













Quebec’s popcorn king upgrades its packaging line technology to pump up the volume Story on page 14

















Backed by more than 40 years of continuous inkjet expertise, the latest Videojet CIJ printer is designed for uptime peace of mind and errorproof operation. The 1580 features the SIMPLICiTY™ user interface, CleanFlow™ technology, Dynamic Calibration, SmartCell™ components and optional VideojetConnect™ Remote Service to drive significant printer improvements through everyday operations.







































SENIOR PUBLISHER
Stephen Dean • (416) 510-5198 SDean@canadianpackaging.com
EDITOR
George Guidoni • (416) 510-5227 GGuidoni@canadianpackaging.com
MEDIA DESIGNER
Brooke Shaw • (519) 428-3471 bshaw@annexbusinessmedia.com
ACCOUNT COORDINATOR
Barb Comer • (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com
AUDIENCE DEVELOPMENT MANAGER
Anita Madden • (416) 510-5183 AMadden@annexbusinessmedia.com
COO Scott Jamieson
ANNEX BUSINESS MEDIA
111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600.
issues.
PRINTED IN CANADA
ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE)
PUBLICATIONS MAIL AGREEMENT NO. 40065710
CIRCULATION
Tel: 416-442-5600
Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $78.50 per year, USA $138.00 US per year, Outside Canada $156.50 US per year, Single Copy Canada $10.00, Outside Canada $27.10. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
ANNEX PRIVACY OFFICER
Privacy@annexbusinessmedia.com Phone: 800-668-2374
DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2020 Annex

Never has there been a start to a new school season with so much at stake for Canada’s economic prospects, healthcare infrastructure and the education system at large, with the student population poised to play a key role in determining where we all go from here.
After the raging global COVID-19 pandemic laid waste to many high-school, university, college and other students’ last academic year, there is a lot of catching up for them in the months ahead to make up ground for school closures across the nation earlier this year, and it is essential they play their critical part in helping schools stay open as much as possible.
As such, proper social distancing protocols and personal protective gear like face masks must remain everyday features of the new normal reality in the academic world for as long as necessary, even permanently if required.
The good news, let’s hope, is that the Canadian students’ general propensity and instinct to do the right thing is often underestimated by the older segment sof the population.
At least until students thmselves take matters into their own hands.
Whereas the vast majority of Canadian students found themselves with too much time on their hands over the last six months, recent Sheridan College graduate Ramzy Ganady was self-isolating at the school’s Centre for Advanced Manufacturing and Design Technology in Brampton, Ont., manufacturing PPE (personal protective equipment) for frontline healthcare workers and protective shield panels for local businesses struggling to stay open during Phase 2 of the pandemic. (See Picture)
With financial support from Brampton-based soft-
drink bottler CocaCola Canada Bottling Limited, Ganady and Simon Heathcote, the centre’s mechanical and electrical engineering technology lab manager, were able to manufacture 200 countertop protective cashier shields—made of PETG and aluminum—that were distributed to local business operators.

“I want to thank Coca-Cola Canada for the protective shield and for the program,” says Dino’s Woodburning Pizza owner Dino Ari, the first of the 200 grateful Brampton businesses installing the shields.
“It has provided great protection for both my staff, and our customers.
“Securing our own protective shields would have been costly and taken much of my time away from running the business,” adds Ari, s”o having this assistance was very much appreciated.”
So while 200 shields may seem like the proverbial drop in a bucket in the larger ongoing struggle to contained the spread of COVID 19, this spur-ofthe-moment partnership between the city’s leading industrial employer and its biggest academic institution offer an inspiring example of true genuine partnership that can really help galvanize our youth to engage in further noble causes that will collectively make all of us proud and grateful in the challenging times ahead.
George Guidoni, Editor







While alcohol-free beer has been around for decades, non-alcoholic spirits are a fairly new product category that is nevertheless catching on like wildfire amongst Canadian consumers mindful of the adverse health and social behavior effects of excessive alcohol consumption.
Last month, this category has been expanded some more still with the Canadian launch of CEDER’s brand of premium non-alcoholic gins made with wild and rare South African botanicals and distilled with pristine water from Sweden to extract the finest flavors.
Handcrafted and bottled in Sweden by CEDER’S Drinks Ltd., company cofounders Craig Hutchinson and Maria Sehlstrom use an exclusive recipe, along with precise and unique distillation and extraction techniques, to ensure their production is carbon-neutral and environmentally sustainable.
“We created CEDER’S with the intention to offer an ‘escape’ from alcohol-based spirits, without compromising on taste, to answer the growing demand for nonalcoholic beverage options,” says Sehlstrom.
“We aim to provide consumers with more alternative choices of the highest quality without sacrificing a sophisticated drinking experience.”
Handcrafted and available in 500-ml bottles, the CEDER’S brand is distributed through Canada by marketing agency Dovetale Collections, which specializes in marketing of artisanal food from all corners of the world.
Available nationally through online retailers and at premium retailers in select Canadian provinces, the new alcohol-free gin is comprised of three flavors, including:
* CEDER’S Classic, akin to a classic gin, mostly juniper but with floral hints;
* CEDER’S Wild, juniper combined with ginger, clove and rooibos;
* CEDER’S Crisp, juniper combined with citrus, cucumber and camomile.

Each 500-ml glass bottle, designed as homage to the classic gin bottle, is decorated with a high-quality branding label created by U.K.-based independent designer Simon Kingston, according to Sehlstrom.
“The story behind the clean, elegant and beautiful label design is very personal, as we (Maria and Craig) used elements from our home countries and took inspiration from our wedding invitation when imagining the design,” Sehlstrom relates.
“The luckenbooth heart symbol above brand name, for example, has a protea flower as a crown on the heart and two twinflowers within the heart, which are the national flowers of South Africa and Sweden,” Sehlstrom explains, “while the botanicals of the wreath are illustrations of botanicals used in the product.”










PROBLEM: You want to use the latest automation technology. However, the complexity is overwhelming.
SOLUTION: MOVIKIT® software modules! They empower you to perform complex automation tasks easily and without experience. No more long hours. No more complex programming.
Simple is good... Fed up?
Positioning? Synchronization?

Torque sharing? Winders? Yes, and even more!






As an essential business in the retail supply chain, our network of manufacturing and fulfillment sites remain fully operational and productive, with available capacity to accommodate the rapidly evolving demands at retail.

Our skilled workforce and world-class automation allow us to meet the changing needs of our customers and their retail partners.

Menasha continues to implement proactive and controlled measures to combat the spread of COVID-19. The safety, health and wellbeing of our employees, their families, our suppliers, customers, and communities remains our number one priority. Partnering with your business as we

Our continued focus is to provide a clean, healthy, and safe work environment to ensure the seamless flow of products our customers and communities are counting on us to deliver.
Together we will ensure your business continuity by protecting, moving and promoting your products better than anyone else in these uncertain times. For further information please contact us at Menasha.Canada.Solutions@menasha.com






Jones Healthcare Group, London, Ont.-based supplier of pharmaceutical packaging and medical dispensing solutions, has completed installation of a new one-of-a-kind Aquaflex LX 2350 label printing and converting press to enable faster production of customized laser pharmacy labels.
Manufactured by F.L. Smithe Machine Company in Duncansville, Pa., the narrow-web Aquaflex LX 2350 features double-wide printing at 500 feet per minute through a series of five new-generation, high-precision flexo print stations— allowing for a range of color options and double-sided print capabilities using sustainable water-based inks.
With three die stations, the press can produce multiple


label configurations with dual web construction—including paper and self-adhesive labels.
“As the number of prescriptions dispensed to patients continues to rise, our pharmacy customers are looking for partners with near-shore manufacturing facilities who can supply laser labels for their prescription packaging with speed and efficiency,” says Stephen MacNeill, senior vice-president of the pharmacy market for Canada at Jones Healthcare.
“Our new equipment helps us continue to meet demand as a leading supplier within the unique Canadian pharmacy laser label market.”
As MacNeill points out, the new press includes a unique




Do you want SUPERIOR flexibility? You’ll love the range of packages that Reiser form/fill/seal machines can provide.
Do you want SUPERIOR production? You’ll love the speed.
Do you want SUPERIOR package seals? You’ll love not worrying about leakers and returns.
Reiser’s packaging technology and expertise are the powerful combination you need to produce a SUPERIOR package.







matrix extraction system to allow for continuous production runs— increasing efficiencies and reducing waste.
“With its unique double-wide capacity, the new Aquaflex press helps us produce a larger volume of customized, high-quality laser labels for pharmacies more quickly,” adds David Dembski, Jones senior vicepresident for cartons and labels.
“This is one of multiple equipment investments we are making over the next two years with a focus on enhancing operations and the client experience, while upholding the highest quality outputs for patients and consumers.”

With online shopping becoming the new normal for many Canadian consumers, Kingsey Fall, Que.-based forest products group Cascades has launched a new line of packaging products deigned specifically for e -commerce distribution channels.
Grouped under the Cascades e-com packaging solutions banner, the new products and services were developed with a customer-centric approach to ensure that they meet the specific needs of this fast-growing market.
“We’ve worked extremely hard to provide our customers with a full range of solutions that go beyond traditional packaging or a simple product catalogue,” says Charles Malo, president of Cascades Containerboard Packaging
“By offering services, tools, laboratory tests and even innovative supply chain processes, our goal is to cover every angle with this new product offering.”
2020
Visit our virtual showroom at PACK EXPO Connects November 9-13, 2020
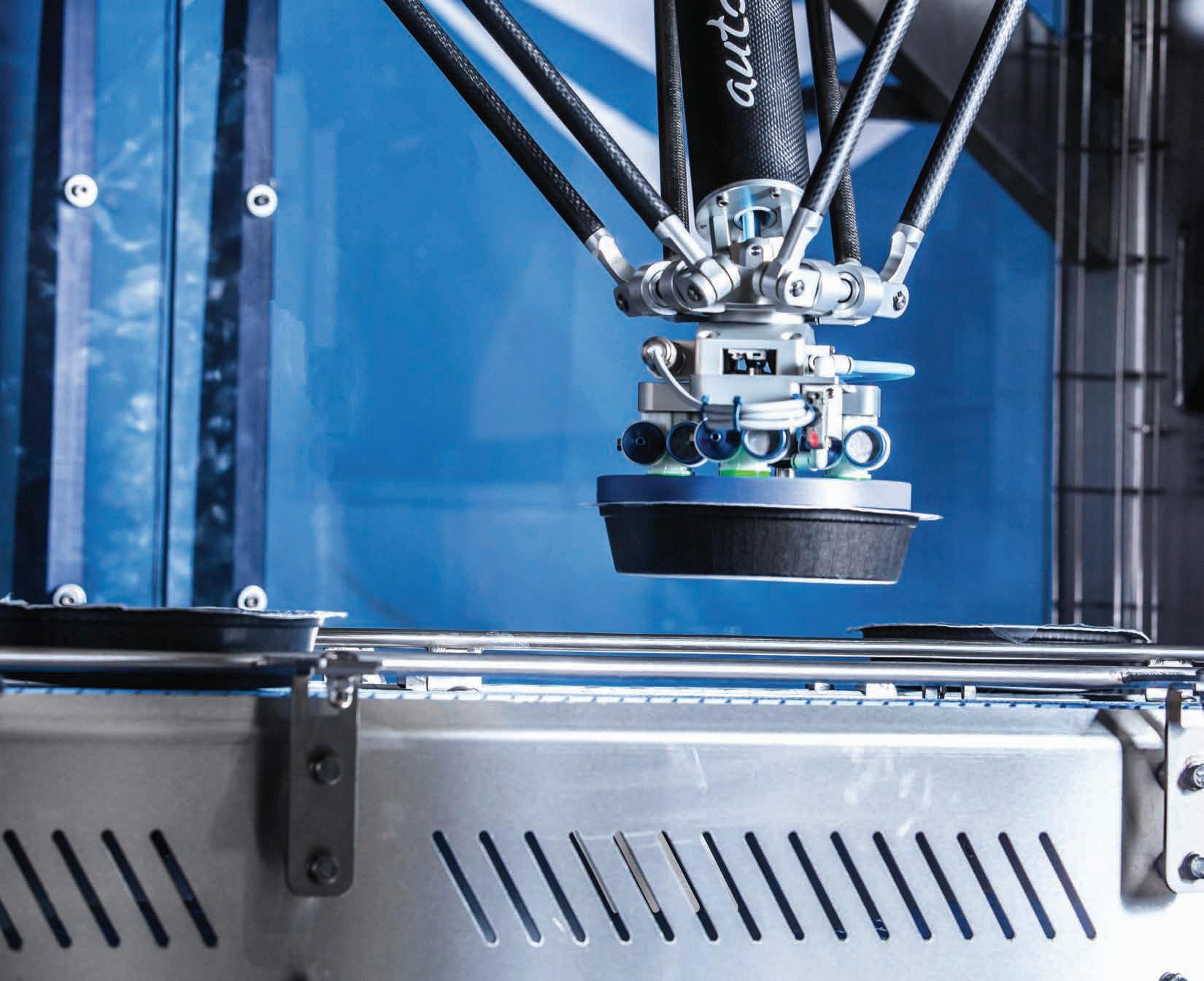
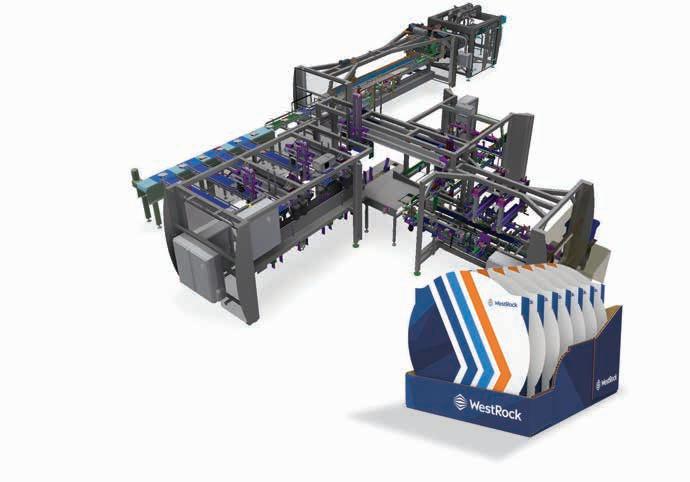
Introducing the CP eMerge™ Combo, WestRock’s newest automation technology for frozen food bowls that combines sustainable secondary and tertiary packaging into one system. The single-operator, end-of-line solution manages multiple SKUs and minimizes downtime by allowing for quick changeover between a range of bowls and trays. The integrated combo design is uniquely suitable for those with footprint constraints
Complexity, simplified.
westrock.com/automation

