 2009. godine omogućuje optimalno podešavanje osi za učinkovito korištenje energije. Sustav također izvodi detaljan nadzor potrošnje i vraćanja energije za sve osi tijekom procesa obrade.










































Fanuc je razvio vlastiti modul za privremenu pohranu energije ECM (Energy Charge Module) koji energiju kočenja ne vraća neposredno u mrežu, nego je sprema u privremenom strujnom krugu i zatim je daje na raspolaganje servo motorima za ubrzanje. Fanuc već više od 20 godina iskorištava energiju koja se oslobađa tijekom kočenja servo motora i motora glavnih vretena koja bi se inače, zbog trenja, pretvorila u toplinu. U jednom ciklusu bušenja na obradnom stroju tako se može uštedjeti čak do 34 posto energije.



















NOVO: zajednički optički kabel za vreteno i servo modul









NOVO: sigurnosna kopija programa u upravljačkom sklopu
NOVO: automatski popravci i automatska dijagnostika
NOVO: tri puta brži ciklus PMC
NOVO: više funkcija kod petoosne obrade
NOVO: funkcija energetskih razina za optimiziranu upotrebu energije
NOVO: prošireni NC ciklusi


















Sada još bolji: novi Series 30i/31i/32i MODEL B ima brži modularni PMC s najviše pet kanala. Idealan je za upravljanje kompleksnih strojeva s najviše 32 servo osi, 24 istodobno interpoliranih osi i 8 vretena, a nudi iznimno brzu obradu u kombinaciji s nanometarskom preciznošću.



Za ozbiljno tokarenje i glodanje kao i za visokozahtjevne petoosne aplikacije. Upravljanje i održavanje izuzetno je jednostavno, a razina pouzdanosti najviša je na svijetu.
To je samo jedna od koristi za Vas.











Tvrtka Enerpac predstavila je novu čelič nu ručnu crpku serije ULTIMA P koja je dizajnirana za jednostavnije i sigur nije rukovanje, ali i za dulje razdo blje uporabe. Te raznovrsne hidraulične visokotlač ne (do 700 bara) čelične ručne crpke izvrstan su izbor u teškim uvjetima rada u kojima je izdržlji vost ključna. Nova Enerpacova serija čeličnih ručnih crpki ULTIMA osigurava veću produktivnost i sigurnost uz manji napor korisnika.
Sigurnija, jednostavnija za uporabu i izdržljivija
Obnovljena serija P odlikuje se inovativnim dizaj nom koji omogućuje jednostavniju uporabu. Sila na ručki je do 20 posto manja pri nesmanjenoj brzini i kapacitetu crpljenja. S novom ručkom PowerPush i ra sklopnim mehanizmom opterećenja su raspodijeljena ravnomjernije, što smanjuje opterećenja i umor kori snika.
Spremnik za ulje nema odzračnika, što eliminira smanjenje kapaciteta zbog nedostatka odzračivanja, ali i sprječava curenje ulja zbog otvorenog odzračnika. Mjesto za dolijevanje ulja nalazi se na vrhu pumpe i lako je dostupno, čime se omogućuje brzo, čisto i jed nostavno punjenje. Crpka je opremljena s izdržljivom i praktičnom ručkom za jednostavan prihvat i preno šenje. Praktičan gumb za otpuštanje omogućuje jedno stavno hvatanje i uporabu s rukavicama ili bez njih, a time i bolju kontrolu prilikom ispuštanja tlaka.
Za bolju sigurnost, crpka je opremljena sigurno snim sustavom za oslobađanje previsokog tlaka, šire podnožje poboljšava stabilnost i smanjuje mogućnost klizanja ili prevrtanja crpke, a spremnik bez odzrač nika sprječava curenje ulja.
Crpke serije ULTIMA također su izdržljive i imaju dugi vijek trajanja. Čelična struktura i kromirani klip crpke osiguravaju dug životni vijek u najtežim uvje tima rada. Klip je opremljen strugalom koje sprječava unos čestica i prljavštine te štiti od oštećenja. Spremnik nema odzračnika, čime se također onemogućuje ula zak nečistoća.
„Daljnjim poboljšanjem Enerpacovih etabliranih ručnih crpki dokazali smo svoju predanost proizvod nji proizvoda koji ne samo da povećavaju produktiv nost, nego također osiguravaju maksimalnu sigurnost korisnika,“ rekao je Tim Ebner, voditelj marketinga
proizvoda (diljem svijeta) kod Enerpaca i dodao: „Is poručujemo proizvode koji su jednostavni za uporabu i imaju napredne sigurnosne značajke, a korisnicima nudimo najučinkovitije i izdržljive ručne crpke.“
Čelične ručne crpke serije ULTIMA P stoje na raspo laganju u pet varijanti s kapacitetom spremnika od 0,7 litara do 4,1 litre za opskrbu uljem s tlakom do 700 bara za rad jednosmjernih ili dvosmjernih radnih cilindara i alata.
Enerpac je priznat globalni lider i ponuditelj viso kotlačnih alata i industrijske opreme. S 28 poslovnica u 22 zemlje i s više od 1000 zaposlenih proizvodi tisuće visokotlačnih hidrauličnih proizvoda koji se isporuču ju u cijelom svijetu. Pritom su usredotočeni na razvoj proizvoda od najmanjih radnih cilindara do cjelovitih sustava za dizanje i pozicioniranje, vođenih pomoću programibilnih logičnih upravljačkih sklopova. Sa svjetskim iskustvima, inovativnim sistemskim rješe njima i izvanredno pouzdanim proizvodima svojim strankama nude mogućnost povećanja produktivnosti te sigurniji i jednostavniji rad. Enerpac je preferirani iz bor alata, rješenja i sustava za sve industrije.
› www.enerpac.si


Sa sustavom LES 36 tvrtke Leuzeelectronic, sada je moguće istovremeno mjeriti visinu, širinu i položaj odabranog predmeta s jedinstvenim senzorom. Do sada su se za takve primjene, obično koristila dva senzora, koje je još dodatno trebalo programirati, što je bilo mukotrpno. Sada je za takav problem potreban samo jedan linearni senzor LES 36 (Line EdgeSensor).

Senzor ne radi samo sa jednim izvorom usmjerene svjetlo sti nego se snop (zavjesa) svjetlosti projicira s laserom. Laser i prijemnik se nalaze u kompaktnom kućištu koje se jednostav no ugrađuje u stroj ili uređaj. LES 36 je prilagođen korisniku, uravnotežen sustav za mjerenje dimenzija predmeta u mili metarskom području. Omogućava izuzetno široko područje mjerenja i to od 800 milimetara u dubinu i 600 milimetara u

širinu. Četiri mjerna prozora i 16 odabranih, unaprijed defini ranih rutina omogućava jednostavno i djelotvorno prilagođa vanje zahtjevima iz prakse bez suvišnog programiranja. Kao izlaz, prethodno obrađenih, izmjerenih vrijednosti, moguće je koristiti Ethernet, PROFIBUS ili analogno sučelje.
www.leuze.de
Robot Motoman EPX 1250 s djelokrugom




rada od 1250 milimetara, je razvijen za lakira nje manjih površina i kao nadopuna postoje ćim postrojenjima za lakiranje.
Zbog svoje kompaktne građe je primjeren za laki ranje manjih serija u ograničenom prostoru. Tvrtke koje su do sada koristile ručno lakiranje ili lakiranje s manje prilagodljivim manipulatorima, usvajanjem ovog rješenja mogu dobiti visok stupanj fleksibil nosti kod lakiranja, neprekinutost proizvodnog procesa i povećanu kontrolu. Na taj se način tvrt kama olakšava dostizanje uvjeta za dobivanje cer tifikata ISO. Šestosni robot nosivosti šest kilograma i ponovljivošću od +/–0,5 milimetra je primjeren za brojne upotrebe lakiranja u različitim industrijskim branšama. Upotreba ovog robota se pokazala po sebno opravdanom kod bojenja manjih plastičnih izradaka. Prednosti nudi i u kombinaciji s drugim robotima, ili kod nadogradnje postojećih uređaja za lakiranje. Ukoliko je neki dio prevelik, ili prezahtje van za lakiranje od strane samo jednog robota, Mo toman EPX1250 može preuzeti jedan dio rutine i u suradnji s drugim robotom skratiti vrijeme izrade. Ovaj robot, naime, može doseći teško dostupne po vršine za lakiranje.
Tvrtka Yaskawa širi svoju ponudu vrhunskih robotâ za lakiranje s kompaktnim robotom Motoman EPX 1250
ATEC Engineering, je u listopadu u Rigi otvorio vrata svoje tvrtke po slovnim suradnicima i ostalim predstavnicima tvrtki koje se bave injek cijskim prešanjem plastike. Sadržaj tog programa bio je podijeljen u tri cjeline: Učinkovitost, preciznost i pouzdanost- gost predavač iz tvrtke -partner Hahn Automation, Ekonomičnost proizvodnje kroz kontrolu temperature, te Baltic Plastics Academy.
Tvrtka ATEC Engineering relativno je nepoznata u ovom dijelu Europe, stoga je potrebno kratko predstavljanje. ATEC Engineering osnovana je početkom ovog stoljeća, kao tvrtka koja zastupa strojeve i dodatnu opremu za injekcijsko preša nje plastike. Nastaje iz tvrtke ATEC koja djeluje kao proizvo đač injekcijski prešanih proizvoda od plastike od ranih deve desetih godina, s tri proizvodne jedinice, smještene u Latviji, Švedskoj i Rusiji, te s pedesetak ubrizgavalica za injekcijsko prešanje.
Danas tvrtka ATEC Engineering osim same opreme, može ponuditi i cjelokupna rješenja u injekcijskom prešanju plasti ke, kao i rješenja u automatizaciji i robotizaciji postrojenja, koje je i sama primjenjivala tijekom vlastite proizvodnje za renomiranu švedsku tvrtku IKEA.
ATEC Engineering trenutačno ima šest ureda u svijetu, među kojima i zastupstvo u Zagrebu za zemlje: Hrvatska, Slovenija, Srbija i BiH. Azijski Tehnološko Energetski Centar d.o.o. (u nastavku A.T.E.C.), sa sjedištem u Zagrebu, djeluje godinu dana te se tijekom tog vremena pokušava nametnu ti kao vodeći distributer strojeva i dodatne opreme sa Azij skog tržišta, ali i kao distributer nekih europskih proizvoda u branši injekcijskog prešanja plastike. Također, postignut je dogovor o suradnji s Fakultetom strojarstva i brodogradnje, Sveučilišta u Zagrebu, s obostranim ciljem povećanja razine znanja studenata koristeći opremu tvrtke A.T.E.C.
Kao što je navedeno u uvodu, ove godine po prvi puta, ATEC Engineering otvorio je vrata svoje firme gdje su pred stavljeni neki novi proizvodi i podijeljena iskustva među posjetiteljima, te predstavljene tvrtke-partneri i njihovi pro izvodi.
Hahn Automation njemačka je svjetski poznata tvrtka u industriji razvoja visoke tehnologije, usmjerene na automa
tizaciju proizvodnje. ATEC Engineering ponosan je ponuditi visoko-kvalitetne proizvode te tvrtke; temperirala kalupa i robote. Projektirani i proizvedeni u Njemačkoj, ti proizvodi imaju prepoznatljivu ‘Made in Germany’ kvalitetu. To se po stiže u kućnoj proizvodnji, kroz strogu kontrolu kvalitete te kontinuirano ulaganje u proizvodne mogućnosti.
Na danima otvorenih vrata predstavljene su mogućnosti i prednosti tih proizvoda. Serija robota ‘ProLine’ je opremljena s najnovijom tehnologijom pogona i kontrole, ima robusnu i krutu mehaničku konstrukciju i doživotno podmazivanje, na taj način pružajući kraće cikluse i rad bez održavanja. Serija je vrlo fleksibilna i može se koristiti za sva automatizacijska rješenja.
‘SmartLine’ serija se sastoji od SL30, SL50, SL100 i SL150 modela s kapacitetom nosivosti od 3, 5, 10 i 15 kg. Modeli iz te serije se koriste kao ekonomični modeli za ulazak u svijet au tomatizacije. SmartLine roboti, sa svojim standardnim osima i opremom, idealni su za jednostavne operacije na ubrizgavali cama za injekcijsko prešanje. ‘SmartPicker’ serija idealna je za vađenje uljevnog sustava i malih dijelova iz kalupne šupljine. Osigurava iznimno kratke cikluse sa visokom preciznošću. Ekonomičnost proizvodnje kroz kontrolu tempe rature

U tom dijelu programa, Dipl.Ing. Bernd F. Johannson, predstavio je mogućnosti smanjenja potrošnje energije kroz pravilnu kontrolu temperature kalupa, te pravilno primjenji vanje takve opreme. Posjetitelji su također upoznati s novim jedinicama za temperiranje kalupa iz tvrtke Hahn Automati on. Opisane su centrifugalne pumpe koje koriste temperirala marke Hahn Automation, te objašnjene njihove prednosti u odnosu na periferne pumpe. Također, objašnjeno je zašto je bolje koristiti vodu kao sredstvo za temperiranje (hlađenje/ grijanje), umjesto ulja.
Baltic Plastic Academy (BPA) je osnovana, kako bi se zadovoljile potrebe u regiji baltičkih zemalja za educiranim tehničarima u industriji injekcijskog prešanja plastike. U partnerstvu sa njemačkim trening centrom za injekcijsko pre šanje, BPA nudi progresivni i praktični plan i program. Polaznici mogu izabrati između

dvo-stupanjskog ili pet-stupanjskog tečaja, s kvalifikacijom i certifikatom na kraju svakog stupnja.

Rad je podijeljen na teorijski i praktični dio. U teorijskom dijelu obuhvaćaju se osnove tehnologije injekcijskog prešanja kroz godine praktičnog iskustva. Polaznik treba uvježbati do dijeljene zadatke, koje je prošao u teoriji tijekom nastave, na ubrizgavalicama u svojoj tvrtki, kako bi dobio najbolji učinak takvog učenja. Takav trening prvenstveno je pogodan za po služitelje ubrizgavalica, postavljače kalupa, naučnike itd. Ta kođer, djelatnicima koji rade u osiguranju kvalitete, ljudskim resursima ili rukovoditeljima tvrtki i voditeljima prodaje, ovaj trening će pomoći u razumijevanju početnih procesa injekcij skog prešanja, do samog gotovog proizvoda i njegove cijene.
Krajem sljedeće godine, ovakva mogućnost napredovanja u tehnologiji injekcijskog prešanja, otvoriti će se i u Zagrebu, također pod licencom trening centra za injekcijsko prešanje.


Posjetitelji sajma NPE će se na izlož benom prostoru društva Ferromatik Milacron upoznati s postupcima injek cijskog prešanja, ekstrudiranja, puhanja i s izradom alata i kalupa. Posjetitelji sajma NPE će se na izložbenom prosto ru društva Ferromatik Milacron upo znati s postupcima injekcijskog preša nja, ekstrudiranja, puhanja i s izradom alata i kalupa.
Između ostalog na sajmu se biti predstavljen iznimno brza ubrizgavalica serije F, i to F 80 sa silom zatvaranja kalu pa 800 kN, unaprijeđenom jedinicom za ubrizgavanje AP i pužnim vijkom promjera 40 mm. Ubrizgavalica može posti ći brzine do 500 mm/s, a osi ubrizgavalice pogoni hidrauli ka ili elektrika. Na njoj će se obavljati proizvodnja okruglih poklopaca za ambalažu za mliječne proizvode, koji su za višekratnu uporabu.

Serija F, u kojoj je trenutačno pet ubrizgavalica, će do kraja
2012. godine biti dopunjena s još pet ubrizgavalica, kojih će se sile zatvaranja kalupa kretati od 500 do 6500 kN. Ubrizga valice iz serije F su opremljene sa unaprijeđenom jedinicom za ubrizgavanje AP (brzina 500 mm/s, tlak 2500 bara), općom jedinicom za ubrizgavanje GP (330 mm/s, 2300 bara) i iznimno učinkovitom jedinicom za ubrizgavanje HP (1200 mm/s, 2500 bara), koja je najprimjernija za tankostijene aplikacije.

Rapid Granulator, tvrtka koja je osnovana u mjestu Bredaryd u Šved skoj 1942. godine, ove godine slavi 70 godina poslovanja, što je čini pravim pionirom u industriji recikliranja plastike. Osnivač, gospodin Harry Johansson pokrenuo je posao u malog zgradi samo nekoliko stotina metara od lokacije današnje tvrtke Rapid.


Tvrtka Rapid, koja je tijekom svojih 70 godina postojanja kontinuirano na tržište plasirala mnoge inovacije kao što su proces rezanja sa dvostrukim škarama, konstantni ciklus re zanja (e. Constant Cutting Circle), otvorena konstrukcija itd., danas ima više od 100.000 instaliranih jedinica preko svih 5 kontinenata.
Tijekom sajma Fakuma, tvrtka Rapid predstavila je najno vijeg člana široke palete Rapidovih proizvoda - model serije Rapid 200-Series. Serija 200-Series je razvijana na temelju mo dularnog sustava koji ju čini prilagodljivom za bilo koju apli kaciju unutar raspona djelovanja. Gospodin Bengt Rimark, direktor marketinga Rapid Group smatra: “Serija 200-Series koristi istu tehnologiju, kakva je već uspješno provjerena u pa leti Rapidovih granulatora, gdje može, ovisno o primjeni, biti opremljena s odgovarajućim standardnim modulima i postati rješenje skrojeno prema specifičnim potrebama klijenta. Takvo specifično rješenje omogućuje bolje mljevenje plastike, manje prašine i nečistoća, manje bude i nižu potrošnju energije.”
Uređaji iz serije 200-Series također dolaze sa Rapidovim Super-Tangential kućištem rezača, što omogućuje jednostav no rukovanje s laganim proizvodima kao što su kutijice i boce,
› Osnivač tvrtke Rapid, gospodin Harry Johansson pri probnom radu ispred tvrtke Rapid 1968. godine
› Rapid nova serija 200-Series


bez uobičajenih poteškoća sa odbijanjem materijala od rotora uređanja.
“Serija 200-Series također ima unaprijeđeni dizajn, koji uzima u obzir jednostavniji pristup rotoru i kućištu rezača radi jednostavnijeg čišćenja. Na taj način se smanjuje rizik kontaminacije granulata nakon izmjene boje ili materijala koji se granulira. Brzi i jednostavni pristup ključnim dijelovima granulatora također unaprijeđuje rad tijekom održavanja gra nulatora. Dodatno, nova serija opremljena je potpuno novim sigurnosnim sustavom, koji jamči veću zaštitu za poslužitelja granulatora i osoblja za održavanje,” tvrdi Rimark.
“I kada pomislite kako osim početne investicije, čišćenje i održavanje predstavljaju najveće troškove tijekom životnog vijeka granulatora,” dodaje, “svaka ušteda na vremenu koju je moguće osigurati, dodatno snizuje troškove rada prerađi vaču. Serija granulatora 200-Series omogućuje i takve vrste ušteda.”
Smješten u sredini pogona ili pored samog stroja za prera du plastike, uređaj serije 200-Series je konstruiran za granuli ranje injekcijski prešanih, puhanih ili ekstrudiranih plastičnih dijelova i otpada, te može ostvariti kapacitet do 250 kg/h. Stro jevi iz nove serije, koji imaju promjer rotora 200 mm, raspolo živi su u rasponu dimenzija: 240 mm, 360 mm, 480 mm, pa do 600 mm širine rotora.


Društvo KraussMaffei je javnosti predstavilo novu seriju ubrizgavalica GX sa silama zatvaranja kalupa od 4000 do 6500 kN. Ubrizgavalice su na raspolaganju u različitim veličinama i s različitom opremom, pa je njihova primjena svestrana. Pozornost posjetitelja privukle su prije svega modularne automatizirane ćelije s linearnim i industrijskim robo tima različitih konfiguracija.
Hidromehanička jedinica za zatvaranje kalupa postavlja nove standarde kvalitete i učinkovitosti, što vrijedi i za tehno logiju s dvije ploče.
Genijalno vođenje GuideX omogućuje pravovremenu apsor pciju sila, radi čega se produljuje životni vijek kalupa. Vođenje nije samo zanimljivo svojim izgledom, već i sa svojom stabil nom konstrukcijom jamči izvrsno paralelno gibanje ploča te glatke i energijski štedljive pomake. Inovativni zaskočni meha nizam GearX se aktivira vrlo brzo i omogućuje brze pomake.
Veliku pozornost namijenili su i brzom pristupu jedinici za zatvaranje, dijelu za izbacivanje, mlaznici, prekidačima i crpka ma, radi čega su održavanje i pokretanje ubrizgavalice vremen ski vrlo učinkoviti.
Provjereni sustav pužnog vijka, koji omogućuje primjenu za različite aplikacije, zadržan je i u novoj seriji GX: Standardna jedinica za plastificiranje jamči optimalnu kvalitetu taljenja i visoku učinkovitost. Kupcima su na ras polaganju i rješenja, prilagođena preradi različitih plastičnih materijala.
Nova serija ubrizgavalica opremljena je i s novom, iznimno intuitivnom uprav ljačkom jedinicom MC 6. Upravljački sustav ima ugrađen tzv. ekoprekidač, a na njegov pritisak, ubrizgavalica započi nje s najštedljivijim načinom rada. Nova tehnologija SplitScreen prikazuje važne proizvodne procese odjednom, dok alat ProcessDesigner omogućuje pregled nad procesima i njihovu prilagodbu obzirom na trenutačne potrebe. Kako bi došli do željenog prikaza, ni u jednom slučaju nisu potrebna više od dva “klika”.
Modularna konstrukcija ubrizgava lica omogućuje prilagodbu različitim
zahtjevima. Središnji dio ubrizgavalice je uvijek na istoj visini, radi čega je sustav kompativilan s različitim kombinacijama sila zatvaranja kalupa i jedinica za ubrizgavanje. Pogonski sustav je opremljen s najnovijom generacijom crpki s promjenjivom isti sninom, što povećava učinkovitost i smanjuje troškove prerade. Paralelni pomaci izbacivala i sustava za otvaranje bočnih jezga ra u kalupu, povećavaju produktivnost. Nove hidrauličke kom ponente najviše kvalitete jamče dug životni vijek te postizanje najviših i najsuvremenijih standarda energijske učinkovitosti. Ovisno o aplikaciji i proizvodnom ciklusu, ubrizgavalice mogu raditi u različitim PowerPack razredima učinkovitosti.
Na raspolaganju je i tehnologija Blue Power Servo Drive, gdje je potrošnja energije još dodatno optimirana (uštede od 10do 30-postotne; u usporedbi s klasičnim hidrauličkim ubrizga valicama na tržištu, moguće su uštede i do 50 postotaka).
Ubrizgavalice su opremljene s linearnim robotima LRX, koji su primjereni za jednostavno vađenje otpresaka iz kalupa. In dustrijski robot IR je vrlo fleksibilan pa se može koristiti za apli kacije od vađenja proizvoda iz kalupa do drugih proizvodnih i montažnih operacija. Prava dodana vrijednost za korisnike je upravljački sustav MC 6, s kojim mogu upravljati ubrizgavali com i automatiziranim sustavima. Upravljačka jedinica omo gućuje programiranje s programom za pomoć WizardX. Radi interaktivne komunikacije između korisnika i upravljačkog su stava, ručno programiranje je potpuno suvišno, a potencijalne pogreške u programiranju gotovo nemoguće.
U listopadu 2011., prva ubrizgavalica GX 550-4300 dostav ljena je tvrtki WAFA Kunststofftechnik GmbH, gdje su postavili visoke zahtjeve glede proizvodnih procesa i komponenata, pa su stoga bili izabrani za testiranje ubrizgavalice. U tvrtki su bili oduševljeni iznimnom preciznošću, brzinom, modularnošću i uporabnošću ubrizgavalice › www.kraussmaffei.com › www.kms.si






Na sve više područja se skuplji metali, kao što su mjed, bakar, aluminij, zamjenjuju s tehničkim plasto merima. Poliamidi Grilamid LV FWA, Grivory GV FWA i Grivory HT FWA pokazuju visoke čvrstoće i mogu podnijeti velika dinamička opterećenja, primjerice u vodovodnim sustavima i armaturama.

