Okanagan Valley cheesemaker blends product innovation with advanced vacuum-packing machinery to maintain its winning edge Story on Page 13 Show Preview Sept. 29- Oct. 1, 2025 Starts Page 33






PIONEERING INNOVATION SINCE 1950

Delivering Results.

With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection



We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.




Sep. 29-Oct. 1, 2025
Booth W-2506
Las Vegas, NV USA
• Controls and information systems info@heatandcontrol.com |
Las Vegas Convention Center















































The Videojet 7920 UV laser marking system is engineered to optimize your operations with innovative Videojet SmartFocusTM technology, helping to reduce manual intervention while maintaining packaging integrity.















































See how you can achieve your automation goals with the Videojet 7920 UV Laser and SmartFocus™ technology.









































Food and beverage manufacturers continue to focus on sourcing more reliable products that require minimal service to keep up with the industry’s growing demands.
Regal Rexnord is the ONE partner that can deliver component solutions designed to deliver increased, sustainable productivity - whether by designing more efficient solutions or simply sending more product out the door, quicker. We have united engineering expertise and best-in-class brands to provide both standard and customized end-to-end powertrain solutions that are widely used in the most challenging applications and conveyor lines. Learn how our products come together seamlessly to create efficient and reliable solution that can help you reach your business goals and upgrade your packaging line efficiency.
Regal Rexnord can help your business achieve your unique goals within these fast-moving industries.




Okanagan Valley-based cheese products manufacturer cooks up a winning recipe for sustained marketplace success with best-in-class vacuum-sealing technology and continuous product innovation.
Iconic family-owned rotisserie chicken restaurant chain makes a promising move into the local retail market with high-impact paperboard packaging.
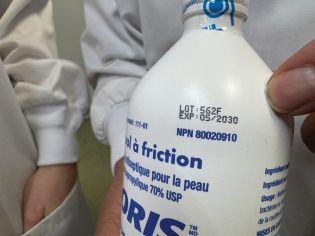
Montreal-based manufacturer of antiseptic and disinfectant solutions for the healthcare industry leverages leading-edge product coding and marking technologies to sustain its strong market momentum.
How automation and artificial intelligence are driving the swift adoption of smart manufacturing technologies in the packaging industry.
Leveraging the lure of exciting automation technologies to attract the next generation of young talent into the packaging industry.
Our preview of the exciting new technologies awaiting their unveiling at the upcoming PACK EXPO Las Vegas 2025 exhibition.
analog and dairy cheese products packaged on high-end vacuum-sealing machinery supplied to their Okanagan Valley plant by Reiser Canada Inc. Cover photo by Dave Buzzard
As one of the country’s biggest economic growth drivers, the Canadian meat processing industry has a lot going for it these days—tariff wars notwithstanding—but the sector’s long-term prosperity is far from a done deal, according to The Conference Board of Canada.
adian meat processors like Cargill and JBS Foods Canada are making progress in adopting smart technologies, this adoption has been driven largely by an appetite for quick fixes in productivity and process efficiency, rather than as part of a comprehensive sustainability strategy addressing critical environmental and social issues impacting the industry’s value chain.
SEPTEMBER 2025 | VOLUME 78, NO. 6
Reader Service
Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113 apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com
Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com
Account Coordinator Barb Comer | (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com
Meat processing sector’s share of all food processing sales last year 25.3%
With estimated sales of $43.8 billion last year, accounting for 25.3 per cent of total food processing sales, Canadian meat processors play a massive role in the country’s economic well-being—supporting more that 81,000 full-time jobs and nearly 1,000 businesses. But for an industry so reliant on trade with the U.S. and other international markets—with an estimated 51 per cent of all beef and cattle production exported in 2022—maintaining its status as a major player in the increasingly competitive global meat business will require a major upgrade of the industry’s manufacturing, workforce training and sustainability strategies.
As the new Conference Board report on the Canadian meat industry proclaims, “Sustainability underpins the future of meat. Consumers, especially in high-income countries, are increasingly conscious of the environmental and social impacts associated with meat consumption,” says the report, aptly titled From Knives to Knobs: Advancing Sustainability in the Meat Value Chain with Smart Manufacturing
“The [Canadian] meat industry should confront these issues to safeguard its social licence and remain competitive,” the report’s authors assert, suggesting that the industry’s current skillset is quickly becoming outdated in terms of downsizing its environmental footprint, while simultaneously adopting key “smart manufacturing” technologies such as robotics, automation and digitization.
“For meat processors to harness smart manufacturing, their workers need the right skills,” the study points out, citing a serious “skill mismatch” in the Canadian meat processing sector, especially in the beef segment.
For example, Canada ranks last among all G7 countries in terms of using robotics in the production and packaging of meat products, according to the report, which attributes this shortcoming to the industry’s inability to recruit enough skilled workers to operate them properly.
And while some of the largest Can-
“While the meat processing industry plays a crucial role in global food security and nutrition, the meat value chain also faces serious sustainability challenges,” the report proclaims. “For instance, beef production is the leading cause of tropical deforestation globally.
“In Canada, beef production uses 74 per cent of the crop and pastureland that wildlife relies on for reproduction,” the study notes, “[while] over 30 per cent of global methane emissions are from livestock farming.”
With methane emissions considered to be at least 28 times more harmful than carbon-dioxide in terms of global warming, tackling the sector’s environmental footprint will require new creative and collaborative approaches to production, packaging and distribution by meat processors, retailers and foodservice operators alike.
“Meat processors tend to assess smart manufacturing technologies in terms of their ability to address specific company needs,” the report’s authors point out, “but this inward focus is too narrow.
“Smart manufacturing technologies should be assessed using a value chain perspective.
“Given their common sustainability priorities, which smart manufacturing can address, processors should engage grocery and foodservice retailers to leverage capital, share risks, and collaborate on product positioning strategies for the value chain,” the study concludes.
“Pilots could be rolled out to test these strategies, which would help to innovate new technologies and reduce risks.”
Maintaining a healthy, vibrant and sustainable Canadian meat industry is in everyone’s best interests—from farmers to processors and consumers alike—and given its critical contribution to the country’s economic well-being, failure is not an option.

GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com
Media Designer Alison Keba | (519) 429-5181 akeba@annexbusinessmedia.com
CEO Scott Jamieson SJamieson@annexbusinessmedia.com
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues.
PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $80.07 per year,USA $183.09 (CDN) per year, Outside Canada $207.57 (CDN) per year, Single Copy Canada $10.00.
From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Annex Privacy Officer
Privacy@annexbusinessmedia.com
Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2025 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort.
We acknowledge the [financial] support of the Government of Canada


Watch live demonstrations of our vacuum chamber packaging machines
n Superior vacuum packaging extends product freshness and shelf life
n High-pressure sealing system provides two superior seals to every bag, eliminating leakers
n Expansion Cushion reduces evacuation times by up to 30% for increased production
n Full range of machines, including hot water shrink tanks, cooling tanks, and drying tunnels


Sept. 29 – Oct. 1, 2025
Las Vegas, NV – Booth SL-13048
October 21-23, 2025
Toronto, ON – Booth 1701

Oct. 28-30, 2025
Chicago, IL – Booth 2812
Leading Canadian bottling giant making major upgrades to its western Canadian operations
Coke Canada Bottling has capped off a $12.55-million capital upgrade at its manufacturing facility in Richmond, B.C., with the official unveiling of a new state-of-the-art canning line last month.
According to the company, the new line will significantly expand local production capacity at the facility—designated as the local CocaCola brands bottler for the Lower Mainland
region—while enhancing supply chain resilience across western Canada and reducing reliance on third-party manufacturers.
“As a family-owned Canadian business, we make, move and sell the most-loved beverages that Canadians enjoy—many of which are made local in Richmond,” says Tony Chow, president of Coke Canada Bottling. “We’re thrilled to officially open our new can line and get even more product into the hands of our customers and, ultimately, the consumers.
“This investment reinforces our commit-

METTLER TOLEDO finished goods re-inspection services support processors with on-hold inventory to manage foreign material incidents. We provide equipment to inspect suspect finished goods and provide detailed test reports to help processors make informed decisions to reclaim their product.
PXT™ Photon-Counting technologies enable the detection of most standard foreign materials in packaged food and beverage at below 1mm, including a wide range of plastics, rubbers, stones, and glass to support clearing your on-hold finished production as quickly as possible.
Learn more today by visiting www.xrayreclaim.com or calling (844) 972-9911



ment to producing locally and supporting our growth in Canada.”
Since becoming an independent, familyowned business in 2018, Coke Canada Bottling has invested approximately $65 million in its Richmond manufacturing and distribution operations.
In 2024, the company opened a brand-new, 230,000-square-foot sales, warehouse and distribution center there to streamline its logistics to better meet customer needs.
Today, Richmond is home to nearly 500 Coke Canada Bottling employees, including 150 at the manufacturing facility and 350 at the distribution centre. Both facilities operate 24-hours a day, five to seven days per week, depending on the season, producing a wide range of popular beverage brands such as Coca-Cola, Coke Zero, Diet Coke, Sprite, Fanta, Dasani, Monster and A&W. According to the company, Coke Canada Bottling contributes approximately $132 million annually to the Lower Mainland economy through local suppliers and partners.
Also last year, Coke Canada Bottling commenced construction of a new $70-million distribution center just outside of Calgary, Alta., which is scheduled for completion before the end of this year.
The new 60,000-square-foot, high-density warehouse will enable the company to bring western Canadian logistic operation in-house— instead of relying on third-party warehouse operators—and it represents the company’s largest single Canadian investment since 2018.
The new facility will house the company’s first automated storage and retrieval system(AS/RS)—along with a digital inventory management system—to store up to 19,000 pallets of beverages.







As the official high-protein yogurt of the NHL (National Hockey League), the Oikos PRO brand of Greek-style is undoubtedly one of the rising stars of fast-growing product category ringing up $3.2 billion in sales in Canada last year, with projected annual growth of 4.5 per cent through 2035.
With increased health awareness and the shift towards functional foods driving brisk sales of high-protein, probiotic, and plant-based yogurt across the country, the made-inCanada Oikos PRO yogurt—available in 650-gram tub for at-home use and in 300-ml drinkable bottle formats—is fast becoming a go-to
texture and a generous protein boost of up to 24 grams per serving.
Made and packaged at Danone Canada’s dairy processing plant in Boucherville, Que., Oikos PRO is widely available in most major grocery and retail chains across Canada—including Loblaws, Walmart, Metro and others—now boasting updated new packaging graphics designed for the brand by leading Canadian branding services provider Pigeon Brands Inc.
Introduced last February as part of the new Oikos PRO collection launch, the new design was created to visually communicate the brand’s high-performance nutrition.
Featuring bold, modern graphics and clear callouts such as “18–24gram Protein,” “No Added Sugar”
product benefits while reinforcing the brand’s energetic identity.
“As the official high-protein yogurt of the NHL and a brand built on purpose, Oikos PRO is here to fuel consistency and celebrate commitment,” says Aurélie Goffinet, senior brand manager at Oikos
“Instead of making athletes choose between gym time and game time, we brought both worlds together with a highenergy, playoff-worthy gym takeover that honors their discipline,” adds Goffinet, citing the brand’s close marketing partnership with the Edmonton Oilers hockey team during its nearly successful run at the Stanley Cup during last season’s NHL playoffs.
Canadians feed their strength with high protein content and no added sugar—without compromising on taste,” Goffinet points out.
“The visual identity projects strength, consistency, and trust, using simple, impactful design and nutrient-forward messaging,” says Goffinet, lauding the product’s 100-percent Canadian origins.
As Goffinet explains, “The new packaging was designed to reflect a high protein, high-performance lifestyle while remaining approach-
“It’s a point of pride that the product is crafted here in Canada to support the nutritional needs of Canadian consumers.”
Says Goffinet. “The on-pack claims like ‘High in Protein’ and ‘No Added Sugar’ make the product’s purpose clear: it’s fuel for people who take their nutrition seriously, whether they’re training at the gym, recovering from a workout, or simply powering through a busy day. However, it was also developed to appeal to a wider group: think

Single-serve rice dishes offer tasty convenience for any meal occasion
A trusted staple in North American kitchens for over 75 years, the Ben’s Original family of parboiled seasoned rice mixes is expanding its portfolio with the launch of new Ben’s Original single-serve cups and

rice dishes—introduced last year—has been expanded to include two new exciting flavors: Ben’s Original Street Food Honey BBQ Flavored Rice with Chicken; and Ben’s Original Street Food Teriyaki Style Rice with Chicken. Ready in 90 seconds, each 255-gram bowl is packed with up

mushrooms into a new era of
Enhance quality assurance with the ICON Combination System. Designed for efficiency, this compact unit integrates robust X-ray inspection with precision checkweighing, delivering contaminant detection and accurate weight verification in a single, space-saving solution.





































Leading Canadian paper products group Kruger Products Inc. has inaugurated its new LDC (light dry crepe) tissue plant in Sherbrooke, Que., following completion of large-scale $377.5-million expansion project. Constructed on a site adjacent to its TAD (through-airdried) plant, the new building houses a state-of-the-art and a facial tissue converting line, with another new bathroom tissue line also installed at the TAD plant as part of the multi-year expansion that commenced in 2020. According to Kruger, the project created 205 new direct jobs at the Sherbrooke Operational Centre, with the company’s total investment in the region exceeding $1 billion sine 2018. With annual capacity of 60,000 metric tonnes, the new LDC machine more than doubles the Sherbrooke Operational Centre’s production capacity to more than 130,000 metric tonnes per year. “This second plant fulfills our vision to make Sherbrooke a major manufacturing hub in North America of premium-quality tissue products,” says Michel Manseau, Kruger’s senior vice-president and general manager for the consumer business. “The fact that two large-scale projects were completed in just six years is a clear indicator of
outstanding success and a testament to stellar teamwork.”
Leading Canadian corrugated and tissue products manufacturer Cascades Inc. has announced a $5.3-million investment at the company’s tissue manufacturing plant in Granby, Que., aimed at increasing the capacity of two strategic production lines and enhancing product quality. As part of the investment, the plant will add a new packer and a higherperformance case-packer to the machine that produces bathroom tissue for the Cascades PRO

Away-from-Home product line— increasing production capacity by an estimated 20 per cent. “These enhancement at our Granby tissue plant will expand our ability to meet the needs of our current and future customers,” says Cascades president and chief executive officer Hugues Simon. “This investment is part of an ongoing effort to optimize our operations and consolidate our growth path.”
Montreal-based private equity fund
MontClerc Capital has made a significant strategic investment in Polykar, a leading Canadian

manufacturer of sustainable flexible packaging solutions, by acquiring a minority stake to support the company’s growth in North America. According to Polykar, the investment will enable the compny to expand its production capacity and accelerate the development of innovative, environmentally-friendly packaging solutions at its manufacturing plants in Montreal in Edmonton. “This collaboration reaffirms Polykar’s leadership in the field of sustainable packaging,” says Polykar president and chief executive officer Amir Karim. “Over the last 35 years, we have built a resilient company founded on innovation and operational excellence,” Karim adds. “This investment underscores confidence in our business model and growth potential.”
Kingsville, Ont.-based greenhouse operator Red Sun Farms has picked up the coveted the People Choice Hottest Tomato award in the annual 2025 Greenhouse Competition, for the company’s Empress Purple
Tomato brand, along with being awarded the Best Bite Size Tomato top prize for the company’s Sweetpops brand tomatoes. “It’s an honor to have our work celebrated by a community that shares our passion for greenhouse excellence,” says Red Sun Farms chief executive officer Carlos Visconti. “At Red Sun Farms, we’re driven by innovation and committed to sustainable growing practices, [and] these awards reflect the dedication of our entire team and the strength of our values.” Ranking as one of North America’s largest vertically-integrated greenhouse growers, Red Sun Farms operates state-of-the-art greenhouses across Canada, Mexico and the U.S.






