7 minute read
Plastični otpresci bez linija hladnih spojeva

Injekcijski prešani proizvodi često imaju estetske greške, uključujući linije hladnih spojeva i usahline. Ovaj članak obrađuje te probleme i istražuje mogućnosti za njihovo uklanjanje izvođenjem konformalnog hlađenja. S integracijom konformalnih kanala i elemenata za prijenos topline uzduž oblika kalupne šupljine i primjenom variotermnog postupka, bili su postignuti stabilni i održivi proizvodni procesi. Ta tehnologija ne omogućuje samo postizanje površina visokog sjaja, već omogućuje i točnu kontrolu nad matiranim ili teksturiranim površinama, čime se uklanja potreba za dodatnim postupcima, kao što je lakiranje, te time smanjuje ugljični otisak injekcijski prešane komponente.
Uvod
Suvremeni plastični proizvodi, proizvedeni injekcijskim prešanjem, imaju kompleksne oblike. Istodobno se od njih očekuje besprijekornost i mogućnost da se proizvode u najrazličitijim bojama.
Stara izreka »Proizvod je fantastičan, no nažalost je od plastike,« više ne stoji, jer se dizajnerske tvrtke i kupci sada zahtijevaju od alatničara kompleksne koncepte proizvoda i kalupa. Međutim, ti zahtjevi predstavljaju fizička ograničenja koja je potrebno pažljivo uzeti u obzir, kako bi se ekonomično osigurala željena kvaliteta proizvoda.
Opis potencijalnih problema na injekcijski prešanim proizvodima
Postupak injekcijskog prešanja plastike uključuje ubrizgavanje plastične taljevine u kalupnu šupljinu, oblikovanje tijekom faze ubrizgavanja, djelovanja naknadnog tlaka i hlađenja, nakon čega slijedi izbacivanje proizvoda. Na te procese utječu različiti termodinamički parametri, kao što su temperature, brzine, tlakovi, viskoznosti, smične brzine i naprezanja.
Samo temeljito razumijevanje omogućuje postizanje visokokvalitetnih konačnih proizvoda. Proizvodi od injekcijski prešane plastike su skloni nastajanju mnogih grešaka, koje izviru iz ubrizgavalice, materijala ili konstrukcije proizvoda/kalupa.
Ovaj članak se usredotočuje na četiri česte greške:
• linije hladnog spoja
• usahline
• nepopunjenost (nepotpuni otpresak)
• mutne mrlje na mjestu uljevka.
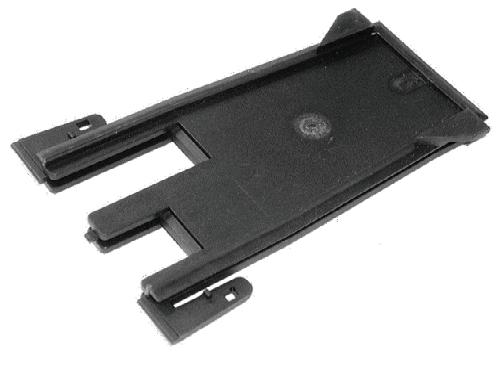
Linije hladnih spojeva
Linije hladnih spojeva nastaju tamo, gdje se fronte taljevine susreću tijekom punjenja kalupne šupljine, što za posljedicu imaju vidljivu liniju zbog reoloških uvjeta. Iako je tu grešku moguće do neke mjere ublažiti tijekom postupka prerade, na njenu pojavu u velikoj mjeri utječu konstrukcija proizvoda i kalupa. (slika 1)
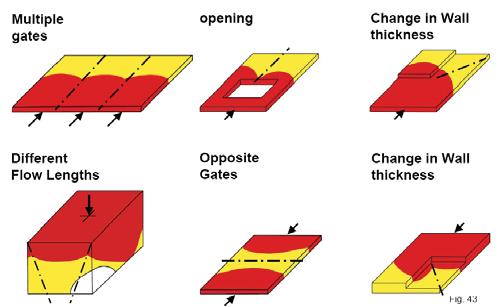
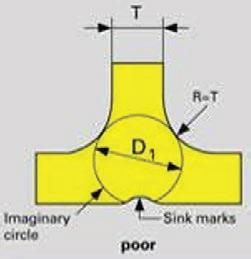
Usahline
Sljedeća greška koju ćemo obraditi su usahline, koje nastaju uslijed neujednačene debljine stijenke otpreska (npr. između rebra i osnovne debljine otpreska). Pravilna konstrukcija tanjih rebara i pažljivo uzimanje u obzir čvrstoće kalupa i izbacivala može pomoći spriječiti taj problem. (slika 2) O uklanjanju navedene greške s različitim konceptima kalupa, temperiranja i tehnologija pisati ćemo u nastavku članka.