Zamjenu mjedi na sanitarnom području pospješili su novi propisi o dopuštenim graničnim vrijednostima olova u pit koj vodi. EU-regulativa od prosinca 2013. godine dopuštati će 0,010 mg/l olova u pitkoj vodi. Danas je dopuštena vrijed nost 0,025 mg/l. Mjedi se dodaje olovo radi poboljšanja njenih preradbenih svojstava. Tehnički plastomeri ne sadrže olovo i mogu se prerađivati s pomoću cjenovno povoljnog postupka injekcijskog prešanja. Praksa je potvrdila, da su moguće ušte de i do 50 postotaka, ukoliko je koncept zamjene metala s pla stomerima pametno planiran.
Primjer zamjene metala na slici predstavlja razdjelnik za vodu pri armaturi za tuširanje. Pri tome je mjed zamijenjena s PA 12 Grilamid LV FWA. Broj pojedinačnih dijelova razdjel nika za vodu s time se je smanjio sa 10 dijelova na svega dva. Pri toj zamjeni otklonjena je zahtjevna izrada svakog dijela od mjedi s navojima, a također i montaža tih dijelova s navojima u cjelinu. Samo dva dijela razdjelnika od plastomera Grilamid povežu se u cjelinu s jednostavnim i brzim uskočnim spojem. Ti poliamidi zadržavaju visoku čvrstoću i pri temperaturama od 60 stupnjeva Celzija.
Brzo otvaranje i zatvaranje armatura za miješanje vode u kabinama za tuširanje može uzrokovati iznenadne visoke pritiske. Grivory HT FWA je u tom slučaju pravi izbor za ta kvu aplikaciju. U praksi se dokazao na sanitarnom području, a također i za izradu kućišta crpki, raznovrsnih priključaka, kućišta za mjerna brojila, mjerače protoka u zidnim sustavima za grijanje i drugo.
› www.emsgrivory.com













Sajamski centar u Frankfurtu od 27. do 30. studenoga 2012. godine u halama 8.0, 9.0 i 11.0 devetnaesti je put ugostio najveći svjetski sajam alatničarstva i aditivnih tehnologija. Posjetilo ga je više od 55.000 pos jetitelja, koji su mogli razgledati izložbene prostore 1050 izlagača iz 34 zemlje diljem svijeta. Posebna tema ovogodišnjeg sajma bila je draguljar ska industrija, čiji su eksponati bili prisutni na većem broju izložbenih pro stora, prije svega u hali 11.0, koja je dobila naziv »Kuća stvaralaštva« (e. House of creation). Zemlja partner sajma EuroMold 2012 bila je Austrija.
Ovogodišnji sajam EuroMold tematikama specijaliziranim za alatničarstvo i razvoj proizvoda prikazao je posjetiteljima gotovo sve što se može pokazati u tim segmentima proizvod nog strojarstva, čime je učvrstio vodeći položaj specijalizira nog sajma za ta područja. Na površini većoj od 75.000 četvor nih metara EuroMold je prikazao posljednja dostignuća te neke premijere iz domene alatničarstva, aditivnih tehnologija, materijala, obradnih centara, popratne tehnike i računalnih programa, koji pokrivaju svaki korak u razvoju proizvoda, od ideje do serijske proizvodnje. Ove godine prvi je put poseb no istaknuta draguljarska industrija, koja sve više koristi prije svega prednosti aditivnih tehnologija u razvoju i proizvodnji vrlo zahtjevnih oblika proizvoda iz te branše.
Na sajmu EuroMold bilo je prisutno 1050 izlagača iz 34 zemlje, što daje snažan međunarodni značaj toj priredbi. Or ganizator sajma, tvrtka DEMAT GmbH, bilježi osjetan porast broja izlagača, prije svega iz europskih zemalja kao što su Ita lija, Francuska, Portugal, Španjolska i Švicarska. Svakako valja istaknuti kako su ove godine prvi put došli neki izlagači iz


› Slika 2. Jezgre od vo ska i odliveni proizvodi draguljarske industrije (Foto: DEMAT)
čak 25 zemalja, među kojima su prednjačili Italija, Francuska, Portugal, Turska i Švicarska, i to iz domene alatničarstva (35 %), aditivnih tehnologija, alatnih strojeva te područja razvoja proizvoda. Ukupno gledano, na sajmu je 40,9 % izlagača bilo iz područja alatničarstva, a slijede područja aditivnih tehnolo gija (14,3 %), alatnih strojeva (10,4 %), računalnih programa i hardvera (10 %), razvoja proizvoda (8,5 %) i alata (6,2 %).


Zemlja partner 19. sajma EuroMold bila je Austrija. Njezi nim izborom EuroMold je odao priznanje njemačkoga gospo darstva Austriji posebice za postignuća na području razvoja proizvoda te razvoja i proizvodnje alata i kalupa. Austrija je, inače, na sedmome mjestu kada je riječ o trgovinskoj razmje ni s Njemačkom. Vrijednost robne razmjene između tih dviju zemalja iznosi 88 milijardi eura. Kada je riječ o njemačkom izvozu, južni susjed igra vitalnu ulogu. Njemačka godišnje izveze robe u Austriju u vrijednosti od 53 milijarde eura, što tu zemlju na popisu uvoznika iz Njemačke svrstava odmah uz Kinu i Rusiju.
EuroMold je, kao i svake godine dosad, predstavio najno vija dostignuća s područja razvoja proizvoda te ih prikazao putem inovativnih tematskih parkova. U tom području poka zao je dvije novosti: prva je tematski park draguljarske indu strije, a druga je specijalna tema B2B.
Porast vrijednosti prije svega zlata u svjetskim razmjerima pokretač je intenzivnog razvoja draguljarske industrije. Stoga je u tematskom parku posvećenom draguljarstvu uz slogan Od konstrukcije preko prototipa do ubrizgavalice bila de taljno prikazana uloga aditivnih tehnologija u proizvodnom lancu.
B2B susreti tijekom sajma EuroMold 2012 prvi su put omo gućili izlagačima i posjetiteljima ostvarivanje brzih i učinkovi tih kontakata. Čak i prije početka priredbe izlagači i posjetite lji mogli su stupiti u kontakt putem EuroMoldove mreže kako bi dogovorili detalje svojih susreta tijekom održavanja sajma. Sastanci su se u pravili održavali na izložbenim prostorima izlagača ili u predviđenoj B2B zoni, u dvorani 8.0. Takvom organizacijom tvrtka Demat GmbH, odnosno sajam EuroMo ld pružili su izlagačima i posjetiteljima proširenu i besplatnu uslugu, pri čemu, zapravo, intenziviraju akviziciju novih kli jenata iz obje zainteresirane skupine.

Svake se godine već tradicionalno dodjeljuju i nagrade za nastup na sajmu EuroMold za izvanredna postignuća u razvoju proizvoda ili usluga. Zato je nagrada dobila, osim službenog imena EuroMold Award, i ono drugo – Oscar za razvoj proizvoda. Ove godine svi kandidati za nagrade izloži li su svoje “kandidature” u posebno organiziranom prostoru dvorane 8.0. U vrlo jakoj konkurenciji prve tri nagrade osvo jile su dvije tvrtke iz Njemačke te jedna iz Austrije (slika 3). Zlatnu nagradu dobila je tvrtka Hans-Hermann Bosch GmbH za visokoprecizne i geometrijski kompleksne predobrađene dijelove od metala načinjene elektrokemijskom obradom (e. electro-chemical machining – ECM) primjenom keramičkih elektroda s galvanskom prevlakom. Srebrnu nagradu dobila je austrijska tvrtka Lithoz GmbH za aditivnu proizvodnju vi sokoučinkovitih keramičkih proizvoda, a brončana nagrada dodijeljena je tvrtki Concept Laser GmbH za novi uređaj za selektivno lasersko taljenje X Line 1000 R (više će riječi o tom uređaju biti u nastavku teksta).
konferencija koja obrađuje temu bionike, oblikovanja za bio niku te potencijala bionike, organizirana u suradnji s ministar stvom gospodarstva pokrajine Hessen. Prvi je put organiziran i simpozij posvećen temi fotoničkoga (svjetlosnog) procesnog lanca, uz pitanje znači li on revoluciju u proizvodnji. Riječ je o primjeni aditivnih tehnologija koje se koriste laserom i dru gim svjetlosnim izvorima za proizvodnju tvorevina. Simpozij je organizirao DEMAT u suradnji s Fraunhoferovim institu tom za laserske tehnologije i VDMA (njemačkim društvom za strojnu obradu).
Uz navedene događaje održavali su se i forumi kao što je design+engineering forum sa sekcijama koje su obuhvaćale konstruiranje, simulaciju virtualnu stvarnost, brzu proizvod nju tvorevina i industrijski dizajn. Ove je godine također prvi put organiziran forum za obradu limova – Sheet metal for ming.
U prvom broju časopisa IRT3000 za 2012. godinu donijeli smo detaljan izvještaj sa sajma EuroMold 2011, strukturiran po vrstama aditivnih tehnologija i izložbenim prostorima izlagača. Uvodno je dan zaključak kako ta priredba nije do nijela bitne pomake u razvoju novih postupaka, uređaja i/ili materijala. Međutim, ovogodišnji sajam bio je ugodno izne nađenje. Samo u hali 11.0, nazvanoj Kuća stvaralaštva, u kojoj su izlagale uglavnom tvrtke iz područja aditivnih tehnologija, moglo se vidjeti više od desetak novih vrlo zanimljivih uređa ja (od niskobudžetnih do ozbiljnijih industrijskih), a svakako valja istaknuti novosti u domeni aditivne proizvodnje metal nih tvorevina (tvrtke Concept Laser, SLM Solutions i EOS). Tako je tvrtka MCor Technologies predstavila jedini uređaj koji omogućuje izradu tvorevina od običnoga, uredskog papi ra postupkom laminiranja u punoj paleti boja.
Trend poplave niskobudžetnih uređaja za aditivne teh nologije nastavlja se i dalje, a prikazani uređaji sve su bolji i atraktivniji, izgledom i cijenom. U nastavku teksta slijede naj zanimljiviji detalji s izložbenih prostora izlagača. Aditivna proizvodnja nemetalnih tvorevina
Tvrtka voxeljet na ovogodišnjem je EuroMoldu izložila dva najnovija uređaja za trodimenzijsko tiskanje PMMA i pijeska za izradu kalupnih jezgri, no mogu poslužiti i za izradu skul ptura (slika 4). Riječ je o uređajima VXC800 i VX200.
Prvi od navedenih uređaja VXC800 bio je premijerno pri kazan na sajmu EuroMold 2012. Riječ je o 3D pisaču većeg volumena za kontinuirano 3D tiskanje tvorevina od pijeska (primjerice jezgri za ljevačke kalupe). Kontinuiranost se oči tuje u tome što se na uređaju može s jedne strane izrađivati
Glavni događaj, odnosno izložbu dostignuća s područja ra zvoja i proizvodnje proizvoda, pratile su brojne konferencije, forumi i simpoziji. Tvrtka Wohler’s Associates po četrnaesti je put u sklopu sajma EuroMold organizirala međunarodnu stručnu konferenciju za područje aditivnih tehnologija. Ove godine posebna pozornost dana je dostignućima u područ ju aditivne proizvodnje metalnih tvorevina (koje uključuje i draguljarsku industriju), a glavni slogan konferencije bio je “Advances in Metal Additive Manufacturing”. Novost je bila

tvorevina, a s druge je strane istodobno vađenje prethodno načinjene tvorevine iz ostatka pijeska. Dakle nema potrebe za zaustavljanjem procesa 3D tiskanja (slika 5). Takav skok u teh nologiji omogućila je primjena patentiranoga horizontalnog remenastog konvejera koji upravlja građenjem pojedinog slo ja tvorevine. Što se tiče duljine tvorevina koje se mogu načiniti ovim 3D pisačem, gotovo nema ograničenja, dok su širina i vi sina ograničene na 850 x 500 mm. Pisač VXC800 radi s glavom za tiskanje razlučivosti 600 dpi, a debljine slojeva mogu biti u rasponu od 150 μm do 400 μm, pri čemu maksimalna brzi na građenja tvorevine u smjeru osi z iznosi 35 mm/h. Takva kombinacija omogućuje izradu tvorevina s finim detaljima te izvrsne kvalitete površine.
› Slika 6. Radni prostor oko pisa ča VXC800 (Foto: voxeljet)

Drugi je izloženi uređaj bio klasični 3D pisač oznake VX200. U ovom trenutku to je najmanji pisač u programu tvrtke voxeljet koji omogućuje izradu tvorevina od PMMA ili pijeska. Dimenzije radne komore iznose 300 x 200 x 150 mm, tvorevine se izrađuju u debljinama slojeva od 150 μm, pri čemu je brzina građenja tvorevine 12 mm/h. Razlučivost koju postiže taj uređaj iznosi 300 dpi.
Tvrtka ExOne, iako razvija uređaje i za izradu metalnih i pješčanih tvorevina postupkom 3D tiskanja, ovaj je put izlo žila samo uređaj S-Print za izradu pješčanih jezgri za ljevačke kalupe. Dimenzije radne komore uređaja su 750 x 380 x 400 mm, brzina izrade jednog sloja je samo 40 sekundi, a uređa jem se izrađuju tvorevine od kvarcnoga i posebnoga ljevačkog pijeska (slika 7).

Na izložbenom prostoru tvrtke Objet također je bilo neko liko ugodnih iznenađenja. Prije svega to je premijerno prikazi vanje najvećeg uređaja otkad tvrtka postoji – Objet 1000 (slika
8). Radni prostor uređaja ima dimenzije 1000 x 800 x 500 mm, što omogućuje proizvodnju tvorevina postupkom PolyJet Ma trix za velik broj industrija i primjena, u mjerilu 1:1 iz samo jednog dijela.

Valja istaknuti kako se novim uređajem Objet 1000 mogu proizvoditi tvorevine od čak 100 različitih materijala, a kako uređaj radi na načelima postupka PolyJet Matrix, kao i svi uređaji iz obitelji Connex, pri izradi jedne tvorevine moguća je kombinacija do čak 14 različitih materijala u samo jednome proizvodnom ciklusu.
Tvrtka Objet posebice je ponosna na svoju široku paletu materijala, koja je neposredno prije početka priredbe EuroMo ld 2012 obuhvaćala čak 123 različita materijala koja oponašaju materijale od elastomera (savitljivih i čvrstih), do polipropile na, ABS-a itd. Tvrdoće tih materijala u rasponu su od 27 do 95 Shore A, što zaista daje bogat izbor materijala za proizvodnju ne samo prototipova nego i gotovih tvorevina.


› Slika 9. Višekomponentna tvorevi na načinjena na uređaju Objet 1000 (Foto: Objet)
Kako bi u Objetu svoje proizvode što više približili novim generacijama inženjera i konstruktora, na sajmu su predsta
› Slika 10. Objet 30 Scholar (Foto: Objet)
vili svoj poslovni model za akademsku zajednicu – Objet 30 Scholar (slika 10). Model uključuje paket koji po pri stupačnoj cijeni omogućuje nabavu profesionalnog ure đaja Objet 30 Scholar, uređa ja za uklanjanje podupornog materijala, dvogodišnjih ili trogodišnjih zaliha gradivnoga i podupornog materijala, a obuhvaća i održavanje te edukaciju.





Za razliku od prošle godine, tvrtka Stratasys na ovogodiš njem je sajmu predstavila novi uređaj. Riječ je o uređaju Mojo (slika 11), koji radi na načelima FDM postupka (e. Fused De position Modeling). Radna komora ima oblik kocke stranice 12,7 cm, a debljine slojeva iznose 0,178 mm. Uz Mojo u paketu dolazi i uređaj za čišćenje tvorevina od podupornog materi jala WaveWash 55 Support Cleaning System. Cijena paketa (Mojo i uređaj za čišćenje) iznosi oko 8000 eura, što ga gotovo svrstava u niskobudžetne uređaje, no na sajmu su se mogli vidjeti i znatno jeftiniji uređaji, koji su u pravom smislu riječi niskobudžetni.
riste kao taljive jezgre za ljevačke kalupe u domeni dentala i draguljarstva. Riječ je o veoma preciznom uređaju (±0,0254 mm), kojim se proizvode tvorevine od voska visoke razluči vosti (5000 x 5000 dpi u smjeru osi x i y te 8000 dpi u smjeru osi z). Tvrtka je u 2012. godini plasirala na tržište seriju uređa ja 3Z za različite namjene, a osnovna poboljšanja u usporedbi s prethodnicima očituju se u višoj preciznosti tvorevina te jed nostavnijem rukovanju uređajima.
› Slika 13. Uređaj 3Z Pro za izradu tvorevina od voska (Foto: D. Godec)
Tvrtka Stratasys također je ponosna na svoju paletu mate rijala (slika 12), koja pokriva raspon ABS, PC/ABS, PC te ma terijale postojane na povišenim temperaturama: PPSF i PPSU. Za izradu laganih konstrukcija imaju poseban materijal – UL TEM.
Tvrtka EnvisionTec, koja svoje uređaje gradi na postupku DLP (e. Digital Light Processing), na sajmu EuroMold 2012 nije imala većih novosti. Međutim pozornost je privukao naj manji uređaj nazvan Micro, koji je prvi put izložen na sajmu EuroMold, a njegova je premijera na tržištu bila prije pola godine. Uređaj se koristi uobičajenim projektorom za ozra čivanje svakog sloja tvorevine, pri čemu se one izrađuju na platformi okrenutoj “naglavačke” (karakteristika svih DLP uređaja). Namijenjen je prije svega draguljarskoj industriji za izradu tvorevina maksimalnih dimenzija 40 x 30 x 100 mm, razlučivosti u smjeru osi z 1 μm. Cijenom od oko 10.000 eura Micro ulazi u skupinu dostupnih uređaja.

› Slika 14. a) Uređaj Micro, b) proizvod za dra guljarsku industri ju (Foto: D. Godec i EnvisionTec)

Tvrtka DigitalWax Systems također temelji svoje uređaje na DLP postupku aditivne proizvodnje tvorevina. Novost u njihovu programu jest to što su svoje uređaje podijelili u tri kategorije, a razlikuju se osim prema dimenzijama radne ko more (od 75 x 75 x 75 mm do 300 x 300 x 300 mm), i prema području primjene, što se vidi iz posljednjeg slova u oznaci uređaja: J – draguljarstvo (jewllery), D – zubarstvo (dental) i X – za izradu kompleksnih tvorevina od fotoosjetljivih polimera (neki su tipovi punjeni nanočesticama).
› Slika 12. Paleta materi jala tvrtke Stratasys (Foto: D. Godec)
Tvrtka Solidscape, koju je tijekom 2011. preuzeo Stratasys, ove je godine na sajmu izložila novi uređaj 3Z Pro (slika 13), za aditivnu izradu voštanih tvorevina koje se prije svega ko
› Slika 15. Izložbeni prostor tvrtke Digital Wax Systems (Foto: D. Godec)
Tvrtka 3D Systems ove je godine posebno istaknula svoje proizvode iz serije ProJet. Riječ je o seriji 3D pisača za osobnu i profesionalnu primjenu te veće industrijske uređaje. Svi rade na načelima postupka MJM (e. Multi Jet Modeling). Ove su godine posebno bili ponosni na svoj novi, unaprijeđeni model uređaja ProJet HD 3500 i 3500 Plus. Kada je riječ o preciznosti i razlučivosti, ti pisači mogu raditi s tri seta parametara: HD –high definition, UHD – ultra high definition i XHD – extreme high definition. U HD načinu rada ostvaruju razlučivost 375 x 375 x 790 dpi uz debljinu slojeva 32 μm, UHD omogućuje razlučivost 750 x 750 x 890 dpi uz debljinu slojeva 29 μm, dok XHD način rada rezultira razlučivošću 750 x 750 x 1600 dpi uz debljinu slojeva 16 μm. Oba uređaja omogućuju proizvod nju tvorevina od šest različitih materijala VisiJet te dodatnoga podupornog materijala. Uz povišenu preciznost tvorevina, novost je mogućnost pokretanja i upravljanja uređajima na daljinu, što je na mjestu demonstrirao Buddy Byrum iz 3D Systemsa (slika 16). S uređajima kao što su iPad ili iPhone, na koje se instalira posebna aplikacija, moguće je na ekranu mobilnog uređaja dobiti zaslon upravljačkog sučelja samog uređaja. Na taj se način uređajem može upravljati iz bilo kojeg dijela svijeta gdje postoji mogućnost spajanja na mrežu.
gram Quickparts omogućuje on-line učitavanje stl-datoteka te definiranje primjerice cijene izrade tvorevine ovisno o vrsti postupka i upotrijebljenome materijalu (slika 18).

› Slika 18. Mo
gućnosti programa
Quickparts (Foto: D. Godec)
› Slika 16. Upra vljanje uređajem ProJet HD 3500 na daljinu (Foto: D. Godec)
Uz MJM uređaje, ove je godine 3D Systems na svojem izložbenom prostoru predstavio i novi uređaj ProJet 7000, koji radi na načelima stereolitografije – SLA, a ubraja se u profe sionalne uređaje (slika 17). Uređajem se također može uprav ljati na daljinu.

Na kraju organiziranog razgledanja izložbenog prosto ra tvrtke 3D Systems predstavljeni su novi programi koji se primjenjuju u 3D skeniranju i provjeri načinjenih tvorevina. Program Rapidform razvijen je u tri različita modula: XOR ge nerira parametarske solid modele izravno na temelju 3D ske nova objekta, XOV omogućuje ispitivanje gotovih tvorevina, dok XOS omogućuje pretvorbu grubih rezultata skeniranja u mreže i površine. Drugi je program Alibre, za 3D modeliranje, čija se licencija može nabaviti već po cijeni od 200 USD kao verzija za osobne potrebe.
Tvrtka EOS na području aditivne proizvodnje polimernih tvorevina prikazala je dvije veće novosti na sajmu EuroMold 2012. Prva je novo izdanje vrlo popularnog uređaja za selek tivno lasersko srašćivanje (SLS) – Formiga P, koji umjesto broj čane oznake 100 sada ima novu oznaku 110. Dimenzije radne komore uređaja Formiga P 110 (slika 19) iznose 200 x 250 x 330 mm, pri čemu se na uređaju mogu izrađivati tvorevine od polistirena ili poliamida tvrtke EOS. U usporedbi s uređajem Formiga P 100, nudi dva dodatna seta parametara: Balance 1.0 s debljinama slojeva 120 μm i Top Quality 1.0 s debljinama slojeva 60 μm.