n Orangeville, Ont.-based automation systems integrator PLAN Automation has formed a strategic partnership with BlueMorph Health Systems for use of its proprietary COVID-19 UVC-based Virus Sanitization Technology. Critical for safe CPG (consumer packaged goods) manufacturing operations, BlueMorph’s FDA- and CDC -approved technology disinfects rooms, offices and vehicles in under 10 minutes using UVC (nonchemical ultraviolet C) light). The mobile automated units are easily operated and will provide PLAN Automation’s clients with the best solution for ensuring a COVID-free work environment for their employees. Tel. (416) 720-7875
nGlobally operating plastic films manufacturer Klöckner Pentaplast (kp), headquartered in London, U.K., has announced plans to expand its post-consumer recycled PET extrusion capacity by 17,500 metric tonnes, which significantly increases its capacity for thermoformed recyclable protein trays in North America. The multimillion-dollar capacity expansion will be spread around among the eight North American locations that are best situated to serve its sustainable consumer and protein packaging customer base, according to kp, while meeting the increased consumer demand for curbside recyclable options, and supporting-closed loop packaging and the Circular Economy model. “As major brands announce robust sustainability initiatives that include post-consumer and recyclable packaging, kp will be positioned to service those market
1-piece, Film-lined Paperboard Tray for MAP and Vacuum Applications
Our Paperseal™ package from G. Mondini maintains a seal integrity equal to traditional plastic packaging, can suit any product, uses 80% less plastic, and provides easy separation of liner from paperboard for simple and efficient recycling. It uses less greenhouse gas, less energy, and meets all necessary food safety requirements.
Target market applications include: Whole Meat & Processed Protein, Produce, Deli Meat & Cheese, Meals, Sides and Seafood.
Contact Harpak-ULMA today to learn more about this exciting new environmentally-friendly package!
HARPAK-ULMA.COM
800-813-6644





Continuous fl ange for uninterrupted sealing surface
Options for various performance needs and appearance
Easy separation of liner from cardboard for recycling
Printing on all surfaces for excellent branding
Flat boards signifi cantly reduce storage and distribution costs






















needs for the foreseeable future,” says kp’s chief executive officer Scott Tracey. “The extra capacity will also go a long way in supporting our company’s goals for product innovations and sustainability.” Founded in 1965, kp currently operates 32 plants in 18 countries, employing over 5,900 people.

nArdagh Group, Glass – North America, Indiannapolis, Ind.-based subsidiary of Luxembourg-headquartered gall and metal packaging products manufacturer Ardagh Group and the largest domestic manufacturer of glass bottles for the U.S. wine market, has announced that three of its customers were awarded PACK Design Awards at the seventh annual Wine Packaging Conference last month. The winning entries include:
* The classy, embossed glass wine bottle Ardagh manufactured for Ken Wright Cellars, whose Bonnie Jean Vineyard was awarded second place in the Best Luxury Package Design category.
* The customized gift set by A X R Napa Valley was awarded first place in the Best Assorted Set Design category, and The Debate, Cabernet Sauvignon - Elevate the Debate was awarded second place in this category. With bioth bottles manufactured by Ardagh, the wine sets, designed by Bellows Wine Consulting, were slected based upon the cohesiveness of the set, their visual appeal as a set and as individual pieces, design functionality and appropriateness for the price segment. “Unique embossing, stylish shapes and a variety of colors are just some of the intricate bottle design options wineries are able to achieve with glass packaging from Ardagh,” says John Shaddox, chief commercial officer for Ardagh’s North American Glass business unit. “Ardagh is proud to manufacture the award-winning glass wine bottles and to celebrate these brands for their commitment to innovation and for being leaders in wine packaging design.”

nBirmingham, Ala.-based Motion Industries, Inc., a leading distributor of maintenance, repair, and operation replacement parts and a wholly-owned

subsidiary of Genuine Parts Company, has completed the acquisition of Applied Machine and Motion Control, Inc. (AMMC), Kentucky-based supplier of motion control and automation products and services. Founded in 1995, the majority of AMMC’s business comprises the markets of Indiana, Kentucky, Michigan, Ohio, western Pennsylvania and West Virginia, with its customer base consisting primarily of OEMs (original equipment manufacturers). “As a premier supplier to the Ohio River Valley area and beyond, AMMC and its talented people will be instrumental in furthering our growth strategy geographically and in the automation arena,” says Motion Industries president Randy Breaux. “In addition to broadening our offerings to customers, their go-to-market approach and line card are very similar to our other Mi Automation Solutions Group divisions, to which AMMC will be a nice complement.”

nigus, German manufacturer of high-tech, low-cost and sustainably engineered plastics operating a wholly-owned North American subsidiary in Providence, R.I., has announced plans donate more than 220,000 face shields to schools in Rhode Island and Florida to help protect students and staff in the wake of the COVID-19 pandemic. “As business leaders and parents, we are thrilled to be able to donate igus face shields in an effort to provide additional protection against the spread of COVID-19 for the upcoming school year,’’ says Rick Abbate, vice-president of igus North America The shield includes an injection-molded, onesize-fits-all plastic strap that holds a replaceable sheet of plastic film that covers the face. Manufactured by igus at the company’s global headquarters in Cologne, the shields are not a substitute for a protective mask that covers the mouth, says Abatte, but they do provide additional protection, especially for the eyes, by guarding against the natural instinct for young people to touch their face and thus come into contact with the virus. “We are living in unprecedented times and the upcoming school
year is surrounded by much uncertainty regarding the safety of the children when they return to the classroom,’’ Abbate says. “It is our hope that these igus face shields will add greater protection for the students and provide more peace of mind for their parents, as we all do our best to protect our families and colleagues against the increased spread of the coronavirus.”
nSt. Louis, Mo.-headquartered rig packaging product group TricorBraun has reached an agreement to acquire Price Container and Packaging, a rigid packaging distributor primarily serving the industrial and
food markets. “Our acquisition of Price Container will significantly add to our robust range of packaging solutions by expanding our industrial presence,” said TricorBraun president and chief executive officer Court Carruthers, citing the company’s outstanding reputation and long-standing customer and supplier relationships. “As we continue to provide essential, quality packaging, we look forward to serving customers with their industrial and other market needs,” says Carruthers, adding that the company will continue to operate our of its existing locations in the Salt Lake City and southwest Washington areas under the banner of Price Container, a TricorBraun company.

















Designed primarily for e -commerce packaging applications, the new SMAAK brand of vacuum-packing machinery from Korok Group o ers a diverse range of commercial and industrial tabletop single- and double-chamber vacuum sealers to suit the full range of small to large packaging requirements. Manufactured in North America to facilitate
easy replacement parts availability, the ergonomically designed machines are built from stainless steel to meet even the most stringent requirements for sanitation and food safety, the SMAAK machines are all equipped with Busch pumps, renowned for their reliability in running uninterrupted eight-hourplus production schedules.
Korok Group
Distributed in Canada by PLAN Automation, the new PTX poultry
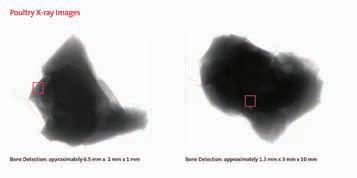
technology from
Product Inspection can detect hardto- nd chicken and turkey bones below 2.0-mm, including fragmented rib, wish and fan bones. O ering a 99-percent accuracy rate and three to four times resolution improvement,
PTX uses advanced algorithms to deliver signi cant improvement in system performance and in the detection of poultry bones.

CARLO GAVAZZI Inc. has launched a new range of capacitive proximity sensors with integrated IO-Link communications. Building upon the company’s existing range of sensors, these new sensors are housed in durable AISI316L stainless-steel housings or PTFE Te on housings for high chemical resistance. Based on our fourth-generation TRIPLESHIELD sensors, the new CA18 and the CA30s series sensors represent the ideal solution for industrial automation equipment in applications where the sensing performance needs to be constantly and accurately monitored and logged. Besides the full range of technical features provided by the company’s capacitive sensor families, the IO-Link communication mode enables additional advanced functionalities such as: QoR (Quality of Run), QoT (Quality of Teach) and diagnostic parameters. With IO-Link, each sensor becomes fully programmable and customizable, according to the company, allowing for more than half a million setting combinations.
CARLO GAVAZZI Inc.



Designed to minimize the risk of bacterial contamination risks acroos food manufacturing environments, METTLER TOLEDO’s new washdown-resistant checkweighers can withstand the most rigorous cleaning procedures in food production, while ensuring weighing accuracy and upholding the highest hygiene standards. Ideal for processing and packaging applications involving meat, sh and seafood, baked goods, ready meals and other product where liquid product ingredients could spill over and contaminate conveyor belts or other parts of the machinery, the new Washdown Checkweighers series feature sloped surfaces to discourage liquid and debris collection, with their xonveyor belts removed quickly and easily for e cient cleaning. Comprising the C33 PlusLine and the C35 AdvancedLine models, the new checkweighers adhere to all the pertinent global weighing regulations and comply with all the regulations governing conveyor materials expected to come into contact with food.
METTLER TOLEDO Inc.
NOVA Chemicals Corporation has developed what the company calls a “transformative” high-density resin technology for the biaxially oriented polyethylene (BOPE) market to enable the manufacture of all-polyethylene, recyclable multilayer film structures with significantly improved physical performance compared to blown film.
According to the Calgary-headquartred company, a wholly-owned subsidiary of the Mubadala Investment Company of the Emirate of Abu Dhabi, United Arab Emirates—the new resin marks a major milestone in its accelerated pursuit of a plastics Circular Economy model.
Said to be exceptionally well-suited for use in food packaging, heavy-duty sacks, e -commerce and other demanding applications, the HD-BOPE was developed to help enable film manufacturers to realize the benefits of fully recyclable PE monomaterial structures without sacrificing stiffness and print clarity, according to NOVA Chmicals.
“Brand-owners and consumers are increasingly looking for easy-to-recycle packaging that prevents contamination and extends the shelf-life of their products,” says Alan Schrob, consumer and industrial films group manager for the company’s polyethylene business.
“Our HD-BOPE technology provides an additional building block for converters to make recyclable multilayer films that perform as well as traditional mixed-material structures,” says Schrob, pointing out that monomaterial film structures are critical to achieving brand owner commitments to make all plastic packaging 100-percent recyclable, reusable or compostable.
As Schrob explains, biaxially oriented films are stretched in both the machine and transverse direction, resulting in films that have enhanced