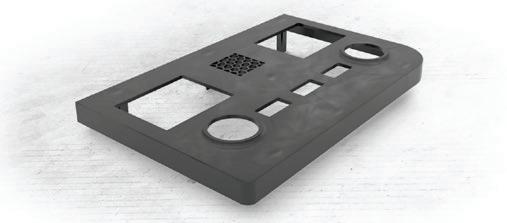
Nepopunjenost
Nepopunjenost kalupne šupljine posljedica je tankih stijenki na određenim zonama, što uzrokuje lokalno očvršćivanje taljevine zbog visoke viskoznosti. Rješavanje tog problema je zahtjevno zbog ovisnosti viskoznosti taljevine o temperaturi stijenke kalupne šupljine.
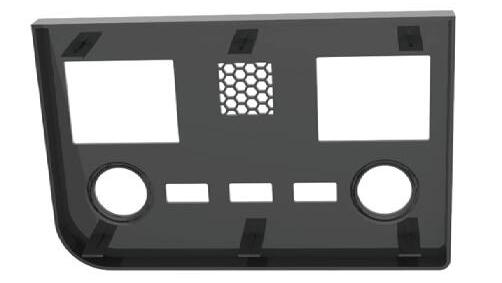
Slika 3 prikazuje otpresak oblika saća s iznimno tankim rebrima, koja su na određenim mjestima nepopunjena.
Mutna mrlja oko uljevka
Ta greška nastaje zbog lokalnog pregrijavanja kalupa tijekom postupka ubrizgavanja, što uzrokuje mutnu mrlju oko mjesta ubrizgavanja. Odgovarajuće strategije hlađenja su ključne za ublažavanje tog problema. (slika 4)

Konstrukcija ispitnog otpreska i ispitnog kalupa
Tvrtka CONTURA® je surađivala s više tvrtki, kako bi razvila proizvod, koji udovoljava estetskim mjerilima zahtjevnih industrija, kao što su automobilska industrija, bijela tehnika i kozmetika. Zajednička nastojanja su uključivala Kind Tec za vođenje projekata i simulaciju, Premec S.p.A. za izradu kalupa, HRS za vruće uljevne sustave i Keune & Lauber za oblikovanje plastičnog otpreska. Zajednički su nastojali ostvariti proizvod koji nema linije hladnih spojeva i druge uobičajene greške, koje nalazimo kod otpresaka načinjenih injekcijskim prešanjem.
Brojne, prethodno navedene greške teško je ukloniti, a često zahtijevaju naknadno lakiranje ili uzrokuju pretjerano duga vremena ciklusa, zbog čega je proizvodnja ekonomski neopravdana.
Kao odgovor na te izazove suradnički tim se primio oblikovanja otpreska, koji odgovara strogim estetskim standardima prethodno navedenih industrija.
Ključna mjerila za taj proizvod su bila:
• Klavirsko crna boja, postignuta s amorfnim plastomerom
• Uklanjanje hladnih spojeva i usahlina
• Uključivanje mikrostrukture na otpresak
• Čista točka ubrizgavanja bez mrlja.
Konačni proizvod - zaslon, razvijen je tako, da štiti korisnikov pogled na unutrašnjost proizvoda, nastao je zajedničkim naporima. Ne udovoljava samo svojoj funkcionalnoj svrsi, već prikazuje i različite estetske elemente, koje obično nalazimo u suvremenim kompleksnim proizvodima. Pored toga otpresak ima točno načinjenu mikrostrukturu, koja dodatno povećava njegovu vizualnu privlačnost.
Tehnološka rješenja s konformalnim hlađenjem
Razvoj ispitnog otpreska je zahtijevao pažljivo promišljanje o konstrukciji kalupa i tehnologiji izrade. S iskorištavanjem svojeg stručnog znanja i iskustva na području tehnologija vakuumskog lemljenja, tvrtka CONTURA® je pristupila oblikovanju kalupa, koji uključuje konformalno hlađenje i strateško pozicioniranje toplinski provodnih elemenata na kritičnim područjima, kao što su točna punjenja i okvir proizvoda. Slika 6 prikazuje nepomičnu stranu kalupa s tri paralelna kruga za temperiranje.

Pri projektiranju i izvedbi kanala za temperiranje, pozicioniranje krugova obzirom na otpresak (kalupnu šupljinu) je najvažnije.