› Slika 19. Formiga P 110 (Foto: EOS)
› Slika 17. Uređaj ProJet HD 7000 (Foto: D. Godec)
I tvrtka 3D Systems prepoznala je jačanje draguljarske in dustrije razvijajući novi materijal namijenjen izradi jezgri za ljevačke kalupe za tu industriji – VisiJet Jewel.
Uz razvoj novih uređaja i materijala te akvizicije kojima je tvrtka 3D Systems sklona, ove je godine dodatno prikazala i područje razvoja novih računalnih programa te proširivanje svojih proizvoda i usluga na 3D skeniranje, ispitivanje goto vih tvorevina te 3D modeliranje po povoljnim cijenama. Pro
Na području proi zvodnje nemetalnih tvo revina tvrtka EOS za Eu roMold je pripremila još dvije novosti s područja polimernih materijala. Riječ je o dva nova polia mida: Prime Part Plus (PA 2221) i PA 1101. Prime Part Plus ekonomično je rješenje i zamjena za sku plji PA 2200, pri čemu PA 2221 pokazuje neznatno niža upo rabna svojstva, no omogućuje optimalno miješanje samo 35 % novog materijala sa 65 % recikliranoga. Time se donekle umanjuje velik problem prerađivača polimernih materijala SLS postupkom, kojima se za optimalna svojstva tvorevine inače preporučuje omjer novoga i recikliranog materijala 50 % : 50 %. Na taj se način stvaraju velike količine recikliranog ma terijala, koje prerađivači jednostavno ne uspijevaju potrošiti. Drugi je materijal PA 1101, temeljen na poliamidu 11 (PA 11), koji ima veliko produljenje pri lomu te izvrsnu žilavost.
Stoga je taj materijal idealan za izradu tvorevina koje mora ju biti žilave, primjerice elementi uskočnih spojeva (slika 20).
Time je EOS proširio svoju paletu poliamida u kojoj su do sada dominirali materijali na bazi PA 12.
› Slika 20. Tvorevina načinjena od novog materijala PA 1101 (Foto: EOS)
Iris i drugi izloženi stroj, Mcor Matrix 300+ (omogućuje samo monokromatske tvorevine, odnosno boja pojedinog slo ja ovisi o boji primijenjenog papira), jedini su uređaji u ovom trenutku na tržištu koji omogućuju izradu tvorevina od papi ra. Niska cijena osnovnog materijala rezultira niskim troško vima pogona tih uređaja, koji su na razini od oko samo 5 % troškova u usporedbi s nekim drugim sustavima za aditivne tehnologije.
Cijena uređaja Mcor Matrix 300+ iznosi 8700 eura, što ga već svrstava u niskobudžetne uređaje, dok je cijena novog Iri sa 11.300 eura. Međutim, proizvođač nudi i posebne pakete unutar kojih osigurava, primjerice, besplatan materijal i odr žavanje tijekom tri godine (tzv. Free D paket).



Iako je tvrtka Mcor Technologies na svojem prostoru izla gala dva uređaja, pozornost posjetitelja plijenio je uređaj Iris (slika 21) – prvi uređaj koji omogućuje izradu tvorevina u punoj paleti boja laminiranjem i izrezivanjem običnoga ured skog papira (na sajmu su korišteni papiri mase 80 g). Tvrtka koja je razvila Iris, taj uređaj naziva 3D printerom, što je done kle točno. Naime, uređaj slaže papire jedan na drugi, pri čemu se papir s jedne strane premazuje adhezivom prije polaganja na prethodni papir. Zatim se samo na zonama gdje će se izre zivati kontura radnog sloja papira nanosi specijalna boja koja prodire skroz kroz papir tako da “bočne” stijenke izrezanog papira dobiju potrebnu boju. Boje se miješaju kao i kod obič nih uredskih pisača u boji s tintom. Nakon laminiranja slojeva papira slijedi izrezivanje konture nožem (umjesto laserom), što znatno pojeftinjuje rad uređaja i njegovo održavanje.
› Slika 21. Iris – “3D prin ter” za izradu tvorevina u punom rasponu boja (Foto: Mcor)
Kako se koriste standardni papiri veličine A4, maksimal ne dimenzije tvorevina malo su manje, odnosno 256 x 169 x 150 mm. Debljina 80-gramskog papira iznosi 0,1 mm, a u zoni rezanja sloja kamo se nanosi boja, papir je zajedno s bojom debljine 0,19 mm, što je ujedno debljina sloja tvorevine. Razlu čivost boja koje se na nose uređajem Iris je 5760 x 1440 x 508 dpi, a preciznost uređaja iznosi 12(x) μm, 12(y) μm i 100(z) μm.
› Slika 22. Tvorevina od papira načinjena uređa jem Iris (Foto: Mcor)
Priču o niskobudžetnim uređajima počet ćemo BluePrinte rom istoimene danske tvrtke. Riječ je o uređaju koji ujedinju je postupke 3D tiskanja i selektivnoga laserskog srašćivanja – SHS (e. Selective Heat Sintering), čije su slike i videozapisi (ne i fizički uređaj) prikazani na sajmu EuroMold 2011. Po stojala su dosta velika očekivanja od njegove prezentacije ove godine, no slijedilo je (barem kod izvjestitelja) određeno razo čaranje. Izložena dva primjerka uređaja nisu ni najmanje oda vala dojam “zaposlenih” 3D pisača. Jedan je stajao u pozadini kao zatvoreni kovčeg, a drugi je bio na istaknutijem mjestu, s otvorenim poklopcem, no u unutrašnjosti nije bilo ničega, ni materijala, ni načinjenih tvorevina. Izvjestitelj je tijekom dva dana koliko je proveo na sajmu, nekoliko puta dolazio do izložbenog prostora tvrtke Blueprinter, no nijednom nijedan od izloženih primjeraka nije bio u funkciji.
No to su uvelike nadoknadili neki drugi izlagači i uređaji. Na samom ulasku u dvoranu posjetiteljevu pozornost privlači metež, šarenilo i lagana buka na prostoru koji su izlagači na zvali Cube Shop and Cafe (slika 23). Glavni izlagač je zapravo tvrtka 3D Systems sa svojim najmanjim niskobudžetnim ure đajima Cube 3D Printer, koje su poslagali po policama u stilu uređenja interijera u kafićima.

Cube 3D Printer je uređaj koji radi na načelima FDM po stupka, pri čemu radna platforma omogućuje izradu tvorevi na maksimalnih dimenzija 140 x 140 x 140 mm od ABS-a u 10 različitih boja te u debljinama slojeva 0,25 mm. Ono što poseb no privlači kod prikazanih uređaja je sada već zaista dostupna cijena gotovo za svaki džep – uobičajena cijena je 1450 eura, no za sajma EuroMold snižena je na 1200 eura (slika 24), što ga je svrstalo na drugo mjesto po pristupačnosti u usporedbi sa svim drugim uređajima.
Tvrtka 3D Systems na svojem je izložbenom prostoru ta kođer izlagala malo veće i “ozbiljnije” 3D pisače naziva 3D Touch, koji omogućuju izradu jednobojnih, dvobojnih i tro bojnih tvorevina. Proizvod nije novost, no valja još jedanput istaknuti kako je dobavljiv već po cijeni od 2000 eura pa navi
› Slika 24. Cijena uređaja Cube 3D Printer (Foto: D. Godec)

še (ovisno o broju glava za FDM postupak).
Prvo mjesto na listi najjeftinijih uređaja pripalo je Fabbste ru tvrtke Fruth Innovative Technologien. Uređaj omogućuje izradu od jednokomponentnih do četverokomponentnih tvo revina izmjera 230 x 230 x 210 mm. Tipične debljine slojeva pri tome su od 25 do 400 μm, a maksimalna brzina dobave materijala u obliku žice iznosi 400 mm/s. Ove su godine po sebnu pozornost na izložbenom prostoru posvetili višebojnim proizvodima tako što su se kod dobave kombinirale različite boje materijala u obliku polimerne žice (slika 25). Jedini je ne dostatak takve izrade nemogućnost točnog definiranja prela ska na drugu boju.
Cijena tog uređaja tijekom sajma iznosila je samo 1000 eura.
› Slika 25. Više bojna tvorevina načinjena uređa jem Fabbster (Foto: D. Godec)
odnosu na prošlu godinu (uređaji UP, Inspire, Desire, uPrint, RepRap..., koji se temelje na FDM postupku, te uređaj Master Plus korejskog proizvođača Carima, koji se temelji na DLP postupku).
› Slika 27. Uređaj Cera Fab 7500 (Foto: D. Godec)
Kako je već navedeno, ove je godine srebrnu nagradu Eu roMold 2012 dobila austrijska tvrtka Lithoz GmbH za svoj uređaj za aditivnu proizvodnju keramičkih tvorevina – Cera Fab 7500 (slika 27). Uređaj se temelji na takozvanoj litograf skoj preradi keramike – LCM (e. Lithography Ceramic Manu facturing), pri čemu svaki poje dini sloj fotoosjetljive polimerne smole s česticama keramič kog praha očvršćuje litografskim postupkom (slično kao kod stereolitografije). Informacije o svakome od slojeva prenose se posebnim sustavom temeljenim na LED rasvjeti. Uređaj je potpuno nov i još nije raspoloživ na tržištu, no očekuje se cije na od oko 200.000 eura.
Aditivna proizvodnja metalnih tvorevina
Izlagači na sajmu EuroMold 2012 ponudili su i nekoliko zanimljivosti u domeni aditivne proizvodnje metalnih tvore vina, o čemu slijedi nekoliko podataka.
Tvrtka Marker Bot također je na sajmu EuroMold 2012 predstavila novi niskobudžetni uređaj, Marker Bot Replicator 2 (slika 26), čija su načela rada također slična FDM postupku. Riječ je o poboljšanoj izvedbi prethodnika, na kojoj je prije sve ga povećan radni volumen za 37 %, pa su sada dimenzije rad ne komore 283 x 153 x 155 mm. Uređaj omogućuje rad u tri seta parametara koja rezultiraju razlučivošću modela od 100 do 340 μm. Novost je i da je dosadašnjem ABS-u za izradu tvorevina dodana PLA (polilaktička kiselina), koja nudi nekoliko pred nosti: biorazgradljivost i uštedu energije od 32 % u usporedbi s preradom ABS-a. Cijena uređaja je 2200 USD (oko 1700 eura).


Na sajmu je bilo još desetak izlagača s niskobudžetnim uređajima, no na njima nisu primijećene znatnije izmjene u
Tvrtka EOS predstavila je novi uređaj Precious M 080 (sli ka 28a), koji je razvila u suradnji s tvrtkom Cookson Precious Metals. Riječ je o uređaju koji omogućuje izradu nakita i dije lova satova od 18-karatnog zlata DMLS postupkom (e. Direct Metal Laser Sintering) (slika 28b).
› Slika 28. Aditivna proizvodnja tvorevina od zlata: a) uređaj Preci ous M 080, b) tvorevina načinjena od 18-karatnog zlata (Foto: EOS)

› Slika 26. Uređaj Marker Bot Repli cator 2 (Foto: D. Godec)
Tvrtka Concept Laser također je dobitnica nagrade EuroMold 2012, i to brončane, za novi veliki uređaj za selektivno lasersko taljenje – SLM (e. Selective Laser Melting), oznake X line 1000R (slika 29), s patentiranim postupkom Laser Cusing. Uređaj je na sajmu premijerno prikazan. Na njegovu razvoju surađivali su Daimler, Fraunhofer ILT i Concept Laser u sklopu projekta koji je financiralo njemačko ministarstvo obrazovanja i istraživanja. X line 1000R, za taljenje metalnih čestica u proizvodnji me talnih tvorevina i dijelova alata, primjenjuje laser snage 1 kW,


›
što može do 10 puta povećati produktivnost uređaja u uspo redbi s nekima od konkurentskih usporedivih na tržištu. Uz to riječ je o uređaju koji u ovom trenutku ima najveću radnu komoru (konkretni podaci još nisu poznati). Za dobivanje što kvalitetnijih proizvoda, nakon SLM postupka potrebno ih je sporo ohladiti u radnoj komori. Kako se pri tome ne bi sma njivalo produktivno vrijeme, izložena izvedba uređaja imala je okretni središnji dio, tako da se nakon izrade tvorevine taj dio zaokrene za 180 stupnjeva u zonu rukovanja tvorevinom, a istodobno se s druge strane uređaja može u rad pustiti izra da nove tvorevine.


Još se jedan proizvođač uređaja za SLM postupak ove go dine istaknuo novošću. Riječ je o tvrtki SLM Solutions, koja je na sajmu premijerno izložila novi uređaj SLM 500 HL (slika 30). Uređaj ima dimenzije radne komore 500 x 280 x 325 mm, što ga po veličini svrstava odmah iza uređaja X line 1000R. No SLM 500 HL jedinstven je po tome što ima višestruke lasere za taljenje metalnih čestica. Riječ je o dva seta vlaknastih lasera snage 400 i 1000 W, čija kombinacija bitno povisuje produk tivnost uređaja. Kako je riječ o znatnom povećanju dimenzija radne komore, konstruktori su pri razvoju uređaja posebnu
pozornost posvetili rukovanju velikim metalnim tvorevina ma nakon njihove izrade te smanjenju zastoja u radu uređaja zbog tog rukovanja. Stoga je uređaj opremljen posebnim me hanizmom koji omogućuje transport tvorevine izvan komore i kućišta uređaja, gdje se izvan stroja njome može rukovati posebnim dizalom.
Proizvođači uređaja za proizvodnju metalnih tvorevina kao što su SLM Realizer, Arcam, Renishaw i Phoenix nisu ove godine prikazali veće novosti u svojim programima.
Nakon prošlogodišnje “tanke” liste stvarnih inovacija ove su godine izlagači pokazali više novosti. Stoga je posebno za dovoljstvo bilo ponovno vidjeti već poznat sajamski prostor i izložbene štandove. A i nazočnost najvažnijih osoba nekih od tvrtki iz domene aditivnih tehnologija dovoljno govori koli ko vodeće tvrtke iz tog dijela biznisa ozbiljno shvaćaju sajam EuroMold. Neke od tih osoba su: David Reis (Objet), Hans Langer (EOS), Abe Reichental (3D Systems), Fried van Craen (Materialise), Conor MacCormack (Mcor Technologies).
Sljedeći sajam EuroMold održat će se u Frankfurtu od 3. do 6. prosinca 2013. godine.


Esad Jakupović
Da bi smanjili posljedice rastuće mobilnosti već oko sedam milijardi ljudi, znanstvenici oblikuju tehnologije koje će povećati učinkovitost javnoga i individualnog prometa na zemlji, vodi i u zraku.
Na Zemlji živi sedam milijardi ljudi i svake ih je godine 80 milijuna više. Ljudi se također sve više povezuju, zbližavaju i kreću. Usporedo s porastom stanovništva povećavaju se i zahtjevi za učinkovita rješenja za mobilnost ljudi. To po sebno vrijedi za željeznički promet, u kojem se oblikuju nove softverske koncepcije kontrole, optimiranje voznog reda, nova vozila i modernizacija željeznice. Da bi smanjili poslje dice povećanja mobilnosti, znanstvenici razvijaju proizvode i rješenja kojima će povećati učinkovitost javnoga i individual nog prometa.
U prošlosti su zajednice živjele jedne pokraj drugih i tako mogle zadovoljavati potrebe za komunikacijom i mobilnosti. Prije sto godina u Španjolskoj su proizvođači naranči donosili robu na tržnicu u dvokolicama s mulom. Dvokolice su bile dr vene i u slučaju kvara brzo bi ih popravili ili čak izradili nove. Pogon je bio „na mulu“, koja je svoje „gorivo“ mogla obnoviti na prvoj livadi uz cestu. Takav „prometni sustav“ nije ugro žavao okoliš. Danas se naranče iz Španjolske odvoze i 1000 kilometara daleko, među ostalim i superbrzim vlakom Velaro, pri čemu nastaju tone ugljikova dioksida. Pritisak na okoliš neprekidno raste zbog povećavanja stanovništva približno za 80 milijuna godišnje i sve veće potrebe za mobilnosti – poslov nim putovanjima ili odmorima. Već danas na promet otpada 28 posto globalne potrošnje energije.
› Slika gore: U Španjolskoj još koriste za prijevoz dvokolicu s mulom, ali su glavna suvremena prometna sredstva poput vlaka Velaro E, brzine do 350 km/h

Tako se svake godine zbog prometa u atmosferu ispusti 6,4 milijarde tona CO2, 24 posto svjetske „proizvodnje“ po vezane s energijom. Individualni promet veći je onečišćivač nego javni, jer oko 50 posto ugljikova dioksida nastaje zbog automobila, 30 posto zbog teretnog prometa i 13 posto zbog zračnog prometa, a zbog željezničkog prometa samo dva po sto. Mjere poboljšanja stanja u svijetu zato moraju obuhvatiti i preusmjeravanje što većeg dijela prometa na željeznicu. Mno ge države već danas investiraju velike svote u razvoj učinko vite infrastrukture i vlakova. Problem je posebno velik u Aziji,

Pohod električnih vozila: na prošlogodišnjoj konferenciji
posto sudionika ocijenilo
da
prome
udio električnih među svim

biti 10 – 20 posto, a 34 posto sudionika

će biti
gdje većinom nemaju suvremenih željezničkih sustava pa je zato cestovni promet preopterećen, s gradskim brzinama če sto manjima od 10 km/h, što je uzrok velikog onečišćenja.
Naseljavanje Sjeverne Amerike u 19. stoljeću omogućila je upravo željeznica. Ti su dani odavno prošli, ali u SAD-u, za
U svakoj održivoj koncepciji mobilnosti u gradovima vlakovi su neizbježno prometno sredstvo. Lokalni vlakovi za kratke udaljenosti, posebno važni za prijevoz na posao i s posla, te pod zemni vlakovi i tramvaji pomažu da se gradovi prometno na zaguše. Već četvrta generacija Siemensova vlaka Velaro potroši 0,33 litre goriva na 100 km po sjedištu. Standardna inačica vlaka dostiže brzinu od 320 km/h, a neki modeli (kao što je ovaj u Španjol skoj) čak 350 km/h. Velaro je ozbiljna konkurencija zrakoplovima, posebno do udaljenosti od 1200 km, naravno kada se uzmu u obzir svi čimbenici. Pritom su veoma pogodni za okoliš jer ispuštaju samo 14 grama po osobi na kilometar, što je deset puta manje nego kod zrakoplova. Da bi dostigli tako visoku učinkovitost, konstruktori
razliku od Europe i Kine, vlakovi nisu ozbiljna alternativa zra koplovima. Stanje se polako mijenja, jer u SAD-u namjeravaju uložiti 13 milijardi dolara u poboljšanje mreže vlakova, prije svega izgradnju brzih pruga. Vlada je 8 milijardi dala odmah, a ostale će četiri u pet godina. Projekt izgradnje infrastrukture osigurat će 145 000 radnih mjesta na području Los Angelesa, Chicaga, Orlanda i Albanyja. Gradovi su izabrani kao uzorci
Velara morali su razviti niz tehnologija za uštedu energije i smanjenje ispušta nja ugljikova dioksida. Na vlaku su, na primjer, četiri bloka za osiguravanje sve potrebne energije, pri čemu se novi uključi kada na prethodnom snaga padne ispod određene granice.
Za veliku brzinu vlaka ključan je nje gov aerodinamični oblik. Kod prija šnjih vlakova na krovu su virili dijelovi različitih struktura, poput uređaja za klimatizaciju. Novi Velaro ima gladak krov, koji gotovo onemogućuje turbulencije. Velika količina zraka koju vlak potiskuje pred sobom uz ostalo je i opasna jer stvara podtlak, posebno u tunelima i prilikom susreta dvaju vlakova. Kod novog Velara podtlak je smanjen za 15 posto, čime se potro šnja energije smanjuje za 6 – 8 posto. U nove tehnologije pripada također sustav osvjetljavanja pomoću štedljivih svjetlećih dioda (LED), koje su zamije nile halogena svjetla. U novom se vla ku kočnice mogu pretvoriti u električni
generator, koji u sustav vraća ukupno 8000 kilovata. U praksi se ponovno upotrijebi približno 30 posto energije. Sustav za pomoć vozaču među ostalim sprječava nepotrebna kočenja ili ubrza vanja, čime se može uštedjeti 10 posto energije. Drvo upotrijebljeno u vlaku može se reciklirati, slično kao i 98 posto sve upotrijebljene plastike.
zbog veličine, smještaja i ekonomskog stanja. Nova će mreža dovesti do smanjenja troškova i cijene putovanja te povećati učinkovitost. Ujedno će omogućiti česte susrete stručnjaka iz industrije i sa sveučilišta, što je već samo po sebi komparativ na prednost u digitalno doba.
Nove će postaje omogućiti izgradnju inovativnih industrij skih, stambenih i rekreativnih područja, stoga će se povećati broj ureda, hotela i tehnoloških parkova. Zbog mreže vlakova
smanjit će se ispuštanje CO2 za oko 2,8 milijuna tona godiš nje. Vlakovi će preuzeti golem dio tereta koji se sada prevozi autocestama. U pripremu tih planova uključena je i tvrtka Sie mens, koja je zadužena za koncepciju Complete Mobility, koja obuhvaća inteligentnu mrežu vlakova, cesta i zrakoplovnih linija. „Ne postoji nijedno poduzeće na svijetu koje bi moglo tako kao Siemens ponuditi sva ta rješenja iz jednog izvora“, kaže Hans-Jörg Grundmann, glavni direktor Siemensova odjela Mobility Division. „Možemo osigurati sve potrebne proizvode i stručna znanja za kontrolne sustave željezničkoga i cestovnog prometa, vlakove za lokalni, regionalni i među narodni prijevoz te čak širok opseg rješenja za zračne luke.“
› Štednja bez smanjivanja udobnosti: tramvaji u Beču testirani su, radi optimiranja, na ledu, velikoj vrućini i u drugim teškim uvjetima

Inženjeri u cijelom svijetu trude se razviti masovni promet uz što manju potrošnju energije. Autobusi mogu biti pogodniji za okoliš ako se dizelski pogon zamijeni električnim. Ako bi se odlučivalo samo prema ekološkim kriterijima, motori s unutarnjim izgara njem postali bi prošlost. Nekontrolira na potrošnja benzina i dizelska goriva iscrpili su rezerve nafte. U isto vrijeme ispušta se u zrak ugljikov dioksid koji zagrijava Zemljinu atmosferu, a dušikov oksid nadražuje dišni sustav čovjeka. Dodatni razlog za uklanjanje automobila također je činjenica da polovina svjetskog stanovništva živi u gradovima, gdje promet postaje sve gušći. Za gradski promet mnogo su pogodniji autobusi, jer potroše po

putniku više nego trostruko manje od automobila. U Njemačkoj, na primjer, na autobuse otpada polovina ukupno prijeđenog puta, dok je u nerazvijenim zemljama udio još veći. Mnogi su gra dovi već uveli ograničenja za automo bilski i teretni promet. U Londonu, na primjer, ograničenja vrijede još od 2003. godine. U Stockholmu se za vožnju automobilom plaća cestarina. U Mün chenu je zabranjen kamionski promet. Propisi postaju sve stroži, pa možemo očekivati da će u gradskim središtima moći voziti samo električni automo bili i autobusi te posebno učinkovita hibridna vozila. Obični autobusi mogu prometovati cijeli dan, pri čemu 25 do 40 posto vremena stoje na postajama ili ispred semafora, a također stalno ubrzavaju ili koče. Električni autobusi posebno su privlačno rješenje, i zbog toga što energiju kočenja mogu pretva rati u električnu energiju i čuvati je.