toughness, improved barrier performance, and exceptional optics.
BecauseeFilm structures that use the technology are commonly laminates, the HD-BOPE resins are designed for use in the print web and can then be laminated to a sealant film made with lower-density polyethylene.
The finished film also has high stiffness which enables downgauging and improved processability in converting steps copared to blown film alternatives, and lthe low tear properties needed for easy-open packaging.
Similar to films made from other biaxially-oriented technologies, BOPE films demonstrate excellent thickness uniformity and film flatness for high yield rates.
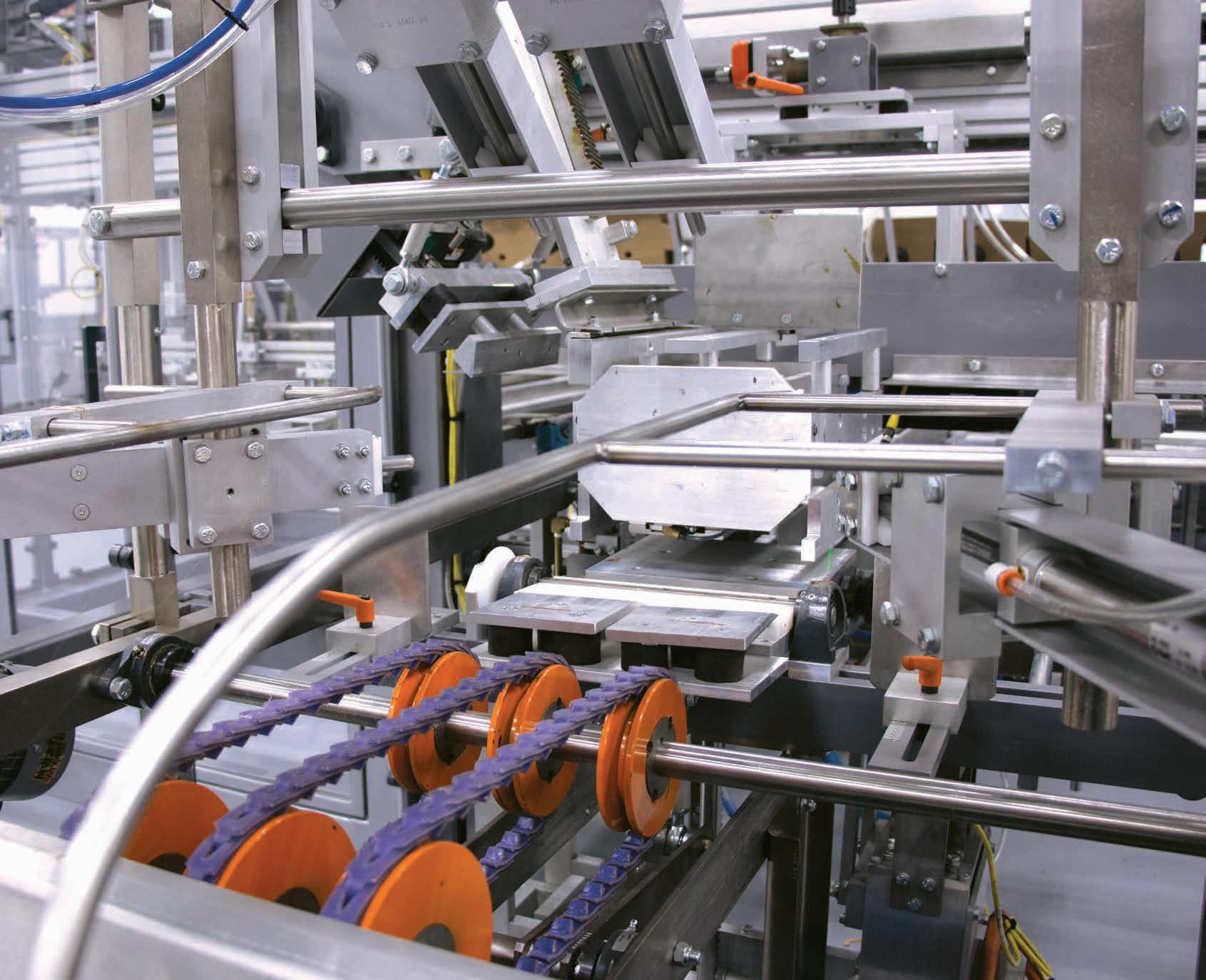
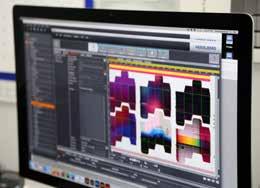
NOVA Chemicals has been working with Brückner Maschinenbau, the world’s leading stretching line manufacturer, to accelerate the development and commercialization of the technology. (Pictures above)
“We have been very pleased with the performance of NOVA Chemicals’ products on our equipment, and we are also getting positive feedback from the converters who are making film with it as well,” says Sebastian Ruhland, senior sales manager at Brückner
With our modular safety gate system you can build an individual safety gate solution optimally tailored to your application!
• Configurable safety controller PNOZmulti 2: Modular and compact solution as flexible as your application
• Safety gate system PSENslock: Safe position monitoring with process guarding in one system
• Pushbutton unit PITgatebox: Simple operation of your safety gate system
• Safety gate system PSENmlock: Safe interlock and guard-locking in one product with optional escape release
Modular safety gate system: Your gate. Our system. Your safety.


Maschinenbau.


“We believe this technology will open up completely new possibilities to provide PE films for 100-percent monomaterial packaging films as an answer to the recyclability challenges we are all facing today.”
According to Nova Chemicals’ public pledges earlier this year, the company is fully committed to its goal of enabling 100 per cent of plastic packaging recyclable of recoverable by 2030, and making sure that 100 per cent of plastic packaging is reused, recycled or recovered by 2040.













one integrated module could easily divert, transfer and sort multiple package types?














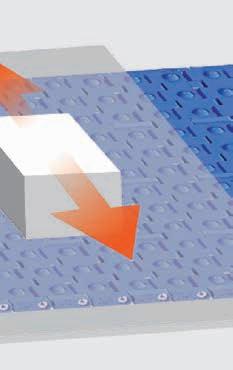










Very small packs? Polybags? Not a problem for ModSort transfer conveyor modules! The ModSort module can do left and right sorting on the fly for a wide range of package types and sizes. It is safe, quiet, versatile and cost effective.








Let our experts support you choosing the right system for your application or check it out at:
ModSort.com
Creating a better tomorrow™...




































































Quebec popcorn king breathing new shelf-life into its upscale snack favorites with sturdy and robust automatic bagging machinery
BY GEORGE GUIDONI, EDITOR PHOTOS BY PIERRE LONGTIN
With bland, generic and easily forgettable pop songs dominating the radio waves and Billboard charts these days, it is always a joy to be reminded that the heart of Rock-and-Roll is still beating out there at full volume—often in the least expected places.
Tucked away in a quite Montreal o -island suburb of Saint-Eustache, the 80,000-square-foot snack-food manufacturing Imperial Snacking facility looks pretty much like any other factory building, until you step through the front door.
Once inside, rst-time visitors may well feel like they have stepped inside a Graceland shrine celebrating all things Elvis—just as the company’s husband-and-wife team in charge, president and chief executive o cer Elvis Langevin and chairwoman of the board of directors Audrey Martel, always meant it to be from Day One.
Named in honor of the original King of Rock-and-Roll by his life-long Elvis Pres-
to the
remarkably e ortlessly for the
to

a room, immaculate pompadour hair straight out of the Grease movie set, stylish rockabilly attire, and con dent rock-star swagger to match Langevin’s high-tempo energy levels and keen business savvy.
For when it comes to the popcorn business, Langevin is literally the king of his domain any way you slice it.
“When he went to accept the Gold Medal Golden Eagle award that our company won at recent industry trade show in Cincinnati, everyone in attendance started yelling for him to sing on stage while accepting the award, and he was happy to oblige, like he always does,” recalls Imperial Snacking operations manager Robert Sylvestre, a long-time company employee and a family friend who has known Langevin for over 20 years.
“He loves to sing and entertain people,” Sylvestre told Canadian Packaging in a recent interview. “He is not shy: he genuinely loves being the life of the party and being in front of people.
“There is never a dull moment with Elvis around.”
Originally started up in Ottawa under the Imperial Concessions banner back in 1994, Imperial Snacking has been happily earning its bread-and-butter at the Saint-Eustache facility since 1997 by manufacturing home-quality popcorn, cotton candy, slush, and distributing other fun-oriented confectionery products often found at the concession stands at movie theaters, sports arenas, music halls, outdoor festivals and other mainstream entertainment venues.
Also operating a side distribution business to supply concession stand operators with popcorn poppers and dispensers, cotton candy machinery, hot-dog grills, slushie ice-beverage blenders and other portable food preparation equipment, the company’s relentless focus on both product and service quality has been rewarded with an extremely loyal client base and brand recognition in the Canadian markets, according to Sylvestre.
This success has also been well replicated in Canada’s grocery markets, with leading pharmacy chain Jean Coutu Group, supermarkets like Metro, Loblaws, Sobeys and Dollarama, and countless convenience stores and other established retailers happy to carry the company’s Maïs Sou é brand of multi avored readyto-eat popcorn in their snack aisles.
Featuring an iconic clown mascot and bright, childfriendly graphics on the surface of the transparent plastic pillow bags in several single-serve and family sizes, the company’s Maïs Sou é popcorn has been a popular snacking choice for many of the country’s kids for the last 20 years, according to Imperial Snacking.
But as market demand for healthier snacking alternatives for children and adults alike has continued to grow rapidly in the last several years, the company saw a unique opportunity to expand its customer base by extending its Maïs Sou é line-up with a new brand of premium gourmet-quality popcorn better suited to a more mature audience.
Inspired by music and dance themselves, Audrey and Elvis launched Imperial’s French Cancan brand as a tribute to the popular cabaret style chorus line dance still popular around France to this day.
Combining personally-driven product innovation with superior packaging execution, the deftly executed new product launch already appears set to raise the bar for the entire product category.
Currently retailing at Costco outlets in Quebec, Ontario and Maritimes in family-sized 360- to 698-gram bags, the French Cancan line comprises six innovative vegan avors—including the classic buttery Movie Style, Sweet & Salty, Cheddar and Green Onion, Jalapeño, Himalayan Pink Salt and Black Pepper & Lime—the gourmet-







Installed at the mezzanine level, the 14-bucket PrimoCombi automatic weighscale supplied to the Imperial Snacking plant by Paxiom Group delivers superior accuracy and weighing precision in delivering smooth and consistent ow of the lightweight uffy product to all of the system’s vibratory feeder pans and the stainless steel buckets that automatically dispense the precise quantity of product down to the bagging machines on the ground oor below.


fully-automatic






Featuring a built-in touchscreen HMI (human-machine interface) near the top of the electronic controls cabinet to provide easy programming and monitoring for machine operators, the WeighPack brand XPDIUS Elite vertical form- ll-seal machine uses specialty metallic foil bags to package the French Cancan line of premium-quality popcorn products at speeds of 10 to 12 bags per minute in perfectly-controlled continuous work ow that ensures nine-month shelf-life for the bagged popcorn.

quality popcorn is made exclusively from top-quality natural ingredients.
Expertly cooked in sun ower oil to produce a fullavor taste pro le, the transfat-, cholesterol- and glutenfree snack o ers consumers a tasty and satisfying lowcalorie alternative to potato chips, nachos, peanuts and most other traditional snack-foods.
“Popcorn is very much a growing business primarily because of the low-calorie content that both young and older people really appreciate nowadays,” says Sylvestre.
“We go through great lengths to secure only the bestquality grains we can for our products,” he says, “and that’s a very important part of the equation in a highly competitive product category like popcorn.”
Currently processing over three million pounds of popcorn annually, the Imperial Snacking plant runs a busy two-shift operation Monday to Friday, along with additional maintenance shifts for machine and facility cleaning as required by the plant’s HACCP (Hazardous Analysis Critical Control Points) compliance requirements for food safety.
Housing a total of ve packaging lines, the Saint-Eustache facility has to run like clockwork, Sylvestre contends, to accommodate time-sensitive packaging for a fast-cooking product—requiring less than four minutes of cooking per batch—in order to lock in all the avor and aroma inside the bags, which vary from 75- to 698gram volume sizes.
As for product shelf-life, Sylvestre cannot say enough good things about the new metallic foil bags that the company has recently started using for the family-size bags that Imperial Snacking currently supplies to the Costco stores.
Shipped in rollstock by a nearby Quebec-based supplier, the new foil bags literally breathed new life into the products by extending the best-before dates up to nine months, compared to 120 days for the polybags they replaced, without any gas- ushing during packaging.
“We realized that if we could not sell a product over a period of nine months then we had much bigger problems to address,” Sylvestre quips.
As it is, the family-size French Cancan bags have already become a brisk-selling product at Costco, Sylvestre con des, and the company is looking forward to then selling the smaller-sized 300-gram and 400-gram bags at other leading grocers across Canada before the year’s end.
Featuring upscale irtatious graphics and a glamorous cancan dancing girl out tted in a fancy dress with a popcorn kernel-shaped skirt, the new package design created by Blainville, Que.-based package design specialists Voyou Bou e has helped facilitate a highly successful new product launch.
As Sylvestre explains, the company’s recent investments in some state-of-the-art automatic weighing/ scaling equipment and vertical form/ ll/seal (VFFS) packaging machinery manufactured by the Montrealbased packaging systems specialists Paxiom Group have made Imperial Snacking uniquely quali ed to handle processing the bigger volumes required by the plant’s growing private-label business.
Installed over the last couple of years, this new equipment includes the PrimoCombi brand multihead combination scale—installed on the mezzanine level—and two high-speed XPDIUS Elite VFFS machines installed directly below the scale on the ground oor of the packaging area.
In operation, the bulk popcorn is moved up to the mezzanine level by an inclined bucket elevator convey-