With packaging play-
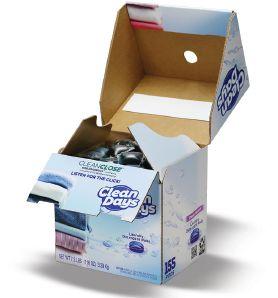
ing a critical role in protecting both the environment and consumers, designers and engineers at Graphic Packaging International have developed innovative new laundry detergent packaging that accomplishes both: a recyclable paperboard carton that protects laundry detergent pods or other cleaning products from moisture, outfitted with a unique child-resistant closure.
Until recently, U.S. brands and retailers who needed child-resistant packaging for laundry detergent pods had few options beyond plastic—until Graphic Packaging addressed this gap earlier this year.
Developed in collaboration with Radienz Living, one of North America’s leading private-label laundry detergent pod manufacturers, the new CleanClose paperboard laundry detergent packaging features a patent-pending ChildBlock closure, recently certified for child-resistance according to the
U.S. 16 CFR 1700.20 specifications.
According to Graphic Packaging, this innovative solution significantly reduces the amount of plastic in product packagingand prioritizes child safety, while also delivering significant consumer safety benefits and supply chain efficiencies.
The CleanClose with ChildBlock packaging is engineered to be intuitive for adults to open, yet difficult for children, and is designed to generate an audible “click” to les consumers know when it has been properly closed.
“Securing certification under 16 CFR 1700.20 is a milestone for Graphic Packaging, and CleanClose with Child Block is one of the most significant packaging innovations of my career,” says Chuck Tarlton, new business development director at Graphic Packaging.
“Requirements for child resistance pushed our team to explore countless design variables,” Tarlon relates.
“We had to meet stringent child safety requirements while also delivering cost-effectiveness, recyclability,
supply chain and manufacturing efficiency, and an outstanding consumer experience.
“We were excited to work with our partners at Radienz Living to bring this groundbreaking packaging system to consumers.”
According to Radienz Living, the highly customizable CleanClose pack can holds up to 160 laundry detergent pods to accommodate many different pack-size requirements.
Delivered flat for filling, the solution also improves warehouse and transport efficiency, with the number of filled packs per pallet determined to be at least 10 per cent higher than for plastic pouches.
Moreover, the pack has been designed to withstand 400 pounds of top-load compression—enabling self-palletization and supporting majority of Club Store supply chain operations.
Made from paperboard with 50-percent recycled fiber content, CleanClose is recyclable in curbside paper waste streams and is pre-qualified as Widely Recyclable under the
In recent years, sustainable packaging has become the expected packaging for all sorts of companies claiming their products to be a better choice for the planet and consumer health.
Formed in 2021 in Hockenheim, Germany, Vetain GmbH is a rapidly growing start-up company that manufactures vegan protein powder and supplements, includes protein powder, protein bars, nut butters and various toppings.
Founded by young entrepreneur athletes Luca Gruber and Philipp Riedl, who were on the lookout for a vegan and tasty alternative to protein powder, the company is driven by relentless commitment to ensuring

that its products fully align with its three core values of quality, transparency and sustainability.
These laudable principles have stuck a very responsive chord in the European markets, with the company’s client base now comprising about 200,000 customers.
Today employing 23 people full-
How2Recycle program in the U.S.
“We are deeply focused on delivering products that protect children and support environmental stewardship,” says Tom McLenithan, vice-president of research and development at Radienz Living.
“We are proud to have partnered with Graphic Packaging in the creation of an innovation that delivers against so many of our goals and our mission to create customer partnerships for life.
“This innovation offers customers a packaging solution made from paperboard that provides safety for children by meeting strict child resistance requirements,” McLenithan adds. “At the same time, it delivers reliability, efficiency and cost optimization across the supply chain.”
Says co-founder Riedl: “As former athletes, it was clear to us when launching Vetain that we wanted to offer a high-quality and great tasting alternative to the additive-packed products already on the market.
time, Vetain is already achieving an annual turnover of about $32 million.
As part of its sustainability agenda, the company has recently switched the packaging for its protein powders to Sonoco’s GreenCan containers with a paper end—replacing rigid paper containers with metal ends it used earlier. Made with at least 96-percent paper content, the Sonoco solution serves up a more recyclable and circular format, according to Vetain.
Now available in the German markets, Sonoco’s GreenCan with paper end is fully approved for full recyclability within the paper stream, meeting all the pertinent European recycling requirements.
“Being able to use fully recyclable packaging for our protein powders supports our brand perception, and many of our customers have praised our new paper-based packaging.”
For Sonoco, the partnership demonstrates its commitment to working with brands looking for highly sustainable packaging.
“Vetain is a great example of young entrepreneurs looking to make a meaningful difference with its brand and packaging,” says Oliver Kock, senior sales manager for Sonoco Consumer Europe. “After starting out using GreenCan with a metal end, Vetain team expressed its clear commitment to keeping its ecological footprint as small as possible, and using the GreenCan with a paper-end ensure that its customers can recycle the entire can.”


With the launch of PAC Digital Imaging , members gain more learning, more networking, and more global connections — plus access to PAC Global’s full suite of programs: PAC Awards , PAC IOU , PAC ED , and PAC NEXT .
Behind-the-scenes strategic and administrative support.
Expanded access to PAC Global certification and education.
Opportunities to engage with global brands and their creative p artners. A larger, cross-industry platform to connect, learn, and lead. NOW



Famed for its abundant fruit orchards, vineyards and beautiful natural landscapes with lakes and mountains, British Columbia’s Okanagan Valley region is also home to hundreds of smaller independent businesses specializing in production of high-quality, artisanal food products reflecting the area’s many natural charms and the entrepreneurial spirit of its inhabitants.
Located about a 15-minute drive east of Vernon, B.C., the village of Lumby is home to a number of thriving business enterprises playing a key role in the ongoing diversification of local economy, including the family-owned cheese products manufacturer Castle Cheese
Founded by Bill Boyko in 1997, the company started out as a wholesale cheese operation in Vernon, driven by the idea of providing Canadians with high-quality and attainable cheese prod-
ucts on a year-round basis.
The company enjoyed several years of slow but steady growth at its original 6,000-square-foot facility in Vernon, with Bill’s son, Paul. and daughter Ashley working to keep the business growing. By 2004, however, the company began looking for a new home after outgrowing the confines of its Vernon facility. Happily, the family did not have to look very far.
“The Village of Lumby welcomed us with opened arms in 2004 and found us a beautiful parcel of land,” recalls Castle Cheese president Paul Boyko.
“We moved into our purpose built facility in 2005 and have just celebrated 20 years here in Lumby,” says Boyko, who played and instrumental part in transforming Castle Cheese from a wholesale business into a bona fide manufacturing enterprise since assuming the company’s leadership.
Nowadays operating out of a modern 40,000-square-foot manufacturing plant





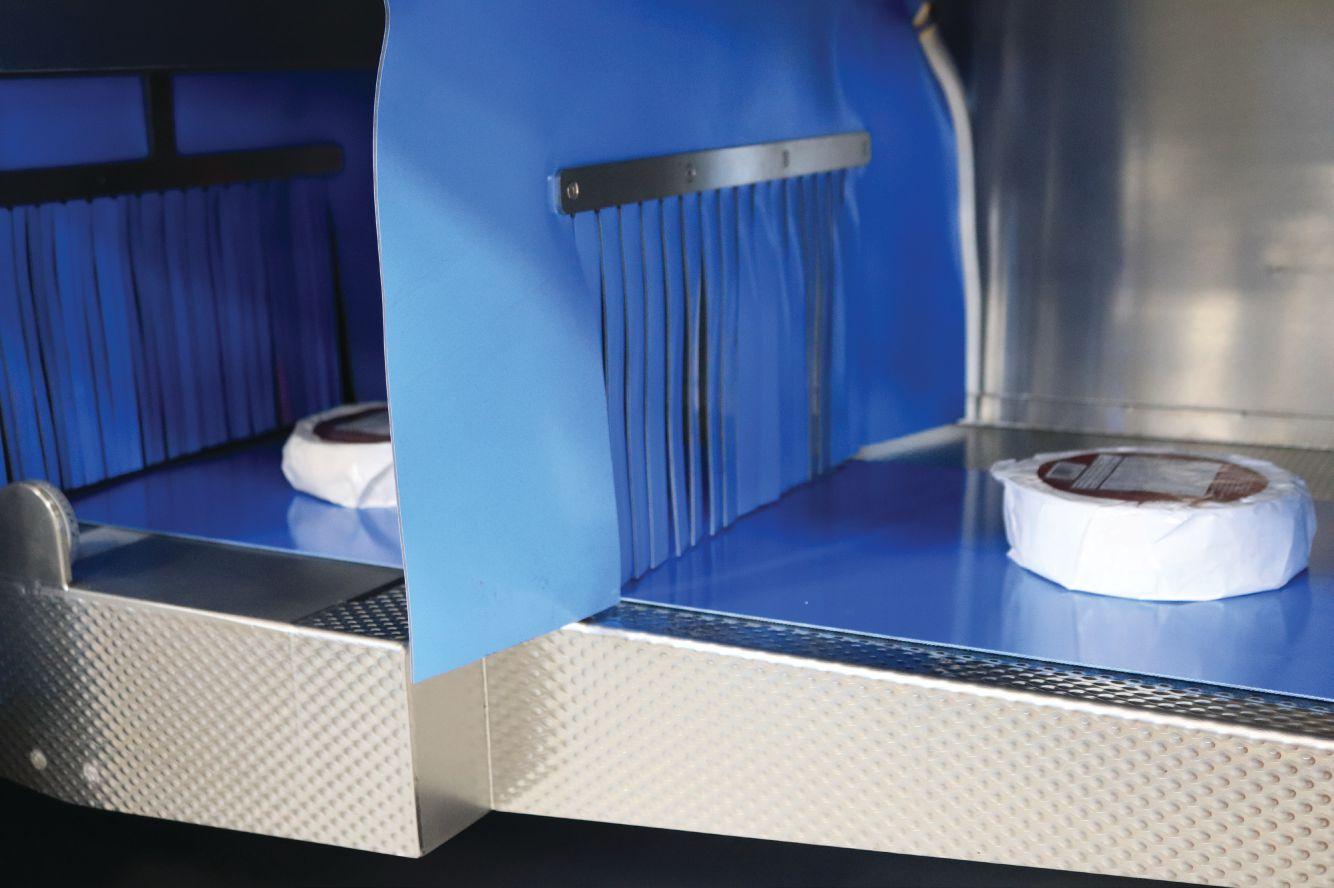
(Above)
Castle Cheese production manager Michael Moore tends to setting up one the Lumby plant’s three VARIOVAC Optimus vacuum-packing machines for the next production run.
A varied selection of packaging formats and sizes produced at the Castle Cheese manufacturing plant in
Uniform bricks of cheese loaded into the cavities of the VARIOVAC Optimus machine in preparation for the next packaging run.
employing about 50 full-time people, Castle Cheese has achieved significant success in the Canadian cheese industry circles—in large part through astute selection of promising niche market segments and continuous refinement of its manufacturing capabilities to support robust growth in those segments.
“We offer high-quality custom blends of dairy products and analog cheese at affordable prices,” Boyko told the Canadian Packaging magazine in a recent interview.
“We are uniquely situated in the Canadian dairy market to help our customers keep their ever-increasing food costs in line.
“We accomplish this by crafting custom blends of cheese products with our own proprietary recipes that meet or exceed our customers’ requirements,” Boyko continues. “We sell our products from coast to coast across Canada.
“Our major customers are food service providers who sell to restaurants, institutions and food industry processors,” Boyko says, adding that all of the company’s products are Halal-certified.
According to Boyko, the majority of the plant’s output is distributed to food-
(Right)
Close-up of the easy-peel package opening feature formed on-pack by the VARIOVAC Optimus packaging machinery.
(Right) The 4,000-liter still at the All or Nothing Brewhouse facility in Oshawa has been put to extensive use since early March to produce 65-percent enthanol hand sanitizing solution.
service companies across Canada in shredded, sliced, cubed and block formats.
The balance is used for the production of the company’s retail brands such as Castle Cheese , Okanagan’s Choice Cheese, Okanagan Soya Co and Pacific Coast, which can be found on the shelves of leading grocery chains like Loblaws, Save-On-Foods, Co-op, Sobeys and at most independent grocers across British Columbia.
“Our food safety record and consistent customer satisfaction reflect our commitment to quality.”
Housing a total of six production/ packaging lines, the Lumby plant is not a highly automated operation, Boyko

acknowledges, “due to the nature of working with cheese.
“We need to have human employees to handle and operate cutters and run the packing machines,” he says, “as well as to box and palletize the finished products.”
As Boyko explains, one of the plant’s lines is used for blending the raw ingredients—sources from across North America—and forming them into big uniforms blocks of cheese.
The other five lines are then used to process those blocks into shreds, dices, slices or cubes that go inside the gasflushed packages made from the high-quality barrier film supplied by FoodPak Ltd., Richmond, B.C.-based

Side view of the Lumby plant’s production area dedicated to the processing of loose shredded and cubed cheese products, which employs bucket elevators and automatic multihead weighscales to produce pre-measured portions of cheese product that is then packaged in large-sized, gas-flushed bags made from high-barrier film supplied by FoodPak.
division of Duropac specializing in flexible packaging products for food industry applications.
“FoodPak is one of our key packaging partners,” Boyko states.
“They supply all our packaging needs and work with us to help deliver film and supplies in a timely and cost-effective manner.
“They even go above and beyond for us by storing film in one of their warehouses in B.C., as we are always tight for space.”
As Boyko asserts, “Because we primarily sell to the foodservice market, packaging integrity and production efficiency plays the biggest role in our success as we move forward into the future.”


Machine operator loading up the pockets of the VARIOVAC Optimus machine with large blocks of cheese just prior to packaging.
As part of the company’s continuous efforts to secure a prosperous future for Castle Cheese products, the company has in recent years built a strong relationship and rapport with Reiser (Canada) Ltd., a leading supplier of food processing and packaging equipment headquartered in Burlington, Ont., with a big presence in British Columbia.
“We attribute a lot of our success to working with key partners such as Reiser,” sates Boyko.
“They have helped us diversify our products and packaging ranges to keep up with other larger and more diverse competitors, such as allowing us to offer new and improved packaging or diversifying our cubed and dice lines of cheese.”
Close-up of the blocks of cheese placed inside the Variovac Optimus machine’s cavities lined with the high-barrier packaging film supplied to Castle Cheese by FoodPak.

