FEATURES OF BEAST® RECYCLERS: PATENTED CUTTERMILL SYSTEM AVAILABLE AS TRACK OR TOWABLE UNIT KNIFE SET-UP FOR CHIP PRODUCTION ALSO AVAILABLE WITH ELECTRIC MOTOR THROWER ATTACHMENT FOR END-LOADING
Experience for yourself the economic benefits that the Beast® can bring. No other grinder offers the versatility and range of end products like the Beast! The uniformity of the product is a result of the Beast’s unique patented cuttermill system, which allows you to cut, split, grind or chip material in a single pass. A more uniform product means lower fuel production costs! Drive one of our track Beasts to the material, and drive down your biomass fuel costs. With four models to choose from and engine options up to 1,200-horsepower, you can’t go wrong.
When it comes to the grind, don’t get left behind. Find out why Bandit horizontal grinders outperform the competition everytime.
CANADIAN BIOMASS
Facing the Future
How a new player in the bioenergy market, Trebio, went from sawmilling to wood pellets.
16 DEMO and Conference Boast Biomass
At DEMO 2012, biomass and biomass equipment will take centre stage.
18 Microchipping Woody Biomass
Microchipping is just catching on in North America, but why should you consider switching?
21 2012 Chipper & Grinder Guide
Our annual guide to portable/mobile chippers and grinders returns to showcase what you need to know this year.
27 Responding Safely to Silo Fires
With wooden biofuels a large fire risk, an expert gives his recommendations and advice on how to prevent potential silo fires.
31 Rock Removal from Woody Biomass
Sand, rock and grit can cause huge damage to machinery when processed with biomass, but how can they be removed?
36
COFI looks at Biomass Potential
At the 2011 COFI convention, wood pellets and biomass were a hot topic.
Trebio looked to pellet mills and suppliers in France for part of its design inspiration, including such safety touches as leaving production in the pellet mill outside to mitigate explosion risks. Photo: Scott Jamieson/Canadian Biomass Story on page 10
AShotgun Solutions
Greenpeace report reflects an allor-nothing world we don’t live in, where we can idly sit, waiting for a renewable energy silver bullet.
ny decent PR hack knows that if you want to lead people to a specific conclusion, you must phrase your question accordingly. Hence the widespread Greenpeace “Biomess” report on the dangers of pursuing bioenergy in Canada.
Would you rather mow down Canada’s forests to solve our near universal addiction to fossil fuels, or live in a world where the sun always shines, a warm wind always blows and otherwise imperfect people change their power consumption habits overnight without far-reaching consequences?
Only an idiot would choose the former. Yet, only an idiot or charlatan would ask the question in the first place.
Try this question instead: Given our unhealthy energy diet, the limitations of all current fossil fuel alternatives and a complex world full of predictably stubborn consumers, how do we move to a more sustainable energy future?
For starters, we need to thrive in complexity. The current and relatively blackand-white energy mix (fossil and hydro) will be replaced by a complicated kaleidoscope of fossil and hydro, but also geothermal, wind, solar, tidal, conservation, and yes, biomass.
In brief, forget the silver bullet; look for buckshot. And as a starting point, I’d also add don’t look for perfection, but for a series of steps from different arenas instead. And once combined, these steps will help take us to a better energy mix.
Despite one of Greenpeace’s wildest claims – that tapping into bioenergy means suddenly doubling harvest levels and stripping Canada of its forests without public debate – biomass should be a significant part of that mix. In reality, the move to biomass has been painfully slow, and still moves at a crawl. There is more action now than at any time in the past, but projects are still generally small and slow to launch. Shrill as Greenpeace’s cries are, the only power-generation conversion of any scale was to be OPG in Ontario. And this utility is converting but one plant.
Yet given the capital and markets, could we double our harvest? According to the 2010 State of Canada’s Forest report, Canada’s sustainable level of harvest is almost twice what it is currently. In other words, our current reduced harvest levels allow for considerable growth, all using public policy and sustainability guidelines that have long been in place.
Since my glasses are not as rosy as Greenpeace’s, I don’t believe that will happen. Reality is harsh, and much of that fibre is uneconomical even as sawn timber. Given the economics of bioenergy, very little of it will ever be used just to make power. If we’re innovative, we’ll make a little buckshot, but no silver bullet and no mess. •
Scott Jamieson, Editorial Director sjamieson@annexweb.comTwitter @canadianbiomass
Tim Shaddick - tootall1@shaw.ca Ph: (604) 264-1158 Fax: (604) 264-1367
Production Artist - Kate Patchell
Canadian Biomass is published six times a year: February, April, June, August, October, and December.
Published and printed by Annex Publishing & Printing Inc.
Printed in Canada ISSN 0318-4277
Circulation
Carol Nixon e-mail: cnixon@annexweb.com P.O. Box 51058
Pincourt, QC J7V 9T3
Subscription Rates:
(Canadian prices do not include applicable taxes)
USA – 1 Yr $60 US; Foreign – 1 Yr $77 US
Occasionally, Canadian Biomass magazine will mail information on behalf of industryrelated groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above..
All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of the publication.
BioMASS update
BC pellet mill moves to CHpp
Toronto, ON – Nechako Green Energy and Pratt & Whitney Power Systems announced plans at the CANBIO annual general meeting in mid-October to add a heat recovery power plant to its Premium Pellet operation in Vanderhoof, British Columbia. Pratt & Whitney Power Systems has been awarded a contract to deliver a 2 MW biomass heat recovery power plant for Nechako Green Energy Ltd. The plant will provide clean, carbon-neutral power, and marks the first ever Organic Rankine Cycle (ORC) installation in a forest products facility built by Turboden in North America. Turboden is a Pratt & Whitney Power Systems company.
“This biomass-based ORC unit is the first project of its kind in a Canadian mill, with significant potential for replication across the sector,” said Alan Fitzpatrick, president of Nechako Green Energy Ltd. “There is a tremendous opportunity to unleash clean energy generation from biomass resources using this technology. This ORC unit will allows us to become much more energy and cost efficient.”
The Turboden ORC unit includes a special evaporator/preheater and turbine
and will operate at 280 degrees Celsius, providing the pellet plant with 2 MW of renewable electrical power at max load. The plant produces 140,000 tonnes of high-quality, premium-grade wood pellets annually, and the ORC unit uses thermal oil from an existing biomass system to burn the mill’s residual hog fuel and waste bark, which would otherwise be sent to a landfill.
GreenHouse adds Green Heat
A Montreal greenhouse has installed a high-tech biomass heating system to cut costs and greenhouse emissions. Located just south of Montreal, the Les Serres Lefort Inc. specialty greenhouse unveiled its new heating system, designed and managed by Jean Gobeil & Associés, at an open house on November 18.
The renewable energy system includes two high-performance 6 MW boilers from Compte-Fournier linked to an open-buffer tank of 1.3 M litres and a hot water distribution system (provided by Starbrite Manufacturing) to heat the over 6.5 ha of greenhouses. This will also mark the North American premiere for the installation of a Compte-Fournier system.
Les Serres Lefort’s biomass system is Compte-Fournier’s first North American installation.
Look to the next issue of Canadian Biomass for a feature on this new biomass heating system and its operation.
n Dolbeau, QC
Renewable energy producer Boralex Inc. is closing the door on its troubled Dolbeau wood-residue plant by permanently shutting the idle facility and taking a financial write-off. The 28-megawatt co-gen plant, which has operated sporadically since 2009, has been indefinitely closed since April, affecting 30 to 40 workers. The closing of AbitibiBowater’s adjoining mill disrupted the supply of wood and sale of steam, forcing the company to look for alternatives.
n abbotsforD, bC
Biomass Secure Power Inc. says its first pellet plant will be constructed in Cowichan Lake, British Columbia, and will quickly move to torrefied pellet production using proprietary technology. The plant will be built on a 30-acre site and will initially have one production line producing up to 250,000 tonnes of pellets per year.
n Glenevis, ab Calgary based FireBox Energy Systems Ltd. will build a demonstration biomass facility on Alexis Nakota Sioux Nation Reserve #133. The John plant will cost an estimated $60 million and will generate approximately 30 MW of clean, renewable, electrical energy. Construction on the demonstration phase is expected to start early in 2012 and to take approximately 13 months to complete. Once the project has been successfully commissioned, FireBox and partners will develop a 270 MW biomass facility on the same designated land.
n Montreal, QC
Boralex Inc. is selling its US-based biomass electric plants – including four in Maine – for $93 million to ReEnergy of Albany, New York. The Maine plants, which convert scrap wood to power, are in Ashland, Fort Fairfield, Livermore Falls and Stratton. The deal includes a facility in Chateauguay, New York.
Premium Pellet’s Turboden ORC unit will generate 2 MW of carbon-neutral power.
Want to Go on a Date?
BRelationships between the forestry industry and other sectors blossom thanks to new matchmaking service.
By Paul Lansbergen
iomass magazines do not often carry a column promoting a dating service, but this type of romance is not simply roses and champagne. The Forest Products Association of Canada (FPAC) has launched a type of matchmaking service that reaches out to various sectors interested in exploring business development opportunities using wood-based bioproducts.
The idea of the Bio-pathways Partnership Network had its genesis in the Future Bio-pathways report. The report found that by integrating bioenergy, biochemicals and biomaterials within the traditional forest products sector, industry mills could
With countless innovations coming down the pipe, there are seemingly endless investment and partnering opportunities available.
enhance the industry’s product mix, add value and maximize the “triple bottom line” – clean energy, high employment and economic recovery.
The potential is enormous. The study opened our eyes to new possibilities and new opportunities for producing unconventional products, and identified a global market for bioproducts that could reach $200 billion by 2015.
However, taking advantage of that vast market doesn’t just require forward thinking – it requires deep pockets and strategic investments. The federal government has recognized the potential by announcing smart programs such as the $1-billion Pulp and Paper Green Transformation Program (PPGTP) and the Investment in Forest Industry Transformation program (IFIT).
But a helping hand is not enough. Industry is also rising to the challenge, but finding it’s not easy to go it alone, which is where the Bio-pathways Partnership Network comes in. Companies in the forest, energy, chemicals, rubber, auto, aerospace, technology and investment capital sectors have joined to foster business-to-business relationships. Other stakeholders including government, research organizations and other networking groups also play a role. Activities could include arranging expert speakers at workshops, hosting webinars, compiling research or visiting research facilities. But above all, the Network participants are meeting face to face, exploring the possibilities, exchanging ideas, and ultimately preparing the groundwork to utilize these new economic opportunities.
Why not part-
ner the auto parts or aerospace industry with forest companies to produce lightweight plastics for airplanes or cars that reduce weight and therefore decrease fossil fuel consumption? What other possibilities are there to turn today’s pulp mills into the biorefineries of the future?
Are chemical companies willing to partner on the production of new bioactive papers that could change colour when they come into contact with bacteria or help to enhance food freshness?
How can Canada capitalize on its leading role in producing nano-crystalline cellulose from trees that could be used in everything from bulletproof vests to replacement bones for humans?
What about teaming with textile producers using dissolving pulp? Or nutrition com-
panies interested in “green” food additives?
Many of the possibilities are being commercialized today. With countless innovations coming down the pipe, there are seemingly endless investment and partnering opportunities available. These are all products of the highest environmental quality coming from a renewable resource harvested by leading and progressive forestry practices, which makes these products more attractive in an increasingly discerning international marketplace.
The Network was established only in March of this year, and has already grown significantly, with about 200 organizations now engaged. The list includes: Daishowa, Dow and Dupont; Lockheed Martin, Lignol and Lanxess; Shell, Suncor and SunOpta; and Tembec, Tolko and Turboden. The list goes on and the numbers continue to grow. FPAC has even been active internationally, courting partnerships in the United States, Europe and Asia.
We are on the cusp of an exciting new future for a sector that has existed since long before Confederation. The forest industry has a fresh face that is “green,” innovative and looking for partners. Thanks to the Bio-pathways Partnerships dating service, we now have many companies who are checking each other out to see if they’re compatible and ready to connect on a more serious level. If you want to be set up with others interested in forestderived bioproducts – the Bio-pathways Parthership Network is the dating service for you! •
Paul Lansbergen is the association secretary for FPAC and the lead director for Regulatory Affairs. He leads the Bio-pathways Partnership Network and in his spare time is learning to manage his woodlot. More on the Biopathways network can be found online and in LinkedIn. Visit FPAC’s website at www.fpac.ca.