for the brand to achieve vastly extended product shelf-life.
or, and laid on down on the smooth product transfer conveyor belt that directs the product ow to the center cone of the PrimoCombi weighscale.
Once lled, the loose popcorn vibrates from the center cone to 14 individual vibratory feeder pans that transport product to the individual weigh buckets— each one controlled by an individual load cell—to be weighed and measured to obtain precise desired quantity of product.
Once weighed, the PrimoCombi’s industrial PC determines which buckets equals a near-perfect match, locks the buckets, and then prompts all the lled buckets to release the product at the same time to the XPDIUS machines below for bagging and sealing.
Designed for high performance and speedy throughput, the XPDUIS vertical bagging machines include twin servomotors and drives for their pull belt assembly and horizontal seal jaws to ensure total control over acceleration, deceleration and positioning of the product, with capability of producing up to 100 bags per minute, depending on the product.
Due to the lightweight and u y nature of popcorn that makes it di cult to move and dispense at high speeds, the actual throughput rate for the XPDIUS machines at the SaintEustache plant currently ranges between 10 and 12 bags per minute, according to Sylvestre.
“We could go twice as fast if we were running heavier solid products through these machines,” Sylvestre acknowledges, “but we have to be patient with a tricky
product like popcorn due to its light weight, as running it at full speeds would end up having the loose popcorn y all over the place, creating unacceptable amounts of waste.
“Of course, minimizing product waste was one of the compelling reasons why we invested in Paxiom’s WeighPack brand of machinery to begin with.”
Says Sylvestre: “Back in the days when we used to ll the bags manually by hand, we would inevitably end up putting an extra 30 to 50 grams of extra popcorn into the bags just to ensure that we would not be short-changing the customer on the amount of product per bag.
“Having the CombiPrimo has enabled us to reduce this product giveaway down to a couple of grams of product per bag at the most,” he states. “It is a highly accurate, precise and versatile system that is a perfect match for our operation’s uncompromising emphasis on quality and customer satisfaction.”
As for the XPDIUS Elite VFFS bagging machines, Sylvestre says he highly values the equipment’s durable construction and reliability, along with general userfriendliness and ease of maintenance.
“We run these machines for up to 19 hours per day in a very challenging environment,” he says, “and so far they have proven to be exceptionally reliable.”
“We have maintained a very productive relationship with the Paxiom Group for several years,” says Sylvestre, adding that the horizontal form/ ll/seal machines used on the other packaging lines at the plant were also
supplied to Imperial Snacking by the Paxiom Group.
“Their local customer service manager Mark Conforti is an extremely knowledgeable guy who has provided great advice and service for us,” Sylvestre adds, “which give us a lot of con dence going forward to grow our popcorn business—both for our own brands and the new private-label business that we are working with to bring to our plant to really maximize our full potential.
Adds Conforti: “Working with the Team at Imperial Snacking has truly been a pleasure.
“We were able to work together as a team, and as a team we developed a packaging system that best suits Imperial Snacking’s speci c needs in order deliver a high-quality product and packaging to the marketplace.
“Upon arrival for the commissioning of the equipment at Imperials facility, everything was already in place and ready for us to hit the ground running,” Conforti recalls. “Within a couple of hours we had the system producing great quality-pouches ready be displayed at major grocery chains across Canada.”
As Sylvestre happily concurs:“Popcorn is a really fun and happy product to work with, and having a loyal, dedicated, skillful and happy workforce, using the best equipment we can get for them to work with, provides a happy work culture and environment to form a very strong foundation for all the future business growth to come.”


Visit our virtual showroom at PACK EXPO Connects November 9-13, 2020
WITH AUTOMATED SHELF-READY PACKAGING.
WestRock’s Meta® Duo o ers true multi-channel, in-house automation of one- and two-piece shelf-ready packaging designs and ships-in-own-container units. Utilizing our unique Meta® Systems precision-forming technology, Meta Duo e ciently transitions between 4-sided, 8-sided and half-slotted containers, helping you meet various retailer and e-tailer requirements from a single, small footprint machine.
Multiple channels. One solution.

westrock.com/metaduo





















Explore it with Heidelberg and MK Masterwork. As the world’s largest supplier of machines for packaging printing, our portfolio is the most comprehensive in the industry. And one that offers complete confidence: MK Masterwork is the only supplier whose machines are all GS certified. Learn more at http://bit.ly/WorldofPackaging















BY GEORGE GUIDONI, EDITOR PHOTOS BY NAOMI HILTZ
If the company you keep is a valid re ection of what kind of a company you operate, then the people running Bellwyck deserve all the acclaim they can get for steering the Torontobased folding-carton converter into the upper tier of global market for the packaging for leading multinational cosmetic and pharmaceutical brands, while cementing its industry-wide reputation for superior product quality, exceptional customer service and leading-edge innovation.
With three state-of-the-art production facilities in Toronto, Owen Sound, Ont., and Langley, B.C., the privately-owned producer of upscale packaging and labeling solutions for some of the world’s biggest health-and-beauty, pharmaceutical and nutraceutical brand-owners may not be an overnight success story, but it o ers compelling proof that when it comes to world-class manufacturing, the Canadian

package converting industry is more than capable of holding its own.
The key, according to Bellwyck’s president John McVeigh, is having a sound business strategy and culture with relentless focus on quality and innovation, underpinned by continuous capital investment
in the latest cutting-edge printing and converting equipment and solutions available in the market.
“We meet each client where they are, and we always strive to provide innovative options as they evolve and grow,” McVeigh told the Canadian Packaging magazine in a recent interview from the company’s headquarters at Finchdene Square in northeastern Toronto.
“From helping drive e ciencies and quality to eco-friendly solutions and smart packaging options, our core focus is to meet and exceed the rigorous standards of our clients, while continually nding new ways to help them stand out in the marketplace.”
Bellwyck has successfully leveraged nearly a century of industry experience and know-how, according to McVeigh, to grow its customer base by excelling in its chosen market niche for production of upscale and luxury packaging, as well as CGMP




(Current Good Manufacturing Practice)-compliant pharma/healthcare cartons, for some of the world’s leading iconic brands.
According to Bellwyck, the company’s client base includes the majority of the world’s top 20 pharmaceutical companies.
“Bellwyck has evolved into an industry leader in the premium brand and pharma/healthcare space by providing unique, sustainable and turnkey packaging solutions for top global brands.
“To support Bellwyck’s industry-leading position, the company continues to make signi cant investments in technologies and systems that enable us to produce the most innovative, highest-quality packaging in the world, McVeigh adds.
“Our commitment to innovation and continually evolving solutions to embrace the ever-changing market is deeply embedded within Bellwyck’s DNA,” McVeigh asserts.
“Operating in a very demanding market space, we love meeting and exceeding our clients’ expectations,” McVeigh states, “which enabled us to become one of the largest players in the Canadian market space for printed packaging, serving Canada,
the U.S. and other clients around the world.
“We have created a culture of excellence in which we take great pride.”
This collective pride is enthusiastically shared by all employees working at the company’s three production facilities that include:
• The 170,000-square-foot Finchdene Square central manufacturing facility and headquarters in Toronto, where the company focuses on making packaging for high-end cosmetics and confectioneries, as well as premium liquor and personal care products.
• An 80,000-square-foot production facility in Owen Sound, specializing in producing pharmaceutical/nutraceutical/healthcare product packaging;
• A 40,000-square-foot West Coast operation just outside of Vancouver in Langley, manufacturing high-end label and exible packaging products. Between them, the company prints and converts over 250 million folding cartons, along with 65 million linear feet of labeling and exible packaging lm.
Running such high volumes consistently at the

highest quality levels is no easy task, McVeigh acknowledges, but being able to pull it o day-in and day-out is all part and parcel of the company’s unique value proposition to the marketplace.
Says McVeigh: “Our quality and on-time delivery are considered best-in-class.
“In one of our recent reviews with a major pharma client we scored 100 per cent in both categories.
“Moreover, we combine high quality and high customer service levels with our ability to drive innovation,” McVeigh says, “which is not an easy feat to pull o .
“When you are innovating in the market by constantly coming up with new and better ways of doing business, you’re pushing boundaries, running a risk that some other aspect of your business competencies will su er as a result.
“But having developed really high standards in customer excellence and quality at all of our plants actually helps to drive innovation,” says McVeigh, citing the company’s wealth of in-house expertise in all areas of the business, including structural design.
“Our innovation manifests itself in the nal product,” says McVeigh, relating the company’s in-house development of a unique new Spot Flocking tactile nishing technique used for high-end packaging for one of the top global cosmetic brands.
“The client’s vision was to create an exceptionally impactful product packaging look-and-feel with an intricately illustrated oral design and a uniquely tactile experience,” McVeigh relates.
“Our innovation team developed a creative solution that had never been attempted before in the cosmetic space—a Spot Flocking print that adds a tactile, furry e ect to an isolated element of the design.
“To achieve that,” he explains, “our die line and subsequent printing were considered to the minutest detail to ensure that the ocking in certain areas would stay on the board permanently.
“In the end, the nished printed design had a real ‘collectible’ quality to it, a real show-stopper, that made big waves with the client and in retail environments.”
As McVeigh notes, “The vast majority of our clients operate in a highly competitive marketplace, constantly requiring them to look for new opportunities to di erentiate themselves from their competitors.





























“That’s why we continue to make signi cant capital investments to help our clients drive their efciencies, as well as make their product really stand out on the shelf.”
Over the last couple of years, a signi cant portion of Bellwyck’s capital investment activities have centered around installation of some truly cutting-edge, highly advanced printing press technologies manufactured in Germany by one of the world’s most famed press manufacturers Heidelberg (Heidelberger Druckmaschinen AG)
Operating in Canada through its Heidelberg Canada Graphic Equipment Ltd. subsidiary in Mississauga, Ont., the venerable global printing industry giant has helped Bellwyck carry out several major equipment installations involving some of its most advanced automated technologies the press manufacturer has commercialized to date, including:
* A Speedmaster CX 102-7+L Mixed Operation sheetfed o set press, which went into production at the Owen Sound plant about 16 months ago, along with a Heidelberg-made Diana Easy 115 foldergluer started up at the plant in May of this year.
“We also converted their prepress department to our Prepress Work ow Prinect, which allows for the integration and the ability to send digital information directly to the press,” says Ray Fagan, Heidelberg Canada’s sales specialist for sheetfed, postpress packaging and digital business segments.
* A one-of-a-kind Speedmaster CX 102-8+LY1+L UV press, which commenced production of high-end premium cosmetic product packaging at the Toronto facility earlier this summer.
As with the Owen Sound installation, the plant’s prepress operation was converted to Heidleberg’s Prepress Work ow Prinect for sending digital information directly to the press, according to Fagan.
“The two presses are very compatible,” notes Fagan, “which gives Bellwyck great production and scheduling exibility.”
For Bellwyck’s director of technical services and innovation Jerry Malfara, the installation of the


Speedmaster CX 102-8+LY-1+L UV press—expertly executed under extremely di cult circumstances stemming from the global COVID-19 pandemic— was a resounding con rmation of the very special business relationship that Bellwyck has cultivated with Heidelberg, and vice versa, over the years.
“It is a fantastic piece of equipment that has really changed the way we approach our production,” says Malfara, lauding the new press’s robust running speeds of up to 16,500 sheets per hour and expansive multicolor and nishing capabilities e ortlessly executed in one pass with stunning print quality and attractive value-added visual aesthetics.
Boasting nine printing and two coating stations, the custom-con gured Speedmaster CX 102-8+LY1+L UV press at the Toronto facility is the longest CX 102 printing press in Canada, according to Malfara.
“The speed, the accuracy and the consistency we get with this press has enabled us to signi cantly increase our print capacity and reduce our changeovers,” Malfara extols, “and it has an amazing color control system.
“It all adds up to signi cant savings,” Malfara explains, because it helps to lower your consumption of inks and consumables, the number of sheets you need to print to get the desired result, and the overall energy savings that the press provides with its highly e cient drying system.”
With its operator-friendly controls and operating software, the Heidelberg presses require just a twoperson crew to run the entire press at the Owen Sound location and, due to its sheer physical size, a three-person team for the 12-station Speedmaster CX 102-8+LY-1+L UV press in Toronto.
“It’s just not about the machine: it’s about transforming our work ow and our methodologies of realizing our vision of a ‘Smart Factory’ environment, whereby we’re using our people, software and all the other tools to create further process efciencies and optimizing the equipment time going forward,” says Malfara, who heads the company’s highly skilled innovation team.
Adds Bellwyck’s vice-president of operations April Burke: “The new press comes with at least 37 di erent data collection points that can be collected from the press to allow us to extrapolate that data.
“This helps us to better manage our work envi-
ronment as we go through our day-to-day tasks by identifying further opportunities for improvement.
“We have embarked on the transformational journey to a ‘Smart Factory’ model with signi cant capital investments,” notes Burke, “and this press will de nitely help us accelerate the process in our printing department by making real-time work ow adjustments to optimize the equipment uptime and availability.
“Moreover, it also has the ability to benchmark the collected data against some other similar-sized companies operating in this space,” she adds, “which allows us to see what kind of progress we’re making towards being the best-in-class operation.”
While Burke and Malfara admit that Bellwyck still has some work ahead of it to rightfully claiming that lofty status outright, the installation of the two new-generation Heidelberg presses in a relatively short time-frame has certainly laid down the required groundwork for getting there.
“Our Owen Sound plant has been running its Heidelberg press for over a year now,” says Malfara, “and that has certainly contributed to our understanding of how the machine supports the operator by using the data collected by the machine during all the jobs to improve our e ciencies and productivity.
“We look forward to drawing on our shared experiences between the two plants in the coming months as we get more familiar with all the possibilities o ered by this technology.
“We can actually move and exchange a lot of our calibrated work ow pre-sets back and forth between the two presses very seamlessly now,” he notes, “and having a shared prepress and shared equipment data also provides us with valuable back-up from a disaster recovery perspective, which is a very big thing for some of our larger clients.”
As Malfara points out, being able to bring the new press up to its maximum 16,500-sph (sheets per hour) running speeds is a resounding “testament to the high quality of training my team received from Heidelberg” and the sheer brilliance of Heidelberg’s proprietary Push to Stop process digitalization technology built into the new-generation presses.
Developed as an “autonomous printing mode” that enables operators to keep adding print jobs to the press with minimal intervention, the Push to Stop technology is designed “to free operators from the burden of routine tasks and to support them with
intelligent systems so that they can transform the technical potential of their machines into actual productivity,” according to Heidelberg.
“Whereas until now processes were actively started by the operator, in the future the press will do this itself, whereby the operator only interrupts the autonomously running process chain if necessary.
“This raises the e ectiveness of print production to previously unattainable levels by enabling better planning of processes and continuous process monitoring to lower the error rate.”
As Malfara concurs, “The Push to Stop technology has enabled a thorough work ow transformation at the two locations where we put in the new presses.
“While we still have some learning to do, we’re already starting to see its bene ts coming to fruition with the calibrated work ow.”
Says Malfara: “Our partnership with Heidelberg traces back more than 20 years ago starting with the Owen Sound plant, which installed their rst Heidelberg press back in 1998.
“This long-standing partnership provided us with all the support we needed to keep our latest installation moving along, even in these di cult times brought about by the COVID-19 outbreak.
“We worked very closely with their team to overcome this challenge,” he says, “and Heidelberg certainly has a very strong service team that supported us with the installation an day-to-day service.”
As Malfara relates, he was also very impressed by the professionalism and knowledgeable advice provided by Heidelberg Canada’s Ray Fagan throughout both Heidelberg press installations.
“He was an active and valuable participant through both projects,” Malfara recalls.
“He physically worked with us at both plants, diligently observing what we were doing to help validate the con guration of the presses.
“He gave us a lot of great guidance and advice that played a huge role in making our decision to go with Heidelberg equipment.”
For his part, Bellwyck’s president McVeigh says that adding the new Heidelberg presses to the company’s already extensive arsenal of high-performance production machinery will continue to push the company to new heights of packaging excellence and innovation.