As Boyko relates, much of this diversification and packaging enhancement can be attributed directly to the purchase and installation of three state-ofthe-art VARIOVAC Optimus vacuum-packing machines purchased from Reiser over the last few years.
“We first met the team at Reiser at the PACK EXPO Las Vegas show in 2018 after seeing their advertisement in the Canadian Packaging magazine,” Boyko recalls, “and we had a great experience working with Reiser on the purchase of our first VARIOVAC.
“It was so much better than our old packaging machines!
“We found we had much less downtime due to fast die changes and film changes,” he continues, “with little of and little to no loss of time due to errors in packaging.

“Moreover, the whole team at Reiser was very professional,” Boyko adds, “from Alessandro Sestini (B.C. sales rep) working with me on the purchasing end to Eric Deschamps (technician) on the installing side, with his vast knowledge of the machinery.
“We enjoyed the process so much that we budgeted over the next two years to replace all outdated and aging packaging machines to VARIOVAC Optimus,” Boyko extols, “and so we now have three of them.
“From what I hear, there are not very many food manufacturers in Canada to have three VARIOVAC Optimus machines in operation,” says Boyko, “and we could not be happier about having them at our Lumby facility.”
In fact, the positive experience that Castle Cheese has enjoyed through its partnership with Reiser so far also prompted the company to purchase another piece of equipment from Reiser earlier this year—the Holac Cubixx 100 dicer—to improve the consistency and uniformity of its cubed cheese products.
“It’s a beautiful machine that operates really efficiently, is easy to clean, and has made our diced cheese far more consistent in terms of the cubing structure.
“The machine is actually a gamechanger for us,” he enthuses, “providing a nice perfect cube every time, so that we have a perfect finished product for our customers in every pack.
“We had also, years prior, purchased a Vemag cheese block former from Reiser, which we use for extruding some of our cheese products into bricks,” Boyko adds, “and it also works really well for us.”


Designed as an all-purpose machine for cost-effective and automatic packaging for food products, the VARIOVAC Optimus is engineered to provide exceptional vacuum, MAP (modified atmosphere packaging), skin and shrink packaging, and hot-filling performance through many cutting-edge performance features.
The deep-drawing machines are equipped with the proprietary VARIOVAC RapidAirSystem that guarantees optimum formation of the packaging and a high packaging output, reaching speeds of up to 12 cycles per minute for shallow vacuum-packs, with superior film distribution in the corners and precise forming of the package.
Boasting all-stainless-steel construction, the washdown-compatible machine features almost no plastic parts, with all the color-coded tubing housed in a designated frame inside machine, with easy access for cleaning.
Featuring easy three-button operation (start, stop, reset) and an E-stop, the compact three-meter machine is controlled via a full-color 10-inch touchscreen HMI (human-machine interface) for fully flexible programmability, recipe management storage and optional remote diagnostics.
“These machines filled our needs in all the areas that we wanted insofar as higher speeds, a wide array of pocket formations, and the ease-of-use.
“The side panels of the machine easily come apart so that we can access all the internal components,” he continues, “and because most of the parts are not proprietary, we can easily order them right off-the-shelf, should the need occur.
“We really enjoy how efficient, fast and reliable these machines are,” Boyko says.
“After we saw how well our first VARIOVAC worked for us, we knew that we could safely invest our money into more of these machines.”
Castle Cheese production manager Michael Moore fully concurs, lauding the VARIOVAC machines’ user-friendly operation.
“The interactive display panel (HMI) is very simple and intuitive for our people to control the running speed,” he says, “and it displays all the key parts of the machine right on the screen with a simple touch of the icon.
“It also allows us to store up to 100 different recipes,” Moore points out.
“We currently have 19 pre-programmed recipes,” Moore notes, “and it’s very easy to switch over from one to another: very simple and straightforward.”
Boyko adds that he is fond of the exceptionally quick product and die

changeovers enabled by the VARIOVAC Optimus machines.
“We often need to change the pockets two to three times a day to package different items,” he notes, “and it can all be done within 10 to 15 minutes with very little use of any tools.”
Adds Boyko: “What we also really like about Reiser’s VARIOVACs is their reliability, so that when we turn them on in the morning, they’re going to be ready to run all day, without the worry of potential downtime or sensor issues.
“There is also a big advantage in having your processing and packaging machinery coming from one supplier,” Boyko states, “because you only have to make one phone call to get new parts or to have a service technician come over.”
Says Boyko: “We find the Canadian dairy sector to be a highly competitive industry with many strong and innovative competitors, and we attribute a lot of our success to working with key partners such as Reiser.
“We have noticed a lot of new interest in customers looking for Canadian-made products in the last six months,” Boyko notes.
“With the threat of potential tariffs and boycott of many American-made products, we are definitely seeing an uptick the in sales of our products made here in Canada,” he reveals.
“I have had many new customers make the effort to reach out to us looking to move from ordering similar products from the U.S. to our products,

Stacks of the Okanagan’s Choice retail brand of Aged Cheddar cheese immaculately packaged inside the FoodPak high-barrier clear film on one of the Lumby plant’s three VARIOVAC Optimus vacuum-packing machines.
A freshly formed block of cheese is prepped for dicing on top of the Holac Cubixx 1oo fully-automatic dicing machine, also supplied by Reiser, that enables production of consistently uniform cheese cubes of virtually any size with virtually no size deviation.
“We find the Canadian dairy sector to be a highly competitive industry with many strong and innovative competitors, and we attribute a lot of our success to working with key partners such as Reiser.”
made here in Canada.”
As Boyko sums up, “We plan to keep moving forward, diversifying, and continuing to grow to meet customer demands.
“And we’re looking forward to partnering with Reiser again in the future to help us meet those goals.”


Iconic restaurant chain spreading its wings in the retail markets with high-impact brand packaging
By Andrew Snook
For 65 years, Benny & Co. has been feeding hungry Quebecers with its famous chicken and rib products.
With 83 locations across La Belle Province, the fourth-generation family business has a footprint throughout almost all of Quebec in the restaurant sector.
While this level success is impressive, the leadership of Benny & Co. have continued to challenge itself to grow the brand
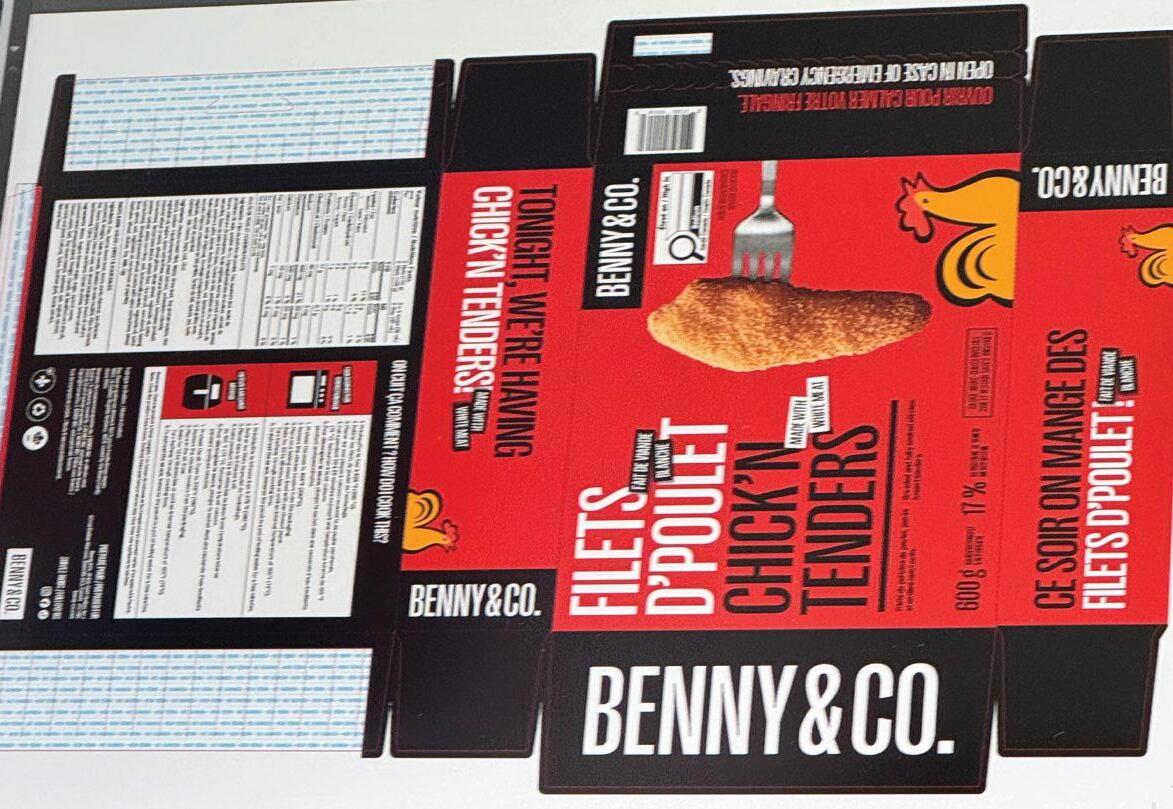
In 2021, the company decided to enter the hypercompetitive grocery retail space and launched five products in grocery store aisles, including Chick’N Tenders, Winnin’ Wings, Bits O’ Chicken, Veggie Fingers, and the restaurant’s famous Benny & Co. BBQ Sauce.
This was a particularly challenging task, since the company does not own any production facilities.
“We always wanted to get our flavors, our products, into the retail division side, but how would it be possible since we don’t have a plant?
“We don’t produce our own products to sell in retail,” says Benny & Co. director of purchasing and retail Vincent Samuel Cabana, who has worked for Benny & Co. for 20 years, starting out at the company’s restaurant in Joliette at 16 years of age.
Since Cabana was director of procurement at the company, he has a large number of suppliers he could reach out to for discussions about entering the grocery retail space.
So when the challenge was presented to find a way to break into the sector, The


Cabana embraced the opportunity.
In June 2021, Benny & Co. launched its first five products with Sobeys under an exclusivity agreement, which is set to expire in the near future.
Since then, the company has been ramping up its product offerings in preparation for a larger expansion into Quebec’s grocery retail sector.
“We now have 15 products,” Cabana says. “Being at the end of the exclusivity agreement, we’re definitely looking at other markets.”
While the exclusive Sobey’s agreement forbids Benny & Co. from disclosing its future locations and markets at this point, “In a few months, we’re going to be in other big markets in Quebec,” Cabana reveals.
Benny & Co. currently works with six co-packing manufacturers—including Novo Poultry , Lesters and a few others—for the production of its chicken and ribs.

“This has worked for us because it makes us more flexible to create new products, because each co-packing manufacturer has their own specialties,” Cabana explains.
“So, we can choose which one we want to work with when the market wants something specific.”
For the packaging heading to the grocery store shelves, Benny & Co. works regularly with LMi Packaging, based in St-Eustache, Que. to help ensure their products catch the eyes of potential customers.
The relationship between the two companies started out as neighboring businesses.
“We were neighbors, but we moved to Blainville, and LMi Packaging moved to St-Eustache,” Cabana recalls.
“At the time we were not working together, but then Gerry Bonneau, coowner of LMi Packaging, said, ‘Hey, come visit us, just to see what we can do for you.
‘I know you’re working with others company for your packaging in retail, but



I’m sure I can do something better for your needs.’
“So It all started there,” Cabana states.
Two years ago, Benny & Co. management decided to visit LMi Packaging’s 54,000-square-foot facility in St-Eustache to learn more about the printing technologies the company was utilizing.
“It was nice to visit them. They have state-of-the-art equipment for all of their printing, so we decided to do a little test with them,” Cabana says.
Benny & Co. was very impressed with the quick production turnaround times and competitive pricing.
“The speed of execution really stood out. It took about two weeks to complete the order, and usually it took other suppliers eight to 12 weeks to get our packaging,” Cabana says.
“We said, ‘It’s probably because they want the business, so we tried another test, but it was the same outcome.
“They (LMi) are really efficient because they have new equipment and do more just-in-time production.
“Sometimes they can even do an order in one week if the graphics are perfect.,” Cabana adds. “So we really like to work with them.”
Another reason Benny & Co. enjoys
working with LMi Packaging is the company’s reputation as for sustainable production.
As Cabana points out, LMi Packaging boasts the vaunted FSC (Forest Stewardship Council) certification and ECOPRINT accreditation, validating that the company has a low environmental impact with its printing processes.
In addition to sustainable practices such as the use of recycled cardboard and paper, vegetable inks and waterbased varnishes, the company also utilizes two Komori H-UV presses in its print operations.
The highly efficient Komori H-UV presses offer significantly lower energy consumption compared to traditional UV printers, while delivering robust throughput speeds of up to 18,000 sheets per hour.
“The ECO-PRINT accreditation is an aspect we like because it helps us become more environmentally sustainable,” Cabana says.
The quality of the final printed products was another key selling point for Benny & Co.
“In retail there are tens of thousands of products in the grocery stores,” Cabana points out. “We need to have really nice

Vincent Samuel Cabana proudly shows off some of the company’s more prestigious industry awards.
graphics on our packaging, and because LMi Packaging has new equipment, the quality of the printing is really nice.
“It’s a high-end product,” Cabana says, “but it’s still competitive with the pricing. That’s why we like to work with them.”
Gerry Bonneau, co-owner of LMi Packaging, says he enjoys working with Benny & Co. because of the similar values the two companies share.
“We have a nice way of working together because they have the same values that we do,” he says. “We a both a family business, so we often work the same way.”
Bonneau says the design and production process with Benny & Co. runs extremely smooth.
“They’re easy boxes. What they needed from us is to know what kind of board to use, what kind of finishing to put on it to go in the freezers.
“That’s the expertise we have,” he says.
“We guided them on what board to use, how to do it, and then we just clicked.
“They recently got a big order from a customer, requiring them to put products on the market for the Super Bowl at the last minute.
“It was a big success,” Bonneau recalls. “We managed to do the job in 10 days, which normally would have taken five weeks.”
One of the ways Benny & Co. have used its packaging to help showcase its product portfolio since entering the grocery retail sector is through the use of different colors for each product, with otherwise identical packaging.
Under this color-coding scheme, The Chick’N Tenders come in a red box; Winnin’ Wings in orange; Bits O’ Chicken in yellow; and Veggie Fingers in green.
“In 2021, it was not common to see different colors for different portions,” Cabana recalls.
“At this time, we didn’t have the graphics, so we worked with our communication partners to develop that.
“It was really new in the business to have different colors for your packaging, and we wanted to have the Benny & Co. logo the biggest size possible for people to recognize the brand easily.”
Because LMi Packaging offer just-intime production for its packaging products, companies like Benny & Co. can maintain better cash-flow by not having to purchase large quantities all the time— allowing for more flexibility in products offerings and design changes.
“We’re really changing the market,” Bonneau states. “Instead of stocking big quantities, companies are keeping a good cash-flow with us being just-in-time.
“I think it’s the way to go right nowadays.”
For companies like Benny & Co. that require freezer board for its products, LMi Packaging’s Komori H-UV presses offer significant advantages.
“When you use freezer board, you need a protector you put on the sheets that you have to buy from the mill.
“The good thing about having my Komori H-UV presses is I can buy regular board, take the H-UV food grade that goes in the freezer, and put it in my machines,” Bonneau explains.
While acknowledging that the grocery retail sector is an incredibly competitive space, Cabana says Benny & Co.’s flexibility and brand recognition across Quebec gives the company a big advan-