FACING the FUTURE
Trebio’s roots are in Canada’s traditional forest products sector, but thanks to a new 130,000-ton pellet mill, its future is all energy.
By Scott Jamieson
Trebio’s
management team and much of its start-up staff can trace their roots to Quebec’s sawmilling sector. The plant itself is housed in what’s left of an old pulp and paper operation on the QuebecOntario border. The CN Rail line that will move its bulk pellets to market was originally built to move forest products, not as an energy pipeline to the United States or Europe.
Yet move energy it will, as the company’s flagship pellet mill started bagging whitewood pellets in June, and was ramping up production when Canadian Biomass was on site in late September.
Trebio ( www.trebio.ca) is a new player in the bioenergy market, and as CEO and shareholder Louis Campeau explains it, came about in part by chance. Campeau has a long history in Canada’s sawmilling sector, having worked for Davidson Industries in the region for much of his career. The company was a major player in the white pine market, with mills in Canada, the United States, and Brazil. Tembec bought it in the early ’90s, but its Canadian mills have been shuttered for years now. A few years ago, while looking for his next adventure, Campeau had a visitor from the U.K.
“Peter Bonsall came to Canada looking for wood pellets. He stayed at my place for the weekend. I didn’t know anything about pellets, but we got to talking, and by the end of the weekend I said, ‘I can do that; I can get the fibre, let’s do this.’”
FiBre First
From that initial idea, the pair moved into action. The first step was to secure fibre for a greenfield pellet operation. By that time, Quebec’s traditional forest industry was under considerable stress, and close to 50% of the sector’s lumber production and a good part of its pulp and paper sector were shuttered. They secured a CAAF (Quebec annual allowable cut) of 169,000 m3 and started building relationships with area contractors and sawmills to ensure they would have easy access to the 260,000 m3 they would need to reach full capacity.
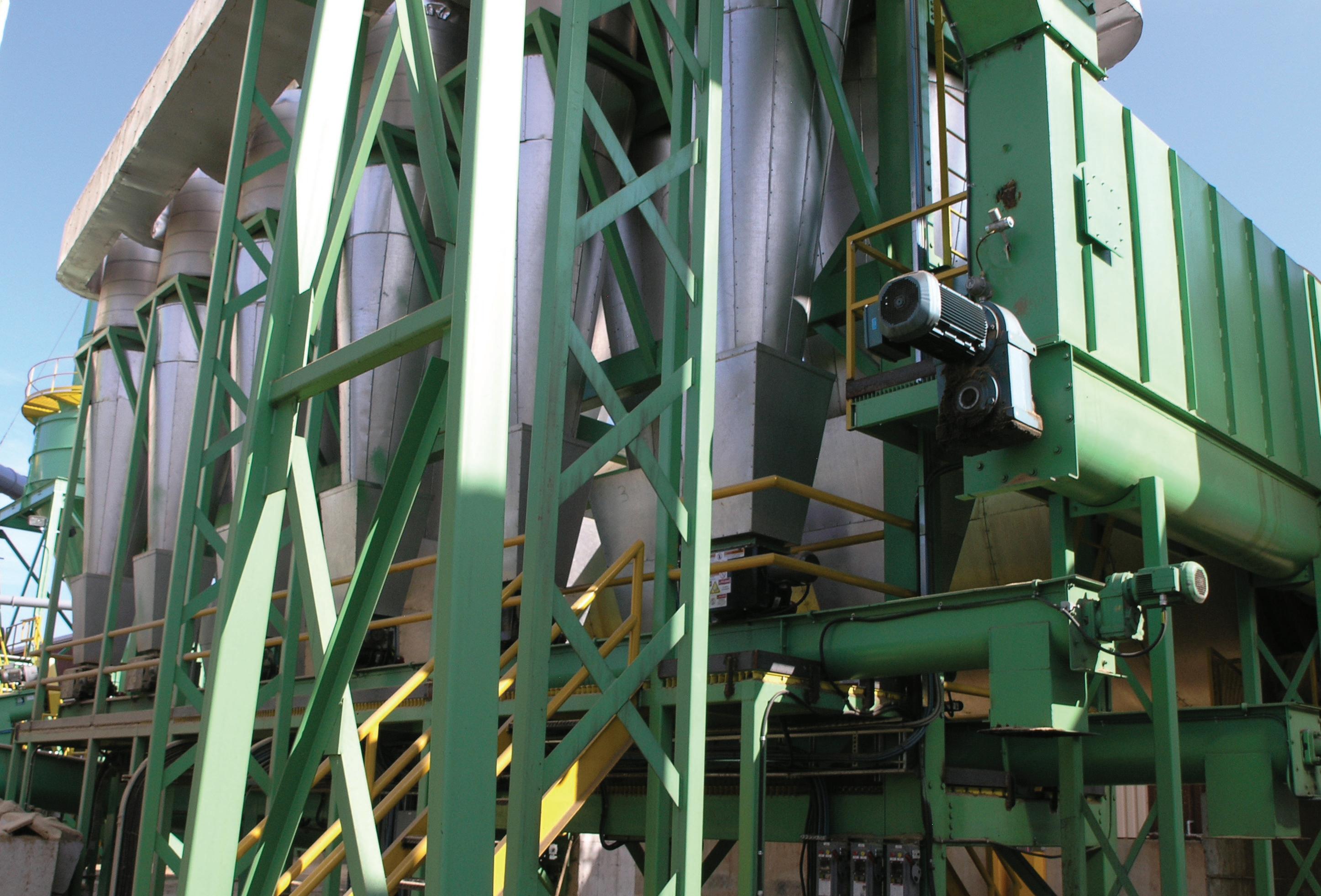
LEFT MAIN: The single-pass rotary dryer and cyclones were supplied by bulk drying pioneer Thompson Dehydrating Co. In the background: A reversing screw at the dry bin infeed allows problematic material to be dumped to the ground out of harm’s way. INSET: The Brunette BioSizer provides a lot of flexibility up front, handling bark for the KMW energy system but pinch-hitting to create raw material for production as required.
“Fibre is not an issue for us here,” Campeau says. “We will be able to get the fibre we need, at the price we need, for the foreseeable future.”
With fibre in hand, the next step was to find a suitable partner who knew about making and selling pellets. “We were not comfortable launching something on this scale with our initial knowledge base,” says Campeau. “We met the players at GF Energy from the Netherlands, who are intimately involved in the bioenergy sector, we went on a few dates, liked what we saw, and eventually got married,” he concludes with a smile.
Out of this, Trebio evolved into a joint ownership model between GF Energy and four partners on the management team: Bonsall in the U.K., Campeau, operations manager Yann Sellin, and Marcel Belair. They also arranged some external financing, including some government support, as well as private finance.
“That took some time,” Campeau recalls of the $20-million investment. “For the banks, we were still forestry, not energy, and they were not keen to make forestry loans at the time. But we found a bank, got the finances in order, and got started.”
First oF its kind
The mill itself is a turnkey project from longtime sawmill machinery supplier Comact. The company has built over 100 turnkey sawmills around the world, and was no stranger to the Trebio management team. Thanks in part to some introductions from Yann Sellin, Comact had also started representing the French pellet machinery supplier Promill in North America, and now had the gear and knowledge base to extend that turnkey experience into the pellet sector.
Trebio is both Comact’s first turnkey pellet mill, and the first Promill installation in Canada, but the managers were comfortable with the choice.
“We had a solid knowledge of Comact from the sawmill side,” explains Sellin, who was intimately involved with the plant design from Day 1. “At the same time, I knew Promill well from touring around pellet mills in France and talking to the owners and managers there about the equipment. This was not a big leap for us.”
While Sellin, Comact, and Promill were hammering out the design, Trebio was finalizing the plant location. They settled on an old pulp and paper mill site most recently owned by Smurfit Stone in Portage du Fort, Quebec. Just over the Ottawa River in Quebec, the site is serviced by a direct CN Rail link that can take product out to the St. Lawrence via the port of Trois Rivières.
It is also perched on the only bridge across the river between Ottawa and Pembroke, allowing sawmillers in the Ottawa Valley easy access to a largely untapped fibre supply. Finally, with the addition of infrastructure like power and water, and a few usable buildings, everything was in place to begin.
Construction on the mill started in September 2010, with commissioning starting in June 2011, basically on time and on budget.
FlexiBle inFeed
While it started up using over 90% sawmill residuals, the mill is designed to handle a mix of roundwood and chips/sawdust. The final fibre mix will likely be 60% roundwood and 40% sawmill residuals. The mill has hired a local contractor to run a mobile horizontal grinder in the mill yard to convert roundwood to usable fibre, a process that was set to start in late September.
Depending on quality, fibre can either go to a Schutte-Buffalo
wet hammermill, or a Brunette BioSizer. The latter was added to handle the mill’s bark intake for the energy system, but was also chosen to give the mill some flexibility, as Sellin explains.
“It’s mostly for bark, but Comact set it up so that it can be fed from both sides, and used with smaller screens to pre-grind the chips to bypass the green hammermill if need be, or to deal with fibre quality issues. It gives us a lot of flexibility to keep the plant running no matter what.”
After the BioSizer or green hammermill, fibre is sent to the single-pass rotary dryer. Bulk material drying pioneer Thompson Dehydrating Company out of Kansas supplied it, along with the cyclones. Process heat is supplied by a 16 MW system from KMW out of London, Ontario, who was on site during our visit, ramping both the energy system and dryer up to full production capacity.
From here fibre goes to a dry storage bin, which at six to eight hours is the plant’s only significant surge capacity, as Sellin explains.
“After the dry hammermill, it is way too dangerous to build in any surge capacity in my opinion. We looked at it, and I had to battle that one out with a few people who wanted additional surge there, but I didn’t feel comfortable at all with the explosion risk.”
In fact, Sellin adds that safety was an overriding design principle all the way through the process. He had seen far too many dangerous situations in his travels, and was not willing to accept that same hazardous working environment at Trebio.
The company approached its insurance partners, Lumbermen’s Underwriting Alliance, and asked them what they would want to
see in an ideal pellet mill. The insurers handle the majority of the pellet sector, and so had a good idea of what they wanted.
“They basically came up with a wish list for the ideal plant as far as fire and explosion safety goes, and that’s what we did,” Campeau says. “Now it’s their model for other plants.”
The plant is protected at all risk areas from the output of the dryer to the end of the process by a Flamex MiniMax spark detection and suppression system, but that is just a start, Sellin notes.
“The process and all the presses are controlled by PLCs, so we can proactively manage for changing conditions. There are temperature probes in the mills alerting us to any risks. And we’ve added safety measures that also allow us to maintain production at higher levels, safely.”
One such touch is a reversing screw at the infeed to the dry bin. Not only does this allow operators to dump out material to the ground below whenever there is possible danger, but it also means they can easily get rid of wet material before it contaminates the dry bin or disturbs downstream production.
“I’m very happy to have done that. Otherwise you end up with a nightmare in the dry bin or in your pellet mills. I’m sure we’ve increased production by 25% just because we handle issues out here.”
Trebio has also avoided some explosive situations by keeping much of the dry material handling process outside. The entire process, from fibre intake through drying, the dry bin, and even the Schutte-Buffalo dry hammermill, takes place in Mother Nature’s playground. Only at the infeed to the pellet mills does the
movinG inside
Pelletizing occurs in five Promill pellet mills, all painted and branded Comact. Pellets are transferred to a Promill cooling station designed to minimize the creation of fines, and then to an interior storage area, where they are held for 24 hours prior to bagging.
“When I was touring France and Estonia, I heard the same story every time – if you’re going right from production to bags, there is always a little bit of moisture that will play havoc down the road. So we made the decision to store product in the warehouse for 24 hours to allow it to cool down correctly and remove all the potential moisture in the product before it is sealed in bags for our clients.”