“Because our customers range from top name brands to edgling start-ups, we are able to draw on a lot of di erent experiences,” McVeigh states.
“Each of them have di erent needs, some of them much more sophisticated than others, so we are constantly innovating to help them get better exposure in the market, stand out on the shelf, and to be as environmentally-friendly as possible, to help them grow to the next level.
“Knock on wood, we rarely lose a client once they come in—usually they’re a client for life,” McVeigh sums up.
“And as our signi cant capital investment in new Heidel-
berg presses and folder/gluer technologies shows,” McVeigh concludes, “our commitment to continuous innovation in this premium high-end market segment, as well as the pharma/ healthcare space, is second to none”




Hitachi’s UX Series continuous inkjet printers represent the pinnacle of innovation in marking and coding technology, all while showcasing Hitachi’s reputation for Reliability, Ef ciency, and Ease of Use.







East Coast entrepreneurs making good use of versatile vacuum-packing machinery and materials to help make their high-quality creations resonate in the marketplace
BY ANDREW SNOOK PHOTOS BY DALE PRESTON
For Luc Doiron, the lobster industry has been in his blood from a young age. Growing up in a family that worked in New Brunswick’s shing industry, he was excited to land his rst job working in a lobster plant when he was 16 years old.
“I was always in the lobster industry, even when I was young, doing summertime school jobs in the sh plants and lobster plants,” Doiron says. “That salty taste, you can’t get rid of it.”
After graduating high school, he attended New Brunswick Community College and graduated from NBCC’s business management program.
While in college, Doiron continued to work in the lobster industry during the summer months. When he graduated college, he continued to work in the industry—intimately learning all the many ins and outs of the business.
“I worked in another plant at di erent levels – learning the lines, learning purchasing, learning sales,” he says.
“I’ve pretty much been focused on lobster operation, since I graduated high school at di erent levels of the business.”
Even back in his college days, Doiron harbored big dreams of owning his own lobster processing plant one day.

In 2000, he created a business plan for buying an existing lobster processing plant as part of a course assignment. Ten years later, he made that dream a reality.
“I own that same plant now,” he says.
Proudly operating under the Suncoast Seafood corporate banner, the 35,000-square-foot lobster processing facility on the coast of the Northumberland Strait in Grand-Digue, N.B., specializes in freshly caught lobster for the wholesale market, as well as retail sales and the restaurant sector.
“It was a lobster processing plant that went up for sale that I purchased 10 years ago, and grew it from there,” Doiron says.
“At the time, hey were just doing front-end lobster meat extraction.
“Over time we developed di erent processing techniques, so that now we’re doing lobster tails, cooked lobster meat and whole cooks for a bunch of di erent SKUs (stock-keeping units).”
The majority of Suncoast’s products are sold to customers in the U.S., approximately 80 per cent, via the wholesale market. About 15 per cent of its sales come from a combination of Asian and European markets, and the company also does a small amount of business in Canada as well.
“We do mostly wholesale in Canada, but not a lot of retail,” Doiron says.
The company has an average production volume that ranges between seven and eight million pounds of live lobsters a year and produces upwards of 40 di erent SKUs of product.
“There’s a lot of di erent grading,” Doiron explains. “When we’re doing lobster tails they’re graded at different levels, six or seven.
“For cooked lobster meat we have 10 di erent SKUs, based on di erent mixes and products for the di erent customers.
“Although there’s only four edible components (tails, claws, knuckles and legs),” he says, “you can create a lot of di erent products.”
The busiest time for the plant is in the spring specically in May and June, with August and September also being the busier months of the year.
During the annual peak season, the company typically employs 180 people working a single eight- to 10-hour shift.
“When we rst started, we were probably at 80 employees,” Doiron says. “Today, we are generating six or seven times the annual sales we had since we rst started.”
With the plant being shut down over the winter months, Doiron takes the opportunity to take care of any serious maintenance issues and install new equipment without disrupting his operation.
As he relates, Doiron regularly searches the Internet and attends multiple trade shows to learn about the latest techniques and technologies for optimizing his operation.
Doiron says his favorite part of being involved in the industry is nding ways to ne-tune his business and improve product development and process ows inside the plant.
Doiron has looked at many automation opportunities for various aspects of the processing lines at his facility, but says he’s yet to see a machine outperform manual labor when it comes to lobster meat extraction and inspection.


“Most of the labor-intensive work is in the extraction,” he explains. “Every piece is a di erent size, every season a di erent shell—some harder shells, some softer shells,”
“A lot of people come in with new equipment, design it for the rst season, then the fall season comes, and the lobster grows and sheds its shell.
“The shells get harder as it gets colder.” say Doiron, explaining why manual inspections are more e ective than trying to automate that part of the process.
Packaging, on the other hand, is a di erent story.
Doiron says the packaging side of his operation is a very important aspect of the business, and one where the latest technologies can play a key role in assigning labor where it’s needed the most, while reducing production bottlenecks.
“I think packaging one of the easiest parts of the operation to automate,” says Doiron.,tured by VC999 Packaging Systems
As Doiron’s business grew over the years, so did his extraction workforce, which meant there was a lot more lobster meat that needed to be packaged.
After reviewing the di erent types of technologies available to improve his packaging lines, and speaking with other plant managers, Doiron decided to invest in a K7 conveyorized chamber vacuum packaging machine manufactured by VC999 Packaging Systems in Switzerland.
“We looked at it for two to three years, deciding whether we wanted to go that way, eventually making our decision in January of 2018, during our o -season, to have the system commissioned fro May of 2018.,” Doiron recalls.
“It was working ne, so we purchased a second one during the winter of 2019,” Doiron says.
“We didn’t eliminate much workforce, but we but doubled the throughput that we put through that machine, compared to the manual process.”
The installation, commissioning and ongoing maintenance of the K7 machines was thoroughly overseen by Carl-Michel Cloutier, sales manager for
































Canada and distribution for VC999.
He says one of the most important aspects of his company’s technologies for Suncoast’s operations is that the K7 keeps the lobster meat free of humidity from the air when it seals the packaging.
“That keeps the lobster fresh.This means more moisture for the lobster meat and that it’s tastier for the consumers,” Cloutier says, adding that the K7 also o ers an e ective way to reduce labor costs.
Thanks to the automated conveyor belt, Cloutier says the K7 system only requires two employees loading the chamber.
That’ consideration is especially important for Suncoast’s operations because hiring local people has been extremely di cult, according to Doiron, who must rely on bringing in a lot of foreign workers, often at a high cost.
“We pay good wages and lots of good incentives are in place, but you have to like it to do it,” Doiron states. “This is very repetitive work [and] if they don’t like it, they don’t last.”
The lobster meat and tails are packaged using the high-barrier vacuum bags manufactured by VC999’s sister company XtraPlast, which are supplied locally through Al-Pack Enterprises of Moncton, N.B.
“Their service is great, their product is great,” Doiron says. “Where I was working before, I got to know them (Al-Pack) well, so I had that relationship going in when I took this plant over.”
The K7 system o ers a broad variety of key performance features that include features including bi-active sealing bars with electronic temperature control and precisely controlled contact pressure, along with highquality, quick and safe sealing with thick creases and two sealing height settings.
The control unit of the K7 has a high-resolution, eight-inch color display unit that can be operated from both sides in various languages, while o ering simple control and programming using soft keys, process visualization during the cycle, and remote maintenance via standard interfaces.
The conveyor belt features a quick-release attachment for cleaning with an optional pro led conveyor belt for small and round products. It also comes with additional perforation blades to process unusually long bags and optional trim removal.
As for future investments in the lobster plan, Doiron says he is planning on revamping the entire raw processing line next winter.
“It’s a fairly big project,” he states.
As VC999’s Cloutier relates, Doiron calls on him every year looking for new investment opportunities for his plant.
“He’s a really good guy, and we believe in his business,” Cloutier says.
“It’s really a genuine partnership that we developed with him, o ering great deals on nancing on our machines,” he explains.
“That helps smaller companies like Luc’s grow, with us supporting them any way we can.”
Although lobster is Doiron’s primary passion, he also has many other business interests—real estate among them
While looking into new investment properties a few years ago, he decided to purchase a rental property with a business partner, Remi Gautreau, located about 10 kilometers from the Suncoast plant.
There was a smokehouse on the property, but instead of tearing it down, Doiron and Gautreau decided to create a meat processing startup under the Joe’s Smokehouse corporate banner.






Started up as a niche beef jerky producer with one employee, Joe’s Smokehouse quickly expanded its operations to employ six-full-time sta making beef jerky, steaks, smoked sausage, chicken, ribs and bacon, which the company sells at farmers markets and delivers to convenience stores and local residences.
“We just started an online store this summer so that people can buy from us online,” he states, adding the company will deliver anywhere in southeastern New Brunswick.”
“We have plans to deliver all over the province eventually,” he adds.
Despite diversifying its product portfolio, beef jerky remains the single most popular product made by Joe’s Smokehouse.
In a busy week, the company produces about 5,000 packs of beef jerky, Doiron relates, along with about
1,000 packs of sausage.
“It’s all red meat that comes from directly from Prince Edward Island,” Gautreau explains.“It’s all Atlantic Blue Dot high-quality beef.
“The rest of the ingredients come from all over,” he says, “but we always try source as locally as we can.”
As the company grew and built a bigger smoker to produce more products, it experienced bottleneck issues at the packaging line, where the sealing machine had not yet been upgraded to accommodate the additional products.
To overcome this limitation, Gautreau and Doiron decided to invest in a VC999 model RS420c thermoforming machine, along with the XtraPlast non-forming and forming lms supplied by Al-Pack Enterprises. “Now it goes as fast as we can feed it,” Gautreau says. “You just need one employee to drop the stu in the






company has locations around the world, including a facility in Drummondville, Que., where they develop plastics for their equipment, and a manufacturing plant in Kansas City, where they produce the rollstock lm for packaging machines like the one at Joe’s Smokehouse.
“They bought a machine we already had in stock. [and] we just had to make the special mold for them, which took us about six weeks.
“The installation itself was very quick,” Cloutier says. Back at Suncoast Seafood, Doiron says he would like to see the company increase its retail sales in the future.
“We’re very limited in retail exposure, so we’d like to get a good portion of our sales into the retail market,” he reasons.
“ You’re more versatile and more exible when you have di erent markets for your products,” Doiron says.
“I could de nitely use the VC999 equipment for the retail market. There would need to be some add-ons, but it could be used to do retail packs.
“For example, the one being used at Joe Smokehouse could be used for frozen lobster tails,” he says.
As for the Joe’s Smokehouse operation, Gautreau says he would like to take the brand nationwide eventually after solidifying his current position in local markets.
“Right now, we’re going to try and expand all over the province,” he says.
“In the last six months, we worked hard and diversi ed, trying to tap into markets we didn’t think we could or would.
“But now with our steaks, we can seal and deliver them right to your door,” he says.
machine and the rest is done.
“It’s a big cost, but it’s worth the e ciency to push out that volume that we needed to do,” says Gautreau, praising the machine’s ability to customize the packaging for the beef jerky products.
“We’re packaging 60 grams of meat, and we wanted to make sure it that it was the right-sized package,” he relates. “So VC999 did the plates, customizing it to what we need.
“We wanted a tear strip on the side, “ he says, “and they customized it to exactly what we needed.
“We also wanted to put labels on the packs, and VC999 again with the design to provide us with the kind of stickers we wanted to put on.”
Gautreau says he highly appreciates the operational versatility of the VC999 RS420c system.
“You use di erent plates and forms with the ma-
chine,” he says. “Smaller plates for jerky, but our bacon or steaks are bigger, so we put bigger plates on.
“It adapts to what we need: it’s pretty versatile.”
Running on a PLC (programmable logic controller) platform, the RS420c features stainless-steel construction, quick-change tooling, heavy-duty 5/8-inch Pitch K-Transport Chains, an expandable design to meet future growth needs, and free life-time technical support, according to VC999.
“The RS420c is an entry-level machine, but very versatile for when you want to grow.,” Cloutier says.
“We can add a lot of con gurations,” says Cloutier, adding that VC999 created all the di erent moulds to cover all of Joe’s Smokehouse’s products, as well as provide the plastic lm designed to provide longer product shelf-life.
Although VC999’s head o ce is in Switzerland, the
“Last year wouldn’t have even thought of doing that, but the market has changed, so we’re trying to take advantage of the situation and change the way we look at things.”
As for what kind of products will be produced next, Gautreau says he is always looking to develop new, unique and innovative recipes.
“To say what’s next, I’m not really 100-percent sure,” Gautreau acknoweldges.
“But in the meantime, we’ll just ride the wave and gure out what’s next for us,” he concludes.
“We’re just going to try and keep going as well as we’re going right now.”
The lightline Pickerline consists of compact modules that are preconfigured and ready to use for standard packaging tasks. In this way the Pickerline is attractively priced and delivered in next to no time. With its individual robotic tools you will experience the benefits of the highest degree in flexibility with the innovative Schubert-Technology. www.schubert.group






