›
Razvoj pod nad zorom: Siemensov laboratorij za razvoj sustava za punjenje električ nih automobila

Na temelju podatka da u mnogim velikim gradovima u Aziji prosječna br zina automobilskog prometa ne premašuje 10 km/h možemo zaključiti koli ko je važno razvijati lokalni promet za prijevoz ljudi na posao i natrag kući. U ovoj godini Siemens u New Delhiju završava cjelovito rješenje koje obuhvaća nove vlakove, elektrifikaciju sustava signalizacije i također integraciju susta va. Kina namjerava povećati nacionalnu željezničku mrežu s 86 na 120 tisuća kilometara, od toga oko 10 posto za vlakove velikih brzina. Do kraja 2012. godine uložit će ukupno 250 milijardi dolara u izgradnju 42 nove linije veli kih brzina. U Kini već prometuje takav vlak, Harmony Express, koji dostiže 350 km/h i za tri sata prevali 1000 km od Wuhana do Guangzhoua. Rusija će do 2030. godine uložiti 500 milijardi dolara u proširenje željezničkog sustava.
Stručnjaci se posljednjih godina među ostalim silno trude razviti učinko vita, dovoljno brza i cijenom prihvatljiva rješenja električnih vozila, koja bi nas na kraju odvela u doba „nultog ispuštanja“ (CO2). Neki od njih već testi raju električne motore, drugi sustave za brzo napajanje (za nekoliko minuta umjesto nekoliko sati kao sada)… Električna će vozila postupno postajati uo bičajena u gradovima, što će pridonijeti smanjenju buke i razine onečišćenja. Istodobno će se sve više ljudi redovito koristiti podzemnom željeznicom i brzim vlakovima. Kad se to dogodi, ljudi će se „vratiti u budućnost“ – dosti ći idealan sustav održive mobilnosti kakav su imali španjolski proizvođači naranči sa svojim dvokolicama i mulama prije sto godina.
›
S manje energi je na krstarenje: nove tehnologije omogućile su seriji brodova AIDA da postane vodeći u pogledu štednje

U New Yorku nakon 2020. godine naizgled nije bilo mjesta ni za kakva nova prometna sredstva. Unatoč tomu gradska je uprava uspjela osigurati nova rješenja masovnog prometa, po udobnosti, brzini i sigurnosti toliko privlačna da se većina stanovništva nije više željela koristiti vlastitim automo bilima. Potpuno obnovljenim javnim prometom umjesto vlastitih vozila svi su mogli uštedjeti nešto novca, koji su mogli utrošiti u nešto drugo. Sustav podzemne željeznice bio je star 125 godina i, usprkos djelomičnim moder nizacijama, bio je zastario. Napokon su postupno modernizirali kompletan sustav i uveli vagone koji su veoma tihi usprkos velikim brzinama te ugodno hladni usprkos ljetnim temperaturama vani. Energetska ravnoteža dosta je poboljšana, među ostalim korištenjem kočenja za proizvodnju energije za klimatizacijske uređaje i djelomično usmjeravanje u mrežu. Energija ušteđe na na takav način mogla bi zadovoljiti potrebe manjega grada. Uz to, gradska je uprava izgradila novi ekspresni pod zemni vlak, sa samo jednom ili dvjema postajama u svakoj četvrti New Yorka, koji zato vozi izvanredno brzo, pa iz
››
Brooklyna stigne u Bronx ili s Manhat tana do zračne luke za 15 minuta. U deset godina izgradili su također novu mrežu brze željeznice, koja sre dišnju postaju Grand Central pove zuje s okolnim gradovima brže nego zrakoplov, ako računamo sve vrijeme potrebno za dolazak do zračne luke i sve formalnosti, let, iskrcavanje te na kraju još vožnju do cilja. Na Grand Centralu izgradili su nove platforme za podzemne vlakove iz svih smjerova u New Yorku. Važne prednosti novog sustava još su i prijevoz mnogo većeg broja ljudi, manja potrošnja sirovina i kratki intervali između vlakova. Za kratke intervale brine se satelitska mreža za lokalizaciju, koja prati svaki brzi vlak do u metar točno. Integrira no planiranje reda vožnje omogućuje također optimiranu potrošnju energije i veću sigurnost. Sustav za planiranje toliko je učinkovit da se njegove inačice koriste i za planiranje reda vožnje u sustavu podzemnih vlakova. Satelitska mreža obuhvaća i antene, prijamnike i optičke kabele. Sustav taksija i gradskih autobusa pojačan je s više desetaka tisuća vozila. Taksiji na električni pogon mogu voziti 250 km s jednim punjenjem, a pune se ili brzo, u desetak minuta na određe nim postajama za brzo punjenje, ili za vrijeme odmora u nekoliko sati iz mreže. Budući da je zbog štete za oko
HP je domaćim korisnicima predstavio i ponudio prvu integriranu radnu stanicu s 68,6-centimetarskim (27-inčnim) zaslonom. Radna stanica Z1 udružuje pouzdanost, privlačno industrijsko oblikovanje te visoke performanse, koje joj osiguravaju procesori Intel Xeon, grafičke kartice NVIDIA Quadro i podršku za više od milijardu boja.
Radna stanica je namijenjena oblikovanju potpomognutom računalom, obradi digitalnih sadržaja, zabavi, arhitektima, uporabi u obrazovanju i samostalnim stručnjacima. Ona bez obzira na uporabu osigurava izuzetno brzo crtanje i visoke performanse. Korisnici mogu izabirati između mnogobrojnih grafičkih kartica i procesora, a uređaji su temeljito ispitani i po tvrđeni za kompatibilnost s vodećim specijaliziranim granskim aplikacijama. Zbog potpuno nove osnove, korisnici mogu bez alata otvoriti zaslon radne stanice HP Z1 i zamijeniti kompo
nente ili nadograditi računalo.
› Jedan od najmoćnijih prometnih sustava na svijetu: u New Yorku u 2030. godini svuda se voze električni taksiji i autobusi, gradske četvrti povezuju učinkoviti pod zemni vlakovi, dok grad s drugim urbanim središtima povezuju vlakovi veoma velike brzine (pogled u kabinu vlaka)

liš uveden sustav satelitskog praćenja automobila i plaćanja cestarine također u samom gradu, većina ljudi počela se koristiti javnim prijevozom. Privatna vozila mogu biti većinu dana, kada su izvan upotrebe, priključena na gradsku mrežu i koristiti se za skladištenje ener gije, što vlasniku može donijeti do 1000 dolara zarade godišnje. Na mrežu su priključene također farme vjetrenjača i solarne farme sa šireg područja New Yorka.
Možemo izabi rati između razli čitih vrsta rješenja za spremanje poda taka, što uključuje SATA diskove (br zine 7.200 ili 10.000 okretaja u sekundi), SSD diskove, RAID konfiguracije, čitač memorijskih kartica i optičke pogone. Bijeli LED zaslon s dijagonalom od 27 inča i rezolucijom od 2560 x 1440 točaka podržava više od milijardu boja i osigurava vidni kut do 178 stupnjeva. Monitor je također opremljen tehnologijom IPS. Na prednjoj strani računala su dvostruki zvučnici, koji s tehnologi jom SRS Premium SRS osiguravaju zvuk visoke kvalitete. Alat HP Performance Advisor skraćuje vrijeme koje korisnici potro še za otklanjanje grešaka. Također sastavlja zajednički izvještaj o hardveru i softveru na radnoj stanici, na osnovi kojeg se rad na stanica samo s jednim klikom prilagodi različitim radnim opterećenjima.
› www.hp.eu/workstations

Tvrtka COSCOM Computer GmbH već više od 30 godina razvija softver ske aplikacije za proizvodnju. Njeni standardni proizvodi, koji su upotre bljivi u različitim dijelovima proizvodnog poduzeća obuhvaćaju CAD/ CAM, upravljanje alatima te DNC i digitalnu vizualizaciju informacija.

Sustav upravljanja podacima COSCOM CAM za fleksibilnu proizvodnju usmjerenu u budućnost
Sustav upravljanja podacima COSCOM CAM infrastruk turni je sustav za proizvodnju. Pri planiranju mrežne infra strukture treba često povezati strojeve i uređaje različitih ge neracija, a tehničko šarenilo pri tom postavlja poseban izazov. Upravljanje podacima COSCOM CAM utemeljeno je tako da omogućuje povezivanje različitih generacija softvera i har dvera u mreže. Komunikacija je pouzdana kako pri optičkim vodovima velike brzine tako i pri starijim serijskim podatkov nim vodovima s ograničenom brzinom prijenosa.
Odnos prema tim pojedinačnim proizvodima u ukupnom kontekstu pokazuje da u podatkovnom i informacijskom okruženju prevladavaju moćne ovisnosti i sinergije. Za sta bilne i produktivne temelje čitavog procesa obrade rezanjem potrebna je centralizacija podataka i informacija, a čuvanje po dataka na dva ili više različitih mjesta u tvrtki vodi do grešaka i pada produktivnosti.

Središnja podatkovna platforma – komunikacijski centar za proizvodnju
Dugogodišnja iskustva u proizvod nom okruženju uz uvažavanje različi tih strojeva i uređaja u proizvodnom procesu pokazala su da zadatak sre dišnje podatkovne platforme najbolje ispunjava standardizirana podatkovna baza (SQL ili Oracle). Pristup s takvom podatkovnom bazom osigurava jedno stavnu administraciju i povezivanje sa softverskim aplikacijama u proizvod nim pogonima, s upravljačkim susta vima strojeva i softverskim moduli ma uređaja. Zamorno programiranje sučelja stvar je prošlosti. Univerzalna podatkovna baza se idealno uključuje u postojeću informacijsku infrastruktu ru, a osim toga donosi također standar dizaciju spremanja podataka i što višu razinu sigurnosti.
Centralizacija podataka iz proizvodnje znači također, da pojedini sudionici procesa imaju pristup samo do podataka i informacija koje su im potrebne u njihovom radu, jer se, inače, brzo pokažu negativni utjecaji podatkovnog i informacijskog preopterećenja. Kod softverskih aplikacija koje komuniciraju među sobom, taj se zahtjev razmjerno jednostavno zadovolji. Preko podesivih komunikacijskih sučelja prenose se samo po trebne informacije. COSCOM CAM pri vizualizaciji i uključi vanju ljudi u procese primjenjuje podrobno upravljanje s pra vima korisnika. Korisnici i grupe korisnika mogu pristupati samo do nekih izvora informacija i ne dolazi do nepregledne gomile informacija.

Oblikovanje skulptura, kipova ili lonaca različitih oblika tijekom povijesti do danas se nije bitno promijenilo. Kipar uzme komad, koji je obično od mekog ili tvrđeg materijala, na primjer gline, drveta, bakra ili mramora, i počne oblikovati. Različitim alatima polako i ustrajno ostvaruje oblik koji je zamislio. Tako su nastajala majstorska djela velikih kipara, kojima se di vimo i danas. Pošto vrijeme u povijesti nije igralo takvu uloge kakvu ima danas, kip ili zemljanu posudu s mnogo detalja kiparili su veoma dugo. A u slučaju grešaka, odnosno popravaka, postupak je trajao još i duže.
Ako se preselimo u suvremeni svijet, brzo ustanovimo da za oblikovanje proizvoda nije na raspolaganju tako mno go vremena kao nekad. Tržište je još uvijek zahtjevno, pa su potrebe za brzim razvojem proizvoda prouzrokovale razvoj novih alata. Najveće pitanje je bilo, kako s računalnim tehno logijama pripremiti alate, koje bi bili najsličniji „organskom oblikovanju“, kakvo poznajemo kod kiparenja.
Izrada preciznog proizvoda brzim 3D modelira njem
To je najbolje uspjelo tvrtki Sensable, koja je prva predsta vila vezu 3D programa s posebnom ručkom, koju su nazvali haptic device. U ručki je poseban patentiran mehanizam, koji nam daje osjećaj dodira površine u virtualnom 3D okruženju. Sustav upotrebljava virtualnu glinu, koja nam omogućuje slo bodnu i jedinstvenu kreativnost pri oblikovanju, a svaki dodir u 3D okruženju također osjećamo, pošto se ručka pobrine za povratnu informaciju (force feedback). Korisnici tako oblikuju 3D oblik mnogo brže, jer koriste svoj osjećaj za oblikovanje virtualne gline, kao da oblikuju stvarnu glinu.
Sustav Freeform je jedinstveno rješenje za brzo 3D obliko
vanje kompleksnih i detaljnih organskih oblika, koje omogu ćuje njihovu pripremu za proizvodnju. Sustav nudi dizajneri ma i modelarima brz i cjenovno učinkovit način izrađivanja izvornih modela ili doradu skeniranih modela, koje zatim pohranjuju u formatu za izradu prototipa, proizvoda i kasniju izradu na strojevima. U programu su mnogi napredni alati za modeliranje oblika, izradu posebnih detalja, glačanje i uređi vanje poligonskih podataka. Za proizvođače kalupa je veoma prikladna naredba za pripremu površine dijeljenja kalupa odnosno krivulja, koje nam na veoma zoran način prikazuju gdje će se model dijeliti. S pomoću alata za glačanje oblika popravljamo i odstranjujemo negativne kutove, koji kod alata nisu poželjni.
Jedna od posebnih funkcija koju program omogućuje je izrada tekstura. Za nju možemo upotrijebiti sliku, koja može biti motiv ili logotip, pa ga zatim jednostavno utisnemo ili iz bočimo na željenoj površini. Na taj način napravimo veoma fine detalje na geometriji, kakve bi drugim sustavima vrlo teš ko napravili.
Razlika među sustavima Freeform i Freeform Plus
Obje varijante omogućuju izradu modela i njegovo pohra njivanje za kasniji realističan prikaz proizvoda, kao i izradu formata za prototipe i mehaničku obradu. Dodatak sustavu Plus je priprema modela sa sljedećim funkcijama:
• priprema površina NURBS i tijela s poluautomatskim kreiranjem krivulja i površina
• alati za izradu kalupa
• mogućnost učitavanja/pretvaranja različitih CAD dato teka Parasolid, STEP i IGES

Posebna prednost sustava Freeform Plus je da možemo učitavati CAD modele postojećih dijelova i postavljati virtu alnu glinu oko modela, tako da brzo i jednostavno istražuje mo moguće oblike i ideje. S vlastitom kreativnošću razvijamo različite koncepte, koje zatim predstavljamo kupcu. Na kraju konačni koncept učitamo u CAD/CAM sustav, u kome ga pri premimo za daljnju proizvodnju.



Različita područja oblikovanja zahtijevaju također različi te alate. Zato se korisnik odlučuje koji će mu sustav biti po treban. Ako izrađujemo predmete za proizvodnju, potrebni su nam precizni alati unutar sustava i mogućnost učitavanja modela u druge programe. A za potrebe virtualnih likova i kipova potrebne su nam druge funkcije, koje obuhvaća sustav Claytools.








U sustavu Claytools su alati kojima izrađujemo veoma precizne modele za filmsku industriju, industriju zlata, ili neku drugu, koje zahtijevaju kompleksne oblike. Na takvim modelima su obično veoma fini detalji, na primjer koža, kosa, naboranost, koje možemo izraditi vrlo jednostavno. Narav no, još uvijek su važni snalažljivost i kreativnost dizajnera, jer program omogućuje mnoge mogućnosti oblikovanja. Ako dizajner nema ideju kako pristupiti problemu, onda je teško oblikovati neki model.





Program Freeform omogućuje potpunu slobodu pri obli kovanju proizvoda. Mogućnost osjeta površine koju izrađu jete u virtualnom okruženju s ručkom s povratnom informa cijom, neprocjenljiva je vrijednost. Sustav se može upotrijebiti gotovo na svakom području, od filmske i automobilske indu strije, ili industrije cipela, pa sve do izrade nakita, dekoracija,

Da bi osigurao još učinkovitije tiskanje i skeni ranje tehničke dokumentacije velikog forma ta u dizajnerskim i inženjerskim okruženjima, Canon Europe je liniju pisača velikog formata nadgradio s dva nova modela.

Novi uređaji od 91 cm (36 inča) imagePROGRAF iPF765 i iPF760 donose mnoga poboljšanja koja omogućuju uštedu vre mena i pojednostavljenje radnih procesa, na primjer vodoravni pretinac za čuvanje listova A1 formata, koji brine za uredno i ravno slaganje tiskanih listova.
Pisač imagePROGRAF iPF765, koji zamjenjuje imagePRO GRAF iPF755, ima pored toga ugrađen čvrsti disk od 250 GB (32 GB diska je namijenjeno za obradu podataka), koji pojedno stavljuje radni tok u umreženim radnim okruženjima, ili tamo gdje se obrađuju veliki dokumenti s kompleksnom grafikom.
Pisači su namijenjeni za različita tržišta profesionalnih ko risnika, kao što su računalom podržano dizajniranje/konstru iranje (CAD); arhitektura, inženjering i građevinarstvo (AEC); geografski informacijski sustavi (GIS) te druga područja na ko jima se tiska tehnička dokumentacija. imagePROGRAF iPF765 i iPF760 ispisuju velike tehničke dokumente i postere u bojama, a priložen je i softver za izradu plakata i za uporabu u uobiča jenim uredskim okruženjima. Tehničku dokumentaciju mogu tiskati u razlučivosti do 2400 x 1200 dpi.
„Pošto gradimo na uspjehu serije imagePROGRAF, u Cano nu smo poboljšali osobine postojećih modela te time stranka ma omogućili nastavak rasta na tržištima CAD, GIS i AEC“, naglasio je Yuichi Miyano, direktor za rješenja velikog formata u Canonu Europe. „Canon je poslušao zahtjeve klijenata i nad
gradio svoje sustave – povećanjem memorije i integracijom vo doravnog pretinca – za poboljšanje produktivnosti i učinkovi tosti korisnika. Ispisi velikog formata u visokoj kvaliteti mogu se sada tiskati u uredima svih veličina jednostavno, brzo i bez prekida.“
Zbog jednostavnog korisničkog sučelja i naprednog načina upravljanja pisači imagePROGRAF iPF765 i iPF760 s certifika tom ENERGY STAR jednostavni su za upotrebu i sigurni, a za hvaljujući manjim mjerama zauzimaju u uredu malo prostora. Zvučno upozorenje o pomanjkanju tinte i zamjeni spremnika tinte pojednostavljuje održavanje, a ugrađena rezervna tin ta omogućuje zamjenu bez prekida rada. Poboljšana funkcija obračunavanja bilježi sve aktivnosti pisača, korisnike, potroš nju tinte i papira, tip medija i veličinu ispisnog dokumenta, zbog čega nudi precizan nadzor nad troškovima.
Pored toga je korisnicima na raspolaganju mogućnost in tegracije tehnologije skeniranja s višenamjenskim rješenjem imagePROGRAF MFP, koju donosi Canonovo novo postolje za optički čitač, izrađeno za lakše namještanje i podržano pobolj šanim softverom.
U Mokricama je sredinom rujna održan SAP Adriatic Innovation Day, regionalni susret strućnjaka za infor macijske tehnologije.
Više od 150 privrednika i vodećih IT menadžera iz Sloveni je i Hrvatske koji se bave optimizacijom poslovanja pobliže se upoznalo s novim tehnologijama i rješenjima koja nudi vodeći svjetski proizvođač poslovnog softvera SAP. To poduzećima u regiji središnje i istočne Europe osigurava važne konkurent ske prednosti, jer povezuje ljude, informacije i poduzeća, a istovremeno uz manja ulaganja daje maksimalnu učinkovi tost.
Konferencija SAP Adriatic Innovation Day je sudionicima predstavila najnovije tehnologije, rješenja i aplikacije u por tfelju SAP softvera i usluga. Prvi dio konferencije ponudio je
novosti na području upravljanja podacima i informacijama u realnom vremenu, s naglaskom na donošenju boljih poslov nih odluka povezanih s neprekidnim promjenama na tržištu. Slobodno poslovanje zahtijeva izuzetno sposobne sustave za obradu informacija, koji moraju podržavati istovremen i neprekidni rad više korisnika. Podatkovni poslužitelj i baza podataka SAP Sybase Adaptive Server Enterprise, koji su bili premijerno predstavljeni u regiji Adriatik, sposobni su da od govore na sve izazove naprednog poslovanja, koje zahtijeva pravilne i pravovremene odluke. Za dostizanje konkurent skih prednosti suvremena poduzeća pribjegavaju također mobilnosti, gdje prevlađuju platforma SAP Mobility, kao i mnogobrojnim rješenjima prilagođenim pojedinim granama i industrijama.
Regionalna konferencija je ponudila mnogobrojne inovaci je, a sudionici su upoznali novosti i strategije kako upravljati portfelj SAP rješenja za mobilno poslovanje, baze podataka i rješenja računalstva u memoriji (SAP HANA). Stručni pre davači su predstavili posljednje smjernice iz svijeta poslov nog softvera, među kojima istupaju alati i rješenja za rad u realnom vremenu. Među aplikacijama prevladavaju one koje
Tehnologija i inovacije u središtu SAP poslovnih rješenja
››
omogućuju trenutni pristup do svih informacija, analiza, izvještaja... Pored vrhunski sposobne platforme SAP In Me mory Appliance (SAP HANA) sudionici mogu provjeriti broj ne prednosti poslovnih rješenja Sybase IQ, Replication Server i Power Designer.

„Sudjelovanje na konferenciji potvrđuje neophodnost ta kvih susreta, jer nudi odgovore koje vodeći menadžeri traže na području informacijsko-komunikacijskih tehnologija. Ino vacije su, naime, pogonska sila u današnjem povezanom druš tvu znanja. Praćenje i uvođenje novosti u poslovanje, naime, već je neophodno za dobar rad i opstanak na tržištu, jer ula ganja u suvremene tehnologije poduzećima osiguravaju važ nu konkurentsku prednost. Sudjelovanje vodećih stručnjaka iz regije ponovo dokazuje da i regija Adriatik slijedi svjetska usmjerenja poslovanja“, izjavio je direktor prodaje SAP South East Europe Marko Dolinar.