The mill can bag 100% of its product in smaller consumer bags or larger one-ton bulk bags, allowing for market flexibility. The automated bagging line is from Quebec supplier Premier Tech.
Depending on how much domestic bagging is required, total plant staff will settle somewhere between 35 to 50 people. According to Sellin, staffing up with the right people was not an issue.
process move into a confined space, a compromise Sellin is very comfortable with.
“There may be some challenges in winter, although we don’t get the heavy snow here they do in other regions. In any event, we’re making something very explosive here – it’s a fuel. We kept that in mind every time we had to balance our decision making.”
Another long-term supplier to the forest products sector, Rodrigue Metal (RodAir), supplied the dust control and pneumatic handling systems.
“There were many people from our sawmilling days that were keen to come back and work with us. It’s a new process, and they’re all excited to come here and make it work. That makes my job a lot easier,” he adds as he wanders back in to continue the challenging work of ramping up a new pellet mill.
Overall, Sellin is pleased with the plant design and layout. “We haven’t seen any major design issues that need to be addressed. It’s more about fine-tuning the processes to reach the plant’s potential.” •
DEMO and Conference Boast Biomass
At both the pre-DEMO conference and the live logging event itself, biomass and biomass equipment will have a key role.
By Scott Jamieson
Organizers
and planning committees for DEMO 2012 met in Quebec City late in October to work on details of both the preDEMO conference and the live logging event itself. Planning for both events is well underway, and in both cases the emerging biomass sector looms large.
p re- demo Con F eren C e
The organizing committee met in Quebec City near the Loews Le Concorde hotel to flesh out the program. Cosponsored by the Canadian Woodlands Forum and the Canadian Institute of Forestry, with co-operation from the
Quebec Order of Forest Engineers, it covers a wide rage of topics in concurrent sessions over two days, September 18 and 19, 2012. The event features simultaneous translation with sessions in both official languages. Biomass specific topics include:
• Biomass harvesting: Machinery and technology for the harvesting, transformation, and hauling of biomass.
• Sustainability: The effect of collecting biomass residuals on the forest ecosystem.
• Biomass markets: Existing and emerging markets for today’s products and tomorrow’s innovations.
• Fibre chain logistics: Industrial case study on best practices for integrating biomass recovery in the forest sector chain.
Conference registration will include a pass to the DEMO International 2012 live logging event. Look to Canadian Forest Industries and our new website www.woodbusiness.ca for more details as speakers are finalized.
ABOVE: Logging contractor Foresterie CHB Ltd. is building the landings for DEMO 2012. Here (from left), CHB’s Martin Picard, Solifor Group’s Marc Bergeron and the CWF’s Peter Robichaud watch the finishing touches being put on Tigercat’s landing.
Following the conference, DEMO International 2012 will hit the hills outside Saint-Raymond from September 20-22. Situated a pleasant one-hour drive from Quebec City, the Portneuf region is one of the province’s best-kept secrets, and will be ablaze with fall colours during the show. The event is presented by the Canadian Woodlands Forum, hosted by the Solifor Group, and produced by Master Promotions. The official media partner and exclusive show guide provider will once again be Canadian Forest Industries and Opérations forestières et de scierie with Canadian Biomass serving as media support to promote the event.
The DEMO 2012 organizing committee and exhibitors were on site October 26-27 to detail plans for everything
from hotel blocks and shuttles to parking, safety and activities. At the same time, students from the local Duchesnay Forestry School and logging contractor Foresterie CHB Ltd. were on site clearing timber and making landings according to exhibitor specifications.
There will be no shortage of biomass-based gear among both active and static exhibitors, covering harvesting, grinding/chipping, and transport. As of October 31, 2011, these included:
• Bandit
• Canadian Biomass
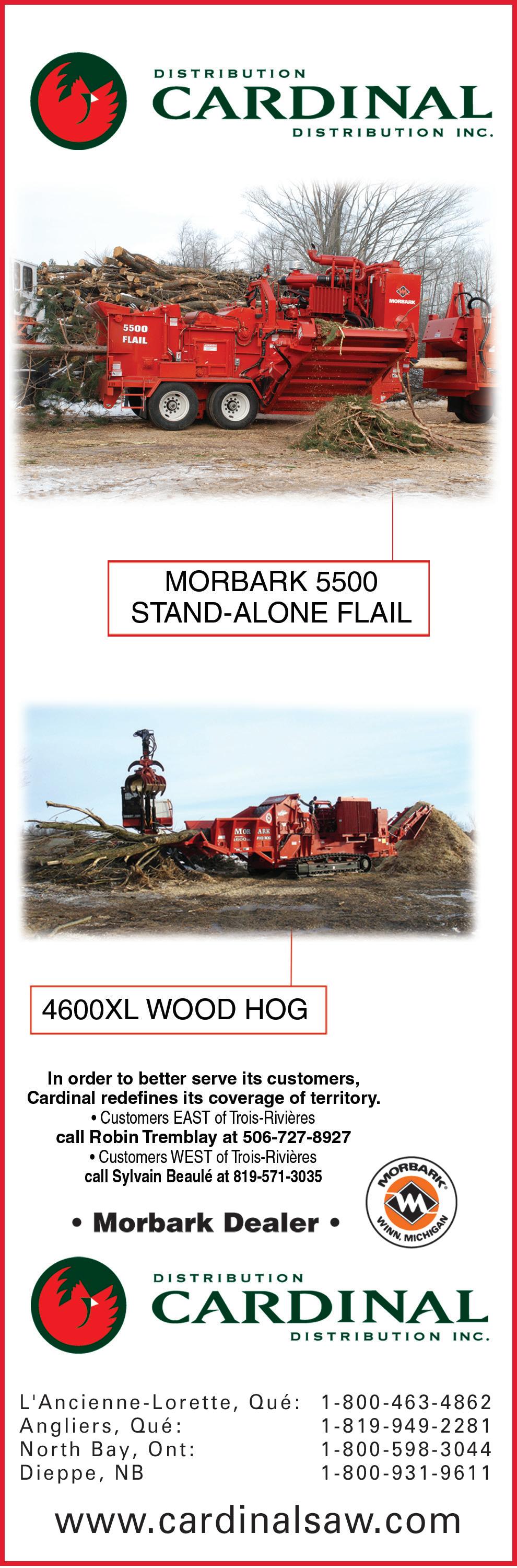
• Cardinal Distribution
• Caterpillar
• Continental Biomass Industries
• Deloupe
• John Deere
• Hultdins
• Liebherr-Canada
• Manac
• Morbark
• Peterson Pacific
• Ponsse NA
• Quadco Equipment
• Rotobec
• Rottne
• Sennebogen
• Silvana Import Trading
• SMS Equipment/Komatsu
• Tigercat Industries
Once again, news and more details will be published in Canadian Forest Industries and on our new forest sector website www.woodbusiness.ca. Sign up for our free biweekly e-newsletter to stay informed. •
Both mulchers and biomass grinders will be working at DEMO 2012. Here the Duchesnay Forestry School’s Rotobec forwarder clears timber off the CMI-GB Equipment site where the manufacturer’s mulcher line will run.
Small Is Beautiful: Microchipping Woody Biomass
Checking in with microchipper manufacturers and those reaping the benefits of using microchipping as part of pellet production.
By Treena Hein
Althoughthe use of microchipping in wood pellet manufacture is just catching on in North America, European pellet makers discovered “small is beautiful” some time ago. “The advantages of green microchips stem from the fact that average chip moisture and drying characteristics are measurable and easily adjusted,” observes Clyde Stearns, vice-president of engineering at Zilkha Biomass Energy, a producer of renewable fuel such as pellets based in Houston, Texas. “Moisture within chips is more constant, as is the moisture variance between chips.”
These qualities mean that microchips dry more evenly in a rotary or belt dryer. “Dried chip moisture content might vary from 3 to 20% MCWB with large chips (1 inch x 1 inch x 3/8 inch) as a result of over-drying of the small particles and under-drying of the large chips,” notes Stearns. “Moisture content using microchips in the same dryer might vary from about 7 to 12% MCWB.” Microchips also provide better dry grinding. “You need less grinding energy,” Stearns observes. “The microchips also provide a better particle size distribution for pelleting, resulting in both improved quality (more dense pellets) and quantity.”
The only negative is that chipping
green wood to a microchip chip size requires a large chipping machine and therefore more energy overall, notes Stearns. However, if you look at pellet production and compare it with the use of conventional chips, microchipping provides big overall cost savings. “The microchipper allows you to go from a log to a microchip and then to a final grind, whereas with conventional size chips, a secondary grind is required before the final grind,” says Michele Morrill, communications director at Continental Biomass Industries Inc. (CBI) of New Hampshire. “Eliminating the
secondary grind for a pellet plant will save a huge amount of energy, cost and capital equipment.”
Several companies such as CBI have developed systems to allow microchips to be made right from their machines without further processing. CBI’s Magnum Force 8400 chipper can produce uniform chips ranging in size from 30 mm to 6 mm simply by changing the optional rotors and anvil spacing. (Its smaller ChipMax 484 also has the capacity of producing 30 mm to 6 mm chips.) About eight Magnum Force 8400 units are being used in Europe
The Peterson 4300 microchipper has 12 pockets to make four cuts per revolution compared to six pockets and two cuts per revolution on a standard chipping drum.
Microchips can be cut to a variety of lengths, ranging from 30 mm to 6 mm, depending on the rotor pockets of the chipper.
in microchipping as part of pellet production. “Its large feed opening and long feed conveyor make it easy to feed short to long and large-diameter wood,” notes Morrill. “Our two-pocket rotor produces chips from 30 mm to 15 mm, and our four-pocket rotor produces chips from 15 mm to 6 mm.” She says there is a moderate cost difference to set up an 8400 to produce microchips – the four-pocket rotor costs more than the two-pocket rotor.
Cardinal Saw in Angliers, Quebec (a Canadian distributor for Morbark) has adapted a standard Morbark 30-36 chipper to produce microchips, and has sold one of these modified units so far, to a Canadian pellet producer. Owner Ga é tan Bern è che says the modifications are simple and inexpensive. “All it needs is adapted knife holders and knife setting,” he explains. “The extra cost would only be in reduced chip production volume, which is minimal.”
Peterson Pacific Corporation offers several machines that can produce microchips. “Our 4300 and 4310 drum chippers utilize special components for microchip applications,” says marketing manager Michael Spreadbury. “Microchips can also be made with our disc chippers after converting components.” He notes that normal chippers used for pulp chips or fuel chips should have a chipping speed in the range of 1500 to 1800 M/min. “This is the best speed to
minimize overly thick chips and pins,” says Spreadbury. “Peterson therefore increased the microchip drum and disc speed to increase production.” The Pe terson microchip drum has 12 pockets to make four cuts per revolution versus six pockets and two cuts per revolution on a standard chipping drum. Optional screens are recommended for the ap plication to break up any longer-sized pieces. Peterson disc chippers can be equipped with a six-pocket chipper disc to increase production in a microchip application.
Peterson also has a special drum chipper belly band designed to break up the chips so the average chip width is narrower. “Many microchip applications need maximum surface area for drying or chemical reactions,” Spreadbury says. “We have many customers that are testing microchips for pellets, co-firing with coal, gasification, enzymatic hydrolysis and animal bedding applications.” He observes that the cost of producing 4 to 6 mm microchips will be two to three times that of producing a typical 25 mm chip because of the extra energy and knife cost to reduce the fibre into shorter lengths. “The knives also need to be maintained with a sharper edge with microchips,” he says. “Peterson offers the option of standard babbitted knives or replaceable knife inserts than can be changed more quickly.”
