8 minute read
Polmac


How Extrusion can shape food and feed processing
The concept of extrusion was inspired by the Archimedean screw (or the screw pump), in which turning a screw inside a pipe is used to transfer water from low-lying water bodies into irrigation channels.
Advertisement
The food industry was not the first sector to adopt extrusion technology. In fact, this technology was first introduced in the plastics and rubber polymer industry. In the 1930s, extrusion technology was adopted by the food industry. The extrusion application in foods started in the 1930s with the production of breakfast cereal pellets and dry pasta on single screw extruders (SSE).
Dry pet foods were manufactured with extruders in the 1950s. Incredibly, the versatility of this technology was further enhanced by the introduction of twin-screw extruders (TSE) in the 1970s. TSEs had a more comprehensive range of operation; they handled a broader array of raw material particle sizes and had better conveying characteristics, especially for formulations that were difficult to run on SSEs.
One of the greatest advantage of Extrusion processing technology is that it allows mass production of food and feed via a continuous, efficient system that ensures uniformity of the final product.
Moreover, the extrusion process eliminates some of the naturally occurring toxins and reduces the micro-organisms present in the final product, thereby making them safer for consumption.
According to IMARC Group, the global extruded snack food market reached a value of US$ 45.42 Billion in 2020. The demand for extruded snack foods is expected to increase exponentially in the emerging markets in the years between 20212026, fuelled by urbanization and population growth.
In fact, many breakfast cereals and ready-to-eat snacks, confectionery, pre-made cookie dough as well as animal feed can be produced by Extrusion.
Many extruded products puff and change texture as they are extruded because of the reduction of forces and release of moisture and heat. The extent to which it does so is known as the expansion ratio. Many food extrusion processes involve a high temperature for a short time. Important factors of the extrusion process are the composition of the extrudate, screw length and rotating speed, barrel temperature and moisture, die shape, and rotating speed of the blades. These are controlled based on the desired product to ensure uniformity of the output.
Moisture is the most important of these factors, and affects the mix viscosity, acting to plasticize the extrudate. Increasing moisture will decrease viscosity, torque, and product temperature, and increase bulk density. This will also reduce the pressure at the die. Most extrusion processes for food processing are carried out at low to intermediate moisture (moisture level below 40%). High-moisture extrusion is known as wet extrusion, but it was not used much before the introduction of twin screw extruders (TSE), which have a more efficient conveying capability. The most important rheological factor in the wet extrusion of highstarch extrudate is temperature.
Extrusion is also used to prepare semi-moist and dry expanded pet foods, aquatic food, and foods for laboratory animals. Whereas, cat and dogs foods are directly extruded and dried. Feed for ornamental fish, high-grade complete feeds to maintaining the health, foods for exotic species in aquariums can also be made from extrusion process. This permits better utilization of available cereal grains, vegetable and animal proteins.
Extrusion machines
There are two types of extrusion technologies that are in use today; the single screw and the twin screw machines. The single screw machines are the most popular type of extruders because

they are relatively cheap, simple and easily provide a continuous output.
Single screw extrusion uses one screw within a cylindrical barrel to continuously push plastic through a constant profile die. Production rate is typically measured in mass per hour (lb/hour or kg/hour) and is controlled by the screw speed of the machine.
In single screw extrusion, the shear rate is quite high. For example, the shear rate in the metering section of the screw can be well above 100 1/ sec. The high shear region such as the melting film between the unmelted pellet and barrel, the clearance of the barrier flight as well as the Maddock mixing section, can have a shear rate well over 1000 1/sec. In order to create a design with greater operating flexibility and with greater operational control, twins crew machines were developed. Twin-screw extruders can be co-rotating, counter-rotating, intermeshing or non-intermeshing in terms of basic designs. Co-rotating, intermeshing screw designs have dominated that scene as far as these extruders are concerned. This is because of relative ease of design and manufacture compared to counter-rotating designs.
The screw design of twin-screw extruders can dramatically affect operating efficiency and machine capability. Screw components in the feed section of the barrel can be single, double or even triple flight arrangements. With more flights intertwined on the shaft, the conveying capacity of the screw is reduced but the residence time distribution (RTD) is lower. This promotes a firstin, first-out movement of the extrudate.
Single and Twin-Screw Compared
Twin-screw extruders allow the development and production of a greater array of products but at a significant cost. The complexity of their screw design makes it expensive compared to the single screw design. A very unique characteristic of a twin-screw machine is the ability to configure a single machine to perform two distinct tasks or functions at the same time.
Additionally, twin screw extruder has remarkable mixing capability, because of the intermeshing screws and the broad diversity of specialized screw designs that allow the extent of mixing to be precisely adjusted leading to control the degree of mixing. On the other hand, mixing capability of single screw extruders is very limited having flow restrictions to enhance mixing through special screw designs.
Boosting broiler productivity with ExPress® soy meal
With all of the gains in broiler productivity and efficiency over the years, you’d be excused if you believe that most or all of the progress in this industry has been achieved.
With tens of billions of chickens right now on
Earth, it would seem that our work is done.
What more can we do?
The goal of any nutrition program is to supply more nutrients, in the right proportions, to enhance performance while controlling feed costs. There are two main ways to do this – increase nutrient digestibility (i.e., the amount of a nutrient that is absorbed from the intestine and is then available for growth) and increase feed intake (i.e., supply more total nutrients, some of which are digestible, and some are not). Well, what if you could use better, higher-quality ingredients and get both?