LIGHTLINE PICKERLINE FOR PICKING AND PLACING PRODUCTS IN TRAYS


















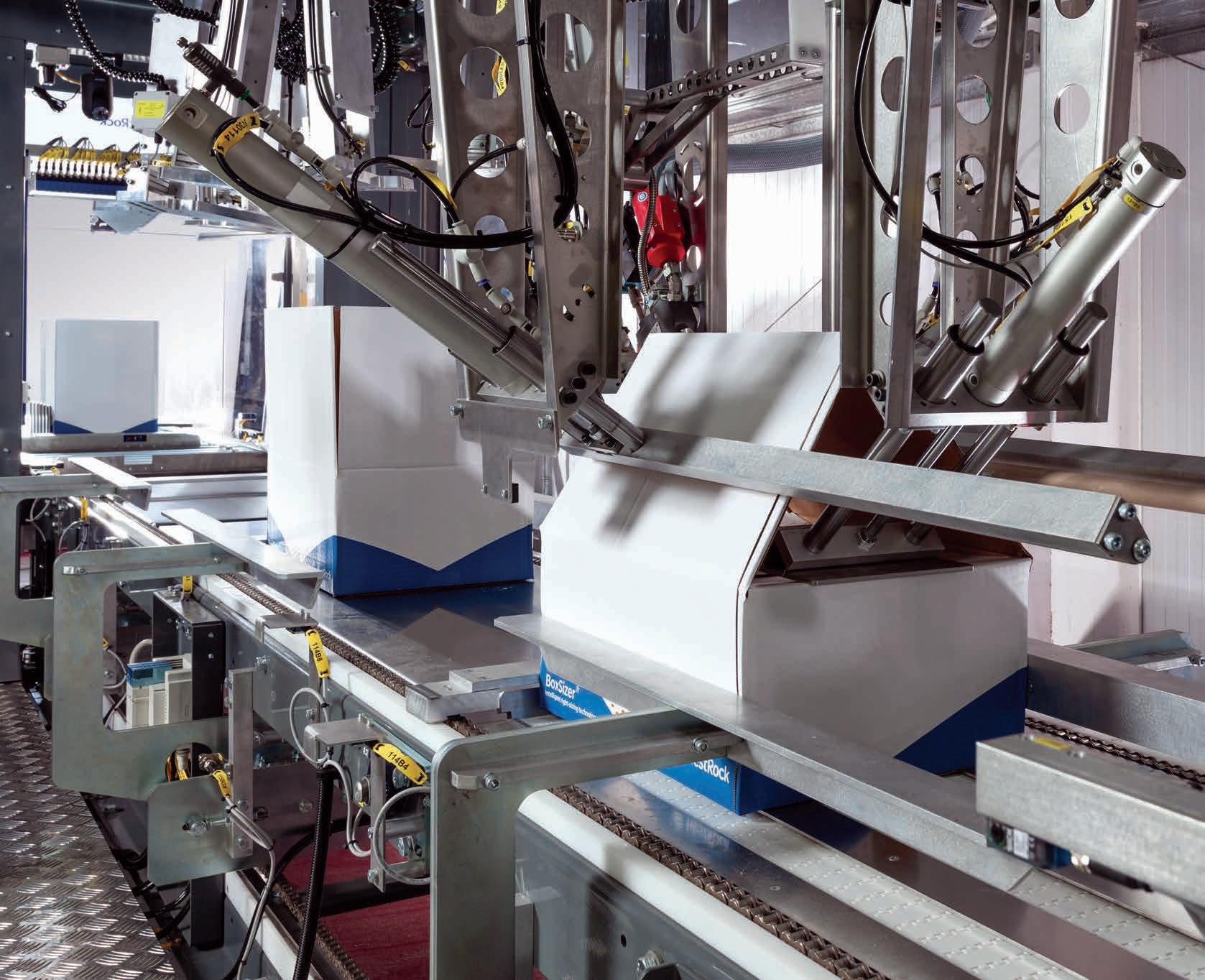
WestRock’s BoxSizer ® intelligent right-sizing technology is the only machine on the market that can right-size multiple preloaded box footprints arriving at random to the infeed without the need for changeovers. By ensuring optimal package size and eliminating void fill, this solution reduces labor, improves sustainability, and lowers your total cost.
Package variability. Solved.







Michigan craft brewer upgrades its IT infrastucture with leading-edge enterprise software to keep making big waves in the global marketplace
Headquartered in Grand Rapids, Mich., Founders Brewing Company is a globally recognized brewing enterprise that ranks as one of the 10 largest craft brewers in the U.S.
Considered to be one of the fast-growing breweries in the county, Founders Brewing has several beer brands listed in the Top 100 Beers of the World list, which is compiled each year by the global beer industry analysts at Beeradvocate.com
As the company continues its rapid growth, upgrading its IT (information technology) infrastructure up to demands of the new digital economy has become one of its top corporate priorities in recent years.
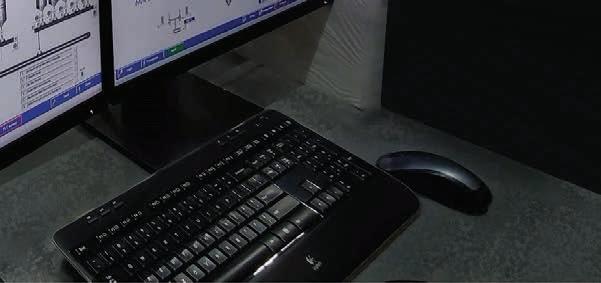
“As we grew and matured as a brewery, it was important for us to decrease our digital risk and increase the security and reliability of our most important software and network,” says vice-president of brewing operations Alec Mull, who turned to brewing automation experts at Process and Data Automation LLC, a Krones Group company, to carry out the required systems upgrades.
The project involved the integration of two isolated brewing control systems, referred to as “Gigantor” and “CombiCube,” which were operating at the facility.



While the Gigantor control system operated with a BOTEC F1 system license installed on two redundant servers and four clients, the CombiCube system was operating with a BOTEC Classic license installed on one server.
The upgrade would involve combining the two systems to allow an operator to control any portion, according to security credentials, from any HMI (humanmachine interface) terminal in the plant. According to Mull, this required merging the equipment and software currently used on the Gigantor process control system with that of the CombiCube control system.
To achieve this, it was necessary to create a system with two redundant virtual server pairs in separate locations with a virtual SQL server and several client machines. The still-ongoing project involves three phases, with the third to be completed in 2021, aiming at:
• Implementation of a virtualized system, BOTEC process data servers, and an SQL server to reduce risk.
• Upgrade from BOTEC Classic to BOTEC F1 and merge applications. In the past, the brewhouse has been running on BOTEC Classic, operating on an unsupported system without back-up.
By upgrading to BOTEC F1, which is in use at the company’s larger brewhouse,

Schubert North America has appointed Ana Pryor as new Director of Finance, effective July 6.
Previously, Ana worked at NorComp, Dhollandia and Groninger USA where she served as Controller and managed the finance and human resources departments. She will be replacing Schubert North America’s current CFO Sandra Chambers who will retire by the end of September. Sandra Chambers has played a crucial role in establishing Schubert North America in Charlotte and has significantly contributed to the company’s overall success.
e Schubert Group provides top-loading packaging machines that are easy to operate, flexible in terms of format conversion, high in performance and stable in function. e machines package products of all types in trays, cartons, boxes or flowwrap bags. e machines package products of all types in trays, cartons, boxes or flow-wrap bags. e business is headquartered in Crailsheim, Germany. e North America headquarters is Charlotte, North Carolina, USA.
schubert.group/en/schubert-north-america
and merging into one cohesive system, the brewer would able to control multiple areas of the facility, such as the 300-bbl (barrel) and 80-bbl brewhouses, or the cellar, from any of the server stations and/or client screens.
• Upgrade the visualization system (to be completed 2021) from Iltis V2 to Iltis WPF. The former is an older version of visualization and is not supported for new features on the BOTEC roadmap. In contrast, Iltis WPF uses open-format Windows standards and incorporates enhanced features related to trending, screen manipulation and troubleshooting issues.
Successful completion of the rst phase, focusing on migrating the process data server and SQL server to a virtual machine, provided several advantages, including:
• Reducing the time required the recover from hardware failures;
• Allowing periodic back-up of the virtual machines;
• Splitting the load across multiple servers to reduce redundancy;
• Creating a system that is controllable from any server location.
As Mull recalls, “Our road to a more consistent and automated brewing process started in 2011 with our rst Krones/Steinecker brewhouse operating under the BOTEC Classic program.
“It was an incredible improvement for us in technology that helped us to further develop world-class beers that were even more consistent and reliable,” he says.
“A few years later in 2015, the world demanded even more Founders beer, and our obvious choice was to once again lean on the experts at Krones to build us a world-class customized brewhouse and cellar, this time operating BOTEC F1.
“Our team found tremendous value in this updated software, so we reached out to PDA to execute an upgrade of our BOTEC Classic to F1.
“While this sounds easy, it was clearly a large project, as we needed to execute this upgrade and virtualization simultaneously due to brewing demand.”
According to Mull, the upgrade from BOTEC Classic to BOTEC F1 and the merger of the applications e ectively replaced an obsolete product, as well as provided the capability to control all the systems from anywhere in the plant.
In the future, upgrading from Iltis V2 to Iltis WPF will add new features, together with the ability to add improvements as they may be developed, Mull explains.
This approach will bring all the automated brewhouses to the same visual system giving the brewers more familiarity with all the brewhouses.
As Mull relates, the most di cult part of the project was coordination of available downtime in the brewhouse with completing the changeover from a physical server con guration to virtual.
With only a short window of time available, this changeover was successfully completed without any unexpected impact on the brewing schedule.This represents a substantial amount of work being completed in a single shift of downtime.
“I am amazed at the skill and professionalism of our colleagues at PDA, who seamlessly integrated this software upgrade and virtualization project with minimal downtime,” Mull says. “We didn’t miss a beat, and we really appreciate the opportunity to work with PDA and Krones on these exciting upgrades.”
The upgrade from BOTEC Classic to BOTEC F1 and merger of the applications e ectively replaced an obsolete product, as well as provided the capability to control all the systems from anywhere in the plant.
The most di cult part of the project was coordination of available downtime in the brewhouse with completing the changeover from a physical server con guration to virtual.
With only a short window of time available, this changeover was successfully completed without any unexpected impact on the brewing schedule, representing a substantial amount of work being completed in a single shift of downtime.
When asked about the project, Eric Williams, project lead at Process and Data Automation, recalls: “It was a real pleasure to work with the Founders team in executing these upgrades.
“We had the opportunity to work with everyone from administration to the key team members of the IT/OT group and brewers, all of whom worked diligently to support our endeavors towards the upgrade and were eager to accept the system once implemented.
“We totally changed the back end of the system and brought the brewhouse back online after only one shift,” Williams notes, “and the brewer was back to crafting delicious Founders bran brews without our assistance that very same evening.
“I am very proud of this successful project. “

WestRock’s Pak On Demand™ Pouch System 3D scans products on a conveyor, creates a custom, right-sized, curbside recyclable pouch on demand and seals the package for shipment—all with a single operator. The streamlined process not only reduces labor costs, it also eliminates unnecessary void fill and shipping charges and increases packing rates up to five times over manual operations.
Right sized. Right now.

westrock.com/pakondemand


BY DAVOR DJUKIC

One third of all food produced— approximately 1.3 billion tonnes —is either lost or thrown away every year. In most medium and high-income countries food is wasted and lost mainly at the latter stages of the supply chain, with consumer behavior playing a huge role.
To fully tackle the problem of food waste, companies and orga nizations at all stages in the supply chain need to play a more active role.