Like others, Spreadbury thinks that even though the cost of producing microchips is much higher than with standard chips, the overall pellet production process savings can still be dramatic over alternative multiple reduction steps that begin with longer fibre particles. “Hammermills are very inefficient in reducing wood to shorter fibres compared to chipping the fibre to length with a sharp chipping blade,” he says.
p ellet makers usin G mi C ro CH ippin G
Ozark Hardwood Products in Seymour, Missouri, is very pleased with microchipping as part of its pellet production process. The company sells chips, mulch and pellets (for residential and commercial building heat) made from
a change,” says general manager Mike Ferguson. Microchipping seemed the answer. Ferguson did a lot of investigation before making a decision, travelling around the US and to Canada and Europe, before finally settling on CBI’s Magnum Force 6400 microchipper, which they started using in May 2009. “Even though other models have come out from other companies and from CBI since our purchase, I feel it’s still the best chipper for us,” Ferguson says. “We chose it because of the product it produces, the rate per hour, the size, and quality of the build.” He says they use the 6400 every day, and that CBI has provided good support when there have been any occasional questions.
“The microchips also provide a better particle size distribution for pelleting, resulting in both improved quality and quantity.”
local oak and hickory. “For pellet making, we’d relied on sawmill residuals, but in 2007 and 2008 with the economic downturn, the sawmills in this region started to shut down or reduce their operation, and we had to make
Microchipping is also being used as part of pellet manufacture at RWE’s “Georgia Biomass” plant in Waycross, Georgia, that started up in May 2011. By the end of June, the plant’s first shipload of pellets departed from the port of Savannah on its way to the RWE and Essent Amercentrale in the Netherlands, a power plant that previously used only coal. Georgia Biomass is producing about 750,000 tons of wood pellets per year (all for use in Europe) which requires about
Andritz's HHQ-Horizontal Chipper is being used by pellet mills to make microchips. Although microchipping involves more energy at the outset of its production compared to normal chipping, it requires less energy to be completed.
1.5 million tons of green wood annually. The contract for the woodyard processing equipment (debarking/chipping/screening) was awarded to Andritz, and microchipping is being used due to expected better all-over energy efficiency in the complete production process.
Andritz Wood Processing recently completed a study in Finland on how to provide customers with the ability to produce microchips best suited for the pelleting process. “With the North American industry trend towards tree length debarking/chipping for wood pelleting, we wanted to provide a chipper that can produce microchips efficiently and cost-effectively,” says Joanne Turnell, Andritz’s Canadian sales and marketing coordinator (wood processing-drying technologies-feed and biofuel). “We found that our HHQ-Horizontal Chipper not only offers high chip quality due to advanced chipping geometry, it also offers flexibility for changing process needs and chip size requirements.” She notes that the largest pellet-producing facilities in the world are using the HHQ Chipper. “With the biofuel industry growing continually worldwide, producing microchips makes good economic sense,” says Turnell, “in both large and smaller pelletmaking operations.” •
2012 Chipper & Grinder Guide
ACROWOOD
ACROWOOD 84” SLANT DISC CHIPPER
Acrowood was an early proponent of mini-chip production; having an 84” Slant Disc Chipper in operation cutting 9 mm long chips at an Irish pellet plant since 2007. The Acrowood Slant Disc Chipper can produce mini-chips as short as 1/4” chip length with no feedworks required. This unique chipper design has successfully chipped a wide variety of hardwood and softwood log species, both green and air-dried, with excellent results. The horizontal feed design can be configured with back or overhead discharge and includes an integral motor mount.
ANDRITz
ANDRITz HHQ HORIzONTALLy
FED CHIPPER
With the current industry focus on pelleting and bio-Energy, Andritz had the opportunity to work with its clients to produce the ideal chip for these applications. It was found that traditional wood chips produced for pulp and paper are a too large for optimum use in pelleting applications. Typically chips going to a hammermill are better sized at about 2 mm thick and 8.5 mm long.
The HHQ horizontally fed chipper not only offers high chip quality due to advanced chipping geometry, but it also offers flexibility for changing process needs and chip size requirements.
BANDIT INDUSTRIES
BANDIT SVC CHIPPER SERIES
The Bandit SVC is a drum-style chipper designed for global biomass markets, where specifically sized wood chips are often required. Using various interchangeable screen sizes in the drum housing, the SVC can produce a variety of chip sizes to serve the needs of virtually any user. It also features a unique top-load discharge chute to forcibly load open-top trailers, and utilizes a vacuum to maximize the flow rate of material going through the machine. The SVC will be available as a series of machines, with production slated to begin in 2012.
Please note that Canadian Biomass has not verified any of the claims made by the companies listed below regarding the technical aspects or capabilities of their products.
BRUKS
BRUKS 805 MOBILE CHIPPER
This forwarder-mounted chipper is a unique concept, and the only true in-woods chipper with a dumpable container capable of holding 7 tons of chips. The machine goes directly to the wood and does not rely on any peripheral equipment (skidders, loaders, etc.) to produce biomass chips from whole trees in a thinning operation, or slash from a logging site. Once the container is full, it is capable of dumping into an open-top trailer or staged container in less than 30 seconds. The Bruks concept is more flexible, and requires less equipment, fuel and labour, than conventional chipping operations.
BRUNETTE INDUSTRIES
BRUNETTE WHOLE-LOG MICRO-CHIPPER
The Brunette Whole-Log Micro-Chipper is a horizontal-feed chipper that can process up to a 24” log and produce micro-chips consistent in thickness and size using powered feedworks controls and a feed of single logs, or multiple stems and branches. With a 40” wide throat, it can process a variety of materials with ease. It features a hard surfaced anvil with a breakaway support frame for protection from foreign materials, and the rear access platform makes knife maintenance simple and safe. The Chipper includes a common subframe for a single lift installation.
BühlER INC.
BüHLER GRANULEx HAMMER MILL DFzP
Bühler’s high-capacity hammermill, the Granulex, has a heavy-duty design and ease of maintenance to minimize downtime, while maximizing productivity. The Granulex is designed to finely grind wood and pellets for co-firing. It includes a powerful 500 hp (400 kW) motor for high-capacity grinding and the largest screen area of any 500 hp hammermill to reduce wear. Additionally, the screens and hammers are designed so a single person can replace them in less than 30 minutes. Sliding doors allow fast and easy maintenance, and the closed machine housing and easy-to-clean, plain surfaces prevent dust settlements.
CONTINENTAl BIOMASS INDUSTRIES
CBI CHIPMAx 484
CBI’s ChipMax 484 has two rotor options, so it can make high-quality custom chips from 12-25 mm or micro-chips from 4-12 mm. These “micro-chips” produce a consistent fibre length that reduces production cost and improves small boiler function. The adjustable chip discharge chute facilitates top or end loading of trailers, and also features both a hydraulic blower for stronger chip discharge, which increases power when needed, and an actuated chip deflector. The ChipMax is available as a portable [pintle hook or fifth wheel mounting hitch], track, or truck-mounted unit, and is road legal in both width and weight.
CW MIll
HOGzILLA TRACK MOUNTED HTC-1462T
CW Mill Equipment Co. has been building custom diesel- and electric-powered Hogzilla tub and horizontal feed units for decades, and manufactures 14 standard top-of-the-line Hogzillas ranging from 565 to 2000 hp, including self-propelled track-driven and self-loading units. Thrown object restraint and tire-processing packages options are available.
Hogzillas can be used for a wide variety of jobs, such as solid waste reduction, wood recycling, land clearing, construction demolition, mulch production, tire processing and other tough grinding applications.
DIAMONDz
DIAMOND z DzH4000 CHIPPER SERIES
The 75,000 to 88,000 lb Diamond z DzH4000 chippers are large enough to get the job done but not too big to move conveniently and cost effectively, even for
smaller jobs. The fuel-saving Caterpillar C18 700 and 765 hp engines provide high horsepower and torque, and have allowed this machine to compete with much higher horsepower models. All Diamond z models are offered with Tier 2-3 and 4 interim emission ratings with track-, wheel- and stationary-mounted units available, either diesel or electric powered.
DOPPSTADT
The Doppstadt DH series DH-610 and DH-910 whole-tree chippers and grinders are the perfect solution for processing softwood, hardwood, slash and other de-limbed waste material. They produce a shaved chip and incorporate a sizing screen to control output size — creating an exact product for biofuel consumption.
All DH series whole-tree chippers are standard-equipped with fluid coupling power transfer to eliminate clutch failure, hydraulically adjusted blower for ease of loading, and hydraulic door access for easy blade changes. With the standard electric-hydraulic pump, many system functions can be run for maintenance without engaging the DaimlerChrysler OM502 LA engine.
DURATECh
DURATECH TC-12 CHIPPER
DuraTech has taken the grinding technology of its massive tub and horizontal grinders and harnessed it for use in the TC-12, a 12” tree chipper. With a 122 hp (91 kW) CAT C4.4 diesel engine and PT Tech clutch, it grinds limbs and logs up to 12 “ in diameter. The TC-12 features a spring-loaded feed wheel with adjustable down pressure, an optional height sensor that automatically adjusts the feed roller to size, an optional hydraulic gathering winch and innovative hopper safety light bars with easy and instant shutdown of the feed wheels.
KOMPTECh USA INC.
From waste wood and green waste, to shingles and C&D, and from fine to coarse, and everything in between – the CRAMBO low-speed, high-torque shredder from Komptech can do it all, with low fuel and wear costs. Komptech is a leading international supplier of technology, machines and systems for the mechanical and biological treatment of solid waste and biomass.
MORBARK
MORBARK 3800xL WOOD HOG
The new Morbark 3800xL Wood Hog is designed to be the best horizontal grinder on the market, and can dramatically increase your production capacity and operating efficiency. A larger, more aggressive hammermill and independent drive motors on the feed wheel and belt chain result in a continuous feed with higher production, greater fuel efficiency, and a more consistent end product.
NORCO & DyNAMIC
DyNAMIC 885 CHIPPER
The new Dynamic 885 Chipper from Norco Equipment is built for long shifts of full-tree and limb processing, which allows for high-volume biomass production. Utilizing the
patented Conehead cutting system, the slicing action of its eight-knife drum has proven to achieve 40% higher efficiency than conventional flat-faced drums. With ample power, high capacity and a large throat opening, the Dynamic 885 is specified to produce in the range of 12-15 loads per day.
PETERSON
The 4300 drum chipper is for high volume biomass producers with a wide variety of feed material, from logs up to 24 inches (61 cm) in diameter, to brush and small feed stock. Powered by a C18 Caterpillar engine, the 4300 is available in two power ratings– 630 and 765 horsepower (470 and 570 kW).
The chipper utilizes a 36 inch diameter by 44-3/4 inch wide (91 by 114 cm) drum with a sloped feed deck. The optional material sizing bars and chip accelerator minimize oversize twigs and branches in the chips, and help ensure tight packing and full vans.
PRECISION hUSKy
PRECISION HUSKy CORPORATION’S
NEWEST PRODUCT, THE DC-4042 BIOMASS DRUM
Chipper, has a 42 inch opening and is powered by either a Cummins or CAT engine (up to 700 hp). The 45,000-pound chipper can produce more than 75 tons per hour with either a two or four knife 40" diameter drum.
Precision Husky Corporation now manufactures 27 models of chippers/grinders that are used in the biomass industry, as well as sawmills, wood rooms and paper mills.
RAWlINGS
The Rawlings rotary wood hog/Waste Wood Grinders easily process stringy barks (Cedar, Cypress, Poplar, Redwood), large log chunks, lily pads, railroad ties, demolition debris, rock contaminated log yard residues and other bulky waste. Available in a range of sizes to meet any need, these machines produce boiler ready fuel, mulch, decorative bark, pellet stock and more.
Rawlings Rotors feature the highest mass moment inertia in the industry and can process log chunks, slivers/overs and miscellaneous metal machine parts that arrive in your biomass feedstock, and do not require daily maintenance.
RAyCO
RAyCO’S SUPER JR RG1625A SJRS/ RG1635 SJRS STUMP CUTTERS
Rayco’s new series of compact stump cutters, the Super Jr, now have swing-out operator control stations. These compact and selfpropelled stump cutters are now available with three-position swingout stations to allow better visibility while cutting and easier travel
through gates. Novice operators will also have an easier time operating the swingout control models efficiently, making this model perfect for rental stores. For travel through gates, the controls swing in line with the machine, so the operator can more easily drive through narrow openings. There are two grinding positions to allow operators the ability to select the position that better suits the job conditions.