U Portorožu je sredinom listopada održana već peta poslovna konferencija HP Horizont 2012, ovog puta pod sloganom „Odluke koje vrijede“. Na svečanom otvaranju su nastupili Iztok Klančnik, generalni

direktor HP Slovenija, dr. France Rode, izumitelj prvog džepnog računala na svijetu, i prof. Werner Dorfmeister, rukovoditelj inovacija za regiju središnje i istočne Europe u tvrtki HP.
Konferenciju, na kojoj se okupilo 400 sudionika, otvo rio je direktor HP Slovenija Iztok Klančnik. U uvodnom govoru je istakao da u HP Slovenija sve više vremena posvećuju sklapanju partnerskih odnosa s organizacija ma, da bi se te lakše uhvatile u koštac s gospodarskom krizom i brže iz nje izašle. I da bi s naglaskom na na prednim poslovnim rješenjima poticale napredak i ra zvoj slovenskog tržišta.
Vrhunac prvog dana bio je nastup počasnog gosta konferencije dr. Franca Rodea. Njegovo bogato iskustvo iz 20-godišnjeg sudjelovanja u razvojnim odjeljenjima tvrtke HP oduševile su sudionike. U svom je nastupu dr. Rode predstavio svoj doprinos postavljanju tvrtke HP na mjesto vodećeg tehnološkog ponuditelja, preko mjernih sustava, do njegovog otkrića prvog džepnog ra čunala na svijetu, HP-35. Svoj nastup je zaključio poru kom da će „3D tiskanje značajno obilježiti budućnost tehnološkog razvoja“.
Prof. Werner Dorfmeister, rukovoditelj inovacija za regiju središnje i isto če Europe u tvrtki HP, u svojoj ulozi upravlja svim područjima inovacija, među kojima je također sve aktualnije računarstvo u oblaku. Prof. Dorfmei ster je naglasio: „HP ulaže mnogo u inovacije i razvoj. U skladu sa suvreme nim usmjerenjima razvijamo tehnološka rješenja koja će klijentima pomoći pri poslovanju. U središtu naše pažnje su mobilnost, poslovna analitika, ra čunarstvo u oblaku i informacijska sigurnost.“
U dva konferencijska dana održano je ukupno 25 predavanja, na kojima su domaći i strani govornici predstavili primjere dobre poslovne prakse u vezi s inovativnim tehnološkim rješenjima, novosti na području infrastrukturne opreme te napredne tehnološke usluge. Konferencija udružuje poslovne ko risnike tehnologija, ponuditelje, donositelje odluka, IT stručnjake i goste iz drugih područja gospodarstva. Ona je mjesto na kome organizacije upoznaju sva potrebna tehnološka usmjerenja za budućnost. Događanja je prvog dana zaokružila tradicionalna večernja zabava. Ovogodišnja konferencija zaklju čena je nastupom Mirana Stanovnika, najuspješnijeg slovenskog sudionika trke izdržljivosti Dakar.
› www.hphorizont.si
Tvrtka Geomagic, globalna tvrtka koja razvija rješenja za 3D tehno logiju za digitalnu stvarnost, predstavila je inačicu za 2013. godinu njihovog vodećeg programa za 3D metrologiju i inspekciju, Geomagic Qualify® i Geomagic Qualify® Probe na sajmu EuroMold 2012.


Inačica 2013 temelji se na Geomagic-ovim robusnim rje šenjima za inspekciju, poboljšanom automatizmu, geometrij skom dimenzioniranju i tolerancijama (GD&T) te dodatnim funkcijama ispitivanja. Kombinirana, nova rješenja omoguću ju još lakše i brže mjerenje te provjeru dimenzija proizvede nog dijela kao i provedbu automatske inspekcije i mjerenja u procesu provjere i osiguranja kvalitete.
Geomagic Qualify industrijski je najopsežnije, robusno i točno rješenje za 3D metrologiju, te platforma za automatiza ciju pri uporabi obiju vrsta podataka - taktilno izmjerenih i skeniranih. Geomagic Qualify Probe, s druge strane pretvara Geomagic Qualify u široki set alata raspoloživih u jednostav nom, mjernom okruženju namijenjenom samo taktilnom mje renju. Inovativni, fleksibilni i iznimno prilagođeni klijentima, Geomagic Qualify sa sobom donosi pouzdana i inovativna rješenja koja štede vrijeme korisnika, te im omogućuju konzi stentnu proizvodnju proizvoda vrhunske kvalitete.
“Današnje proizvodno okruženje zahtijeva ne samo najbo lje alate za metrologiju, već i zahtijeva automatizaciju i pri lagođavanje nekim vrlo kompleksnim procesima,” rekao je John Apline, potpredsjednik za inženjerstvo pri Geomagic.
“Geomagic Qualify 2013 donosi sveobuhvatni set alata za unaprijeđeno Python skriptiranje koje korisnicima omoguću je generiranje inspekcijskih tokovnika koji udovoljavaju nji hovim specifičnim zahtjevima - te štede vrijeme. Ova inačica sadrži potpuni set alata za definiranje ispitnih i referentnih podataka, plus tokovnike bez potrebe za CAD, koji prate ra zvojne potrebe korisnika.”
Unaprijeđeni alati i unaprijeđena GD&T funkcionalnost
Geomagic Qualify proizvodi unaprijeđeni su, kako bi omo gućili intuitivniju interakciju između inženjera i programa, posebice u QuickFeature™ i QuickProbe™ alatima.
Rješenja (npr. reference data) oblikuju osnovnu funkcio nalnost bilo kojeg mjernog sustava, pa je su tom području na činjena signifikantna poboljšanja kako bi se unaprijedile rad ne procedure za inženjere. Unaprjeđenja novog QuickFeature uključuju generiranje elementa bez potrebe za CAD-om te brzo i intuitivno generiranje elemenata primjenom novih ala ta za pre-selekciju. Funkcije u QuickProbe sada sadrže bolje uređivanje ispitanih elementa s relativnim mjerama; pobolj šanu statističku analizu za svaku ispitivanu točku, sa sposob nošću njihovog isključivanja ili automatskog prilagođavanja;
te zvučni povratni signal pri svakom kontaktu senzora s mjerenim objektom, koji upozorava u stvarnom vremenu na uvjete izvan propisanih tolerancija, upozoravajući mjeritelja bez njegove potrebe za konstantnim praćenjem rezultata na monitoru.
Poboljšanja pri geometrijskom dimenzioniranju i toleran cijama (GD&T) rezultat su poboljšanog uređivanja i uključuju definiranje nominalne geometrije bez CAD modela; poboljša no ažuriranje izmjerenih podataka pri testiranju ticala; detalj nije komande Measure Features koje sadrže izmjerene i nomi nalne vrijednosti plus devijacije.

Unaprijeđeni alati za bilježenje, omogućuju bolji pregled, sadržaj i prilagodbu svakom klijentu, pri izradi izvještaja. Proširena platforma za automatizaciju i aplikacije pokretane iz komandne linije
Automatizacija i razvoj, posebice kompleksnih i opsežnih metroloških tokovnika, postaje sve važniji za mnoge korisni ke. Alati za Python skriptiranje inicijalno su ugrađeni u plat forme Geomagic Qualify 2012, a u inačici Geomagic 2013 oni su bitno poboljšani. Funkcionalnosti ispitivanja uključujući poravnanja uz ograničenja, pristup CAD modelu, izvješta vanje i još mnogo toga, sada su dostupni u setu alata nove platforme. Ti alati omogućuju brzo generiranje korisničkih funkcionalnosti i automazitaciju prethodno zahtjevnih, ručno izvođenih procesa.
Dodatno, jedna od glavnih značajki Geomagic Qualify 2013 je pristup verziji programa koja omogućuje aplikacije pokretane iz komandne linije, izvođenje makro-programa i skripti, bez uporabe dodatnog računalnog izvora zahtijeva
nog pri korisničkom grafičkom sučelju (GUI).
“Platforma za automatizaciju u Geomagic Qualify omogu ćuje nam brzu automatizaciju bilo kojeg procesa ispitivanja, bez obzira kako kompleksno bilo standardno industrijsko Pyhton skriptiranje,” rekao je Bill Greene, izvršni direktor koji ima certifikat Level 3 Inspection, kao ekspert u automatizi ranom 3D skeniranju i ispitivanju tehnologijama podržanim s pomoću računala. “ Geomagic Qualify daje veliku snagu prerađivačima koji žele dramatično poboljšati svoju produk tivnost kroz visoko-automatizirano ispitivanje podržano s pomoću računala (e. Computer-Aided Inspection - CAI), uz istodobno skraćivanje vremena do izlaska proizvoda na trži šte i poboljšanje kvalitete proizvoda.”
Unaprijeđene naredbe za poravnavanje s QuickAlign™

Nove naredbe za poravnavanje geometrija mogu raditi sa ili bez uređaja za kontakt sa mjernim objektom, te omogućuju brzo poravnavanje 3D podataka kroz uklapanje sa elementi ma ili čitavom geometrijom mjernih objekata. Sada inženjeri mogu izvršiti poravnavanje sa svega nekoliko klikova mišem, a ti alati su dovoljno fleksibilni za obradu jednostavnih 3-2-1 ili kompleksnijih poravnavanja diktiranih elementima geo metrije. Dodatno, poravnavanje u N-točaka omogućuje po ravnavanje različitih objekata uporabom parova točaka sa oba objekta.
Dodatna poboljšanja na sučelju Geomagic Qualify uklju čuju novu Connect naredbu za inicijalizaciju digitalizatora te održavanje njihove povezanosti. Geomagic Qualify 2013 također ima 20 % kraće vrijeme pokretanja, kao i poboljšano
upravljanje kompenzacijskim vektorima koje je sada na raspolaganju unu tar funkcija taktilnog mjerenja.
Geomagic Qualify 2013 i Geomagic Qualify Probe 2013 početi će se is poručivati novim klijentima krajem siječnja 2013. godine. Nakon njihovog plasiranja na tržište u siječnju 2013., na internetskoj stranici www.geoma gic.com biti će na raspolaganju probne verzije programa Geomagic Qua lify.
Geomagic Qualify također je na raspolaganju kao dio Geomagic’s En terprise paketa, koji uključuje programe Geomagic Studio® i Geomagic Spark™. Eenterprise paket nudi značajne uštede za one koji trebaju mo gućnosti pretvorbe 3D skeniranih podataka u CAD modele, unaprijeđe nu obradu skeniranih točaka i poligona, kao i za suvremene metrološke aplikacije.
www.teximp.com
www.geomagic.com

Hermle AG je na sajmu AMB u Stuttgartu predstavio svoj novi petosni obradni centar C 400 basic, koji bi svoje mjesto na tržištu trebao izbori ti prije svega sa snagom i točnošću.
Hermle je pri razvoju novog stroja C 400 basic istaknuo svoje ključne kompetencije na području petosne tehnologije te se odlučio za modificiranu portalnu konstrukciju od poli mernog betona, s tri osi na alatu i dvije na obratku (nagibni/ okretni stol). Takav koncept osi je preuzeo veći broj proizvo đača, kojeg proglašavaju idealnim za petosnu obradu, pa ga je svakako moguće ubrajati u uspješne koncepte. Izvornik ostaje samo jedan - Hermle.
Snaga i točnost znače visoki stupanj odvajanja materijala uz najvišu točnost i optimalnu kvalitetu obrađene površine. Postolje stroja od polimernog betona prigušuje vibracije i bri ne o potrebnoj statičkoj stabilnosti, koju dodatno pojačava postavljanje na četiri noge. Hermle-ovo rješenje s osima X, Y i Z na alatu te osima A i C na obratku, koja se već tisuću puta potvrdila na tržištu, jamči potpunu petosnu obradu.
Duljina hodova po osima X, Y i Z je 850, 700 i 500 mm, a obradni centar može troosno obrađivati obratke mase do 2000 kg te petosno obratke mase do 600 kg. Uvjerljiv je pri je svega veliki promjer provrta Ø 1000 mm između stranica NC-okretnog/nagibnog stola sa 650-milimetarskom stolnom pločom (na dvije stranice poravnata na 540 mm). Stroj može tako obrađivati proizvode duljine odnosno promjera do 1000 mm. Radni prostor je jedinstven obzirom na veličinu i tlocrt


› Radni prostor je velik obzirom na prostor kojeg zauzima stroj.
› C 400 basic s



modificiranom portalnom konstruk cijom i pet osi.
kojeg zauzima stroj.
Za točnu i snažnu obradu, potrebna su i učinkovita glavna vretena. Stoga je Herlme bio pri stroju C 400 basic beskompro misan. Snažna glodajuća vretena u izvedbi SK 40 ili HSK A 63 imaju frekvenciju vrtnje 15 000/18 000 okretaja u minuti te jamče visoki stupanj odvajanja materijala i točnu obradu s kvalitetnom obrađenom površinom. Oba vretena su naravno opremljena s patentiranom zaštitom od kolizije, koju korisnici iznimno cijene. Energiju u slučaju sudara u smjeru osi Z preuzima šest vitki,
koje često mogu spriječiti nastajanje štete na vretenu.
C 400 basic ima u standardnoj izvedbi spremnik za alate sa 38 mjesta koji je ugrađen u postolje stroja. Operaciju pick-up izmjene alata izvodi vreteno. U opcijskoj opremi na raspola ganju je i dodatni spremnik alata sa 87 mjesta.
Hermle C 400 basic je opremljen s provjerenim upravlja njem Heidenhain iTNC 530 s brojnim dodatnim korisničkim ciklusima Herlme, koji poboljšavaju i pojednostavnjuju pro ces obrade.

›
Veliki krug rotacije u ra dnom prostoru i maksimal na veličina obratka, koji je okretljiv po osi A-A (pri okretanju većih obradaka postoje ograničenja)
• Oklop radnog prostora je od nehrđajućeg čelika.
• Radni prostor je oblikovan za optimalan odvod odvojenih čestica (i pri suhoj obradi).
• Svi pomoćni agregati su dostupni sa zadnje strane stroja.
• Sve pogonske i vodeće jedinice su izvan kontaminiranog područja.
• Digitalni pogoni.
• Sustav središnjeg podmazivanja s nezahtjevnim održavanjem.
• Energija kočenja se vraća u mrežu s odgovarajućom frekvencijom.
• Klimatiziran električni ormar.
• Transporter za odvojene čestice i/ili unutrašnji sustav hlađenja.
• Odsisavanje uljne maglice.
• Nadzor loma i mjerenje alata.
• Transport u kompletu i postavljanje bez temelja.
V. Strobl
R. Nöbauer
T. Müller
A. Gebeshuber
P. Stögmüller
F. Schuch
Danas se nitrirani zupčanici uspješno uvode u primjene kao što su upravljački zupčanici u motorima, unutrašnji zupčanici u prijenosnicima i u druge primjene kod kojih nema velikih opterećenja. Ubuduće, brzo rastuće tržište za zupčanike najboljih radnih karakteristika u industriji vozila s visokim zahtjevima u vezi opterećenja, područje je širenja koje posebno obećava.
Naročito ovdje, postoji potreba za pouzdanim podacima o zamoru u svrhu optimiziranja kombinacije materijala i plaz manitriranja. Kako bi se dobili takvi podaci o zamoru, oda bran je pristup korak po korak s posebno kreiranim uzorcima i ispitnim postupcima. U ovom radu raspravlja se o sadašnjim rezultatima i daje se pregled predstojećih koraka. Prvi dio ovog ispitivanja usmjeren je na savojnu dinamičku izdržlji vost zuba zupčanika, dok će se ostale vrste oštećenja kao što je točkasto habanje (pitting) ispitivati u drugom dijelu projekta.
U toku posljednjih 15 godina, količina tvrde strojne obrade – uglavnom brušenje boka zuba – potrebne nakon cementira nja stalno raste. Primjerice, u tvornici prijenosnika VW Kassel došlo je do porasta od 2 % u 1998. do čak 14 % u 2005. [1]. Tro šak takve strojne obrade poslije toplinske obrade može tako iznositi do 40% od ukupnih jediničnih troškova.
Industrija zupčanika pristupa ovome problemu s različitim strategijama. Pritisak na uštedu troškova u proizvodnji zupča nika ne utječe samo na postupke strojne obrade nego također traži nove mogućnosti toplinske obrade pa je potaknuo razvoj novih tehnologija kod klasičnog pougljičavanja kao što je ni skotlačno cementiranje s gašenjem u plinu. Ali sve te tehnolo gije zahtijevaju visoke temperature i martenzitsku transforma ciju kao metalurški mehanizam kako bi se povećala i tvrdoća i trajnost na zamor. Oba čimbenika – visoke temperature u kombinaciji s brzim gašenjem i promjenom volumena mar tenzitskom transformacijom – dovode do znatne distorzije pa stoga do neizbježne operacije strojne obrade kada treba zado voljiti visoku kvalitetu profila i površine te uske geometrijske tolerance.
Nitriranje je postupak otvrdnjavanja koji se ne koristi mar
tenzitskom transformacijom nego mehanizmom precipitacij skog otvrdnjavanja. K tome, nitriranje se obavlja pri prilično niskim temperaturama u rasponu od 500 do 600°C dok brzo gašenje u fluidnom mediju nije potrebno. Plazmanitriranje je posebni oblik nitriranja gdje se potreban slobodni dušik stvara pomoću fizikalnog procesa – niskotlačne plazme, dok su dis ocijacija cijanata, kod nitriranja u solnoj kupelji, ili amonijaka, kod postupka nitriranja plinom, kemijske reakcije. Ta razlika kod stvaranja slobodnog dušika ima nekoliko dodatnih pred nosti kao što su
• neštetljivost za okoliš (zeleni postupak)
• lako integriranje u proizvodnu liniju
• velika točnost i stabilnost procesa
• niska potrošnja plina
• mogućnost laganog djelomičnog nitriranja mehaničkim maskiranjem.
Mala distorzija kod procesa nitriranja općenito te prije spo menute dodatne prednosti čine postupak plazmanitriranja jed nom od alternativa kod toplinske obrade koja najviše obećava u slučaju zupčanika visokih performansi kada su u pitanju niski ukupni troškovi, visoka kvaliteta u proizvodnji, integracija u





proizvodni proces i sprečavanje zagađenja.
Modul [mm]
Materijal
Toplinska obrada
CHD
Međutim, nitriranje u proizvodnji zupčanika izloženih visokom naprezanju nije nikada bilo u široj primjeni. Razlog tome nije samo sam postu pak nitriranja nego i potrebni viši troškovi legi ranog čelika te potrebe strojne obrade zubi do ra zine čvrstoće od 1500 MPa pa i veće. Posljednjih godina, razvijeni su novi čelici i dodatni novi ala ti i metode strojne obrade tako da raspoloživost čelika visoke čvrstoće prikladnih za nitriranje i dotični proizvodni proces više ne predstavljaju ograničenja za nitriranje u industriji zupčanika. Zbog intenzivne tvrde strojne obrade nakon ce mentiranja, koja je potrebna za zupčanike viso kih performansi, pa čak uzimajući u obzir čelike s većim postotkom metala za legiranje, meku strojnu obradu čelika visoke čvrstoće i dulja vre mena procesa kod nitriranja, još uvijek se mogu postići znatne uštede u ukupnim troškovima ako tvrda stroj na obrada nakon cementiranja više nije potrebna te se stoga može izbaciti.
Ovaj znanstveni rad prikazuje neke rezultate sistematskog pristupa kako bi se stvorili pouzdani podaci o plazmanitri ranim čelicima visoke čvrstoće za primjene kod zupčanika i pogona.
Potencijal za plazmanitrirajuće zupčanike
Potencijal plazmanitriranja što se tiče dopuštenog op terećenja visoko napregnutih zupčanika može se vidjeti iz Schlötermannovih istraživanja [2]. Ekstenzivna ispitivanja za mora s plinom ili plazmanitriranim zupčanicima provedena su s različitim čelicima i stanjima materijala te su uspoređeni s podacima za zamor prema DIN-u 3990 [3]. Zaključak tih is pitivanja je da su vrijednosti iz norme vrlo niske u usporedbi s rezultatima ispitivanja.
Ispitivanje radi usporedbe cementiranih (case hardened) i nitriranih zupčanika proveo je H. Mallener [4]. To je pokazalo da nitrirani zupčanici pokazuju smanjenu čvrstoću korijena zubi posebice u niskocikličkom području. Drugo istraživanje što se tiče kapaciteta opterećenja nitriranih čeličnih zupčanika koje su proveli L Albertin i H. Winter u Centru za istraživanje zupčanika (FZG, Munchen) dalo je slične rezultate [5].
Nedavni istraživački projekt o savojnoj dinamičkoj izdržlji vosti cementiranih i nitriranih zupčanika kojeg je proveo prof. P. Davoli [6] pokazao je drugačiji rezultat. Njegova zaključna tvrdnja: „Linija oštećenja dvaju nitriranih čelika prilično je vi soka, blizu Wöhlerove linije, što podrazumijeva dobru sposob nost preopterećenja za ta dva čelika za nitriranje. Kao konačna tvrdnja, dobra nosivost na savojna opterećenja ispravno to plinski obrađenih nitriranih čelika potvrđena je ispitivanjima.“
Usklađivanjem odabira materijala s ispravnom toplinskom obradom i optimiranim plazmanitriranjem trebalo bi biti mo guće dobiti dobre vrijednosti dinamičke izdržljivosti također i u području niskocikličkog zamora.
Svrha istraživanja bila je određivanje ponašanja zamora različitih plazmanitriranih čelika visoke čvrstoće. Za vrijeme programa istraživanja, primijenjene su razne kombinacije čvrstoće jezgre, površinske tvrdoće, debljine zone slojeva, dubine nitriranja i profila tlačnog zaostalog naprezanja na če tiri različita čelika visoke čvrstoće za vrijeme postupaka plaz manitriranja posebno razrađenih za takve primjene.
1,25–2,75
31CrMoV9
Plazmanitrirani
0,16–0,33
1,75–5
20MnCr5
Cementirani
0,32–0,90
1,75–8
20MnCr5
Cementirani + kugličeni
› Savojna dinamička izdržljivost: usporedba podataka iz literature i RÜBIG-ova cilja razvoja.
Prema DIN-u 3990-5 savojna dinamička izdržljivost zubi kreće se od 270 do 550 MPa
(sl. 1), ovisno o materijalu i upotrijebljenoj površinskoj obradi (nitriranje ili cementiranje [case hardening ]). Schlöter mann je već 1988. [2] pokazao da nitrirani čelik može dati više vrijednosti od cementiranog (case hardened)čelika – u protu slovlju s vrijednostima prema DIN-u 3990-5.
Ovo je bila motivacija za Rübig da pokrene dalja istraživa nja kako bi suzio pojas rasipanja povišenjem doljnje granice (sl. 1).
U prvoj fazi, za vrijeme koje je trebalo proučavati utjecaj izbora materijala i plazmanitriranja, sva ispitivanja zamora obavljena su u FZG u Munchenu na zupčanicima s modulom od 2,75. Tako je bilo moguće odrediti savojnu dinamičku iz držljivost zuba zupčanika tipične geometrije zuba. Podaci o zamoru uspoređeni su s onima za cementirane uzorke.
Rezultati pokazuju da prava kombinacija parametara čeli ka i plazmanitriranja imaju za posljedicu vrijednosti savojne dinamičke izdržljivosti koje su barem ekvivalentne cementi ranom čeliku (vidi sl. 2).
Zaključak i pregled budućih koraka
Iz naših ispitivanja očito je da je profil zaostalih tlačnih naprezanja dominirajući čimbenik koji utječe na vijek traja nja do zamora u svim slučajevima gdje površinska čvrstoća uključuje raspon između 700 i 1000 HV, a čvrstoća jezgre iz među 1000 do 1600 MPa. Isto tako kod svih ostalih procesa površinskog otvrdnjavanja, kao što je cementiranje ili kaljenje, upravo maksimalna vrijednost tlačnog naprezanja u površin skom području i dubina profila naprezanja pozitivno utječe na dinamičku izdržljivost.
Općenito, podaci o zamoru za nitrirane čelike bili su u istom rasponu kao za usporedive pougljičene uzorke, a s vi sokim tlačnim zaostalim naprezanjima podaci o zamoru su čak premašivali vrijednosti za pougljičene uzorke.
Za sada ne bismo mogli utvrditi bilo kakvu razliku u vri jednostima vijeka trajanja do zamora koje bi se odnosile na mikrostrukturu zone slojeva ili na mikrostrukturu u difuzij skoj zoni. To može biti zbog činjenice da su svi uzorci, upravo kao za podatke objavljene u literaturi, nitrirani s malo ili bez zone spojeva te s gotovo nikakvom vidljivom precipitacijom u zoni difuzije.
Sljedeći koraci u projektu
su:
• Provesti ispitivanja za mora na plazmanitrira nim zupčanicima visokih performansi kako bi se ocijenila nosiva svojstva strana zuba u usporedbi s cementiranim zupčani cima (u toku).
• Ocjena ekonomske ko risti zbog kraćeg proi zvodnog procesa (sl. 3) plazmanitriranih zup čanika u usporedbi s cementiranim zupčanici ma (u toku).
Ovaj potonji korak od veli kog je interesa budući da po stupak plazmanitriranja ima za karakteristiku vrlo malu distorziju zbog mehanizma otvrdnjavanja precipitacijskim otvrdnjavanjem. Privremeni rezultati pokazuju da postoji velika mogućnost zamjene ce mentiranja plazmanitriranjem, što može dovesti do smanjenja ukupnih troškova za proizvodnju zupčanika.
Uvjereni smo da ćemo po završetku ovog opsežnog ispiti vanja moći dati osnovne preporuke za odabir optimiziranih kombinacija materijala i plazmanitriranja koje će odgovarati maksimalnom dopuštenom opterećenju zupčanika za široko područje standardnih i posebnih primjena zupčanika.
[1] Weißner, R., Fenstermann, J.: Anforderungen, Stand der Technik und Perspektiven von Verzahnungen im Automobilbau. Dresden; Germany: 2. Deutsch-Italienische Near-Net-Shape-Tagung, 2005
[2] Schlötermann, K.: Auslegung nitrierter Zahnradgetriebe, Unter suchungen zu den Auswirkungenunterschiedlicher Nitrierpara meter auf den Werkstoffzustand und die Tragfähigkeit von Za hnrädern. Dissertation, RWTH Aachen, 1988.
[3] Norm DIN 3990 Teil 5 1984: Tragfähigkeitsberechnung von Stirnrädern, Dauerfestigkeitswerte und Werkstoffqualitäten
[4] Mallener, H., Schulz, M.: Nitrieren von Zahnrädern als Alternati
› Slika 3: Proces proizvodnje zupčanika: “cementiranje” u usporedbi
s “plazmanitriranjem”
ve für das Einsatzhärten?. HTM Z .Werkst. Wärmebeh. Fertigung 48, (1993) 3, pp. 166 – 171
[5] Albertin, L., Frolich, R. L., Winter, H.& Höhn B.-R., Michaelis, K.: Load Carrying Capacity of Nitrided Gears. AGMA FTM; 94FTM4, 1993
[6] Davoli, P., Boniardi, M., Longoni, C.: Bending Fatigue Resistance of Case Hardened and Nitrided Gears. München; Germany: In ternational Conference on Gears, 2005