(Left)The glass still case is part of the spirit distilling equipment relocated by All or Nothing from the former Oakville facility and put to use in the production of hand sanitizer.
tage over some competitors.
“We have a strong brand that resonates for a lot for Quebec consumers. Benny & Co. is synonymous for them with quality and unique flavor,” Cabana says.
“I think this is one of our strengths, along with our credibility—not only with the consumers, but also our reputation with suppliers.
“We have past success with them with our restaurants, so they they know we can do good business with them.”
For the moment, Benny & Co. want to focus on utilizing its brand recognition in Quebec to grow its footprint in the province.
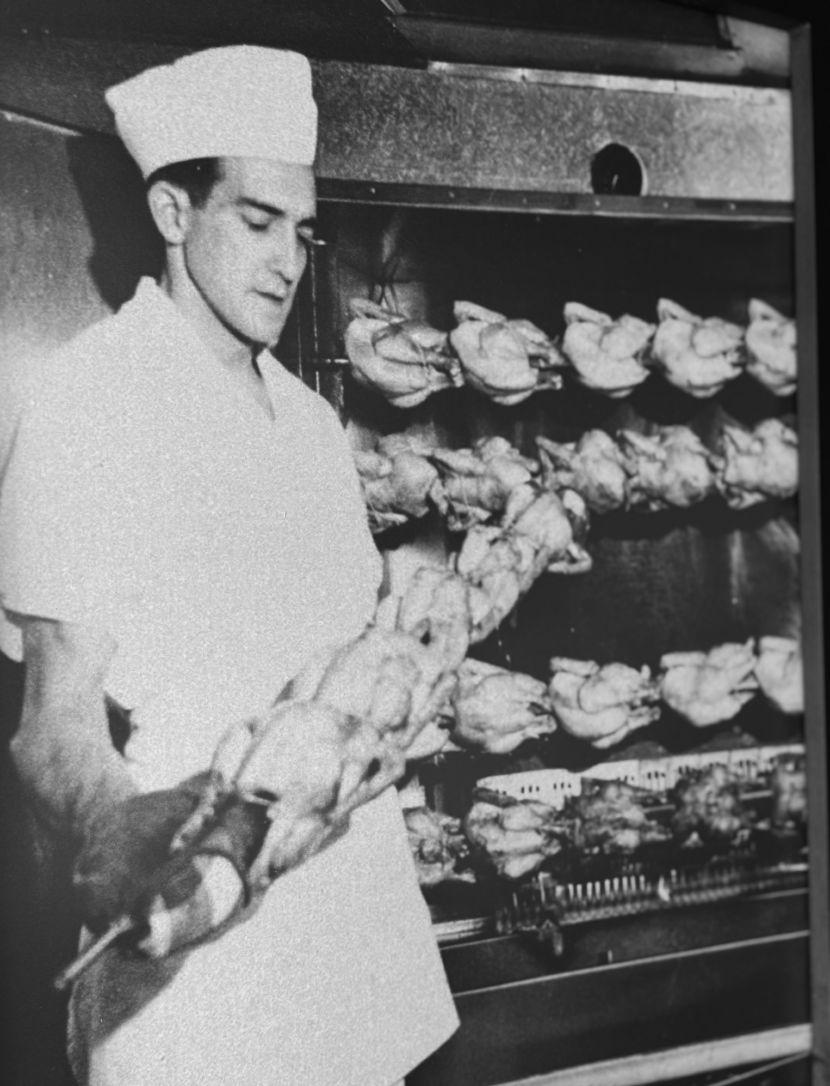
Gilles Benny, the youngest of the eight Benny brothers, is credited with developing the exclusive three-hour slow roasting technique that put the company on the map, with the boardroom at the company’s headquarter (inset) named in the honor of his legacy.
“We did a Leger survey, and we have 88-per-cent name recognition all around Quebec, including markets where we do not operate, so it’s pretty big for us,” Cabana says.
While the company has impressive brand recognition in Quebec, it does have plans to expand its restaurants and grocery retail products throughout the rest of Canada.
“We think our flavors are good for more markets than just Quebec,” Cabana says.
Benny & Co. started from humble beginnings with eight Benny brothers

operating a grain mill and working as chicken farmers in the 1940s and 1950s in St-Félix-de-Valois, about a 50-minute drive north of Montreal.
“They were selling their chickens to grocery stores and restaurants in Montreal,” Cabana says.
Since they were a big family that enjoyed getting together for Sunday dinners, the brothers decided to build a rotisserie for slow-roasting chickens to feed their families in the late 1950s.
“They started to think, ‘Maybe it would be a good idea to have our own restaurant’,” Cabana says.
In 1960, the brothers decided to open their first restaurant in Joliette, Que., north of Montreal.
“They thought it could be fun, because they could develop their own flavors, their own spices, for the chicken, for the coleslaw, for the sauce,” Cabana says.
The restaurant found great success in Joliette, so the brothers decided to sell off their chicken farm and grain mill to focus entirely on the restaurant business.
To that end, the brothers all moved to different regions of the province to open up restaurants and replicate the success they found in Joliette.
Moving to locations in the Outaouais Region, Quebec City area, and the South Shore in Montreal, each brother operated their restaurant independently from each other, with a few key similarities.
“They each had their own names because in the 1960s, the chain restaurant was not a common model,” Cabana explains. “But they all had the same flavors,
The brothers eventually turned their businesses over to the second generation of the Benny family in the 1980s, who grew the family business to over 40 restaurants during the 1980s and 1990s.
Eventually, the company started to struggle somewhat in the early 2000s
(Above)
The classic Volkswagen Beetle that was one part of the company’s original delivery fleet.
(Right)
Vincent Samuel Cabana, Vanessa Pinho-Giguère, and Marc-Antoine Benny having an animated chat about the high-impact retail boxes produced for Benny & Co. by LMi Packaging.

due to increased competition.
“In the 2000s it was a bit hard, because fast-food chain restaurants were growing, and it was more common to have them in your town,” Cabana says.
Fortunately, Jean Benny, a member of the second generation, along with his brothers, had a plan to counter the momentum of their competitors.
In 2006, the Benny family decided to build the Benny & Co. brand.
Between 2006 and 2012, the family’s various restaurants came together and took on the new brand and began getting some of the same advantages as large fast-food chains.
“They were bigger and had better brand recognition by consumers,” Cabana says.
The Benny family still own all 83 restaurants across Quebec, with multiple generations active in the business. Between the head office and 83 restau-
rants, Benny & Co. employs approximately 2,500 people across the province.
“It’s a really big family business, and each Benny & Co. are still owned by our Benny family members.
“Now there is the third generation, and also the fourth generation, who are now working in the restaurant,” Cabana says. “We have 35 Benny family members in the business.”
With the increasing demand for Benny & Co.’s chicken and rib products, the company has decided to return to its roots by looking to purchase a chicken production plant, making it more vertically integrated,”
“It’s part of the plan for the coming next years,” Cabana says, “because we want to do more production for our restaurants and retail sites.
“So, that is something we’ll be seriously looking at over the next few years.”
KemiTM liners, Metsä Board’s premium white top kraftliners, have played a significant role in the evolution of corrugated packaging in the Americas. Known for their superior printing surface and high performance, KemiTM liners are a coated white top kraftliner that revolutionized the corrugated packaging industry by combining performance with visual branding.
KemiTM liners, then known as Kemiart, were launched in the American market in 1991. Innovation continued introducing double coated white kraftliner in 2011. Most recently, in 2023, the Kemi mill underwent further developments to increase its capacity to 465,000 tons, while enhancing energy and water e ciency.
At 465,000 tons, our facility is now the world's largest
Growth, with a future
production plant for coated white-top kraftliner. Customers worldwide specifically request "Kemi" when they mean our first-class white kraftliners such as MetsäBoard Classic WKL, MetsäBoard Pro WKL and MetsäBoard Prime WKL.
With a legacy spanning over five decades, Metsä Board will continue to help set the standard for excellence in packaging, allowing every box to tell a story of quality and sustainability.


By George Guidoni, Editor
There is no such thing as too much quality control in the healthcare and pharmaceutical industries, where a slightest miscue on production or packaging lines can have lethal consequences for manufacturers of any size or stature.
But for companies who get it right at all times, like the Saint-Laurent, Que.based Lernapharm (Loris) Inc. , the rewards are often well worth the effort and expense of ensuring optimal efficacy and safety of the products they bring to market.
Founded in 2001 by president and chief executive officer Razmik Margoosian, the family-owned company is testament to the virtues of relentless focus on product quality and innovation as a platform for continuous success in the domestic and international markets.
From humble beginning as a small start-up manufacturer of alcohol prep pads, Lernapharm has quickly evolved into a world-class supplier of medical devices, antiseptics and disinfectants for use in personal and healthcare sectors.
Today, the company operates two manufacturing plants in Montreal’s second-largest borough, with over 120,000 square feet of production and packaging space, cleanrooms, laboratories and administrative offices.
Employing 110 full-time staff to manufacture a diverse product line comprising antiseptic and disinfectant pouches, wipes, bottles, applicators, sponges and swabs, Lernapharm currently operates nearly 50 packaging lines, including vertical, horizonal, liquid filling, bottling and thermoform packaging

lines.
Marketed under the brand names Loris , Lerna and Saninta , Lernapharm’s products offering revolves mainly around five active ingredients including Povidone Iodine and Chlorhexidine Gluconate, among others.
In addition to being a major player in the Canadian market for antiseptic and disinfectant solutions, Lernapharm products are also sold in the U.S., European and other international markets, according to the company’s director of operations Viken Afarian.
“Our products are distinguished with their consistent quality,” Afarian states. “Made in Canada, they are available to the market at internationally competitive prices—allowing Lernapharm to bring Canadian know-how and quality to the end-users.
“Our product are predominantly used in healthcare setting for various indications and various patient groups,” Afarian adds.
According to Afarian, the company’s competitive edge stems in large part from its deep-rooted commitment to continuous R&D (research-and-development) and manufacturing excellence.
“Every business needs to understand its competitive edge,” Afarian states, “and Lernapharm has long ago decided
(Above) Lernapharm founder, president and chief executive officer Razmik Margoosian proudly displays the diverse variety of medical antiseptic and disinfectant solutions produced at the company’s two manufacturing facilities in Saint-Laurent, Que., for use in the personal and healthcare sectors across Canada, the U.S. and other global markets.
to concentrate on its core competencies, which are product development and manufacturing.”
As Afarian relates, “Lernapharm is well-known for its forward-looking R&D efforts in bringing new delivery solutions to the market of topical antiseptics and hospital care products.
“Focused and well-organized internal processes allow for these solutions to be cost-effective and of high quality,” he states.
“Lernapharm’s agility and its capabilities in engineering production lines enable it to bring new, cost-effective and quality to products to market,” says Afarian, citing the company’s core values that include
• Integrity;
• Trust;
• Customer focus;
• Teamwork;
• Innovation;
• Continuous improvement;
• Social responsibility.
As Afarian relates, the company’s multistage production process comprises packaging and raw material receipt, testing, and quality release; manufacture of bulk solutions in mixing tanks; filling of the bulk solutions into individual units; and final product testing and quality release.
To execute all these steps in efficient


Supplied to the Lernapharm plant by Redemac, the LEIBINGER model Jet2 NEO model inkjet coder and the older model Jet2 SE coder incorporate proprietary SEALTRONIC automatic nozzle-cleaning technology to ensure consistently flawless code printability and legibility on all Lernapharm packaging.
and cost-effective manner, the company leverages various leading-edge automation technologies throughout its production process, Afarian explains.
“Different lines have different levels of automation,” he says, “and most of our current automation capabilities is deployed in the line feeding processes— descramblers, spider robots, etc.
“However, we are now implementing automation on the final packaging side to increase the consistency and efficiency of our production lines.”
In addition to boosting the company’s productivity and line efficiencies, automation also plays a key role in maintaining a safe and sound work environment for its dedicated staff, Afarian notes.
“As a family-owned business, Lernapharm is conscious of people’s desires to balance their work and their personal life, which is why we have a two-week summer shutdown every summer, as well as about 10 days off for Christmas and New Year,” Afarian relates.
“At the present time we operate on a single shift, which allows us the flexibility of doing overtime or requesting people to work a second shift if and when necessary,” he continues.
“In our business the workflow is usually forecastable, which allows us time to recruit and train new employees.