ROTOChOPPER INC.
from 27 horsepower (20kW) to 1000 horsepower (746kW). Vermeer products are exclusively sold and supported through a global network of independently owned and authorized dealerships.
WEST SAlEM MAChINERy
WEST SALEM MACHINEy’S BIOMASS
SUPER SHREDDER MODEL 4888S
Rotochopper, Inc. manufactures innovative grinding equipment for converting raw wood waste into biomass fuel products. Known for its superior particle size control, Rotochopper horizontal grinders are available from 150 to 875 horsepower with diesel or electric power. Electric-powered Rotochopper grinders are purpose-built for stationary operation, while diesel-powered models are available in portable, track, or track and highway dolly configurations. Rotochopper two-stage fine grinding systems combine horizontal grinders with in-line hammermills to produce short-fiber fuels in a single pass.
VERMEER
WSM Biomass Super Shredders combine the efficiency of a high-speed mill with the durability of a heavy-duty grinder. With rotor widths from 60”-88” (1524 mm x 2235 mm), these deliver higher tip speed for consistent fibre sizing, increased screen area and flexible/interchangeable tooling.
The largest model, the 4888S, features a 48” by 88” (1219 mm x 2235 mm) long rotor, and operates with 400-800 hp to convert high volumes of pre-processed biomass materials.
Super Shredders include AR interior wear liners, modular sizing screens, dual pivoting hydraulic housing, and reversible/replaceable hammer tips for reduced maintenance and operating costs.
W.h.O MANUFACTURING
Vermeer is one of the most recognized names serving the tree care, wood waste processing and organic recycling markets, offering a full line-up of brush chippers, stump cutters, tree spades, horizontal and tub grinders, trammel screens and compost turners. From residual tree care and line-clearing crews to contracted and municipal waste operations, Vermeer equipment is ready with a line-up ranging
W.H.O. Manufacturing Company in Lamar, Colorado, has made tub grinders used in the waste wood and agricultural industries for more than 65 years. Company founder, W. H. Oberwortman, built the first tub grinder in 1946, and the family company still owns the original patent.
Today’s grinders are larger with diesel-powered units ranging from 350 to 1200 hp. The grinders are available in stationary electric and PTO models, and incorporate hydraulic and electronic controls. Options include remote controls, radial stacking conveyors, magnetic head pulleys, knuckleboom loaders and more.
n iBCe BaCk in prinCe GeorGe
International Bioenergy Conference and Exhibition has named Canadian Biomass magazine as the exclusive media partner for the 5th biennial event. Slated for June 13-15, 2012, in Prince George, British Columbia, IBCE is quickly becoming Canada’s premiere biomass and bioenergy educational event.
“We have participated in past events, and were very impressed with the conference quality, the international audience, and the technology on display,” said Canadian Biomass group publisher and editorial director Scott Jamieson.
“We have created one of Canada’s key forums for bioenergy experts, business and government leaders to assemble to discuss the latest in bioenergy technology, processes and policies,” said conference chairman Don Zurowski. “This partnership with Canada’s leading publication devoted to bioenergy will support the growth of a strong, cohesive bioenergy sector and economy in Canada.”
Sustainable Biomass Production
PEuropean utilities move toward a common verification system.
By Gordon Murray
eople hate coal. It’s dirty and releases nitrogen oxides that form smog and sulphur dioxides that cause acid rain.
Metals don’t fare much better, as even the tiniest amount of mercury can have a devastating impact on the human nervous system, especially in children, as well as cause multi-organ damage and death. The same goes for lead, which can cause brain damage, impair growth, damage kidneys and trigger learning and behavioural problems. Heavy metals, like cadmium and chromium, cause cancer.
Activists take every opportunity to remind the European power utilities of these facts, employing a host of imaginative ways to embarrass and inconvenience them – such as chaining themselves to gates, climbing cranes, hijacking rail cars and blowing things up. The utilities are being especially vigilant to ensure that they don’t open biomass up to the same threats. To do this, they must demonstrate that biomass’ sustainability is of vital importance.
To that end, RWE-Essent, Electrabel and Drax have each implemented their own biomass sustainability verification schemes. Although they have each worked well, there have been drawbacks:
• Opponents don’t see the schemes as being independent and transparent.
• Producers selling to all three utilities must manage three separate certification systems.
• Lack of uniformity makes it difficult for utilities to trade among one another and still maintain confidence in sustainability.
• The schemes are difficult for smaller producers to implement. Consequently, seven European utilities with the Industrial Wood Pellet Buyers
group (IWPB) are working toward replacing the independent schemes with a single standard verification system.
aCtion oF tHe european Commission
The Renewable Energy Directive (RED) of the European Union (EU) came into force in 2009 and set an overall EU target of 20% of total energy consumption to come from renewable sources by 2020, as well as setting individual binding national targets for each of the 27 member states.
The RED stated that the European Commission (EC) should report by December 2009 on what is required for a sustainability scheme for the use of biomass. Surprisingly, the EC did not propose binding criteria at EU level, but instead recommended that each member state pursue its own sustainability criteria. This led to protests not only from the environmental sector, but also from the World Bioenergy Association, the European Biomass Association, and the utilities as represented by the Union of the Electricity Industry, more commonly known as Eurelectric.
Eurelectric feared that the development of many different national sustainability schemes would create inefficiencies and increase costs, leading to biomass trade barriers and investment deterrence from uncertainty over long-term fuel supply in a changing regulatory environment. Eurelectric said EU-wide harmonized sustainability criteria is needed to provide reliable evidence to the general public that biomass is a sustainable fuel.
Now, the EC is taking a second look at its recommendations. It will report by December 31, 2011, on “whether national schemes have sufficiently and appropriately addressed the sustainability related
to the use of biomass from inside and outside the EU, whether these schemes have led to barriers to trade and barriers to the development of the bioenergy sector, and it will consider if additional measures such as common sustainability criteria at EU level would be appropriate.”
rationale For universal sustainaBility Criteria
In the EU, around 5% of energy consumption is from bioenergy. EC projections suggest that biomass use will double, supplying half of the total contribution for reaching the 20% renewable energy target in 2020. But not all biomass is wholly sustainable. Pressure on arable land, peat lands and forested regions for production of biomass is in full force. For instance, large-scale planting of oil palm has accompanied deforestation in a number of tropical countries, and this appears likely to continue and greatly expand. Acquisition of large land areas in developing countries for growing other crops to extract vegetable oils for export has resulted in displacement of subsistence farmers and loss of domestic food production.
Verification is required to ensure that biomass trade does not harm the environment or the people living in regions where biomass is produced. Another major issue is that sustainable production of biomass must be shown to not reduce the production or availability of food, fibre and water, or of living space and living standards for rural and indigenous populations. Responsible companies need to be protected from those who cut out the socially and environmentally beneficial aspects of the bioenergy business. Unsustainable biomass production would erode the climate-related environmental
advantages of bioenergy.
Clearly, for the sustainable and equitable production and transport of biomass and biofuels to be done on an extensive scale, there must be an effective and internationally recognized monitoring and certification system in place.
Forest certification systems have been partly successful, but fall short in the areas of greenhouse gas savings, biodiversity and providing for the rights of local populations.
european utilities’ next steps
European utilities are unwilling to wait for the European Commission’s decision. Seven of the largest utilities, along with Canadian, European, and U.S. pellet associations, are actively working through the IWPB toward a mandatory universal sustainability verification scheme, with nine principles proposed:
1. Carbon dioxide savings must be significant, i.e. greater than 60% versus fossil fuels.
2. Deforestation and the use of peat is to be avoided.
3. Biomass must not be sourced from protected areas.
4. Soil must be protected.
5. Ground and surface water must be protected.
6. Air quality must be maintained or improved.
7. Biomass production for energy should not endanger food and
water supply, or communities where biomass is used for subsistence.
8. Property rights must be respected and biomass production should contribute to local prosperity and the welfare of its employees and local people.
9. Corporations involved in biomass for energy must demonstrate a moral code of conduct.
IWPB is working toward completing development of its sustainability approach for wood pellets by the end of 2011. The group is presently consulting stakeholders to develop sustainability indicators by the member inspection companies. Then, for the sake of independence and transparency, IWPB plans to join an existing certification organization such as the German-based ISSC Association, which operates the International Sustainability and Carbon Certification System.
IWPB is also co-operating with the European Pellet Council on the concept of an ENplus Green label for pellet producers. ENplus is a quality and chain-of-custody label. In addition to addressing quality issues, the green option of this label would assure that the sustainability criteria are met by pellet producers.
IWPB has recognized that the costs of certification can form a serious barrier to small biomass producers. The group is considering the concept of group certification, in which the costs of certification can be shared by a number of small producers. Another consideration is to have
MOISTURE METERS
a light version of the certification tool for small producers.
impliCations For Canadian Wood pellet produCers
Canada’s pellet producers have a strong competitive advantage over other biomass producers, especially those in developing countries. Canada is a world leader in sustainable forest management and environmental stewardship. A comprehensive legal framework requires good forest management practices and, at 150 million hectares, our country leads the world with more land certified to voluntary, marketbased forest certification programs than any other country. Our pellet producers are already used to complying with the three existing sustainability verification systems that are required by RWE-Essent, Electrabel and Drax. By migrating to a single uniform sustainability verification system, our producers will be able to reduce paperwork and improve efficiency. Canada’s pellet producers support the IWPB in their efforts, and we look forward to doing our part in cleaning up the environment, in eliminating the harmful effects of coal, and in creating a brighter, healthier future for our children. •
Gordon Murray is executive director of the Wood Pellet Association of Canada. He encourages all those who want to support and benefit from the growth of the Canadian wood pellet industry to join. Gordon welcomes all comments and can be contacted by telephone at 250-8378821 or by e-mail at gord@pellet.org.
Model
Model
Model BLO
Responding Safely to Silo Fires
Wooden biofuels are at a large risk of fire, and specific response techniques need to be developed to handle them properly and safely.
By Henry Persson
Inthe past 10 years, the use of solid biofuels, and in particular wood pellets, has increased dramatically. In year 2000, the annual production of wood pellets in Europe and North America was about 1.5 million tons, while the expected production for 2010 was in the range of 16 million. Sweden is the largest wood pellet consumer with a consumption of about 2.3 million tons in 2010. The production of wood pellets in Sweden was only about 1.65 million tons, with the remaining imported by ships, normally from North America and the Baltic states. However, pellet consumption is increasing dramatically in several other European countries, and as a consequence, handling and storage of wood pellets is also escalating.