[7] Trubitz, P., Kaminsky, T., Brusky, U., Kaiser, B., Adelmann, J.: Schwingfestigkeit nitrierter Proben.Vorhaben Nr.160, Lebensda uervorhersage nitrierter bauteilähnlicher Proben mit Hilfe nor mierterWöhlerstreubänder – Einfluss der Randschicht. Forschun gsheft FKM; Heft 197, 1995
[8] Stenico, A.: „Werkstoffmechanische Untersuchungen zur Zahn fußtragfähigkeit einsatzgehärteterZahnräder“, Dissertation, TU München, 2007
Ključne riječi: plazmeno nitriranje, podaci o trajnoj dinamičkoj čvrstoći, konstruiranje zupčanika, preostala tlačna naprezanja
U Gorenje Orodjarni strojni park su značajno poboljšali sa pridošli com – vertikalnim glodajućim CNC-strojem Trimill VC 2314. »Velikan« osigurava skraćenje vremena obrade većih proizvoda, jer nudi različite mogućnosti obrade konačnog alata u sklopu. Pored toga omogućuje ugradnju velikih alata i obradu velikih obradaka, s kojima u Gorenju ne samo da povećava proizvodne kapacitete, nego i omogućuje troškov no učinkovitiju obradu.


Gorenje Orodjarna posljednjih godina doživljava temeljitu obnovu, koja je posljedica novih tržišnih zahtjeva. Prije svega, drastično su se promijenile narudžbe za alate, koje se izrađuje. »Ako je prije pet godina vrijedilo da je alat dimenzija do 2 x 1 m veliki alat, danas dobivamo narudžbe za alate, koji uobiča jeno nisu manji od navedenih dimenzija. Stoga je naš strojni park nužno trebao novi stroj, koji bi nam omogućio dinamičku 3D-obradu velikih obradaka,« glavni razlog za novu investiciju pojasnio je dr.sc. Blaž Nardin, generalni direktor tvrtke Gorenje Orodjarna.
Strojni park Orodjarne se je povećao za vertikalni glodaći stroj Trimill VC 2314, koji je zapravo vrlo napredan i u cijelosti vođen s pomoću računala, troosni obradni CNC-centar. Tehnič ki podaci govore sami za sebe: veličina stola stroja ima površi nu 2500 x 1900 mm; radni hodovi osi su x = 2300 mm, y = 1400 mm ter z = 800 mm; maksimalna masa obratka može biti do 18 tona, pri čemu je masa stroja 25,5 tona. To je već drugi takav stroj, koji je bio postavljen u Orodjarni u posljednjih godinu i pol dana. S pomoću njih Orodjarna osigurava tehnološki na predak, jer premašuje tradicionalni način izrade alata. Do sada su naime u Orodjarni najprije rješavali pojedinačne obrade ma njih umetaka i njihove sklopove, upasivanje, tuširanje, poprav ke i dorade. Prema novom načinu rada, nakon grube i toplinske obrade te brušenja, slijedi sklapanje i obrada u sklopu. Uštede vremena su ogromne, a najveće pri probnom radu alata, jer u Orodjarni mogu čitav alat upeti na stroj i obraditi ga u sklopu
Obrada kućišta na Bohrwerku i velikih umetaka na vertikalnom stroju
Ušteda
Gruba obrada
(kako grubo, tako i fino).
»Skraćenje rokova izrade alata je doseglo već kritične grani ce. Kupci od nas zahtijevaju dobavu prvih uzoraka već unutar tri ili četiri mjeseca od narudžbe. S klasičnom tehnologijom i načinom gradnje, te izrade alata uz poštivanje načela ekono mičnog poslovanja i financijske učinkovitosti, to ne bismo mo gli izvesti. Trebali smo rješenje za bržu i učinkovitiju izradu alata,« dodaje dr.sc. Nardin.
Nabavkom novog vertikalnog stroja, u tvrtki Gorenje Oro djarna uštedjeli su više od šest tisuća radnih sati na godinu, odnosno 120 sati obrade na tjedan. Sukladno tome je odgovara juće smanjena potreba za kooperacijskim uslugama.
Toplinska
alata u sklop
Obrada alata u sklopu
Radi nove strategije i tehnologije obrade, alat će se pri prob nom radu bitno brže obraditi, jer ga nije potrebno rastavljati, već će ga u Orodjarni čitavoga upeti na stroj i obraditi ga u sklo pu. Zatim će uslijediti ispitivanje na preši. Takav način bitno povećava kako prilagodljivost, tako i kvalitetu izrađenog ala ta. Poboljšati će se i konstrukcija alata, jer će konstruktori moći konstruirati veće sastavne dijelove alata od sivog lijeva, što će ujedno bitno pojeftiniti alate.
Cilj: visokobrzinski obradni centar
›
Primjer nove strategije i tehnologije obrade na vertikalnom centru
Posljednji projekti Gorenje Orodjarne zahtijevaju sve brži razvoj i proizvodnju alata. Učinkovito i cjenovno konkurentno izrađen alat može osigurati samo visokobrzinski obradni centar.
»Prije pet godina smo već proveli investiciju u veliki hori zontalni obradni centar, koji je pokrio velik broj tehnoloških uskih grla u našem strojnom parku - obrada kućišta alata (ploče i odljevci). Za takvu vrstu obrade je stroj, koji smo kupili, izvr sno rješenje te se je pokazao kao uspješna investicija, jer radi u tri, a ponekad i u četiri smjene,« rekao je Marko Klinc, tehnički voditelj.
Manjkavosti horizontalnog stroja dolaze do izražaja pri obradi kruga ili kružnih isječaka, jer moraju obje osi stroja (x i y) djelovati sinkrono. U tom slučaju takav stroj doseže do 500 mm/min maksimalnog pomaka, što nije dovoljno za konačne obrade velikih oblikovnih dijelova alata. Strojevi s drugačijim konstrukcijskim rješenjem, npr. vertikalni strojevi, mogu doseći i do 10 puta veće pomake. Zato je Gorenje Orodjarna već pre poznala nužnost ulaganja u drugačije konstrukcijsko rješenje stroja.
»Veliki horizontalni strojevi nisu primjereni za konačne obrade u tvrdi metal, kao ni za fine konačne 3D-obrade, jer ne maju odgovarajuću dinamiku. A ne mogu je imati, jer su mo mentne mase, koje se na stroju pomiču, prevelike i to jednostav no ne omogućuju,« obrazlaže Igor Breznikar, voditelj odjela za strojnu obradu.

Potreba za naprednim obradama velikih obradaka je u Go renje Orodjarni što dalje to više, a potražnja je dodatno u po rastu. Vertikalni obradni centar će inženjerima donijeti brojna svojstva, koja će im pomagati pri bržoj i točnijoj izradi alata. Među najviše traženim zahtjevima su naravno visoka dinami
ka stroja, velika površina obrade i podupor za obratke velike mase.
Visokobrzinski vertikalni strojevi su konstrukcijski riješeni na način, koji predviđa fiksni stezni stol. Upravo stoga obradak može imati veliku masu - i do 20 tona. Glavno i pomoćno giba nje izvodi tzv. portal, koji se pomiče po kućištu u sve tri osi (x, y i z). S različitim konstrukcijskim rješenjima strojevi te vrste mogu dosezati vrlo visoke brzine i radne pomake (čak i više od 30 000 mm/min).
›
Primjer alatničarskog sklopa, koji će se moći obraditi odjednom. Ušteda vremena u usporedbi s klasičnim postupkom je čak 60-po stotna.
Unatoč tomu da je na svjetskom tržištu više različitih proi zvođača strojeva, specijaliziranih za rad u alatnicama, njihova su rješenja više ili manje definirane različitim okruženjem. Ob novu strojnog okruženja su u Gorenje Orodjarni počeli već 2010 godine. I na tadašnji upit se je odazvalo čak devet proizvođača iz Češke, Italije, Japana, Njemačke, Koreje i Švicarske. Nakon detaljnog proučavanja tehničkih specifikacija pojedinog ponu ditelja, u izboru su ostala tri proizvođača, s kojima su izveli teh ničko-komercijalna usklađivanja. Konačna odluka je pokazala, da je za potrebe Orodjarne naprimjereniji dobavljač opreme tvrtka Trimill sa strojem VC 2314, kojeg u Sloveniji zastupa tvrt ka KAČ Trade d.o.o. Ugovorni partner, koji je u prošlom deset ljeću Orodjarni već dobavio dva suvremena stroja navedenog proizvođača, u cijelosti je ispunio sve ugovorne uvjete, kako s tehničkog tako i s terminskog stajališta, pa danas vrhunski vertikalni stroj već funkcionira. U Gorenje Orodjarni tvrde, da će se investicija u stroj brzo vratiti, a ujedno planiraju i izvode i druge tehničke investicije. Naime, ove godine su se pobrinuli i za nove kapacitete na području žičane erozije i za novu teh nologiju petosnih simultanih obrada glodanjem za proizvode većih dimenzija.
› www.gorenje-orodjarna.si › www.trimill.cz › www.kactrade.com


Saint-Gobain je razvio novu tehnologiju izrade bru snih ploča, koja uključuje 3D alumin - brusna zrna, optimalnu poroznost i novo vezivo VTX2.
Prednost brusnih ploča Vortex 2 je u visokom stupnju skidanja materijala, poboljšanoj postojanosti brusnih ploča i hladnom rezu. Vortex 2 omogućuje veću dubinu brušenja i time smanjuje potrebu za većim brojem prolaza, što skraćuje vrijeme procesa do 60 %. Postojanost oblika smanjuje potrebu
za poravnavanjem brusne ploče i produljuje joj vijek do 40 %.
› www.bts-company.com

› www.bts-kothennya.hr
Sudjelovanje s proizvođačem softvera Comara unosi „internet stvari“ čak i na područje obrade metala s uklanjenjem čestica
Za klijente tvrtke Walter proizvodnja s podrškom među mrežnih veza postat će realnost, i to s pomoću otvorne apli kacijske i uslužne platforme. Ponuđene aplikacije nudit će ne posrednu komunikaciju između strojeva, alata kao i mjernih te drugih uređaja.
Zamislite da neki stroj može priopćiti kada će doći do pre stanka rada te istodobno nudi mogućnost samostalnog preno šenja proizvodnje i narudžbe na drugi stroj. Kod neopovoljnih uvjeta rezanja može se na stroju namjestiti stvarno vrijeme reznih parametara alata. Sa strateškim partnerstvom koje je tvrtka Walter upravo sklopila s proizvođačem softvera Coma ra ta vizija bi uskoro mogla postati stvarnost: „internet stvari“ je dosegao čak i područje obrade metala s odvajanjem čestica.
Se će to ubuduće omogućiti standardna platforma za pro gramske aplikacije u proizvodnji koju je razvila tvrtka Coma ra. Ukratko bi se preko te platforme trebale moći samostalno razviti i ponuditi aplikacije za najrazličitija područja uporabe pri obradi metala s odvajanjem čestica. Tvrtka Walter tu će uslugu ubuduće nuditi za marku Walter Multiply.
Nova usluga klijentima tvrtke Walter nudi potpuno nove mogućnosti i maksimalnu transparentnost. Operator stroja dobiva usporedne informacije o tome, kada mora zamijeniti koji alat, jer aplikacija u pozadini automatski izračunava opti malnu strategiju zamjene alata i o tome mu pravodobno šalje informacije. Stručnjak u proizvodnji na takav način ne mora
sam izračunavati potrebne informacije, nego dobije već izra čunate podatke s obzirom na ciljnu skupinu. „Naš alat počinje tako reći komunicirati“, objašnjava Holger Langhans, direktor Multiply tvrtke Walter AG. „Ne komunicira samo s ostalim alatom, nego i s operatorima strojeva i skladištem alata.“ Inte ligentni proizvodni sustavi tako olakšavaju rad projektanata u proizvodnji jer procesi osiguranja kvalitete, dokumentacije, nadzora i servisiranja strojeva postaju sve više digitalizirani i automatizirani.
„Međumrežno povezivanje u proizvodnji svim sudionici ma u procesu otvara brojne nove mogućnosti, i to ne samo mogućnost prikupljanja podataka. Digitalizacija će potpuno promijeniti postupke stvaranja dodane vrijednosti“, nagla šava Reiner Franke, predsjednik uprave tvrtke Comara. „U tvrtki Walter i njegovoj marki Multiply prepoznali smo i našli partnera koji se svojim modularnim uslugama obraća upravo onim strankama, koje će ubuduće s našom platformom posti zati odlučujuću prednost pred konkurencijom.“
„Internet stvari“ predstavlja revolucionarnu novost na području obrade metala s odvajanjem čestica. To se naravno neće dogoditi preko noći, već puno brže nego što netko misli“, uvjeren je Mirko Merlo, predsjednik grupe Walter.
Hella Saturnus i Envigence na Ljubljana Forumu predstavili uličnu svjetiljku, pripremljenu za pametan grad
20. i 21. rujna se u Ljubljani drugu godinu zaredom održavala konferen cija Ljubljana Forum »Budućnost gradova«, čiji glavni ciljevi su potica nje i aktiviranje razvojnog kruga urbanih regija Jugoistočne Europe te povezivanje konkretnih regionalnih investicijskih projekata. Istodobno nudi mogućnost za poticanje dobre prakse i konkretne suradnje iz među svih suradnika projekata za razvoj gradova.


Sudionici, među kojima gradonačelnici i dogradonačelni ci gradova Jugoistočne Europe, predstavnici akademske za jednice i industrije, mogli su čuti svjetski poznate autoritete s područja razvoja društva i okoliša, kao što su Jerome C. Glenn i Barbara Haering, uključujući i domaćina događaja, grado načelnika Ljubljane, Zorana Jankovića, koji su predstavili pri mjere dobre prakse projekata razvoja gradova.
Svoje viđenje suradnje među različitim sudionicima pri stvaranju pametnih gradova je kroz prezentaciju »Thinking out of the box - Innovation, Interaction, Inteligence« pred stavio generalni direktor Hella Saturnus Slovenija, gospodin Christof Droste, koji je istaknuo nužnost razmišljanja izvan
okvira te naglasio važnost povezivanja među ponuditeljima proizvoda i ponuditeljima usluga.
Tvrtke Hella Saturnus i Envigence su kroz predstavljanje i prikaz rada “svjetiljke za pametan grad”, nadogradile svo ju prošlogodišnju prezentaciju zajedničkog razvoja projekta s konkretnim proizvodom, namijenjenim “pametnim gradovi ma”.
U Ljubljani su tako sudionici konferencije po prvi puta imali mogućnost vidjeti prikaz rada i upravljanja uličnom svjetiljkom nove generacije, jednoga od graditelja “pametnog grada”.
S povezivanjem pametnih svjetiljki HELLA_ENVIGENCE u kognitivnu mrežu, koja je sposobna učiti, pamtiti i zaključi vati, stvaramo okoliš, koji nije samo pametan, već je to okoliš, koji događaje razumije te je primjer nove paradigme – simbio ze između čovjeka, društva, prirode i tehnologije.

Ovogodišnji sajmovi otvoreni su uobičajenom zajedničkom akadem skom ceremonijom u promotivnoj hali, u kojoj su učestvovali načelnik Zenice Husein Smajlović, premijer ZE-DO kantona Fikret Plevljak, mini star energetike, rudarstva i industrije u Vladi FBiH Erdal Trhulj, a sajam je otvorenim proglasio federalni premijer Nermin Nikšić.
Kad su u pitanju prateći programi uz sajmove, može se konstatirati da do sada ZEPS sajmovi nisu imali toliki broj, niti tako visoku razinu tih događaja, kakav je postignut u ovoj godini.
Prvog dana sajma održan je već tradicionalni Forum metal ne industrije BiH, u organizaciji FIRMA Projecta BiH, ZEDA Zenica, USAID i SIDA. Skup je bio dobro posjećen i donio re levantne zaključke.


Drugog dana bila su na programu dva događaja: seminar “Kako poslovati s Njemačkom” u organizaciji DIHK-CEFTA PARTNERSHIP PROJECT i V/STK BiH, te tehno-ekonomska prezentacija FEP Plužine iz Crne Gore.
Umjesto dosadašnjih postavljanja u žižu sajma kolektivne izložbe neke države, što je nosila najviši sajamski status ZE MLJA-PARTNER, ove je godine na središnje mjesto ZEPS-a postavljeno jedno područje, sajamski blok posvećen energe tici, odnosno energetskoj efikasnosti. Osim reprezentativne izložbe, trećeg i četvrtog dana sajma održana je najvažnija ovogodišnja prateća manifestacija: međunarodna konferenci ja “Energetska efikasnost i obnovljivi izvori energije - od teo rije do prakse”.
Ova konferencija je pobudila velik interes domaće poslov ne javnosti, pa je u ta dva dana konferenciji prisustvovalo i sajam obišlo veliki broj značajnih gospodarstvenika, ali i re sornih ministarstava državne, federalne i kantonalne razine. Konferenciju je organizirao CETEOR- Centar za ekonomski, tehnološki i okolinski razvoj iz Sarajeva, a aktivno su bila uključena dva federalna ministarstva: okoliša i turizma, te energije, rudarstva i industrije, kao i Fond za zaštitu okoliša FBiH. Ministri dva federalna ministarstva aktivno su učestvo vali u savjetovanju i izrazili zadovoljstvo njegovom aktualno šću i organizacijom.
Sajmove je u pet dana trajanja obišlo 38.548 posjetitelja.







Bystronic je na a EuroBLECH-u predstavio svoj novi sof tverski paket BySoft 7. Ovaj softver nudi brojne nove funkcije i mogućnosti. Ukoliko korisnik želi obraditi dio, već tada do življava prvo iznenađenje: dovoljan je jedan klik i najnovija verzija SolidWorks se otvara, a time i 3D i 2D CAD paket s obožavateljima širom svijeta. Također, na CAM razini, kori snici BySoft 7 će naći brojne inovacije. Primjerice unutrašnje konture presječenih dijelova se mogu automatski smanjiti tako da se više ne mogu vratiti u prethodni oblik.
Kada je u pitanju umetanje, korisnik ima izbor: ili povećati razmak između dijelova u cilju postizanja veće pouzdanosti procesa ili može smanjiti sigurnosni razmak kako bi smjestio što više dijelova.
Pored toga tu je optimirani zajednički presjek, pred-prodor željene konture, automatsko skeniranje i još mnogo toga.
Slogan pod kojim se reklamira BySoft 7 je “neka bude lak še”. Uostalom, radni dan u tvrtki za obradu metalnih dijelova je dovoljno kompliciran. “Neka bude jednostavno” može se
bez oklijevanja protumačiti na dva načina: prvo BySoft 7 je uvjerljivo konstruiran i samim tim vrlo lak za rukovanje onim korisnicima koji ga prvi put koriste. I drugo, BySoft 7 pojed nostavljuje procese unutar tvrtke: umetanje dijelova, pravlje nje planova rezanja, kreiranje programa za savijanje, simulaci ja sekvenci savijanja, itd. Sve se odvija automatski i na osnovi pouzdanih podataka.
početka kao autonomni radni stoj koji se zajedno sa automat skim modulima, kao što su ByTrans, ByTower i Bycell može koristiti za poslove sa smanjenim posluživanjem. Ovo također vrijedi ukoliko se vrsta i debljina sirovine moraju promijeniti: stroj jednostavno postavlja trenutačni razmak obratka i lase ra i bira odgovarajući mlaznicu za rezanje vodenim mlazom, automatski centrira i podešava rezanje. Zahvaljujući detekciji sudara, ByAutonom detektira sudar, odmah obustavlja, auto matski ponovo centrira mlaznicu i prelazi na rezanje slijede ćeg dijela.
›
ByAutonom sa novim dizajnom: plastični materijal umjesto lima, dopušta novi ergonomski oblik. Uz to je i nove boje.