A recent study at Iowa Study University has shown the way for how to further advance broiler nutrition and improve performance.
High-shear dry extrusion of ingredients, in particular soybeans, followed by oil pressing to reduce the residual oil content to 6-8%, has been used for decades to make a higher-quality version of soybean meal (ExPress® soy meal).
More recently, highshear dry extrusion of corn has been used. These two ingredients were used in combination to replace the commodified versions in a broiler performance experiment. The results were quite remarkable.

Feed intake was increased dramatically (12.4%), while body weight gain increased even more (12.9%) – indicating a numerical improvement in feed conversion ratio. This makes sense because, in addition to increased intake, it’s been known for decades that ExPress® soy meal exhibits greater amino acid digestibility and metabolizable energy compared to both commodity, solvent-extracted soybean, and other types of mechanically processed soy meals.
Given that a certain target weight is required to go to market, using high-shear dry extruded ingredients in place of commodity corn and soy resulted in four fewer days to achieve this goal. Over the course of a year, a production unit would be able to achieve one additional flock.
There are additional performance gains to be had in broilers with the use of better ingredients – ExPress® soy meal and high-shear dry extruded corn. The enormous gains in broiler productivity up to this point have been achieved, in part, to advances in genetic selection. The results of the Iowa State study indicate that broiler nutrition has not kept up with advances in broiler genetic improvements. This means there is still room to improve with better-quality ingredients.
So how does it all work?
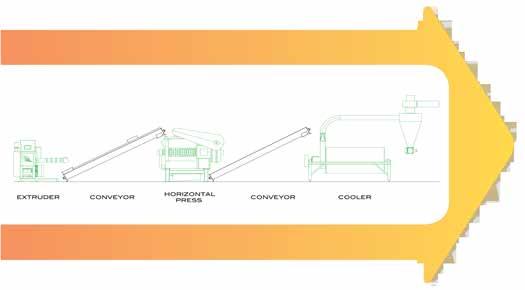
The equipment has to work in tandem to create high-quality ExPress® soymeal. With all of the moving parts involved in the ExPress® process, it can get a bit complex.
IT ALL STARTS WITH SHEAR
As ingredients go through the extruder barrel, screws and steamlocks, they are exposed to very high shear rates which create very high temperatures in a short cook time (20 seconds) deactivating anti-nutritional factors such as trypsin inhibitors.
HOW A CLEANER WORKS
Unlike a destoner, a cleaner sorts material based on particle size instead of bulk density.
HOW A DESTONER WORKS
Destoners have a large table that vibrates at various frequencies that can be tilted up or down, filtering out stones and other dense objects.
HOW THE EXTRUDER WORKS
The extruder is a positive displacement machine designed to apply shear forces to raw ingredients in order to process them into finished goods.
HOW AN OIL PRESS WORKS
Mechanical oil pressing is a cost efficient, versatile and chemical-free method that allows one to process oil seeds easily.
HOW A DECANTER WORKS
Crude oil enters into the front of the decanter into the scroll conveyor and solids are pushed by the conveyor to the outlet.