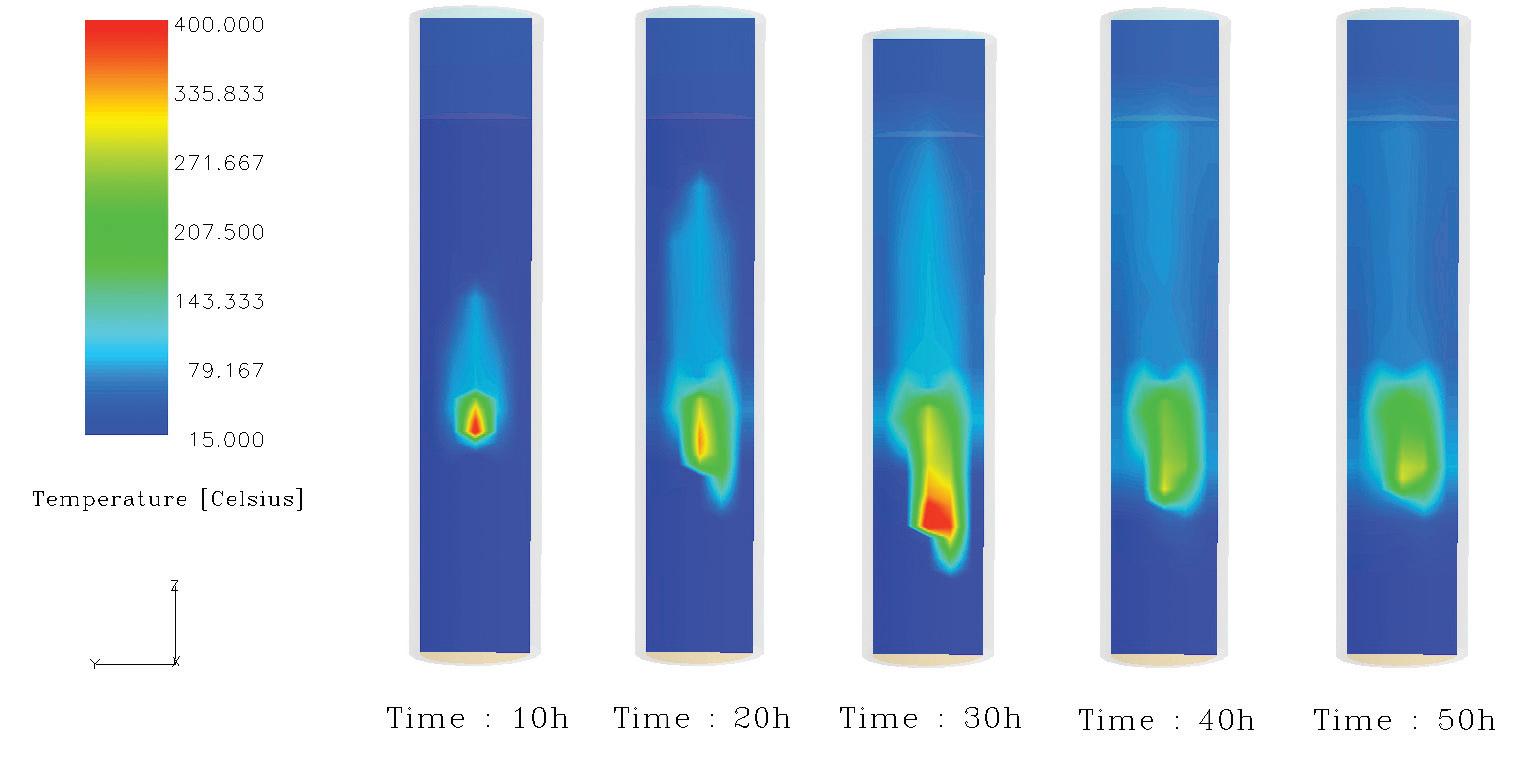
In order to improve our knowledge of fire development, detection and extinction techniques in silos, two main test series have been conducted at SP Technical Research Institute of Sweden, and they are described below. Experience from these projects has resulted in recommendations concerning proper extinguishing practices.
silo extinGuisHinG tests
The main purpose of the first project conducted in 2006 was to study fire extinction techniques in silos and provide guidelines concerning the tactics used. The project also provided valuable information about initial fire development from a simulated spontaneous ignition in the stored material and the possibility for early detection.
The silo used for the test was one metre
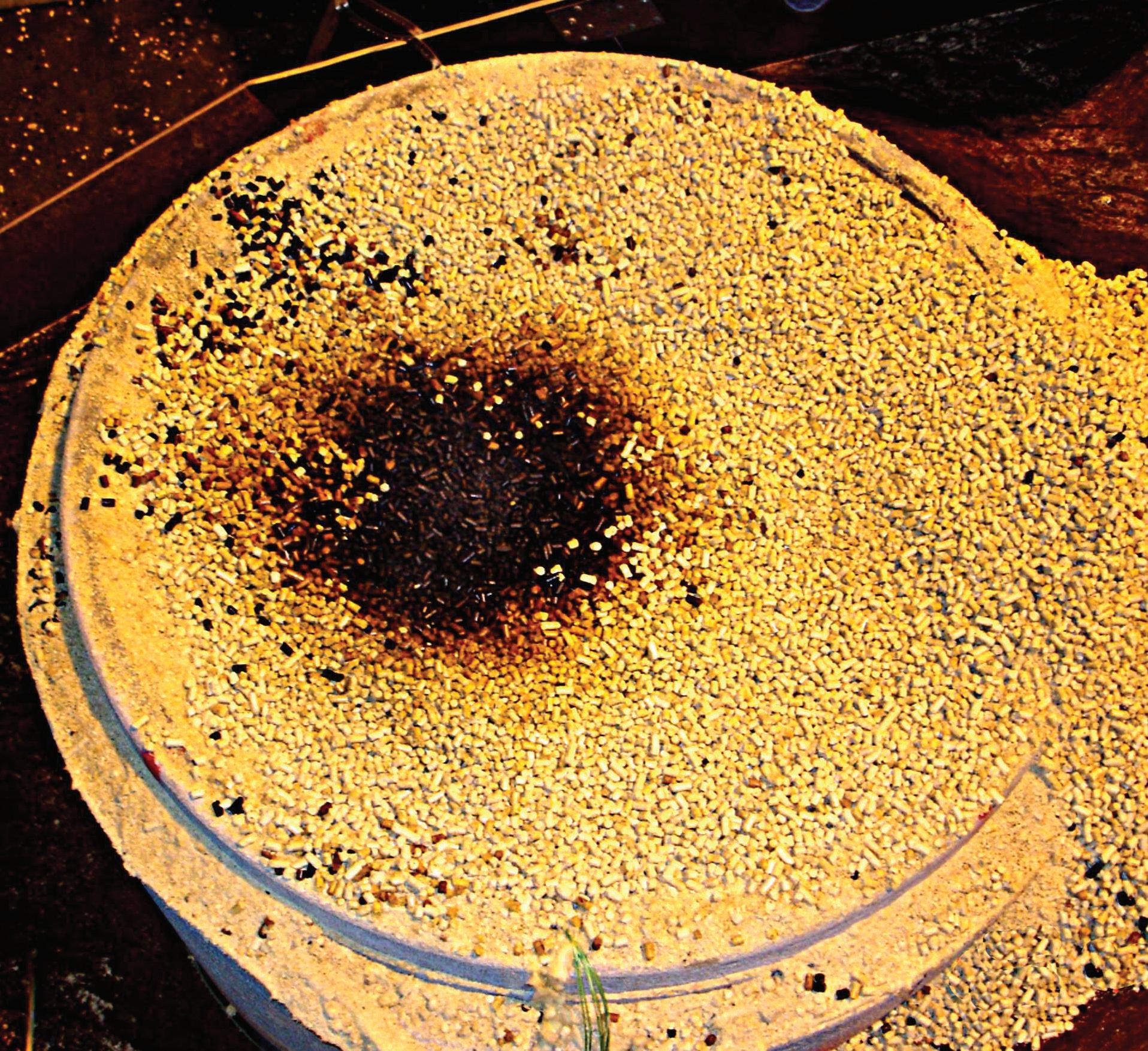
in diameter and six metres high. A ventilation duct was installed close to the base of the silo, which was used to provide ventilation to the silo during the “pre-burn” phase and for injection of inert gas during the extinguishing phase. The silo was filled with wood pellets up to a height of five metres during the tests. Local autoignition was simulated using a coiled
heating wire placed in the pellets, located centrally in the silo.
In these tests, the extension of the pyrolysis zone was mainly downwards, towards the air inlet, while a heat/moisture wave with a temperature less than 100 C, slowly moved upwards, seen above. Although the distance from the point of ignition to the pellet surface was
Material Handling for Woody Biomass
only about 2.5 metres, it took around 20 hours before the fire could be detected by gas analysis located in the top of the silo, clearly indicating the problems of early fire detection of smouldering fires in silos.
Gas FillinG tests
The purpose of the second project, conducted in 2008, was to investigate how nitrogen should be injected into a real silo during extinction to achieve optimal gas distribution. The experiments were performed in a 300 m 3 steel silo with a diameter of six metres, a height of 10.5 metres and filled with about 260 m 3 of wood pellets. In total, five tests were conducted where the gas was injected from the centre of the base of the silo, or alternatively, at one point along the silo wall. All tests were conducted in a “cold” silo (no fire), as the main focus was to study the gas distribution in the material. The tests showed that the gas distribution was significantly influenced by the gas flow rate, the location of the inlet and the properties of
the bulk, showing the need for several distributed gas inlets when using largediameter silos.
experienCe From Fire inCidents
The results from the first silo project have been applied successfully to several real silo fires in Sweden. In one incident, auto-ignition occurred in a silo 47 metres high and eight metres in diameter and filled to about 40 metres with wood pellets. Elevated temperatures had been noted for some time and it was planned to empty the silo within the next few days. However, before such action could be taken, smoke was seen emerging from the top of the silo and the fire brigade was called. Initially, extinction was attempted using the application of liquid CO 2 to the top volume of the silo. Approximately 35 tons of CO 2 were applied intermittently over a period of approximately 18 hours. The application seemed to control the fire, but it was not possible to verify how much of the gas penetrated into the
During the first tests, temperature variations within the silo continued for more than 40 hours.
bulk. Consequently, it was not possible to determine when a discharge operation could be safely started. Therefore, nitrogen was injected close to the silo base according to the recommendations from the experiments in 2006. In order to control the effect of the gas injection, temperatures and concentrations of CO, CO 2 and O 2 were
measured in the top of the silo. In total, nitrogen injection continued for almost 65 hours without interruption until the silo content was discharged. Approximately 14 tons of nitrogen was used, which gives a total gas consumption of approximately 5.6 kg/m 3, well in line with the recommendations from the research project.
s ummarized G uidelines
Based on both the results of the research projects and practical experience of real silo fires, the following recommendations are given:
• Make an initial risk assessment of the situation. Concentrations of carbon monoxide in indoor areas in the vicinity of the silo may be dangerously high. Further, consider the risk of dust and gas explosions in the silo and associated systems.
• Close all openings to the silo and turn off ventilation, so that air into the silo is minimized. A release hatch or similar device for gas and pressure relief should be present while still preventing any inflow of air.
• Inject nitrogen close to the bottom of the silo. A large-diameter silo will require several gas inlets. The nitrogen should be injected in gaseous phase, and an evaporator must be used. Assume an injection rate of 5 kg/m2 hour (cross-
sectional area) and a total gas consumption of 5-15 kg/m3 (gross volume) of the silo.
• If possible, measure the concentration of CO and O2 at the top of the silo during the entire extinguishing and discharge operation.
• Do not begin discharging the silo until there are clear signs (low levels of CO and O2) that the fire is under control.
• Be aware that the discharge capacity might be considerably reduced compared to that available in a normal situation, and that the operation might take several days to complete.
• The discharged pellets must be inspected for glowing or burning material and extinguished using water if necessary.
• The gas injection should continue during the entire discharge process.
Important to remember!
• Do not open the silo during the firefighting operation. This will
THE COMPLETE SOLUTION TO BIOMASS FEEDSTOCK MANAGEMENT
cause air entrainment, which will increase the fire intensity and might cause dust and gas explosions and an escalation of the fire situation.
• Do not use water inside a silo filled with wood pellets. Water application will cause considerable swelling of the pellets which could both damage the silo construction and cause significant problems for the discharge operation. •
Henry Persson is working as a project leader at the Fire Dynamics section at SP, the Swedish Technical Research Institute, mainly with testing and research in the areas of fire protection, fire extinguishing systems and extinguishing media. He has been working at SP since 1979 and is actively participating in the International and European standardization work as the principal Swedish expert. He also chairs the ISO group for firefighting foams, ISO TC21/SC6/WG4 and has been project leader for a large number of BRANDFORSK projects. He also was the project leader at SP for the EU foam research project FOAMSPEx and has been participating in several other EU projects. A worldwide leader in size reduction technology, Vecoplan designs, engineers, manufactures, and implements complete biomass feedstock preparation systems, including pre-shredding, separation, screening, air classification, re-shredding, storage, unloading, sampling, and fuel delivery.
Working with individual customers, Vecoplan delivers technologically advanced, material specific, and application specific shredding, ferrous and non-ferrous removal, size and density separation, screening and classification technologies and extremely efficient conveyor and bulk material handling, metering, storage and unloading technologies.
Contact Vecoplan today to learn more about our existing systems or to arrange a visit to one, or several, of our installations.