BySoft 7 se sastoji od četiri modula: obrada limova, obrada cijevi, savijanje i menadžer postrojenjem. Menadžer postrojenja je jedinstven alat koji planira i prati sve procese rezanja laserom i vodenim mlazom za kupca. Ovo iznad svega čini dostupnima sve relevantne strojeve i podatke o proizvodnji te time osigura va maksimalnu transparentnost obrade limova i cijevi.
ByAutonom 3015 - Autonoman i lijep
Bystronic je na EuroBLECH-u javnosti predstavio ByAuto nom 3015. Njegovo ime kaže sve: ByAutonom je razvijen od
Dodatno: ByAutonom reže više dijelova i to radi pouzda no. Linearni motori posljednje generacije ubrzavaju stroj za divljujućom brzinom. Oni su podržani izuzetno krutim po stoljem stroja i laganim mostom. Čak i debeli materijal može biti prerezan brže i bolje, jer je posebna glava za rezanje od 9 inča, koja bolje odgovara ovakvim radnim zadacima nego ona od 7,5 inča, dio standardne opreme.
Condition Messenger i Maintenance Messenger
Pouzdanost ByAutonom se postiže između ostalog zahva ljujući sustavima Condition Messenger i Maintenance Me ssenger. Condition Messenger grafički prikazuje operateru status pojedinačnih komponenti i obavještava ga kada koju treba provjeriti, primjerice rezonator, izmjenjivač mlaznice ili putanju zrake. Maintenance Messenger, s druge strane ukazu je operateru kada stroj i rezonator trebaju ići u remont. Tako korisnik ima potpunu pouzdanost planiranja.

Trieste Next je zajenički naziv za skupinu susreta, tribina, rasprava i prezentacija iz područja prehrane, održivog razvoja, znanosti i tehnologije.
Trieste Next je zajenički naziv za skupinu susreta, tribina, rasprava i prezentacija iz područja prehrane, održivog razvo ja, znanosti i tehnologije (http://eng.triestenext.it/). Susret se organizira pod pokroviteljstvom općine Trst, Svučilišta u Tr stu i udruge Nordesteuropa Editore. Za područje tehnologije, posebno je zanimljiv susret Nordest Technology Transfer, koji je zamišljen kao poveznica između sveučilištâ i gospodarstve nikâ iz šireg okruženja.
Nakon otvorenja susreta, kojem su prisustvovali brojni visoki uzvanici iz društvenog života Italije (slika 1) i šireg Europskog okruženja, uslijedilo je izlaganje Helge Nowotny, predsjednice CER-a (ita. Consiglio Europeo della Ricerca), o mo gućnostima stipendiranja Europskih studenata u okviru me đunarodnih projekata. Kao glavni preduvjet za uključivanje u te projekte je navela izvrsnost. Izlaganje je pratio veliki broj

studenata iz Trsta i okolice koji su pokazali izražen interes za različite mogućnosti studiranja i rada na brojnim projektima unutar Europske unije. Također, veliki broj studenata (ali ne samo studenata) se uključio u organizaciju susreta kao volon teri.
U subotu 29. rujna 2012., u okviru projekta Nordest Tech nology Transfer usljedile su prezentacije 20 odabranih proje kata iz područja medicine, mikrobiologije, energije, materijala i unapređenja proizvodnje. Na taj način su na jednom mje stu predstavljene tehnološke inovacije iz različitih područja znanosti. Nakon izlaganja, znanstvenicima su postavljali pi tanja uzvanici iz gospodarstva i industrije, primjerice Franco Alzetta, direktor tvrtke Danieli, Alberto Bombassei, iz tvrtke Brembo spa, Giuseppe Bono iz tvrtke Fincantieri, Diego Bra var predstavnik tvrtke Tbs Group, Elena Zambon, iz tvrtke Zambon Group i drugi. Prisutni su imali priliku upoznati se s inovacijama na području razvoja solarnih ćelija, desalinizacije morske vode, proizvodnje Lego kocki kao i sa sustavima za nadzor i prevenciju kvarova u industrijskim postrojenjima te brojnim drugim projektima, idejama i prototipovima.

Nakon završenog konferencijskog dijela susreta, kojeg je okarakterizirao izražen interes gospodarskih subjekata, po slodavci su dobili mogućnost zakazati sastanak s odabranim istraživačima. Taj dio susreta nije bio otvoren za javnost (slika 2), a kako se neslužbeno doznaje, sastanke su obilježile manje i srednje velike tvrtke koje svoje poslovanje temelje na proi zvodima visoke tehnologije i na inovacijama (visoka dodana vrijednost proizvoda).
Susrete koji su zaključeni u nedjelju 30. rujna, organizatori su najavljivali kao “katalizator” ekonomskog razvoja. Što se
tiče interesa i broja sudionika, sa strane istraživača i sa strane gospodarstvenika, nameće se ocjena da je Trieste Next ispunio očekivanja, a koliko će se predstavljene (ili samo najavljene) ideje probiti u poslovnom svijetu, pokazat će vrijeme koje dolazi. Susret je bio medijski i sponzorski dobro popraćen, a istodobno prostorno dislociran pa se mogao steći dojam da je cijeli grad uključen u njegovu organizaciju. Brojni događaj su bili organizirani u isto vrijeme i na različitim mjestima tako da je ukupni dojam, za svakog sudionika, samo jedan segment
Trieste Next-a.
› eng.triestenext.it


Tehnologija optičkih 3D-koordinatnih mejrenja jamči nadzor nad čitavim postupkom

Optička mjerna tehnologija je mnogo upotrebljivija nego li samo za pregled odljevaka. Integriranje optičkih mjernih su stava zaista poboljšava točnost procesa u gotovo svim stup njevima izrade. Pored toga nam u velikoj mjeri pomaže sniziti troškove i vrijeme izrade, a time skraćuje i vrijeme isporuke i smanjuje broj neispravnih dijelova. Mnoge tvrtke se na počet ku usredotočuju na dimenzijsku provjeru odljevaka, međutim optička mjerna tehnika podupire i unaprjeđuje praktično sve faze oblikovanja modela i alata, do postupaka izrade kalupa i jezgri, izrade izvještaja o kontroli prvog proizvoda te za opti miranje CNC proizvodnje. Opća primjena optičke metrologije u ljevačkom procesnom lancu na taj način poboljšava ukupnu troškovnu učinkovitost.
Potvrđivanje konturnih oblika za modele, kalupe, jezgre, alate za tlačni lijev itd. s optičkom mjernom tehnologijom je kompletan kontrolni postupak, koji izrađivačima modela i alatničarima jamči, da sve odgovara nacrtima. U usporedbi

s postupcima kontaktnih mjerenja, pri kojima se mjere samo pojedinačne točke, postupak optičkog mjerenja izmjeri čitavu površinu. Pored toga, brzo mjerenje snizuje troškove te skra ćuje prekide u radnom procesu. Primjerice, kontrola rezultata glodanja omogućuje da se otkriju i poprave greške na ploča ma modela, ljevačkoj opremi i jezgrama.
Pregled odljevaka po čitavoj površini
Kompletno mjerenje odljevaka je važno i za ljevačku indu striju. S tim postupkom odstupanja odljevka od CAD-poda taka možemo prikazati u izvještaju s različitim bojama. Tako su kontrolni izvještaji jednostavni i razumljivi, jer boje posre duju informacije o potrebnim zahvatima za poboljšanja. Na taj način skraćujemo konvencionalna, na stotinama stranica dugačke izvještaje na grupu jasnih slika i funkcijskih dimen zija. Optička mjerna tehnologija dakle daje korisnicima veliku prednost tijekom razvoja proizvoda, te pri kontrolama prvog proizvoda kao i serije proizvoda.


Ovogodišnje tradicionalno ljevačko savjetovanje u Portorožu s pra tećom ljevačkom izložbom, održavalo se od 12. do 14. rujna. Večer prije početka radnog dijela savjetovanja, sudionike je primila dožupa nica Općine Piran, gospođa Meira Hot. U dvorani Kongresnog centra Slovenija okupilo se oko 220 sudionika iz 12 zemalja i Slovenije.
Na ljevačkoj izložbi su sudjelovala 34 izlagača, od čega njih 12 iz inozemstva. Tijekom dva dana savjetovanja, bila su predstav ljena 33 predavanja i 9 posterskih prezentacija. Sažetci predava nja i postera objavljeni su u Zborniku predavanja, a šire prezen tacije predavanja na CD-u, koji je bio priložen uz Zbornik.
Mag. Mirjam Jan Blažič, Predsjednica Društva ljevača i dožupanica Općine
U ime organizatora toga središnjeg ljevačkog događaja, Društva ljevača Slovenije, Prirodoslovnotehničkog fakulteta Katedre za ljevarstvo Sveučilišta u Ljubljani i Strojarskog fa kulteta Sveučilišta u Mariboru, savjetovanje i ljevačku izložbu pozdravnim govorom je otvorila predsjednica Društva ljevača Slovenije, magistra Mirjam Jan-Blažič. Pri tome je predstavila tematska područja ovogodišnjeg programa predavanja i moto savjetovanja te zaključila s misijom, odnosno željom, da ljevačko savjetovanje svake godine doprinosi izmjeni znanja i iskustava
te šire u nacionalnim okvirima i postizanju visoko postavljenih ciljeva u ljevačkoj djelatnosti, koji će zajamčiti trajno očuvanje konkurentskih položaja, gospodarski rast i otvaranje novih rad nih mjesta.
Uz svjesnost značenja inovacijskog procesa u gospodar stvu, savjetovanje je bilo organizirano s motom: »Inovacijski potencijal u ljevaonicama«. Među institucijama je svoje radove predstavilo ukupno 14 sveučilišta, 8 istraživačkih institucija i 11 gospodarskih udruga. Od toga je iz inozemstva došlo čak 12 predstavnika inozemnih sveučilišta, 7 predstavnika inozemnih instituta i četiri predstavnika gospodarskih udruga.
Sa strukovnog stajališta, najviše zanimanja su pobudile slje deće prezentacije:
N. Erhard iz tvrtke Oskar Frech (Njemačka) je u plenarnom predavanju pod nazivom »Suvremeni tlačni lijev danas te pri prema s pomoću inovacija za budućnost« predstavio izradu visoko zahtjevnih komponenata u velikim serijama od alumi nijskih, magnezijskih i cinkovih legura. Prikazane su bile suvre mene ćelije za visokotlačni lijev sa svom dodatnom opremom za automatizirano vođenje procesa te razvoj novih ljevačkih susta va, uključivo Vacural postupak, koji omogućuje izradu odljeva ka koje je moguće povezivati s pomoću tehnologije zavarivanja.
P.A. Murell sa Sveučilišta Bradford i R. Brown iz Instituta za ljevarsko inženjerstvo West Bromwich (Velika Britanija) su predstavili velika ulaganja britanske ljevačke struke u podršku obrazovanju ljevačkih inženjera i tehničara, koji jedini mogu za jamčiti svladavanje brzoga tehničkog razvoja i s time održava nja konkurentnosti britanske ljevačke industrije. Oblikovali so nacionalne strukovne udruge, koje jamče podršku kvalitetnom strukovnom obrazovanju, a s time i razvoju ljevačke industrije.


P. Schumacher sa Sveučilišta u Leobenu (Austrija) je pred
stavio nove razvojne trendove s područja računalne tomografi je. Predstavljanje je dalo pregled o mogućnostima kvantifikacije poroznosti te učinak na poboljšanje mehaničkih svojstava. Tro dimenzionalne metode tomografije su u fazi procesa standardi zacije kontrole kvalitete odljevaka.
M. Horaček s Tehničkog sveučilišta Brno (Češka) je pred stavio trogodišnji istraživački projekt tamošnjeg sveučilišta s područja preciznog lijeva tankostjenih odljevaka od aluminij skih legura za zrakoplovnu i svemirsku tehniku. Prikazan je bio sustav proračuna i mjerenja temperaturnih polja na dodirnoj površini keramičkog kalupa i metala te novi razvoj sustava na pajanja.

Ostala težišta predstavljanja bila su usmjerena na: računalnu simulaciju procesa, razvoj ljevačkih sustava, strukturne tran sformacije tijekom očvršćivanja i hlađenja odljevaka, optimira nje mehaničkih svojstava, studiju toplinskih uvjeta u kalupima te novim postupcima i inovativnim rješenjima u ljevaonicama.
Među slovenskim gospodarskim udrugama, radi njihovih prezentacija radova, potrebno je istaći sljedeće tvrtke:: LTH Ulit ki Ljubljana, Litostroj jeklo Ljubljana, Livar Ivančna Gorica, ETA Cerkno, SIAPRO Inženiring Most na Soči, Feal Inženiring Ptuj, Tehnološki center Livarstvo Ljubljana i Lotrič iz Selca.

I 52. međunarodno ljevačko savjetovanje je, uz visoki stru kovni ugled u širim svjetskim razmjerima, ponovno definiralo tehnološku razinu slovenskog ljevarstva, koje na određenim područjima postiže vrlo uvjerljive rezultate. Autori A. Križman (Sveučilište u Mariboru), M. Debelak (Gospodarska zbornica Slovenije) i M. Jan-Blažič (Društvo ljevača Slovenije) na lovo godišnjem savjetovanju s predavanjem pod nazivom »Sloven sko ljevarstvo i njegov istraživačko-razvojni potencijal u 2011. godini« predstavili su dio te relativno uspješne priče.




Pouzdan i učinkovit proces izrade otvora je kod današnje proizvodnje ključan posebice ako je provrta mnogo. Produktivnost je tako postala važan čimbenik konkurentnosti proizvodnje.
Današnja visokoučinkovita svrdla moraju osiguravati kombinaciju velike brzine prodiranja i predvidljivog vijeka trajanja te ponuditi dosljedne rezultate. U središtu pozornosti je sposobnost postizanja minimalnih ukupnih troškova izrade provrta.
CoroDrill®860 je inovativan koncept reznog alata iz San dvik Coromanta koji donosi potpuno novu razinu izvedbe pri izradi provrta.
Kakvo danas mora biti svrdlo da bi bilo zaista učinkovito
Najprije mora biti namjenski konstruirano za materijal koji će se njime obrađivati te također za veće brzine rezanja, a time i brzine prodiranja. Važno svojstvo je još i sposobnost dosljedne izrade različitih vrsta provrta u uskom rasponu to lerancija te održavanja pouzdanosti obrade u cijelom dugom vijeku trajanja. U konačnici svrdlo mora biti jednostavno za uporabu, mora raditi od samoga početka i imati potencijal za optimizaciju.
Takvo svrdlo naravno otvara nove mogućnosti za poveća nje razine produktivnosti, prije svega kod suvremenih strojeva s izvrsnim specifikacijama. Također, svrdlo mora biti dovoljno svestrano kako bi baš svaki stroj s dovoljno brzim vretenom iskoristio njegov potencijal za visokobrzinsku obradu.
Univerzalno svrdlo ne može biti dovoljno konkurentno za potpunu optimizaciju bušenja više provrta jednakog promje ra. Današnja proizvodnja zahtijeva suvremen koncept koji je bio razvijen potpuno iznova, od rezne oštrice do utora. Spiral na svrdla osnovni su i jednostavan alat s kojim njegovi suvre meni nasljednici od punog tvrdog metala nemaju više puno zajedničkog.
› Novi koncept bušenja u čelik rezultat je novoga pristupa kvalificiranim istraživanjima i razvoju te širokog sudjelovanja s proizvodnim poduzećima iz različitih industrijskih grana. CoroDrill 860 kao pripadnik nove generacije svrdala od punog tvrdog metala namijenjen je za aplikacije s visokim zahtjevima u pogledu konkurentnosti proizvodnje. U većini slučajeva premašio je očekivanja korisnika i dokazao se kao učinkovit alat za postizanje stalnih pobolj šanja u današnjoj i budućoj proizvodnji.
Standardna svrdla od punog tvrdog metala mogu pobolj šati izradu rupa u čeliku promjera 3–20 mm i dubine od 3- do 8-kratnog promjera. Većina takvih rupa ima stupanj toleran cije IT 8-9 i površinsku hrapavost Ra od 0,8 do 1,8 mikrona ovisno o materijalu i aplikaciji, ravnost između 0,07 i 0,12 mm na svakih izbušenih 100 mm, a na ulazu i izlazu provrta mora nastati što manje srhova.



Svrdlo osim bušenja jednostavnih rupa s vodoravnom ulazno-izlaznom površinom još mora savladavati zahtjev nije zadatke poput bušenja rupa s ulazom/izlazom pod ku tom, bušenja u konveksne/konkavne površine, bušenja rupa sa skošenim rubom ili križanja rupa. Svrdla namijenjena za obradu materijala iz skupine ISO-P moraju biti svestrana pri
› Poboljšanje produktivnosti bušenja u prvom redu je ovisno o većoj brzini prodiranja. Kod svrdla od punog karbidnog tvrdog metala CoroDrill 860 to je povećanje posti gnuto prije svega većom brzinom rezanja i pouzdanošću procesa.
Obrada bez neplaniranih zastoja i izdržljivost alata koji može izbušiti puno rupa u vrhunskom rasponu tolerancija samo su dva svojstva koja to svrdlo uvrštavaju među alate nove generacije.
› Manji troškovi izrade provrta glavna su značajka svrdla CoroDrill 860. Pored kraćeg vremena obrade, veće izdržljivosti i pouzdanosti, jednostavne pripreme i uporabe, osigurava i povoljnu ekonomičnost alata uz mogućnost obnavljanja.
visokoučinkovitoj obradi svih vrsta čelika, od niskougljičnih čelika i nelegiranih čelika preko visokougljičnih i visokolegi ranih čelika do čeličnih odljevaka tvrdoće od 125 do 350 HB.
Veća brzina prodiranja i veća izbušena duljina donose stvarne koristi kod proizvodnje velikih serija komponenti u različitim industrijskim granama. Novi koncept svrdla po stavlja novo univerzalno mjerilo za poboljšanu konkurentnost sa 100 i višepostotnim poboljšanjem produktivnosti. Proizvo đači s novim konceptom svrdla od punog tvrdog metala isko rištavanjem mogućnosti veće brzine prodiranja odn. poboljša ne izdržljivosti svrdla uklanjaju uska grla u proizvodnji koje uzrokuje zastarjela oprema za bušenje.
Čak i ako operacije bušenja još ne predstavljaju usko grlo, novi kapacitet će skratiti ukupno vrijeme obrade komponen te. Također je pojednostavljena priprema jer svrdlo radi učin kovito i pouzdano sve od samog početka. Mogu se ukloniti brojni zastoji kod zamjene alata, ograničiti nadzor ili čak uve sti obrada bez prisutnosti operatera. Na raspolaganju su tako đer mogućnosti obnove alata za poboljšanje ekonomičnosti. Ako je proizvodnja raznolikija, svrdlo je učinkovito i suvre meno sredstvo za dobro iskorištavanje svakog stroja jer svo jom kombinacijom veće brzine i manjih sila rezanja osigurava pravu radnu sposobnost.
Novo svrdlo oprašta manju zlouporabu i može biti lijek za neučinkovite ili nezadovoljavajuće aplikacije posebice u pred viđenom glavnom području uporabe. Iako uporaba svrdla nije posve pravilna, u njega se možete uvijek pouzdati. Novo svrdlo je razvijeno prvenstveno za veće brzine rezanja i oče kuje se da će postati najbrže i najpouzdanije svrdlo za bušenje čelika. Za manje brzine rezanja nije prikladno jer može doći do poteškoća s performansama i rezultatima obrade.
Kako je nastao novi jedinstveni koncept svrdla
Do jedinstvenog koncepta svrdla od punog tvrdog meta la dovela su napredna parametarska istraživanja i razvoj. Za uspjeh treba zahvaliti razvoju na području alata, sudjelovanju različitih razvojnih disciplina, brojnim aplikacijama u proi zvodnoj industriji te u konačnici također razvoju novih postu paka izrade alata.
Ishodište razvojnog projekta bilo je bušenje u niskougljične i niskolegirane čelike kao osnova za potpuno novu geometriju svrdla, namijenjenu za područje uporabe u skupini materijala ISO-P. Nakon početnog razvojnog rada uslijedila su isproba vanja u realnom radnom okruženju i sudjelovanje s brojnim proizvodnim poduzećima, a iz toga je nastao niz optimizacija različitih geometrijskih parametara i utora na svrdlu. Kasnije su u proces razvoja bili uključeni još i legirani čelici, ugljični čelici, čelični odljevci te visokolegirani čelici povećane čvrsto će i drugih svojstava materijala, a dobiveni podaci bili su upo trijebljeni za podešavanje parametara alata.
Tijekom te razmjene između razvojnog laboratorija i prob nog rada u različitim radionicama i nakon nje, uloženo je puno napora u dobivanje pouzdanih podataka o parametrima obrade za korisnike svrdala. Ti podaci danas oblikuju real ne preporuke za višu razinu sposobnosti obrade tim alatom. Određivanjem parametara svrdla i područja parametara obra de oblikovalo se i ishodište za planiranje programa promjera i duljina svrdala te sposobnosti izrade otvora kao i za progno ziranje rezultata obrade.
Po čemu se novo svrdlo razlikuje od uspostavlje nih koncepata
Vrh svrdla ima inovativnu i jedinstvenu geometriju koja osigurava učinkovitije i neometano odvajanje čestica. Manje
› Novi koncept svrdla znači korak naprijed pri bušenju u čelik. CoroDrill 860 prikladan je za bušenje provrta promjera od 3 do 20 mm i dubine od 3- do 8-kratnog promjera, stupnja tolerancije IT 8–9, površinske hrapavosti Ra od 0,8 do 1,8 mikrona, ravnosti od 0,07 do 0,12 mm na 100 izbušenih milimetara te s minimalnom količinom srhova na ulazu i izlazu rupe. Svrdlo također omogućuje puno fleksibilnosti s obzirom na ulaz i izlaz iz provrta.