Food waste isn’t only about picky consumers: it’s about reducing losses on farms, during the production and packaging process, and along the many points of distribution.
So what are the primary causes of food waste inside food produc tion and packaging plants? One of the most common sources is false rejection—when ‘good’ product is erroneously discarded from a production line during safety and quality inspection.

Inaccurate weighing can also lead to under lling, which results in product rejection by the retailer, or over lling, which results in product giveaway.
Contamination detection may result in the rejection of a whole batch rather than the contaminated product alone, or wastage where
orgaproduc- METTLER TOLEDO’s model X34 X-Ray product inspection system is equipped with a 0.4-mm detector to provide users with maximum detection sensitivity and highly percise detection of small contaminants.







A simulted renedring of a packaging line out tted with all types of product inspection technoligies manufactured by

a false reading indicates contamination where none is present. In addition, wastage can be caused by inaccurate labeling, damaged packaging, closure errors or missing items—all of which can trigger costly product recalls.
Fortunately help is at hand, as manifested by growing numbers of food manufacturers and packagers investing in product inspection technologies such as checkweighers, metal detection, X-Ray and vision systems, to help reduce food loss and waste.
Often, it is a combination of these technologies that delivers the highest levels of operational e ciency, ensuring products meet regulatory and brand standards, and preventing rejections or recalls.

It is vital that contamination detection technologies such as X-Ray and metal detection are adjusted correctly.
This is achieved through regularly testing detection sensitivity levels and by making the most of fully automated product set-up and changeovers, which ensures detection sensitivity is always at the optimal level, regardless of whether food is being processed as bulk, pumped or a packaged product.
That alone makes it well worth investing in newer equipment to ensure ‘good’ product isn’t wasted.
Product inspection technologies can also be used for assessing under and over lling, depending on the application. For example, X-Ray systems can be used to perform zoned mass measurement and ll level inspection, such as highlighting if one compartment is under and another is over lled in a two-compartment ready meal.
Checkweighers, in isolation, can accurately measure the combined weight, but X-Ray provides a more speci c result for di erent parts within one packaged product.

Vision inspection technologies can perform numerous quality assurance checks, including inspecting ll levels and closures, as well ass identifying missing caps, product trapped under the seal, or verifying tamper-proof seals.
While all product inspection companies are ready to support the food industry in its e orts to become more




sustainable, METTLER-TOLEDO is perhaps better placed than most by virtue of being the only manufacturer whose portfolio includes all four inspection technologies: checkweighing, metal detection, X-Ray and vision inspection. With all our systems designed and manufactured in-house, we have the ability to customize solutions to meet speci c requirements, making them ideally suited to customer e orts to drive out food waste.

Made from 100% recycled and recyclable PET, kp Elite is a sustainable packaging innovation in protein packaging. Clear and actionable labelling puts everyday packaging back into the recycling loop to have another life. Something everyone can feel good about.
BY CHRIS YOUNG
Perhaps it’s been a while since you purchased an X-Ray detection system. Or, this may be your rst time. How do you choose the right system?
This guide highlights what you need to know: from the less obvious aspects of cost and performance to and updating you on recent technology advances and trending sanitation demands.
The tips below can help you choose a system that not only meets your detection goals, but does so in a way that maximizes ROI (return-on-investment) and OEE (overall equipment e ectiveness).
Most buyers today are savvy enough to know there’s more to the cost of X-Ray equipment than the upfront cost
If you are upgrading from metal detection to X-Ray inspection, you’ll want to factor in the ongoing costs of two expensive replacement parts: the tube (also called the generator) and the detector.
To account for these ongoing costs, ask about the life expectancy and replacement cost for both parts before you buy. Similar to car buying, you will nd some brands have longer-lasting parts than others.
In choosing a system, it helps to understand how it works.The lifetime of an X-Ray tube can be compared to that of a three-way lightbulb.
The X-Ray tube will eventually fail after a number of hours of use. The power setting impacts X-Ray tube longevity. At a higher power setting, the tube fails sooner.
But, before you think about reducing the power setting to increase the lifetime of the X-Ray tube, understand there is a trade-o . Reduced power means reduced image quality, and thus poorer detection limits.
From an engineering standpoint, optimizing machines for both high performance and low power use is exceptionally challenging.
That is why most X-Ray machine manufacturers today specialize in either highperformance (i.e. nding the smallest contaminants) or low-energy, long-life systems.
Machines with high detection capability normally use high amounts of energy and therefore have very low lifetimes. Alternatively, machines using less power typically have poor detection rates.
That is until now, thanks to Anritsu’s recent innovation e orts aimed at solve both needs with one machine.
Anritsu is a technology-driven company that designs and manufactures inspection and detection equipment for the food and pharmaceutical industries, with its bestin-class X-Ray, checkweighing and metal detection technology keeping production lines running at peak performance with a higher ROI.
With over 130,000 installations globally, Anritsu is at the forefront of technology, exceeding the highest standards of product safety and compliance, and making sure that all points of detection on your line are secure.
At Anritsu, we challenged our engineers to develop a solution to reduce power usage while maintaining the high detection level of our machines.
Despite these divergent goals, our engineers succeeded in developing the ALL (Advanced Long Life) technology that o ers:
• An X-Ray generator and detector with three times the life of conventional models;
• A new more e cient cooling system:
• Less power consumption:
• Up to 20-percent reduction in lifetime costs.
You no longer have to settle for high performance or lower power use—you can

One misconception we often hear from buyers is the belief that a machine just needs to be “good enough” to meet your detection speci cation
Many buyers are unaware that extra performance capability beyond your speci cation is in valuable. This is best demonstrated by an example in the diagram displayed below.
On the surface it appears any of the systems below is a suitable detection solution. However, what many buyers don’t realize is that superior detection capability (such as with systems A and B that detect smaller contaminants than your speci cation level) can be “converted” to improve a machine’s capability to reduce false rejects.
How does that work? Superior performance capability enables your machine to be set at a lower sensitivity level and thereby reduce false rejects. So returning to our example below, while you can meet your detection goal for stainless with system A, B or C, your capability to reduce false rejects is strongest with system A
System A is the best answer due to its capability to not only hit your detection performance speci cations, but also to signi cantly decrease false rejects.
And why should you care about false rejects? There are plenty of reasons.
With the continued trend of downward cost pressure in the industry, food proces-
Consider the three detection systems below that detect stainless steel at 0.7mm, 1.0mm, and 1.5mm respectively:
A 0.7mm B 1.0mm C 1.5mm














Your customers have more on the line than dinner...that’s why we built the XR75 X-Ray. It protects consumers by detecting the smallest contaminants in the industry, while advancing product quality and overall food safety.
Learn more about the industry’s most precise and reliable inspection detection equipment with unmatched performance and low cost of ownership at .







sors are increasingly paying attention to line e ciency using measures such as OEE. Many production plants are adding OEE as a key performance indicator to their operational metrics. Boosting the yield of production lines, and reducing false rejects is an e cient way to increase the output of an operation without the capital costs and space required to install additional lines.
The OEE metric is comprised of three factors: machine uptime, process yield, and speed to determine overall e ectiveness of the equipment.
False rejects are a waste of good product.They directly impact process yield and thus OEE of the line. Hence, X-Ray systems with superior detection capability (i.e. smaller than your speci cation) improve your process yield by reducing false rejects.
In addition to reducing false rejects, superior detection capability provides exibility to have a higher level of detection on an “as needed” basis.
Imagine a scenario where you know something was accidentally dropped into a batch. Detection levels could be increased for a period of time to ensure those contaminants are found.
While performance and cost are the most important criteria in your decision, customers are increasingly requesting clean design, looking to streamline sanitation processes and eliminate hiding places for biological contaminants.
Design features such as easy parts removal/attachment, easy-to-clean conveyors, one-touch removal of shield curtains, and removal/attachment of rollers without tools can all streamline the cleaning processes. At the end of the day, more e cient cleaning directly contributes to faster ROI.


SENSORS: Inductive and Capacitive Proximity Sensors • Photoelectric Sensors • Level Sensors • Ultrasonic Sensors • Magnetic Sensors • Limit Switches • Safety Interlocks



CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.


and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified customers.
uring this global crisis, it’s important to recognize the stories of success in the ght against the ongoing global COVID-19 pandemic, which has in some ways to unexpected growth across the manufacturing spectrum in many forms. New facilities, changes to production processes, and increased demand for various products are supporting the economy, the supply chain, and the job market.
Located in Kelowna, B.C., Breathe Medical Manufacturing is a manufacturer of disposable face masks for the medical, chemical manufacturing, and food-and-beverage processing plant industries.
Based on current increased demand and future projected volume, Breathe Medical has recently open a second manufacturing location: a new 30,000-squarefoot-facility located in the Central Okanagan region of British Columbia dedicated to producing medical masks.
While designing the new facility, Partner at Breathe Medical Manufacturing partner Warren Jones came across conveyor systems manufacturer Dorner’s website and contacted Ron Heasman, national sales manager with the Burlington, Ont.-based Dorner Canada Limited.
Due to the urgent timeline and the levels ofintegration required for this project, Heasman recommended Jones work with Shelley Automation, an authorized Dorner distributor with six locations across Canada, as well as Apex Motion Control, a local systems integrator specializing in full system industrial robotic automation.
Together, Dorner, Shelley Automation and Apex Motion Control designed a conveyor system to support the planned 12 mask assembly machines.
Using Dorner’s highly exible FlexMove series conveyors and custom puckhandling workpiece carriers, Breathe Medical Manufacturing would be able to transport masks from the machines through production for optimal e ciency.
With their ability to integrate seamlessly with other automated machinery at the plant, the FlexMove series conveyors were selected as an ideal solution for helping Breathe Medical Manufacturing start producing the masks as soon as possible.
The full scope of the project included conveyor assembly and integration, controls, tooling, and custom workpiece carriers interfacing with the other purchased equipment consisting of assembly machines, owwrappers, baggers, palletizers and other automated machinery at the new plant.
The project was yo be implemented in two phases of six machines each to

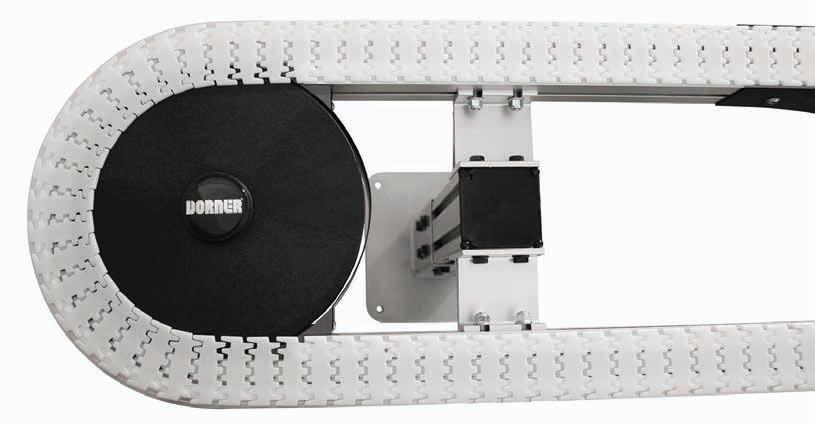
Manufactured by Dorner Mfg. Corp., the FlexMove series conveyors (see above and below) were recently installed at a new British Columbia facemask manufacturing facility, operated by Breathe Medical Manufacturing, to accommodate the production of about 40 million medical facemasks per month.
execute the company’s plans to hire 30 employees and produce 20 million masks per month to start, with the ultimate goal of 80 employees producing up to 40 million masks per month, with rst orders planned to ship in the beginning of June.
It was a similar story south of the Canada-U.S. border for Dorner this past spring, when the conveying systems specialist helped Husco, Wukesha, Wis.based manufacturer of hydraulic and electromechanical components, shift part of its production to manufacturing N95 respirators, to be used by healthcare professionals and rst responders to help prevent the spread of infection or illness.
Husco is also part of a consortium called MaskForce a group representing all facets of southeastern Wisconsin businesses to design, develop and produce reusable face mask.
“It was a priority for us to help those on the front lines get the PPE (personal protection equipment) they needed do safely do their job,” says Husco’s