Osiguravanje sukladnosti krugova za temperiranje obliku kalupne šupljine olakšava ujednačeno oblikovanje otpreska i dosljedno odvođenje topline iz kalupa. Pored toga je potrebno posvetiti pozornost optimiranju prijenosa topline s medija za temperiranje na čeličnu površinu. Turbulentni tok u kanalu za temperiranje povećava prijenos topline i tako doseže i do pet puta višu učinkovitost u usporedbi s laminarnim tokom. Oblikovanje kanala za temperiranje s odgovarajućim oblikom osigurava dovoljno veliki Reynoldsov broj, čime se potiče turbulentni tok.
Variotermni postupak injekcijskog prešanja
Pri uobičajenom postupku injekcijskog prešanja se, pored ubrizgavalice obično primjenjuje uređaj za temperiranje ili hladna voda. Takvo rješenje osigurava, da je tijekom faze hlađenja otpresak moguće oblikovati u željeni oblik i dimenzije, a istodobno učinkovito podnositi sile za uklanjanje optreska iz kalupa. Variotermni proces, kao što samo ime govori, uključuje temperaturne promjene u čitavom ciklusu. Prije ubrizgavanja se kalup zagrije te slijedi punjenje kalupne šupljine. Zatim počinje faza hlađenja. Odmah po vađenju proizvoda iz kalupa, kalup se ponovo zagrijava.
Učinkovitost procesa zagrijavanja i hlađenja je ključna za održavanje ekonomske učinkovitosti u proizvodnji plastičnih proizvoda. Postizanje brzih temperaturnih promjena zahtijeva primjenu sustava konformalnog hlađenja i dovoljno učinkovitog uređaja za temperiranje.
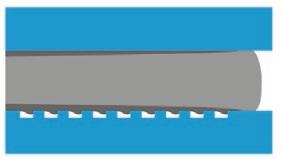
Uspješna implementacija brzih temperaturnih promjena povećava odzivnost sustava, što ukazuje na prednosti variotermnog postupka pred uobičajenim postupcima hlađenja. Slika 7 prikazuje, kako plastična taljevina popunjava kalupnu šupljinu u hladnom kalupu. Donja strana kalupa ima uključenu strukturu, koja zbog visoke viskoznosti sprječava popunjavanje taljevine.
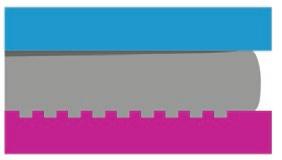
Zagrijana donja strana kalupa omogućuje potpuno popunjavanje i najmanjih detalja s taljevinom, čime se precizno reproducira struktura kalupne šupljine – kao što je prikazano na slici 8.
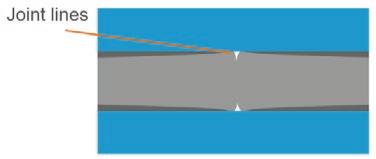
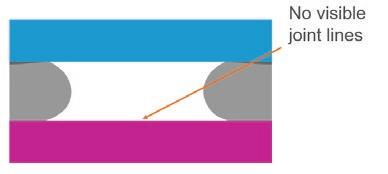
Slike 9 i 10 prikazuju nastajanje linije hladnog spoja na otprescima. Kod primjene hladnijih kalupa se povećava vjerojatnost nastanka tih linija. Ako se pak kalup tijekom faze popunjavanja zagrije nešto ispod temperature taljenja, linija spoja postaje nevidljiva.
Rješavanje hladnih spojeva i drugih problema pri injekcijskom prešanju
Ispitni kalup je sa svojim specifičnim svojstvima omogućio konzistentnu izradu i kvalitetnih i defektnih optresaka na ubrizgavalici, opremljenoj s više uređaja za temperiranje. Ključno je bilo osigurati pravilnu integraciju svoj tih tehnika za učinkovito uklanjanje estetskih grešaka na proizvodima.

Zaključak
Zajednički napori projektnih partnera su pokazali sistematično uklanjanje estetskih grešaka na otprescima s implementacijom dobro razvijenih tehnika i inovativnih koncepata kalupa. Pored toga je ta suradnja istaknula ključnu ulogu oblikovanja proizvoda u fazi stvaranja novih proizvoda.
Znanje, dobiveno s našim iskustvom i ispitnim kalupom, omogućuje nam samouvjereno oblikovanje novih proizvoda i kalupa, sa sve kompleksnijim i zahtjevnijim specifikacijama.