With user-friendly operation enabled by the slim profile and intuitive graphic displays of all key operational data on the touchscreen HMI (human-machine interface) panels, the LEIBINGER continuous inkjet (CIJ) coders enable crisp, durable and highly legible product coding across a broad range of packaging containers and other packaging formats used for ensuring full regulatory compliance and product traceability for all product made at the two Lernapharm production facilities in Saint-Laurent, Que.
“As a pharmaceutical company we operate under strict GMP (Good Manufacturing Practices) requirements—therefore we only recruit permanent employees.”
As Afarian reiterates, “Lernapharm cannot thrive without the contribution and devotion of its employees, be it those who have been with us from Day One to those who have joined us in our journey recently.”
In addition to following the GMP protocols and being registered with Health Canada under a Drug Establishment License and a Natural Health Product Site License , Lernapharm also has to maintain strict compliance with multiple stringent international quality management standards and certifications to continue exporting its products.
As such, both of its ISO (International Organization for Standardization) -certified plants are holders of an Establishment Registration, an ISO 13485 MDSAP certificate, a CE registration, and various other drugs,
natural health product, and medical device registrations in Canada, the U.S, the EU and many other jurisdictions.
“The pharma industry is continuously evolving worldwide,” says Afarian, “resulting in increased harmonization between countries as far as regulatory requirements are concerned.
“However, this harmonization has not led to the lowering of barriers.
“Because each jurisdiction requires formal registration with its regulators, with all their local twists, regulatory knowledge for each country is an indispensable asset,” Afarian says.
“But with all the certifications we have earned to date, as well as our reputation of supplying quality products, we can compete on the global stage with multinational and local corporations.”
Says Afarian: “Our multiple certifications are a testament to the company’s dedication to ensure its compliance with the cGMP requirements through robust and efficient design of its premises, equipment, supplier manage-



With over 800 user-friendly functions, the new LEIBINGER model JET3 SE inkjet coder ensures superior non-contact marking capabilities at speeds of 403 meters per minute, with ability to print up to five lines of text. (Right)
A side view of the Lernapharm plant’s processing area housing an expansive tank farm, home to hulking stainless-steel blending, filtering, storage and other vessels.
ment,quality control, and quality assurance elements.
“Lernapharm processes are routinely audited internally and inspected by regulatory agencies,” Afarian points out, “which directs the company’s ongoing efforts for continuous improvement.”
As part of the company’s regulatory compliance requirements, full product traceability and serialization capabilities have to meet the highest levels of regulatory scrutiny and quality assurance— making it imperative that the company’s product coding, marking and labeling systems are the highest-performing product identification technologies available in the marketplace.
To ensure that, Lernapharm has effectively leveraged its close partnership with leading local product coding systems supplier Redemac, Inc., a highly reputable supplier of complete solutions for marking, coding and labeling in industrial, packaging, production and distribution applications.
Founded in 1987, Redemac is an offi-
cial Canadian distributed for the full range of advanced product coding technologies and solutions manufactured by the renowned manufacturer LEIBINGER , a global specialist in coding and marking systems headquartered in Tuttlingen, Germany.
Founded in 1948, the third-generation family-run company has attained worldwide renown and acclaim for its innovative, leading-edge CIJ (continuous inkjet) systems designed for flawless, high-precision, user-friendly, time-saving coding and marking systems designed for peak productivity and exceptional print quality.
Incorporating the company’s one-ofa-kind, fully-automatic SEALTRONIC nozzle sealing system, LEIBINGER’s inkjet coders are widely considered to be the golden standard for product coding and marking excellence, with its diverse and extensive customer base spanning more than 150 countries worldwide.
At Lernapharm, the LEIBIN-
Above Close-up of the LEIBINGER inkjet coder’s 60-micron nozzle printhead in action.
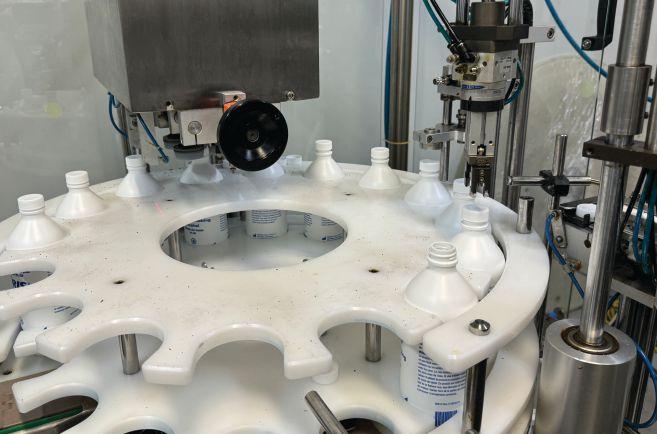
Left
The rotary bottle filling and capping system used to package various types of Lernapharm’s well-known and reputed liquid disinfectant solutions.

GER-made inkjet coders supplied through Redemac over the years have proven to be an outstanding capital investment on every level, according to Afarian.
“We have been working with Redemac since 2008, when we acquired our first LEIBINGER printer,” Afarian recalls.
“Since then, we have acquired over 50 more printers—all from Redemac and all made by LEIBINGER.
“The LEIBINGER printers that we have sourced from Redemac are ideally suited for our fast production lines—en-




(Above)
Redemac managing director Italo Ruggiero and Lernapharm founder Razmik Margoosian share a light moment inside the boardroom (left) and on the plant floor.
(Left)
Lernapharm’s director of operations Viken Afarian checking out the quality of product codes applied to the Saninta brand antiseptic wipes packaged inside sachet twin-packs.
(Bottom) Close-up of the production lot and expiration codes applied into the side margins of the Loris brand sachets containing single-use disinfectant wipes.
abling us to rely on them for fast and accurate printing of our lots and expiry dates, which are required in all our products.”
The extensive arsenal of LEIBINGER CIJ coders employed on multiple Lernapharm packaging lines includes the older model Jet2SE units with 60-micron nozzles; the newer model Jet2 Neo coders with 60-micron nozzles; and the more recent Jet3 SE models with 60-micron nozzles.
“These state-of-the-art printers are used for coding various antiseptic topical skin cleanser packed on the FFS (form-fillseal) seal equipment, along with the HDPE (high-density polyethylene bottles) plastic bottles of various cleansing solutions right after filling and capping,” says Redemac’s managing director Italo Ruggiero.
“Their patented SEALTRONIC nozzle seal, clean start-up and shutdown, low consumption of fluids, and service maintenance every 9,000 hours make LEIBINGER’s equipment the CIJ systems of choice, with the lowest cost-of-ownership,” Ruggiero states.
For his part, Afarian fully agrees.
“We have found Redemac to be a highly reliable and knowledgeable supplier, whose after-sales service, technical knowhow and knowledge have helped us greatly over these many years,” Afarian states, complimenting the entire Redemac team for its outstanding professionalism, superior customer service and timely technical support.
“Every relationship we develop is developed for the long term, be that with our suppliers or customers,” Afarian asserts.
“Our equipment suppliers, such as Redemac, our packaging suppliers, and our raw materials suppliers are all considered strategic suppliers,” he continues.
“That is why Lernapharm’s business model is based on creating lasting relationships with suppliers like Redemac, as well as with distributors who bring our product offering to the end-user.”
For Afarian, maintaining this rapport and goodwill with Redemac and other business partners will become even more critical in coming years, as the company continues to develop more sustainable packaging for its products.
“Considering Lernapharm’s continuous efforts in developing new products and delivery systems, the availability of sustainable and product-compatible packaging alternatives is imperative for our continued growth in this sector,” Afarian states.
“We expect to see more optimized packaging solutions in this space in the near future,” he concludes, “and automation, including advanced product coding and marking technologies, will play a significant role in the growth of this sector.”
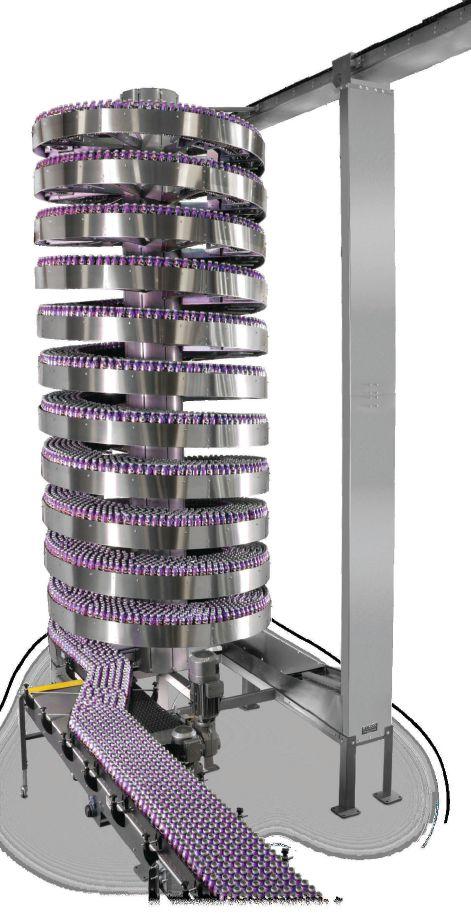
Ryson Spiral Conveyors need less floor space than conventional conveyors and are faster and more reliable than any elevator or lift.
Unit Load Spirals convey cases, totes and packaged goods smoothly on our slat style belts and come in 9 standard slat widths ranging from 6” to 30”. Available in powder coated carbon steel, stainless steel, wet environment and freezer versions.
Mass Flow Spirals handle full and empty bottles, cans and jars in mass up to 2,000 units per minute. Available in 4 different slat widths ranging from 6” to 20”.
Narrow Trak Spirals are super compact and designed to handle smaller loads. Our 6” and 9” wide nesting slats can end-transfer small cartons and packages or side-transfer small bottles and containers in a single file or in mass at speeds in excess of 220 FPM.




Ryson’s Bucket Elevators combine vertical and horizontal transportation of bulk materials in one integral unit.
Our Bucket Elevators are designed for gentle handling and well-suited to transport a broad range of bulk products. They are completely enclosed with overlapping pivoting buckets, that prevent spillage and helps mitigate foreign debris.
They can be configured with multiple inlets or outlets that can be controlled individually. Available in three standard bucket sizes, yielding capacities up to 300, 700 or 1,800 cubic feet per hour. They can also be delivered in powder-coated carbon-steel, or stainless-steel for wet environments.
All Ryson equipment is modular and built to order. No matter the application, the Ryson team is up to the challenge of finding solutions for your conveying needs. For application assistance or more information, give us a call or visit www.ryson.com .
Visit us at Pack Expo | Booth W-3570. Ask us to see a maintenance demonstration.


www.ryson.com (757) 898-1530




Booth # W-3350
As an innovator in end-of-line automation, RYCHIGER offers advanced solutions that streamline every phase of your packaging process from filling and sealing to cartoning, case packing, tray packing, and palletizing. Our precision-engineered systems are designed to maximize throughput, optimize automation, and enhance overall efficiency. With a strong focus on customization, we tailor each solution to meet your specific needs, ensuring optimal performance, reliability, and seamless integration into your existing line. Whether you need a single machine or a complete end-of-line solution, we guarantee unmatched precision and performance at every step of your process.
Visit us at PackExpo Las Vegas, Sept. 29–Oct. 1, Booth # W-3350 for live demos of our VRC-60 Cartoner and Cobot Palletizer, and discover how our innovations can streamline your packaging process.
Scan to learn how our solutions can streamline your end-of-line process



Automation and AI offer the promise of a smarter path forward for the global packaging industry
By Tom Egan
n the not-so-distant past, automation in the packaging industry meant conveyor belts, shrinkwrap tunnels, and fixed-path robotic arms—mechanical reliability at the cost of flexibility.
IToday, artificial intelligence (AI) is reshaping that definition. From machine vision and predictive maintenance to connected worker platforms and generative code assistants, AI is ushering in a new era—one that promises to enhance productivity, mitigate labor shortages, and pave the way for the factories of the future.
This transformation, however, is not without its growing pains. Even the most innovation-forward companies must balance technological potential with cultural shifts, workforce training, infrastructure limitations, and return-on-investment scrutiny.
Nonetheless, as The AI Advantage in Equipment: Boosting Performance and Bridging Skills Gap white paper from PMMI, The Association for Packaging and Processing Technologies, makes clear, AI isn’t just the next step—it’s also a necessary one.
For companies willing to take that step now, there is no better place to begin their research and preparation than by attending the upcoming PACK EXPO Las Vegas 2025 exhibition at the Las Vegas Convention Center, also produced by the PMMI.
Running from Sept. 29 to Oct. 1, North America’s largest packaging and processing industry event of the year will provide a compelling next step for industry stakeholders to explore new AI innovations first-hand.
With over 2,300 exhibitors across more than one million net square feet of exhibit space, along with over 100 educational sessions, the show is a proving ground for next-gen automation, and a beacon for companies navigating the complexities of workforce shortages, legacy constraints,


and cost pressures.
The leap from traditional automation to AI-enhanced systems is not simply a matter of replacing humans with machines. AI-infused technologies provide something older systems cannot: adaptability.
Take machine vision systems, for instance. Whereas rule-based inspection systems falter under inconsistent product shapes, AI-powered vision excels. Companies like Yango Robotics use AI to determine optimal palletizing and depalletizing strategies using real-time camera input, according to the PMMI’s white paper.
Its system can identify, segment and manipulate tens of thousands of SKUs (stock-keeping units) without requiring pre-programmed scripts—handling unpredictability with unprecedented efficiency.
The result? A 42-percent reduction in cost per pick and a doubling of operational speed.
This leap in functionality also extends to digital twins—virtual simulations of
The PACK EXPO Las Vegas 2025 exhibition will showcase a multitude of leading-edge automation and artificial solutions, including AI-assisted robotics, to help user in the new era of smart packaging line processes to raise productivity and efficiency standards across the industry.
physical machinery or systems.
As highlighted in PMMI’s white paper, Siemens’ recent collaboration with Sollas on AI-driven wrapping machines boosted throughput by 33 per cent— from 120 to 160 boxes per minute—by leveraging reinforcement learning models to optimize conveyor layout and mitigate downtime due to material inconsistencies.
Perhaps AI’s most profound impact is its role in addressing the industry’s chronic workforce issues. As seasoned machine operators and technicians retire, the gap left behind is not easily filled—especially in some sectors such as baking, where both artisanal knowledge and operational consistency are essential.
In today’s manufacturing landscape, AI doesn’t seek to replace labor, but rather to empower it.
As the PMMI white paper points out, connected worker platforms like Augmentir exemplify this shift.
Recently deployed at a global paper and packaging manufacturer, the AI-powered system helped guide less-experienced employees through complex tasks—reduced downtime by 21 per cent—and cutting on-boarding time for new hires by a staggering 72 per cent.
Similarly, according to the PMMI white paper, predictive maintenance tools from companies like Senseye help leverage AI to monitor operational data and detect failures before they happen.
With minimal additional hardware, such a system is helping a packaging company eliminate 100 hours of unplanned downtime per site annually.
Importantly, these platforms also act as skill equalizers—enabling novice workers to troubleshoot effectively with real-time guidance generated by past data and

Leading industrial vision system manufacturers such as Cognes will demonstrate how recent advances in AI technology can be deployed a broad range of high-performance packaging applications.
equipment manuals.
The challenges faced by large multinational manufacturers aren’t so different from those facing smaller producers. The difference often lies in scale and capital.
Legacy infrastructure, tight floor plans, and high upfront costs complicate automation adoption. Many companies see value in scalable, modular systems that allow smaller operations to automate incrementally.
Rather than investing in massive end-to-end lines, companies can adopt mobile robotics and open-architecture platforms that integrate smoothly with legacy systems and allow expansion as needs grow.
Beyond hardware, workforce readiness remains a key concern. Here again, AI has a role to play. Forward-looking companies are investing in partnerships with technical schools to build a pipeline of workers adept in both fundamentals and automation technologies.
Upskilling efforts not only ease implementation but foster employee buy-in—a critical success factor when introducing AI-driven systems that may be met with resistance from seasoned staff.