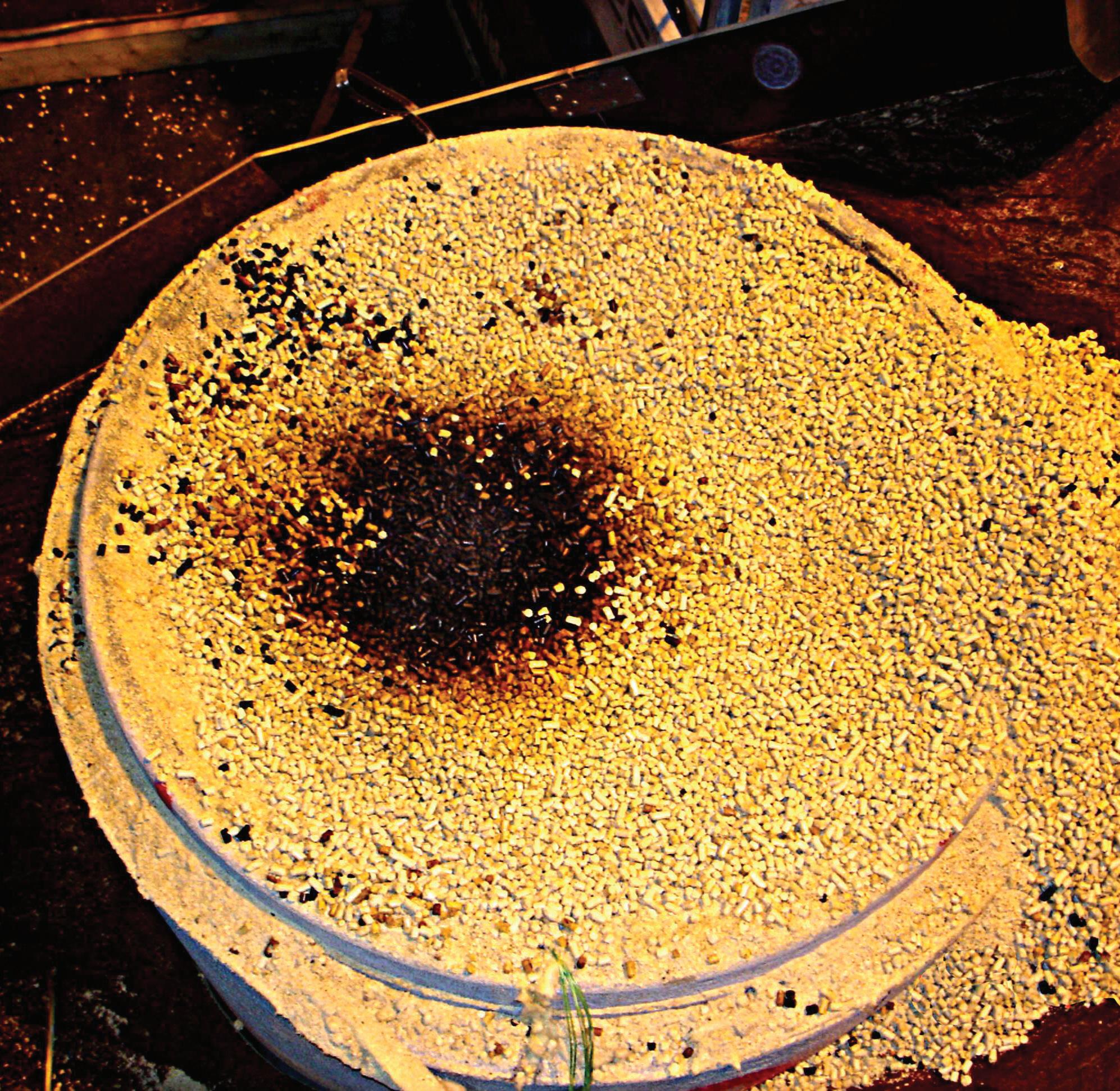
Rock Removal from Woody Biomass
Sand, rock and grit can cause huge damage to machinery when processed with biomass, but how can they be removed?
By Paul Janzé
Theupsurge of interest in biomass-fired power plants usually is accompanied by an increase in curiosity regarding new methods for removing non-combustible, non-organics such as rocks, stones, sand and grit from woody biomass. It has long been a problem, and operators have tried a variety of ways to deal with it. The methods are diverse, usually depending upon what the biomass will be used for. There are some specific methods that are very successful; others more a measure of how best to accommodate the problem.
Following is a brief description of the most common methods industry has utilized for removing such non-organics from woody biomass.
1. sawmills
Primary log breakdown facilities, such as sawmills or pulpmill woodrooms, usually remove the bark before processing. Doing so also removes dirt and stones that have become embedded in the bark during the logging process or while being transported or stored on unpaved areas. The dirt and stones become concentrated in the waste stream, which is often utilized as fuel in biomass plants.
2. Panelboard Plants
In northern climates, other facilities such as panelboard plants utilize log ponds to thaw out or condition (soften) the logs prior to debarking, peeling, chipping or stranding. Most of the embedded dirt and stones falls off the logs in the ponds and the rest is removed during debarking.
3. Wood Pellet Plants
The standard for domestic wood pellets is <1% of ash, so the plants must be relatively
If not properly sorted, rocks of all sizes and shapes can wreak havoc on machinery and equipment.
contaminant free. Wood pellet plants have historically been fairly clean, so rock or sand contamination has not been much of an issue.
However, in the past few years, there has been a huge increase in the demand for wood pellets, primarily for the subsidized, domestic European market. North America is the primary source for wood pellets, although other regions are entering the pellet supply chain. As well, due to the economic crash of 2008-2009, there has been a decline in housing starts in the United States, thereby decreasing the requirement for lumber and panelboard and resulting in fewer residuals being produced. These two factors have resulted in a shortage of clean furnish for the manufacture of wood pellets. Therefore, pellet producers are
utilizing other sources of wood fibre, including standing dead wood or other nonmerchantable timber. In addition to the requirement for low-ash pellets and the usage of poorer wood fibre sources, pelletizers are susceptible to damage and rapid wear, so rock contamination has quickly become an issue and solutions are being sought for eliminating rocks from the furnish.
4. Pulp Mills
Pulp mills that utilize the Kraft pulping process have found that chips of a uniform length and thickness produce a better quality of pulp. Knots and over-thick wood chunks do not “cook” as quickly in the digesters and need to recirculate many times through the system, taking up valuable production space and time. Pin chips
(long toothpick-shaped particles) can also plug screens, thereby reducing production, along with small particles or fines that require excess amounts of chemicals to process through the recovery boilers. Consequently, pulp mills have developed sophisticated multi-stage screening systems to remove gross oversized pieces of wood, reprocess over-thick pieces, regulate the amount of pins being utilized and remove the fines. The screening system also aids in the removal of some non-organic materials, such as rocks or sand.
Rocks larger than the primary screen openings are separated out of the main chip flow along with the over-thick chips, which before being reprocessed are passed through an air density separator (ADS) to remove the rocks, that can damage the chip slicers/conditioners. Chip fines passing through the tertiary screens are also removed from the main chip flow to the digester, along with sand and grit.
5. tMP Mills
Thermo-mechanical pulp (TMP) mills utilize mechanical refiners to reduce wood chips to basic wood fibres. The closetolerance refiners cannot tolerate non-organics; so wood chips are first washed to remove stones and grit.
6. biomass-fired boilers
Mass-burn biomass boilers are fairly tolerant of non-combustible non-organics, most of which are removed with the leftover bottom ash. However, large rocks can cause downstream operating problems in the ash-handling systems. At the other end of the ash size scale, very fine particles of sand being carried by the flue gases can seriously abrade the pressure tubes in the boiler.
Bubbling fluidized bed (BFB) boilers utilize sand as an efficient medium for transferring heat to the biomass fuel, and are especially effective on fuels with high moisture content. Combustion air is blown through the sand bed, which is mixed with the burning fuel, which is then quickly dried, heated and combusted. Rocks entering with the biomass fuel do not fluidize and accumulate in the bottom of the boiler, so a fraction of the fluidizing sand containing the rocks is continuously removed from the boiler bottom. Some plants screen the rejected sand to remove the rocks, clinkers and fines, while others send it to landfill. Sand entering the boiler
If not properly cleaned, trucks can carry a large amount of non-organics into the biomass stream, which in turn can damage machines.
with the biomass makes up some of the sand loss, but new sand must also be purchased to replenish what is lost.
Generally, keeping rocks out of the biomass fuel supply reduces boiler operating downtime and lowers operating costs, particularly so for power plants, which have strict penalties for unplanned outages off the grid. The rock contamination problem is somewhat less problematic for industries that have their own cogeneration (cogen) or combined heat and power (CHP) plants and utilize the heat and steam internally.
Contamination
Contamination consists of varying amounts of sand, dirt, grit, and stones, and occurs generally as a result of bad handling practices, including:
1. Dragging felled wood along the ground where dirt and rocks can become embedded in the bark.
2. Allowing dirt, grit and stones to build up on transport trucks and, by not properly cleaning them off, allowing rocks to find their way into the biomass stream.
3. Storing woody biomass on unpaved ground. Even with a sacrificial layer of biomass present, rocks will work their way up from the underlying soil.
4. Picking up grit and stones when reclaiming roadside logging debris (RLD) or pre-processed “hog fuel.”
5. Not taking the requisite care with primary plant residuals, i.e., allowing clean sawdust or chips to be mixed with “dirty” bark.
The best method of minimizing rock contamination is to prevent rocks from entering the biomass flow in the first place. One pulp mill found that rocks were migrating from the unpaved chip storage yard into the chip supply, and once the area was paved, the problem went away. Another mill found that removing the sand, snow and stones that fell off trucks onto the truck dumper before they could get into the chip stream solved its contamination problem.
As it is not always possible to prevent rocks from entering the biomass flow, some form of rock removal may be necessary. However, trying to remove 100% of the non-organics from the material stream is costly. Therefore, before selecting a system, first determine what size of rock particle is causing the trouble and design a system to remove it.
roCk removal metHods
Effectively removing rocks from biomass requires a lot of equipment that is costly to operate. There are a few methods of rock removal, including:
1. Water bath
Most woody biomass is lighter than water and floats, whereas most sand and rocks are heavier and sink, which makes the
Silvana Import Trading Inc.
water bath effective for rock removal. However, the water bath has serious disadvantages, including:
• If you are using the biomass for fuel, it is best not to get it wetter than necessary.
• If you operate in a very cold climate, wet biomass can freeze into lumps.
• The cleaning water quickly becomes contaminated and must be continually refreshed. Treating the
wastewater can be costly, unless the facility already has a plant with a large wastewater treatment system.
2. air Density separation
Whereas both rocks and biomass are heavier than air, it has been found that heavier particles will fall out of a moving air stream and lighter particles will be carried away. Air density separation (ADS) systems are effective at rock removal, but also have disadvantages, including:
A hammer blow to your operating costs. The hammer mill Granulex™ is the new dynamic grinding machine from Buhler. Designed for ultimate power, Granulex™ delivers high capacity grinding up to 15 t/h for wood and 75 t/h for biomass. Heavy design and supreme ease of maintenance minimize downtime, so you can make maximum use of this productivity. It’s an investment in quality that is sure to show a rapid return – and deliver a hammer blow to your operating costs.
Large screen area reduces wear of screens and hammers.
Screens and hammers designed for replacement by a single person in less than 30 minutes.
Smooth running sliding doors on both sides for fast and easy maintenance.
Very high rotor speed for superior grinding effi ciency.
• A large piece of wood can weigh more than a small pebble, so ADS systems effectively work only over a small range of densities, where the particles are similar in size.
• Generally, they are capacity limited with low throughputs, requiring multiple machines.
• Large volumes of air are required, resulting in the purchase and operation of large fans and motors.
• Effective air clean-up systems that will meet emission standards are required.
3. screening for size
If only one particular size of rock is causing problems, it is possible to screen-out that size of particle and discard it. However, similar sized particles of biomass will also be discarded, which may or may not be acceptable.
Generally, I have found that a combination of screening for size and air density separation is the best method of removing rock particles from biomass. First, screen the entire product flow into different size classifications, one or more of which will contain the offending rock particle size. Then process the selected contaminated stream through an appropriately designed air density separator to separate the biomass from the heavier non-organics.