sile rezanja doprinose duljem životnom vijeku alata – alat se ne troši brzo i razorno, već kontrolirano. Jedan od glav nih ciljeva razvoja bilo je i idealno oblikovanje strugotine, pri čemu su napredne simulacije procesa oblikovanja strugotine bile samo jedno od sredstava za određivanje geometrije vrha svrdla. Posve nova rezna oštrica rezultat je razvojnih pronala zaka i opsežnih testova, a kod novoga vrha svrdla upotpunje ne su kako mikro- tako i makrogeometrija.
Oblik kuteva oštrica upotpunjen je zbog veće pouzdanosti, a uklonjen je i rizik od loma oštrica. Važan dio razvoja pose bice je bila mikrogeometrija, gdje su npr. oblik i veličina za obljavanja oštrica te postupak obrade oštrica za novo svrdlo koncipirani potpuno iznova. Novi oblik i bolji nadzor zaoblja vanja oštrica doprinose smanjivanju reznih sila na najmanju moguću mjeru, a na oštrici se stvara manje topline za manje trošenje alata.
Zaobljenje oštrica ne donosi samo učinkovitije odvajanje čestica, nego također ima optimiranu prevlaku koja jače pria nja za materijal. Supstrat karbidnog svrdla dizajniran je tako da svrdlima različitog promjera daje pravu žilavost za pouz danu visokobrzinsku obradu čelika.
Jedinstvena nije samo geometrija vrha svrdla – potpuno prerađen je i koncept utora na svrdlu. Njihov jedinstveni oblik veće zapremine pomaže pri uklanjanju strugotine, a promjer jezgre ostaje velik za potrebnu čvrstoću.
Patentirani promjenjiv presjek utora ključan je za uklanja nje strugotine. Poboljšano oblikovanje strugotine na reznoj oštrici i novi utori brinu se za učinkovito i nesmetano uklanja nje strugotine. To je važno za pouzdanost kod preporučenih većih brzina obrade za čelike, gdje se pojavljuju kako kratka tako i dugačka strugotina.
Također, posve nova tehnologija razvijena je za nanošenje prevlaka i naknadnu obradu svrdala koja doprinosi većim performansama i boljim rezultatima. Optimalan oblik i ka kvoća površine utora zajedno s postupnim širenjem presjeka utora kod duljih svrdala brinu se za osjetno poboljšanje odvo đenja strugotine iz područja obrade i samog svrdla.
Takve opsežne inovacije na području tehnologije bušenja su rijetke. Novi koncept je rezultat novoga pristupa, stručnih istraživanja, integracije i sudjelovanja u razvoju, a znači velik korak naprijed u tehnologiji izrade provrta. S njime na tržište dolazi posve nova generacija svrdala od punog tvrdog metala. Svrdlo je namijenjeno za aplikacije bušenja čelika s visokim zahtjevima u pogledu konkurentnosti proizvodnje, gdje je pr venstveni parametar obrade što manji trošak po provrtu.
Stezanje na referentnu točku: Tehnologija, prednosti, područja primjene
Sustavi za stezanje s referentnom točkom su na strojevima i naprava ma jedinstven, pouzdan i točan podsustav. To omogućuje prilagodljivu primjenu proizvodnih sredstava i kraća pripremna vremena te poveća va raspoloživost strojeva.
»Vremenska ušteda pri pripremi samo je jedan do argu menata za sustav stezanja na referentnu točku,« tvrdi Robert Hartmann, voditelj proizvodnje tvrtke Stark-Spannsystempro dukte u austrijskom pogonu u Götzisu. »Prilagodljivost, pa i male serije i upravljanje s neočekivanim narudžbama, često je još važnije,« dodaje. Za pojašnjenje najprije se računa vremen ska ušteda: »Stezanje pet proizvoda u jednoj izmjeni na stroju traje sa stezanjem na referentnu točku 20 minuta. Bez takvog stezanja bilo bi potrebno 100 minuta, odnosno pet puta dulje. To znači 420 dodatnih radnih sati na stroju godišnje.« Zatim na dijagramu prikazuje, kako mu s brzom izmjenom alata i naprava te s optimalnim zauzećem stroja, prosječno uspijeva gotovo udvostručiti raspoloživost stroja. Voditelj proizvodnje je oduševljen: »Tako možemo od uskog grla u proizvodnji doći do optimalno zauzetog stroja.«
U tom slučaju navedene vrijednosti opravdavaju stezanje na referentnu točku. Hartmann navodi druge argumente: »Jedinstveno sučelje omogućuje primjenu nepromijenjenih naprava na svim strojevima. To smanjuje troškove stezanja obradaka i skladištenja. Dodatno, s jednostavnom primjenom i visokoponovljivom točnošću, koja iznosi 5 μm, poboljšana je pouzdanost procesa i kvaliteta proizvoda.«
Kako pri Stark proizvodima četvrtina prodaje otpada na modularno ugrađene standardne elemente, većina narudžbi odnosi se na pripremljena rješenja za klijente, koja su izgra đena od osnovnih komponenata. U kontekstu filozofije kvali tete, primjenjuju se isključivo visokolegirani čelici austrijskog dobavljača- Stoga su sve važne komponente proizvedene u Götzisu, gdje se nalazi odjel za konstrukciju i razvoj. Sve važne komponente se 100-postotno provjeravaju i dokumentiraju u klimatiziranim prostorijama.
Is početnog preglednog asortimana, u zadnja dva desetlje ća razvili su široku paletu proizvoda za najrazličitija područja primjene te različite tipove strojeva i naprava. »Naši sustavi se nalaze svugdje, gdje je potrebno istodobno stezanje i pozicio
› Ugrađeni u stup za stezanje –brzostezni segmenti Speedy classic 2

niranje. Prije svega na glodalicama i centrima za bušenje te općenito pri 3-, 4- i 5-osnim obradama,« pojašnjava Hartmann. Iako stezne komponente mnogi dobavljači strojeva nude kao opciju, najčešće se nabavljaju naknadno.
U obzir dolaze prije svega na strojevima, na kojima se izmjenju ju naprave za pojedinačne dijelove, stezni stupovi ili palete za obratke, ili se moraju mijenjati pojedinačni dijelovi stroja, primjerice pri nosačima alata za tokarilice. »Sljedeći primjeri su sustavi stezanja na referentnu točku na strojevima za pro vlačenje za izmjenu naprava i igala za provlačenje, a također za pozicioniranje i stezanje naprava za zavarivanje,« dodaje voditelj proizvodnje. Korisnici dolaze s brojnim područjima stezanja i obrade polimera. Uz automobilsku i zrakoplovnu industriju, alatničari i ugovorni dobavljači, među najvažnijim su naručiteljima.
Trajno rastuće područje je automatizacije, stoga su sustavi stezanja na referentnu točku također dio prvih potpuno au tomatiziranih rješenja, koje je razvio Römheld. Modularni su stavi za pojedinačnu proizvodnju sve do serijske proizvodnje, bili su po prvi puta predstavljeni na sajmu EMO 2011. S njima se mogu obrađivati proizvodi različitih dimenzija i masa, i to čak 6-strano.
U automatizaciji su za uporabu primjereni sustavi Speedy hydratec, koji stežu i otpuštaju s pomoću hidraulike. Vrlo su brzi i prije svega kompaktni, što omogućuje manje ugradbene mjere. Kako su robusni, Stark jamči dug životni vijek, a inter vali održavanja mogu se protezati i na više od pola milijuna stezanja.
› Prilagodljiv, primjenjiv za po jedinačne, velike i male proizvode

› Predstavljeno na sajmu Metav
2012: Svestrano primjenjiv sustav stezanja na referentnu točku Speedy easy click, koji mehanički steže s jednim klikom i treba zrak ili elektriku samo za otpuštanje
Najviše prodanim steznih sustava na referentnu točku su pri Starku iz serije Speedy classic 2, gdje je stezanje mehaničko, a otpuštanje hidraulično. Obzirom na način ugradnje, sile ste zanja i točnosti, taj je sustav svestrano primjenjiv te oblikovan za dizala i stroj ne stolove od 400 do 1000 mm. Područ je primjene je prije svega tamo, gdje su željena pouzdanost i prednaprezanje s izbacivalima, te se dnevno zamjenjuje manji broj naprava. Prema želji su dobavljivi s integriranim uljnim, zračnim i vodenim sklopkama, koje pri stezanju automatski pozicioniraju i izjednačavaju. Tako se naprave na paletama op skrbljuju energijom. Upravo na taj način je moguća integrirana kontrola stezanja, koje voditelj proizvodnje Hartmann prepo ručuje pri strojevima s velikim frekvencijama vrtnje. Naprave za ispuhavanje iz sustava odstranjuju nečistoće i odvojene če stice, te s time jamče pouzdanost i točnost.
Treće mjesto prema prodaji zauzimaju mehanički stezni i pneumatski otpuštajući sustavi Speedy airtec. Kompaktne je dinice s visokom silom držanja djeluju potpuno bez ulja i pri mjenjive su svugdje, gdje se radi samo sa zrakom te gdje nema potrebe za velikim brojem ciklusa stezanja. U tu kategoriju uz korisnike iz medicinske tehnike, zrakoplovne i prehram bene industrije, ubrajaju se prije svega pogoni, koji obrađuju materijale, koji ne smiju doći u dodir s uljem. Speedy airtec je posebice brz (vrijeme stezanjaotpuštanja 200 ms), istodobno robustan i zahtijeva održavanje tek nakon više od pola-milijunskog broja ciklusa.
Potpuno mehanički djeluje sustav Speedy metec, koji se primjenjuje tamo, gdje imamo manje steznih mjesta te je stezanje rjeđe. Robustan, univerzalno primjenjiv i racionalan sustav stezanja na referentnu točku, dobavljiv je u ra
› Brzostezni sustav Speedy airtec 1, ugrađen u robotsku ruku za izmjenu obra daka





zličitim veličinama sa silom stezanja od 12 do 50 kN, jednostavan za primjenu i s različitim svornjacima po sebice prilagodljiv.
Ponudu zaokružuje su stav stezanja na referentnu točku, hidraulički dvostru ko djelujući System 3000, koji je bio razvijen posebice za stezanje paleta te je pre ma Hartmannovim riječima na tržištu bez konkurencije. Površine obiju spojenih strana steznog sustava, pot puno su pločaste tako da se paleta preko integriranih kugličnih ili valjnih ležaja transportira na stroj, pozicionira i zatim pouzdano stegne. Potražnja za steznim sustavima s referentnom točkom je sve veća
Dok je u devedesetim godinama Stark trebao uvoditi novu tehnologiju brojnim novim klijentima, posljednjih godina su se na tržištu pojavili brojni konkurenti. »Tržište se vrlo poveća lo,« izvješćuje stručnjak, koji očekuje daljnji porast potražnje. Razvoj u sljedećoj godini će prema njegovom mišljenju ozna čiti dvije smjernice: povećanje automatizacije na strojevima sa standardiziranim sučeljima i jednostavno posluživi sustavi za male serije, koji su jednostavni i za montažu. Za potražnju na tom području je Römheld na sajmu Metav predstavio seriju Speedy easy click, široko primjenjivi sustav stezanja na refe rentnu točku, koji steže mehanički jednim klikom, a otpušta s pomoću zraka ili elektrike.
Stark Spannsysteme je pionir sustava stezanja na referentnu točku. Godine 1977. osnovana tvrtka, koja od novog stoljeća pripada tvrtki Römheld, je jedina na tržištu, koja je već deset ljećima specijalizirana za tu tehnologiju. Stark je do sada po čitavom svijetu prodao već sto tisuća sustava stezanja na refe rentnu točku i ima u više od 50 zemalja zajednička predstav ništva i servisne pogone. Ugledni dobavljač steznih sustava iz Laubacha je jedan od vodećih eksperata na svijetu za industrij sku obradu, montažu, stezanje i pogonsku tehniku. U skupini tvrtki se uz Starka i Römhelda još nalazi i Hilma-Römheld iz Hilchenbacha. Prošle godine je ukupno probližno 450 zapo slenika ostvarilo ukupni prihod od okruglih 86 milijuna eura.
GOM ATOS optički 3D-sustav mjerenja površine je po prvi puta udru žen s koordinatnom mjernom glavom s okidanjem na dodir.
Mnogo kompleksnih mjerenja zahtijeva kombinaciju optičkog i kontaktnog 3D-mjerenja. Nova mjerna glava s okidanjem na do dir na raspolaganju je kao dodatak za digitalizator ATOS 3D. Fleksibilni izbor između optičkog i kontaktnog 3D mjerenja Optičko mjerenje površina i mjerenje s mjernom glavom s okidanjem na dodir su ugrađeni u jedinstven sustav, kojeg analizira jedinstvena programska oprema. Stoga je izbor iz među optičkog i kontaktnog mjerenja te odgovarajuće analize jednostavan i brz.
Digitalizator ATOS 3D generira 3D poligonalnu mrežu po vršine predmeta. Pored toga se u istom programskom prozoru prikazuju i 3D koordinate, koje je izmjerila mjerna glava. Na taj način je omogućeno i kontroliranje područja, koja su optički sakrivena. Za izradu analize su u kontrolnoj programskoj opre mi na raspolaganju sve uvriježene metode (usporedba s CAD, CMM točke, itd.). Radi neprekidnog snimanja, mjerna glava omogućuje i istodobno prilagođavanje i umjeravanje upinjala.


Dinamička referenca za jednostavno postavljanje mjernog objekta
Umjerenu grupu točkastih oznaka mjerne glave nepresta no snima optička stereo kamera digitalizatora ATOS 3D. Ta dinamička referenca omogućuje jednostavno pomicanje i po stavljanje senzora te predmeta, tako da stezanje nije potrebno. Mjerni objekt možemo jednostavno izmjeriti sa svih strana i to bez potrebe za ponovnim stezanjem.
Optičko snimanje jamči visoku stabilnosti i jednostavno gi banje, jer korisnika pri mjerenju s laganom mjernom glavom s okidanjem na dodir (približno 100 g) ne ometaju unutrašnja elektronika i kabeli. Na raspolaganju je pet različitih veličina modularnih mjernih glava s okidanjem na dodir, koje su nami jenjene za mjerenje predmeta različite veličine te ih je moguće prilagoditi različitim načinima uporabe. Pored toga korisnik može definirati vlastite mjerne glave s okidanjem na dodir za posebne mjerne zadatke.
www.topomatika.hr









Sumitomo je predstavio novu kvalitetu za fino tokarenje čelika velikim brzinama - AC805P. Deblji nanos alumin prevlake osigurava kod suhe obrade sa reznim brzinama iznad 300 m/min izvrsnu otpornost na trošenje.



I u tvrtki Dayton Progress Corporation iz Daytona (vodeća tvrtka na području osiguranja rješenja pri izradi alata za preoblikovanje) neprekidno već 63 godine tra žimo nove putove za opskrbu i potporu našim kupcima.





A to nije jedina stvar radi koje smo posebni. Danas nudi mo više standardnih proizvoda nego li itko drugi na našem području. Više ideja i iskustava na području proizvoda po
Manje stvaranje topline na reznoj oštrici produljuje vijek alata, a radi manjih toplinskih rastezanja, poboljšava dimen zijsku stabilnost predmeta obrade. U ponudi su lomači NSE, NGE i NME primjereni dubini rezanja i posmaku.
www.bts-company.com







www.bts-kothennya.hr
želji naručitelja. Više besplatne tehničke podrške. Više na glaska na servisiranju pri naručitelju.
Zašto smo posebni? Vi odlučite. Ne manje važna je i ra zlika između nas i naše konkurencije u našoj sposobnosti opskrbe naručitelja s najboljim proizvodima, iznimna pouz danost dostave i više aplikativnih rješenja nego li bilo gdje drugdje.
Izrađujemo alate za preoblikovanje limova, hladno de formiranje (nakrčevanje), lijevanje, preradu polimera, pre šanje, rotacijsko kalupljenje i kovanje (žig i potisno preobli kovanje). Za više informacija stupite u vezu s Daytonovim dobavljačem.
› www.daytonprogress.com




Urednik za nemetale: Doc. dr. sc. Damir Godec
Urednik za tehnologije: Prof. dr. sc. Zlatan Car
Urednik za metale: Tomislav Staroveški
Stručno vijeće časopisa: Izv. prof. dr. sc. Zlatan Car, Prof. dr. sc. Goran Cukor, Prof. dr. sc. Igor Duplančić, Vladimir Ferdelji, Ruđer Friganović, Mr. sc. Željko Goja, Prof. dr. sc. Bojan Jerbić, Doc. dr. sc. Lado Kranjčević, Prof. dr. sc. Dubravko Majetić, Vladimir Orešković, Ljiljana Pedišić, Mr. sc. Gordana Pehnec Pavlović, Mr. sc. Saša Sladić, Doc. dr. sc. Antun Stoić, Prof. dr. sc. Faruk Unkić, Doc. dr. sc. Saša Vlahinić, Damir Vranić, Izv. prof. dr. sc. Roberto Žigulić
Novinarski prilozi: Matilda Bačelić, Liderpress, Igor Škevin
Prijevod: Matea Hotujac (SLO), Mr.sc. Marina Manucci (ENG), Andrea Gostl (ENG), Mr.sc. Snježana Kereković (NJE)
Lektura: Ela Orešković-Požek (HR)
Idejno rješenje: PROFIDTP, d. o. o., Škofljica, Slovenija
Računalni prijelom časopisa: Darko Švetak s. p., Jan Lovše
Oblikovanje naslovnice i oglasa: Darko Švetak s. p., Boštjan Čadej
Nakladnik: PROFIDTP d.o.o., Gospočak 58, 10000 Zagreb, Hrvatska
Adresa uredništva: PROFIDTP d.o.o., Časopis IRT3000, Gospočak 58, 10000 Zagreb, Hrvatska / Tel: +385 (0)51 615 335; +385 (0)98 409 690 / E-pošta: info@irt3000.hr
Tisak: DENONA d.o.o., Zagreb
Cijena: 38 kn/5 €
IRT3000 - inovacijerazvojtehnologije
ISSN: 1846-5951
Copyright© IRT3000
Autorska prava za časopis IRT3000 vlasništvo su nakladnika, tvrtke PROFIDTP d.o.o. Dopušta se prijenos i umnožavanje sadržaja časopisa samo u informativne svrhe i isključivo uz izdavanje pisanog dopuštenja nakladnika.
67 3WAY- Tomaž Vujasinovič s.p.
1, 43 ABB, d. o. o.
Alfleth Engineering, d.o.o.
ARBURG GmbH + Co KG
Beogradski sajam
1, 3 BTS Company, d. o. o.
BTS KOTHENNYA, d. o. o.
CAJHEN, d. o. o.
Camincam, d. o. o.
Celjski sejem, d. d.
COPADATA
FANUC FA Hungary LTD.
HAAS Automation, Inc.
HALDER, d. o. o.
HASCO AUSTRIA Ges.m.b.H
HSTEC, d. o. o.
Ib-procadd, d. o. o.
95 ICM, d. o. o.
13, 25 Industrijski forum IRT
1, 45 INDUSTROPLAN d. o. o.
IRT3000 časopis

71, 73 ITCR, d. o. o.
KAČ TRADE, d.o.o.
1, 59 KMS, d. o. o.
1, 21 LOTRIČ, d. o. o.
MAPRO, d. o. o.
MiniTec d.o.o.
NOMIS, d. o. o.
OMIKO d.o.o.
PFEIFER-TTI, d. o. o.
RÜBIG GmbH & Co. KG
1, 85 Rappold Winterhur brusilna tehnika, d. o. o.
1, 99 Sandvik, d. o. o.
SAS-Technik GmbH
SIMING, d. o. o.
TBW, d. o. o.
TEXIMP, d. o. o.
TOPOMATIKA, d.o.o.
37 YASKAWA Slovenija, d.o.o.
2 WALTER Austria GesmbH
Suradnja sa Rusijom strateški je interes hrvatskog gospodarstva
stanje bilateralne robne raz mjene i gospodarske suradnje Hrvatske i Rusije, aktivnosti HGK na jačanju među sobne gospodarske suradnje te ulazak Rusije u WTO i mogući utjecaj na hrvatsko-ruske gospodarske odnose bile su teme četvrte sjednice Poslovnog vijeća za gospodarsku suradnju s Ruskom Federacijom održane 3. listopada u Vijećnici HGK.
• Uručene povelje Hrvatskog društva za kvalitetu za 2012.
• Kinezi zainteresirani za preuzimanje Gredelja
• Industrijska proizvodnja pala manje od očekivanog
• Počela probna proizvodnja u Železari Sisak
I LOGISTIKA
Zelena automatizacija s djelo tvornim lančanim prijenosom
Napredak u zelenoj automatizaciji – struč njaci iz tvrtke Igus su razvili novi ener getski lančani prijenos za brzu i nečujnu opskrbu energijom. Takav lanac odlikuje 75% niže trenje i do 57% niža potrebna pogonska snaga.
• Pneumohidraulika umjesto hidraulike
• Robotizirano posluživanje linije za navarivanje
• Novo računalo za industrijsku upotrebu
• Novi robot u Aston Martinu – povećanje produktivnosti tijekom bojanja
»velikih podataka«
Količina podataka u svijetu se svake godine povećava gotovo za polovicu, odnosno svake dvije godine se udvostruči. Pri tome nastaju tzv. velike količine podataka, kojima je gotovo nemoguće upravljati i obrađivati ih s tradicionalnim programskim alatima, kao što su baze podataka. Kako onda do informacija, znanja iskustava i konkurentnih prednosti, koje daju »veliki podaci«?
• SolidWorks 2013

• Preuzimanje Autodeska i Siemensa
• 3DSync - jednostavno popravljanje učitanih
Dobre prakse MIT Orkester na volju i manjim
poduzećima
Uručene nagrade Privredne komore Srbije za 2012. godinu

Za rezultate u proizvodnju, gospodarstvu i doprinos unaprjeđenju gospodarstva Srbije, na svečanom dijelu zasijedanja Skupštine Privredne komore Srbije, uručena je Nagrada PKS za 2012. godinu i to, 25 plaketa sa diplomom predstavnicima gospodarskih društava, 24 plakete sa diplomom i novčane nagrade pojedincima, a dodijeljene su i nagrade povodom jubileja predstavnicima 20 tvrtki.
• Finale Takmičenja za najbolju inovaciju u RS
• Brefor uvjeren u porast investicija u Srbiji
• Stvara se nova vizija Srbije
• Slobodna zona Pirot certificirala integrirane menadžment sustave


Uporaba plastomera s poseb nim svojstvima
Izbor materijala u industriji rasvjetne opreme je ovisna od više čimbenika, prije svega o temperaturi, kojoj će proizvod biti izložen. S izborom materijala, koji su prozirni za infracrveno svjetlo ili imaju višu toplinsku vodljivost, temperatura na proizvodu se snizuje, što omogućuje primjenu materijala s nižom temperaturnom postojanošću.
• Tehnologija ispitivanja materijala i komponenata pod jednim krovom
• U uporabi već tisućiti robot viper tvrtke ENGEL


• Novi program igličastih ventila HASCO Z107900/...

• Zhafir Plastics Machinery slijedi trend elektrifikacije ubrizgavalica
Strojevi iz snova: obrada metala kod McLarena
Ekipa McLaren Racing i Yamazaki Mazak sklopili su partnerstvo u kojem će McLa ren sam izraditi više komponenti te bolje ovladati konstrukci jom i proizvodnjom zahtjevnih komponenti.

• Postupak LENS
Nova servomehanička preša njemačkog proizvođača
Kada primijeniti logaritamsku deformaciju?
Nova linija proizvoda za magnetsko odvajanje
Interpolacija





















zavojnici
Glodanje zuba na okretnom obruču vjetrenjače











Gdje



možete








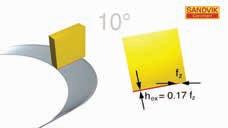




Biste li željeli da snimimo film o posebnoj aplikaciji?

Skenirajte kod i kontaktirajte nas.
ulazni kut kod...






