Collaborative robots (cobots) are becoming and increasingly visible feature of the PACK EXPO series exhibitions, thanks to their increasingly easy programmability enabled by artificial intelligence.
Yet despite the clear benefits, barriers remain.
First, cybersecurity is a recurring concern. AI systems typically rely on large volumes of operational data, raising questions about ownership, protection, and compliance. This is especially true for predictive maintenance platforms, which often require constant data flow to detect irregularities in real time.
Second, inconsistent or insufficient data infrastructure can cripple AI effectiveness.
Without clean, organized, and comprehensive data—something many packaging and food processors lack—AI outputs may suffer from the very hallucinations and errors that breed scepticism.
Third, resistance to change—particularly among older employees—can stall adoption. Some workers are hesitant to rely on AI-generated recommendations, fearing a loss of control or misjudging the technology as unreliable.
But this can be mitigated. By providing transparent training and highlighting how AI complements, rather than replaces human decision-making, companies can foster a culture of trust and curiosity.
Finally, strategic implementation is essential.
Experts caution against diving headfirst into AI without a clear goal. Instead, businesses should identify one or two high-impact areas with measurable ROI (return-on-investment), and then scale gradually.
For example, start with coding assistants that save engineers two hours per day, as B&R Industrial Automation has recently done, or introduce digital twin simulations for layout optimization. The key is to focus on value—not hype.
For packaging OEMs, AI also represents a lucrative development frontier. Consider the potential of AI-enhanced machinery that can adapt to variable inputs without reprogramming. These “self-adjusting” systems could redefine flexibility, especially in environments where production lines frequently change.
Some OEMs, such as Siemens, are even creating their own proprietary AI software. Others are exploring “Machinery as a Service” (MaaS) models, whereby AI-powered predictive maintenance allows OEMs to offer performance guarantees over time—transforming equipment from a one-time sale into an ongoing service relationship.
AI in packaging is not a silver bullet, but it is a powerful tool—best deployed with clarity, strategy and an eye toward collaboration between people and machines.
In the end, the evolution of AI and automation in the packaging industry is a story not about technology alone, but about how humans and machines can partner to build smarter and more resilient operations. It is about future-proofing productivity—one line, one worker, and one algorithm at a time.
To register for PACK EXPO Las Vegas 2025, please go to: packexpolasvegas.com

TOM EGAN is vice-president of industry services for PMMI, The Association for Packaging and Processing Technologies.


















































































Precise Pick & Place Packaging Machines
Booth #30048

Schubert systems adapt to a huge variety of products, packaging formats, and materials (plastic, cardboard, trays, lm, etc.). Modular designs allow for quick changeovers, custom layouts, and future upgrades, so you're never locked into yesterday’s setup. www.schubertgroup.com/en
automation and robotics technologies to attract and retain employees in a
By Jorge Izquierdo
Manufacturing labor shortages have been a challenge for decades and are likely to become more critical.
According to recent report from Deloitte and the Manufacturing Institute, nearly 90 per cent of global manufacturing executives agree there is a talent shortage in the U.S., which is expected to worsen in the next decade, with U.S. manufacturing possibly needing as many as 3.8 million new employees by 2033.
As today’s manufacturing machinery upgrades focus on increased automation, recruiting staff with the proper skills has become increasingly difficult. In addition to this skills shortage, there is also a lack of interest in manufacturing jobs from younger generations.
While more than half of Americans believe the manufacturing sector provides interesting, rewarding careers and a good income relative to other industries, only a little more than one in three parents would encourage their children to pursue a career in manufacturing.
Many manufacturers are already prioritizing the development of three key capabilities: leadership skills, digital skills, and soft skills.
To address these gaps, some manufacturers partner with temp agencies to acquire the workforce and skills they need while providing the flexibility workers desire. Companies are also partnering with vocational schools, universities, and technical training programs are creating internship and apprenticeship opportunities, as well as structured career pathways, that can lead to full-time employment for high-school graduates, veterans, and workers transitioning from other industries.
To successfully speak to candidates and sell a company, recruiters must recognize that younger employees have fundamentally different career priorities than older workers. Manufacturers that don’t prioritize workforce development will experience high turnover rates, more operational disruptions, and escalating recruitment costs. Ultimately, they will lose the battle for the skilled

workers they so desperately need.
As producer of the upcoming PACK EXPO Las Vegas 2025 exhibition (Sept. 29 - Oct. 1, Las Vegas Convention Center), PMMI has undertaken big efforts to provide as a vital resource for automating packaging and processing operations, training, and workforce development.
To that end, the Education and Workforce Development Pavilion will serve as the resource hub for strengthening the existing workforce and nurturing the future workforce with many sought-after training workshops such as Risk Assessment, Field Service Essentials, and Certified Trainer. In addition, leading colleges and universities will showcase their mechatronics and packaging and processing programs at the show, providing attendees with opportunity to engage with students interested in pursuing careers in the industry. Other workforce development programs featured at the show include:
• The Young Professionals Network (YPN) reception on Monday, Sept. 29, 7-9 p.m. Sponsored by Beckhoff Automation LLC, the reception will provide young industry leaders with a venue to socialize with their peers in a relaxed environment and make new industry connections.
• The Future Innovators Robotics Showcase, featuring teams from Las Vegas area highschools who bring robots they have designed and built and display them in action on the show floor.
• The Amazing Packaging Race. Sponsored by Emerson Discrete Automation Group, this special event, taking place on Wednesday, Oct. 1, will feature teams from U.S. colleges, trade schools, and universities race around show floor to complete tasks or solve problems at participating exhibitors’ booths.

JORGE IZQUIERDO is vice-president of market development for PMMI, The Association for Packaging and Processing Technologies.

The RC12 is designed and standardized to be faster, safer, and easier to use than ever.
This palletizing cell meets all global standards while delivering greatest efficiency in production or logistics.
The RC12 requires no fence system, cage, or other safety elements, allowing operators to work safely side-by-side with the robot.

With over 100 years of expertise in customized packaging automation, Rychiger will display its extensive capabilities in designing, building and supporting precision-engineered systems for primary, secondary, and tertiary packaging applications across multiple industries.
Show attendees will see live demonstrations of the versatile VRC-60 cartoner and cobot palletizer (see picture) solutions engineered for superior efficiency, accuracy, and adaptability in the food-and-beverage, life science, cosmetics, home-care and other sectors.
The company’s exhibit will feature the full range of other integrated solutions—from filling and sealing to cartoning, case-packing, tray-packing and palletizing—designed for delivering faster lead times and seamless line integration, backed up by responsive customer service.
Rychiger will also spotlight its pharmaceutical automation expertise by showcasing advanced assembly systems for the medical device industry.
These custom solutions handle complex products, including auto-injector devices at scalable rates from five to 200 units per minute, ensuring regulatory compliance, precision, and reliable high-throughput production.
In addition, Rychiger will debut RyEdge —its next-generation edge computing platform that bridges IIoT (Industrial Internet of Things) and IT (Information Technology) to enable manufacturers to fully harness the potential of the digital world with maximum flexibility and minimal risk through its containerized architecture.
According the Toronto-based Rychiger, the state-of-the-art platform delivers real-time analytics with contextualized data to ensure secure connectivity, supports scalable digital services, and drive modern and competitive production operations.


Solenis will unveil a broad range of eco-friendly barrier coatings and additives formulated to repel hot and cold liquids, oils, greases and water vapor in paper packaging applications, thereby enabling brand-owners and packaging producers to make the shift to fiberbased packaging alternatives.
The Solenis exhibit will highlight:
• Flexographic applied barrier coatings. Developed jointly with Heidelberg, these coatings enable packaging producers to apply them directly to cupstock board, flexible packaging, flat sheet paper and liners for corrugated—eliminating the need for separate offline coating steps while reducing the use of plastic-based coatings or wax treatments.
• PHA-based coatings. Made with biodegradable bioplastic, the waterbased polyhydroxyalkanoates (PHA) coatings were developed as an effective alternative to petroleum-based options across a broad range of flexographic and extrusion processes, with the advantage of home compostablity and full degradation in both marine and fresh water.

• The TopScreen cupstock barrier coatings. Formulated as an eco-friendly alternative to PE lamination on single-use and short-duration cupstock, these coatings can be applied with standard coating and cup-forming equipment—delivering the same performance and printability as traditional barrier coatings.
• The Contour technology for molded pulp. The oil- and grease- resistant Contour is formulated specifically for providing effective barrier protection for molded-pulp plates, bowls, tubs and trays in low- to mid-temperature applications without the use of PFAS (per- and polyfluoroalkyl substances) “forever chemicals.”
This technology offers a cost-competitive, easy-to-implement solution without intentionally added PFAS. In addition, Solenis will have samples available for booth visitors to see paper packaging made with sustainable barrier technology.
Booth: SU-29069
Leading global packaging machinery manufacturer Syntegon will present a broad portfolio of scalable solutions— from compact starter machines to fully automated high-speed systems—designed to tackle industry challenges such as labor shortage, rising costs and the growing demand for recyclable materials.


• The TopScreen barrier coatings. Available in water- and bio-wax-based formulations, the TopScreen family of customizable coatings gives manufacturers compliant, functional options
Developed through close collaboration with end-use customers to create high-performing, reliable and future-ready packaging operations, the Syntegon exhibit will feature advanced technologies such as:
• The highspeed SVX Agile vertical bagger, designed specifically for the packaging of frozen, chilled or fresh food products. With a maximum speed of up to 300 bags per minute and the patented cross-seal drive, the bagger
Booth: W-3350 that protect against oil, water and grease—without polyethylene (PE) films, intentionally added perfluoroalkyl and polyfluoroalkyl substances (PFAS), or paraffins.
features a hygienic stainless-steel design to allow easy cleaning, while its reduced seal height and bag length help save up to seven per cent in packaging material per bag. The modular design supports various bag styles, according to Syntegon, making it a future-proof solution for changing market demands and diverse product portfolios.
• For manufacturers moving from manual to semi-automated operations, Syntegon’s Pack 103 flow-wrapper and the Doboy CBS-D 750 band sealer provide a cost-effective entry point combining robust performance and operational flexibility across a broad variety of products. The Pack 103 flow-wrapper features a hygienic design, quick format changes and seamless integration, while the Doboy CBS-D 750 band sealer delivers high-integrity seals for heat-sealable bag materials at sealing speeds of up to 25 meters per minute, with digital temperature control and easy maintenance features like tool-free band changes.
• Engineered for high-speed packaging of delicate baked products like waffles, the fully-automated bakery packaging line features linear-motor based Stacking FIT infeed for gentle stacking, the Pack 202 midspeed flow-wrapping machine securely wraps waffle stacks in convenient perforated twopiece packs, the flexible Kliklok MagTRAC collation system for grouping the flow-packs into layers of two, and the Kliklok BEC for end-load cartoning, along with an optional Elematic case-packer.
• The HCM high-speed flow wrapping machine, equipped with the new, innovative Amplified Heat Sealing (AHS) technology designed to deliver exceptionally tight seals by combining rotational and additional linear sealing movements under varying process speeds.
Booths: W-900 & N-5244
turing carton-forming and collaborative robots in full action mode.
• In addition, the fully-operations cheese line will also demonstrate a diverse variety of carton forming and collaborative robots in action.
Booths: SL-13000, N-5272 & W-1568.
Regal Rexnord’s exhibit will feature a see a live conveyor loop demonstration of a powertrain solution comprising high-quality conveying

systems and components such as the ModSort automated conveyor modules; Rexnord and System Plast conveyance chains and components; gearboxes by Boston Gear and Bauer Gear Motor; bearings by Sealmaster and McGill; and clutches and brakes by Warner Electric and Stearns Booth: N-8814

Harpak-ULMA will display the company’s broad range of packaging machinery at three different booths, including:
• Multihead weighing, thermoforming, tray sealing, flow wrapping and vision inspection systems.
• High-performance thermoforming and inline vision inspection systems for pharmaceutical, medical and healthcare packaging applications.
• A full running cheese packaging line—from multihead weighing to thermoforming—fea-
improvement is improving quality while reducing operational costs.
Constant demand for consistency in product quality and taste makes Food & Beverage a demanding industry. With our comprehensive portfolio of instruments, industry expertise and accredited calibration services we ensure plant availability, resource conservation and repeatability in processing with traceable compliance.



PAC Machinery will display a broad range of advanced packaging machinery designed for accommodating sustainable packaging materials, as well as integrated bagging and robotic picking systems for fully automated operation.
“At this year’s show, we’re excited to unveil our theme of ‘Flexible Sustainability,’ which gives companies the power to run both paper and plastic on the same machine,” says PAC Machinery president Greg Berguig.
“It’s a future-proof approach to packaging, and with our robotics integrations making a big splash, we’re showing what’s truly possible when automation meets versatility and the latest technologies.”
Comprising a dozen advanced packaging machines, the company’s exhibit will feature:
• The all-electric Rollbag R785 tabletop poly bagger—a compact, industrial-grade packaging solution built for multi-shift use. Running up to 40 bags per minute and handling opened bags measuring 12x20-inches in size, the bagger is equipped with a thermal-transfer printer and supports direct-to-bag printing with most label software programs.
• The 6800CS side sealer with in-zone labeler, an all-electric system that will horizontally bag and automatically label the first bag out using 2x2-inch product labels and up to 4x6-inch shipping labels.
• The PAC FW 400F Flow Wrapper, an entry-level flow-wrapper capable of speeds up to 120 packages per minute (up to 180 packs/minute on twin-jaw version), and available with an adjustable former for using curbside-recyclable paper.
Booth: W-2344

Global flexible packaging manufacturer Korozo Group will showcase the company’s diverse range of recyclable packaging innovations, advanced pet food packaging solutions, and an extensive portfolio of stand-up pouches and high-performance barrier films, including the new FDA-compliant vacuum skin packaging (VSP) film for fresh seafood (see picture) and the proprietary KoroRCY PE-based laminating film.
According to the company, the KoroRCY is already used by many brands around the world to create highly functional monomaterial constructions that are suitable for existing flexible plastics and PE recycling systems.
Manufactured in-house using Korozo’s high-end extrusion lines, KoroRCY can be integrated into pouches, films, flow-packs and other pack structures to enable brands to transition to MDO-PE flexible packaging designed to be recyclable and circular.
The KoroRCY is said to offer enhanced barrier and performance characteristics that make flexible packaging structures made with the film suitable for a wide variety of fresh, frozen and dried food applications, as well as for many non-food uses.
Already able to offer MDO-PE mono material packaging structures for non-contact sensitive applications that feature 30-percent post-consumer recycled (PCR) content, Korozo says it plans to boost the PCR percentage content to over 35 per cent by the end of the decade, and up to or above 65 per cent by 2040.
Booth: SL-19065
ProSys Fill will unveil its broad range of high-performance filling and labeling solutions, including:
• The RT line of tube filling machines for automated filling and closing of squeeze tubes. To be demonstrated at the show, the RT 60 model is a medium-speed system offering automated filling and closing of up to 70 plastic or laminated squeeze tubes per minute using the hot air tube sealing method, and featuring an integrated tube bulk bin, a load ramp, and orient, fill closure stations for plastic,
laminate or aluminum tubes.
• The LB30 Lip Balm Filler , which features a manual loading station with an angled guide for easy loading and a quick-change puck mounting system that enables toolless changeovers among different sizes. Compatible with most lip balm brands, the LB30 offers puck tooling for processing 0.15-ounce 500 style tubes, with an on-board cap sortation station utilizing a gravity cap track to present caps for the auto capping station for ensuring the caps are completely pressed into place.
• The compact VCF Chub Filler for fast and precise packaging at up to 40 cycles per minute, using gravity-assisted filling to ensure cleaner operation and smooth film handling, along with servo technology to reduce waste and speeds up changeovers.
• The Custom Mix System (CMX), employing an on-demand inline manufacturing process that allows manufacturers to produce a base product in large volume and then process smaller volumes of final products by blending in additives to the base product. According to ProSys, the process enables manufacturers to simultaneously inject and mix up to 12 additives at flow rates up to 12 gallons per minute. Boasting high-precision accuracy, a space-saving design and full support for custom volume production, CMX can be fully integrated into any ProSys fill station and control platform for filling cartridges, tubes, syringes, airless pumps or unique containers.
Booth: W-2552
Aetna Group USA will exhibit a broad range of end-of-line packaging solutions designed to enhance production efficiency, environmental sustainability and operational safety, including:
• Two TopTier solutions comprising a low-infeed palletizer designed for seamless integration with most existing conveyor systems and the compact LT automatic stretchwrapper, offering robust throughput speed of 17 rotations per minute.
• The iconic self-propelled, bat-




TopTier stretchwrapper and palletizer combination.


tery-powered Robopac Robot S7 stretchwrapper capable of wrapping and stabilizing up to 30 loads per hour of any shape, size or weight with maximum flexibility.
The company’s expansive exhibit will also display the Prasmatic TC 500 CW combination shrink-\wrapper and cartoning machine capable of processing up to 65 packs per minute; the Orbit R rotary-ring solution for spiral stretchwrapping of elongated products; the Technoplat 708 CS semi-automatic turntable stretchwrapping machine; and the Masterwrap HD XL semi-automatic rotary-arm wrapping machine designed for heavy and unstable loads, featuring pre-stretched film delivery and remote monitoring via R-Connect Booth W-2964
Hapa, a Coesia company specializing in inline printing technologies for the pharmaceutical sector, will introduce the new H863 labeljet inline printer, featuring the com-


pany’s advanced redcube+ technology to provide high-speed, precision printing directly onto roll-fed labels for applications such as syringes, vials, injectors and inhalers.
Engineered specifically for narrow-web applications within aseptic filling and sealing lines, the labeljet delivers high-resolution, abrasion-resistant printing of variable data and artwork at exceptionally high speeds— significantly reducing inventory requirements and material waste.
Designed for seamless integration into production environments operating in both continuous and intermittent motion, the labeljet’s compatibility with ERP (Enterprise Resource Planning) and MES (Manufacturing Execution System) software significantly enhances overall operational transparency and efficiency, while ensuring superior print quality and durability.
Booth: W-106

From rollstock to custom pouches.