In most cases, it is fairly easy and not too costly to retrofit a rock removal system into industrial processes that already utilize multiple levels of size screening, as many of the required components are already in place.
One example is a pulp mill that discovered that rocks 1/4" to 3/8" were causing substantial wear to the pulp screens. This mill already had multiple levels of chip size screening in place for process purposes. It was found that most rocks larger than 3/8" were being removed by the primary screen and over-thick ADS system, whereas the tertiary screen removed sand and grit smaller than 1/8". But rocks between 1/8" and 3/8" were staying in the chip flow to the digester. It was found that these sizes of rocks were concentrated in the chip flow from the secondary to tertiary chip screens, and it was therefore recommended that this contaminated stream be diverted offline to an ADS system where the rocks could be removed.
GranulexTM
High capacity hammer mill DFZP.
Powerful 500 hp (400 kW) motor for high capacity grinding.
roCk removal system
For Biomass Fuel
In my experience, the simplest and lowest cost rock removal system for biomass being used as fuel would include the following equipment:
1. A heavy-duty disc scalping screen for removing large rocks, lumps of frozen biomass and large chunks of wood.
2. A robust trommel screen with one or two different screen sizes depending upon the rock size to be removed.
• The grit-laden fines would fall out of the first screen section.
• An intermediate particle size would fall out the second screen section (if installed).
• The very large pieces of material would pass out the end of the trommel screen.
3. One or both of the larger-sized streams could be passed over a vibrating conveyor equipped with one or two air knives. Heavy particles would fall out the opening at the lip of the air knife and lighter particles would be blown over the gap.
4. If required, the grit-laden fines could be cleaned on a dedicated ADS system.
5. If there were an excessive amount of gross oversized material, it could be further processed on or off site in a grinder/hog.
6. A dust clean-up system would be required.
There are several types and makes of screens that are used for processing biomass.
• Scalping screens – the heavy-duty disc type of screen is best (JeffreyRader, Acrowood, West Salem)
• Trommel screens – good for most biomass fuel (PowerScreen, McCloskey, WestPro)
• Gyratory screens – very good for chips, sawdust and shavings (BM&M, Acrowood, Bruks)
• Thickness screens – specific to pulp mills (Jeffrey-Rader, Acrowood)
• “Flip-flow” screens – perforated plastic mat screens; (Jeffrey-Rader, Hein-Lehman)
However, note that vibrating screens are not recommended for biomass.
Air density separation equipment includes:
• Vibratory de-stoners with air knives (General Kinematics)
• ADS systems (Jeffrey-Rader, Acrowood)
• Sand/grit removal from small particles (Jeffrey-Rader, Clarke’s Industries).
Paul Janzé has more than 30 years’ experience in engineering design, project management, equipment manufacturing and maintenance, primarily in the forest products and energy industries. His material-handling
experience includes: biomass (including forest residuals, logs, lumber, chips, wood waste, pellets, straw and poultry litter), animal tissue, sludge and biosolids, municipal solid waste (MSW), lime dust, coal and ash handling.
He has a keen interest in technologies that recover and utilize waste materials and convert them into products such as wood pellets. Paul’s specialties are fibre flow analysis and mass balances, process optimization, and designing novel solutions to complex processing and handling problems.
For other articles related to biomass processing and handling, go to Paul’s blog at www.advancedbiomass.com.
COFI Meeting looks at Biomass Potential
The future of wood, the impact of wood pellets and the applications of biomass were all discussed at the 2011 COFI convention.
By Frank Peebles
The survival of wood as an industry has meant a change not only in markets but also in medium. The Council of Forest Industries (COFI) convention gave the wood industry a look at the future of the forest, but it wasn’t a mirror they were peering into. It was a microscope.
The Prince George event was the first COFI convention held in three years because the member companies and sponsors couldn’t afford to organize it. At the retooled event, it was evident that everyone knew robust lumber sales to China were largely the reason the B.C. forest sector was weathering the storm. And yet, everyone seemed to be trying to pull on a biomass sweater to shield themselves from inclement lumber markets going forward.
“The industry is still loaded with twoby-fours, but take a look around: it is a totally different industry overall,” said B.C.’s forest safety ombudsman, Roger Harris, the former minister of state for forestry operations. “Look at this [COFI conference] agenda. That is your future. Twoby-fours aren’t even mentioned.”
“We have always tried to take a dra-
matically forward-looking view in our conference material,” said COFI's event co-ordinator Doug Routlege. “That diversity of markets [pellets and subsidiary wood products] is helping to smooth out the cyclical nature of our industry.”
Wood pellets were the biggest line item on the biomass menu at the COFI conference, particularly on the exhibitor side with the likes of BID Group/Deltech and Wellons Canada occupying floor space. However, at the presentation table, the industry was asked to look more closely at itself.
“If you look into the microscope, there is a complex world there; it really is one of nature’s gifts,” said Alan Potter, biochemist and executive vice-president of FP Innovations British Columbia. “It seems a shame to burn it all for energy, but there are economies at play.”
He reminded the audience that the first airplanes were made with wooden frames, and experiments are afoot to build the jets of the future (and many other machines) out of wood as well, at the molecular compound level, to end up with a light and robust construction material.
The future of biomass, he said, is in phrases like nano-crystalline cellulose and cellulosic nano fibrils.
He cautioned wood-centred companies and governments from going only as far as wood pellets in their pursuit of biomass utilization, as pellets are still a limited commodity.
“In the right circumstances, we already have several examples of profitability in biomass for energy,” he said. “[As an industry] you have to really understand and optimize fibre supply and market forces.”
Michael Weedon, executive director of
the BC Bioenergy Network, fundamentally agreed and added that there was already competition in the form of sugar industry scientists trying to make sugar beet molecules to do the same thing biomass researchers were attempting.
Greg Stewart, a third-generation forest operations executive, is an example of the industry’s vision for product diversity. He is the president of the Sinclar Group of companies, which still butters its bread by milling wood. It has a relatively new pellet line as well, but Stewart is a young chemical engineer and was “totally excited about what Alan Potter had to say.” He said, “We are taking those residuals and making good value” with pellets, but saw even greater business sustainability by staring farther down the lens of forestry’s microscope. •
COFI's Doug Routledge says biomass is a welcome addition to the forest industry mix. “That diversity of markets is helping to smooth out the cyclical nature of our industry.”
PARTICULATE CONTROL FOR WOOD DRYER APPLICATIONS
neW dryer teCHnoloGy inspired By
nasa
Commercial Energy Solutions (CSEi) has announced a new industrial dryer, inspired by technology utilized in NASA, to re-use lost heat during industrial processes.
Commercial Energy Solutions (CESi) has solved the heat processing efficiency equation for industrial dryers with proven technology developed using NASA ingenuity. CESi designs, manufactures, and installs turn-key the following proprietary equipment that is designed for continuous tru-clean operation and very affordable...as low as a two-year ROI before government incentives.
C-heatZ system recycles hot exhausted air back into your drying process.
C-boilZ system further converts the exhausted heat into steam or hot process water, effectively idling your boilers.
C-chillZ provides the option of converting your remaining dryer waste heat into usable chilled air for AC systems or process cooling.
Your industrial dryers are the backbone of your process and by design exhaust waste heat to remove the moisture from your process. Hot process air is expensive to create using Millions of BTUs per hour. Capturing your waste heat provides dramatic savings boosting your bottom line.
Proprietary technology makes CESi systems the only ones engineered specifically for the rigors of industrial drying and heating processes providing safe, clean and dehumidified air; and the best
For the separation of particulate matter from dryer emissions, wet electrostatic precipitators represent the best available technology. Our extensive experience in wood processing applications ensures the most reliable design and economical operation.
• SENA - single and multi-field wet ESPs
• Energy Recovery Systems
• Dust Collection and Conveying Systems
Working together with our customers, we keep technology on the move and offer complete solutions that are extremely reliable and cost effective.
Biological Scrubbers | Wet and dry Electrostatic Precipitators | Press Exhaust Systems | Dust Collection and Conveying Systems | Sifters
Scheuch Inc. 2351 Huron Street, Unit 1 London, Ontario, N5V 0A8, Canada Phone: 519 951-7700 I Fax: 519 951-7711
office@scheuch.ca www.scheuch.ca
part; State, Federal and Local Utility incentives directly impact the ROI so you can tap into the savings immediately.
Additionally, our solutions are 100% American designed, manufactured, and guaranteed.
www.ENERGYTODAY.us
superior releases neW Belt sCale CHaraCterized By pinpoint aCCuraCy
Superior Industries, a leading American manufacturer of conveying equipment and conveyor components, announces completed development and market release of a brand new conveyor belt scale.
Designed to produce precision measurements, the new scale is available in two dif ferent models. The WB model has an accuracy rating of 1.0% (+/- 0.5%). With independent weigh bridge brackets, it accommodates multiple belt widths and is designed for material handling up to 2,000 tons per hour (TPH). With an accuracy rating of 0.5% (+/- 0.25%), the HD model is built with a continuous weigh bridge for increased accuracy and structural integrity. It is manufactured to manage up to 2,000 TPH and beyond.
The new belt scale is built with two, independent load cells. Superior says because the two load cell readings are displayed separately on the diagnostics screen, identifying malfunctions is made easier for the user.
Gear Focus on
In addition, Superior’s belt scale packages are available with one of two integrator models, both built with easy to operate touch screen menus, diagnostic screens that show load cell outputs independently and recalls up to eight previous scale totals. An optional speed sensor easily mounts to most conveyor frames and adjusts to applicable belt widths. www.superior-ind.com
veCoplan names CHoCHolko nortH ameriCan Wood, Biomass & BioFuels sales manaGer y uri Chocholko has joined Vecoplan, LLC as its North American Wood, Biomass & Biofuels Sales Manager. Chocholko will be responsible for overseeing the continued growth and strategic development of Vecoplan’s existing markets for machinery, equipment and systems in the wood, biomass & biofuels industries throughout the U.S. and Canada.
Vecoplan is a worldwide leader in industrial technologies, including shredding, conveying, screening, separating, and dosing as well as complete feedstock preparation systems for the alternative fuels sector. In addition to a BTEC Higher National Diploma in Mechanical & Production Engineering from Leeds Metropolitan University UK, Chocholko brings 19 years of industrial wood capital equipment sales, service and management experience to
EVENTS BOARD
JANUARY 16-18, 2012 • Pacific West Biomass Conference & Trade Show San Francisco, California www.biomassconference.com/pacific west
FEBRUARY 29 – MARCH 2, 2012 • World Sustainable Energy Days Wels, Austria www.wsed.at/en/service/home
MARCH 13-15, 2012 • World Biofuels Markets Rotterdam, The Netherlands www.worldbiofuelsmarkets.com
APRIL 16-19, 2012 • International Biomass Conference & Expo Denver, Colorado www.biomassconference.com
his new position.
“The sustained growth that we’ve experienced, especially in large systems for wood and biomass being prepped for conversion to alternative fuels, has made it necessary for us to expand both our facilities and our personnel. We are fortunate to have someone of Yuri’s caliber join our team here at Vecoplan,” states Marty Kennedy, Executive Vice President. www.VecoplanLLC.com
pellet teCHnoloGy and vermeer Form allianCe For FeedstoCk Grinder
Pellet Technology USA, a biomass processing technology company, has formed a strategic alliance with Vermeer Corporation. Vermeer will serve as the exclusive supplier of the feedstock grinder to be used in Pellet Technology’s patent-pending system to manufacture Power Pellets from stover, wood, energy crops, and other agricultural residues.
Vermeer’s HG6000 horizontal grinder, complete with a patented Series II duplex drum, will be integrated with the Pellet Technology air-assisted feed system, allowing for higher-moisture agricultural residue to be processed. The grinder features a self-cleaning “bioscreen” that maintains an even level of biomass throughput while preventing flow blockage. This design feature rectifies issues the biomass industry has had with producing a consistently sized product. The grinder’s addition to Pellet Technology’s design package provides a key component to its turnkey biomass processing solution. www.pellettechnologyusa.com, www.vermeer.com
MAY 2-4, 2012 • The Forest Energy Forum Miami, Florida http://theforestenergyforum.com/