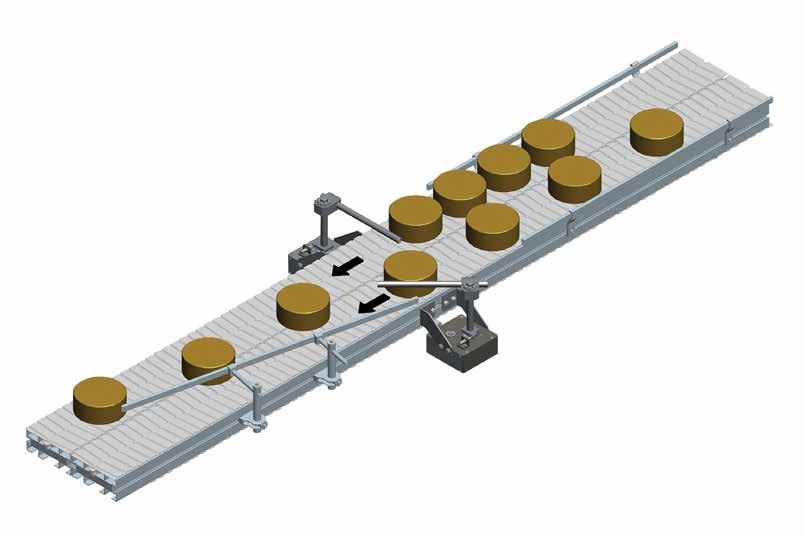


Increase availability, improve quality, and enhance energy management with easy to implement IIoT solutions from Emerson. From measuring critical parameters in your production process, to detecting leaks, to improving predictive maintenance, intelligent pneumatics – such as the AVENTICS™ AF2 series flow sensor – provide actionable insights that enhance decision-making and help optimize the performance of your packaging operations.

director of advanced manufacturing engineering Brian Cull.
“Being able to bring solutions that directly impact peoples’ lives is inspiring.”
For Husco to begin the manufacturing process, it needed a conveyor to move completed N95 respirators to a bagger for packaging.
Working closely with Dorner and Crane Production Systems, a Waukesha-based material handling distributor, Husco was able to specify and receive a 2200 series conveyor on the same day.
“Husco deserves to be commended for their drive in supporting COVID-19 relief e orts through manufacturing N95 masks,” says Matt Jones, vice-president of sales and aftermarket at Dorner Mfg. Corp. global headquarters in Hartland, Wis.
“All the organizations that are part of the MaskForce consortium really stepped up when the area needed them,” John recalls, “and we were happy to play a small part in making their visions a reality.”
Dorner was able to supply Husco with a 10foot long six-inch-wide 2200 Series conveying system, a highly versatile platform engineered for numerous industries and applications—including accumulation, small-part transfers, inclines and declines, automated and manual assembly—performed in busy packaging and industrial environments.
As a nal step prior to packaging, the N95 respirators are applied with disinfectant, after which the conveyor moves the respirators underneath an air knife to ensure they’re dried and to perform a nal cleaning. The masks then travel to a bagger, where they are packaged and ready for shipping.
As Jones recalls, Crane and Dorner worked together on a Friday of April 3, 2020, to identify the right conveyor for Husco.
When the conveyor was ready later that day, Cull drove to Dorner and the conveyor was prepped and loaded by his two uncles, Steve and Ken, who also work at Dorner.
“We have had a number of COVID-19 related inquires, and we’ve been very responsive to those customers who need a conveyor system right away … and in Husk’s case, that same day,” Jones says.
“Everyone here at Dorner has worked well together to build and expedite orders for these time-sensitive requests.”
“The manufacturing of these N95 masks has been a top priority for Husco, and Dorner has done a really good job at prioritizing those requests,” says Dan Buretta, material handling equipment sales manager at Crane Production Systems.
“It’s all about helping people, and I’m happy to be part of the solution for Husco.”
Made of medical grade silicone and polypropylene, the N95 respirator is a soft, comfortable mask, which can be sanitized and reused, that provides a low-pressure facial seal for optimal user comfort.
With Dorner’s assistance, the Husco line was quickly enabled to produce about 3,000 N95 respirators a day.
Cull says that the success of this project, along with all the organizations that comprise MaskForce, is a great example of what companies can accomplish when they collectively band together for a greater cause.
“The project as a whole really demonstrated how the greater Milwaukee area came together, collaborated and put together solutions to get help to the eld quickly,” Cull states.
“These businesses all got together and said, ‘What do we need to do?’
“It was really inspiring and rewarding to work in that kind of environment.”

■ NOVA Chemicals Corporation, Calgary-headquartered manufacturer of plastic resins and specialty chemicals for plastic packaging and other industrial applications, has appointed Luis Sierra as chief executive officer.
■ Syntegon Technology, a globally operating manufacturer of automated packaging machinery and equipment headquartered in Waiblingen, Germany, has appointed Michael Grosse as chief executive officer.


■ Barry-Wehmiller Companies Inc., St. Louis, Mo.-headquartered manufacturing and engineering services conglomerate serving the global packaging, corrugating, sheeting and paper-converting industries, has appointed Kyle Chapman as the
company’s president and Michael Monarchi as chief financial officer.
■ Eriez, Erie, Pa.-headquartered meal detection, separation, materials feeding, screening, conveying and controlling equipment for packaging and other industrial applications, has appointed Lukas Guenthardt as president and chief executive officer.

■ Baldwin Technology Company Inc., St. Louis, Mo.-headquartered manufacturer of process automation technology for the printing, packaging and converting industries, has appointed Joe Kline as the company’s president and chief executive officer.

■ Penn Color, Doylestown, Pa.-based manufacturer of color and additive concentrates, masterbatches, pigment dispersions and engineered


FINALLY, a technology that can detect poultry bones below 2.0mm—and even down to 1.0mm (AND SMALLER!). PLAN
Automation is proud to o er Eagle PI’s newest PXT™ poultry inspection technology. This technology can detect hard-tond chicken and turkey bones below 2.0mm; such as rib, wish and fan bones.
O ering a 99% accuracy rate and 3-4 times resolution improvement, PXT™ uses advanced algorithms to deliver signi cant improvement in system performance and detection of poultry bones.
For more information, please contact us at (416) 720-7875.

coatings for packaging and other industrial applications, has appointed Vicki Irons as key accounts manager and Simon Clarke as European industry manager for the packaging sector.
■ Stora Enso Oyi, globally operating forest products group headquartered in Helsinki, Finland, has appointed Annette Stube as executive vice-president for sustainability; David Ekberg as executive vice-president of the company’s Packaging Solutions division; Lars Völkel as executive vice-president of the Wood Products division; and Katariina Kravi as head of human resources

■ Cambridge, U.K.headquartered digital inject printing technology manufacturer Xaar has appointed Chuck Pemble as business development manager for the Americas region.
■ InkJet, Inc., Willis, Tex.-based
manufacturer of inkjet pricing inks and printers, has appointed Jeane Schalm as chief executive officer.

■ Savage, Minn.-based industrial automation supplier Beckhoff Automation USA has appointed Hank Lee as West Region district manager, to be based at the company’s Silicon Valley Technical Center in San Jose, Ca.
■ Acucote, Graham, N.C.-based manufacturer of pressure-sensitive adhesive coatings, has appointed Dana Christensen as the midwestern region sales representative.
■ Flexographic priniting plates manufacturer Miraclon of Rochester, N.Y., has appointed Brad Vette as strategic accounts manger for the U.S. and Canada.
■ Swedish paper-based packaging products group BillerudKorsnäs has appointed Christoph Michalskinew as its new chief executive officer.

Thomas Pigeon, Founder and CEO of Pigeon Brands Inc. today announces the appointment of Elyse Boulet to the position of President, director and shareholder within the firm. “It is an honour and a privilege to welcome Elyse as a partner within the firm and to acknowledge her leadership role and importance within the Pigeon family” commented Thomas Pigeon. “In her little over three years with Pigeon, Elyse has made a marked and significant contribution to the growth of the firm both in terms of client engagement, team building and in growing and diversifying our service offering. She oversees a team of fearless brand design and communication specialists in Toronto, Montreal and Mexico City. Elyse is an acclaimed leader and influencer in the advertising and brand communications world and will play a pivotal role in the Canadian and international growth of Pigeon.”
“I found at Pigeon a place where all of the experience I have accumulated through the years really resonates. That, teamed up with a fun and skilled pool of talent, fabulous mentorship and, a freedom to implement a vision based on reinvention, making sure not only that we are constantly relevant to our clients but that we are relentlessly creating ideas that travel that can solve challenges and generate ROI” says Boulet.
“As we begin to evolve out of a Covid world, fundamental change in how brands live and how they communicate will be the new norm. For 44 years Pigeon has been at the forefront of evolving Canada’s leading consumer packaged goods brands through the belief that all brands have a core truth that must be crafted and articulated in a trusted and creative way to build consumer confidence. Building and re-enforcing brand trust in the Post Covid world will be the new marketing battle cry. To be certain, Pigeon and its clients are stronger than ever having Elyse Boulet by my side during these unique and challenging times”, noted Pigeon.


I’ve been lucky enough to get away to our cottage for some summer vacation time, an especially precious opportunity during COVID-19 isolation. But it is a boat-access-only property–meaning that all of our supplies are carefully evaluated for no extraneous packaging that will fill up the recycling and garbage that we must pack back out when we leave.
You know you’re in cottage country when the dairy section presents you with an array of Kawartha Dairy Milk cartons decorated with a woodcutstyle illustrated scene of canoeists paddling past fir-covered islands and a cottage flying a Canadian flag. I first bought it for the novelty of the artwork, but also appreciate the durability of the sturdy cardboard carton and plastic pour top for transport to the cottage.
has always done a good job of protecting fragile fruit—I remember it from my childhood. But now it has a cardboard handle, rather than plastic, which means we can easily dispose of the entire basket in the campfire in the evening, fueling the production of some S’mores while we’re at it.


The flavorful slices of Maple Leaf Foods’ Natural Selections Oven Roasted Chicken Breast are sold in a sturdy plastic packs that stands up very well to being squeezed into the cooler. The resealable closure stays secure after being opened multiple times, which means I don’t have to transfer the contents to a rigid container. This is big deal for those dire times when there’s running water because the pump stopped working.
BY

One of our cottage staples is the private-label Compliments brand Original StoneBaked Pizza Crust & Sauce. The package holds two pre-baked crusts—enough to feed a hungry family after a day of swimming. It has two single servings of sauce in separate pouches, so you can choose whether to make just one pizza at a time. The plastic package preserves the pizza crust at room temperature for a generous amount of time, meaning you can stock up at the beginning of a trip and not worry about the crust developing mold before the end of your getaway. The adorable and handy Vineland Growers’ Niagara Nectarines carboard basket
The Good Food for Good Spicy Ketchup is packaged in a slim profile glass bottle that is more compact than your typical ketchup bottle, but yet has a mouth wide enough to fit a knife if the ketchup doesn’t flow fast enough for your liking—solving one of the most eternally perplexing dilemmas of effective ketchup packaging. The black-and-white graphics are a clever interpretation of writing on a chalk board, providing a suitably lighthearted look that really catches the eye on the shelf level.


In the interests of packing light, I’ve started buying the Gatorade brand Perform Thirst Quencher powder, rather than bringing bottled Gatorade drinks with us. The sturdy cardboard cylinder with metal bottom and tight-fitting plastic lid also means there is no temptation for ants, who are astonishingly clever in sourcing out any form of sugar. And my son, who is into the Percy Jackson and the Olympians book series of ancient Greek gods, loves the lightning bolt graphics suggesting he’ll be imbibing the powers of Zeus with this thirst-quencher.

The water at our cottage is untreated from the lake, so we need to bring in bottled drinking water. We aim to balance between the largest bottles possible to minimize how much plastic is required, while still keeping the weight manageable for lifting in and out of the boat. With that premise in mind, the Canadian Springs Natural Spring Water ’s eightliter bottle seemed like an ideal compromise. Furthermore, it has a fountain tap and handle, making it easy to tilt and pour. But I was disappointed to realize that the bottle can’t be refilled—making it a big item to haul home for recycling after just one use. Had I read the four-part usage instructions on the label while in at the store, I would have noticed that Step 4 clearly states “After use, press, push, crush and recycle.” Caveat Emptor, granted, but now I’m sure to know better next time.
Julie Saunders is a freelance writer and healthcare communications consultant living in Toronto.
ADVERTISTER PAGE
Anritsu Company ...............39
ASCO LLP (Emerson) .........42
Beneco Packaging ...............2
Carlo Gavazzi (Canada) Inc. 40
Farm Credit Canada FCC....40
Fortress Technology Inc........9
Harlund Industries Ltd .......25
Harpak-ULMA Packaging , LLC ...................8
Heat and Control ................28
Heidelberg Canada ............20
Klöckner Pentaplast ...........37
ADVERTISTER PAGE
Menasha Packaging Canada LP ...........................5
Mettler Toledo ..................IBC
Multivac Canada Inc. .........10
Packpro Systems Inc..........44
Paxiom Group Inc .............IFC
Pigeon Brands Inc. ............43
Pilz Automation Safety Canada, L.P. ......................11
Plan Automation ............4, 43
Regal Beloit America, Inc ...12
Reiser / Robert Reiser & Co. .6
ADVERTISTER PAGE
Schubert North America, LLC ...............31, 34
SEW Eurodrive Ltd. ..............4
Sullair LLC .........................23
TC Transcontinental Packaging ..........................17
Uline Canada Corporation ....9
Veritiv Canada, Inc. .........OBC
Videojet Canada ...................1
WestRock ..........7, 19, 32, 35








METTLER TOLEDO’s new range of checkweighers are precise for exceptional accuracy, resilient to perform in harsh environments and hygienically designed for the ultimate in easy-cleaning.
These models are intended to reduce costly product waste, proven to withstand most high-pressure cleaning routines and provide easy-access to prevent liquid retention and discourage bacterial contamination.
Discover the new series of checkweighers today: www.mt.com/checkweighing





