TOSS Machine Components, Inc . will debut the new PIREG-548 touchscreen interface terminal, which pairs with the PIREG C2 line of DIN rail=mounted in-cabinet controllers to provide advanced heat sealing solutions.
Designed to connect with the PIREG-C2 heat seal controller via panel mounting, this touchscreen display is a low-voltage device offering direct communication to the PIREG controller to provide real-time graphical and numerical display of the heating element’s temperature, along with the ability to set sealing temperature.
Together, the PIREG-548 and PIREG-C2 delivers rapid, accurate temperature measurement by reading the heat sealing band’s re-

sistance directly—eliminating the need for thermocouples while in cycle and ensuring fast response and stability.
For their part, all PIREG C2 controllers feature microprocessor technology to deliver precision temperature control without the need for thermocouples or RTDs— making them ideal for a range of sealing applications including vertical form-fill-seal, pouch filling, web splicing, film wrapping and more. Booth: W-746

Romaco Group ’s exhibit will demonstrate how the company’s Noack N 760 blister packaging machine manufactures blister packs from PET monomaterial to reduce the carbon footprint of the end product, while providing the equivalent barrier properties to












PVC/aluminum blisters.
Designed for universal use, the N 760 intermittent- motion blister packaging machine can be used for a broad range of products—from solid dosage forms, ampules and medical devices to semi-solids— creating blisters with a maximum forming area of 155x138-mm and a maximum forming depth of 25mm, with quick changeovers. With a maximum output of up to 200 blisters per minute, the technology is mainly deployed to produce smaller batch sizes in the low to medium speed segment, according to Romaco.
The product feeding unit is available in either manual of fully-automatic configurations, the latter being especially useful when used with high-tech systems for demanding products or multi-dose blisters.
The extremely short foil web from the forming station to the die-cutter restricts the amount of waste while running, and users also have the option of connecting the N 760 blister packaging machine to a cartoner and/or a case-packer.
Booth: N-5404

Antares Vision Group is planning to unveil the company’s new 100-percent visual inspection and leak detection system for pre-filled syringes that can inspect up to 400 glass or plastic syringes—up to 24-mm in diameter—per minute.
The company’s new VRI VI060S machine utilizes advanced high voltage technology to achieve superior quality control standards. The unit’s main carousel provides single-point product handling for constraint-free optical set-up and exemplary upper area detection, while a secondary carousel ensures the remainder of a pre-filled syringe’s complex surface is intricately examined for container damage, foreign particles and leaks.
In addition to detecting a wide array of internal particles—from reflecting to non-reflecting, and from light floating fibers to heavy particles—the module also inspects pre-filled syringes for fill level ac-

curacy and potential cosmetic defects for various components (flange, needle shield, plunger, etc.).
Other highlights include a combination plunger rod placement/labeling system for pre-filled syringes, and a streamlined user interface uniting company’s comprehensive portfolio of inspection systems.
Eliminating the need for multiple dedicated software applications, the INSPECTA interface combines various inspection controls into mission-specific applications implemented throughout a production line.
According to Antares, this unified approach enables manufacturers to use a single platform to address both simple verification tasks and complex inspection challenges with higher efficiency and flexibility.
Supported by a wide range of standard hardware components from vision sensors to line scan, area scan and smart cameras, INSPECTA ’s intuitive interface, powerful algorithms and architecture enables complete quality assurance solutions that meet stringent regulatory requirements, while maximizing operational efficiency.
Booth: N-5844
R.A Jones , a Coesia company, will unveil the new Alterion CL170 mid-speed, flexible end-load cartoner designed to for mid-sized operations across multiple industries, including food, beverage, pharmaceutical and personal care.
Expertly engineered for diverse product mixes without requiring extensive automation, the handload cartoner features a configurable bucket conveyor length, allowing customers to tailor the machine’s footprint and speed to their specific needs.
“Alterion is helping companies adapt to changing product types and packaging needs, providing the confidence that their production will remain agile and efficient,” says R.A. Jones product manager Rich Clifton.
“It’s a future-ready, operator-friendly, and cost-effective solution that allows mid-size companies to stay competitive in fast-moving markets, without compromising on performance or packaging quality.”
Designed to ensure smooth
operation with features like a rotary carton feed system, carton detection, servo-driven barrel loader with overload protection, and intuitive OptiMate HMI (human-machine interface), Alterion can accommodate a wide range of carton shapes and sizes at robust speeds of up to 170 cartons per minute, with options for laser coders, barcode scanners, overhead product tamps, and a configurable hand-loading area to optimize the production floorspace.
NJM, a ProMach subsidiary specializing in pharmaceutical packaging technologies, will exhibit the new CFE tablet counter—a compact solid-dose counting and filling system well-suited for pharmaceutical and nutraceutical manufacturers, as well as contract packers seeking to minimize fill room size and operating costs.

Integrating advanced bottle handling capabilities and controls with Cremer’s counting technology, the CFE tablet counter can deliver high throughput capacities of up to 200 bottles per minute with 100-percent counting accuracy and extreme flexibility at an accessible price point. Available with three or four counting modules and six discharge channels, the CFE allows manufacturers and packagers to start with three modules and easily add a fourth in the field as production needs grow.
Featuring a feedscrew infeed and intermittent-motion bottle handling and filling, the system uses a large bulk hopper with volumetric servo-driven feeder, multi-stage vibratory plates and vibration feedback control to optimize product separation and flow, with its servo-driven bottle handling and vibratory dipping nozzles ensuring smooth, consistent filling and helping prevent nozzle blockage. Designed to count a wide variety of coated and uncoated tablets, capsules and softgels to fill round, oval and rectangular bottles made of plastic or glass, the CFE tablet
counter is engineered with a modular configuration and electromagnetic vibration to simplify the machine architecture and minimize cost, according to NJM, with its integrated HMI (human-machine interface) providing single-point control for both tablet counting and bottle handling.
Booth: N-5900

The perennial PACK EXPO shows presence and crowd-pleaser Paxiom Group will join all it its new sister-companies at the first-ever combined exhibit of the parent company ATS Packaging, Food & Technology (PFT)
According to ATS, this unprecedented collaboration will showcases the strength and innovation of the entire ATS PFT family by offering attendees a comprehensive look at automated packaging solutions across a wide range of industries.
This comprehensive line-up will make makes W-2164 a one-stop showcase for integrated automation— from filling to packaging to end-ofline robotics, conveying, cartoning, inspection, case-packing and palletizing solutions—all under one roof.
“Having the full ATS PFT division represented together is a milestone,” says PFT president Jeremy Patten.
“Pack Expo attendees will be able to experience how our combined expertise delivers end-to-end packaging and automation solutions faster and more efficiently than ever before.”
As key part of the expansive ATS exhibit, Paxiom will demonstrate a diverse range of world-class packaging equipment brands (all available for free viewing on YouTube) comprising:
• WeighPack Systems ’ SwiftyBagger pouch filling system, jar filling, and bag insertion machines for frozen food bagging applications.
• WeighPack Systems’ renowned SleekWrapper F-40 horizontal-flow-pack-machine, along with the VersaPak tabletop VFFS (vertical form-fill-seal) machine, and the high-speed VF1200 continuous vertical bagger.
• EndFlex ’s PKR-Delta pickand-place case-packer and the new Kartnr vertical cartoner. Booth W-2164
Be Beverage production depends on throughput, flexibility, and precise control. As SKU counts increase and plants face both labor and space limitations, conveying systems have shifted from being routine infrastructure to strategic assets. Vertical integration, once an afterthought, is now essential to achieving efficiency—and spiral conveyors have become a proven solution.
Ryson Spiral Conveyors, widely used across the beverage sector, offer a compact and reliable way to move product vertically. Two models address the most pressing needs: the Case Spiral, handling packaged goods downstream, and the Mass Flow Spiral, moving bottles and cans upstream. Together, they help plants maximize space, uptime, and long-term return on investment.
The Case Spiral: Post-Packaging Efficiency Without the Footprint

After cases are formed and sealed, moving them to palletizing or storage often creates bottlenecks. Floor space near end-of-line equipment is crowded with conveyors, robotics, and workers. The Ryson Case Spiral solves this by elevating cases within a compact footprint, reclaiming valuable floor space and eliminating long inclined conveyors or catwalks that restrict operator access. Its design also provides flexibility. Spirals can be configured for elevation changes, bidirectional movement, and customized infeed or discharge points, making integration simple whether the next step is a mezzanine-level storage system or ground-level stretch wrapping. For plants expanding lines or retrofitting into older facilities, this adaptability is especially valuable.
Reliability is another strength. Built with a robust slat chain, low-tension design, and accessible drive system, the Case Spiral runs with minimal maintenance, ensuring high uptime in areas where interruptions ripple upstream.

Further upstream, beverage plants need to move containers efficiently between depalletizing, filling, and thermal processing systems. Traditional sloped conveyors take up floor space, require significant maintenance, and can introduce flow disruptions.
The Ryson Mass Flow Spiral addresses this by smoothly conveying up to 2,000 bottles or cans per minute in a controlled, gentle flow—all within a much smaller footprint than traditional conveyor loops. This is particularly valuable in high-speed bottling operations where space and
throughput are critical.
For facilities using pasteurizers, retorts, or chill tunnels, the spiral ensures consistent dwell times and careful handling, protecting product quality. Importantly, these spirals can also operate in cold or freezer environments, supporting frozen buffer storage or refrigerated ready-todrink applications without loss of mechanical performance.
Ryson’s U.S.-based manufacturing provides advantages beyond performance. Built in Yorktown, Virginia with domestically sourced components, these conveyors reduce dependence on overseas shipping, tariffs, and currency fluctuations. The result is stable costs, shorter lead times, and more predictable project planning—an important benefit for OEMs and integrators working to tight schedules.
Fast spare parts availability also matters. With many items stocked or quickly sourced, maintenance teams avoid costly downtime. This responsiveness is highly valued in beverage operations where production interruptions are unacceptable.
Ryson Spirals offer several operational benefits:
• Maximized throughput in limited space – Plants can add capacity or reconfigure lines without expanding their footprint.
• Low total cost of ownership – Fewer moving parts, durable chain design, and predictable wear mean less downtime and lower maintenance costs.
• Flexibility for future changes – Modular construction allows spirals to be repurposed across lines, products, or facilities as needs evolve.
Ryson Spirals are deployed widely across North America and beyond. Examples include:
• High-speed PET bottling lines using Mass Flow Spirals to feed fillers.
• Juice and coffee canning operations conveying product through retorts.
• Cold-chain beverage facilities relying on freezer-rated spirals.
• End-of-line packaging areas where Case Spirals deliver sealed cartons to palletizers.
In each case, plants report consistent performance, clean integration, and meaningful space savings
Conveyors deliver more than vertical movement—they provide strategic advantages in space optimization, reliability, cost predictability, and adaptability. Combined with U.S. manufacturing, responsive service, and proven deployment across industries, Ryson Spirals are built not just for conveying, but for long-term operational resilience.
For producers balancing complexity, high output, and tight margins, Ryson Spirals offer a clear path to long-term efficiency and operational resilience. For additional information, visit www.ryson.com.




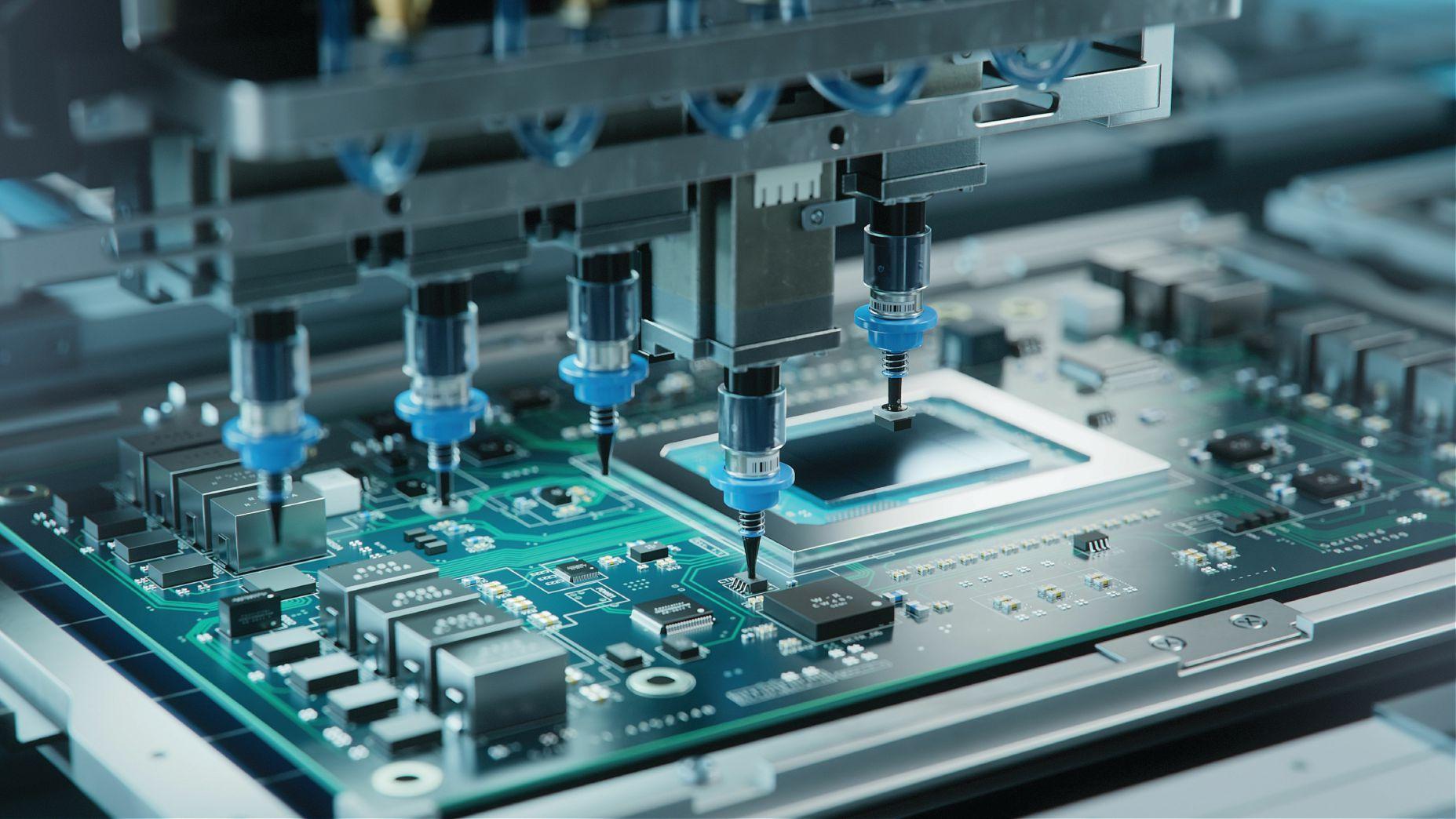

CL&D , a ProMach subsidiary specializing in flexographic and digital printing technologies, will display a broad and dynamic range of flexible packaging products including shrinksleeves, three-sided seal and vertical form-fill-seal pouches, cold- and heat-seal bar wraps, roll-fed film labels, stick packs, and stand-up pouches.
With vibrant graphics, fast lead times, and sustainable options, CL&D partners with customers from concept to completion to ensure that every project is aligned to the customers’ brand goals and production needs.
During the show, CL&D materials will be running on several machines from its ProMach brand partners located throughout the ProMach metroplex—offering attendees a firs-hand look at how CL&D’s packaging seamlessly integrates with advanced packaging equipment.
Booth: W-1132


Schubert North America will demonstrate the company’s stateof-the-art Flowpacker solution that combines Schubert’s pickand-place robots with integrated flow-wrapping technology to handle wide range of products, formats and film types, including sustainable materials.
“The Flowpacker represents how we are shaping the future of packaging with modular, highly automated solutions that adapt to our customers’ needs,” says Hartmut Siegel, chief executive officer of Schubert North America.
“We’re excited to demonstrate
how our technology not only enhances production efficiency but also supports sustainability goals across industries.”
In addition to the Flowpacker, Schubert will present its top-loading cartoner for the pharmaceutical sector at the Healthcare Pavilion—underscoring its expertise in packaging solutions for highly regulated industries with focus on flexibility, reliability, and sustainability.
Booths: SU-30048 & SL-6908

Matrix , a ProMach subsidiary specializing in flexible packaging machinery, will showcase the company’s MVC-250 continuous-motion bagger with advanced, high performance servo system for unprecedented precision motion control.
Designed to fit into tight spaces or areas with low ceilings, the low-profile MVC-250 is a low-profile machine (62inch height) that is designed to fit into tight spaces or areas with low ceilings, and it can reach speeds up to 200 cycles per minute in continuous operation that leverages its high-speed jaw system to cut and cross-seal many types of films at exceptionally high throughput rates.
In addition, the Matrix exhibit will also feature the Pacraft and rotary pre-made pouch solutions, as well as the INVpack sachet and stick-pack machine solutions.
Booth: W-1122
BW Packaging will exhibit its extensive portfolio of high-performance packaging machine solutions, including:
• The Pneumatic Scale/Angelus CBR 12/3 rotary counter-pressure canning system for craft-brewing industry applications. Engineered for precision filling and seaming of cans at speeds of up to 250 cans per minute, the combination system can handle and broad

range of cans with diameters between 200- and 300-mm.
• The Hayssen ISB VFFS (vertical form, fill-seal) bagger—now available with an optional stainless-steel motor for improved machine hygiene—for a broad range of cheese, fresh produce and individually quick-frozen product packaging applications.
• The new Hayssen R300 flow-wrapper, designed for robust, hand-fed flow-wrapping of baked goods.
• The new Thiele UltraStar G2 bagger for high-speed packaging of pet-food and animal feed product at speeds of up to 38 bags per minute.
Booth: W-3100

MGS , a Coesia company, will unveil the new MatriX side-load case-packer with remarkable threein-one case functionality to provide unparalleled operational flexibility with the ability pack regular slotted containers (RSC), wraparound cases and trays on a single platform.
Designed for mid- to high-speed production across food, pharma, personal care and home-care packaging lines, the versatile MatriX SL can handle cartons, bottles, pouches, cups and flow-wraps, managing various configurations for efficient product flow.
The innovative machine incor-
ive case control over a broad size and weight range, while selecting traveling or stationary glue modules for each case style for optimal efficiency and uptime, with toolfree changeovers completed in less than 10 minutes.
“Our customers aim to maximize margins and floorspace, so they need equipment that can hit their volume targets while remaining flexible,” says MGS general manager Timothy Bushaw.
“Because the MatriX SL combines three separate case-packing functions into a single machine, they free up valuable floor space, reduce both capital and operating costs, and keep their lines agile for tomorrow’s SKUs (stock-keeping units).”
Booth: W-1064
Bartelt, a ProMach subsidiary specializing in horizontal pouching and cartoning systems, will unveil its new MAG-B HFFS (horizontal form-fill-seal) machine, which leverages magnetic linear track technology to produce high-quality pouches from rollstock film. Designed to facilitate fast and easy changeovers in less than 15 minutes, the MAG-B features a patented magnetic bag clamp that can be repositioned to accommodate different size pouches, while its unique dual-side form-fill-seal process allows the pouches to be formed, filled and sealed on both the front and back sides of the machine—significantly reducing the overall footprint while maintaining high speeds of up to 150 pouches per minute.
The MAG-B supports simplex, duplex, and triplex configurations and is compatible with a variety of pouch styles, including rollstock, gusset bottom, Delta Pac stand-up and DOY stand-up, making the versatile machine a highly effective solution for packaging snacks, candy, powders, cheese, jerky and

SEPT. 29 – OCT. 1
Las Vegas, Nev.: PACK EXPO Las Vegas 2025 , packaging and processing exhibition by PMMI, The Association for Packaging and Processing Technologies. At Las Vegas Convention Center. To register, go to: www.packexpolasvegas.com
SEPT. 29 – OCT. 2
Toronto: CMTS (Canadian Manufacturing Technology Show (CMTS) 2025, by the Society of Manufacturing Engineers (SME). At the Toronto Congress Centre. To register, please go to: www.cmts.ca
OCT. 4-8
Cologne, Germany: Anuga 2025, international trade fair for the global food industries, by Koelnmesse Inc. At the Cologne Trade Fair and Exhibition Center. To register, go to: www.anuga.com
OCT. 6-8
Moncton, N.B.: Food & Beverage Atlantic, annual conference and awards of the Food & Beverage
Atlantic (FBA). At Delta Beausejour. To register, go to: www.atlanticfood.ca
OCT. 7-8
Barcelona, Spain: ISTA Forum Europe , global transport packaging exhibition and conference by the International Safe Transit Association (ISTA). At Meliá Barcelona Sky Hotel. To register, go to: www.ista.org
OCT. 8-15
Düsseldorf, Germany: K 2025, international trade fair for plastics and rubber industries by Messe Düsseldorf GmbH. At Messe Düsseldorf fairgrounds. To register, go to: www.k-online.com/2330
OCT. 21-13
Toronto: ADM (Advanced Design & Manufacturing Expo) Toronto, packaging, automation, design, plastics, processing, design and EV technology exhibition by Informa PLC. At the Toronto Congress Centre. To register, go to: www.admtoronto.com
Discover the advanced liquid filler machines, meticulously built in Canada for superior performance.
PVR- 01

Semi-Automatic Tabletop Piston Filler
• Hand-wheel volume adjustment.
• Fills 30 ml to 1,000 ml (1 oz. to 33 oz.).
• Semi-automatic filling (foot control or continuous cycle).
Independent suction and pushing speed adjustment. ±0.5% accuracy.
Suitable for a broad range of products. Speed and performance subject to testing.
Available automation kit upgrade.





The Coca-Cola Company, leading global soft-drink beverages group headquartered in Atlanta, Ga., has appointed Andy Buckingham as the new general manager for Canada.
Atlanta, Ga.-based Genuine Parts Company has appointed James Howe as president of the company’s Motion business, a major distributor of industrial replacement parts.

Trimco Group, leading global supplier of labeling and traceability solutions for the apparel industries, has appointed Ricardo Lobo as the new chief executive officer.

Ossid, Battleboro, N.C.based ProMach subsidiary specializing in caseand tray-packing machinery, has appointed Brian Guillaume as healthcare packaging manager.

Springfield, Ma.-headquartered International Molded Fiber Association (IMFA) has appointed Ashley Boger as the group’s executive director.

GMG Color Americas , supplier of color management software solution for the graphics and printing industries based in Hingham, Ma., has appointed Bill DeWall as director of sales for the U.S. market.

Power Adhesives, U.K.based manufacturer of hot-melt adhesive applicating systems, has appointed Ross Cunningham as its new chief executive officer.

PulPac, Swedish-based developer of the innovative Dry Molded Fiber technology for the manufacture of sustainable fiber-based packaging solutions, has appointed Viktor Siewertz as the chief financial officer.
Discover the advanced liquid filler machines, meticulously built in Canada for superior performance.


CF-2P

Semi-Automatic Tabletop Volumetric Liquid Filler
• Stainless steel cabinet with safety doors.
• Pumps liquid and semiviscous products directly from your tank.
• Fills 1 ml to 1000 ml (0.03 oz. to 36 oz.) with ±0.5% accuracy.
• Available automation kit upgrade.
322 0062

As the cost of living continues to climb, Canadians from coast to coast are cutting back on personal spending. Yet, like many others, I find myself still drawn to the small luxuries that add a sense of care and intention to my daily routine. These modest indulgences, whether a nourishing cleanser or a glossy lip balm, offer more than simple function: they feel like a small treat. In response, many mass-market brands are elevating both packaging and sensory experience to mirror the cues of luxury beauty, without the premium price tag. Instead of relying on flash or excess, today’s most compelling packaging leans into minimalism: using subtle textures and thoughtful design to transform everyday items into ritual-worthy essentials.
California-based e.l.f. Cosmetics is a master of making affordable beauty feel indulgent with clever, youthful packaging. The new E.L.F Glow Reviver Melting Lip Balm comes in a soft, squeezable tube with a flexible, silicone tip for effortless application. The sleek tube features a soft matte finish and slim silhouette that echoes the look and feel of other prestige lip glosses, at half the typical price. The outer packaging, a small cardboard box, maintains the tube’s color scheme that aligns with the gloss’ pigment and flavor, creating subtle harmony between product and packaging. The box advertises a “nourishing, buttery balm” that “melts deliciously into lips” highlighting the ultra-indulgent feel of the product itself. Boasting a vegan, cruelty-free formula, this lip balm is packaged in a way that signals intention in choice, alluding to its multi-use for nourishment, buildable color and a glossy finish.
A hot, relaxing bath or shower remains one of the most essential and cherished self-care rituals, a quiet moment where compromise feels out of place. Distributed by Enchanté Accessories Inc., the Body Prescriptions Cocoa and Shea Butter Body Scrub stands out on the shelf as a calm choice amongst a sea of

(Clockwise from top)
The CeraVe Hydrating Foaming Oil Clenaser in 355-mll clear plastic bottle with an easy-lock pump.
The Body Prescriptions Cocoa and Shea Butter Body Scrub exfoliating solution.
The Ordinary brand facial serum packed in a frosted-glass bottle.
The Glow Reviver Melting Lip Balm from e.l.f. Cosmetics packaged in a user-friendly squeeze-tube.
artificially colored bath products with bright and busy labels. This richly scented, exfoliating scrub is packaged in a generously sized, wide-mouth container that invites hands-on, scoop-and-spread selfcare. The minimalistic, matte packaging leans into luxury with its subtle tactile elements. With slightly raised text, a creamy soft feel, and a uniquely grooved lid, this container not only looks, but actually feels different than the other body scrubs on the shelf. The container’s design is subtly reminiscent of a young coconut through the lid’s tiered design, aligning with the advertised “coconut and niacinamide blend” and foreshadowing the tropical coconut scent of the scrub inside.
In the spirit of saving money, I find myself looking for more multitasking products that can serve more than one purpose. Boasting an ability to cleanse skin, remove make-up and moisturize, the CeraVe Hydrating Foaming Oil Cleanser from L’Oréal offers peace of mind that one product really can do it all. The 355ml clear plastic bottle with an easy-lock pump makes this cleanser easy to take on-the-go without risk of leaking—the biggest downside of classic pump bottles—making it a good choice for everyday use. The label is clean and minimalistic, utilizing a no-nonsense, pharmacy-inspired theme to complement its selling point of being “developed with dermatologists” and approved by the Canadian Dermatology Association. The packaging speaks to the brand’s functional,

fuss-free format that invites consistency while still delivering luxurious spa-like hydration. Despite its pharmacy origins, the bottle’s simplicity and efficiency echo the principles of high-end skin-care: clean lines, intentionality, and a product experience that feels elevated from the moment it’s dispensed.
Similarly, The Ordinary is a popular skin-care brand that exemplifies how clinical, no-nonsense packaging can still evoke a sense of calm luxury. Packaging each of its facial serums in nearly identical, slim, white boxes makes selecting The Ordinary’s Niacinamide 10% + Zinc 1% serum an intentional choice. Consumers have to take the time to look at each of the brand’s individual products to find the one that is right for them, prompting introspection and real interaction with the brand and its lineup. The packaging is deliberately pared down: no flashy graphics, no bold claims, just a clean, apothecary-inspired design that emphasizes “Clinical Formulations with Integrity.” The weight of the serum’s frosted glass bottle, opaque to preserve stability of sensitive ingredients, and the precision of its dropper tool elevate the application process, turning a simple skin-care step into a measured, mindful ritual. It’s a clear example of elevated design achieved through restraint, positioning clinical efficacy as its own kind of indulgence.